
Classement



Contenu populaire
Contenu avec la plus haute réputation dans 27/08/2019 Dans tous les contenus
-
Celui-là ??? Au même moment j'habitais là >>2 points
-
Bonjour, Et éventuellement un peu de lien social: bonjour, merci, au revoir... . Plus tu fourniras d'informations meilleure sera notre compréhension du problème que tu rencontres.2 points
-
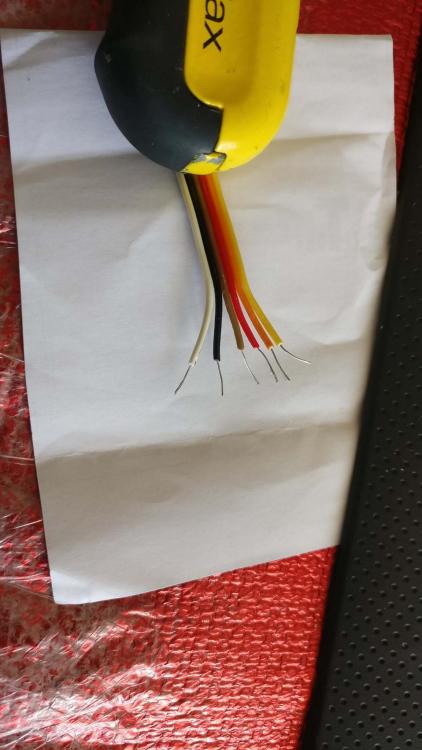
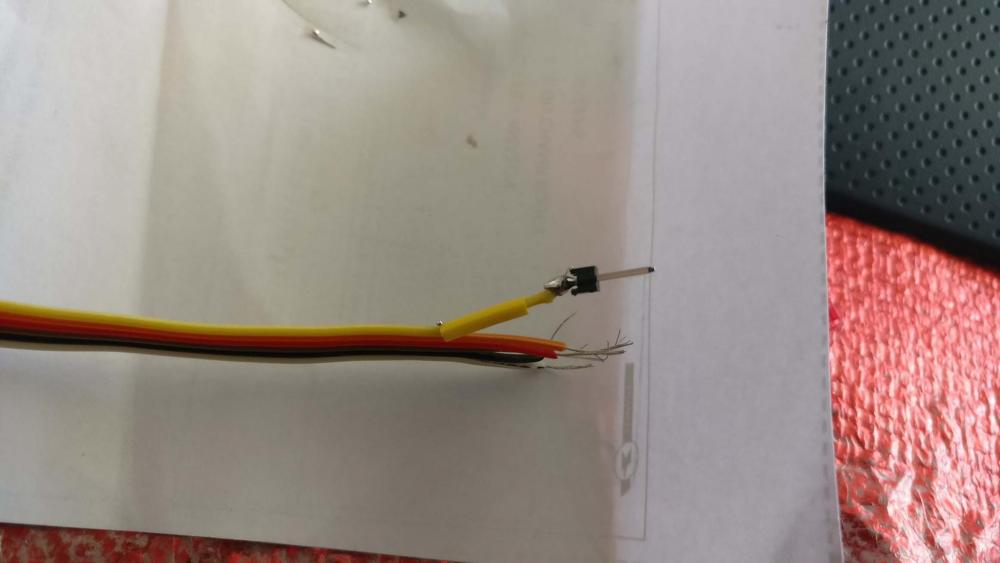
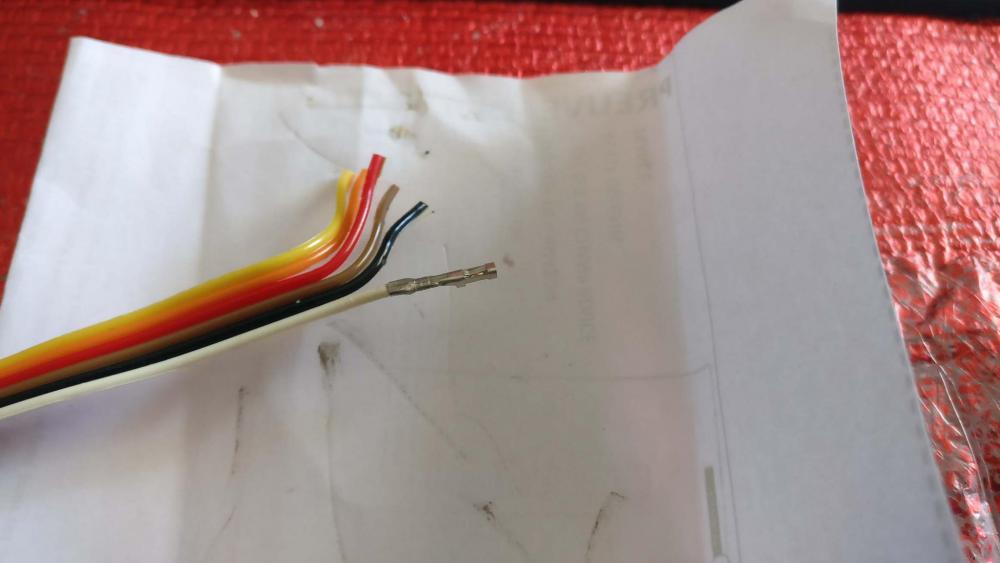
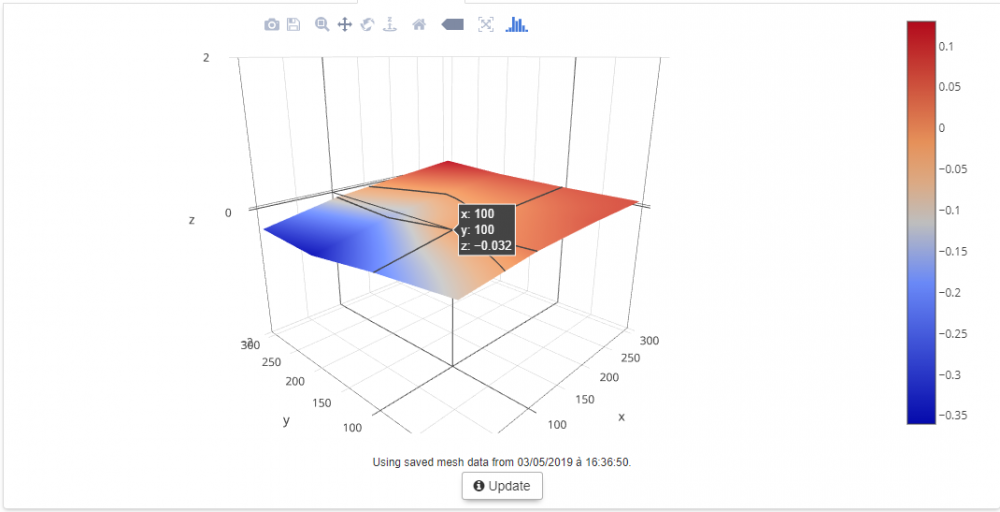
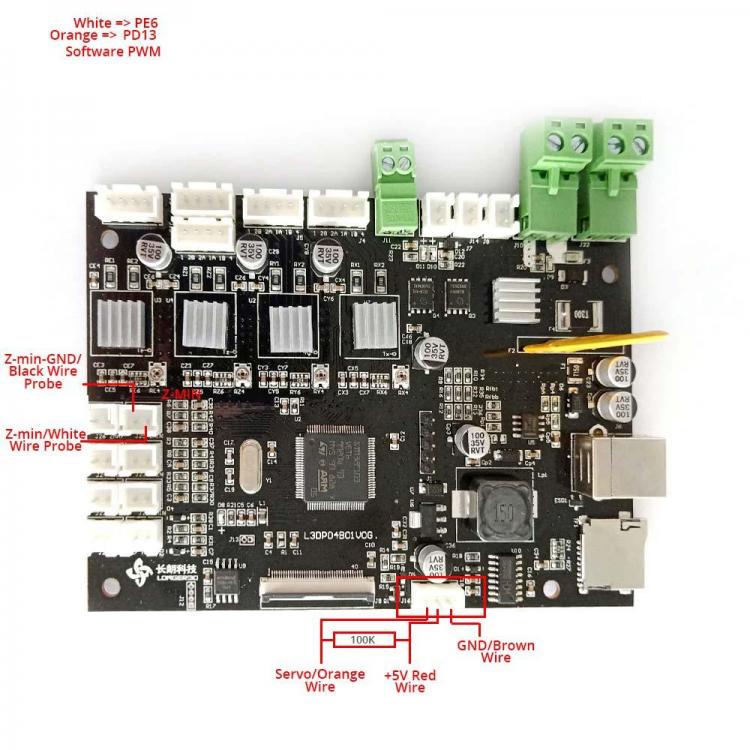
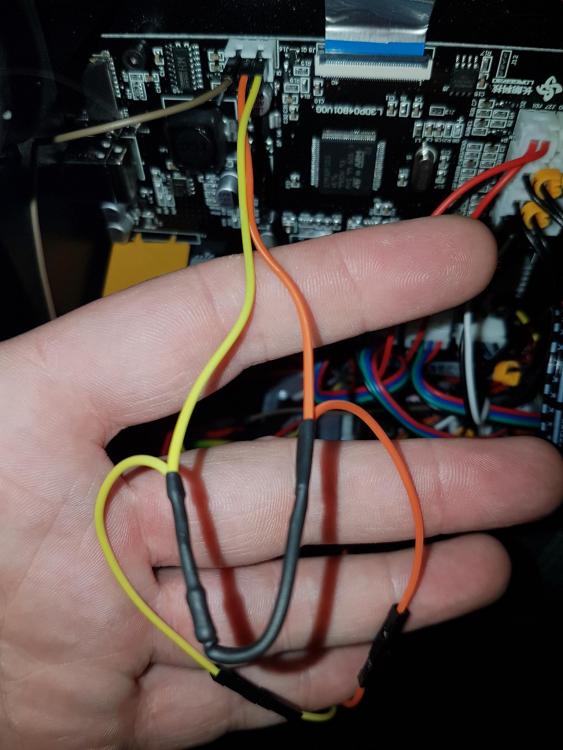
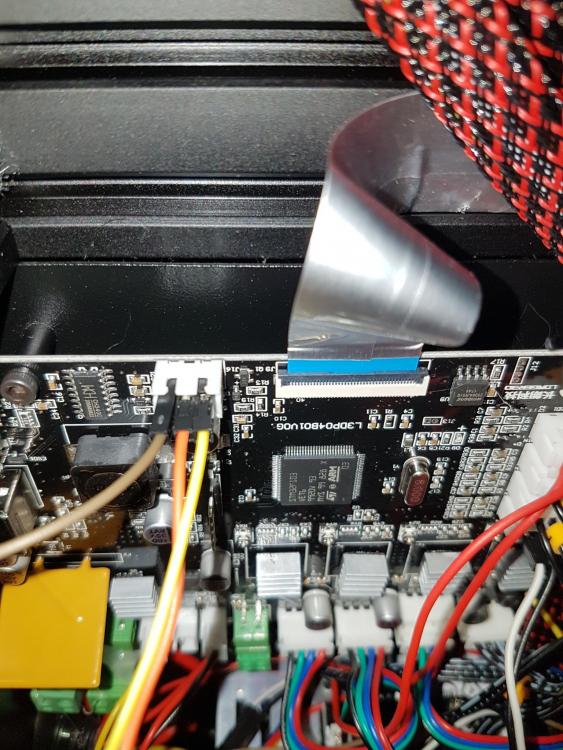
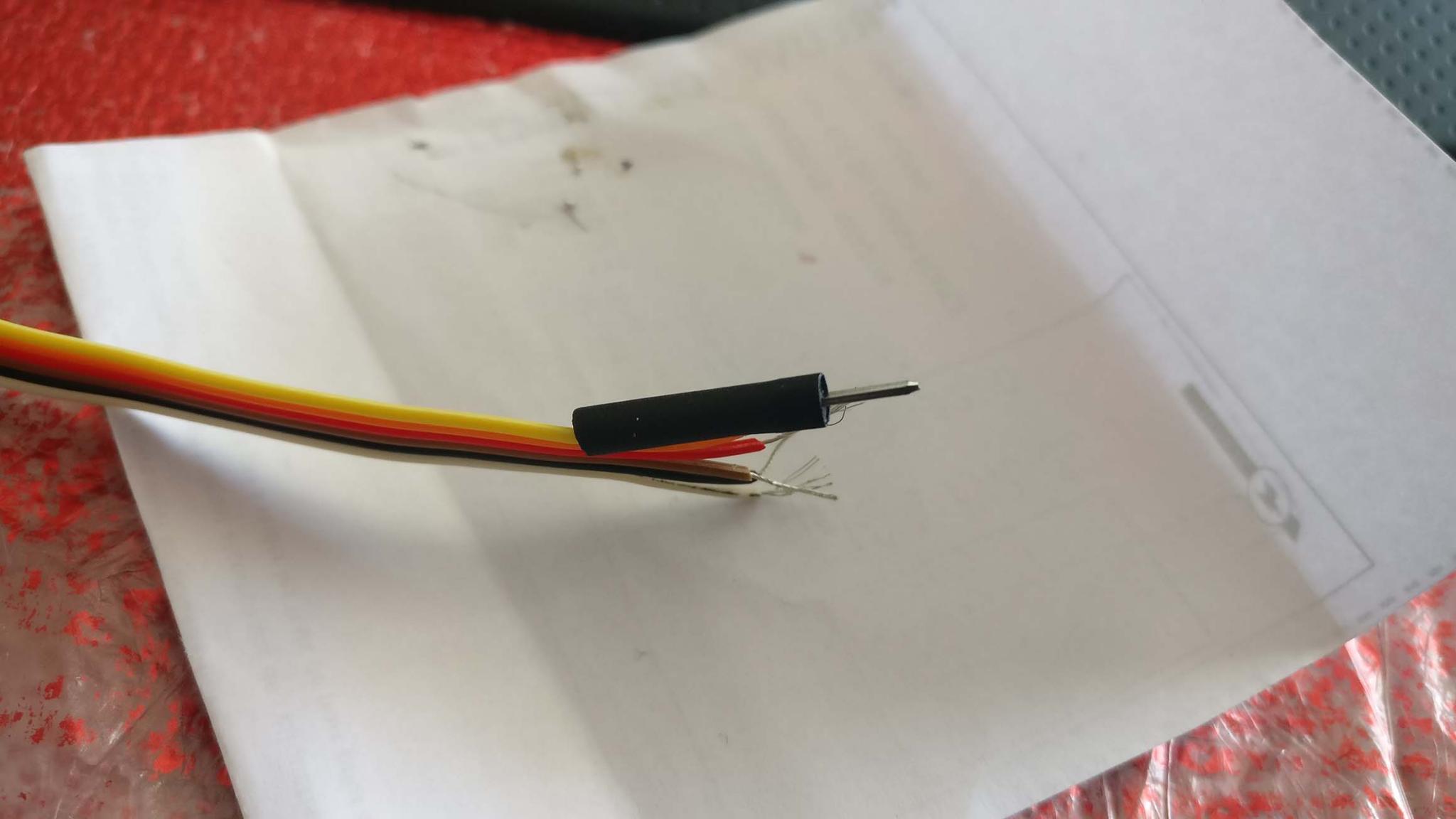
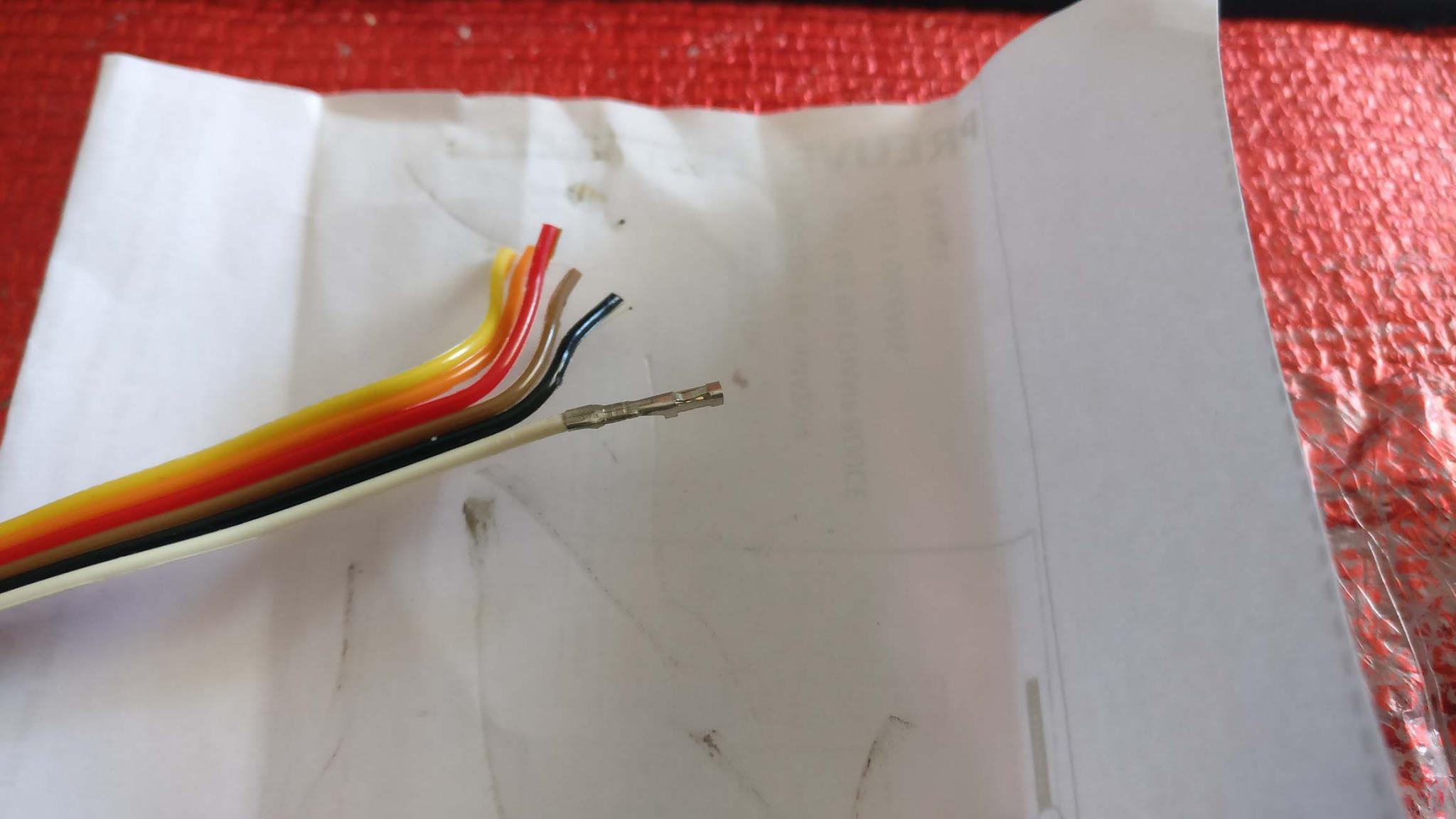
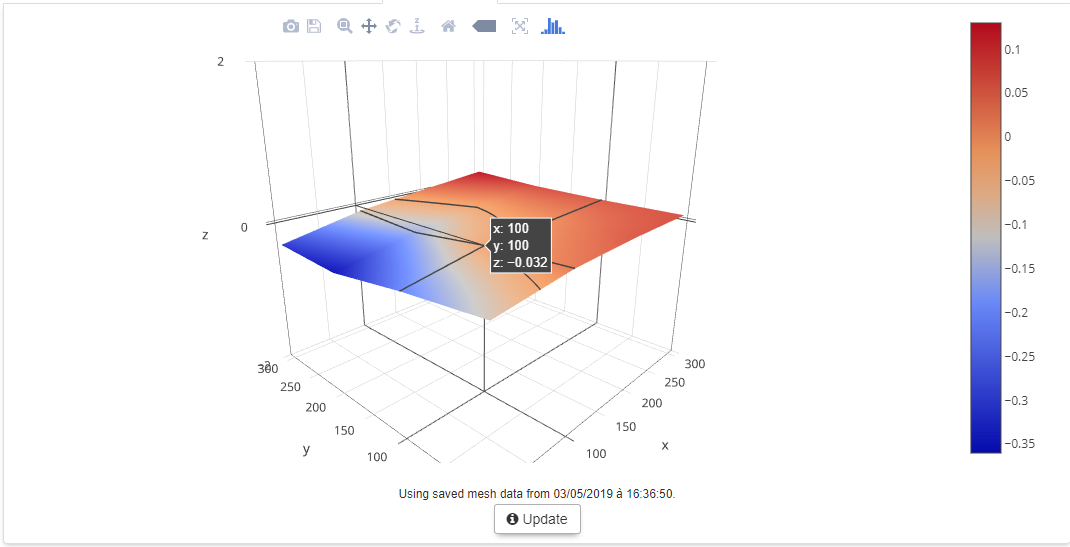
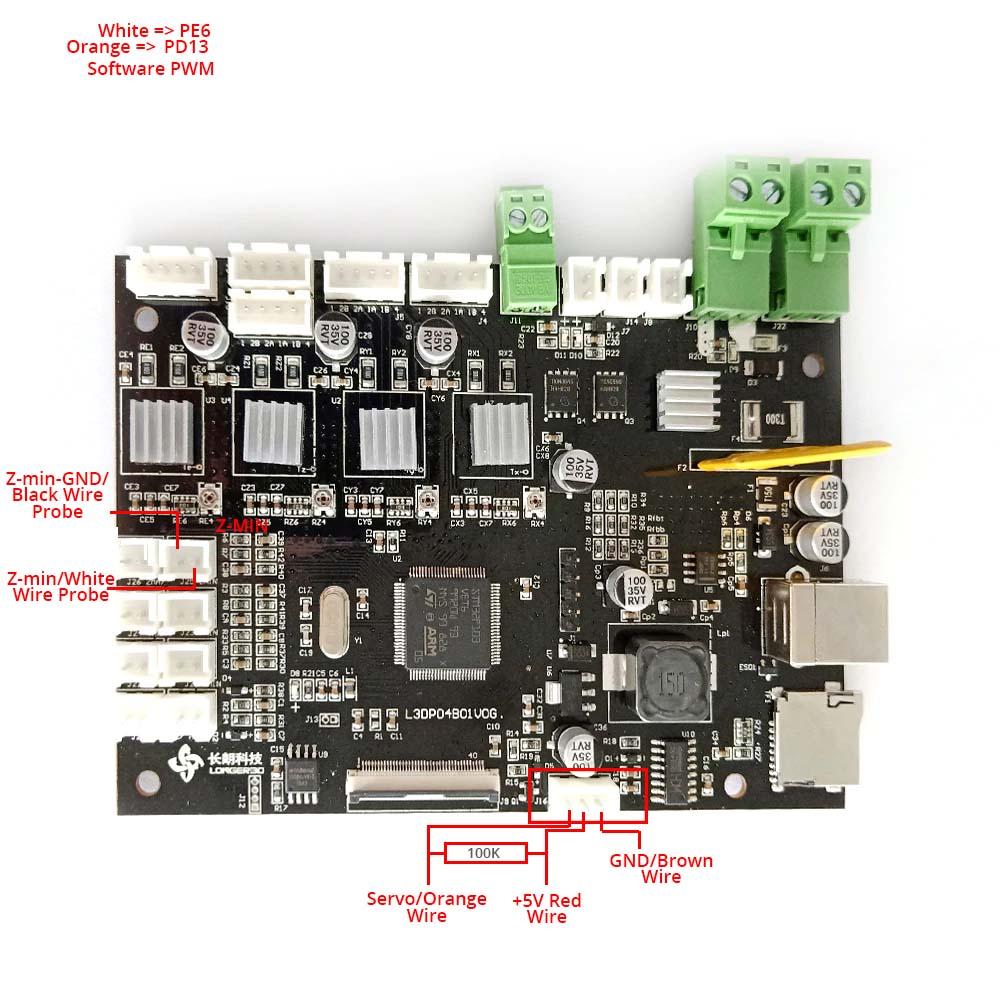
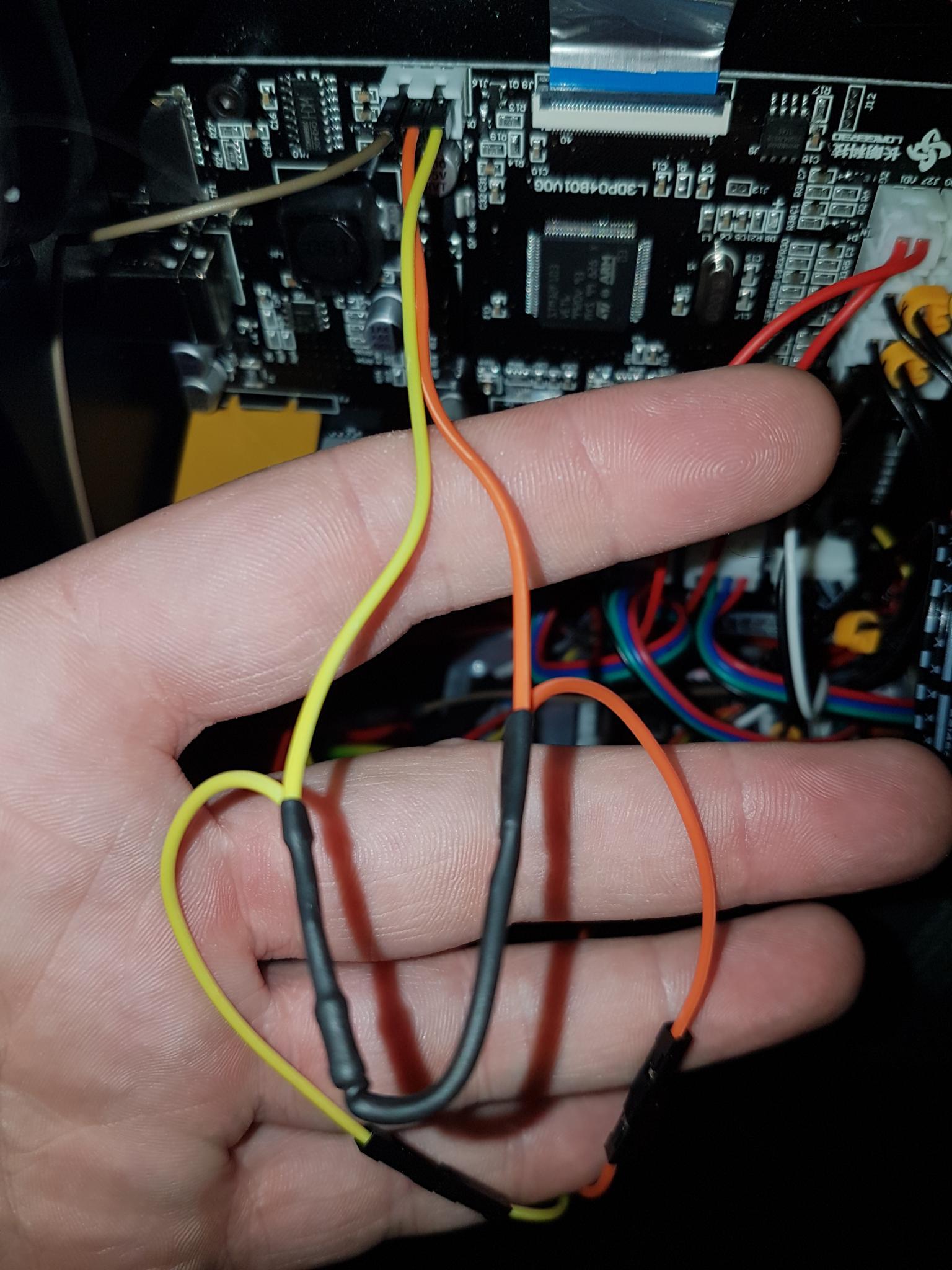
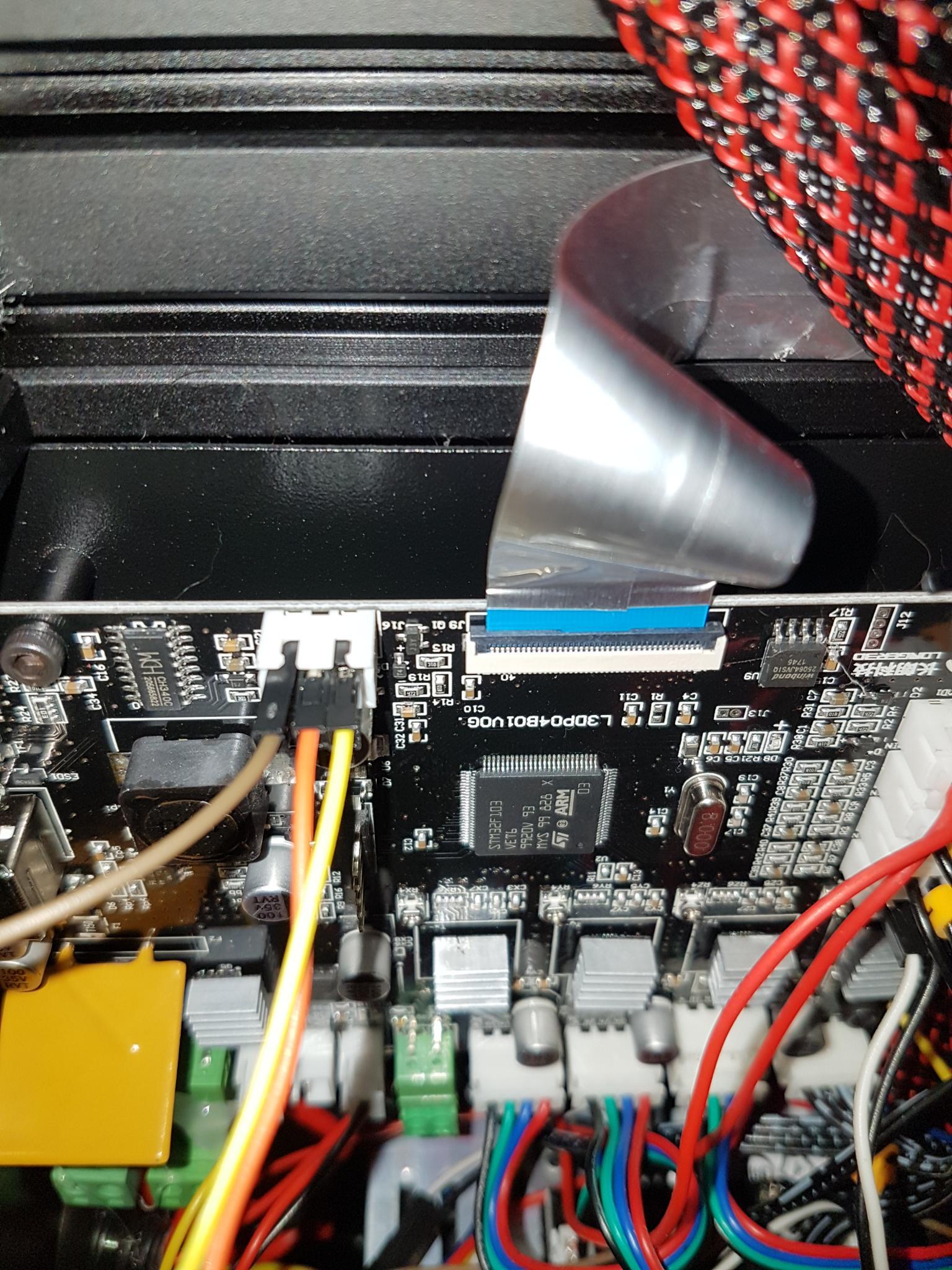
Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents ==================================================================== Mini tuto : Installation du TouchMi par @sensei73 ================================================================================ Installation du BL-Touch : Version 4.5 du 24/08/2019 (Update nouveau fichier .pins). De quoi ai-je besoin : Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez ! Savoir déjà compiler et flasher Marlin sur une Alfawise. Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D. Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici. Un peu de doc sur le BL-Touch (V3) Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici. Un fer à souder avec un peu d'étain. De la gaine thermorétractable. Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision. Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également. Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement. Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut : Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto. >>> On y va ! <<< Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" : Si vous avez une carte-mère en version V0G : Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) : Configuration Marlin 2-x Allez on passe enfin à la configuration ! Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent. Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29. Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé. On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 : Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 : Et on compile Marlin ! Tests Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ. Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel. Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto. Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations ! GCode de démarrage : Mini tuto Z-Offset pour BL-Touch ENJOY ! Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !





 1 point
1 point -
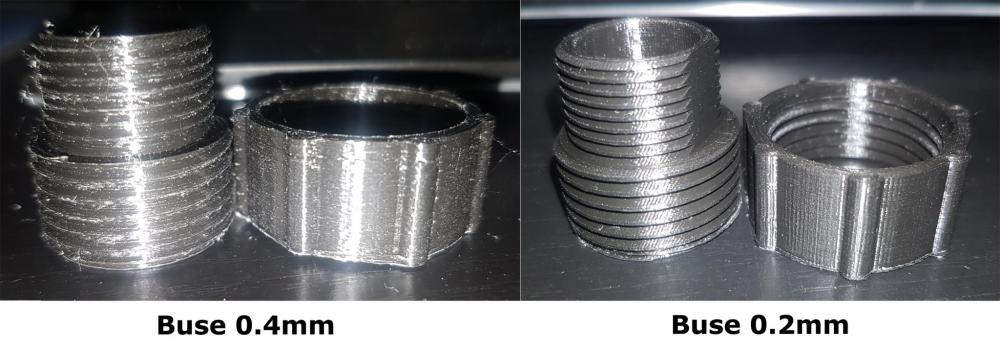
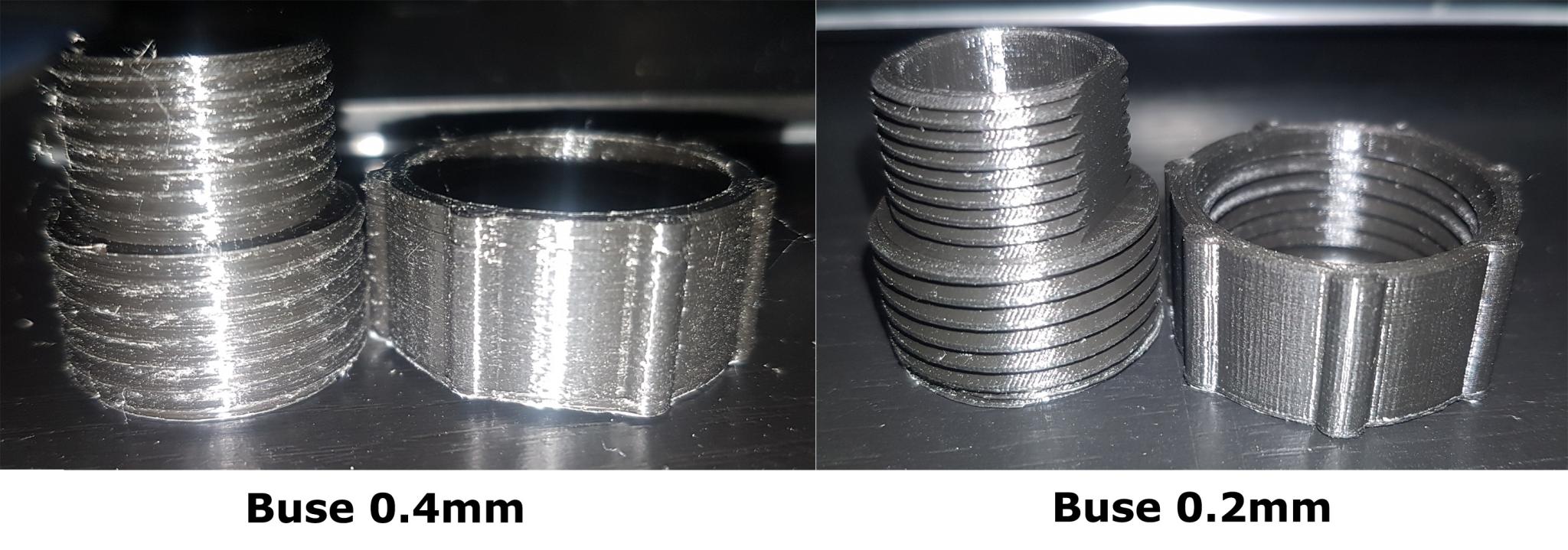
Hello à tous, J'ai remplacé la buse de ma U30 Pro (complètement stock) pour gagner en résolution. J'ai pris une buse en 0.2mm (0.4mm d'origine) achetée ici : https://fr.aliexpress.com/item/32939546193.html Dans Cura (4.1) avec les paramètres suivants : Buse : 0.2 Hauteur de couche : 0.05 Hauteur de couche initiale : 0.1 Largeur de ligne : 0.2 Vitesse impression : 40mm/s Vitesse couche initiale : 10mm/s J'obtiens un truc pas mal du tout. Par contre c'est lloonnnnnggg à imprimer
 1 point
1 point -
Hello, Juste pour info, la LK4 est de sortie en France. Même chose pour la Orange 10 et les autres longer "historique". Je ne fournirais par contre pas de lien.1 point
-
De rien, c'est le principe du forum: aider quand / si on le peut. Tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Et cerise sur le gâteau, cela améliore sa réputation
 1 point
1 point -
C'est une merveille cette Ender 3. Il y a 2 ou 3 détails à revoir mais rien de très onéreux et même stock elle imprime magnifiquement bien. Et comme elle est super répandue, il n'y a rien à inventer, tout existe déjà même les profils Cura super bien réglés (j'utilise ceux de CHEP @Youtube). Bon j'aime bien réinventer la roue alors je refais quelques modélisations mais c'est sporadique. Là, je prépare son logement pour un plus ou moins long terme dans une vieille baie serveur récupérée que j'ai déjà pas mal modifiée. Mais! ce n'est pas le sujet ici Merci de m'avoir signalé ma faute de frappe dans la liste de mes imprimantes @fran6p Sur la cubique, lien dans ma signature, j'utilise une ancienne alim ATX semi modulaire mais je n'ai pas eu de pitié, j'ai coupé les câbles qui me gênaient et je suis sorti avec de plus grosses sections. J'ai aussi une alim avec un format alacon récupéré sur un vieux PC HP destiné à la benne. J'en ai fait un alim pour mes bidouilles, car c'est très pratique avec du 12V 5V 3V3. Pour l'instant un raspberry 3 B+ suffit largement pour tout faire tourner, octoprint, Klipper, webcam, slicer direct dessus, etc. Normalement on a même assez de patate pour faire tourner plusieurs instances d'octoprint. En réalité la conso des fiches techniques tient compte de périphériques. Hormis une clé USB, je ne vois pas trop l'intérêt de mettre d'autres consommateurs. Je parle de clé USB, parce que j'ai pris l'habitude d'installer maintenant l'OS dessus: plus performant, plus fiable, bref bien mieux. @totorus, pour ne rien couper tu peux acheter des rallonges ou juste le connecteur+pins adéquats et modifier ces derniers. C'est que je faisait pour du modding PC, histoire de ne pas perdre la garantie et pouvoir renvoyer une alim complète et d'origine. Après sans photo du cul de l'alim je ne peux pas t'aider plus parque qu'il existe une multitude de connecteurs, des standardisés et des propriétaires propres aux marques. Même selon le modèle et la gamme ça peut changer. Et parfois pour presque rien: juste le clip de rétention sur le coté plutôt que devant ou un coin d'une broche biseauté plutôt que carré.1 point
-
Nan, patencore : Je fais provision de fraîcheur, je profite des produits locaux et d'une totale absence de moustiques tigres (sâââleté.....)1 point
-
On peut aussi consulter ce tutoriel sur l'importance de la première couche. Pour ma première couche, mes paramètres pour du PLA sont: filament à 210° (couches suivantes -5° donc 205°), lit à 65° (ensuite je redescends à 60°), vitesse de 20 mm/s, pas de refroidissement du filament (le ventilateur passe progressivement de 0 à 100% quand l'impression arrive à la cinquième couche), hauteur de première couche égale à la hauteur des couches suivantes pour éviter l'effet "pied d'éléphant" et primordial, un nivellement aux petits oignons du plateau (à la main sans aide de système ABL). Ma surface d'impression est une feuille de PEI collée sur une fine tôle métallique elle même maintenue sur le plateau grâce au magnétisme. Aucun besoin de laque, colle, poudre de perlimpinpin ni incantations à des divinités . Ca tient et ça tient bien sans gauchissement même sur des pièces importantes. La pièce se décolle toute seule quand la température redescend sous les 30°.1 point
-
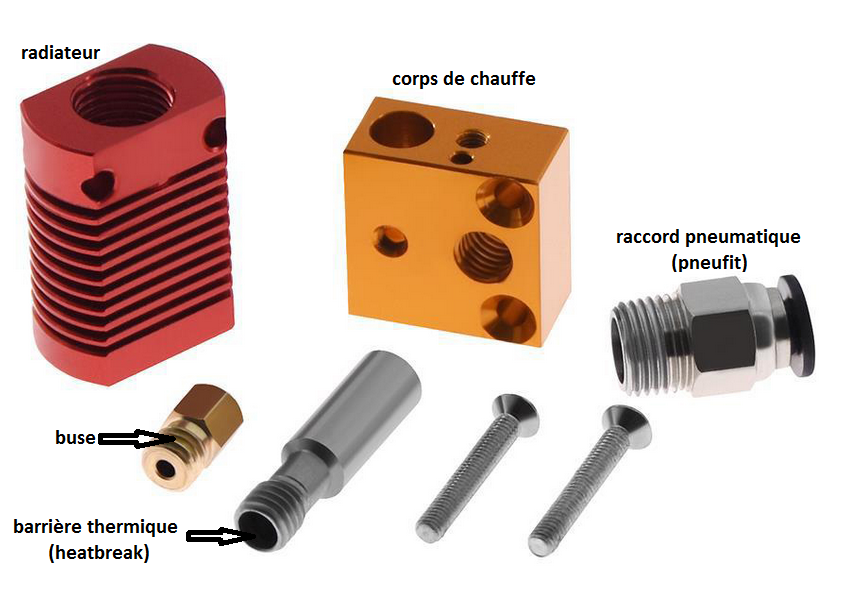
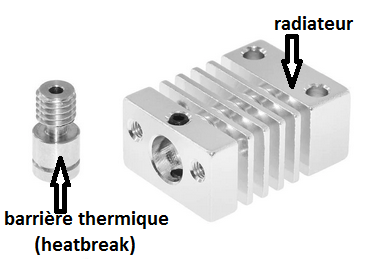
Désolé je n'ai pas compris de quoi tu parles . Voici deux têtes d'apparence semblable mais dont l'utilisation pour l'une demandera une rétraction faible (moins de 3 mm) tandis que l'autre aura besoin d'une rétraction plus importante (> 5 mm): A droite, tu as les différents éléments qui composent une tête Creality (CR10, Ender 3/4/5... Pas les CR10S pro ni CRX). Manquent juste la cartouche de chauffe et la thermistance. La barrière thermique (heatbreak) permet de laisser passer le tube PTFE jusqu'au contact de la buse. La buse et la barrière thermique sont vissées l'une contre l'autre dans le corps de chauffe. A gauche, la pseudo Micro Swiss, le PTFE s'arrête dans le radiateur en haut du radiateur (voir éclaté de la tête ci-dessous). Le PTFE maintenu par le raccord pneumatique ne descend que d'environ 1 cm. Ensuite le radiateur est percé au diamètre de 2 mm pour guider le filament qui passe ensuite dans la barrière thermique puis va à la buse. C'est ce qu'on appelle une tête "full métal" Serait-ce celui-ci que tu aurais réalésé (le "radiateur")? Si c'est le cas, tu viens de réinventer la Micro Swiss "300°C flexible friendly" (celle de droite ci-dessous), j'en ai une (remisée dans un tiroir), je n'ai jamais réussi à l'utiliser sur ma CR10 malgré des essais nombreux de rétractions: colmatage sur colmatage avec du PLA. D'ailleurs le fabricant n'en propose plus à la vente (il doit probablement y avoir des raisons ). L'important est que tu arrives à nouveau à imprimer sans colmatage (pourvu que ça dure ).
 1 point
1 point -
C'est généralement le signe qu'il a pris l'humidité .1 point
-
bien vu ! fourchage de clavier mais de toutes facons , le M503 semble desactivé donc ca sera pas efficace !1 point
-
@Jean-Claude Garnier Appartement 2807, 28ème étage, en plein milieu. Oh la belle vue (ou plutôt une partie de la vue à 180°) : @Guillaume3D La dernière non alpha / beta oui, mais Slic3r PE le faisait déjà depuis longtemps. Je me demande même si tous les trancheurs ne proposent pas cette fonctionnalité d'office.
 1 point
1 point -
Moi je te conseille plutôt de changer tes drivers, d'utiliser cura en mode expert, et d'imprimer à 150mm/s. Non, sérieusement @lucas walker, c'est gentil de vouloir aider mais là tu vas le planter encore plus. @Aeilsxc commence par le début avant de te lancer dans des modifs de ta machine. Recommence le réglage du plateau pour ta première couche (plusieurs fois, des dizaines s'il le faut ) qui a priori est trop écrasée : dans ce cas, c'est certain que l'impression ne se décolle pas, mais ça peut entrainer un bouchage de buse. Réduit la vitesse d'impression ! Dans tous les cas, c'est ce paramètre qui a le plus d'influence sur la qualité. Je ne connais pas l'A8, mais d'après ce que j'ai lu sur cette machine et le type de pièce que tu imprimes, une vitesse de 30mm/s semble plus appropriée. Tu pourras aussi essayer de réduire les accélérations (genre 800mm/s2) et le jerk (autour de 7). Les boursouflures : celles que l'on voit bien sur la "tige" la plus proche (sur ta photo) c'est ce qu'on appelle une Z-scar (cicatrice). Elle correspond à un petit défaut (un surplus de plastique) au démarrage de chaque couche. Dans ton exemple, elles sont toutes alignées sur l'axe Z ce qui donne ce truc pas joli (une cicatrice quoi!). Difficile à enlever, mais voici des pistes : utilise cura 15 dans un premier temps, tu reviendras à cura 4.x plus tard (et oui, j'y reviens toujours à mon cura 15) - Choisi option "placement aléatoire" de la Z-scar dans cura, et fais des essais de rétraction (en jouant sur la distance dans un premier temps, avec une vitesse d'environ 60mm/s. Tu peaufineras la vitesse plus tard : un paramètre à chaque fois, sinon tu seras vite perdu !). Enfin (mais ce n'est pas évident avec tes photos) je dirai que tu imprimes trop chaud pour ce type de pièce et pas assez de ventilation. Fais un essai avec : ventilation à mini et maxi 100% - temps par couche 5secondes - ralentissement jusqu'à 10mm/s et ne pas faire lever la tête pour refroidir. Dans un deuxième temps tu peux essayer de baisser la température de 5°. Bon courage et bienvenue dans le monde de l'impression 3D1 point
-
un moteur pas à pas n'est pas vraiment du courant "continu" cf http://www.f-legrand.fr/scidoc/docmml/sciphys/arduino/paspas/paspas.html1 point
-
Il peut y avoir des perturbations créées lors des phases transitoires (démarrage, arrêt, brusque changement de courant).1 point
-
Tu n'as qu'un rail 12V capable de sortir 44A, donc de ce coté pas de soucis encore faut-il utiliser la bonne section de câble. Chaque fil est du 18 AWG et un seul ou deux ne supporteront pas tout. Normalement tu as un câble EPS 8pins destiné normalement à l'alimentation du processeur et à brancher sur la carte mère (à ne pas confondre avec les 8pins pour les cartes graphiques). Si c'est une alimentation non ou semi modulaire, il sort avec le 24pins, sinon c'est un connecteur à l'arrière. Ce câble EPS contient 4x 12V et 4x GND, il faut les regrouper et avec ça t'es tranquille pour alimenter ton imprimante. Tes ventilateurs et leds peuvent aller sur ta petite carte bleue. Dans ce gros câble 24pins tu as un fil vert, PS_ON qui lorsqu'il est shunté avec un GND démarre l'alimentation. C'est ce que fait ton bouton. Sans ça l'alimentation est en standby et rien n'est alimenté sauf le fil violet du 24pins, nommé +5VSB (pour standby). Dans ton cas tu peux tirer 2.5A max de ce +5VSB, suffisant pour un raspberry par exemple s'il n'y a pas trop de périphériques branchés dessus.1 point
-
Non, elle ne sont pas suffisamment larges. Pour une intensité de 15A en ne dépassant pas une élévation de 30°C des pistes (soit 55°C à 25°C de température ambiante) il faudrait au minimum une largeur de pistes de 6.5mm Voir ce calculateur en ligne... colonne couches externes à l'air libre.1 point
-
@Pelangi Méfiance Certains prix barrés sont artificiellement gonflés afin de donner l'illusion d'une super affaire. Exemple pour les Ender 3 vendues entre 150 et 200€ avec un prix barré de plus 400€ (prix auxquelles elles n'ont jamais été vendues), autre exemple avec le module laser, deux promotions pour le même matériel un avec une "réduction importante" (le prix passe de plus de 80€ à moins de 40€). Ce store officiel pratique les prix les plus élevés quand il n'applique pas de réductions .1 point
-
@sallinder, ne t'en fais pas, les liens rémunérés ne fonctionnent pas depuis le forum1 point
-
@Pixel3D Vu le prix de la tête (moins de 5 euros y compris le corps de chauffe, la cartouche de chauffe, la thermistance, le radiateur, la buse, le heatbreak, les vis) et les photos accompagnant le produit vendu (mélange de pseudo microswiss et tête jhead Creality) je mettrai en cause la qualité de celle-ci . Si c'est une "Creality", le tube PTFE DOIT ABSOLUMENT être introduit jusqu'au contact de la buse et y rester pendant l'impression. A défaut, du filament mou réussira à s'introduire entre le haut de la buse et le bas du PTFE et formera un bouchon empêchant l'extrusion correcte. Si le PTFE bouge en cours d'impression, c'est que le raccord pneumatique (pneufit) qui normalement le bloque est défectueux. Si c'est une pseudo "microswiss", même avec une originale et en réduisant drastiquement la rétraction (entre 2 et 3 mm), je n'ai jamais réussi à imprimer de PLA avec elle: colmatage sur colmatage. C'est une tête "full-métal" prévue pour imprimer d'autres types de filaments (ABS, PETG, ASA, ... mais pas le PLA).1 point
-
Salut ! Hum... par où je vais bien pouvoir commencer... Je vais commencer par cette photo (la dernière)... Houston ! We've got a problem... Plusieurs pièces sur une seule impression ?! Conseil d'ami : Avant de savoir courir... apprend à marcher s'il te plaît. Donc en impression 3D : On commence toujours par imprimer les pièces une par une... au lieu de 5 par 5. Je vois très clairement que... tu écrase beaucoup trop ta première couche par endroit. Tu va niké ta Superplate ! Ensuite...je rejoins... @Ad-riz et @gisclace... on manque de quelques infos : As-tu vérifié la tension de tes courroies ? A-quelle vitesse imprime-tu ? (C'est une impression où... tu ne serais pas largement au dessus de 60mm/s ?!) Le chien fourni (en G-code) s'imprime bien... oui car il a été préalablement passé par un Slicer/Trancheur bien paramètrés... mais quels sont les paramètres de ton slicer ? Si tu ne connais pas exactement les "paramètres à entrer pour Cura" (par exemple) pour une Geeetech A10... va voir ici : https://www.thingiverse.com/thing:3627235 Oui ! Je plaide coupable ! Ceux sont les paramètres que j'utilisais du temps de la 4.0... et j'y ai encore apportés des modifications depuis la 4.2.1... promis, je met à jour dès que j'ai du temps libre. Sur cela... j'attend les réponses aux questions précédentes... Edit : Ah... j'oubliais... pour bien régler la première couche... va regarder ce tuto :1 point
-
Tu peux le tester en compilant ta propre version de Slic3r à partir des sources : >>> ici <<<. Plus d'explications (la "thèse" d'une soixantaine de pages apportent de nombreuses explications) via ce lien .1 point
-
C'est plutôt dans les 500€ pour une machine correcte, plus les accessoires pour nettoyer tes pièces et finir de les durcir ajoute 200€.1 point
-
Salut, J'apprécie tes "top corners" avec le tendeur de courroie intégré. Tu as déjà prévu la fixation pour les endstops ou bien tu vas tenter d'utiliser la détection intégrée aux TMC? Beau boulot en tout cas.1 point
-
Salut. Les imprimantes les plus accessibles sont les imprimantes à filament, soit les FDM. Malheuresement pour des maquettes tu n’obtiendra pas de résultats convaincants. Pour des maquettes, tout comme pour les miniatures de modelismes / warhammer etc les imprimantes SLA sont les plus indiquées. Le consommable est plus cher mais le niveau de détail est sensationnel. Tu devrait regarder les premiers prix d’imprimante SLA. As-tu un garage ou un lieu ventilé ? Cela dégage pas mal de vapeur toxiques. Je ne suis pas spécialiste je ne connais pas les modèles premiers prix. Il y en as a 150€. J’entend souvent parler de la Anycubic Photon…1 point
-
@Leod88 Si la paroi du capuchon est fine, il faut obliger Cura à l'imprimer. Pour y arriver, il va falloir probablement ajouter l'option pour qu'elle apparaisse dans la section Coque : En cliquant sur l'engrenage, tu pourras ajouter la bonne option : Si ta paroi est de 0,4mm, comme à partir de la version 4.2 de Cura, les largeurs de lignes sont réglées à 110% du diamètre de la buse donc 0,44mm, il ne l'imprime pas sauf si on l'oblige à le faire en cochant l'option ci-dessus .

 1 point
1 point -
Alternative : Nous utilisons des têtes de 0.15 et pour éviter tout souci lors du print suivant, nous avons modifié le G-code de fin (PRUSA - CURA) pour provoquer une extraction totale du filament avant de couper le chauffage de la buse. Depuis, plus aucun souci. Il faut juste ne pas oublier de réintroduire correctement le filament dans l'extrudeur avant de lancer l'impression suivante. M140 S0 ; turn off bed G1 Z{machine_height} ; raise Z G4 S2 ; Dwell for 2 seconds G1 X0 Y210; home X axis and push Y forward G0 X0 Y200 F10200; present bed M220 S100 ; reset speed factor to 100% M221 S100 ; reset extruder factor to 100% M900 K0 ; reset linear acceleration ; TOTAL RETRACT M104 S220 ; 220 PLA PLA PLAPLA PLA PLA 240 PETG PETG PETG M109 S220 ; 220 PLA PLA PLA PLA PLA PLA 240 PETG PETG PETG G4 S60 ; Dwell for 60 seconds G92 E0.0 ; reset extrusion distance G1 E-0.8 F1000 ; pre-retract a few G92 E0.0 ; reset extrusion distance G4 S2 ; Dwell for 2 seconds G1 E-180 F800 ; retract the filament G4 S2 ; Dwell for 2 seconds M104 S0 ; turn off extruder M107 ; turn off fan M84 ; disable motors M300 P300 S4000; dring dring, it's done!1 point
-
Alors,perso j'ai une prusa i3 faite de A a Z donc je ne pourrais pas te conseiller sur cette imprimante. Par contre,tu peux demander ca sur le forum Anycubic1 point
-
Bonjour, Je reviens sur le sujet pour tous vous remerciez, je continu d'avancer sur me projet. Nous avons perdu du temps sur certaine partie mais cela avance. Melvin1 point
-
La suite devra attendre plusieurs mois, je n'ais plus de filament n'y d'argent. À bientôt !
 0 points
0 points -
Bon....chai pas si j'ai pas un peu la poisse la... port USB de la mobo HS... En pleine impression elle s'est mise a faire n'importe quoi j'ai tout arrêté et octo m'a plus reconnu la bestiole. Quand je branche l'imprimante sur mon pc windows détecte un hdd puis plus...puis encore etc... Ma SKR est HS le SAV ne réponds pas vous me conseillez quoi comme mobo en remplacement ? la même, une gen L ou autre ou une duet 3d wifi ....que j'ai déjà sur la CR10s qui est en pièce pour un lifting très poussé que je ferais cet automne.... *0 points


















.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)

