Classement




Contenu populaire
Contenu avec la plus haute réputation dans 04/02/2022 Dans tous les contenus
-
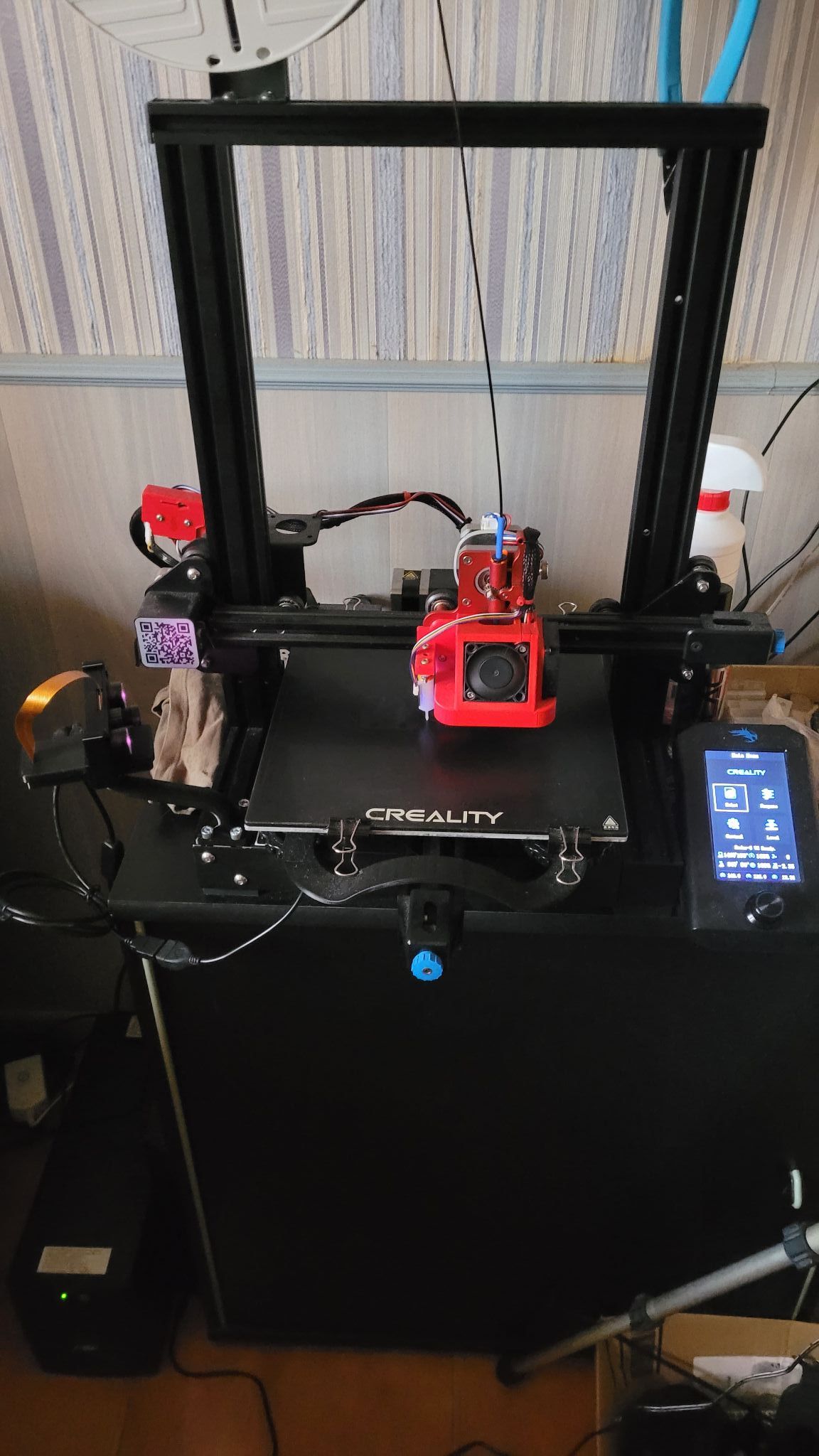
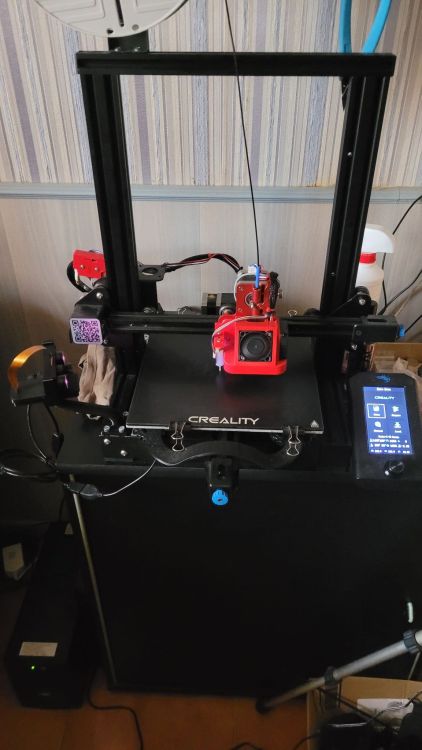
Quelques photos de mon coin imprimante 3D dans le bureau de mon appart. Ca a un peu changé depuis, la Super Racer a remplacé la CR10S, et une Sapphire Plus est aussi arrivée et trône sur l'établi vide sur la photo. D'ailleurs il y en a 4 a vendre !


 6 points
6 points -
Comment vous faites pour que tous soit rangé et le reste, perso c'est en ordre 5min tout les ans (quant je me décide à ranger), une fois que je bricole, c'est obligatoirement le bordel et ça y reste un moment....4 points
-
Tu devais être limite en réglage pour garantir une bonne accroche, tes premières impression ont dû lessiver la surface du bed rendant l'accroche plus difficile. Il te faudra aussi probablement nettoyer ton bed avec un produit non gras.3 points
-
@fran6p fais en bon usage
 3 points
3 points -
cela dénote une très mauvaise utilisation des rails hiwin oui je sors ->3 points
-
c'est les éléments de "tracking" ("&utm...") qui font que t'on bloqueur de pub le masque / le supprime... Mais après un passage dans https://urlclean.com/ voila : https://www.kickstarter.com/projects/3dprintmill/creality-cr-scan-lizard-capturing-fine-details-of-view2 points
-
@riri7707 tu nous as pas mis une vraie photo de tes vrais rail Hiwin , moi je l'attend avec impatience2 points
-
Et nous, on ne sais pas quoi te dire, vu qu'on à aucune information. On ne sais pas sur quoi tu imprime, on ne connait pas le type et la marque du filament, on a aucune info sur les paramètres.....et toutes les personnes du forum avec une boules de cristal sont actuellement occupé....2 points
-
il suffit de prendre la photo pendant les 5 min ou c'est rangé2 points
-
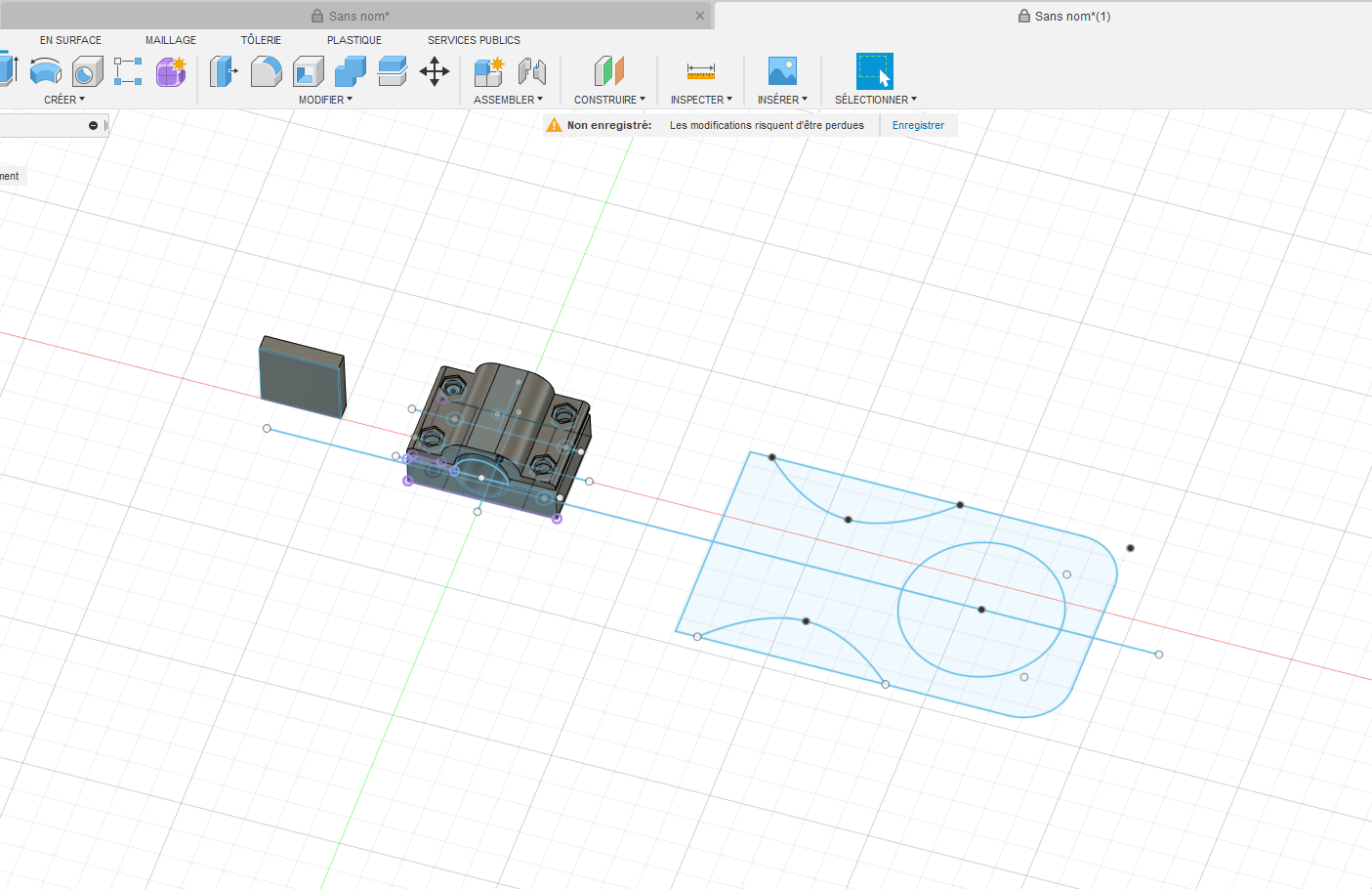
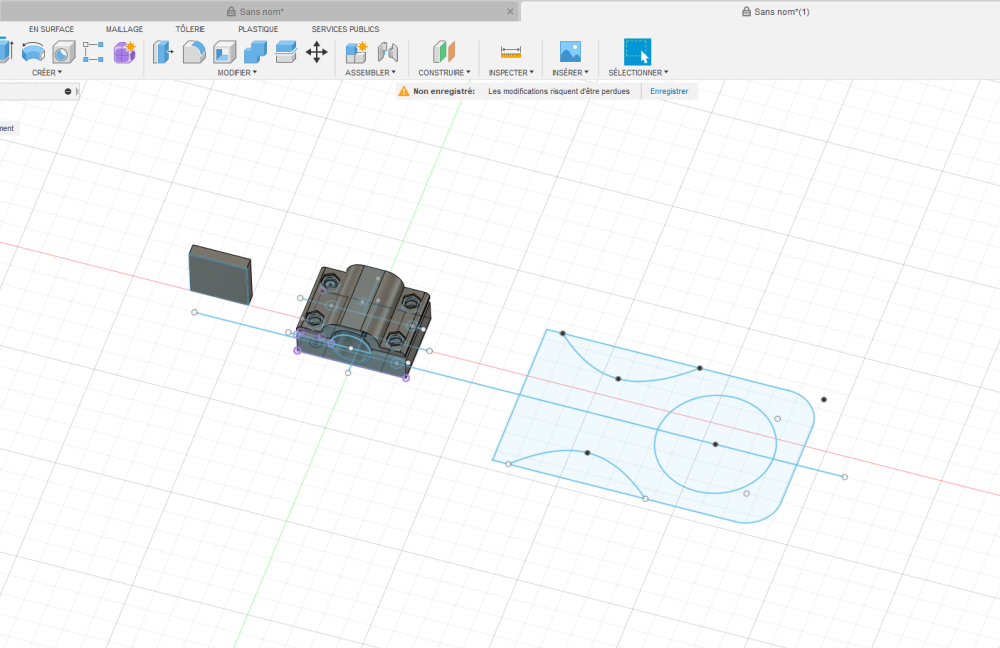
J'ai redémarré Fusion 360 et recommencer mon esquisse et ça fonctionne bizarre mais merci pour l'aide.2 points
-
Dans ce glossaire de l'impression 3D, vous trouverez des définitions qui se veulent simples et compréhensibles des mots techniques, liés à l'impression 3D FDM et à l’impression 3D résine, utilisés par les membres du forum ainsi que sur le blog du site Ce glossaire est en cours d'élaboration. Si vous voulez y participer, rendez vous sur ce sujet. Afin de faciliter votre recherche, vous pouvez utiliser le moteur de recherche de votre navigateur accessible via l'appui simultané sur les touches CTRL et F Sommaire A ABS Alcool isopropylique ALM AM Arduino ATMega1280 ATMega2560 Axe X Axe Y Axe Z B Barrière thermique (fr) Bed (en) Bordure Bowden Bridge (en) Bridging (en) Brim Buse (fr) C CAO CFF Cheveux d'ange (fr) CJP CNC ColorJet Printing Composite Filament Fabrication Computer Numerical Command Conception Assistée par Ordinateur Cordage (fr) Crowdfunding D Décollement Dépot de filament fondu Digital Rights Management Direct Metal Laser Sintering DLP DMLS DRM E Écrou excentrique Elephant’s foot Epaisseur de couche Excentrique Extrudeur ? Extrusion F FabLab Fabrication Laboratory Fast Ceramic Production FCP FDM Feeder FFF Filament Filasse (fr) Film Transfert Imaging FLS Formatage Frittage Laser Sélectif FTI Fused Deposition Modeling Fused Filament Fabrication Fusion sélective par laser G Gauchissement G-Code H Heatbed (en) Heatbreak (en) HIPS I Imprimante FDM Infill IPA Isopropanol J Jupe L Layer height M Machine-outil Maker Maker Faire Masked SLA Microsoft 3MF MJM MSLA MultiJet Modeling N Nozzle (en) O Octo4a Octopi Octoprint Oozing Open Source Overhang P PC (Plastique) Pied d'éléphant Pillowing PLA Plasticine Plateau (fr) Polyacétate de Vinyle PolyLactic Acid Polymérisation Pont (fr) Pontage (fr) Print bed (en) PTFE PVA R Radeau Raft Remplissage S Selective Laser Melting Selective Laser Sintering Shell Skirt SLA Slicer SLM SLS Stéréolithographie STL Stringing (en) Surplomb T Tension secteur Trancanage Trancheur Tube PTFE U Ultra violets UV V Visual Studio Code Voxel VSCode W Warping Wobble Wrapping X X axis Y Y axis Z Z axis Total 129 alias pour 68 définitions.1 point
-
Ca va viendre... https://www.kickstarter.com/projects/3dprintmill/creality-cr-scan-lizard-capturing-fine-details-of-view (pas de lien car le site le refuse... )1 point
-
Un SUV Rolls Royce, imprimé en 3D qui plus est !? https://www.lesimprimantes3d.fr/rolls-royce-cullinan-1016-industries-3d-20220204/1 point
-
@Kachidoki tu me rappelles un dicton en vieux Japonais qui s'appliquerait bien ici aussi : "sitaraté taka rataké !"1 point
-
J'ai eu aussi des soucis d'adhérence et des spaghetti, j'ai fait comme @hyoti dit ; en plus j'ai modifié la façon dont le ventilateur (celui qui souffle sur la sortie de la buse) se met en marche, il ne démarre plus avant la 6 ou 8 ème et prend progressivement de la vitesse au fur et à mesure que les couches montent. C'est dans le sous menu "Refroidissement" des paramètres.1 point
-
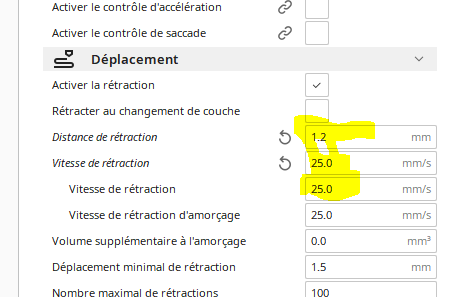
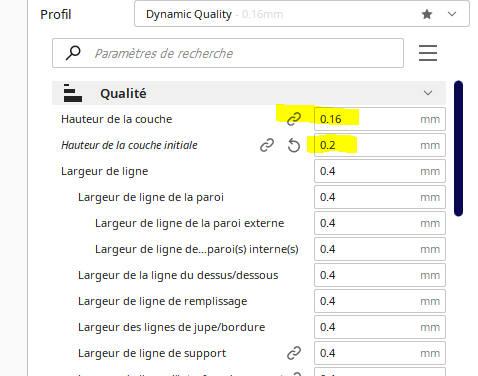
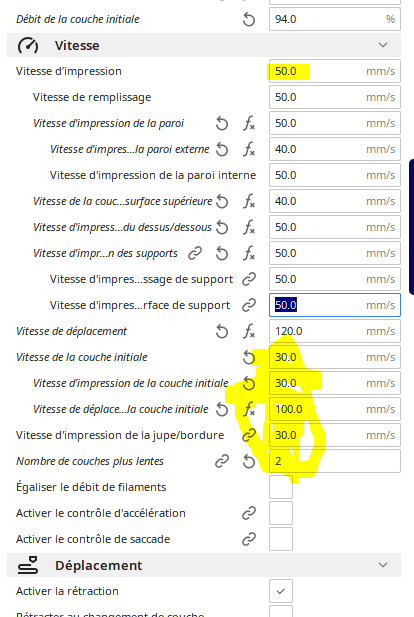
Cura peut être à peu près juste pour le temps d'impression. L'écran de l'imprimante là c'est autre chose mais c'est normal, c'est comme sur les PC pour le temps de copie des fichiers (soit il prends le nombre ou alors la taille) Pour le calcul en cours d'impression, il prends le temps au départ de la première couche, inclus le home et la ligne de purge et il doit multiplier par le nombre de couche qui reste à faire. juste à la fin c'est pas trop faux. La vitesse de 50mm/s que tu donnes c'est celle de l'impression ou de la retraction. elle peuvent être identiques.quand j'étais comme toi en Bowden, j'avais en distance de rétraction aux alentours de 5- 6mm et une vitesse de 50mm/s. Dans cura c'est là que tu peux les régler (Les valeurs ci-dessous sont les miennes pour un Direct drive donc nettement plus faible). Sur la dernière photo, tu as l'air d'avoir récupéré de l'adhérence. Perso pour avoir une première couche qui tienne mieux : je fais toujours la première couche en 0.2mm même si je prends la qualité dynamic en 0.16mm et je réduis la vitesse de la première couche.
 1 point
1 point -
En attendant voici les rails en question: Site de Taiwan Site France Sur le site français l'illustration montre les MGN et les MGW; sur le site taiwanais seule la photo d'un MGW est présente. Les deux sites montrent cependant les mêmes produits et les mêmes références. Les marquages "Hiwin" sont sur les parties en plastique exclusivement. Le site Taiwanais propose l'anglais entre autre comme langage ... Chacun se fera son opinion. J'ai récemment acheté deux ventilateurs marqués SUNON qui sont des fakes que j'ai du payer 5€ la paire, ya pas mort d'homme, mais qu'un membre du forum a payé plus de 10€ l'unité faux également (vérifié sur le site de SUNON qui ne fait pas ce modèle en 24volts) donc prudence ....1 point
-
C'est exactement cela: c'est un support qui se fixe par une vis sur un bras (donc le support peut être orienté par rotation)et qui tient un boitier contenant un raspberry PI zéro 2W et au dessus une caméra avec 2 spots IR. Le tout est fixé sur mon imprimante qui est donc pilotée par OctoPrint. A toi la main @Titouvol

 1 point
1 point -
@Caldrius BQ pour Big Tree Tech ? le H2 ?1 point
-
En effet il faut bien regarder avant... Je pense que je vais mettre 230 pour commencer1 point
-
desoolé du retard perdu mes compte mais je comprend pas ca ne marche tjrs pas c'est ty pas bon j'ai réessayé tout les combi possible mais pas possible il bipe sans arret et out les moteurs font des va et viens même sans l'écran1 point
-
En saline, elle ne va pas durer bien longtemps (vu les messages abscons souvent difficiles à interpréter, il en faut des compétences ici (savoir lire dans la boule, savoir lire entre les lignes, …))1 point
-
merci de m'avoir explique moi c'est du papier lettre 20lbs a 80gr, je vais ajuste dans le fichier du tft. merci encore1 point
-
Salut @Tristesire973 Effectivement pas toujours facile de démarrer dans l'impression 3D... Mais tu as la chance de faire partie de la meilleure communauté francophone du monde de l'impression 3D Il y a même une section dédiée à ton imprimante sur le forum avec toutes les info pour "utiliser et améliorer les imprimantes 3D Creality afin d'en tirer le meilleur parti !". Je te conseille d'aller y jeter un œil -> https://www.lesimprimantes3d.fr/forum/158-tutoriels-et-améliorations-pour-creality/ Allé on y croit @+ JC1 point
-
@Tristesire973 tu peux regardé ici tu à une vidéo un peux plus bas: https://themachinebros.com/fr/assemblage-et-etalonnage-creality-ender-3/ Ou cette vidéo: La Ender3 et la Ender3 V2 sont similaire, donc pas de soucis.1 point
-
Salut, Idem, comme le vieux dicton le préconise : "Dans le doute => reboot." Généralement je laisse Fusion360 ouvert sur mon PC, qui ne redémarre jamais (au mieux il est en veille). Du coup je ne redémarre Fusion que lors des mises à jour. Ou, lorsqu'au bout d'un moment je vois bien qu'il ne m'affiche plus correctement ce que je suis en train de faire. Je ne pense pas que ça soit un problème de mémoire, c'est un vieux PC d'une dizaine d'années certes, mais il a 32Go de RAM, dont il reste en moyenne une bonne dizaine de Go de libre la plupart du temps, si je ne lui fais pas faire de compilations, calculs ou rendus spécifiques (auquel cas Fusion serait fermé)... Pour info, le cadenas sur une esquisse indique qu'elle est totalement contrainte.1 point
-
Genre un truc comme ça ? Bon alors @papagalak de relancer malgré la tentative de rafle éhontée du prix par @RFN_31 J'vous avais dit que c'était trèèèès facile
 1 point
1 point -
Contrairement à @papagalak, je propose un dévidoir de scotch ou de papier collant...1 point
-
En règle général, les shore "A" sont +/- souples et les shore "D" sont +/- dur. J'utilise cette résine pour des pièces devant résister à des serrages, des chocs. Elle a effectivement une certaine souplesse tout en étant très résistante. Elle est chère mais c'est la meilleure résine que j'ai utilisé jusqu'à présent. ++ Clément
 1 point
1 point -
@P_tite_tete Cafait mal seulement si on les achète ... Donc quitte à acheter des faux autant prendre les moins chers !1 point
-
Et alors ......? C'est t'y bon ou pas bon ?1 point
-
@jcjames_13009 Je pense que c'est un problème de son Fusion 360, car moi aussi je vois les deux esquisses.
 1 point
1 point -
Et bien du coup celui que je montre et où j’ai brancher le 120 cetais le 2 Pin du petit ventilo de derrière donc je penses que c’est good ? C’est 2 12V1 point
-
Bonjour, Pour le branchement je ne pourrais pas te dire, je n'ai pas la même carte; mais bon si ça marche. Pour le sens de montage du ventilo, il y a sur un de ses 4 côtés deux flèches : une qui indique le sens de rotation du ventilateur, et l'autre qui indique dans quel sens il souffle. Ces deux flèches sont assez discrète, il est facile de passer à côté et de ne pas les voir. Là, si je compare au Noctua que j'ai sous la main, il me semble qu'il est monté à l'envers1 point
-
Je vois que tu as les outils de base indispensables à tout bon maker : les marteaux (quoique le marteau de en caoutchouc soit un peu trop tendre à mon goût )1 point
-
Bienvenue a toi collègue !1 point
-
Hahaha merci1 point
-
Ben c'est vous qui voyez au niveau crédibilité HIWIN expédiés depuis la Chine.. Y'a aussi des rails à 15$ en 550 de marque xxx sur aliexpress... J'utilise les HIWIN depuis plusieurs années sur mes cartésiennes sans aucun soucis et j'en ai testé quelques uns pas chers aussi qui me servent de règle de traçage maintenant... Achetés à prix malin ( voir plus haut), je viens de remplacer ceux de ma Delta par la même marque, même fournisseur pour +/- 200 € les 3 et comme je l'espérais = c'est le jour et la nuit au niveau précision dans les mouvements fluides, rapides et saccadés. Mais bon les conseilleurs ne sont pas les payeurs. C'est juste un partage d'info pour rendre service. Donc si vous n'y croyez pas, achetez les au prix fort en EU avec les culbutes des importateurs, distributeurs, etc.. Je n'ai aucun soucis de mon côté. Juste un autre exemple : caméra CCTV prix moyen chez les distributeurs en France 300 € HT; en Chine, le même produit = 80€ TTC, port compris. Y'a pas comme un Souci non plus ???? Je pense qu'on est quelque part des vaches à lait quand on parle de marques fabriquées dans les pays lointains où sans réelle conviction on casse juste à cause du prix Faut réfléchir intelligemment Maintenant, je me mets à la place de FLSUN: 100 000 SR à fabriquer, soit 300 000 rails et ben je prendrais le meilleur rapport qualité prix, soit pour les chinois les moins chers (ils n'ont aucune notion sur ce qui s'appelle le contrôle qualité; donc ce mois-ci tel fournisseur et le mois prochain un autre car $1 de moins par rail. Résultat : c'est ce qu'on a sur nos imprimantes = la roulette russe... A plus....1 point
-
En attendant de recevoir de meilleures ventilos, j'ai travailler sur un support pour mon alim Meanwell. A peaufiner mais c'est pas mal !
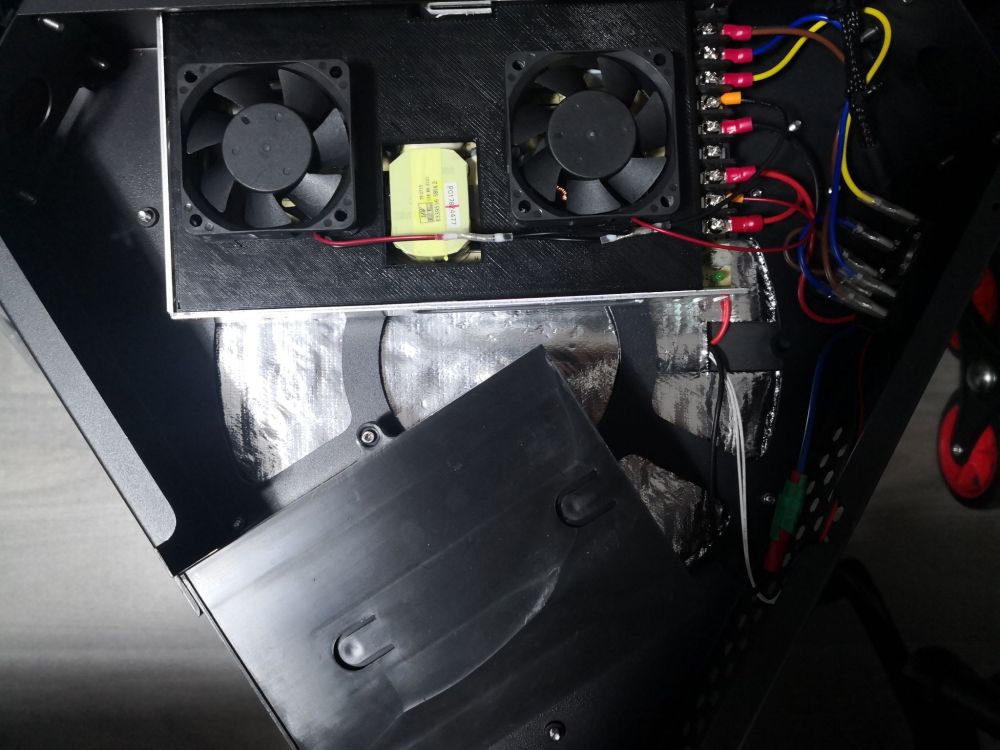
 1 point
1 point -
Mais c'est trop d'honneur ! Merci à vous ! C'est extrêmement gratifiant, et valorisant. Je suis très fier et heureux de fréquenter votre communauté, car vous répondez présents quand j'ai besoin de vous, et c'est en partie pour cela, mais surtout pour partager mon plaisir, que je m'efforce de vous présenter de chouettes projets. Je sais, pour avoir une certaine expérience des forums que c'est agréable de lire des sujets et imagés, postés par quelqu'un que l'on à un jour aidé. C'est à mon sens ce qui fait l'essence d'une communauté de forum. Merci à tous ! Zip1 point
-
Bonjour @medmed je fais un test demain j'ouvre la bête pour vérifier la tension ! Petite question sur Marlin je souhaite augmenter la température de l'extrudeur option Full métal à 275° pour imprimer du Nylon. J'ai modifié les lignes suivantes : #define HEATER_0_MAXTEMP 275 #define HEATER_1_MAXTEMP 275 #define HEATER_2_MAXTEMP 275 #define HEATER_3_MAXTEMP 275 #define HEATER_4_MAXTEMP 275 #define HEATER_5_MAXTEMP 275 #define BED_MAXTEMP 150 Hélas mon extrudeur reste bloqué à 260° je ne sais pas pourquoi et je ne trouve pas dans Config.h les lignes qui attribue la sécurité à 260° J'ai vérifié dans configuration-adv.h j'ai rien trouvé d'habitude me débrouille bien dans Marlin a+ @medmed nous avons bien du 12 volts sur l'alimentation du bed il y a une solution car il faut abaisser la tension ! La puissance du bed en 12Volts est de 55 W environ. le module suivant doit convenir Geeetech 150W Boost Converter DC-DC 10-32V à 12-35V Step Up Vol [700-001-0211] - $6.99 : geeetech imprimantes 3D boutique en ligne, guichet unique pour imprimantes 3D, accessoires d’imprimante 3D, pièces d’imprimante 3D1 point
-
Si tu veux le mettre en téléchargement je vais regardé ce qui cloche1 point
-
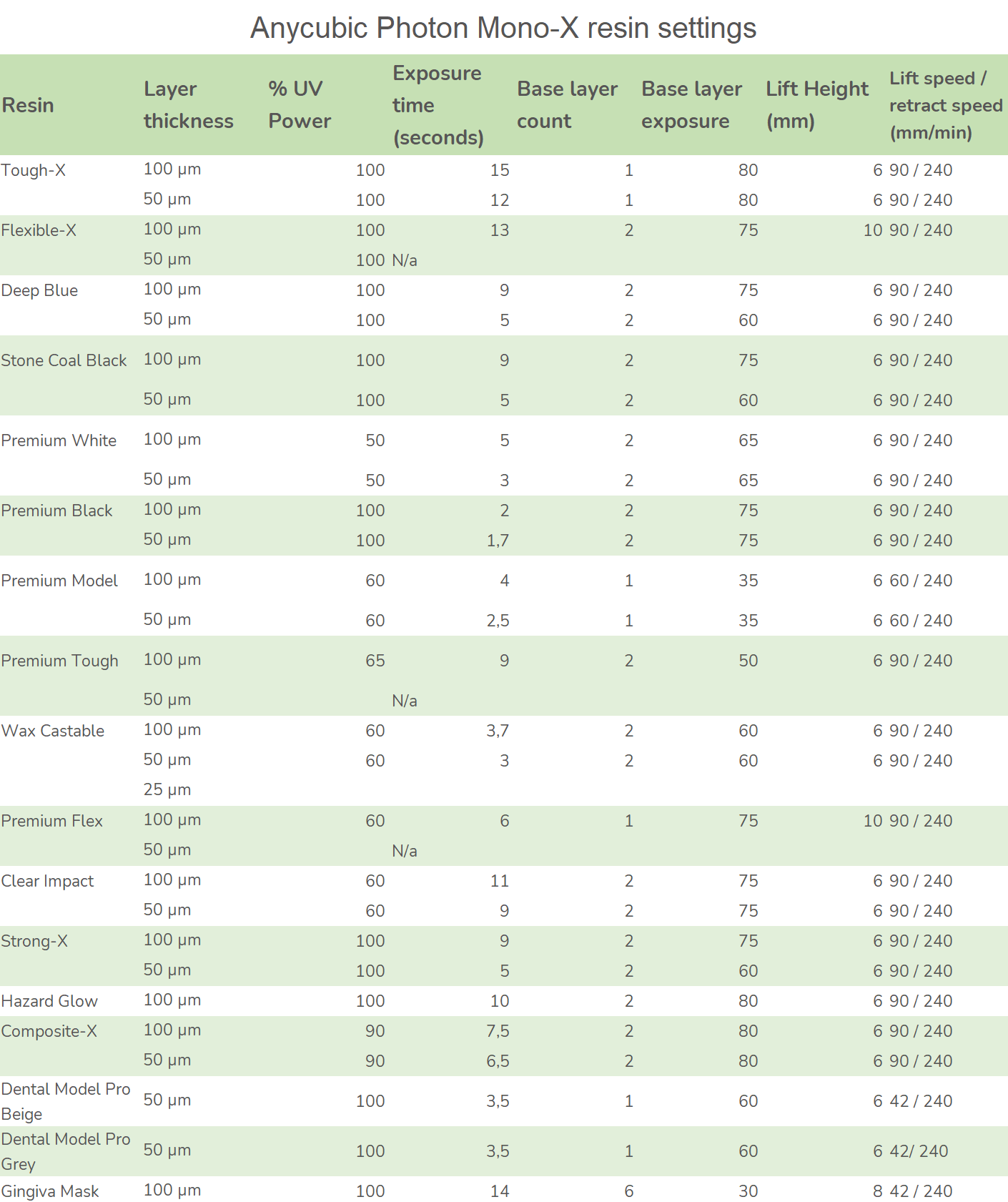
Wahou Furcow ! tu vas loin là! . Je vais de ce pas à Carrefour pour acheter de l'argon! Je plaisante. Sinon, je n'ai pas lu cet article, je vais chercher. Pour l'instant, j'attends un flacon de résine Noir standard (même marque). Je vais essayer de mélanger les deux, il parait que ça peut se faire. Peut-être qu'il y aura moins cet effet d'oxydation. En plus, Je trouve le Flexible-X un peu trop flexible pour ce que je veux faire. Je vous tiendrais au jus... Sinon J'avais trouvé ce tableau sur le site Liqcreate...
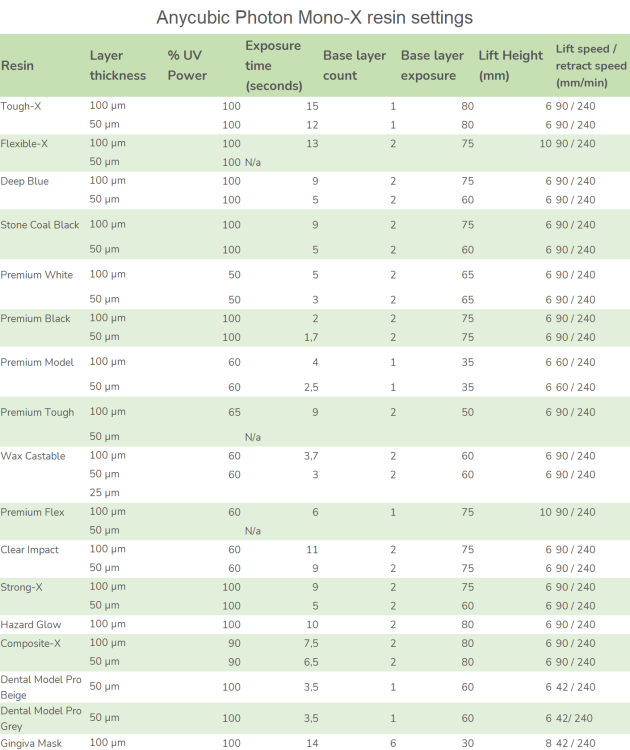 1 point
1 point -
L'enchanteur ?1 point
-
Logiquement ta gaine tressée noire doit passer par derrière et non par devant tel que tu l'as mise. Pour le petit jeu sur l'axe X comme il n'y a qu'une tige filetée c'est normal, par contre vérifies que les roues touchent bien le montant et qu'il faut une pression assez forte pour que la roue tourne si ce n'est pas le cas il faut régler l'excentrique. Je n'arrive pas a bien voir le positionnement du endstop Z, ce que tu peux faire pour un test c'est de le remonter suffisamment (genre 1 cm ou du moins jusque là là ou bloque l'auto home) ceci afin de voir si cette fois il va l'enclencher ou pas .1 point
-
Voici la vidéo avec les modifications que vous m avez conseillé:1 point
-
Je n'en ai jamais cassé, mais au cas où, normalement il y a un pin de rechange livré avec tu peux aussi prendre du clone de qualité (Triangle Labs) qui est pas mal du tout : Trianglelab – capteur tactile 3D 2021 v3, nivellement de lit automatique BL, capteur tactile automatique pour anet A8 tevo reprap mk8 i3, livraison gratuite | AliExpress.1 point
-

From the album: J'apprends
Voir image précédente. Sur celle-ci on voit l'aspect "glossy" dû à l'impression à l'envers sur plaque de verre, parfait pour un panneau d'affichage.1 point -
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
Le nettoyage et le réglage du plateau par Titi78 Comme je suis sympa (si si c'est vrai!), voici comment je procède sur ma cr10-s avec un plateau en verre ou un plateau en verre avec un revêtement bleu collé dessus : Je nettoie le plateau avec UNE ÉPONGE PROPRE et de l'eau tiède avec un petit peu de liquide vaisselle sans en mettre partout (sinon ça va être ma fête). Je rince de la même manière et toujours avec UNE ÉPONGE PROPRE. J'essuie avec un chiffon propre et non pelucheux. Je remet le plateau sur la machine (car pour le nettoyer c'est plus pratique dans la cuisine) Je met en chauffe le plateau et la buse à température d'impression (buse montée assez haut pour ne pas toucher le plateau). Je nettoie le plateau avec un petit coup de vinaigre blanc et un chiffon propre et non pelucheux (ou alcool isopro trucbidul que je n'ai pas mais que d'autres utilisent car ils n'aiment pas l'odeur du vinaigre comme @fran6p ) J'attends 10 à 15 minutes que ce soit chaud et stabilisé pour la dilatation. Je prend une cale ( jeu de cale de réglage, morceau de métal rectifié, ou tout simplement un foret de ma perceuse ) Je prend mon pied (à coulisse numérique car il ne faut pas penser à autre chose en voyant le mot pied) Je mesure avec le pied à coulisse le diamètre de la queue (du foret bien sûr ). Cette cote sera ma valeur d’épaisseur cale étalon. Je fais un Home puis je monte le Z de la valeur de cette cale étalon . Je fais un Disable stepper pour pouvoir déplacer manuellement la tête au dessus des 4 molettes de réglage plateau Je règle mon plateau en utilisant les molettes pour que la buse vienne affleurer le plus précisément possible ma cale étalon (là on cherche le centième en jouant à trop haut trop bas) en repassant plusieurs fois sous les 4 molettes jusqu'à ne plus avoir besoin de régler les molettes. Je re nettoie le plateau sans appuyer dessus ni y mettre les doigts avec un chiffon propre et non pelucheux et du vinaigre blanc pour enlever le gras des doigts Voilà le plateau est réglé tip top et prêt pour lancer l'impression (qui commencera par un home et ramènera la buse à Z zéro donc sur le plateau. Pensez à mettre un petit j'aime ou merci avec l'icone en bas a droite : je sais maintenant y'a encore plus d’icônes .... et si en plus @fran6p pouvais épingler le sujet dans les tutos ce serais top !
 1 point
1 point