Classement



Contenu populaire
Contenu avec la plus haute réputation dans 10/03/2021 Dans tous les contenus
-
Le ventilateur de filament ne doit pas s'activer dès la première couche c'est normal, la première couche ne doit pas être ventilée. Il faut regarder du côté slicer c'est là ou il est paramétré pour s'activer après 2/3/4/5 couches. Edit: ah et j'ai oublié de donner mon avis sur le PLA, je suis fan du PLA grossiste 3D facile a imprimer, de belles couleurs bref un bonheur2 points
-
Oui le mode TFT suffit amplement , on a même des options qu'on ne trouve pas en mode Marlin. J'ai activé le mode LCD juste pour voir si c'était possible avec la A10. Cela m'a bien occupé, et j'ai appris pas mal de chose sur Marlin, les TFT, les schémas électroniques et VScode. Je n’ai pas perdu mon temps. Dans les faits, j'y connais pratiquement rien en électronique, je bidouille ! Si moi je peux le faire, beaucoup peuvent le faire. Faut juste de la patience et persévérer, pas laisser tomber a la première déconvenue.2 points
-
Ca y est ... on sait où sont passés les voisins de Divers ... Ceux qui ont disparus subitement il y a quelques temps après avoir été pénibles avec lui ! "Fallait pas l'embêter !"2 points
-
Bonjour à tous, Le bon plan illimité pour les Sidewinder X1, Genius et hotend Volcano avec heatbreak PFTE. Pour tout achat de buses Nitro MAX, le ptfe Liner est dorénavant offert en qualité Capricorn XS Original . https://www.hotends.fr/fr/accueil/110-220-buse-nitro-max.html#/88-diametre-040_mm Cadeau ! Merçi @ bientot1 point
-
"sur E.T."1 point
-
Un petit lien vers une vidéo où on voit le filament bouger en même temps que les "clicks". Je pense qu'il va falloir démonter l'extrudeur. https://drive.google.com/file/d/1huxeclFDZ6WtdMUGChaQUIeKQRpDxpbo/view?usp=sharing Bonne soirée à toi aussi.1 point
-
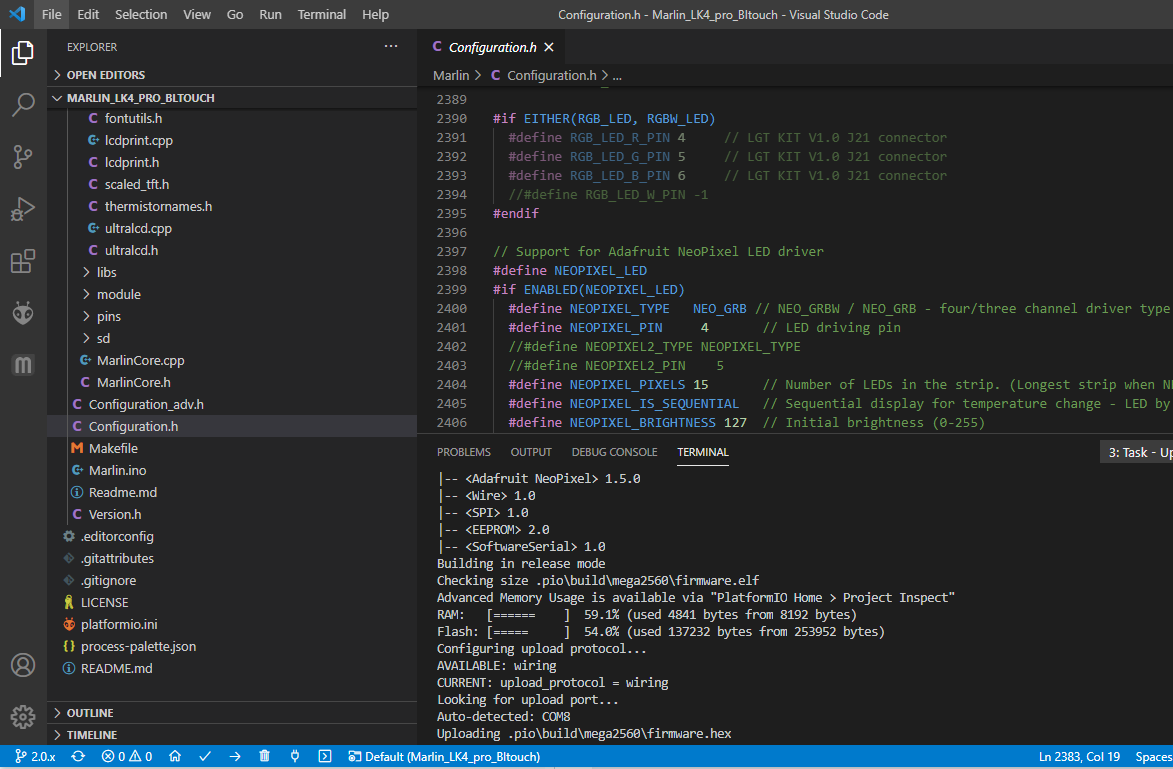
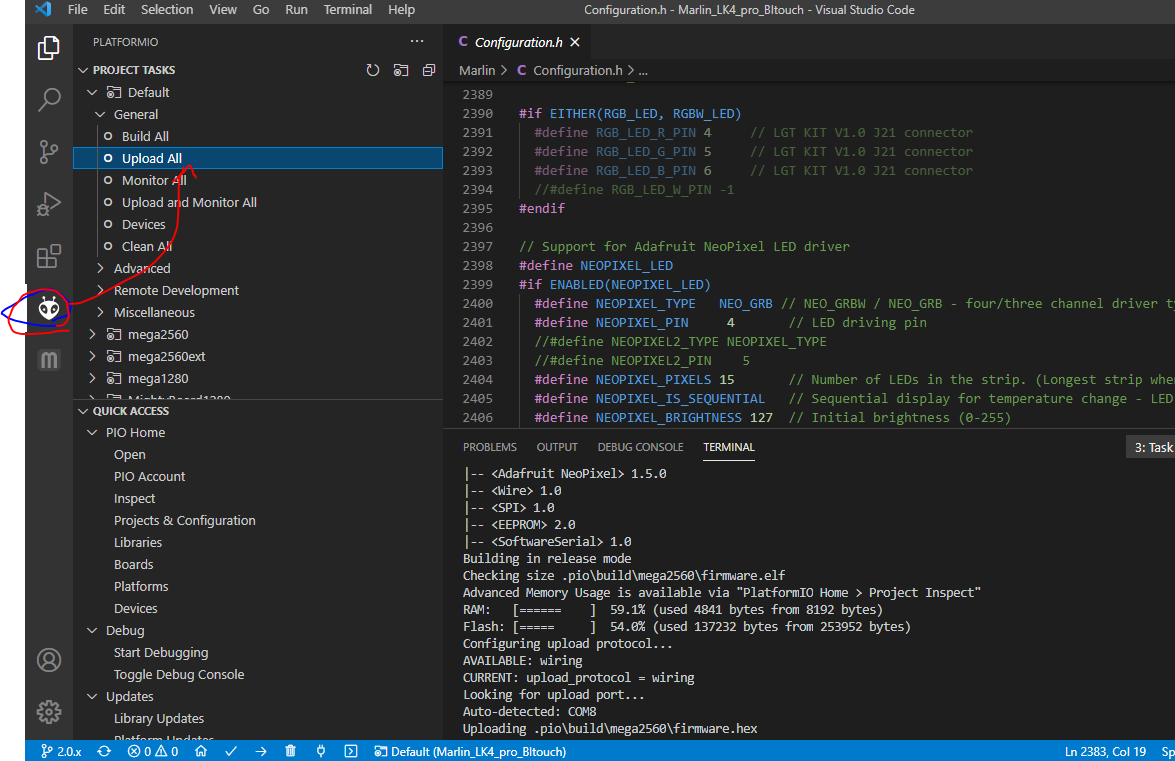
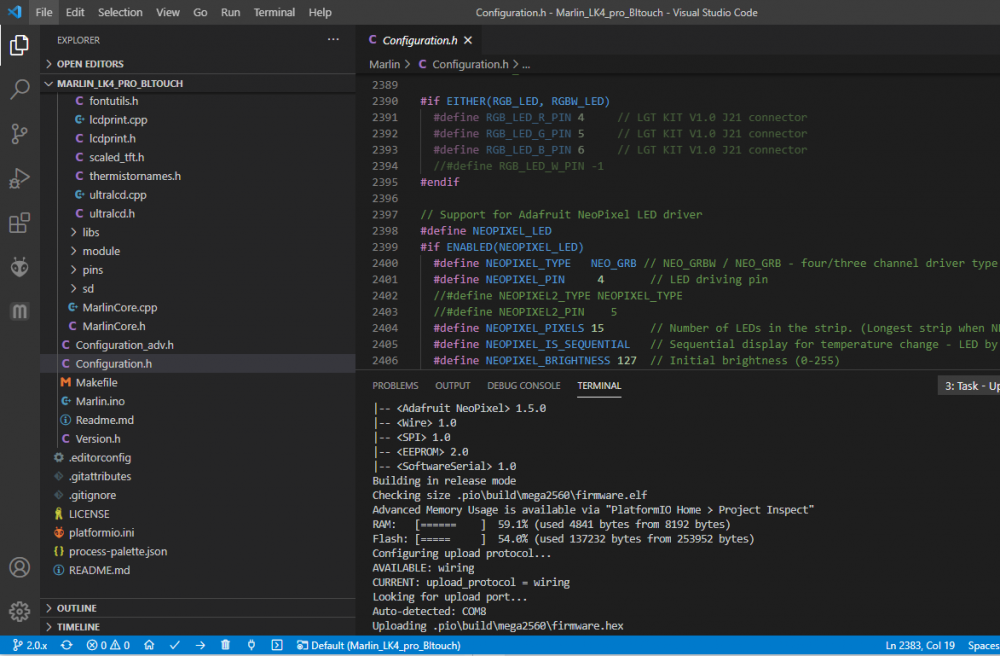
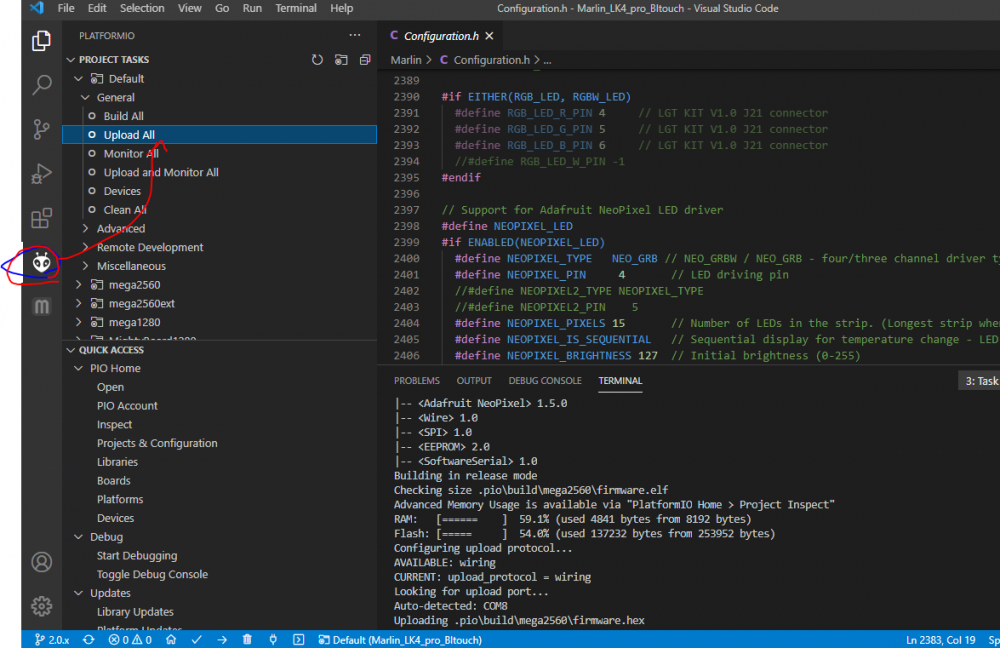
Bonsoir, Le plus "simple" (mais ça ne l'est pas vraiment ) est d'utiliser Visualstudio et platformIO sous win10. D’éditer le fichier configuration.h avec l’éditeur intégré. Puis cliquer sur E.T. et upload all => après compilation le firmware sera televerser directement sur l'imprimante Certains utilisent Arduino IDE mais ca pose parfois probleme et c'est plus long... Pour plus de détail sur l'utilisation de ce logiciel et mieux l’appréhender, n’hésitez pas à voir des vidéos sur Youtube ou autre...parfois une vidéo vaut 15 pages de texte Bon tests.
 1 point
1 point -
Bonjour, Pareil pour moi, je n'ai pas de technique pour enlever un radeau, et pour en avoir fait il y a bien longtemps maintenant, c'est un mauvais souvenir ! Un bon cutter ou un petit couteau suisse (la lame est plus solide) et beaucoup de patience, je ne vois que cela. Je rejoins PPAC, si tu as besoin d'un radeau pour un problème d'adhérence il vaut mieux le régler, tout sera plus simple. Moi je n'utilise plus jamais de radeau quelle que soit la pièce, et la bordure c'est juste pour les lithophanie. Si par contre tu as vraiment besoin de radeau, c'est paramétrable, tu peux définir dans ton slicer la distance entre le radeau et la pièce, cela peut aider à l'enlever si tu l'augmentes. Dans Cura (désolée, je n'utilise que celui-là), il s'agit de la lame d'air. Si tu l'augmentes la pièce sera plus facile à décoller. Tu peux aussi augmenter l'espacement des lignes de base du radeau toujours pour qu'il soit plus facile à enlever.1 point
-
@DGR70 Si besoin de jouer les beta testeurs pour un firm 2.0 sans bltouch mais avec le MBL activé, je suis ton homme... J'ai actuellement ce type de firm en 1.9, donc le G29 via pronterface je connais... Merci pour l'ampleur du taf accompli1 point
-
Bonsoir, il faut ajouter les 2 fichiers dans le zip joints au répertoire DWIN_SET puis mettre à jour l'écran core_firmware.zip Procédure à faire une seule fois après plus besoin. C'est une Maj qui provient du fabricant de l'ecran.. Bonne soirée1 point
-
Tu peux le faire bien sur mais... Si y'a un problème tu perds 5 éléments et autant de PLA et du temps alors que si tu en as 1 seul la perte est moindre.1 point
-
Bonjour à tous. Merci a vous tous pour vos retours et l'aide que vous apportez en retour à d'autres passionnés. Effectivement je n'avais pas placer le tuto au meilleur endroit. Pour la version sans blTouch. Une première version fonctionne mais pour le moment pas de réglage MBL depuis l'écran. Obligé de passer par le pc ou octoprint. Pour le nombre de points de palpage. Si autre chose que 25 forcément l'écran et le bilan des résultats ne s'afficheront pas correctement. Mais pas de souci si le message "nivellement réussi " s'affiche. Au pire on pourrait avoir une version simple sans les case qui se fichent. Je vous tiens au courant des évolutions. Bonne soirée à vous tous1 point
-
Bonsoir Il y a une maj supplémentaire de l'écran à faire... Elle est dans un des posts, désolé je le trouve plus1 point
-
Je pense que tu as tout bon. Il faut aussi, je pense, dans config.h, dans la section extra (tout en bas) activer un truc PWM., mais je n’ai pas cherché plus loin. A voir...1 point
-
Bon j'ai regardé, il y a pas mal de diff, mais rien que me semble majeur dans l'utilisation du BLTOUCH Peut être que j'ai une config bizarre qui fait que certains trucs interfèrent dans les codes activés a coup de define xD En tout cas merci1 point
-
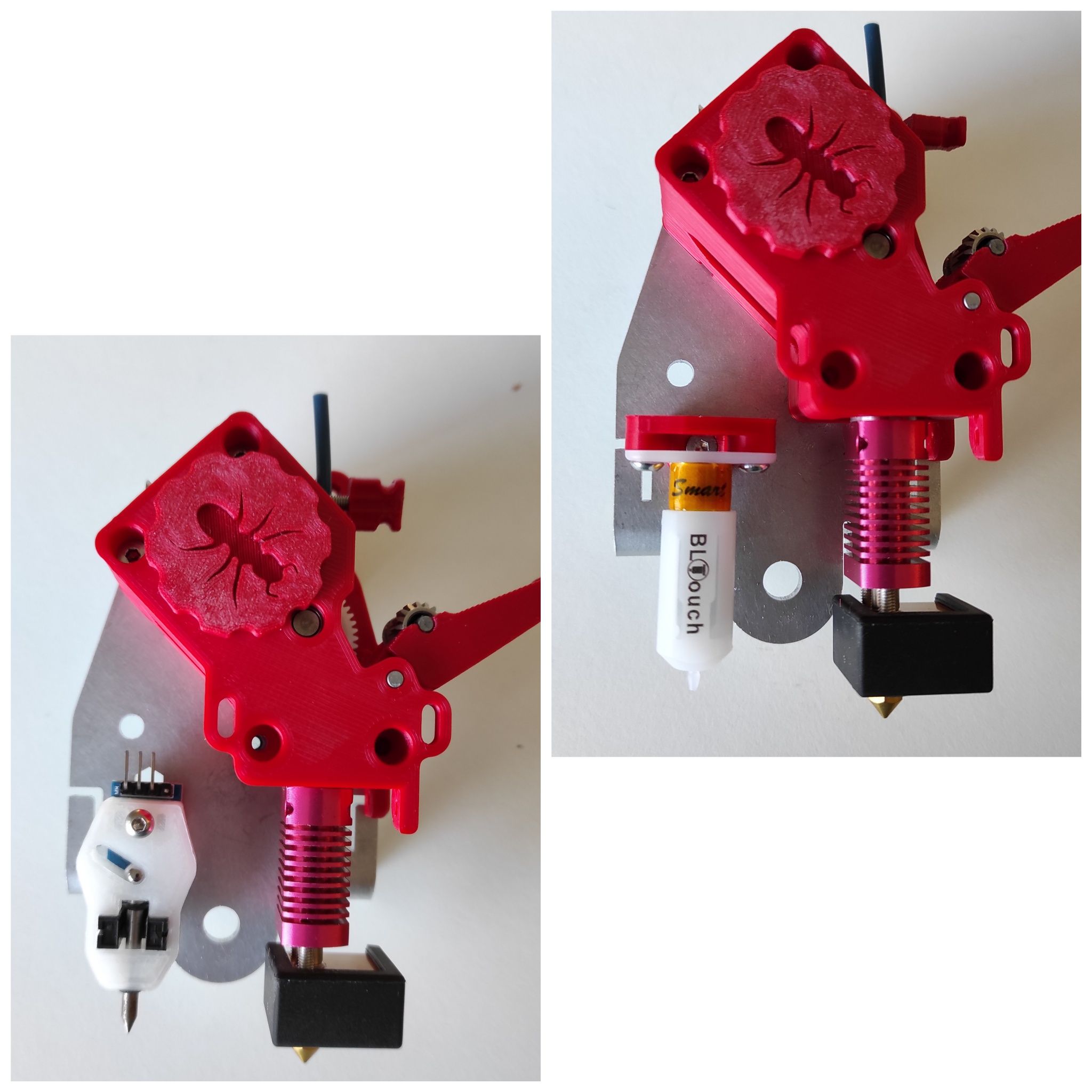
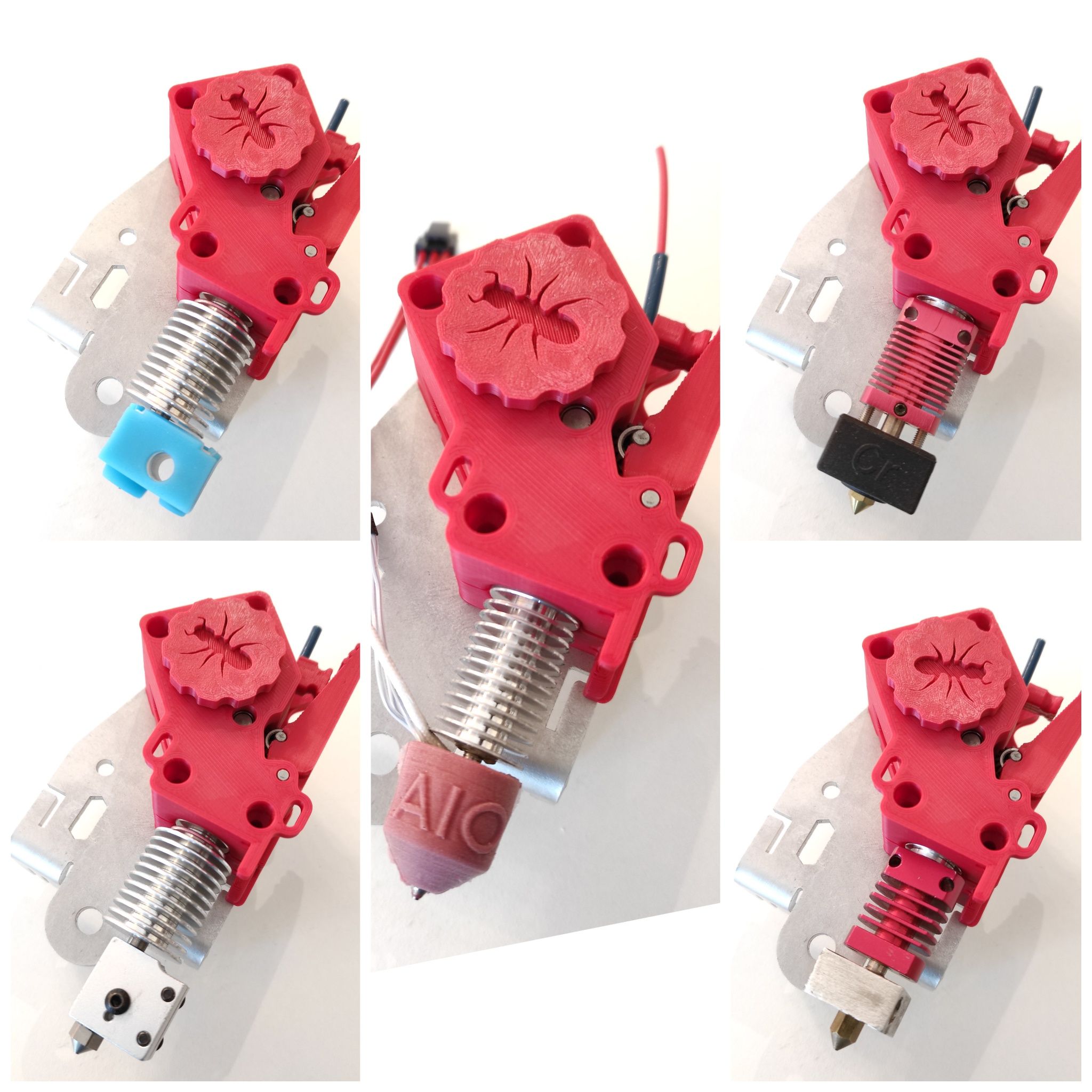
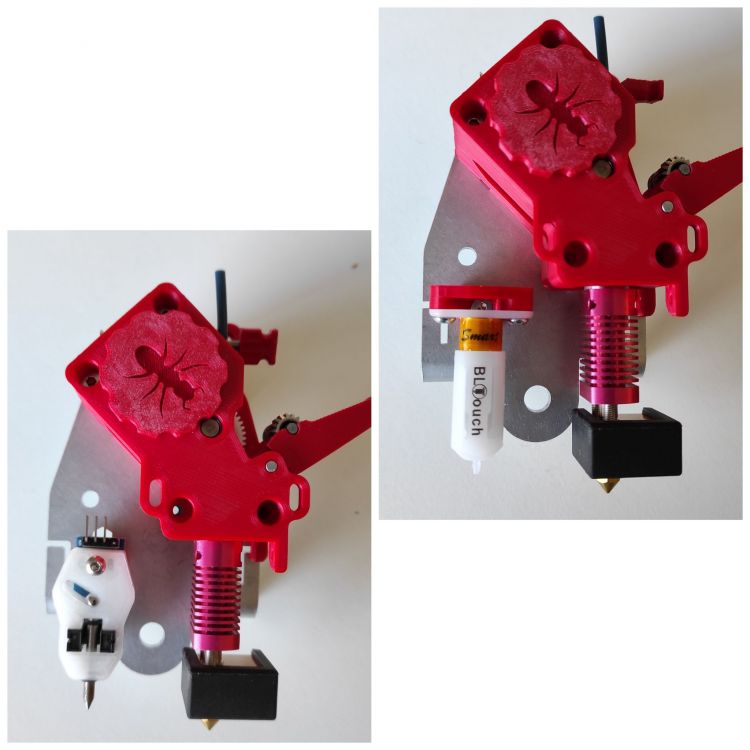
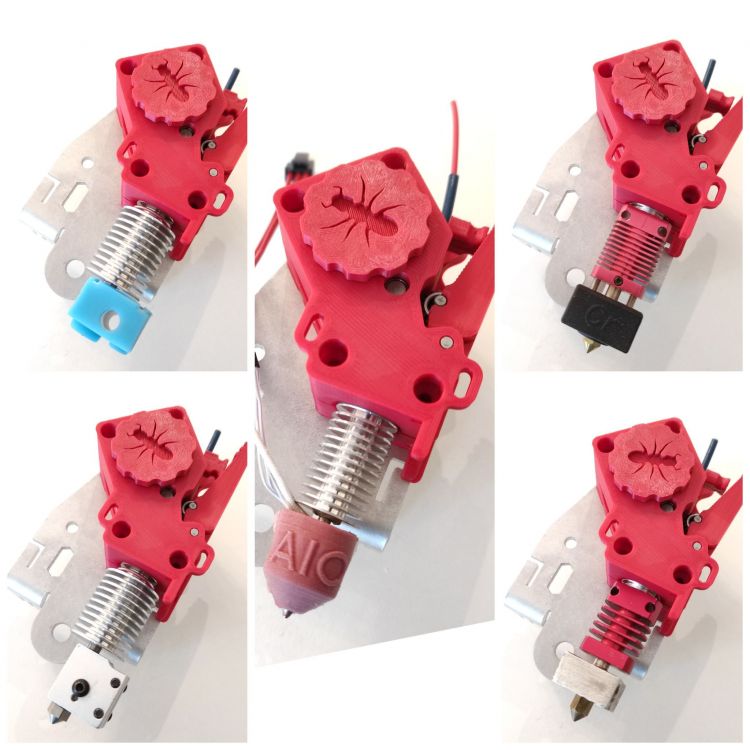
Il a évolué depuis les beta test ,quelques photos de plus avant sa sortie imminente ! Je reviendrais vous expliquez TOUT en détails trés bientot.
 1 point
1 point -
Et avant tout... calibration extrudeur et step/mm au poil si on veut jouer a la précision Sans compter évidemment une mécanique nickel et une compréhension des épaisseurs de paroi dans son slicer préféré (cf littérature sur nenette et tutos dans la section du forum) Et si nécessaire des demandes de précisions ici même.1 point
-
oui mais sur nos X5SA, cela a ses limites car avec une rétraction de plus de 8 mm, tu as vite fait d'user ton filament et de perdre l'entrainement. Donc trop de pression dans ce cas n'est pas non plus une bonne chose... @fred5976 est passé sur des copies de BMG (double engrenage, c'est du lourd !), il en semble très content:
 1 point
1 point -
pas de souci par contre, il y a aussi d'autres paramètres qui peuvent influencer, dans mon cas pour cette imprimante: la poser sur quelquechose (table, bureau,...) mais surtout bien de niveau (pas hésiter à prendre un niveau à bulle pour éviter les surprises) et stable (qui branle pas dans tous les sens), bien vérifier la tension des courroies (les miennes étaient vraiment trop tendues), regraisser les axes,... quand tu vas dans le menu "setup", tu as une fonction "levelling" qui est bien pratique pour régler le plateau "vite fait"... hésite pas si tu as des questions. @Ironbluemaîtrise bien le sujet aussi1 point
-
Salut @gaetan11560, j'ai eu aussi des problèmes de connexion avec Pronterface comme toi. Chez moi, c'est juste un ordre à respecter. je dois connecter l'imprimante à l'ordi et seulement ensuite j'ouvre Pronterface et je tente la connexion. Dans ce sens ça fonctionne. Si Pronterface est déjà ouvert et que je connecte l'imprimante, j'ai le même message d'erreur que toi.1 point
-
comment on fait pour flasher alors me faut merlin tmc2208 detecteur de filament et j'en c'est rien comment jai fait lol jai tout effacer et tout refait du debut1 point
-
salut, j'ai imprimé avec du PLA, ABS et TPU... et pas de difficultés particulières...même très agréablement surpris...ci joint les profils qui m'ont servis de base...après suivant les pièces, je customise un peu. Par contre, j'ai changé le fanduct, je t'ai mis le fichier aussi. 4MAXpro2.0-TPU.curaprofile 4MAXpro2.0-ABS.curaprofile 4MAXpro2.0-PLA.curaprofile Anycubic_4Max_Duct_v15.stl1 point
-
Ah super ! C'est vrai qu'il faudrait peut-être rapatrier le tuto ici aussi car on est dans le sujet du passage à la V2.0 de Marlin avec nos machines. En même temps je crois que @DGR70travaille sur une version pour les personnes qui ne sont pas équipées de BL TOUCH. En fait il faudra peut être faire un tableau récap de chaque version quelque part.1 point
-
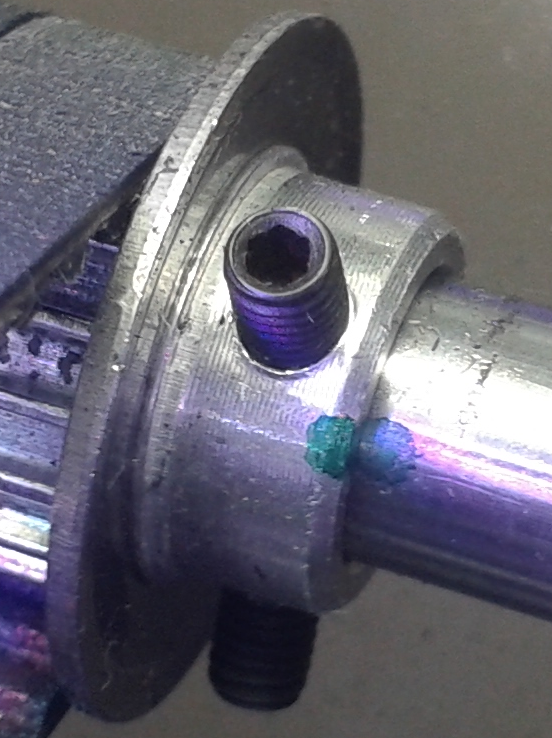
Salutation ! Je me permet de proposer de bien enlever les petits morceaux de filaments de la roue denté d'entrainement du filament (cela peut faire glisser le filament ). de vérifier que cette roue denté ai bien fixé a l'arbre moteur (je ne sais pas si il y a des vis sans tête si c le cas bien les serrer et mettre un marquage au feutre un peut comme la marque verte de cette photo : pour de suite voir si il y a ue glissement ... ) Et peut être en plus des rondelles pour augmenter la pression du roulement sur le filament, ajouter a se roulement, comme il ai incurvé, un élastique large et de taille adapté pour rajouter encore de la pression ... Merci pour tous se que j'ai pu apprendre en lisant se topic ! Bonne continuation!
 1 point
1 point -
Bonjour, @studiolab39 officiel merci pour les compliments. J'ai effectué quelques améliorations : la fixation de la station météo au mat est plus design avec deux brides métalliques. la prise au vent est réduite et la fixation est plus solide. J'ai réalisé un boitier en forme de camembert plus aérodynamique afin d'abriter les accumulateurs, l'électronique prennent place à l'intérieur et la cellule solaire qui coiffe le boitier. Le montage est simple et bien pensé afin de réduire la prise du vent sur le mat et l'appareillage. c'est pas facile de tout mettre en place ! La cellule solaire est efficace plus besoin de se soucier sur l'autonomie électrique de la station météo. a+
 1 point
1 point -
tu as raison de l'épingler car c'est vraiment un super boulot et cela va booster @DidierV pour rédiger la suite.1 point
-
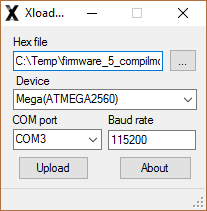
Ok j'ai le même. Voici ci joints les fichiers qu'il te faut. Le fichier hex est celui que tu vas devoir envoyer dans l'imprimante. Le fichier zip contient le firmware de l'écran en français. Le fichier zip est à dézipper puis il te faudra copier le dossier DWIN-SET sur une carte sd (de moins de 32Go formatée en Fat32 avec 4096 unités d'allocation) pour injecter ce fichier dans l'écran de l'imprimante. Pour plus de détails, regarde le tuto de @DGR70 à cet endroit : Par contre tu n'auras pas besoin de faire la partie GCODE pour le décalage des X et Y puisque le hex ci joint a déjà le bon paramètre. Pour info, pour téléverser les HEX dans l'imprimante, j'utilise Xloader petit soft qui permet de ne pas installer la version ancestrale de Cura . firmware_fangDaemoncrack_ledneopixels.hex Longer_lk4pro_French_3.zip
 1 point
1 point -
tu avais juste oublié de préciser que l'imprimante qui imprime au top c'est un cube avec des rails linéaires et l'autre une cartésienne à roulettes ... ça peut quand même faire une petite différence. Dans la pratique la gen L c'est aussi une mega 2560 ... donc je ne pense pas que la carte y soit pour quelques chose (mais tu dit aussi que le marlin ne lit pas le gcode, dans la cube il y a quoi ? ce sont les mêmes firmware dans les deux ?). comme on ne voit pas le côté des pièces on ne peut se fier qu'aux angles et je pencherai pour un peu de sur extrusion sur l'alfa ce qui pourrait expliquer la surface moins lisse. tu dis aussi que la face en contact avec le plateau n'est pas bien finie, mais comme on ne la voit pas ... on n'en parlera pas Donc beaucoup de questions et pas beaucoup de réponses (mais des pistes)1 point
-
@PPAC non je ne l'ai jamais utilisé mais il as la même fonction que compensation patte d'éléphant et effectivement ça peu être une solution puisqu'en théorie le principe c'est de dire j'ai une côte de 20 mais imprime a 19.8 si j'ai demandé 0.2 en valeur un test simple que je ferai pour confirmé c'est le cube en standart puis le cube avec une compensation, on verra direct l'impact et ça peu effectivement être très utile1 point
-
J'ai épinglé et mis en évidence ce sujet. Il apparaitra désormais comme premier lien dans cette section «Usinage/Discussion sur l'usinage». L'idée du lien de @diversest complémentaire. Bien qu' il existe plusieurs sections Tutoriels, une dans «Les imprimantes 3D» une autre dans «Logiciels 3D», elles sont plutôt orientées Impression / Logiciel; la section «Le coin des Makers / La post-production» me semblerait la plus appropriée.1 point
-
Merci à toi HÔ GRAND @fran6p franchement heureusement qu'il y a des personnes, comme toi qui donne de leur temps et de leur patience pour des pauvres incompétents comme moi. Encore merci de ta gentillesse et ta disponibilité. je m'en vais de ce pas quérir ton archive. Encore super ,chapeau à toi l'artiste, (j’arrête sinon tu vas prendre le melon ) je rigole voila c'est fini (jl Aubert) compilation nickel je transfert demain et je te tiens au courant1 point
-
@PPAC Comme je l'ai dit au-dessus, sur la page Geeetech il est bien spécifié que c'est pour piloter des leds.. http://www.geeetech.com/gt2560-3d-printer-controller-board-p-915.html Après je ne sais pas si ce connecteur peut être détourné pour être utilisé par la fonction Fan dans la section Extra de Marlin ? #define FAN_SOFT_PWM1 point
-
@PPAC je n'utilise pas Cura , je suis sur prusa slicer car je monte une caribou 320 qui est basé sur les prusa mk3s1 point
-
J'ai un PEI et aucun problème avec l'alcool isopropylique avec un chiffon doux non pelucheux. Pour les grands nettoyages eau chaude et liquide vaisselle. Par contre j'éviterai le lave-vaisselle enfin cela dépend du ou des produits que tu mets dedans mais entre le sel, le produit de nettoyage et éventuellement celui pour faire briller rien de bon dans tout ça pour le PEI1 point
-
Bonjour, J'ai le même soucis d'impression sur tous mes print, au dos des impressions ca fait comme des points de sutures... Ca fait exactement pareil quand je print plusieurs fois le même gcode. Voir photo ci joint. En particulier sur la coque et la cheminé du Benchy. J'ai une ender 3 v2 et suis nouveau dans l'impression 3D. J'ai utilisé Cura avec les paramètres par défaut. Avis aux experts du diagnostique! Thomas


 1 point
1 point -
Il y a papier et papier, ils n'ont pas tous la même épaisseur. Il faut trouver le bon (moi, j'aime bien les tickets de caisse) et le bon frottement... Pour le nettoyage du plateau, l'alcool isopropylique ne me convient pas, il laisse des traces bien qu'à 99.9%. Le lave-vaisselle est la meilleure solution que j'ai trouvée pour mon plateau PEI.1 point
-
j'ai fait se que tu m'as dis et j'ai lancé une impression avec un autre fil, le fil de base donné par Creality. Depuis tout a l'heure ca imprime sans problèmes. je verrais le résultat mais donc le problème viendrait plus du fil utilisé...1 point
-
Effectivement j'ai pris l'option miroir chez LM et pour le prix, j'en ai acheté 2 => de la laque pour que ça colle et du vinaigre blanc pour les nettoyer et depuis plus de soucis à ce niveau. Pour les galets, j'ai pris les Galet roue Polycarbonate CompoZan HQ - Type OpenBuilds V-slot. J'ai changé les 4 sous le plateau et ceux de l'axe X (pour le Z ils sont très peu sollicités donc j'ai laissé ceux d'origine). Pour le réglages des axes, effectivement une bonne équerre et une bonne règle sont de rigueur. ... et je partage à 100% ta dernière phrase concernant les remerciements et les réglages réalisables via l'écran !1 point
-
Bonjour @ThomasP678 Il y a dans la section "Shell"/"Coque" le paramètre : "Z Seam Alignment" / "Alignement de la jointure en Z" que tu peut mettre a "Random" / "Aléatoire" Mais cela répartie ses "points de couture" sur l'ensemble de l’objet et c'est souvent plus simple de les corriger, les limer / poncer / couper en post impression quand ils sont comme tu a ... Aussi regarder dans la section "Déplacement" pour jouer avec certain paramètre et après tranchage, regarder la/les aperçu ( en cochant pour les voir "Déplacements" ) pour déterminer le paramétrage qui permet le moins de déplacement au travers des parois externe lors de l'impression ... Il faut prendre le temps de faire plusieurs comparaison d'essais de tranchage et aperçu si tu veux trouver les bon paramétrage avant de faire une impression. Sinon pour plus tard https://www.simplify3d.com/support/print-quality-troubleshooting/ permet de facilement comparer et donc identifier des défaut d'impression cela peut te permettre de trouver des pistes de solutions. Espérant aider , bonne continuation !1 point
-
Merci pour vos réponses ! Oui je ne pensais pas non plus, mais j'ai juste changé DGUS_LEVEL_GRID_SIZE à 100 puis changé le GRID_MAX_POINTS_X et Y à 10 et tout s'est bien passé. Juste sur l'écran forcément ça foire un peu, il coche les zones probe un peu de façon random. Je pense que ça n'a pas d'effet. Pour vous répondre, j'ai retourné mon bed pour avoir la surface vitrée. Je vais tenter de décoller le support d'origine, peut-être que ça fait des micro bosses que je ne vois pas. Je vous tient au courant (ou alors je me casse pas la tête et je vais à Leroy Merlin prendre un miroir, je verrai!). Concernant les roulements, tu as changés lesquels et par quel modèle ? J'ai remarqué un skew lors d'une impression (oui je tente quand même de faire des impressions malgré ma première couche non parfaite), et je pense bien qu'un des axes (ou les deux) soient mal reglé. Vous avez des astuces pour ça ? Sinon je démonte et remonte tout, je ne suis plus à ça près ! En tout cas, merci pour vos réponses ! Et merci DGR70 pour ton FW en 2.x, c'est pas mal confortable de pouvoir presque tout faire via l'écran1 point
-
Et, je dirai même plus, entre la tête 1 et les têtes N, extrait du configuration.h de ma Ender5 à 2 têtes, Marlin 2.0.7.2 : // Offset of the extruders (uncomment if using more than one and relying on firmware to position when changing). // The offset has to be X=0, Y=0 for the extruder 0 hotend (default extruder). // For the other hotends it is their distance from the extruder 0 hotend. #define HOTEND_OFFSET_X { 0.0, -0.45 } // (mm) relative X-offset for each nozzle #define HOTEND_OFFSET_Y { 0.0, 0.00 } // (mm) relative Y-offset for each nozzle #define HOTEND_OFFSET_Z { 0.0, 0.400 } // (mm) relative Z-offset for each nozzle Il suffit de compléter la liste entre {} avec une deuxième, troisième, Nième valeur pour chaque axe, la première valeur étant la 1ère tête. Certains ont même imaginé des système à barillet. Je reste dubitatif. Ma double tête à bascule de ma CR10 reste trop complexe. Les systèmes anti-suintement, le verrouillage en position, le nettoyage de la tête avant la reprise d'impression (la languette ne suffit pas, et catastrophe quand on "déparque" la tête) et le point qui est devenu prioritaire pour mon utilisation, l'accessibilité, pour changer d'outil, de filament ou vérifier l'état et entretenir. C'est ce qui m'a motivé à travailler sur une autre solution d'extrusion multiple avec ma Ender5. J'ai développé un système de tête interchangeable automatiquement lors des impressions mais aussi manuellement "à l'arrêt". J'ai différents outils (platine supportant la hothead et son câblage et le système de positionnement "femelle" - 3 guides de centrage) avec des buses différentes. Je change régulièrement d'outil 0.4 avec un outil en 0.8 pour une impression de pièce de plus grandes dimensions. Le deuxième outil change moins souvent, car il est le plus souvent utiliser pour le filament de support. La dernière évolution appliquée à la Ender5, a été l'adoption de "micro-extrudeurs" en direct drive fixés sur l'outil. Le changement d'outil se résume à extraire le filament (très facile en direct drive), dévisser les 2 vis de fixation de l'extrudeur, débrancher la prise type RS232 du câblage de l'outil, et opérations inverses avec le nouvel outil, mise en chauffe de l'outil, introduction du (nouveau filament) et purge de 50 à 100 mm, une commande M851 Z avec la valeur d'offset Z de l'outil avec un M500, et hop c'est prêt. L'extrudeur restant le même, son calibrage ne change pas. En réalité, j'utilise également une commande supplémentaire M218 pour ajuster la 2ème tête, car si l'offset Z change au changement de la tête 0, le décalage de la tête 1 par rapport à la tête 0 doit être ajusté en conséquence (la commande M218 est l'équivalent GCode des "HOTEND_OFFSET" cités plus haut)... La CR10 avec sa double tête pendulaire n'est absolument pas aussi pratique, et n'est pas évolutive en direct drive. Elle fonctionne toujours sans problème et m'a bien servi pendant l'évolution de ma Ender5 (double tête, puis passage en coreXY). Sa prochaine évolution sera peut-être une révolution : évolution en IDEX. En attendant la JGMaker Artist-D Pro suite à la campagne Kickstarter, mon projet d'IDEX sur la CR10 refait surface avec insistance, avec l'attente très (trop) longue de la livraison JGMaker !! L'évolution en IDEX avec les mêmes outils utilisés sur l'Ender5 me parait de plus en plus évident. Seul, un système de réglage Z de la 2ème tête est à peaufiner, car en IDEX, on ne peut pas rattraper logiciellement un delta en Z, en impression copie ou miroir !1 point
-
J'ai un consuel vendredi, je vais lui montrer ta photo, comme ça, ça relativisera mon installation ^_^ ps : je déplace le topic dans blabla1 point
-
@higgins91 en France on a pas de pétrole mais des idées. Je suis rassuré sur l'avenir de la planète, on a pas de souci à se faire. Place aux jeunes. Après la covid on a l'électricité pour faire de la place.1 point
-
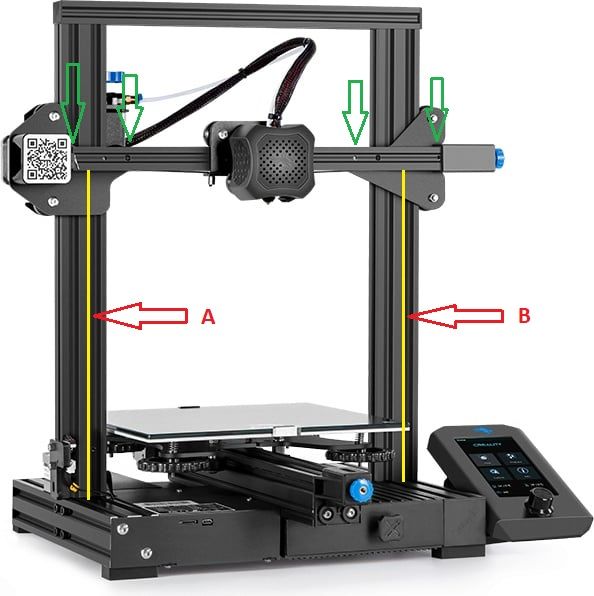
Voilà une image pour illustrer la chose, ce que je te donne comme conseil est un complément des autres conseils donnés ici hein A et B doivent avoir la même mesure. Les flèches vertes représentent les vis qui maintiennent l'axe X sur les supports métalliques, elles permettent d'avoir un peu de jeu, tu desserres par l'arrière le côté où il n'y a pas la tige filetée sans rien démonter puis tu montes ou baisses l'axe sur le triangle métallique et tu serres. Le jeu est faible mais si besoin tu peux le faire de chaque côté (côté tige filetée c'est plus chiant car il faut sortir l'axe X par le haut pour avoir accès aux vis) ainsi tu pourras gagner quelques millimètres 2/3. Edit: j'ai oublié de te répondre sur ta question, oui c'est important même si tu règles correctement ton plateau, dis toi bien que ton axe X si il n'est pas bien parallèle sera sous contrainte pour monter et descendre, sans double Z l'extrémité est un peu lâche donc rien ne garantie qu'il montera régulièrement des 2 côtés sous contrainte. Imagines devoir monter quelque chose de travers sur un axe droit.
 1 point
1 point -
Bonjour jeune ingénieur génial aux chevilles dilatées J’ai vraiment aimé ta réflection (sur l’autre sujet): je l’ai fait en cinq jours et j’aurais pu faire moins mais j’avais des grosses journées au boulot. Tu aurais dû ajouter: comme c’était trop facile, je l’ai bricolé avec la main attachée dans le dos. en réalité j’ai le poil hérissé en lisant ton message. Tu te permets de traiter Bosco d’incompétent qui ne sait rien, alors qu’il a été super sympa avec toi en prenant le temps de lister les différents points délicats pour la réalisation de ton projet et il a expliqué très clairement qu’il avait abandonné ce projet mais sur une ancienne bécane différente de la Ender 5. quand tu auras aidé et conseillé la moitié des makers qui ont remercié Bosco pour sa compétence et sa gentillesse, tu pourras te la jouer, bien que cela ne soit pas le cas de Bosco. je vais te donner un seul conseil à toi petit génie prétentieux, ne fais pas comme la grenouille de La Fontaine, sa fin ne fut pas glorieuse.1 point
-
Celui-là faudrait le pendre par les c***** jusqu'à ce qu'il devienne vert/jaune...1 point
-
Bonsoir à tous, Comme demandé par certains voici un tutoriel pour utiliser la version Marlin 2.0.7.2 si vous possédez une LK4pro ou U30pro avec BL-touch. Firmware de l’écran : - décompresser le fichier Longer_lk4pro_French.zip 2 Mo · 0 downloads - copier le dossier DWIN_SET sur une carte SD -suivre le procédure fournie par longer pour mise à jour de l’écran Update UI interface tutorial.pdf 520 Ko · 0 downloads Firmware Marlin : - utiliser le fichier : LK4pro_bltouch_Marlin2.0.7.2_French.hex 350 Ko · 0 downloads - utiliser le tutoriel suivant pour téléverser :Update firmware tutorial.pdf Paramétrer le BL-Touch: pour le support BL-Touch : si utilisation du support suivant https://www.thingiverse.com/thing:4261004 ,rien a faire déjà paramétré ( X-33mm ; Y -5 mm) Si utilisation d'un autre support récupérer les décalages en X et Y de la buse par rapport à la pointe du BL-touch (attention au sens : Valeurs négatives sui le BL-touch est à gauche et devant la buse). Envoyer Gcode via menu de l’écran : -> outils -> G-Code ou via PC M851 X(valeur décalage en X) Y(valeur décalage en Y) exemple M851 X-33 Y-5 Puis sauvegarder l'EEPROM via le g-code : M500 Pour le réglage de l'offset en Z: - préparer une feuille de papier au centre du plateau et aller dans le menu de l'ecran : -> outil -> nivellement -> Z offset Régler la valeur de Z jusqu'à jeu satisfaisant avec la feuille Merci de me faire part de vos retours. Je travaille actuellement sur une version sans BL-touch pour ceux qui souhaitent conserver le matériel original. Avec intégration d'un "palpage" manuel du plateau via l'écran (pilotage Z selon pas de 0.1 et 0.01mm). Appelé MBL : Manual Bed Leveling Bonne soirée Pour rappel les codes sources des fichiers fournis sont disponibles ici : https://github.com/DaGr70/Marlin_Longer_LK4_pro https://github.com/DaGr70/Marlin_Longer_LK4_pro/releases/tag/2.0.7.2_V21 point
-
Bonsoir @divers, Merci, mais ce n'est pas finit Je suis en train de rédiger la suite... C'est un peu long car la nouvelle législation sur l'acide de batterie (entre autre...) m'accapare ! Mais pas d'inquiétude, la suite arrive A bientôt1 point
-
Cher DIDIERV, C'est avec un immense plaisir que nous vous remettons le grand prix du jury pour votre incroyable prestation sur un sujet utile et intéressant pour l'ensemble de la communauté des Makers de ce site : L'ANODISATION DE L'ALUMINIUM
 1 point
1 point -
Bonjour, Pour ceux qui possèdent une Longer LK4 pro avec BlTouch ce lien devraient vous intéresser : https://github.com/DaGr70/Marlin_Longer_LK4_pro - Intégration de Marlin version 2.0.7.2 avec prise en charge du touchcreen DWIN T5UID1 (Merci @Desuuuu) - Firmware écran spécifique a la Longer LK4 (verticale) inspiré de l'ecran original Longer - Auto-nivellement avec Bl-touch - Babystepping - autocalibration des PID (buse e plateau) - Menu Gcode - En français La seule modification matériel à apporter est l'ajout du Bl-touch. (peut être fonctionne sans mais l'autonivellement ne sera pas opérationnel) Attention à bien calibrer votre Bl-touch : Coordonnées X-Y-Z entre sonde et buse (Gcode M851) devrait fonctionner aussi sous Alphawise U30 pro ... (Même carte mère LGT V1.0) Bonnes fêtes de fin d'année et bonnes impressions.1 point