Classement



Contenu populaire
Contenu avec la plus haute réputation dans 19/04/2022 Dans tous les contenus
-
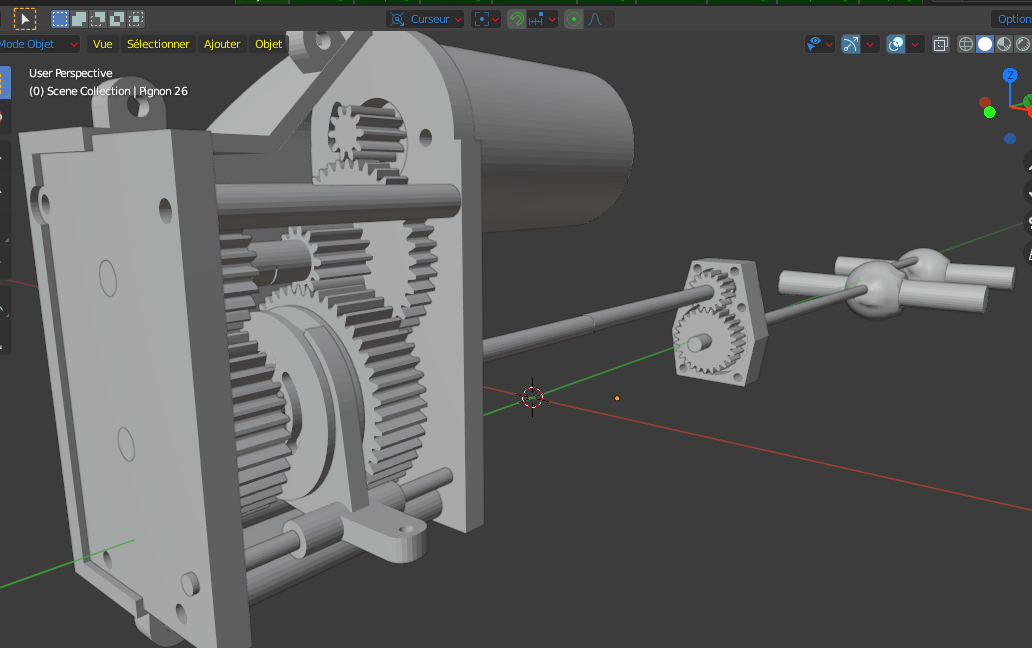
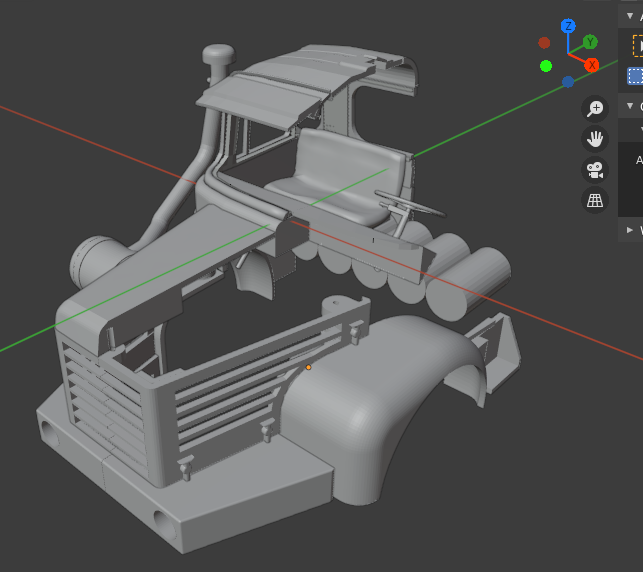
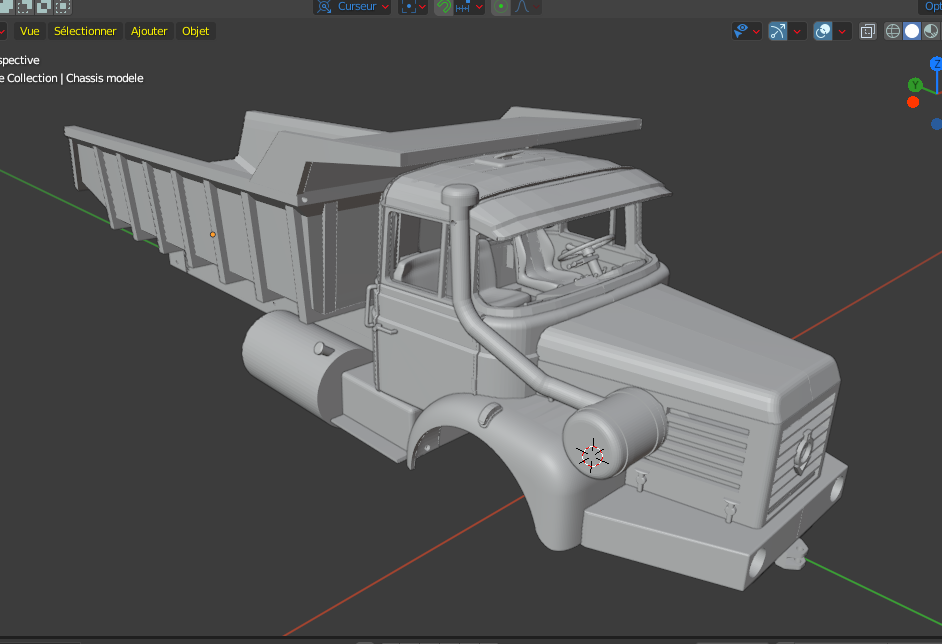
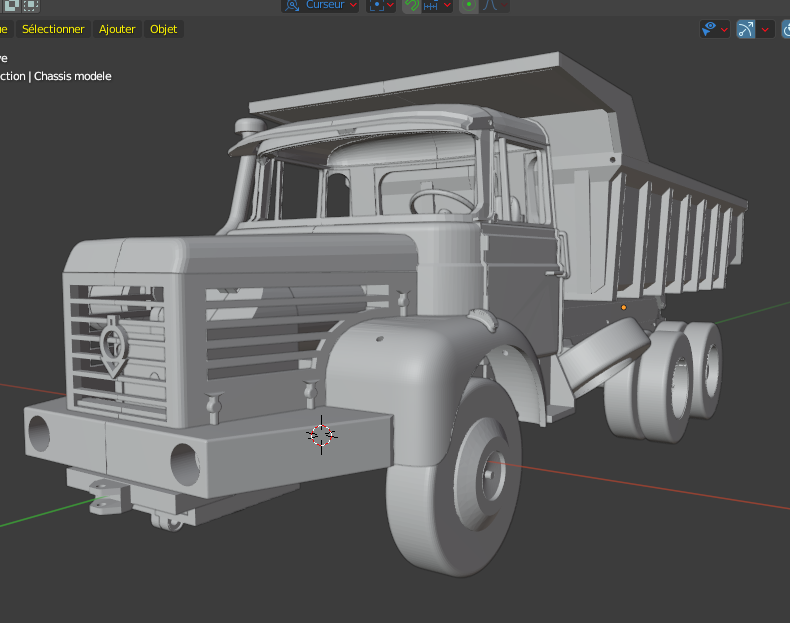
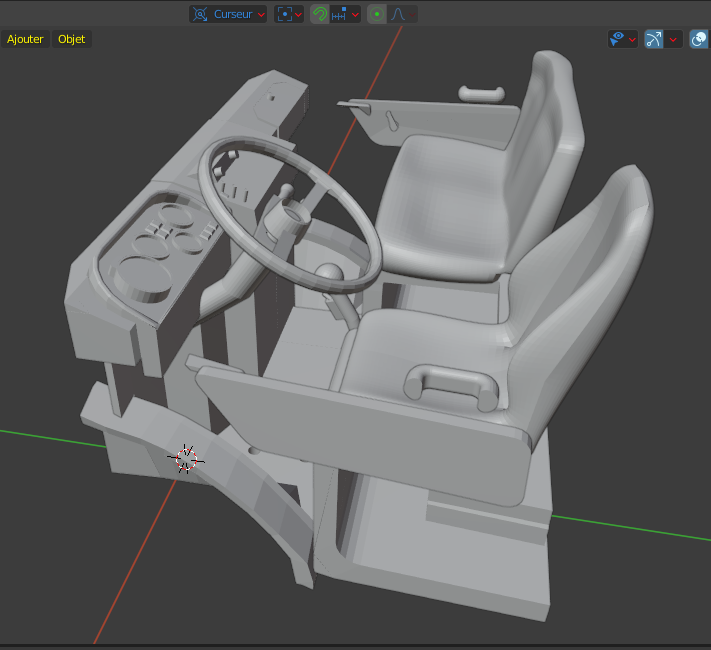
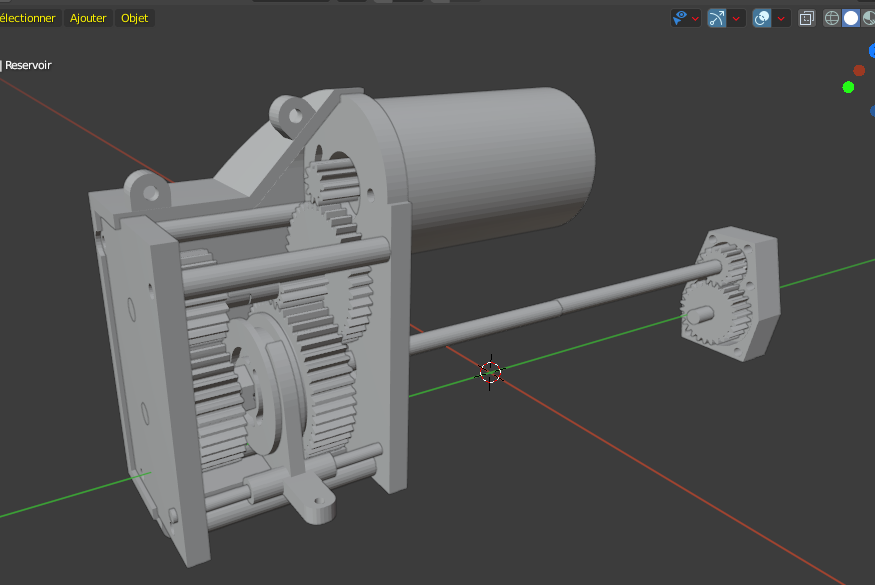
Bonjour, Petit coucou juste pour vous faire partager ma dernière réalisation sur BLENDER 2.90...














 5 points
5 points -
Donc sauf erreur c'est 255 caractères maximum pour le titre3 points
-
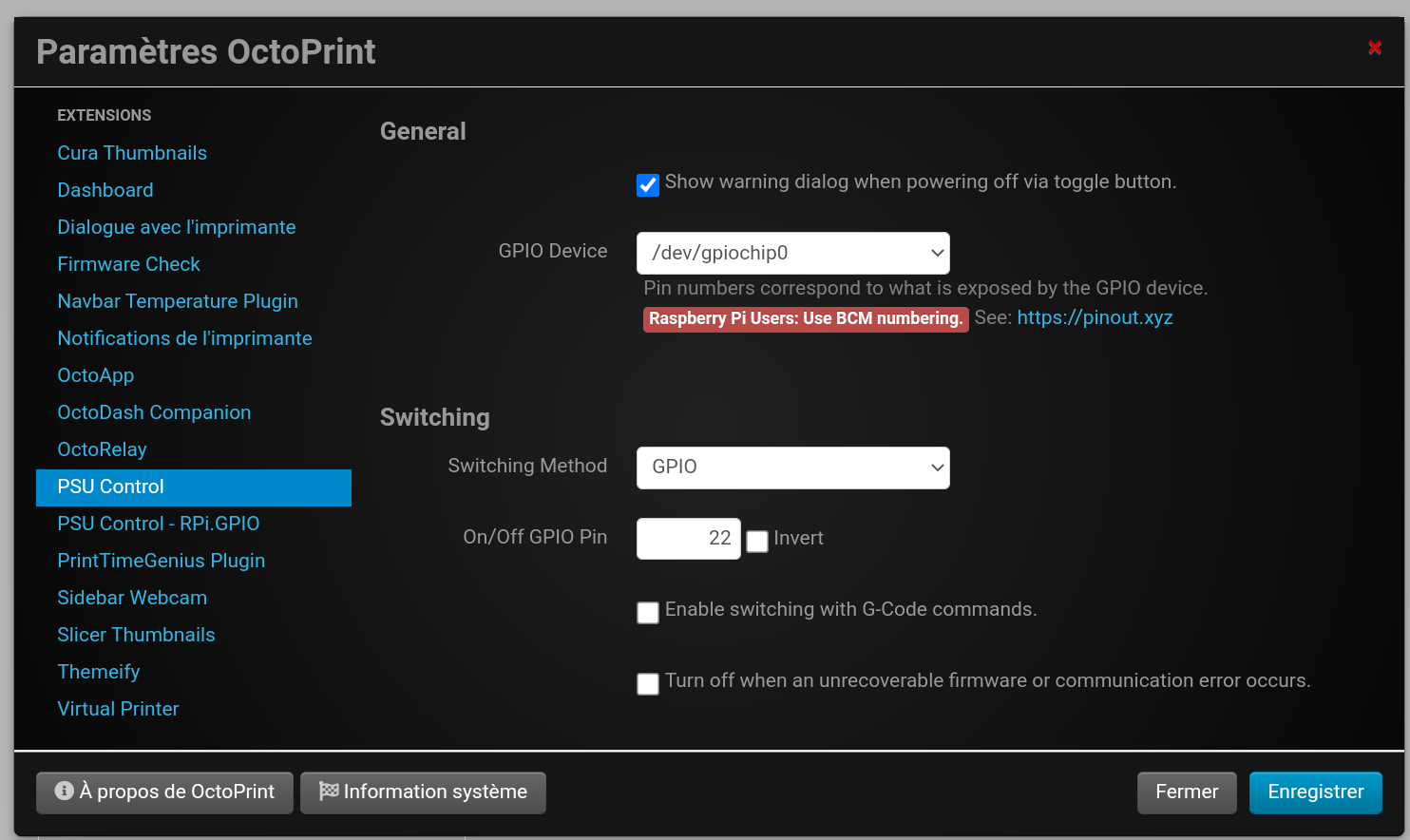
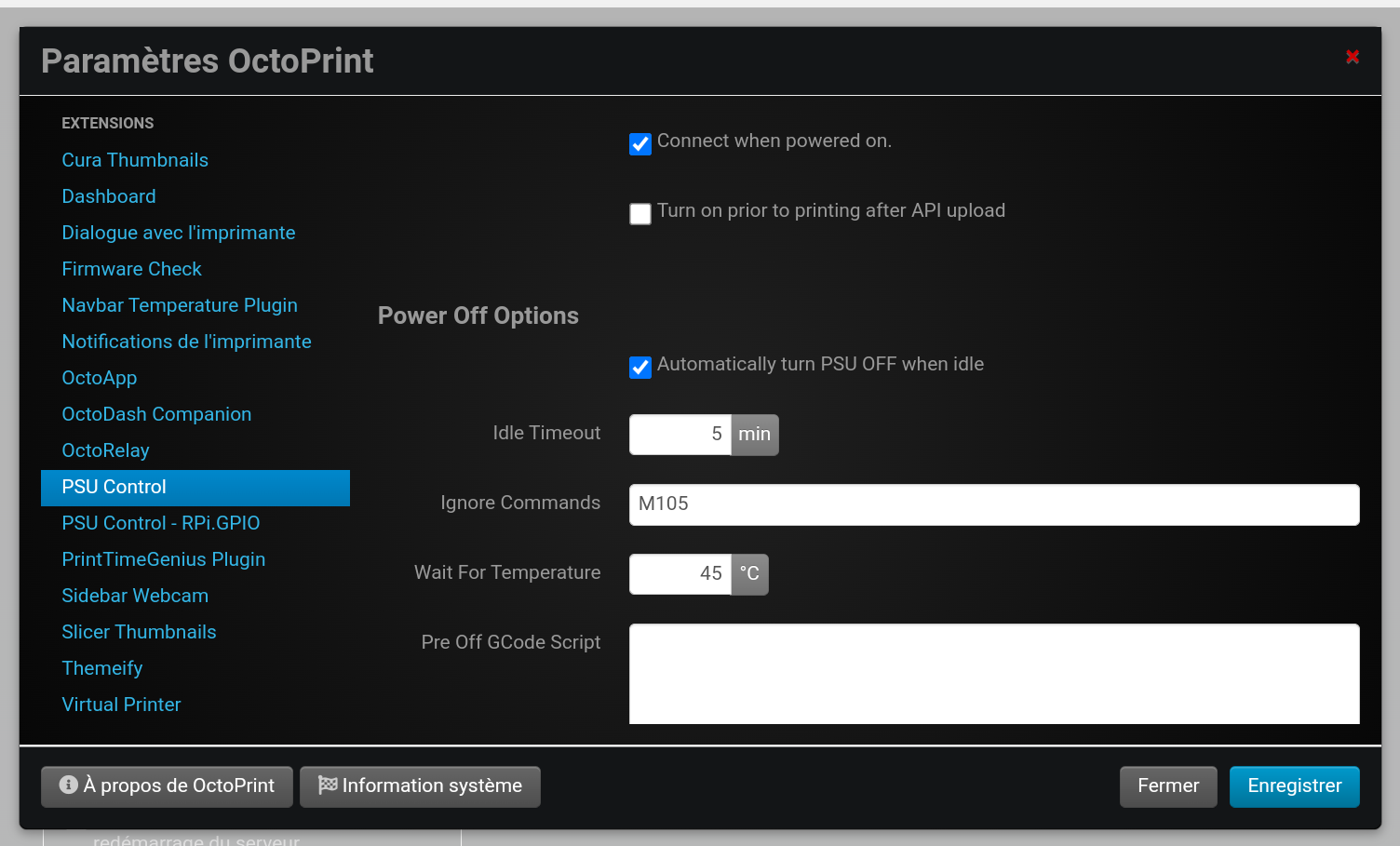
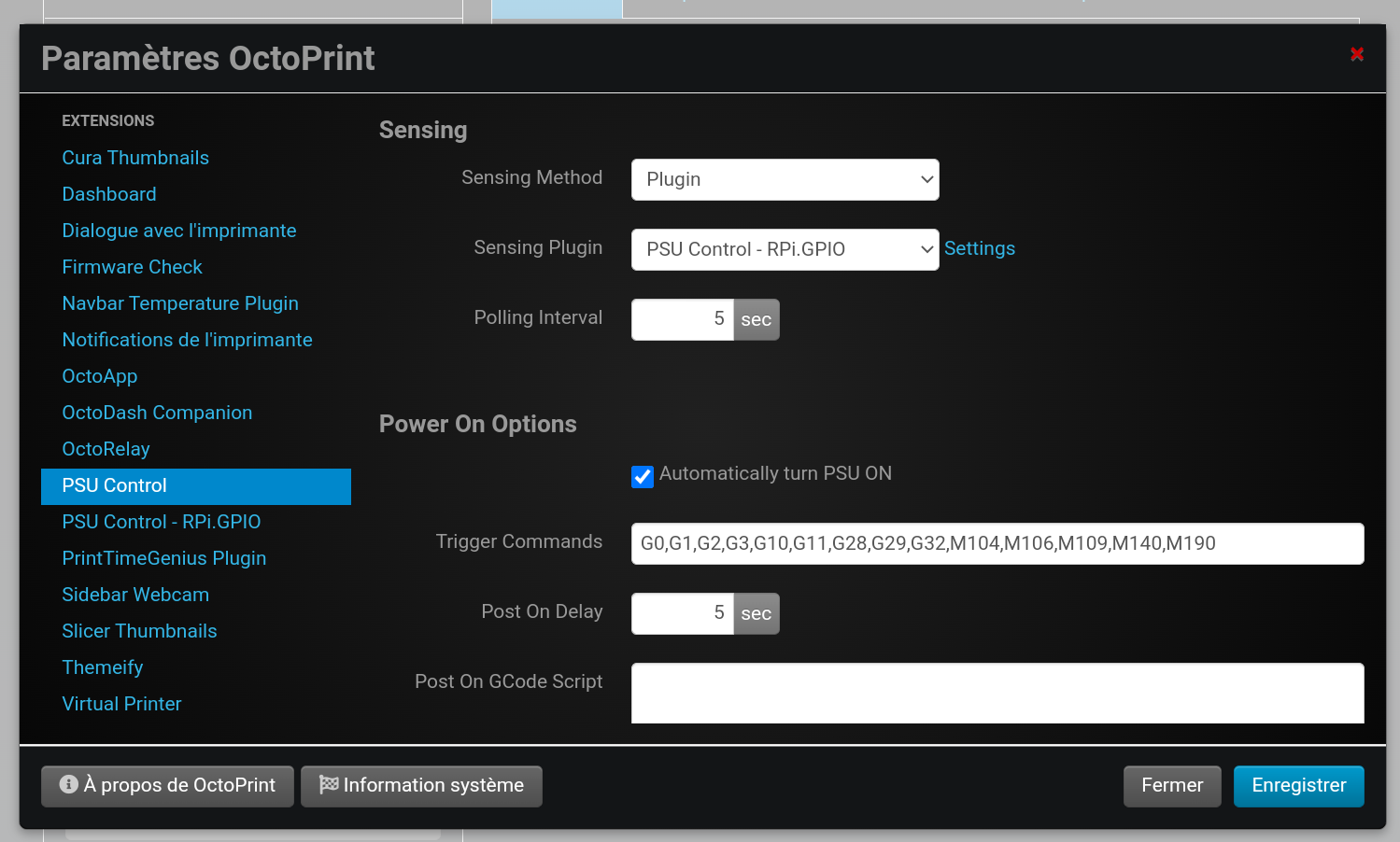
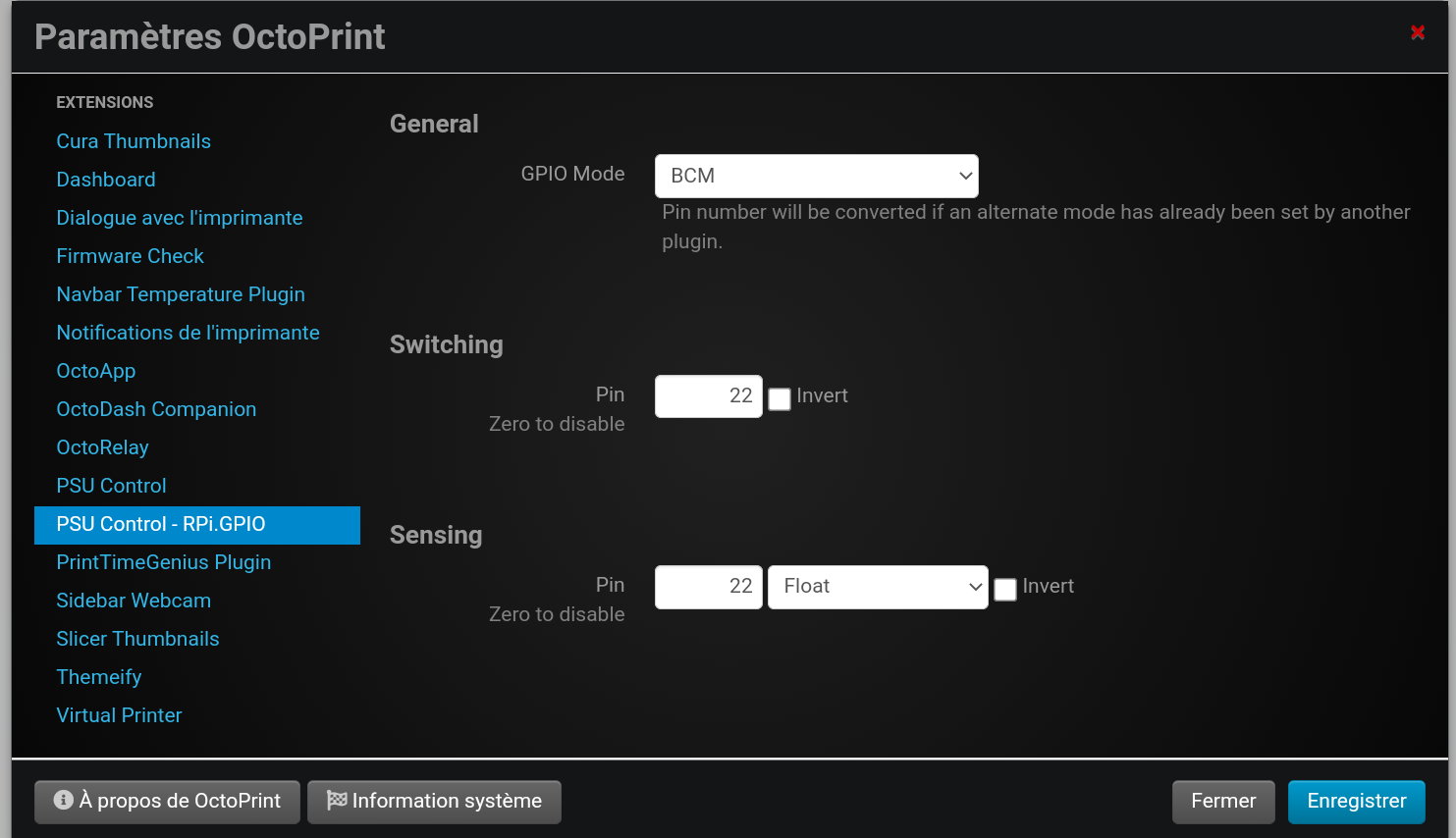
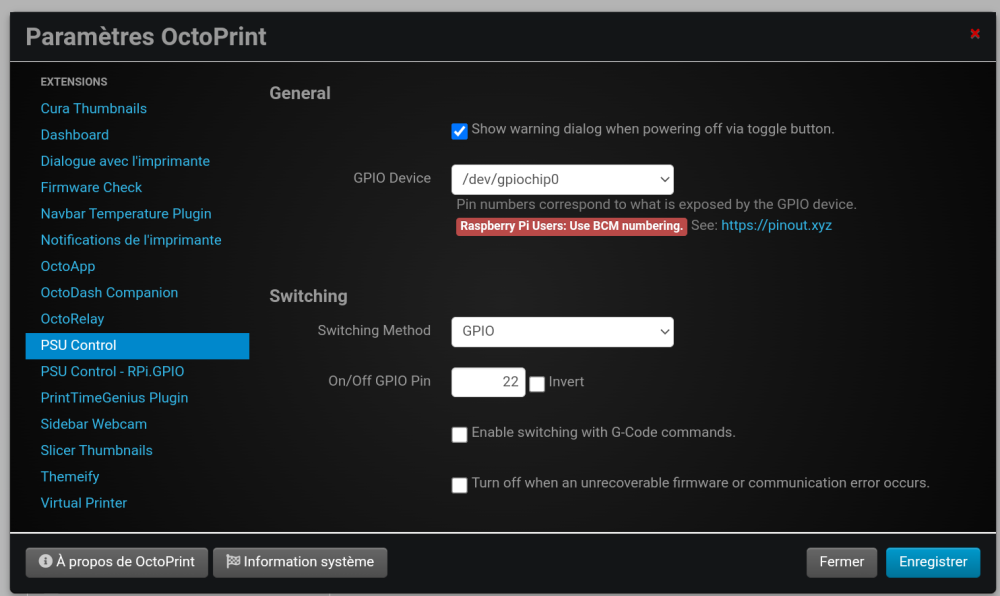
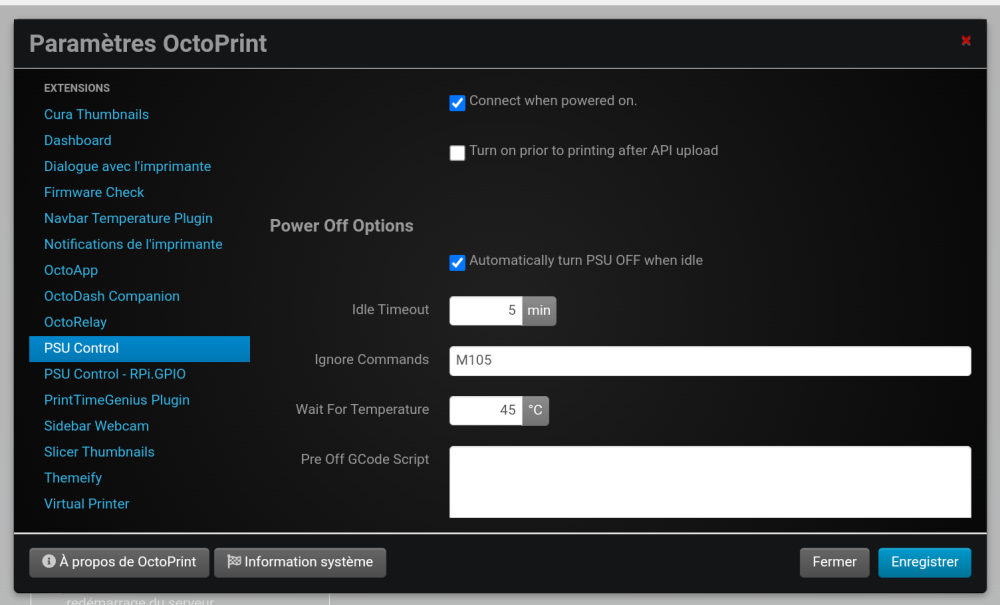
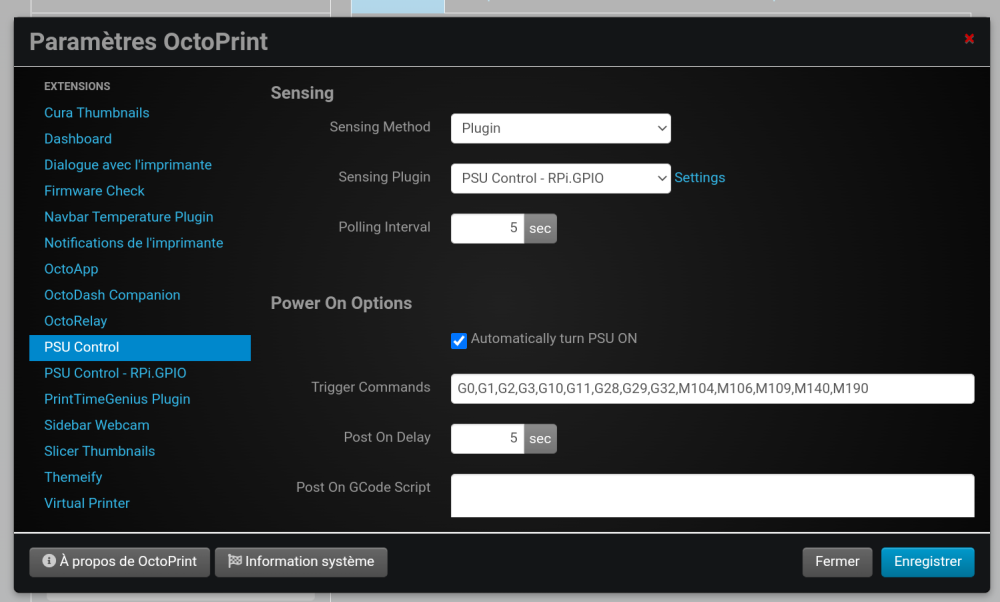
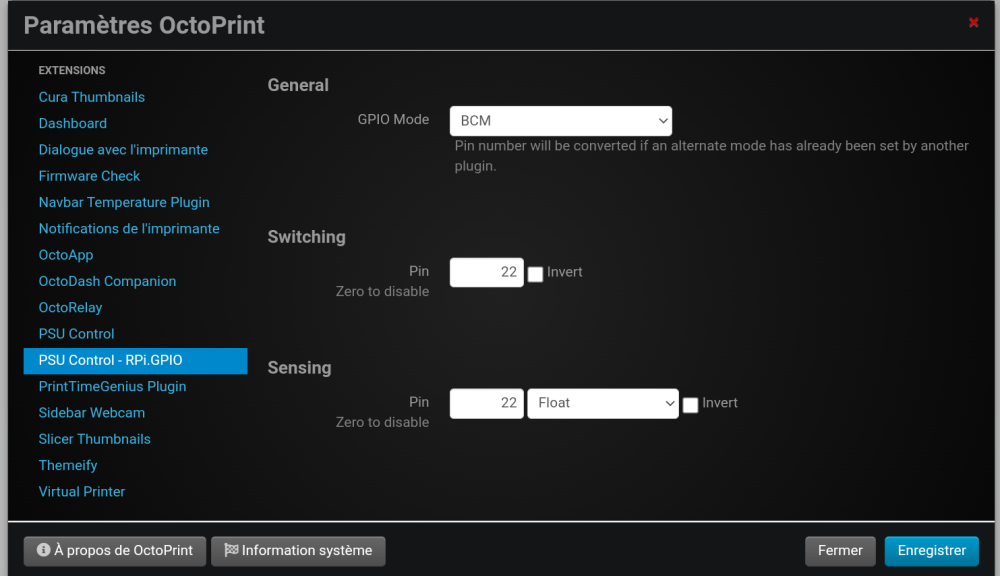
Bonjour, Confronté à la nécessité d'éteindre proprement son imprimante à la fin de l'impression, j'ai cherché une solution la plus simple possible ne nécessitant aucun câblage. En préambule, il est probable que ce tuto n'apprenne rien à beaucoup d'entre vous mais, pour ceux qui, comme moi, n'ont pas une grande antériorité en impression 3D et surtout en Octoprint, il pourra peut-être leur permettre de ne pas passer autant de temps que moi à réussir le paramétrage correct de ces plugins. Je passe sur l'installation d'Octoprint, de nombreux tutos ont déjà été écrits sur le sujet. Plusieurs plugins permettent d'éteindre automatiquement l'imprimante à l'issue de l'impression, les plugins "Enclosure" et "Octorelay" notamment. En revanche, ils ne prennent pas en compte les températures des buses et du plateau. J'ai lu suffisamment de littérature à ce sujet recommandant de ne jamais éteindre son imprimante tant que les extrudeuses sont en température pour ne pas être resté sur ces plugins. J'ai donc essayé le plugin "PSU control" qui, dans sa doc, précise qu'il est possible d'éteindre l'imprimante avec une consigne de température. Malheureusement, ça n'est pas aussi simple que ça. Après de nombreux essais, voici donc une solution qui fonctionne. Je ne dis pas, bien sûr, que c'est la seule. Pour commencer, mon Octoprint est basé sur un RPI3b+ équipé d'une carte relais 4 canaux. Le RPI est connecté à l'imprimante via un câble USB. Mon imprimante est une Sovol SV04 mais cela n'a aucune importance. Après avoir installé et configuré votre Octoprint, installez le plugin "PSU control" et paramétrez-le ainsi, si tant est que votre PIN GPIO est le 22 (BCM), adaptez la valeur sinon (ne pas tenir compte de "Sensing" pour le moment) : Quelques explications. J'aurais voulu n'utiliser qu'un seul plugin pour gérer la lumière et l'imprimante mais je n'ai pas trouvé. Pour la lumière, j'utilise le plugin "Octorelay" PIN 4 du GPIO. Pour rappel, le plugin "PSU control" ne permet que de switcher l'état de l'imprimante. On ne peut pas allumer/éteindre, on ne peut que commuter l'état. Il est donc impératif de le connaitre afin de savoir exactement ce que l'on fait. Le paramètre "Sensing" du plugin "PSU control" indique de quelle façon le plugin va chercher l'état de l'imprimante (ON/OFF). Il existe plusieurs moyens de l'obtenir, "Internal", "GPIO", "Plugin" et "System command". Les créateurs du plugin recommandent fortement de ne pas utiliser la méthode "Internal" qui, pourtant, donne de bons résultats. Il est probable qu'elle se base sur une variable binaire dont la valeur est mise à jour au fur et à mesure des clics et qui risque, en cas de redémarrage d'Octoprint, de ne pas refléter correctement l'état de l'imprimante. L'option "System Command" permet d'envoyer des commandes SSH à Octoprint et, à priori, ne fonctionne que si l'alimentation est correctement câblée. Quant à l'option GPIO... je n'ai jamais réussi à la faire fonctionner et pourtant elle serait la plus logique puisque le relais est branché sur un PIN du GPIO. Finalement, après quelques recherches et beaucoup de tâtonnements, j'ai opté pour l'option "Plugin". Avec le recul, elle est parfaitement logique. Contrairement au plugin "PSU control", le sous-plugin "PSU control - RPi.GPIO" sait lire l'état des PIN GPIO et donc des relais. En demandant au plugin "PSU control" d'interroger le sous-plugin, on a donc l'info qu'il nous faut. Le paramétrage du sous-plugin "PSU control - RPi.GPIO" est le suivant, encore une fois, si vous êtes branché sur le PIN 22 : Il ne vous reste plus ensuite qu'à paramétrer le paramètre "Sensing" du plugin "PSU control" comme indiqué plus haut pour terminer votre configuration. Il existe plusieurs sous-plugins de "PSU control", Homeasistant, Shelly, Tahoma, TP-Link, et d'autres encore. Chacun de ces sous-plugins permet de fournir à "PSU control" l'information d'état de l'imprimante par le biais de l'équipement adapté. Pour ma part, je n'ai testé que le GPIO, je n'avais aucune volonté d'investir dans davantage de matériel histoire de faire des tests. Ceci étant, si d'autres ont les équipements requis, je les encourage vivement à compléter ce sujet de façon à le rendre le plus pertinent possible. J'ai essayé d'écrire ce TUTO le plus soigneusement possible. Si vous y voyez une ou des erreurs de quelques natures qu'elles soient, n'hésitez pas à me les remonter afin que je puisse les corriger. En attendant, bonne lecture et bonnes impressions.
 3 points
3 points -
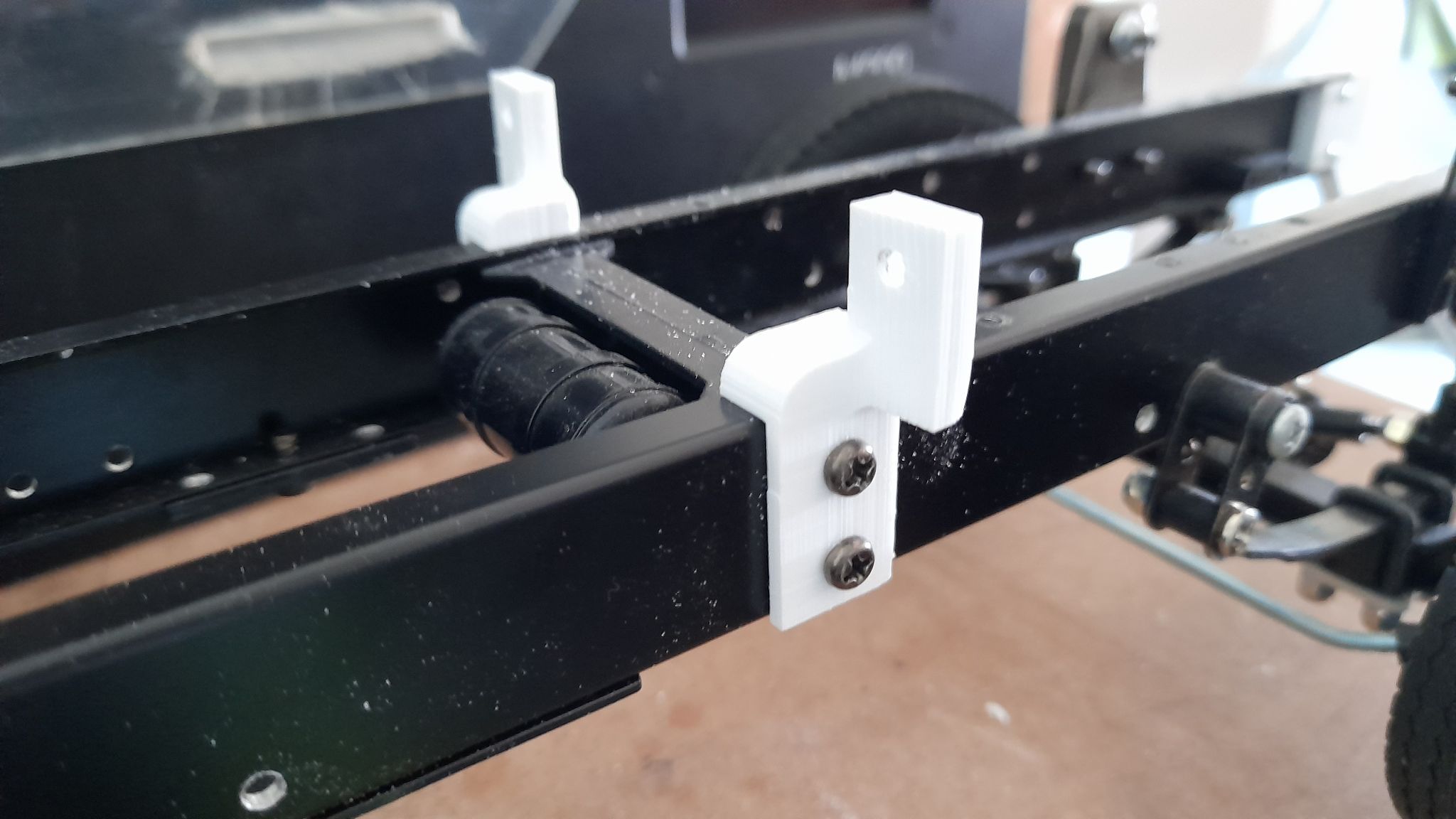
Salut, Histoire de faire avancer le schmilblick, j'ai dessiné les 2 pièces d'après la règle que tu as placée sous les pièces. Pour éviter le surplomb du dessous de la pièce marquée Prius, j'ai changé la conception, au risque que ce soit peut-être plus fragile . C'est donc un point à voir/tester. J'ai préféré visser les 2 pièces (version avec des vis à bois fraisées de Ø4 ou une version avec des vis fraisées M5). N'hésite pas à corriger les cotes fausses et à faire des remarques sur la fixation des 2 pièces PlaqueCompleteDiam4.pdf PlaqueCompleteM5.pdf3 points
-
le prophyla..ecte hachleboule il me semble oui je sors ->3 points
-
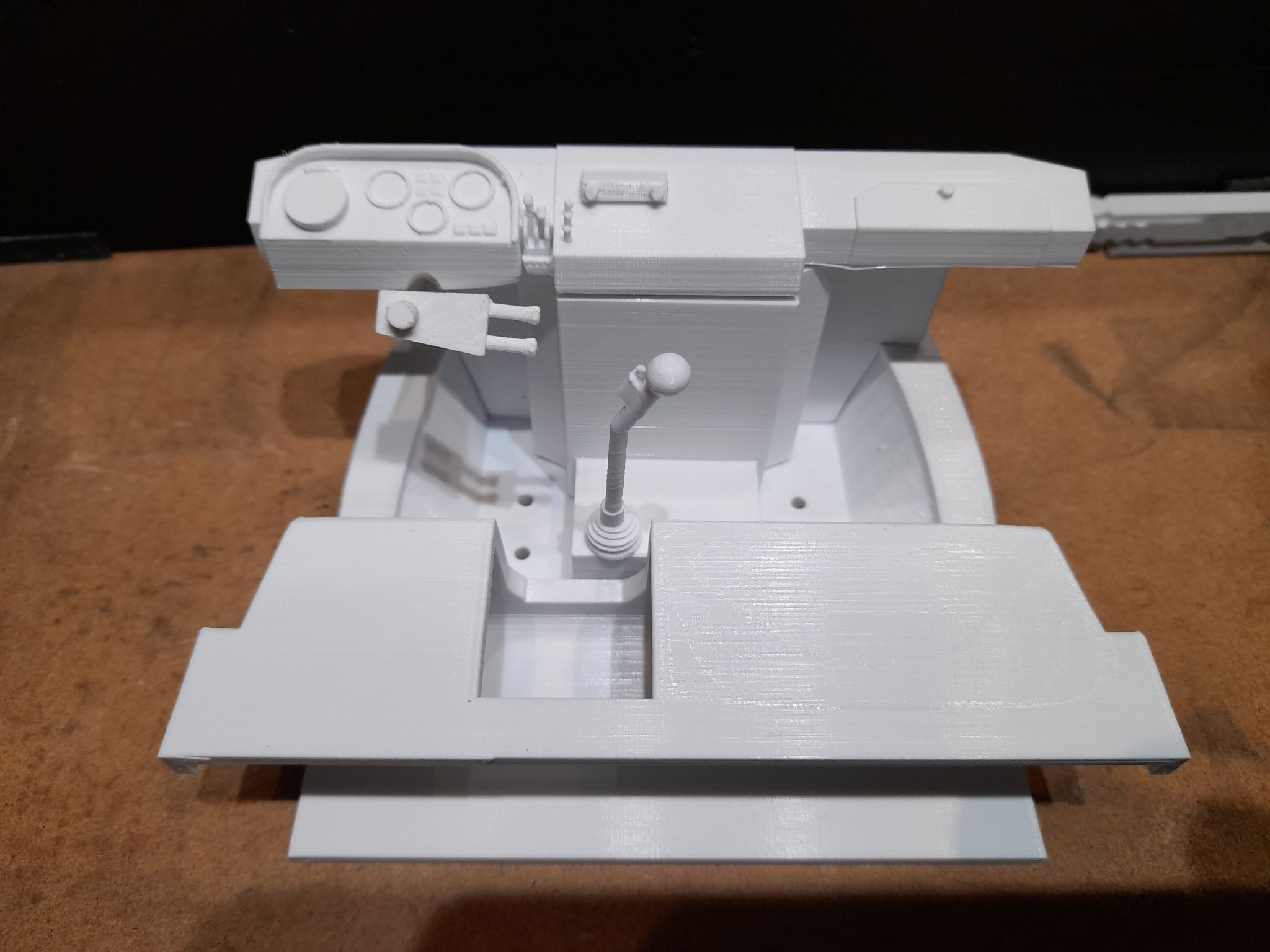
Ce n'est le modèle qui occupe le plus de place chez moi Il est même possible de l'accrocher sur un mur :3 points
-
Voilà @methylene67j'ai retrouvé le lien de la pompe à dessouder de 40w Pompe à dessouder 40w Tu peux me faire confiance çà fonctionne super bien surtout pour les gros composants comme des condos ou Cmos en boitier To247. Bon j'étais électronicien dans le passé entre les années 1974 et 1987 c'était la bonne époque de ma jeunesse @methylene67 @PPAC Voici la version de luxe pour une pompe à dessouder comprenant une pompe électrique à dépression prévue pour des travaux répétitifs et longs ! Pompe à dessouder de luxe J'avais ce type de pompe quand je travaillais avec une station à souder complet du type professionnel pour les CMS et autres composants a+2 points
-
Chalut Un truc qui revient régulièrement c'est la problématique des clés USB. Dernier post en date Ne pourrait on pas rajouter ce point dans le livre blanc et/ou dans les tutos? Ça y est déjà peut être quelques part mais je ne l'ai pas vu... @+ JC2 points
-
Pour dessouder ce genre de composant il faut un fer à souder qui intègre la pompe; c'est plus efficace que le fer à souder et la pompe. Il y a une perte d'énergie quand les pistes sont larges et multiples. Je ne retrouve plus la réf sur aliexpress pour la pompe de 40W Oui @methylene67tu as répondu avant d'évoquer la méthode pour diagnostiquer d'où venait la panne. En fait mon diagnostic se reportait sur un Cmos qui était en CC entre drain et source. Si tu effectue un test de continuité entre les pin 2et 3 elles sont en court-circuit si je me fait bien comprendre. ! Je connais assez bien les pannes sur ces machines après trois ans d'utilisations. donc pas soucis et bonne continuation, désolé d'avoir troublé ta quiétude. A mon avis vérifie quand même que les fils ou le câblage n'est pas en cause (du type fils de la capsule chauffante endommagée ou légèrement élimé...) Nota : @PPAC est aussi de bon conseil a+2 points
-
Bon voilà c'est réparé, c'était bien le Mosfet, jamais encore changé, mais je les avais gardé de la dernière fois, je me suis dit que cela servirait bien ! Du coup premier coup réussi même si j'ai galéré à enlever l'ancien même avec la pompe ... Bref merci ! N'empêche c'est fragile ces bêtes-là, les dernières fois j'avais créé le court circuit, là je n'ai rien fait du tout ...2 points
-
La Creality CR-30 / 3DPrintMill, l'imprimante 3D infinie, est en méga promo chez Banggood 546€ au lieu de 1070€ Ca se passe ici : https://li3d.fr/3DPrintMill-BG avec le code promo BG0d8e8c Retrouvez notre test complet de la machine par @fran6p : https://www.lesimprimantes3d.fr/test-creality-3dprintmill-cr30-20210529/ et sa fiche technique : https://www.lesimprimantes3d.fr/comparateur/imprimante3d/creality-3d/cr-30/2 points
-
Attention à la ventilation, c'est un point important. Imprimer en PETG demande des réglages très fins. Lors de l’impression d’un pont par exemple, il est nécessaire de ventiler. Pour le reste il faut couper la ventilation ou la mettre à 10% si votre imprimante le permet. Sur certaines imprimantes, la ventilation du hotend arrose également la buse. Impossible alors d’imprimer correctement avec du PETG. Parfois il est possible de fabriquer un cache afin d’empêcher le flux d’air d'arroser la buse. Diminuer la température pour supprimer les cheveux d'ange est une solution mais cela entraine des effets secondaires, comme de la délamination et la fragilisation de la pièce imprimée. Tous les PETG ne se valent pas à ce niveau, il faut en tester plusieurs avant d'abandonner et de considérer que son imprimante est fautive. On peut tenter de corriger ce souci en diminuant le débit: 4mm3/s maxi.2 points
-
Pour l'instant, en ce qui concerne ce message t'en es à deux fois, plus que quatre-vingt-dix-huit et on y sera...2 points
-
Bon il était temps ca fait des mois et des mois que les pièces traine dans une boite, mais il m'en manquait certains et j'avais délaissé un peu l'impression 3D pour concevoir ma batterie (quand je dis délaisser, c'est la partie montage/mod, pas utilisation, car ma batterie est en partie faite avec des pièces en 3D) donc j'ai fait simple vu que mon setup était déjà rouge et noir et bien je suis parti sur une voron rouge et noir oui petite machine = petit écran et maintenant ca va etre grande machine et grand écran donc j'ai choisi de partir sur une 350 mes petites astuces pour ceux qui vont monter leur premier voron et vue qu'il y a un step qui est assez chiant à faire, petite astuce, y en à surement d'autre, fin voilà pour les Idler : Step 1 : on prepare le matos dont le tape d'électricien, la vis a l'extérieur Step 2 : on y place les rondelle et roulements comme préconiser dans le manuel Step 3 : vous prenez le tape d'electricien et vous en mettez au tour des roulements et qui maintienne les rondelle, pas trop fort non plus ont dois pouvoir retiré proprement et simplement le tape a l'etape 7 Step 4 : retiré la vis M5x40 et le tout dois tenir ensemble et placer le sur le idler Step 5 : prenez l'autre partie et pince le Step 6 : place y le tendeur rouge et la vis m5 et son écrou Step 7 : retiré le tape d'électricien a l'aide d'un pince de précision(electronique, épilé) si vous avez trop presser le tape et que vous ne retrouvez pas la fin Step 8 : Et Voila PS : J'ai developper une autre technique pour les mettres les rondelles et roulements, c'est d'utiliser tout betement l'axe du Z endstop ou alors avoir comme moi un petit axe aimanté c'est encore plus facile(j'avais acheter ca sur supermagnet) Bon j'ai pas tous les step de montage, car je l'ai monté suivant le temps que j'ai a disposition j'ai directe monté le stealtburner X2 pour la Sapphire PLus X VoronTrident qui elle est plus petite au volume d'impression Sur celle-ci j'ai imprimer de quoi monté le Slice Mosquito Magnum (sur la photo une copie, en cours de commande) je voulais la faire en full black pignon gates, mais le vendeur VonWange n'est pas honnête et ca fait deux semaines(on est a quatre maintenant) que j'attend et il répond pas j'ai du ouvrir un litige chez paypal soit montage du bed le 300, sera pour le trident essai des support aimanté, mais j'ai pas aimer j ai donc monter les clip Quick release et sa presse beaucoup mieux la mousse (mais j'ai gardé les coins aimanté pour le look) donc en cours de montange des panneau je dois re imprimer le suport lcd en noir (quoique full red ca me plait bien aussi) ayant oublier au lancement que mon Z endstop était plus bas que mon bed.... résultat un pei mort et le dragon mort niveau prob je suis avec un Click probe et vue que mon axe du Z endstop est plus bas, je l'ai mis en virtual z endstop le filament ne passe meme plus dans le heatbreak, le trou partie haute est devenus trop petit (je suis aller a 450degree pour le déboucher) soit heatbreak en commande et en attante du mosquito magnum par la meme occassion je suis occupé de modé la sapphire plus qu'on peu voir ici : pour le lit de 300mm je pense faire une trident comme dis plus haut, mais j'hesite a faire un switchwire... voila voila pour l'instant1 point
-

From the album: PPAC aime les éléphants
Après "Cure", mise au soleil (mais pas trop longtemps sinon il va changer de couleur) pour profiter des transparences ...1 point -
Après avoir repris la pièce en main, j'ai observé la fissure à la loupe ultra grossissante et je penche finalement pour ton analyse @PPAC, il semble que le problème touche en fait deux lignes dont une avec une extrusion aléatoire. Finalement il y a peut-être un peu de particules de bois dans le filament Grossiste 3D J'ai voulu jouer et imprimer sans attendre de recevoir les buses en 0.6mm qui étaient pourtant en commande, mon impatience va me coûter de racheter une bobine supplémentaire, bien fait ! Merci pour vos conseils et analyses, le chemin de l'apprentissage est long et parsemé de bûches1 point
-
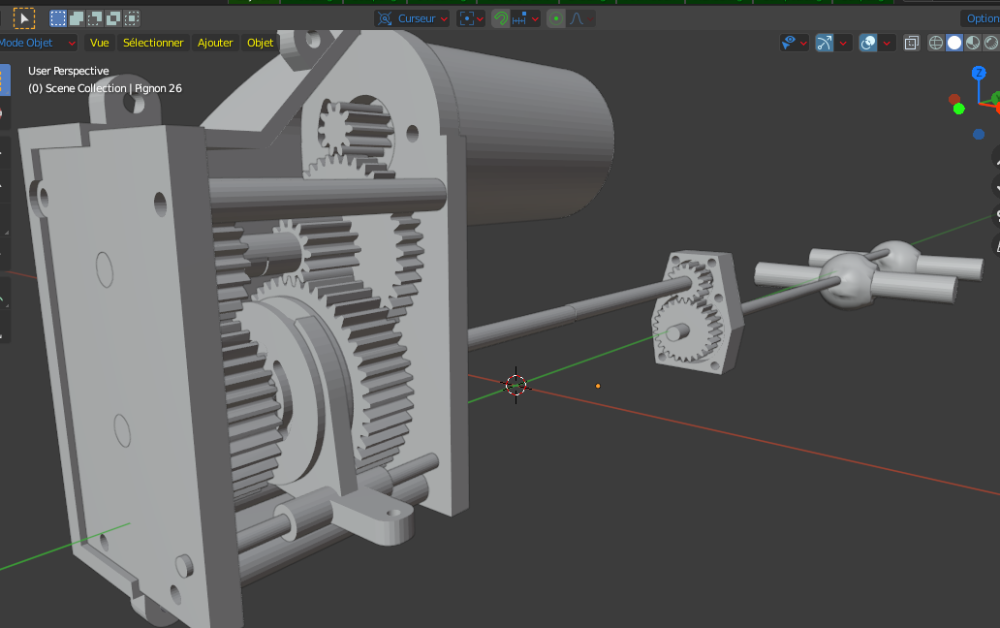
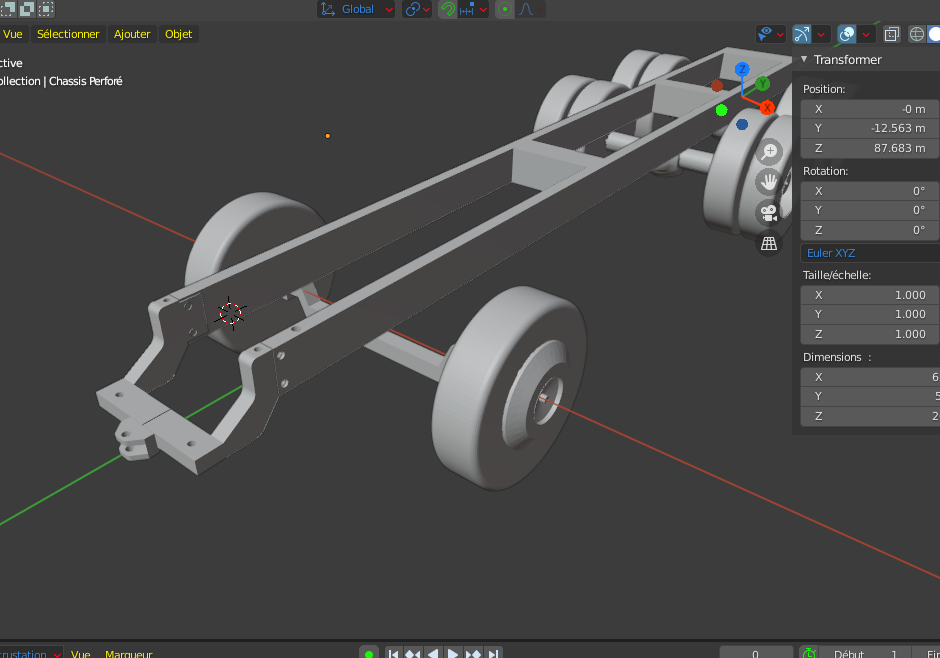
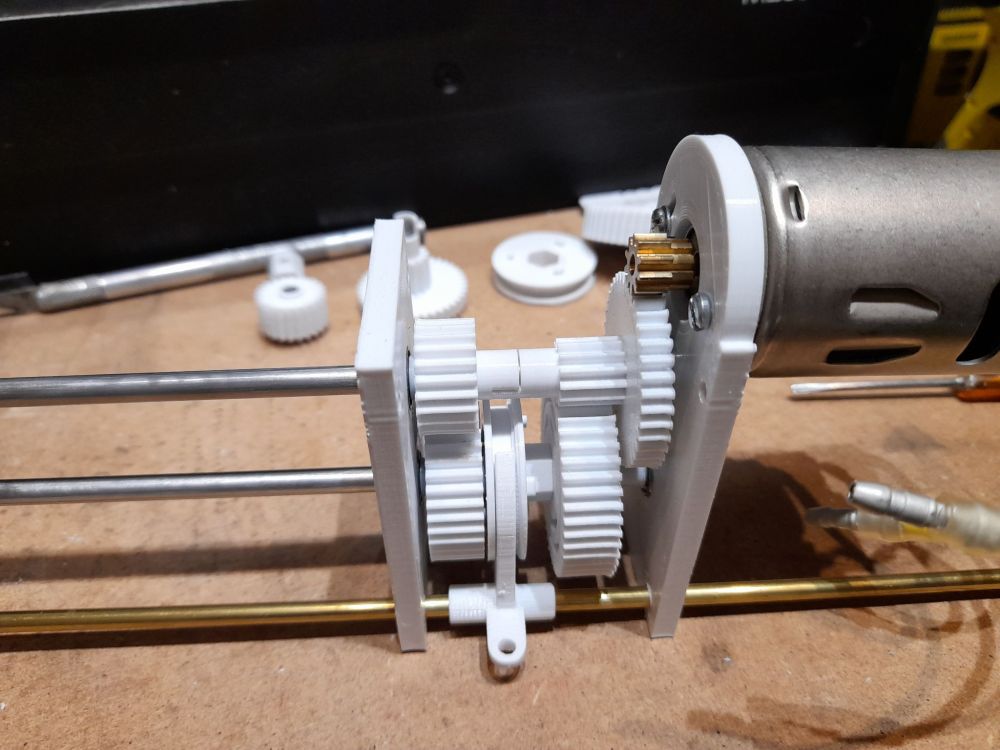
Merci PPAC Merci Vap38 ... Je n'achète ou ne copie aucun des fichiers que je présente... Tout est modélisé par moi même, je n'imprime rien qui ne soit pas de moi !. Les pièces de carrosserie sont en ABS, imprimé avec ZORTRAX M200 1°génération Les pièces supports sur chassis, boite à 2 vitesses, réducteur ainsi que la benne sont imprimés en PLA sur une ENDER 3 "pro"1 point
-
Cela fait de belles notifications Edit : et la question des caractères spéciaux, et diacritique voir des idéogrammes et de emoji qui se code en plusieurs caractère se pose ... Quand a l'url aussi très sympa https://www.lesimprimantes3d.fr/forum/topic/47618-%C3%A9trangement-l%C3%A0-en-cette-belle-soir%C3%A9e-je-me-demande-vraiment-car-je-ne-sais-pas-encore-combien-de-caract%C3%A8res-il-%C3%A9tait-possible-dinscrire-pour-le-titre-dun-sujet-savoir-si-on-peut-vraiment-%C3%AAtre-suffisamment-explicite-lors-de-la-cr%C3%A9ation-dun-sujet/#comment-496383
 1 point
1 point -
Comme pour les noms des fichiers.gcode sur une clé USB1 point
-
Parce qu'on ne sait jamais, parce que l'on te conseille de le faire et enfin la pression exercée sur le filament peut-être différent. Bref cela ne mange pas de pain et on peut écarter le problème a ce niveau...1 point
-
Je suis pas spécialement "véhicules" mais là, chapeau bas, belle réalisation !1 point
-
Oui c'était bien en CC, puisque c'était mort, j'avais une continuité entre le drain et la source quand il ne fallait pas, et je n'avais plus de valeur en commutant les pinces du multimètre. Donc le mosfet ne faisait plus son rôle "d'interrupteur" et envoyait la sauce à la sonde dès que c'était sous tension et sans limite de valeur d'ailleurs, ce serait monté à 400° si ça avait pu la buse. Ah oui un fer à souder avec pompe intégré ça peut être bien c'est plus simple pour bien enlever l'étain ! Pas de soucis sur les fils de la sonde en bon état et bonne continuité. Merci.1 point
-
T'inquiètes, toi et la communauté de " makers" m'aidez déjà beaucoup. Encore merci1 point
-
une cartouche de chauffe, ne chauffe que si on lui applique une tension ... donc là ce serai étrange qu'un défaut de cartouche de chauffe soit la source du problème (sauf si tu une source de radiation qui la fait chauffer sans tension ) donc je regarderais du coté de la carte et des MOSFET du circuit de contrôle de la chauffe.1 point
-
Salutation ! un MOSFET qui a des soucies ? ( il me semble que tu en a déjà changé ... mais là c'est pas le même que pour le ventilo ... ) Ou sinon le microcontrôleur qui dit de tout le temps mettre en chauffe ? ou un court circuit qui fait qu'il y a tout le temps une tension sur la sortie pour la chauffe ? (mais je penche plus pour un défaut d'un MOSFET ... ) Sinon sûr que cela chauffe bien et que c'est pas une erreur de mesure de la température ?1 point
-
D'accord merci. Lors du serrage de la buse, l'étanchéité se fait avec le tube ptfe et non le heatbreak. Je vais donc suivre la méthode titi's1 point
-
pour la blague, je me dit qu'il faut encore mettre un lien vers la titi's procédure Sinon éventuellement lors du démontage vérifier qu'il n'y a pas de défaut de surface de la buse ou du heatbreak a leur jonction ( comme une petite bavure d'usinage à corriger ... )1 point
-
Il suffit de ne pas faire partie des gens contrariés par la gravité (ou utiliser un escabeau )1 point
-
Je ne connaissais pas cet appeau (il est censé attirer quel animal ?).1 point
-
Ce n'est pas une question de type de PTFE. Le soucis vient soit tu PTFE qui descend pas jusqu'au bout, soit d'un espace entre la buse et le heatbreak (pour les versions full métal). Quand tu visses ta buse, une fois serrée à fond tu dois avoir un petit espace entre la buse et le corps de chauffe. Comme ça tu es sûr que ta buse est en contact avec le bout du heatbreak. Et tu dois t'assurer que le PTFE soit bien coupé proprement, droit et descende jusqu'au bout.1 point
-
Non c'est pas obligatoire faut juste bien vérifier que celui en place n'est pas cramé et coupé bien droit et surtout faut tout remonter comme il faut et que le tube ptfe soit en contacte avec la buse sinon c'est fuite assurée....1 point
-
Je vais essayer Merci bcp pour ton aide1 point
-
Oups c'est corrigé1 point
-
Salut Normalement pour les cartes SD il faut suivre ces recommandations Clé de marque reconnue (Ex : Sandisk) Capacité max 32 GB. Pour stocker des fichiers gcode c’est déjà bien suffisant / Système de fichiers FAT32 / Taille d’unité d’allocation 4096 octets Fichiers stockés sur le répertoire racine Pas de caractères spéciaux ou accentués dans les noms de fichier. Pas de '.' en début de nom de fichier. Pas de nom de fichier de plus de 255 caractères Extensions -> .gcode ou .gco Prendre soin d’éjecter la clé avant de la débrancher de l’ordinateur Avec ça ça devrait marcher @+ JC Oups grillé par @PPAC1 point
-
Salutation ! Malheureusement nos imprimantes ne lisent que des partition formaté en fat32 ( avec de unité de 4096 (défaut) ) voir en fat16 or via les outils de Windows si tu a une partition de plus de 32GB il ne propose plus de formater en fat32 (voir https://fr.wikipedia.org/wiki/FAT32#Limitations_de_FAT32 ) . Donc soit créer une partition de max 32GB pour la formater en fat32 soit changer de carte SD pour une qui fait pas plus de 32GB ou tester si https://www.sdcard.org/downloads/formatter/ ou un outil de formatage sous linux, permet de formater une partition de plus de 32GB en fat321 point
-
La lecture du sujet suivant :1 point
-
Appliquer la Titi's procédure et arrêter d'imprimer en attendant... je te postes 2 tutos a lire dont celui la titi's procédure qu'il faut respecter à la lettre sinon cela se reproduira. Là il va falloir chauffer ta buse a 240° et- laisser fondre le PLA attention si tu tentes de le choper avec une pince tu risque de créer un court circuit. Il y'a des risques que tu endommages la sonde et la cartouche de chauffe (cela se remplace assez facilement si c'est le cas).1 point
-
La il faut appeler un plombier Le premier truc c'est de suivre ce tuto : Ton problème vient probablement d'un mauvais montage (bon serrage buse/heat break à l'intérieur du corps de chauffe), PTFE mal inséré ... etc1 point
-
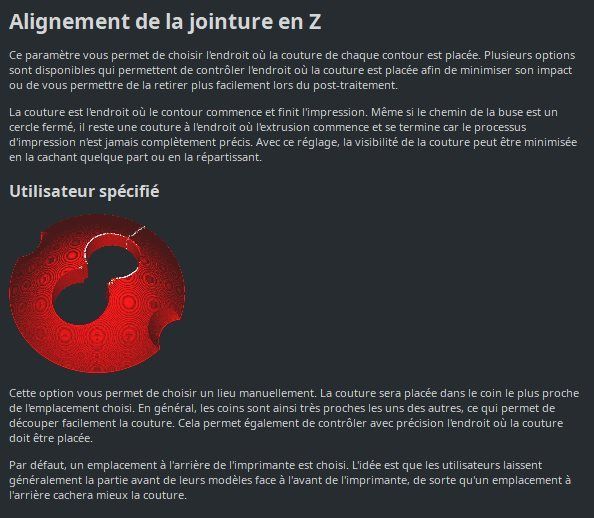
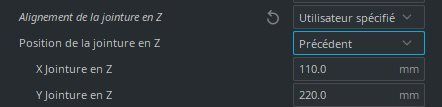
Dans la section «Parois», on peut indiquer où on veut qu'une couche démarre (jointure en Z / Z seam) : Description de cette option via le greffon «Setting Guide» :
 1 point
1 point -
Je n'ai jamais compris l’intérêt de faire ce réglage de cette manière. A quoi bon utiliser une cale de l'épaisseur du FEP quand on a un FEP sous la main ? (????????? oserais-je marquer) Lorsque je fais le home, je laisse tout en place (BAC + résine). Si je le fait un peu trop à l'arrache, la première couche n'est simplement pas à la hauteur souhaitée. Pour compenser, j'utilise des supports pour maintenir la pièce à l’écart du plateau (et à l’écart de la première couche). Maintenant que j'ai mes réglages sous les yeux, ton temps d'exposition me parait très élevé. En bottom, j'ai 15 secondes et 6 secondes en normal. Il faut prendre en compte qu'à chaque couche, les UV traversent la résine jusqu'au plateau (si la résine est suffisamment transparente ?). De ce fait, si ta première couche est trop épaisse et que les UV ne parviennent pas à traverser la résine (la partie jaune du texte n'est que théorique), le lien FEP/pièce sera plus fort que le lien pièce/plateau et elle va donc préférer se rester coller au FEP plateau qu'au plateau. As tu une photo de l'objet que tu veux imprimer ? As tu essayé différentes positions pour imprimer ta pièce ?1 point
-
La promo a visiblement été victime de son succès1 point
-
Bonjour, Pour avoir fait un essai grandeur nature, c'est-à-dire une impression d'une quinzaine d'heures, je vous confirme que cette méthode fonctionne parfaitement. Une fois l'impression terminée, les buses et le plateau sont refroidis par le gcode de fin et, une fois la température spécifiée dans le plugin atteinte, l'imprimante s'éteint toute seule. C'est magique. Je n'ai même pas mis de M109, juste des M104 et M140. J'imagine que le plugin doit intercepter les retours gcode de l'imprimante pour avoir les infos de température puisque rien n'est communiqué au plugin. En tout cas, je suis très content d'avoir réussi à mettre cette solution en œuvre. Bonne journée1 point
-
Merci pour ces réponses, je vais y réfléchir refaire un essai cette nuit avec un pla classique et voir sur d'autres impressions si ça le fait. La pièce utilise pas loin de 100g de filament et je suis un peu juste sur ma bobine alors j'hésite à faire plusieurs essais à la suite en wood. Pour la buse, deux facteurs m'ont poussé à utiliser la 0.4mm, d'abord parce que j'avais pas de buse en 0.6mm et ensuite parce que je ne suis pas certain du tout que le filament wood de grossiste 3d contienne réellement des particules de bois malgré leur doc qui indique 40% de particules. J'ai une autre bobine wood de chez Form futura et là on voit bien (et on le sent) qu'il y a du bois dedans. La rétractation, c'est un vrai problème sur cette imprimante depuis que je l'ai achetée et rapetassée, en dessous j'ai beaucoup de stringing et même avec ces valeurs j'en ai encore un peu suivant les filaments (le silk et le wood entre autre). Ton dernier point @MrMagounet est le plus problématique pour moi car on touche aux limites de ma connaissance de l'impression 3D, je n'ai pas assez de maitrise sur ce sujet malgré de nombreux prints depuis 6 mois que je me suis lancé dans l'aventure. Je vais creuser la question... C'est en bûcheronnant du filament wood qu'on devient bûcheron ! Aucun problème de ce côté, c'est une modélisation que j'ai moi-même réalisée et déjà imprimée en un tout petit peu plus petit sur mon Ender 3 (20cm au lieu de 24cm de long). De plus je l'ai vérifié avec G-code viewer. Ceci dit ton astuce est très bonne, je la retiens !1 point
-
Je ne sais ci cela te sera utile mais quelques observations : - En effet en buse de 0.4mm tu peux avoir des particules qui bloque l'extrusion comme la dit @PPAC, mais comme toi cela m'étonne que voir que cela fait une couche complète et pas le reste. - La Rétraction 3mm c'est vraiment trop 2.5mm c'est le grand grand max avec cet extrudeur Titan après tu risque un bouchon ou d'abimer le PTFE interne on Heatbreak a la longue. 60mm/s sur cet extrudeur de mémoire la vitesse maxi conseillé est de 40-45mm/s. Pour limité le stringing as tu essayé d'utiliser le mode détour ? - Il peux y avoir une autre raison de ce phénomène de délamination, le filament méritait peut être un peu plus de température su la buse ou une ventilation moins forte, dans certain cas avec le refroidissement top fort on peux voir un effet de délamination car la matière imprimer ce retractera trop, et de cas de température trop juste on a une mauvaise adhésion intercouche possible.1 point
-
Est ce que l'imprimante à déjà fonctionné ? Est ce que les lampes UV fonctionnent ? Est ce que l'écran LCD sous le bac fonctionne ? Est ce que tu retrouve des restes de ton impression foirée dans le bac ?1 point
-
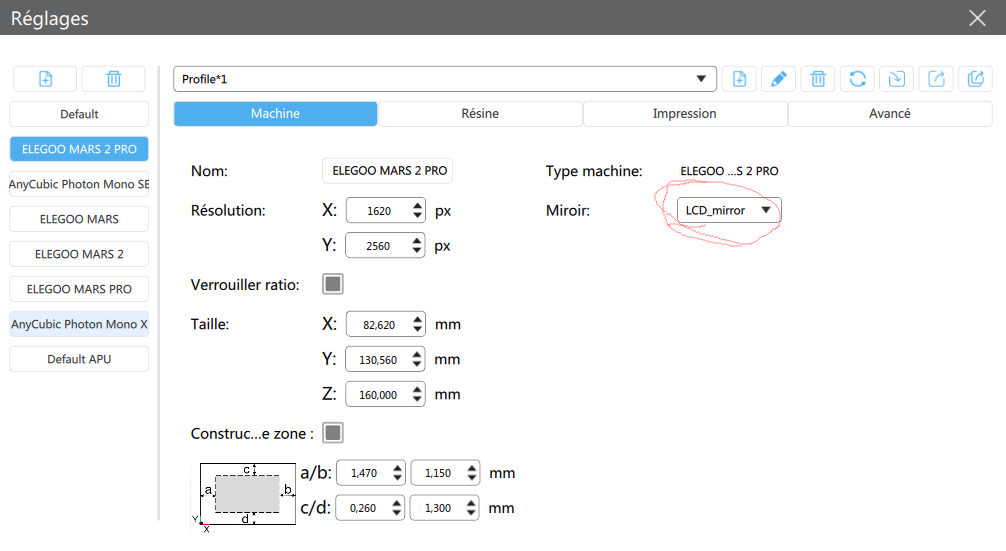
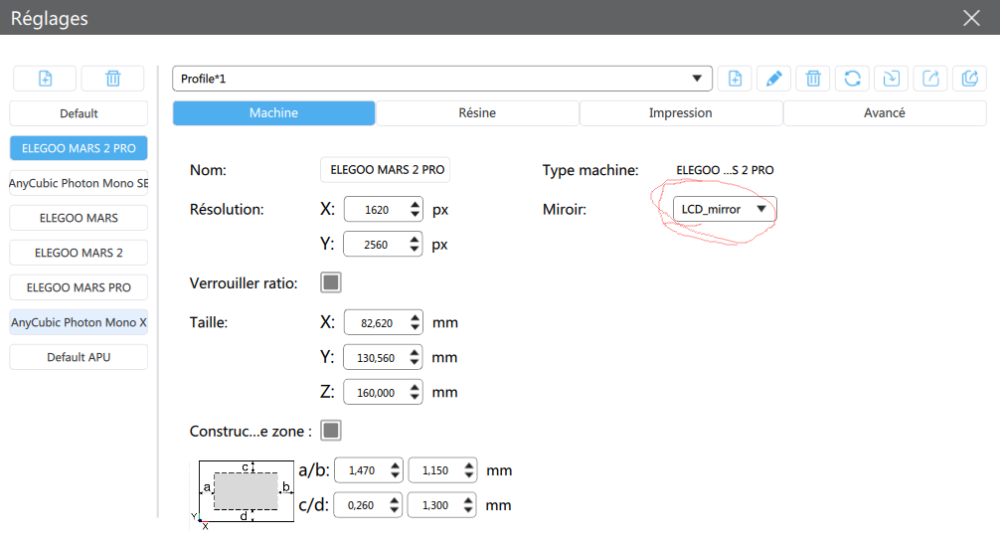
Salutation ! "Miroir:" a mettre a "LCD_mirror" ? (c'est en tout cas ce que j'ai quand j'ajoute une "ELEGOO MARS 2 PRO" sous Chitubox v1.9.0 ... ) Edit : Sinon il semble que tu ne met pas suffisamment de supports ( et ou que tu ne rajoute pas un trou pour éviter l'effet ventouse) au vu du rendue de l'impression (tu a un genre de délamination (c'est pas "lisse", on voie les couches ) plus on a une couche d'une grande surface. Pour moi c'est l'impression qui se trouve mal stabilisé par manque de supports ...) ... ou alors t'on FEP n'a pas la bonne tension ou ton plateau se trouve mal fixé ?
 1 point
1 point -
Salut à tous et bonnes fêtes de Pâques ! Voici comme d'habitude je reste dans le RC motorisé Je vous présente SANDY petit BUGGY avec tous les accessoires pour réussir un Run époustouflant ! Sauf que les Chinois ne sont pas pressés pour livrer l'ESC pour la régulation du moteur. J'ai repris un peu les couleurs de Ukraine pour les soutenir, je suis de tout cœurs avec leurs souffrances... mes petites pensées sont aussi jaunes et bleus . A+


 1 point
1 point -
J'ajoute RÉSOLU au titre A la prochaine fois donc. Tu peux également faire des sujets rapportant tes réussites Ça nous changera des sempiternelles demandes d'aide1 point
-
Hier soir ils ont sorti une vidéo intitulée FLSun V400 VS Prusa i3 mais ce matin elle a disparu et c'est VS "other testing machine" J'ai choppé la vidéo pour ceux qui ne sont pas sur le groupe Facebook :1 point
-
Bonjour à tous, Petit update rapide car je commence à recevoir d'autres pièces que celles annoncées au posts précédent, ai-je été pris d'une furieuse crise d'achat compulsive, fort probablement... Aussi et pour satisfaire les curieux, je mets à disposition ma liste d'achat (BOM), pour avoir accès aux boutiques par lesquelles je suis passé, les tarifs indiqués sont ceux au moment de l'achat. Cette liste sera mise à jour à mesure que le matériel arrivera et/ou que je ferais évoluer la machine. See you soon pour les premiers posts du montage.1 point