Classement




Contenu populaire
Contenu avec la plus haute réputation dans 26/03/2019 Dans tous les contenus
-
Ça marche ! Merci pour le p'tit coucou @Yo' (......j'me demandais caisse tu m'voulais....)2 points
-
Prends les dimensions de ton plateau et va au rayon "découpe", comme ça tu te le fais couper directement à la bonne cote. Prends du verre transparent ORDINAIRE (et surtout pas "synthétique") En épaisseur 3mm, ça va bien, ça coûte que dalle, si tu le casses c'est pas grave Si par chance ils en ont en 4mm vazy, moi j'en ai pas trouvé par chez moi (mais j'ai ptêt pas bien cherché) Y'en a qui le dépolissent au papier de verre, perso j'en ai pas eu besoin, ça tient au poil (J'ai poncé les 4 chants pour pas me blesser les mimines, c'est facile à faire. Certains magasins le font pour toi, ça a un surcoût)2 points
-
Bonjour à toutes et à tous, Le flow est un réglage qui sert à compenser l'expansion du filament en raison de sa fusion. En clair le volume de filament qui entre dans l'extrudeur n'est pas identique à celui qui sort, car quand il fond, il gonfle. A :: D'abord il faut calibrer l'extrudeur. On commence par calibrer les steps_per_unit de sont extudeur en fonction de la mécanique présente sur la machine. Se référer à ce tutoriel. Une fois que c'est fait, on fait une marque sur le filament à 150mm de l'entrée de l'extrudeur On demande une extrusion de 100mm On mesure ce qui reste, et on fait une règle de 3 sur les Steps Per Unit de l'extrudeur pour connaitre la valeur approchante. ex. #define DEFAULT_AXIS_STEPS_PER_UNIT {3200/40,3200/40,3200/1.25,12800/22.9041} ... la valeur à changer est en rouge On modifie la valeur existante par la valeur calculée on recommence à l'étape 2 jusqu'à ce que 100mm demandé = 100mm extrudé à tous les coups. B :: On fait le test du "thin wall" ou (paroi mince) On imprime un cylindre ou un cube avec la fonction "vase en spirale" de votre logiciel de tranchage On mesure l'épaisseur des parois obtenues avec un pied à coulisse digital ou un micromètre On ajuste le "flow" (toujours avec une règle de trois) dans son logiciel de tranchage (paramètres filament) et on en imprime un nouveau pour tester On réitère à partir du point 1 jusqu'à ce que la paroi fasse l'épaisseur souhaitée, c'est à dire celle de sa buse +10% C :: Le choix de température d'extrusion (s'effectue à chaque nouveau rouleau de filament) On imprime une tour de température selon l'objet (il y en a plein sur thingiverse pour tous matériaux : http://www.thingiverse.com/thing:915435,) suivez la procédure décrite dans les instructions de l'objet ou suivez le tutoriel de Freedam Vous aurez une idée de la fourchette de température idéale pour ce filament sur votre machine Beau c'est bien, mais beau et solide/étanche c'est mieux. On imprime un test à casser : http://www.thingiverse.com/thing:35088 et l'on vérifie, dans cette fourchette, à quelle température précisément on obtient la meilleure cohésion entre les couches. On sauvegarde la bonne température dans un nouveau fichier de préférences filament sur notre logiciel de tranchage. C :: Le test de validation des réglages Si tout est bien réglé, vous devriez pouvoir emboiter et déboiter ces 2 pièces sans souci : https://www.thingiverse.com/thing:342198 Bon calibrage ++JM1 point
-
Salut, Je vends mon Alfawise U20 pour 180€ en mains propres dans le 91 Elle est en bon état de fonctionnement et n'a que peu servi finalement. J'ai juste changé le lit pour une plaque en verre LM avec un "lokbuild" flexible. Mais une petite révision lui fera pas de mal (entretien standard et réglages). Je vous remets mon test ici : https://www.lesimprimantes3d.fr/test-alfawise-u20-20180912/1 point
-
Lol, je crois que le silence en réponse est un indice que "non"... Je pense peut-être en faire un, mais je ne sais pas quand. Je reviendrai ici poster le lien thingiverse si je le fait.1 point
-
Je trouve la Geeetech A20 plus sympa de part le fait que son boitier est réuni en dessous, d'un point de vue place et praticité de câblage, je trouve ça plus intéressant. et elle a une surface de 255x255x255 donc un poil moins haut mais plus large. En revanche plus chère effectivement.1 point
-
Salut, le PETG à une bien meilleure résistance mécanique ainsi qu'un meilleur seuil avant déformation suite à exposition à la chaleur. Perso j'imprime désormais toutes mes pièces mécaniques avec ce dernier et cela fait vraiment la différence, je le trouve à un prix inférieur sur ebay (message édité car j'avais plus le bon prix en tête en fait)1 point
-
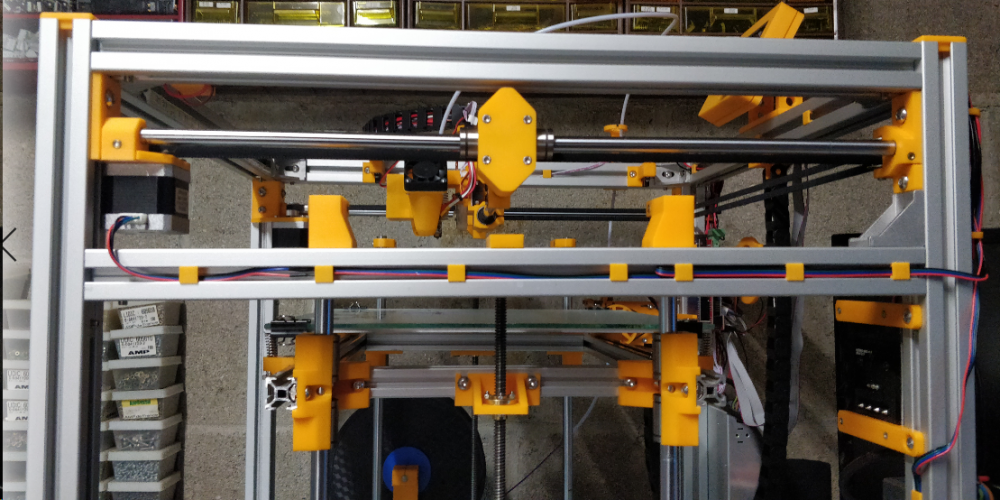
De mon côté ça avance petit a petit, le guidage des axes X et Y fonctionne a merveille, il ne me reste plus que l'axe Z et l'électronique. Je devrai l'avoir fini d'ici deux semaines et j’enverrai des photos.1 point
-
La marque n'est pas forcément une référence. Suivant les couleurs, les adjuvants ne sont pas les mêmes. Un lot de la même marque fabriqué à des heures /jours différents peut parfois donner des résultats différents (dans un monde théorique ça ne se produirait pas mais on est dans le monde réel et pas dans la Matrice ).1 point
-
Question de principe: je ne conseillerai jamais à quelqu'un sur un forum de mettre un bed en 220V. C'est pourtant la solution que je choisi sur la Zatsit (quand elle arrivera). Principe et/ou responsabilité puisque le 220V présente un risque pour les personnes, donc à ne faire que si on sait se qu'on fait et qu'on est conscient des risques. 2 Alims séparées: pourquoi pas mais 1 pour le bed et 1 pour le reste. Autant mettre du 20/30A pour le bed et 10A pour le reste (5A suffisent en pratique mais faible évolutivité).1 point
-
Apparemment il utilise le mode StallGuard2 des tmc2130 et ça permet aussi de ne pas avoir de endstops. https://www.trinamic.com/technology/adv ... tallguard/ https://www.trinamic.com/fileadmin/asse ... Guard2.pdf1 point
-
Je donne mon avis: Deux alimentations de 20A qui seront moins sollicitées donc chaufferont moins et donc moins de risque de panne. Attend d'autres avis pour voir 021 point
-
Après déjeuner, je suis plus cool et pour changer de sujet ou de matière, je joins la fiche de production du PET que de nombreux imprimeurs 3D utilisent en version PETG. Si vous regardez le total de la capacité de production mondiaux, le chiffre est impressionnant: 33,5 Millions de tonnes annuel. L’Asie c'est les 2/3 de la production Et la, il y a un réel problème car une grande partie de cette matière est utilisée pour des emballages jetables, voila un sujet sur lequel nous devrions tous être d'accord. Pour faire une petite simulation assez "simpliste", une bouteille en PET pèse 35 gr cela représenterait 957 142 857 142 bouteilles chaque année. Eh oui 957 milliards de bouteilles . Bonne journée Fiche matière PET au 26.03.2019.pdf1 point
-
Pas mal par contre il a probablement abîmé sa fraise elle a du chauffer pas mal. Sur la revue que j'ai trouvé le gars l'arrose de WD40 pour éviter que ça surchauffe ce qui est toujours conseillé quand on attaque le métal.1 point
-
Au passage on trouve pas mal d'infos sur la machine sous la référence de CNC3018 Upgrade laser 5,5W par exemple :1 point
-
Bonjour, Depuis l'autre fois, j'ai essayé, pour ma culture personnelle, de faire un fichier Excel + Macros pour représenter les Jerks, accélérations... en fonction des paramètres entrés dans l'imprimante J'obtiens des courbes ressemblant à celles de l'aide Cura un truc que j'aimerai savoir : Quelles sont les conditions pour que le Jerk passe à la valeur négative ? Moi j'ai pris 1/6 de la consigne de déplacement mais quelqu'un est-il assez fort pour trouver commment le slicer gère ce paramètre (Cura 3.6 pour ma part)? Jerk V4.xlsm1 point
-
... peut-être une histoire de "sensorless homing" >>>>>>>1 point
-
Il faut faire un "M302" avant la mise en chauffe. A voir si ton firmware prend en charge ce GCODE, sinon ça va être compliqué. Autre solution (mais il faut le firmware Marlin), modifier la température minimum d'extrusion autorisée dans la config du firmware.1 point
-
Après ton post j'étais curieux et une chose en entrainnant une autre je l'ai commandé... Oui je sais c'est un achat compulsif stupide mais bon ce n'est pas un investissement trop lourd non plus. J'ai regardé sur youtube pour voir un peu ce dont elle est capable niveau découpe et apparemment elle peut même attaqué de l'aluminium de 1.2 mm ce qui est surprenant vue la spindle. Il lui manque par contre a première vue des end stop ce qui permettrait un zéro physique en plus du zéro logiciel. Au final chez moi j'ai du matos que je voulais utilisé pour une cnc plus puissant dont un axe Z plus grand et une spindle de 700 w. On verra bien ce que ça donne, ça me donnera toujours un bon sujet pour une vidéo. J'ai hâte de voir ce que tu en pense en tout cas. ^^1 point
-
Hello @botbot Acheter, acheter, toujours acheter..... Un conseil : le plateau sophistiqué ne s'impose pas DU TOUT. Un verre très ordinaire à la découpe chez Leroy Casto suffit largement, à condition de bien le laver à l'eau très chaude et au Mir (pour les moins de 20 ans, le "Mir" c'est le produit à vaisselle le plus con ordinaire qui soit, sans additif, sans aloe vera, sans parfum, sans rien que du détergent) Et la laque, pas besoin de Dimafix non plus, la "Vivelle Dop" extraforte en bombe rouge ou orange c'est la mieux Edit : "adhérence"..... pas "adhésion"....1 point
-
Yep, mais comme GearBest nous l'a offerte j'allais pas faire la fine bouche1 point
-
Bonjour, Ce n'est qu'un laser diode (et 2,5 W seulement), pas un CO2...1 point
-
Bonjour @Loic82 un petit forum sympa ou ils parlent de ça ! https://www.lesimprimantes3d.fr/forum/topic/12422-tutodeb-le-r%C3%A9glage-des-moteurs/?tab=comments#comment-1504911 point
-
Cela pourra peut-tre t'aider.. Geetech A10M : Montage, premier print et évaluation Il donne pas mal de conseils pour la mise en route des deux têtes...1 point
-
Et pas de ventilation avec l'ABS...1 point
-
Petit up pour donner des news. La drybox est hyper performante et bien pratique bien qu'il reste des détails à terminer : Je ne dépasse pas 3% d'humidité.
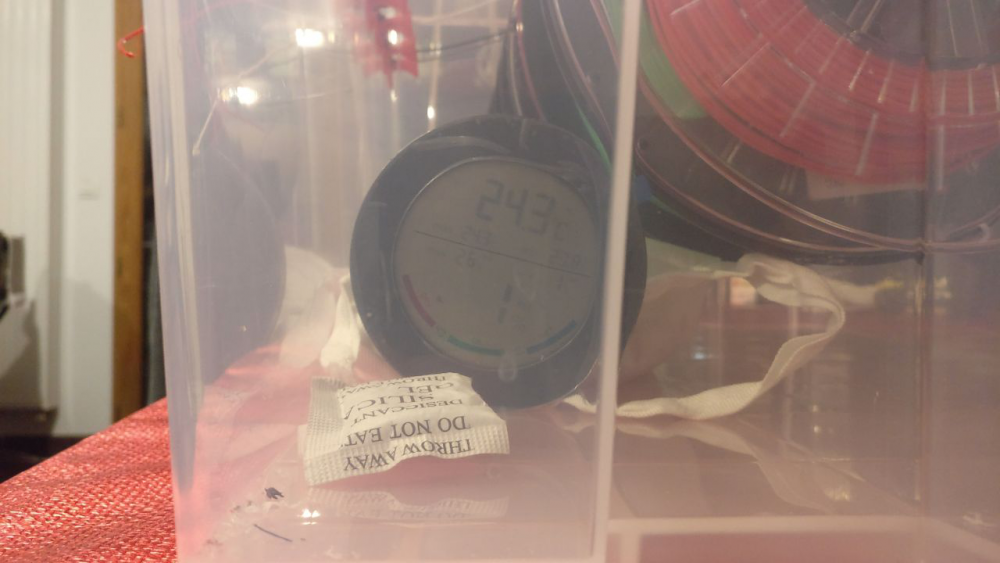 1 point
1 point -
Maiiiis !! C’est pas ma faute à moi !! :D :D ;) Envoyé de mon iPhone en utilisant Tapatalk1 point
-
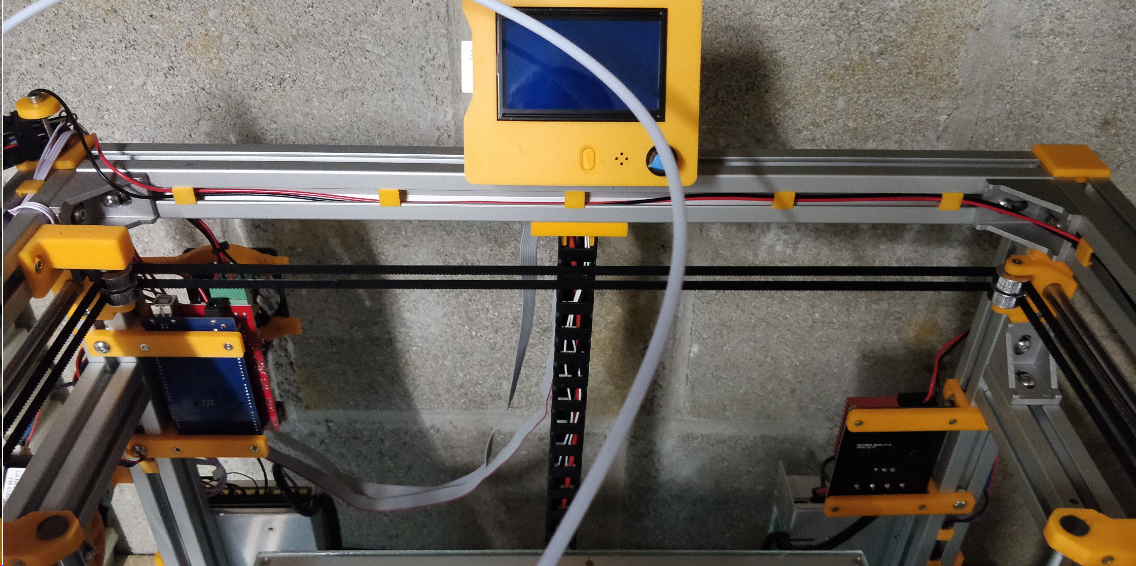
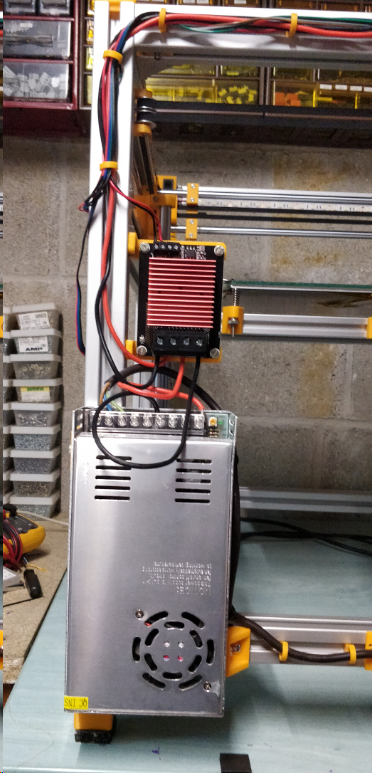
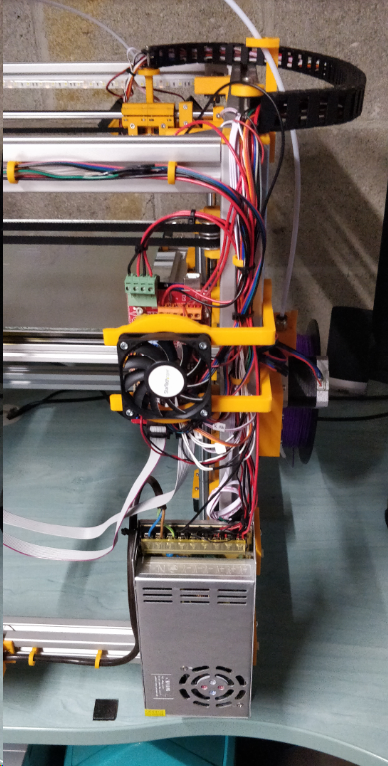
@Metchat les photos demandées ci dessous

 1 point
1 point -
Bonsoir, J'ai fait l'expérience de mettre des aimants dans mes impressions en cours d'impression. La buse étant en laiton pas de souci, mais j'avais pas pensé au conduit du turbofan... au premier test mes aimants se sont retrouvé collés au conduit... J'ai testé les conduits circulaires ... une vrai catastrophe sur les overhangs ... j'ai pas trouvé de modèle d'origine en impression 3D, du coup je l'ai fait ! Vous pourrez le trouver ici Je n'ai pas mis les trous car j'ai l'impression que d'une version a l'autre de la mega c'est pas toujours foutu exactement de la meme façon. Du coup les trous sont a faire soit meme par rapport a son modèle.1 point