Classement



Contenu populaire
Contenu avec la plus haute réputation dans 18/07/2022 Dans tous les contenus
-
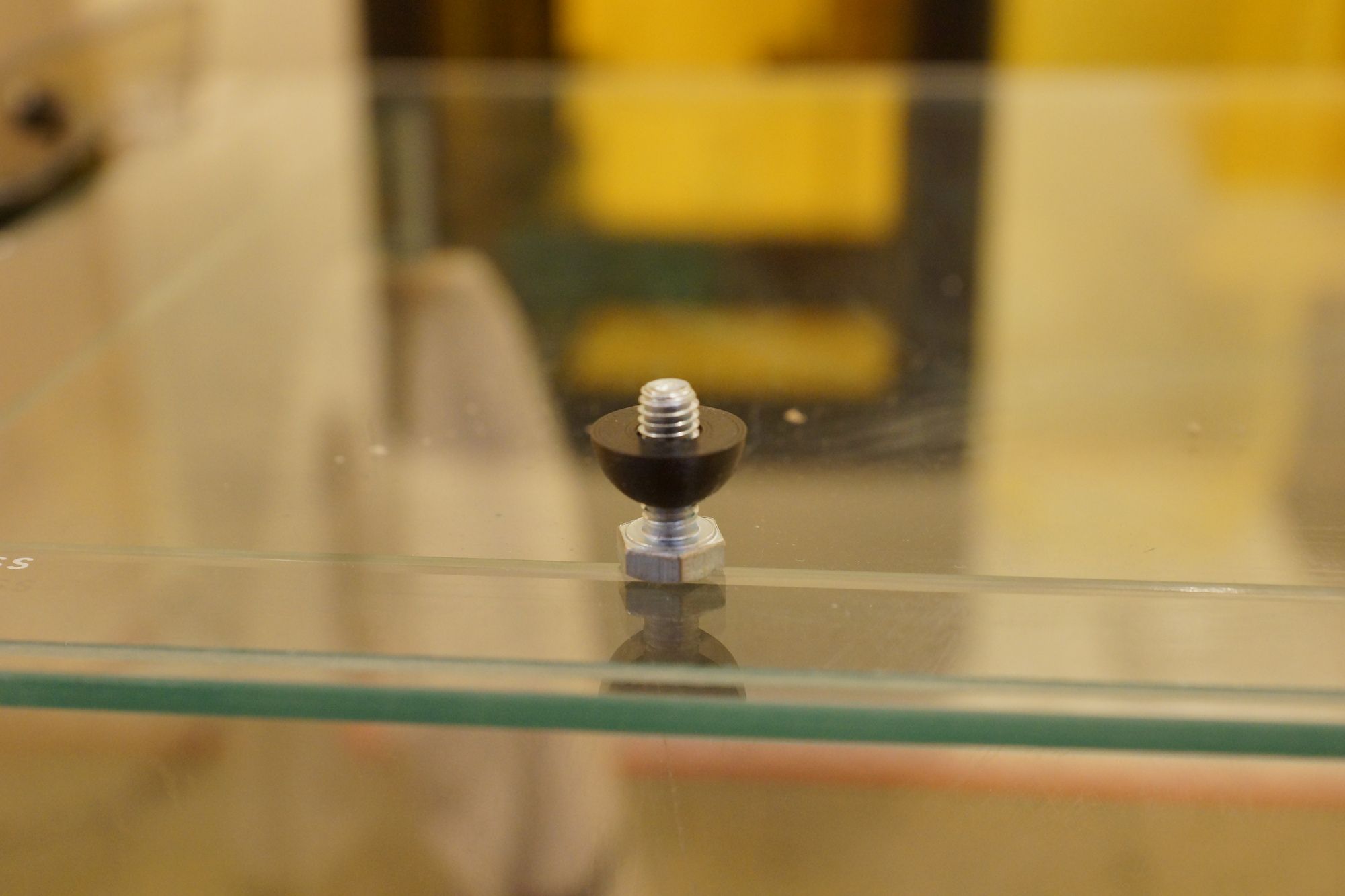
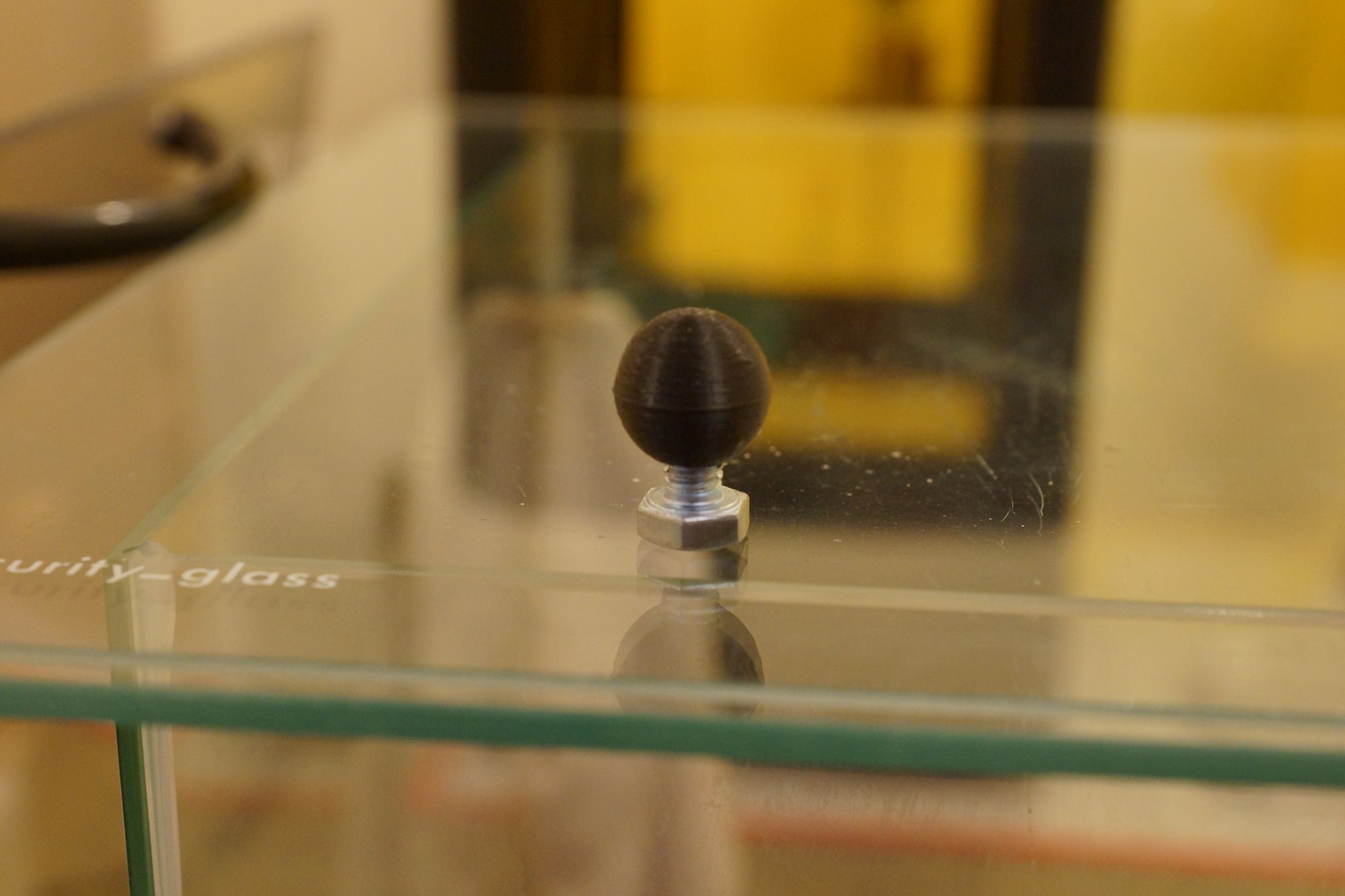
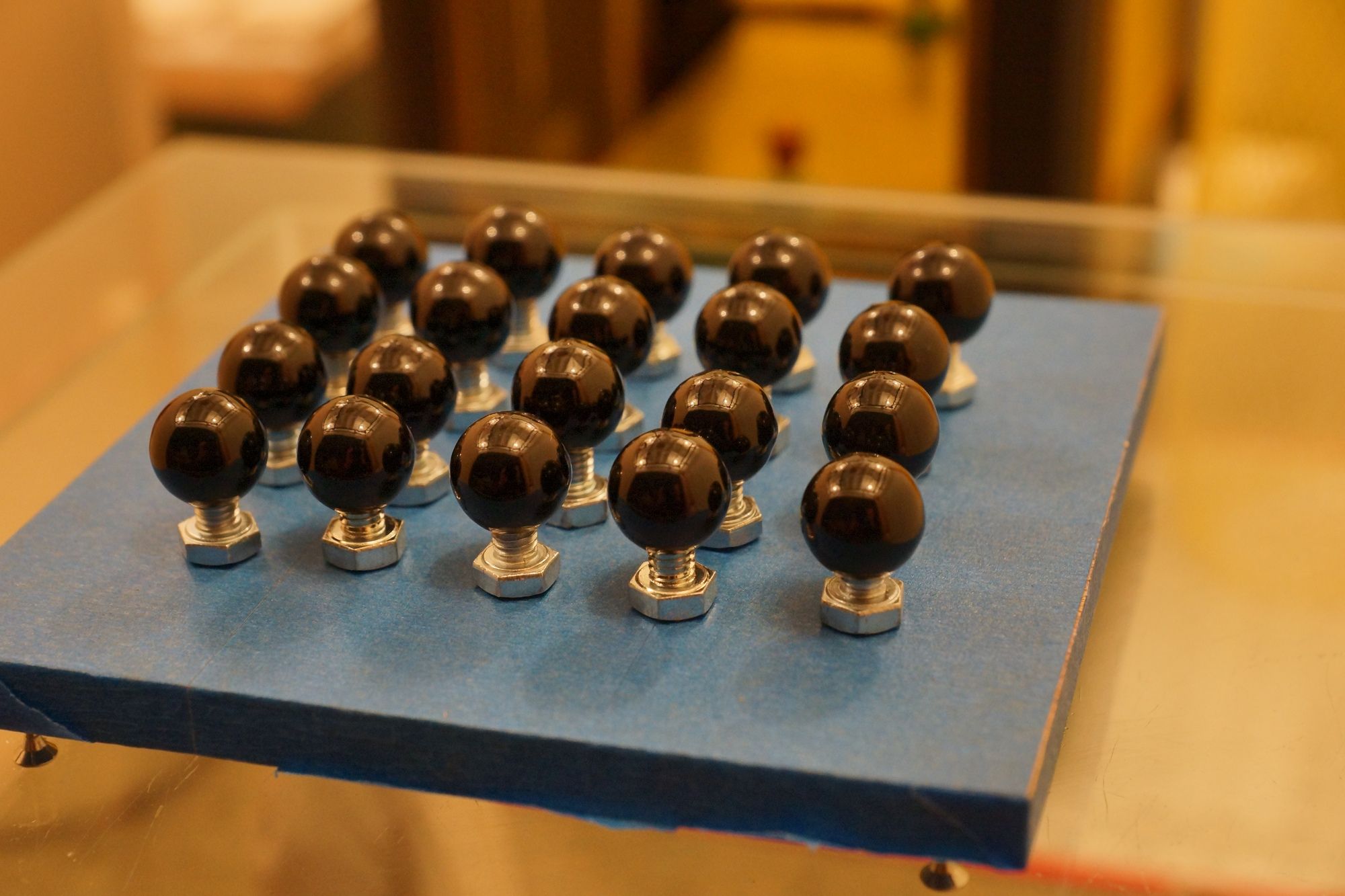
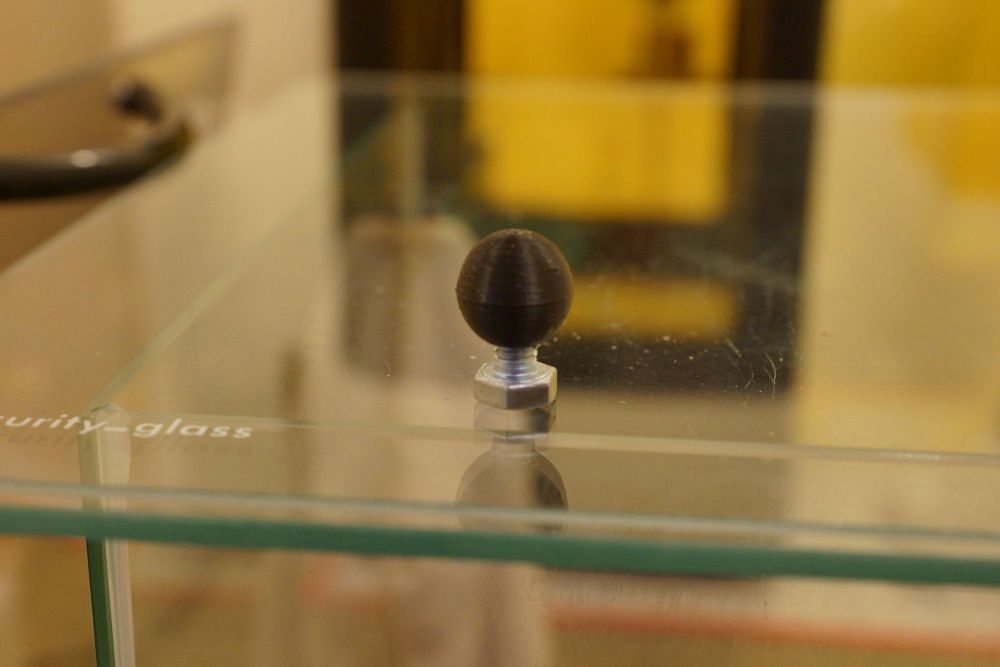
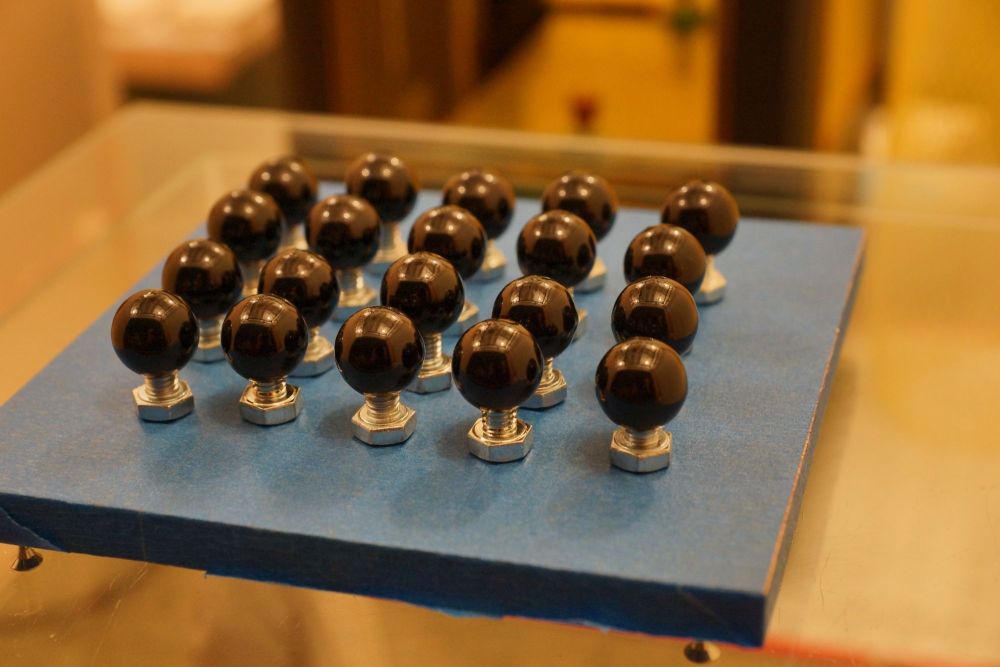
Bonjour, De petites pièces toutes bêtes, qui montrent l'avantage de l'ABS Il me fallait protéger des tiges filetés qui dépassent pour ne pas se cogner dessus. La pièce est un écrou borgne en forme de sphère. Elle sont en deux parties (deux demi-sphères), et imprimées en ABS, le taraudage M6 est modélisé donc imprimé en 3D : Remarquez la languette pour faciliter le retrait, qu'il faut éliminer avec un cutter après l'impression : Les deux parties sont collées à l'acétone : D'abord on place sur une vis la partie débouchante : Puis on met un peut d'acétone sur la tranche avec un petit pinceau ou un coton tige Immédiatement après on visse la partie borgne - pas besoin de trop serrer, juste faire le contact pour le collage : Puis, il faut traiter les pièces avec l'acétone smoothing : Voici le résultat : Les pièces sont solides, étanches, lisses et le collage est invisible. J'avais peur qu'elles restent collées aux vis mais ce n'est pas le cas. Après le smoothing, laisser sécher une demi-heure avant de manipuler les pièces (les dévisser et les revisser) A bientôt



 5 points
5 points -
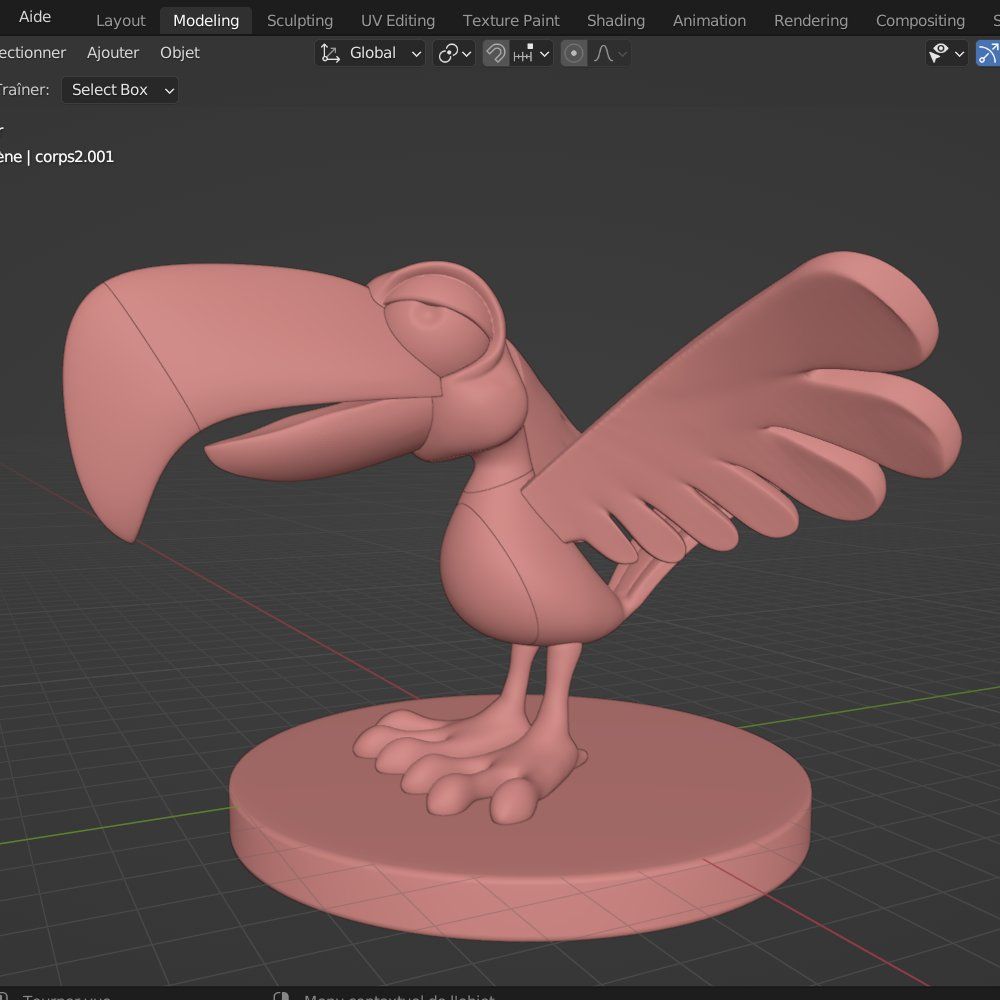
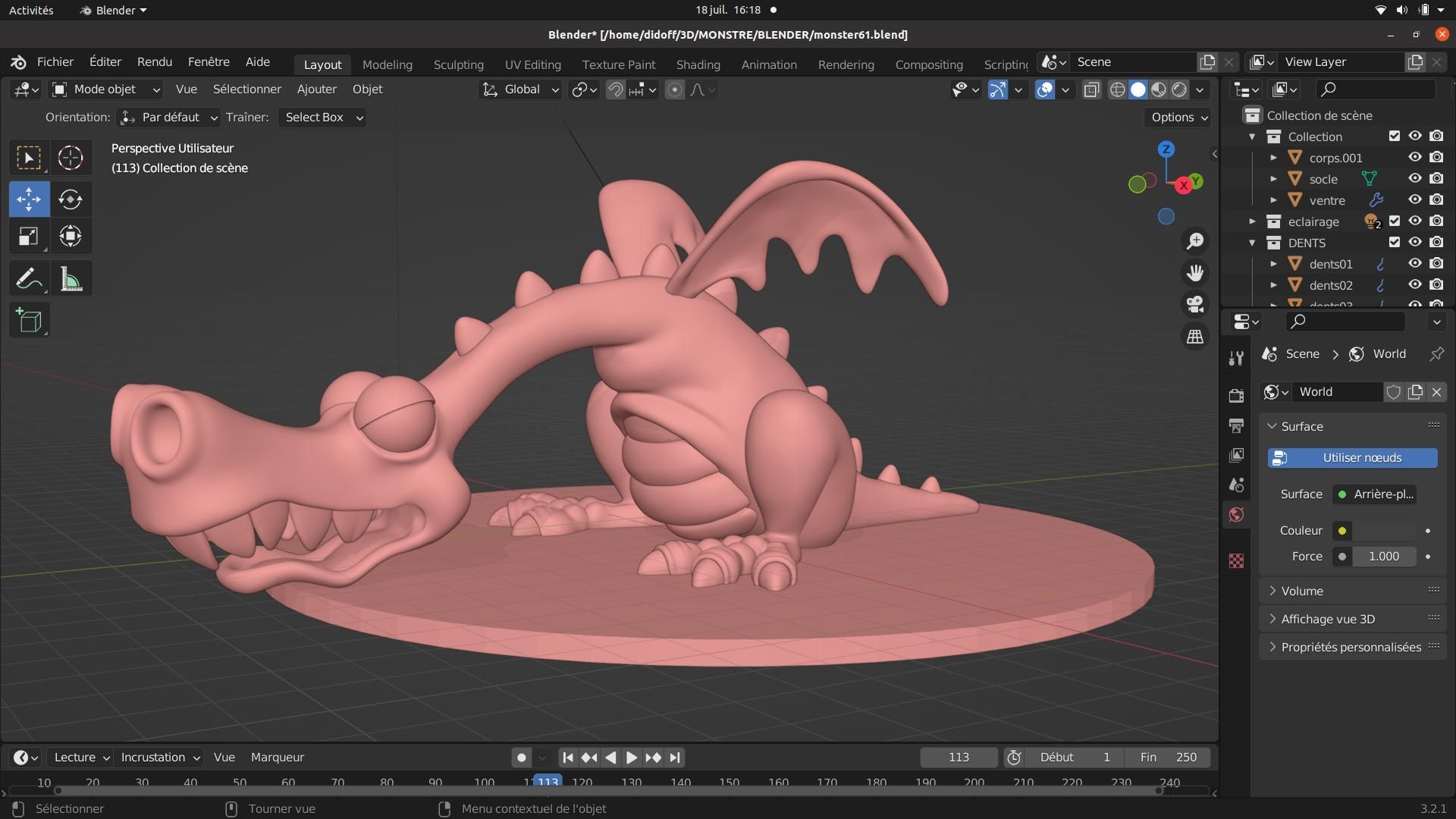
Bonjour à tous, Ma dernière réalisation avec Blender, impression en PLA... C'est un boucan, cousin du toucan (en plus bruyant et plus coloré). Et la nouvelle pièce sur laquelle je travaille...




 5 points
5 points -
Il ne faut pas oublier que ces imprimantes sont des produits bas de gamme à des prix contenus, vendus en très très grandes séries pour des personnes qui veulent découvrir l’impression 3D sans dépenser une fortune. Elles remplissent parfaitement cet objectif, mais il ne faut chercher autre chose dans ces bécanes (ce n’est nullement une critique, car elles vont satisfaire un grand nombres d’acheteurs). le fait de multiplier les versions en permanence est une super technique, la preuve tu te focalises entre deux modèles de Creality sans aller voir ailleurs donc ils sont certains de faire une vente tout en te laissant croire que tu as fait un choix technique judicieux (génial ce marketing).4 points
-
Découvrez le test détaillé de @Yo' du graveur laser Longer RAY5 et quelques modifications pour le rendre encore meilleur ️ https://www.lesimprimantes3d.fr/test-graveur-longer-ray5-20220718/ Rappel du topic3 points
-
Problème résolu Démontage capot nettoyage dépoussiérage renfichage des câbles firmweare su carte SD remise sous tension de l'imprimante ( "reeinit eeprom" l'équivalent d'un "factory setting" suivie d'un "save settings" ) comme a dit PPAC J'ai pas trop de problème en programmation et c'est reparti comme en 14 disait mon grand père Bien merci a vous deux3 points
-
Bonjour, J'ai eu des nœuds sur mes premières bobines ABS, car je n'attachais pas le filament et j'avais un support de bobine avec un axe sur roulement à bille (en gros, ce qu'il ne fallait pas faire) Avec mes nouvelles bobines, plus de soucis : - ne pas lâcher le filament, l'attacher si besoin lors des manipulations (pince, ou clip, ou coincement dans un trou sur la périphérie de la bobine) - et si vous êtes maladroit ou fatigué, mettre deux clips - attacher ou retenir le filament avant de demander à l'imprimante un filament unload - avoir un axe de support de bobine qui ne tourne pas et qui ne soit pas glissant (un morceau de manche en bois suffit), le filament reste tendu et la bobine n'avance pas toute seule en roue libre - pas d'inquiétude les imprimantes 3D ont assez de force pour tirer sur le fil même avec une bobine pleine de 1kg - avoir le support de bobine un peu en hauteur au dessus de l'imprimante (le miens est posé au dessus du caisson), de cette façon les mouvements de l'axe X ne détendent pas le fil - attention si après impression d'une pièce de faible hauteur, on bouge en mode manuel l'axe Z pour le faire remonter (par exemple pour nettoyer la buse) penser, en même temps, à tourner doucement la bobine en arrière pour que le filament reste légèrement tendu en permanence Ce qui est emmerdant, c'est qu'une fois qu'une bobine mal manipulée a fait un nœud elle risque fortement d'en refaire d'autre Il faut surveiller l'impression régulièrement (une caméra wifi peut être utile si vous travaillez pendant l'impression dans une autre pièce de la maison) Si vous avez vraiment maltraité une bobine, et que vous imprimez des petites pièces, on peut dérouler la longueur nécessaire avec un peu de marge, couper, puis placer le fil sur le support sans bobine (il faudra quand même surveiller car ça peut nouer) - OK c'est un peu honteux Sinon les filtres antipoussières chez moi sont utiles pour mon ABS blanc (sans filtre j'avais pas mal de traces dans mes pièces) A bientôt2 points
-
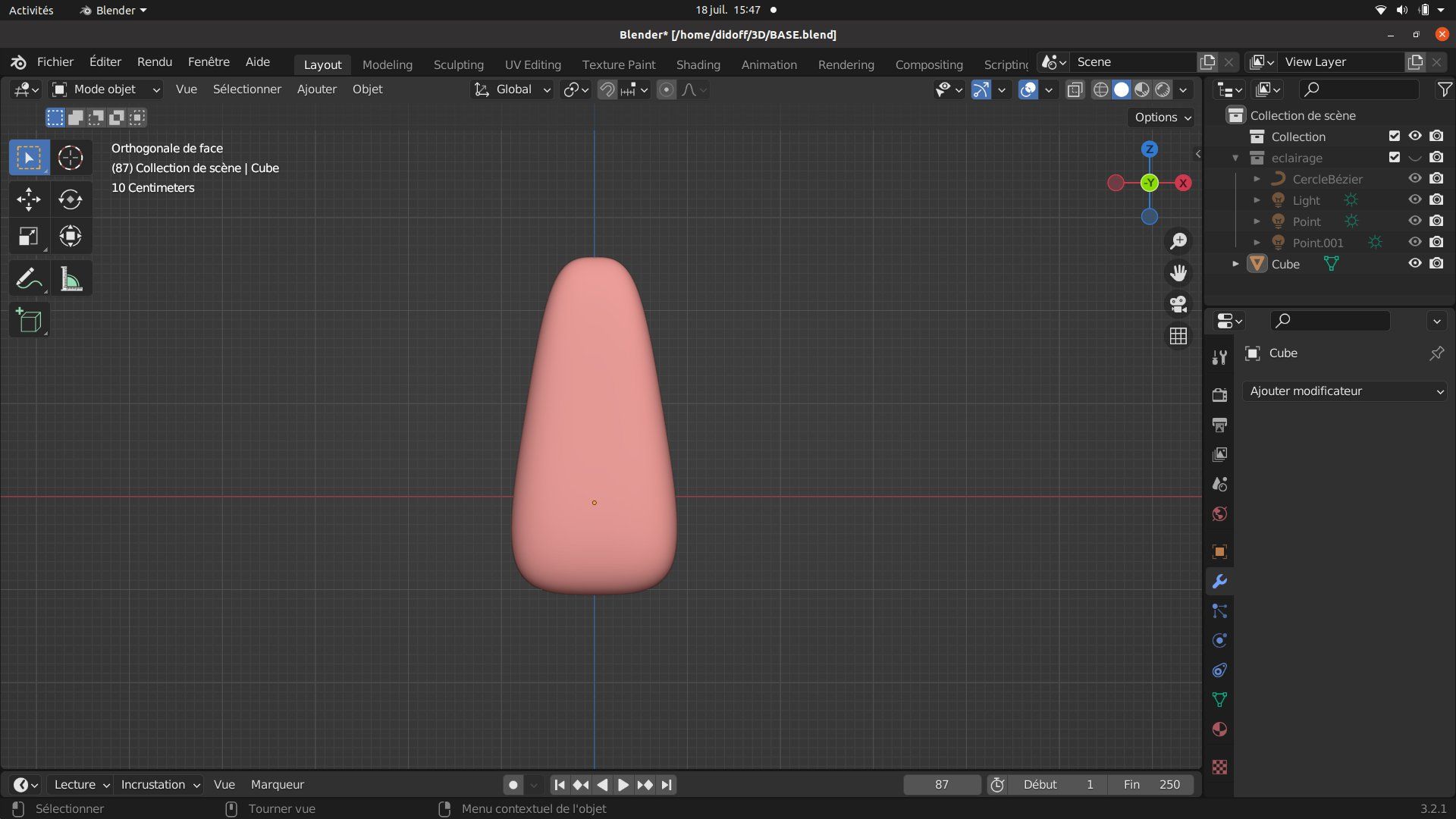
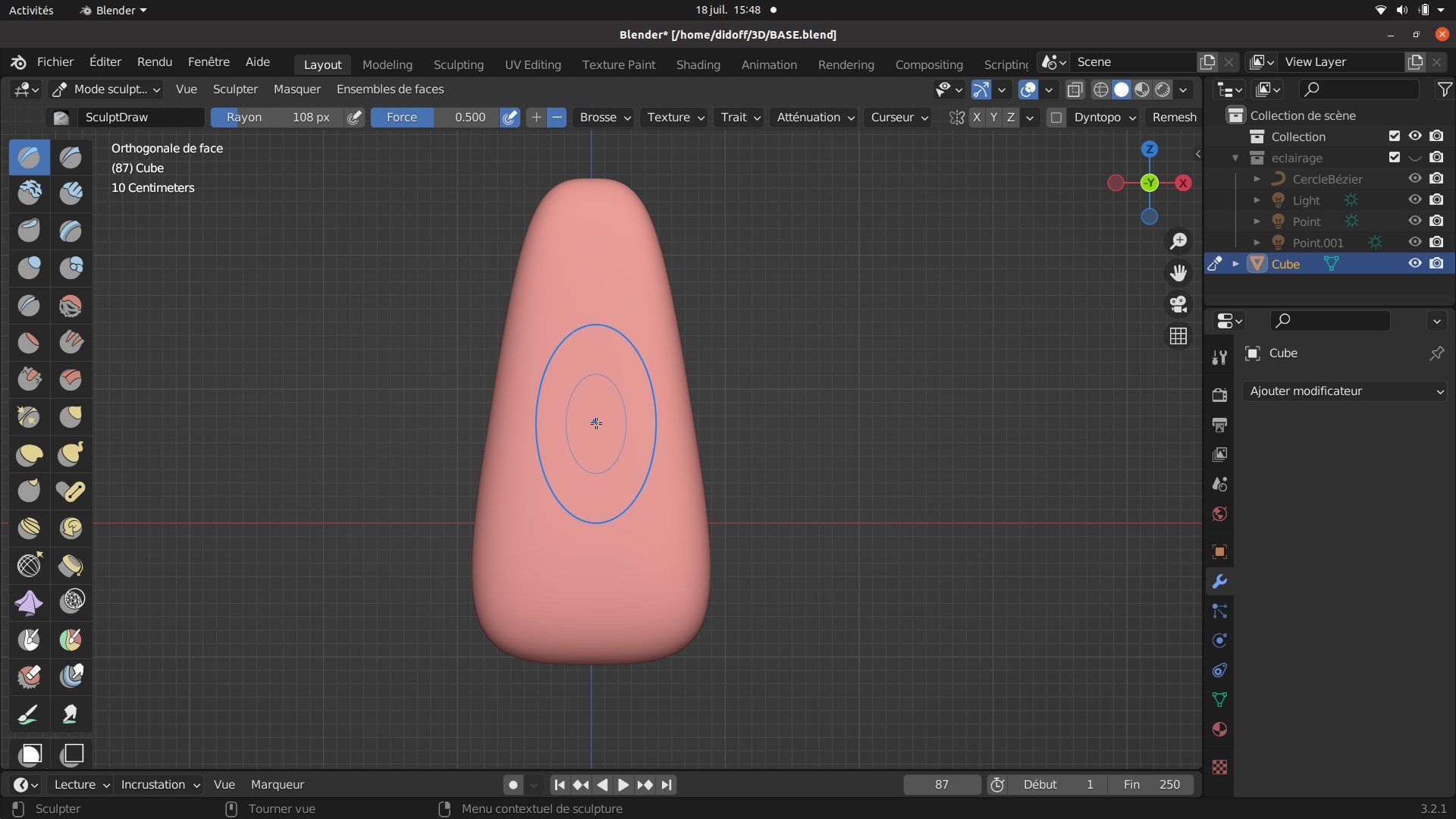
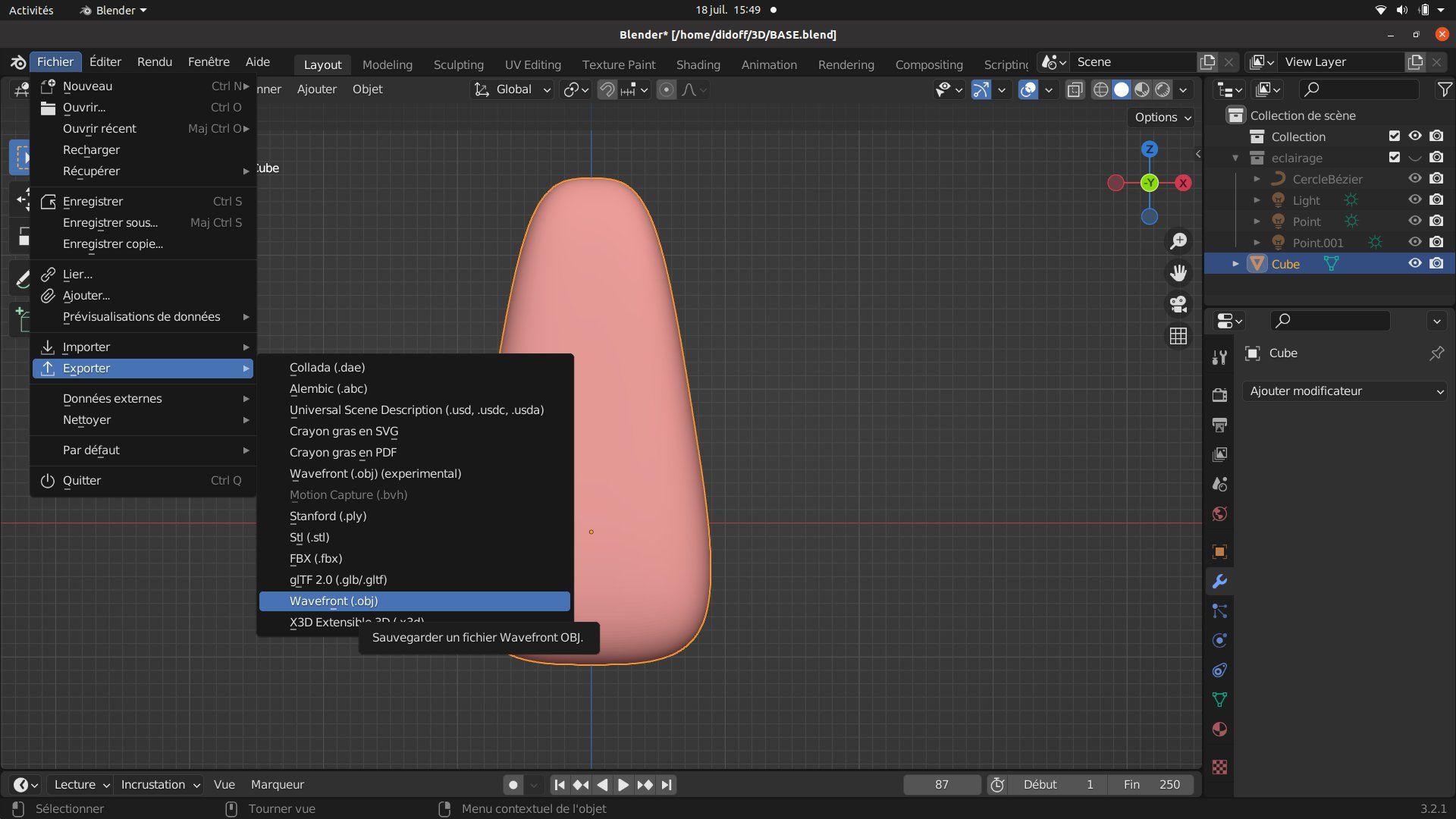
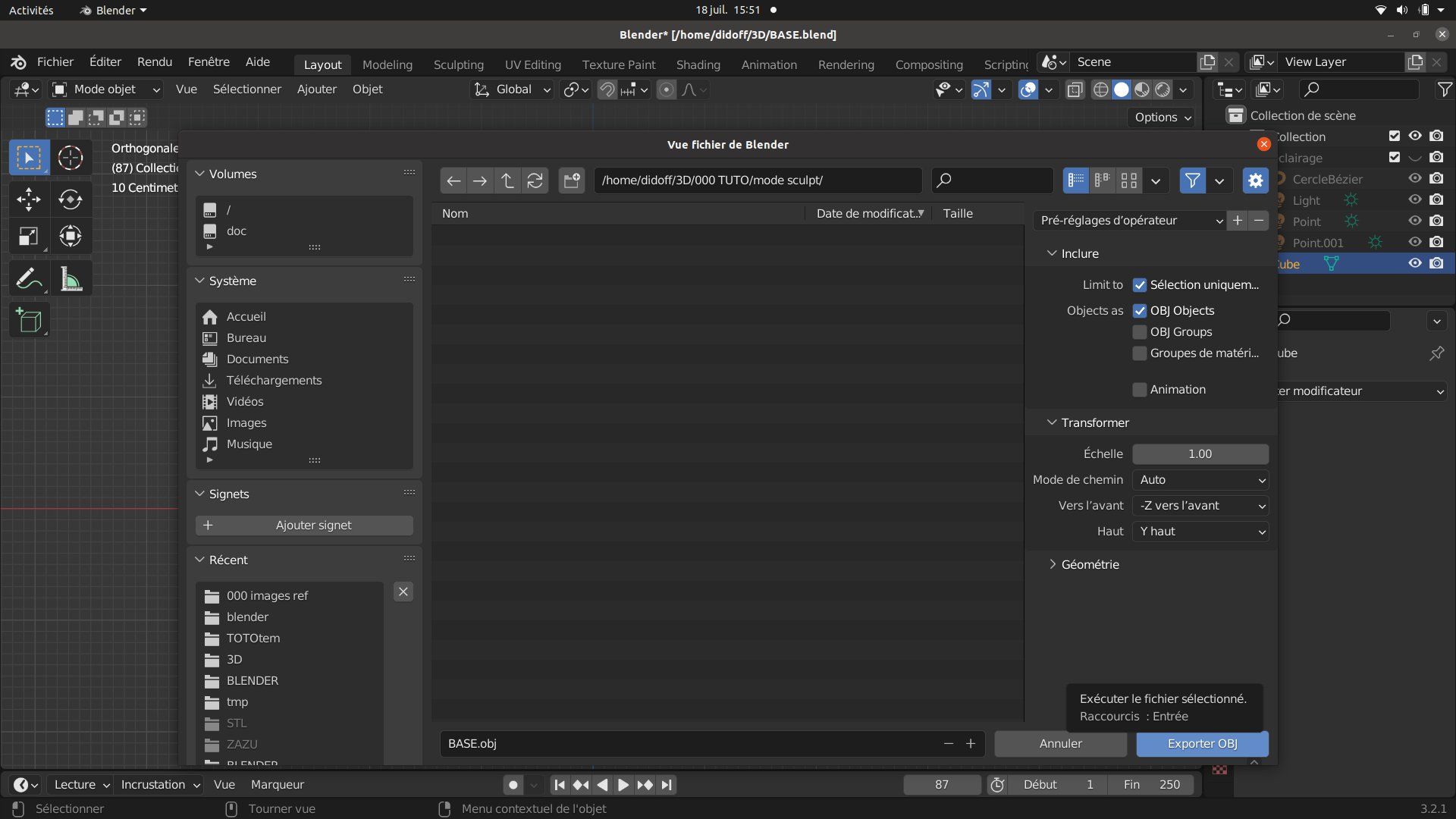
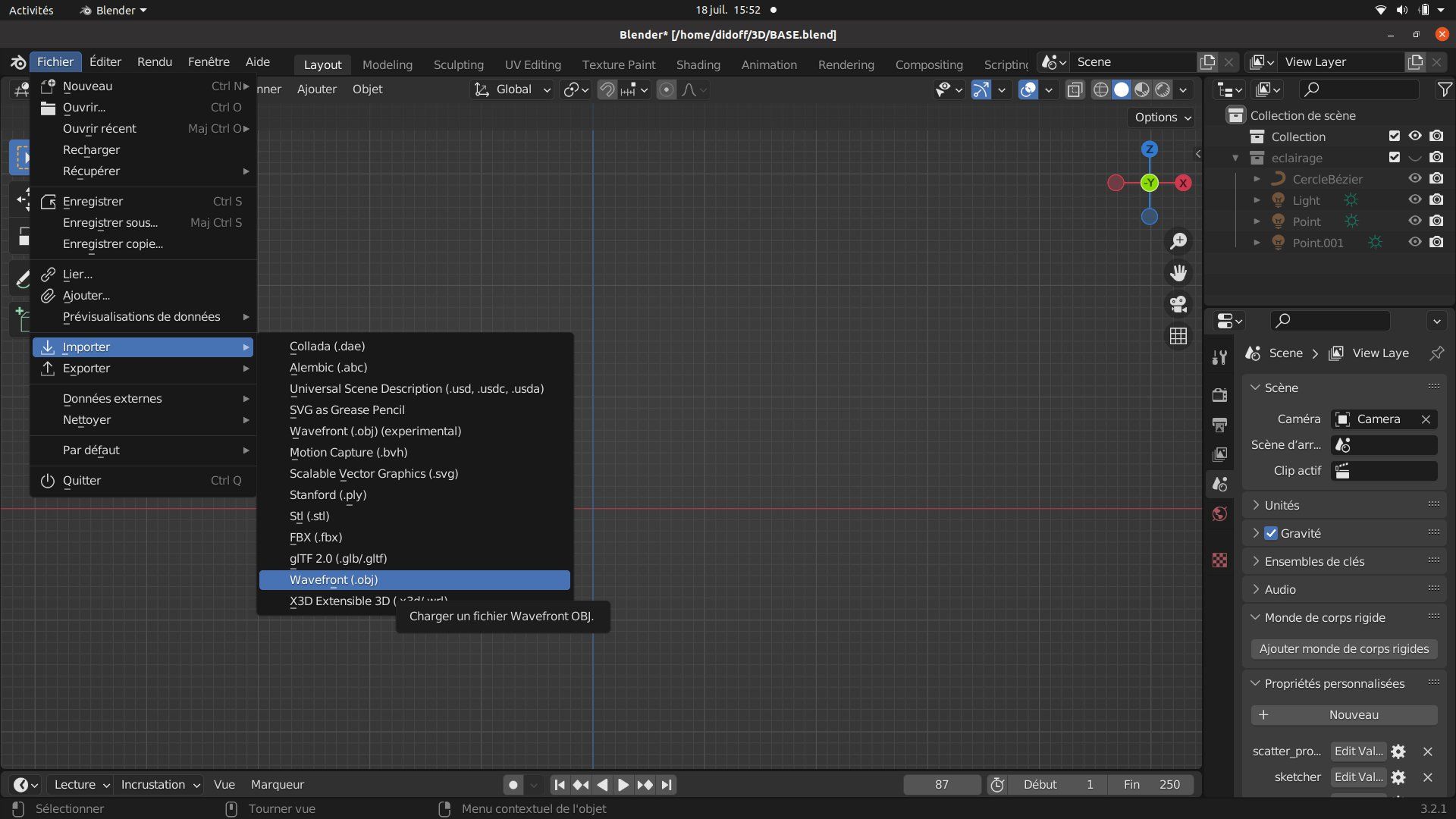
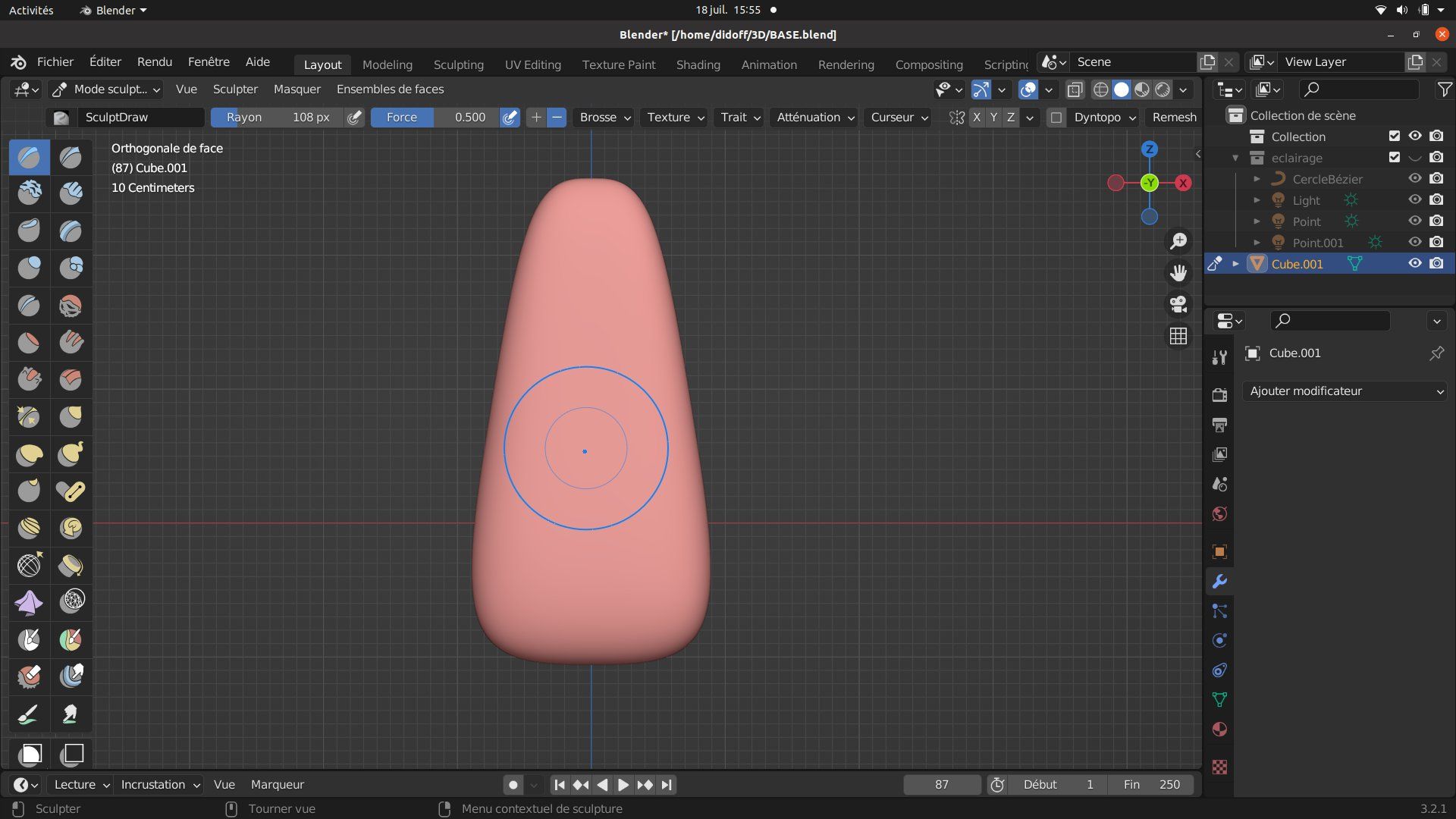
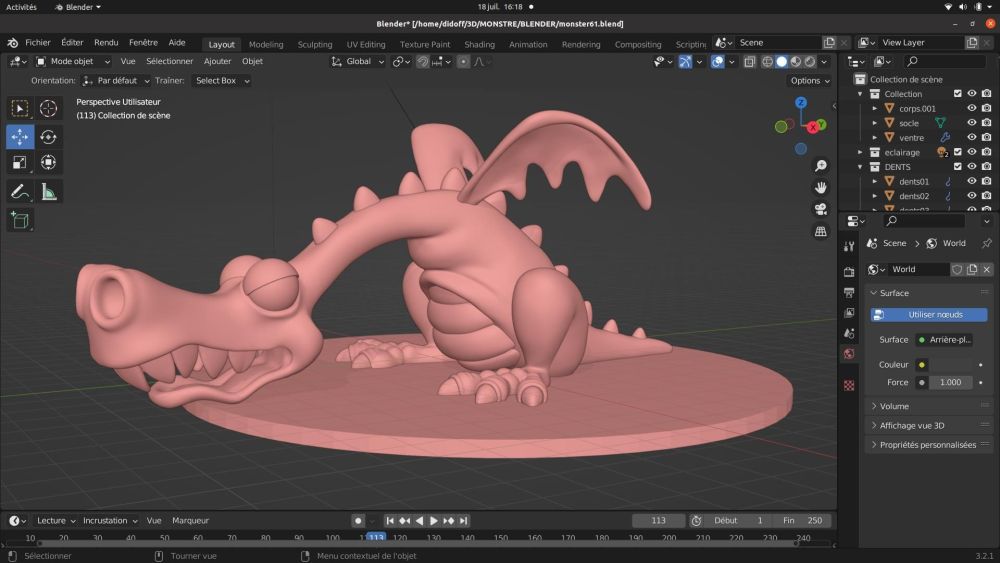
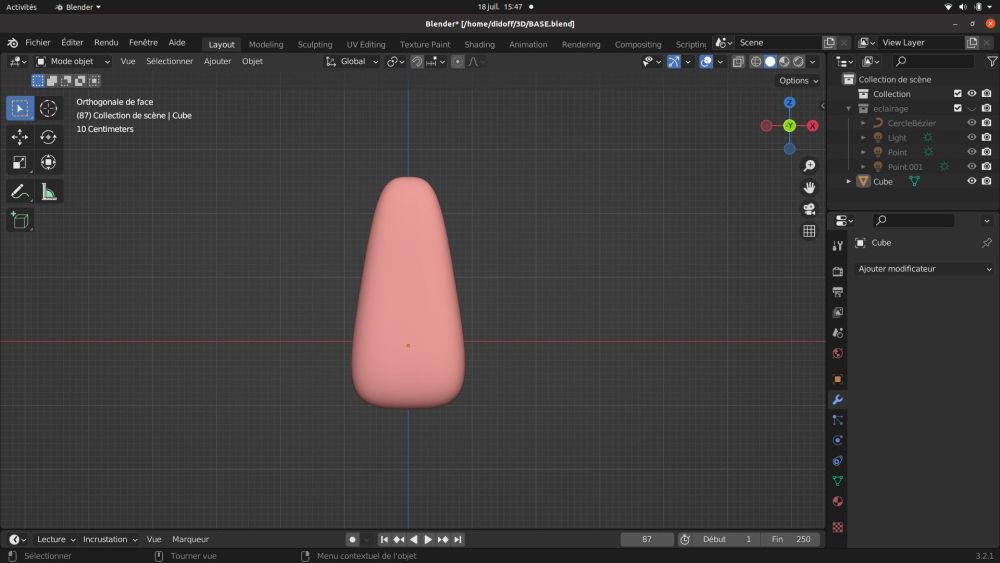
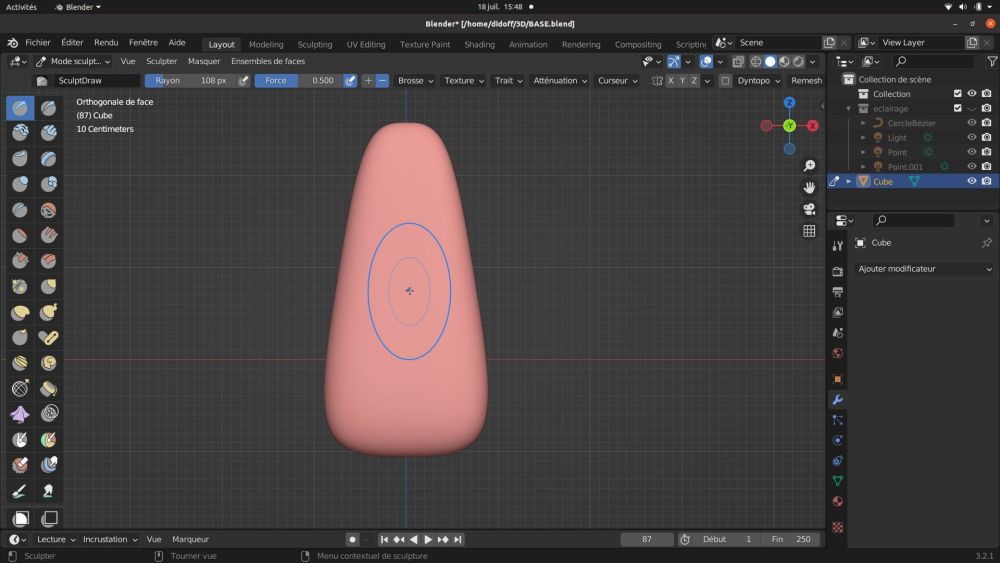
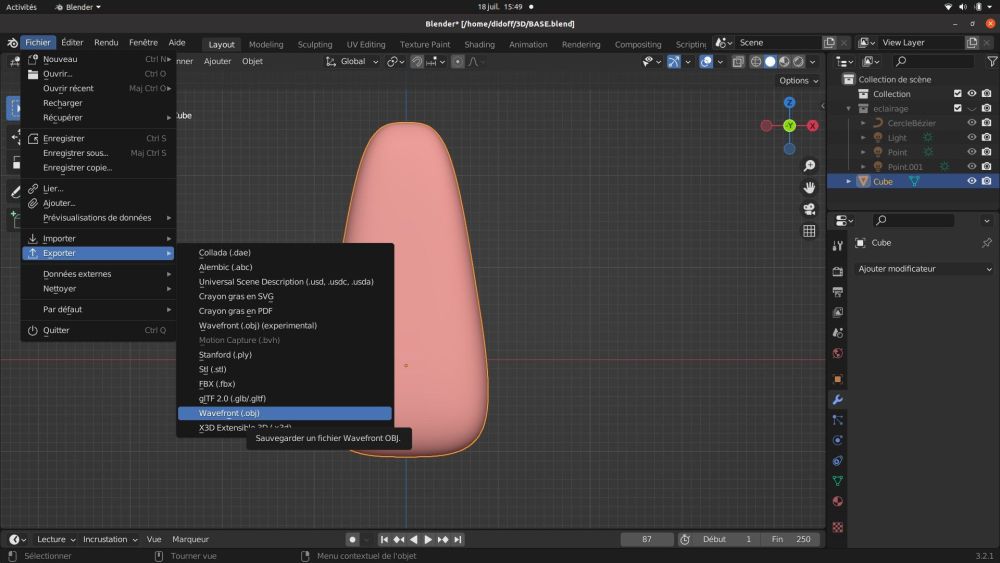
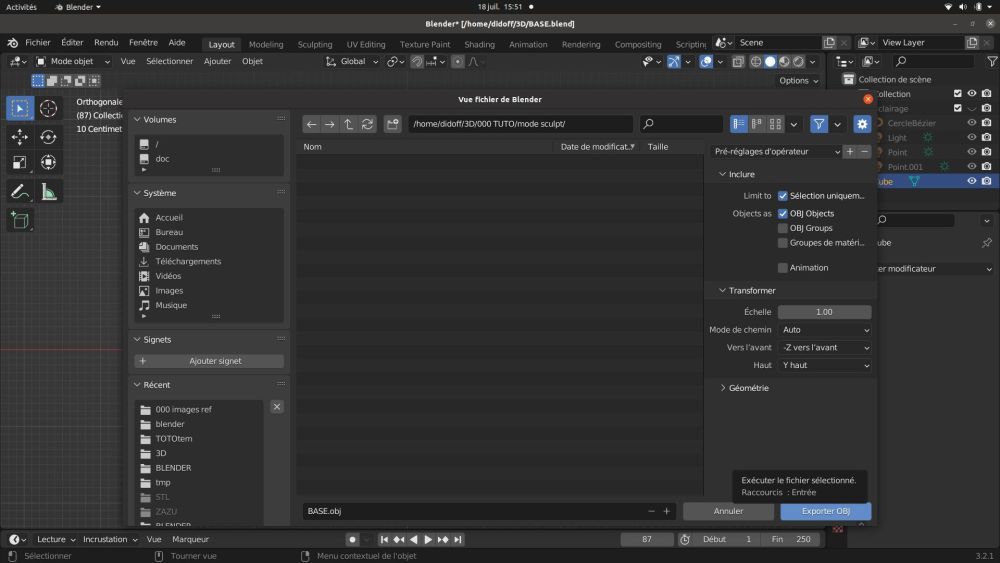
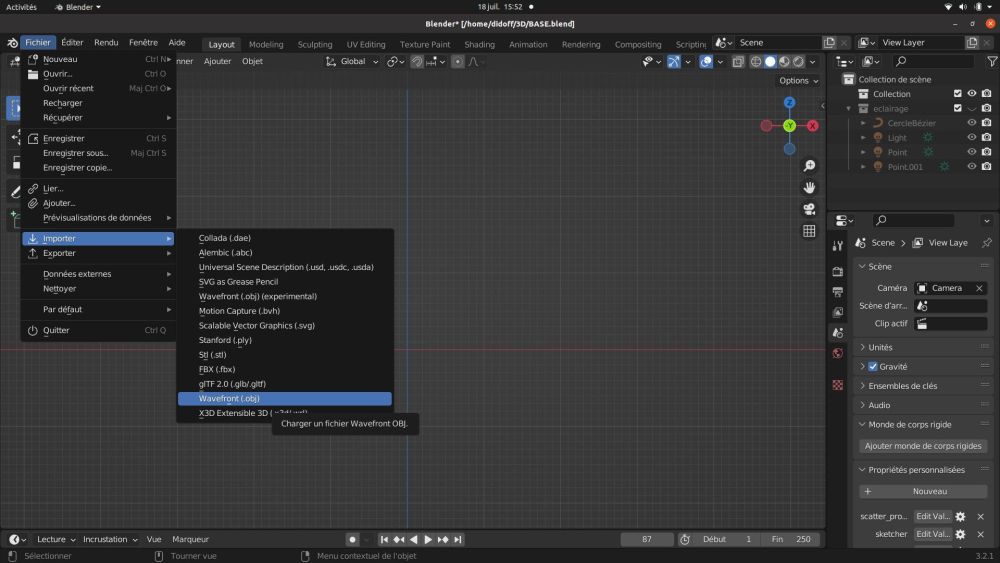
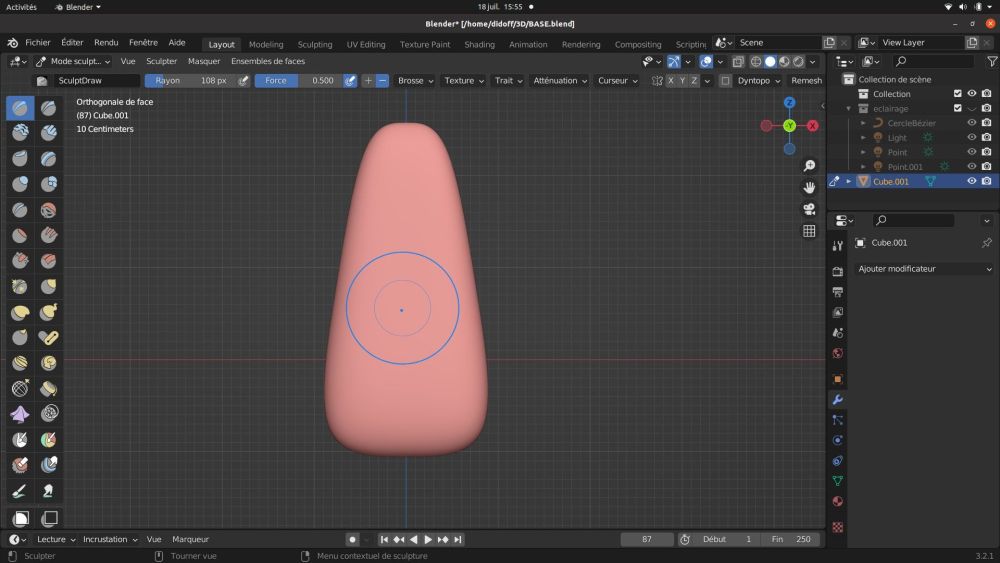
Bonjour à tous, Aujourd'hui un petit astuce en mode sculpture... Si vous créez une pièce en mode objet et/ou en mode édit et que vous voulez ensuite passer en mode sculpture pour la finaliser il y a de fortes chances, entre autre si vous avez fait des mises à l'échelle sur un seul axe (scale), que les outils sculpt ne fonctionnent pas correctement. Explication par un exemple : J'ai réalisé cet objet à partir d'un cube en faisant un scale en x, puis un scale en z et enfin une subdivision de surface... Quand je passe en mode sculpt comme vous puvez le voir l'outil dessiner (en bleu) est ovale et le trait sera identique et il en est de même pour tout les autres outil du mode sculpt... Pour y remédier il faut repasser en mode objet, sélectionner la pièce en question, et l'enregistrer en fichier .obj (ne pas oublier, si il y a plusieurs objets de cocher "sélection uniquement, sinon c'est toute la scène qui va être enregistrée). Puis supprimer la pièce et importer le fichier .obj correspondant. Comme vous pouvez le voir, maintenant les outils ne sont plus déformés, dans notre exemple l'outil "dessiner" est bien sphérique...
 2 points
2 points -
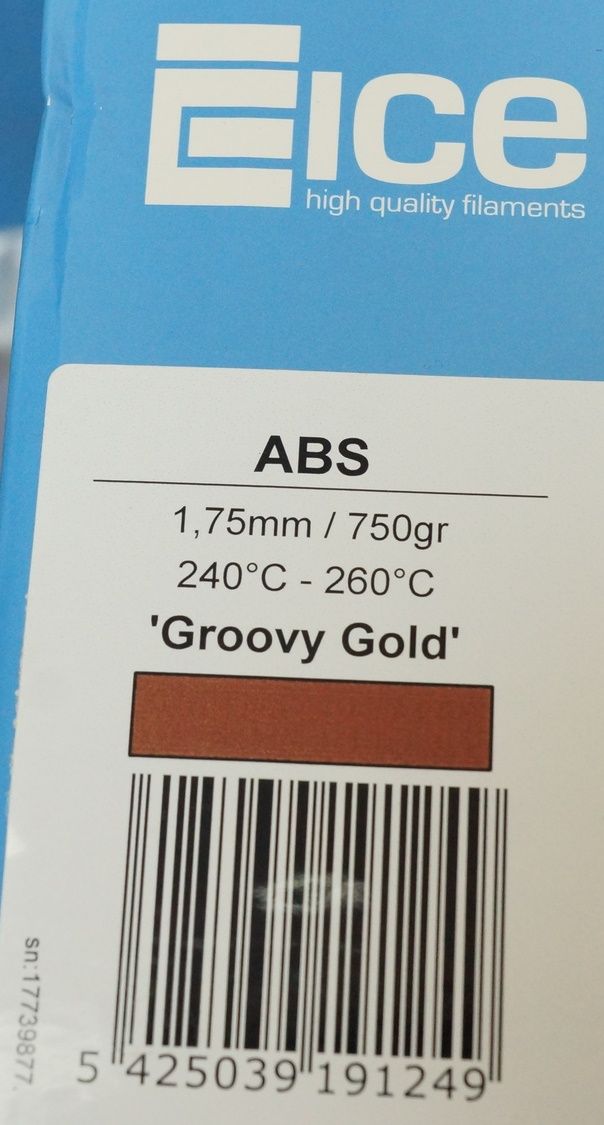
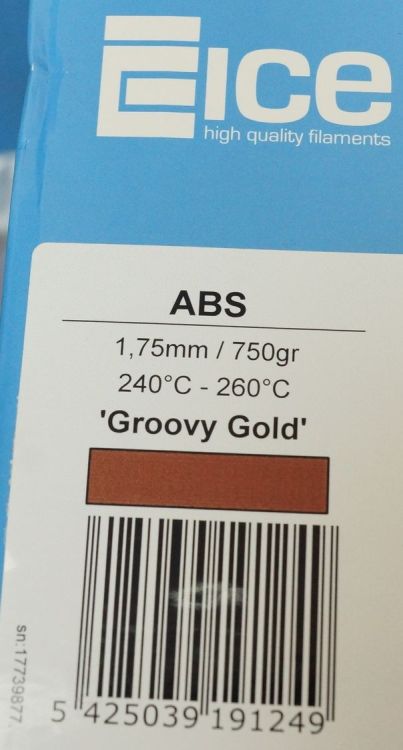
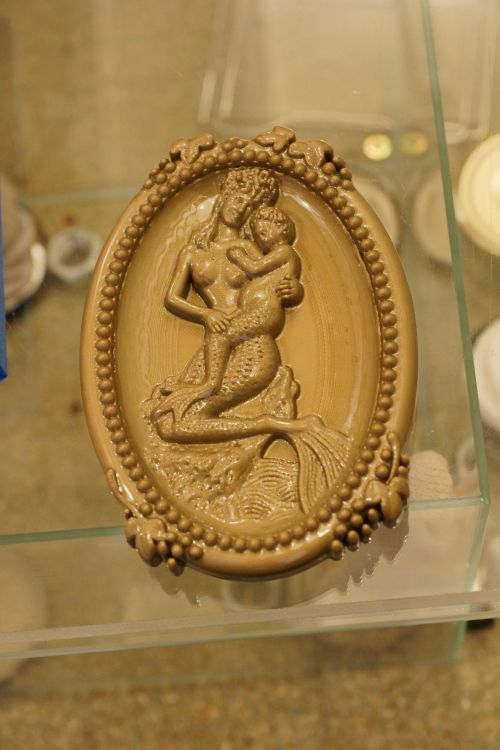
Bonjour, Je cherchais un filament pour faire des pièces dorées Je viens de tester le filament ABS "Groovy gold" ICE L'aspect est plus proche du bronze ou du laiton que de l'or... justement c'est ce que je cherchais à imiter pour imprimer des pièces qui ne jurent pas en étant intégrées dans du mobilier "rustique" La couleur du filament sur sa bobine est pas mal ; et c'est de l'ABS "classique" sans paillettes. On peut donc obtenir des pièces avec de bonnes caractéristiques mécaniques et faire une finition avec l'acétone smoothing. Je trouve que le rendu des pièces imprimés n'est pas aussi joli que le filament sur la bobine, mais ça reste pas mal. Voici des photos, avec des objets en laiton pour comparer ; j'ai tâché de varier les angles car les reflets métalliques sont difficiles à rendre en photographie : Ci-dessous, de gauche à droite : - verre en laiton poli il y a des années et conservé à l'intérieur - chiffre en laiton poli le matin même - pièce imprimée en 3D - chiffre en laiton poli ayant passé 4 ans à l'extérieur - pièce imprimée en 3D et lissée à l'acétone smoothing - pièce imprimée en 3D - bouchon de plomberie en laiton, stocké des années dans une cave - la bobine de filament Détail sur les deux statuettes imprimées en 3D : Détail sur le bas relief imprimé en 3D (0.10mm par couche mode DETAIL) : Le bas relief après lissage à l'acétone smoothing : Les impressions ont été faites avec ma Prusa MK2S dans un caisson chauffant. - Buse 240° (NB : à 230° le filament a du mal à sortir proprement de la buse) - Plateau 100° puis 11O° - Imprimante placée dans un caisson, température dans le caisson entre 45°C et 50°C - Pas de ventilation (fan) sauf pour les couches courtes - Acétone smoothing à froid Voilà Qu'en pensez-vous ? Avez-vous testé d'autres filaments imitant l'or, le bronze ou d'autres métaux ? Avez-vous des paramètres ou astuces pour obtenir un meilleur rendu ? Ce que j'aimerais faire, c'est un compromis sur le lissage, c'est à dire rendre les pièces un peu moins brillantes après acétone smoothing pour imiter une patine. A bientôt







 2 points
2 points -
Juste un mot pour te signaler que, si tu es habitué à IdeaMaker, tu as un outil qui te permet de faire des tests d'affinage des réglages. Ca s’appelle Profile Iterator et c'est ici : https://www.ideamaker.io/iterator-home.html Pour les température je suis quasi tout le temps en 190°/60 pour le PLA. La plupart des paramètres pour le firmware peuvent effectivement se mettre dans le gcode de départ.2 points
-
Non pour une raison très simple le matériel d'origine n'est pas prévue pour supporter une température supérieur, je n'est donc pas modifié la température maximum de la buse supporte d'origine dans marlin. Pour pouvoir dépasser les 270°C et imprimer a 300°C ou 320°C, il faut modifié la sonde utiliser un heatbreak bimetal, optimise le refroidissement de la tête au mini et après dans ce cas voir a concevoir un Firmware adapter. Oui ton soucis etait lié au baudrate qui était pas adapté au firmware de l'écran probablement tu utilisait un baud de 250000 d'origine la machine tourne a 115200. Si tu utilise une X2 avec le GD32F305 il faut de préférence utilise le firmware que j'ai conçu pour en 1er page mais on pas de solution pour Flasher le TFT pour le moment avec le BTT, dans ce cas le fonction avancé de leveling ne sont pas utilisable a l'écran en effet par contre l'arc Welder est utilisable l'écran n'intervient pas ici du tous, les fonction non utilisable sur le TFT sont le leveling plus précis et le M600 car le firmware tft d'origine ne support pas ces éléments, il faudra dans ce cas pour le moment soit changer d'écran par un BTT soit utiliser Octoprint. Pour la fonction arcwelder pour l'utiliser il faut que le Slicer puisse générer le Gcode correctement Cura a un Plugin installable dans sa librairie pour cela install le et coche la case Arc Welder sinon octoprint peux gérer la transformation des Gcode en Gcode Arc Welding via un plug in aussi. Pour Finir oui il serait possible d'ajuster le Z-offset via Gcode depuis un PC en usb avec pronterface par exemple c'est juste fastidieux mais normalement possible2 points
-
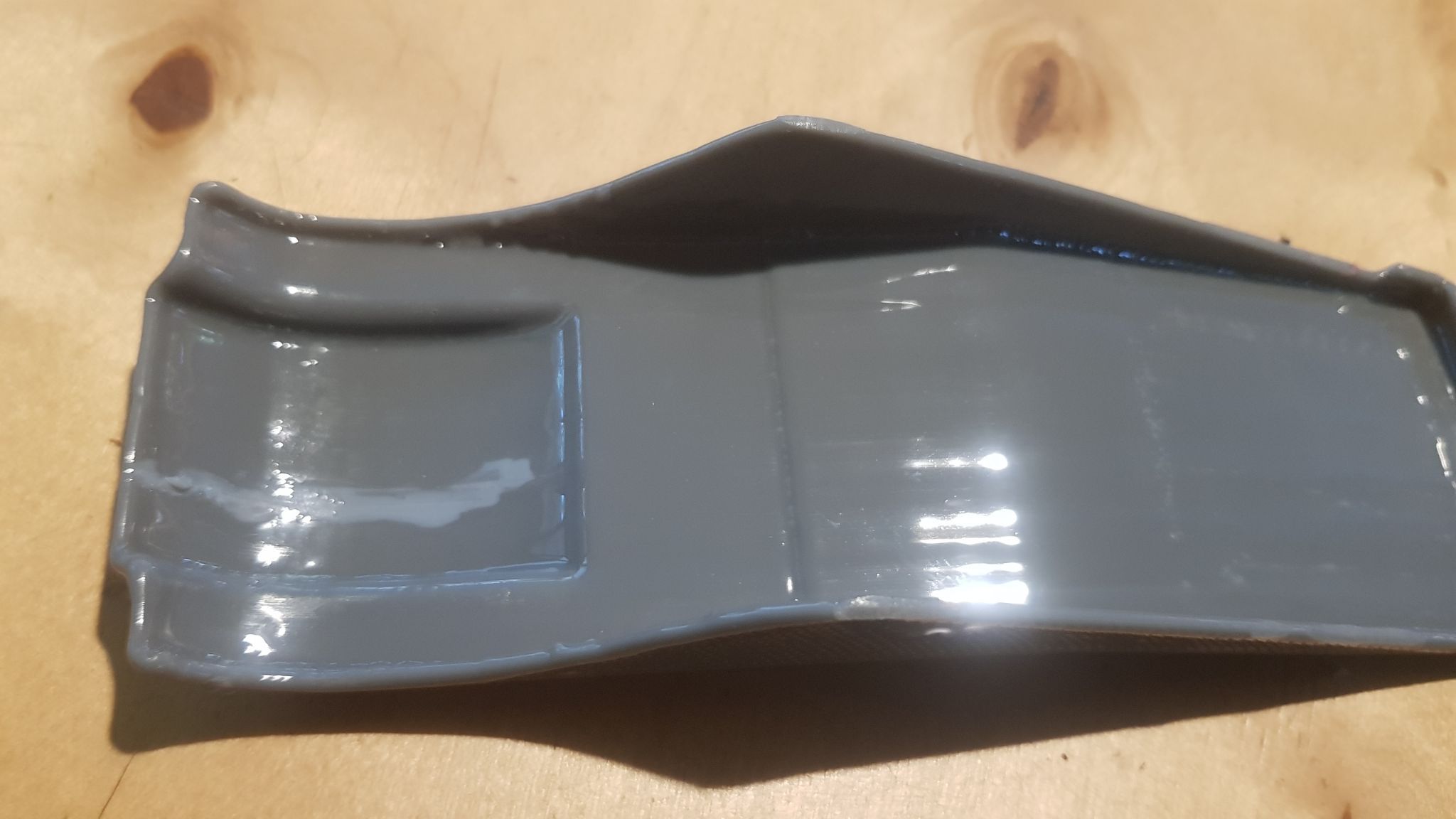
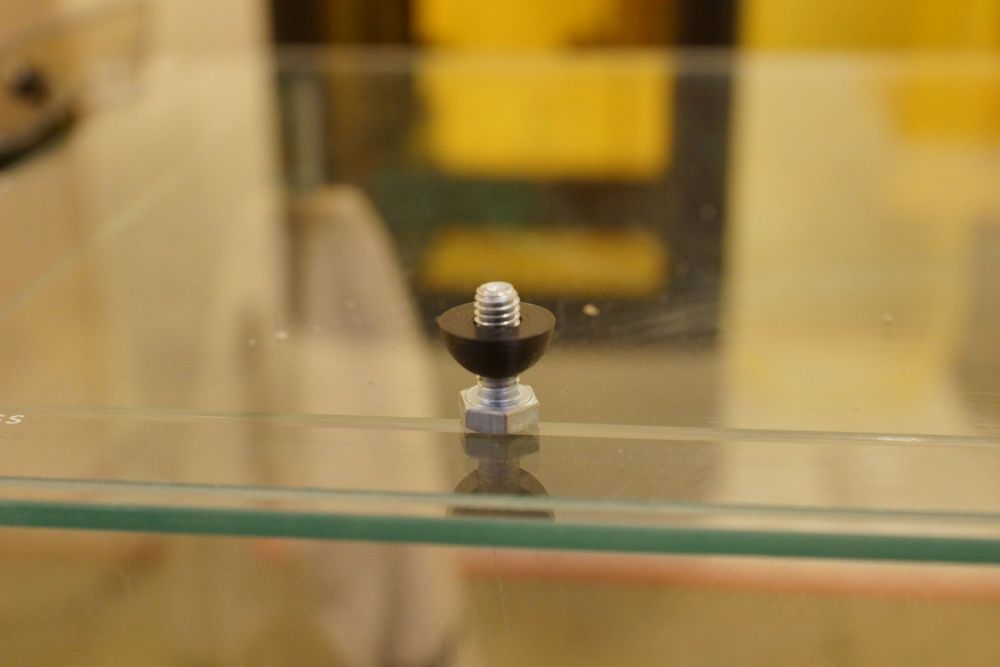
Le double face ne tient pas sur la pla. Une entretoises en aluminium vissé avec des vis tête fraisée sur le pla sur laquelle sera collé le double face résout le problème2 points
-
Encore une imprimante qui sera sauvée par la titi's procédure ! Bon courage pour le nettoyage et fais attention aux câbles cartouche de chauffe et thermistance Pense à débrancher l'imprimante pour ne pas risquer le court-circuit2 points
-
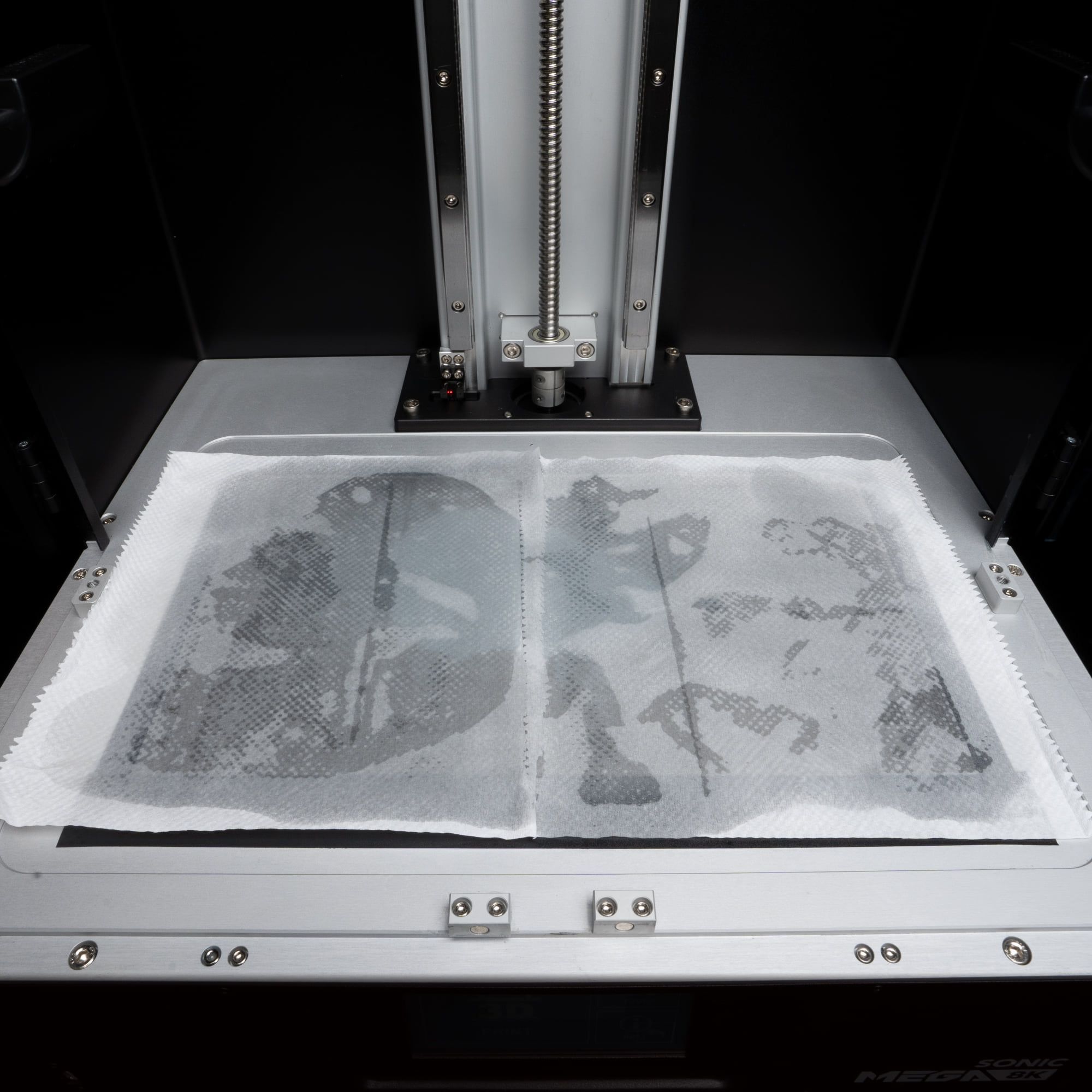
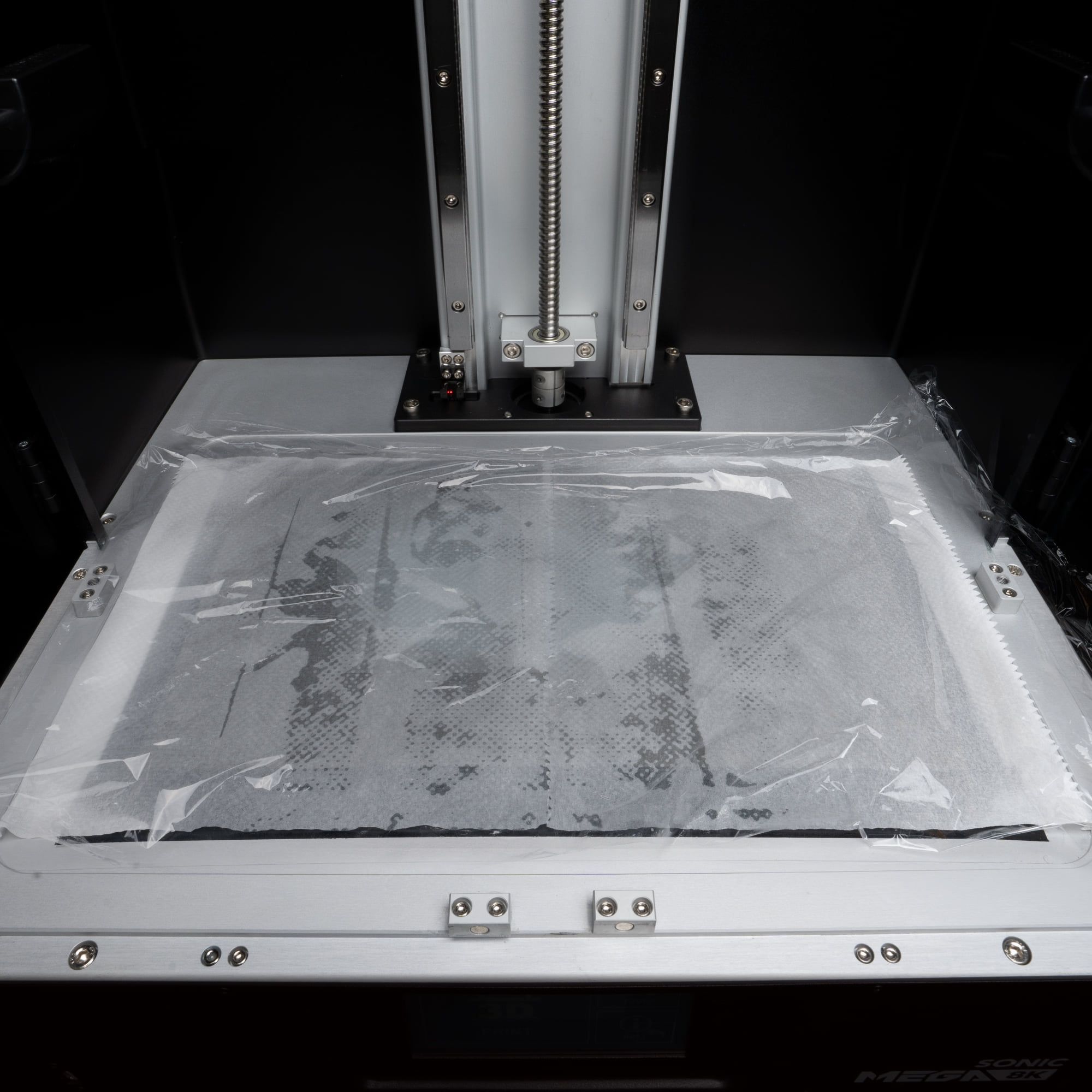
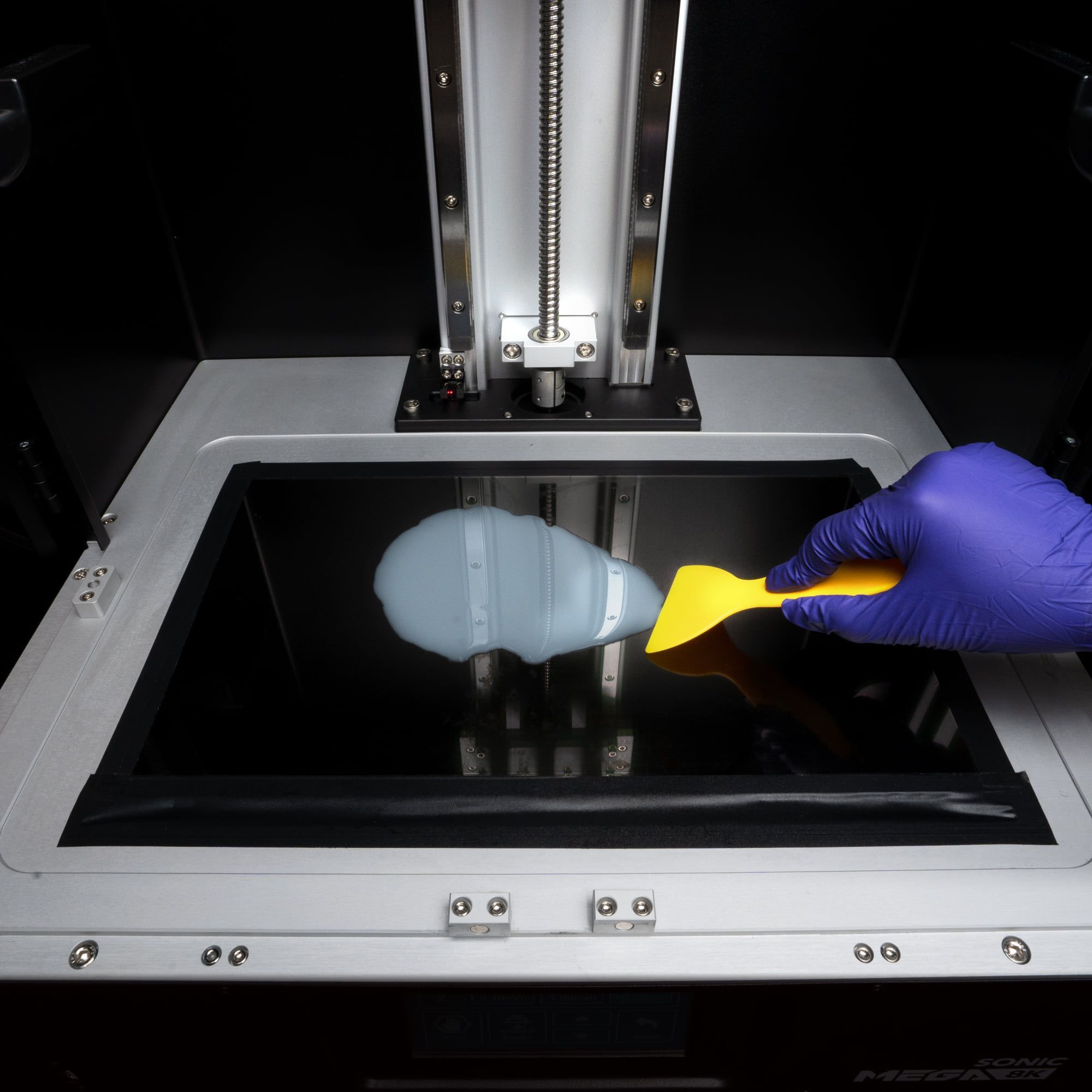
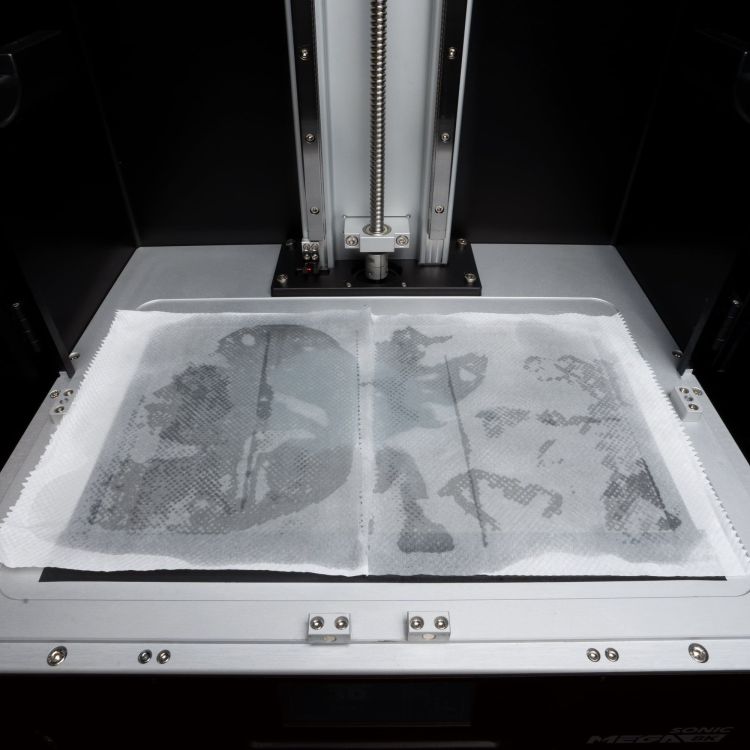
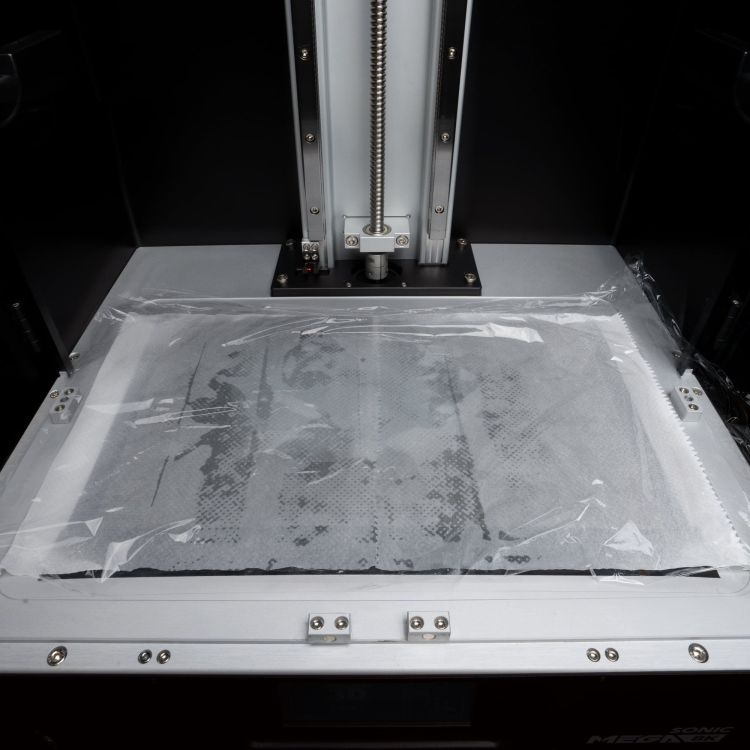
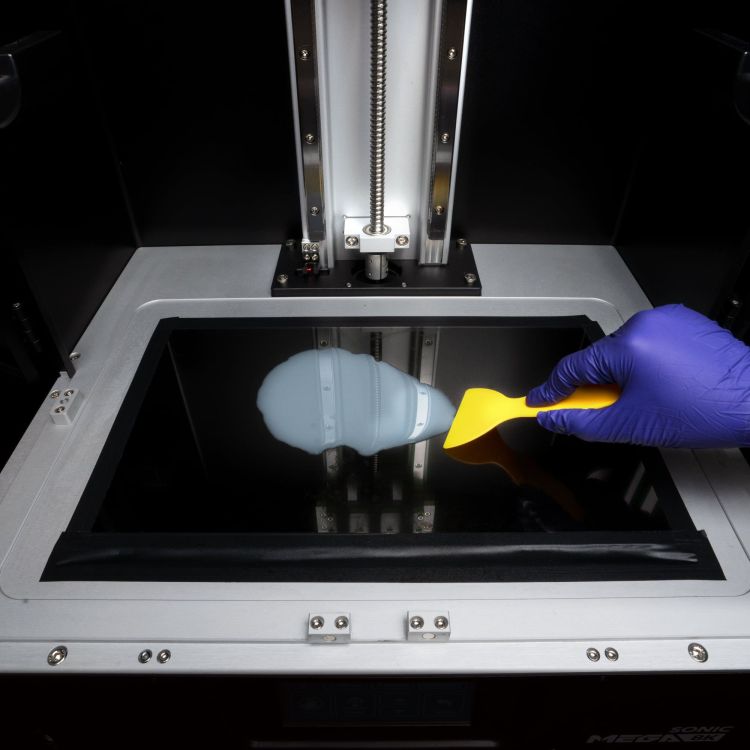
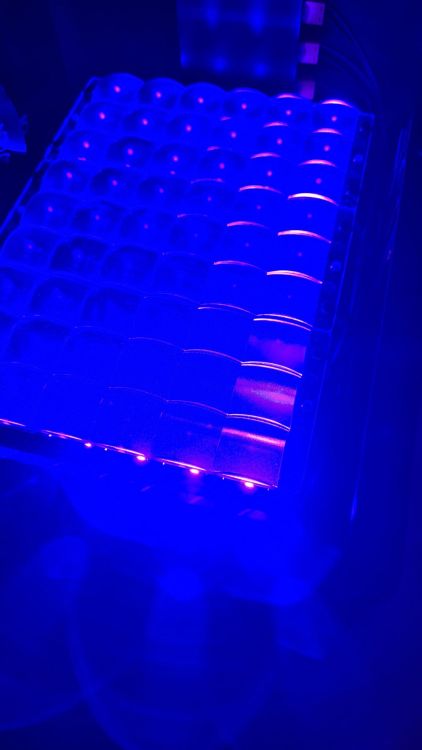
Comment nettoyer l'écran LCD après un déversement de résine Éteignez votre imprimante 3D et débranchez l'imprimante. Retirez le boîtier (couvercle ou capot) en plastique et nettoyez soigneusement tout excès de résine présent autour de la cuve (vat). Retirez ensuite la cuve de résine (vat) et placez un morceau d'essuie-tout doux en dessous, juste au cas où le déversement serait causé par une perforation du film FEP. Utilisez un essuie-tout doux ou un mouchoir en papier pour absorber l'excès de résine présent sur l'écran LCD. Lors de l'exécution de cette étape, NE PAS rayer l'écran LCD. Après avoir nettoyé la résine, vaporisez une petite quantité (ne pas inonder la machine) d'alcool désinfectant à 95 % sur l'écran LCD. Ensuite, utilisez un essuie-tout doux ou un chiffon en fibre et essuyez continuellement dans une direction (pour ne pas faire de rayures, pas de mouvements en cercle) pour nettoyer soigneusement la surface de l'écran LCD. Répétez l'étape 5 jusqu'à ce que l'écran LCD de l'imprimante 3D ne colle plus (due a la présence de résine non durcie). Si de la résine est toujours présente sur l'écran LCD, suivez les étapes ci-dessous pour retirer la résine durcie. Étape 1 : humectez (ne pas inonder) des serviettes en papier doux dans de l'alcool désinfectant à 95 %, puis couvrez la résine durcie avec des serviettes en papier imbibées. Étape 2 : Couvrez les serviettes en papier doux avec une pellicule plastique entre 12 et 24 heures en fonction de l'étendue du déversement de résine pour empêcher l'évaporation de l'alcool. Comme l'alcool désinfectant ramollira la résine durcie, assurez-vous de la vaporiser partout où il y a une fuite de résine. Étape 3 : Retirez délicatement la résine ramollie (avec un genre de spatule en plastique souple pour ne pas rayer l’écran et sans appliquer trop de force pour ne pas endommager l'écran LCD) (NE PAS gratter avec des objets métalliques pointus. Ceci afin d'éviter d'endommager l'écran LCD). --- Copier coller, traduction (google) et annotations par @PPAC ( donc il doit y avoir des fautes ... ) Merci de compléter/commenter avec vos astuces et remarques. Pour conclure, il semble préférable ( a vous de juger) pour se protéger d'une future fuite de résine, de sacrifier un FEP et de l'utiliser (le scotcher) pour protéger l'écran. (Il faudra refaire le nivellement du plateau et il y aura probablement une petite perte de qualité d'impression due à l'épaisseur supplémentaire ... ) Source et images "GUIDE 4 - Sonic Mini 8K Maintenance - How to clean LCD after a resin spill" ( https://www.facebook.com/groups/2113793522101458/learning_content/?filter=351754550049195 ) publié sur le groupe facebook "Phrozen Sonic Mini 8K User" ( https://www.facebook.com/groups/2113793522101458 )

 1 point
1 point -
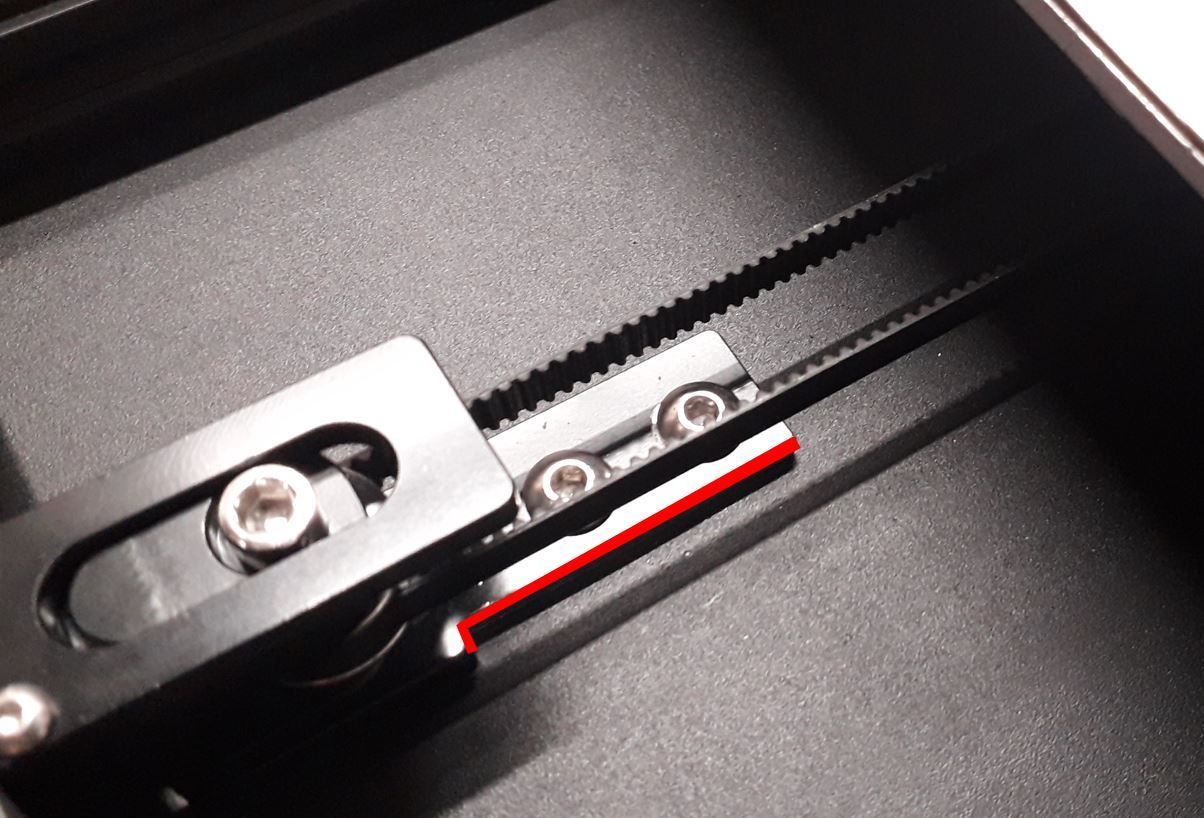
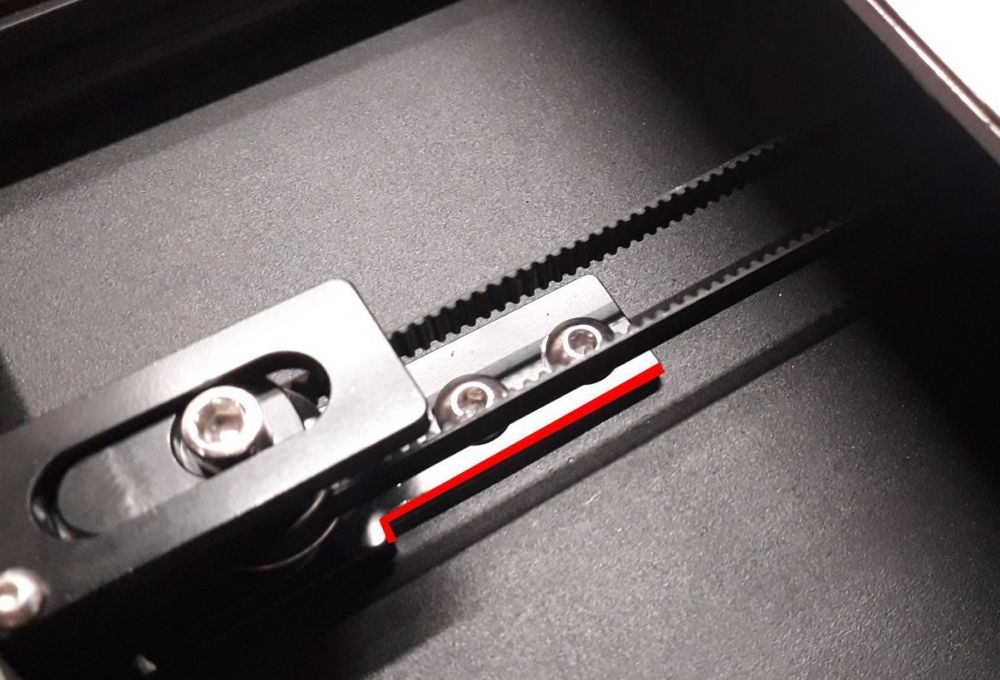
Bonsoir, Tendre la courroie de l'axe Y sur cette imprimante relève un peu du bricolage, Il faut dévisser les 4 vis du moteur Y et jouer du tournevis, mode levier horizontal, entre le châssis de l'imprimante et le capot du moteur tout en revissant... Il se trouve que j'ai placé des rails linéaire sur l'axe Y, qui ont surélevé le plateau de 13 mm, et ça tombe bien, car un tendeur de courroie axe X pour profile 20x20 passe parfaitement en dessous lorsqu'il est tourné à 90°, et ça tombe re-bien, c'est justement ce dont on a besoin La première chose à faire, est de limer une partie de la plaque inferieure du tendeur pour permettre le passage du support courroie du plateau. Ensuite, il faut simplement démonter le capot sous l'imprimante, protéger l'électronique des copeaux de métal, et percer 2 trous bien alignés pour fixer le tender. Et c'est prêt !

 1 point
1 point -
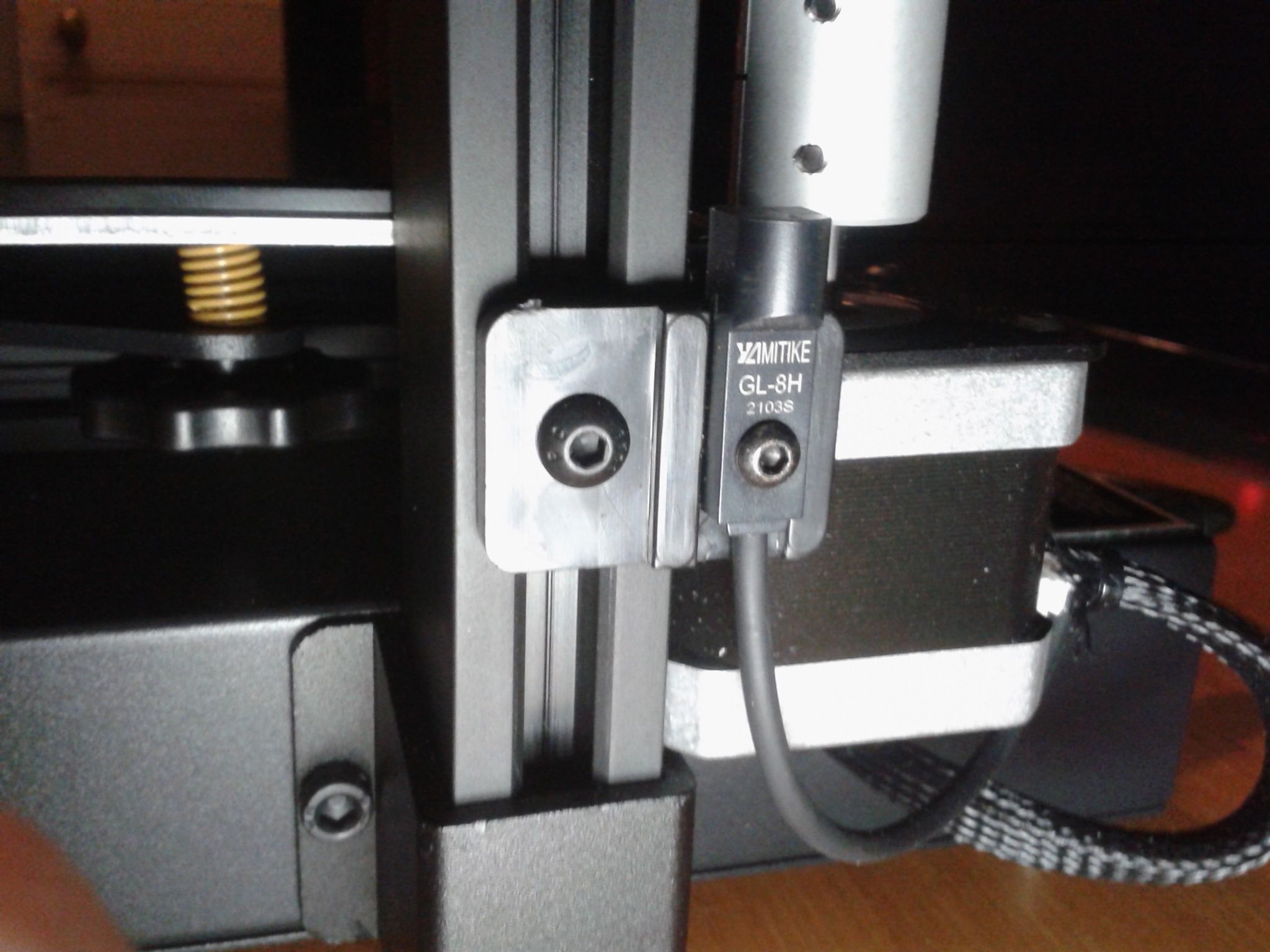
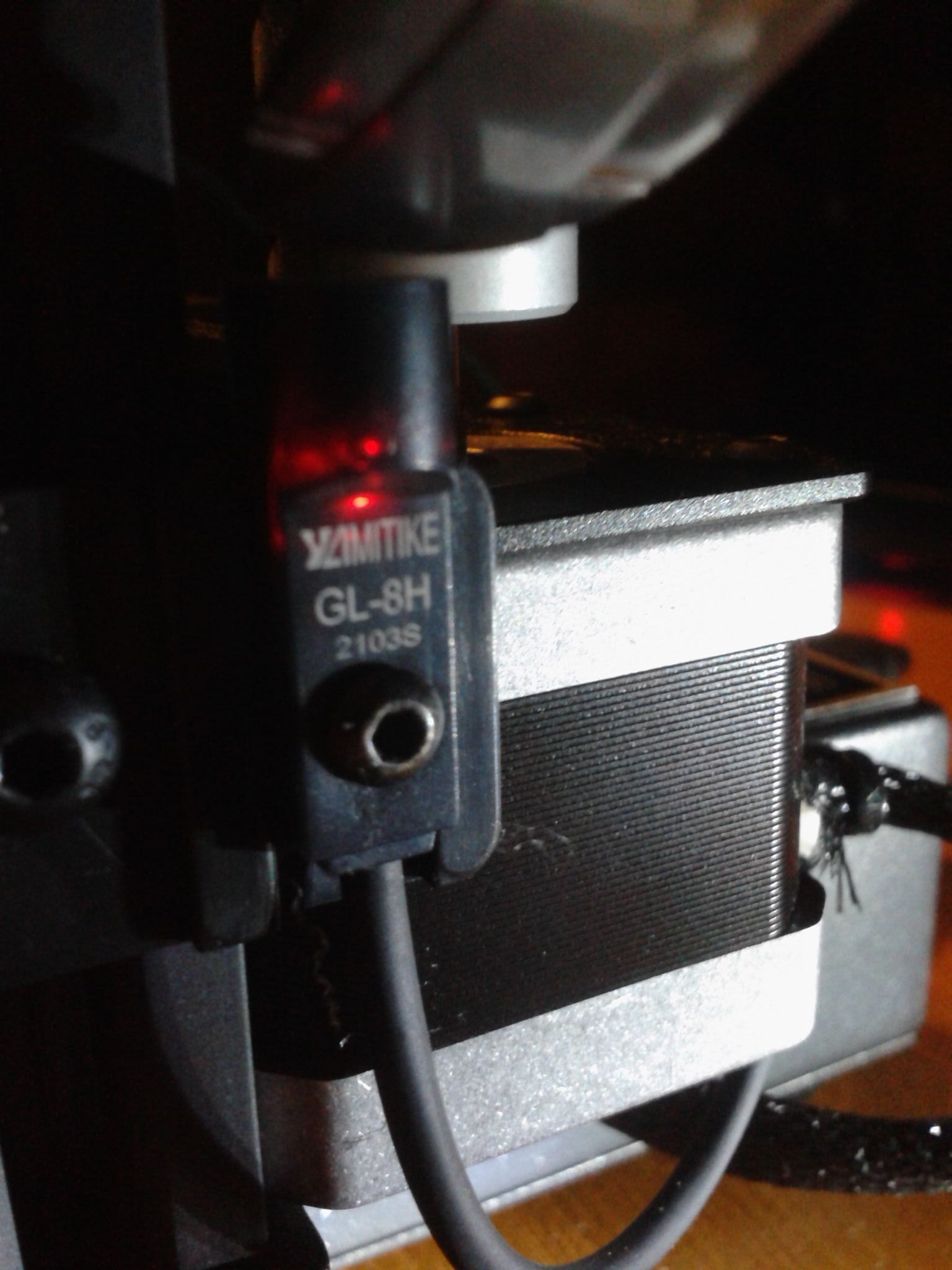
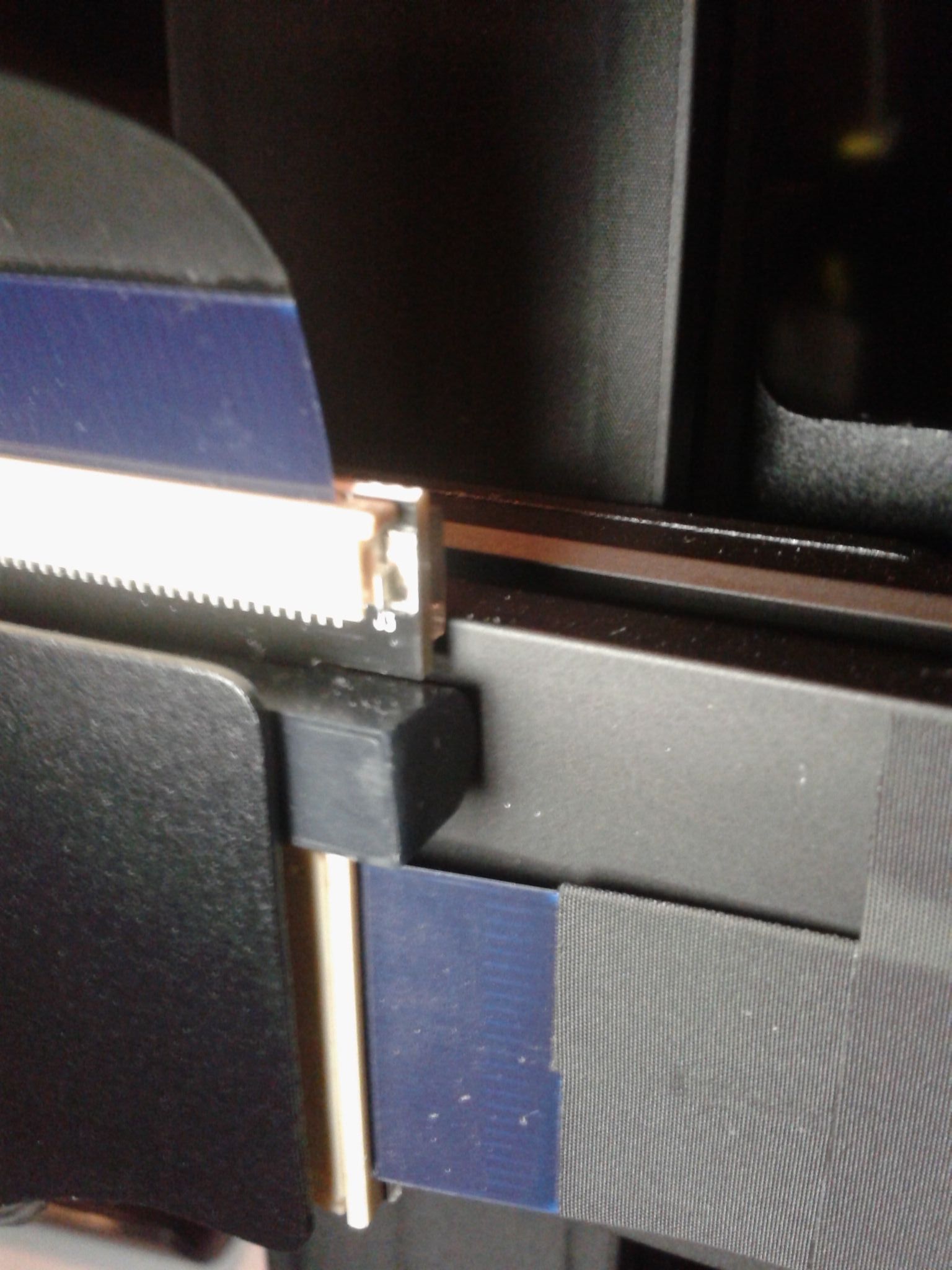
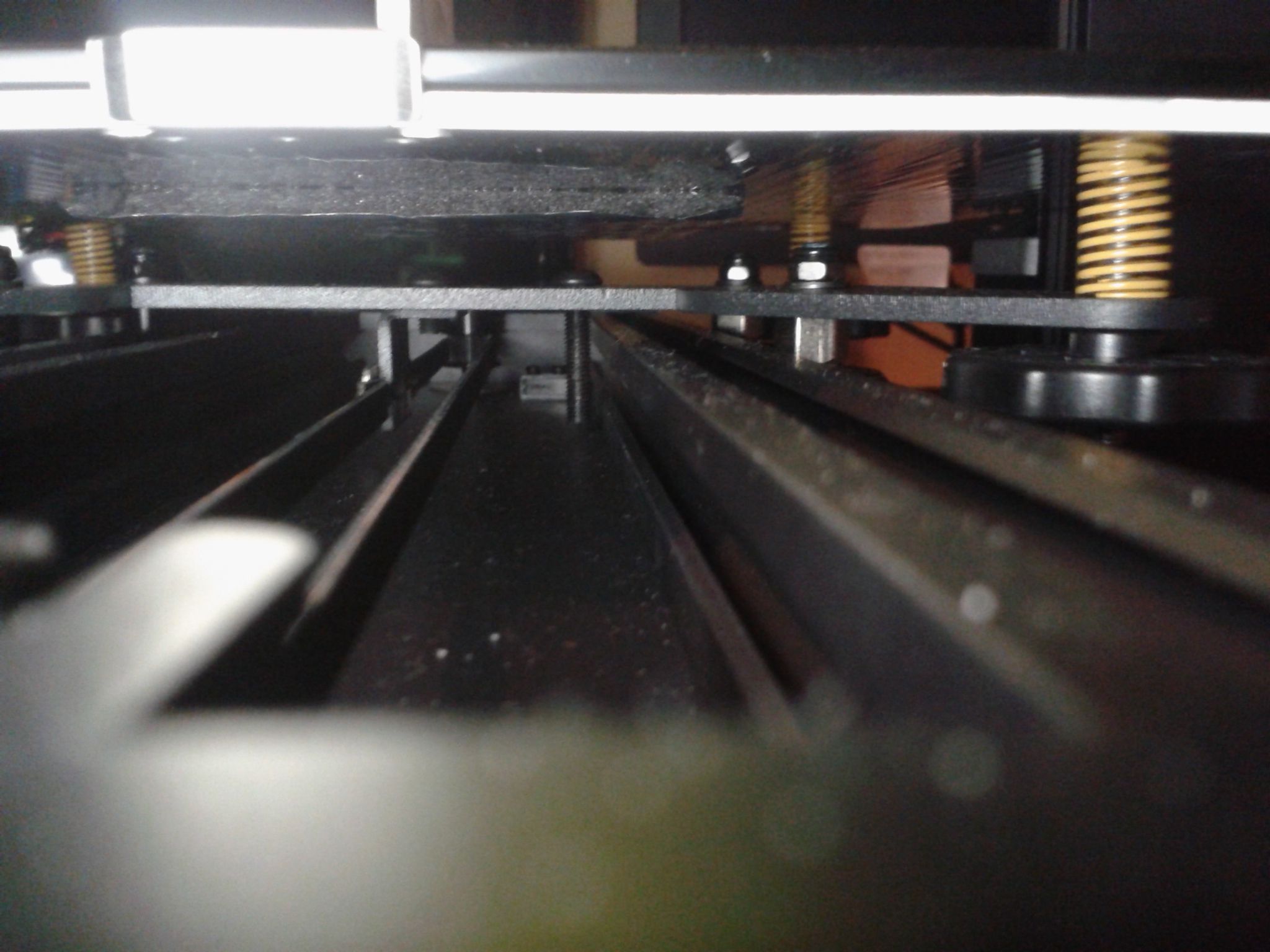
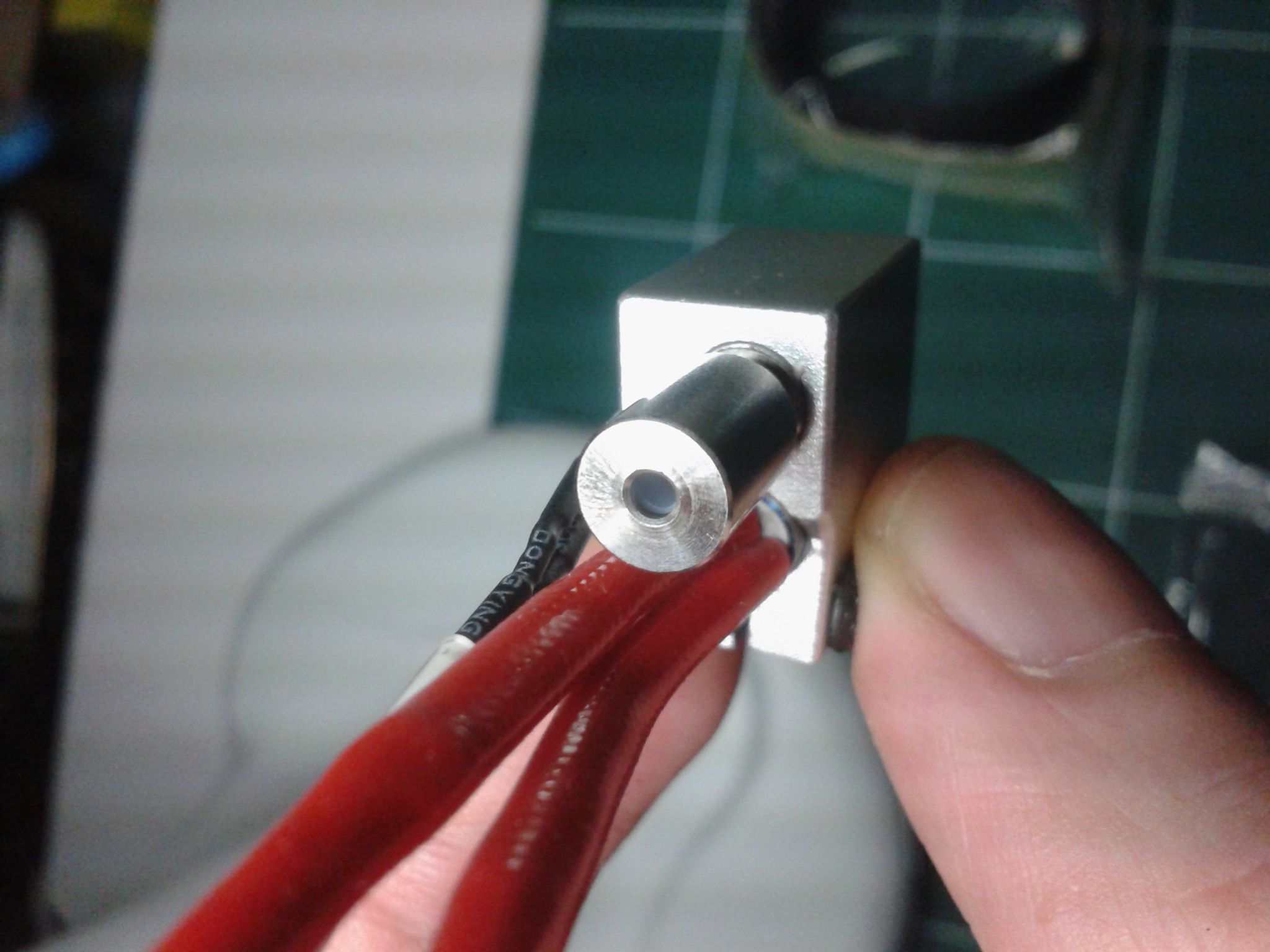
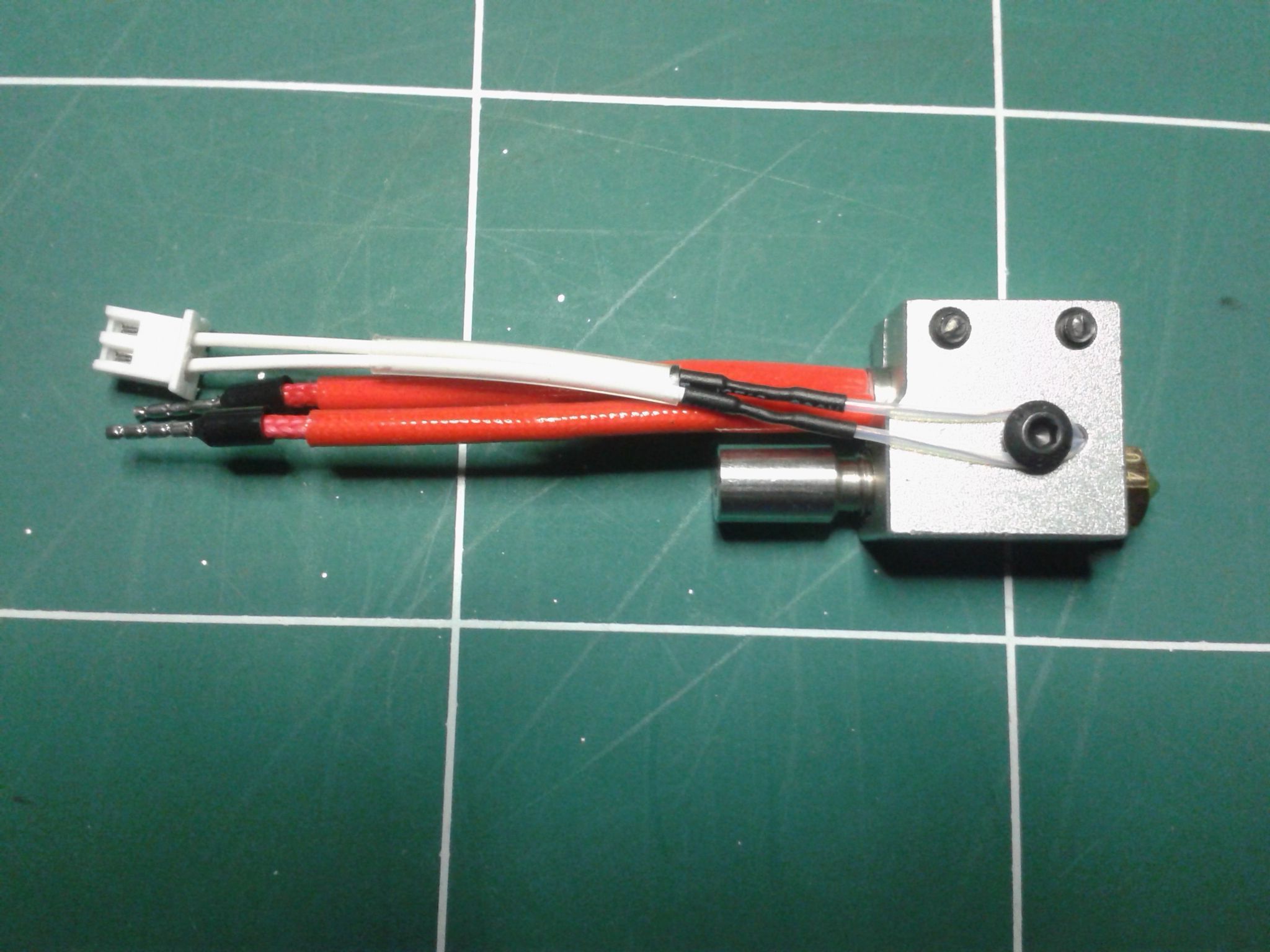
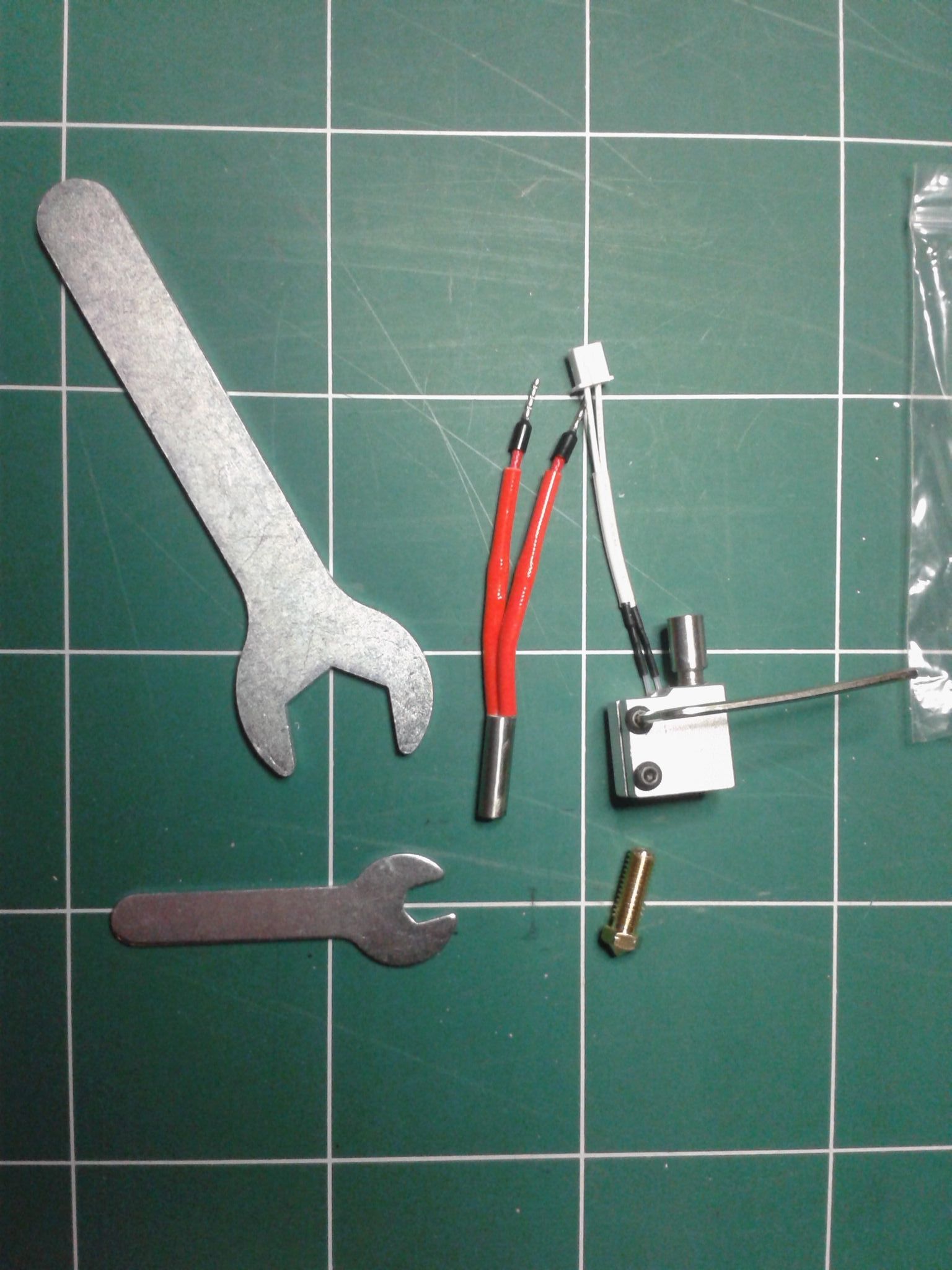
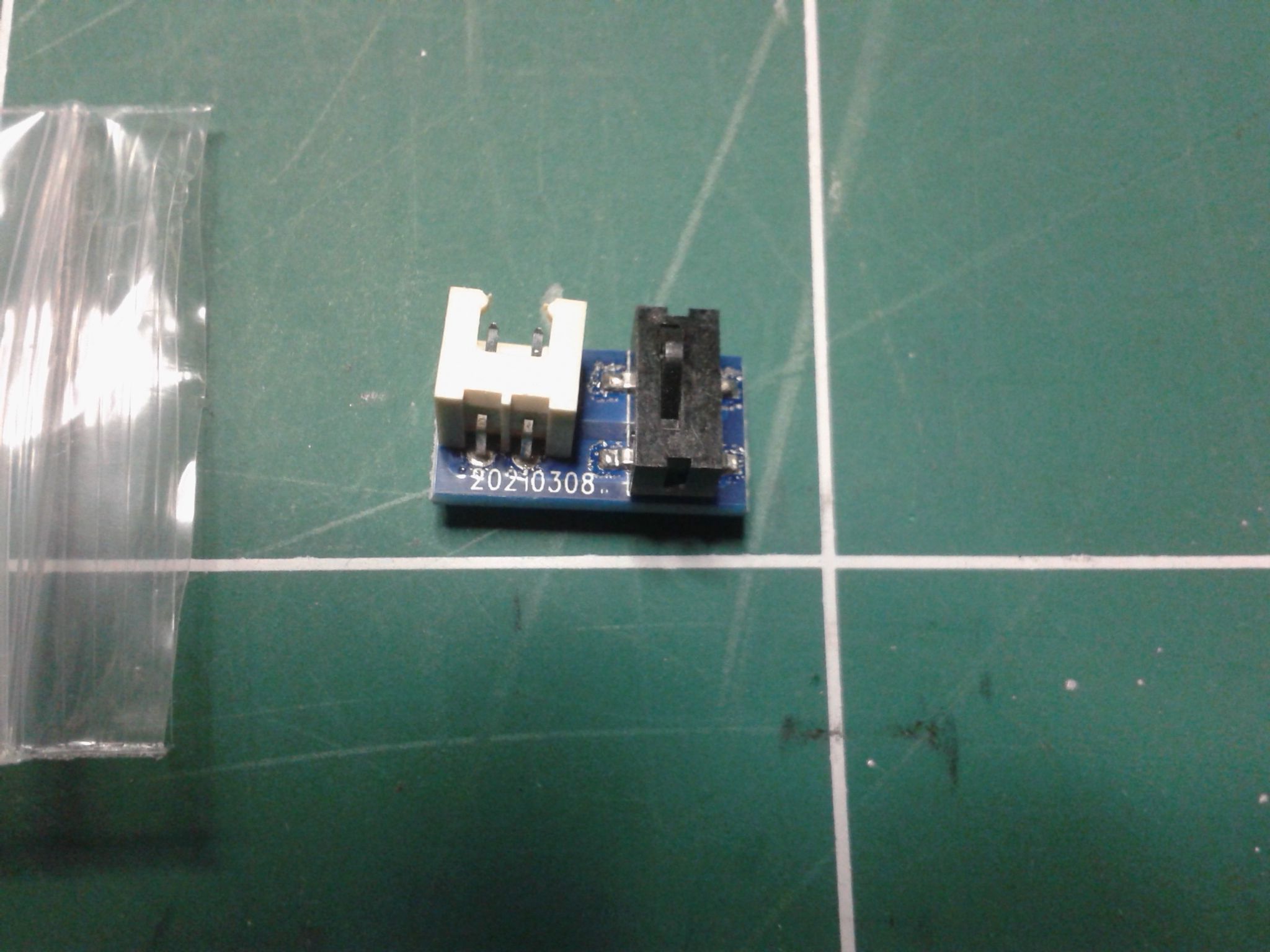
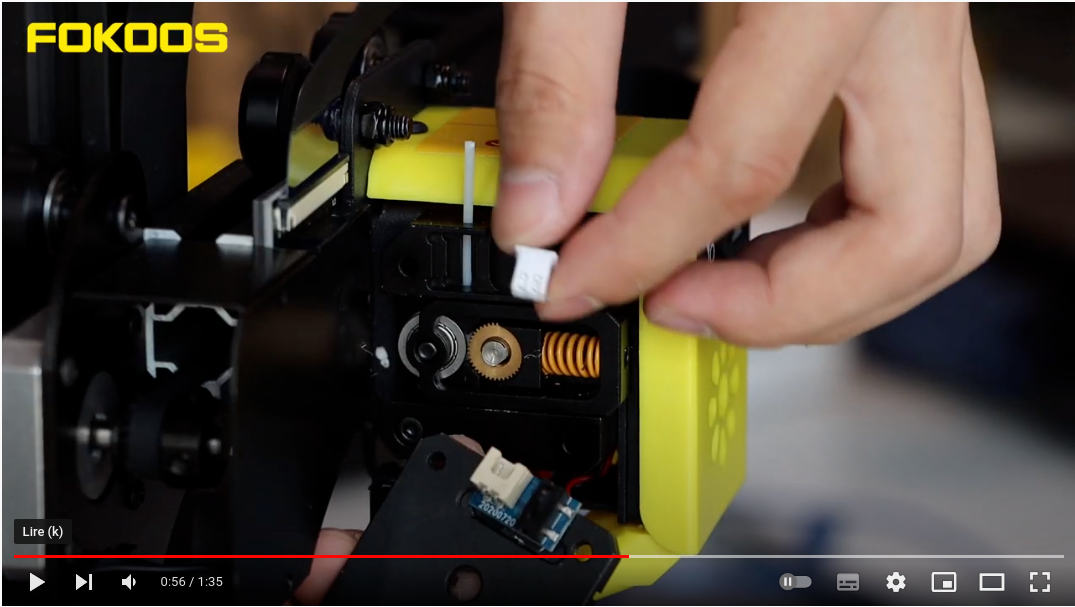
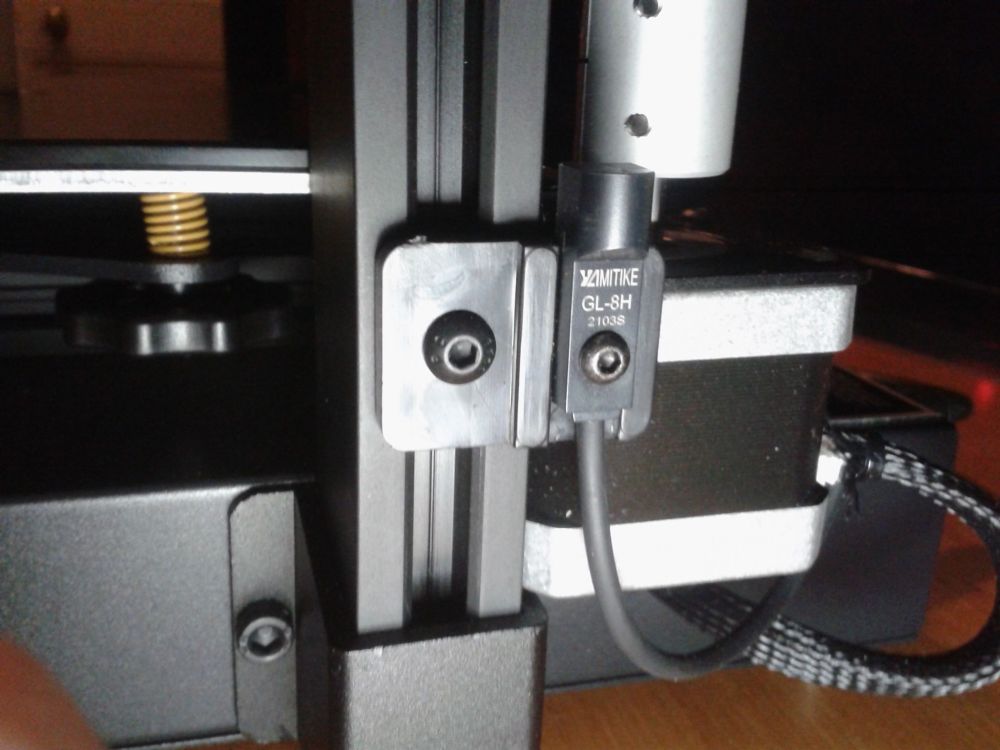
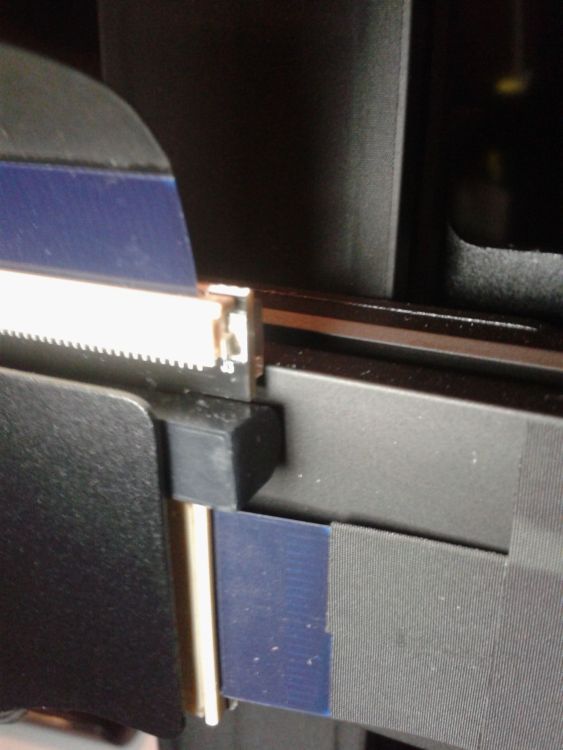
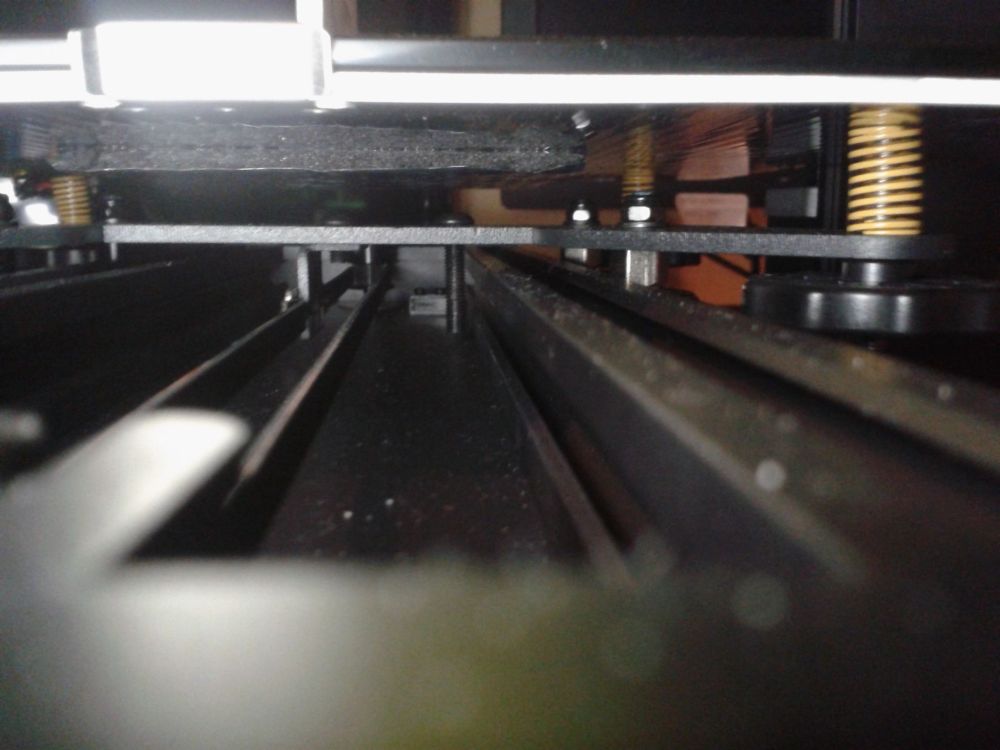
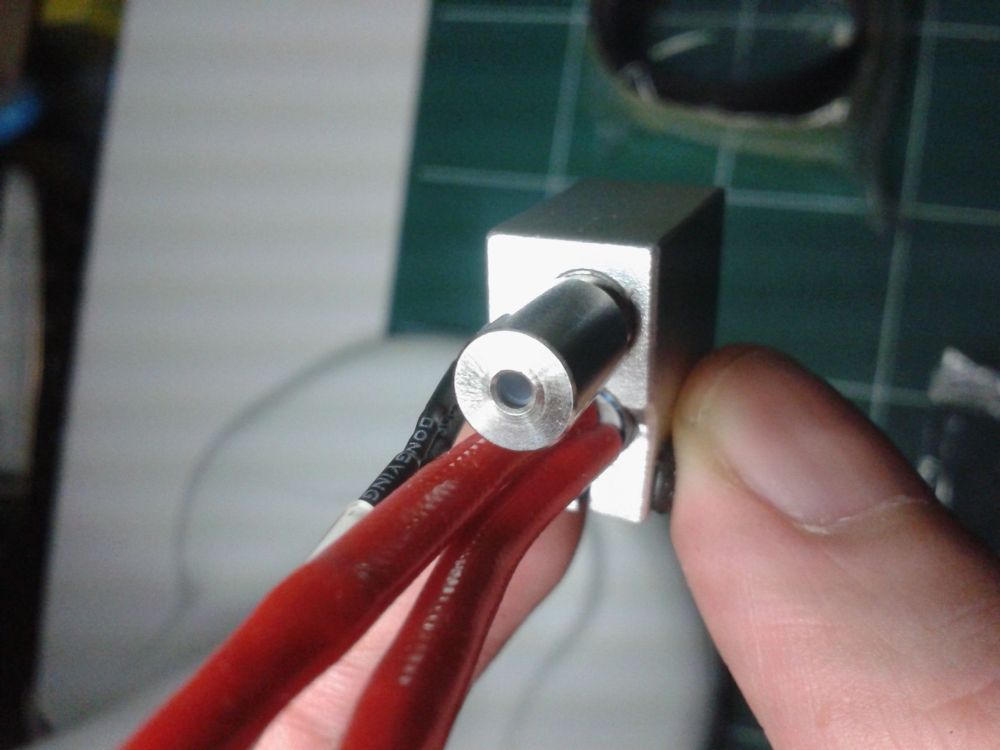
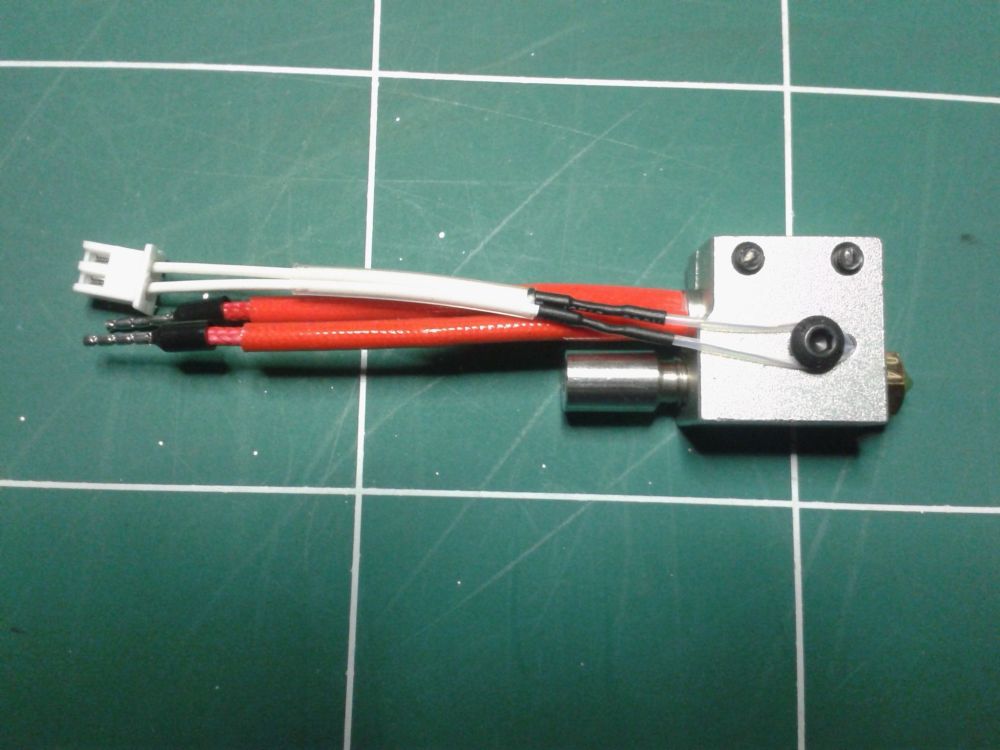
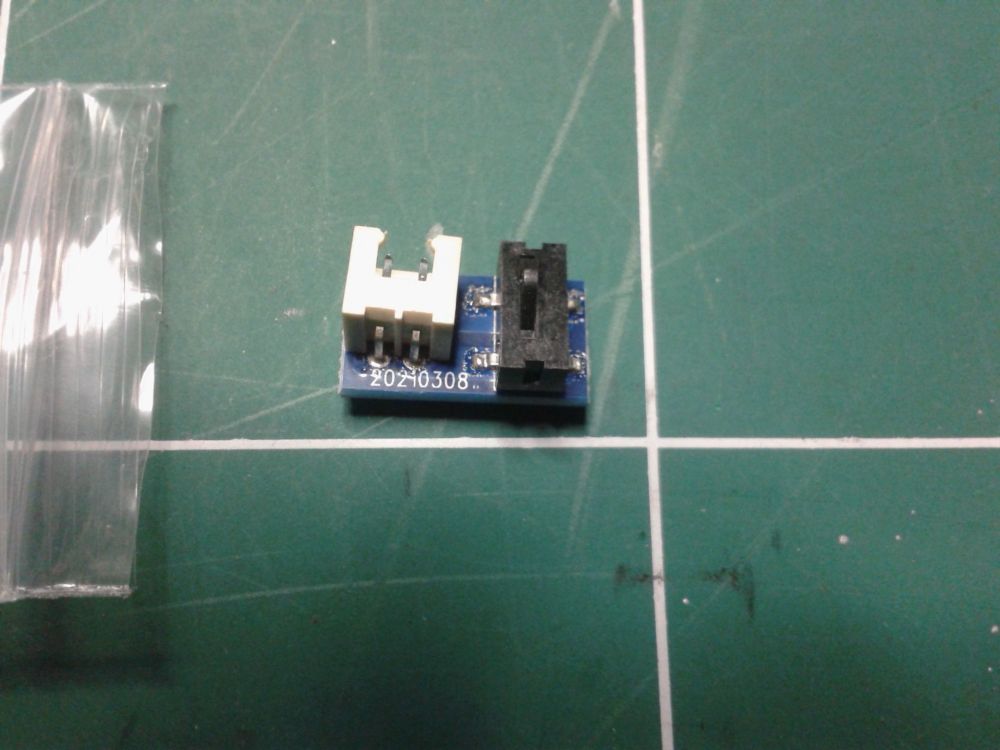
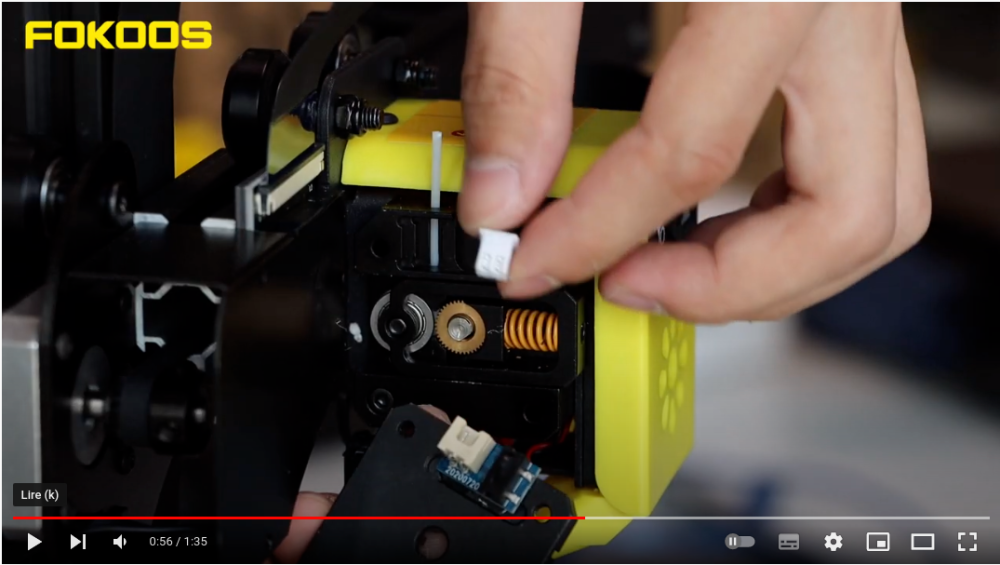
Détails des capteurs de fin de course Pour les fins de course (endstop) X et Z, on retrouve pour chacun, un capteurs inductif "Yamitike GL-8H 2103S" Un bout de ce "endstop" dépasse sur l'axe X Et le voilà bien visible pour l'axe Z ( fixé à droite du profilé extrudé de droite ... ) Quand on approche un objet en métal (un qui "attire" les aimants) , il y a une lumière témoin de déclenchement ( Il semble, que ce soient les mêmes que ceux de remplacement sur certaines versions de Artillery sidewinder X1 ou X2 ) Extrait de https://forum.hardware.fr/hfr/electroniquedomotiquediy/imprimantes3D/imprimantes-artillery-sidewinder-sujet_1902_2.htm Pour l'axe Y, un capteur de fin de course mécanique déclenché par l'appui de ce qui dépasse d'une vis placé sur le support du plateau... Détails du bloc de chauffe Je n'ai pas encore démonté la tête. Mais j'ai commandé et reçu le "FOKOOS Odin-5 F3 3D Printer Accessories" pour 28€99 ( il y avais 6% de promo ! attention ! ) https://de.fokoostech.com/collections/accessories/products/fokoos-odin-5-f3-3d-printer-accessories (sans frais de port, livré par Amazon, on retrouve cet article sur https://www.amazon.fr/Accessoires-imprimante-dimpression-détections-tournevis/dp/B09H2YJHLV mais sans la promo ...) Et donc j'ai deux ensembles pré-assemblés (buse type Volcano 0.4mm, corps de chauffe, thermistance, résistance chauffante, heatbreak). ( à utiliser pour exécuter Fideo15 - Guidance - Replacement of hot end ) Et là déception ( mais je l'avais déjà vu dans la petite vidéo Fideo2 - Guidance - Throat check ) Il y a un bout de tube PTFE bloqué dans le heatbreak (sortable si l'on retire la buse) ... donc les 260°C annoncés sont a éviter et il faut se limiter à 245°C pour éviter de dégrader trop vite le tube PTFE ... ) Aucune inscription sur la cartouche de chauffe ( (A vérifier) une 40W en 24V ??? ) Détails du capteur de filament Pour le petit capteur de filament que l'on trouve dans la vidéo Fideo19 - Guidance - Replacement of detection sensor c'est un genre de tout petit micro switch (mais qui ne "clic" pas) avec au lieu d'une lamelle un petit bout arrondie de plastique qui bascule / s'enfonce (surement monté sur un mini ressort)










 1 point
1 point -
c'est peut-être le cas, mais je te conseille très fortement de le vérifier. Si tu as flemme de le faire avec un ordi, tu trouveras ici une méthode qui utilise des fichiers. Sinon, tu as peut-être un souci matériel. Voir ce sujet pour analyse: Pour info, lorsque tu veux partager une vue de ton écran, sache que tu peux faire une impression écran (sous Windows, touche imp écran ou l'outil de capture) que tu enregistres dans une image vide. La vue sera plus lisible qu'une photo. PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)
 1 point
1 point -
Donc c'est car tu a un script de post traitement "Timelaps" qui est activé. A coté du bouton découpé tu dois avoir un icone plus petit avec une petite bulle rouge (un compteur) clic dessus et efface le post traitement. Et pris de vitesse par @pommeverte1 point
-
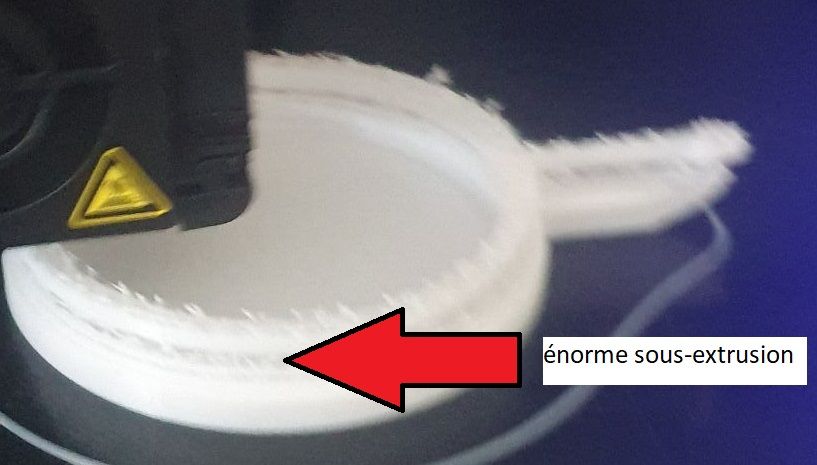
Salut, Aujourd'hui, on va inverser les rôles. D'habitude je demande le fichier Gcode et c'est le poulet ( @PPAC ) qui se charge de l'analyse . Effectivement, dans le gcode, on voit ceci à chaque début de couche: ;TimeLapse Begin G1 F9000 X0 Y190 ;Park print head M400 ;Wait for moves to finish M240 ;Snap Photo G4 P700 ;Wait for camera Est-ce que tu n'as pas coché une option dans Cura pour faire un timelaps? ou ajouté un Gcode dans le post-traitement (menu Extension-> post-traitement)? PS: tu as un gros problème de sous-extrusion. As-tu calibré ton extrudeur? (étape1 de ce tuto) Edit: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications) Courage, ça doit être compliqué de porter ce nom avec la canicule. Tu vas finir en flaque à ce rythme là1 point
-
Tu dois être plus appétissant ...1 point
-
Salut, je pense qu'il y a méprise Mr le juge, il me semble que vous vouliez parler de @RFN_31 oui, en plus de dire n'importe quoi sur le forum, je fais dans la délation
 1 point
1 point -
Problème résolu Démontage capot nettoyage dépoussiérage renfichage des câbles firmweare su carte SD remise sous tension de l'imprimante ( "reeinit eeprom" l'équivalent d'un "factory setting" suivie d'un "save settings" ) comme a dit PPAC J'ai pas trop de problème en programmation et c'est reparti comme en 14 disait mon grand père Bien merci a vous deux Ce que j'ai écrit ci-dessus c'est la synthèse rapide j'explique j'ai fouiné sur le net et j'ai installé un bootloader avec mon arduino pour reflasher mon firmware ..........la suite vous la connaissez sûrement Mais merci quand même je ne savais pas que on pouvait faire tout ça avec cette imprimante
 1 point
1 point -
Je fais jamais les MAJ donc j'ai pas de problème J'ai pas compris le souci que tu as, tu as fait la mise à jour et tu fait des tests écran ok, mais c'est quoi ton souci du coup ?1 point
-
Il faut aussi que la cartouche chauffante suive pour passe a 300°c sans faire souffrir l'alim et mosfet (en théorie avec la 60w d'origine cela devrait passer)1 point
-
@Shun Salutation et bienvenus sur le forum ! (A l'avenir, pense a convertir les fichier .heic en un format plus générique avec par exemple https://convertio.co/fr/heic-jpg/ histoire d'avoir plus de vus et d’éventuelle réponses) A tu déjà regardé https://blog.honzamrazek.cz/2021/06/fixing-the-backlight-always-on-problem-on-elegoo-saturn/ ( lien trouvé sur un groupe Facebook ( il me semble que c'est ELEGOO SATURN JUPITER FRANCE ) Qui explique que cela peut venir d'un Mosfet sur la carte mère et qu'il est possible si tu a les compétences et le fer a souder qui vont bien d'en utiliser un autre (mosfet) qui se trouve sur la carte, mais non utilisé ... ) Sinon au plus simple, changer la carte mère. (donc demander au SAV de Elegoo https://www.elegoo.com/pages/support si encore sous garantie ) Tiens nous au jus et bonne continuation.
 1 point
1 point -
Le résultat est top ! Tu utilises les vapeurs de tes vieilles chaussettes pour le smoothing ?1 point
-
Normal le petit encadré rouge avec du RAF dedans ?1 point
-
Non Pas avec une carte 1.1.4 qui est une carte 8 bits (Atmega1284 ou Atmega2560) => pour flasher / reflasher un firmware sur ces cartes il faut connecter l'imprimante à un ordinateur via un câble USB et utiliser un logiciel (Xloader ou autre) pour effectuer le transfert (en espérant que la carte soit munie d'un chargeur de démarrage, ce qui n'est pas le cas de toutes les cartes v1.1.4). On peut également utiliser une clé USBAVR/ISP pour se connecter directement sur le connecteur ICSP de la carte pour flasher un firmware quand la carte est dépourvue de chargeur de démarrage. Si tu as réussi à flasher via la carte SD, ta carte n'est certainement pas une V1.1.41 point
-
Ok, c'était simple comme bonjour. J'ai quand même déconnecté l'écran. Maintenant, reste plus qu'à trouver comment régler tout ça ! J'ai pris la version MBL sans BL touch. Je vais essayer tout ça !1 point
-
Exact, il n'y en a pas. La pâte thermique quand éventuellement on en met c'est plutôt sur le heatbreak du côté radiateur pour faciliter l'évacuation / le transfert thermique afin que le filament dans cette zone reste en dessous de la phase de transition vitreuse (55-60°C pour le PLA, plus pour PETG, ABS, …). Si on devait mettre de la pâte thermique sur / dans le corps de chauffe, comme l'a dit la pomme pas mûre ( @pommeverte) à moins que ce ne soit une granny, il faudrait en mettre une supportant 300°C donc pas le genre de celle utilisée pour les processeurs d'ordinateur. EDIT: la thermistance débutera son parcours à la levée du courrier demain mardi1 point
-
Alors pourquoi acheter une Creality ?!?1 point
-
Bonjour tout le monde, Je suis tombé sur cet article : https://amzn.eu/d/c5xirrv Est-ce que qu'un l'a testé et a réussi à exploiter ses propriétés ? Si oui, sur quels paramètres faut-il jouer afin de pouvoir réussir son impression ? Ça m'intéresse dans le cadre de fabrication de modèles d'ailes volantes. Par avance, merci. Amitiés Michel1 point
-
Je pense que le pb vient que l'impression n'est pas lisse (logique puisque c'est un dépôt de filament ) contrairement au carrelage. Donc soit lissage de la pièce ou ajout d'une pièce lisse intermédiaire sur ton dérouleur. Pour le lissage, il semble, je n'ai pas testé, que le dichlorométhane fasse le job (mais c est pas innocent comme opération). J'ai testé le lissage à la colle a bois, c'est pas si mal. Quant à la pièce intermédiaire lisse , il faut forcément la fixer ( modif pour inserts pour des vis par exemple)1 point
-
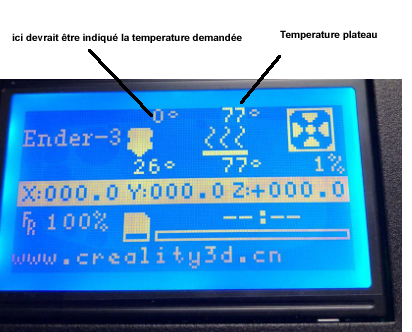
Je me pose une question en voyant la photo de l'écran de la Ender de @dd30. Un fichier à imprimer est il chargé depuis la SD lorsque la photo à été prise ? Et dans ce cas ce serait la consigne du plateau qui serait restée à 77°C et celle de la buse à 0 à l'état d'attente ? C'est peut être ne question idiote de ma part.1 point
-
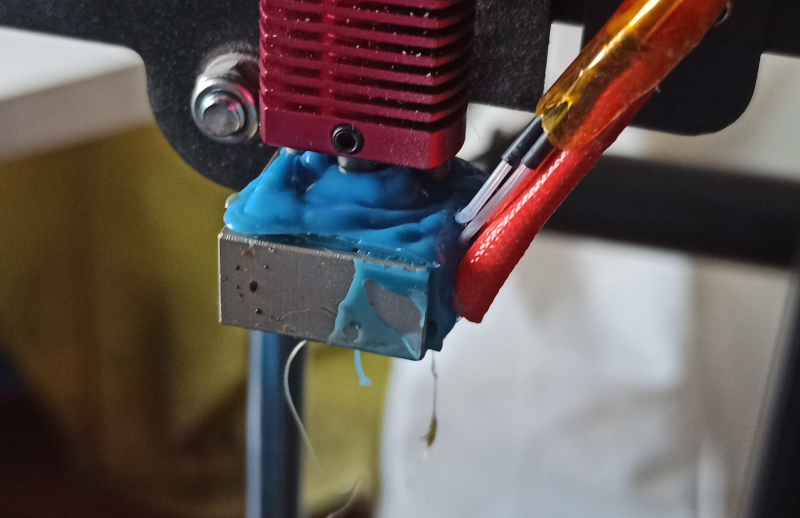
J'ai trouvé...... Bon @Titi78, j'aurais du suivre ton tuto finalement parce que c'est bien le montage de ma hotend qui au final était foireux, puisque j'ai refait la même. En gros, au départ, les vis FHC qui bloquent la tête chauffante au radiateur s'étaient dessérées, la vis sans tête que maintient le heatbreak au radiateur aussi résultat, le heatbreak s'était dévissé, laissant de l'espace pour que le plastique sous pression ressorte par le dessus et vienne faire des grosses boules de plastiques. Et là, au remontage, j'ai repris le soucis à l'envers, j'avais serré la buse a fond et ensuite placé le heatbreak sur la tête de chauffe du coup j'ai laissé du jeu et voici le résultat. Bref, ce soir démontage de la tête complète, et bah ça m'apprendra à pas faire attention à mon matériel. Je vais arriver à refaire des prints propres en PLA comme en PETG. d'ailleurs, une des erreurs que j'avais aussi c'était de faire des impressions avec des vitesses trop importantes au niveau des supports, j'ai remarqué que j'avais des soucis de tenues des supports qui avaient tendance à se déformer et donc à se faire accrocher par la buse (avec les décalage de pas qui vont avec.) avec des vitesses trop importantes, en particulier pour les interfaces des supports. So Wait and See
 1 point
1 point -
J'ai bien compris ce que dit PPAC sur mon ecran la température pour la buse est 0° alors que sur mon Gcode M104 est a S200
 1 point
1 point -
Ce que @PPAC te dit au niveau de la patience, c'est que ta buse ne commencera a chauffer seulement quand le bed aura atteint sa température définie. Donc attends tu que le bed soit chaud avant de penser que la buse ne chauffe pas ?1 point
-
C'est indéniable. Là j'ai fait un bon de plus de 10 ans en technos d'impressions 3D. Merci et oui je vais continuer le sujet. Revenir sur certain points de la mécanique comme les capteur de fin de cours X et Z qui sont de type inductif? ( et pas des switch ou des optiques), la tête, le bloc de type volcano et regarder l'extrudeur direct drive de plus prés ainsi que son petit détecteur de présence de filament. le fait qu'il n'y a pas d’écrous excentrique pour les galets de l'arche (pour les déplacement en Z) mais un système avec des ressorts pour plaquer les galets contre les profilé extrudé ... proposer un profil d'imprimante .def.json pour Ultimaker Cura plus complet ( pour avoir les vitesses limites a ne pas dépasser ) faire d'autre impressions avec d'autre filaments que le PLA fourni. voir taquiner les limites de vitesses d'impression et de déplacements. Puis tenter de passer a un marlin plus récent pour le mode d'affichage moins jolie mais qui permet normalement les interactions utilisateur pour avoir le M0, M600, ou encore activer M42, M43 voir le buzzer si c'est possible Mais là avec ce beau temps et ces chaleurs, je lézarde1 point
-
Salut @Doorman352, Normalement, c'est TS_V19 et non TS_19 . As-tu essayé de compiler avec TS_V11 et TS_V12? Usually, it's TS_V19 et not TS_19 . Did you try to compile with TS_V11 or TS_V12 option?1 point
-
Mmmmmmm, ce n'est pas faux mais des propos peuvent de suite devenir une citation quand ils portent un message fort et qui résonne chez d'autres Voici le fruit de notre travail, hélas nous étions limités à 6 pages max, ce qui fait que nous n'avons pas pu développer notre analyse comme nous l'aurions souhaité (le prof n'en voulait même que 3). Mais c'était intéressant. Nous espérons que vous apprécierez également. travail de groupe-UE_Tice-Marlène_Flavie_VirginieB_Francois.pdf1 point
-
Bon, avec un peu de patience et en reprenant les basiques calmement on y arrive. J'ai trouvé mon erreur ...dans le start gcode j'ai laissé la ligne M92 E467. J'avais sauvegardé ce code car cura me joue des tours au changement de version mais depuis j'ai changé de bloc extrudeur/hot end mais j'ai gardé le gcode... Le nouvel extrudeur après calibration est à 445 donc une sacrée différence. Ca explique pourquoi j'avais ces difficultés depuis le changement de matériel. Maintenant: - Retraction ok - Bed leveling ok - Bed adhesion ok après ponçage léger (600) du plateau + colle UHU. Déjà un problème apparu depuis peu. J'avais tenté un plateau PEI amazon mais retour à l'expéditeur car mauvaise qualité. - Linear advance avait aussi une influence. De base à 0.12, mon meilleur réglage est à 0.08 Mon seul point restant c'est le Z du cube de calibration à 20.25mm en moyenne au lieu de 20mm. je vais tenter de faire un calibrage de l'axe Z et si pas convaincant je remets la valeur par défaut. @Tony67 et @MrMagounet merci d'avoir posté vos réponses...
 1 point
1 point -
Non,aucun soucis, ce n'est pas comparable à de la mousse PU. Le filament 'gonfle' raisonnablement comme tu peux le voir en debut de video. Je l'ai surtout utilisé pour faire des bullets de nerf, la base en mousse, le haut en dur. wahahahaah1 point
-
Salut... Tout en continuant mes expériences de lissage a froid... Je réfléchis à ma future chambre de lissage active Pour cela... un petit lien intéressant vers la compatibilité des matériaux avec l acétone : https://compatibilite-chimique.com/produits/acetone Dejas... il semble que les ventilos de pc ne sont pas sensibles au vapeurs puisque le miens fonctionne toujours... Il me reste plus qu a trouver du tuyau souple résistant ( je vais essayer avec du tuyau d aspirateur) pour faire une ventilation d'air chaud regulée en circuit fermé...1 point
-
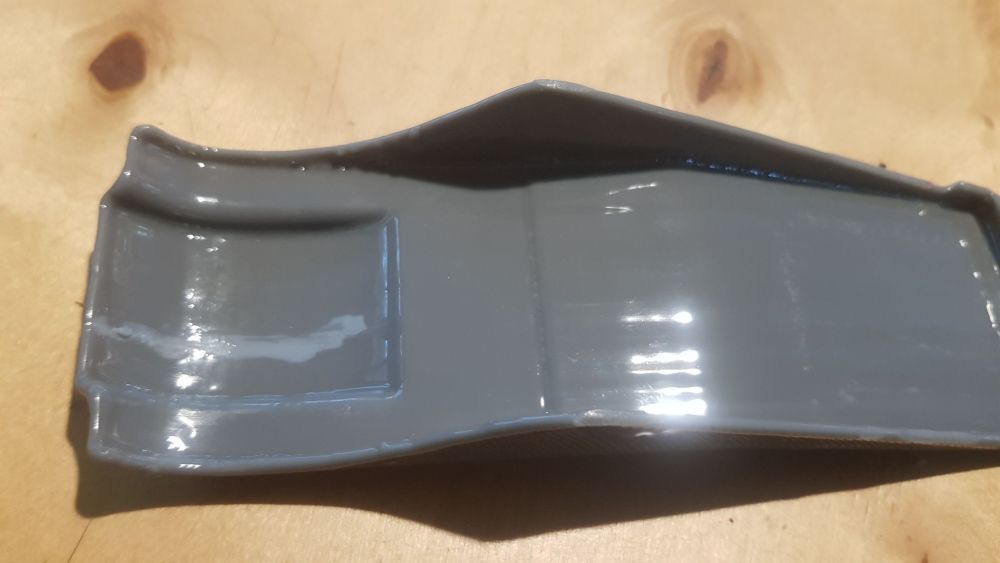
Petites photos d'une impression raté , sauvée par un lissage a froid : la pièce s'est délaminée légèrement en cours d'impression ... ici j'ai recoller a la colle cyanolite avant le lissage mais j'aurais dus utiliser de la bouillie d’acétone+abs pour éviter les traces blanches... Par contre je constate que le lissage fait fusionner l'abs avec la colle cyanolite... donc ca peut être intéressant dans le cadre de pièces mécaniques .... Comme par exemple mettre une fine couche de cyano sur les parties de la pièce a renforcer avant le lissage

 1 point
1 point -
Pas celui de gauche, sauf pour attendre la fin des impressions !!!
 1 point
1 point -
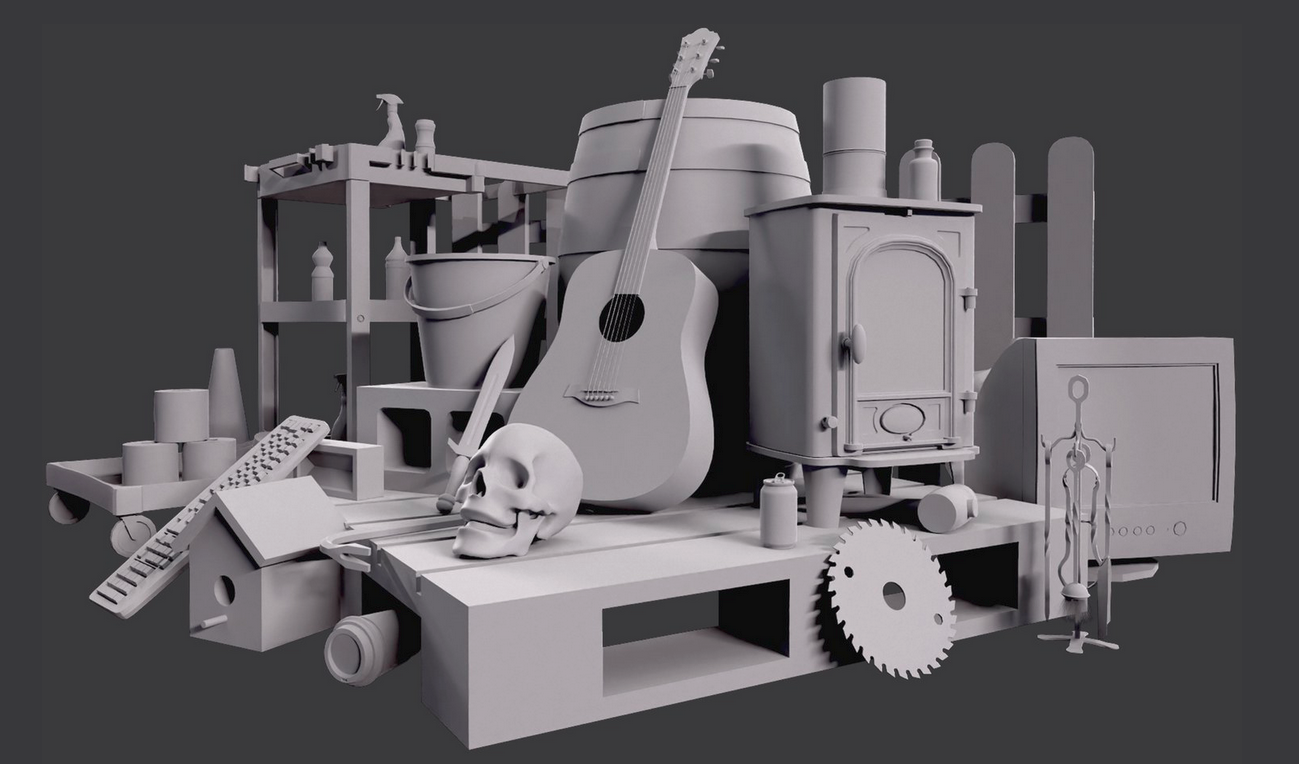
Bonjour à tous, Aujourd'hui je ne vous propose pas de tutoriel, mais un lien vers une librairie d'objets 3d... THE BASE MESH, On y trouve plus de 250 objets, libres de droits et entièrement gratuits (ce qui ne vous empêche pas de faire un don à l'auteur). Vous pouvez donc les télécharger, les modifier, vous en servir de base pour créer d'autres pièces. Tout est aux formats .obj et .fbx...
 1 point
1 point -
Pour l'axe X, qui est en fait X et E j'ai acheté un vrai Hiwin, la différence est visible comparé à une copie. Pour l'axe Y, ce n'est pas nécessaire, c'est du chinois de bonne facture et il y au total 4 chariots qui peuvent éventuellement compenser un petit défaut, et j'avais pris soin de commander un chariot supplémentaire au cas ou. Le rail avait un longueur de 600 mm , que j'ai réduit à 500mm à la Dremel. https://www.123-3d.nl/123-3D-MGN12H-lineaire-slider-60-cm-i1400-t14800.html pour le rail + chariot https://www.123-3d.nl/123-3D-MGN12H-lineaire-slider-blok-i1620-t14800.html pour les chariots il y a le budget : 1 an sans resto et 2 ans sans vacances1 point
-
De rien Défaut de mon ancienne profession: pédagogue un jour, pédagogue toujours => ne pas donner simplement une réponse mais l’étayer, l'argumenter pour que chacun puisse ensuite aller à la pèche (au lieu simplement de manger le poisson qu'on lui a donné)1 point
-
Prima m'a renvoyé un plateau ! Par contre je viens de le recevoir, et le carton était bien trop fin ... Résultat, plateau tordu à la réception .

 0 points
0 points