Classement




Contenu populaire
Contenu avec la plus haute réputation dans 12/01/2022 Dans tous les contenus
-
Sur l'écran OK,
 3 points
3 points -
Impression test, j'aime vraiment pas cette résine, c'est une translucide faut monter les UV à 70 alors que normalement c'est 50 et la encore c'est encore moue en sortant de l'imprimante, je vais m'en servir que pour les prototypes et j'utiliserais l'anycubic pour les vrais impression. Malgré sa grosse tête, il tient debout tout seul, c'était pas calculé mais c'est cool, reste plus qu'a voir si l'auteur le valide (j'en imprimerais un plus beau pour lui présenter)


 3 points
3 points -
ils ont quand même une sacré prise au vent Je sors ->2 points
-
@gota34 Je crois que tu devrais débuter par lire ceci : C'est la base pour pouvoir compiler son propre firmware !!!2 points
-
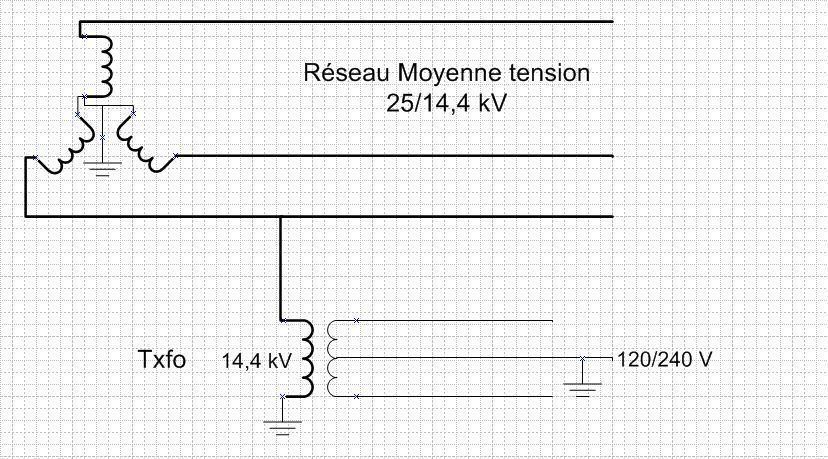
@hyoti Non pas du tout !!! Au Canada (et peut-être aux USA) le triphasé est utilisé presque exclusivement dans le domaine industriel et commercial, et c'est du 347/600 V (ou un niveau de tension beaucoup plus élevé dans le cas de l'industrie lourde). Voici un schéma qui représente la façon dont les résidences sont raccordés au réseau HQ: Le réseau moyenne tension (25/14,4 kV) est le réseau qui distribue l'énergie à travers les villes et villages (réseau triphasé) Le réseau basse tension (347/600 V triphasé ou 120/240V monophasé) est la partie qui alimente directement les résidences, les commerces, les petites industries.... Voilà.... petit cours 101 de l'alimentation électrique au Canada !!
 2 points
2 points -
Salut, Si on cherche à répondre à la question initiale, à savoir quelles sont les imprimantes les plus répandus sur le forum, alors compter les occurrences par mots-clés du champ imprimantes des profils suffit. Si c'est pour en déduire si ce sont les marques les plus répandues chez les utilisateurs d'imprimantes 3D, ou si ce sont des bonnes imprimantes ou pas, là on est pas rendu à Loches... Et bien entendu, comme on le sait tous : "La quantité ne fait pas la qualité".2 points
-
pour la date de sortie j’avais en tête Q2/Q3 2022 soit fin d’été, mais on attends toujours une date plus précise.2 points
-
Oups, je n'avais pas vu ce message avant ! Voici le lien pour le dossier Formlabs, également ajouté dans le récap : https://formlabs.com/fr/blog/exactitude-precision-tolerance-impression-3d/2 points
-
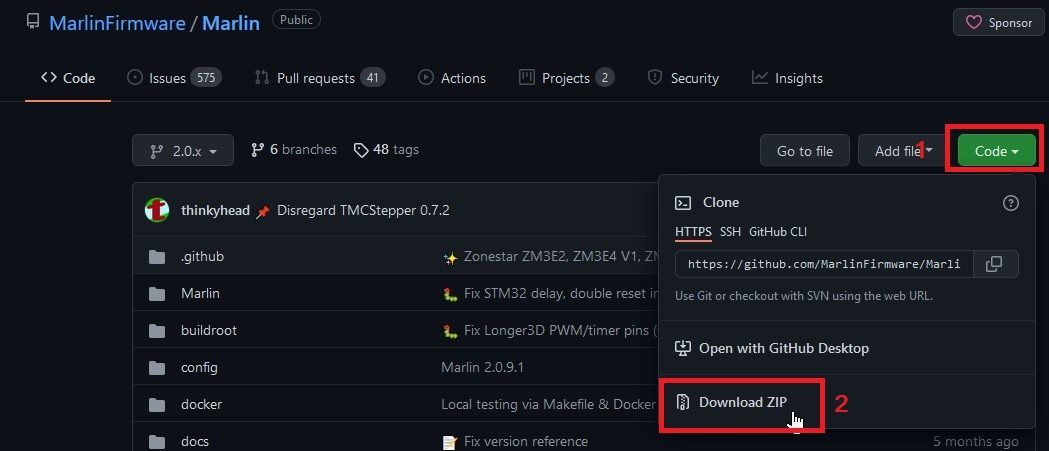
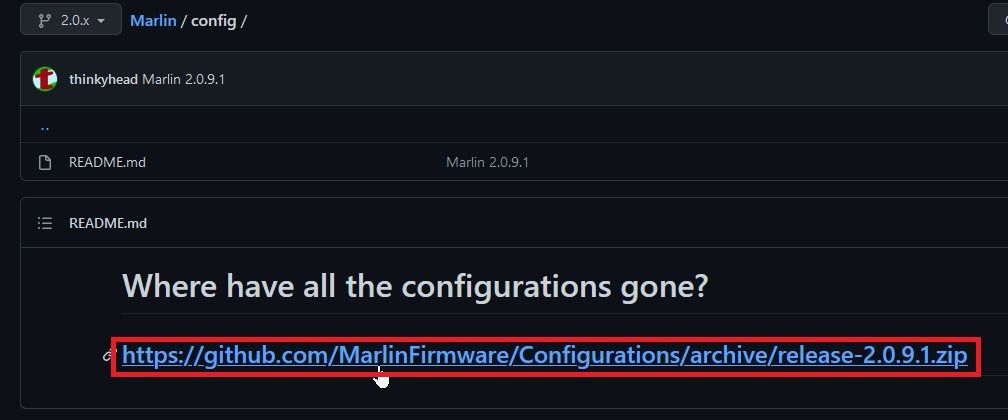
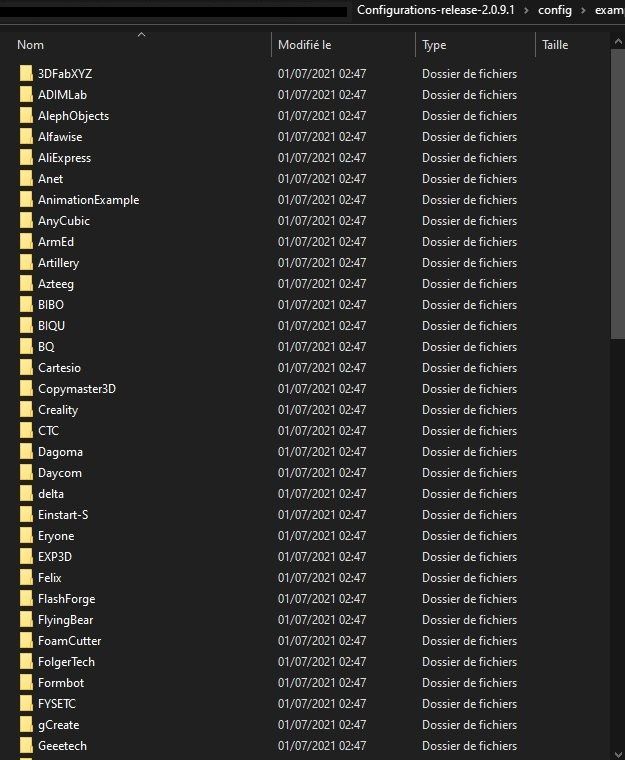
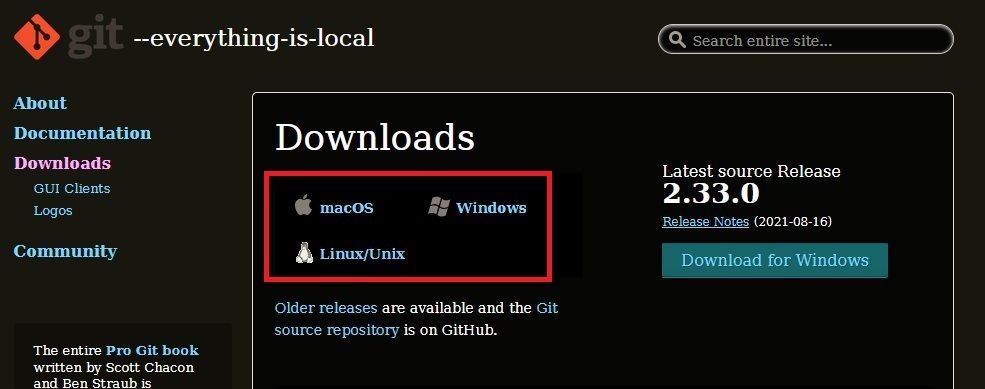
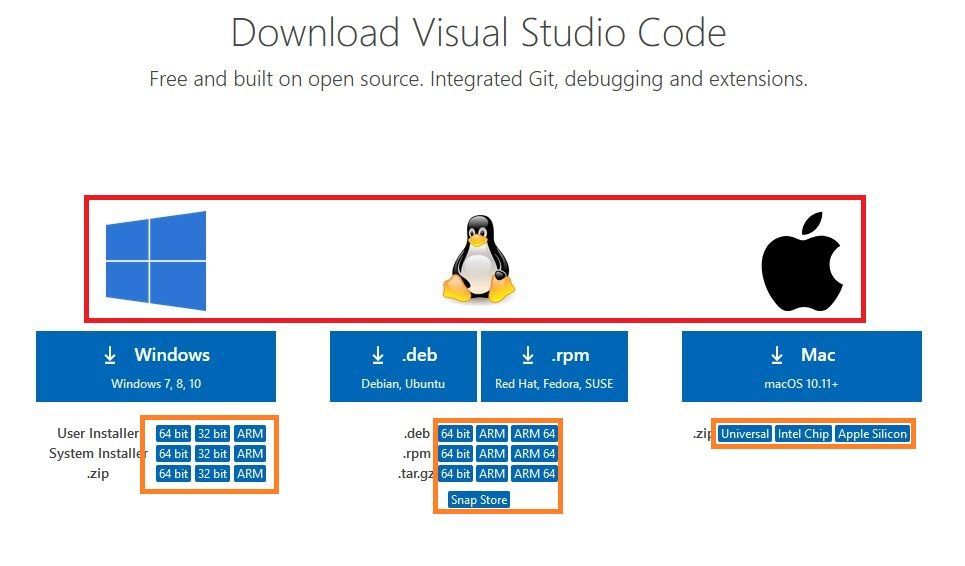
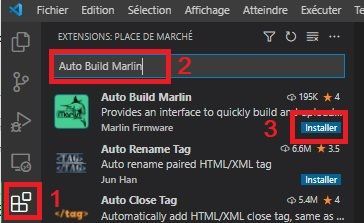
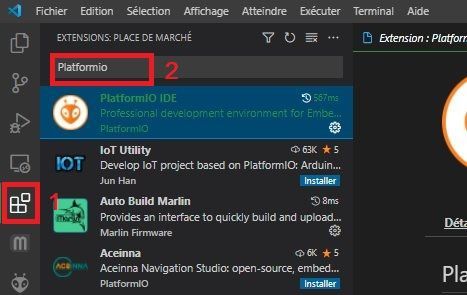
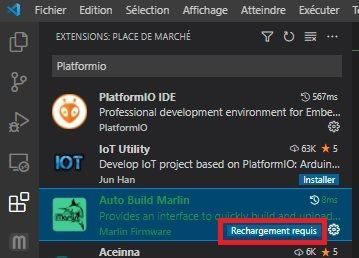
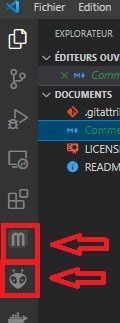
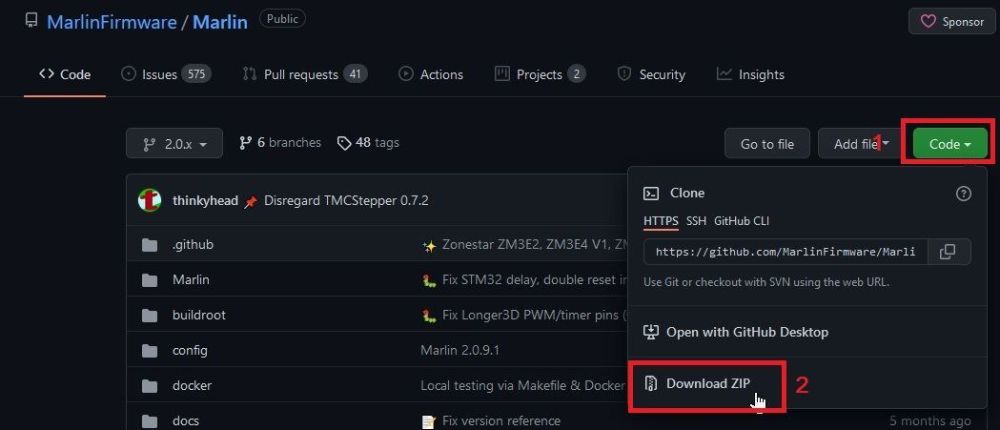
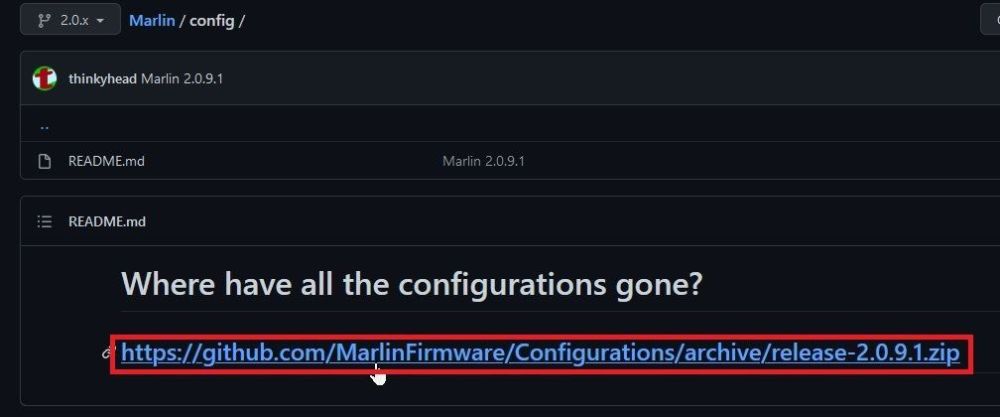
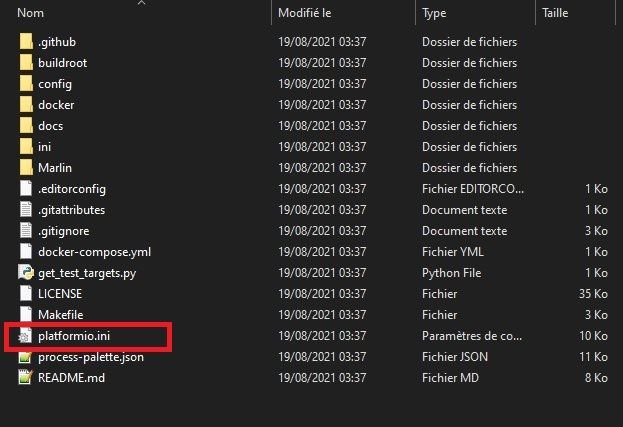
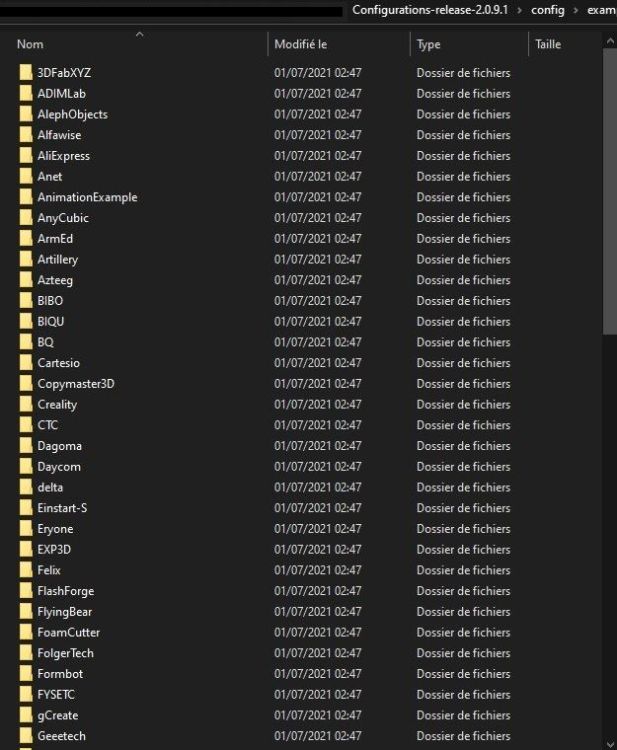
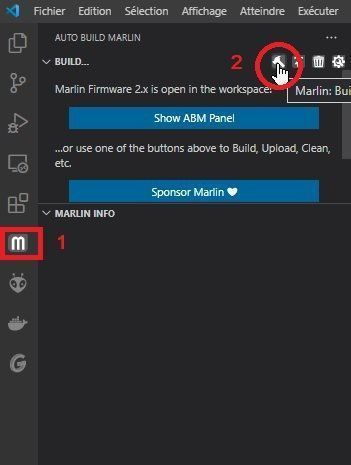
Ce tutoriel s'adresse à ceux voulant faire leur propre firmware basé sur Marlin. Afin de faire son propre firmware, il est essentiel d'installer correctement son environnement de développement (chaine de compilation). Pour un Marlin, version 1, il était recommandé d'utiliser le logiciel Arduino pour faire les modifications des fichiers de configuration puis réaliser la compilation et éventuellement le flashage du firmware obtenu si l'imprimante était reliée à l'ordinateur via un câble USB. Depuis la version 2 de Marlin, l'environnement de travail préconisé est différent, même s'il reste possible de compiler son propre firmware avec un Marlin 2.x pour des cartes 8 bits avec l'environnement Arduino IDE. Ce que je décris par la suite est ma manière de travailler qui jusqu'à ce jour m'a permis de compiler de nombreux firmwares (pour mon propre usage ou pour celui d'autres membres de ce forum). Passons donc à l'installation des différents logiciels. Installer Git bash Télécharger et installer la version actuelle de Git en fonction de votre OS (Windows, Linux, Mac) Installer Python Télécharger et installer la version actuelle de Python en fonction de votre OS (Windows, Linux, Mac) Comment installer VSC et Auto Build Marlin + Platformio IDE pour compiler Télécharger Visual Studio Code (VSC) à partir d'ici Le choix dépend du système d'exploitation (OS) de l'ordinateur (Windows (7, 8, 10) / Linux / Mac) et de l'architecture (32 / 64bits). Après téléchargement, un double-clic pour lancer l'installation de VSC. Après installation, ouvrir VSCode. Il faudra ensuite installer l'extension «Auto Build Marlin», clic sur le ① indiqué dans l'image ci-dessous, saisir Auto Build Marlin (ABM) dans ② puis cliquer ③ Installer pour finaliser l'installation. Normalement, l'installation de «ABM» devrait avoir également installé en dépendance Platformio IDE. Si ce n'était pas le cas : Installer l'extension «Platformio IDE», comme pour ABM, clic sur le ① indiqué dans l'image ci-dessous, saisir Platformio IDE dans ② puis cliquer ③ Installer pour finaliser l'installation. Après installation de ces extensions, il faudra probablement effectuer un rechargement pour que ce soit pris en compte via Recharger Une fois ces installations réussies, après un nouveau rechargement, Auto Build Marlin et PlatformIO sont installés et apparaissent dans la liste des extensions (plugins) dans la partie gauche de VSCode. Un clic sur l'icône du plugin PlatformIO (①) (une tête de fourmi (certains y voient un «alien») pour le sélectionner, puis un dernier clic sur ② Ouvrir un projet (Open Project) pour ouvrir le projet et pouvoir commencer à travailler avec. Pour compiler un Marlin, il faut au préalable avoir récupéré les sources fournies sous forme d'une archive compressée Décompresser l'archive récupérée à l'issue du téléchargement, un dossier Marlin-2.0.x doit avoir été créé. C'est ce dossier qu'il faut indiquer lors de l'ouverture du projet via Platformio (le fichier platformio.ini doit y être ainsi qu'un dossier Marlin contenant les fichiers sources qui serviront lors de la compilation) Il est recommandé de récupérer les exemples de configuration d'imprimantes proposés par l'équipe du Marlin. Une fois cette archive décompressée, le dossier config/examples contient de nombreux constructeurs et modèles d'imprimantes Exemples du fabricant Creality : Pour une Creality Ender3, il n'y a que l'embarras du choix en fonction de la carte mère installée sur l'imprimante. Il suffira de recopier les fichiers configuration[_adv].h et éventuellement les [boot|status]screen.h dans le dossier nommé Marlin en remplacement de ceux originaux pour se faciliter les étapes liées au paramétrage avant de lancer la compilation Maintenant que l’environnement de travail est prêt, à vous de jouer Bonne(s) compilation(s) et que le filament coule à flot Ce tutoriel est également disponible sur mon dépôt Github


 1 point
1 point -
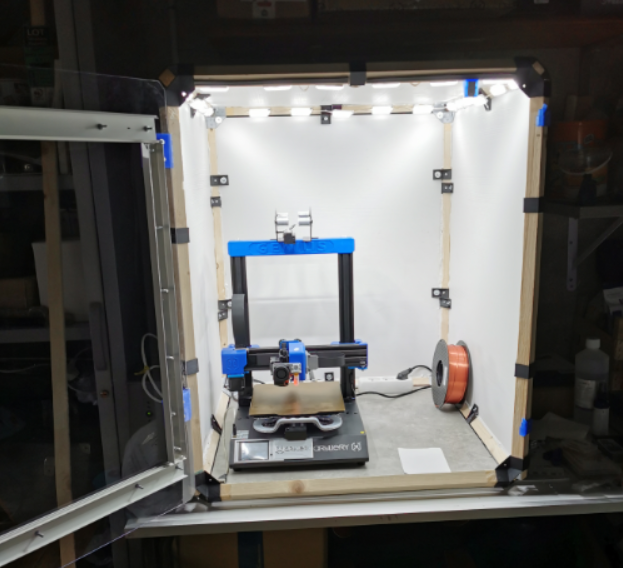
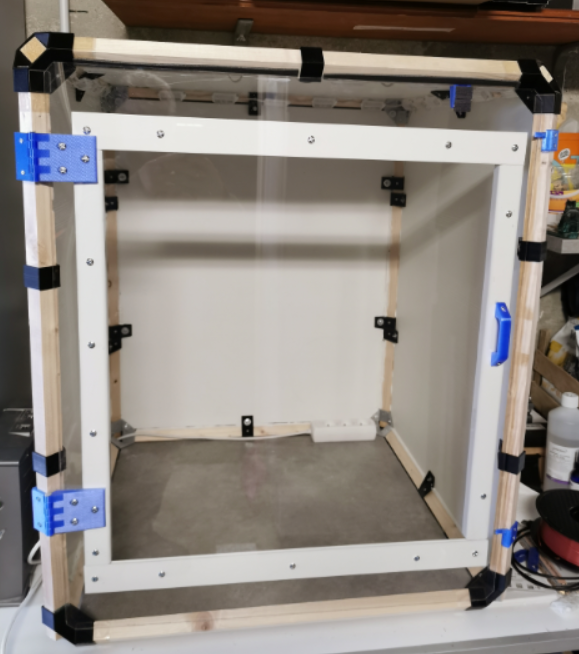
Hello j'ouvre ce nouveau sujet car ici il ne s'agit pas de modification directe sur ma Genius, mais de la réalisation d'un caisson d'impression 3D. Définition du projet : Réaliser un caisson XXL pour recevoir une imprimante jusque 400x400x450 Dépenser le moins d'argent possible Utiliser quand je le peu des matériaux de récupérations (recyclage autant que possible) concevoir les pièces d'assemble avec la Genius M'amuser a le réaliser Verdict je pense que mon objectif a été atteint avec succès . Coût total du caisson de dimension 660mm x 660mm x 820mm 48€ visseries comprises. Voici le résultat final (actuel, des petits ajouts sont en réflexion). Alors rentrons un peux dans les détails. Je n'avais pas de tasseau convenable et droit j'ai donc acheté des tasseau de 27 en magasin 20€ les 6 j'en ai utilise 5, la structure tien grâce a jonction P imprimer a partir de PLA Eryone ou BasicFil Noir que j'avais. Ce qui donne le squelette du caisson, utilisation de Jonction de support intermédiaire pour le maintient des panneaux latéraux, arrière et dessus. Voici le début la structure assemblé, le panneau arrière couper et mis en place pour vérifier le principe. Pour les panneaux d'habillage j'ai récupérer des panneaux de 2,5m x 1,5m de MDF stratifié Blanc utilisé pour le cloisonnement des espaces de bureau, ces dernières était bonne état et jeter par un entreprise que je connais. (Cerise sur le gâteau étant stratifié blanc cela renforce l'éclairage), j'ai donc habillé l'arrière les côtés et le dessus avec ce matériel de récupération. Je souhaitais intégrer un éclairage dans le caisson, toujours dans l'idée de recycler autant que possible j'avais récupérer un bandeau LED professionnel qui était utilisé dans des meuble publicitaire de présentation de produit, Bandeau Led chaque lumière est équipé de 8 led interne, d'un module de contrôle de la luminosité et d'une alimentation professionnel pouvant alimenté jusque 100w watt de LED. Parfait voici un éclairage a remettre en état qui aura coûté 0€ . L'éclairage et l'habillage du caisson était donc fait. Me restait donc le dessous (socle) du caisson et la pareil j'avais récupérer un morceau de plan de travail de cuisine gris en mélaminé de 5cm qui m'aura rien coûté et qui aura été parfait, et donc restait que la porte. La porte j'aurai j'avais la possibilité de récupérer un verre de douche mais n'ayant pas de matériel pour couper le verre et de connaissance avec ce type d'équipement, et cherchant a effectué une porte transparente, je me suis résigné a acheter un morceau de polystyrène transparent de 2,5mm d'épaisseur a 20€ pour 1mx1m, 5mm d'épaisseur aurais été idéale car plus rigide mais presque 50€ de morceau non. Je vous rappel que l'idée était le moins de dépense possible, et bien pas de soucis découpe de la la porte avec un cutter thermique artisanal réaliser a partir d'un fer a souder d'électricien une visse et une lame de cutter, et renfort de la porte via des plainte d'aluminium récupérer elles aussi ceci m'a permit de rigidifier la porte. Impression en PETG Bleu de charnière solide, d'une poignet et de petit loquet adapter pour les tasseaux de 27 et le montage du caisson via Jonction-P j'ai concu ces petits loquet sous fusion 360. Et voici donc le résultat final, pour limite les courant d'air et autre j'ai fait un joint silicone sur l'ensemble des jointure entre les panneau et l'armature.


 1 point
1 point -
Bonjour, je me suis lance dans l'aventure de passer au firmware klipper. Apres une semaine de "tuning" intensif, j'arrive enfin a imprimer des objets a nouveau. A un moment je songais d'arreter tout, tellement c'etait frustrant. Une experience que je souhaite partager: Il faut faire attention au routage des cables, sourtout de la sonde "touch". Par inadvertance a un moment j'avais croise le cable de la sonde avec le bowden, Resultat: Pendant la calibration du Z, la sonde c'est detache. J'etais surpris avec quelle force la nozzle a ete plante dans le plateau, les bras etaient bien courbe.... Finalement, a part d'une nozzle applatie et un plateau raye tout va bien... Les avantages que je vois avec Klipper (+ Fluidd): - Pressure advance (apres calibration je trouve que les coins sont plus precis) - Filement Retract gere par FW (G10/G11), facilement configurable et reglable via interface Fluidd en cours d'impression (apparement pas avec Cura, du coup je passe a PrusaSlicer) - Limits de vitesse et acceleration controle par le FW et interface, egalement reglables en cours d'impression Inconvenients (Peut etre par manque de connaisance) - Changement de filament: Si le filament ne passe pas, l'extrusion ne peut pas stoppe. Il faut attendre que le qte definie est extrude, des fois le filament sort sur le cote. - Il y a bcp d'options, des fois en conflit acec le Slicer, ce qui rend les resultats au debut un peu aleatoire. (Par ex. Pressure Advance, FW Retract) A.1 point
-
Bonsoir, la salon 3D print de Lyon ce tiendra le 5-7 avril 2022, entrée gratuite sur simplement demande de badge. https://www.3dprint-exhibition.com/ J'espère qu'il aura possibilité de se rencontrer,
 1 point
1 point -
Salut Pour info, j'ai trouvé ça en parcourant la base de connaissances de Fusion 360 https://knowledge.autodesk.com/fr/support/fusion-360/learn-explore/caas/sfdcarticles/sfdcarticles/FRA/How-to-renew-your-hobbyist-enthusiast-license-for-Fusion-360.html?_ga=2.28101180.1060616940.1638354280-1449677346.1638134972 Ça peut servir et ça me servira dans 3 mois @+ JC1 point
-
Merci pour le lien @Jeff78s, cependant je suis déjà bien équipé. Mais j'ai plein d'accessoires et customisations que j'ai imprimé sur mes optiques. C'est génial pour ça, on peut se faire des pièces introuvables dans le commerce, sur mesure.1 point
-
C'est un excellent tutoriel que @PierreGa donné Il me semble y avoir tout expliqué.1 point
-
ça ne doit pas dire que ça, il faudrait nous donner faire une copie de tout ce que ça affiche plutôt que 'failed' qui ne nous indique rien du tout.1 point
-
je ne sais pas pour l'anycubic, mais en général les firmware sont 'bridés' à 270° en t° max de buse, certains sont modifiables via un fichier de conf, d'autres nécessitent une recompilation. Comme la sonde thermique change aussi, il faudra aussi la spécifier donc changer de firmware (ou le reparamétrer)1 point
-
Effectivement c'est beaucoup plus simple.1 point
-
Hello, Tuto vidéo ajouté dans le premier message. Merci @TonyNarko67 pour la vidéo.1 point
-
@Rony non contrairement a ce que l'on crois la X1 était simple à Flasher, alors oui il fallait débrancher l'écran (mais si Artillery avait été malin il pouvait réalisé un firmware permettant le deport de l'écran tft en port EXP1 ce que j'ai fait pour un membre mais que David a réaliser aussi avec le Molise si je ne me trompe). Alors oui tu dois ouvrir et retirer une nappe mais cela reste simple et a la porté de tous. Pour les Genius Pro et X2 avec le passage en mode DFU et la procédure que j'ai crée cela permet a présent de Flasher plus simplement les dernières Artillery mais je ne trouve pas cela plus simple perso . Le gros avantage des X1 la MKS Genl est connu et super documenté mais pour la Ruby d'artillery il manque beaucoup d'infos que Artillery ne communique pas ce qui me limite grandement pour la réalisation de firmware comme la possibilité ou non de déporter le capteur de fin de filament sur la Carte mère au lieu du TFT et plein d'autre chose. Alors oui y a les doc du CPU STM32 mais il me manque pas mal d'infos et Artillery a refusé de m'envoyé une de leur machine avec carte Ruby pour avancé des l'aide et mes travaux de recherche donc cela bloc pas mal. Le Marlin 2.0.9.3 qui doit apporter le support officiel des cartes Ruby pose de gros soucis de ce qui m'a été remonter a mon retour début de semaine, des bug qui pose de gros soucis de communication avec la carte mère depuis le TFT ou un PC voir octoprint après reset Eeprom par exemple mais aussi d'autre bug, la communauté galère grave par manque d'info d'artillery. Pour le 3DT Artillery j'ai expliquer plusieurs fois ce que je pensais de cet M***e, mais le précable etant réaliser cela permet d'intégré un vraie BLT assez simplement et surtout propement.1 point
-
Y compris pour du recyclé en Ingeo 3D850/870, aucune difficulté à l'impression ni «mollesse» avant extrusion. Seul inconvénient la couleur qui varie au fil des bobines mais reste constante sur une même bobine. Même sans recuisson il est plus solide que du PLA classique mais il ne supporte pas de températures > 65/70°C (un peu mieux que du PLA standard).1 point
-
Je pense qu'il parle principalement des problèmes du 3DTouch d'Artillery... Mais il y a aussi des problèmes de plateau qui chauffe non stop, d'axe qui ne se déplace pas comme il faut, de capteur de filament, etc.. Ce qui serait intéressant, c'est de savoir quel version de la X2 et touchée par ces problèmes. Perso, j'ai une X2 je pense v2 (avec roulement à bille pour le porte bobine) et je n'ai aucun des problèmes que l'on peut trouver sur ce forum... Après je suis d'accord avec @Savate, si tu es content de ta X1, la X2 n'apporte pas grand chose si ce n'est le 3dTouch. mais tu peux aussi ajouter un BLTouch sur ta X1 qui en plus devrait être plus précis que le clone d'Artillery.1 point
-
Je n'utilise pas beaucoup de PETG, mais il me semble que c'est assez proche. Peut être un peu pelucheux au départ, mais en ponçant fin on arrive à un bon résultat. Par contre si c'est quelque chose dont tu as besoin régulièrement, pourquoi ne pas fermer ta SR et imprimer de l'ABS ? Certes un peu plus pénible à imprimer, mais facile à lisser à l'acétone !!! Même sur des surfaces complexes ... (avec une légère perte de détails, mais bon, après ponçage aussi !)1 point
-
Je ne vide jamais mon bac sauf pour changer de couleur et je n'ai aucun souci, faut juste penser à remuer la résine avant de lancer une impression.1 point
-
Idem pour le PLA 3D870 de Arianeplast c'est le top qualité également pour le PETG que je recommande1 point
-
En tout cas le sakata 850/870 n'a pas se souci.1 point
-
Ce serait intéressant de connaître cette "multitude" d'erreurs, ça devrait permettre de comprendre un peu plus le problème.1 point
-
Bon ben je me répond à moi même. Ça marche très bien!!! Pour ceux qui sont intéressés, bien partir d'une version d'Octopi mise à jour. Le module Backup/Restore fonctionne à merveille et est bien plus simple que vouloir tout upgrader soi-même la distribution (et en plus, ça permet de partir tout de suite en python3 proprement... ) Une fois Octoprint opérationnel, Installer Node.js via Node Version Manager (sans être root) et utiliser la version 12 (pas moins sinon, ca marchera pas.) InstallerNode.Js, puis CNC.Js Attention, il y a de nombreux tuto hasbeen... qui induisent en erreur. Le bon tuto qui a marché pour moi est sous: https://github.com/cncjs/cncjs Dernière étape, installer les library complémentaires qui sont réclamées au démarrage de cncjs telle que react (npm install --save react). Ce qui est bien, c'est que cnc.js fonctionne par défaut sur le port 8000 et octoprint sur le port 80... Du coup, les 2 ne se marchent pas dessus. Perso je suis bien content d'avoir les 2 ports USB avec les 2 serveurs qui fonctionnent parfaitement sur mon Raspberry PI 3. Contrat rempli!1 point
-
Bonjour @dacobec tu reprends tous les réglages identiques à l'écran image !1 point
-
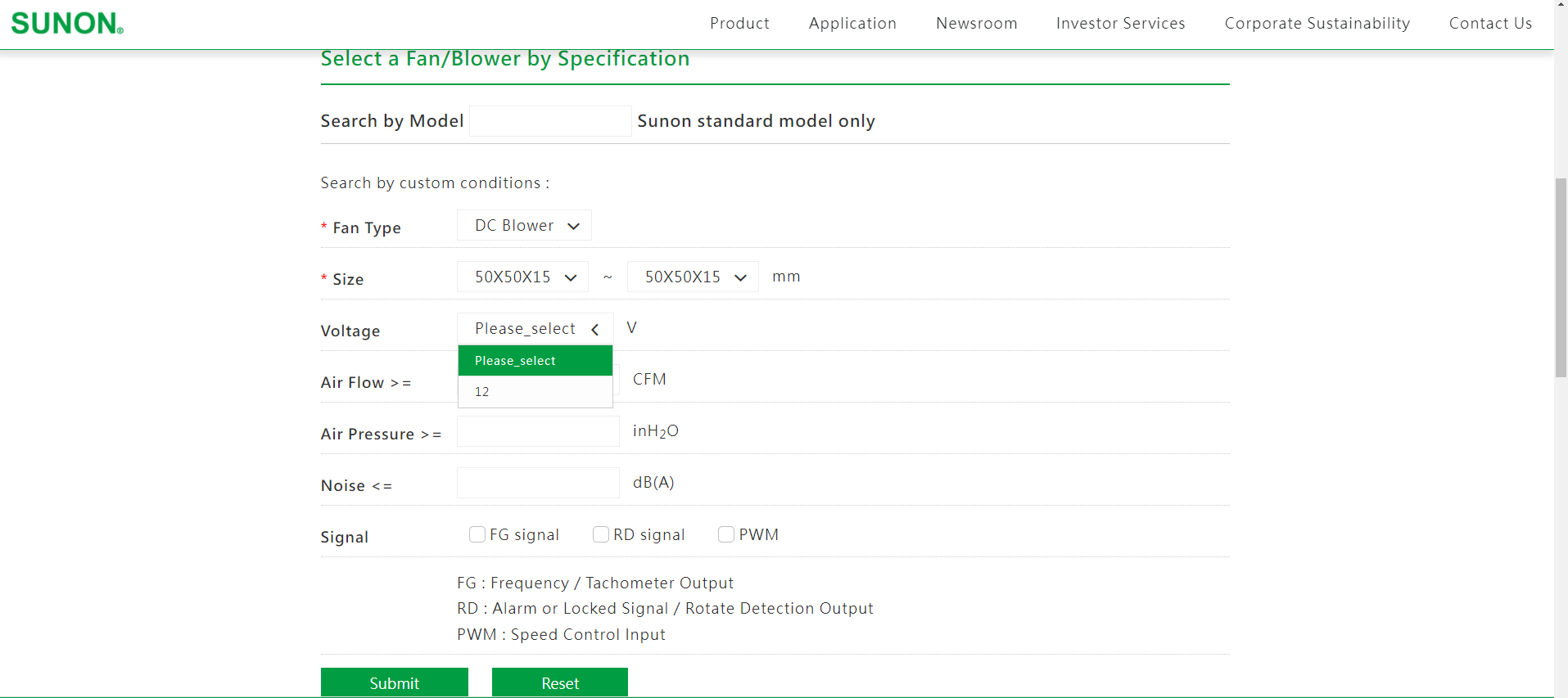
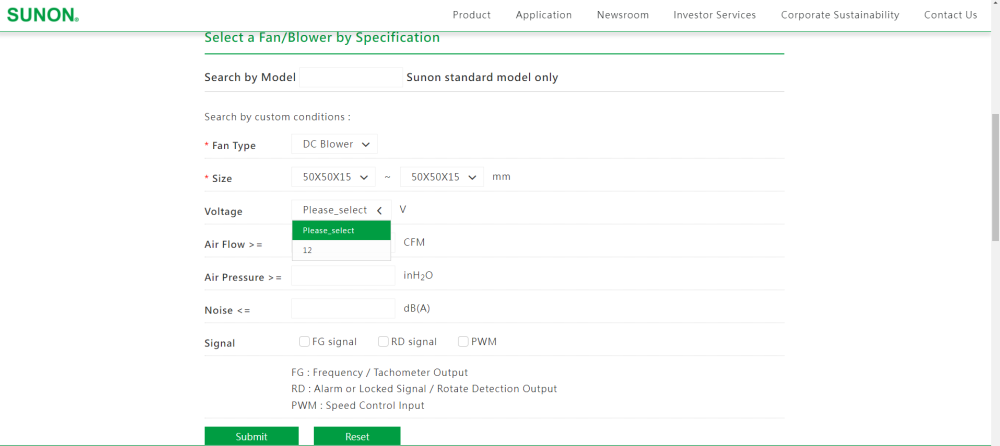
Sur le site officiel de Sunon, dans les références produits, il ne font pas de blowers 5015 24V. Donc il se peut fortement que ce soit des blowers classique avec une fausse étiquette Sunon.
 1 point
1 point -
Toujours mettre une carte de bonne qualité, de marque connue, et de classe 10, du moins c'est ce qui est recommandé, j'avais mis Octoprint sur une carte SD bon marché, je le referais plus, maintenant je n'ai plus aucun soucis avec un SD de 64 GO sandisk classe 101 point
-
Bonsoir, à mon avis, c'est beaucoup d'énergie pour pas grand chose, et sans certitude de succès. est ce que ça vaut le coup , vu le prix de la carte ?
 1 point
1 point -
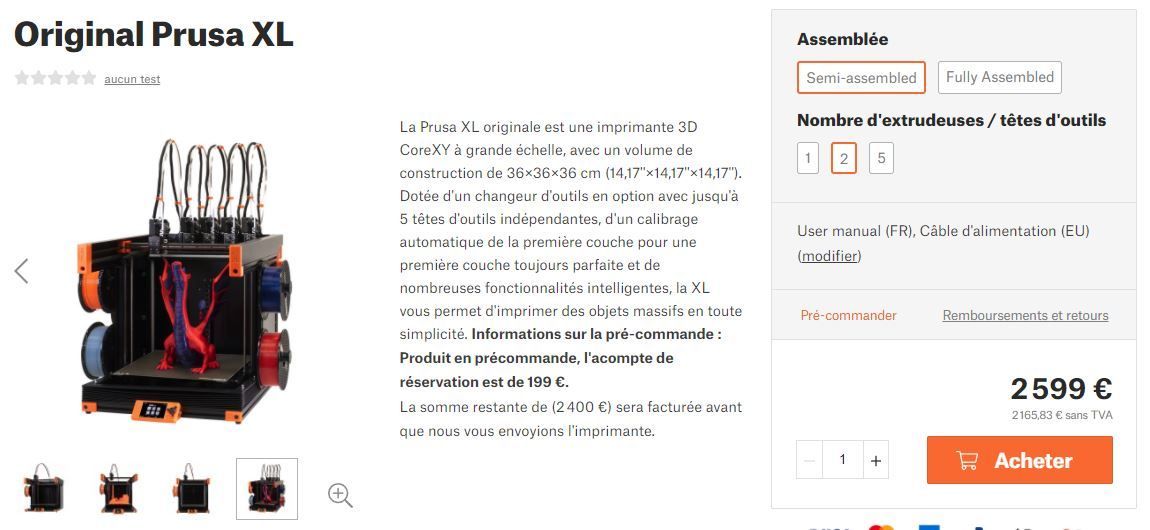
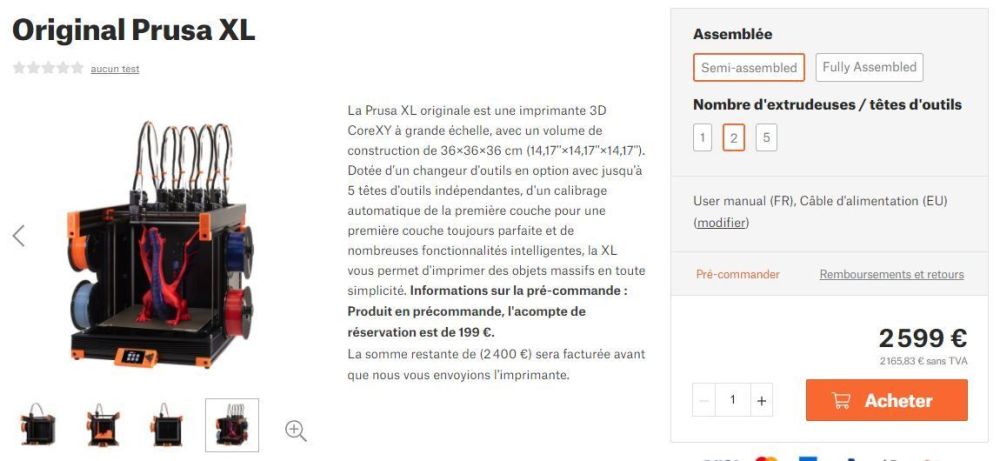
bonjour, impressionné par la technologie mise en place sur cette XL. Même si le prix est malheureusement hors de mon budget (enfin c'est pas gagné ) je trouve que le prix reste raisonnable, pour une personne qui l'utilise Effectivement on s'oriente plus sur du petit pro que du maker ( loisir ) . Même si je suis un adepte de beau outil Je suis tombé dessus car je réfléchis à remplacer ma CR10S par un système IDEX Donc dans mon cas en kit et 2 extrudeuses soit 2599€ Maintenant la version full de chez studiolab39.com avec la TENLOG TL-D3PRO est a 870€ (modification inclus ) Ce qui n'est pas non plus donné pour une machine sans avoir la qualité de Prusa et la simplicité . Par contre le delai de la Prusa XL fin 2022 / début 2023
 1 point
1 point -
une partions qui saute ? (il y a des outils de recovery ... mais c'est pas gagné ...) un virus ou une carte SD défectueuse ?1 point
-
De nombreuses fois Pour imprimer de l'abs il faut ... * Changer le heatbreak de la tête d'impression (si le ptfe traverse) pour un heatbreak metal ou bimetal qui supportera sans broncher les températures d'impression de l'abs * Coller un plateau pei magnetique sur le plateau (ou une vitre avec du jus d'abs (acetone + abs)) * Mettre l'imprimante dans un caisson pour que la température intérieure dépasse les 40°, sans courant d'air, sans changement de température brusque. Avec ces trois éléments tu pourras commencer à imprimer de l'abs sans te poser de questions1 point
-
Avant de passer en PEI j'utilisais de l'IPA et, comme quasi tous les plateaux du genre que j'ai pu avoir, devenait mate voire blanchâtre sans pour autant que ça nuise à ses performances1 point
-
@Savate , Vu le nombre d'imprimantes en ta possession tu vas passer un bon bout de temps à répondre au sondage !1 point
-
Donc je ne verrais jamais ce genre de machine en teste ici ? ( imaginer si elle avait était financé ... les questions pour le dépannage : l'empilage des briques est t'il bon ? pas de jeux entre les briques ? )1 point
-
Bah si du changement quand même car plus de M1 qui était l'élément bloquant car ça arrêtait le print jusqu'à la reprise utilisateur mais avec la buse sur le print. Le M21 n'est pas bloquant.1 point
-
Bonjour @ZOOE Bien je n'ai pas la même machine que toi, c'est une ender3v2 avec un directdrive miniXtruder (hotends.fr) Voilà c'était en premier lieu pour faire des pneus pour un "RC" 6X6. Mon retour d'expérience personnel : TPU e-sun 95, température 200 °C voir 195 ° pour limiter le stringing (fabriquant 200-220°C). Points importants, réduction de la vitesse d'un facteur 2 par rapport au PLA et aussi réduire la vitesse de ventilation du filament 50% max. pour moi vitesse 20 à 30mm/s et 15 pour la première couche (0.2mm pour celle-ci). Il est conseillé aussi de réduire la pression sur le bras de l'extrudeur (directdrive) Refaire une calibration de l'extrudeur (les 100mm) verso le PLA les e-steps sont différents. (dans mon cas) Pour mes pneus pas de soucis malgré les sculptures. J'ai fait une tortue et des chats. (certains ratés ou déformés au début) tout modèle ne se prête pas au TPU) limiter l'angle de porte à faux dans le slicer vers 40 à 45 degrés max (je prends 71 pour le PLA en 0.16mm), où cela se déforme ou fait des trous . donc des supports pas trop dense ( le traitement des traces du support n'est toujours nickel) mais un motif avec un pas de 2-3 mm (5 mm peut passer selon la configuration) , Le TPU n'aime pas trop les ponts.1 point
-
Je peux te dire que j'avais ce problème également avec ma Super Racer avec SKr2 et écran BTT et depuis désactivation de la fonction dans Marlin, plus de problème. L'écran fait appel aux fonctions de Marlin donc si désactivé l'écran ne peut plus rien en faire. Après je peux toujours vous désactiver ces fonctions dans le firmware écran si vous voulez.1 point
-
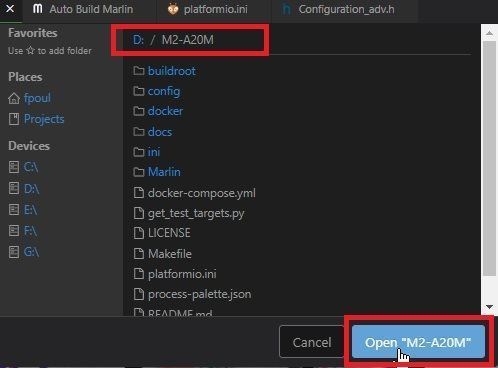
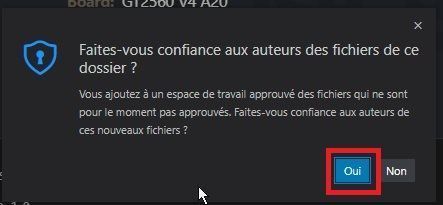
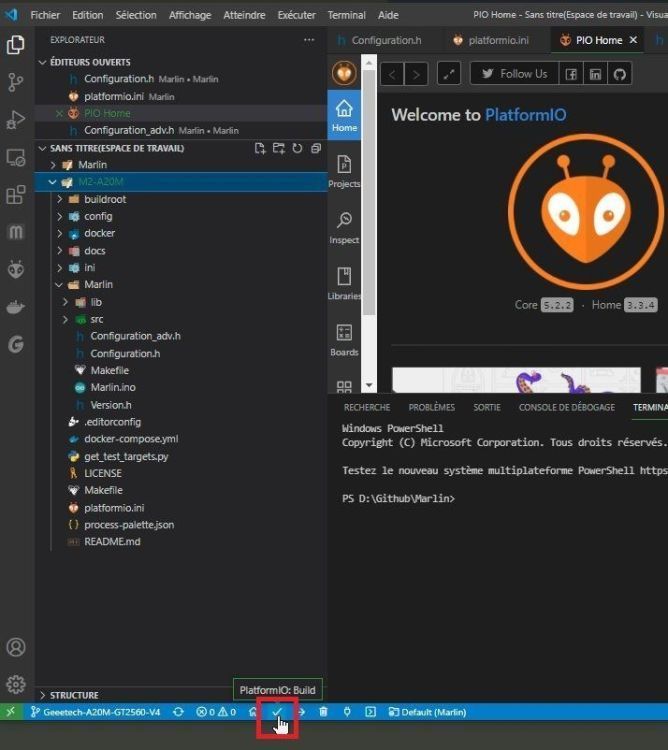
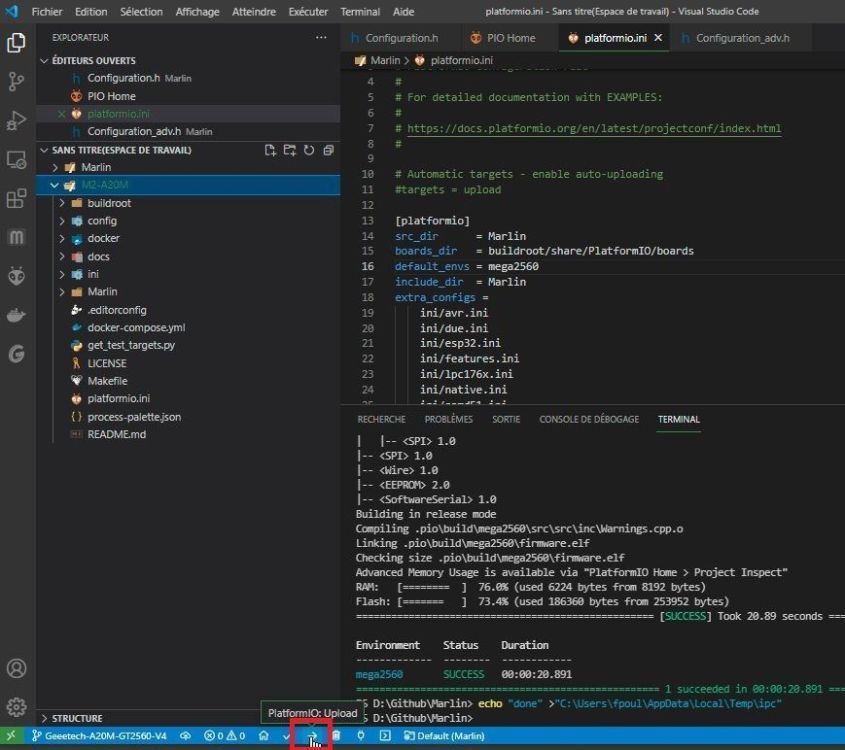
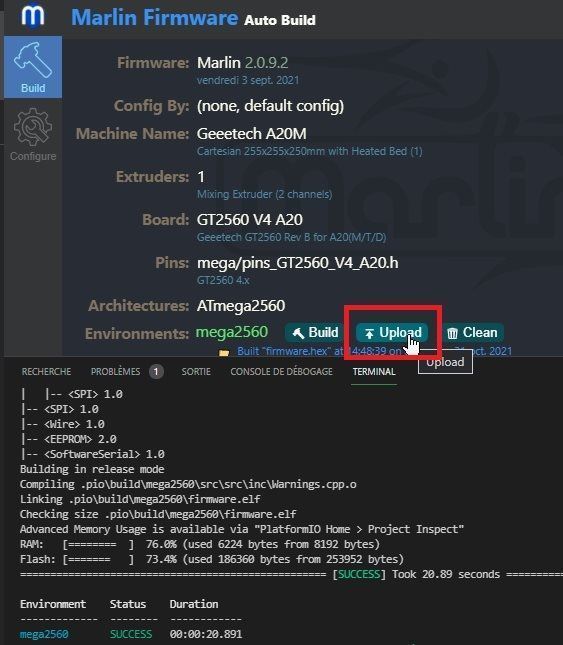
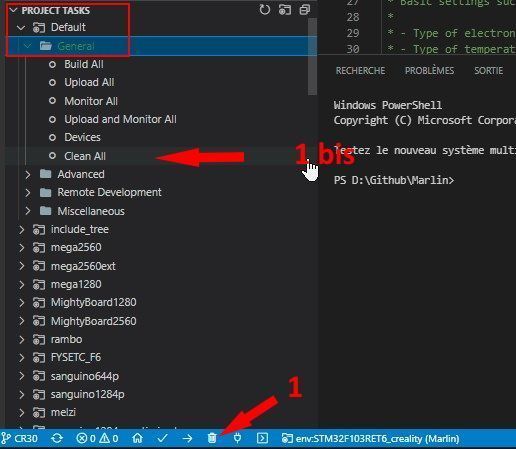
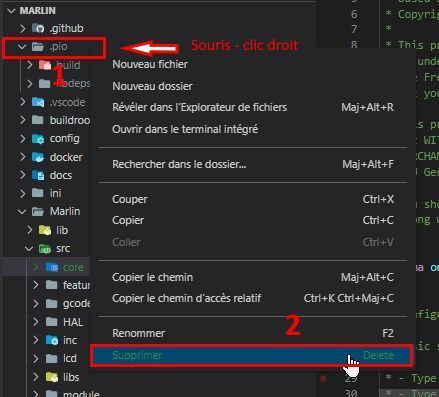
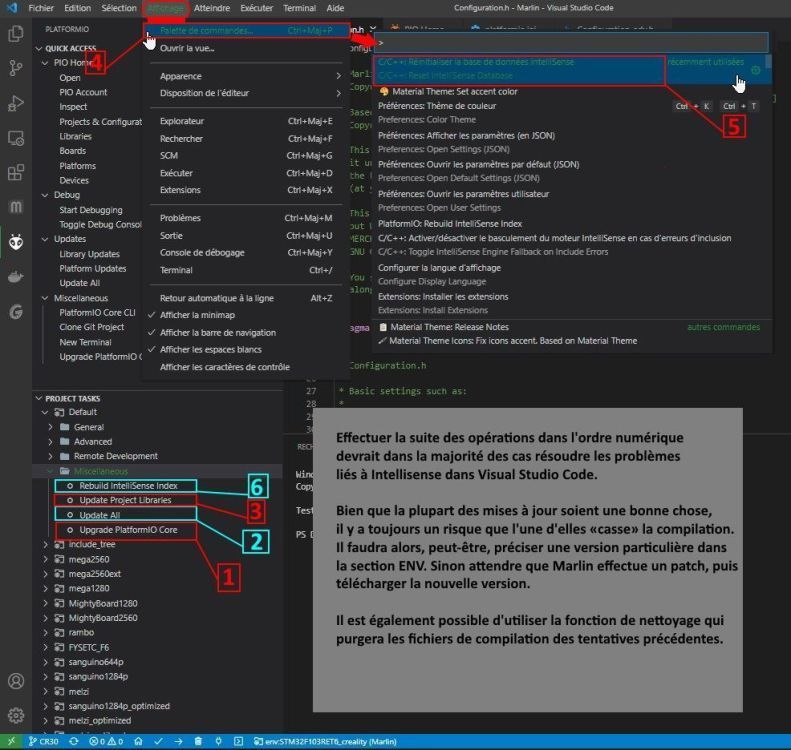
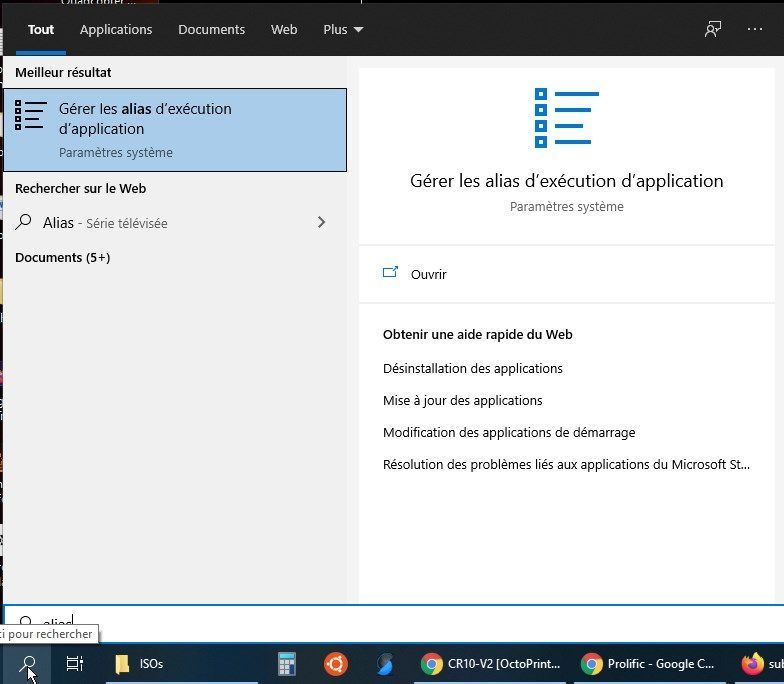
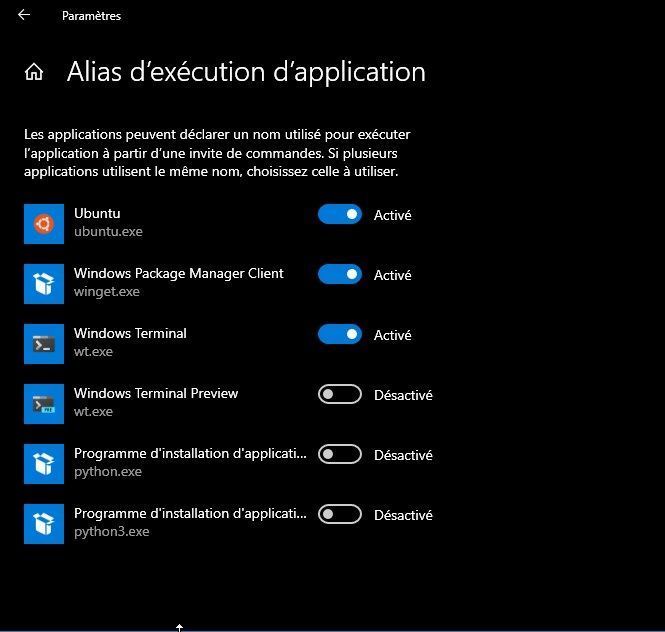
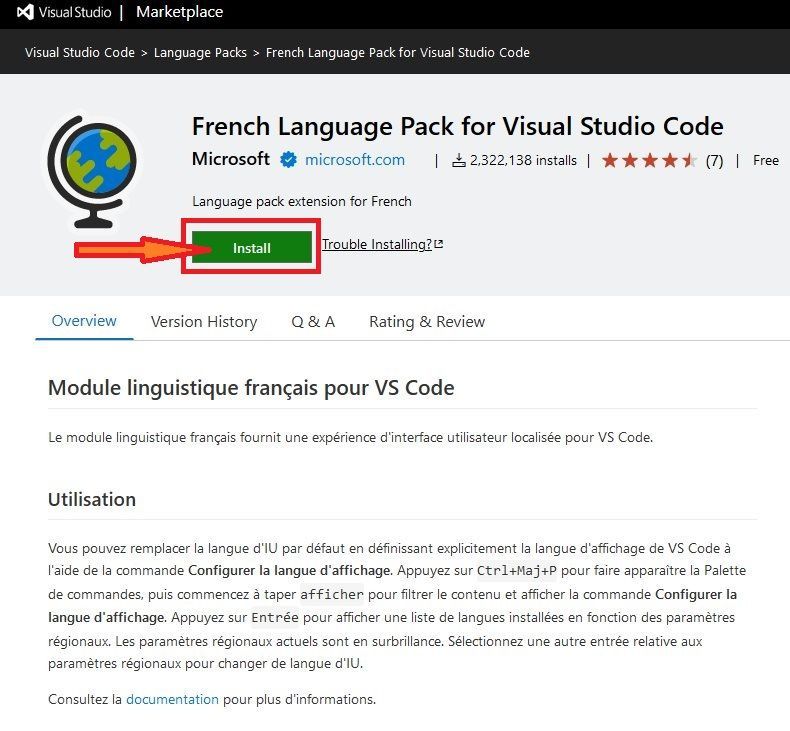
Compléments, astuces A) Pour éviter des problèmes de compilation, le mieux est que le dossier Marlin soit au plus proche de la racine du disque : Exemple: C:\Marlin plutôt que dans le dossier perso de l'utilisateur (éviter les signes diacritiques (caractères accentués) et/ou espaces dans le chemin d'accès à ce dossier) B) J'ai une erreur du type : «VSC me demande de mettre à jour les includepath» C'est fréquent avec VSC. La base de données (Intellisense) n'est pas toujours à jour, la plupart du temps ça n'empêche pas la compilation. Il suffit parfois d'attendre quelques minutes pour que cette erreur disparaisse sinon une fermeture de VSC puis une réouverture permet parfois de tout faire rentrer dans l'ordre. Voir également le point D/3 plus bas C) La compilation (rappel) : Via Platformio IDE : 1) Dans l'onglet «PIO Home», «Open Project» : 2) Via l'explorateur de fichiers, sélectionner le dossier contenant à la fois le fichier platformio.ini et le dossier Marlin, clic sur «Open "nom-du-dossier-sélectionné" puis confirmation en cliquant «OUI» : 3) Lancer la compilation en cliquant sur le coche en bas de la fenêtre : 4) Si / quand la compilation est réussie ET que l'imprimante est reliée à l'ordinateur, on peut téléverser le firmware dans la carte (clic sur «flèche droite») PS: ça ne fonctionne qu'avec les cartes 8 bits (Atmega1284, Atmega2560). Avec des cartes 32 bits à base de STM ou LPC, la procédure de flashage consiste à recopier le fichier en .bin du dossier .pio/build/STM??? (LPC???) sur une carte SD (moins de 32Go, formatée FAT32 secteurs de 4Ko) et allumer l'imprimante pour lancer le flash. Via Auto Build Marlin (ABM) : 1) Compiler le firmware en sélectionnant le greffon ABM. puis l'icone «Marteau» : Pendant que la compilation se réalise : 2) Une fois la compilation terminée, si l'imprimante est connectée à l'ordinateur, téléverser le firmware (clic sur «Upload»). Attention, même remarque que pour Platformio (plus haut) : D) Éventuellement, appliquer la suite de manipulations ci-dessous quand ça ne fonctionne pas comme attendu. Parfois cela résout le problème. Si le système d'exploitation est Windows, un redémarrage est souvent salutaire. A effectuer étape par étape. Après chaque étape, retenter une compilation: 1) Nettoyer le cache de Platformio (Pio pour les «intimes» ) : 2) Si la compilation pose toujours problème, sortir l'artillerie lourde : 3) Sans rapport mais utile pour les problèmes «Intellisense» : E) Problèmes spécifiques Windows / Platformio: Parfois, Platformio rencontre des problèmes avec Python. C'est généralement Windows (10 / 11) qui en est la cause, particulièrement la gestion des alias d'applications : Il suffit de désactiver les alias d'exécution d'application de W10. Zone recherche de «Windows» taper Alias puis sélectionner «Gérer les alias d'exécution d'application» (plus d'infos en anglais) : Dans la fenêtre qui s'ouvre, désactiver les alias pour toutes les versions de Python qui seraient installées, relancer la procédure d'installation de l'extension Platformio dans VSC. VSC en français Si comme moi vous préférez travailler avec une interface en français, il faut installer un module (extension) complémentaire. Deux façons d'installer ce module : via la place de marché : https://marketplace.visualstudio.com/items?itemName=MS-CEINTL.vscode-language-pack-fr , il suffit de cliquer sur le bouton [Install] pour l'installer (La Palice sort de ce corps ) : ou directement dans VSC en passant par le gestionnaire d'extension (1), rechercher l'extension (2) en saisissant le début du nom, au fur et à mesure de la frappe une liste apparaitra. En cliquant sur celle de Microsoft (3), un onglet s'ouvrira, il suffira de lire les informations et de valider l'installation en cliquant sur le bouton [Installer] :



 1 point
1 point -
Pied nu donc OK,
 1 point
1 point -
@ChikrnDans ton premier profil (cura.html), la largeur d'extrusion est réglée à 0.66mm (buse de 0.6mm) et dans le suivant (cura13.html) le même paramètre est réglé sur 0.44mm (buse de 0.4mm) dans ce même profil. Donc a savoir le quel a donné le meilleure résultat. Toujurs dans ton profil Cura13.html, il y a aussi la largeur des murs extérieur réglée sur 0.8mm et un nombre de murs de 3 ce qui parait bizarre avec des largeurs de murs de 0.44mm. Sinon, cela pourrait aussi être un mauvais réglage de l'avance linéaire qui fait que ton imprimante arrêterai l'extrusion trop tard par rapport au déplacement. Cela ce test facilement.. tu peux générer un fichier de test ici: https://marlinfw.org/tools/lin_advance/k-factor.html0 points