Classement




Contenu populaire
Contenu avec la plus haute réputation dans 01/09/2021 Dans tous les contenus
-
c'est vrai que quant on voit l'allumette c'est pas si impressionnant que ça....5 points
-
Bonsoir, Après de nombreuses heures de prints sur la tenlog, je partage avec vous mon petit wall-e. Il s'agit du projet de Chilibasket 3D Printed WALL·E | chillibasket avec quelques mods et une peinture maison Il me restera à le motoriser ! Bonne soirée Jeff



 4 points
4 points -
Bonjour, Je tenais à vous faire part de la mise en service de ma CR10 Smart un peu laborieuse mais au final qui se « finie » bien. Je le fais sous forme questions/réponses et lettre ouverte pour le Service Clientèle CREALITY afin qu’ils comprennent et surtout prennent en compte les difficultés des utilisateurs lors de la mise en service. Très bien emballée et bien protégée comme à l’habitude chez Creality, le montage est très simple, les connecteurs bien positionnés. Par contre, il est fortement recommandé de vérifier TOUS les serrages possibles ! Cela passe par la structure, l’axe des roulements, le réglage de ces derniers, même les vis du plateau n’étaient pas toutes serrées, l’extruder aussi, etc… TOUTES les vis accessibles ! Vérifiez aussi l’équerrage des montants Z et l’écart de la barre des X par rapport à la structure. Pour ma part, les deux Z étaient à la même hauteur, pas de décalage. Maintenant, je vous fais part de mes remarques et des problèmes rencontrés au lancement de la machine : 1) Comment savoir si le nivellement automatique fonctionne réellement ? Il n'y a pas de message signalant la fin d'analyse Il n'y a pas non plus de tableau des mesures effectuées (comme sur la CR10S PRO V2) … cela donnait une bonne idée de l’état du plateau. 2) Le réglage manuel fonctionne comment ? Faut-il faire ce réglage manuel après le nivellement automatique ? Eh bien oui ! Onglet « manuel », la tête se positionne au milieu et là vous pouvez régler votre valeur de Z pour qu’une feuille passe sous la buse en frottant légèrement. Si vous ne faites pas cela, votre première couche n’adhérera jamais. La valeur d’origine était 0.20 et j’ai dû passer à 0.40/0.35 pour que cela fonctionne correctement. 3) J'ai l'impression que le débit de l'extruder n'est pas bon : j'ai demandé 10cm et je n'ai obtenu que 9.2cm de sortie de filament ! Comme symptômes, j'ai le BRIM de ma pièce dont les lignes n'adhérent pas les unes aux autres, est-ce un signe de débit trop faible ? S'il faut que je règle les step moteur E, comment faire car il n'y a pas accès aux valeurs de Step directement par l’écran comme sur l'Ender3 !??? Dans un premier temps, j’ai augmenté le débit dans les paramètres de Cura à 116% et cela a bien résolu la qualité de la première couche. Je verrai plus tard comment incorporer les nouvelles valeurs de step dans la machine. Messieurs les ingénieurs Creality, ne pouvez-vous pas inclure ces fonctions directement dans les menus de l’écran comme sur l’Ender 3 ? 4) Le filament s'est cassé plusieurs fois pendant l'impression (filament Creality) ET Il y a de la poussière de filament à l'entrée du "détecteur de fin de filament" Pensez-vous que cela soit dû au ressort de l'extruder trop serré ? Oui ! Sur la doc de la machine ils disent de tourner à droite pour desserrer la pression du ressort !!! Je ne sais pas de quelle droite il s’agit !? J Toujours est-il qu’il faut bien tourner dans le sens antihoraire pour relâcher la pression du ressort. J’ai démonté l’extruder pour en être sûr : quel bazar la dedans ! Et pour le remonter il faut avoir des doigts de fées, le ressort est costaud mais c’est moi qui ai gagné et ça se fait bien quand même ! Il faut dire qu’ils se sont bien creusé le cerveau pour pondre ce modèle ! Pour ce qui est du filament qui frotte en entrée de détecteur, j’ai pris un forêt de 2.5 pour vérifier le passage du fil, puis un forêt de 5.5 pour chanfreiner un peu plus le trou d’entrée. Enfin : 5) Les compteurs de temps et de % de l'écran ne défilent pas pendant l'impression (ils restent à zéro) Eh bien, cela ne m’est arrivé qu’une fois !? 6) L’arrêt automatique ne se fait pas en fin d’impression !??? Par contre, la baisse de luminosité au bout d’un certain temps si l’on ne touche pas l’écran se fait bien pendant l’impression. Il y a peut-être une case à cocher ou bien c’est un oubli qu’ils corrigeront dans le prochain firmware. Il y a bien une touche sur l’écran « One-touch shut down » mais cela arrête l’imprimante directement sans attendre le refroidissement de la buse. Il aurait fallu y mettre une condition de baisse de température buse ! Messieurs les ingénieurs Creality s’il vous plait ! Sinon, j’ai apprécié la possibilité de passer l’écran en Français. Il y a une faute à « Ventilateur » : c’est écrit Vntilateur (il manque le e) Mais puisque vous avez fait l’effort de traduire les menus d’écran, par pitié, que le service Marketing fasse l’effort de traduire la documentation en Français ! Je pense que vous vendez assez de machine dans les pays francophone pour rentabiliser sur la satisfaction client ce « détail » qui n’en est pas un je trouve ! Merci à tous de m’avoir lu. J’ai peut-être été un peu long mais c’est le ressenti d’un utilisateur « moyen » qui découvre la machine et qui a dû trouver tout seul (ou presque)en cherchant des solutions à plusieurs problèmes afin d’arriver à imprimer sa première pièce. Si cela peut servir à d’autres tant mieux ;-) Et si cela peut arriver aux oreilles des ingénieurs de CREALITY ce serait TOP !2 points
-
Ci-joint un article sur la micro-injection, un moule de 32 empreintes dont chaque pièce pèse 0,5 mg. Rien ne vaut une photo pour se rendre compte de la taille réelle: Avec nos imprimantes SLA le support serait presque plus gros que la pièce. L'article complet: https://www.ptonline.com/articles/micro-injection-molding-lsr-exploring-the-limits-of-whats-possible
 2 points
2 points -
Il contient souvent en plus de l'alcool, de l'eau et un peu d'acétone (l'acétone avec certains revêtements ne fait pas bon «ménage»). Utilise plutôt le vinaigre blanc (ça sent pas terrible mais c'est aussi efficace que l'alcool isopropylique pour cet usage).2 points
-
@vap38 il faut lui demander, pour ma part je finalise la modélisation et la mise en place de tête E3dv6 avec extrudeur bmg dual gear et moteur nema 17, avec déport de la carte VGA pour ne plus avoir ces câbles au-dessus du portique. Bilan, un poids sur tête d'origine de plus de 800 g, qui passe à 380 g. Moins d'inertie et bien meilleure qualité.2 points
-
bonjour @Jeff78s bravo félicitations pour la réalisation de Wall-e les effets de peintures sont superbes ! J'imagine le nombre d'heures et les filaments utilisés. J'avais analysé les différentes pièces et j'étais dubitatif sur l’aspect technique des pièces des supports des chenilles. Il y avait plusieurs modèles des supports et j'étais indécis sur le concept. Qu'elle est l'origine des STL ? car j'aimerai repartir sur le projet. Wall-e est intéressant car toutes les disciplines sont réunies mécanique électronique et impression 3D. Il est vrai qu'il faut de bonnes connaissances sur l'impression 3D car le modèle est assez technique et grand. Sue la motorisation des chenilles il y a plusieurs techniques avec et sans compensateur de tension de la chenille et un entrainement amélioré avec un guidage revu et corrigé. Encore bravo, n’hésite pas à nous faire part de tes observations en cours de motorisation. Aujourd'hui il est rare que les colistier se lancent dans un travail aussi technique. A+ Francis2 points
-
Bonjour, J'ai voulu recalibrer le touch screen de la Tenlog et malheureusement pendant la calibration quelque chose à touché l'écran je ne m'en suis pas aperçu... lorsque j'ai redémarré l'imprimante je n'avais plus accès qu'a la partie gauche de l'écran et donc impossible de refaire une calibration car le bouton n'était pas sélectionnable. J'ai contacté Tenlog il me disait qu'il fallait changer l'écran... j'ai recharger le Firmware de l'écran et celui de l'imprimante toujours le même problème... Après des heures de recherches j'ai fait le petit programme ci-joint pour lancer directement la calibration. Il suffit de le mettre sur une carte micro sd et de la placer dans le lecteur de la carte vidéo (il faut ouvrir le dessous de l'imprimante pour accéder). puis on démarre l'imprimante ou mieux on branche le câble imprimante sur le pc le programme se lance et efface le firmware de l'écran. On retire la carte et on relance l'imprimante ou rebranche le câble l'écran de calibration apparait et on peut recalibrer le touch screen en plusieurs points et plusieurs fois. à la fin on on recharge le firmware de l'écran via la carte micro sd ATTENTION ne placer qu'un fichier .tft sur la carte. Voilà si ça peut aider.... il faut touch.tft TL-D3-Pro-D4-D5-D6-UI.tft1 point
-
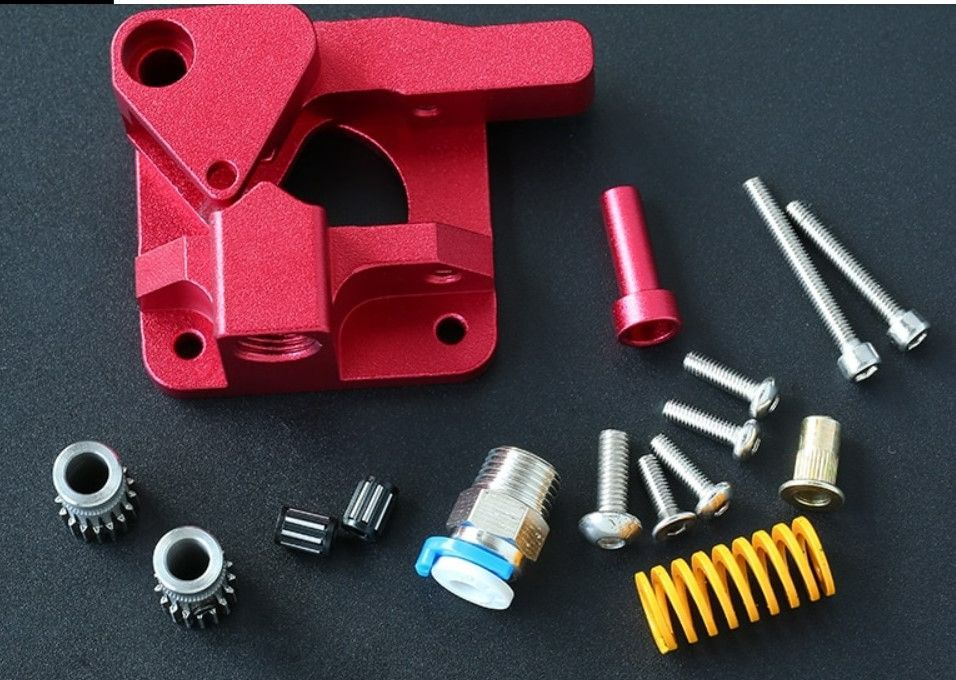
Bonjour, J’ai pensé intégrer un extrudeur universel polyvalent permettant d’acheminer tous les types de filaments surtout le TPU qui est assez capricieux à imprimer. Le PLA Flex et le TPU rencontrent le même problème au bout d’un moment malgré des paramètres d’impressions adaptés. C’est parfois le bourrage du filament aléatoire. Que ce passet ‘il ? le filament est tracté d’un côté par la roue galeté ; le galet de pression lui assure une pression constante d’entrainement. Il se produit un phénome de glissement accidentel et le filament sort vers le coté galet tendeur et en final le filament sort du conduit pour s’entortiller à son gré. Conclusion c’est le bourrage suite à la consistance élastique du filament qui refuse de rester dans l’axe d’entrainement. Le crénelage latéral du filament favorise l’allongement latéral et provoque un léger différentiel d’entrainement axial. Le fait d’avoir deux galets presseur synchronisés galetés le défaut d’entrainement s’annule. C’est le but de cette amélioration technique. L’adhérence du filament est équilibrée. Voici mon idée il existe des modèles d'extrudeurs à double poulie d'entrainement. Ce dispositif permet d'obtenir un traction symétrique du filament TPU . Je pense que l'idée est intéressante ! Il faut réaliser des entretoises entre le PCB de la prise VGA et le support de l'extrudeur. Voici le modèle d'extrudeur Qu'en pensez-vous de cette amélioration ? Çà serait une réelle évolution technique pour un usage polyvalent pour tous types de filaments souples... Bien entendu c'est du boulot car il faut modifier le carter de l'extrudeur car la profondeur de l'extrudeur est d'environ 8 mm en plus au pif ! Modifier la buse de refroidissement du filament pour une double ouïe latérale. A vous relire ! Ok c’est juste pour faire évoluer le Smilblick

 1 point
1 point -
Découvrez la Elegoo Jupiter, l'imprimante 3D MSLA 6K en campagne Kickstarter ️ https://www.lesimprimantes3d.fr/elegoo-jupiter-kickstarter-20210901/1 point
-
Bonsoir Juste une petite remarque sur ton Gcode de début, normalement le G28 est mis avant le G29 car le G28 annule le bed leveling. https://marlinfw.org/docs/gcode/G029-ubl.html et je ne vois pas de code de rappel du bed leveling par la suite du type M420. A moins que tu aies inscrit le rappel en dur dans le firmware ? @PPAC a dit "Peux tu nous passer un fichier .gcode où tu a le problème ?" Je pense que PPAC parle du fichier .gcode complet pas que la partie démarrage !1 point
-
Pour déshydrater le PLA 45°c maxi 50°c au four c'est possible, mais ici mini 4h si filament peux humide si grosse humidité possible prévoir 6h a 8h mini. Pour le PETG il faut compter 2h mini sinon 4h a 8h en fonction du taux d'humidité a 60°c. Pour l'inclinaison a 45°c jai jamais fait cela et ne ma jamais pose de soucis mais depuis je me suis fait un deshydrateur de filament a partir d'un modèle pour fruit et legume 1er prix c'est bien plus pratique. Et ton soucis d'effet de sous extrusion ou dentelle avec ton filament blanc creality ressemble a ce que peux donner un filament humide en effet, donc ce test te permettra d'en avoir confirmation.1 point
-
Le hic c'est que blender et creality slicer n'ont pas la même utilité. Blender -> modélisation 3D Creality slicer -> slicer/trancheur pour transformer la modélisation 3D de blender/fusion 360 en gcode par exemple. Donc il faudrait préciser comment tu procèdes et mettre a jour ton profil car on en sait toujours pas quelle imprimante tu possèdes...1 point
-
Hello! Je suis toujours satisfaite de mon imprimante, même si j’imprime plutôt des petites pièces. Je viens tout juste de devenir Top Vendeur sur Etsy grâce à elle, alors elle imprime bien. Je l’ai déplacée plusieurs fois sans avoir à refaire le nivelage, donc il ne bouge pas. Après j’envisage de la vendre, mais juste parce que j’ai acheté une Snapmaker 2 pour faire du laser et du CNC.1 point
-
Salut, Pareil, une fois le niveau fait, pas la peine d'y retoucher...sauf si changement de buse ou bidouilles au niveau de la tête... Concernant le fléchissement du plateau, j'y crois pas trop vu l'épaisseur de la tôle utilisée. Pour moi, c'est une bonne machine, je suis même agréablement surpris par rapport à la chiron. J'ai fait des essais d'impressions en couches de 0,05...ça donne un super aspect mais c'est long... Puis en cas de pépin (style défaut à l'assemblage, fonctionnement incohérent,....), il faut surtout pas hésiter à contacter le SAV via le site Anycubic: ils ont toujours répondu (faut leur écrire en anglais) et m'ont envoyé des pièces (gratos car couvert par la garantie) car ils avaient un doute sur l'origine du problème... A l'usage, la taille du plateau va bien (pour moi), je n'utilise presque plus la chiron. A ta disposition si besoin d'infos supplémentaires. A+1 point
-
Apparemment d après les derniers mails, je devrai la recevoir demain À vérifier demain ! oui il procédera aux éventuelles modifications petit à petit à force de la découvrir si nécessaire… Et je pense qu il saura où s adresser grâce à l’aide que vous m avez apportée1 point
-
@fran6p, @Fourmi Il est largement inspiré de celui de Frédéric de hotends.fr. La sortie du flux d'air est plus étroite et décalé par rapport à celui du miniXtruder. Cette adaptation m'a permis de monter une tête micro-swiss sur le concept du miniXtruder. Au passage, je n'ai jamais rencontré une tête d'impression dont le dispositif de refroidissement du hotend est aussi efficace surtout avec un ventilateur 30x30 (des pertes de charges réduites au minimum). Un équipement en service sur ma ender5+. Les produits de ce site sont extrêmement innovants et de très bonnes qualités1 point
-
@Lynay3d, pour quoi vouloir perdre à tout prix de la hauteur en mettant des plaques de verre Pourquoi ne pas essayé via marlin d'avoir un palpage et réglage du bed, avec possibilité de revenir en arrière. Peux tu nous mettre une photo de ton bed en plaçant un règlent dessus pour voir la déformation.1 point
-
Sur la Ender 3 tu avais un LCD avec menu marlin, les TFT ont par contre des menu indépendant de marlin et donc il est difficile d'avoir autant de menu et possibilité, les firmware BTT, des MKS Robin, Lerdge X permettant bien plus de chose que ceux de Creality il est vraie. Ici il te faudra utiliser un Pc en USB avec un logiciel type Pronter Face ou Repetier Host, imprimer une cube de calibration apporter la correction via le soft et sauvegarder la valeur par M500 dans l'Eeprom ou indiquer dans le start Gcode (mais je recommande un save Eeprom). Je te met ici la procédure rapide que j'indique a ceux qui me demande de l'aide pour calibrer l'extrudeur : Step/mm 1 - Ouvrir Repetier host 2 - Faire une marque a 110mm de l'extrudeur 3 - Mettre la température de la buse a 210°c 4 - M83 (commande mode relatif) 5 - G1 F50 (vitesse d'extrusion) 6 - G1 E100 (Extrusion de 100mm que l'on appel valeur A) 7 - Couper Chaude extrudeur 8 - M503 (lecture des valeur dans Eeprom) 9 - Rapport des commande rechercher la ligne "Echo M92 ...." et récupérer la valeur extrusion E445 par exemple que l'on appelera Valeur C. 10- Mesurer la dimension restante jusque au filament que l'on appelera valeur B, exemple si il ne reste que 6mm alors 104mm on été extruder au lieu des 100mm demander 11- Nouvelle valeur d'extrusion X est X= A/B*C. Exemple ici X = 100/104*445 = 427.88 12- M92 E427.88 (entré la nouvelle valeur de calibration E) 13- M500 Ne pas oublier de re ajuster le Débit/Flow dans Cura.1 point
-
Je confirme si il y a de l'acétone ce type de produit détruit rapidement les surface PEI par exemple. En effet beaucoup d'alcool de ce type contiennent des adjuvent, et potentiel corps gras que sont totalement déconseillé mais difficile a dire étant donné que l'on a pas toujours le composition exacte.1 point
-
Salut @Pascal84130 ton petit post sera utile a certain nouveau propriétaire de la CR10 Smart. Pour la partie 1 c'est en effet dommage car j'ai une pré-visu sur ma Genius (après modification) et en Effet ma CR10s Pro l'a, et cela est fort pratique. Pour la partie 2 le pré réglage du Z-Offset doit être effectué avant impression sur quasiment toutes les imprimante de ce segment de prix, il n'y a que la Kywoo dans les imprimante que je connais qui ne le demande pas. Pour la Parti 3 dans ce segment de prix je recommande toujours en effet de faire une calibration des step/mm de l'extrudeur et un réglage du Flow/Débit dans le slicer, cela peux varié de façon significative d'une machine a l'autre. Pour effectué la calibration des Step par millimètre de l'extrudeur il te faut un Pc connecté en usb et via un soft type pronter face tu peux facilement calibrer ton extrudeur. Il y a un paquet de tuto sur le sujet mais si tu ne trouve pas je pourrais t'aiguillé sur la procédure. En tous cas top ton retour.1 point
-
@Savate pourquoi ne notes-tu pas PETG pour le PEI ? ^^ Perso j'imprime dessus sans problème si c'est pour le fait que ça colle bien, soit une autre texture PEI soit légèrement remonter la buse et/ou baisser la temp du bed mais perso je ne fais rien de tout cela . Je garderai le PEI sur la vitre quitte a chauffer de 5 ou 10° de plus si nécessaire.1 point
-
au choix, verre tout court (pla, petg) verre avec pei magnétique collé dessus (pla, abs) ou verre ultrabase (pla)1 point
-
J'ai déjà imprimer des grosses et grande pièce pas de soucis de fléchissement, j'ai aussi (je sais c'est pas bien) forcé pour décoller certaines pièces en appuyant pas mal sur le plateau, il n'a pas bouger et j'ai pas eu à refaire de réglage pour le print suivant donc même si c'est pas une imprimante pro c'est du solide.1 point
-
Le MiniXtruder de hotends.fr ( @Fourmi) utilise un modèle fortement similaire (les fichiers STL à imprimer sont dans l'onglet «Documents joints» ou directement via ce lien ).
 1 point
1 point -
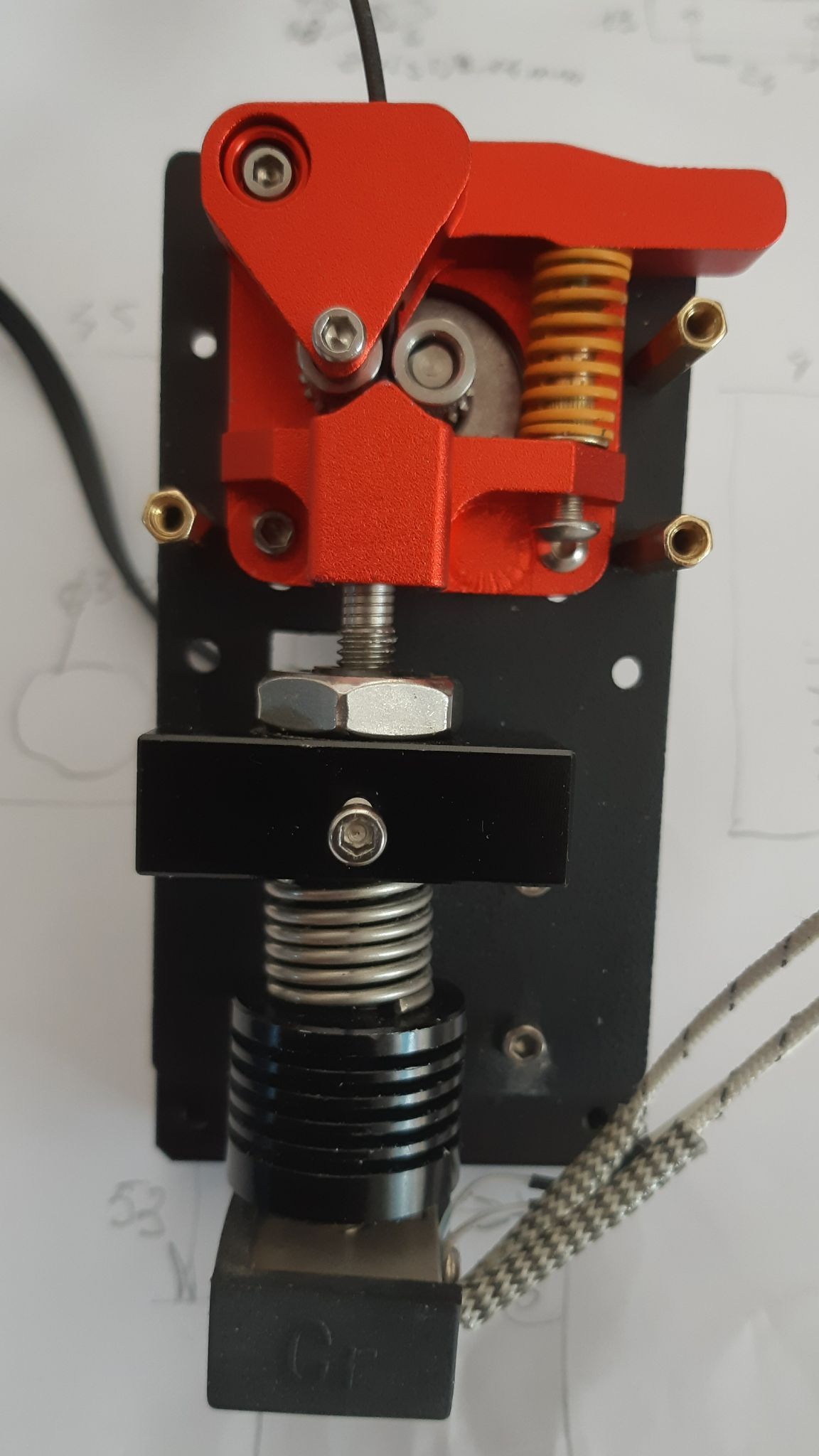
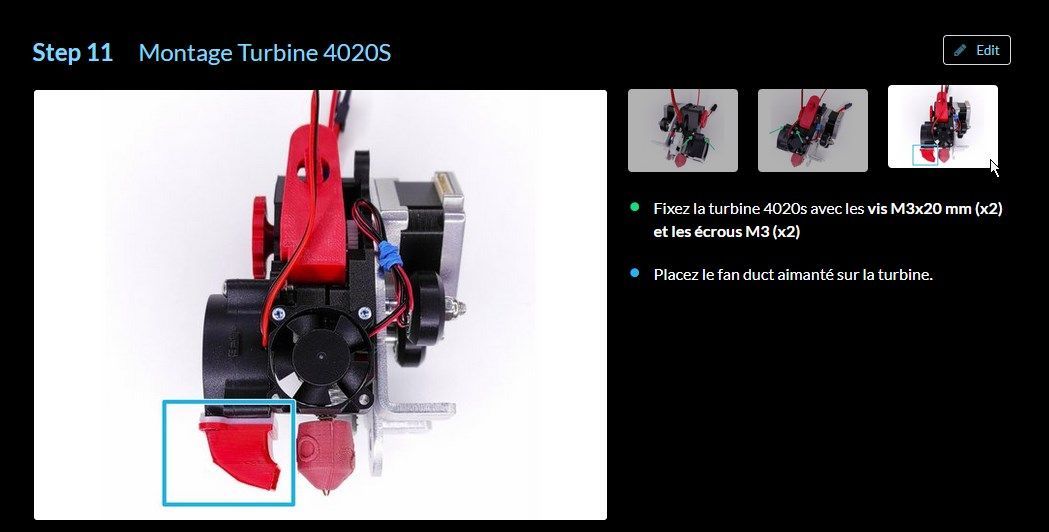
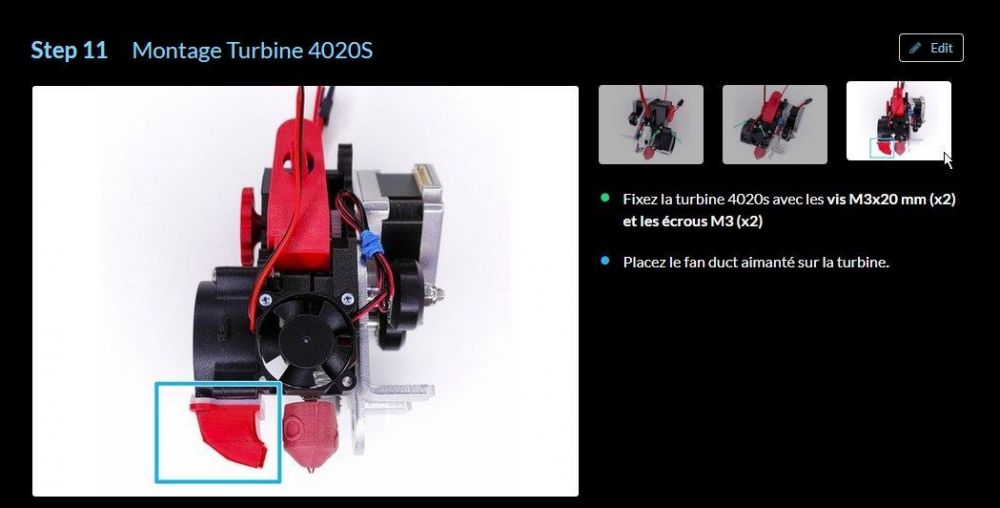
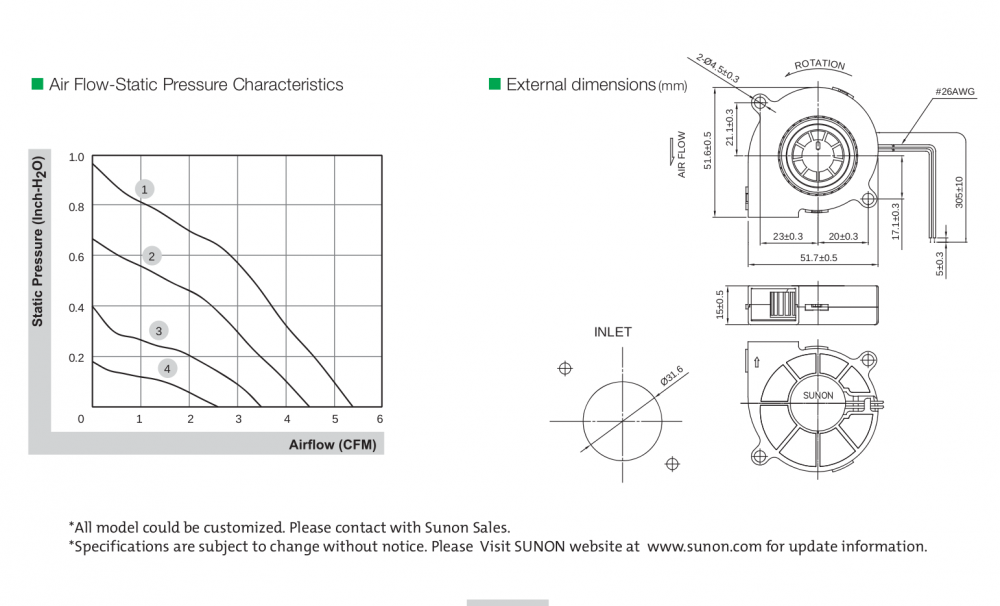
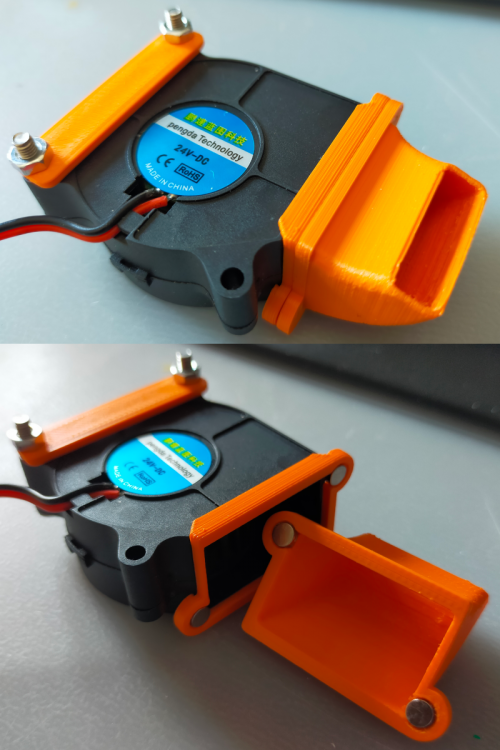
Je déconseille Pour les turbines, j'ai en fonctionnement les 2 modèles ci-dessous, ils sont corrects turbine 5015 et 4020S1 point
-
Je ne pense pas qu'il faut le voir comme ça. Je pense que personne n'attendait la X2 pour revendre leur X1, et je ne pense pas que c'était le marché visé par Artillery. Pour quelqu'un qui est sur le marché pour acheter une nouvelle imprimante 3D aujourd'hui, la Sidewinder X2 reste meilleure que le CR10S et la Genius Pro est meilleure que la majorité des autres clones d'Ender 3. Et au final, si la X1 était une bonne machine, la X2 est meilleure. C'est ça qui est important.1 point
-
Je l'ai précommandé chez Artillery3D directement aussi. Il est passé en "Shipment Shipped" aujourd'hui, ce qui est plutôt bon signe. @Lalo84 tu as fait le bon choix. Ne t'embête pas avec les modifs de buse, d'extrudeur, de firmware, etc. Ton mari se le verra le moment venu s'il est bidouilleur au fur et à mesure qu'il s'approprie la machine. Ce qui est important, c'est de savoir que la machine est une bonne base qui pourra faire tout ce dont il a besoin.1 point
-
Hola, J'ai reçu la machine aujourd'hui ! J'ai pas pu m'en empêcher et j'ai essayer ça direct vite fait (d'ou le bordel) J'ai remplis une partie du réservoir, je ne sais pas combien j'ai mis exactement, mais pas grand chose, genre je pense n'avoir même pas mis la moitié des 4L que peut contenir le distillateur Température réglée sur 80°, et j'ai laisser tourner, je suis revenus quelques minutes plus tard, et ça coulait déjà ! Après même pas une heure, voici le résultat : De la gelée de résine, je sais pas comment appeler ça autrement ! ça colle un peut, mais ça s'en vas bien, et surement qu'une fois au soleil ou quoi, ça se retire encore plus facilement, pour le nettoyage, je pense qu'une éponge avec un coté qui gratte et du liquide vaisselle feront parfaitement l'affaire une fois que tous est retiré, mais vus que tous est au fond bien propre, le top serait que je trouve un système jetable ou truc du genre Et bien sur, le précieux, celui pour qui je fait tous cela, le bioéthanol ! il est tous neuf ! (j'me demande même, si du coups il n'est pas encore plus pur que a l'origine) Edit : J'oubliais ! l'odeur, c'est une horreur, a faire en extérieur ou dans une pièce bien ventilée ! le bioéthanol, ça passe encore, par contre, le résidu de résine au fond la .... même avec un masque ça pique le nez sévère ....1 point
-
Jusqu'à 7 x7 (49 points) mais à la main ça va prendre un certain temps voire un temps certain (pour les plus anciens, le «sketch» du fût du canon). Ce n'est pas spécifique à la CR10V2 mais une fonction qu'il faut «activer» dans Marlin et donc cela implique une compilation du firmware. Extrait de ce post :1 point
-
@MV2X Bonjour, Avec un logiciel comme Blender par exemple, tu mets tout les éléments en place et tu fais des opération booléens pour assembler le tout...1 point
-
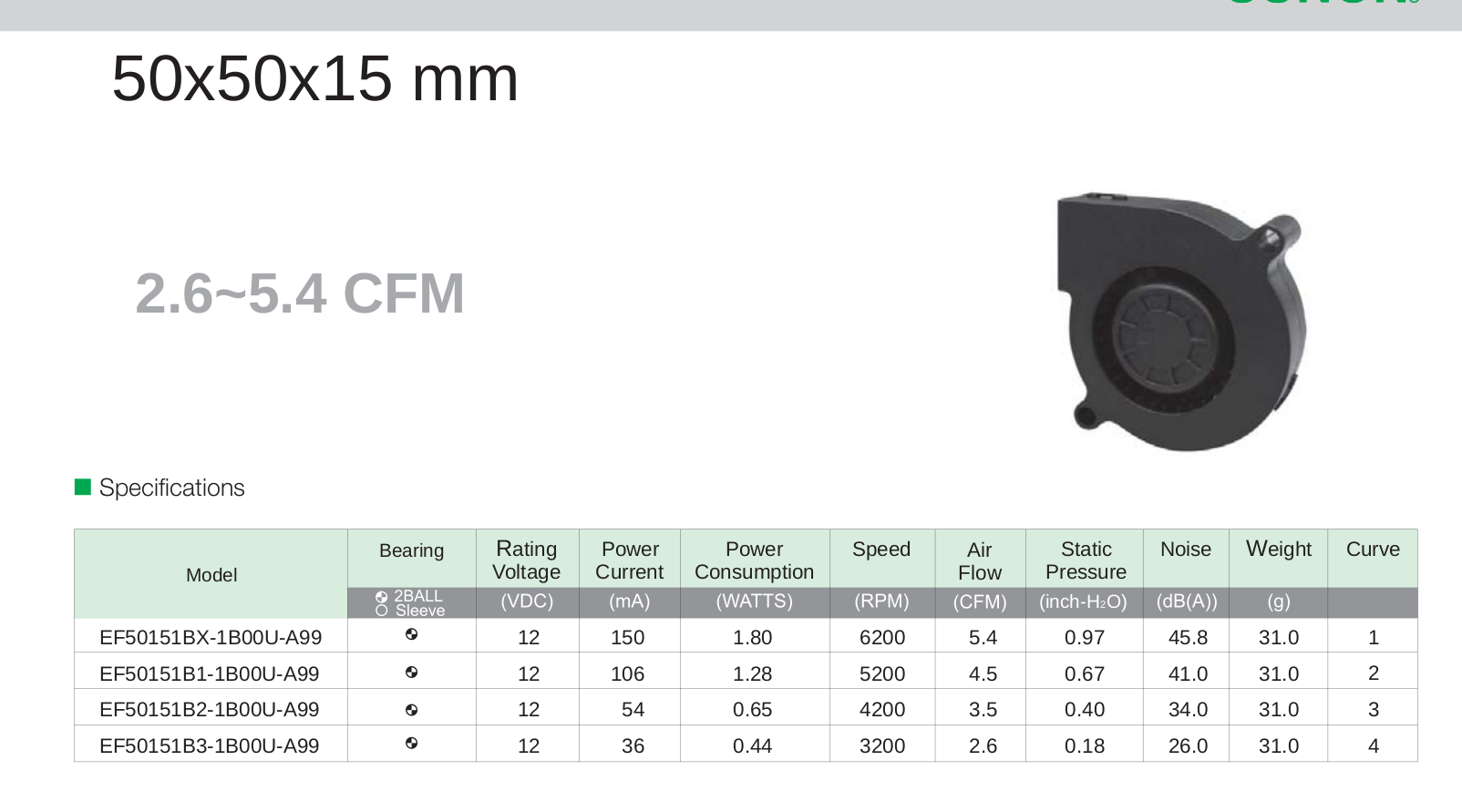
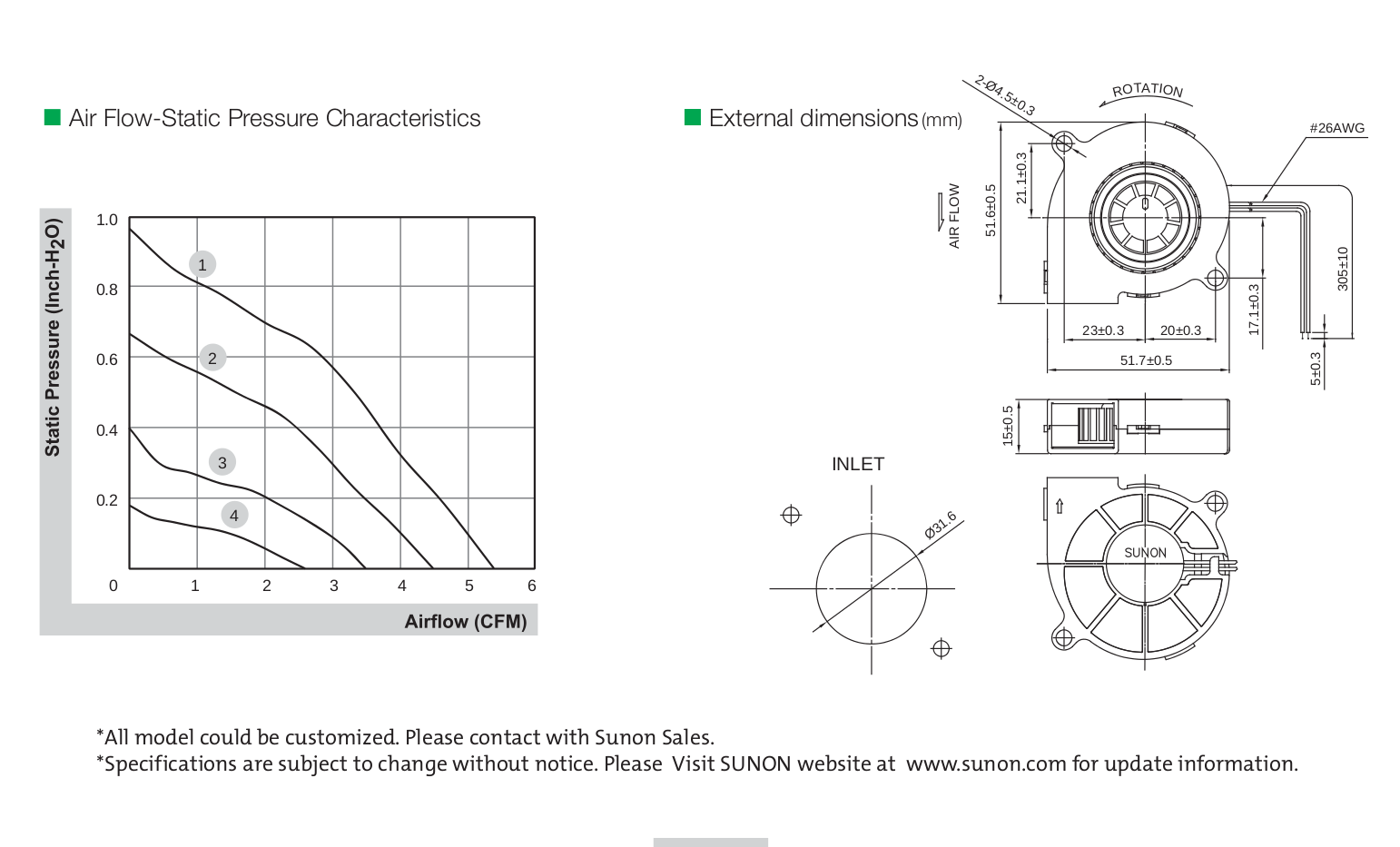
Apparemment les turbines 50x50x15 de chez Sunon sont en 12 V
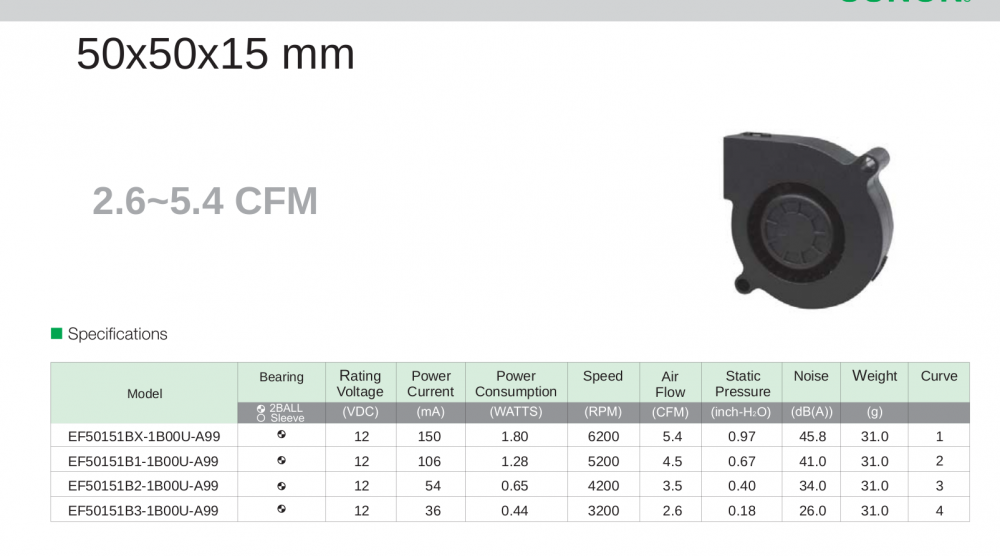
 1 point
1 point -
@methylene67 Peut être en utilisant une turbine 40x40x20 adaptée à la situation
 1 point
1 point -
Un Grand Merci ! Tuto simple et efficace, j'ai du m'y reprendre à deux fois (mauvais nettoyage) mais maintenant c'est nickel chrome ! J'ai appliqué la méthode pour caler un ptfe Capricorn sur mes imprimantes, perfecto ! Un grand merci encore1 point
-
Bah oui, sous-alimentée, c'est ce que je pense aussi. Il est cependant branché sur la même prise que les ventilateurs d'origine qui sont aussi en 24V et les ventilateurs thrive fonctionne très bien eux. Je vais voir ce soir pour y donner un coup de voltmètre. Pour le bruit je pense qu'il y a les Fysetc mais ceux qui fonctionnent avec les hotends sous l'imprimante (CM et relais) font aussi pas mal de bruit (je vais je pense les remplacer par mes deux thrive, et prendre des Sunon pour les hotends et pour les buse). @icare tu aurais des 5015 en Sunon (ou autre marque si cela n'existe pas, car visiblement qu'en 12V, mais je peux mettre un abaisseur de tension) de qualité dans ton comparatif, ventilateur turbine (pour les buses). Idem pour les ventilateurs hotends (à priori si j'ai bien lu les EB40101S2-000U-999).1 point
-
Bonjour J'ai fais quand même pas mal de recherches, et effectivement en lisant les messages j'ai pris connaissance de Kiauh ! Ce script est tout simplement excellent ! J'ai mes deux imprimantes/instances sous fluiddpi, mais me reste à fignoler la Wanhao et paramétrer la Dagoma, que du bonheur ! :D Cordialement, Skwal !1 point
-
en même temps tu peut remonté longtemps je ne l'ai pas précisé j'ai plusieurs plateaux: - 2 ziflex qui commence a fatigué ... - un autre plateau du même type mais bleu je ne connais pas la marque ( sûrement no-name ) il ressemble a "ca" - le plateau en verre d'origine @PPAC pour le nettoyage j'utilise de l'alcool a 70 ( j'ai plus d'alcool isoprop ) je n'ai pas essayé le vinaigre ^^ pour le coup j'ai déjà fait tout les réglages/nettoyage qui sont conseillé dans les tutos (sauf le multiplicateur de l'extrudeur forcement ... je pense que je vais surtout devoir reprendre mon profil cura je vais continué mes essais je vous tien au jus Merci : j'y ait pensé j'avoue ...1 point
-
C'est une version très simple et effectivement il faut faire attention au 220 ! C'est pour cela que j'ai utilisé un câble rond 2 conducteurs bien isolé pour aller jusqu’à l’interrupteur et que ce câble est maintenue avec des fixations sur le profié . je pense l’améliorer un de ces jour en y mettant un relais pour avoir une commande en 12V mais cela oblige à avoir toujours un 12 V pour pouvoir actionner le relais.... Pour le M109 R je t'avoue que je ne connaissais pas... et comme cela fonctionne, j'ai pas cherché plus loin....1 point
-
ça marche merci logiquement j'ai enfin une imprimante fonctionnel j'ai fait quelques essais, pour le moment j'ai de gros problème d’adhérence sur le plateau mais je pense qu'il s'agit simplement de trouvé les bon réglages ^^ @Yellow T-pot @methylene67@fran6p @gerardm @RFN_31 @Tekila63@PPAC je vous doit un énorme merci !!!! je ne suis pas inscrit depuis longtemps sur le fofo mais je trouve qu'il y a une super communauté a la quelle je compte bien continué de participé j'aurais sûrement d'autre question a vous posé afin de dompté la bête mais je vais faire divers essais pour bien la prendre en mains1 point
-
Idem pour moi. J'ai essayé Fluidd pour l'UI Klipper il y a quelques temps , et maintenant j'aurais un mal de chien à m'en séparer et retourner sous Octoprint (idem pour Marlin). Le workflow est tellement simple et l'UI tellement claire, c'est juste parfait et un réel bonheur à utiliser. [emoji16] Envoyé de mon IN2023 en utilisant Tapatalk1 point
-
On peut même n'installer sur le RPI qu'une mini distribution au départ. Ensuite on installe le programme «git» (sudo apt install git) On récupère «kiauh» via git. Il se chargera d'installer tout ce qu'on lui demande (y compris Octoprint si besoin). De temps en temps on le relance (./kiauh.sh) pour mettre à jour tout ce qui a été installé (y compris lui-même). Franchement depuis que je l'ai découvert, c'est la méthode que j'utilise pour mes installations sur RPi.1 point
-
je les ai lu , mais y'a longtemps c'est d'ailleurs ce topic avec un autre qui m a donner envie de tester klipper/fluidd . et maintenant il est adopter je trouve ce script pratique pour installer 2 instances .1 point
-
Petites rectifications par rapport à ces affirmations: L'ABS n'est pas plus compliqué que d'autres matières lorsqu'on possède une imprimante fermée. C'est le plus facile et beau en post-traitement, on peut le lisser à l'acétone et c'est celui qui se peint le mieux. Il est nettement plus léger que les autres filaments donc comme on les achète au kilo, tu vois l’intérêt (20% de filament en plus dans un kilo). Il est moins toxique qu'une ballade dans Paris aux heures de pointe de circulation.1 point
-
Il y a déjà bien longtemps (mais il faut avoir lu les 11 pages précédentes)1 point
-
Je ne sais pas si le lien à déjà été donné , mais au cas ou : https://github.com/th33xitus/kiauh pleins d'infos et pour les frileux un script qui install tout sur la Raspberry. Tester sur une fresh install , flash de la cm (ramps1.4) , ajout de 2 instances , installation de mainsail ou klipper ou les 2 . possibilité de tester des forks ... Core Functions: Installing Klipper to your Raspberry Pi or other Debian based Linux Distribution. Installing of the Moonraker API (needed for Mainsail, Fluidd and KlipperScreen) Installing several different web interfaces such as Mainsail, Fluidd, Duet Web Control or OctoPrint including their dependencies. Installing of KlipperScreen (OctoScreen but for Klipper!) Updating of all the listed installations above excluding OctoPrint. For updating OctoPrint, please use the OctoPrint interface! Removing of all the listed installations above. Backup of all the listed installations above.1 point
-
C'est en ce moment même et ça se passe ici : https://li3d.fr/ESUN-A3D
 1 point
1 point -
Salutation ! Si tu a l'extrudeur en plastique peut être le bras de celui ci : Sinon, vérifier que tu n'a pas un mode mm3 activé dans les menus de l’écran de l'imprimante. Et enfin si toujours pas cela pour faire le tour Ou, bien souvent la jonction Tube PTFE / Buse dans le heatbreak engendre des problèmes Tiens nous au jus et bonne continuation !1 point
-
Bonjour, Comme le Schimblick vient de tomber, je mets les photos d'essai de texture avec Idemaker sur un support de boucle d'oreille. (mode mirroir) cela fait travailler pas mal la rétraction.


 1 point
1 point -
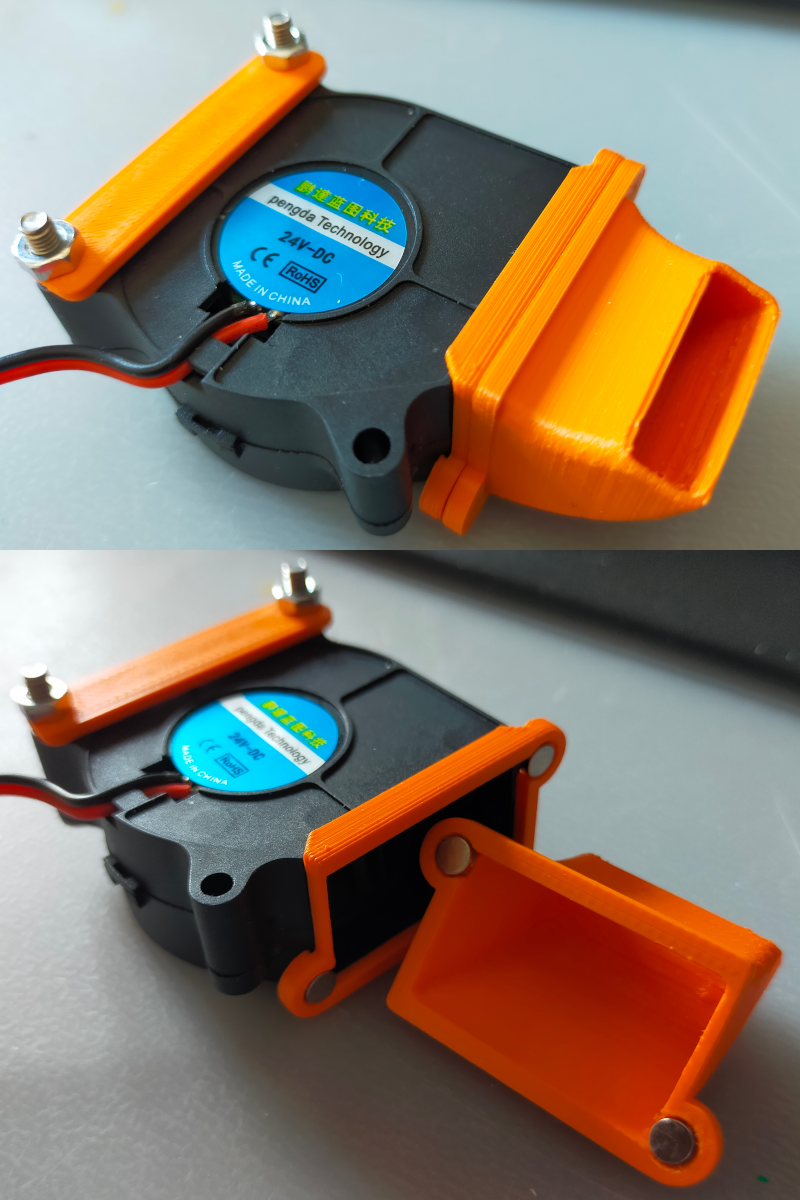
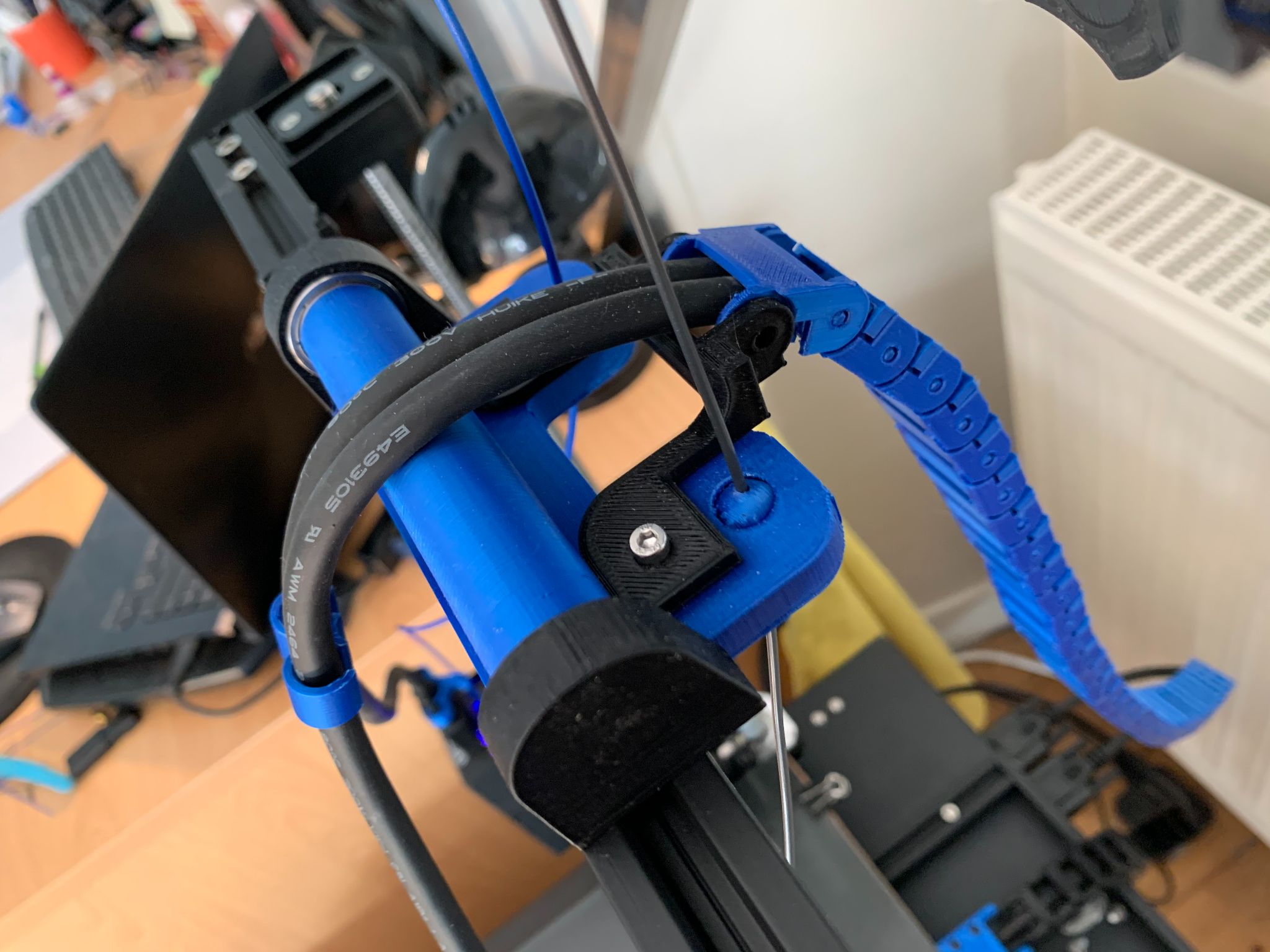
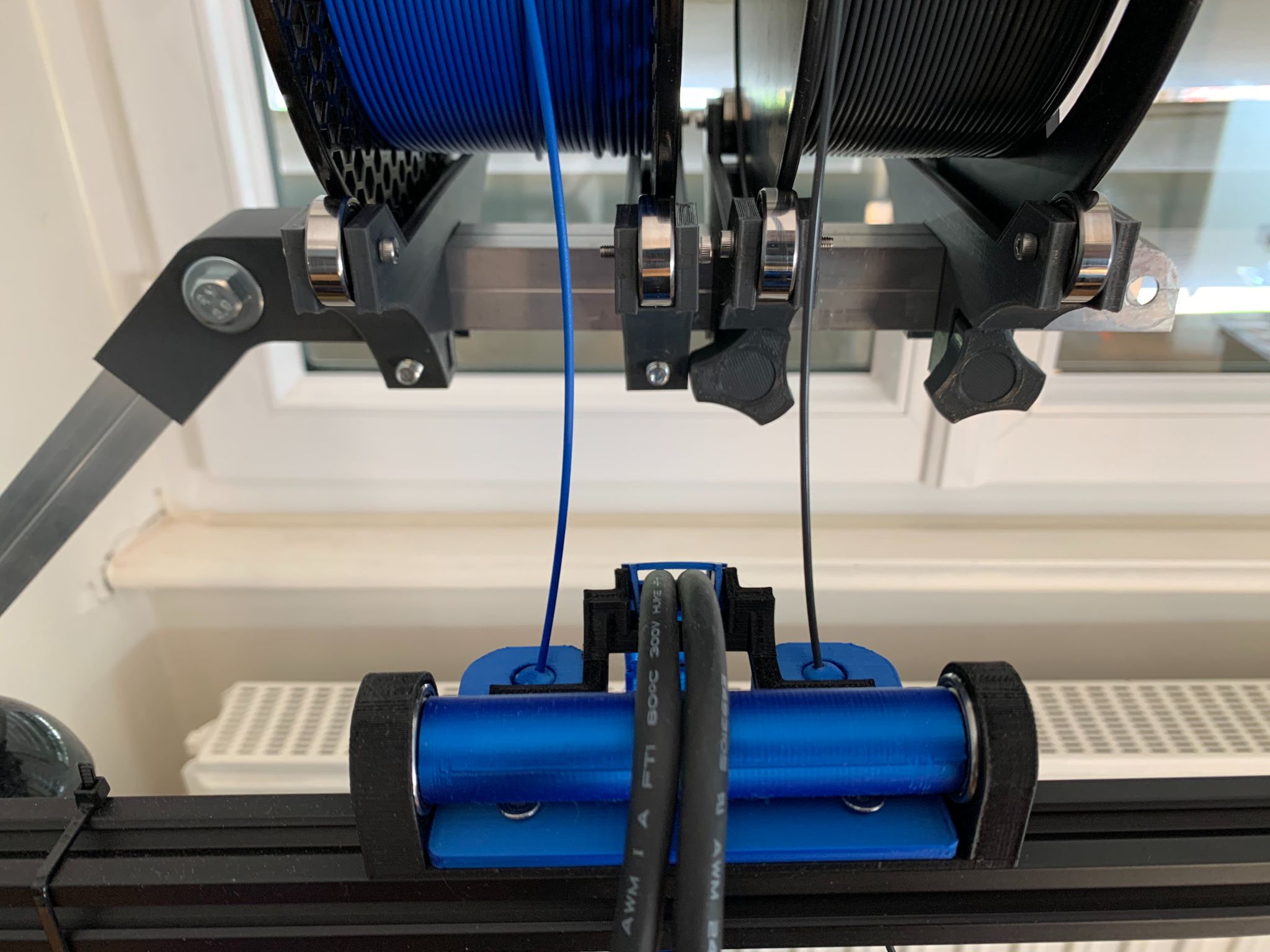
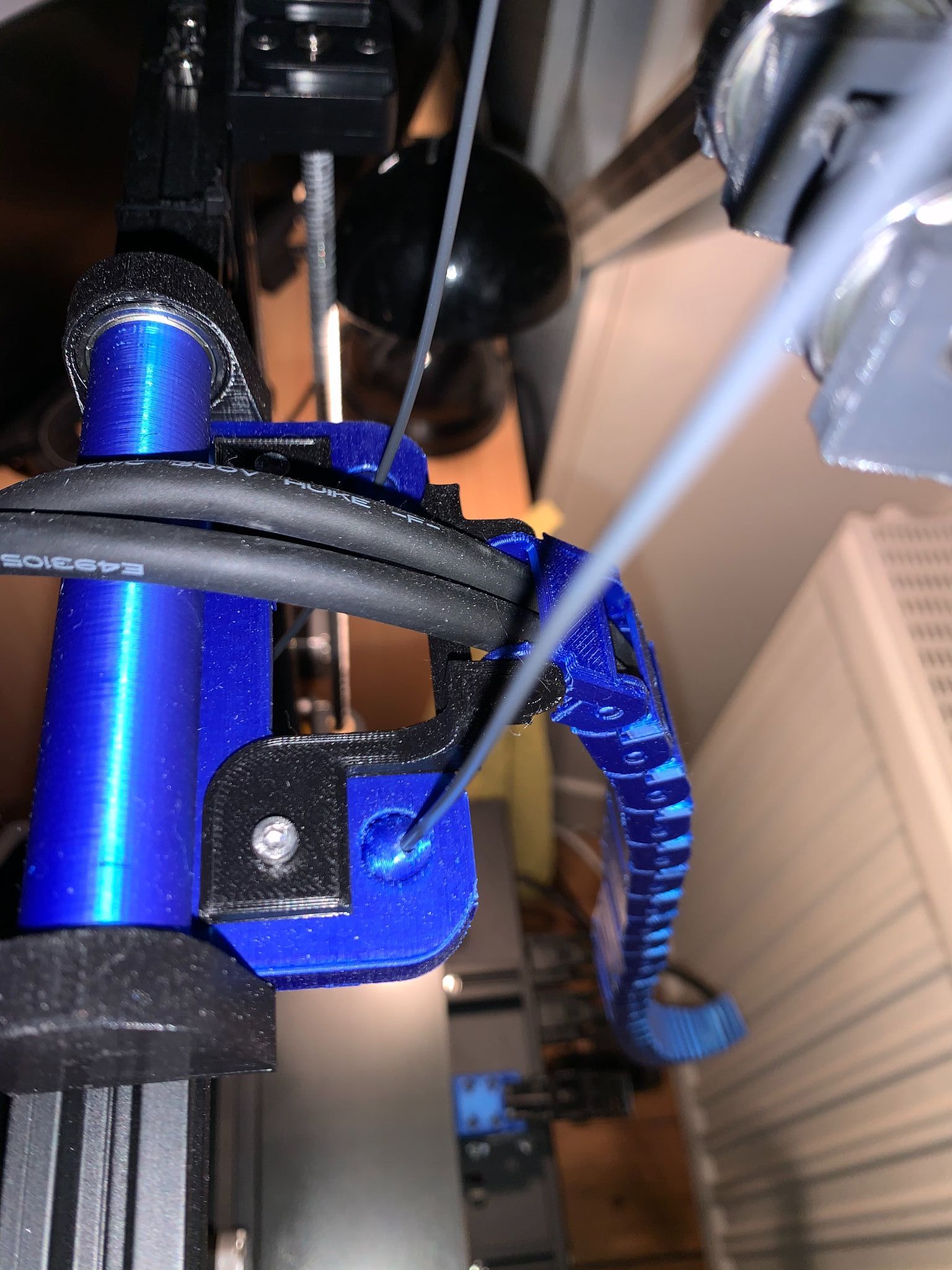
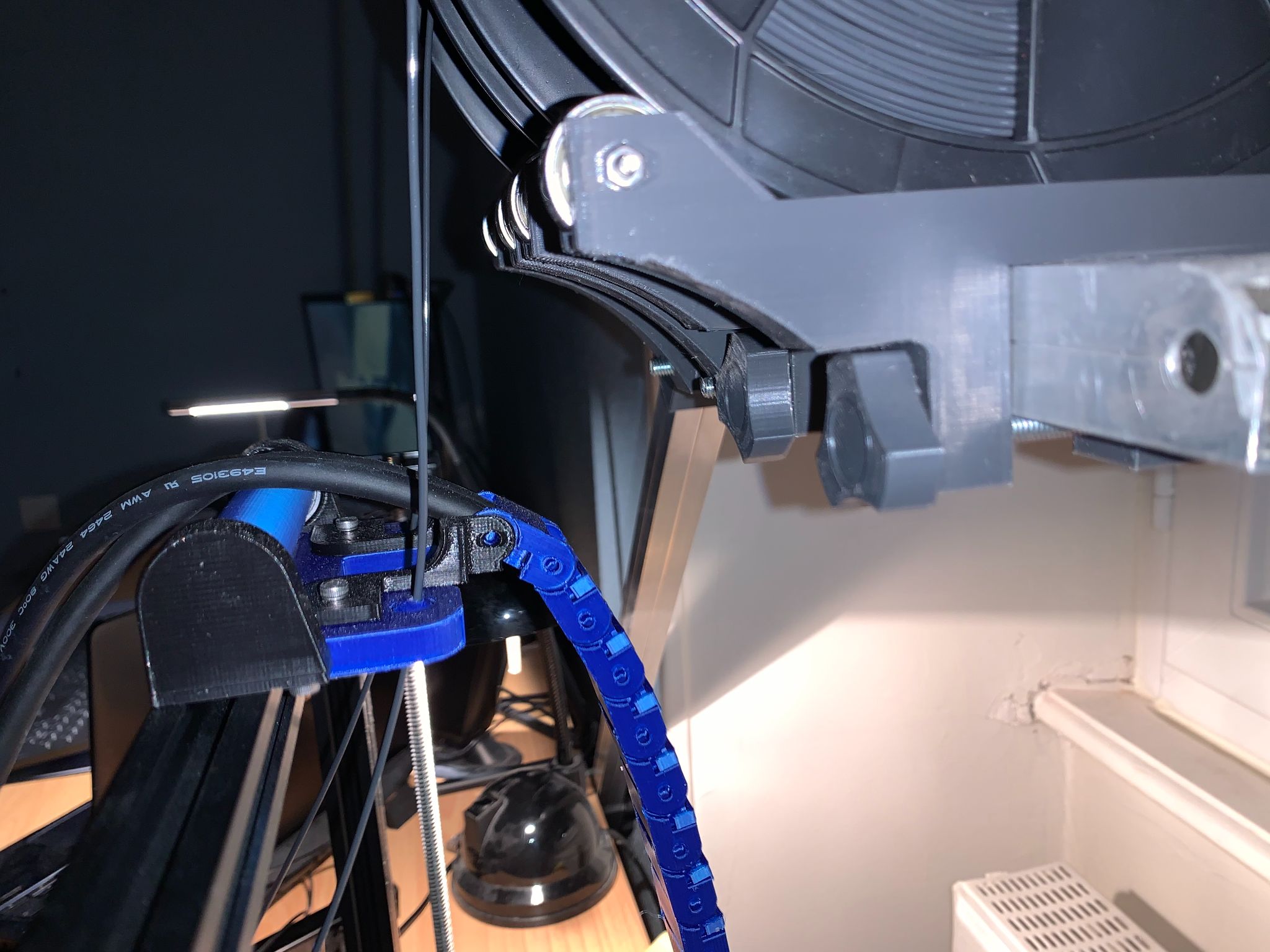
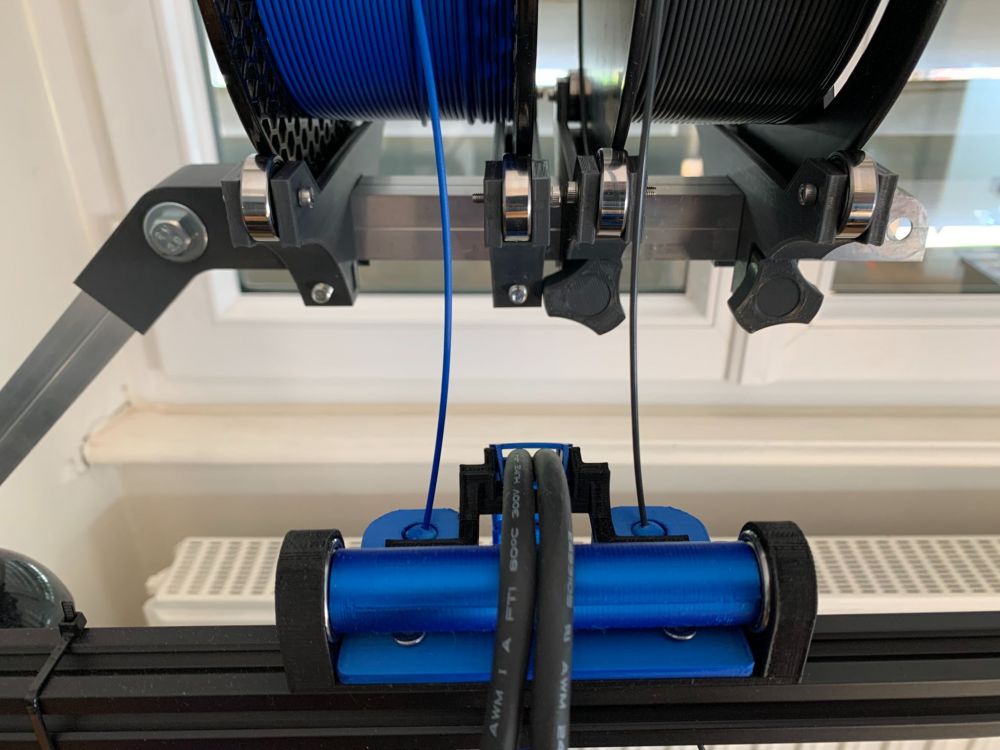
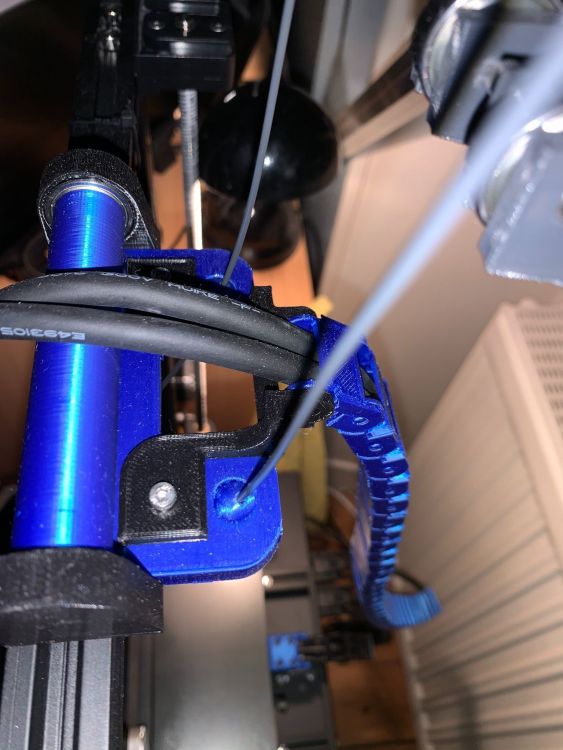
Ce système s'adapte au STL qu'avait fourni @vap38avec le guide filament à rotule (je n'ai pas refait une pièce unique qui aurait été plus compliqué à imprimer). Ayant eu une fois un des câbles VGA qui s'est bloqué avec le plateau, je les ai regroupé pour les guider. Je n'ai pas testé mais je pense qu'en exploitation complète de la hauteur d'impression, les guides rotule ne seront pas adaptés. Il faudra en plus deux roulements type ABEC 5 (pour roller) 608ZZ 8x22x7 : https://fr.aliexpress.com/item/549643998.html?spm=a2g0s.9042311.0.0.180b6c37V5YyMV Egalement deux écrous Tnut avec 2 vis M4 de mémoire et 2 vis M3 avec écrou. Facultatif, une vis M3 x 8 mm pour fixer les deux parties qui supportent les roulements (normalement le pion de cintrage maintien la pièce. 8 fichier STL : Le fichier du guide filament à rotule --> Rotule filament.stl Le fichier du support cylindre avec platine --> VGA partie 1.stl Le fichier du support cylindre de l'autre côté --> VGA partie 2.stl Le cylindre --> VGA cylindre.stl Le fichier qui permet de cliper la chaîne et qui s'adapte sur l'ensemble --> clip chaîne rouleau p1.stl Le fichier qui permet de fixer le fichier précédent --> clip chaîne rouleau p2.stl La pièce principale pour la chaîne Les clips des chaînes en deux partie --> cable_chain_link_v3.stl et cable_chain_link_cover_v2.stl Rien ne s'imprime avec des supports sauf le cylindre, épaisseur de couche 0.2 mm, PLA, infill 20%. Pour le cylindre, je vous recommande de mettre les extrémités (les deux petits cylindres) avec le début du gros cylindre en infill 100% (utiliser support blocker sur Cura). En plus je met le fichier verrou VGA.stl pour le système sans la chaîne qui remplace les deux fichier clip chaîne. VGA cylindre.stl VGA partie 1.stl VGA partie 2.stl Verrou VGA.stl Clip chaine rouleau p2.stl Clip chaine rouleau p1.stl cableChain_link_v3.stl cableChain_linkCover_v2.stl rotule filament.STL

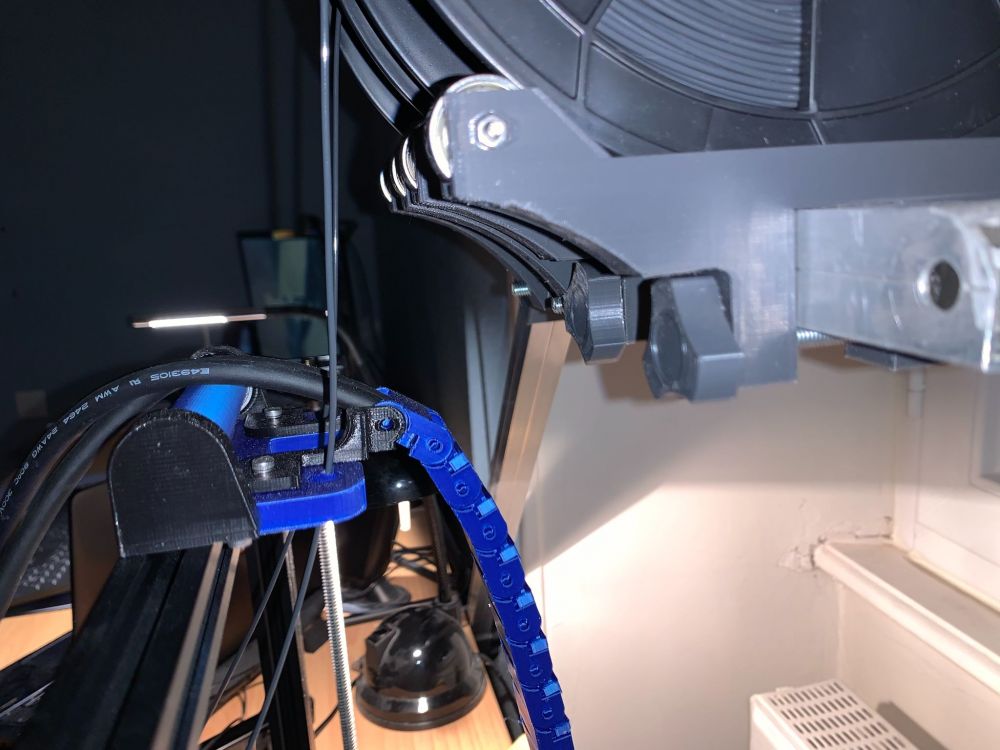 1 point
1 point -
Bouclier captain America, 52cm de diamètre. Filament silk Geeetech et Noulei. Aucun post-traitment. Poids : 1,6kg. Pour de la déco...
 1 point
1 point