Classement



Contenu populaire
Contenu avec la plus haute réputation dans 26/09/2022 Dans tous les contenus
-
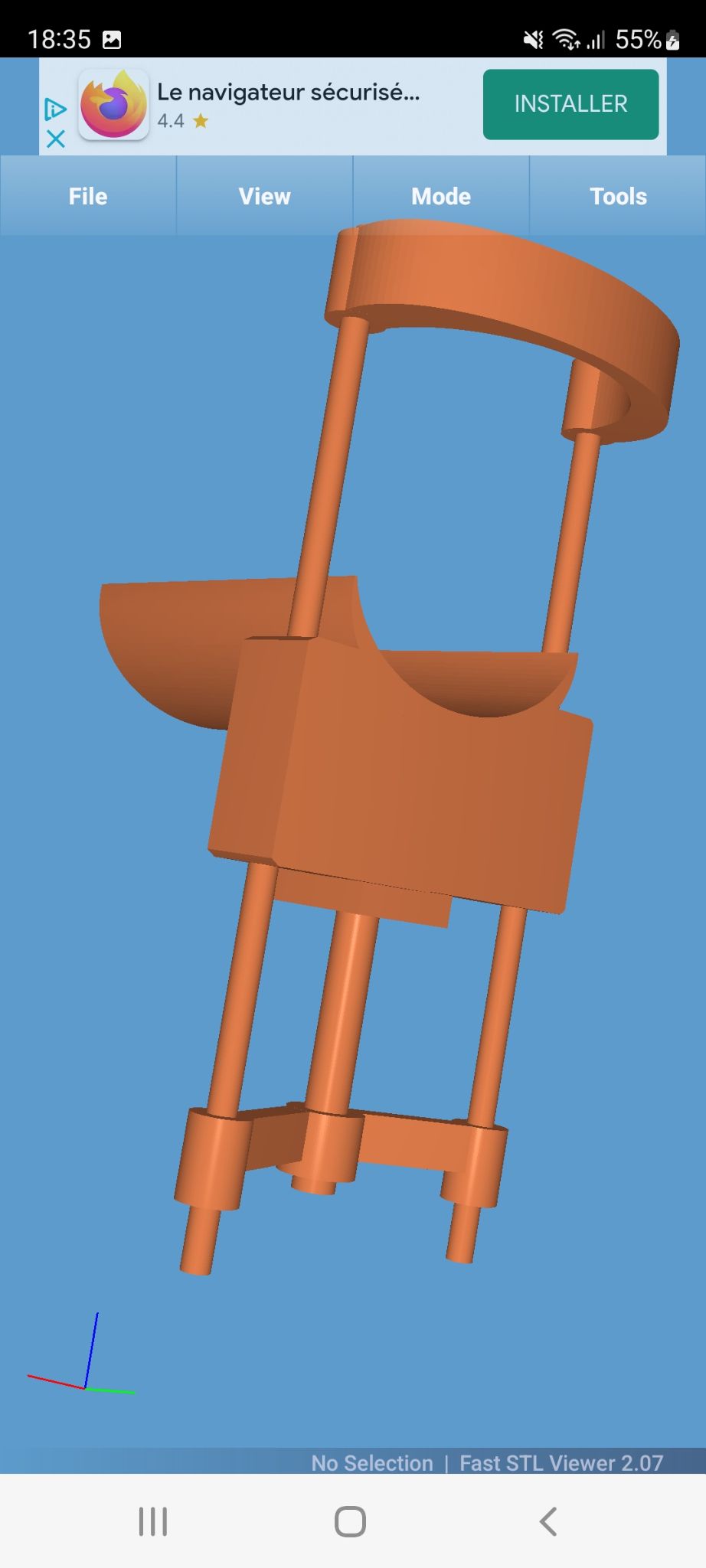
Rien d exceptionnel mais suite à une grosse entorse , me suis modélisé et imprimé une bequille "main libres"

 6 points
6 points -
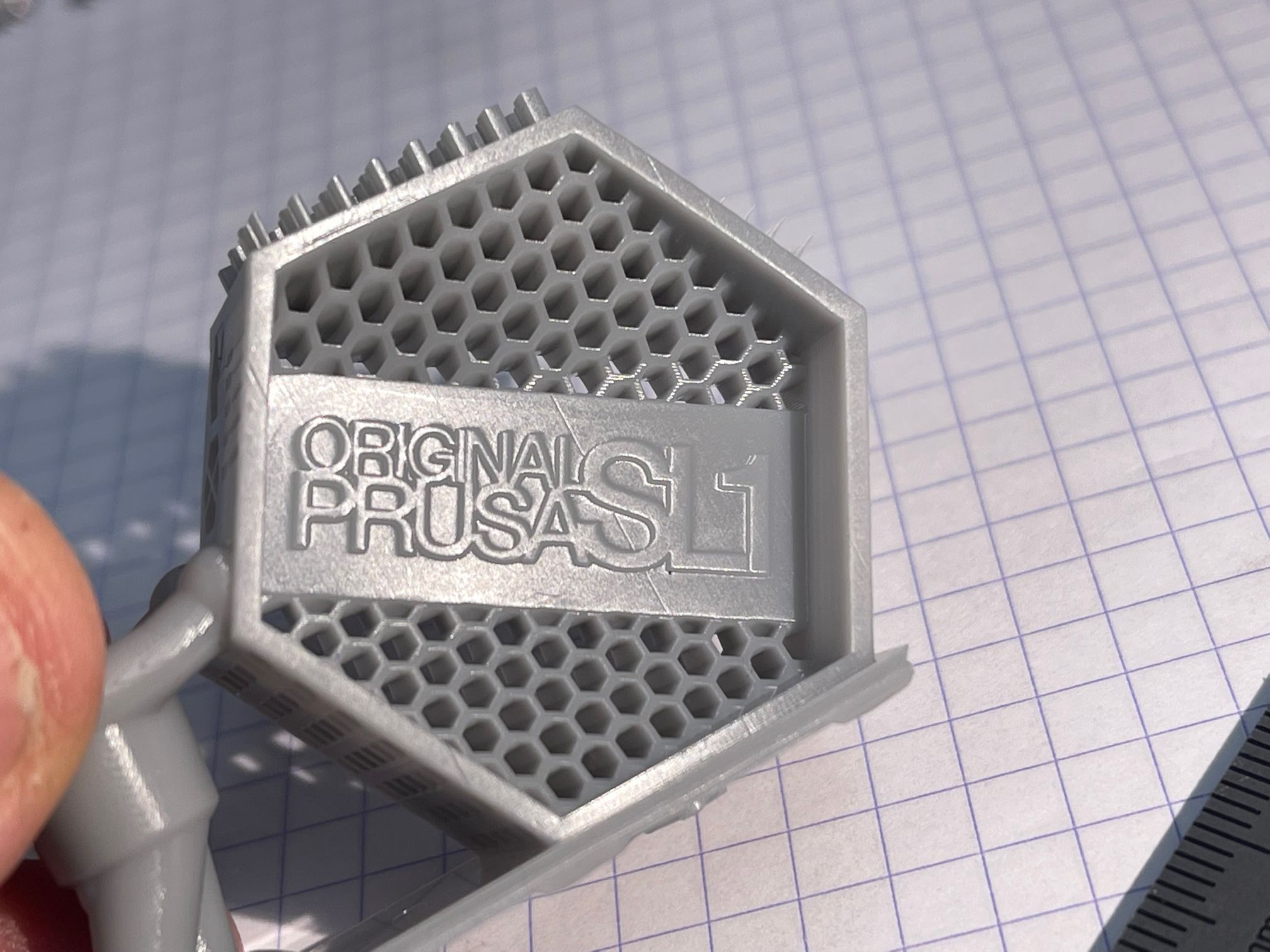
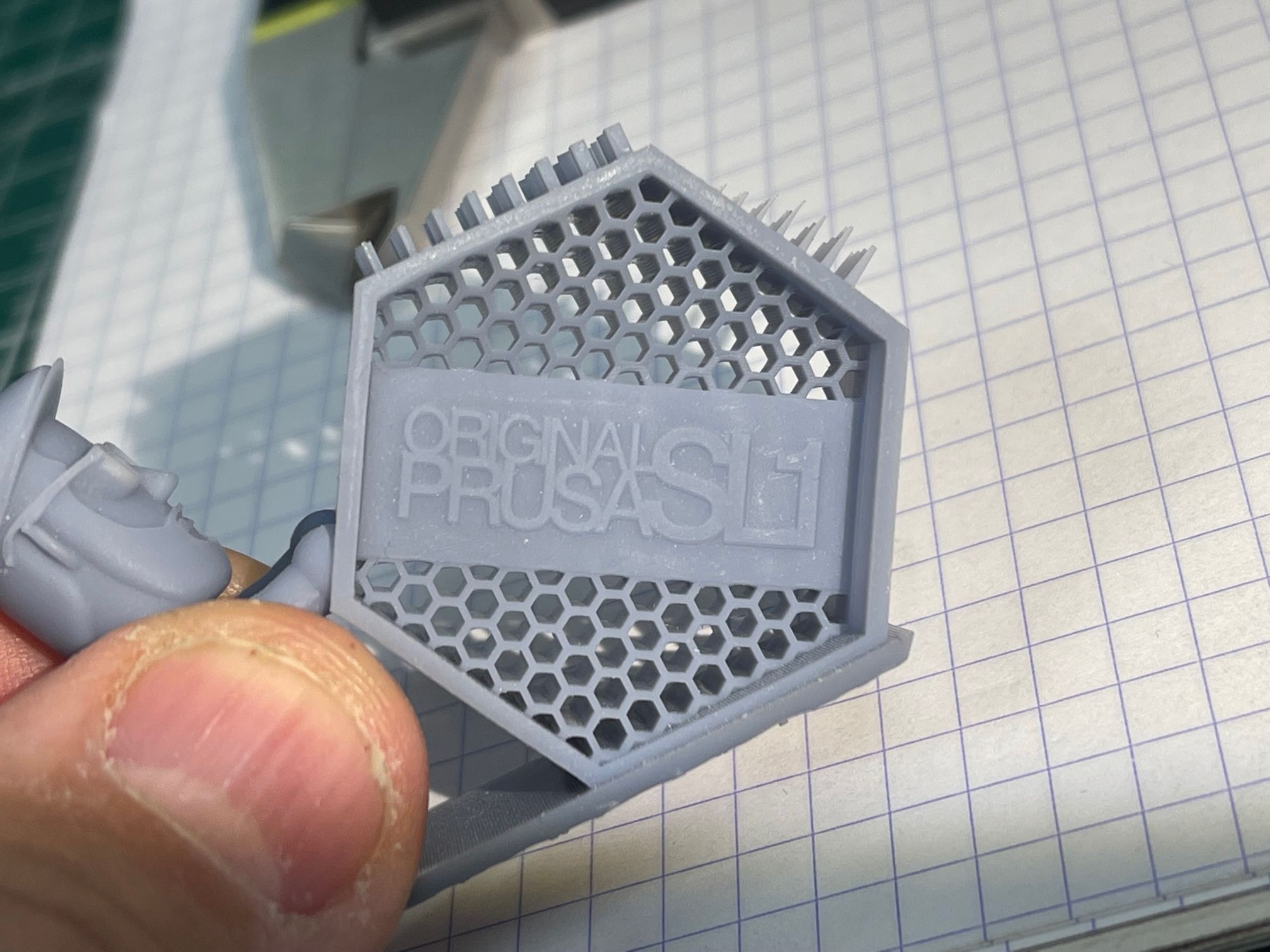
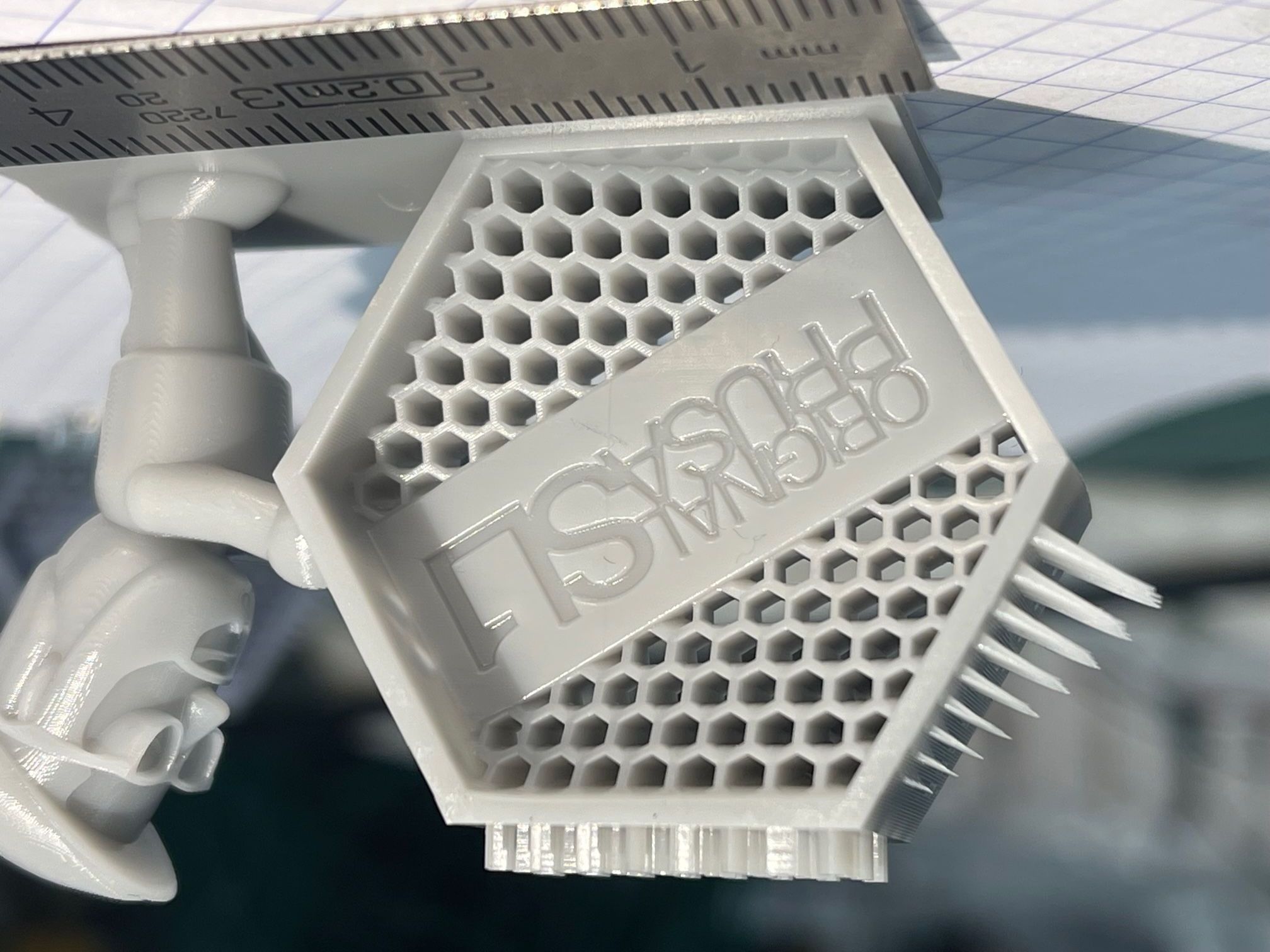
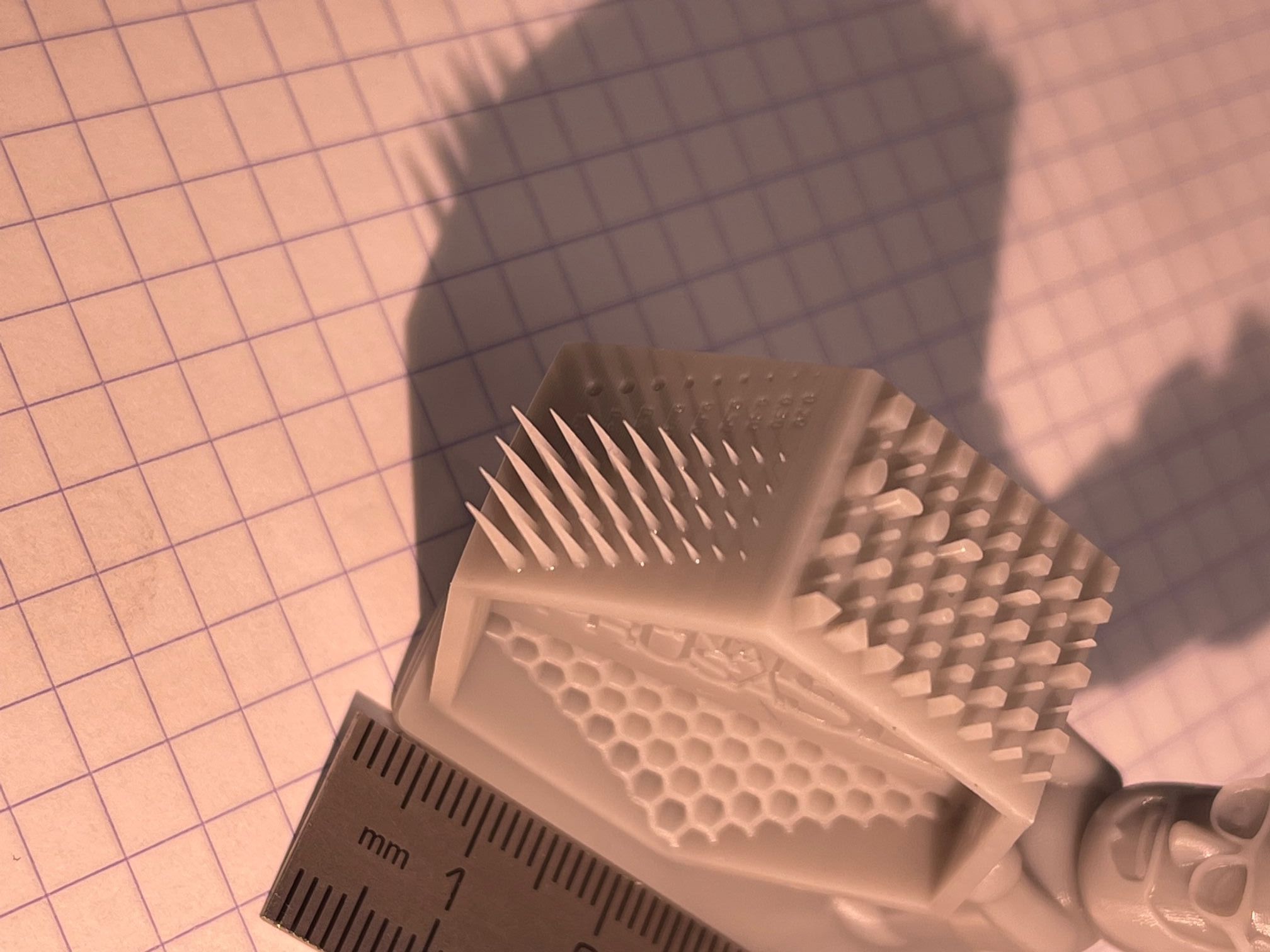
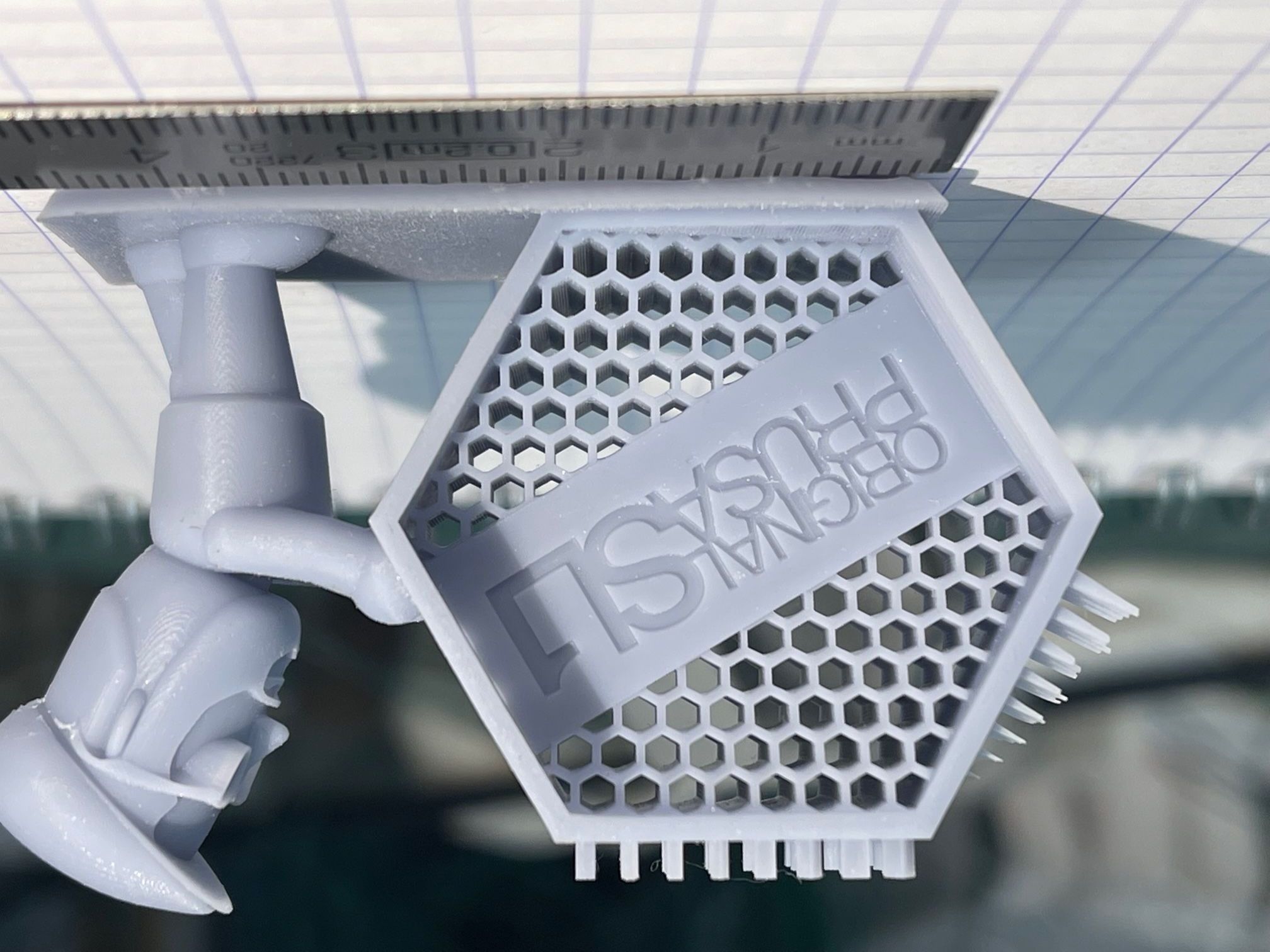
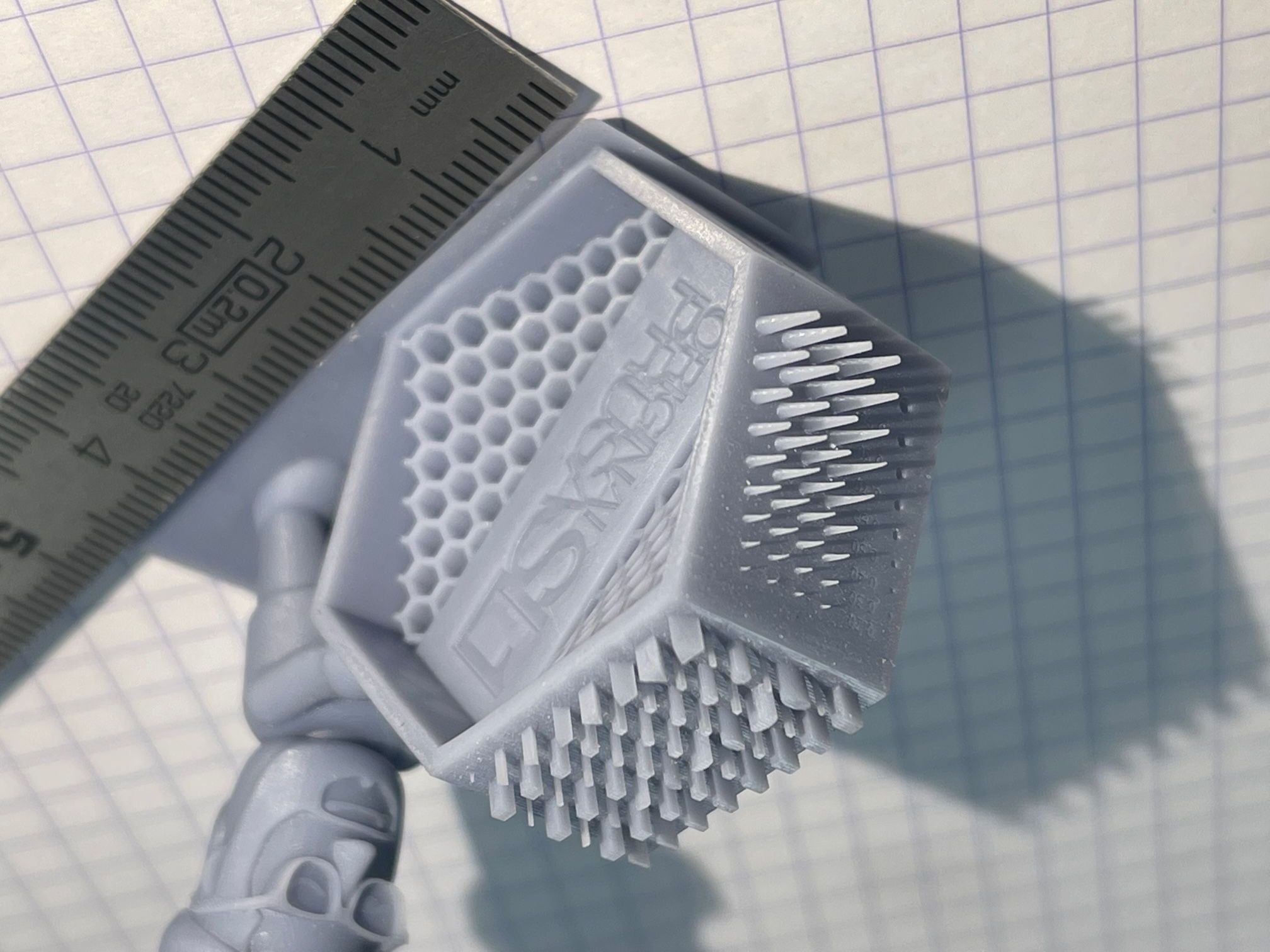
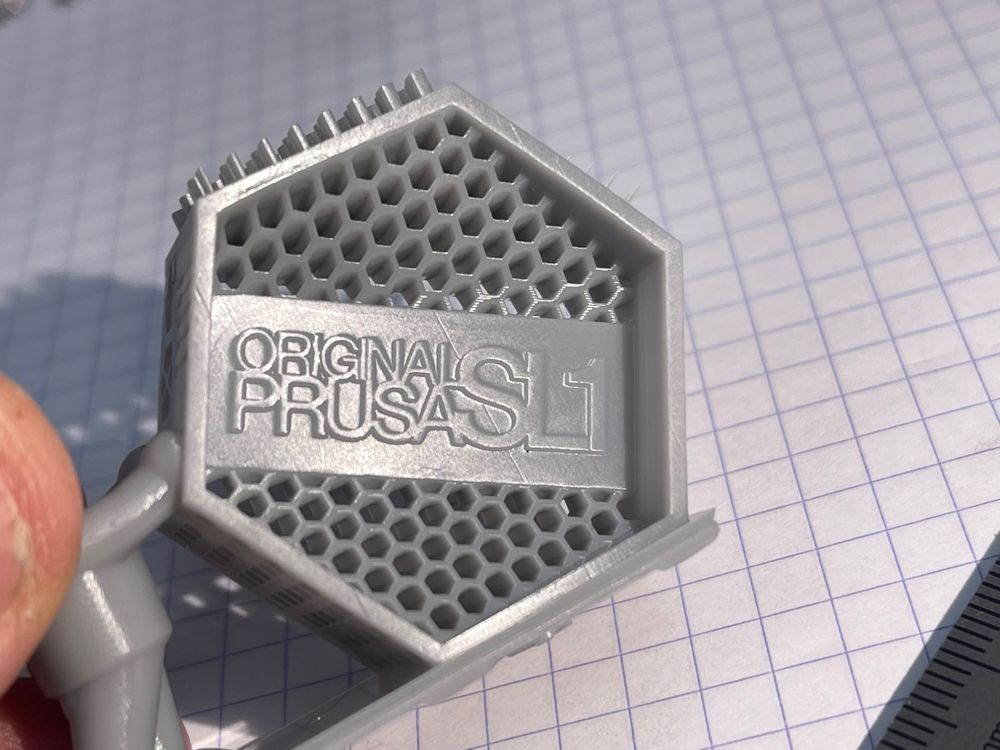
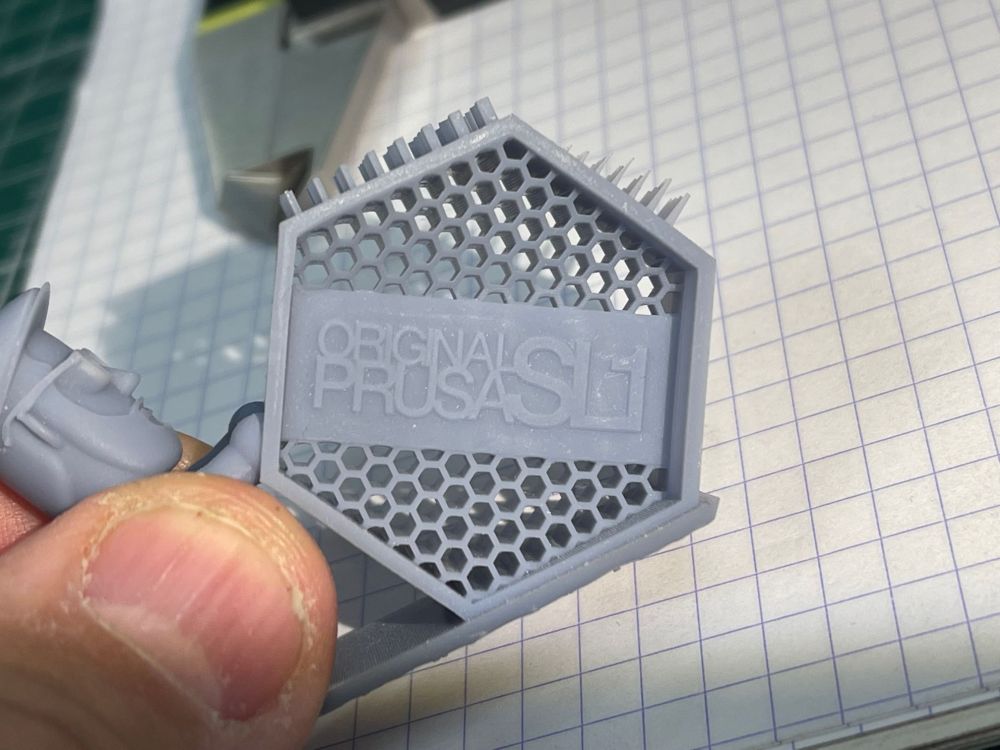
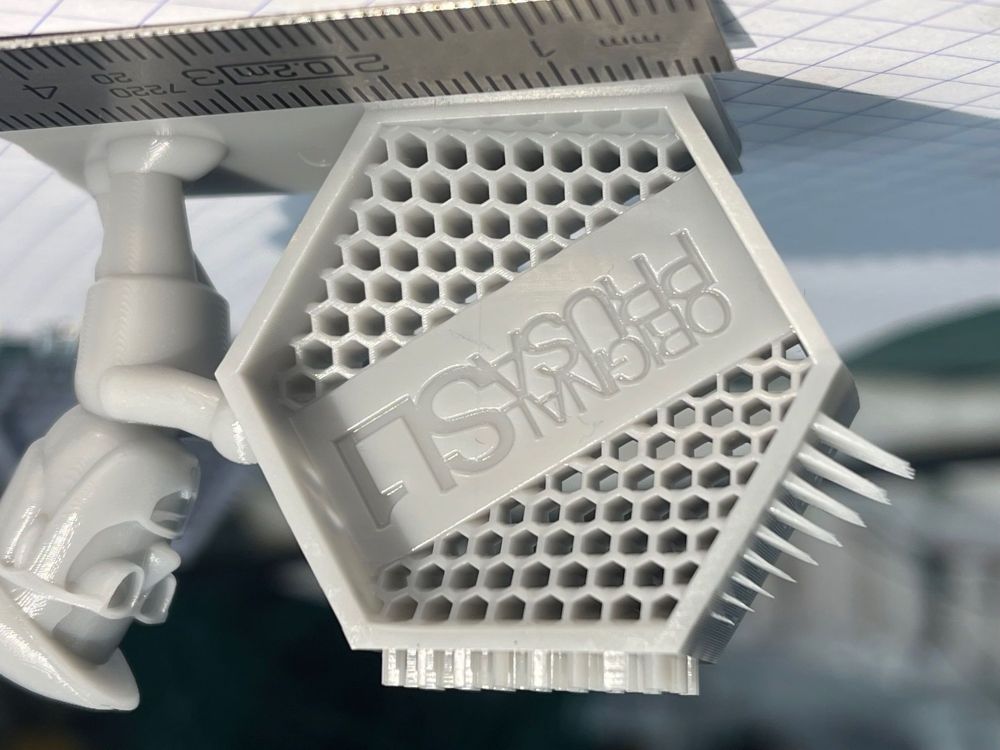
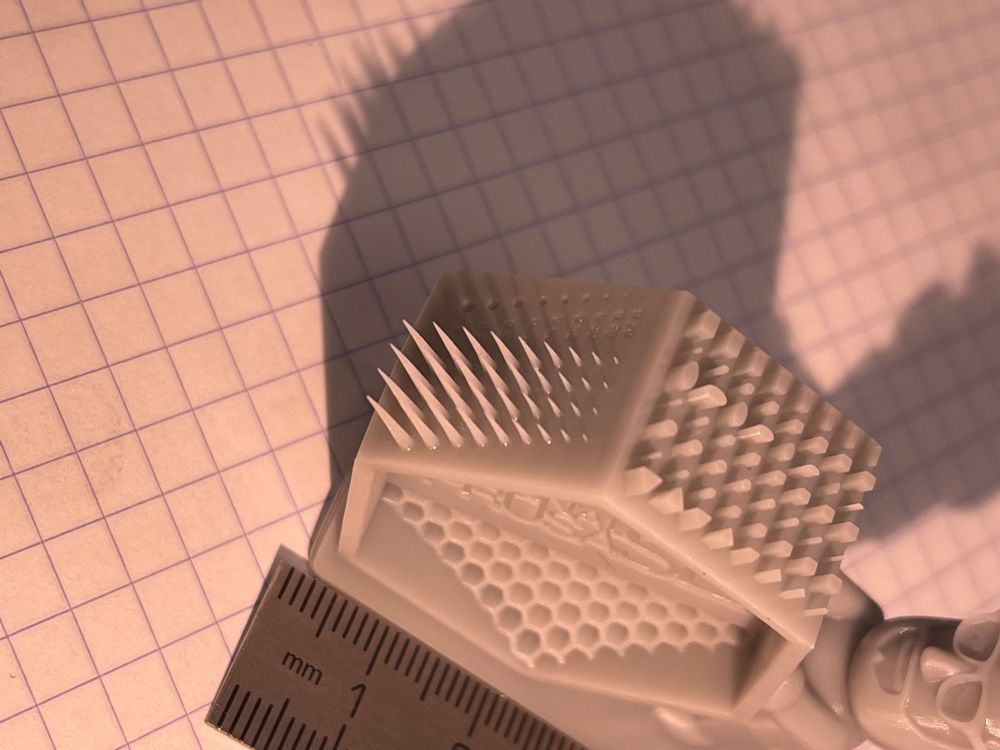
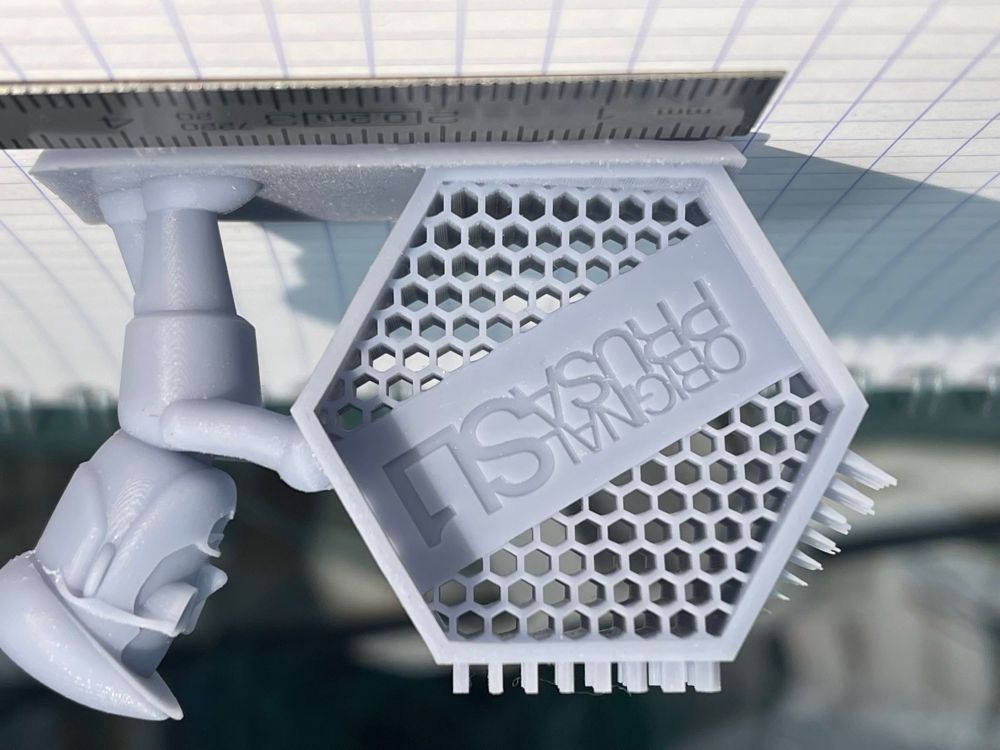
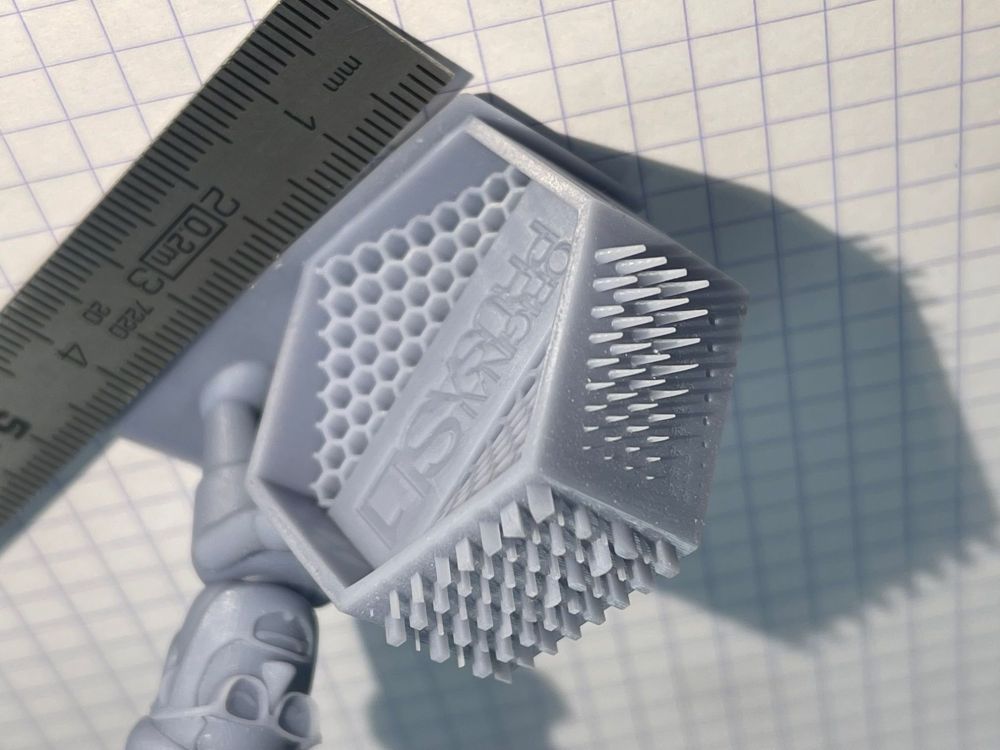
La seconde pièce s'est bien imprimée, ouf. Je l'ai passée dans le Wash & Cure Prusa (plus pratique pour les petites pièces) Ce soir je ferais des photos comparatives des pièces. Quatre heures plus tard J'ai un peu de temps ce midi, donc voici les photos comparatives: Les trois photos Phrozen Les trois photos Prusa (pièce imprimé il y a un an) Les très fines pointes de la Prusa ont disparu car malmené sur mon bureau. Quels sont vos avis entre Prusa et Phrosen.
 5 points
5 points -
Malheureusement, y'a énormément de monde sur Facebook. Je dis malheureusement car j'y trouve le contenu hyper mal organisé et on retrouve constament les mêmes questions... Sans compter certaines personnes parfois très toxiques. Je préfère largement l'ambiance que vous mettez tous ici En ce qui concerne developpez.net, c'est un domaine qui touche déjà beaucoup plus de monde de base L'impression 3D ça reste une niche chez les particuliers. Et pour en revenir à ta question initiale... je ne sais pas y répondre4 points
-
C'est illisible et un foutoir sans nom (un peu comme les réseaux sociaux) impossible d'y retrouver quoi que ce soit. Mais c'est à la mode parce que c'est instantané et que tout doit être instantané de nos jours Personnellement : je n'y crois pas (mais bon je ne croyais pas aux réseaux sociaux non plus, alors mes croyances ne sont pas forcément les bonnes ) Clones ?3 points
-
On est jamais mieux servi que par soi-même... Bon rétablissement2 points
-
J'utilise le même type de prise sur mes imprimantes c'est plutôt pratique et fonctionne assez bien, et les donné de conso instantané ou sur historique etc c'est pas mal de temps en temps2 points
-
Ca c'est parce que vous êtes trop vieux pas assez jeunes . Les jeunes (ou presque) ne jure que par cela ... Bon moi aussi visiblement à 38 ans je ne suis plus assez jeune. Tout à fait mon bon monsieur, merci. C'est ce film où les gens sont en VR H24, , ils quittent uniquement leur lit pour aller manger, et se contente de vivre le reste du temps à travers leur clone, comme ça, plus de risque de se blesser, d'avoir froid ect ...2 points
-
Et malheureusement, on va sûrement revivre ça en pire, avec l'arrivée de Meta et son Metaverse, sorte de monde virtuel avec immersion "totale" ... Aujourd'hui on en voit déjà les pubs qui vantent son utilisation pour la chirurgie, les études ect ... si cela s'arrêtait là, je dis pourquoi pas. Mais vu le budget de développement et l'activité initial/principale de Meta, on sait tous que cela n'en restera pas là (mais aussi parce qu'il y aura de la demande et pas qu'un peu). Sauf qu'au final, cela va finir avec toujours plus connecté, et les gens préfèreront leur vie heureuse dans le Metaverse à leur vie "moins heureuse" dans la réalité. Car nous sommes dans une société qui nous pousse à encore plus consommer, à de moins en moins penser par soi-même, et à nous encourager à ne plus connaître, ni peur, ni peine ni désespoir. C'est pourtant une partie de notre humanité. Et pourtant rien (quelque réalité virtuelle que ce soit) ne remplacera jamais un magnifique paysage, un coucher de soleil rasant, le bruit des oiseaux, des abeilles qui bourdonnent ou encore de l'eau qui coule avec le soleil qui vous chauffe la peau, le vent qui caresse votre visage ou encore la pluie qui chatouille votre nez. Cela me rappelle je ne sais plus quel film avec Bruce Willis (le titre me reviendra sans doute). Et @electroremy on sera contraint de s'y mettre, entretien d'embauche en VR, entretien avec le banquier en VR, services publics (même si ceux-là, vu leur rapidité d'adaptation ce n'est pas de si tôt ). Je ne saurais dire à quelle échéance, mais sûrement bien plus tôt que l'on ne pourrait croire ^^. Quand à Facedebook, rappelez-vous, quand c'est gratuit, c'est que le produit c'est vous.2 points
-
Rarement ici car les modérateurs veillent Rien de plus à ajouter à ton analyse des réseaux asociaux, je préfère de loin un forum comme ici où les informations sont d'accès facile à ceux qui les cherchent vraiment. Je fais partie comme toi des anciens qui ont connus les balbutiements des BBS, news, Compuserve, les premiers modems (mon premier celui du Minitel avec son anémique 75/1200 bauds), Internet au début… Il valait mieux à l'époque respecter la Netiquette sauf à en subir les conséquences. La «mode» depuis un certain temps est Discord qui se voudrait un remplaçant des fora mais franchement je n'adhère pas. Quant à ta question de départ, désolé mais je n'ai pas de réponse (comme à beaucoup d'autres choses d'ailleurs). Au doigt mouillé, je dirais que l'on est plusieurs dizaines de milliers à utiliser des imprimantes 3D.2 points
-
ça dépend des pt1000 (il me semble que ceux de TL sont branchables directement, contrairement aux pt100)2 points
-
Mise à jour concernant la prise en charge d'une Webcam USB La OrangePi Zero2 me posait quelques soucis avec les Webcams. A la première connexion, généralement le flux était visible. Un redémarrage plus tard, la Webcam n'était plus accessible. Un ls -l /dev/video* listait les périphériques actuels du système : $ ls -l /dev/video* crw-rw---- 1 root video 81, 0 23 juil. 12:11 /dev/video0 crw-rw---- 1 root video 81, 1 23 juil. 12:11 /dev/video1 crw-rw---- 1 root video 81, 2 23 juil. 12:11 /dev/video2 En approfondissant, Webcam connectée en USB et reconnue par le système (lsusb), en listant les périphériques gérés via V4L, seuls video1 et video2 étaient rattachés à la Webcam, pas le /dev/video0 : $ ls -l /dev/v4l/by-id total 0 lrwxrwxrwx 1 root root 12 23 juil. 12:11 usb-SHENZHEN_AONI_ELECTRONIC_CO.__LTD_Full_HD_webcam_AN202005290003-video-index0 -> ../../video1 lrwxrwxrwx 1 root root 12 23 juil. 12:11 usb-SHENZHEN_AONI_ELECTRONIC_CO.__LTD_Full_HD_webcam_AN202005290003-video-index1 -> ../../video2 Bingo Visiblement la OPiz2 doit s'attribuer le video0 pour sa sortie HDMI. Le mjpeg-streamer peut être utilisé en précisant quel périphérique vidéo il faut prendre (option: -d /dev/videoX). Modification du fichier /home/pi/scripts/webcamDaemon en ajoutant cette option dans la variable MJPGSTREAMER_INPUT_USB pour obtenir : MJPGSTREAMER_INPUT_USB="input_uvc.so -d /dev/video1" Quelques redémarrages plus tard, la Webcam s'affiche toujours. Le script «3-install-octoprint.sh» de mon dépôt a été modifié pour prendre en compte cette modification.2 points
-
Bonjour, Je me suis mis tardivement à l'impression 3D, fin 2017. J'avais 37 ans. Passionné de bricolage, j'utilisais pas mal d'autres techniques pour fabriquer des objets : 1) Electroportatif, menuiserie et mécanique de base : - Machines fixes "basiques" : scie circulaire de table, défonceuse sous table, cylindre oscillant, touret à meuler, lapidaire, perceuse à colonne, cisaille, plieuse - Electroportatif : perceuse, scie circulaire, scie sauteuse, disqueuse, ponceuses, poste à souder, pistolet à colle 2) Usinage conventionnel - Tour à métaux - Fraiseuse 3) Usinage CNC - Petite fraiseuse CNC Je me suis demandé quelle place allait occuper l'impression 3D parmi tout ça... Simple gadget ou équipement vraiment utile ? J'ai une prusa I3 MK2 avec coffret pour imprimer de l'ABS, et une chambre de smoothing à l'acétone. Et aussi une petite Anycubic Photon S L'impression 3D a trouvé un vraie place chez moi. Si je devais faire un classement, du plus utilisé au plus rare, ce serait : 1) Electroportatif, menuiserie et mécanique de base 2) Impression 3D 3) Usinage conventionnel 4) Usinage CNC Le groupe de machines "électroportatif, menuiserie et mécanique de base" reste indispensable pour faire des meubles, des travaux, des objets variés en bois, en métal ou en plastique. Mais juste après, c'est l'imprimante 3D qui entre en scène. Il m'arrive très souvent de faire des pièces imprimées en 3D pour compléter un objet principalement réalisé avec le groupe de machines "électroportatif, menuiserie et mécanique de base" On peut dire que chez moi, l'imprimante 3D a "volé des parts de marché" aux machines d'usinage J'arrive à imprimer des pièces en ABS solides qui conviennent pour beaucoup d'usages. Avantages de l'impression 3D par rapport à l'usinage : - économique, les bobines d'ABS ne sont pas trop chères et les pièces avec un remplissage à 20% consomment peu de matière - compact et propre (pas de poussières ni de copeaux), l'imprimante est dans mon logement dans une hotte, alors que mes machines d'usinage sont dans mon atelier en sous-sol, c'est plus pratique de surveiller l'impression 3D quand on travaille à côté sur l'ordinateur que de surveiller l'usinage où il faut rester dans l'atelier - pièces avec peu de post traitement, pas besoin de gros ponçage (j'utilise l'acétone smoothing), de limage intensif, de peinture "techniques" comme le demande le bois ou les métaux - précision et esthétique des pièces (en fraisage, les passes de finition avec les fraises les plus petites sont très longues, et les fraises ont une durée de vie limitée) - moins de réglages que pour l'usinage CNC (contraintes liées au bridage de la pièce, calage de la hauteur des outils à chaque changement d'outil) - moins de contraintes pour la forme des pièces que le fraisage en 2.5D - moins de "surveillance" que pour l'usinage CNC (changement d'outil, évacuation des copeaux, casse d'outils...) - impression 3D multicolore en changeant de filament L'impression 3D m'a permis de faire certaines pièces que je n'aurais pas pu faire autrement ou très difficilement. Mes machines d'usinage restent indispensables : - quand il faut faire des pièces en métal - quand il faut modifier une pièce existante - quand il faut une gravure décorative ou une forme technique sur du bois - quand il faut graver un circuit imprimé A noter que j'utilise surtout ma Prusa I3 MK2, donc technologie FDM, pour faire mes pièces en ABS. Je n'utilise pas beaucoup mon imprimante résine Anycubic Photon S. A bientôt1 point
-
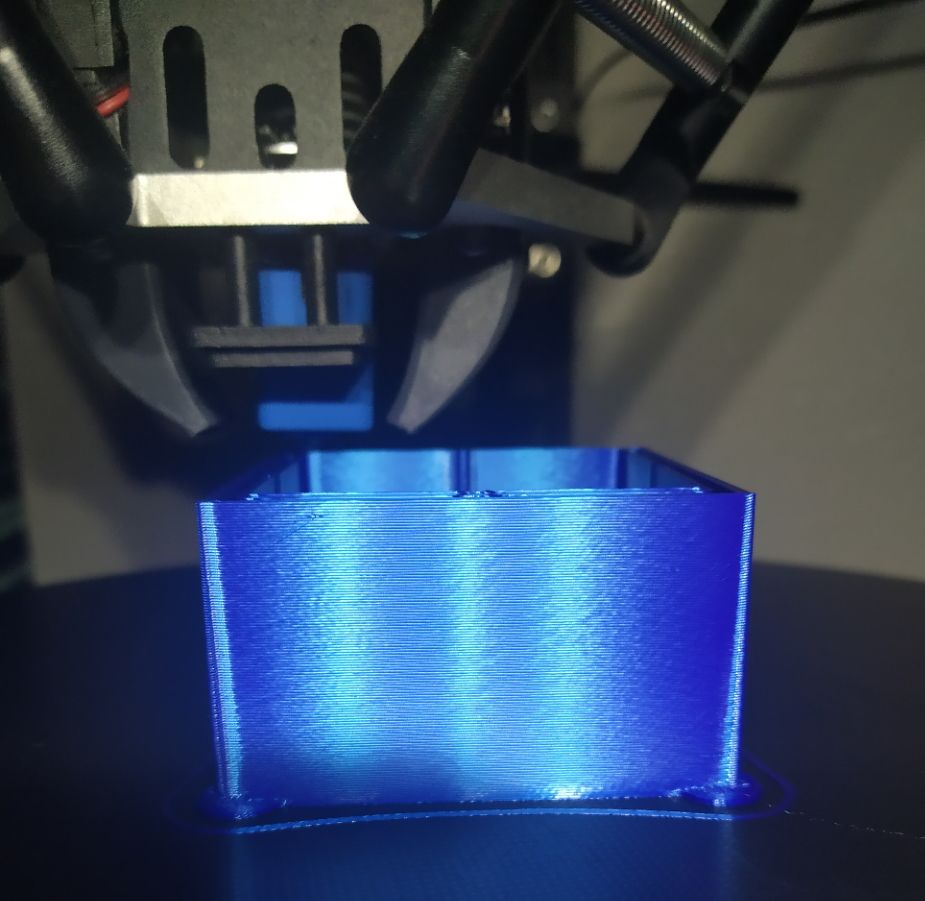
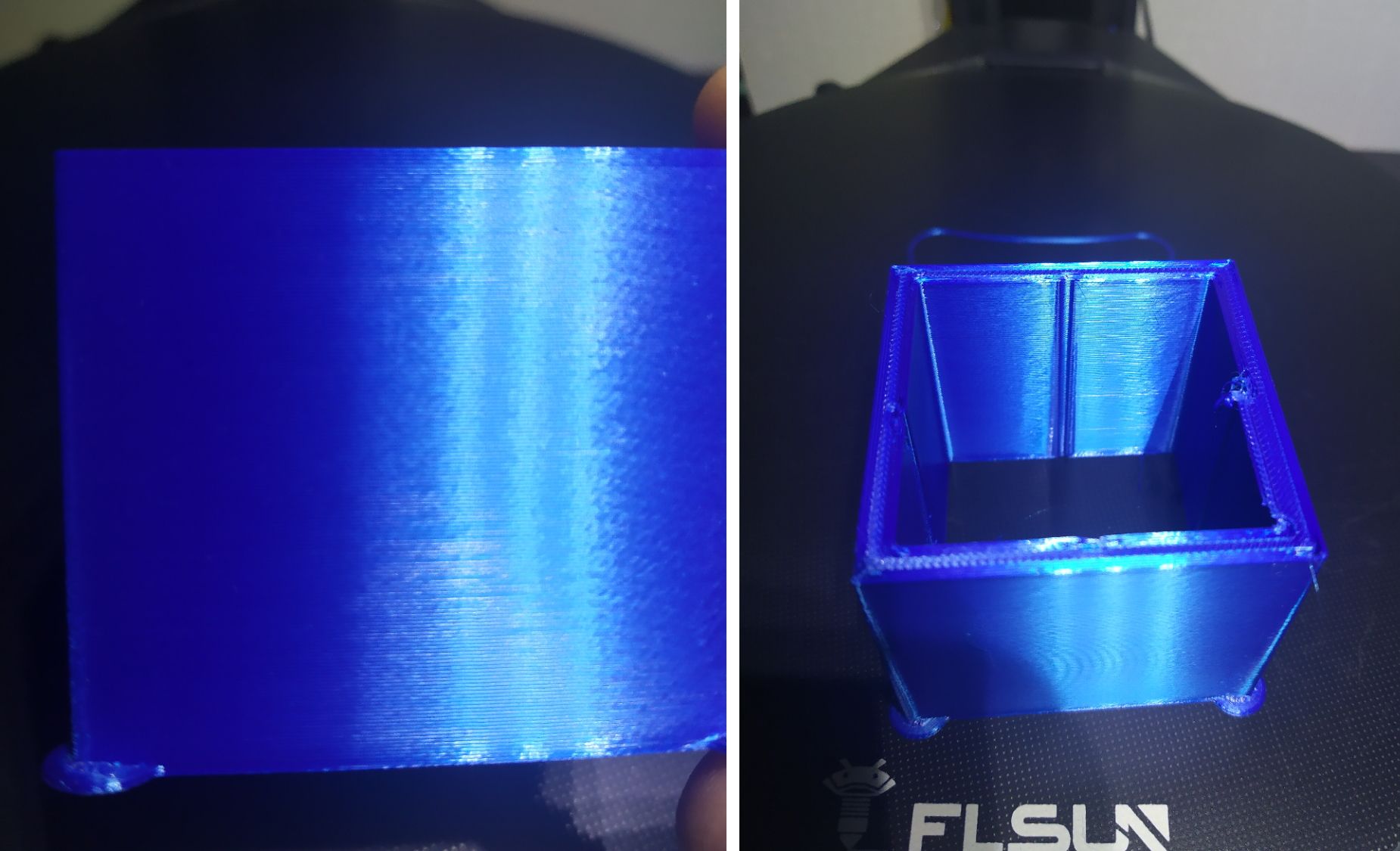
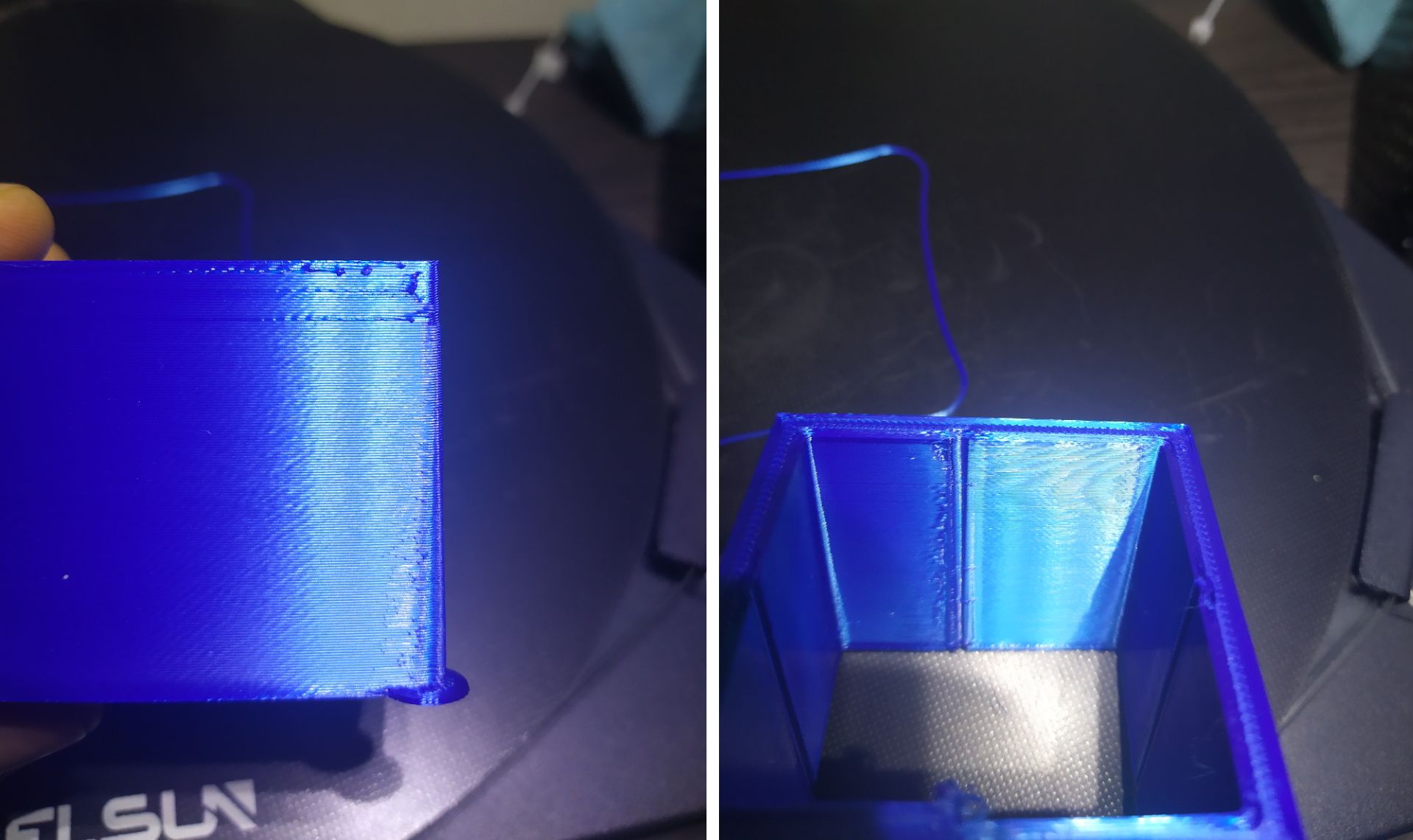
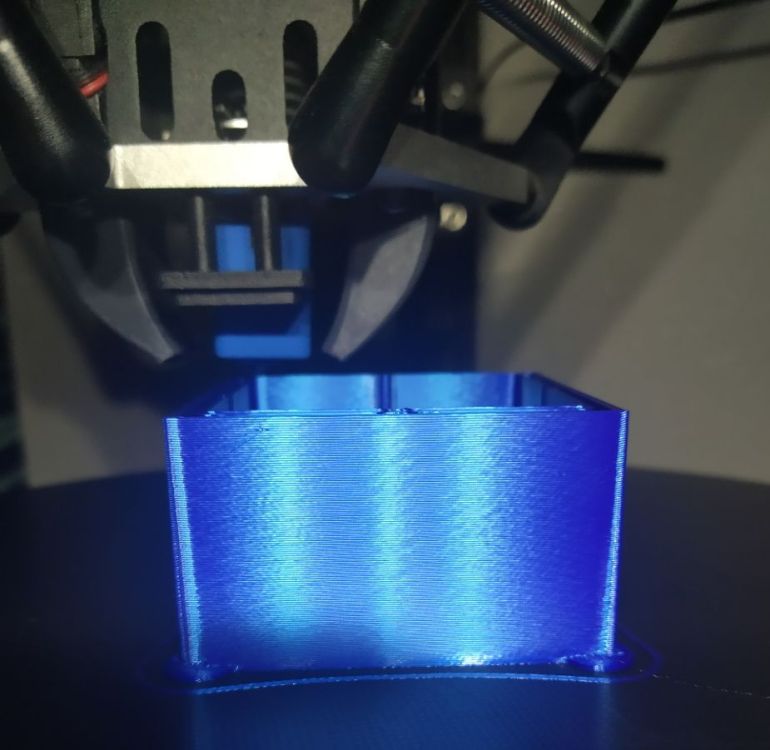
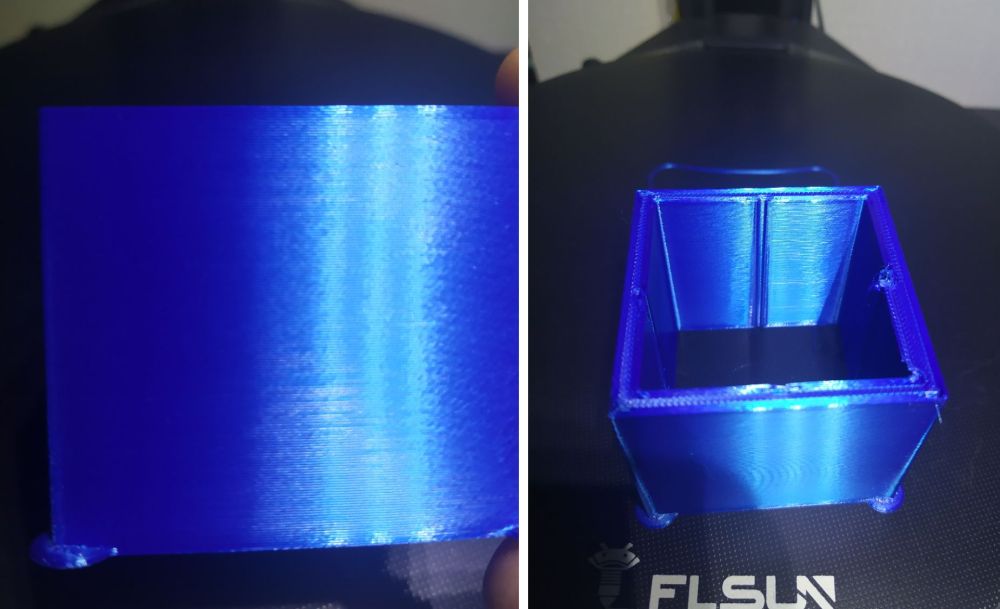
Pareil, depuis le temps que je galère avec Marlin, je voulais voir ce que ca donne en "stock" ou quasi. Là ca fait 40 min que je regarde le print en me disant : "Bon sang ! il imprime en 0.3 ! le 0.12 sous marlin n'était pas aussi fin !! " Cette photo ne lui fait pas du tout honneur mais ca donne une idée. Les côtés sont en fait hyper lisses. Avant, sous Marlin, c'est limite si j'avais pas des tags dessinés dessus ! EDIT : L'impression est terminée. Hormis les angles, but du test, 3 cotés ne présentent rien de particulier : En revanche, la face externe gauche comporte des traces de sous extrusion (je crois) en haut. Sa face interne présente également des défauts au niveau de la rainure. Edit 2 : Fin de la calibration pour le moment, n'ayant pas d'accéléromètre sous la main... J'ai également effectué les tests d'écran déporté avec mon smartphone (redmi note 7). Il y a de la latence... moins que la tablette mais on l'a ressent quand même. Disons que cela dépanne. Pour moi, les appareils Android sont plus réactives en les attaquant par commandes adb.
 1 point
1 point -
Après pour le côté light y a Klipper WRT qui peu s'installer même sur du Creality box, mais après est que cela serait idéale je ne serait le dire. J'ai pas eu le temps de m'y remettre moi formation au boulot qui me prend pas mal de temps cette semaine, j'ai juste installer Klipper screen pour voir l'interface sur mon TFT 7" et c'est pas mal je dois dire j'aime bien (comptant d'avoir retrouve ce TFT d'un vieux projet dans un carton ). Dans mon cas une fois installer sous Klipper faut que je repasser ma SR en Direct Drive il est en en Kit a côté de l'imprimante mais j'ai envie de tester la solution Klipper 100% d'origine pour voir avant .1 point
-
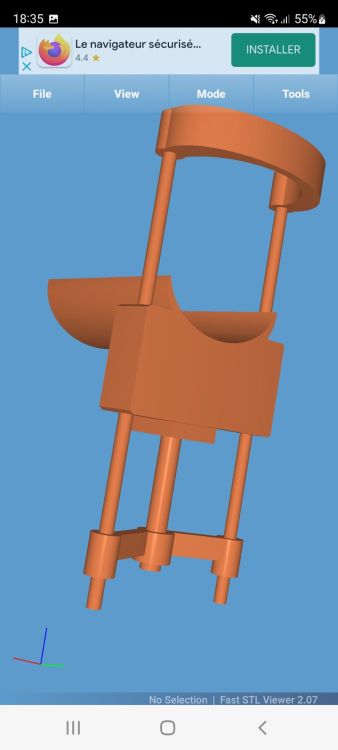
Oui bonjour Fred, et salut à tous, je me suis un peu absenté car j'avais astro un peu partout, je rentre tout juste d'un rassemblement d'astams (astronomes amateurs) où j'ai également beaucoup parlé 3D car beaucoup s'en servent également pour customiser leur matos. Donc oui tout roule, plus précisément depuis début septembre, j'ai enfin commencé à sortir mes premières pièces impeccables, et si j'ai dû en refaire certaines c'est seulement de ma faute car c'était au niveau conception que ça coinçait... quelques erreurs de positionnement ou d'axe mal calculé... Mais ces premières impressions sont toutes consacrées pour le moment à l'amélioration de la machine, ça va me prendre encore un peu de temps car ne prenant pas de risque j'imprime en mode pépère, donc en assez lent. J'ai également commencé la rédaction du petit mémoire résumé de l'expérience en PDF que je posterai lorsque j'aurai terminé ces améliorations, avec les photos et les fichiers STL. voilà un modèle ultra simple auquel je n'avais pas pensé, effectivement, les moteurs sont mal tenus d'origine et ont une fâcheuse propension à s'incliner vers l'avant sous la tension des courroies, avec ça le problème est résolu. Je pense donc que cela est très suffisant, mais comme j'étais parti sur l'idée de renforcer en même temps l’équerrage et la rigidité de la structure, ainsi que de pouvoir faire l'ajustement fin et précis des courroies, je suis parti sur un projet un peu plus "usine à gaz"... ... entre 26 et 28 heures d'impression par angle, et plus de 100 m de filament... et ça c'est pour la pièce principale, les petits accessoires sont en plus... et je mets le paquet, dans l'épaisseur des pièces, je tiens à ce que ça soit très solide. mais en même temps c'est un excellent exercice pour la suite, tant sur la conception que sur la réalisation, après ces deux pièces de l'arrière haut, je m'attaque aux 4 angles du bas qui vont complètement encadrer la machine et empêcher toute défaillance de symétrie et de parallélisme... c'est une bonne entrée en matière avant d'attaquer les deux grosses pièces tant espérées pour mon télescope qui elles vont dépasser les 68 heures d'impression chacune... Voici une petite idée de l'usine à gaz... pas facile de comprendre comment ça fonctionne, j'ai mis une des deux captures en transparence, mais je mettrai tous les détails avec les photos sur le PDF. j'ai déjà essayé de positionner la première qui est imprimée, et ça semble aller plutôt bien... j'attends d'avoir l'autre pour le montage complet, c'est sous presse en cours d'impressions. et j'attends aussi les accessoires, traverse supplémentaire, roulements etc. en bref, ça vient se positionner contre le montant arrière et sur la traverse du fond, qui n'est d'ailleurs qu'en 20 x 20 d'origine et donc très faible par rapport aux 40 x 40 presque partout ailleurs, donc cette pièce en PETG est aussi prévue pour recevoir et maintenir une traverse supplémentaire de 20 x 60 qui reliera les deux montants arrière et permettra de pouvoir y adapter par la suite le porte bobine de manière un peu plus sérieuse que sur la simple traverse actuelle qui branlotte.... Le passage à l'arrière est pour le moteur, prévu un peu plus haut que nécessaire pour un format supérieur éventuellement, et au dessus, le petit boîtier avec la navette réglable par vis pour la tension des courroies, et le petit plus, avec le support de roulement pour le haut de l'axe moteur, ici c'est la partie gauche, donc l'axe du moteur X. et tout ça avec les passages de vis et d'écrous marteaux, les emplacement d'inserts, de roulements et de poulies... ça se démonte, ça s'ouvre et ça se règle. Voilà, j'y passe les plus de temps possible, mais l'astro prime sur tout, alors ça demande un peu de patience... Merci @pommeverte, je vais étudier ça de près mais pour le moment ça a l'air d'aller un poil mieux question bruit de moteur, j'ai réaligné les poulies avec les courroies neuves et avec le montage prévu ça devrait aller encore mieux, mais de toute manière je pense qu'il faudra les changer pour la tranquillité, je ne tiens pas à ce qu'ils me lâchent dans une impression de 68heures, donc c'est aussi pour ça que je les éprouve actuellement avec mes customs. Bonne semaine à tous et à bientôt.

 1 point
1 point -
Bien il suffirait de remplacer les Rail Lineaire par des modèle comparable a ceux de la V400 et on pourrait atteindre les mêmes vitesse a coup sur1 point
-
Je trouve les deux pièces correctes, acceptables. En regardant à la loupe, on voit une différence nette sur les arrêtes. Sur la Phrozen il n'y a pas d'angle vif, net, tout est micro rayonné, mais bizarrement le picots sont impeccables. Pour ceux qui font des figurines ce défaut sera invisible ou même plus joli. Facilité d'utilisation : L'écart est aussi important entre les deux machines que l’écart entre les temps d'impression. Sur la Prusa, je ne mets pas de gant, le Plateau avec la pièce se clippent sur le couvercle du watch et tout entre dans la cuve et est nettoyé. Puis je retire la cuve et je place la pièce sur le plateau rotatif, elle est séchée en premier à air chaud puis les U.V. font leur boulot tout en continuant de chauffer. Sur la Phrozen, lorsque j'ai sorti le plateau, je me suis demandé comment j'allais m'y prendre avec ce grand machin plein de trous, la résine goutait sur mon plateau en silicone, heureusement j'ai facilement retiré la pièce. Si j'avais imprimé une grande pièce j'aurais rempli la cuve du banc à ultrasons (20 litres) et j'aurais tout mis dedans, mais pour une si petite pièce aucun intérêt. Le cure est aussi grand que l'imprimante, mais malgré son prix, il n'y a ni séchage, ni chauffage, seulement des led U.V, donc un travail préparatoire supplémentaire à faire manuellement (j'ai déjà ajouté des miroirs sur les trois cotés à l’intérieur et je me demande si je ne vais pas ajouter un ventilo et du chauffage). Conclusions: Si vous imprimez un peu de tout et que vous vous dites "qui peut le plus, peut le moins, j’achète la Mega" et bien vous avez tout FAUX. Il faut vraiment avoir besoin d'une aussi grande bécane pour l'acheter. Je pense que les nouvelles machines de taille intermédiaires seront beaucoup plus faciles à utiliser et certainement beaucoup plus rapides. Perso, ma petite Prusa a encore de beaux jours chez moi.1 point
-
1) ça alimente le pi sans avoir besoin d'une alim 2) ça peut communiquer en uart plutôt qu'en usb (mais je préfère l'usb) ça n'utilise pas grand chose comme pins (+vcc, Gnd et 2 gpio pour l'uart), mais surtout ça ne marche qu'avec un pi (il me semble que le gpio des clones pi n'est pas compatible broche à broche avec le pi)1 point
-
en général l'adxl peut se brancher : sur la carte mère si elle a un bus spi libre, sinon sur les gpio du pi mais il faut déclarer le pi comme mcu dans klipper et compiler un 'firmware' pour le pi en plus. Comme rien d'autre n'est censé être branché sur le pi, ça devrait passer ...1 point
-
Celle que j'ai testée est une Orange Pi Zero 2 (abrégée en OPiz2) Je ne sais pas si une Orange Pi 2 existe (la 4 oui en plusieurs variantes)1 point
-
Une vieille prise Aqara. Pas au programme1 point
-
Bonjour, Comme beaucoup de gens j'ai un abonnement à Science & Vie et j'écoute les émissions scientifiques, notamment la quotidienne de France Culture (La Science CQFD, qui a pris la suite de La Methode Scientifique) Lors de mes études d'ingénieur, on nous a sensibilisé aux biais et aux marges d'erreurs des analyses statistiques et des essais. J'ai vraiment pris conscience de l'importance de ces problèmes plus tard dans la vie, lorsque, très modestement, j'ai fait un peu de "politique" en étant conseiller municipal dans mon village. La grande collectivité et les autorités administratives dont on dépendait nous présentaient des études et des chiffres mais lorsqu'on rentrait dans le détail on se rendait compte que soit la marge d'erreur était énorme, ou pire, que les affirmations qu'on nous disaient contredisaient les données (!) Ca mettait beaucoup d'ambiance quand je posait les questions qui fâche en réunion Dans le Science & Vie de septembre, à la fin, il y a la fameuse rubrique "C'est dans nos vies", avec des affirmations souvent étonnantes de choses concrètes sur notre vie quotidienne basée sur des études scientifiques. Le problème, c'est que ces études ne sont pas très solides... Concrètement : "Le moment idéal pour s'entraîner varie selon les objectifs et le sexe", étude basée sur 27 hommes et 20 femmes volontaires "Homoparentalité : leurs enfants ne sont pas plus stressés que les autres", étude basée sur 62 enfants de familles homoparentales et 72 de familles de parents hétérosexuels "La bière avec modération améliore la flore intestinale" : étude basée sur 22 hommes volontaires "La gratitude entre collègues permet de réduire le stress" : étude basée sur 200 volontaires ayant participé à un test "La musique aide a rester éveillé au volant" : étude basée sur 97 volontaires ayant conduit dans un simulateur Pour que ce type d'étude soit valable : - non seulement il faut des échantillons suffisamment grand mais aussi que cet échantillon soit représentatif de la population (on cite souvent un nombre minimum de 1000 personnes), sinon la marge d'erreur est importante, les résultats ne sont alors que du bruit aléatoire - un test en "double aveugle", sinon le simple fait de savoir qu'on participe à l'étude ou d'être volontaire constitue un biais important : effet placébo ou nocébo, qui est encore pire lorsque l'effet mesuré est d'ordre psychologique ou subjectif Or toutes ces études sont basées sur un faible échantillon, et les participants sont tous volontaires. De plus, ces études concernent surtout des aspects subjectifs ou psychologiques difficiles à mesurer de façon fiable. Ces études sont donc plus ou moins bidon. Le problème c'est qu'en étant publiés dans une revue réputées, puis reprises dans la presse généraliste pour certaines, elles vont s'inscrire comme étant des "vérités" venant parfois influencer des comportements sociaux ou des politiques publiques. Je trouve ça assez problématique. A bientôt1 point
-
Je vais aussi rester sur la SR la V400 est over size pour mes besoins actuel de toute façon Sinon j'ai vue une démo de la SR passer Sous Klipper via le FLsun SpeederPad réaliser par un membre de l'équipe FLsun qui faisait voir le SR imprimer un Benchy boat a une vitesse de 350mm/s j'ai été assez surpris de voir cette vitesse atteinte sur la SR1 point
-
Attention dépasser 300°c surtout quand on s'approche de 330°C 340°C un système watercooler semble être a prévilégier même un heatbreak bi metal va avoir des limites pour rester froid dans la parti froide de la tête. il faudra comme la dit Savate ajuster el firmware pour reconnaitre la sonde et autorisé le dépassement des 270°C. Par contre @Savate pour mettre une PT1000 faut pas une petite carte additionnel ? je croyais que c'etait pas plugable en direct comme pour les PT100 ?1 point
-
Je suis entièrement d'accord Beaucoup de gens détestent les réseaux sociaux car ils ont été conçu pour exploiter les émotions négatives, les contenus "pute à clic" et les fake news. Mais les réseaux sociaux ont eu un impact négatif supplémentaire, dont on parle peu. Avec une simplicité d'utilisation immédiate, Facebook "capte" beaucoup d'internautes au détriment des outils classiques du web : forums, blogs, pages personnelles... ce qui engendre une grosse perte en matière de fonctionnalités, d'accès à l'information et d'archivage. Il est aberrant que des gens préfèrent Facebook aux forums "classiques"... car : - avec Facebook, il est très difficile de trouver les anciens messages (alors que c'est la fonction essentielle d'un forum, trouver quelqu'un qui a déjà rencontré et résolu le même problème que soi) - une page facebook peut être supprimée très facilement, donc tout est perdu ! - trop de pub sur facebook - exploitation des données personnelles - fonctionnalités nettement moins bonnes que dans un forum (pas de rubriques, aucune mise en page, recherche minable, ...) - format propriétaire, migration impossible - sauvegarde impossible - ... Après, comme disait Coluche "il suffirait qu'on achète pas pour que ça ne se vende pas"... et ce qui a fait le succès des réseaux sociaux, c'est nous, les internautes... La masse d'Internautes qui sont arrivés après 2005 et qui ne sont pas allés plus loin que les réseaux sociaux, qui ne se sont même pas donné la peine de voir comment créer un blog ou d'utiliser un "vrai" forum... Au début de mon activité de reportages photos sur les événements culturels de ma région, j'ai fait de la résistance, en ne publiant que sur mon site... mais le public et les organisateurs des événements sur lesquels je faisaient des reportages m'ont "forcé la main" pour que je créé en plus une page facebook car pour eux, c'était "trop chiant" de cliquer sur le lien que je leur envoyait par email (!) Ceci alors que mon site offrait une expérience utilisateur plus confortable (pas de publicité, mise en page sobre, navigation facile entre les rubriques, recherche de photos par artiste ou par association ou par thème ...) Du coup, je faisais "en double" des petits albums facebook (bien sûr en mettant un lien vers mon site) car beaucoup de gens n'utilisent QUE les réseaux sociaux... La soit-disant "nouvelle génération numérique née avec un smartphone" ne sait pas faire grand chose d'autre avec l'informatique que d'utiliser les réseaux sociaux, jouer à des jeux et consommer du contenu en streaming... Contrairement à moi, beaucoup de photographes ne publiaient leur travail que sur les réseaux sociaux. Résultat : un jour ou l'autre, ces photographes ont perdu une grosse partie de leur travail (pages facebook supprimées) sans parler de la recherche d'anciennes photos qui est très fastidieuse... Alors que mon "vrai" site Internet est toujours là, d'ailleurs sur les événements d'il y a 5, 10 ou 15 ans, il ne reste que mon site comme archive, tout le reste s'est évaporé. Je fait partie des gens qui ont connu Internet sans réseaux sociaux (fin des années 1990). C'était lent, il y a avait moins de monde, mais il fallait se donner un petit peu de mal pour publier et du coup ça faisait office de "filtre"... Lorsque Skyblog, iFrance puis MySpace et Facebook sont arrivés, on fustigeait ces pages où les gens étalaient leur vie privé, on les appelait "je raconte ma vie inutile", car internet devait servir à partager du savoir - parfois des idées à la con mais des idées quand même ... ...les choses ont bien changé depuis ! ...l'étalage de la vie privée est devenu la norme, le harcèlement aussi, ainsi que le militantisme "toxique" (extrême gauche, extrême droite, anti-machin, pro-bidule...) et des règlements de compte affreux qui ont des conséquences concrètes dans la vie réelle... Je ne fait quasiment plus de reportage photos, j'ai beaucoup "purgé" mon facebook, désactivé un maximum de paramètres et je n'ai plus "que" 29 amis (j'en avais presque 3000 à l'époque) et je n'ai pas d'autre compte sur les réseaux sociaux. Je passe plus de temps sur les forums en lien avec mes centres d'intérêts (lesimprimantes3D, devellopez, usinages)... C'est parfois un peu tendu mais nettement plus serein et utile que les réseaux sociaux. Mais c'est vrai que les comportements que l'on voit sur les réseaux sociaux déteignent parfois un peu sur les forums... cependant dans les années 90 et 2000 on avait aussi des gros trolls il ne faut pas l'oublier A bientôt1 point
-
il ne reste plus que les T-D500 et PT1000 qui sont censés se brancher à la place de l'ancien thermistor. Il faudra quand même faire deux trois modifications dans le firmware pour * Autoriser les 450° * Déclarer le nouveau modèle de thermistance La véritable question c'est : pourquoi vouloir dépasser 300° avec une Genius Pro ? Je ne suis pas sur que tout le reste supporte cette température Bon, j'avoue que j'ai eu la flemme de remonter le fil, mais j'imagine que tu as déjà un heatbreak bimetal avec une (très) bonne ventilation ? Si ton fanduct est en pla (ou en petg) il va mal supporter une buse à plus de 300°1 point
-
Dans la pratique klipper s'installe sur le pi ... et sur la carte mère (tu peux réinstaller Marlin, mais tu ne peux pas avoir les deux en même temps) Si c'est ta box qui gère le Wifi : ça ne va pas être pratique du tout ... avec le pi tu gardes tout sur la SD du pi, donc ça ne change pas grand chose, mais avec klipper normalement tu n'utilises plus le port SD de ta carte mètre (en tout cas je ne l'ai jamais fait)1 point
-
J'ai créé quelques pièces pour rajouter un réglage de l'axe Z : https://www.thingiverse.com/thing:5426371 Il faudrait y mettre un moteur et remplacer la glissière par des axes lisses et douilles à billes. ça semble possible mais chronophage. L'avantage des laser, contrairement aux imprimantes et CNC type fraiseuses, est que le laser à une zone de puissance maximale (que j'estime à 5 mm sur le 10W et 3 mm sur le 5W). ça permet de compenser les défauts de surface. Pour revenir aux gravures sur la lauze, j'ai fait quelques essais supplémentaires. J'ai tenté du multi-passes avec Z identique et Z relevé de quelques mm, mais j'ai l'impression qu'une fois que la lause est marquée, c'est définitif et un second passage ne change rien. Vu de face, les gravure ressortent bien. Vu en biais, seule la gravure "noir" blanche sur fond noir ressort bien. Je ne vais pas teste la gravure en dégradé de gris. C'est déjà assez compliqué d'avoir une couleur uniforme et c'est contre intuitif. Pour avoir du blanc, c'est Pmax (100%) et pour avoir du noir, c'est Pmin (10%)
 1 point
1 point -
Je pense réutiliser celui que j'ai déjà imprimée en lui rajoutant une coupe de gagnant du premier concours, encore faut il avoir le temps de modéliser et d'imprimer une coupe...1 point
-
T'as pu refaire un offset Z et un bed leveling correct ? Ton lit est propre ? Est-ce que ton extrudeur extrude la bonne quantité de filament demandé ?1 point
-
Petit UP: merci pour conseils et videos, je suis contant du résultat. Pour les petites pièces, je me fais une raison, il n'y aura pas de détails de dingue...
 1 point
1 point -
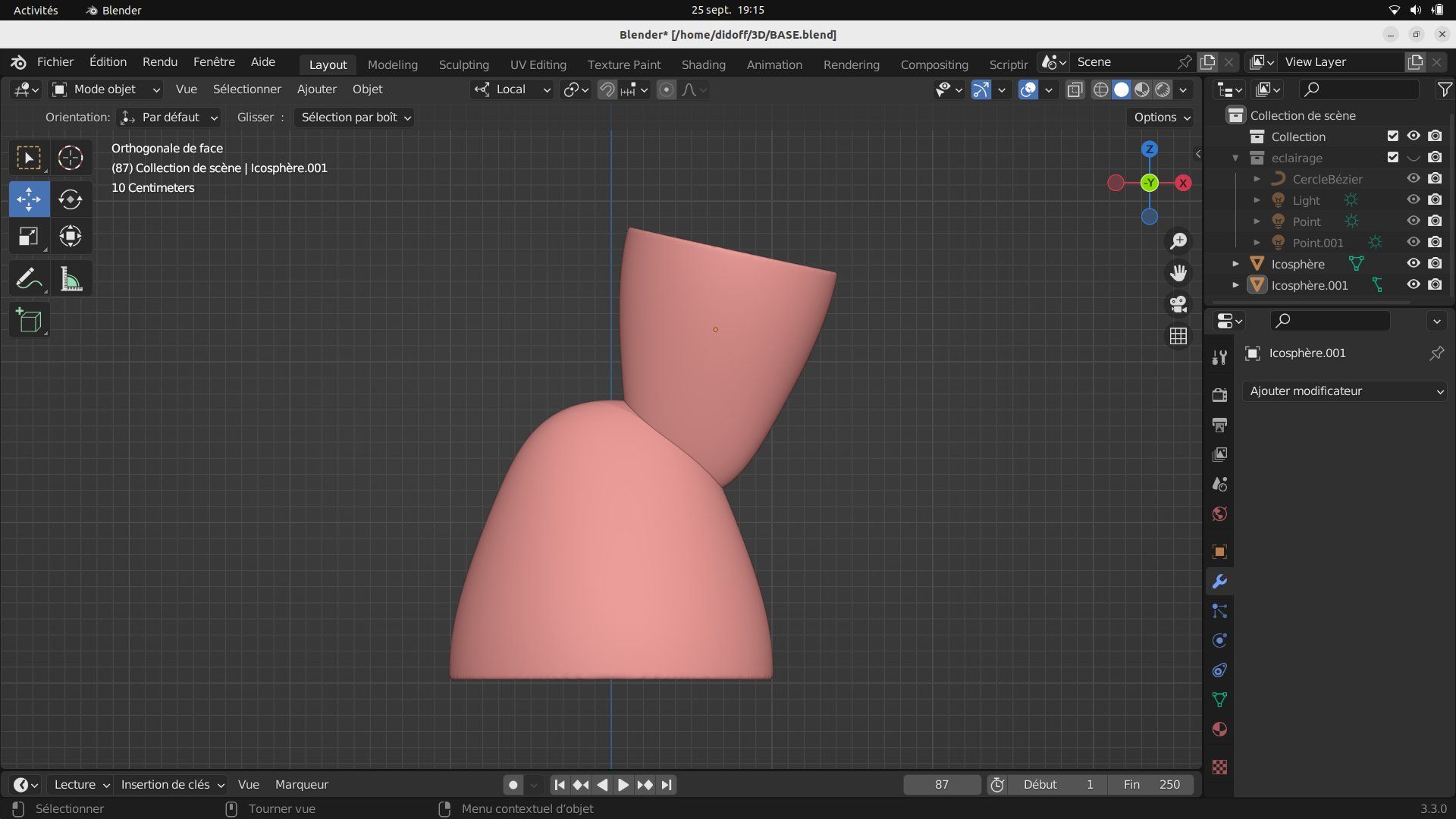
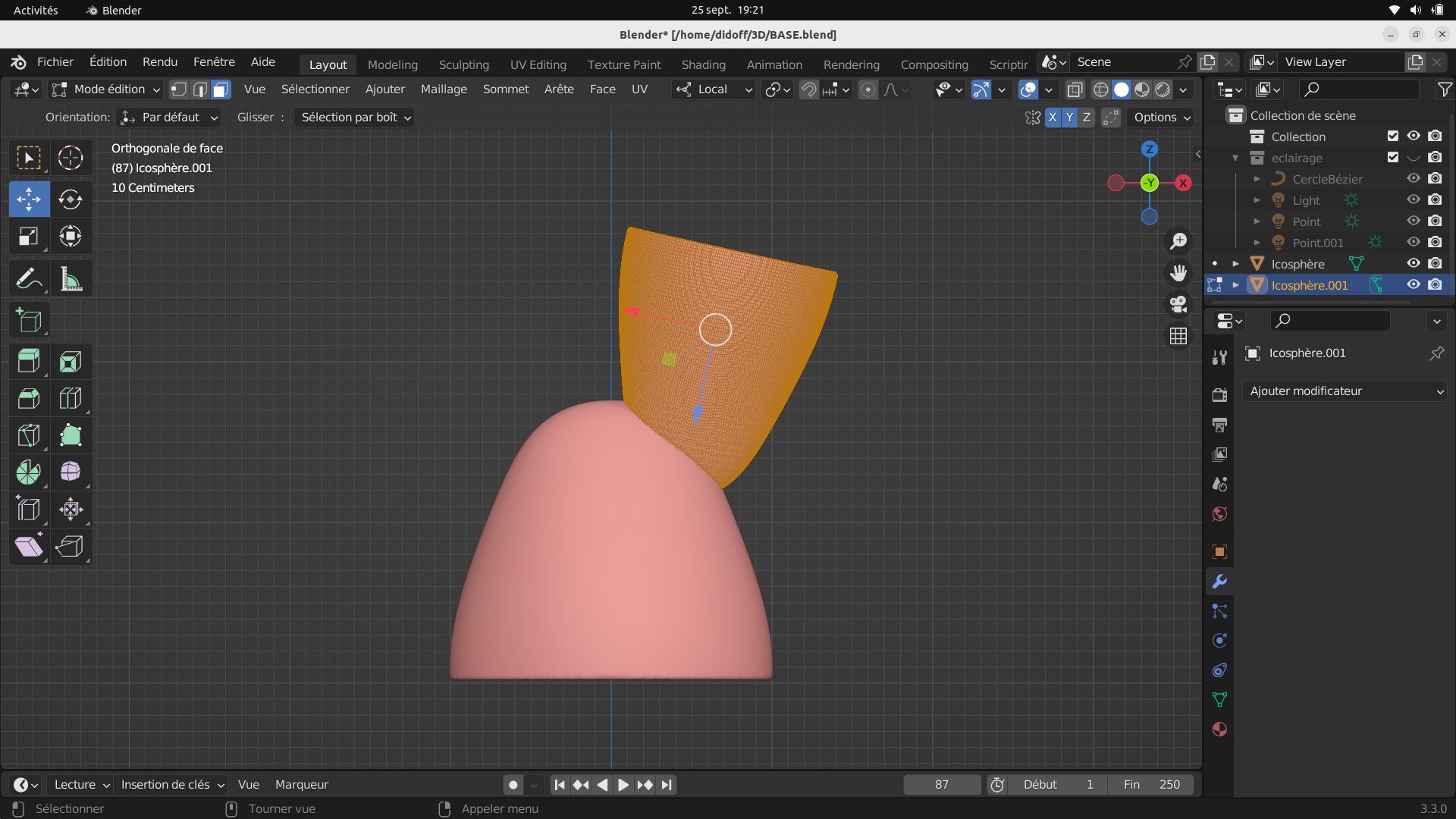
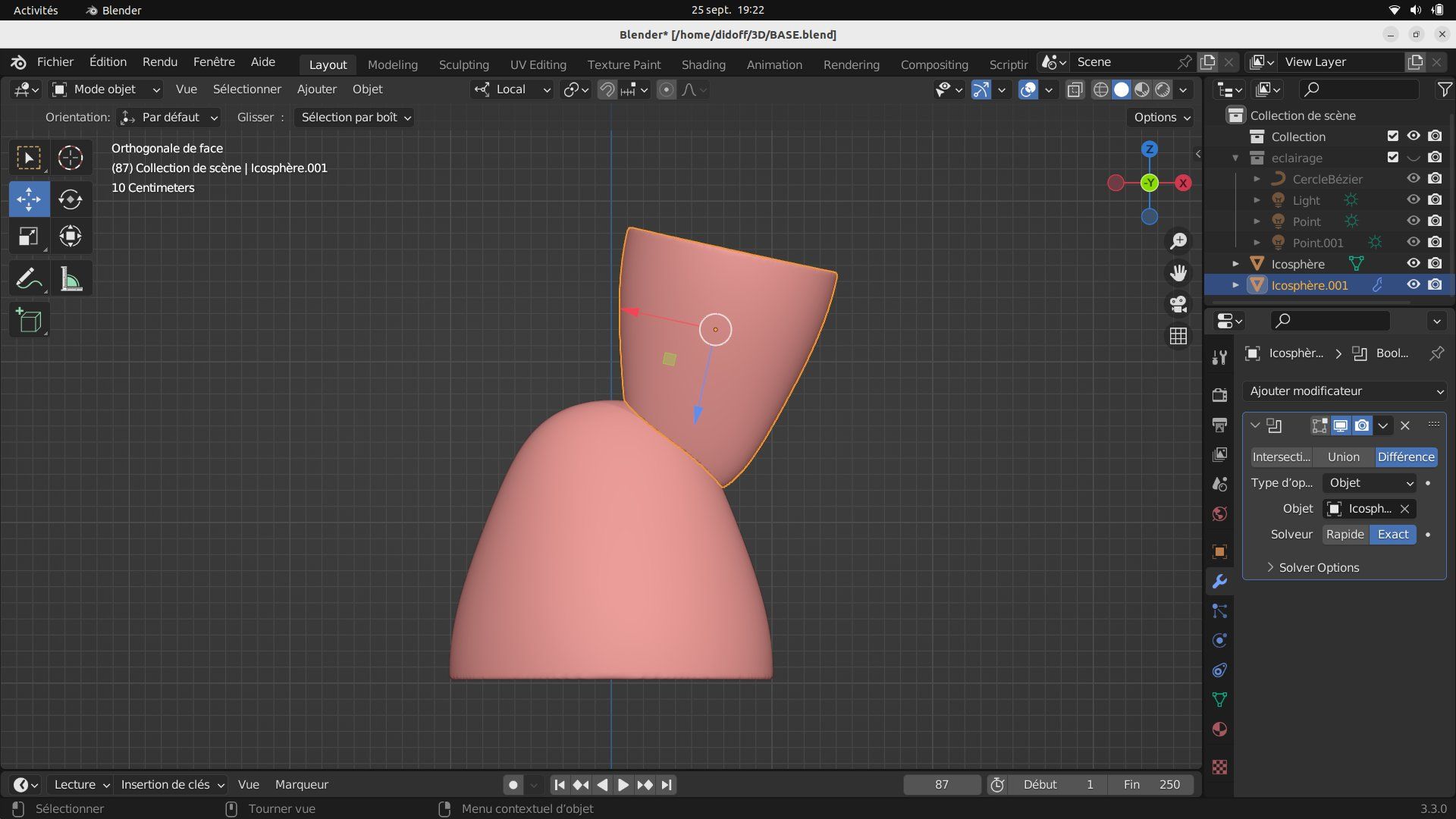
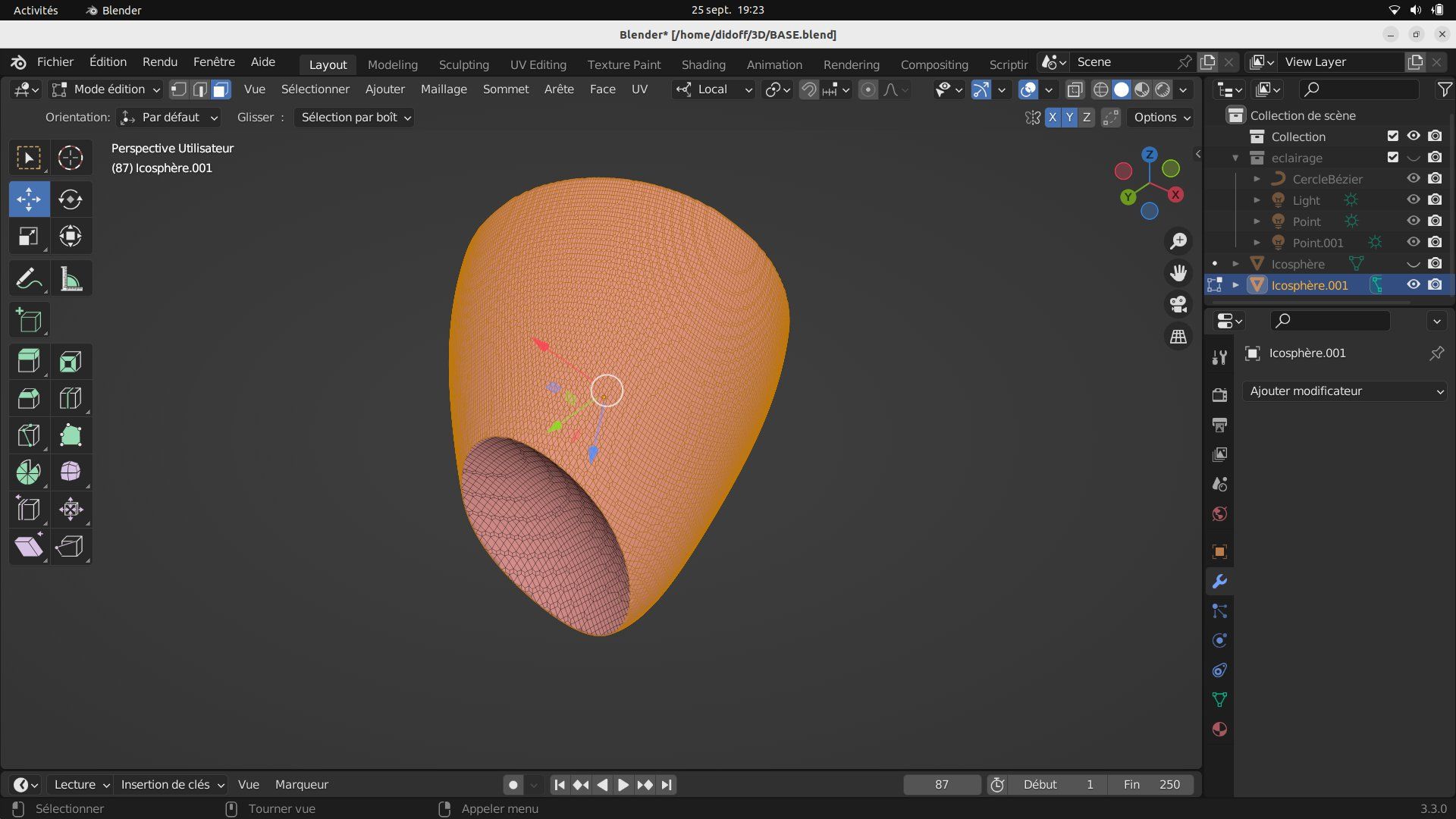
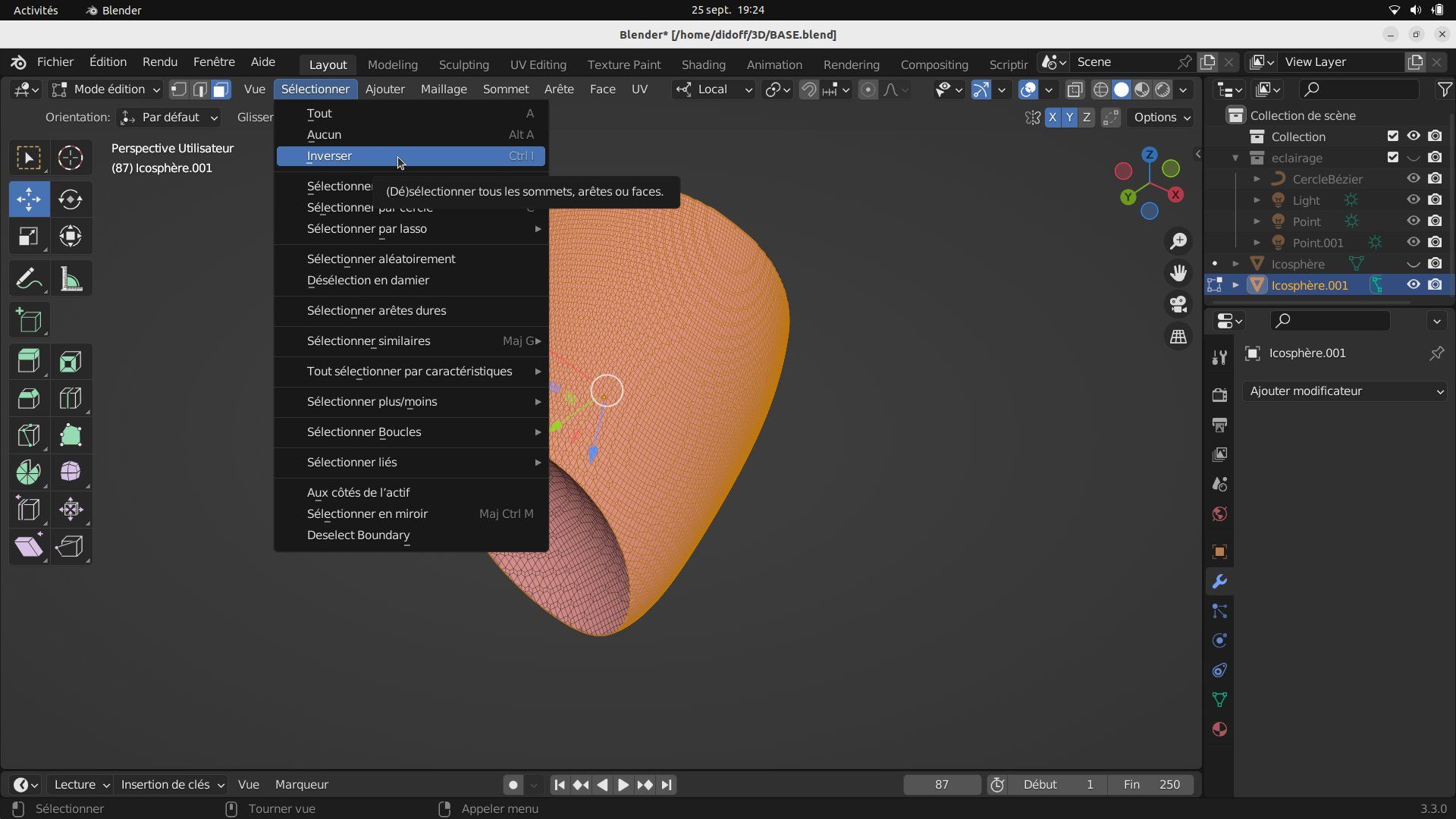
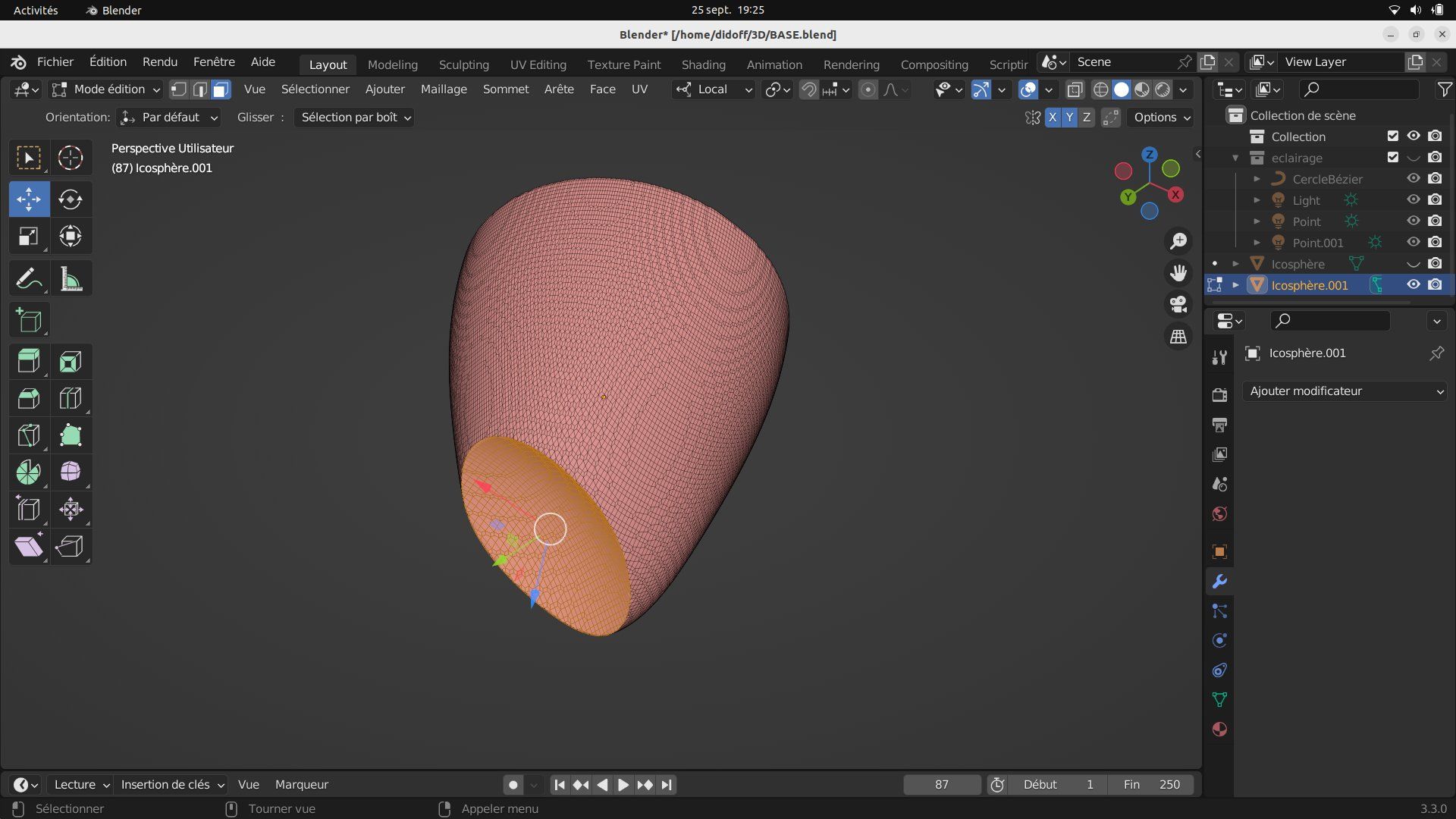
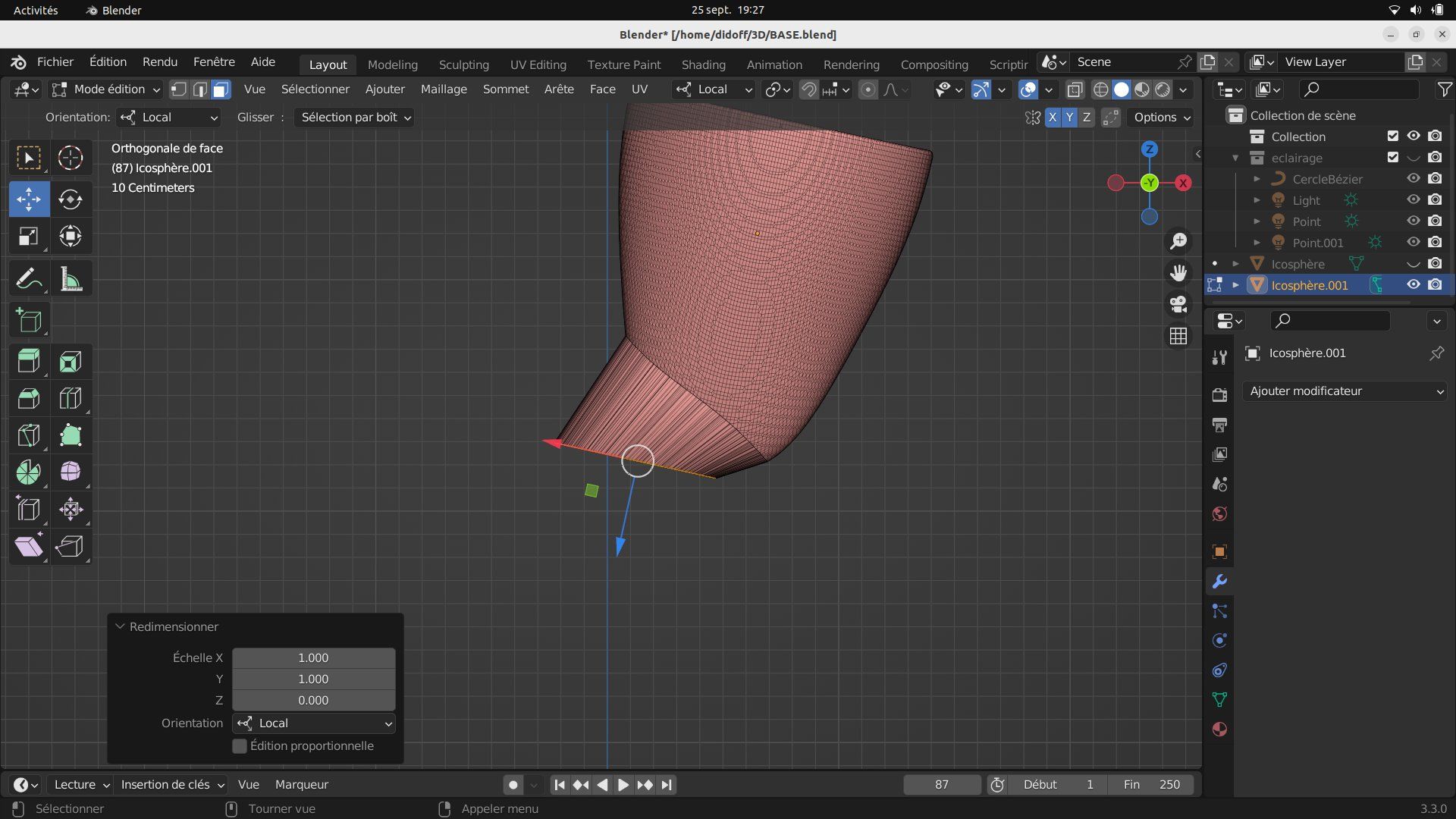
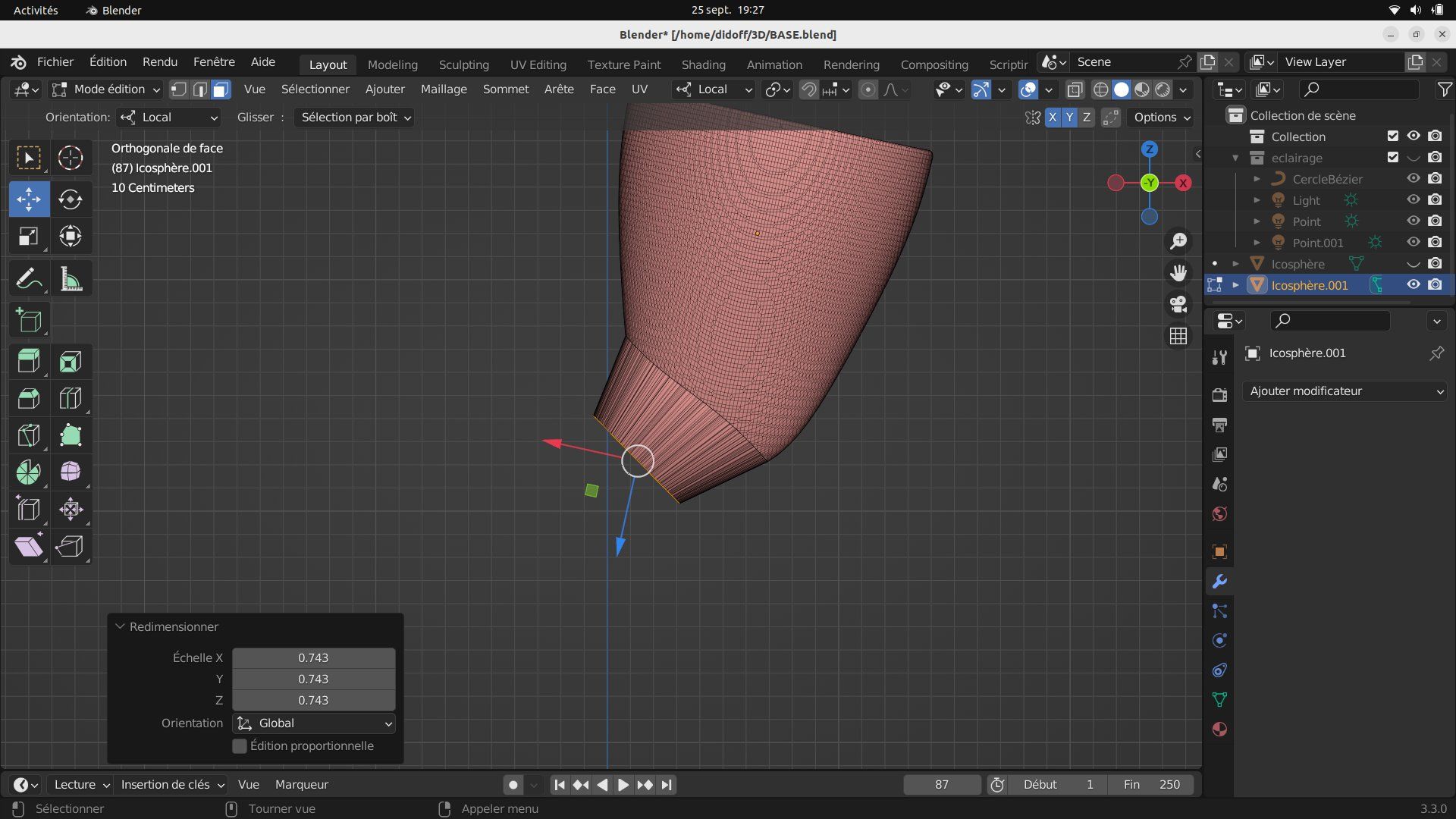
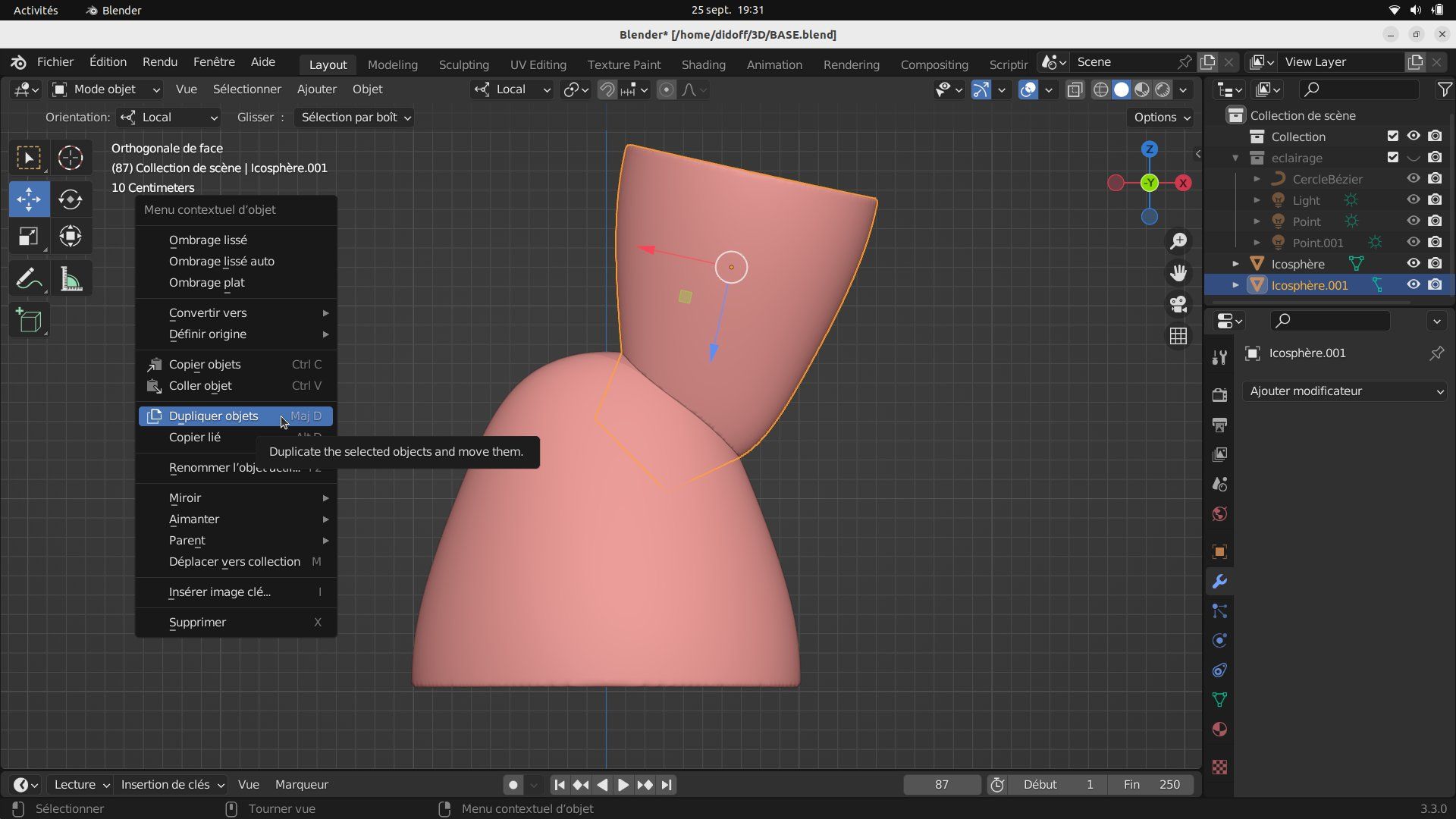
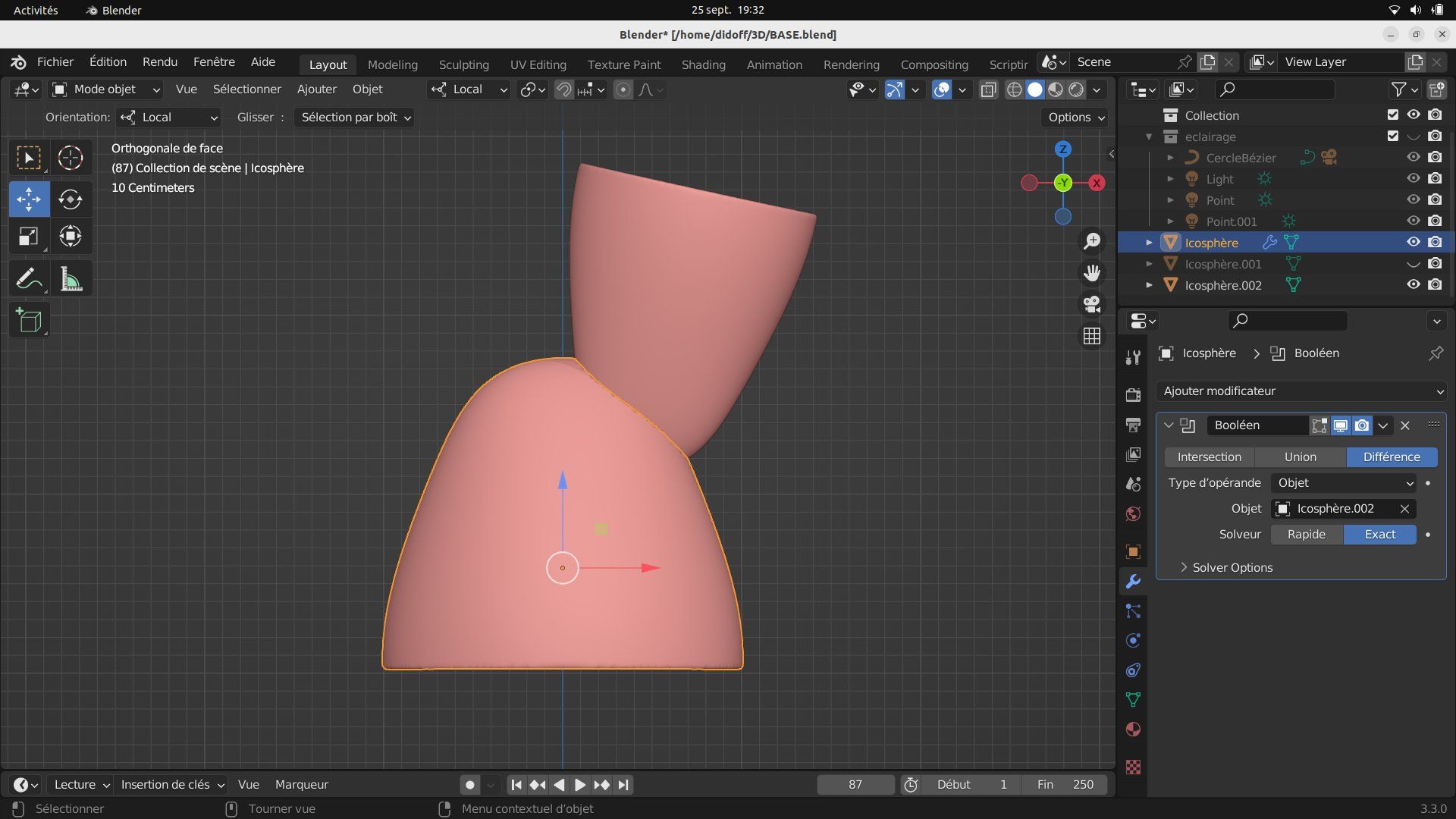
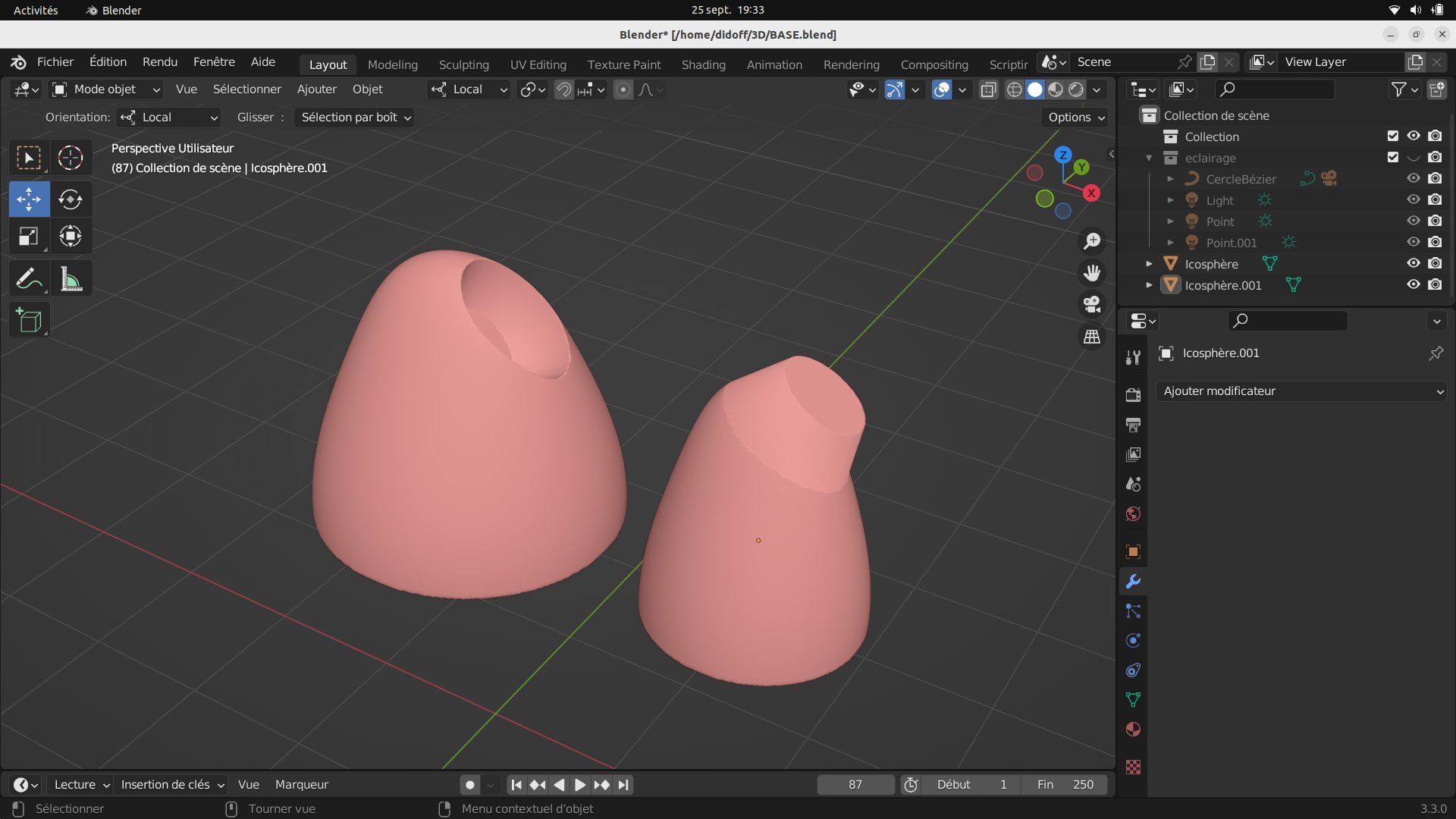
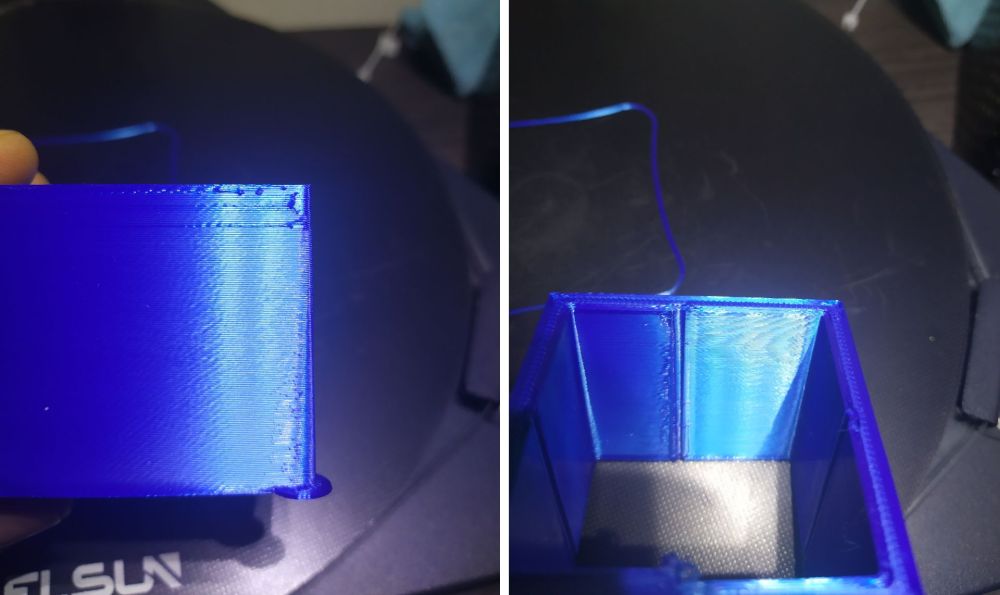
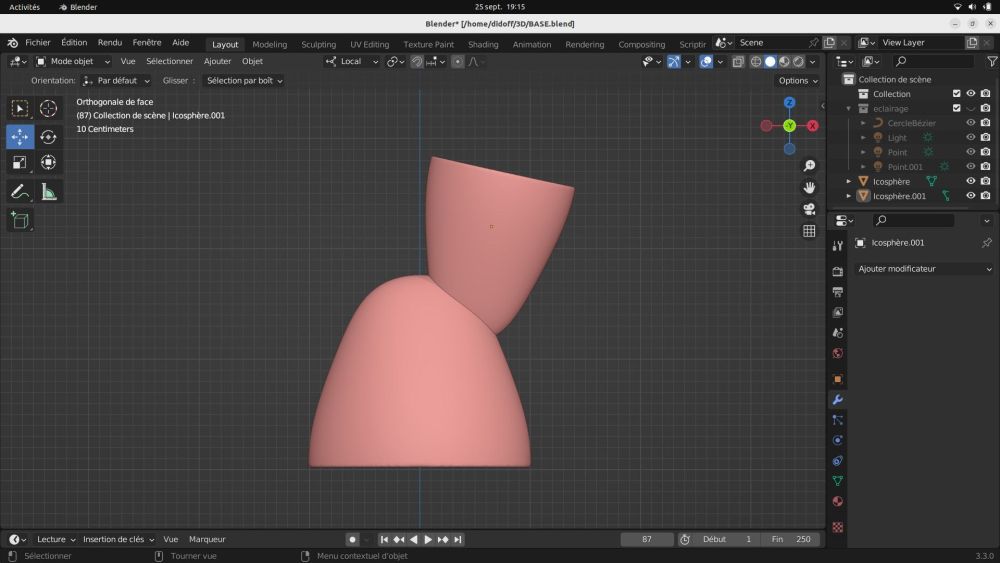
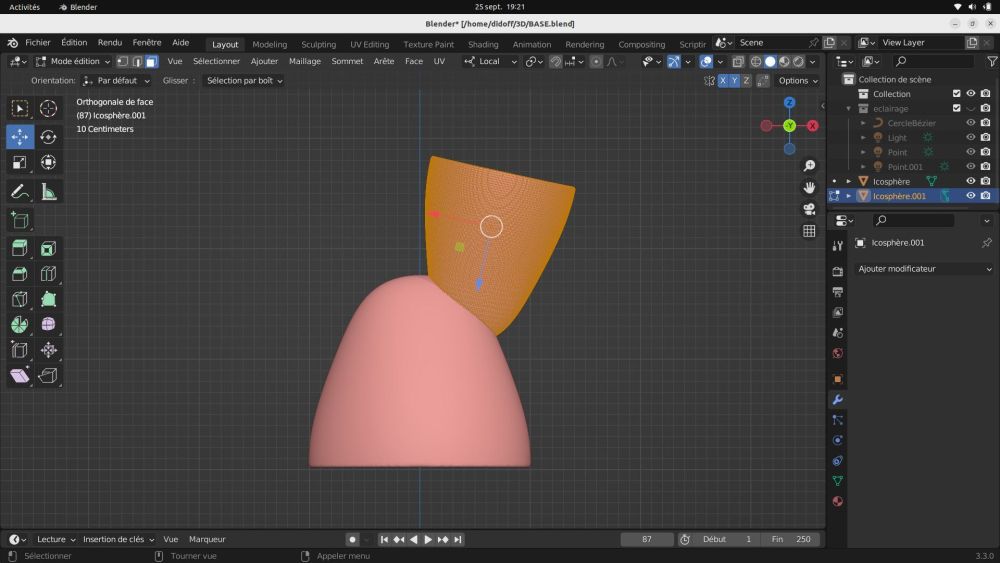
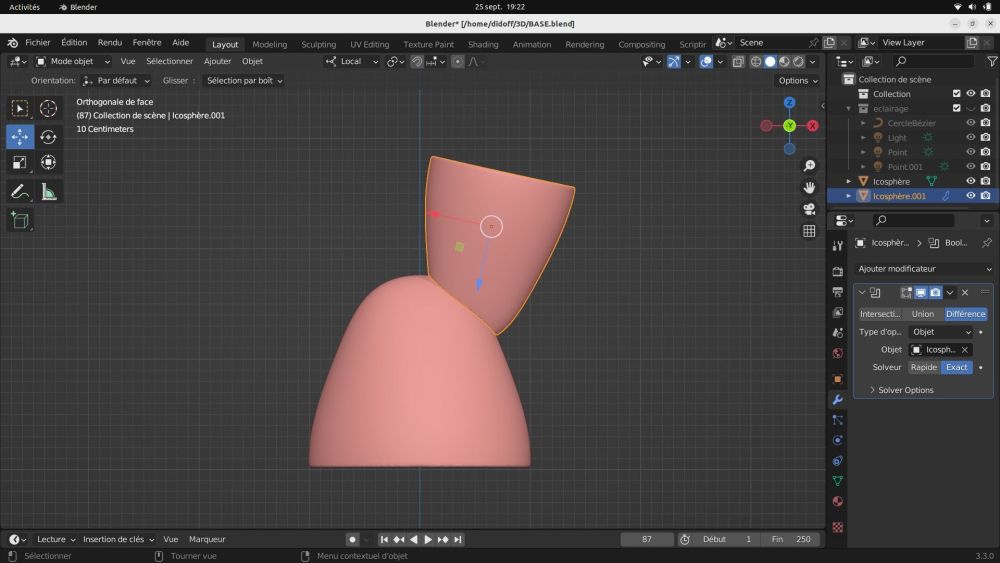
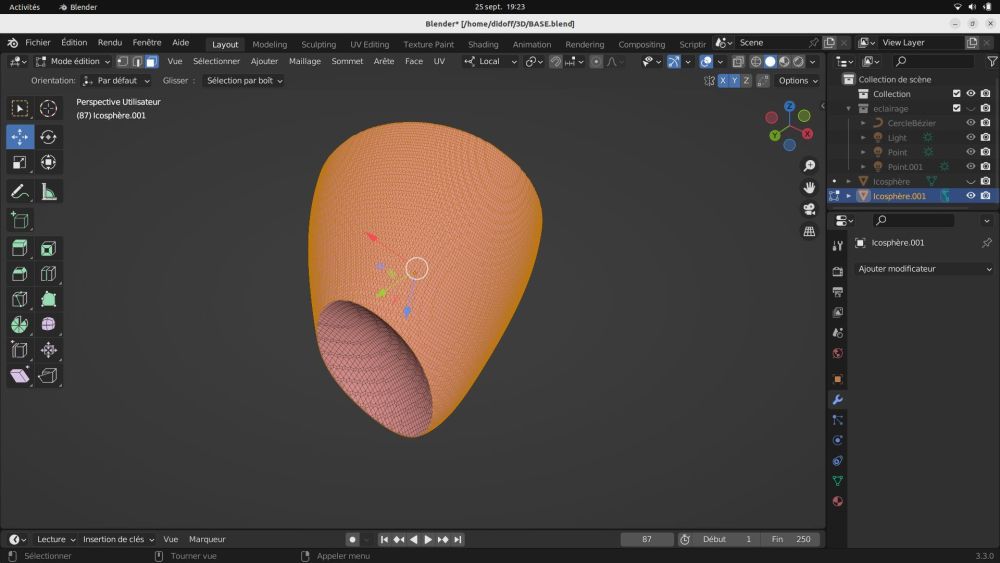
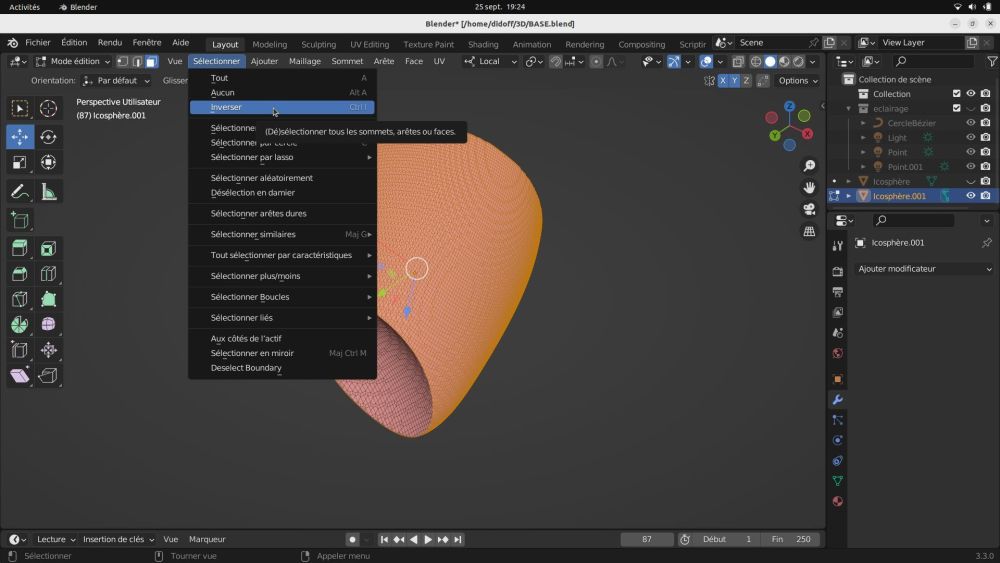
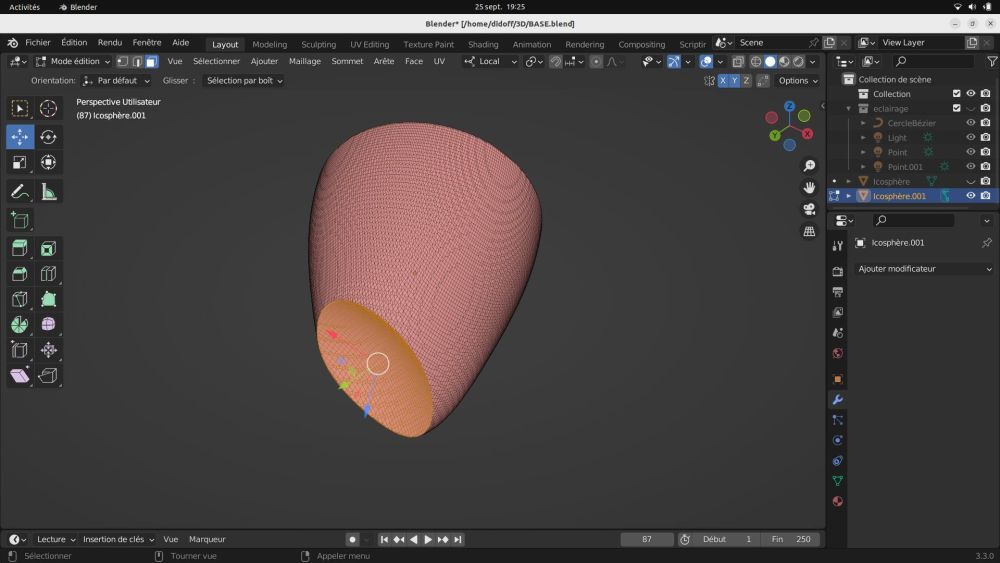
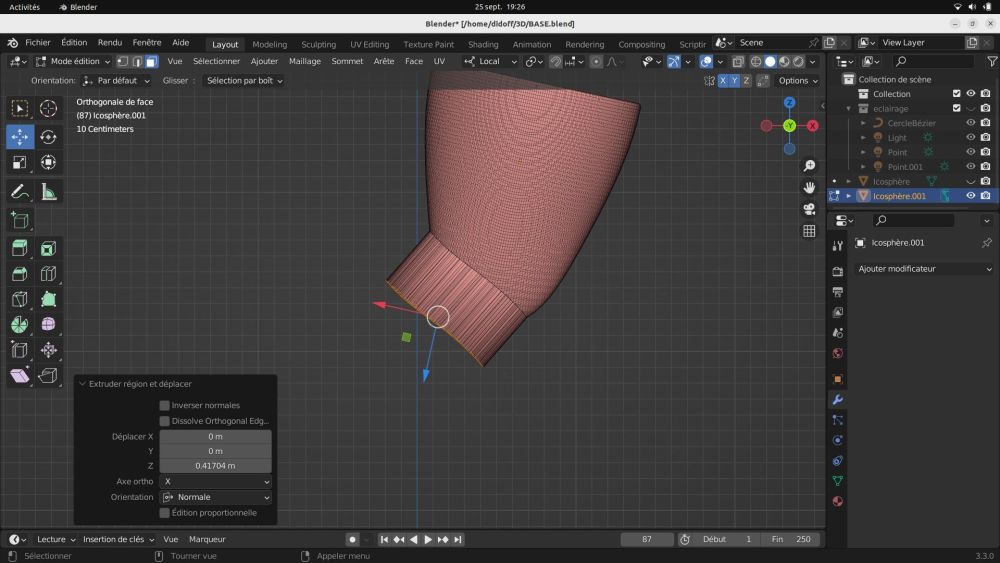
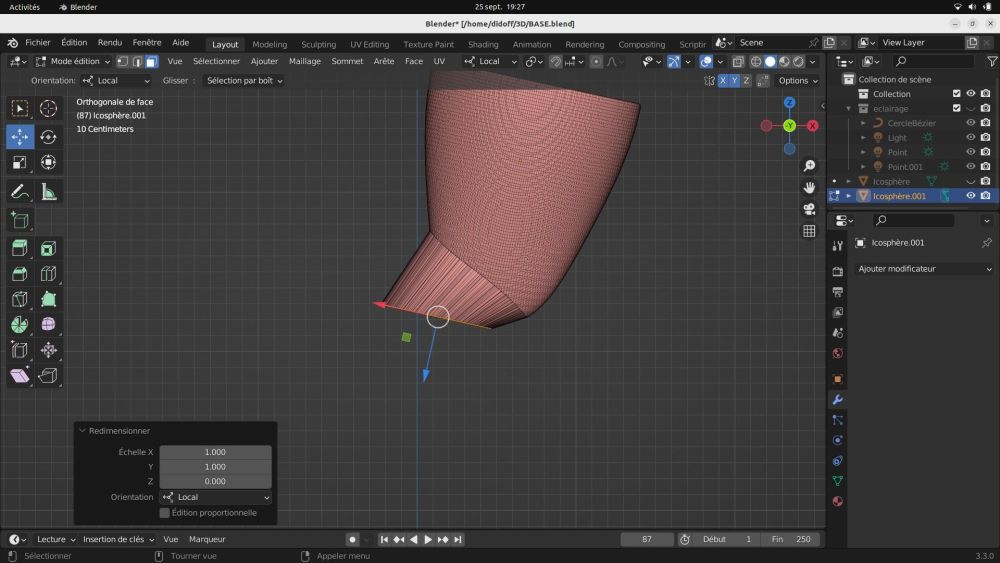
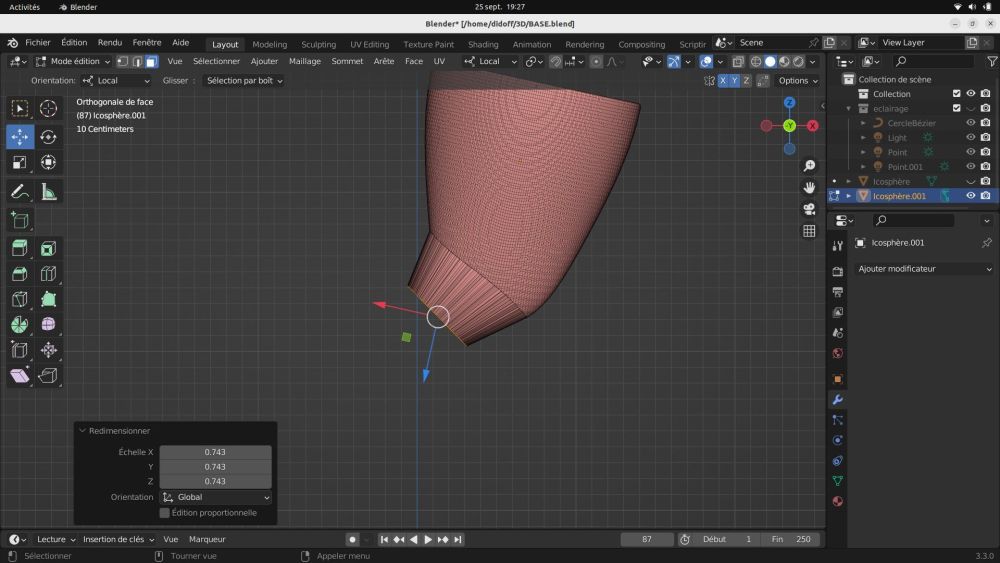
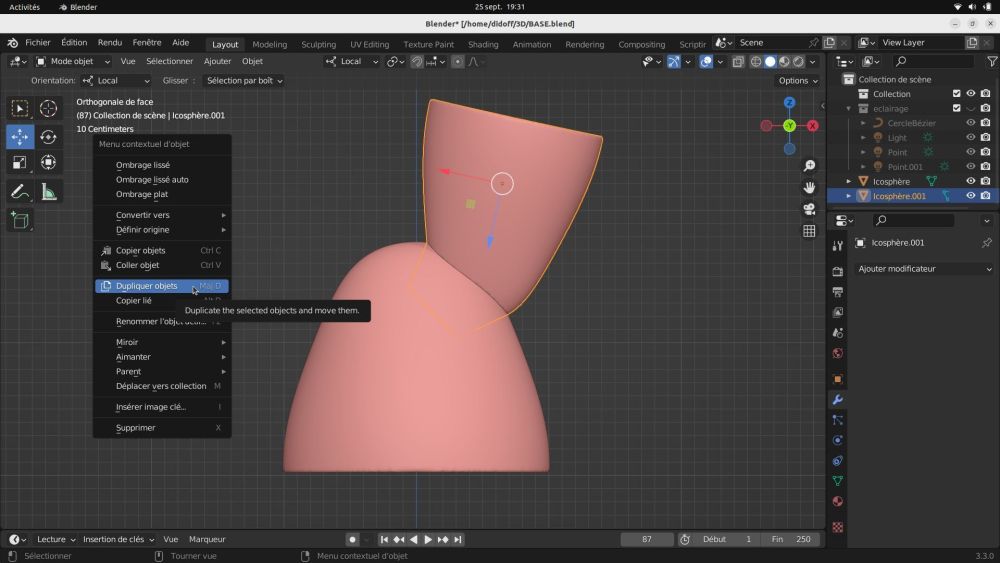
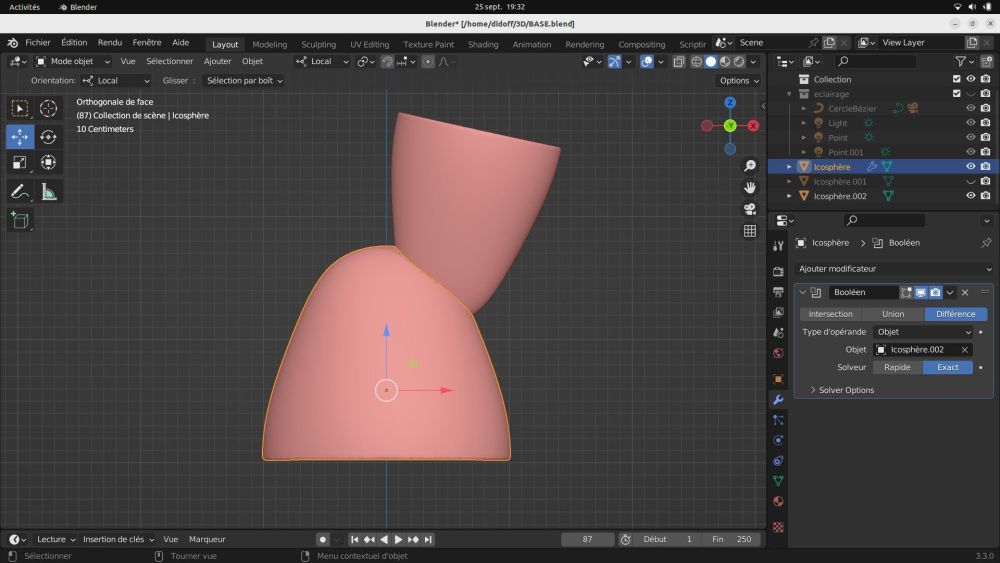
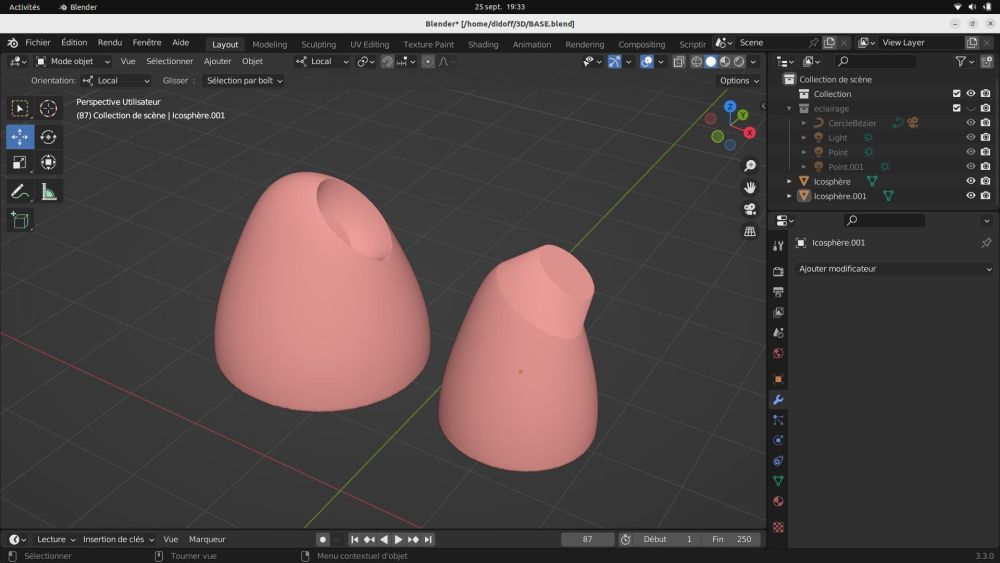
Bonjour à tous, Je vous présente ma technique en vue d'une impression 3D de deux pièces qui s’emboitent l'une dans l'autre (avec BLENDER)... Il arrive parfois que l'intersection des deux pièces ne soit pas plane, voici comment je procède pour faire quelque chose de propre et facile à imprimer... Sélectionnez en mode edit face la pièce qui va s’insérer dans l'autre (raccourcis clavier A) Repasser en mode objet puis faire le modificateur booléenne différence et appliquer. Passez en mode édit, la partie qui se trouve à l'intersection de l'autre pièce n'est pas sélectionnée comme vous pouvez le voir. Inversez la sélection... Puis faite une extrusion (raccourci clavier E)... Si vous souhaitez que la surface extrudée soit plane (dans la plupart des cas c'est mieux) faites (raccourcis clavier) SZ 0, dans le cas présent sinon faites ça sur l'axe le plus approprié... Maintenant la surface est plane, appliquez une rotation (touche R) et un scale (touche S)... Voilà votre pièce est prête à être imprimée... Repassez en mode objet, Il va falloir maintenant percer l'autre pièce (la base) pour cela sélectionnez la pièce du haut, dupliquez là, faites un scale à 102 %... Sélectionnez la pièce du bas, faites une opération booléenne différence avec le duplicata et appliquez... Vos deux pièces sont maintenant prêtent à être imprimées et s'emboitent parfaitement...
 1 point
1 point -
tu pulvérise les nains de jardin ? c'est une honte ! oups je sors, les nains dans le dos ->1 point
-
Et ce qui était rigollot aussi c'est que j'y suis allé juste avant l'élection de Donald Trump Presque devant chaque maison les gens mettaient une pancarte pour soutenir leur candidat (chose impensable en France) Les américains ont beaucoup d'humour, ainsi au supermarché j'ai pu acheter le livre de coloriage des insultes de Donald Trump1 point
-
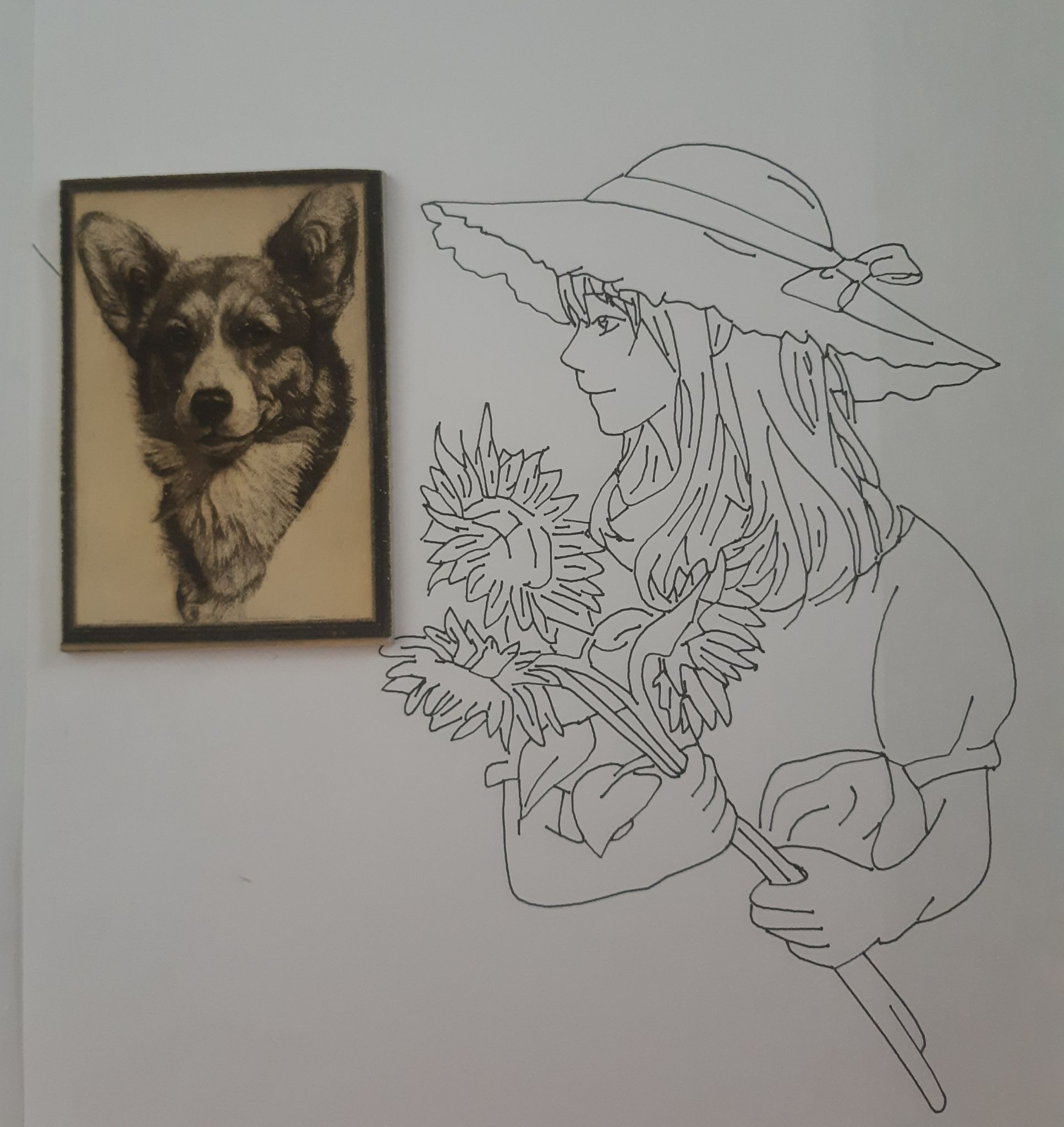
Salut à tous j'ai un laser de la marque SOVO S-02 qui détient un moteur sur l'axe Z d'ou la possibilité de dessiner à main levée avec un stylo. Ce principe fonctionne très bien les graphiques sont super. En démonstration j'ai un fichier l'image d'un chien qui donne des nuances de gravures en reliefs (donc l'axe Z bouge de quelques dixièmes de millimètres vers le bas. la gravure est accentuée pour donner un aspect de profondeur. C'est un mystère comment SOVOL est arrivé à graver cet effet de relief je ne sais pas ? Donc ils arrivent à faire varier la hauteur focale c'est le but recherché; sauf qu'à ce jour comment traiter une image 3D pour la gravure. Dans le GCODE nous avons des valeurs du Z0.5 etc... peut-être que les valeurs sont enregistrées manuellement je ne sais pas! Mais l'image du chien est surprenante, les parties sombres sont plus brulées et légèrement profondes
 1 point
1 point -
Salutation ! Je clos le sujet et ajoute résolu au titre. (Si ce n'est pas ce que tu voulais merci de me faire un message privé. ) Bon changement de carte et bonne continuation.1 point
-
Tout arrive, je viens de lancer ma première impression sur la Mega. J'ai pris comme modèle une pièce de Prusa avec des détails microscopiques, je l'ai déjà imprimée sur la Prusa SL1 et sur la SL1S. Premier constat: l'énorme différence de temps d'impression (même matière, hauteur de couche, positionnement) Sur la Prusa SL1S : 01h04 et sur la Mega: 03h53 (presque quatre fois plus lent) A suivre.
 1 point
1 point -
oui c'est ce qu'il fallait faire, après non il semble pas y avoir ce soucis pour les autres.1 point
-
Oui, l'impression 3D fut une belle découverte Le rapport entre le prix de l'imprimante 3D et sa fréquence d'utilisation et ses possibilités est très bon comparé à de l'outillage, et je ne parle pas des machines semi-pro.. Aussi, pour profiter pleinement de son imprimante 3D il faut être en mesure de modéliser soi-même ses pièces, la maitrise de l'informatique et de la CAO est un aspect qui n'est pas négligeable. Maintenant... il faut que je me remue un peu pour utiliser vraiment l'imprimante résine qui dort un peu dans son coin... En SLA les pièces ont une résolution très fine, pas besoin de smoothing Mais pour le moment je n'ai pas fait de pièce "utile" au delà des tests... bref au boulot !1 point
-
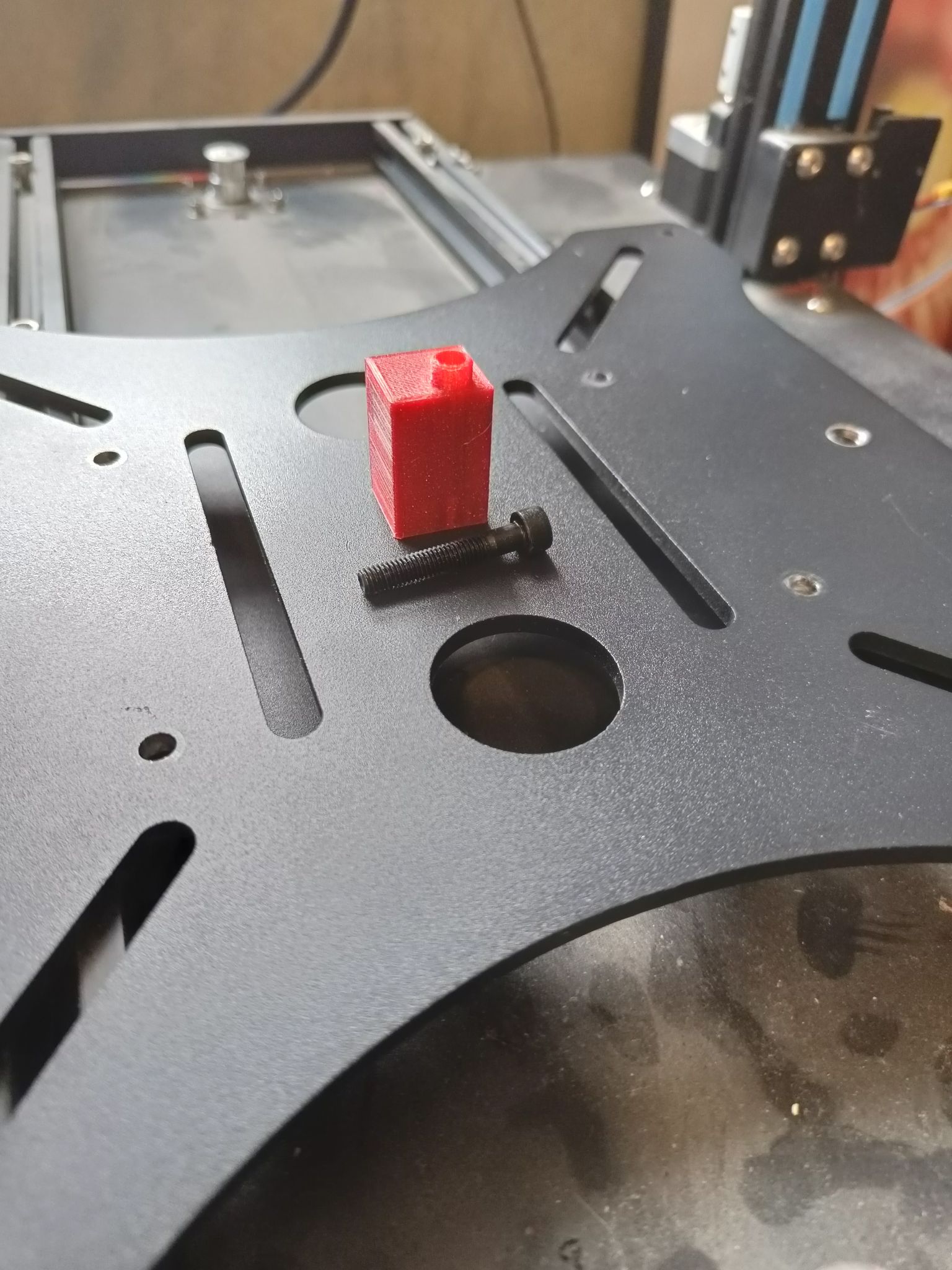
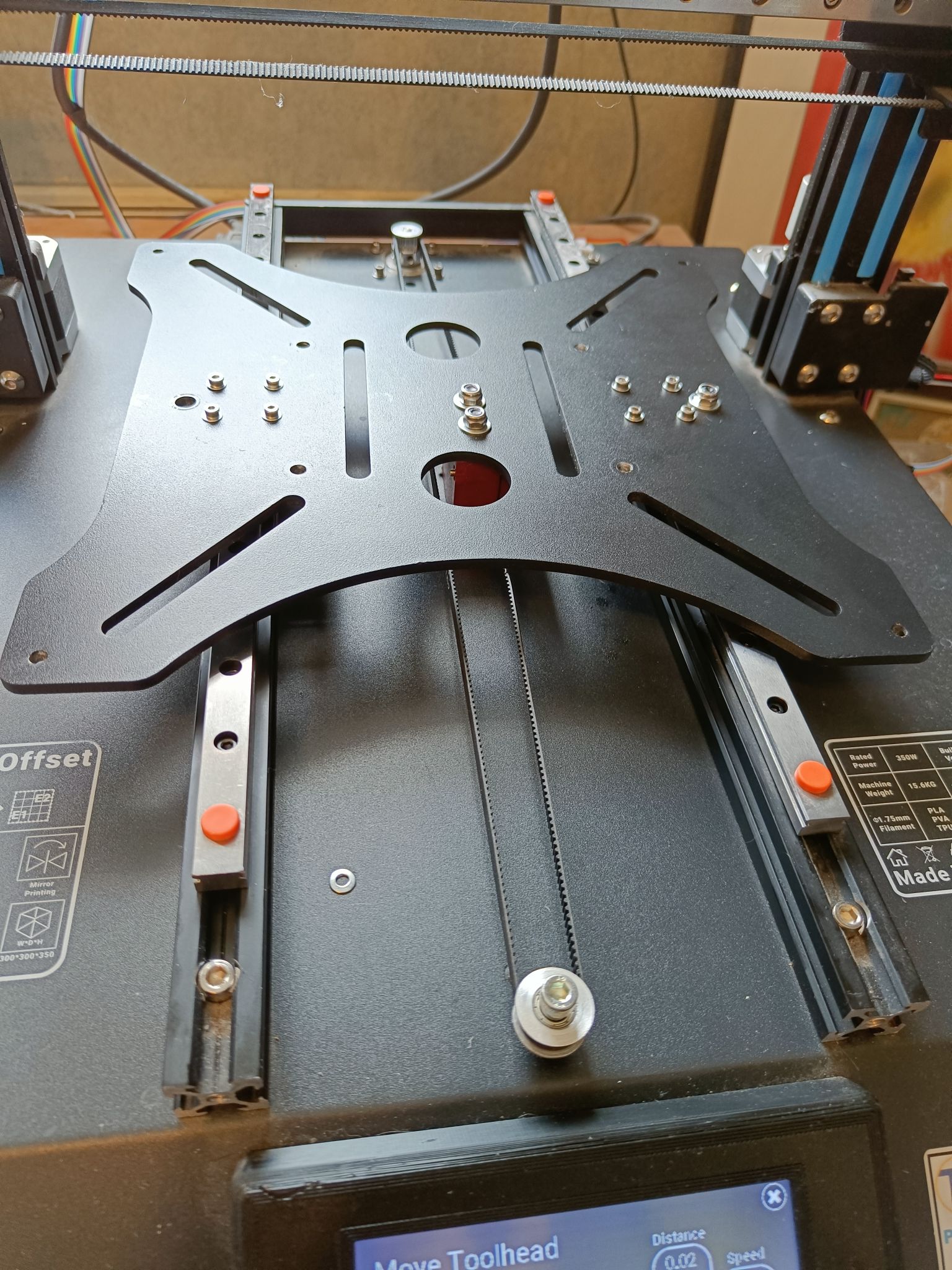
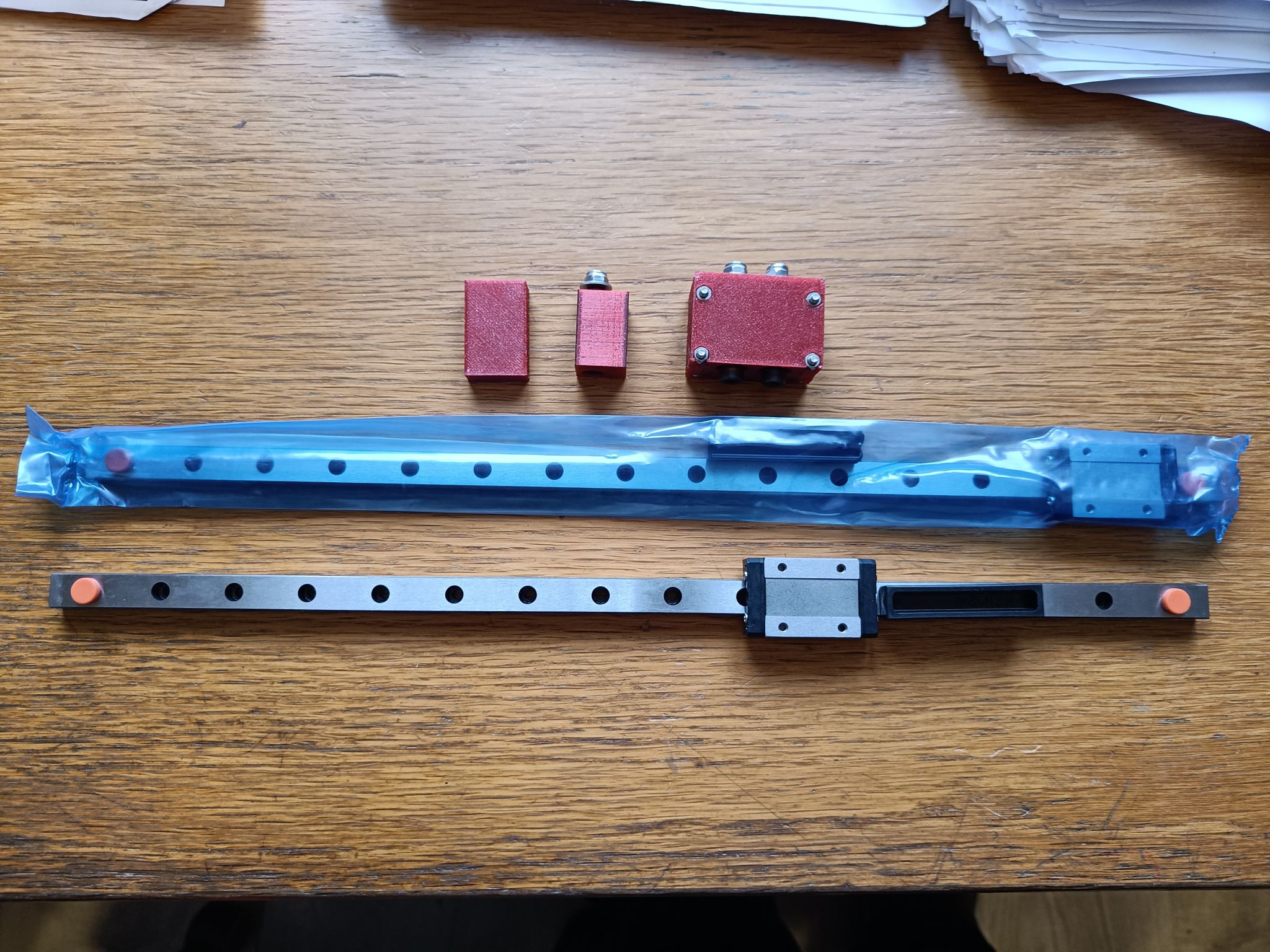
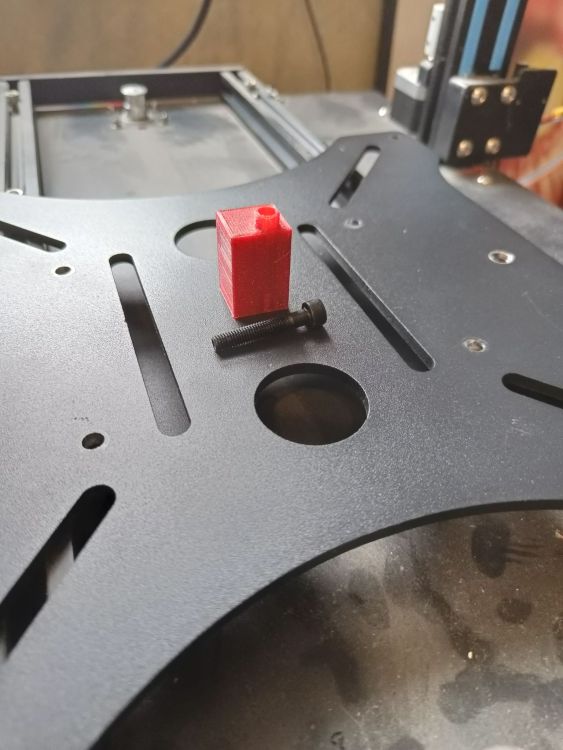
Salut, Voici des photos du montage :




 1 point
1 point -
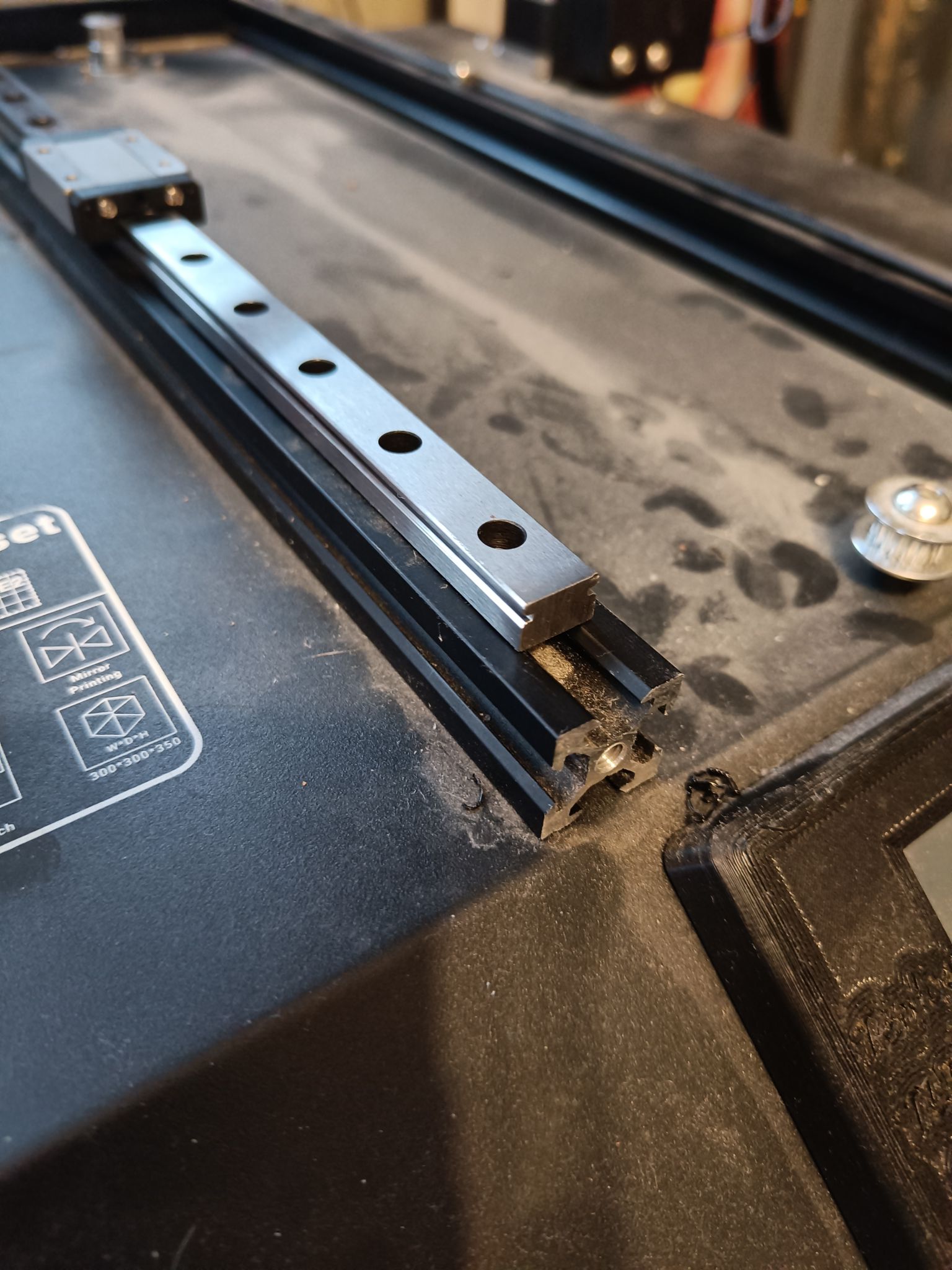
Petit avancement sur le projet, après un hiatus bien trop long suite à de gros changements dans ma vie. J'ai profité de mes quelques jours de congés pour enfin m'y remettre, ce qui n'était pas chose facile car ayant égaré toutes mes notes manuscrite, j'ai dû rétro-ingéniéré tout ce que j'avais déjà fait sur la partie électronique dans le boitier de commande pour faire tout le câblage de la structure de l'imprimante. J'ai donc : - passé tous les câbles dans les chemins de câbles sur les axes X, Y et Z, - soudé tous les connecteurs GX16 et fait les câbles correspondants, - et fait un petit circuit de connexion électrique rapide pour la tête d'impression. La structure câblée : et avec la future surface d'impression posée sur le lit (flex-plate aimantée, j'ai pas encore enlevée le film protecteur) : La tête d'impression : avec le circuit de (de)connexion électrique rapide : Les dessous du câblage : La vue des deux caméras (structure et tête d'impression) au niveau de l'interface de commande : Normalement tout est monté mécaniquement et électroniquement, reste à tout configurer logiciellement et valider que tout fonctionne. La suite au prochain épisode, dans pas trop longtemps j'espère !1 point
-
@Daniel U10,Désolé, j'avais pas vu la question!!, Et bien non, mes 4 imprimantes sont avec leurs courroies Stock. Pour le moment tout va bien :-), c'est d'ailleurs pour ça qu'il n'y a plus de discussion :-). Une fois que tout est bien calibré (il me manquait l'histoire de l'extrusion), ça fonctionne impeccablement bien. Je suis même descendu en dessous du 1% de précision sur X et Y. J'espère que de ton coté ça roule, ou plutôt ça imprime.1 point
-
Oui je te confirme la retraction ne doit pas dépasser 2.5mm et la vitesse 40mm/s sur ce direct drive au grand maxi. la a 6.5mm tu est sur de bouché ton heatbreak a coup sur, surtout sur un heatbreak bi metal. Après pour les recommandations de l'ami Abrege, les coupleurs type araigne n'apporteront rien de plus en qualité tous comme les roues polycarbonates qui apport juste une durée de vie supérieur. les blocs silicones le heatbreak bimetal (si tu as pris un bon modèle de qualité est bien pour le PETG), passer en ventilation 5015 pour les bridge c'est un plus. Par contre ne jamais faire la connerie de supprimer la courroie de synchronisation comme il le préconise, c'est une connerie sans nom.1 point
-
quelle est la distance de rétraction ? avec un heatbreak bimetal il faut la baisser un peu par rapport au heatbreak d'origine (2,5 maxi d'origine, plutôt dans les 1,5 mm avec le bimetal) Sinon, tu n'as pas suivi la règle d'or : une modification à la fois pour pouvoir cerner le problème plus rapidement1 point
-
Salut, Les pays ou j'ai vecu + de 2ans: Italie, Nord: les +: paysage, nourriture, climat les -: La poste ne fonctionne pas et les colis se font voler, aucun vendeur ne veut expedier las-bas Chine, Shanghai Les +: Les paysages, le salaire a +8% par an ( ce qui fait tres plaisir quand tu reviens en France et que ton dernier salaire est la reference) Les -: Les chinois mainland, aucune education et un egoisme hallucinant, au quotidien c'est dur Afrique du Sud Les +: Les paysages, les gens tres sympa (c'est tout ou rien), le climat. Pourrait etre le paradis sur terre. Les -: Proportion elevee de racistes ( et je parle des noirs envers les blancs ou envers les noirs etrangers) et une mentalite de victime, la woke attitude a 1000%. La securite. Singapour Les +: Multiculturel, la securite (voir des complexes HLM qui te ferait fremir en France, ici meme une femme seule au milieu de la nuit ne risque rien). La proprete (pas de dechet, de tag ou d'affiche partout) Le climat chaud. L'education (mes enfants parlent francais, anglais ,mandarin). Hors covid c'est un super coin pour rayonner sur toutes l'Asie du Sud-Est. Les -: le climat trop chaud et humide, Voila Cdt SoM1 point
-
Ça a un peu avancé cette semaine, j'ai terminé l'assemblage du boitier de commande. Quelques photos des différents éléments avant assemblage. Je ne rentrerai pas dans le détail, tout est expliqué trois messages au dessus : L'étage du bas avec les trois alimentations et l'USB 3 pour la face avant. L'étage du milieu est celui avec la Duet3 6HC et le Raspberry Pi 4 montré dans le message précédent. Rien de nouveau à part le fait que j'ai tourné la Duet3 de 180° pour ne plus avoir la nappe sur le dessus : elle est maintenant proprement pliée sous la Duet3 ce qui fait beaucoup plus propre. Je n'ai pas refait de photo avant de faire le montage. L'étage du haut avec les relais 30A sur le dessus, et en dessous les shunts pour les ampèremètres. Les gros câbles principaux d'alimentation sont en 12AWG. L'arrière, avec toutes les connectiques, les disjoncteurs, le ventilateur, et les trois MOSFET qui amplifient les signaux venant des modules de capteurs de fin de course (afin d'avoir assez de jus pour les LEDs en façade, câblés sachant que X et Y détectent en niveau haut, et Z en niveau bas). Les fils basse tension fins sont en 26AWG et les plus épais en 18AWG. Les fils secteurs sont en 1.5mm². La face avant, avec l'interrupteur pour le module d'alimentation du Raspberry Pi, toutes les LEDs derrière des voyants, les voltmètres/ampèremètres, et le circuit de commande des bandeaux LEDs de l'imprimante (avec son convertisseur 5V -> 3V). L'impression au niveau de la couche de blanc pour les voyant n'est pas parfaite, l'impression bi-couleur sur l'Ender-5 n'est pas mon fort, mais ça rend plutôt bien quand même. C'est un peu le fouillis niveau câbles, j'en ai fait certains un peu plus long que nécessaire pour faciliter l'assemblage. Mais tout rentre et l'air circule, c'est l'essentiel. La Duet3 est entièrement câblée, tout arrive comme il faut sur les connectiques à l'arrière. Photos une fois le tout assemblé. Le flash fait ressortir tous les défaut de la première couche, heureusement en vrai c'est bien moins visible. Tout s'assemble parfaitement, même si il a fallu pousser un peu par moment... Et allumé. Seul le voyant d'allumage est illuminé ici, je ferai des photos avec les autres voyants une prochaine fois. Pour l'instant rien ne tire sur le 12V (enfin il y a le ventilateur qui tourne à minima à 20% via PWM, mais moins de 100mA de consommation du coup), et seule la Duet3 en standby tire sur le 24V. Et finalement, les deux webcam qui serviront à monitorer l'imprimante. Un endoscope qui sera en ligne directe sur la buse d'impression, et un grand angle qui sera monté en haut de l'imprimante au niveau d'un angle pour une vision plus générale. Branché via un tout petit hub sur le port USB à l'arrière. Le système Duet Web Control ne permet d'afficher qu'une seule camera, donc j'ai recomposé une image de webcam virtuelle (avec v4l2loopback et ffmpeg) pour afficher en une fois l'image des deux caméras, redimensionnées et tronquées afin d'avoir quelque chose de lisible sur l'écran du boitier de commande. Le process prend en permanence entre 50% et 70% d'un core du Raspberry Pi 4 (sur 4 cores disponibles), c'est pas rien mais ça ne devrait pas poser de problème lors de l'impression. C'est tout pour le moment.1 point
-
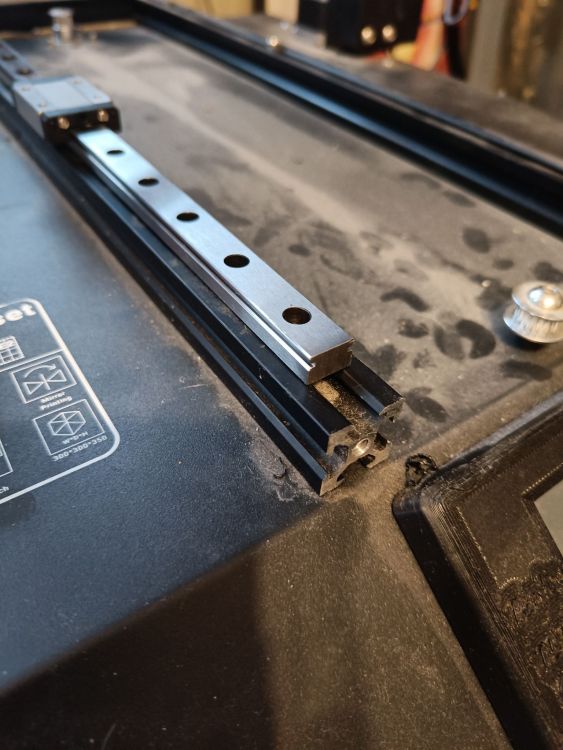
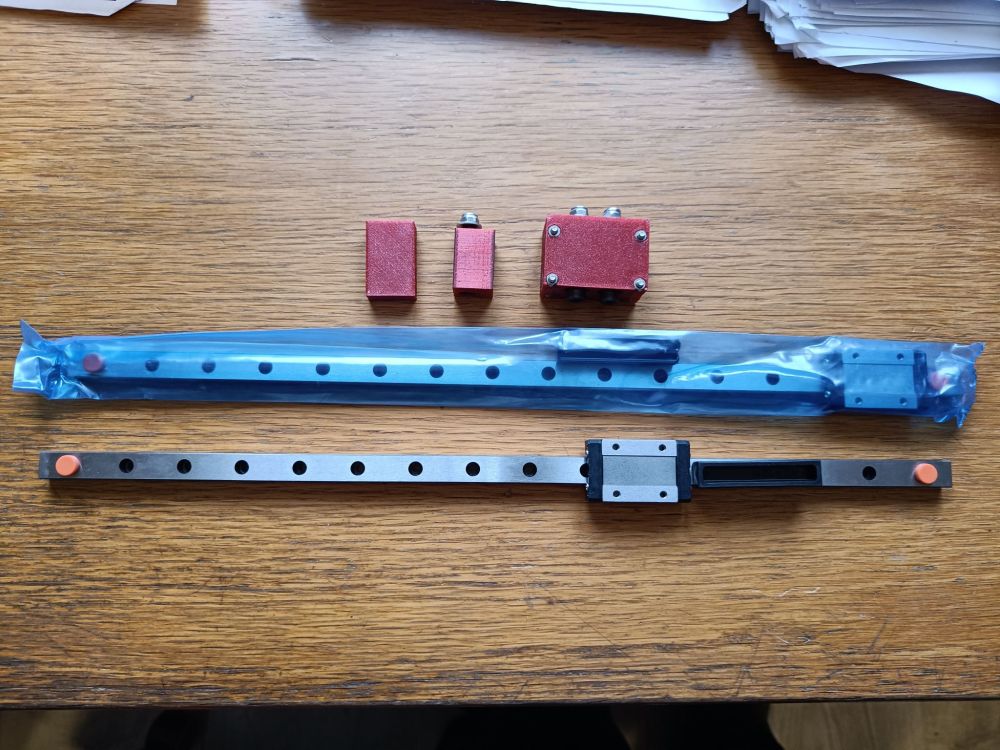
J'ai eu pas mal de boulot ces derniers jours, donc ça avance un peu au ralenti. J'ai principalement commencé à modéliser le boitier externe de commande qui contiendra toute l'électronique, il y a pas mal de chose à y faire rentrer mais ça commence à prendre forme. En attendant j'ai quand même pu avancer un peu l'imprimante en elle même, notamment avec les courroies : Vue globale, ça commence franchement à ressembler à une imprimante 3D ! Les courroies sont prises en sandwich entre le chariot du rail linéaire et la plaque de support de la tête d'impression dans des rainures prévues à cet effet, l'ouverture centrale permet de maintenir les courroies pendant la mise en place, puis elles sont coupés à raz. Je m'attendais à galérer un peu pour les mettre en place, en fait c'était ultra simple et fait en quelques minutes... Avec la tête d'impression. J'ai laissé de l'espace derrière le radiateur pour le flux d'air de refroidissement. Comme prévu, les courroies sont parfaitement parallèle aux mouvements des axes X et Y. J'ai bien pris en compte le diamètre des poulies avec l'épaisseur de la courroie dans mes positionnements, et ça tombe parfaitement en face. Le système de réglage de tension semble fonctionner correctement, les Nema17 ne bouge plus une fois les vis serrés (les petites imperfections d'usinage des rainures font que ça bloque bien la vis). Les poulies motrices sont bien enveloppés par la courroie, elle ne devrait pas sauter. J'ai pour l'instant tendu "au pif", à voir la procédure exacte avec une des applis qui utilise l'audio pour déterminer la tension parfaite quand j'aurai le temps de m'y pencher dessus. J'ai bien évidemment fait joujou en bougeant les poulies manuellement, la tête d'impression se déplace bien en diagonale quand on ne fait tourner qu'un seul Nema17, sur l'axe X quand on fait tourner les deux dans le même sens, et sur l'axe Y quand on fait tourner les deux dans le sens opposé. Et j'ai finalement pu mettre en place les plaques de renfort verticales pour le portique sur les trois faces extérieurs. Elles sont maintenu tout du long avec des écrous glissants et des vis pour que le profilé aluminium ne se déforme pas. Je ne suis toujours pas certain qu'elles sont vraiment utiles car ça semblait plutôt rigide sans, mais autant assurer ses arrière en mettant en place directement tous les renforts possibles. C'est tout pour le moment, la prochaine grande étape sera d'attaquer le câblage du portique, puis de souder tous les câbles aux prises GX16.1 point
-
Et voilà le détail niveau tête d'impression. La tête d'impression avec l'élément chaud NF-Crazy, l'extrudeuse OMG v2 et le Nema17 de 23mm. Le lien entre le NF-Crazy et l'OMG est rigide (vissé en haut et en bas). L'OMG et l'extrudeuse prennent en sandwich la plaque de fixation, et le NF-Crazy est vissé sur cette même plaque de fixation. Le côté droit de la tête d'impression. On voit bien le petit aimant circulaire pour le capteur de fin de course, et la vis de fixation pour la partie soutenant les ventilateurs. On voit également la distance entre le bloc de chauffe et la plaque de support en plastique (Nylon SLS), qui devrait être suffisant pour qu'il n'y ai pas de soucis. Le côté gauche de la tête d'impression. Un peu sombre sur la photo, mais on voit quand même le chemin de câble qui débouche sur la chaîne porte-câbles et la seconde vis de fixation pour la partie soutenant les ventilateurs. Sur la partie droite de l'axe X on retrouve le support pour les deux capteurs de fin course X et Y à effet hall. Les deux capteurs ont un aimant juste en face, l'un sur la tête d'impression pour l'axe X et l'autre sur l'arrière du portique pour l'axe Y. Ce même support permet de connecter les chaines porte-câbles des axes X et Y. Pour rappel, les deux modèles pour les supports entre les axes sont visibles en 3D ici: Support XY Support YZ L'amplitude de déplacement de la tête d'impression, ainsi qu'une vidéo de test de se déplacement. Les rails linéaires fonctionne parfaitement, le mouvement est très fluide et libre. Les photos que j'avais oublié de faire la fois précédente, avec l'endoscope en place. Pas grand chose à en dire, sinon qu'il est très léger car tout en plastique (il a l'air lourd mais ce n'est qu'une impression), il rentre parfaitement dans l'emplacement prévu et tombe pile en face de la buse d'impression. Et il est à la distance de la buse préconisé sur sa fiche produit. Reste à tester son fonctionnement sur le Raspberry Pi avant de le monter...1 point
-
Oh un colmarien! Rapide calcul: 1.8°/pas => 200 pas par tour. Avec des courroies GT2 et une poulie d'entrainement classique 20T, un tour entraine 40mm de courroie.Sans jouer sur les microstep tu as une précision de 0.2mm. Il existe des poulies 16T, précision de 0.16mm sans microsteps. Avec les microsteps 1/16 disponibles sur les plus basiques des drivers tu a une précision théorique de 0.0125mm... Je pense qu'à ce stade, sans parler des 1/32 et 1/256 des TMC2100, il faut d'abord regarder du coté des guidages, tension des courroies, qualité d'extrusion, régularité dans le diamètre de filament pour influencer la précision. Pour l'axe Z, avec une TR8*8, la précision est de 0.04mm sur les pas entiers. Si la précision ne suffit pas il suffit de prendre des TR8*4 (0.02mm) ou TR8*2 (0.01mm). Pour moi le 0.9° n'a de sens que sur les extrudeurs, et encore il existe pleins de modèles geared.1 point
-
Il me semble, mais à vérifier, qu'avec des 0.9° on gagne en précision ce que l'on perd en couple.1 point