Classement




Contenu populaire
Contenu avec la plus haute réputation dans 10/02/2024 Dans tous les contenus
-
Il me fallait commencer à assembler tout ça... Et je vais devoir modéliser le 360 RS aussi, parce que sinon, cela ne sera pas parfait... J'ai aussi ajouté les ailes... (j'ai juste ajouté un set de pneu dans le fichier des roues mais positionnés différemment, et du coup, c'est Galaxy que l'on lit sur le côté des pneus...) NB : Les amortisseurs devraient vraiment être montés sur des billes pivots au vu de la façon dont le chassis est défini. Il ya à peu près .5 mm de jeu dans le trous de fixation des amortisseurs, et la flexibilité du nylon pour permettre le montage en réél ) J'ai ensuite commencer à travailler les couvercles de la baignoire. Je suspectais un problème de 1.5mm quelque part sur la longueur du chassis, et cela m'a permis d'identifier clairement où se trouvait le problème, ce qui veut dire que l'on va pouvoir avancer dans les tests... La partie avant des couvercles et la pièce complexe. Elle nécessite l'usage du booléen de manière intensive, avec quelques surfaces et d'autres trucs... Une fois cela fait, il ne manque plus que l'aileron... Et l'aileron a été ajouté promptement... Et le Galaxy RS a rejoint l'écurie... Il me reste les stickers à ajouter4 points
-
ou tout simplement un trapèze rectangle (espace euclidien) !!3 points
-
Jolie ferme vue sur reddit (et je me demande toujours quel est leur business model, parce que pour rentabiliser çà, il faut en vendre des conneries sur ETSY ... environ 35 machines dont 28 X1C à +1000€ pièce en moyenne, çà fait quand même du budget, de l'électricité, du temps de lancement / sortie / expédition des pièces imprimées ...)3 points
-
Pour moi tout ce qui est au-dessus d'une ligne qui passe par Montauban et Avignon… c'est le pôle nord3 points
-
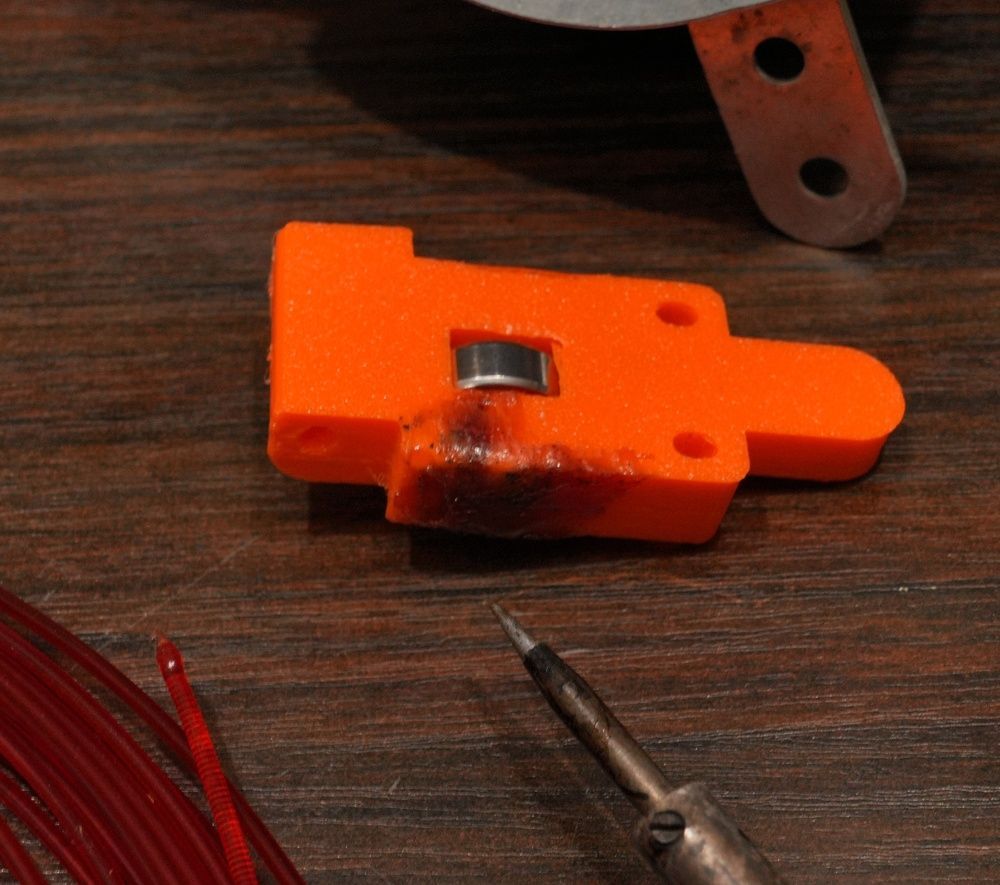
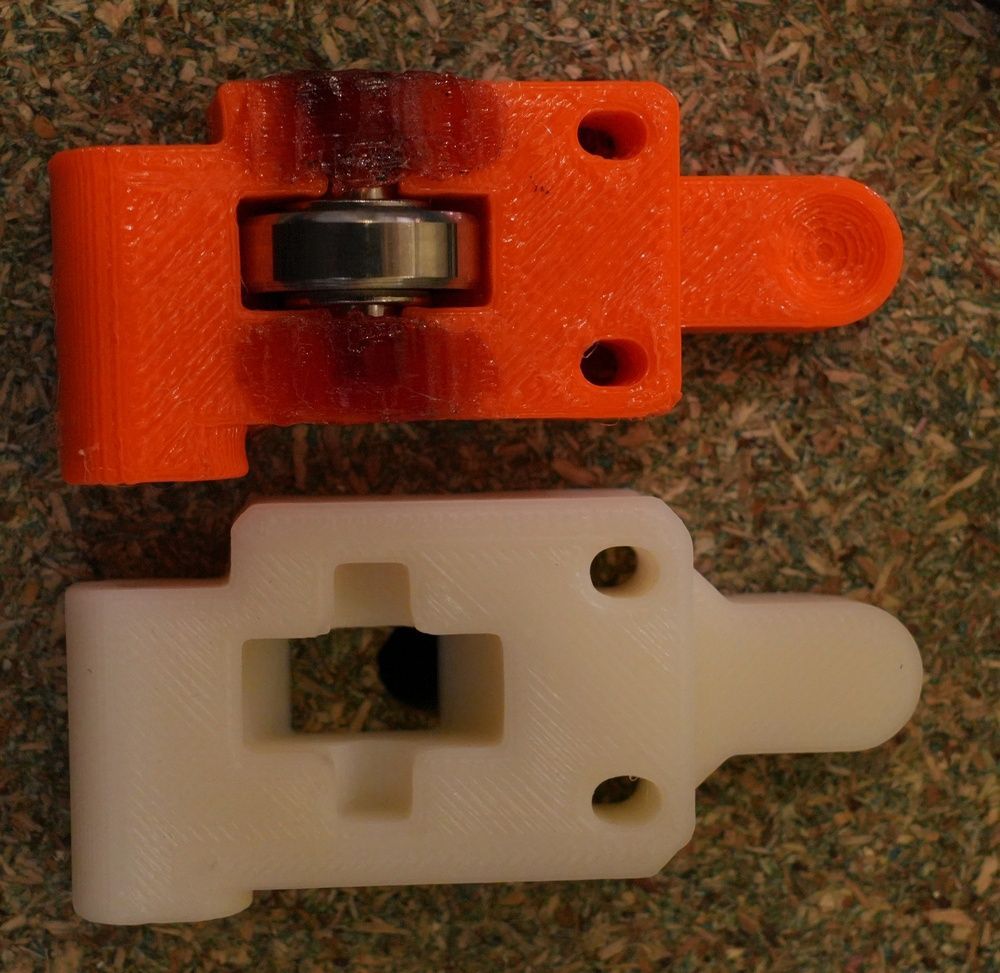
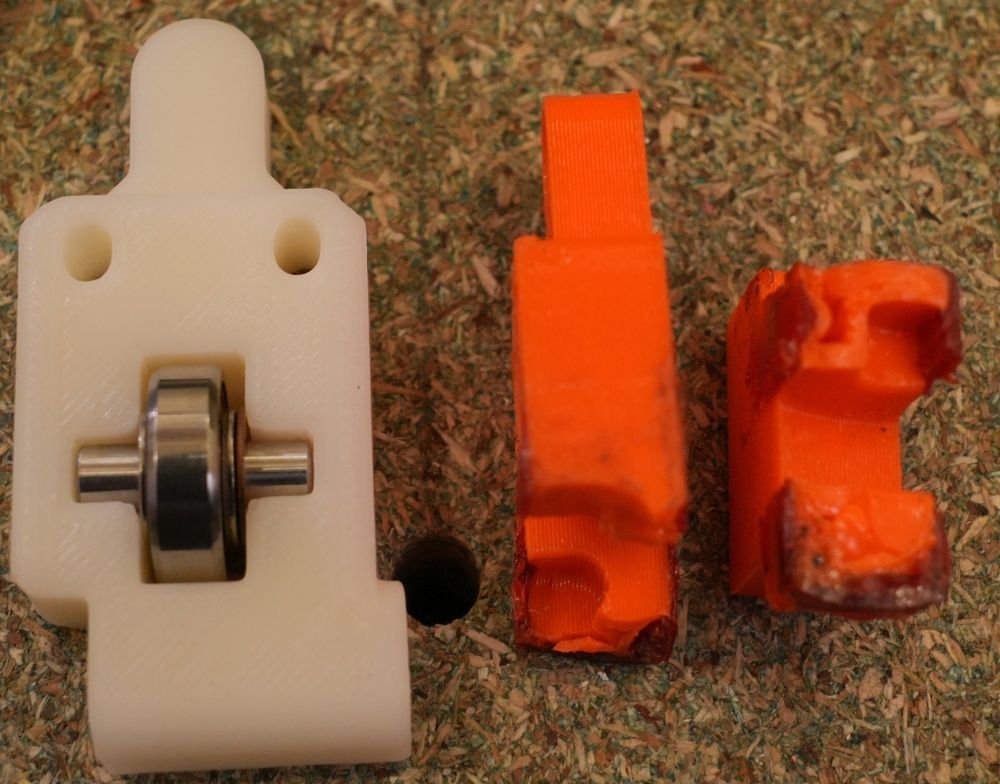
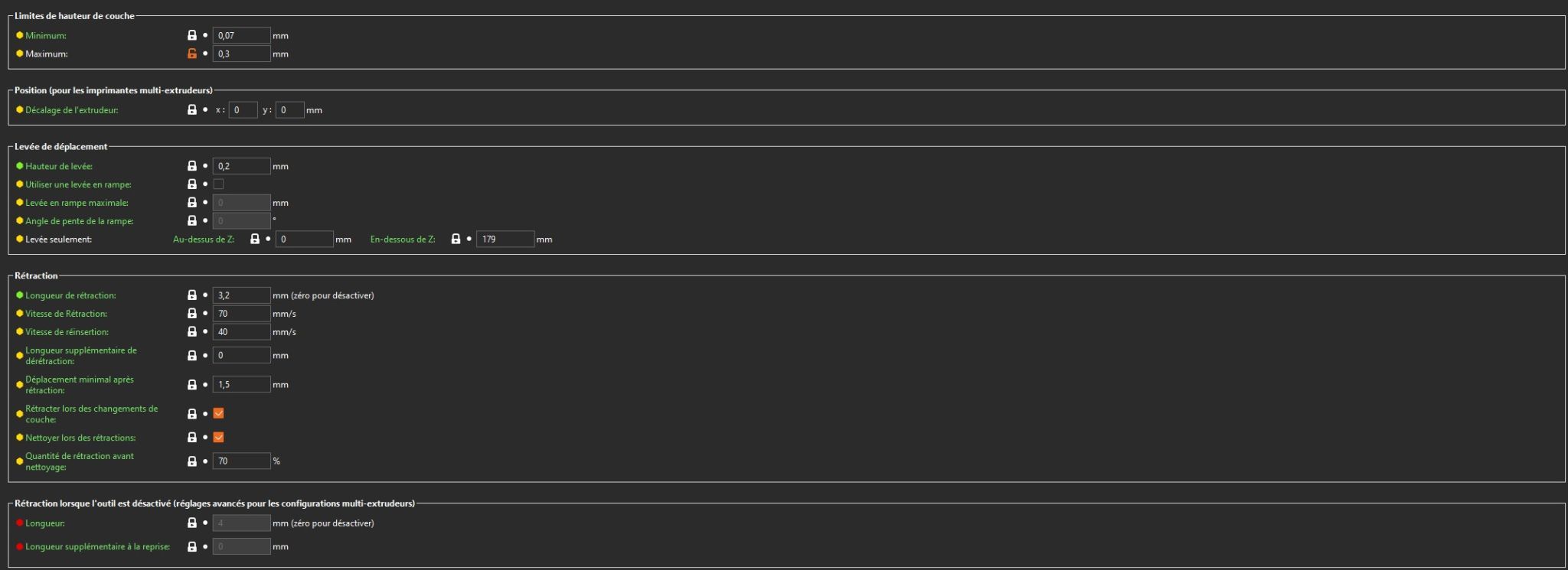
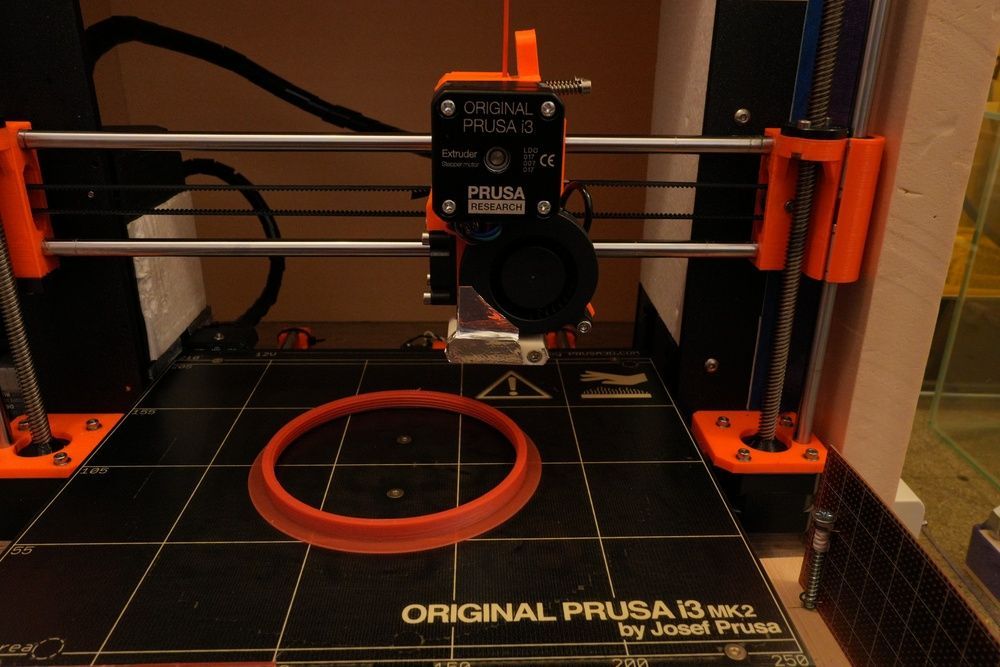
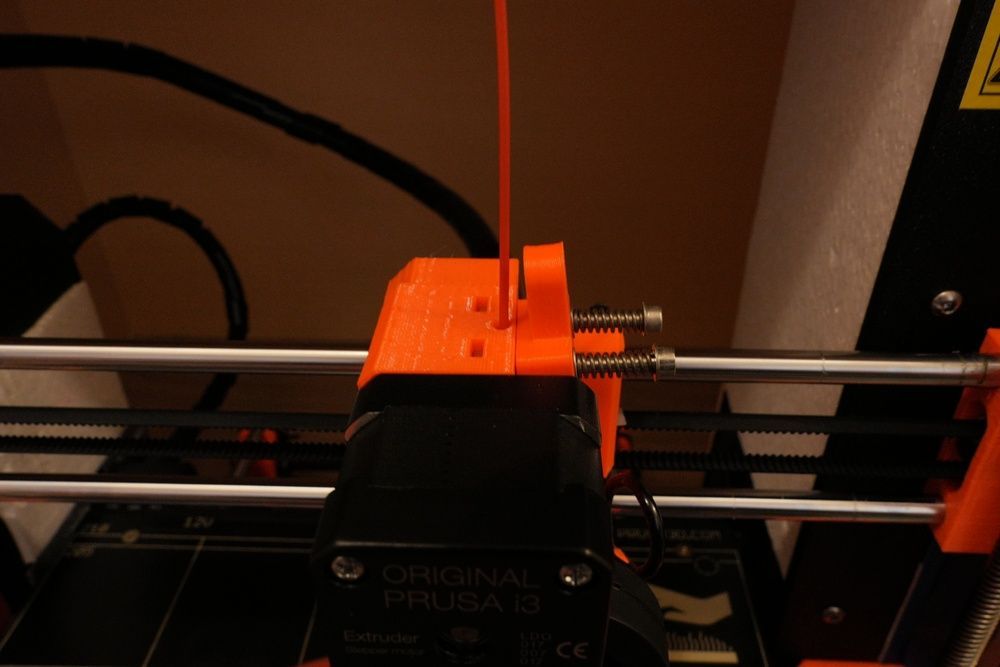
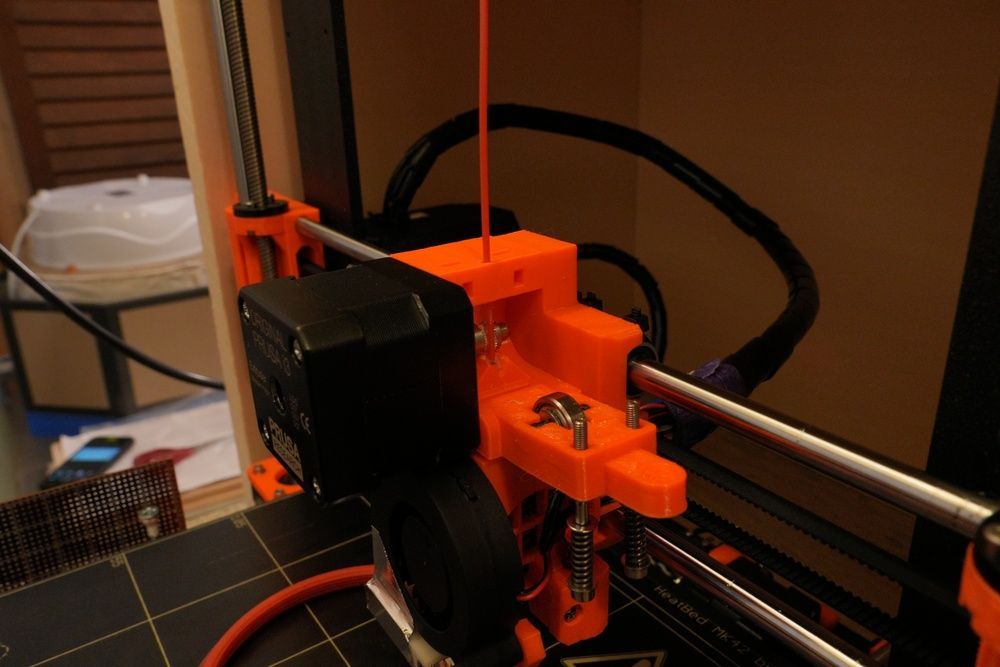
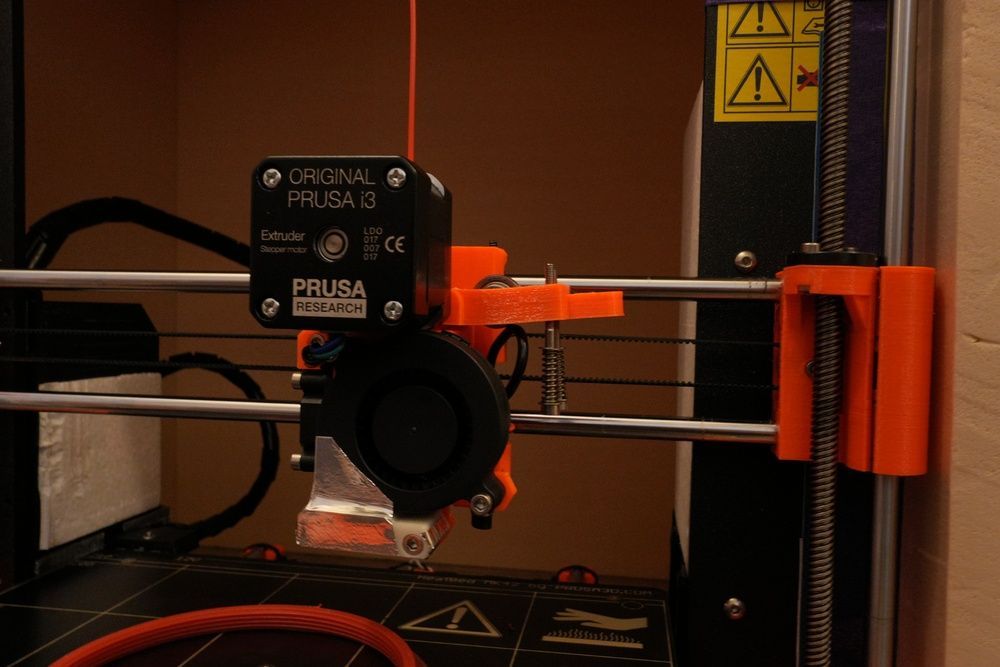
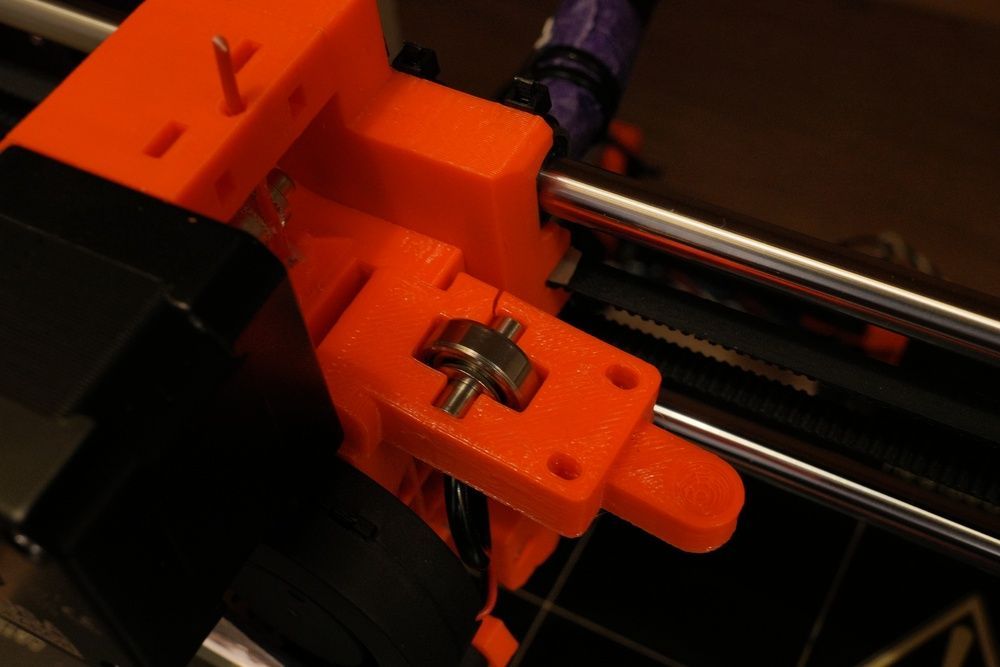
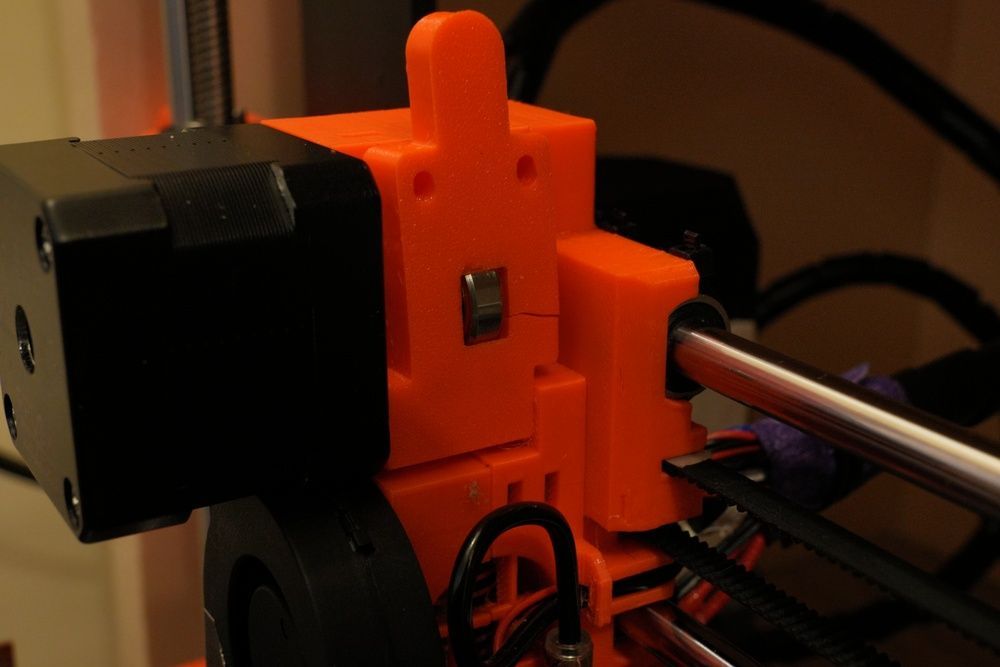
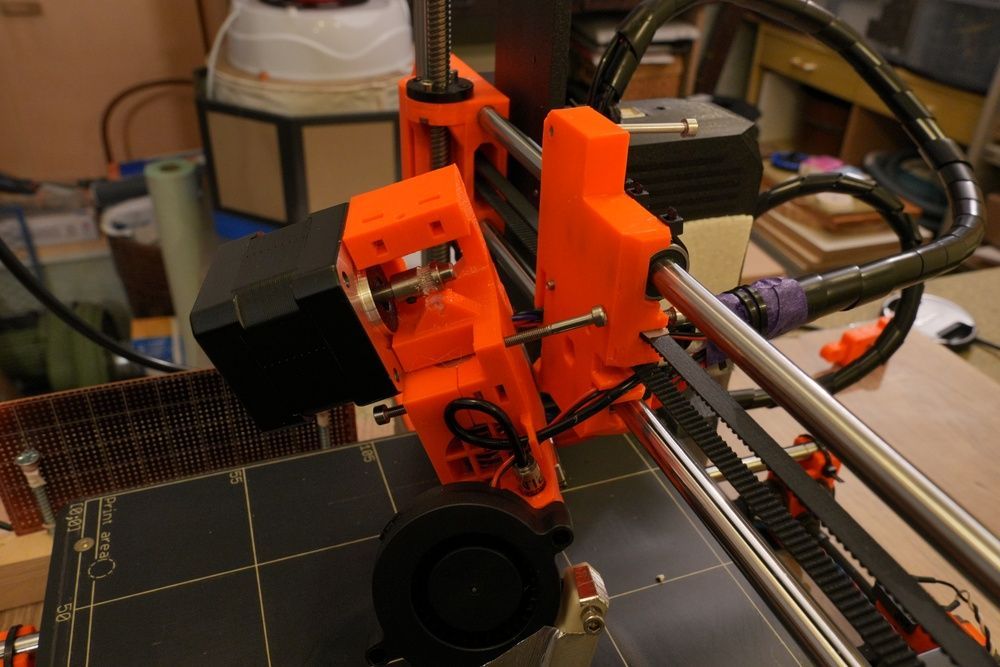
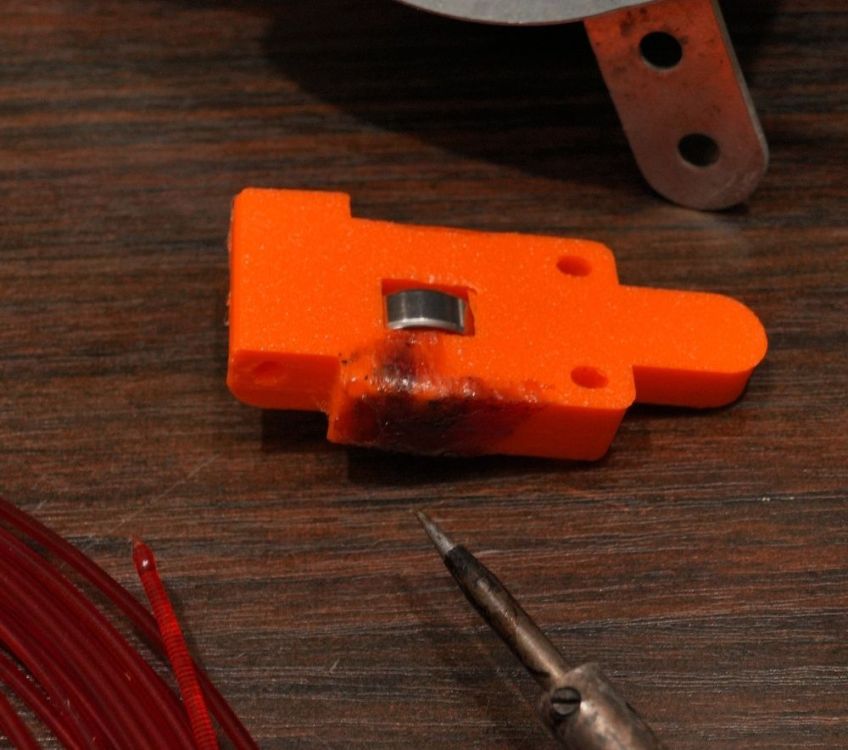
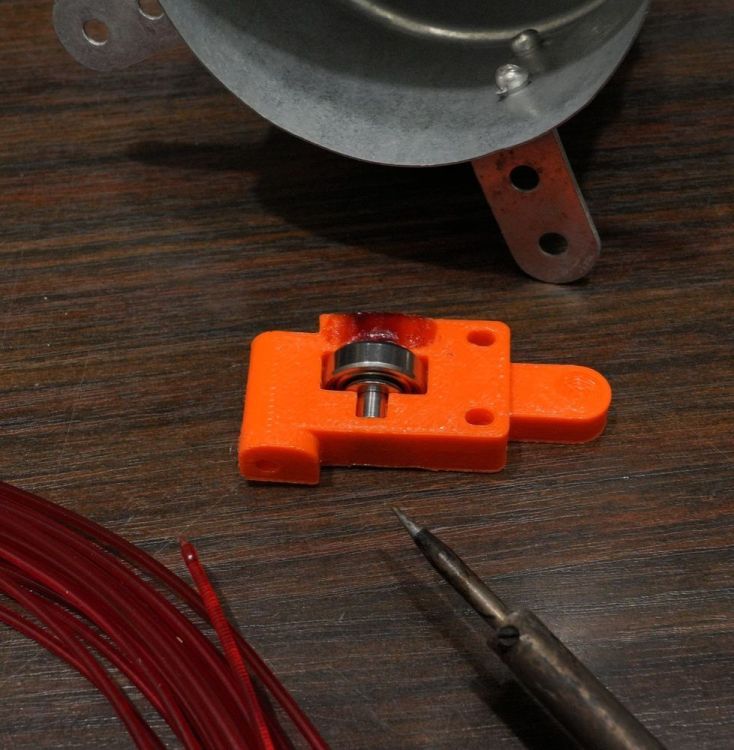
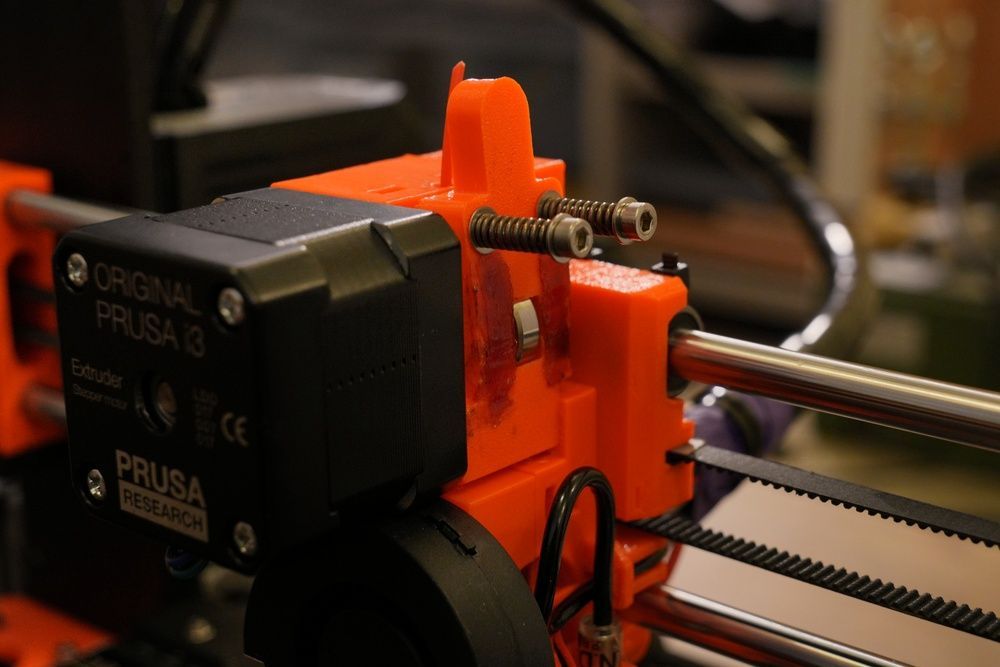
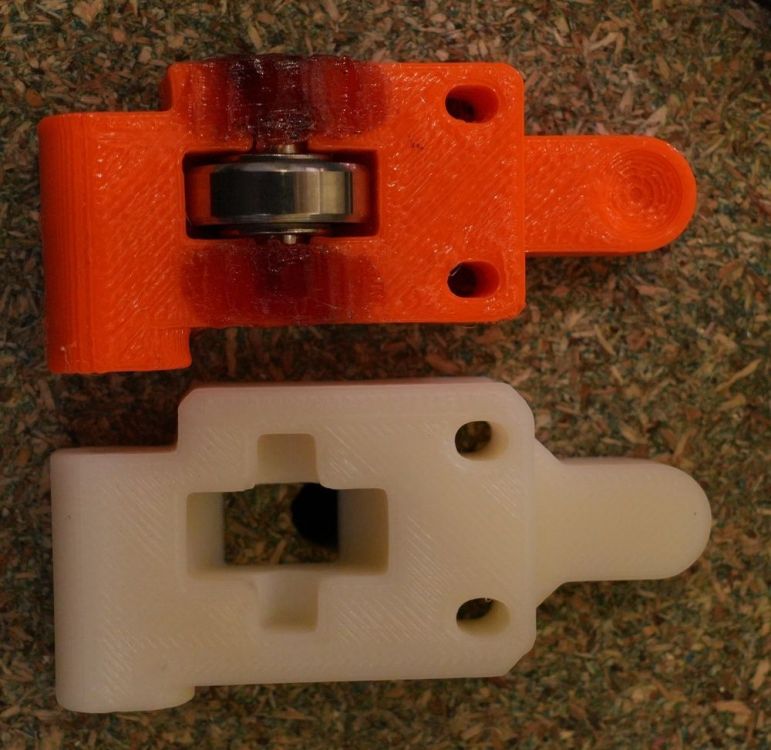
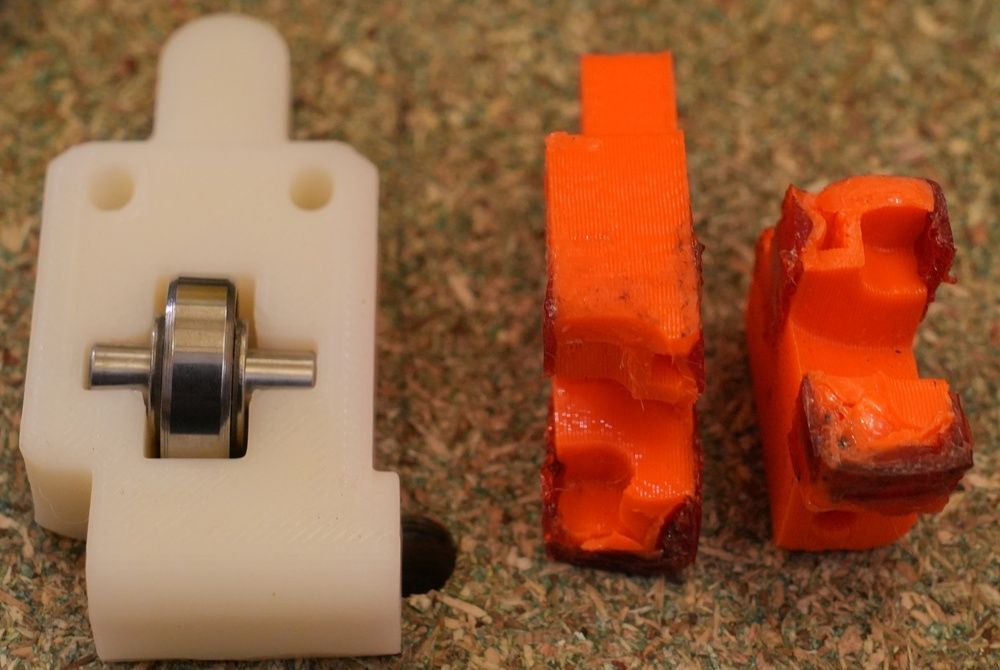
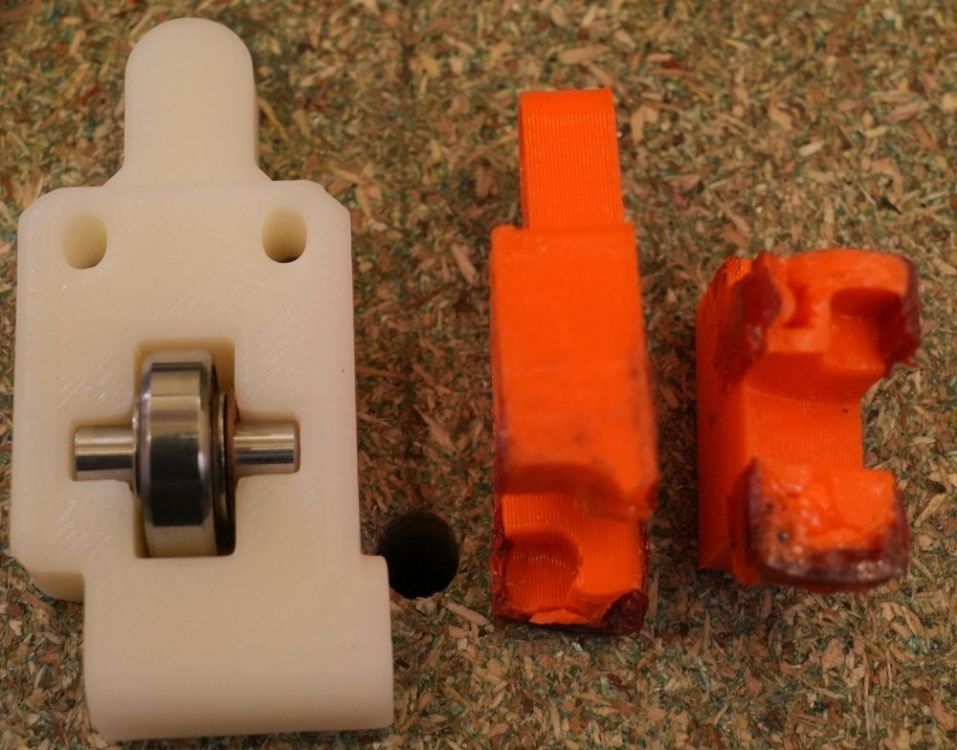
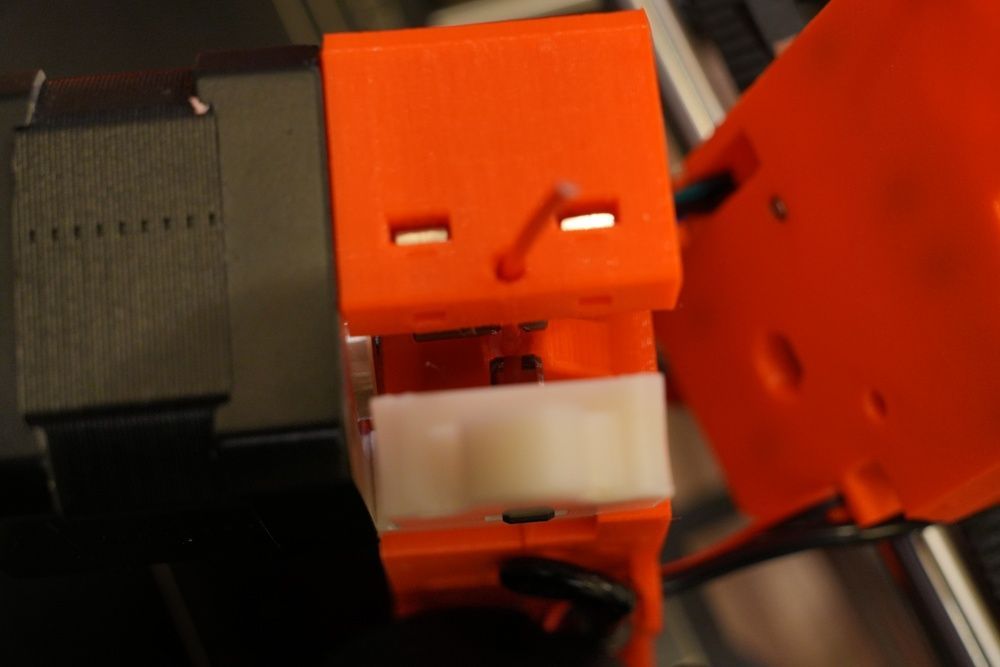
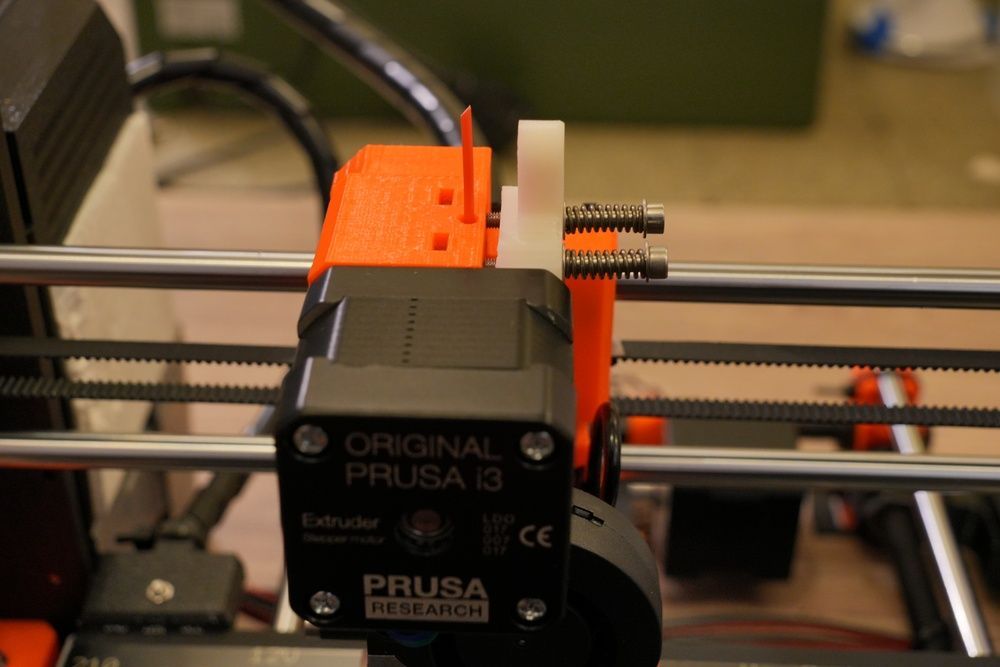
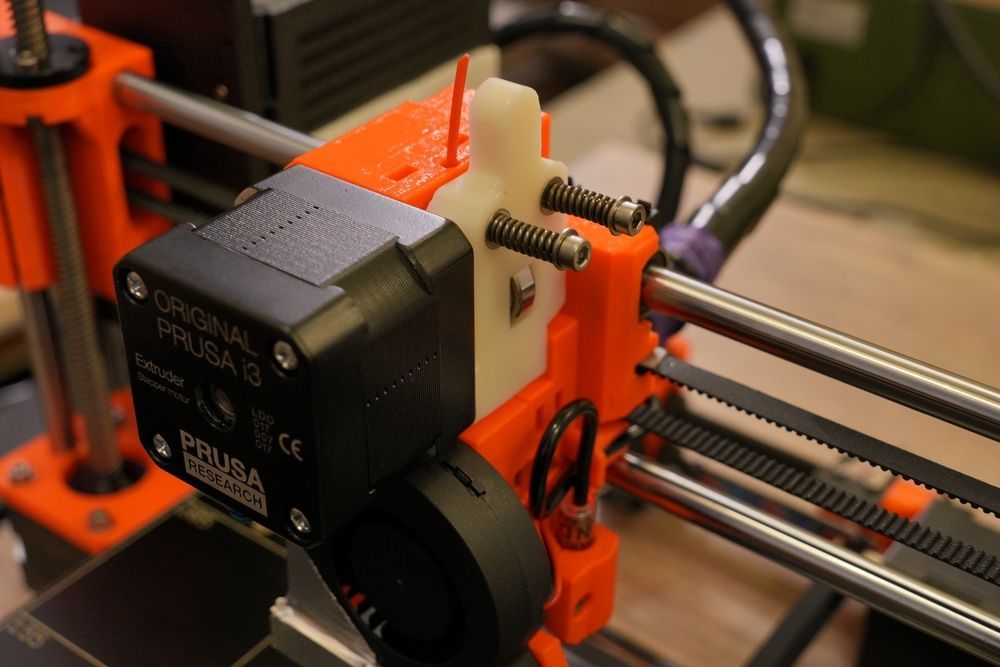
Bonjour, Une de mes impressions a raté : En cause, l'extrudeur idler (pièce qui appuie sur le filament pour que la roue crantée de l'extrudeur l’entraîne) : La pièce est déformée : Et surtout... je me rends compte que l'axe du roulement à billes, fait en PETG s'est déformé : Une précision importante : - mon imprimante a un peu plus de 6 ans - elle n'a pas beaucoup servi (2296 mètres de filament, 729 heures de fonctionnement) - mais elle fonctionne en caisson isolé dans lequel j'ai en plus installé un chauffage ; elle a environ 400 heures de fonctionnement à ~42°C et 300 heures à 60°C Le caisson comporte une isolation et un système de ventilateur pour refroidir la carte mère et l'alimentation ; l'écran de commande se trouve en dehors du caisson, mais toute la partie mécanique ainsi que les moteurs pas à pas et les composants de la hotend sont dans le caisson chauffé à 60°C - l'imprimante n'avait pas été conçue pour cet usage à l'origine Je décide de remonter le roulement avec un axe en acier, que je trouve dans mon bric-à-brac de récup (pièce d'imprimante jet d'encre) : Malheureusement, l'extrudeur idler se fend lorsque je remets l'axe en place : Pas le choix il faut que je le remplace. Prusa met à disposition le fichier STL, mais il faut que je l'imprime... Comment faire ? Plusieurs options sont possibles : - acheter un extruder idler tout fait - demander à une âme charitable sur le forum de m'en imprimer un - essayer d'imprimer quand même avec l'extruder idler fendu - faire une réparation de fortune pour imprimer le nouvel extruder idler Je tente la dernière option. Il faut d'abord tout démonter. Heureusement, il y a du mou de câbles, on peut sortir cette pièce sans démonter toute la hotend (il faut juste démonter le ventilateur pour avoir du mou de câble) : Je vais donc réparer provisoirement la pièce. Justement, j'ai un filament PETG sous la main, je fais donc une "soudure" avec un fer à souder : J'ai bien "creusé" la fissure avec le fer à souder, puis rebouchée avec du filament PETG fondu Méthode bourrin : j'en remets un peu plus pour consolider, et je remonte le tout : J'en profite pour modifier un peu la pièce avec Prusa Slicer pour qu'elle soit plus solide sur les côtés. J'imprime la nouvelle pièce en ABS avec un remplissage de 100% : Je redémonte tout : Pour extraire l'axe et le roulement à billes, je dois casser l'ancien extruder idler. Un petit coup de marteau et il se casse tout de suite en deux : Note : J'ai dû ajouter une rondelle fine supplémentaire pour centrer le roulement. Voilà c'est réparé : J'ai profité de cette réparation pour faire un peu de maintenance, gros nettoyage, graissage des axes, serrage des vis... En pièce jointe le fichier 3MF avec la pièce modifiée (je n'ai pas remodélisé la pièce, mais j'ai ajouté des formes que j'ai fusionnées avec la pièce directement sous Prusa Slicer) extruder-idler.3mf Il peut sembler aujourd'hui ridicule de voir que cet axe a été imprimé en 3D... cependant ça a quand même tenu 729 heures dans une enceinte bien chaude. De plus, même lorsque l'imprimante n'est pas utilisée, les ressorts continuent de solliciter mécaniquement la pièce, qui a plus de 6 ans d'existence. À l'époque Prusa était très fier de vendre des imprimantes constituées d'un maximum de pièces imprimées en 3D, alors que cet axe en acier pouvait certainement se trouver dans le commerce facilement pour un prix modique... Aujourd'hui on trouve encore des pièces imprimées en 3D dans les imprimantes, mais ça s'est réduit. Les pièces fabriquées autrement sont plus solides et permettent de meilleures performances, sans que ce soit forcément plus cher (tout dépend bien sûr du nombre d'imprimantes produites) À bientôt







 2 points
2 points -
En effet j'avais oublié le passage à l'ASA de cette pièce. Merci d'avoir rectifié. EDIT: En passant @electroremy, je note sur la photo que tu as encore les gaines spiralées. Elles sont connues pour cisailler les câbles à la longue, je te conseille à l'occasion de les remplacer par des gaines textiles et d'inspecter tes cables. Ca se trouve au mètre pour pas trop cher en chine, et c'est pratique pour bien d'autres projets, surtout que tu bricoles pas mal.2 points
-
Merci pour ton retour sur ce problème. Décidément ces Prusa c'est plutôt bien conçu (hormis l'axe en PETG... ou abs ) Perso j'ai eu le même genre de soucis avec le "fan shroud" de ma mk3s+, qui a cassé suite a une mauvaise manip en démontant l’extrudeur. J'ai opté pour le même genre de solution que toi, pièce recollée le temps de la réimprimer. En l'occurrence c'est la seule pièce de l’extrudeur qui est en ASA (pas en ABS @Kachidoki), le reste est en PETG. Puis pièce réimprimée, changée, et j'en ai profité pour m'imprimer des pièces détachées pour tout l’extrudeur, au cas ou...2 points
-
J'ai eu cela plusieurs fois avec des bobines de Prusament dont l'extrémité est plié à 90°. Maintenant lorsqu'il ne reste qu'une rangée de filament sur la bobine, je coupe l'extrémité du fil au cutter pendant l'impression.2 points
-
Oui, cela serait mieux pour le refroidissement et ferait plaisir à @PPAC avec un peu plus de bruit.2 points
-
Merci Probléme résolu avec la commande G29 P1 .. le P1 est obligatoire avec le firmware MRiscoC Professional2 points
-
Après plusieurs lignes de commandes obscures celle-ci a l'air d'avoir résolu mon pb ! il reboot sur klipper ET lors d'un changement de skin ça relance direct !2 points
-
Je dis peut être une bêtise mais il ne serait pas plus "logique", en terme de refroidissement, que le radiateur et son ventilateur soient en dehors du caisson afin d'évacuer la chaleur ?2 points
-
Hi Un exemple parmi d'autres ... à partir d'une esquisse Trapeze Edit : Comme décrit par @gerardm mais avec des images qui bougent ^^ Cela se nomme un… rectangle !
 2 points
2 points -
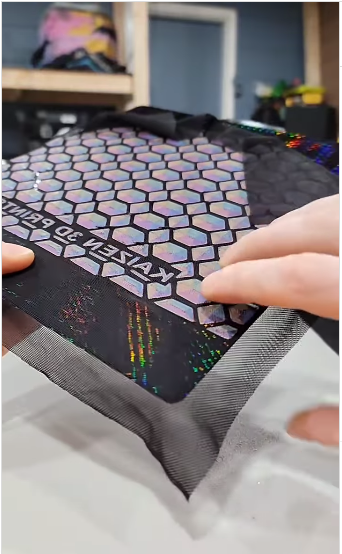
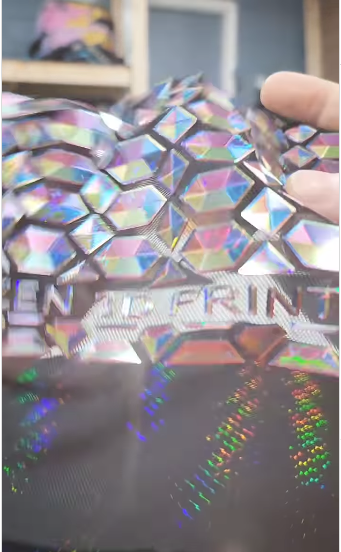
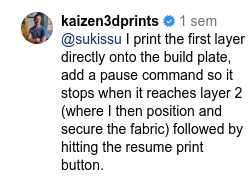
Salutation ! Qui a déjà essayé, avec un plateau PEY ou H1H ou autre, de mettre une pause juste après la couche initiale pour venir positionner et fixer au plateau un morceau de tissu tendu au-dessus de cette couche initiale pour ensuite continuer l'impression afin de capturer le tissu entre les deux premières couches. Comme dans https://www.instagram.com/p/C1cxZ3tv-tk/?hl=fr&e=2da960c3-b61f-48d9-8f29-626c3e459032&g=5 Je me dis que je vais tenter. J'ai des pinces pour attacher/fixer le morceau de tissu au plateau, mais il me reste à trouver/acheter un tissu à larges mailles.


 2 points
2 points -
Bon je sais que certain trouve les dimensions de 240x240 du plateau un peux juste, bien j'ai reçu en plus de la X4 Pro sa grande soeur la X4 Plus. elle est arrivé à la maison aujourd'hui, je proposerais donc un peu plus tard un point de comparaison entre la X4 Pro et la X4 Plus de façon a voir quelles sont les différences.
 2 points
2 points -
J'étais déjà en train de chercher les STL dans mes archives pour te faire une pièce de rechange. C'est tout l'intérêt de ces imprimantes faites de pièces imprimées, elles sont réparables facilement. Je me pose une question cependant, à moins que ma mémoire ne me fasse défaut, il me semblait qu'à l'époque des MK2/s, les pièces imprimées étaient encore en ABS. Je me souviens qu'il fallait éviter d'utiliser de l'acétone pour nettoyer le PEI, pas seulement parce qu'il ne supporte pas ce traitement sur la durée, mais aussi parce que les vapeurs pouvaient endommager les pièces imprimées autour. Progressivement les pièces sont passées au PETG, excepté la buse de ventilation qui est toujours en ABS. J'ai même réimprimé les miennes en PC.1 point
-
Epilogue: J'ai remplacé ma carte Creality 4.2.7 qui ne prend plus le flash (va savoir pourquoi...) par une BTT SKR Mini v3 e3. Klipper est reconfiguré, et tout fonctionne bien. Je verrai pour l'UART quand je changerai le boîtier de l'électronique. Je remercie les gens qui ont passé de leur temps à me filer un coup de main, et grâce à qui j'ai encore progressé: @pascal_lb, @Nunki0, @pommeverte et @Savate1 point
-
Un plan non euclidien ? L'espace-temps déformé par un trou noir ?1 point
-
Donc, ce n'est pas un cercle… par déduction ce doit être un carré ou un rectangle… Si ton plan se trouve être une surface sphérique, et non un plan d'un repère orthogonal, y a peut être moyen1 point
-
Salut tout le monde ! Moi c’est Greg de G Créé, entrepreneur de la 3d et développeur machine et logiciel, petit retour après les premiers tests de la Flashforge 5M Pro, un site de vente que je ne citerais pas car le but n’est pas de faire de la pub mais discuter, m’en a envoyé une pour la tester et je voulais rebondir sur le contrôle à distance et klipper, en faite la 5Mpro tournent sous un minimum d’architecture klipper, comme n’importe quel imprimante qui tournent à plus de 100mm/s tourne forcément sous klipper. En gros ils reprennent l’origine klipper et le personnalise à leur imprimante, parfois l’améliore grandement comme bambulab par exemple et le mettent à jour régulièrement au fur et à mesure des maj klipper mais ici c’est un peu comme la K1, où creality s’est fait tapé sur les doigts par l’équipe de klipper car il utilise klipper qui est open source sans donner l’accès à klipper ( se qui est illégal ) donc ils ont été obligé de le faire et de mettre à dispo la version complète au klipper version K1 et la c’est la même chose pour flashforge d’où pourquoi il y a tout le klipper de la 5m pro qui est apparue sur leur GitHub mais le soucis c’est qu’avec leur config matériel de la carte mère on ne peut pas ou c’est compliqué d’installer les interfaces de contrôle klipper sur la 5mpro et flashforge utilise un système de contrôle propre à eux qui est très light une équipe de dev klipper bossent dessus pour rendre possible l’usage total de klipper dessus mais pour l’instant c’est compliqué et c’est très dommage car cela a tendance à brider la machine pour de base contraindre les utilisateurs à un slicer mais dans notre cas flashforge propose les config orca donc c’est un peu bizarre comme choix de ne pas avoir pu permettre l’usage d’interface comme moonraker et mainsell sinon niveau machine je la trouve pas trop mal je donnerai quelques retours après quelques semaines et quelques milliers d’heures surtout au niveau usures et fiabilité, je vais m’en servir pour produire dans mon parc pour voir se qu’elle vaut avec du print 23h/24 et 7j/7 je pense aussi configurer des bons profils pour prusa slicer pour cela, car orca je le trouve sympa niveau interface et contrôle à distance, et la gestion des supports est top mais pour mes produits j’évite un max les supports pour éviter le post traitements derrière donc je me retrouve vachement mieux sous prusaslicer qui pour moi offrent des possibilités techniques un peu plus précise que orca pour l’instant j’ai pas encore osé l’ouvrir pour aller voir niveau électronique ce que ça donne mais je pense qu’à l’occasion à la première révision je le ferais En tout cas si une config de contrôle à distance tient la route je vous la partagerai ici si ce n’est pas déjà fait1 point
-
Donc, ce n'est pas un cercle… par déduction ce doit être un carré ou un rectangle…1 point
-
La Fontaine n'eut pas dit mieux C'est le problème quand on est une cigale.1 point
-
Ha oui tu as raison @pommeverte, j'étais rester bêtement sur Marlin. Mea Culpa1 point
-
Salut, je ne suis vraiment pas certain que Klipper / CrealityOS sache interpréter ce Gcode... ( ender3 V3 KE) PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)1 point
-
C'était la valeur par défaut avant la mise à jour 4.x.10+ du printer.cfg [idle_timeout] timeout: 5400 Ce délai peut en plus se voir modifié si la macro PAUSE est utilisée. Les «Gcodes retardés» sont parfois difficiles à mettre en place, c'est dû principalement au code jinja2 ( voir les documentations Klipper et les guides du site de Rootiest (zippy) ).1 point
-
C'est modifié merci pour votre remarque.1 point
-
Une proposition : utiliser une plaque magnétique (celle livrée avec la plaque PEI ) et y découper une "fenêtre" carrée afin de laisser une bordure de 1 ou 2 cm sur la périphérie ? Cela devrait permettre de faire un cadre qui doit plaquer le tissu sur le plateau...1 point
-
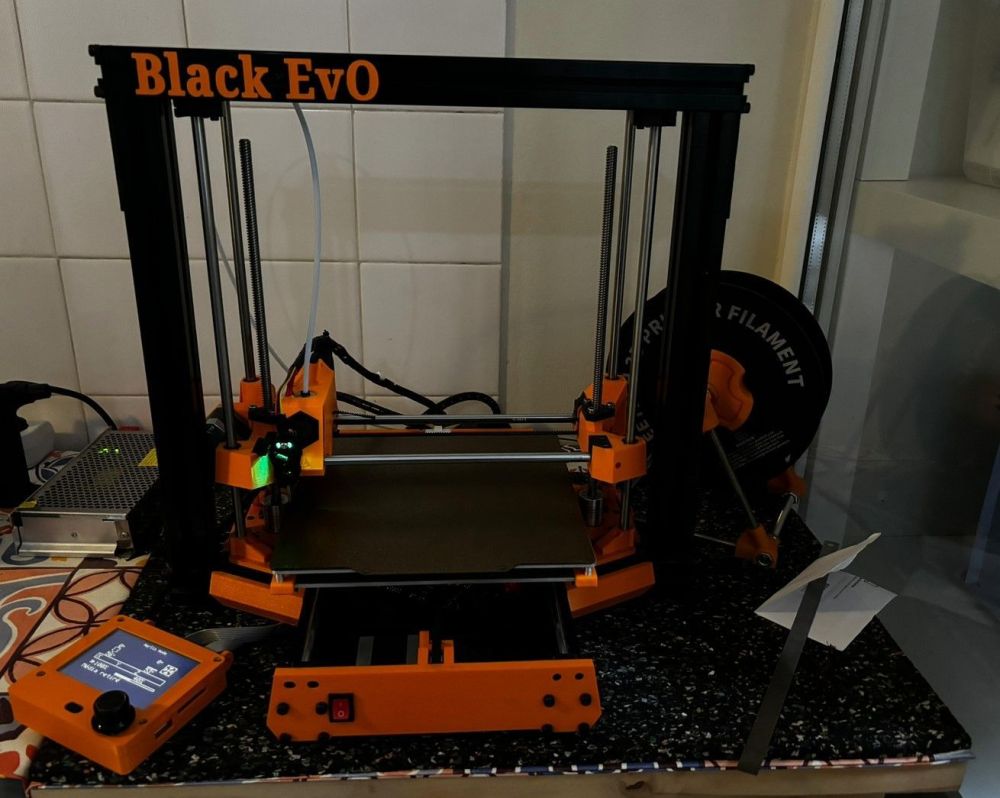
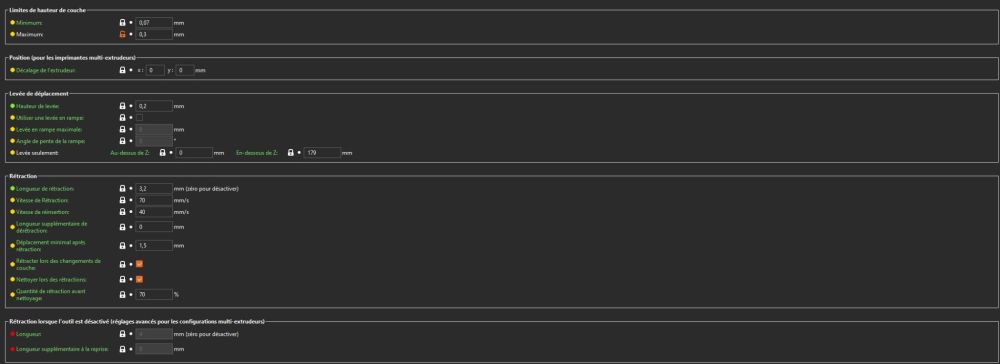
Lol enfête ma machine n'est plus vraiment une Dagoma (Voir photo ci joint) Donc pour mon soucis c'est juste l'extrudeur qui grince ça imprime correctement, comme j'ai un Titan je suis en train de revoir les paramètre côté slicer vous conseillez quoi ? Pour du PLA dans un 1er temps Je viens de diviser par deux la vitesse de retractation
 1 point
1 point -
Merci pour ce retour. Je vais attendre ton retour sur la version Plus. Bien envi de passer sur un plateau plus grand1 point
-
La majorité des imprimantes quand elles n'impriment pas sont silencieuses (en tout cas les miennes)1 point
-
Salutation ! Pour vérification, nous mettre ton g-code de démarrage ici dans un bloc de code ou de citation. Voir aussi un liens vers le firmware que tu as flashé ( le mieux c'est un lien vers les sources ...) Et donc, tu veux vraiment faire un leveling en début de chaque impression ? (Pour moi, le plus pratique c'est, via l’écran de contrôle, ou via par exemple Pronterface, mise en chauffe plateau (60°C) et buse (140°C-170°C pour éviter que cela ne suinte trop ), faire un leveling (G29), sauver alors l'eeprom (M500: Save Settings) (ou se faire un fichier d'impression qui fait cela) et dans le g-code de démarrage mettre une ligne "M420 S1" pour activer et rappeler le mesh du leveling juste aprés la ligne du G28, quand le Firmware ne fait pas déjà cela sur une commande G28 ( c'est normalement configurable dans les sources avant de le compiler ... cf G28: Auto Home )1 point
-
je les ai notée avant qu'il ne soit effacées. Les mp (message privée) c'est en haut à droite de l'écran.
 1 point
1 point -
Edite ton message, ne met pas ton adresse à la vue de tout le monde. Je fait les modifs et je lance le print mais il y en à pour 10h d'impression si rien ne merde donc impossible qu'il parte aujourd'hui.1 point
-
Idem, la machine s'est gentiment occupée de moi.1 point
-
La base, c'est la maitrise des esquisses en 2D (comme à la planche à dessin quoi...).avant de vouloir créer de la matière (en 3D quoi ^^) Il y a de très bonnes suites de tutos vidéos. Fusion (comme tous les logiciels) demande pas mal d'investissement personnel pour l'utilisation en plus des notions de conceptions.1 point
-
Je pensais trouver un outil pour centrer deux traits par exemple, par rapport à un axe . Ca m'aurait permis de faire mes traits rapidement et de récupérer la bonne forme . Mais c'est juste une facon de creer différente de celle dont j'ai l'habitude. Je n'ai pas fait d'étude de CAO, donc je n'y suis simplement pas habitué :)il va falloir bien réfléchir a la construction de chaques formes avant de les créer.1 point
-
A ce que dit la loi, je préféré ce que dit la raison. Je ne vois pas l’intérêt de faire tout un foin pour une non vente d’un produit d’occasion à quelques sous qui n’a rien couté aux deux protagonistes. pour ce type de broutille, il ne peut pas y avoir de dépôt de plainte et heureusement car nos tribunaux sont déjà surchargés avec des dossiers autrement plus importants. pour finir, je ne vois pas en quoi cette discussion élève le débat, comme tu l’a écrit en préambule. (j’me suis encore fait un copain aujourd’hui)1 point
-
Pour compléter, comme la "sidewinder X4 Plus" n'est pas encore dans le comparateur a cette date. Voici le lien vers la page de "compte à rebours de sortie de la Sidewinder X4 Plus" https://www.artillery3d.com/pages/sidewinder-x4-plus-release-countdown et la vidéo d'introduction que l'on trouve sur cette page1 point
-
Bien le pire c'est que j'ai 3 test en cours la X4 Pro la 5M Pro et a présent la X4 Plus va me falloir des journées 48h.1 point
-
Aller nouveau colis arrivé ce jour a la maison, mais qu'est ce donc les amis
 1 point
1 point -
Salut tout le monde, Bon au final j'ai laissé tombé, et j'ai directement commandé sur aliexpress un heatblock, un heatbreak et des nozzle tout neuf, je viens de tout remonter, tout fonctionne comme avant, je suis content ! Je ne comprend pas trop ce qui ne fonctionnait pas avec les anciennes pièces... Merci encore pour votre aide. J'en ai profité pour monter un 3DTouch de TriangleLabs, ça marche du feu de dieu !!1 point
-
Dans mon cas c'est reçu et installé en quelques minutes Ecran réactif, les commandes fonctionnent, on regrettera qu'il n'y est pas de français (ou pas). On a globalement la même interface que sur l'écran de la X1C avec la possibilité de brancher un fichier en usb sur la droite de l'écran. On a quand même le cable de liaison qui passe le long sur la droite, y'a ptet un "peu mieux faire" à ce niveau là, et un double face pour maintenir l'écran sur l'imprimante, pour le reste, tout semble parfaitement fonctionner. Pour ce prix là, c'est niquel, c'est même à se demander pourquoi bambu n'a pas souhaité proposer lui même l'alternative, même à 150€ en option. Controle parfaitement la lumière, la ventilation, les options, les températures. Étrangement dans mon cas, il ne détecte pas si je met du filament ou pas, donc je suis contraint de passer par l'écran inférieur d'origine au moins pour charger une première fois, pour le reste je suis plutôt satisfait



 1 point
1 point -
Tu as raison dans la grande majorité des cas, mais il doit aussi arriver que le bobinage soit interrompu pour une raison ou une autre avant de reprendre : dans ce cas un chevauchement peut se produire... et tu reçois une bobine neuve emmêlée... C'est rare mais c'est possible surtout si le process qualité n'est pas au top.1 point
-
le problème est résolu (pour le moment ) j'ai donc pris le nouveau Marlin 2.1.2.2, refait completement ligne par ligne la configuration et j'ai activé ses options la : #define DISABLE_E false // Disable the extruder when not stepping #define DISABLE_OTHER_EXTRUDERS // Keep only the active extruder enabled #define HYBRID_THRESHOLD Plus de bruit sur l'extrudeur et impression nikel
 1 point
1 point -
Pour réinstaller la version Klipper de QidiTech: Connexion ssh en utilisateur mks Arrêter le daemon klipper sudo systemctl stop klipper Faire une copie (au cas où) du répertoire klipper et de l'environnement virtuel Python mv klipper klipper.fail mv klippy-env klippy-env.fail Cloner le dépôt Qidi - Klipper git clone https://github.com/QIDITECH/klipper.git Ne pas procéder à l'installation via les scripts «habituels» (scripts/install-xxxxx.sh) car pour créer l'environnement Python virtuel, le binaire (ou le lien symbolique «python2» est utilisé et le script Systemd de klipper.service est différent de celui de Qidi. Créer l'environnement virtuel : virtualenv -p python ${HOME}/klippy-env Installer les dépendances Python ${HOME}/klippy-env/bin/pip install -r ${HOME}/klipper/scripts/klippy-requirements.txt Si le script systemd de Klipper n'est pas celui de Qidi ( cat /etc/systemd/system/klipper.service ) : alors le recréer sudo /bin/sh -c "cat > /etc/systemd/system/klipper.service" << EOF #Systemd Klipper Service [Unit] Description=Systemd Klipper Service Documentation=https://www.klipper3d.org/ # After=network.target After=makerbase-byid.service Wants=udev.target [Install] WantedBy=multi-user.target [Service] Environment=KLIPPER_CONFIG=/home/mks/klipper_config/printer.cfg Environment=KLIPPER_LOG=/home/mks/klipper_logs/klippy.log Environment=KLIPPER_SOCKET=/tmp/klippy_uds Environment=KLIPPER_PRINTER=/tmp/printer Type=simple User=mks RemainAfterExit=yes ExecStart=/home/mks/klippy-env/bin/python /home/mks/klipper/klippy/klippy.py ${KLIPPER_CONFIG} -I ${KLIPPER_PRINTER} -l ${KLIPPER_LOG} -a ${KLIPPER_SOCKET} Restart=always RestartSec=10 EOF Relancer le daemon klipper sudo systemctl start klipper Normalement avec ces manipulations (qu'on pourrait regrouper pour en faire un script de «récupération» du Klipper façon QidiTech), comme les MCUs sont toujours en version 0.10.x, le système devrait démarrer correctement (enfin j'espère). Klipper pour fonctionner correctement doit être synchro entre «klippy» et les firmwares flashés sur les MCUs. A partir de là, si tout refonctionne, NE PLUS TENTER DE METTRE A JOUR KLIPPER (et pas de mises à jour de l'OS non plus). Via KIAUH, les seules mises à jour possibles qui ne créent pas de soucis sont : Fluidd (et/ou Mainsail si installé en plus) et Klipperscreen. Toutes les autres (Klipper ou Moonraker) vont casser le système QIDI. Au cas où Klipper ait été mis à jour ET que les MCUs aient été reflashés dans, a minima, une version majeure identique (>0.10 donc 0.11, 0.12) alors ne plus procéder aux mises à jour QIDI (via QD_Update) qui remplaceraient des composants (scripts python) de Klipper et Moonraker par des versions «incompatibles». RAPPEL: en cas de mise à jour de Klipper / Moonraker, l'écran fonctionnera (ou pas) de manière bancale, il vaudrait mieux en ce cas trouver un écran de remplacement utilisant Klipperscreen.1 point
-
École de Gendarmerie de Chaumont Je ne savais pas qu'il y avait une école spécialisée pour apprendre à compter et écrire sans trop de fautes pour les adultes. Si je peux aider, en dessous de 523, le signe + n'a qu'une barre horizontale.1 point
-
Bonjour @Blastef, Un bon choix pour avoir choisi cette petite (grande) imprimante. Rapport qualité/prix, elle est vraiment très bien. Relativement facile à utiliser. Je me suis dirigé pour le Slicer vers QidiSlicer ( @fran6p) m'a convaincu de son utilisation Concernant la mise à jour pour la tête, je pense que la commande a été faite via leur site en Allemagne, de ce fait la tête doit être celle d'origine. Pour l'utilisation de matière demandant de monter en température, il faut effectivement avoir la nouvelle. Chose relativement simple, effectuer une photo lors de la réception et expédier le tout à : plus3support01@qd3dprinter.com qui se chargera d'envoyer gratuitement la nouvelle tête (restera à payer les frais de douane = 2 euros). Pour info j'ai envoyé en même temps la facture d'achat comme preuve. Ici la photo des deux têtes A+ PS: Juste pour info, il y a un très bon S.A.V pour le moment. Réponse relativement très rapide.:)
 1 point
1 point -
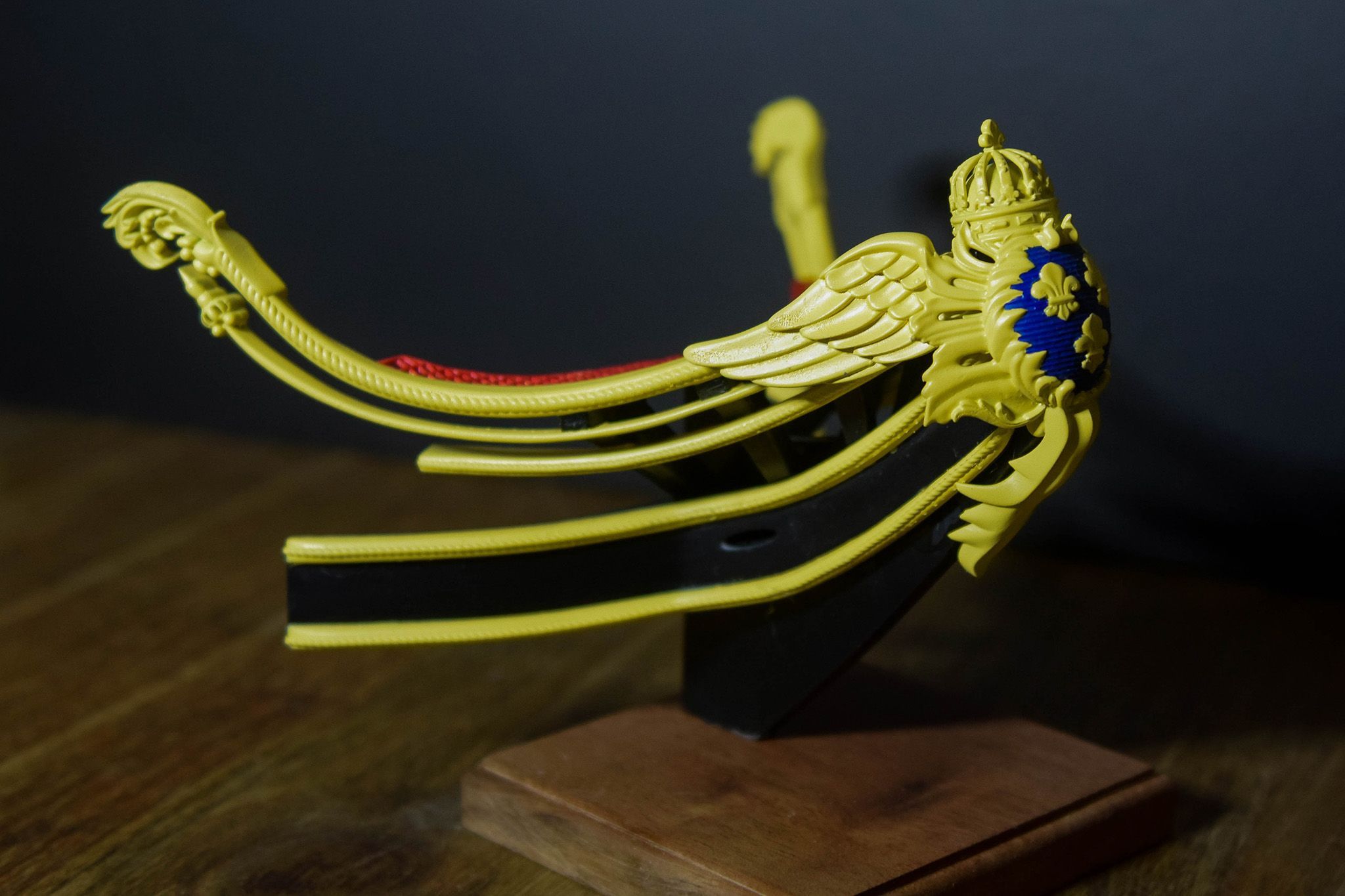
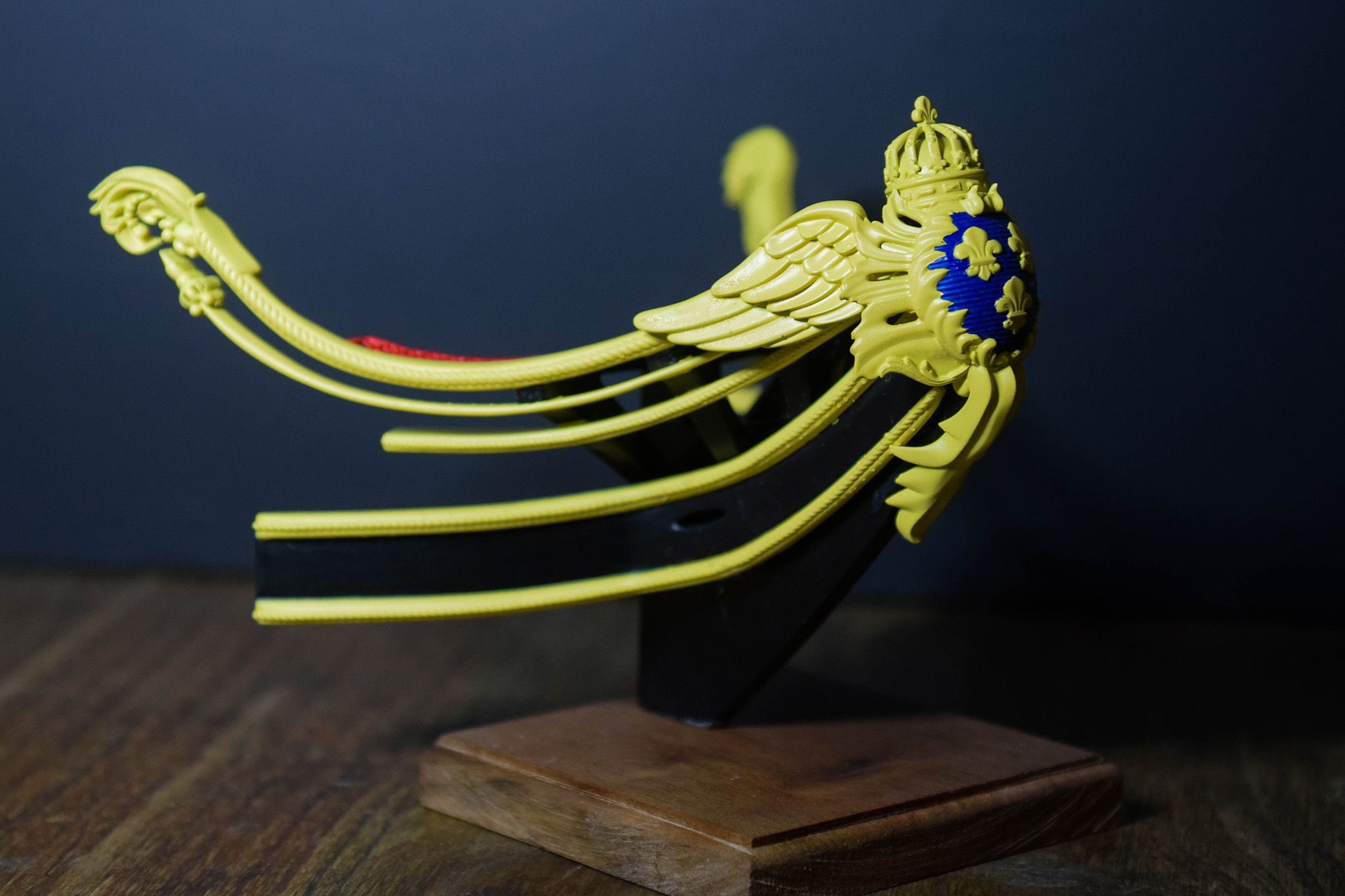
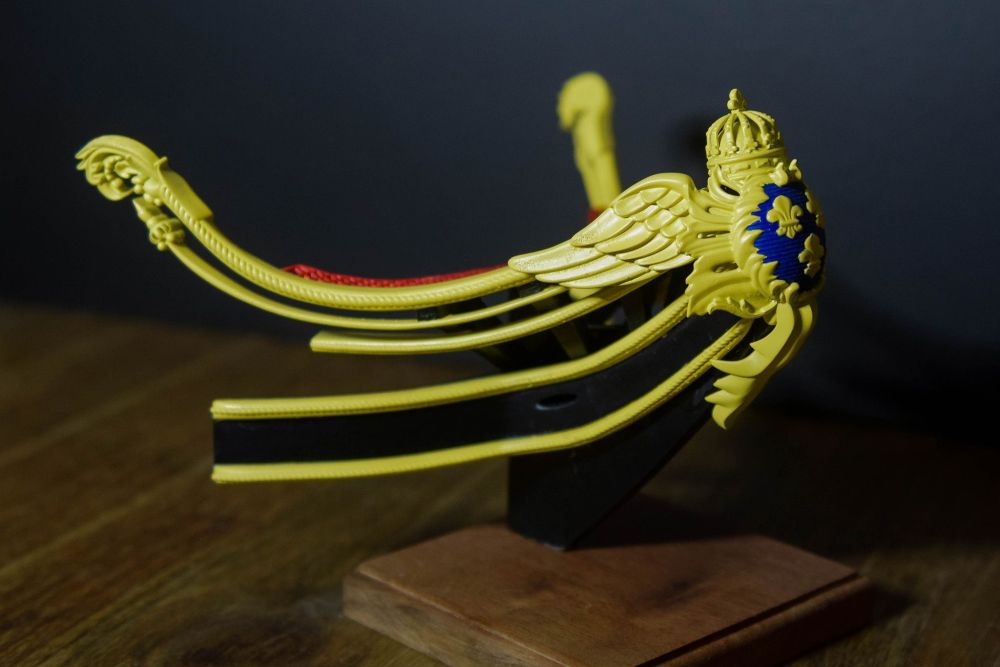
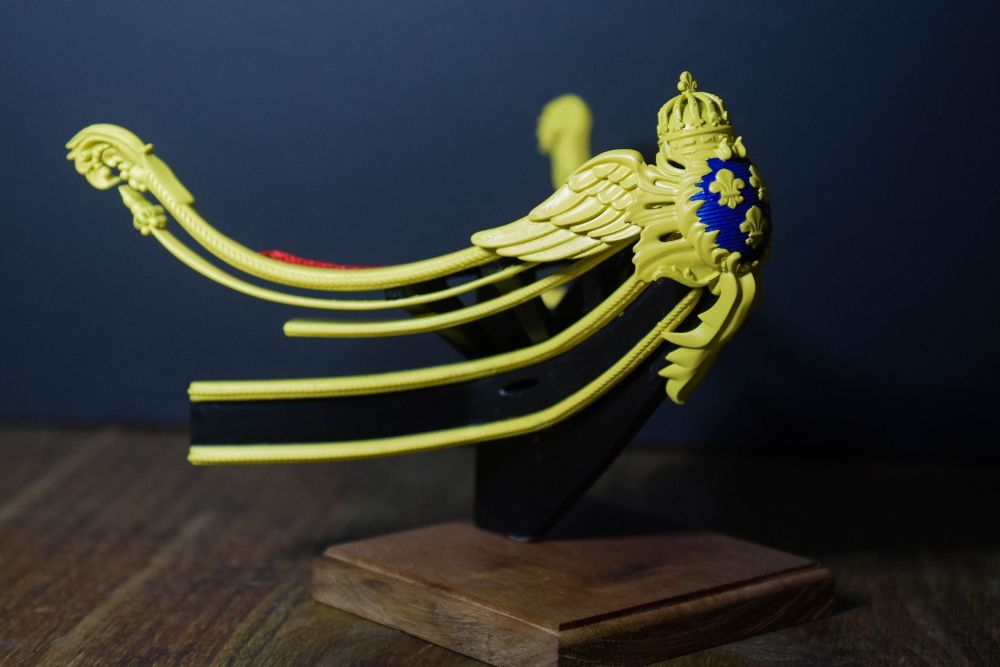
La mise en couleur et l assemblage sont terminé et voici le résultat

 1 point
1 point -
Je déterre (en plus ça va bien avec le sujet ) ce poste, j'avais oubliée de mettre des photos des cultures donc voila pour l'année 2023 : On avaient mis beaucoup trop de pied de tomate, cette année on en mettra moins et de l'autre côté, pareil pour les carottes, pour le melon on l'a planter trop tard, c'était un essai avec des graines d'un melon qu'on a mangé, on pensait pas que ça donnerait... Les 2 premières photos c'est en début de saison à la fin on pouvait plus rentré du côté des tomates, elles bloquaient le passage pourtant taillées plusieurs fois mais rien à faire ça pousse (et dire que j'aime pas les tomates...) Cette année on essais le paprika, melon (mais commencée à la bonne période cette fois), moins de tomate, plus de cornichon, moins de carotte et toujours de la salade et radis avec des fleurs (oeillets d'inde nain) entre les légumes pour attirer les polinisateurs et les oeillets protège les tomates de certaines maladie.... J'avais aussi plantée des pommes de terre (plus consommable car germées) et des butternut dans le fumier qu'un agriculteur nous avait donnée, je pensais pas que cela donnerais quelque chose car normalement le fumier c'est trop fort et je les ai planter trop tard comme le melon mais on a eu quelques patates et pas mal de butternut sans m'en occuper. Donc cette année je vais aussi faire un petit carré en extérieur avec butternut et haricot nain, les haricots on trop chaud dans la serre et ne pousse pas. On a fait venir de la terre qu'on va mélanger avec le fumier de l'année dernière, faut juste que je trouve ou le mettre car les butternuts c'est vite envahissant.... Pour les impressions, il a fallu que je réimprime les fixations pour le loquet de porte, en pla ça n'a pas tenu, j'ai refais en petg



 1 point
1 point -
@Ascheriitje serai toujours d'une aide technique pour répondre des paramétrages de la TLD3 et du slicer IDEAMAKER. cet ensemble matériel et logiciel sont parfait en terme de qualité et de résultats d'impressions. Juste pour ne pas être trop orgueilleux j'ai de meilleurs résultats de qualité avec la TLD3 en comparaison les l'imprimantes RAISE E2 et RAISE N2 PLUS. j'ai des heures d'expériences aussi sur ces deux machines; le rapport qualité prix n'est pas à la hauteur par rapport au cout de l'impression. à la sortie le prix unitaire d'une pièce est 6 fois plus chère en amortissement . Il faut faire des centaines de pièces pour amortir la machine. Je ne dis pas que RAISE n'est pas une bonne machine, mais bien trop chère pour ce qu'elle représente... le prix est abusé même pour une facturation pour un établissements scolaire ???1 point