Classement




Contenu populaire
Contenu avec la plus haute réputation dans 13/11/2019 Dans tous les contenus
-
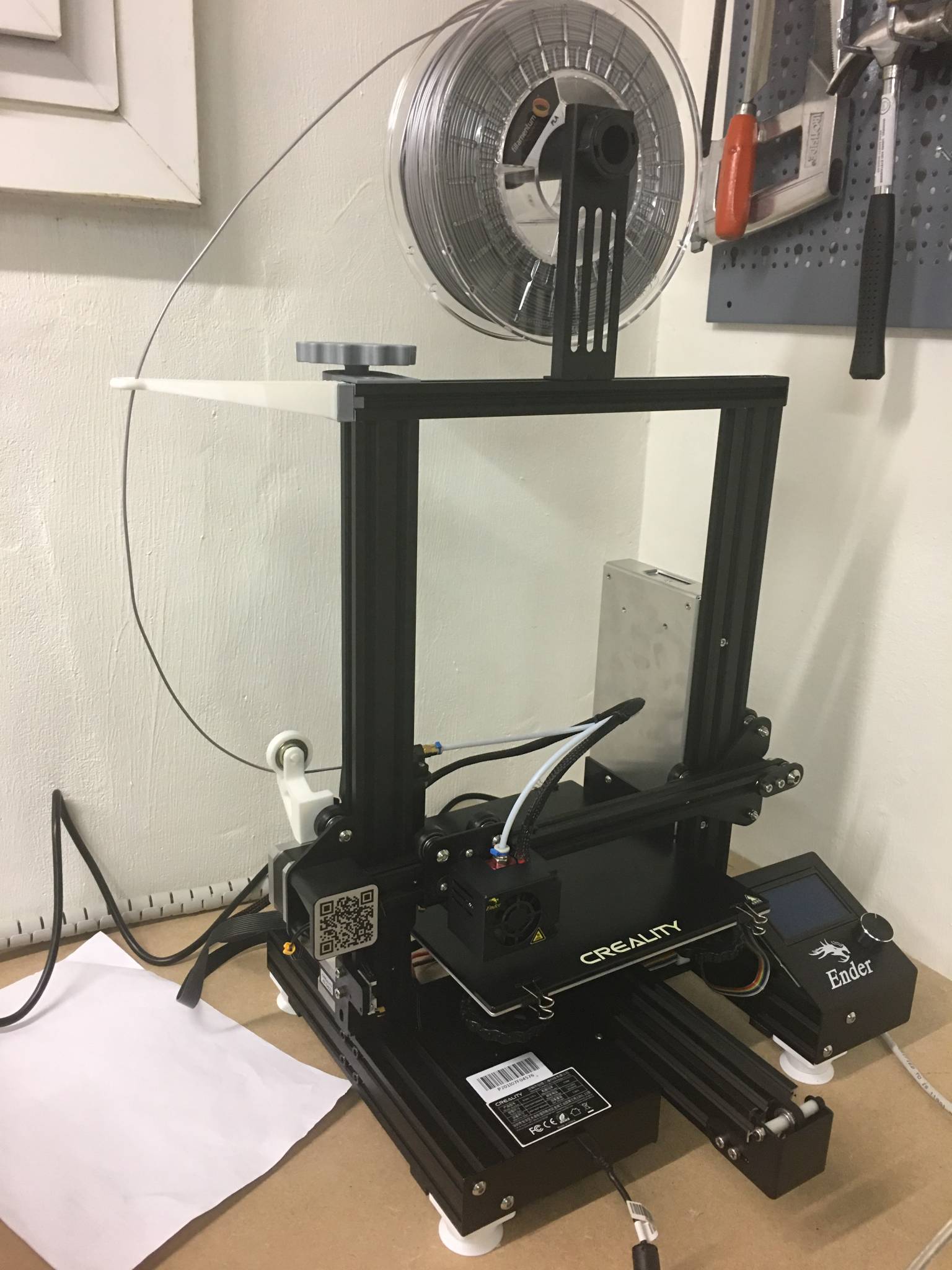
Voilà déjà les améliorations : Le Guide fil (en blanc & gris) Le guide fil avec la roue (+ roulement à bille) La molette en haut en gris 4 pieds parce que mon établi n'est pas 100% plan Maintenant j'imprime la boite et ensuite les tiroirs.
 2 points
2 points -
Le problème de ces tables à mouvements croisés, c'est pas le coulissement des glissières, ça on peut largement l'améliorer. C'est plutôt les vis de commande et les verniers qui sont généralement assez nuls (je m'excuse) mais tant qu'à faire de dépenser l'argent du ménage, alors tu peux équiper tes deux axes d'une petite visu, dans ce genre >>>. C'est pas du Heidenhain, ni même de l'Acu-rite (voir ces mots) Ça coûte pas bien cher mais ça décuple les possibilités : facilté de montage, pas de jeu à rattraper, précision correcte, mise à zéro n'importe où, enfin j'en passe et des meilleures. Fais une recherche ailleurs avec le mot "DRO" (digital readout) Ya longtemps que je pense à en mettre sur mon petit tour Emco (à moinsse que je ne le CNCise....... un jour...... ou pas...... Ba pourquoi ???? @Titi78 chépa, mais pas par moi, en tous cas. Sur le papier ça a l'air sympa. Sûr que ça doit pas pouvoir arracher des millimètres à la pelle, mais avec un peu de soin tu dois pouvoir faire des bricoles sympa (pas des montres, hein) Pour les vis et les verniers, bin voir le paragraphe au-dessus..... même avis !2 points
-
La table croisée est pas mal. Reste à savoir si ta perceuse à colonne est en carton pate et que les roulements de broche sont en plastique. Pour le petit tour j'espère qu'il sera rigide mais j'attends avec impatience tes retours sur tout ça2 points
-
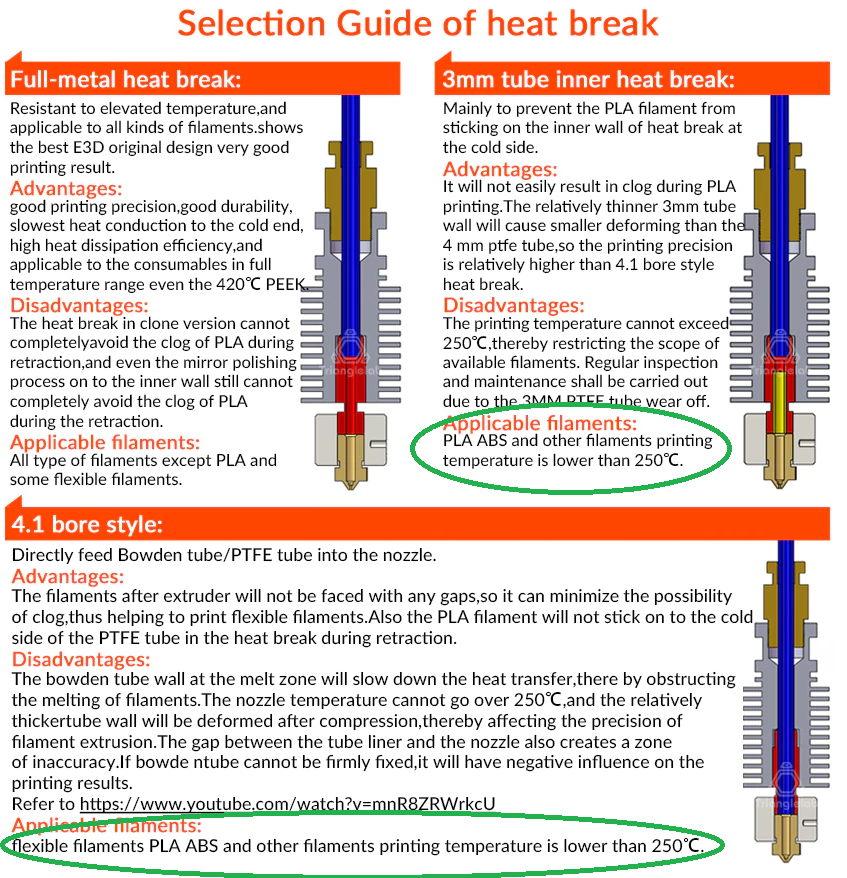
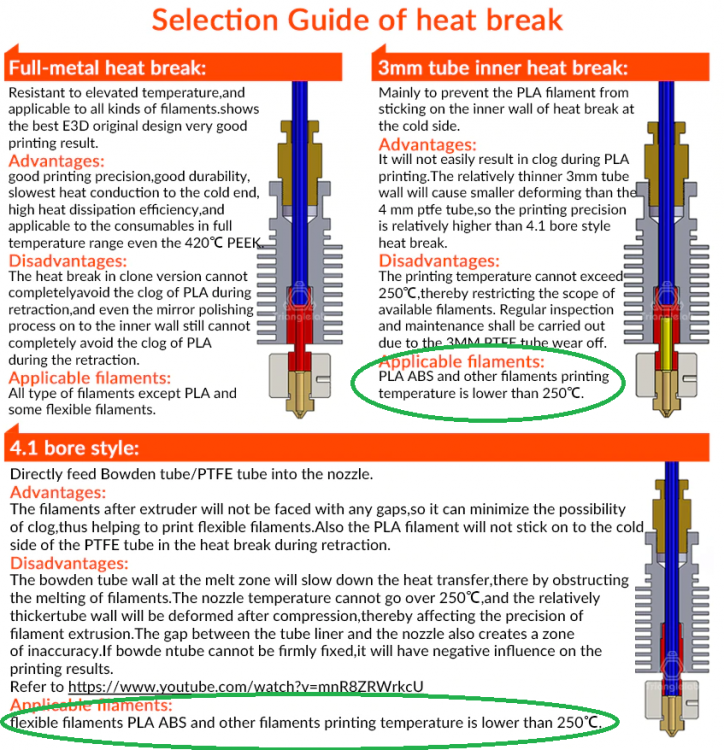
Je suppose que c'est 35 mm/s sinon c'est vraiment très lent . 255°, là tu y vas vraiment fort. Le tube PTFE se dégrade à cette température (il est recommandé de ne pas aller au-delà de 245/250° avec nos têtes Creality). Si tu as été obligé de monter si haut (ce qui n'est pas habituellement dans les plages de températures du PETG), pour que le filament puisse être extrudé il y a un autre problème, probablement un colmatage de tête en cours de réalisation: Si c'est le cas, appliquer la Titi's procédure de @Titi78 pour réparer les dégâts.
 2 points
2 points -
Ça c'est du débutant, quand tu passe pro tu colle l'origine a un endroit improbable (genre le fond de l'étau) et la un petit G0 Z-10 c'est le début d'une grande histoire d'amour entre la fraise, la pièce et l’étau si le plan a 3 est concluant.2 points
-
Ou alors comme le E est une touche très sollicitée, elle est restée coincée.2 points
-
Tu as raison. Faire un choix et s'y tenir. (plutôt que de butiner à droite et à gauche sans jamais aller au bout de rien) Pareil pour CNCjs : y'en a d'autres, ils sont sûrement bien aussi, mais pour qui ne connaît pas le domaine, il paraît important de connaître parfaitement les manipes avant d'aller plus loin. Je vois bien autour de moi : rien que maîtriser le sens des axes pendant le réglage sans se gourrer un coup sur deux, pour certains c'est déjà difficile. Faire un Z-10 au lieu d'un Z10 quand tu touches la pièce, ça calme assez vite !2 points
-
Encore un petit Groot et un Gros HULK ! imprimer en 3D et peinture fait maison.



 2 points
2 points -
Gaucher for ever. Heureusement que ma mère s'est battue, il y a plus de cinquante-cinq ans contre les enseignants de l'époque qui auraient souhaité me "rééduquer" (j'en ai fait des pâtés d'encre violette avec nos porte-plumes Sergent Major) et oui, je suis ancien (mais pas le plus ancien sur ce forum). De nombreux objets du quotidien ne sont pas adaptés à notre "gauchitude" (spéciale dédicace à S. Royal ).2 points
-
J'me tâtais, mais du coup j'vais faire l'impasse. Merci pour le retour.2 points
-
j'ai eu la même réaction avec mon anet A8, il me reste le bed levelling à faire aussi2 points
-
Bonjour Pour coller le pla j'utilise la 3doglue2 points
-
1 point
-
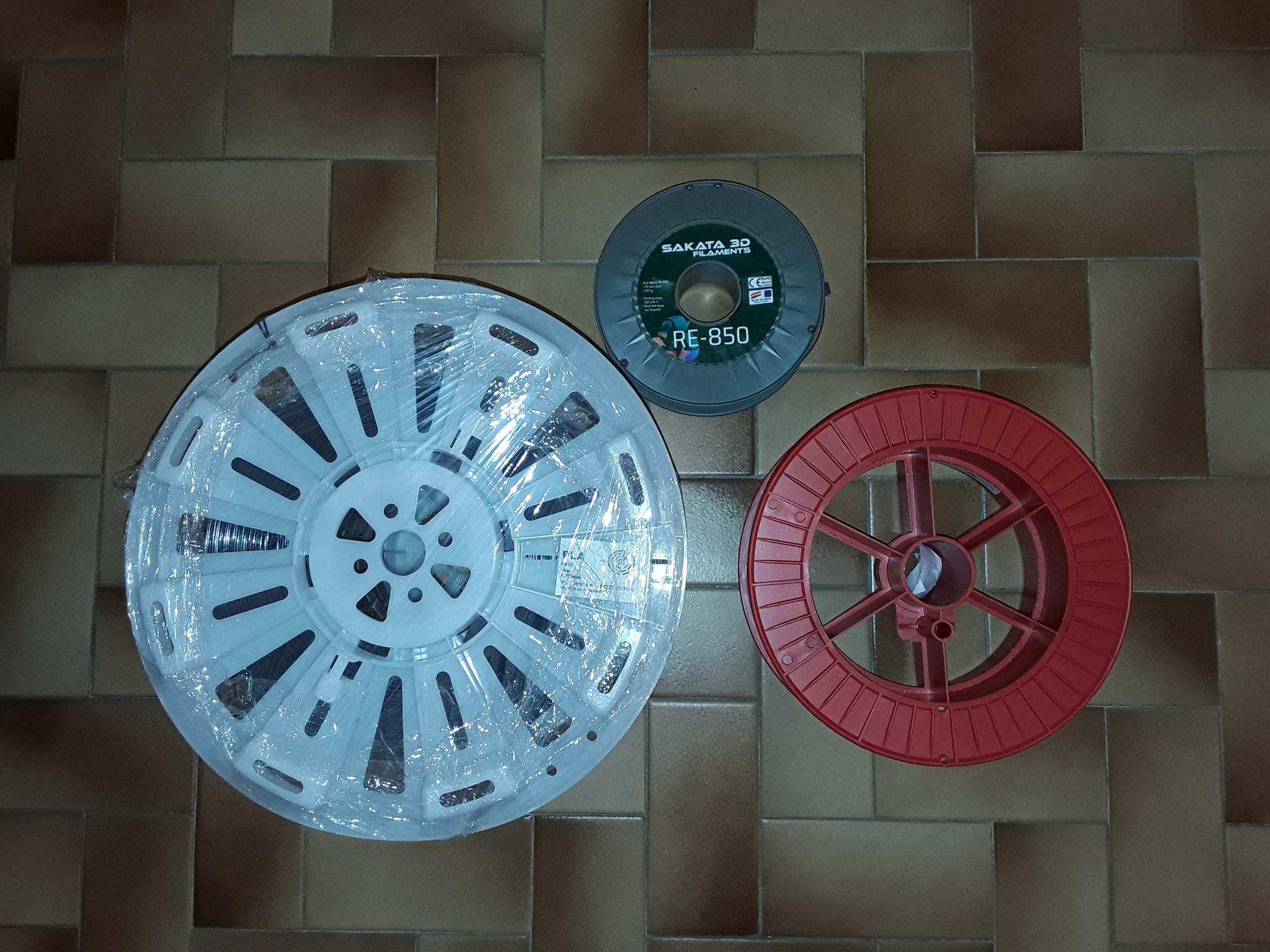
Hello, 8Kg, 2.3Kg et 750g. 8Kg, 2.3Kg et 1Kg.

 1 point
1 point -
Hello, Pour tes 2209, si effectivement tu n'utilise pas du tout le stall guard, il faudra d'une manière ou d'une autre te débarrassé de ce pin, car il est sur le même numéro de pin que le endstop. (tu peux le couper, le dessouder, le tordre en enlevant la partie plastique, tu as le choix). Et ils sont plug and play donc à part la patte du stall guard tu n'as rien à toucher. Si tu es en UART, fait directement le réglage des Vref dans le firmware, et les valeurs sont les mêmes que pour tes 2208, tu pourras ensuite les affiner avec un m906. Pour le jumper de l'alimentation, c'est ça, et pour les 2 autres, pour l'instant c'est pas gérer donc tu les laisses à gauche. Pour le Bl touch, @yopla31 à galérer pour le siens, et je n'en ai pas donc il devrait mieux te répondre.1 point
-
et puis l'efficacité d'un SAV c'est assez subjectif, autant une personne va te dire que c'est génial, rapide, efficace... et sur une même boutique d'autres diront que c'est inefficace, long, décevant... chacun à son propre opinion et son ressenti alors donner un avis sur un SAV on peut, mais est ce vraiment la réalité...........1 point
-
Je pense que tu a pris le fichier compilé pour u20 avec bltouch... Et comme tu n'a pas de bltouch, l'imprimante plante1 point
-
Bonjour J'aurais tendance à dire que c'est tes débuts de couches (Z seam) qui essuie le petit surplus de matière sur la couches inférieurs, il y a des options dans Cura pour le mettre sur un angle saillant ou le caché ,ou encore le mettre toujours du même côté, c'est un paramètre que tu trouveras dans l'onglet Coque/Shell.1 point
-
@yopla31 Super, personnellement je n'ai pas retouché à l'imprimante depuis 1 semaine tellement je suis crevé et j'ai mal partout à cause du boulot et de la fin de vie de mon père difficile à gérer. Je pense que je vais la mettre en place avec une buse volcano dès que j'en aurais reçu une en 0.4 mm. J'ai reçu une grande plaque de fibre de carbone pour repasser mon plateau en un seul bloc, mais je me suis lâché et j'ai rachetée un lit chauffant Keenovo donc je vais attendre un peu avant de tout mettre en place. Je vais aussi changé mon plateau Y d'essai multipart en carbone par un de 6 mm d'un seul tenant. Après tout ça , je continuerait la bidouille sur l'imprimante et les essais à la con, ça me passionne presque plus que les impressions en elles mêmes . Dernières acquisitions en date pour faire des bidouilles : ça pour ma perceuse à colonne et ce truc la qui me vaudra certainement quelque remonté de bretelle de certain de nos membres ( @Jean-Claude Garnier , @Titi78 ) avec lequel je compte essayé de faire des corps e3dv6 en laiton et en cuivre pour testé, peut être compatible avec les heatbreak XCR et la double extrusion, ça dépendra de mes talents avec.1 point
-
@fran6p bonsoir, je ne savais pas que de cette manière cela prévenait l'utilisateur, merçi pour l'info. En fait, oui je répondait aux trois personnes ayant répondu d'ou le "vous" merçi à toi Cordialement Jean-Jacques1 point
-
 https://www.lesimprimantes3d.fr/forum/topic/1005-vos-plus-belles-impressions-sur-smartcub3d/page/43/?tab=comments#comment-3122961 point
https://www.lesimprimantes3d.fr/forum/topic/1005-vos-plus-belles-impressions-sur-smartcub3d/page/43/?tab=comments#comment-3122961 point -
Ce n'est pas une copie mais deux écrans différents: la V3 est un hybride TFT + LCD12864, la V2 n'est que TFT comme l'a dit @yopla31.1 point
-
C'est TROP décevant d'utiliser des versions trial et quand on commence à trouver ça bien faut casquer. Ceci dit (Brahim) si t'as les thunes, te gêne pas !1 point
-
Pareil, ils m'ont forcé à écrire de la main droite mais ont "vite" abandonné .... résultat en voiture (entre autres) à chaque fois que me femme me dit à droite...je vais à gauche !! looool1 point
-
Hello, Concernant les câbles trop courts, j'ai eu une réponse. C'est pour limiter les interférences sur l'écran. Le support technique, surtout Sam, est vraiment bien. J'ai eu des réponses très rapidement et en règle générale, c'est clair, précis et cordial.1 point
-
J'imagine qu'une bonne partie d'entre nous ont commandé leur imprimante chez les tinois (je ne suis pas le dernier) et pour cause, le prix ! ( sans les frais de douane ) Le SAV de ces sites asiatiques fonctionnent ! Bon, on oublie tout de suite de renvoyer l' imprimante complete (Poids/taille). Mais ça on le sait déjà quand on passe par ce type de réseau de vente. Si avarie (généralement un courrier avec photos et/ou video pour preuves ) les services SAV fonctionnent normalement pour vous renvoyer une piece neuve. Faudra juste s'armer de patience... Mais ça on le sait déjà Pour reprendre l'expression de Yo' on est effectivement dans la catégorie loisir/Créatif, DIY. Et j'ai par experience dans le monde du modélisme, pris l'habitude de commander en spare ou en prévision des pieces bien ciblées, suceptibles d'être usées endommagées. Je parle bien sur et toujours d'un achat fait hors UE pour l'achat principal. Tu auras @Yetigenial toujours l'assurance d'un SAV plus rapide et sérieux ( réglementation nationale oblige) en faisant tes achats sur le sol gaulois ! Mais ça ,tu le savais aussi Printement votre.1 point
-
Bravo @Titi78 t'es top ( pas facile à dire aussi ) Une remarque: A partir de l'étape 12, j'aurai tendance à dire que tu remets en chauffe la tête d'impression... Non ? Beaucoup merci pour le lien Thingiverse. Je le connaissais pas celui là Il y a aussi ça pour une coupe parfaitement perpendiculaire et vu son prix ! : Coupe tube PTFE Bons prints ! Ps: j'ai pas trouvé de coeur doré/pailleté pour t'encourager/te remercier, alors pour casi la même intention dans la teinte, je t'offre ça1 point
-
Ben je crois que c'est le topic des gauchers ici... ^^ "Notre peuple vaincra !!!!!....."1 point
-
Malheureusement ce souci se retrouve sur tout les stylo avec un panel sur les cotés... On est laissé pour compte. Après on a toujours la solution de retourne le stylo pour pouvoir extruder avec le pouce. Sinon faut mettre son pouce un peu plus bas pour ne pas diminuer l'extrusion et on utilise l'index pour activé.1 point
-
Salut ! Moi aussi, me suis toujours demandé pourquoi il y a avait trois E dans Geeetech...1 point
-
J'ai fais joujou avec le stylo du coup petit retour. La prise en main n'est pas top pour un gaucher, j'ai tendance à diminuer l'extrusion sans faire exprès lorsqu'on je le manipule. Je dois rusé sur le positionnement des doigts. Sa chauffe hyper vite, en deux minutes le stylo est prêt. Le chargement/déchargement est rapide et sans problème. Le stylo bave un peu lorsqu'on arrête d'imprimer. J'ai encoller une pièce avec, c'est solide! Je me suis même amusé à comblé l'interstice. Bon, faut prendre le coup de main, mais ça fait le taff!1 point
-
J'ai reçu mes filaments, enfin ! Les couleurs sont superbes ! J'ai ouvert le blanc et le gris pour le moment et je profite pour imprimer des trucs pour améliorer l'imprimante elle-même !1 point
-
Salut, Pour mes bobines de 5 Kg (PLA) j'utilise dorénavant un caisson étanche avec capteur de température et humidité. Ca marche pas mal, je maintiens l'hygrométrie en dessous de 40% vs les 80% ou + en dehors. Le caisson est relié a l'extrudeur avec un tube PTFE pour éviter au max le contact avec l'air extérieur. J'ai mis des gros sacs de silica gel, que je seche de temps en temps au micron onde. Je te met des photos en fin de journée. ps: Pour les bobines de 1 Kg de PLA je laisse à l'exterieur, ca se consomme suffisamment vite pour ne pas avoir de probleme. Cdt LC1 point
-
Si ça affiche plus petit, c'est parce qu'ils ont rajoutés une options d'étirage de l'affichage dans leurs fichiers, mais elles n'est pas activé dans leurs fichiers pré compilé. Il faut refaire une compilation et l'option est : // Make the simulator run fullscreen, Not recommended for TFT24. //#define ST7920_FULLSCREEN1 point
-
Tu dis ne pas imprimer depuis longtemps ! Une question toute bête... as tu bien entreposé ton filament à l'abri de l'humidité > genre dans un sac hermétique accompagné d'un sachet deshumidificateur ? Car tes problèmes peuvent venir de ton filament trop humide.. Tu es le troisième aujourd'hui sur le forum et un autre qui rencontre ces problèmes de filament, l'hiver commence et le taux d'humidité ambiant augmente, les filament PLA non protégés se chargent en humidité et résultat > filament cassant, ne collant plus, etc1 point
-
@Nibb31 Merci ! J'ai profité de cette fin de semaine pluvieuse pour passer ma Discovery200 avec sa MelzyV2 (8bits 16Mhz) de Marlin2.0BF à Klipper. Je ne la reconnais plus ! Elle se prend pour une Ferrari ! J'ai récupéré toutes les fonctionnalités de base et un peu plus, le BL-Touch et le lit chauffant fonctionnent impec. Je vais me pencher sur le "linear advance" (cela semble simple) et le "bed leveling" genre mesh (moins simple). C'est certain je ne reviendrais à Marlin que sous la contrainte !1 point
-
Sympas à ce prix là ! pour faire des retouches sur des prints, collé/recollé des pièces etc...1 point
-
 Le soucis avec celui là c'est que j'ai tenté de le recuire au four pour le rendre plus costaud. Problème !!! Le socle à warper pendant la cuisson j'ai du mettre des scratch auto adhésif pour que ça tienne bien :s1 point
Le soucis avec celui là c'est que j'ai tenté de le recuire au four pour le rendre plus costaud. Problème !!! Le socle à warper pendant la cuisson j'ai du mettre des scratch auto adhésif pour que ça tienne bien :s1 point -
Les fichers sont les suivants: ProMaxEnd5_1.70_ScreenFilesRev1.7z Ma CR10S Pro tourne sur Marlin 2.0 depuis la release et aucuns problemes a declarer...1 point
-
Je confirme que l'étanchéité se fait entre la buse et le heatbreak, il doit par conséquent y avoir un espace entre la buse et le bloc alu qui servira au serrage à chaud. Serrage qui aura pour conséquence de plaquer les filetages du heatbreak/buses (en sens opposés) contre le filetage du bloc alu, ce qui augmente l'étanchéité de l'assemblage, et assure un maintien fixe et l'échange thermique du bloc alu. J'ajoute qu'il faut faire attention également à la propreté du filetage M6 dans le bloc alu. S'il y a eu une fuite, il y a de fortes chances que le filetage soit "plastifié", ce qui empêchera un vissage correct. Tu peux sentir un point dur lors du vissage du heatbreak ou de la buse, et penser que c'est serré, alors que ces deux éléments ne sont pas en contact mais bloqués par du plastique dans le filetage. Le mieux étant de sortir le bloc (attention à ne pas casser un fil au démontage), et de nettoyer le filetage avec un taraud M6 en 3 passes (doucement, c'est de l'alu). En profiter pour passer un coup de brosse laiton sur le bloc pour lui rendre une jeunesse. Et bien sûr, ne pas oublier de brosser les parties du heatbreak et de la buse qui doivent rentrer en contact, car sinon l'étanchéité sera compromise à cause des impuretés.1 point
-
Bonsoir @Oniric, Je suis passé à Marlin + Bltouch depuis plusieurs moi. Sans prétention, j ai été un des premiers à franchir le pas avec une v07 et j'ai fait mes retours à @CacaoTor afin de l aider à peaufiner le tuto spécifique. J ai bien supprimé le condo, non sans crainte et apriori, mais tout fonctionne à merveille1 point
-
Oui tu avais raison. Bien vu !1 point
-
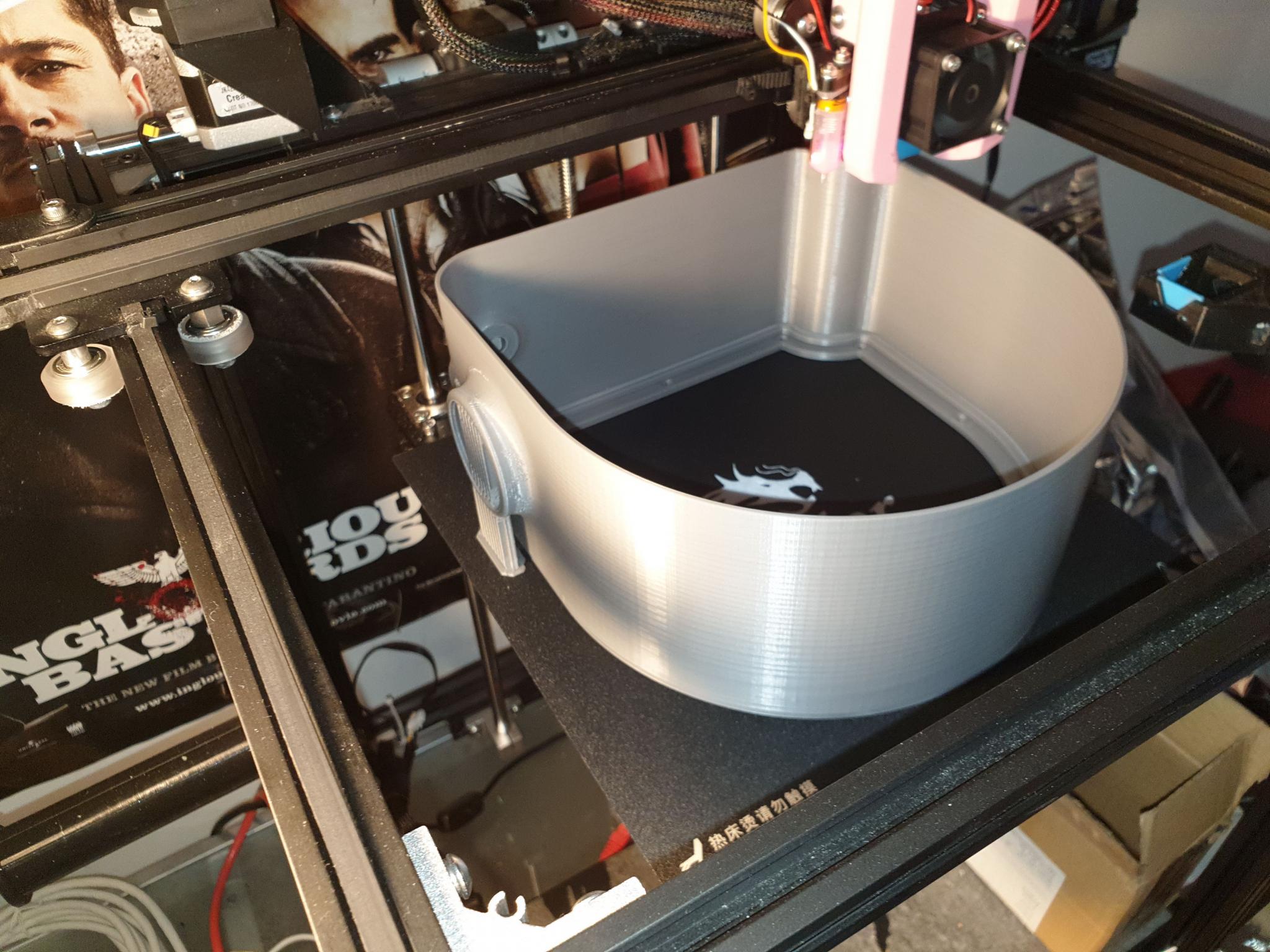
@Poisson21, je viens de commander un Kit B/24v en rouge(!!), parce qu'en rouge on gagne en vitesse d'impression (). Ça me permettra de modifier le support en conséquence, voire même le Petsfang s'il reste un peu de temps. Mais j'ai toujours pas modélisé le module de commande de ma "double extrusion à bascule" prévue pour la CR10 ! Je cours un peu après 36 lièvres à la fois... Les travaux de la maison, les boites à filament, diverses pièces pour d'autres projets, la LONGER3D Orange30, les pouponnages des chti z'enfants... Pour la XCR 2IN1 montée sur la Ender-5, j'imprime essentiellement avec une seule buse depuis mes tests et ça va bien, il faut juste penser à rétracter de 45 mm quand j'avorte une impression ! Mes box pour mes filaments ont été imprimées comme cela : On distingue en haut à droite le bac de purge (avec les chaussettes en silicone bleu découpées). J'essuie dans le sens des X et dans le sens des Y, d'où les 2 côtés avec raclettes silicone !
 1 point
1 point -
Bonjour à tous, Je me construis, depuis un moment déjà, une MPCNC. Elle est à présent quasi terminée d'un point de vue construction. Je vais donc bientôt me pencher sur la partie électronique et j'ai quelques interrogations sur ce sujet. Je compte partir sur une MKS pour la carte mère, j'ai en stock une MKS Gen L 1.0 mais j'hésite à partir sur une SGen L qui me parait mieux, des avis la dessus ? Pour le firmware, smoothie me tente assez, encore une fois j'aimerais vos retour la dessus ? Et enfin, comme vous le savez sans doute, la MPCNC pilote ses axes X et Y avec deux moteurs pour chaque axe. J'aimerai donc configurer la bête pour que chaque moteur soit indépendant et que chaque portique est sont propre interrupteur de fin de course. Ça permettrais de toujours partir du même point zéro pour les deux moteur et d'éviter qu'un décalage ne se créé à force d'utilisation (comme on peut le voir parfois avec un double Z sur une imprimante 3D) De base les moteurs sont censés se brancher en "cascade" deux sur le driver du X et deux sur le Y, dans cette configuration je pense qu'il est impossible que les moteurs soit individuellement dépendant d'un limit switch chacun (a moins que ?) Donc je me suis dit qu'il serait peut-être envisageable de coupler un moteur sur X avec un moteur sur E0 et un sur Y avec un sur E1. Est-ce possible selon vous ? Quelqu'un a-t-il déjà fait l’expérience ? Et du coup dans smoothie il y a une configuration possible pour cela ? Merci de m'avoir lu !
 0 points
0 points -
Bonjour, Petit soucis d'impression, j'essaye d'imprimer une tour pour la Calibration de l'axe z que j'ai chargé sur Thingiverse . L'impression se fait sans soucis sur une hauteur de +/- 15 mm et puis c'est la cata. La matière est du PETG, vitesse 35 mm /min vetilo 80% température 255 ° en dessous l'extruder claque. J'ai recommencé trois fois et le même soucis apparaît. Par contre pour l'impression du cube de 25 x 25 mm pas de soucis tout ce passe bien. Pourquoi? Merci d'avance. Philippe
 0 points
0 points