Classement

.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)


Contenu populaire
Contenu avec la plus haute réputation dans 20/01/2021 Dans tous les contenus
-
J'ai regardé dans les livres de Maurice Leblanc, je n'ai pas trouvé dans quelle aventure il utilise une imprimante 3D, mais je suis peut-être passé à coté.2 points
-
Remontée mécanique fermées avec le covid.... pas de vidéo...2 points
-
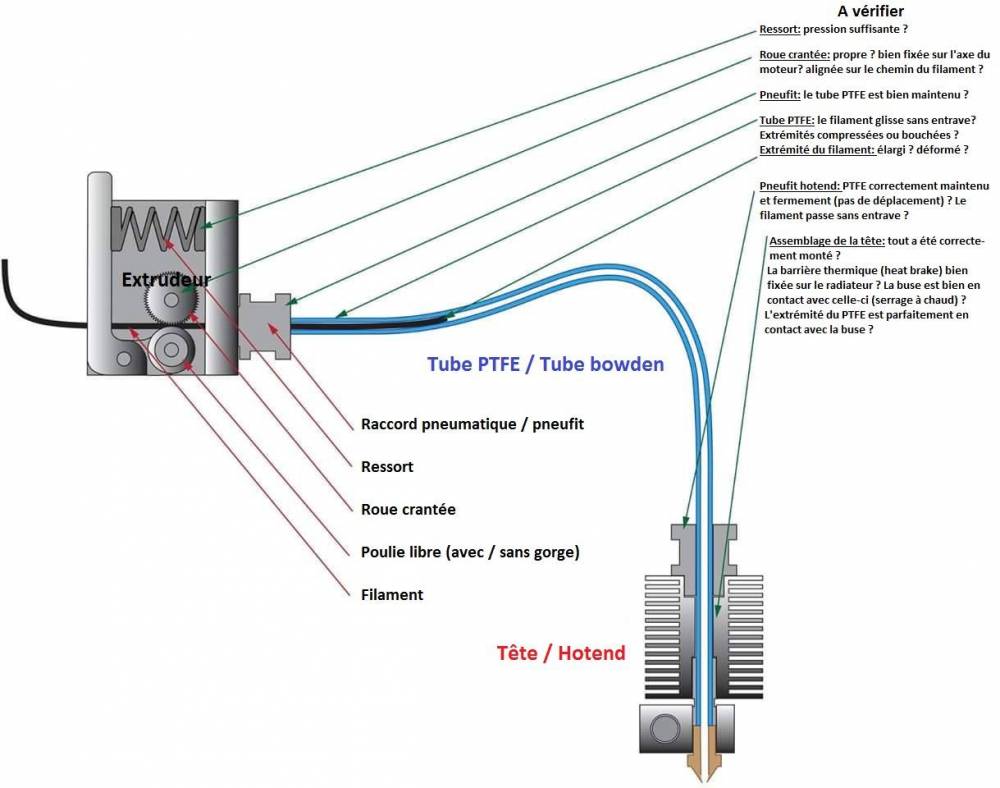
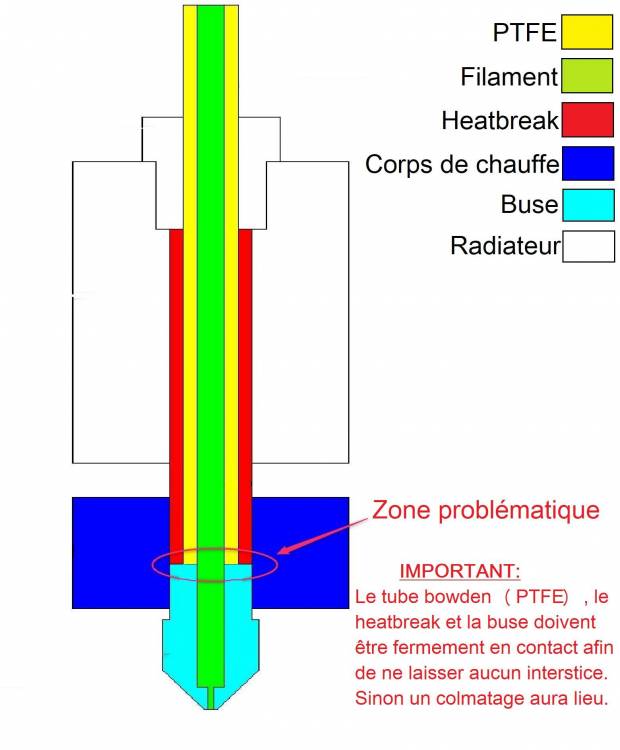
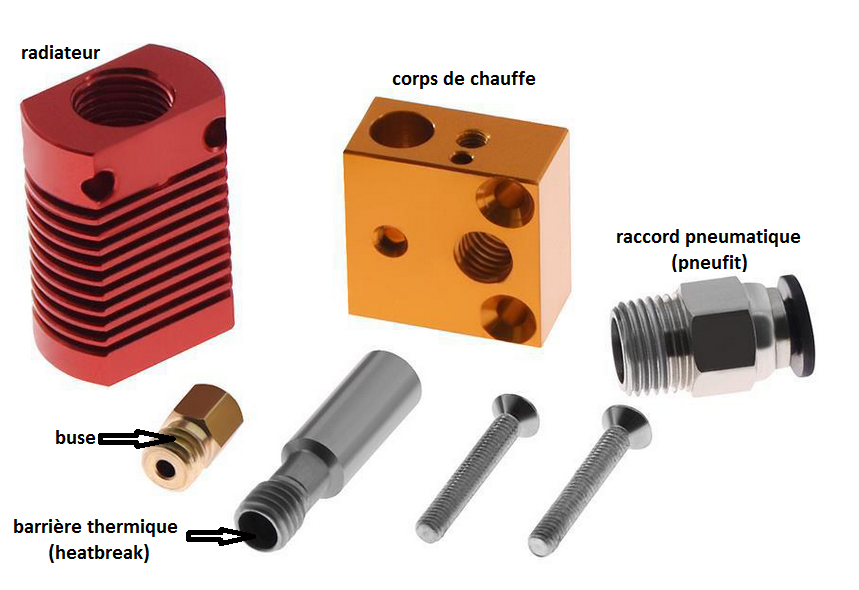
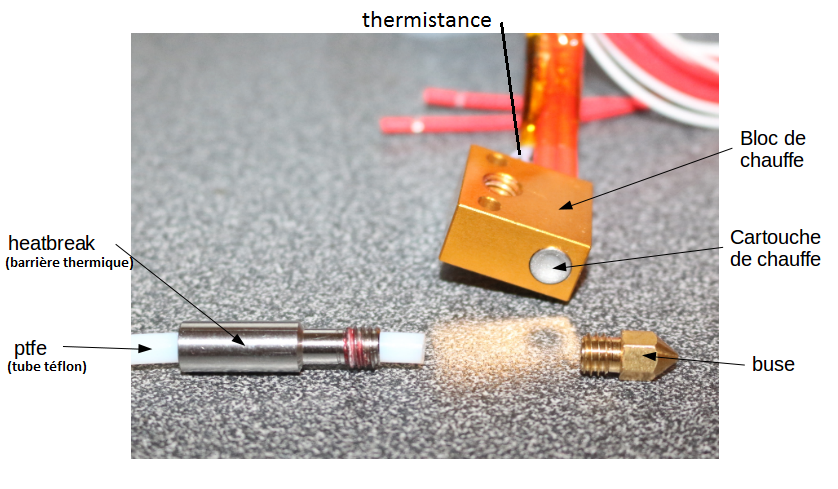
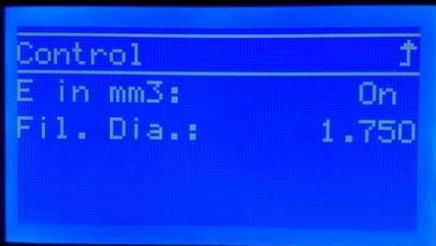
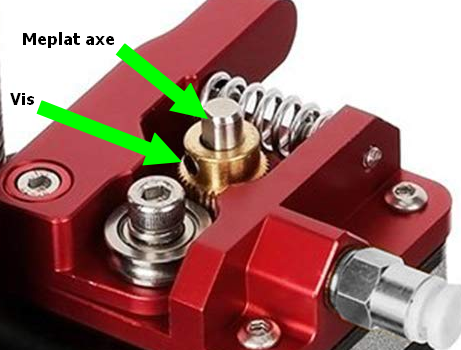
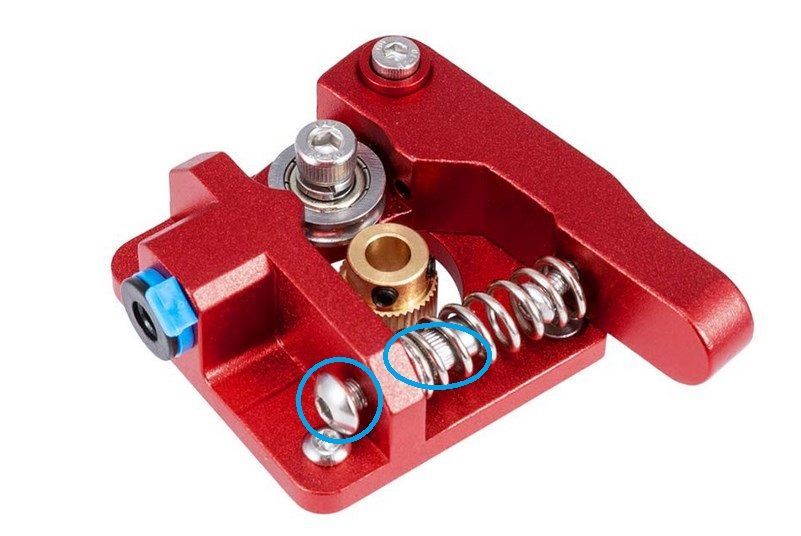
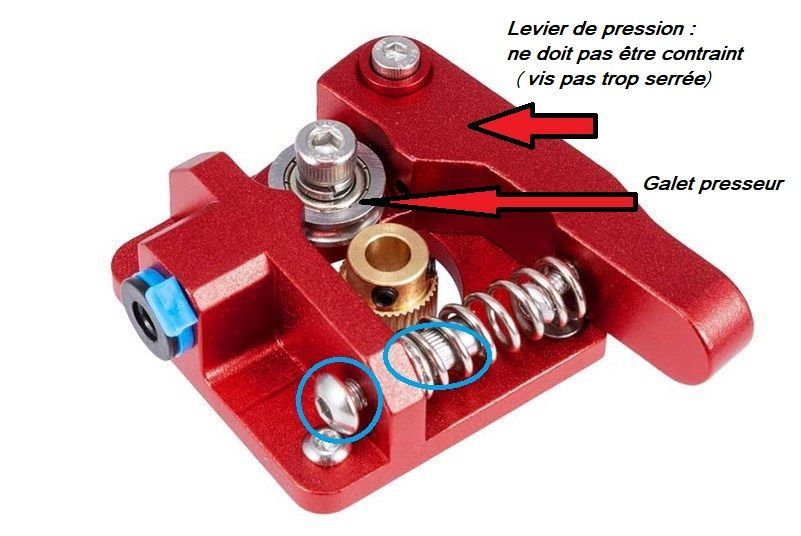
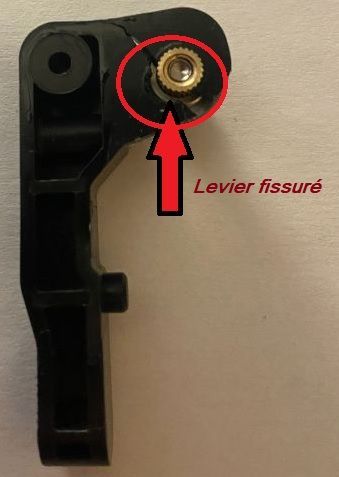
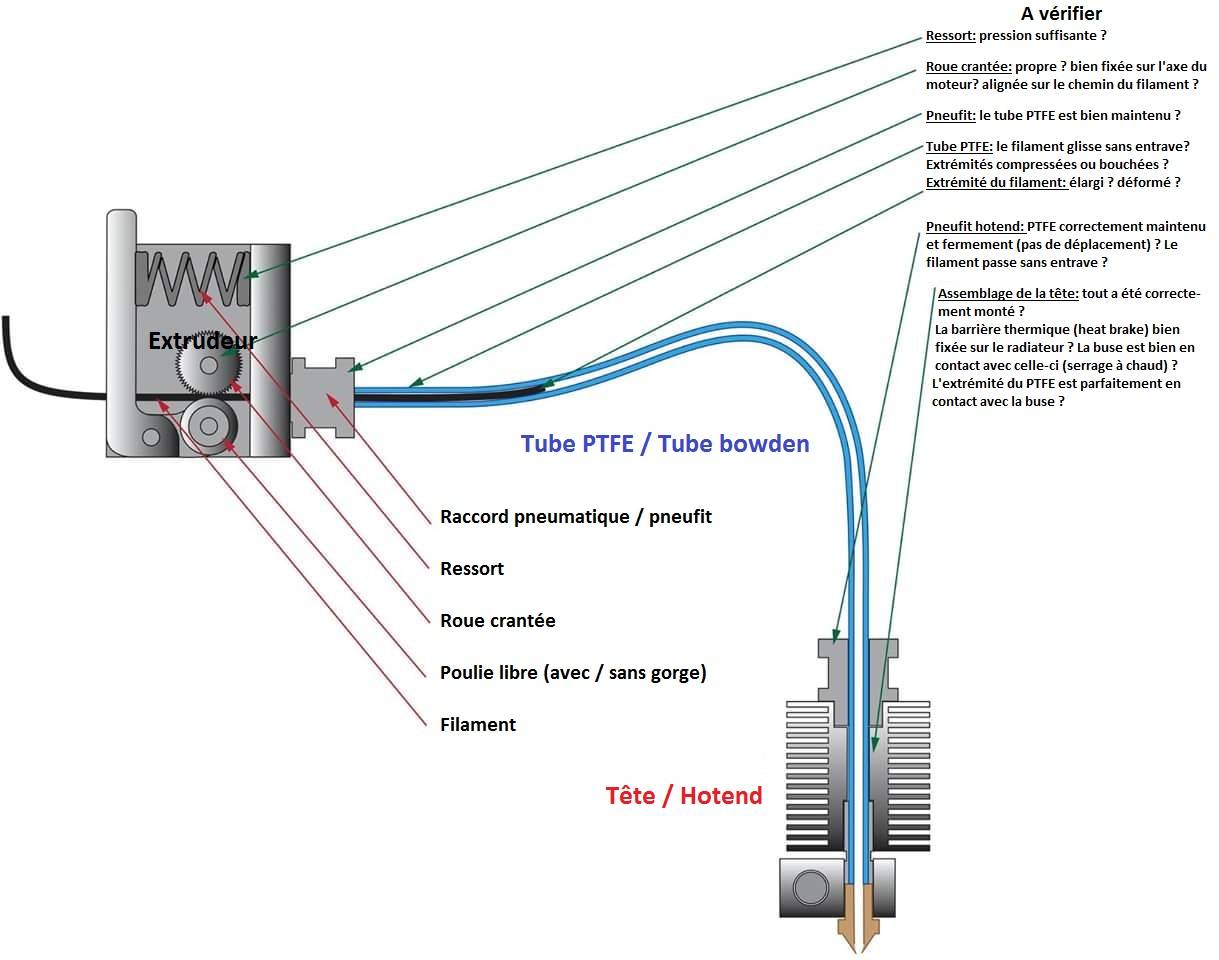
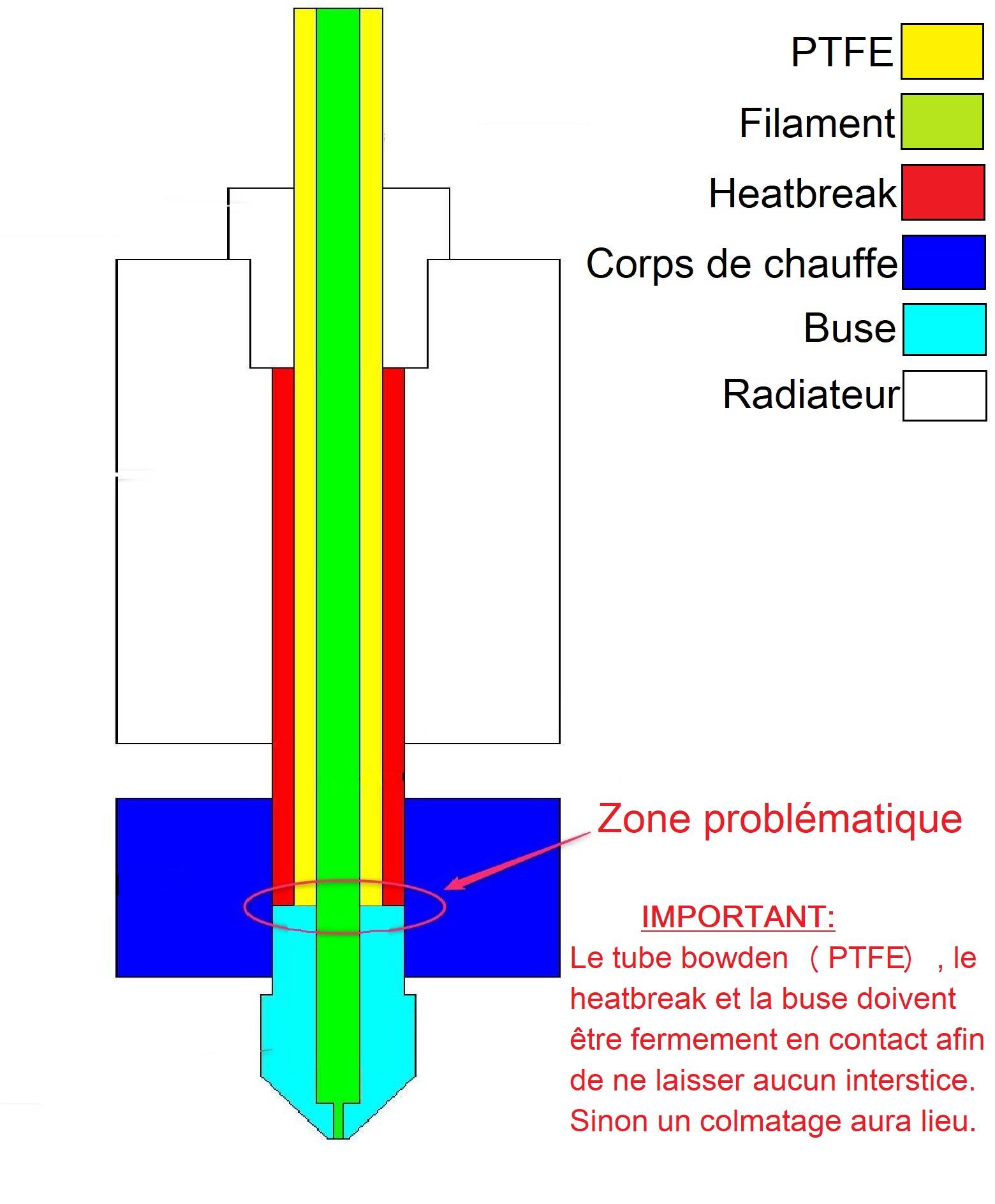
«En cas d’éponge, à la sous-extrusion il faut que tu songes» @volavoile Afin de remédier aux problèmes d'extrusion que tout imprimeur rencontrera tout ou tard, il est utile de comprendre le fonctionnement de l'ensemble des éléments que constitue un «extrudeur». Pour se mettre en jambe, un dessin valant mieux qu’un long discours, voici le parcours du filament de la bobine jusqu’à la buse : le filament entre d’un côté de l’extrudeur (en anglais : feeder), il est poussé vers la sortie en étant pris en sandwich d’une part par une roue dentée (qui mord dans celui-ci) fixée sur l’axe du moteur E(xtrudeur) et d’autre part par une poulie libre (ou une autre roue dentée, cela dépend du modèle d’extrudeur). Le flanc de cette poulie presse sur le filament. Celle-ci est montée sur un levier équipé d’un ressort de rappel pour assurer une pression correcte, à la sortie de l’extrudeur, le filament glisse dans un tube en PTFE (téflon) plus ou moins long qui va jusqu’au contact de la buse (très important) : c’est ce qu’on appelle un système «bowden» (il existe un autre système d’extrudeur appelé «direct-drive» dont je ne parlerai pas ici). Normalement, durant son parcours jusqu’à la buse, le filament reste solide et son diamètre ne devrait pas varier (1.75mm). Comme on le voit sur le dessin ci-dessus, plusieurs éléments peuvent contribuer à une fourniture incorrecte de filament. A) La partie entraînement du filament : le moteur, la roue dentée / crantée, le levier de rappel (ressort, galet / roue crantée). B) La partie guidage du filament : pneufit en sortie de l’extrudeur, tube PTFE pneufit de la tête C) La partie tête : zone froide (radiateur, partie haute du «heatbreak» (barrière thermique / coupe chaleur), PTFE, ventilateur de refroidissement), zone de transition, espace du heatbreak entre le radiateur et le corps de chauffe à l’air libre (PTFE), zone de chauffe (corps de chauffe, buse, bas du heatbreak, PTFE, thermistance, cartouche de chauffe). Vérifications à effectuer : A) le moteur (connexions, couple, Vréf) la roue d’entraînement correctement fixée sur l’axe du moteur (deux vis, une obligatoirement sur le méplat de l’axe), ni trop usée ni avec des dents pleines de filament le levier en lui même (celui en plastique a tendance à se fendre et en plus dessous où on ne le voit pas) le galet presseur (en bon état : tourne librement (roulement à billes non grippé), vis de maintien ) le ressort de rappel B) le tube PTFE qui n’est pas toujours de bonne qualité : le téflon ça glisse, le plastique moins. les raccords pneumatiques (pneufits) sont parfois de piètre qualité, leur rôle est de maintenir le PTFE en place via de petites dents qui mordent dedans. C) C’est la partie qui très souvent conduit aux problèmes d’extrusion. Elle est constituée de trois zones : une froide (radiateur, ventilateur), une intermédiaire, une chaude. En zone froide, le filament doit être solide. Le ventilateur doit être efficace (rarement compatible avec le silence) et assurer son rôle (fonctionne en permanence ou mise en marche au delà de 50°C). En zone intermédiaire, le filament commence à ramollir. En fonction de la distance de rétraction, le filament dans cette zone peut remonter dans la zone froide (ce qui n’est pas forcément souhaité ni souhaitable), particulièrement avec des distances de rétraction élevées. En zone chaude, le filament est liquide, la gravité fait que celui-ci lors des déplacements sans extrusion continue de s’écouler. Avec ce système de guidage du filament qui va jusqu’à la buse (tube PTFE), il existe une zone problématique : la jonction extrémité du PTFE, bas du heatbreak et haut de la buse. Si le moindre espace existe à cet endroit, un colmatage (bouchage si vous préférez) se produira tôt ou tard (généralement plutôt tôt que tard en vertu de la loi de Murphy, autrement appelée loi de l’em…dement maximal). Voici ce qui se passera : Le filament va créer un bouchon plus ou moins solide alors qu’on cherche à avoir un filament qui passe de solide à liquide avec une phase intermédiaire «ramolli» ; le filament solide va avoir de plus en plus de mal à s’écouler. La sous-extrusion se mettra alors en route et la pièce imprimée ne sera pas celle espérée. Mais si c’est le cas, tout n’est pas désespéré : @Titi78 a mis au point une procédure qui a déjà dépanné de nombreux utilisateurs : <EDIT> Une autre cause de sous-extrusion à laquelle on ne pense pas toujours et qui n'est pas liée au matériel mais au logiciel: une déclaration erronée du diamètre de filament utilisé dans les trancheur (slicer): 2,85 au lieu de 1,75mm. Donc penser à vérifier que celui-ci correspond bien (matériel et logiciel) <EDIT 2> Certains modèles de Creality (Ender 5 pro par exemple) permettent de régler l'extrusion du filament en mode «volumétrique»: Dans ce cas, bien vérifier que le nombre de pas de l'extrudeur est 2,4 fois celui normalement déclaré dans le firmware (ex: firmware sans extrusion volumétrique de 93.0, avec extrusion volumétrique il faut passer cette valeur à 223,2) ou la meilleure solution, désactiver cette option en la passant à «off» afin d'utiliser le mode d'extrusion classique : (information provenant de ce post où @DBC3D et @Idealnight ont permis la résolution du problème, le facteur multiplicateur a été rectifié (de 2 à 2,4) ). <Complément> @Yellow T-potliste également des causes possibles à un extrudeur qui claque : <EDIT> Une dernière cause possible avec les cartes mères Creality équipées de pilotes silencieux (TMC) est l'activation du «linear advance» qui au bout d'un certain temps (plus ou moins rapide, c'est selon) va complètement stopper l'extrusion de filament: le moteur s'arrête mais l'impression continue (dans le vide évidemment ). La solution, dans ce cas : soit le désactiver totalement via l'ajout d'un G-code «M900 K0» au début du Gcode de démarrage du trancheur, soit mais cela nécessite de passer par la case CB, remplacer la carte mère Creality par un modèle concurrent gérant correctement le mode UART des pilotes TMC. ____________________________________________________________________ Pour conclure, un peu de terminologie afin de parler le même langage quand on demande de l’aide :

 1 point
1 point -
Bonjour, Voilà depuis quelques jours mes imprimantes tournent à plein régime et beaucoup de PLA consommé ! Le projet construire un véhicule tout terrain Landy 4x4 est un modèle tout-terrain à 4 roues motrices, avec un style classique qui offre de nombreuses variantes. Équipé de 4 suspensions triangulées avec amortisseurs hydrauliques. dimensions longueur 45 cm environ poids 3.5kg. voici quelques photos des impressions en cours ! .

 1 point
1 point -
Bonjour/Bonsoir, Je fais ce petit poste sans prétention, juste pour avoir une trace est éventuellement aidé des personnes. Pour résumé, j'ai acheté une Flsun Q5 d'occasion, j'ai réussi à faire des petits prints avec, mais du jour au lendemain c'est parti en sucette. Le Bed leveling n'était plus pris en compte, pas grave je passe sous marlin pour tester. Passage sous marlin sans soucis, Bed leveling nickel, mais impossible de faire plus de 5 min d'impression, les moteurs ce bloquent et ce n'est jamais les mêmes, un coup c'est X et Z, après redémarrage c'est Y et E, bref je la démonte et commence à réfléchir à la revendre en pièce... Après une semaine de réflexion et de simulations 3D je me décide a changé la CM et l'écran, je jette mon dévolu sur une BTT SKR 1.4 Turbo ainsi qu'un TFT 43 v3.0, des TMC2209 sont de la partie aussi. La chance me sourires enfin, la SKR et la MKS on exactement les mêmes points de fixations! (Là je suis "refait", mais le port de la micro SD n'est pas aligné comme celui du port USB. Du coup en attendant la partie électronique, je ne chôme pas, j'imprime (avec ma veille P3Steel) toutes les pièces d'adaptation pour l'écran, pour les convertisseurs 24V - 12V, les fan duct, bref pas mal de pièces que j'ai dessiné/amélioré. Pendant que la P3Steel s'agite, je commence à préparer un Marlin custom aussi, autant les cartésiennes je me débrouille un peu, autant les deltas c'est un grand saut dans l'inconnue. Je reçois enfin l'ensemble BTT, j'installe tout et merci la simulation 3d, tout rentre comme prévu au mm près ! Une après midi de réglage Marlin/Ecran BTT et l'imprimante imprime déjà des croix de calibration. Troisième inconnue comment affiné les dimensions ? sur une Cartésienne on ajuste les axes indépendamment des autres, sur une delta c'est pas la même.... Du coup j'y vais au culot et je tests le logiciel de Calibration Flsun et il fonctionne ! Print test de +24h réussi !1 point
-
bonjour a tous recherche infos pour brancher mon touchmi sur ma skr 1.4 turbo merci1 point
-
Bon ... problème résolu. Après avoir testé le moteur, les drivers, j'ai vérifié le câblage et ... Lors du changement de drivers pour la passer en 2208, j'ai sorti les fils pour inverser les connexions. Comme l'imprimante a voyagé la semaine dernière, un fil a bougé. Je l'ai renfilé puis immobilisé à la colle chaude, et tout est rentré dans l'ordre.1 point
-
Bon capteur désactivé via le l'écran et pour l'instant ça en est là, verdict demain matin
 1 point
1 point -
Pense à vérifier que tu puisse te faire livrer les consommables. Car c'est bien beau de pouvoir trouver une imprimante et une boutique qui accepte d'envoyer vers la Polynésie... mais si tu ne peut pas recevoir les consommables, tu en sera aussi bloqué. PS : C'est juste un conseil de faire cette vérification... car j'ai récemment été contacté par une personne vivant en outre-mer n'arrivant pas à s'approvisionner en filament et qui me demandait si je connaissais un site qui lui permettrait de l'approvisionner en filament. Et... à 2... on a pas trouvé de commerçant livrant vers chez lui.1 point
-
Étant donné que c'est ma première imprimante, que je débute et que je tâtonne, je me sens plus à l'aise de rester sur une pièce de base à 20 €. Rien ne m'empêchera par la suite d' "upgrader" vers quelque chose de plus qualitatif quand je serai devenu un as de l'impression 3D J'ai grattouillé un peu et il n'y a pas tant de débris que ça, c'est surtout le bloc de chauffe qui est terni. Je vais essayer de nettoyer ce que je peux, tu as raison à propos des pièces de rechange, ça serait bête de jeter si ça peut encore fonctionner. De toute façon, chaque manipulation est utile, ça me permet de comprendre la machine et son fonctionnement. Je tenterai aussi le calibrage du PID, ce sera formateur.1 point
-
Bonjour, Cette pièce n'est pas sous pression je pense, donc pourquoi ne pas essayer de coller ? (et au besoin renforcer: percer des trous au Dremel et mettre un fil de fer ou du fil à voile) Secret d'un bon collage: dégraisser, coller, serrer fort et longtemps (avec pinces)1 point
-
On a l'impression que c'est nouveau les imprimantes 3D, c'est totalement faux, la preuve : - En 1956 dans Planète interdite, Robby était équipé d'une imprimante 3D interne. - En 1964 dans Fantomas, Jean Marais avait une imprimante 3D TPU pour faire ses masques.1 point
-
Si tu veux voir une imprimante qui imprime tout ce qu'on lui demande c'est ici :1 point
-
salut novice dans l’impression 3d, j'ai opté pour une ender 3v2 franchement super bien facile a monter, imprime très bien pour moi. seul petit truc chiant pour moi je trouve c'est le bruit du vantilo en fonctionnement. Créality aurait pu faire un petit effort pour la nuisance sonore. Mais à part sa, franchement top. Moi j'ai eu un petit bug Carte mère HS mais bon maintenant je m'amuse comme un petit fou1 point
-
Salut @Letouane, puisque ton budget le permet, j'irai plus sur la Creality Ender-3 V2 avec commande Aliexpress mais sur le compte officiel Creality pour profiter du SAV de la marque. En cas de problème, tu dialogue directement avec Creality, c'est préférable. Exemple ici: E3 V2 Bonne machine qui imprime très bien sortie du carton et sans aucune modif si elle est bien montée et réglée. Tu pars directement sur une carte 32 bits silencieuse (en V4.2.7 mais je pense qu'il n'y a plus de ça), c'est un plus. L'ajout d'un Bl-touch est possible facilement. Sinon, la Tronxy XY-2 Pro ça le fait aussi (même remarque - sur le compte officiel Tronxy). Plateau plus grand (attention, Tronxy comme d'hab donne la taille extérieure du plateau et pas la vraie zone imprimable donc 255 devient + un 240 ce qui reste proche des 220 de la Ender3). Nivellement automatique mais pas du niveau d'un Bl-touch, capteur inductif mais qui fait le job quand on a compris comment il marche. Carte 32 bits/TMC2225 aussi. reste les finitions pas au niveau de la Ender comme par exemple le traitement des gaines vers la tête d'impression et le lit chauffant. Et aussi l'accès interrupteur et lecteur SD à l'arrière de la machine...vraiment pas top en ergo. A même prix: Ender3 v2 pour moi.1 point
-
d'apres le sav , elle sera de nouveau en stock cette semaine1 point
-
Ce post est un pur bonheur, je récupère plein d'informations utiles et intéressantes. Concernant le changement/réglage des drivers, comment as-tu procéder (réglage au voltmètre avec les connecteurs moteurs/extrudeur retirés, c'est ça? Masse sur la masse de l'alimentation? Et quelle tension as-tu appliqué (TMC2208 et TMC2209) ? Il n'y a rien d'autre à faire/régler en cas de changement de drivers?) ? Désolé pour toutes ces questions, j'ai un peu regardé sur le net, j'ai dégrossi la question, mais j'aimerais être sûr pour ne rien "griller" par exemple.1 point
-
Salut @Vector, alors je n'ai pas grand chose sur la composition ^^ (contient de l'acétate d'éthyle et acétone). Par contre je peux rajouter qu'elle supporte la contrainte ayant brisé une paroi mince de mon système de ventilation a un endroit ou je dois mettre une vis de maintient et le temps de la réimprimer j'ai collé avec cette colle ça n'a pas bronché quand j'ai serré.1 point
-
Voilà ! Je voulais pas le dire pour pas que les gens "croivent" que je fais une fixette sur cette machine, mais c'est à celle-là que je pensais bien sûr ! Elle corrige d'un coup les défauts structurels de l'Anet, l'obsolescence de sa carte mère et sa piètre hotend d'origine. Et si tu aimes bricoler, t'inquiètes pas tu auras quand-même de quoi faire (mais sur de meilleures base)1 point
-
comme par exemple la creality ender 3 qui a définitivement fait tomber l'anet a8 du podium.1 point
-
Bonjour, En effet il ne s'agit pas de la magimix 2000 mais de la M200. Pour l'impression 3D je pense qu'on peut modifier légèrement la piece pour la rendre plus facile à imprimer mais mes doutes se situent plus sur la résistance de la pièce notamment avec la chaleur.1 point
-
Bonjour à tous, @Letouane Excusez moi d'intervenir comme si ça me concernait mais si je comprends bien l'expédition de ta machine est annulée Peut être est ce un signe du destin pour te suggérer de commander autre chose qu'une Anet A8 ? Je n'ai rien contre cette machine qui a permis à des cohortes de bricoleurs de se mettre à l'impression 3D. Mais ça "c'était avant" Tu as assez bien fait le tour de ses plus gros défauts et le prix que tu mettras à les corriger excède celui d'une machine moins "légendaire" mais plus actuelle. Qu'en penses-tu ?1 point
-
C'est une Tobeca 3 : belle pub pour la pme française ! Mais il faut avoir l'oeil car elle n'apparait que 2 fois de manière très courte1 point
-
tu trouveras la vraie anet a8 sur cdiscount ou amazon, et eux, ils livrent.1 point
-
non le low cost est aussi merdique en direct qu'en bowden, en plus, même avec l'originale, il faut fortement baisser la rétraction (ne jamais dépasser 2mm). Pour l'opto, t'as compris, troisième intérêt, ça facilite grandement la connection à la carte. Pas de pla sur une imprimante 3d, même éloigné des pièces chauffants, laisse une impression de pla au soleil dans ta voiture pendant une heure en plein été, à ton retour le plastique sera aussi flexible que du caoutchouc. (il faisait 48°C dans cette voiture, pas plus).1 point
-
Salut, Bravo pour le travail sur ta Q5! Tu pourras même monter dans certain cas la vitesse, mais en 'dépliant' les différentes options détaillées de vitesse de cura pour ajuster plus finement, car par défaut si tu met 100 mms au global, cura le décline en faisant de grosse différence entre les déplacements et les murs, ou les murs intérieurs et les murs extérieurs. J'arrive à monter la vitesse des murs extérieurs, qui est celle qui pénalise le plus en général, à condition de ne pas avoir le double pour la vitesse des murs intérieurs, du remplissage ou des déplacement. J'essaie de ne pas mettre plus de 20 mms de plus sur les vitesses en questions par rapport à la vitesse des mur extérieurs, mais qui du coup peut être augmenté car il y aura moins d'a coups. J'ai pu comme cela faire des impressions avec les murs extérieurs à 60 voir 80 ( ce qui correspond à une vitesse d'impression globale de 120 ou 160 dans cura je crois). mais évidement pour la vitesse de 1ere couche et "brim" je reste à 20 ou 30 max pour que ça accroche bien! J'ai même découvert que dans cura, en jouant avec l'icone "per model setting" en mode "overlap" on peut avoir des vitesses différentes ( ou autres paramètres) sur différente partie du modèle, cela ouvre des possibilité en réduisant par exemple la vitesse juste sur les porte à faux ou les parties délicates! Je suis très intéressé par ton expérience de changement de pales des ventilos. Tu peux partager les fichiers? Tu l'a fait sur lesquels? Pour l'instant je n'ai changé que celui du heatbreak par un sunon 24v un peu moins bruyant. Tous mes essais avec des 12v, même noctua, ne m'ont pas satisfait car les ventilos étaient alors asthmatiques. J'ai jamais changé les pales d'un ventillo, tu tires juste dessus?? j'aimerai trouver une solution pour celui du boitier carte mère, je pensais en mettre un plus grand qui tourne moins vite ou 2 ventilos 12v en 'push/pull' . Tes impression sont propres. en effet par défaut le réglage est en sous extrusion, et le calibrage des dimension fait du bien aussi! j'avais presque 2 mm d'écarts sur des pièces moyennes. J'ai aussi amélioré les grande surfaces plates ( vagues légères ou ghosting) en mettant des "amortisseurs" avec des élastiques sur les paires de bras. Les pieds imprimés n'ont rien apportés par contre sur la q5 en qualité. Et le changement du driver A4988 par un TMC2209 pour l'extruder est un vrai bohneur. Pour le firmware, à mon avis marlin n'apporte pas grand chose sauf pour ceux qui y sont habitué avec leurs imprimantes précédentes, par contre si tu recherches vitesse et qualité je te conseille de regarder du coté de klipper! Sur le groupe FLSun de facebook j'ai vu des résultats impressionnants. Je vais certainement essayer dés que j'aurais un peu de temps et que j'aurais, soit réussi à sauvegarder mes paramètres firmware de la Q5 pour pouvoir faire un retour arrière, soit mis ma QQS pro au même niveau que ma Q5 ( pour l'instant elle est beaucoup plus bruyante et souffre encore rapidement de ghosting... je viens de recevoir de flsun une carte mère pour y mettre des tmc car j'avais une version avec des a4988 soudés à l'oriigine). Bon courage.1 point
-
Que @TC72 achète la machine qu'il trouve la mieux appropriée à ses besoins, ce sera très bien pour lui, j'ai seulement donné mon avis sur un modèle qui me semble abouti. @Idealnight tu as parfaitement raison de dire que les Prusa ne sont pas faites pour être évoluée. Je ne vois pas le besoin ni l’intérêt de bricoler une machine qui marche très bien pour en faire quoi de plus. Personnellement je n'éprouve aucun plaisir à bricoler quelque chose qui fonctionne correctement, mais à chacun ses passions. Pour ajouter un caisson pour l'ABS, c'est réalisable sur toutes les bécanes (Mini comme Creality, etc.), mais d'origine sur la Mini tu peux monter à 280°C sans rien changer.1 point
-
ces buses étaient déjà sur la V4 qui n'a pas durée longtemps. je me base sur les pièces détachés, c'est le même ensemble pour le Mēga et la Mēga S. pour info le bloc V6 est plus court et un peu moins large en diamètre, et fait aussi bien le job que le V5, juste que l'on a plus de hauteur (1cm a peine) d'impression quand la machine est faite pour, sur la Mēga, c'est difficilement adaptable avec le bloc carré d'origine, par contre si tu change le bloc (MK4) alors oui autant mettre une V6. coté impression, c'est kiff kiff sur nos machines qui branlent de partout1 point
-
Salut, Le fait de changer la largeur de ligne règle effectivement le problème.. Du coup je me suis dit que c'était bizarre que cura accepte de faire des lignes presque vide.. Et j'ai trouvé le setting : De base il est a 0%, donc il accepte de faire des lignes vraiment fine.. Je l'ai monté à 20%, et ça a réglé mon problème, même avec mes réglages d'origine J'ai essayé avec la version mini et ça marche parfaitement, je vais réimprimer une version grande pour être sur que ce soit ça. Je posterais une phot Merci beaucoup pour ton aide en tout cas Sans toi je n'aurais jamais trouvé (ou dans 3 mois peut être)
 1 point
1 point -
Plus de Jean-Pierre Bacri ! On invite tout le monde à faire la gueule en son honneur (on est dans "blabla" , on dit skonveut....)
 1 point
1 point -
Bonjour à tous j'ai reçu ma nouvelle CM et j'ai réussi a imprimer deux fois le clips à sac que je ne pouvais absolument pas avant je vais affiner deux trois mini réglage mais mon problème principal est résolu. Merci à tous pour votre aide surtout à @remibora vraiment super sympa1 point
-
Cool, plus qu'à être patient ! Et bienvenu à lui dans ce petit monde passionnant.1 point
-
Bonjour à tous, Je viens ici vous présenter une synthèse de ce que j'ai pu glaner sur le web concernant les premières utilisations de la Sidewinder X1. Tout ce qui va suite est de fruit de mes recherches, extrapolations, et suppositions. C'est ma première imprimante. J'ai reçut la notification d'envoi 3D Expert, elle devrait arriver incessamment. Auriez-vous la gentillesse de me corriger et de commenter afin que j'anticipe au mieux les problèmes ? Voici ce que j'ai compris: 1* Généralités C'est une imprimante Chinoise, revendue, entre autres, par une ou plusieurs sociétés Françaises. (Atome 3D et 3D Expert, etc ?) C'est une imprimante FDM (Dépôt de filament) compatible avec pas mal de matériaux dès sa config d'origine. Elle dispose d'un lit chauffant en 220V micro perforé, ce qui facilite le temps de chauffe, et (en théorie) le décollage de l'impression. Elle dispose d'une tête d'impression en Direct Drive, ce qui semble apporter une plus haute qualité d'impression. (Je ne connais pas l'autre système) Elle dispose d'un Firmware Merlin. (version 1.9 il me semble ?) (La buse contiendra un peu de matériaux qui aura servi aux tests usine, donc normal si pas de la couleur de mon premier PLA.) 2* Ce a quoi il faut faire attention au montage Bien insérer les nappes. (Qui semblent être de façon unanime LA fragilité de cette machine) Vérifier le collage uniforme du "chauffe bed". Peut être ajouter une paire de rondelles sur les contacts écrous pièces en aluminium bleu. (Certaines creusent à cause du resserrage des excentriques) Vérifier les éventuels points durs en déplaçant la tête d'impression avec le doigt le plus légèrement possible, idem pour le plateau. (Remédier le cas échéant en checkant les roulettes et la cannelure de la courroie ?) Tension des courroies. (Tendues correctement elles ne doivent pas prendre 1 cm quand je pousse le centre avec le doigt ?) A ce stade je ne sais pas quel est le niveau de serrage des excentriques recherché ? 3* Les réglages Je vais utiliser Simplify 3D pour info, et j'ai déjà récupéré le profil sur le site officiel. (Je le comparerais à celui qui sera fourni avec la "clusbe" ) La j'hésite, est ce que je lance sans bidouiller les paramètres de procédé ? ou est ce que je fait direct une calibration ? Je met le bed à température, la buse aussi et je règle le plateau. (en faisant très doucement pour être sur que la buse de raye pas ce dernier) Si j'opte pour la calibration, je peux suivre la procédure ici (cela semble très simple sur la partie extrudeur, j'ai en revanche une question sur la seconde partie (multiplicateur d'extrusion). Par défaut le profil met la largeur d'extrusion en "Auto", faut-il forcer le manuel et partir de façon arbitraire sur 0.48 pour l'étape de calibration et conserver ce paramètre ? J'ai bien intégré que ce profil sera, avec les températures à préparer pour chaque sorte de filament.) cube calibration.stl 4* Les premières impressions Il me semble qu'à ce stade je suis prêt ? (La majorité des STL qui suivent viennent de Thingiverse, certains ont étés modifiés par mes soins) Impression en priorité absolue d'un bloqueur de nappe pour l'extrudeur. IDE Partie 1.stlIDE partie 2.stl pour une installation urgente, (visserie plus longue prévue en avance au cas où) Puis les éléments suivants dans cet ordre de priorité idéalement :Poignee extrudeur.stl Support cable plateau.stl Capot gauche bas.stl Capot droite.stl Capot gauche.stl Les pièces ci-dessus me semblent faire partie des upgrades "indispensables", le capot droite, est un mix de deux capots vus il me faudra vérifier que celui-ci ne rentre pas en collision avec les extensions de roulettes de plateau. Enfin, les pièces suivantes seront destinées au confort d'utilisation, (pardonnez mon petit délire sur la poignée) :Rouleau.stl Roulette.stl Capot USB.stl Capot rails.stl Capot extrudeur.stl Boite.stl Poignee.stl Capot de tube.stl Le capot d'extrudeur comprend une modification perso qui permettrait de bloquer la nappe, mais je pense le modifier d'ici à ce que je reçoive la machine par une version à blocage par serrage vis dans le même esprit. (J'éditerais le post) 5* Conclusion La théorie c'est beau ! ... J'attend et je redoute la pratique ... Je vous prie de m'excuser pour le pavé, j'ai essayé de vous faire de la mise en forme pour que cela soit moins "indigeste", et j'attend avec impatience vos corrections que j'espère bienveillantes. Merci par avance, et au plaisir de partager cet univers avec vous ! Zip1 point
-
Bonsoir, désolé du retard de réponse. Merci à tous pour vos conseils, ayant eu quelques doute sur la largeur du plateau j’en ai finalement parler à mon ami. Ce n’est plus vraiment une surprise pour le coup mais bon le but est quand même de prendre quelques chose qui lui fasse vraiment plaisir. Votre choix lui convient bien ça sera donc la Prusa Mini+ et il adore pouvoir déjà essayer les logiciels de création en attendant la longue livraison. Encore une fois merci à tous1 point
-
Au bout d'un certain tu te rendras compte qu'il n'y a aucun intérêt à insister, même si tes arguments sont bons. Tu trouveras toujours des personnes pour te dire (par exemple) que les Anet sont des machines fabuleuses, qu'ils ne les changeraient pour rien au monde car leur principal plaisir n'est pas de les utiliser pour produire de pièces mais seulement de les bricoler, les modifier, les customiser.1 point
-
Bonsoir, voila ce que j'ai trouvé sur le net et pour moi ca fonctionne. Bonne nuit resources.zip1 point
-
Bon je me permet de reposter la dernière upgrade de mon U30 Pro ... Et c'est marrant @Keryn bah elles se ressemble Je viens aussi d'acquérir une Artillery X1 donc je vais délaisser maintenant un peu ma U30 vu qu'elle est stable et qu'elle tourne en permanence. J'ai réussi à faire qqch de stable, rapide, polyvalent. Elle à un BL Touch, un marlin optimisé 1.1.9, un extrudeur BMG, le Fang de deamoncrack, des ventilos silentieux (elle est plus silencieux que la X1 de base c'est dire). Un capricorn et quelques améliorations visuelle et pratique J'ai aussi déporté le filament car j'imprime souvent du 2 Kg, mais il m'arrive de switcher entre 2 filaments et c'est pourquoi je garde le support aussi en haut. J'ai mis une webcam sur l'axe Z pour faire des time lapse (gadget hein ... mais ça me permet aussi de suivre les prints avec octoprint) Bien sur elle est aux couleurs du stade toulousain
 1 point
1 point -
Cool Fificap. N'hésites pas à partager tes retours sur la résince eco car ça m'intéresse même si comme toi j'ai craqué pour 3 bouteilles Anycubic eco. Mais je n'aurais mon imprimante que pour Noël donc je dois patienter encore un peu pour faire mes premiers essais. Sinon une vidéo qui peut t'intéresser au niveau de l'optimisation des supports et justement le gars utilise la résine Eco de chez Anycubic :1 point
-
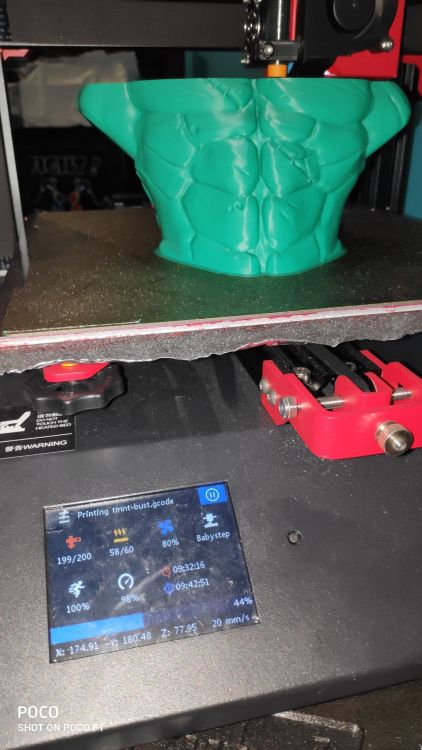
Encore un défaut "Heater timeout" au bout de 7h d'impression.....0 points
-
J'ai eu une erreur cette nuit lors d'une longue impression je pense qu'il e ça vient du capteur de fin de filament car elle m'a demandé d'en remettre pour relancer l'impression (erreur Heater je sais plus quoi). Comme ça colle bien l'impression est repartie nickel ce matin malgré le plateau froid pendant ???? Je pense désactiver voir virer ce capteur comme sur la X1...

 0 points
0 points























.thumb.png.8892030d376f6d8b381c8c29dd7e0183.png)