Classement



Contenu populaire
Contenu avec la plus haute réputation dans 10/12/2021 Dans tous les contenus
-
Ce qui est déjà le cas sur ma ender 3 premier modèle...par contre sur l'extrudeur, je n'avais pas vu avant ! @PPAC, @Idealnight, remarquez c'est une bonne nouvelle si ça se généralise, on va perdre moins de temps à répéter les mêmes choses..."dis donc, ta roue dentée est mal montée, ta vis n'est pas en face du méplat, t'es sur d'avoir serré la deuxième vis....recommence encore !"3 points
-
Bof, Cura n'est pas moins bon que les 3 cités au dessus...juste le temps qu'on veut y consacrer pour le prendre en main. De toute façon il est bien de travailler avec au moins deux trancheurs différents pour faire des essais et des comparaisons, ça fait progresser.3 points
-
Chalumeau, Marteau, Burin (petit le burin), clé plate de 5 ou 6 comme support et ça doit sortir même si c'est serti ... bon avec un arrache moyeu c'est encore plus facile En deuxième étape Meuleuse d'angle (ou Dremel pour les âmes sensible) sur l'axe pour créer le méplat qui n'existe pas. La solution du changement de moteur étant évidement la plus simple (mais la moins drôle)3 points
-
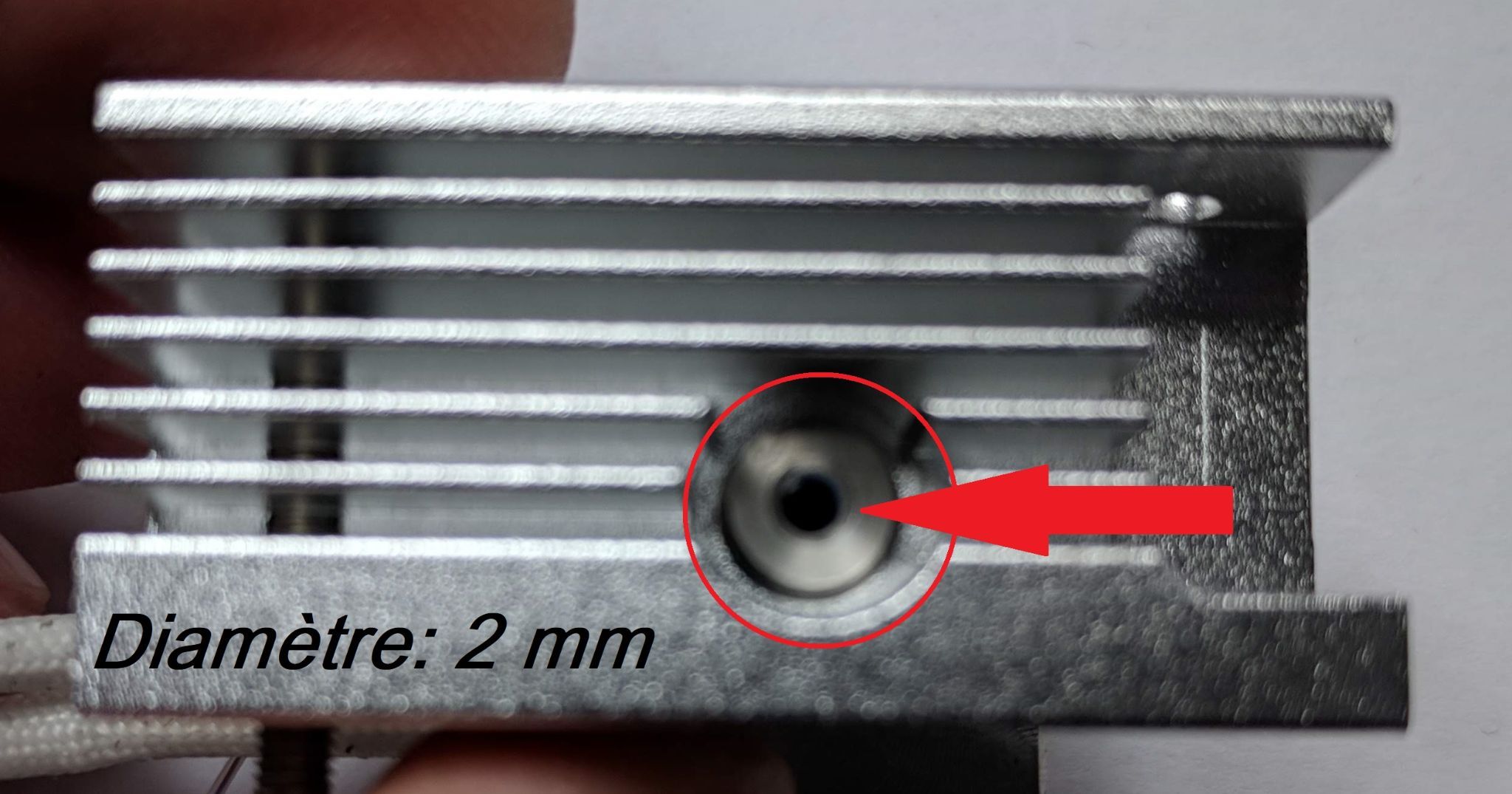
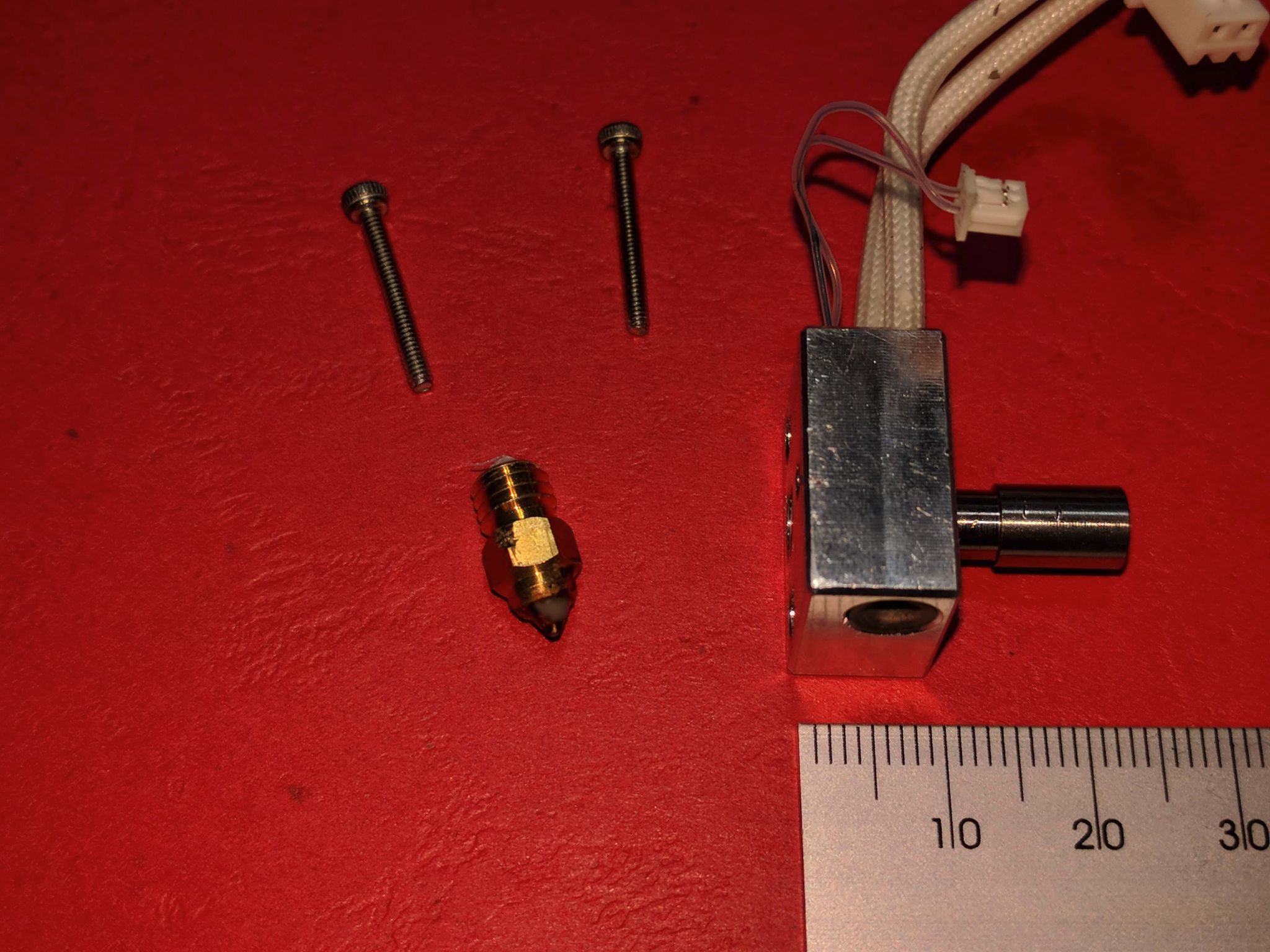
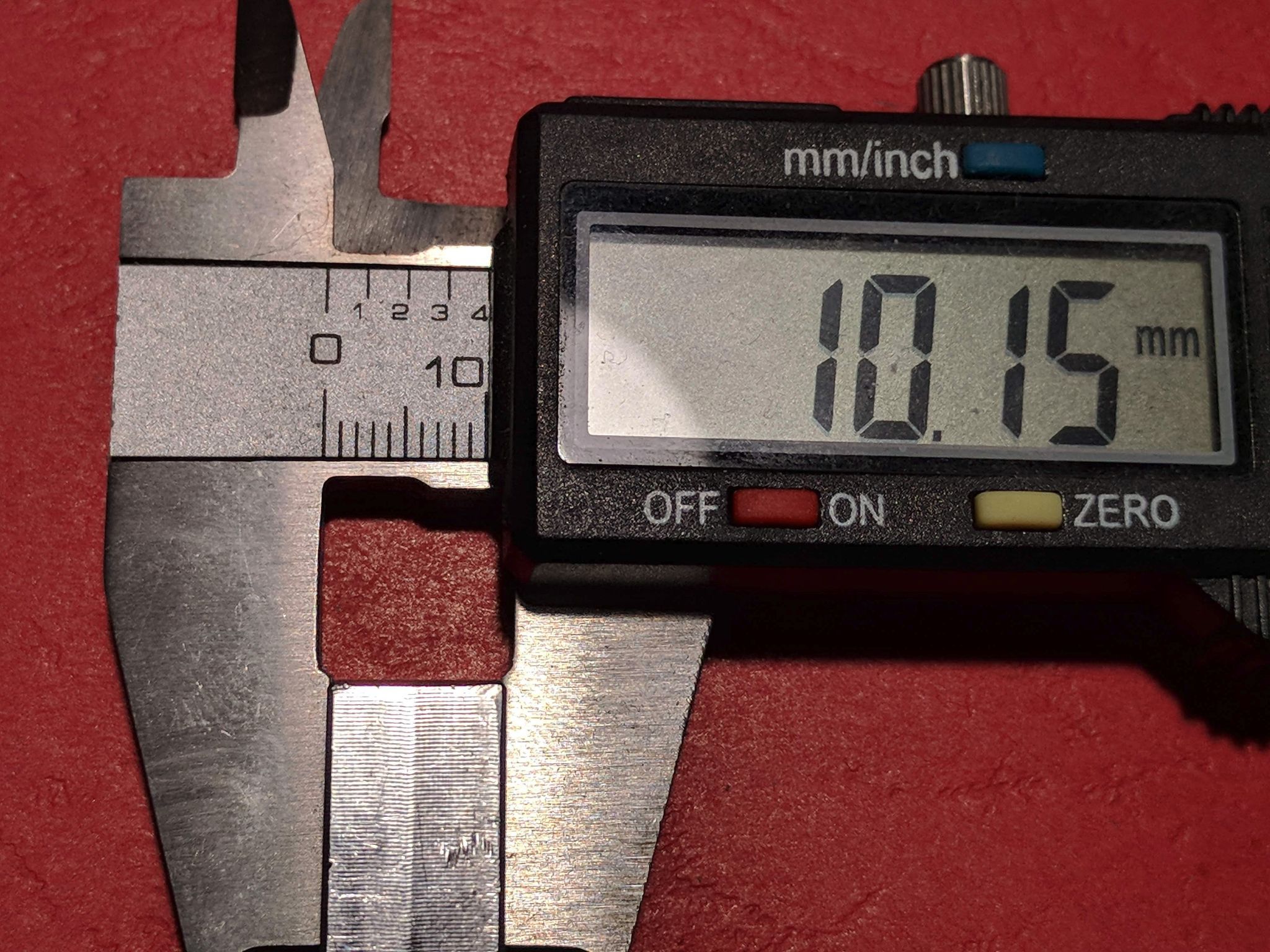
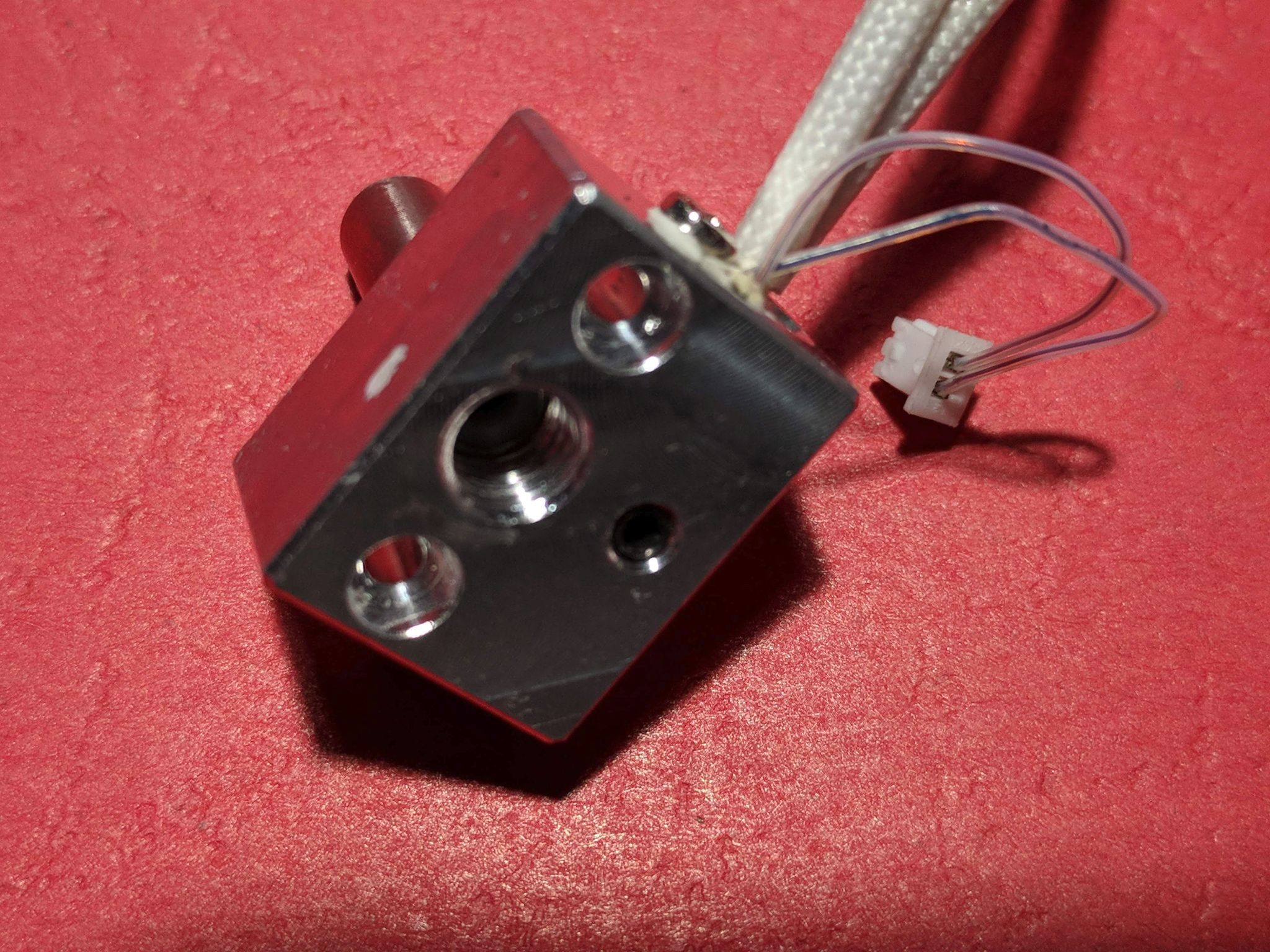
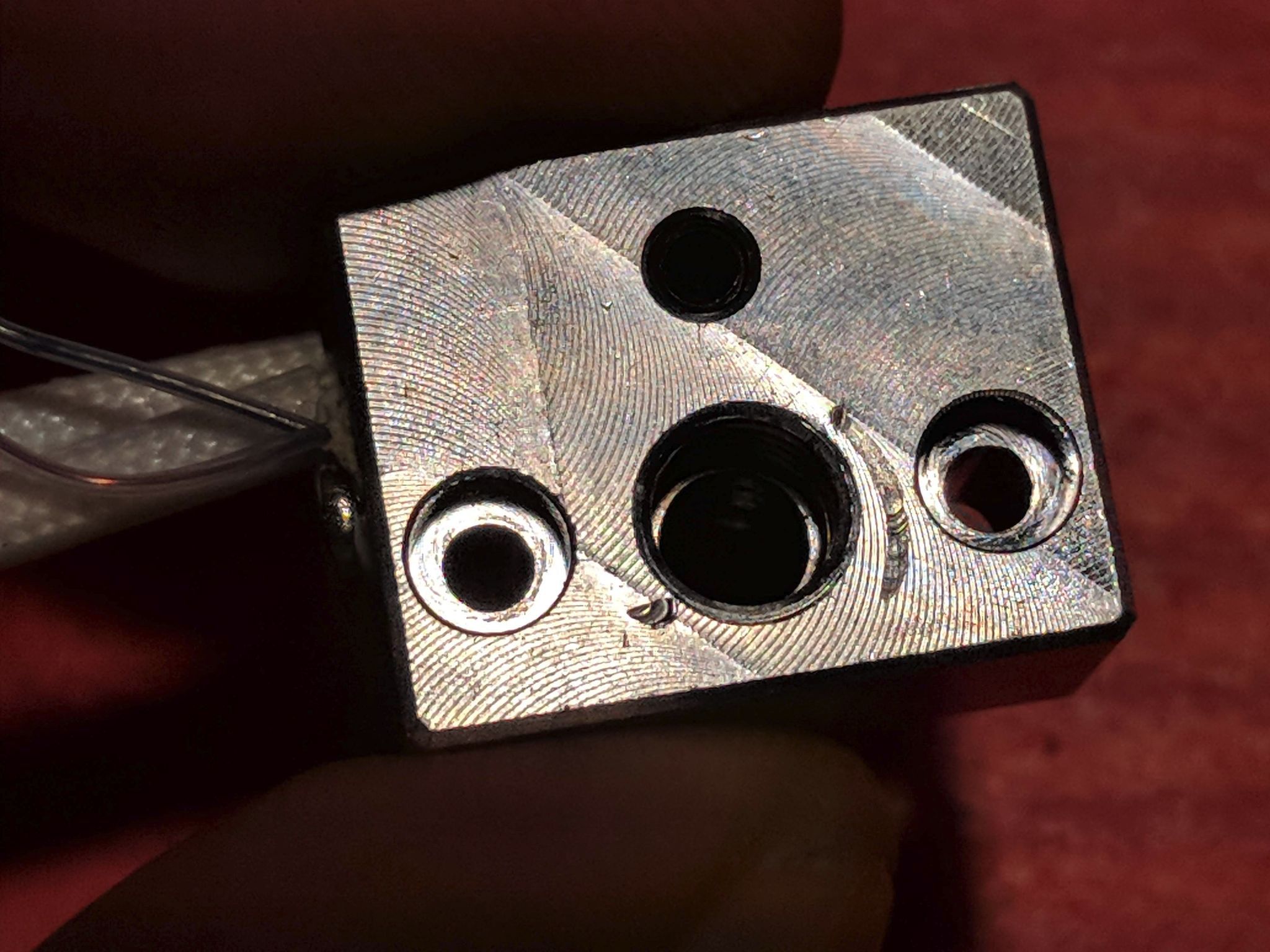
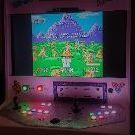
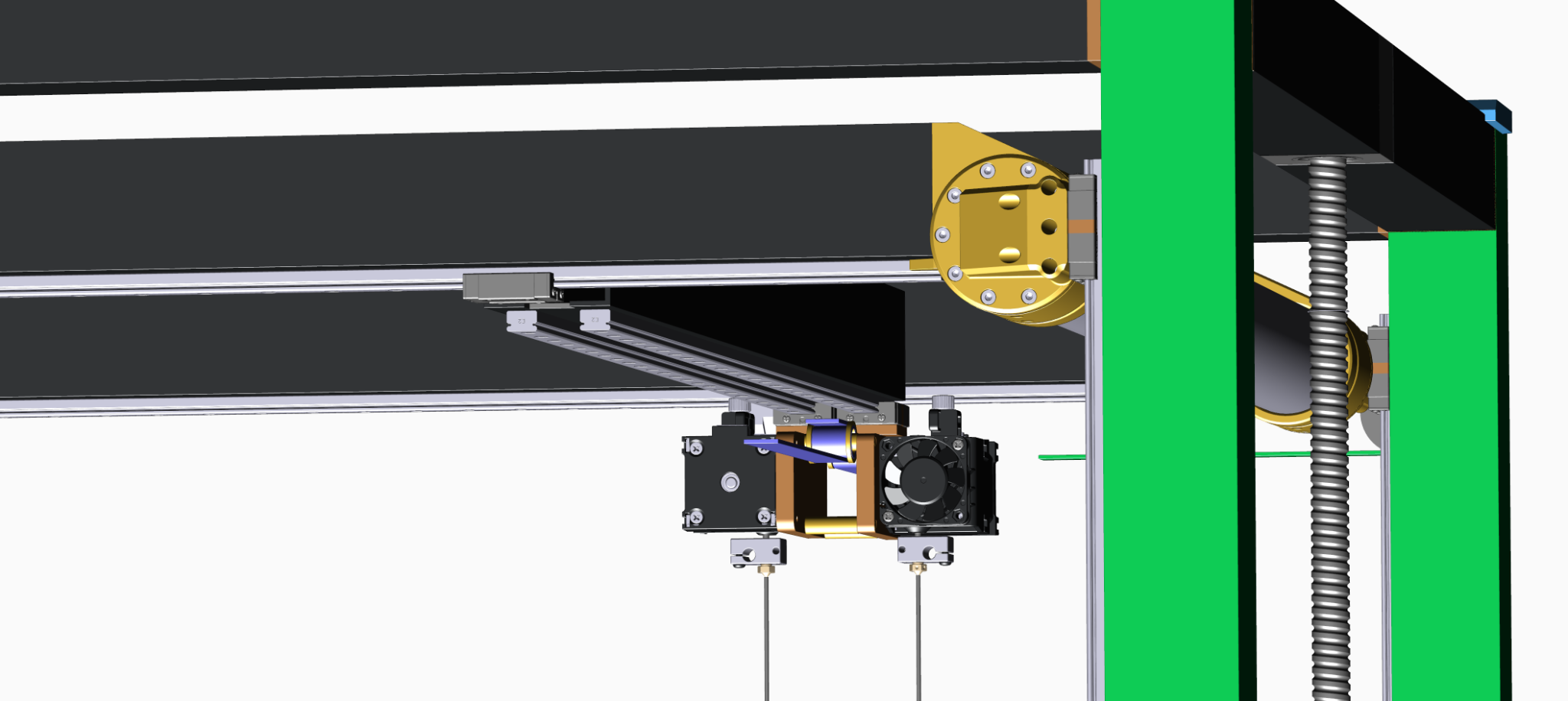
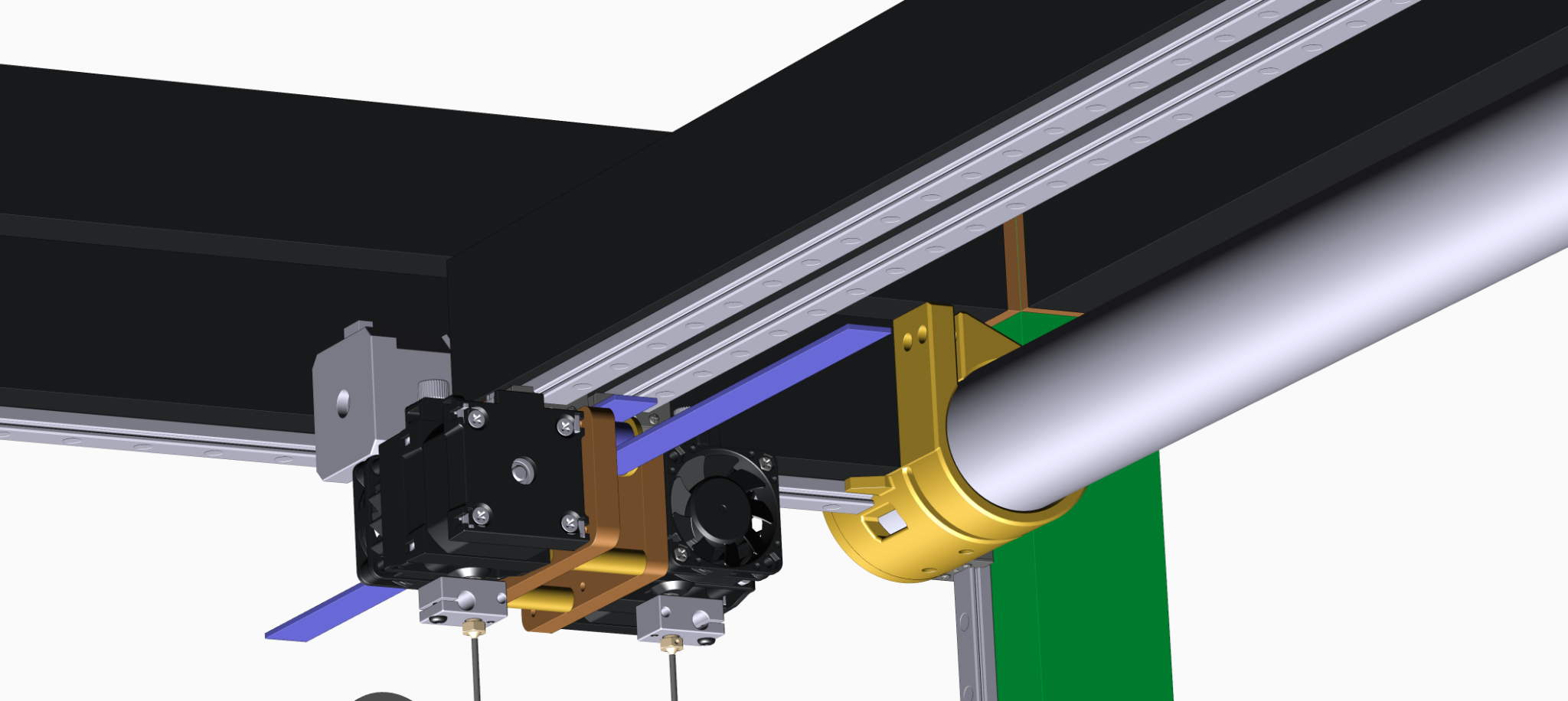
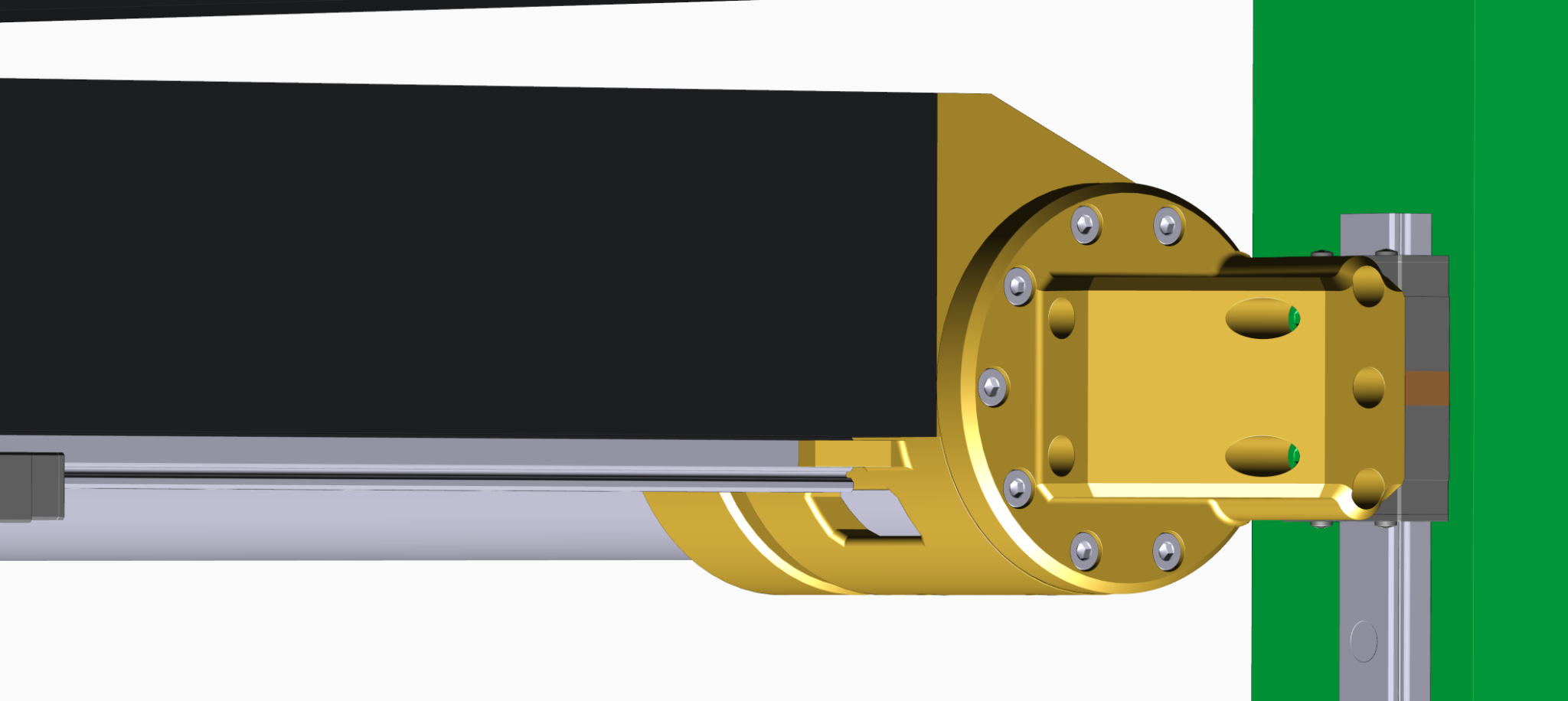
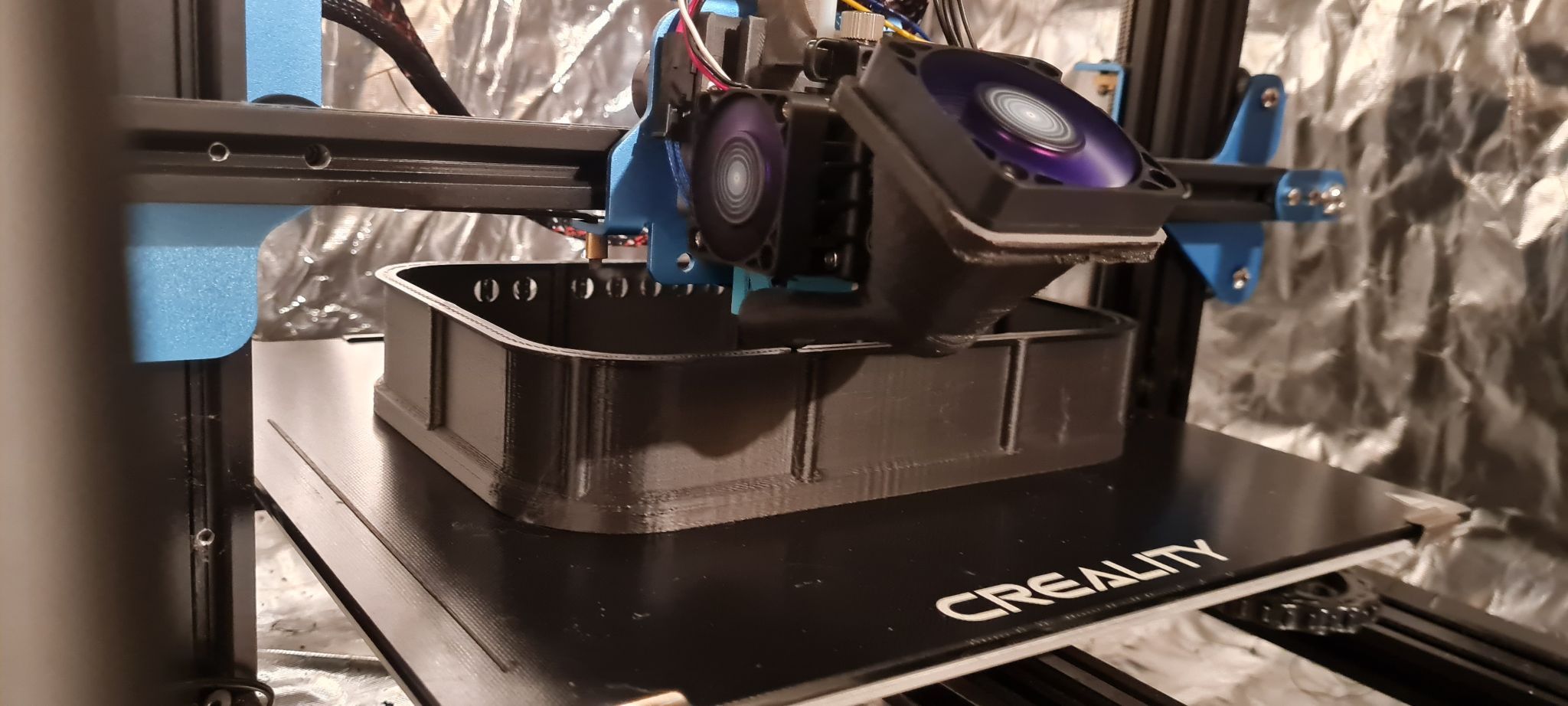
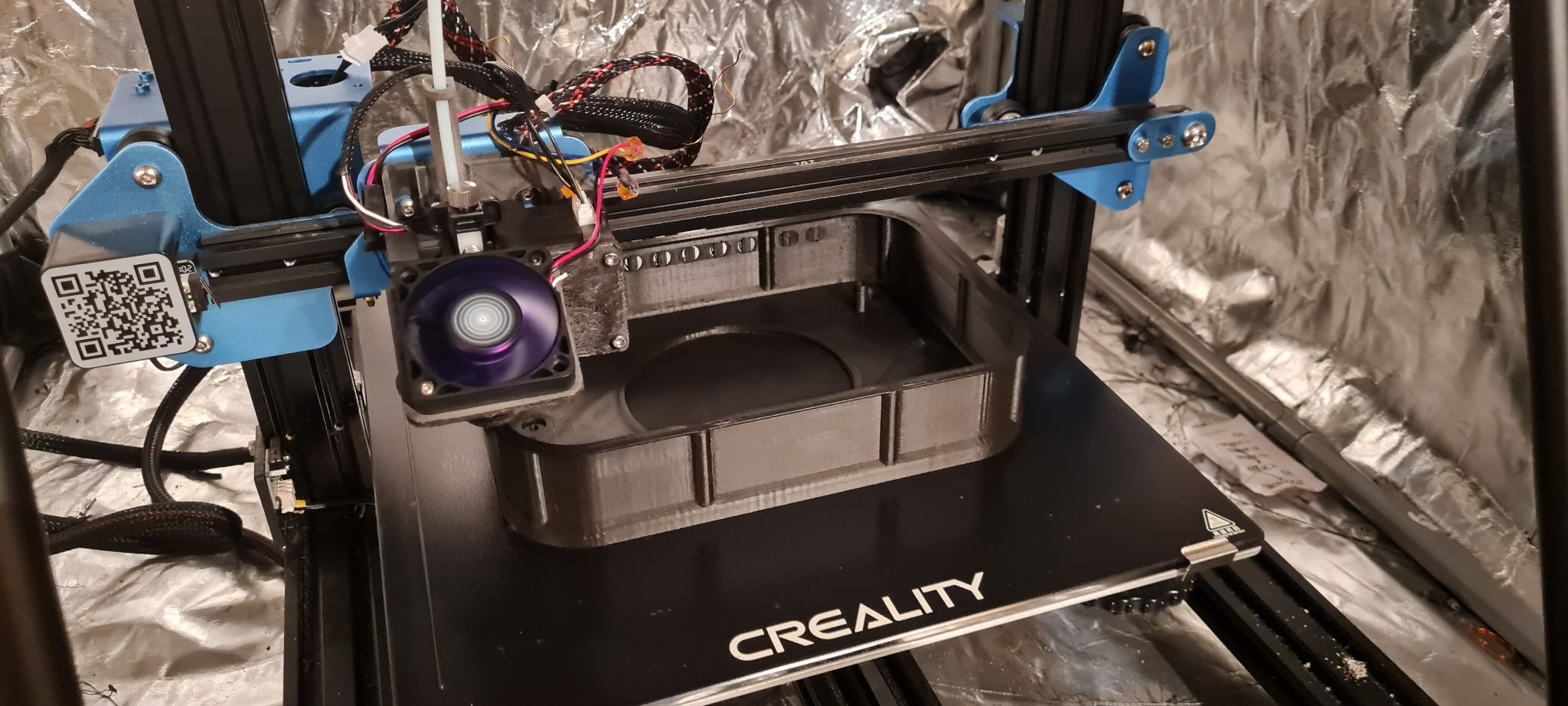
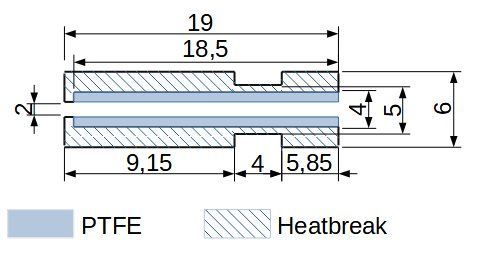
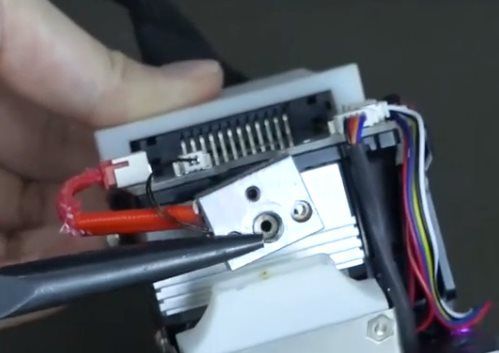
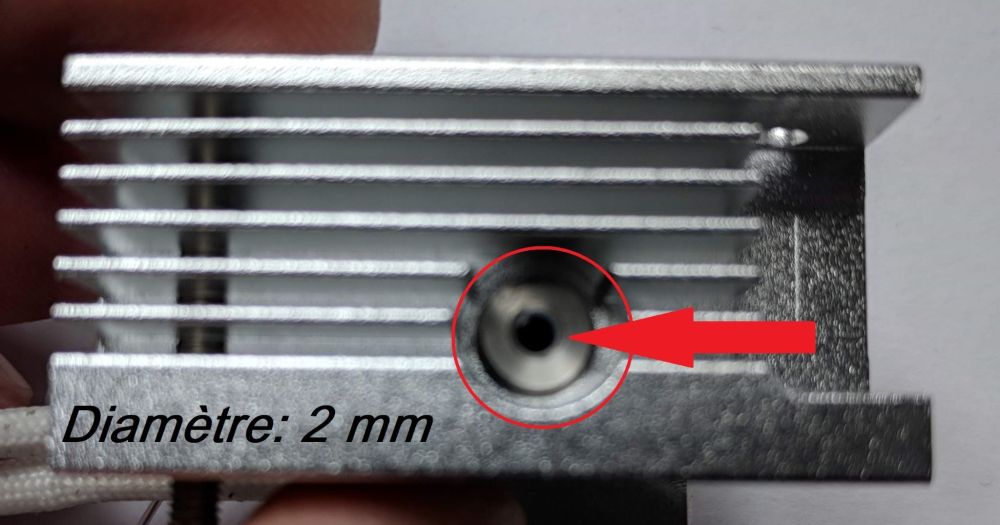
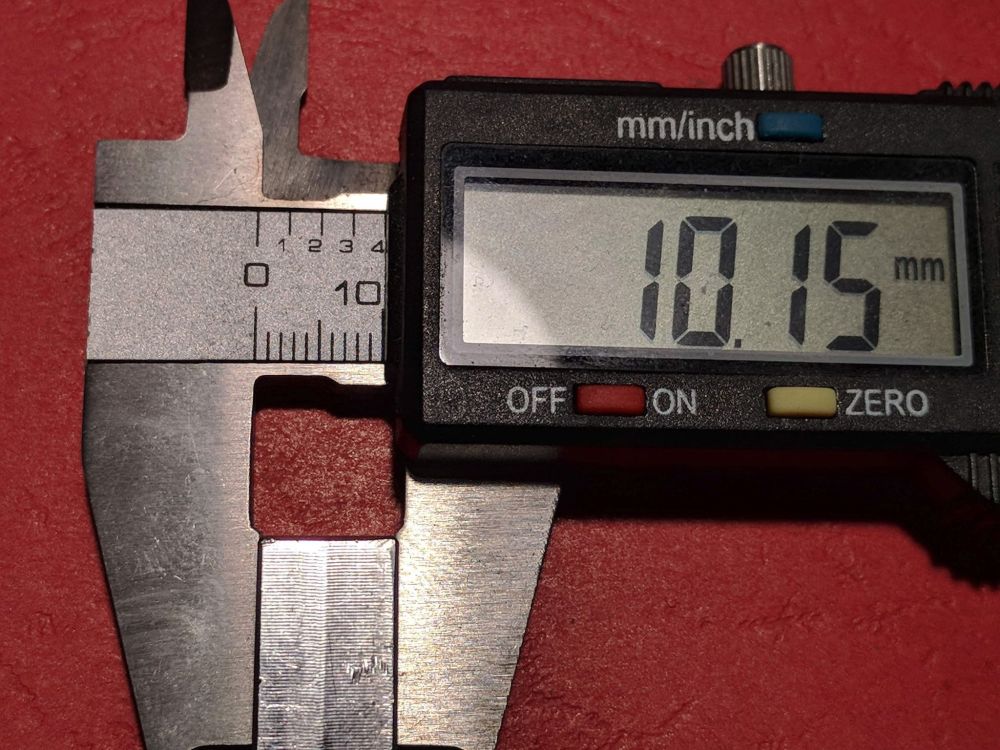
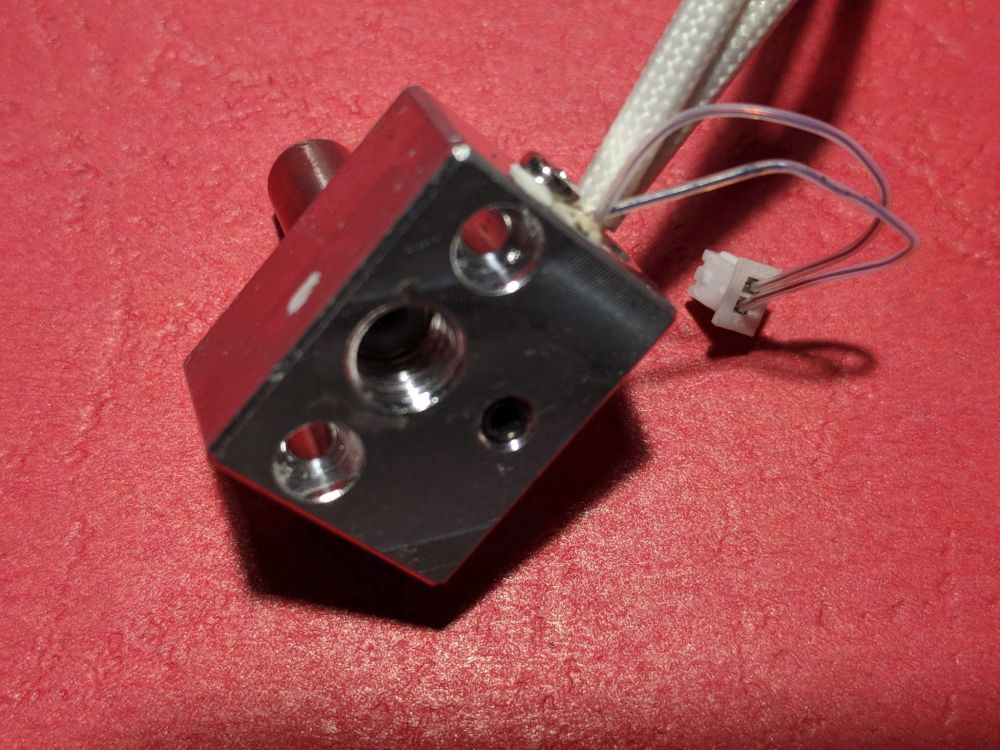
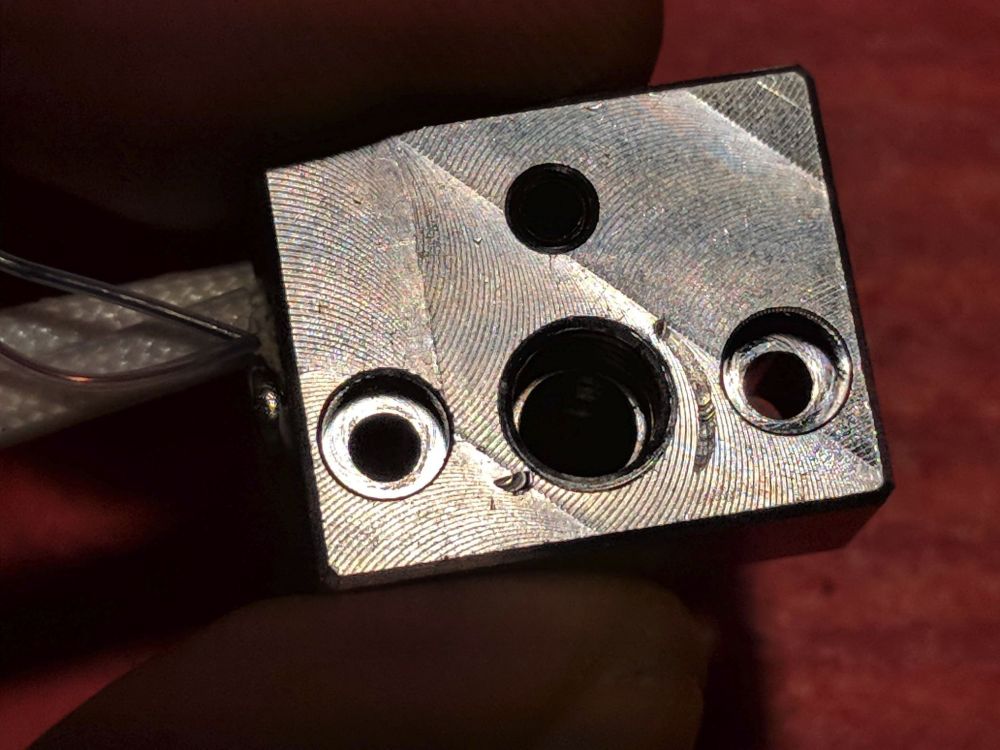
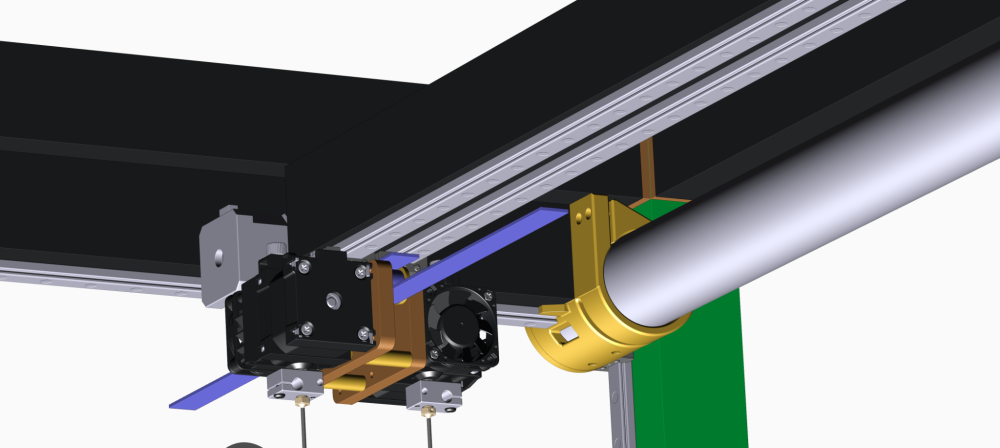
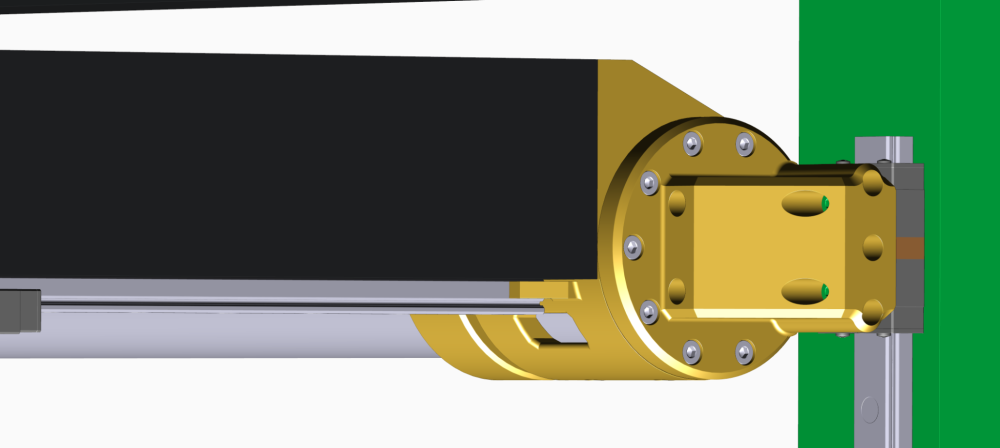
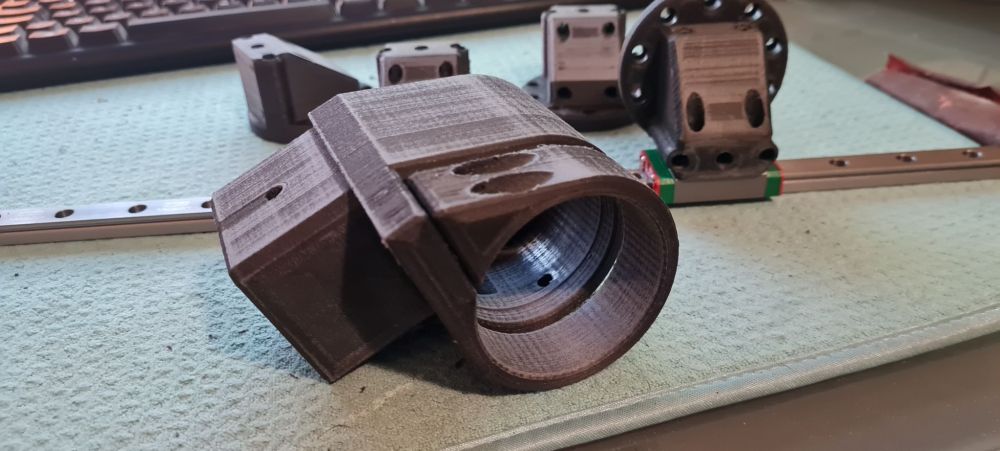
L'embargo sur ce nouveau modèle étant échu, je relaterai mes pérégrinations et complèterai dans ce sujet le test de la Ender-3 S1. Entre la réception de ce modèle et la parution de l'article sur le blog, j'ai disposé en gros d'une semaine et demie pour faire le maximum (tests, rédaction du sujet, prises de photos, vidéos, retouches, …) ce qui m'a obligé à sortir de ma procrastination Pour commencer, je reviens sur quelques réglages / calibrations que j'avais réalisés au plus vite. La nouvelle tête est la nouveauté majeure de ce modèle. Creality a vraiment fait œuvre d'«innovation» par rapport à ses têtes précédentes. C'est la même tête qui équipe leur nouveau modèle de CR10 Smart et la Sermoon V1 (V1 Pro). Dans la vidéo de présentation de leurs derniers modèles , Creality dévoile la raison du S dans le «S1», c'est l'initiale du nom donné à leur tête : «Sprite» (marrant, ça me fait penser à une boisson ou aux animations dans un vieux jeu vidéo). D'après leurs dires, le 1 correspondrait à la première version de cette «Sprite» Avant de me lancer dans l'impression de filament ASA, une question posée par @hyotim'a interpelé : pourquoi Creality, si le heatbreak était de type full-metal, recommande comme distance de rétraction 3,5mm à la vitesse de 60mm/s. Cette valeur (3.5mm) semble plutôt haute (la vitesse également d'autant plus que le firmware est paramétré avec une vitesse maximale de 50mm/s d'après le résultat du Gcode M503 (M203 X500.00 Y500.00 Z10.00 E50.00) Pour le test, je m'étais basé sur une photo montrant l'entrée du heatbreak avec un diamètre de passage du filament de 2mm: J'en avais conclu que heatbreak était un «full-metal», malheureusement je m'étais fourvoyé . Creality depuis la parution de mon test a mis en ligne sur sa chaine Youtube dédiée aux dépannages (SAV) trois nouvelles «playlists»: Ender-3 S1, Sermoon V1 (V1 pro) et CR10 Smart Pro. Ces trois modèles utilisent la nouvelle tête «Sprite» (avec des supports de montage différents). Après visionnement des vidéos dédiées au montage / démontage du corps de chauffe et du heatbreak, je dois clarifier les choses. Bien que d'apparences semblables, Creality à au moins deux heatbreak différents: deux de type «bore» (avec PTFE interne: un «classique» et un genre «Capricorn») et un «full-metal». Seul celui monté sur la future CR10 Smart Pro est full-metal donc permettant des températures d'extrusion supérieures à 245/250°C. Le heatbreak de la Ender-3 S1 possédant un PTFE interne ne me permettra pas d'imprimer mon ASA ApolloX de Formfutura Vue d'ensemble de la partie chauffante de la tête: Le heatbreak de la Ender-3 S1 (PTFE «classique) : Le heatbreak de la sermonnV1 (PTFE Capricorn) : Le heatbreak de la CR10 Smart Pro (pas de PTFE => «full-metal») : Pour ceux qui me pratiquent depuis le temps que je suis sur ce forum, vous vous doutez que je vais vérifier les caractéristiques de mon heatbreak et vous relater mes trouvailles. Le démontage en lui-même n'est pas très difficile en procédant par étapes: Démonter la tête de son support sur l'axe X, mettre en chauffe pour retirer le filament ET dévisser la buse, couper la chauffe de la tête, enlever la chaussette silicone du corps de chauffe, retirer (dévisser) les deux vis (M2,5) qui maintiennent le corps sur le radiateur, dévisser la vis M3 maintenant le haut du heatbreak sur le radiateur, enlever (délicatement) les prises de l'élément chauffant et de la thermistance de la platine PCB (la prise de l'élément chauffant est standard tandis que celle de la sonde est de type micro (il vaut mieux ne pas avoir de gros doigts ) Reste le plus difficile: dévisser le heatbreak du corps de chauffe. Visiblement il a été monté en usine avec du frein filet ou de la colle Même en utilisant le souffleur d'air chaud de ma station de soudure, impossible de la dévisser. Je suis obligé d'utiliser un pince universelle en tentant en «même temps» de protéger la surface externe (c'est pas gagné). Quelques photos après démontage : Mon heatbreak contient effectivement un petit morceau de PTFE Le seul «avantage» de ce nouveau matériel est que si ce morceau de PTFE est coupé à la bonne dimension, il ne peut normalement pas se déplacer librement puisque contraint en haut mais au-delà de 240/245°C, il se dégradera. Ses dimensions (19mm) sont également hors-norme: aucun matériel en vente à l'heure actuelle n'est disponible . A partir de mes mesures, j'ai réalisé un schéma en coupe (le filetage M6 n'est pas représenté) : Le corps de chauffe est également de dimensions «non conventionnelles» (20x16x10), là encore les sources d'approvisionnement renvoient à l'heure actuelle à un 404 Comparaison entre les corps de chauffe (CR10/Ender3 (20x20x10), Ender-3 S1 (20x16x10), E3D (23x16x12)) : Avant de remonter le heatbreak et la tête sur l'imprimante, j'imprime sur la CR10-V2, un gabarit de coupe PTFE adapté (18,5mm) et en profite pour remplacer le PTFE par un morceau de Capricorn : Conclusion: je trouve dommage que Creality avec leur nouvelle tête «Sprite» bien qu'ayant innové avec leur extrudeur «direct-drive» se soit crû obligé d'utiliser des matériels «non conventionnels» en taille (corps de chauffe, heatbreak).

















 2 points
2 points -
Pour informations: Creality est coutumier des sertissages sur les axes moteurs La dernière (Ender-3 S1) en est équipée sur les axes X et Y.2 points
-
GRANDE NOUVELLE : BIC va recycler ses briquets jetables, ne serait-il pas beaucoup plus logique de fabriquer des briquets non jetables.
 2 points
2 points -
Ne serait-ce pas ce que l'on appelle «consigne» Anecdote (comme quoi, je fais partie des anciens), quand j'étais bien plus jeune, les bouteilles de verre (pas toutes) étaient consignées. Cela nous permettait à ma sœur, mon frère et moi de nous faire un peu d'argent de poche à l'occasion (en centimes et francs mais pas en «anciens» francs)2 points
-
Bonjour @Yo', Tu vas dans éditer / préférences / ensembles de raccourcis / vue D / 3D view global et là tu règles ce que tu veux, les paramètres qui t’intéressent sont tourner vue, zoom et déplacer vue...2 points
-
On accepte tes excuses, un Shadok ça ne peut pas tout savoir Plus sérieusement, j'ai regardé dans le g-code paramètre de la XY2 pro et l'extrudeur est limité à 120 mm/s...bug difficile à comprendre mais le principal, c'est d'avoir trouvé ! ; Vitesse max E (mm/s) M8014 I1202 points
-
Je prend note ! je n'aurais pas pensé a vérifier le "max feedrate" de l'extrudeur ! Un grand merci pour la solution ! et encore mes excuses pour toutes les fausses pistes que j'ai proposé. Bonnes impressions et bonne continuation !2 points
-
@Freddo Plein de bon slicer: Ideamaker PrusaSlicer Entre autres, avec Simplify3d, mais il est chèr pour pas vraiment grand chose, personnellement, j'adore PrusaSlicer dont je ne me lasserais pas de si tôt, sinon il existe aussi SuperSlicer Mais il est comme PrusaSlicer, c'est une copie, à choisir, et à configuré, même si de base ils sont déjà très bon, les rafts, c'est la pire chose à faire, ça "bousille" les impressions, c'est pénible à décollé, mieux vaut un plateau bien réglé, bien nettoyé, et un extrudeur bien calibré. Pour Cura, il y'à très longtemps que je l'ai mis de cotés, je te laisse une petite liste, peut-être y trouveras tu ton bonheur. (Prend PrusaSlicer lol)2 points
-
L'art du marketing : nous prendre pour des cons, en nous expliquant que c'est pour notre bien. L'ajout de la collecte des briquets, du transport, du démontage, du recyclage des composants. Voila comment créer une industrie qui ne sert à rien et donc qui pollue inutilement.2 points
-
Bonjour @zouzousworld Tu dis que tu n'as pas de vis de fixation de la roue crantée mais as-tu les trous pour les vis de blocage, si oui (bon elle est montée à l'envers) tu devrais pouvoir l'extraire comme indiqué dans les posts ci-dessus, ou te faire un arrache moyeu avec des bouts de ferraille et vis boulon de la taille de l'axe, j'avais réussi à en faire un avec une pièce restante de montage de meuble, un coup de pot, je ne l'ai plus ou bien rangé autre possibilité plus délicate, tu es tombé sur un modèle avec la roue crantée sertie d'usine ! Il y a une alerte je crois avec le kit direct drive microswiss ? un kit ou tu recycles le moteur Extrudeur d'origine que certains moteurs E de creality sont sertis (la roue crantée je suppose) et là il faut un moteur neuf. Si c'est le cas tu ne risques pas grand chose à forcer de toute façon. As tu un méplat sur l'axe ? si il n'y en a pas tu ne pourras pas fixer une roue crantée avec vis de façon fiable.2 points
-
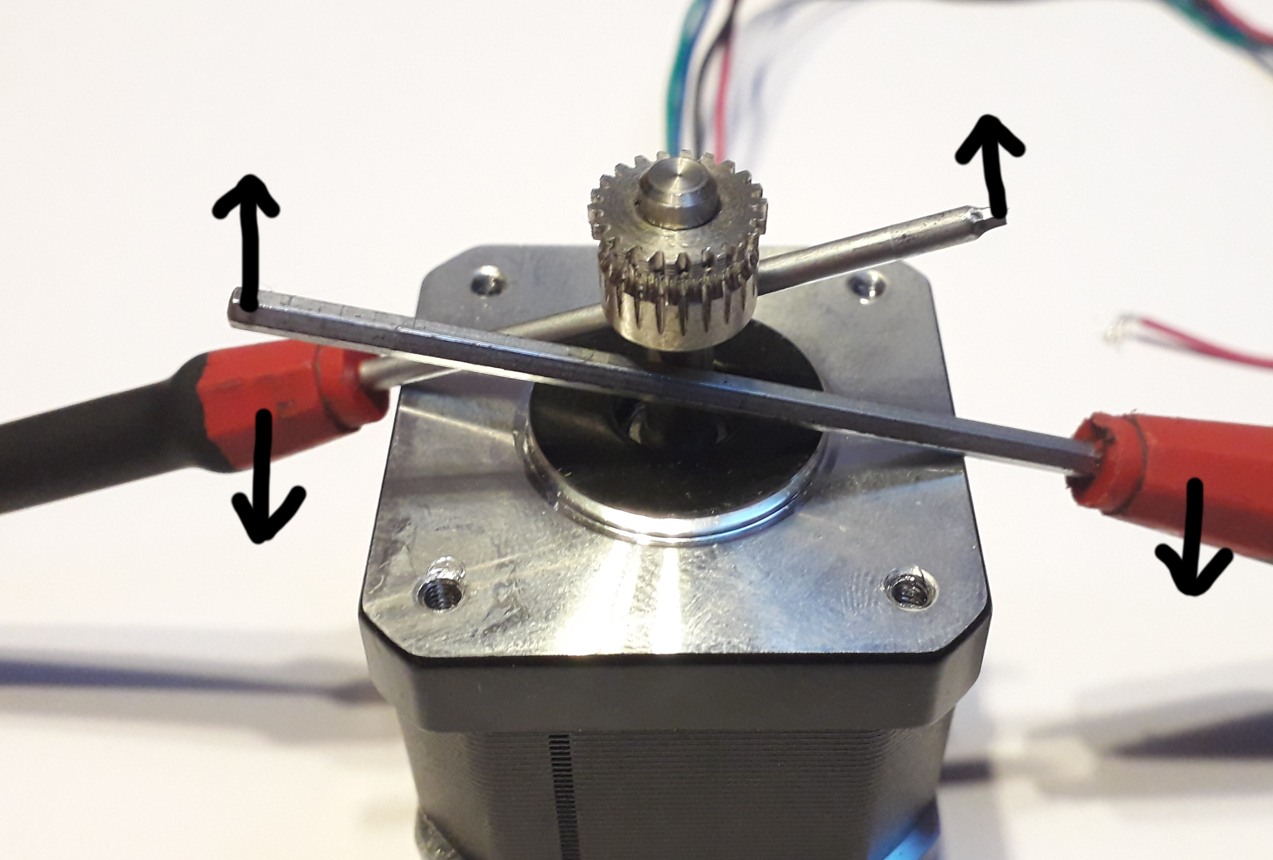
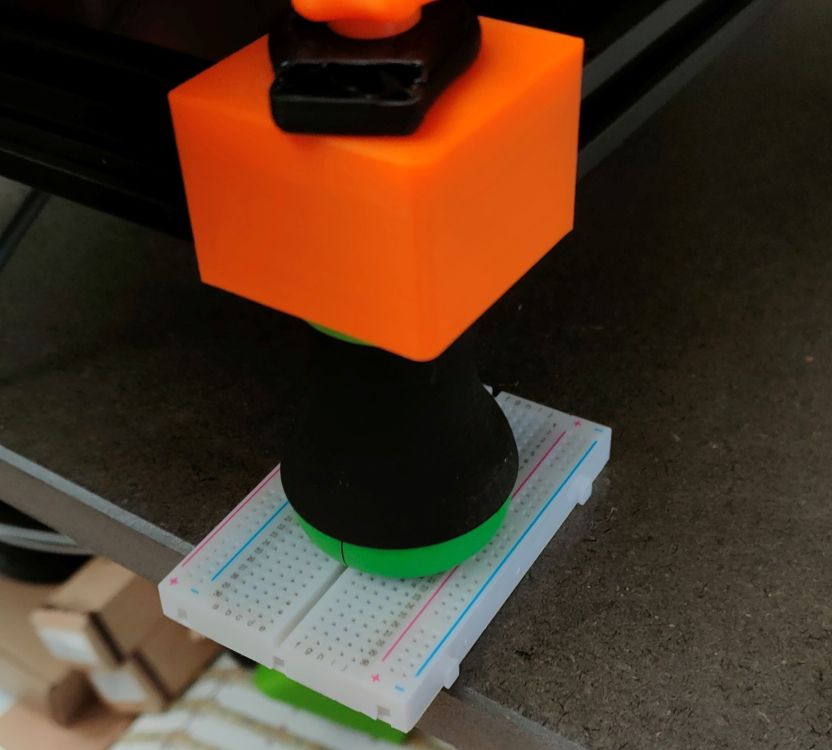
Bonjour @zouzousworld Il est possible qu'il y ait un peu de frein filet, tu peux déjà commencer par chauffer légèrement l'engrenage avec un briquet pour ramollir le frein filet, et directement après, faire comme sur la photo : pour ne pas abîmer l'axe, il faut appliquer des forces égales opposées avec 2 tournevis que tu utilises comme levier.
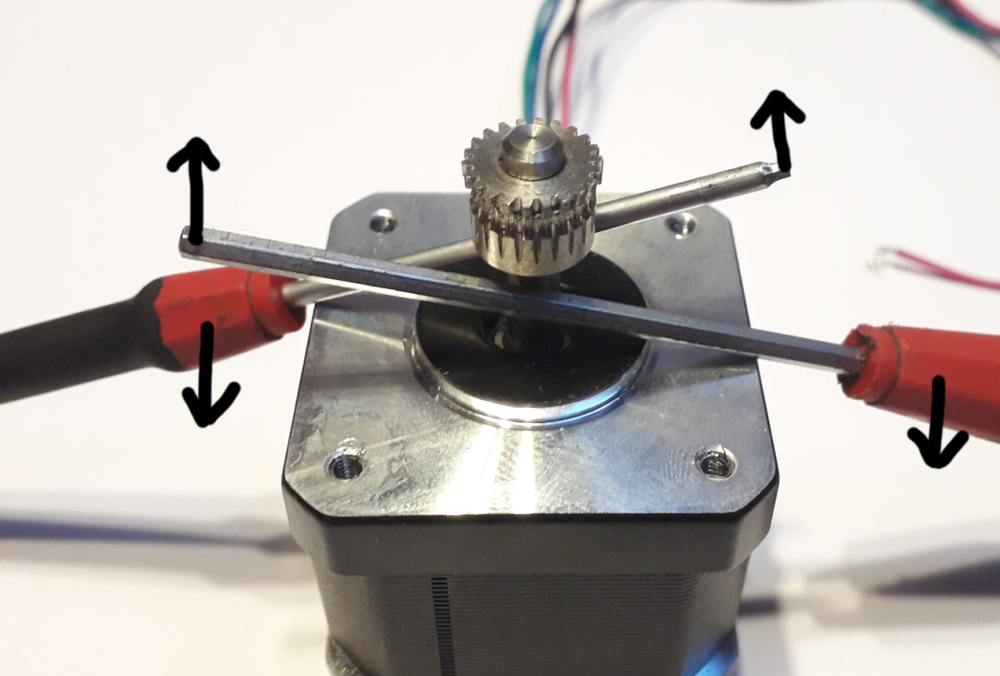 2 points
2 points -
je pense que j'ai trouvé ! Confirmation d'ici 1h ... Voila ! J'ai creuser du coter de la limitation d'extrusion mm/s Il était de 25 Je l'ai passer a 250 avec un M203 E250 puis un M500 J'ai lancer le même fichier qu'hier et voila : donc le problème venait de cette limite fixer dans le firmware. Incompréhensible puisque il s'agit du firmware tronxy xy 2 pro titan ... Bref, j'espère être partie pour des années de print sans problème. Un grand merci a vous tous j'espère que se post permettras d'autre de ne pas passer de mois sur ce problème2 points
-
Salutation ! Déjà, bien enlever les vis sans tête qui fixe la roue sur l'arbre moteur. Puis il faut a la fois appuyer par le dessus sur l'arbre moteur tout en tirant la roue par le dessous (tu aura surement besoin de te trouver un petit truc (genre un boulon de la bonne taille) pour appliquer la poussé sur l'arbre moteur ...) Edit : Ce qui suit a éviter( voir plutôt se que propose ixi dans le message suivant ! c'est bien plus propre ! ) sinon en mode brute faire levier sur le corps du moteur mais là il y aura risque de décaler ou tordre l'axe/arbre moteur ou d’abîmer le moteur si tu force de trop.

 2 points
2 points -
Mince, je croyais que c'était le vinyl avec les menottes...2 points
-
C'est qu'une question de vocabulaire hein2 points
-
Merci de rester correct Idealnight, il ne faut pas dire "recyclée" mais remariée.2 points
-
Heureusement que tu précises "PLA" pour le recyclé2 points
-
Merci pour ce retour, elle me tente énormément. C'est probablement ma future 1ère imprimante 3d.2 points
-
Et tout ça pour du PLA recyclé au départ...2 points
-
Attention il va bientôt falloir mettre un pop-up interdit aux moins de 18 ans ^^2 points
-
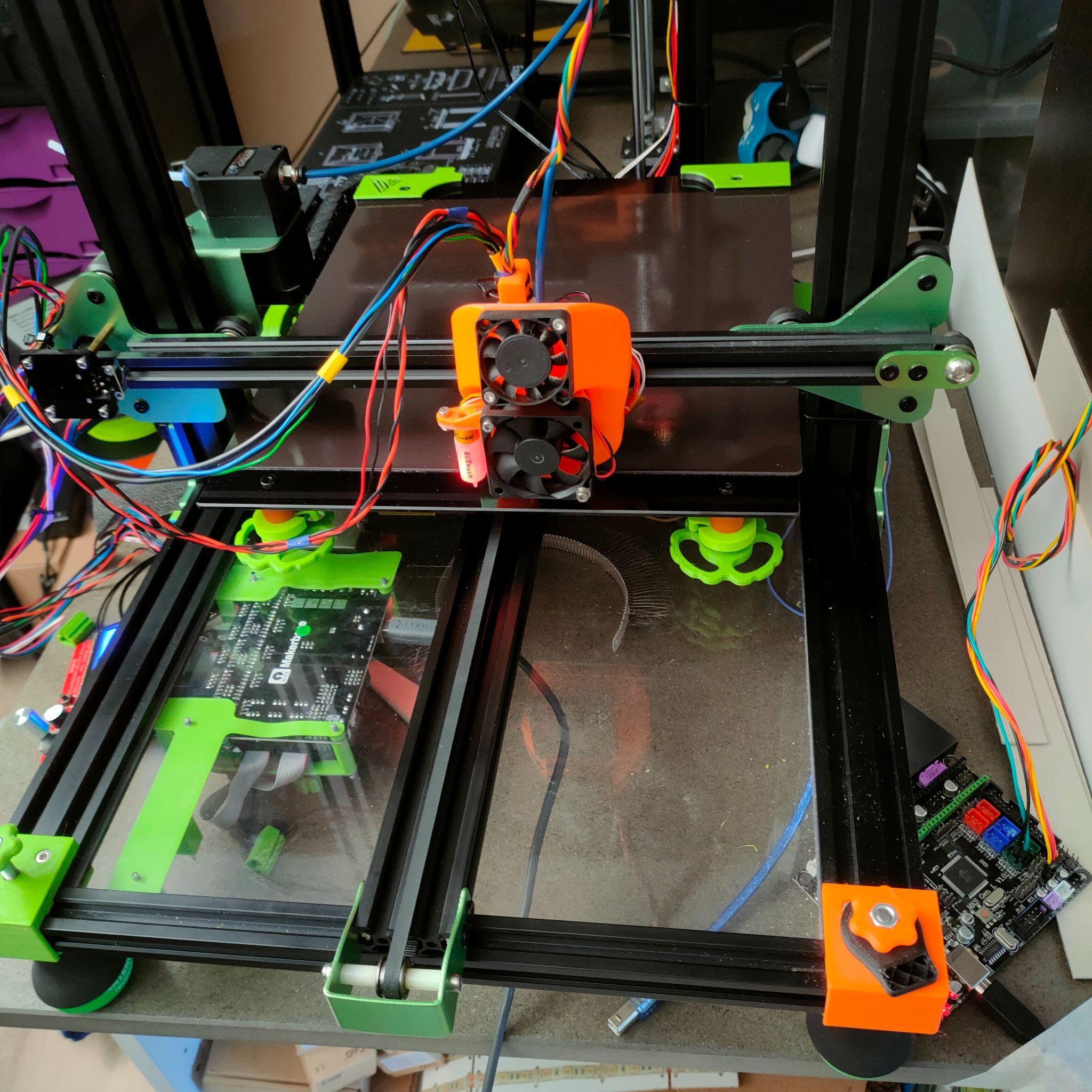
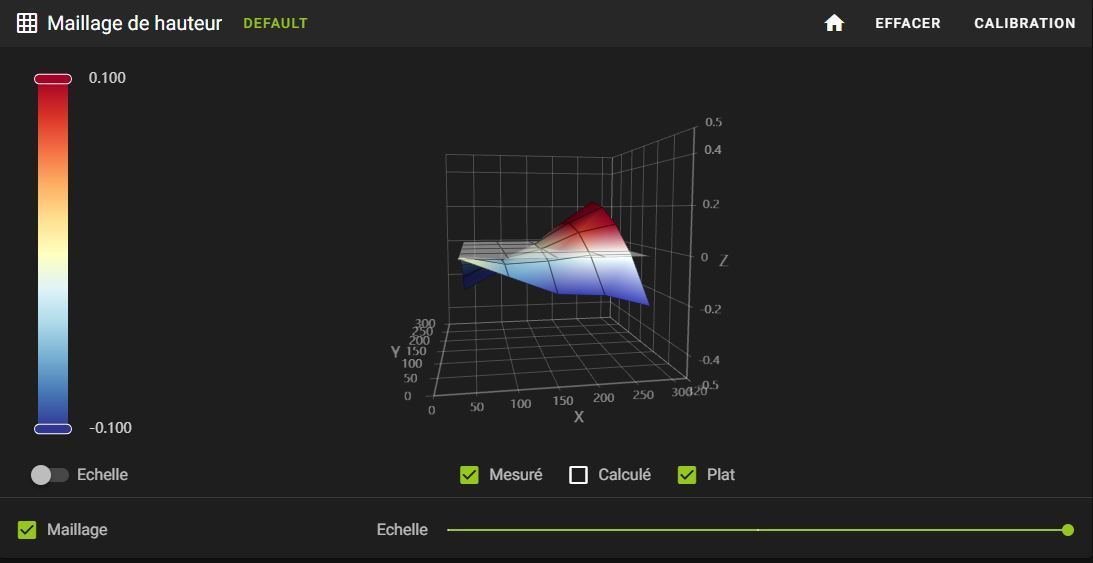
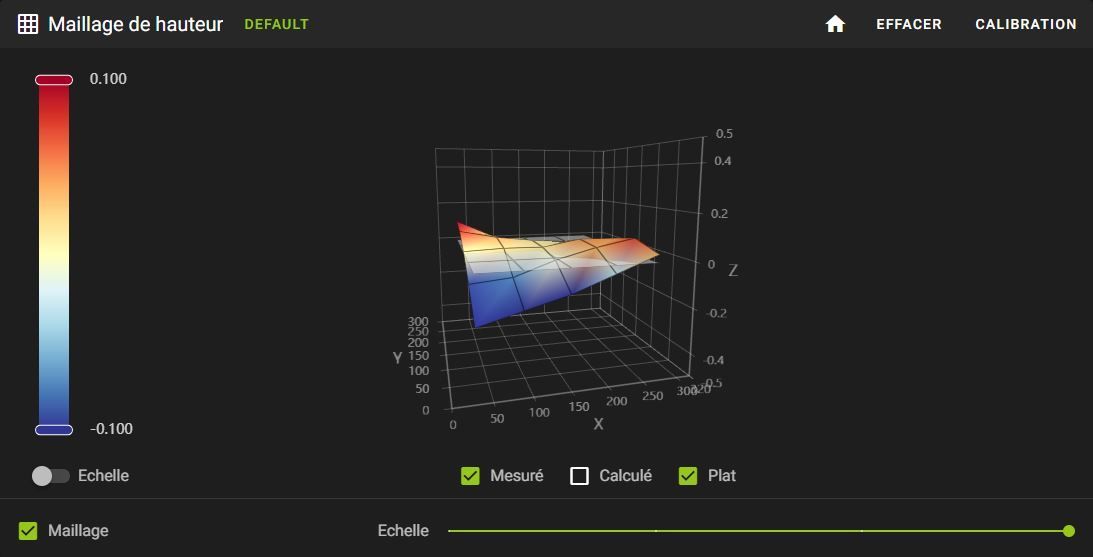
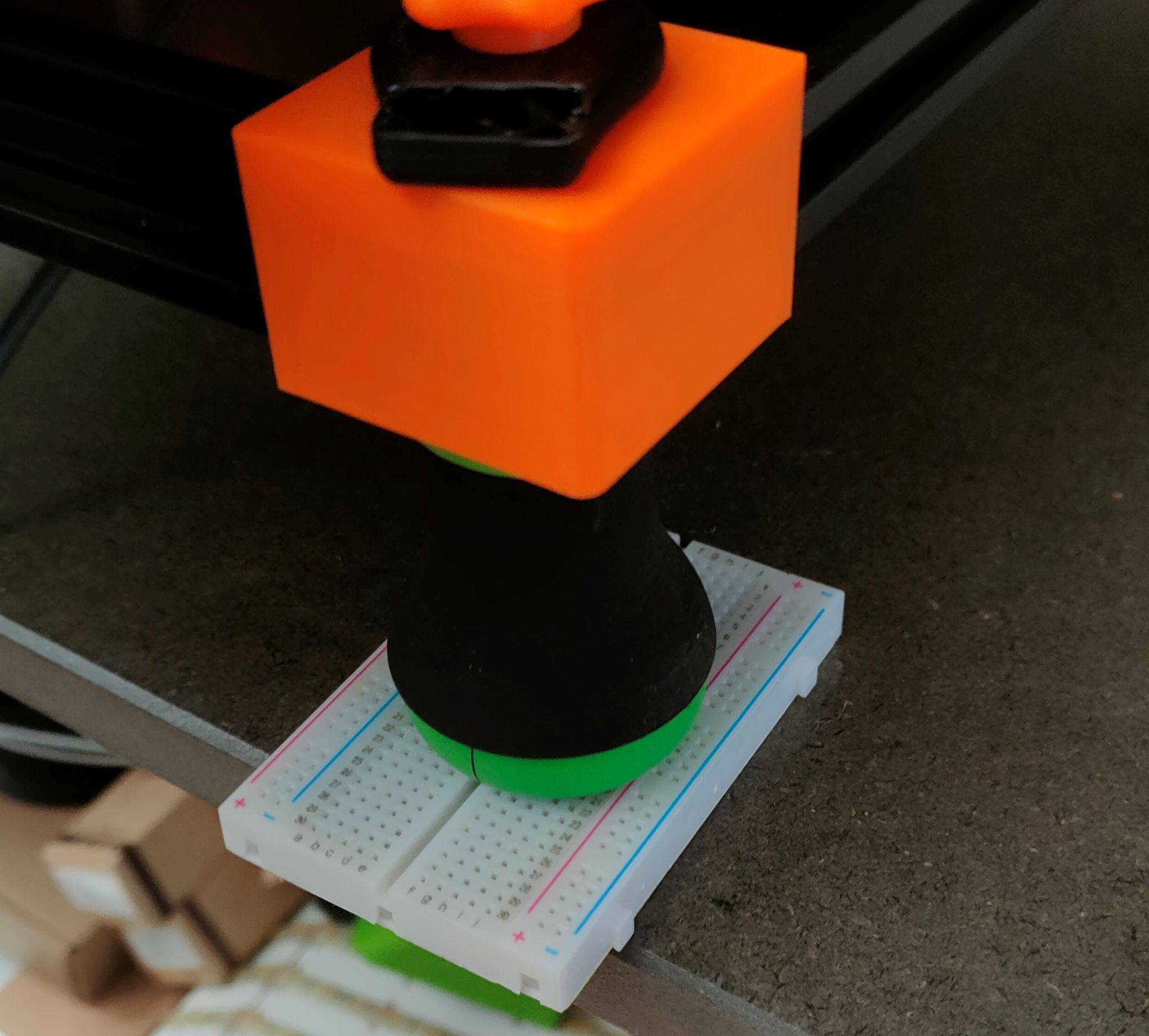
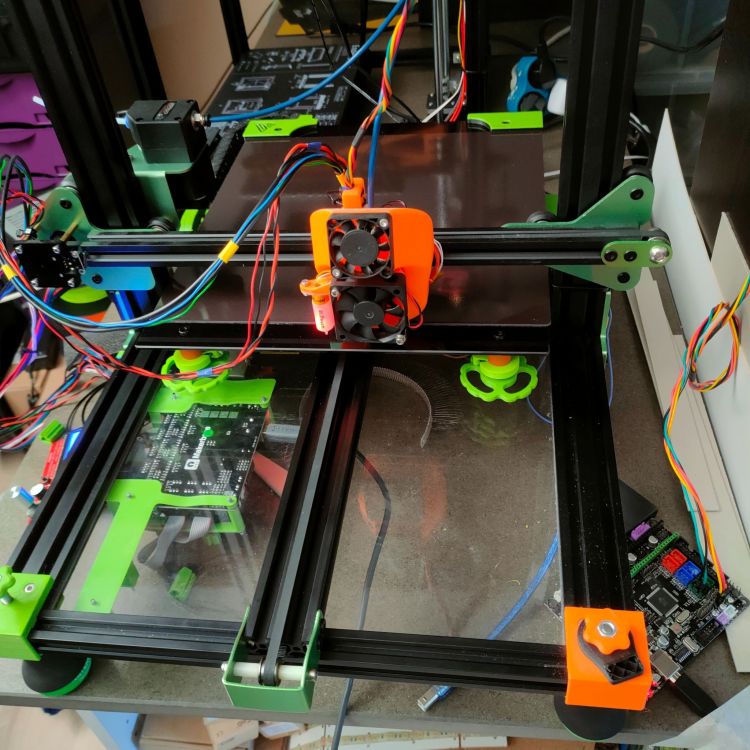
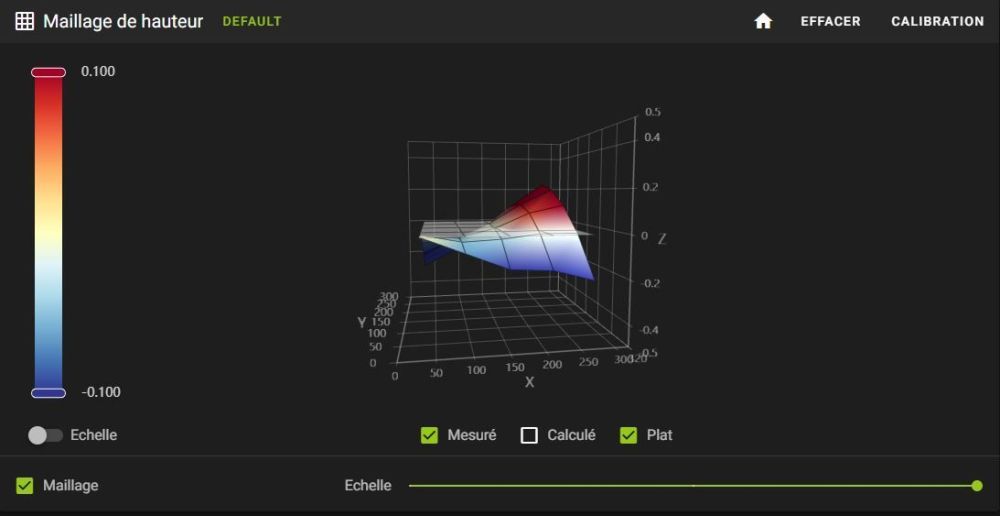
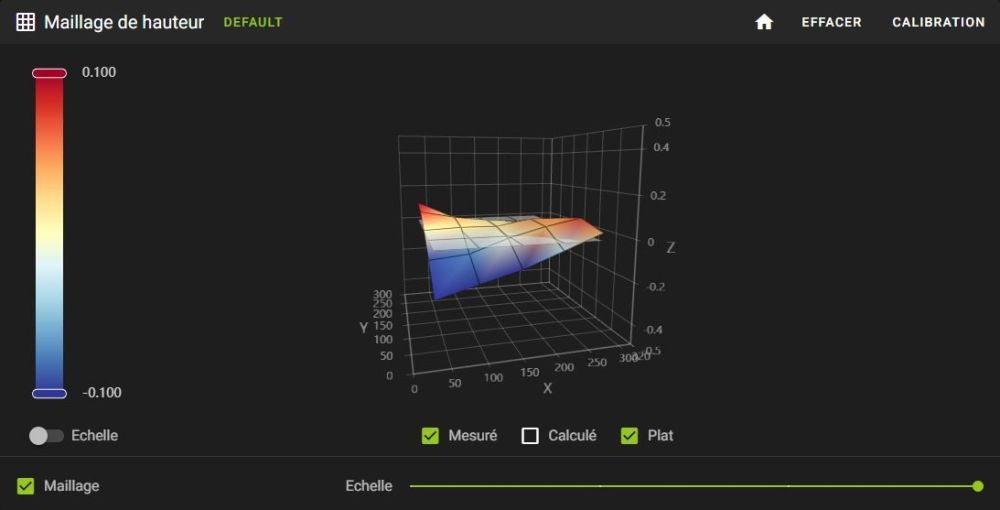
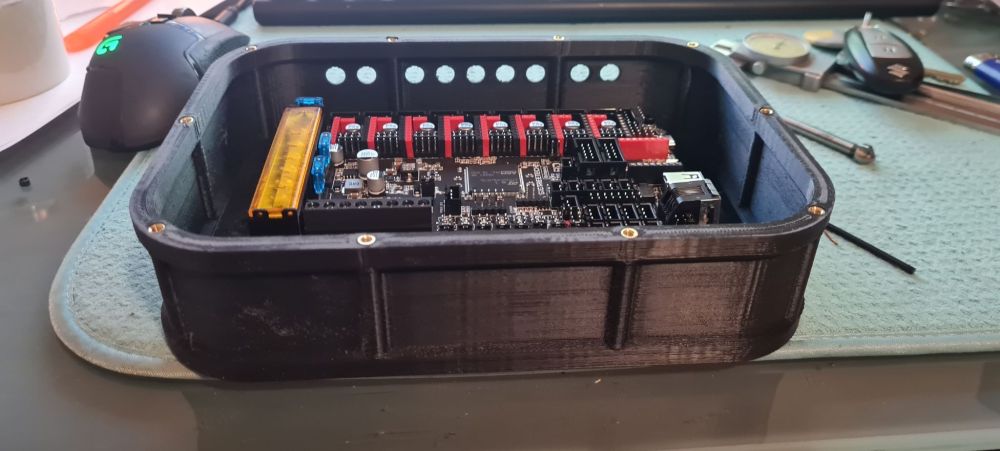
Hello les Makers, Suite un pseudo problème de BLTouch je viens de passer 2 jours à tout vérifier sur ma Tornado. Elle n'a plus sont boitier extérieur depuis bien longtemps tout l'éléctro est fixé sous une plaque de polycarbonate prise entre ses profilés. Et depuis sont passage dernier sous Klipper, je me suis aperçu d'un problème de BLouch enfin c'est ce que je pensais, j'ai vérifié et revérifié l'éléctro, la config de Klipper bougé tous les paramètres, installé une 2eme carte mère mais rien de ce côté. Du coup j'ai nettoyé tout mes axes démonté totalement l'axe Y retourné le profilé remplacé les galets remonté tout, retendu ma couroi et résultat identique une belle bosse d'un côté et quelque soit le plateau (PEI, Verre, miroir retourné dans tout les sens) et un BLtouch pas précis. Voir le post Klipper à ce sujet pour plus d'info! (photo datant d'hier avec le BLtouch câblé sur une deuxième carte pour les divers tests) Et au bout de quelques heures à me gratter la tête, j'ai compris plein de choses. J'ai découvert que ma vis était bien sale en partie basse en testant mon BLtouch avec une boîte en carton entre mon bed et ma plaque de verre et en exécutant un nouveau test de répétabilité. Et là, à 10cm du bed, je suis totalement dans les tolérances des caractéristiques de la machine Pas Vis/Pas Nema/Microstep (Moyenne à 0,007mm sur 10 essais). Donc nouveau démontage, nettoyage, graissage, remontage et Top! tout est de nouveau en ordre me revoilà dans les 0.01mm demandé. J'ai également découvert que la bosse présente sur tous mes graphs quelque soit le plateau et le réglage était dû à une torsion de mon châssis. Merci TEVO pour la conception de la Tornado. Je m'en suis rendu compte en plaçant à gauche puis à droite sous un des pieds avant une cale et en effectuant de nouveaux le tests. Et les résultats sont sans appel! (Cale à l'avant Droit) (Cale à l'avant Droit) Je suis donc en présence d'un châssis très peu rigide qui est capable du fait de la longueur et du sous dimensionnement de ses profilés de réaliser une torsion des profils notamment sur celui de l'axe Y qui cause les déformations visible mais inexistante. Je vais donc réfléchir à la meilleur façon (Rapidité et Budget) de rigidifier cette machine. L'idéal serait de remplacer les 3 longueurs de profilés 20x40 dans l'axe Y par des 40x40! Oui, oui cette machine vieillit je sais mais je vais bien réussir à trouvé une solution pour la rigidifier et gagner encore en qualité car cette machine en à bouffé des km de filament.
 1 point
1 point -
Bonne nouvelle : avec le plateau nettoyé et la température du bed réglée à 60°C le petit chien est arrivé au bout et le résultat me semble plutôt bon . A bientôt pour de nouvelles aventures1 point
-
Bon on avance un peu dans l'analyse de ce soucis. Cela Semble venir des dernière version TFT BTT a Première vue, mais les test continue. @fvuichard, @ethan70, @Randwic et tous les autres D'après les derniers test réaliser, les 2 personne qui font les test pour moi m'ont remonter les données et c'est assez intéressant, si l'on utilise un version du firmware TFT BTT antérieur a la version Patch 6 (comme les Patch 1,2,3 etc...) le détecteur de fin de filament n'est pas fonctionnel et demande a être désactivé dans le menu TFT, mais aucune erreur M21 ou pause M1 à déplorer, Identique Si l'on utiliser Octoprint avec mon Marlin aucun soucis de print mais sur des print de plus de 12h aucune pause M1 ne survient, par contre ce qui est drôle c'est que des erreurs M21 apparaisse sur le TFT alors qu'il n'est pas utilisé et Octoprint ne détecter aucune erreur M21. Donc il semblerait que tous les soucis ne provient pas de mon firmware Marlin, mais du fait que les nouveau TFT des Genius pro et X2 on une nouvelle carte de controle qui nécessite les versions Patch 6 ou 7 pour utiliser le détecteur de fin de filament, et pourrait présenté un bug sur ces cartes. Je vais voir si il serait possible d'implanté le détecteur de fin de filament sur la carte mère Ruby, sinon l'utilisation du firmware TFT MKS d'origine pourrait éviter tout soucis je pense aussi en attendant. Je vais prendre un peu de temps ce Week end pour publier le Github si j'y arrive1 point
-
Alors je vais pouvoir te répondre quelques peu, je suis pas un expert, mais le soucis est que sur la plupart de nos imprimantes 3D la bande passante disponible est limité (très limité même si l'on compare a nos PC). Alors oui tu as raison on transforme de fonction des segments de droite pour former une courbe ici mais les CPU 32bits de carte mère 32bits le gère sans soucis, mais l'avantage ici c'est qu'il n'y a pas de saturation de la bande passant de la liaison utilisé par le port SD ou USB, et quand tu imprimes à des vitesse de 120 mm/s ou 150mm/s cela peux avoir un avantage le Arc Welding car quand tu ne l'utilise pas sur certain print avec beaucoup de courbe cela peu créer des saccades, la le Arc Welding est utile. C'est une des principales raisons qui me pousse a l'utiliser, j'imprime tous a 120mm/s ou 150mm/s sur ma Genius.1 point
-
Celle là ? Extraite de1 point
-
Bonjour, @Jeff78s @icare @fran6p @hcl28 Voici des nouvelles de WALLE victoire ! çà y est enfin il est autonome et fonctionne à distance par La WI FI Pour gagner du temps j'ai utilisé mon Rapsberry PI OCTOPRINT pour mes tests. Avec une manette ou une tablette je peux le commander soit en manuel ou en automatique selon mon choix. Tout fonctionne comme prévu avec beaucoup d'attention et un peu de casse tête (toujours quand il faut configurer un serveur WEB) J'ai corrigé quelques erreurs sans plus ! J'ai rencontré un gros problème avec une carte micro SD plantage aléatoire de Rapsberry PI J'ai installé une application Python3 et Flask sur Rapsberry PI (cette fois j'ai utilisé une clé USB de 16Go pour éviter des plantages ) Je pense que c'est la qualité des micro SD est en cause; j'avais utilisé une 64Go de marque mais bon ! Mon Rapsberry est installé Full pour avoir une interface graphique, clavier et souris c'est plus facile à contrôler. Il me reste à rajouter un amplificateur pour le son et un haut parleur de qualité. Ma jauge de contrôle de la batterie fonctionne bien! J'attends un accu LIPO 3s depuis un mois çà me retarde un peu. Walle est connecté à une alimentation secteur en attendant. Jai du repousser une représentation ludique avec des enfants dans mon FABLAB; suite à un retard de fournitures. Au final c'est une activité super intéressante qui associe tous les compétences; j'adore la difficulté. En réalité il faut une bonne compétence en informatique surtout quand çà plante. Bon j'ai un dossier de 21 pages qui ne dis pas tout mais je me ferai un plaisir d'aider des futurs WALLE. Conclusion c'est super projet je suis impatient de vous montrer une vidéo quand il sera terminé. a+1 point
-
Cool alors! Pour ce qui est du BLT je suis enfin heureux de voir que je ne suis pas le seul à avoir constaté ce genre de détail! Car je pensais être le seul. Mais le simple fait que tu l'ais également remarqué me rassure, qui plus est après avoir récupéré ma précision. Tant qu'il joue son rôle correctement je ne suis pas à la seconde près sur mes impressions.1 point
-
Quoi quoi quoi ! mais il me semble ne pas avoir lu cette information dans le test https://www.lesimprimantes3d.fr/test-creality-ender-3-s1-20211201/ ! Mais bon mettre tout les petits trucs de créality ... la liste risque d’être longue. Ho et ma photo pour expliquer l'histoire de mettre une marque pour voir quand cela glisse ... quelle dommage Mais c'est bon y aura toujours des DIY où il y aura besoin de dire tout cela1 point
-
Ça doit frotter «gras» En gros, la feuille de papier doit être pincée mais doit pouvoir tout de même coulisser. Bien vérifier lors de ce réglage que la buse est exempte de tout matériau et que le lit est à température d'impression (dilatation).1 point
-
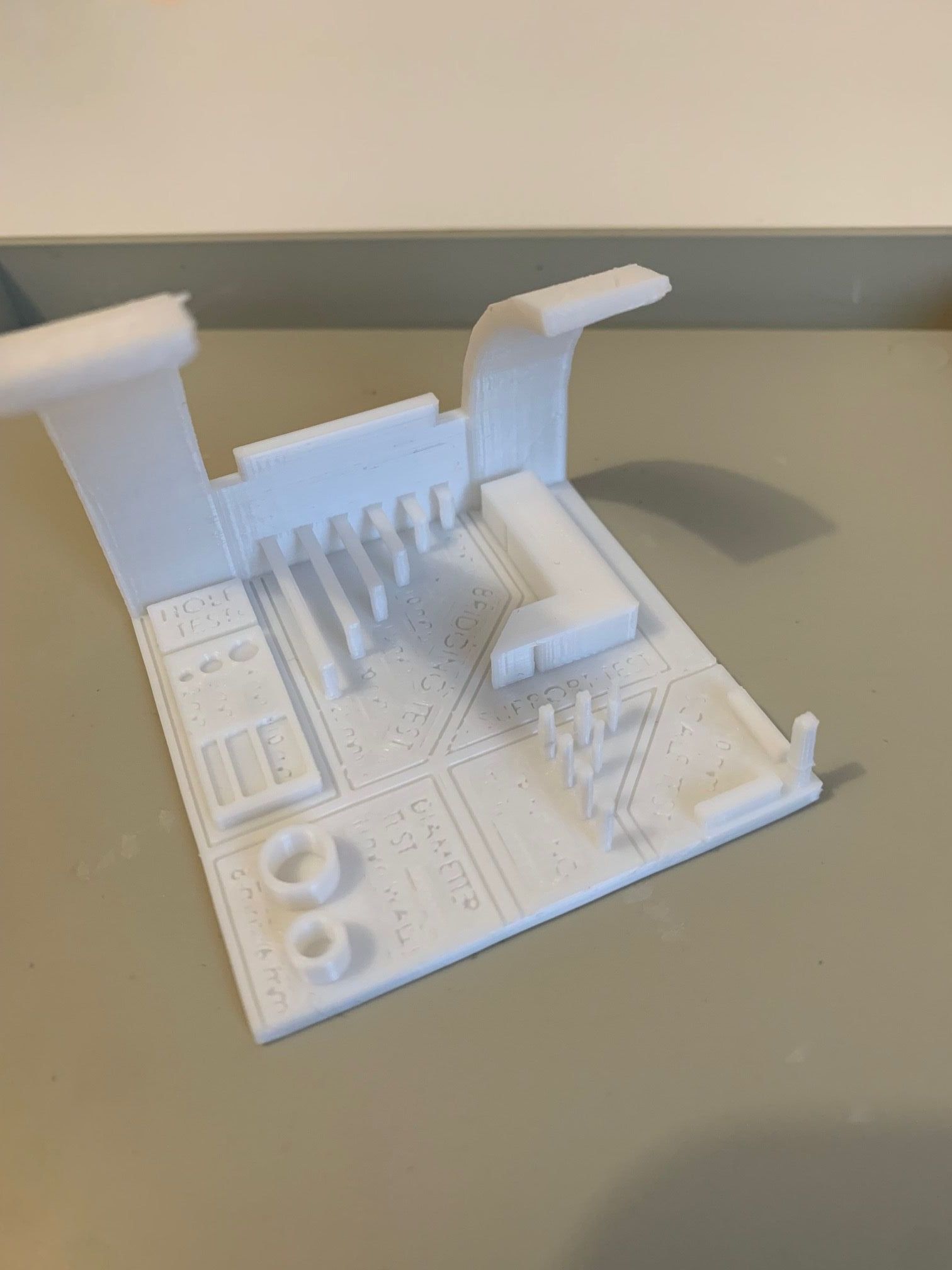
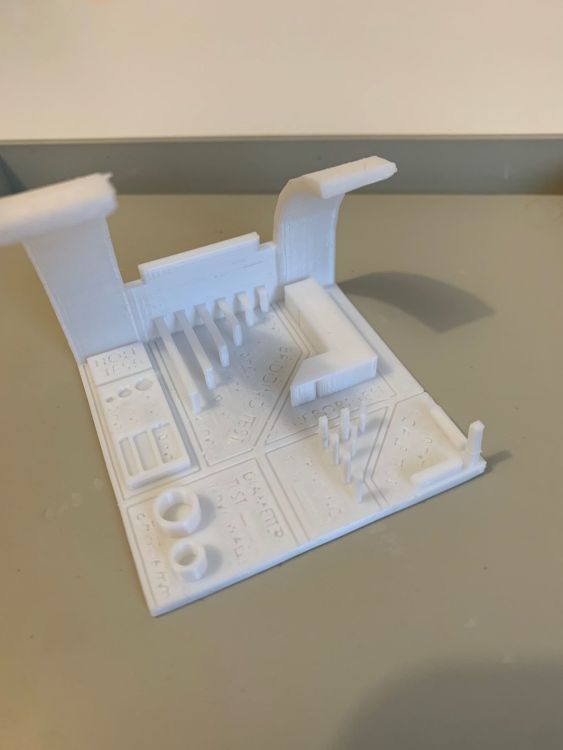
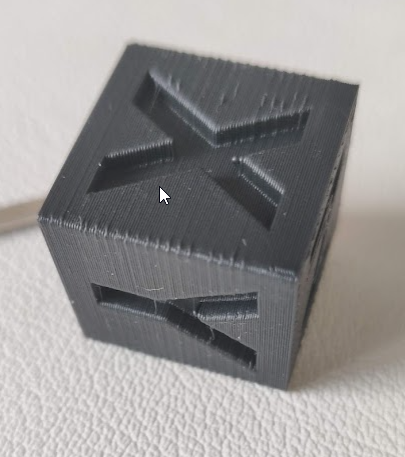
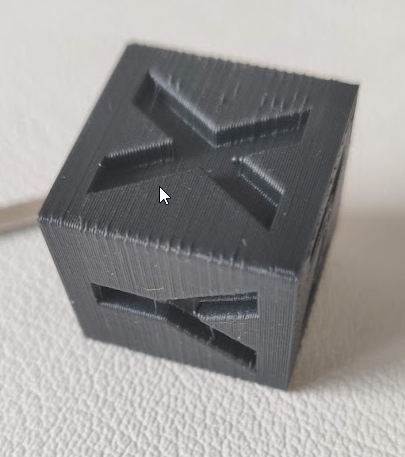
Finalement, à force de persévérance, et comme le SAV 3D Expert ne me répondait plus, j'ai réussi à faire mes premiers prints. Merci à @milcent pour ces précieux conseils qui m'ont permis de régler le plus problématique de mes problèmes, à savoir la percussion de la buse en mode marteau piqueur sur le plateau lors du premier levelling ! marteau piqueur.mp4 Je suis assez satisfait du résultat de mes premiers prints même si ma vieille Ender 3 fait presque aussi bien après 2 ans sans presque aucun réglage ni entretien particulier. Cube de gauche Ender 3 - Cube de droite X2. Je n'ai pas réussi à imprimer le cube proposé sur le site d'artillery car la buse et le plateau ne chauffent pas lors de cette impression. Je ne veux pas m'avancer mais j'ai l'impression que leur Gcode à un problème car ça fonctionne avec d'autres cubes récupérés ailleurs. Benchmark X2 (en blanc c'est pas top pour voir les défauts mais c'est pas mal du tout) Malgré mes premiers déboires, ça m'a l'air d'une bonne machine (bien plus difficile à prendre en main qu'une ender 3) malheureusement mal assemblée au départ... J'ai failli mais j'ai finalement choisi de ne pas la renvoyer mais j'ai demandé au SAV un geste commercial au regard de l'endommagement causé au plateau par ce mauvais assemblage d'origine. Je ne manquerai pas de faire savoir ici si le SAV 3Dexpert m'accorde ce genre de considération.

 1 point
1 point -
J'ai réussi à résoudre mon soucis mes amis. En fait j'ai utilisé le start du gcode des projets de test fournis par Artillery et ça fonctionne plutot bien ! Merci à tous1 point
-
Non. Le PETG comme le PLA n'a aucunement besoin d'un caisson contrairement à l'ABS par exemple. Par contre comme le dit @Idealnight100% de ventilation ça ne le fait pas. Comme tu imprimes plutôt haut pour du PETG (j'en imprime plutôt de 225 à 235°C), il est possible que le PTFE interne au heatbreak ait un peu souffert. L'idéal serait de le vérifier en appliquant la procédure de @Titi78épinglée dans la section Creality.1 point
-
Logiquement on le refait 2 ou 3 fois pour vérifier que c'est constant. Il est toujours préférable que l'extrudeur soit bien réglée ce n'est pas insurmontable . Effectivement tu peux compenser avec le slicer mais je préfère une machine bien réglée perso ^^1 point
-
C'est compensable en modifiant le débit dans le trancheur ( mais c'est un bonne exercice que de régler les steps/mm l'épreuve d'arriver a connecter en USB ... et de jouer avec les commande g-code )1 point
-
le réglage de l'extrudeur se fait soit en connectant l'imprimante au pc avec un logiciel comme pronterface soit par le gcode. Et on fait le test des 120mm pour connaitre la correction des pas.1 point
-
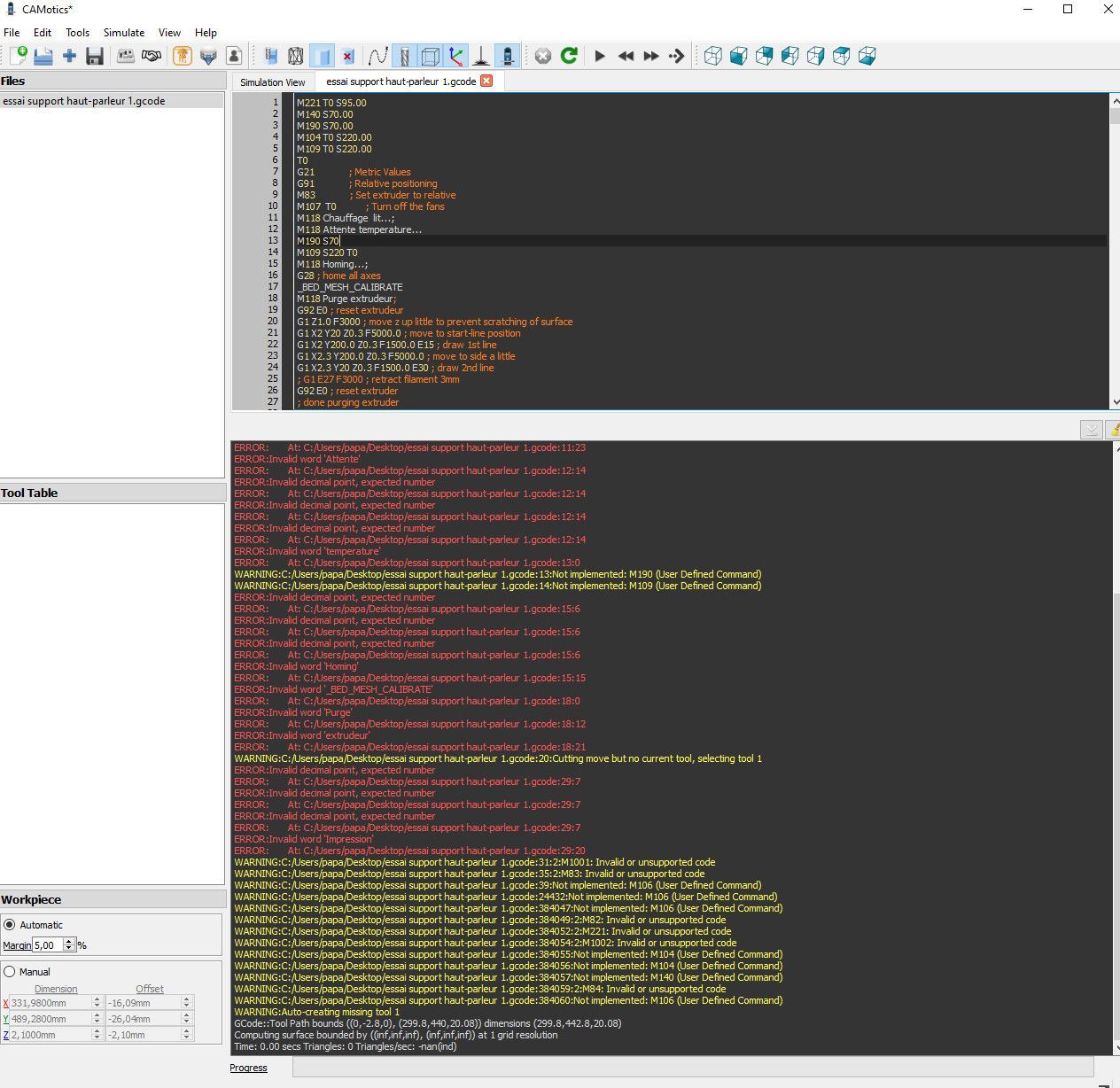
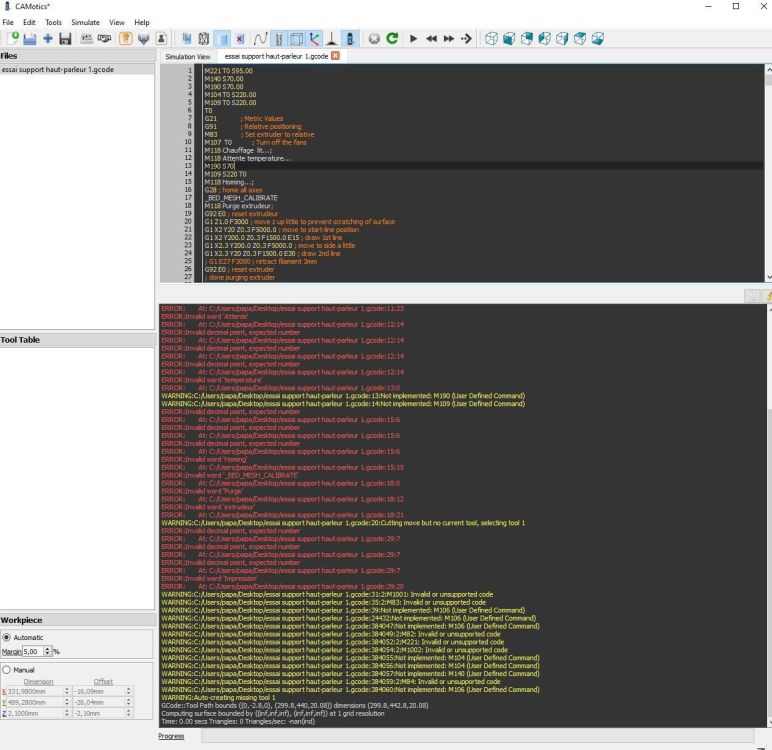
Bonjour, Ne mélangeons pas tout !! et surtout pas les gcodes. le programme CAMotics est fait pour les gcodes CNC d'usinages .avec des instruction propres au CNC ; selon les configs machines définies. les "gcode" des imprimantes ont des fonctions qui ne sont pas standards aux CNC. d'ou les erreurs affichées.
 1 point
1 point -
C'était Fernand Raynaud1 point
-
Je slice avec cura les 3/4 du temps, j'ai pris le temps de le paramétrer a ma convenance et je n'ai rien a lui reprocher. En second j'ai prusaslicer également. Après c'est une question de feeling ça passe ou change ^^1 point
-
Bonjour, y'a pas trop besoin de forcer. la poulie est en laiton. la pièce prise dans un étau par la poulie crantée (au bord des mors en vertical ou horizontal , pour la faire dépasser, et pour ne pas que ça tourne) on coupe à ras le l'axe à la scie à métaux / ou on lime tout un coté jusqu'à l'axe. ensuite ça doit facilement venir .
 1 point
1 point -
Je viens de tester l'intégration post process de l'arc welder dans Super slicer. Je ne peux pas tester car mon imprimante est occupée, mais le fichier G-code contient bien des G1, G2,etc.. et il est plus petit (1.40Mb au lieu de 5.62Mb). Télécharger l'Arc Welder lib: https://github.com/FormerLurker/ArcWelderLib/releases L'installer, puis mettre le chemin d'accès sous super slicer Print settings / output Option / Post processing script. Le post processing s'effectue lors de l'export du G-code.
 1 point
1 point -
Plutôt le latex liquide et surtout faut la moumoute sur les menottes sinon ça fait mal...1 point
-
Les menottes faut voir....1 point
-
Salut à tous, J'ai acheté une LK4 pro il y a un mois et rajouter le BLtouch en suivant le tuto sur le site de longer3D avec leur firmware 0.3.5 BLtouch du 01 février 2021 lien ici: https://drive.google.com/file/d/1apFjfNncIgkztS94fS2bzlbUSWBZCtGH/view Et le lien aussi de leur Tuto pour installer le BLtouch Tutorial of bltouch for longer Ma machine était livré en firmware pour Ecran 0.3.1 et Carte mère 0.3.5 J'ai simplement flashé le firmware du lien officiel pour la carte mère. Le BLtouch fonctionne sans soucis. Mais l'interface de l'écran est restée d'origine, du coup je n'avais pas de menu pour le Z offset, obliger de connecter imprimate au PC avec pronterface pour apprendre le zero axe Z avec le capteur. Pas très pratique. J'ai découvert ce topic et du coup flashé avec le firmware de DGR70, Merci à lui pour son travail qui m'a permis de gagner pas mal de temps. Les plus du firmware DGR70 par rapport à celui de longer3D: + Plusieurs modes de leveling, dont le réglage du Z offset via l'écran + 3 presets pour les températures selon le filament + déplacement dans les axes XYZ de 10, 1 et aussi 0.1mm + PID température bed et nozzle + Correction du Z offset en cours d'impression + Luminosité de l'écran + Volume haut parleur (je ne sais pas si çà sert à quelque chose) + Reset eeprom + Reset BLtouch + Notification en bas de l'écran de ce qui se passe ( sympa ) Egalement, j'ai remarqué que les menus pop up sont plus détaillés. Joli boulot! Au cas ou il y aura d'autres versions de ce firmware, serait il possible d'ajouter la fonction de surbrillance lorsqu'on sélectionne un fichier dans la carte SD? Le nom du fichier apparait bien en bas à gauche mais çà fait un peu bizarre de sélectionner un fichier en ayant l'impression de ne pas avoir toucher l'écran.1 point
-
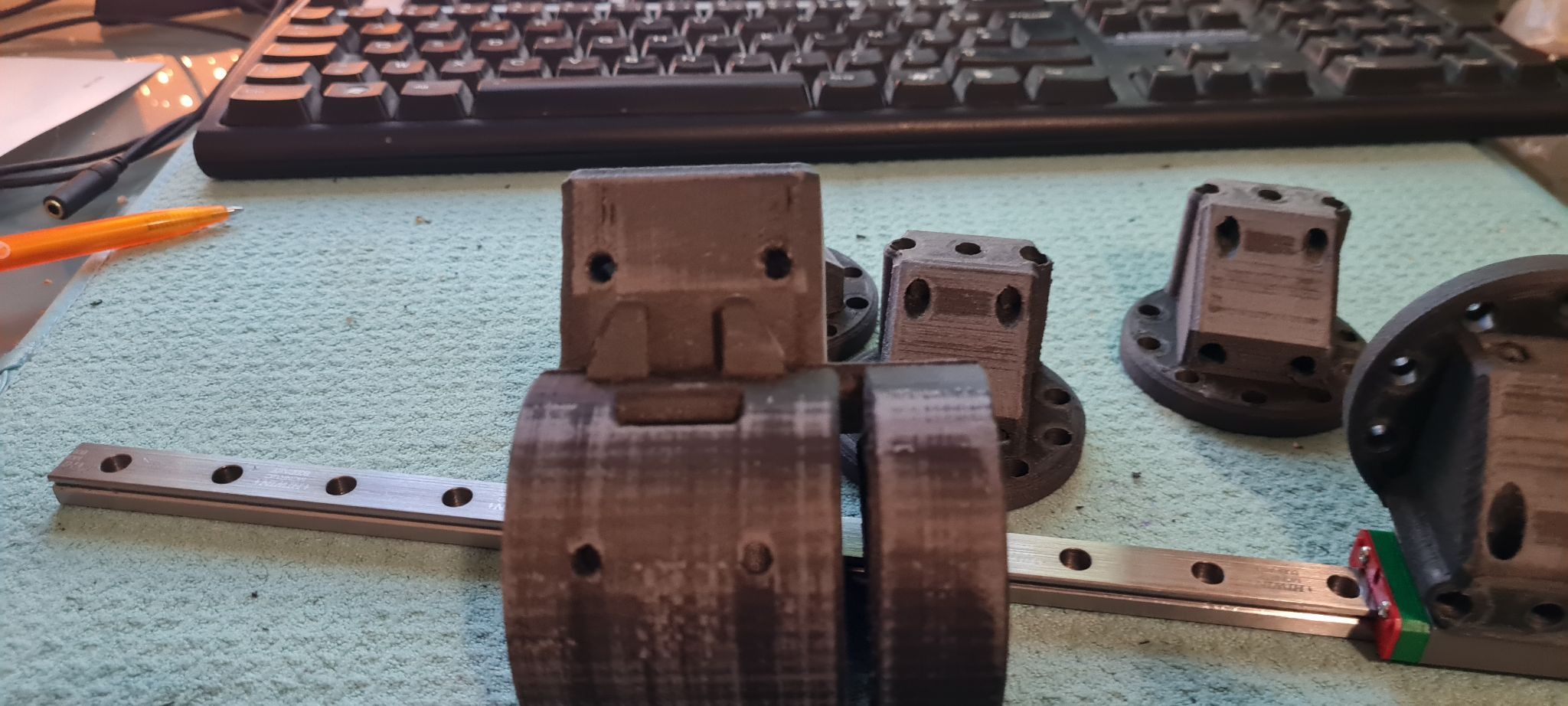
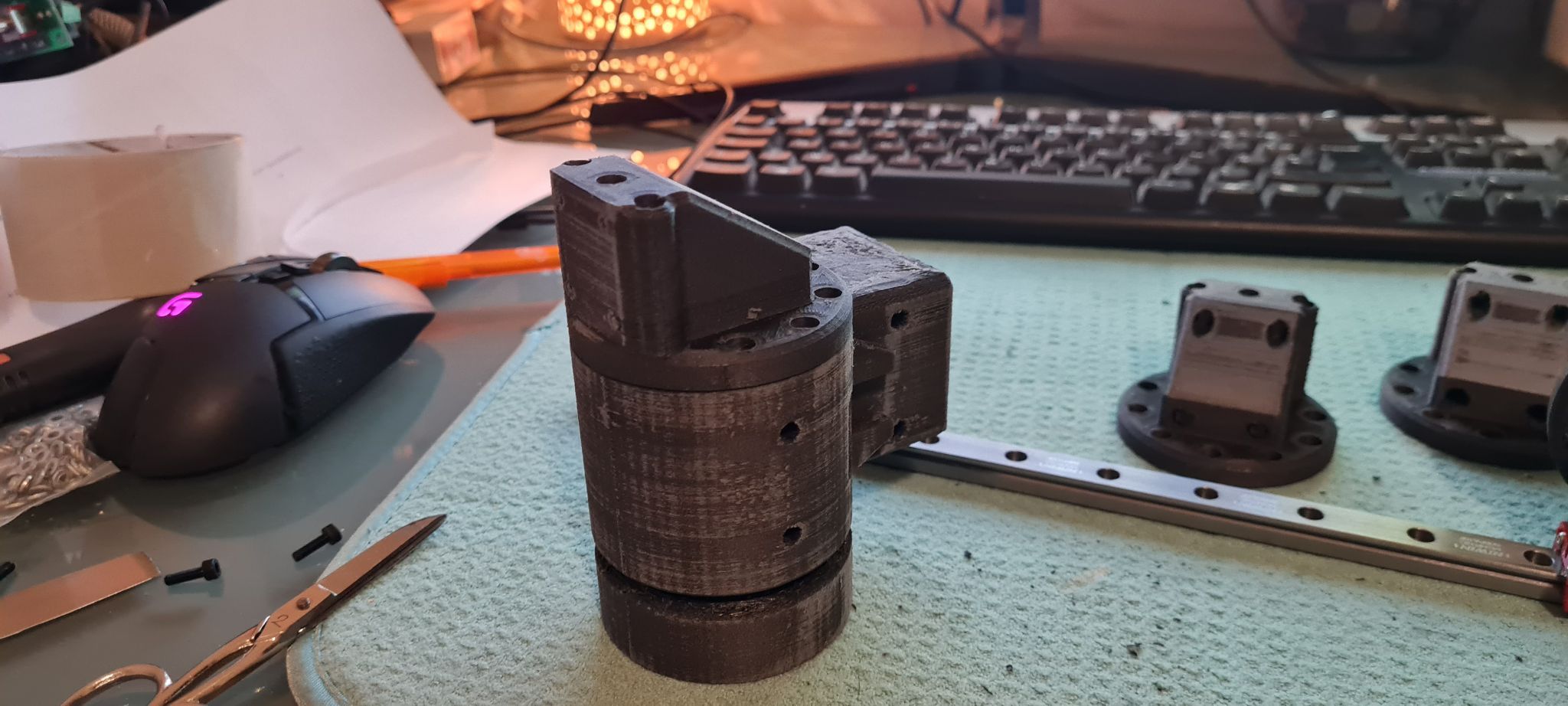
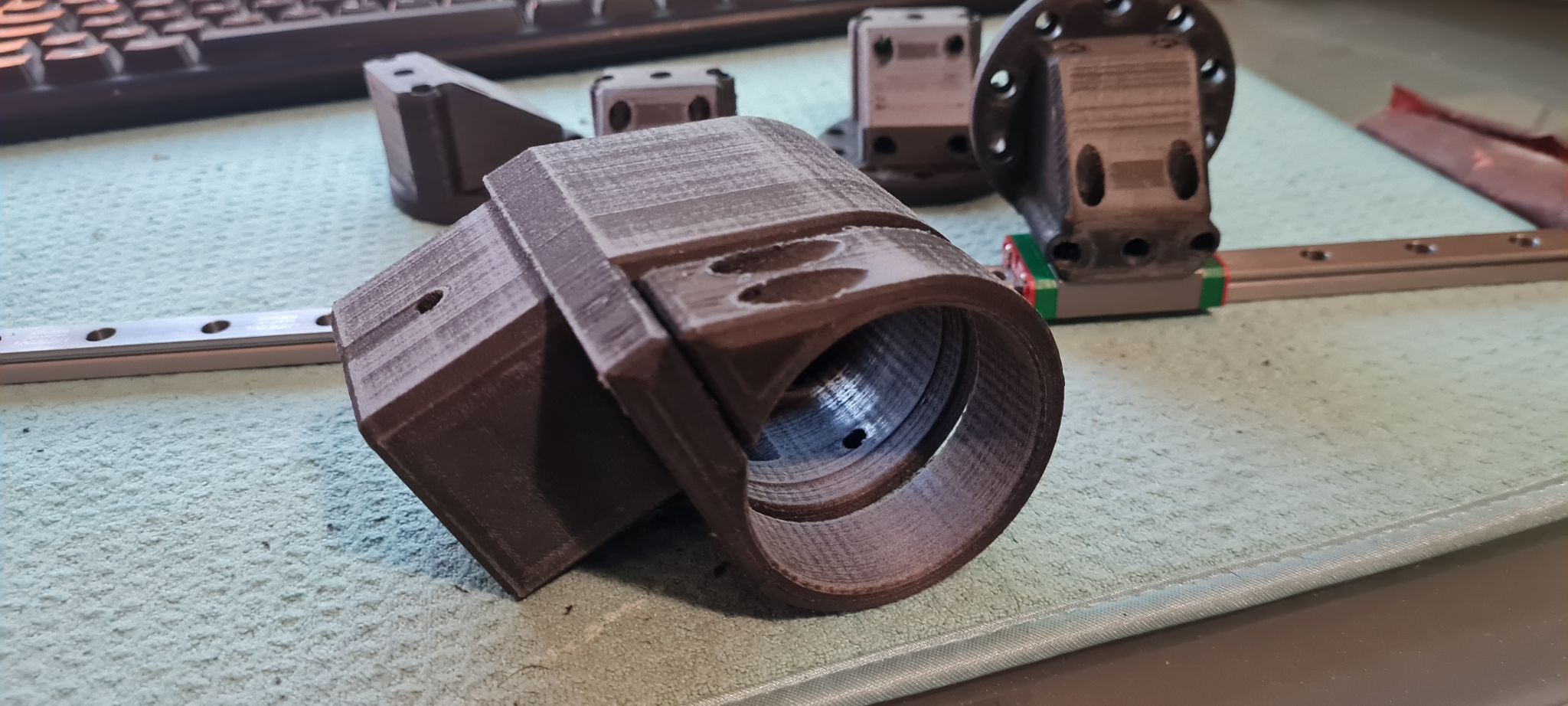
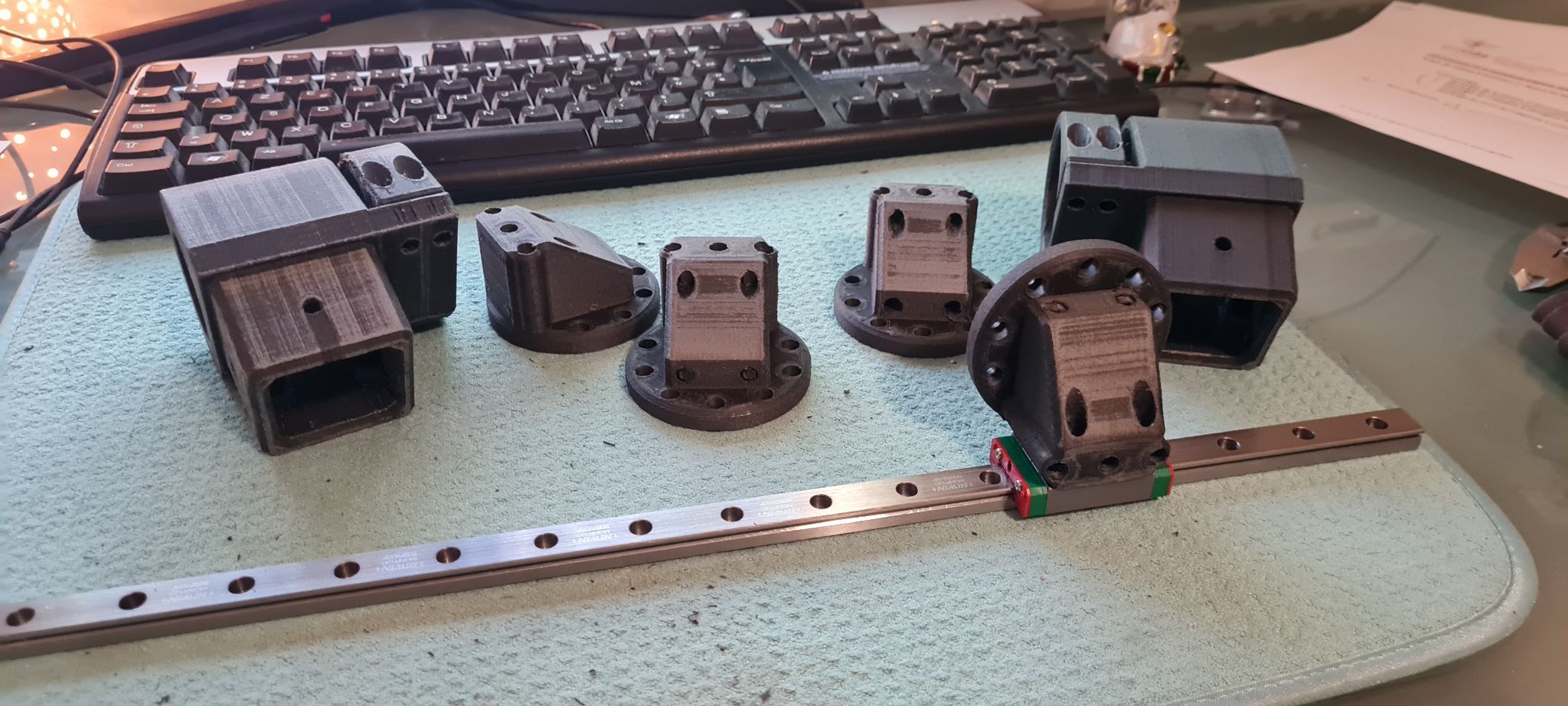
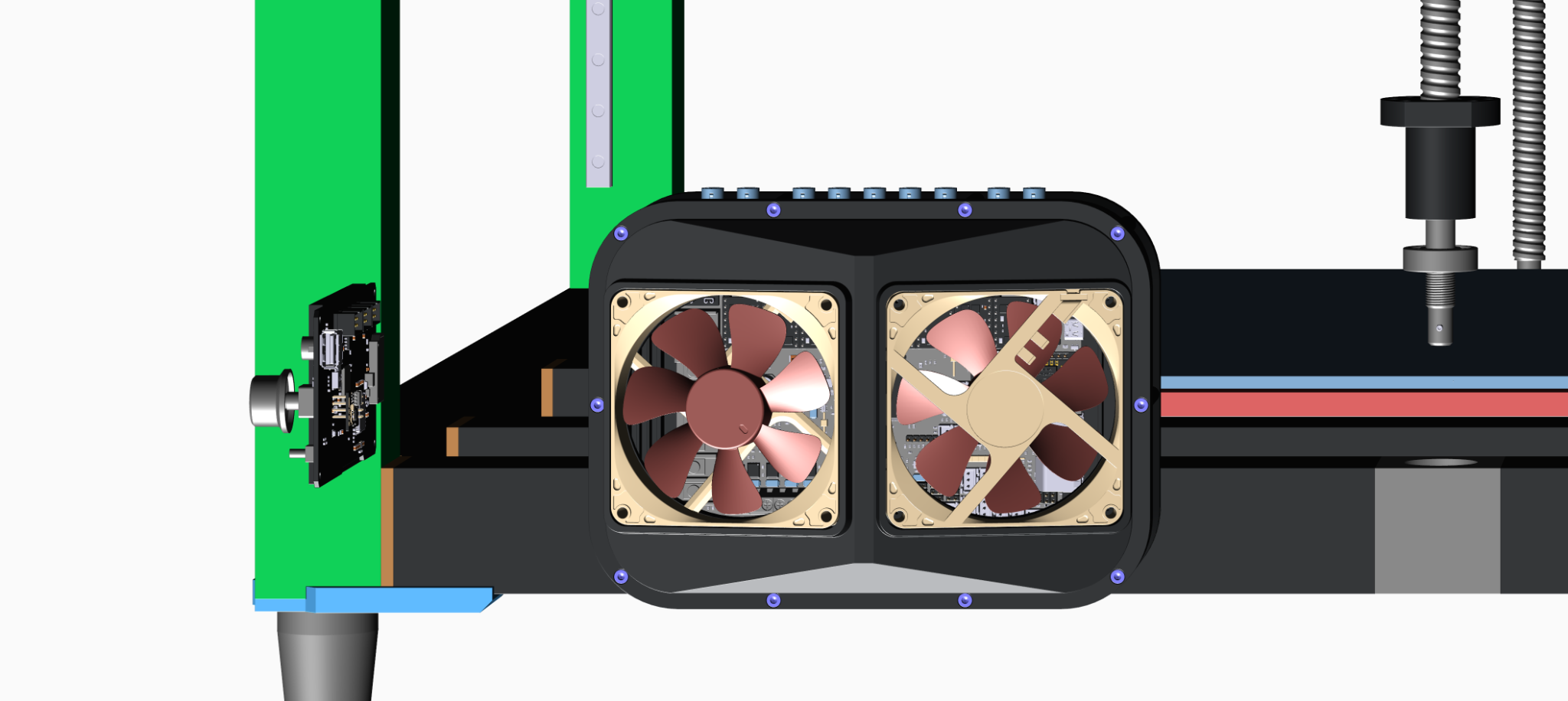
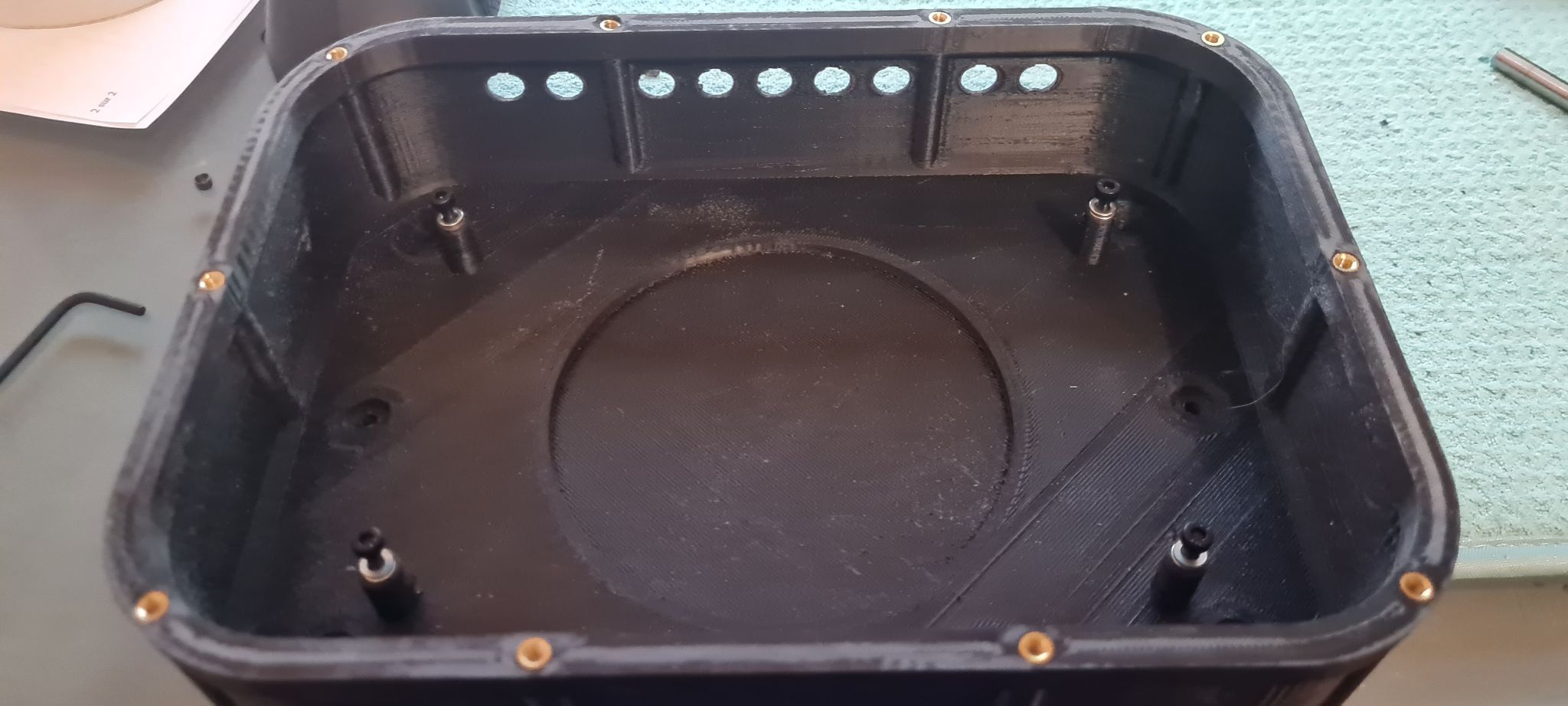
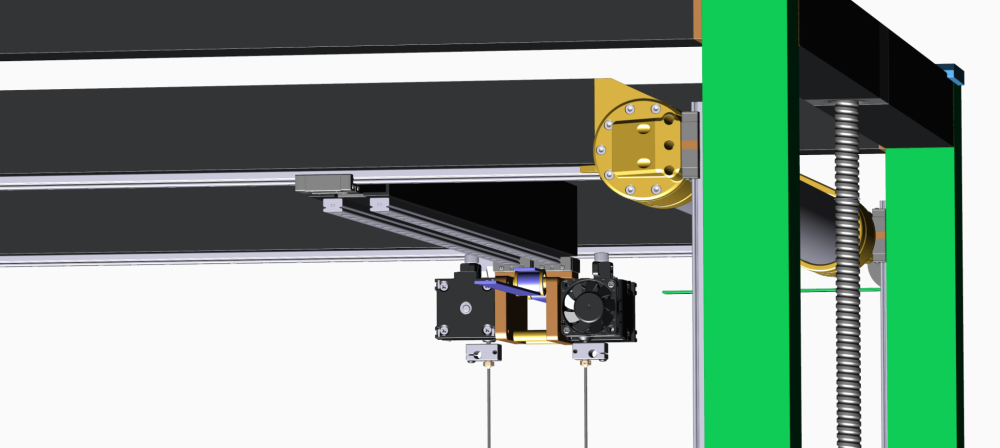
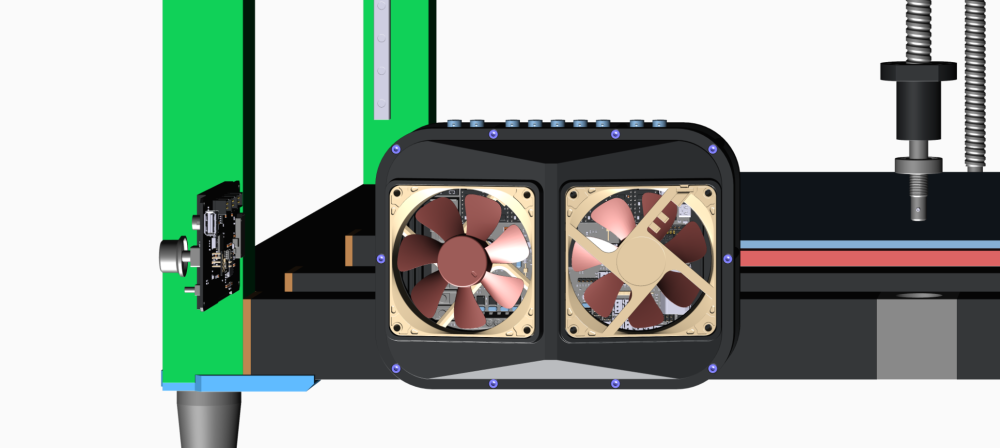
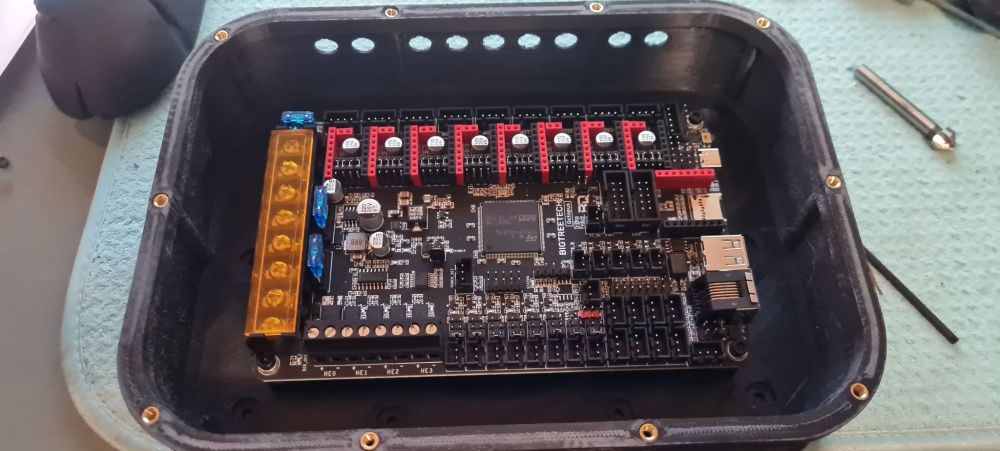
salut bon voici les avancées du projet modification et impression des pièces pour l'axe Z(toutes les impressions sont brut, reste du ponçage et traitement thermique ). les pièces sont faite en Carbonfil (de FormFutura) Dessins et impression en cour du boitier de la carte mere . j’attends toujours les vis a billes et moteurs qui arrive normalement lundi (j’espère) Le boitier carte mère avec la carte montée



 1 point
1 point -
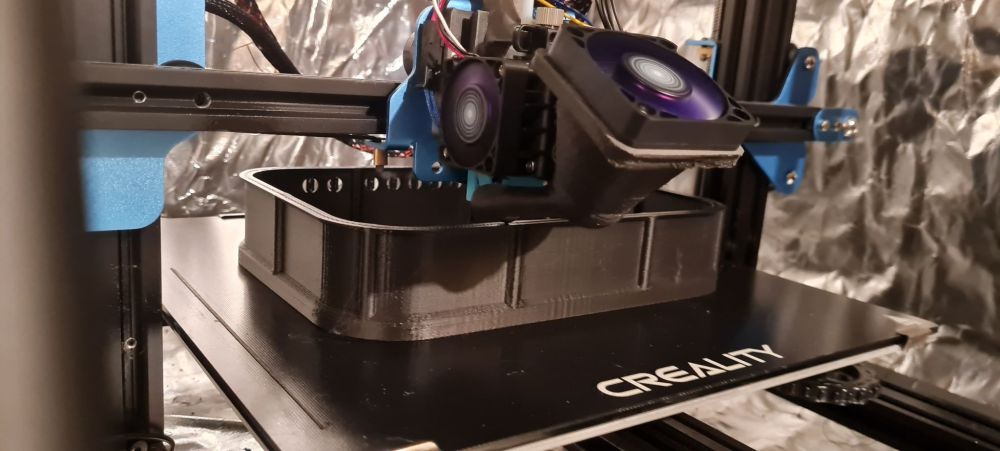
Je vous trouve très durs avec cette machine, après, c'est votre expérience. La parole est à la défense... Je l'ai reçu hier, côté montage rien à redire, c'est fait en 20mn en prenant les précautions (ça change de mon ex Ender 3). Seul le morceau de ptfe était effectivement resté au fond du carton. Mise en route sans soucis en regardant les tutos youtube pour les excentriques, l'autolevel et le y=0. Il me reste à calibrer l'extrudeur mais c'est un poil plus compliqué je verrais plus tard. Le touch fonctionne parfaitement (j'ai quand même vérifié vaguement les cotes qu'on voit en page 1). L'interface est correcte, on a même pas à toucher à la manette sur l'extrudeur (que les bourrins cassent systématiquement) en faisant filament IN ou OUT. Bémols : . La clé USB n'était pas lisible par l'imprimante, une fois sur l'ordinateur il n'y a que le manuel en PDF. Il faut la formater en FAT32 et télécharger le cube de calibration sur docarti.fr. . Le plateau semble vraiment sensible aux rayures, je ne sais pas si ça a une incidence sur les impressions mais dans tous les cas je vais acheter le miroir chez LM. . La température sur les bords n'est pas homogène (pb connu depuis la X1) en demandant 60°C, avec mon thermomètre laser chinois, j'ai 55°C au milieu du plateau et autour de 45°C dans les coins. Je n'ai pas fait de gros print donc je ne sais pas si ça aura un impact sur les premières couches. Dans la foulée impression du cube de calibration (qui devrait être sur la clé) : nickel un peu de sur-extrusion. Paramétrage de Octoprint / SuperSlicer en prenant la X1 (remplacer G29 par M420 S1 Z10), chargement du benchy et impression en 1 clic depuis SS en passant de manière transparente par Octoprint (cette nouvelle fonction est formidable) : nickel à part un peu de sur-extrusion et un peu de stringing, rien d'insurmontable. Il me reste quelques benchs pour vérifier, ensuite je vais me créer un boitier avec Fusion pour mon Raspberry + régulateur de tension qui trouvera sa place à droite, entre le socle et le plateau pour ne pas augmenter la largeur. Conclusion : Honnêtement c'est le jour et la nuit par rapport à ma Ender 3 (pour sa défense elle avait déroulé des kms de filament). Encore plus silencieuse à part un léger claquement à la rétractation (très supportable). Même le support de bobine et le détecteur de filament (ça reste pour moi un gadget) sur lesquels tout le monde crache fonctionnent très bien. Elle chauffe en 1mn et on peut même la laisser allumée car elle consomme moins de 6w au repos sans produire aucun bruit ! Je ferais la maj avec le FW de Mr Magounet (force et courage) un peu plus tard quand tout sera stable. PS : Peut-être que j'ai une révision de meilleure qualité car il me semble que l'interrupteur d'alimentation a été remplacé (plus large), d'ailleurs le 1 est en haut.

 1 point
1 point -
Bonjour, Je suis passée sous la version de Marlin développée par @DGR70 (Merci d'ailleurs, c'est du très beau travail !). Jusqu'à présent pas de problème, mais cela fait deux fois que ma longer lk4 Pro s'arrête en cours d'impression (une fois l'écran est resté figé impossible de faire quoique ce soit, j'ai essayé de débrancher l'imprimante pour voir si l'impression pouvait reprendre. L'autre fois cela m'a fait sortir de l'impression, la buse et le plateau se sont remis à 0 en T°). Avez-vous des pistes de recherche à me suggérer ? Je précise que la pièce qui crache en cours de route a déjà été imprimée jusqu'au bout, par ailleurs j'ai changé la carte SD pour voir si le problème pouvait venir de là... visiblement non. Je refais actuellement un test en ayant débranché la prise connectée qui me permettait d'éteindre l'imprimante à distance... Je me dis qu'elle n'est peut être pas stable... Sinon je me demande si lorsque l'entrainement de la bobine est un peut moins fluide (c'est le cas depuis que j'ai installé ma bobine dans une boite pour essayer de réduire l'impacte de l'humidité ambiante), est ce que cela peut poser problème ? Merci d'avance de vos lumières1 point
-
Bonjour, Quelqu'un a déjà testé la version de Longer voir s'il y a une différence avec la version de @DGR70 ?1 point