Classement



Contenu populaire
Contenu avec la plus haute réputation dans 18/12/2022 Dans tous les contenus
-
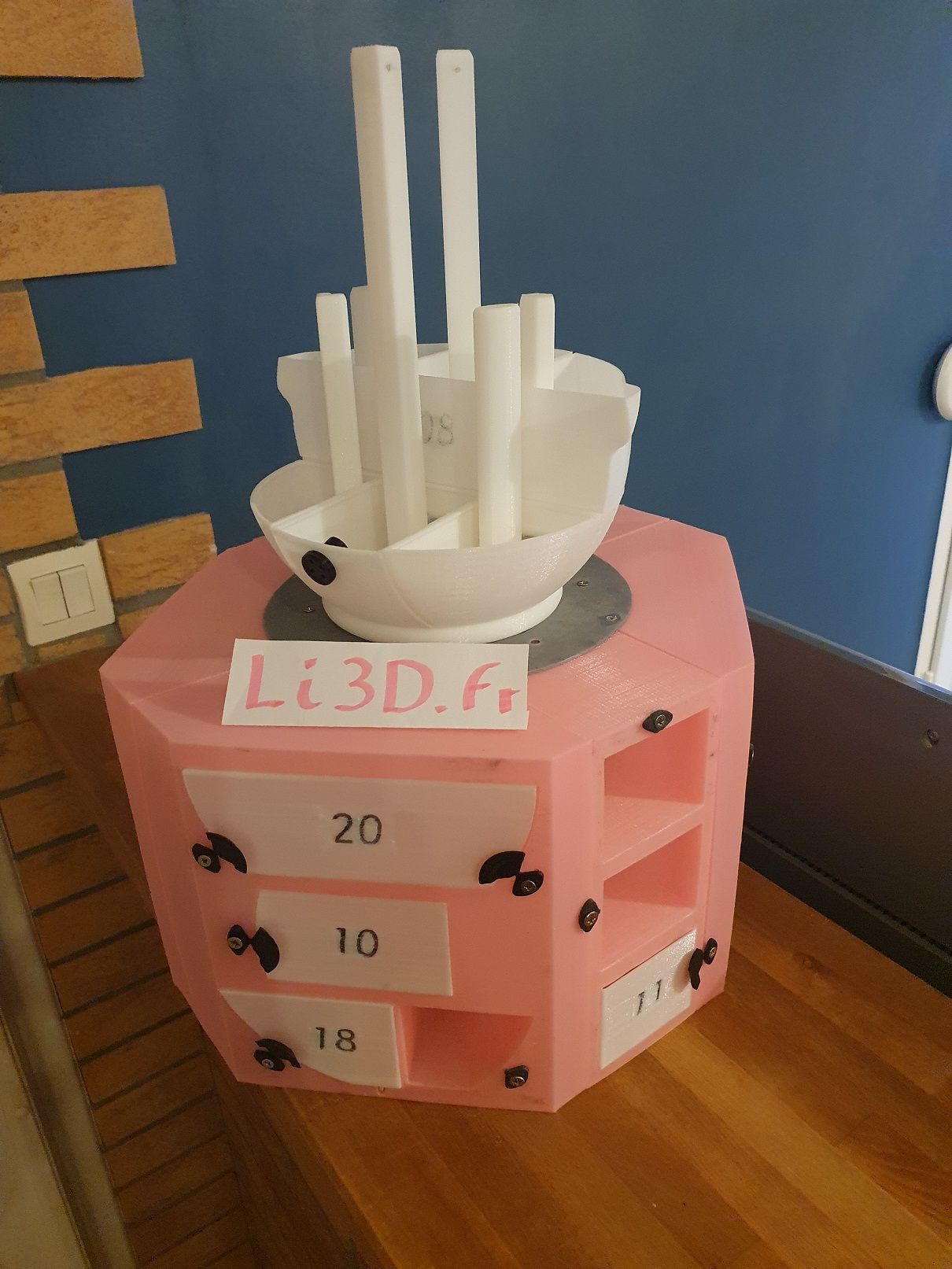
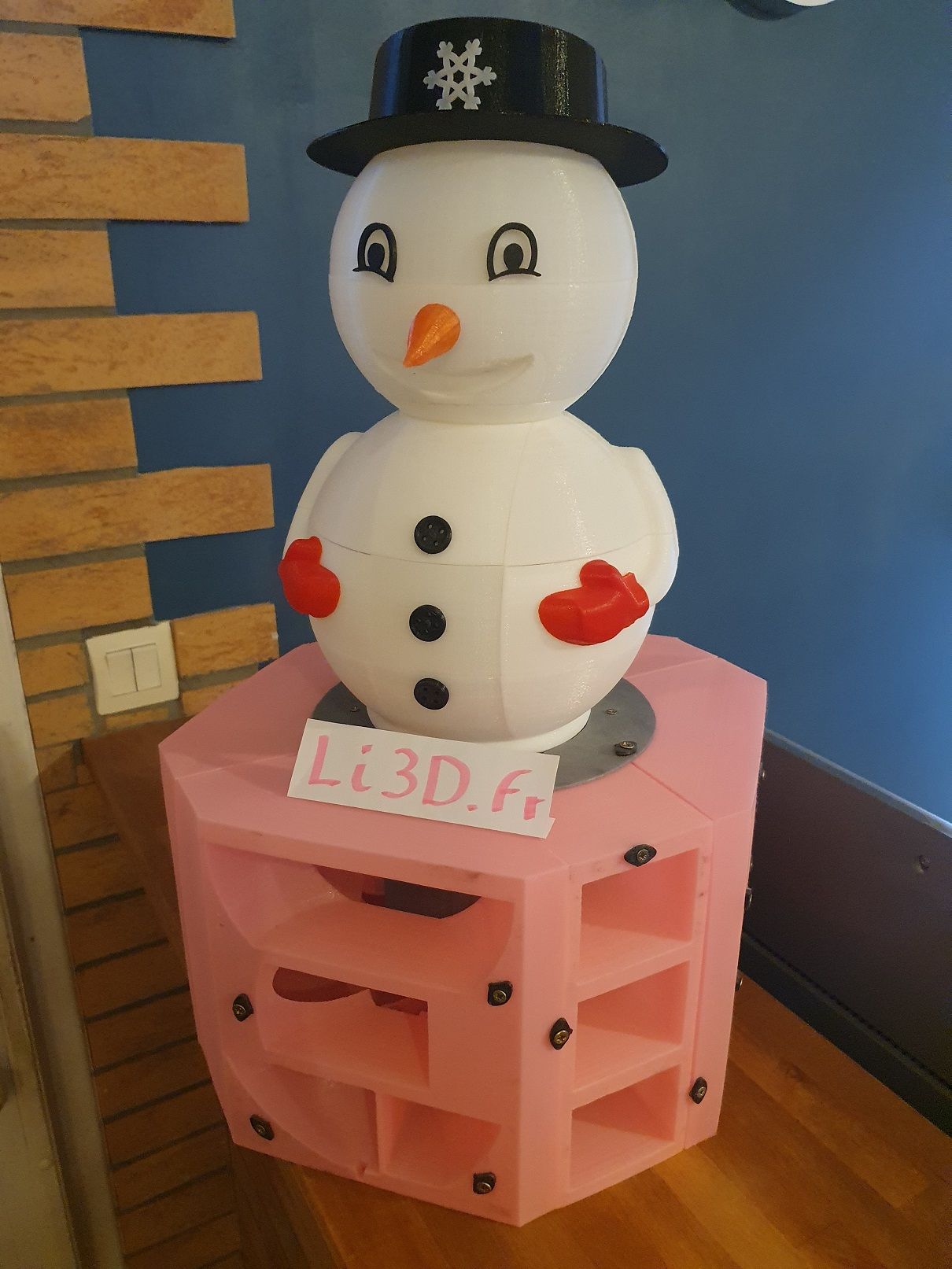
Bonjour Li3D.fr, Moi aussi je participe à ce concours avec mon calendrier de l'avent, 100% création maison. C'est un calendrier un peu différent des simples cases a ouvrir : chaque tiroirs renferment bien sure une surprise, mais au lieu de simplement récupérer le contenant des tiroirs, il faut enlever ces tiroirs et les déposer uns a uns sur un socle pour former petit a petit une figurine géante que je vous laisse découvrir en photo (attention le 24 décembre est spoiler ) . C'est très ludique pour les enfants, ils sont émerveillés devant l'avancé de la figurine et essai chaque jour de trouver ce que c'est . Jour 4 : J Jour 9 : Jour 16 : Jour 21 : Jour 24 : Pour les curieux, il y a plus de 100h d'impression, plus de 2Kg de PLA et surtout des heures et des heures de conception/modélisation. JOYEUX NOEL !




 8 points
8 points -
Bonjour à tous ! À mon tour de me lancer pour ce concours, un beau père noël coincé dans la cheminée (environ 28cm de haut) pour le bonheur de ma fille


 7 points
7 points -
Hello! Alors voici mes petits prints de Noël! Avec: un sapin de noël et son étoile, Un petit Gnome (merci @Alpes86pour le liens , je le trouvais sympa) et un lithophane coloré. Le tout imprimé sur ma SX2. Joyeux Noël!
 5 points
5 points -
Lorsque vous faites des achats chez Hotends.fr n'hésitez pas à appliquer le code SYC57UYK_Li3D qui réduira votre facture de 10% (hors produits déjà en promotion)4 points
-
Y'a vraiment des prints super canons N'hésitez pas à lâcher des likes aux autres participants au passage4 points
-
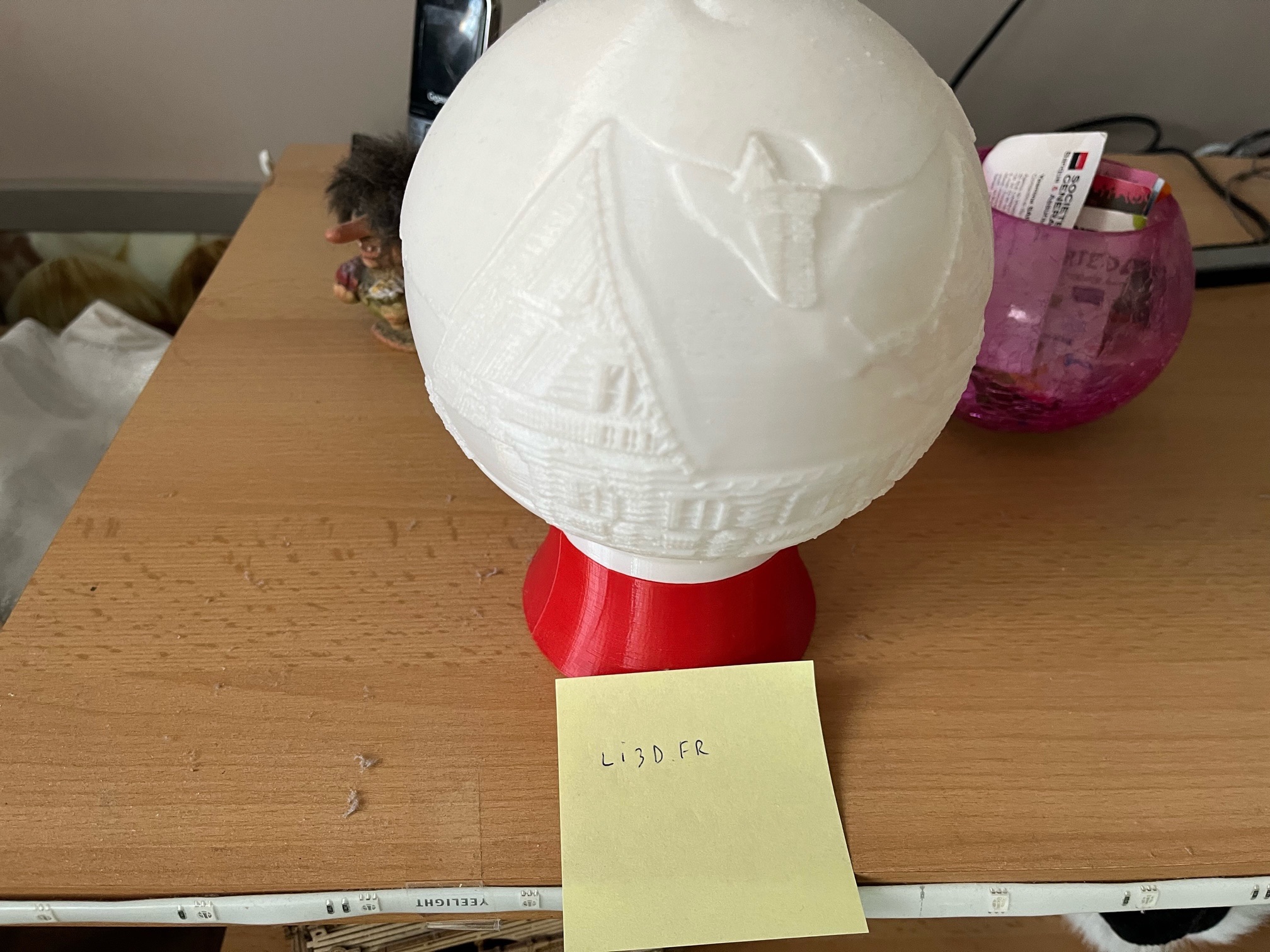
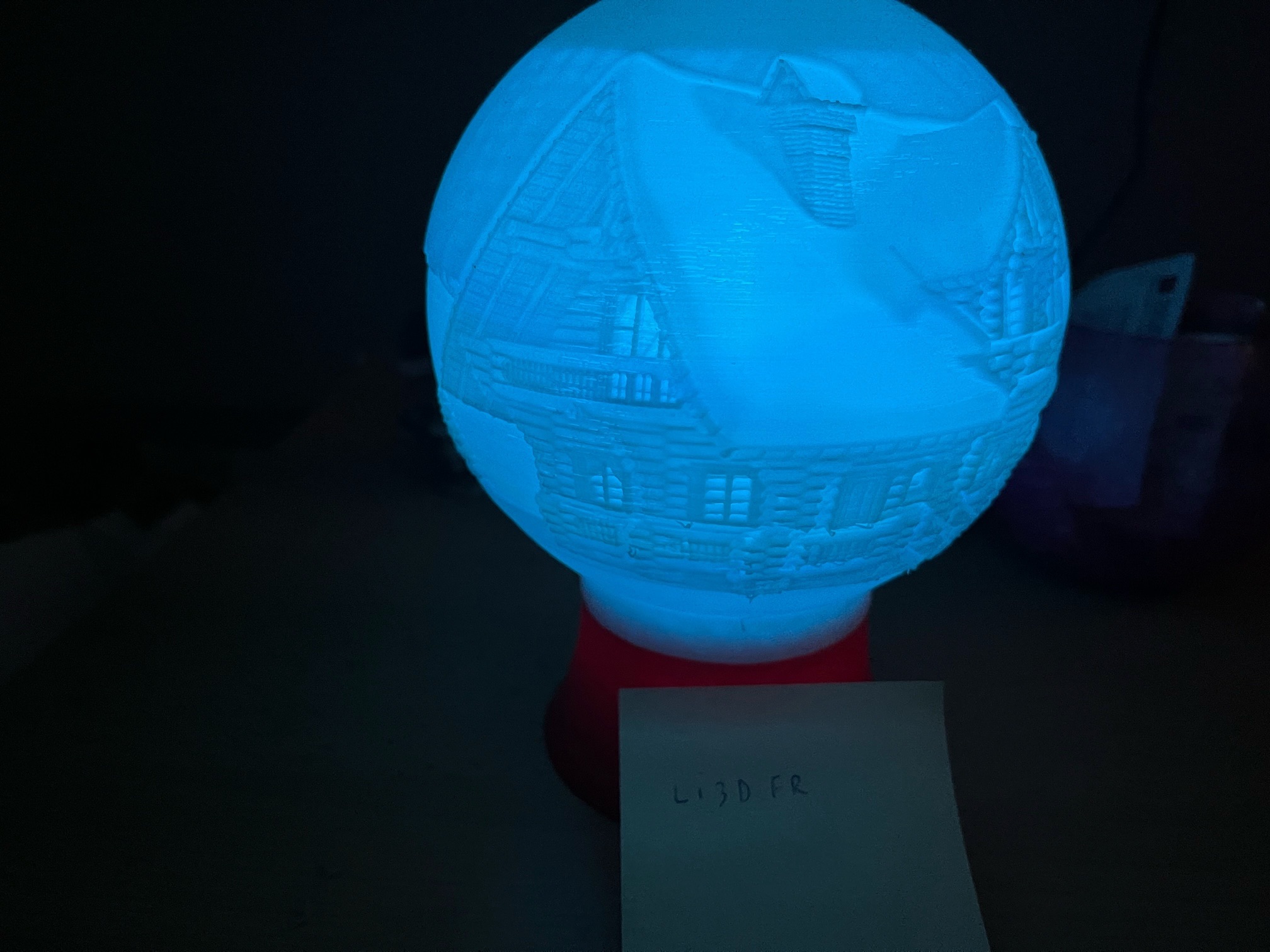
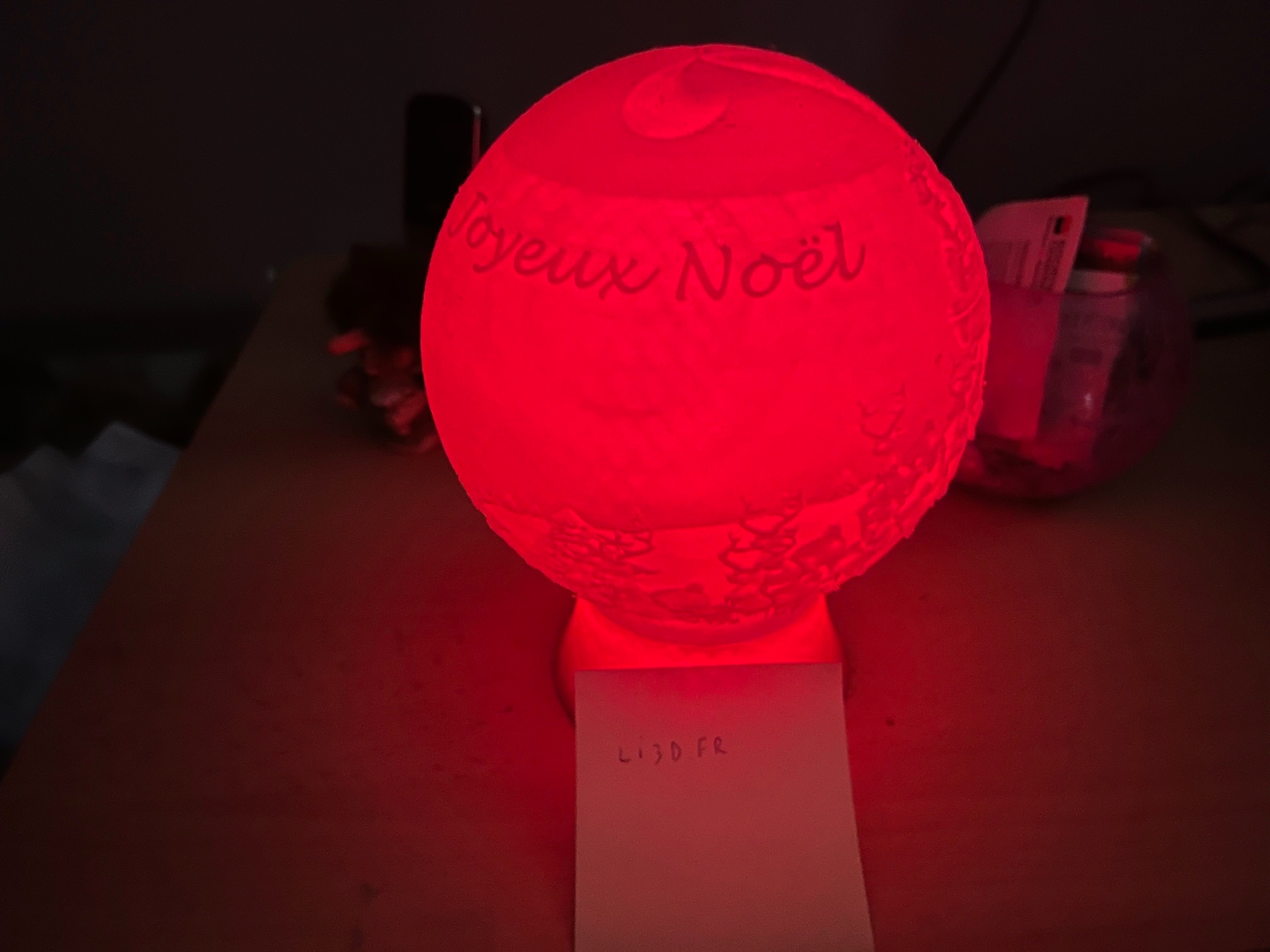
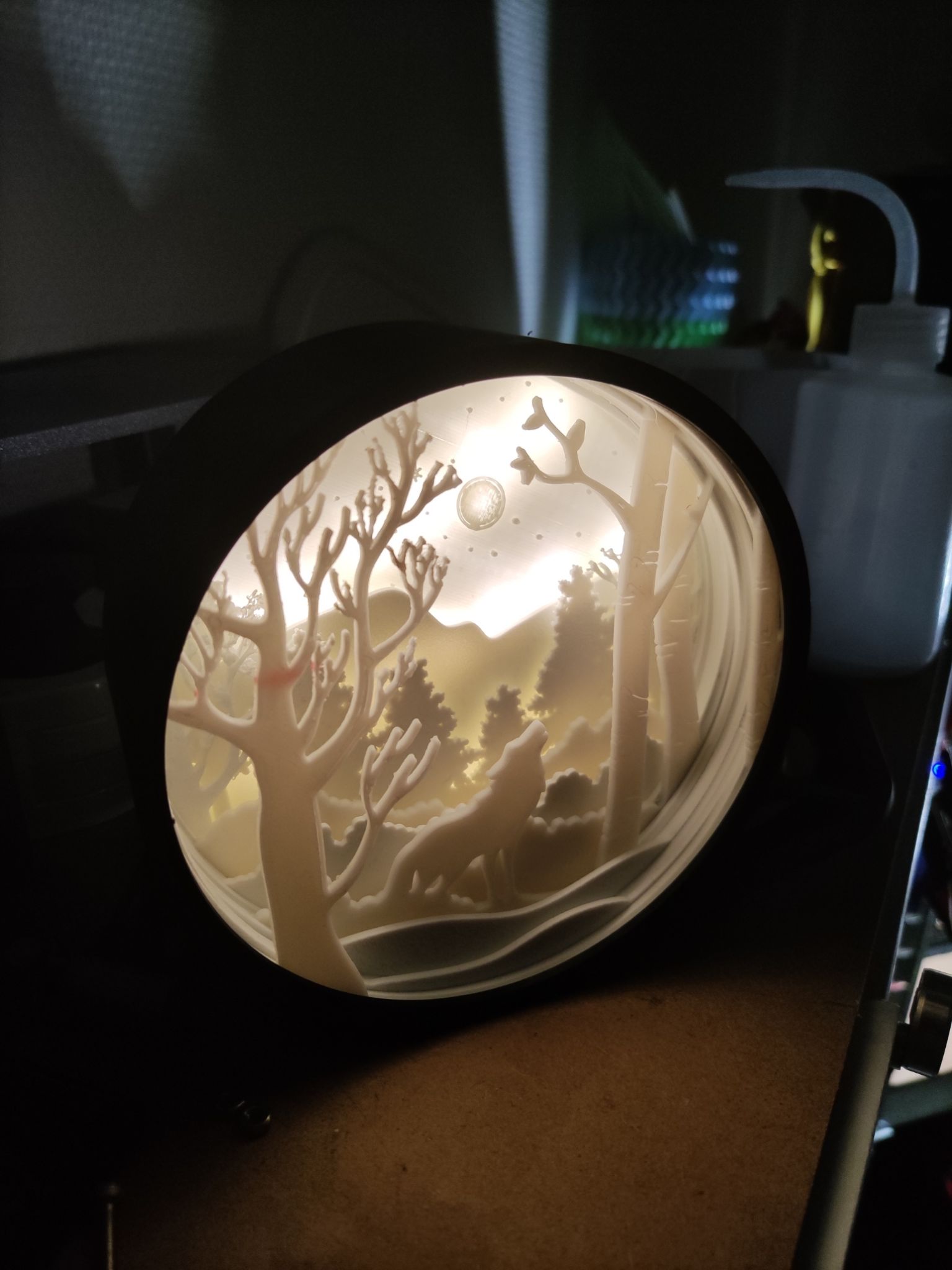
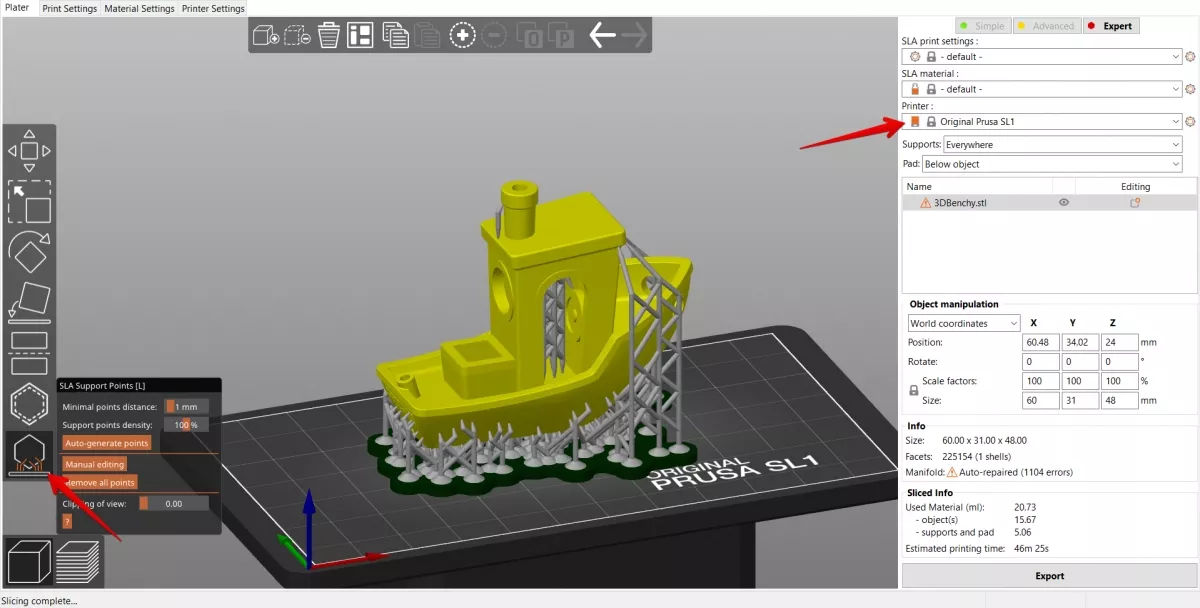
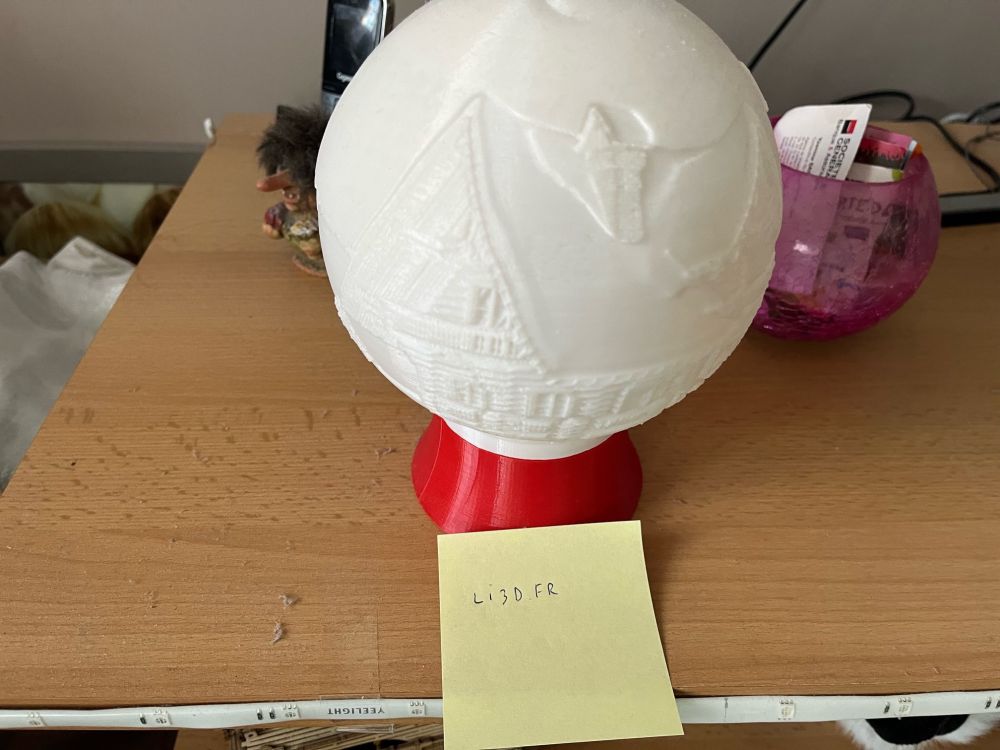
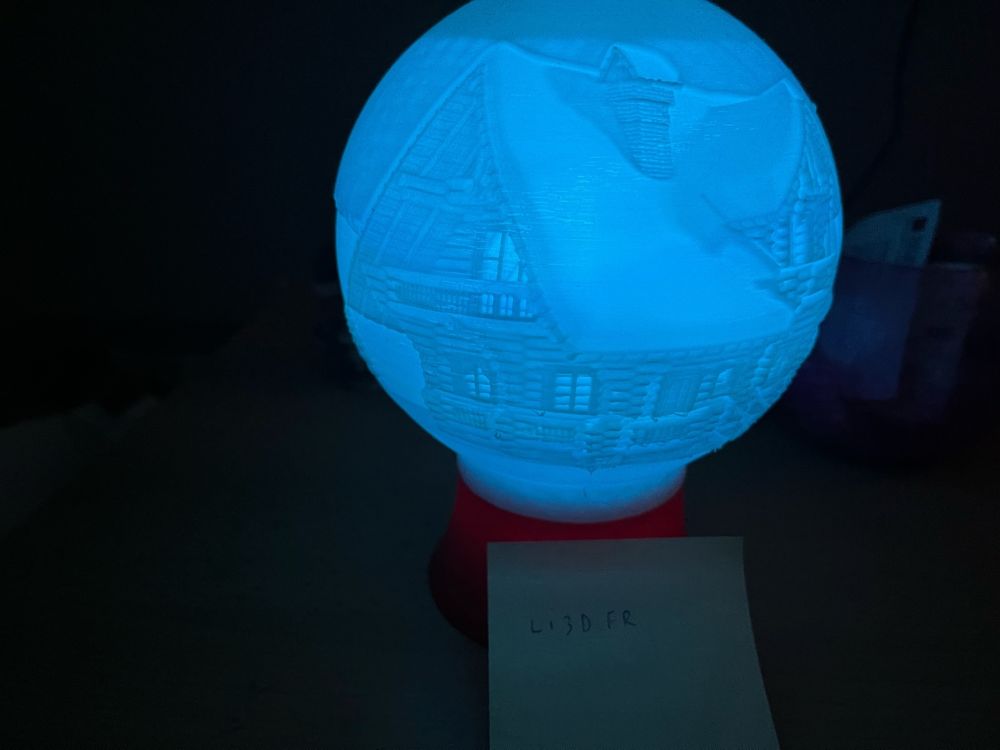
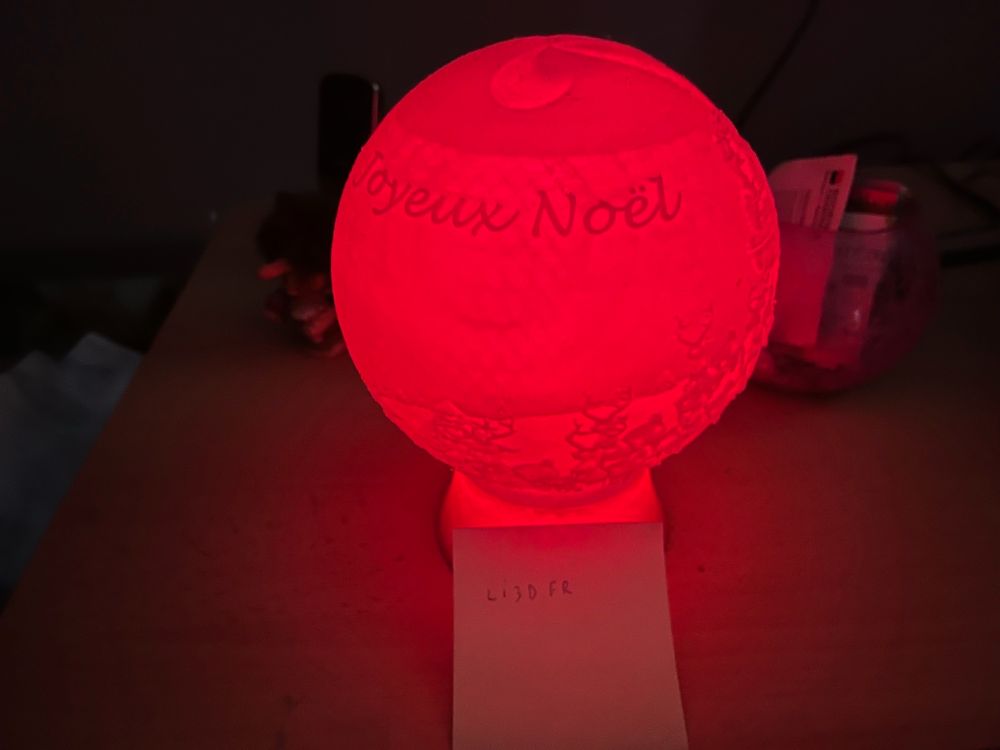
bonjour. a tous une boule de Noel en Lithophanie voici le lien pour le télécharger https://cults3d.com/fr/modèle-3d/maison/lithophane-boule-de-noel-traineau-du-pere-noel
 4 points
4 points -
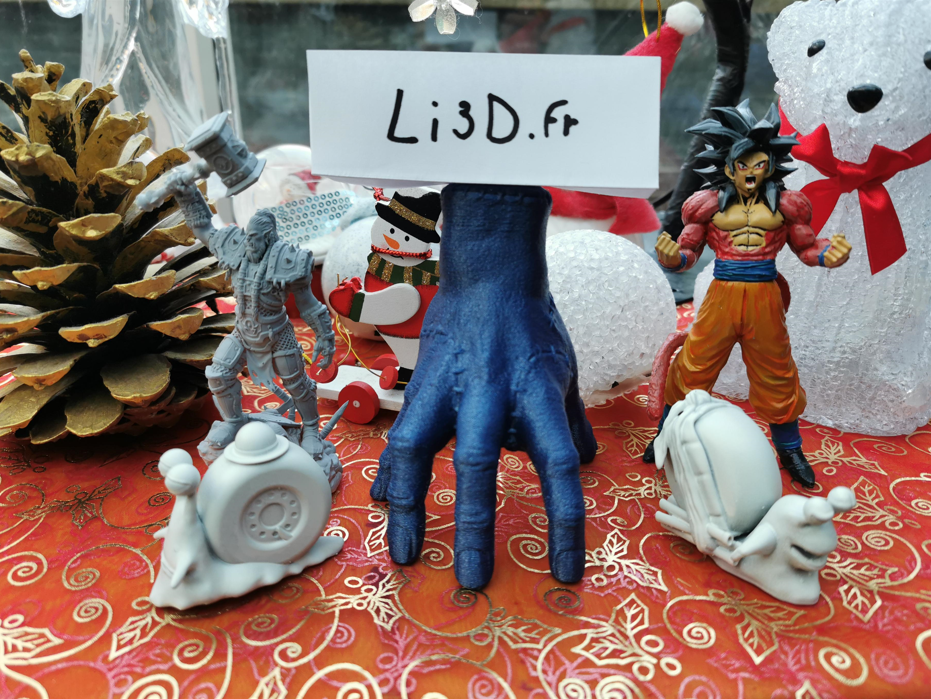
Aller je vais participer au concours Li3D.fr moi aussi, Voici quelqu'une de mes impressions pour noël ce sont tous des cadeaux pour les gamines ou amis de mes filles, Ici on retrouve "La chose" pour ma grande pour servir de stand pour sa montre (on la peindra ensemble après noël), 2 Den Den Mushi avec couche d'après à l'effigie de Luffy et de Zoro (les épées sont en séchage de la couche d'après) de One Pièce, nous avons aussi un thrall que je dois peindre encore. Et le dernier Un Goku en Super Sayan 4 qui est fini (j'ai un Bu et un Jiren qui sont en cours d'impression donc on les verra pas ici). Alors ce ne sont pas des décos mais des cadeau a offrir, mais j'ai aussi imprimer quelques déci des petit sapin et boules de noël, mais je voulais juste mettre une seule photo assez simple. J'espère que sa vous plaira et que vous me mettrez des j'aime
 3 points
3 points -
Salut @Johnny Dos Passos, Le résultat ne sera pas aussi beau que ta modélisation et probablement trop coûteux, mais tu as cette solution de lissage de filament transparent2 points
-
Salut, pour obtenir ce résultat je partirai sur un moule réalisé en impression 3d et tu coules à la résine epoxy. Un coup de bombe sur la partie noire, un coup de vernis (toujours en bombe) et tu devrais avoir un résultat propre si tu travailles bien ton moule avec du mastic. Après je ne fais que de l'impression fdm, en résine il y a peut-être moyen d'approcher directement du résultat mais je ne connais pas. A+2 points
-
Bonjour. Je vais suivre tes conseil et nettoyer VScode. Quand à la météo chez nous c'est moins biens qu'hier. Ce matin (il est 9.00 ici) le ciel est couvert et nous n'avons que 29°. Mais il est encore tôt et nous avons prévu un BBC sur la plage avec des amis... ensuite (et même avant!!) baignade. L'eau est à 30° environ et à cette saison la mer est calme car il n'y a pas trop de vent. Jusqu'à présent nous avons été gâtés par le temps car nous n'avons n'avons eu que 2 ou 3 typhons. Un moyen et les autres plus faibles (il y en a, en moyenne, une vingtaine par an). La journée commence très tôt et nous vivons avec le soleil toute l'année, il se lève à 5.00h du matin et se couche à 17.00h (environ). L'activité en général, magasin compris, s'arrête à 17.00h sauf pour les grandes surfaces qui sont regroupées dans des "malls" avec restaurant, cinémas... etc... Il n'y a que quelques pharmacies (qui font superette en même tps) de grande marque qui sont ouvertes 24/24 7/7 comme ce qu'on peut voir aux USA. Maintenant ----------------->> direction la plage . Salut et bon dimanche. Ma chère et tendre pas encore "cuite à point"
 2 points
2 points -
Voici avec le fond + covering vinyle type carbon. A+ pour l'electronique

 2 points
2 points -
Pièce dédiée et plein de matos en bordel (organisé) c'est top2 points
-
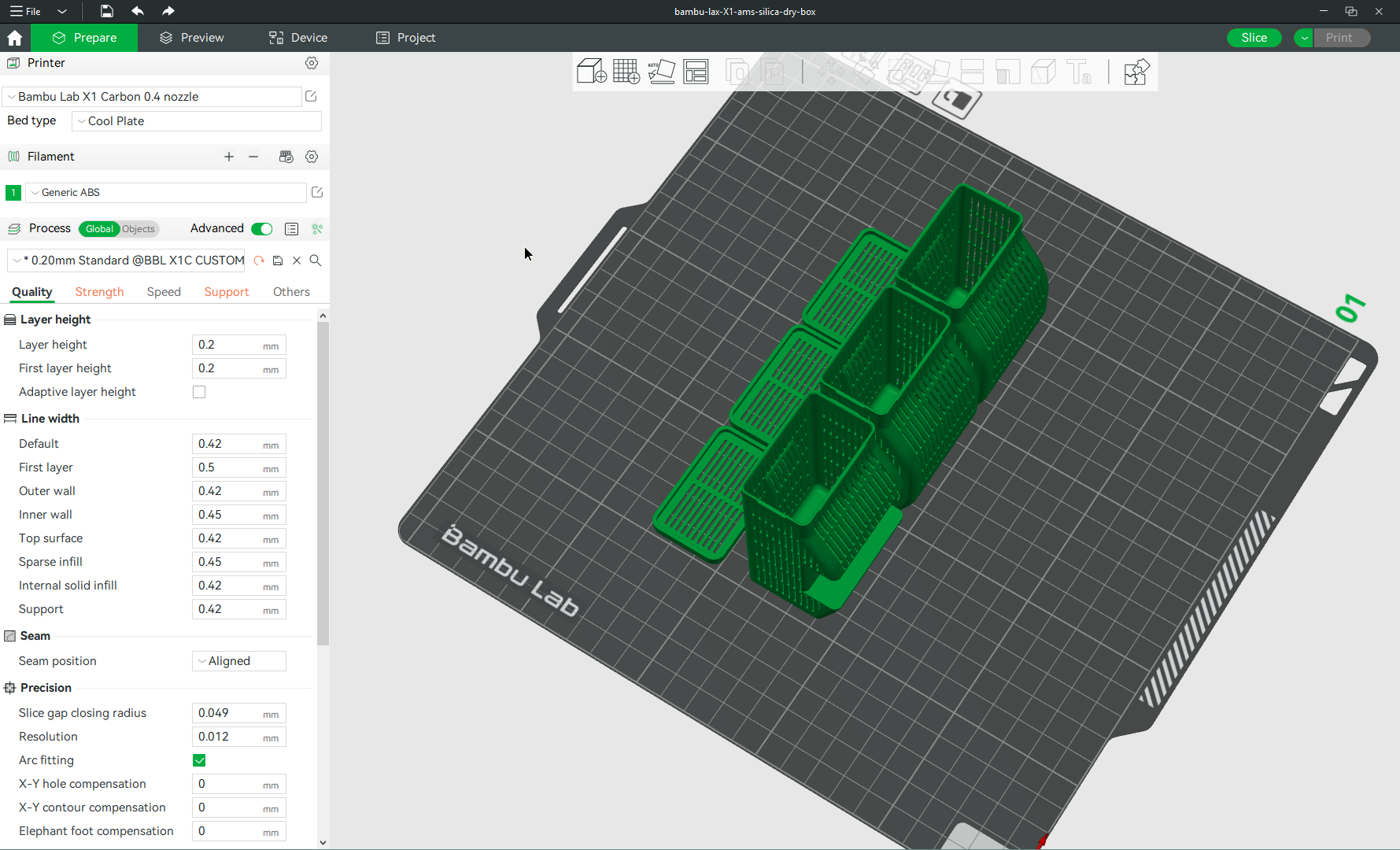
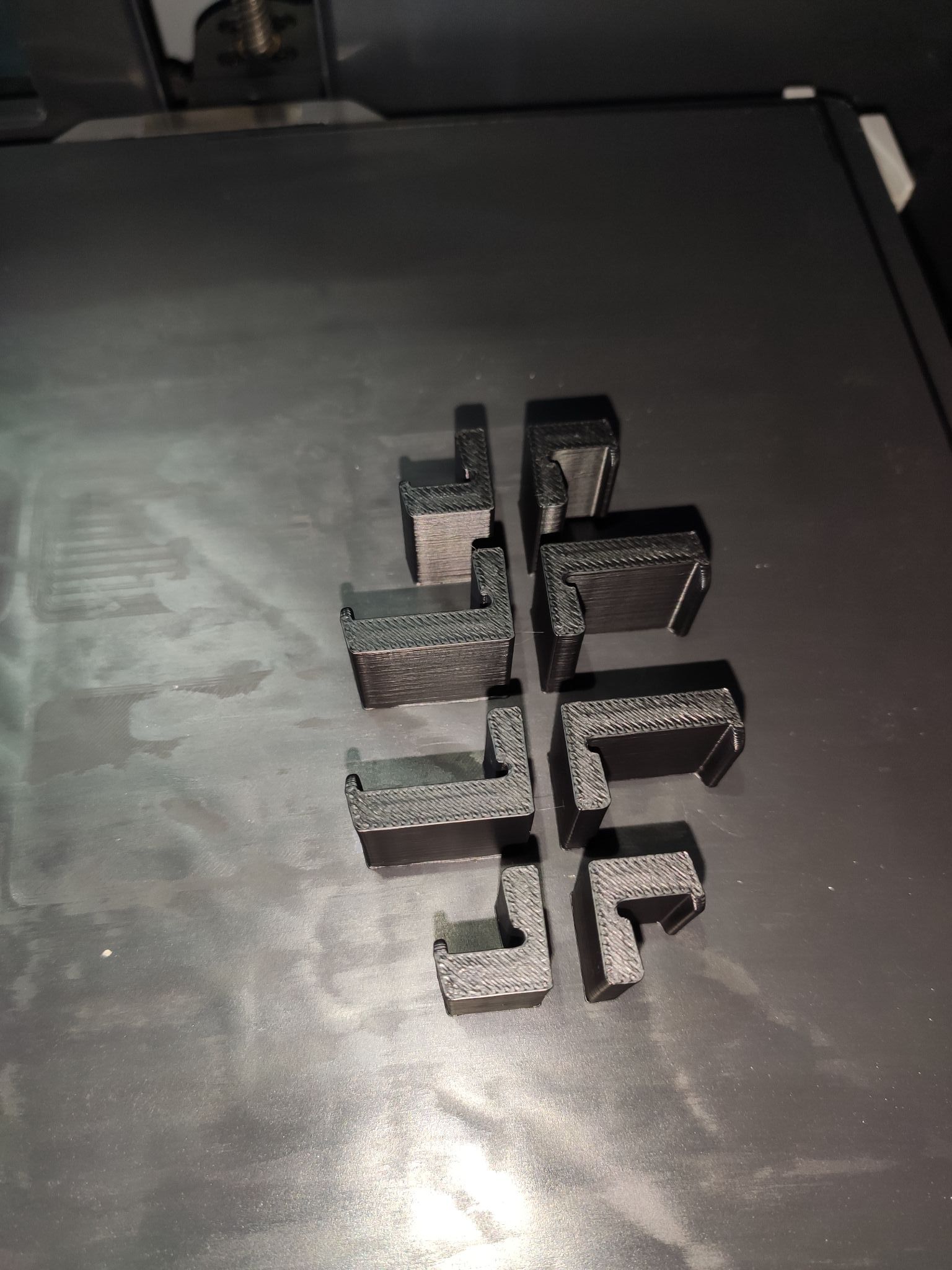
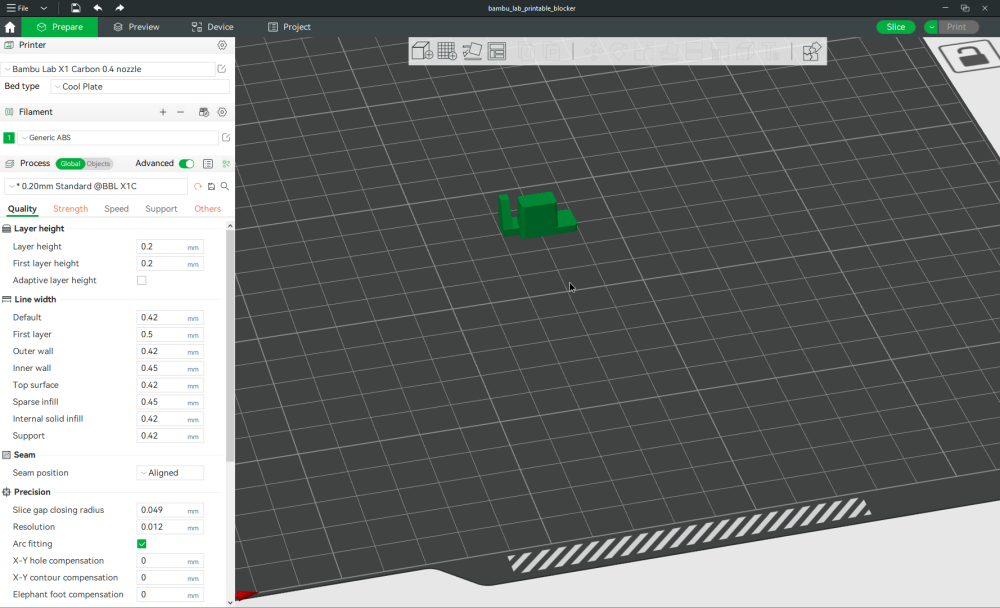
Aussi curieux que ce soit, je n'ai jamais autant imprimé d'améliorations (certaines indispensables, certaines un peu moins) que pour la Bambu Lab X1C dans mon cas. Ce topic pour recenser les améliorations et donner des idées aux autres possesseurs de Bambu. Il est conseillé pour beaucoup de ces objets de les imprimer en ABS ou PETG afin de résister aux températures à l'intérieur voire autour de l'imprimante. Je vous mets à chaque fois l'objet que j'ai retenu (parmi les N versions et remix disponibles, parfois très nombreux !), j'ai imprimé tous ceux de ce post (la plupart des photos sont les miennes, mais pas toutes). Et j'en oublie, mais c'est déjà un début. N'hésitez pas à partager les votres. Sommaire. A. Où trouver des items à imprimer pour améliorer la Bambu Lab ? B. Les items indispensables. C. Les items indispensables pour AMS. D. La catégorie "objets additionnels". E. La catégorie "il faut encore que je m'y penche". F. La catégorie "gadgets" Bambu. ------ A. Où trouver des items à imprimer pour améliorer la Bambu Lab ? Sur les sites classiques : - sur printables.com (c'est là où, je trouve, il y a le plus d'activité et d'items en rapport avec les Bambu) : lien vers la recherche "most downloaded", lien vers la recherche "nouveaux uploads Bambu Lab", lien vers ma "collection" personnelle d'items Bambu Lab m'ayant intéressé - sur Thingiverse (pas grand chose, mais ce site n'est-il pas en perte de vitesse) : https://www.thingiverse.com/search?q=bambu+lab&page=1&type=things&sort=relevant - sur Thangs : https://thangs.com/search/bambu lab?scope=all - sur Cults3D (pas grand chose non plus) : https://cults3d.com/fr/recherche?q=bambu+lab (beaucoup d'objets se retrouvent sur chaque, mais il y a parfois des différences - çà vaut le coup de faire le tour) B. Les items indispensables. - Le support pour le fan intérieur, quasi indispensable, à imprimer en ABS/PETG pour résiter à la chaleur de la chambre. Plutôt que celui fourni sur le wiki officiel, préférez plutôt ce modèle : https://www.printables.com/model/256442-bambu-lab-aux-fan-saver/comments/447422 pour les Bambu "v1" (le fan est juste collé de base avec des scotchs 3M double-face) (c'est celui que j'ai imprimé pour la mienne) ou celui-ci pour les Bambu "v2" (fan vissé) https://www.printables.com/model/311255-bambu-lab-aux-fan-saver-20 : - Un support vertical à mettre à côté pour faire tenir les plaques supplémentaires : https://www.printables.com/model/270579-bambu-lab-x1c-plate-holder/comments/447985 - Un purge bucket pour collecter les scories expulsées à l'arrière - il y a 36 modèles, celui là me semblait clairement mieux, pas trop grand, bonne collecte, aimants) : https://www.printables.com/model/291141-bambu-lab-x1-purge-bucket/comments/448965 - Des bases GRIDFINITY pour permettre de ranger tout son bordel au-dessus de l'imprimante. Compatible AMS ! Il y a plusieurs versions, avec ou sans LED en dessous, j'ai pris cette version "sans". Voir ce post sur le forum sur ce qu'est GRIDFINITY, si vous ne connaissez pas, je vous encourage vivement à vous y pencher. Pour ma part j'ai imprimé niveau boitiers : un 1x1 pour le tube de glue, un 3x2 pour les clips, ..., le 2x2 en support des pinces, un 1x1 pour chargeur de lampe OLight (histoire d'en avoir une toujours chargée sous la main), ... Cette photo d'exemple n'est toutefois pas la mienne mais çà donne une idée (il faut que j'en prenne une de mon installation) : https://www.printables.com/model/287407-bambu-lab-x1-gridfinity-base-without-light Ce lien par exemple pour une case Gridfinity 1x1 pour le tube de colle Bambu : https://www.printables.com/model/355112-gridfinity-glue-stick - Des clips pour maintenir les plaques en place et éviter le warping, particulièrement pour les grosses pièces en ABS. En imprimer 4, 2 de chaque type(voire plus au besoin). https://www.printables.com/model/321213-bambulab-x1-bedclamps-for-big-prints - Le petit clip pour permettre de passer le volume d'impression en 256x256x256 au lieu de 250x250x250, tel que décrit sur le wiki : https://wiki.bambulab.com/en/knowledge-sharing/print-volume-limitations - Dans le même ordre d'idée, à imprimer avant d'en avoir besoin, depuis le WIKI officiel : l'outil aidant à démonter la tête "gear removal tool" : https://wiki.bambulab.com/en/x1/troubleshooting/extruder-clog - Réducteur de son : une partie du bruit vient du fan à l'arrière. Plutôt que de le remplacer, il est possible de positionner un réducteur de son par l'extérieur (qui va faire perdre quelques décibels, à priori sans augmentation de température). Il y a très nombreux modèles, tous plus ou moins sur le même principle ("boite" à positionner avec vis et/ou aimants, et un cheminement particulier du flux d'air pulsé en sortie du ventilateur). Tous sont normalement compatibles avec le hub pour AMS (j'ai imprimé un de tous premiers mufflers proposés, et il passe tout juste avec le hub AMS). Celui ci est toutefois sans doute le plus recommandé : https://www.printables.com/model/338482-bambu-x1-ams-hub-exhaust-muffler-fan-silencer (chercher "muffler" sur printables.com pour trouver d'autres modèles) C. Les items indispensables pour AMS. - Des containers pour absorbeur d'humidité : afin de pouvoir mettre des billes de silice libres, sans en éparpiller partout. Ce modèle est compatible AMS v3, et on peut continuer à utiliser le cache d'origine pour un rendu plus propre : https://www.printables.com/model/322613-new-bambu-lab-silica-gel-desiccant-tray - Des boites pour aborbeur d'humidité à mettre à l'avant de l'AMS : idem, il y a 36 modèles, j'ai choisi ceux ci (faciles à installer, encoche arrière si vous devez réparer votre AMS, et version pour hygromètre qui se trouve sur aliexpress pour 2€, avec 2 piles LR44) : https://www.printables.com/model/292343-silica-dry-box-for-bambulab-ams et https://www.printables.com/model/299215-bambulab-ams-dryer-pod-with-indent-for-ams-fix - Un "Y Splitter" pour permettre de garder branchés à la fois le spooler simple et à la fois l'AMS. Il faut des connecteurs pneumatiques, j'ai pris ceux-ci (boîte de 20 pour 10€ sur amazon). Le modèle : https://www.printables.com/model/308131-bambu-lab-y-splitter-with-pc4-m10-pneumatic-connec - En complément, il faut une pièce pour permettre d'espacer le support du spool d'origine (pour que les cables de l'AMS puissent passer), j'ai pris celui-ci, il permet pile d'utiliser des vis M3x30mm (j'ai pris ce kit sur amazon, je n'en n'avais pas des si grandes) et il y a un espace pour positionner les cables en dessous : https://www.printables.com/model/315677-bambulab-x1-spool-holder-extender/comments - Et tant qu'on y est, des clips pour attacher les 2 cables de l'AMS ensembles : https://www.printables.com/model/276184-bambu-lab-ams-cable-clip D. Dans la catégorie "objets additionnels". - Des pièces pour aider à sortir la carte SD, qui sinon est en effet assez difficile à extraire (peuvent se clipser n'importe où autour de l'écran histoire de ne pas les perdre) : https://www.printables.com/model/271315-bambu-x1-printer-micro-sd-ejector - Des risers pour sur-élever la vitre du dessus : préférez la version "avec aimants" pour une meilleure tenue en place. Usage marginal au final (beaucoup d'impressions se font finalement vitre fermée). Soit ce lien : https://www.printables.com/model/314181-bambu-lab-x1-top-glass-lid-cover-riser-holder-shim - Un boitier interne pour mettre des billes absorption d'humiditié. Pas indispensable, mais si jamais vous vouliez vraiment avoir des billes de silice à l'intérieur. Attention, cette boite se couple bien sûr avec le support pour ventilateur interne linké plus haut. https://www.printables.com/model/344792-desiccant-box-for-bambu-lab-fan-support - Une pièce facilitant le nettoyage des déchets à l'intérieur du caisson, pour pouvoir + facilement les évacuer à l'aide d'une balayette. https://www.printables.com/model/288373-bambu-lab-x1c-p1p-filapoop-scoop-base-insert-plast ou https://www.printables.com/model/345528-waste-recovery-base-insert-for-bambu-lab-x1 E. La catégorie "il faut encore que je m'y penche". - Un mécanisme pour placer des LED au dessus. Il y a 36 modèles, j'ai du mal à choisir, d'autant que tous ne sont PAS compatibles avec les AMS v3 (beaucoup ont une forme "carrée" qui ne matche que les v1 / v2, alors que les v3 sont un peu moins larges niveau espacements entre les pieds à l'avant qu'à l'arrière). Exemples : https://www.printables.com/model/326664-bambu-lab-x1c-led-bracket, https://www.printables.com/model/320939-bambulabs-ams-attached-lightbar, https://www.printables.com/model/260470-bambu-lab-x1-chamber-light-ring-frame, https://www.printables.com/model/280168-bambu-lab-x1-led-light-frame, https://www.printables.com/model/265701-bambu-lab-x1c-light-frame, https://www.printables.com/model/273214-bambu-lab-x1-ams-riser-frame-with-leds, https://www.printables.com/model/271784-low-profile-led-frame-for-bambu-x1-and-others, ... - Des QR code à imprimer / coller sur les plaques Bambu de vendeurs tiers. Pour qu'elles soient reconnues comme des plaques officielles. A coller et à recouvrir de "quelque chose" (résine epoxy, ...) pour que çà résiste à la chaleur de la cambre voir à l'eau en cas de nettoyage des plaques. Voir : https://www.printables.com/model/335511-bambu-labs-smooth-pei-gr https://www.printables.com/model/330476-bambu-lab-bed-sheet-qr-codes-xile6 https://www.thingiverse.com/thing:5535223 Ex. : F. La catégorie "gadgets" Bambu. - Des dessous de verre en fac-similé des plaques Bambu. Parfaits pour le salon quand vous avec des geeks à la maison. https://www.printables.com/model/341733-bambu-lab-build-plate-coaster





 1 point
1 point -
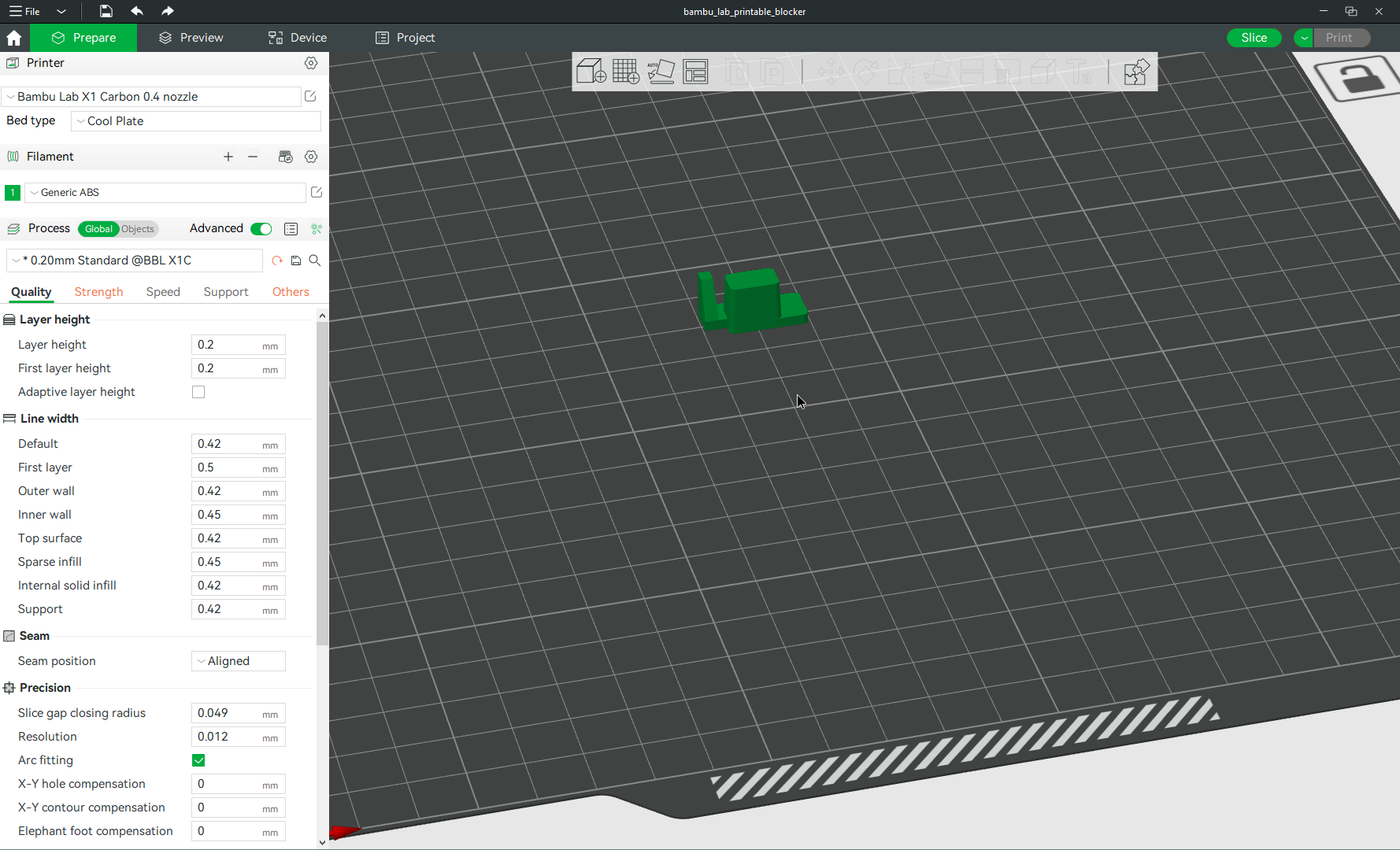
Salut a tous, Aujourd'hui je lance un défi. Essayer de fabriquer un clignotant ! Existe-il des filaments qui peuvent imiter cette ABS Transparent pour faire la pointe et le plastique brillant de la bague sur l'image ? Quelles techniques de finition permettraient de me rapprocher au mieux de l'orignal ? Merci
 1 point
1 point -
Tu peux lire ce que j'ai répondu a Petit Pimousse c'est ce que je pense être les 2 voie logique au jours d'aujourd'hui mais après je ne fait pas partir du staff Artillery et a mon sens Artillery est capable de faire du très bien mais aussi du moins bon sur certain choix technique, ils écoute pas assez les remonter de la communauté perso j'ai arrêté de leur remonter des infos car aucune écoute de leur part. ils ont 2 choix possibles en effet a mon sens soit faire une imprimante pas très chers mais ultra simple a prendre en main et fiable sortie de carton type Anycubic 4Max pro et FlashForge, soit partir sur une machine plus performante mais dans ce cas les prix vont vite monter a espérer qu'il retiendront une solution Klipper plutôt qu'un firmware propriétaire. Et ils ont intérêt à bien pensez a utiliser des composants simple, efficace et fiable car avec la X2 j'ai quand même pas mal de personne qui sont revenue vers moi en me disant plus jamais je repart sur du Artillery trop déçu par la fiabilité générale de leur machine. Oui la X2 était en rien une nouvelle imprimante juste une évolution de la X1 qui a même fini par être moins bien sur certain aspect au final car certain composant de moins bonne qualité on fini par être une régression a mon sens, car mettre des options supplémentaire pourquoi pas mais dans ce cas de bonne qualité, sinon c'est contre productif.1 point
-
Donc c'est la Neptune 3 P...1 point
-
Ok merci. Je ferais ça demain alors. Dès que c'est réglé niveau Vref, je reviens vers toi en MP1 point
-
@Jeff78s https://www.thingiverse.com/thing:1170981 Voilà!1 point
-
Je suis navré que ton projet industriel se soit achevé en échec. Comme tu viens d'arriver sur ce forum qui est constitué de makers amateurs donc aucun (je pense) ne t'achètera ce lot complet d'une telle valeur. Il serait préférable et plus rapide que tu définisses un prix unitaire en tenant compte de la vétusté (même si elles sont en cartons). Juste une remarque: Je suis surpris que tu ais fait un choix aussi hétéroclite de marques et de modèles qui demandent chacune un temps d'apprentissage pour en tirer le meilleur et des pièces de rechanges toutes différentes, avais-tu une raison particulière pour cela ?1 point
-
Ah, c'est effectivement logique Alors il refusait d'imprimer, mais après avoir continué mes recherches pendant quelques heures, j'ai trouvé l'origine de mon problème. Il s'agissait de la MVS (Vitesse Volumétrique Maximale) qui était bridée. D'après ce que j'ai compris, la MVS correspond a la quantité maximale de filament que le slicer demandera de faire passer dans la Hotend. Et comme elle était bridée trop basse, la vitesse maximale d'impression était réduite automatiquement. Maintenant que je l'ai relevée a une valeur plus correcte, le problème est résolu ! Merci pour ton aide en tout cas @Motard Geek1 point
-
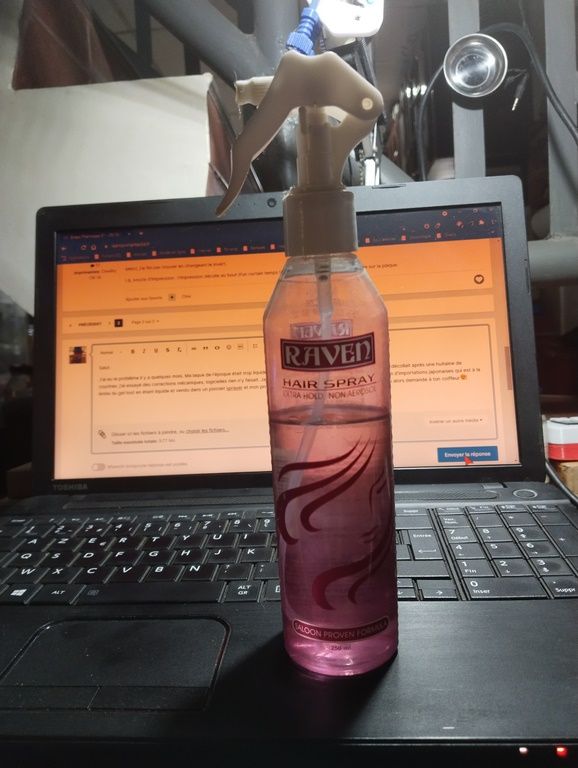
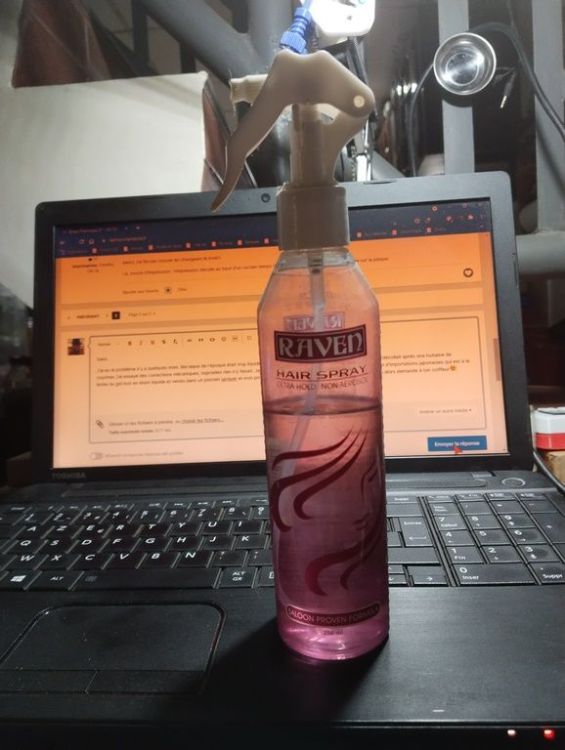
Salut. J'ai eu le problème il y a quelques mois. Ma laque de l'époque était trop liquide et s'évaporait avec le bed chauffant ensuite la pièce se décollait après une huitaine de couches. j'ai essayé des corrections mécaniques, logicielles rien n'y faisait. Jai fini par trouver une laque (bon marché) dans un magasin d'importations japonaises qui est à la limite du gel tout en étant liquide et vendu dans un pistolet sprayer et mon problème fût résolu... ça doit bien se trouver en France... ou alors demande à ton coiffeur je te post la photo de ma laque où il est indiqué : Hair spray Extra hold Non aérosol de la marque Raven" je pense que la mention "Extra Hold" est à retenir. Bonne chance pour la suite.
 1 point
1 point -
Bravo, Super boulot qui malheureusement n'a pas été félicité à sa juste valeur.1 point
-
Salut @Rony Non on a aucun informations qui ont fuité pour le moment la seule chose que l'on sait c'est qu'il est question d'une Core XY, qu'il commence juste a en parler et que l'imprimante est encore en cours de développement. Donc pour motivé l'intérêt de la marque et pousser les gens parler de cette nouvelle machine le jeux concours est lancer pour proposer un nom a cette nouvelle imprimante. On peut spéculer sur les futur spécificité mais on a trop peu d'info pour que cela soit pertinent, mais si l'on regarde la silhouette de l'imprimante sur la com Artillery, on pourrait déjà émettre l'hypothèse qu'il est question d'un Core XY Fermer ou semi Fermé avec un panneau de commande sur la partie supérieur de l'imprimante, et les proportions me laisserait penser qu'il s'agit d'un gabarit moyen autour des 250x250x250 un Form-Factor proche de la P1P.1 point
-
Intéressant comme new ! Je cherche justement ces temps une corexy pour épauler ma bonne vielle genius pro. Déjà quelques infos ont fuités ? Je vais attendre un peu avant de commander une P1P Bambu Lab.1 point
-
Coucou me revoilà. A la dernière minute j'ai décidé d'emporter mon laptop sur la plage. Nous y avons un petit cottage à l'abri alors aucun risque. Comme je n'aime pas trop rester sur un échec, j'ai cherché sur internet et j'ai appris (entre autre chose) qu'un antivirus, un antimalware ou un antitruc... pouvais perturber vscode. En fouillant dans mon pc j'ai trouvé 2 programmes anti quelque chose qui se sont installé avec un autre soft sans que j'en ai eu conscience... virés!!! Anti virus (Windows Defender) désactivé et, Ô miracle, j'ai réussi à construire, compiler, uploader........... ( peut-être la magie de Noël encore une fois) Le fichier .bin est bien au chaud sur ma clé usb et je vais le faire "avaler" à crealititine en arrivant. Puis réglage Z offset, PID...etc... Je t'adresse plein de remerciements pour ton aide qui m'a été précieuse tout au long de cette (folle) aventure. La prochaine fois je vais essayer de compiler dans ma "Sandbox" pour voir ce que ça donne et peut-être que je n'aurai pas besoin de désactiver mon antivirus car ici les hackers chinois se font des choux gras avec les touristes qui ne prennent pas assez de précautions à tel point que qu'au début de l'année nous (les résidents) devrons avoir enregistré nos cartes sim chez nos opérateurs. Encore "fliqué" alors que c'était une des raison qui m'on fait m'expatrier dans ce magnifique pays où les libertés ne sont pas encore trop bafouées. Je ne clos pas le encore sujet le sujet, si tu le permet, car je voudrais partager mon expérience avec la la "Sandbox" et peut-être d'autres point que je n'ai pas soulevé. Merci beaucoup et je retourne me baigner.
 1 point
1 point -
Je pense que la matière utilisée est du PC ou du PMMA en injection. en fdm c’est impossible, seule solution, faire un moule puis le polir parfaitement puis couler une résine. Beaucoup de travail au total.1 point
-
Salutation ! Via une recherche google on les retrouvent sur https://artillery3d.com/pages/downloads -> Artillery Sidewinder X2 TFT Firmware (M600 supported) https://bit.ly/3g3BbVa -> https://drive.google.com/file/d/1el6oaaCBEMHrdP1kv8SIyJXAafAoO8I0/view Artillery Genius Pro TFT Firmware (M600 supported) http://bit.ly/3UIgJIr -> https://drive.google.com/file/d/1YM90yNyT8258k3yuv19vfjb6dk6PDWlO/view1 point
-
Désolé de la qualité "époustouflante" des photos d'avance ! C'est un bordel organisé. Je sais exactement "ou et quoi" ! Je ne passe pas + de 6h à chercher un truc quand j'en ai besoin PROMIS ! Vous m'excuserez aussi pour le rangement et le ménage, je n'avais pas prévu de recevoir du monde (ni de faire des photos) (PS: La sunlu je m'en sers rarement et elle est en cours de bidouillage actuellement donc "en maintenance")


 1 point
1 point -
@Motard GeekC'est ça exactement. C'est un poil en bordel mais je sais exactement ou est chaque chose @Poisson21Franchement les trucs pour les outils au mur, les rack/étagéres. Les espaces pour les résines, ça facilite grandement le boulot. C'est le jour et la nuit clairement1 point
-
#Concours de #Noël, nouvelle #imprimante3d Artillery CoreXY, Arc-Overhangs, Bambu Lab 3D à la conquête du monde, #test SUNLU T3 et recyclage de bouteilles en plastique en filament https://www.lesimprimantes3d.fr/semaine-impression-3d-362-20221217/1 point
-
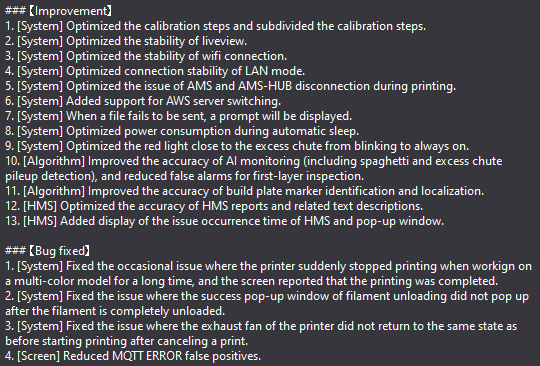
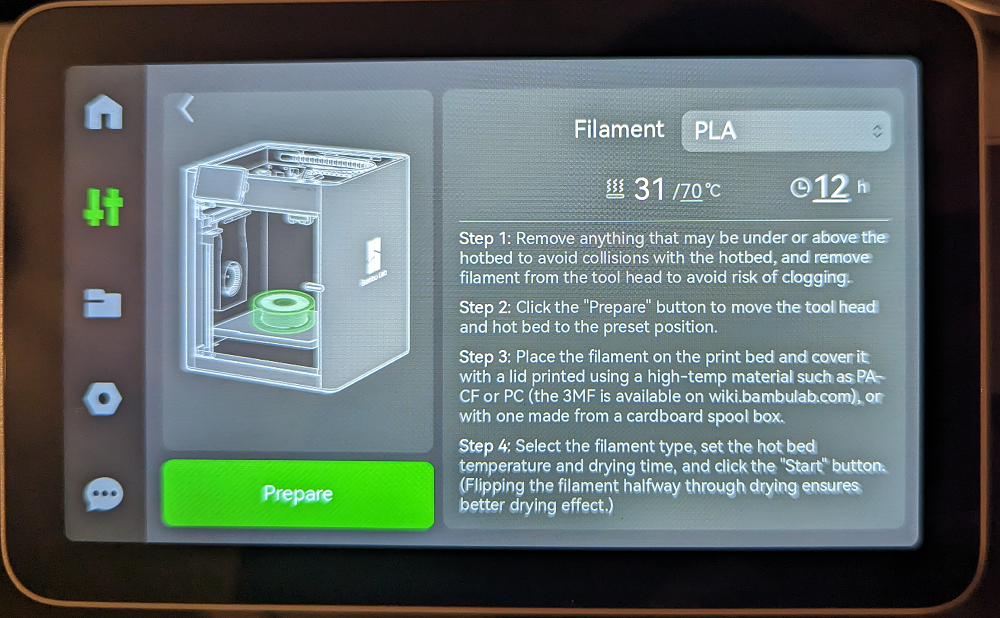
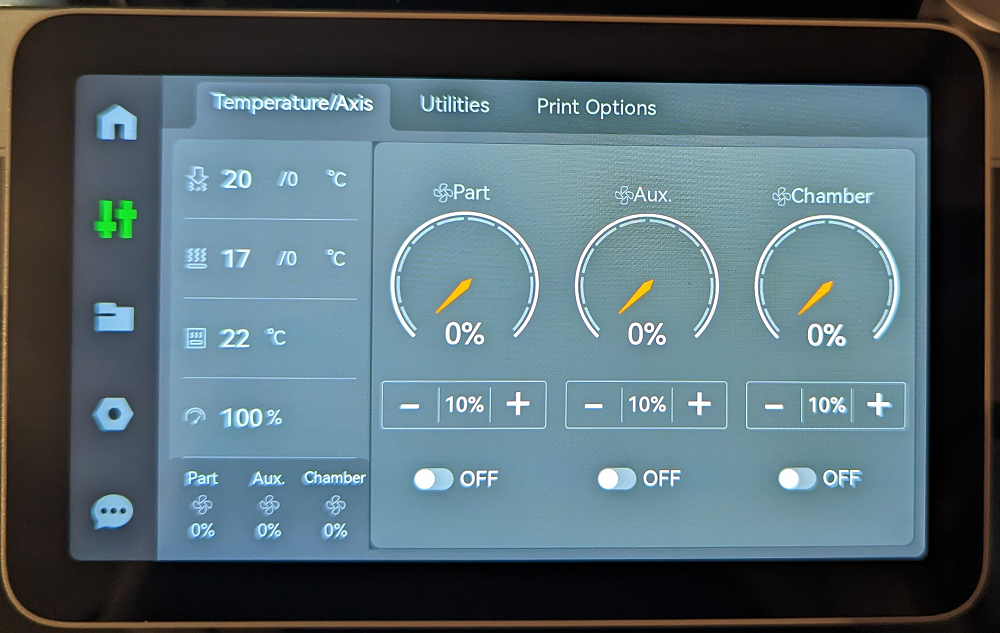
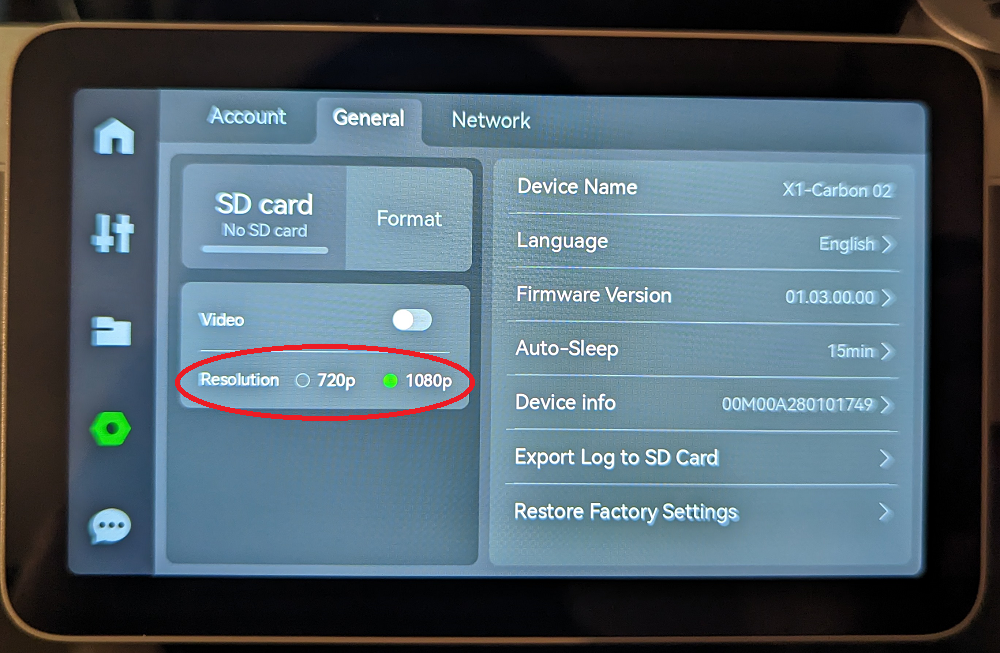
Mise à jour 01.03 disponible avec pas mal d'ajouts sympathiques ! Support de l'envoi de plusieurs plateaux à imprimer sur la carte SD et ajout de la possibilité de gérer les fichiers présents dans l'imprimante. Cet ajout fait suite à la mise à jour de Bambu Studio, où il est désormais possible de slicer plusieurs plateaux en même temps. Ajout de la possibilité de choisir quelle plaque imprimer si un fichier .3mf contenant de multiples plaques a été envoyé à l'imprimante. Ajout de la fonctionnalité permettant de sécher le filament (vous avez bien lu). En allant dans le deuxième onglet (barre verticale) puis dans l'onglet Utilities, vous avez désormais un menu permettant de faire sécher une bobine. Pour cela, choisissez le type de filament, mettez votre bobine sur le plateau avec une boîte dessus (soit imprimez un modèle soit mettez un emballage de bobine en carton sur la bobine), et lancer le mode. Le plateau va chauffer (pensez à bien fermer la porte) et va sécher le filament. Bon par contre ce n'est pas spécialisé pour ça, mais l'ajout est intéressant et bien pensé. Ajout d'un paramètre qui permet à l'imprimante de détecter le type de plateau automatiquement. Pour ceux qui ont des plateaux non-officiels, il faudra vérifier que ce paramètre est bien désactivé Ajout de l'inspection de la première directement dans le gcode via Bambu Studio (exploitable pour l'utiliser avec d'autres slicers ?) Il est désormais possible de jouer sur la détection des erreurs via "intelligence artificielle" en réglant sa sensibilité, notamment pour la détection des spaghettis et de l'obstruction du passage pour la purge Les fonctionnalités liées à la caméra peuvent désormais être en 1080p, cependant le framerate sera réduit à 15fps (30 fps pour du 720p) Ajout d'une routine permettant de vérifier la connexion au réseau. Ajout de la statistique du nombre d'heures d'impression par machine (!!!). Pour cela, aller dans le quatrième onglet (barre verticale) puis General et Device info Ajout de l'interface permettant de régler plus précisément les différents ventilateurs (ventilateur de la buse, ventilateur auxiliaire et ventilateur situé derrière l'imprimante). Pour cela, aller dans le deuxième menu (barre verticale), cliquer sur les icônes pour les ventilateurs et l'interface s'ouvre. Réduction de la consommation électrique de l'imprimante au repos (passage de 25 W à 6 W) (Je ne l'ai pas vu dans le changelog mais je l'ajoute). Le taux d'humidité est désormais visible pour chaque AMS en bas à droite de l'interface de l'AMS. Ce n'est pas aussi précis que le système de @yopla31 car il s'agit d'une jauge avec 4 (?) niveaux, mais bon ça permet de se faire une idée Les améliorations et corrections de bugs (non traduites) :

 1 point
1 point -
 Ils sont top ces modèles. D'ailleurs, il y aura une dizaine de box, avec de vrais chocolats à l'intérieur, qui attendront petits et grands au pied du sapin.1 point
Ils sont top ces modèles. D'ailleurs, il y aura une dizaine de box, avec de vrais chocolats à l'intérieur, qui attendront petits et grands au pied du sapin.1 point -
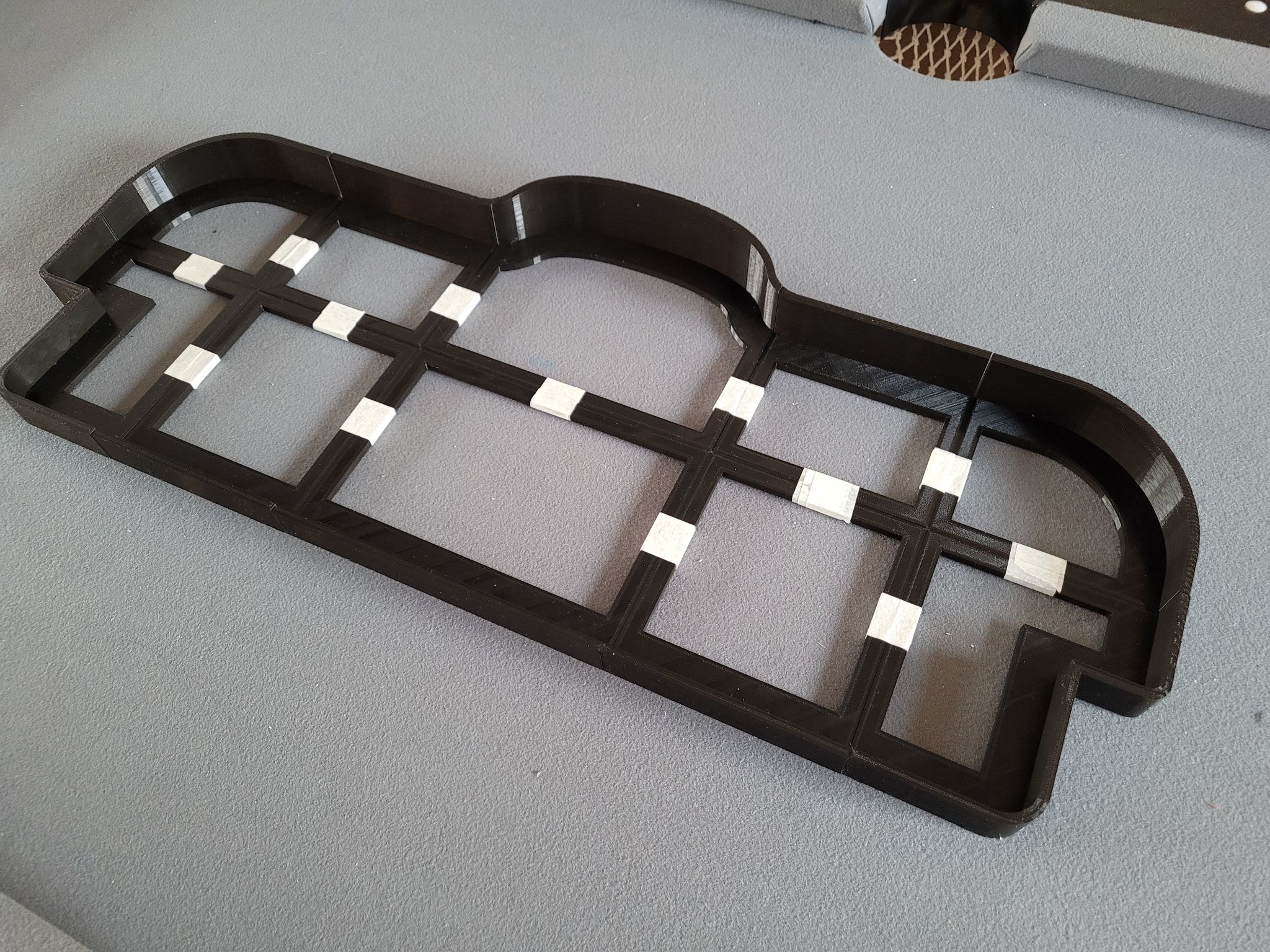
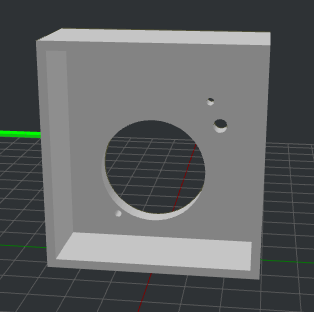
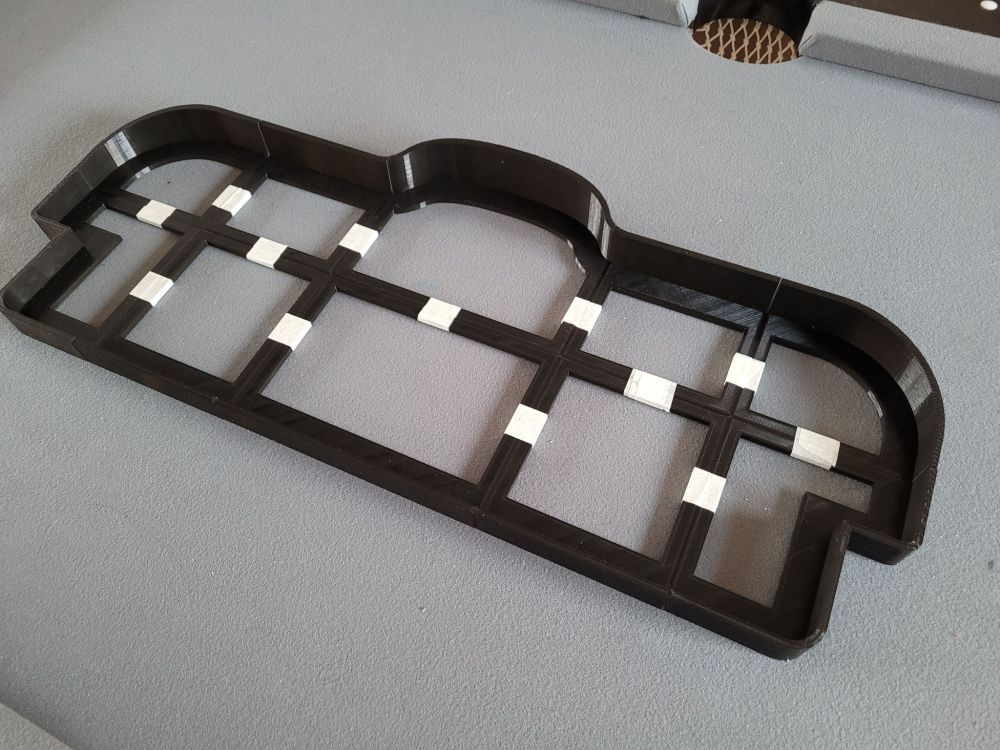
Ça avance, l'impression du cadre est enfin terminée et je suis pile poil aux bonnes dimensions. Photos d'un essai rapide sur l'ancien tableau de bord qu'il a cocation à remplacer :
 1 point
1 point -
Salut, Un grand gaillard comme toi devrait arriver à se dépatouiller tout seul, non? . Tu as une imprimante, probablement un bout de filament PLA livré avec l'imprimante = le doublé gagnant pour faire tes pièces . tu télécharges les fichiers du lien Thingiverse, tu les tranches en suivant cette vidéo par exemple si tu ne l'as pas encore fait, tu flashes ton imprimante pour prendre en compte ton CR touch et ton détecteur de filament dont l'entrée sur la carte sera shuntée en attendant son installation. Tu peux suivre cette vidéo par exemple. tu les imprimes1 point
-
Jamais testé, désolé. Mais j'ai entendu du bien de ce fil et de cette marque. Qu'est-ce que la base? Du PLA? Que se passe-t-il avec des buses >0.4mm ? Ha non, c'est après recuisson. Ça serait trop beau! Le 870 est aussi solide (sinon plus) qu'un ABS sans recuisson. le 850 est un peu plus solide qu'un PLA. L'intérêt avec ces deux grades, c'est la vitesse d'impression que l'on peut pousser sans problème 140mm/s. A condition d'avoir une imprimante aussi rapide, bien évidemment. Ce sont deux PLA conçus spécialement pour l'impression 3D contrairement au 4043 qui est utilisé par quasiment toute l'industrie de l'impression 3D et qui est un PLA classique.1 point
-
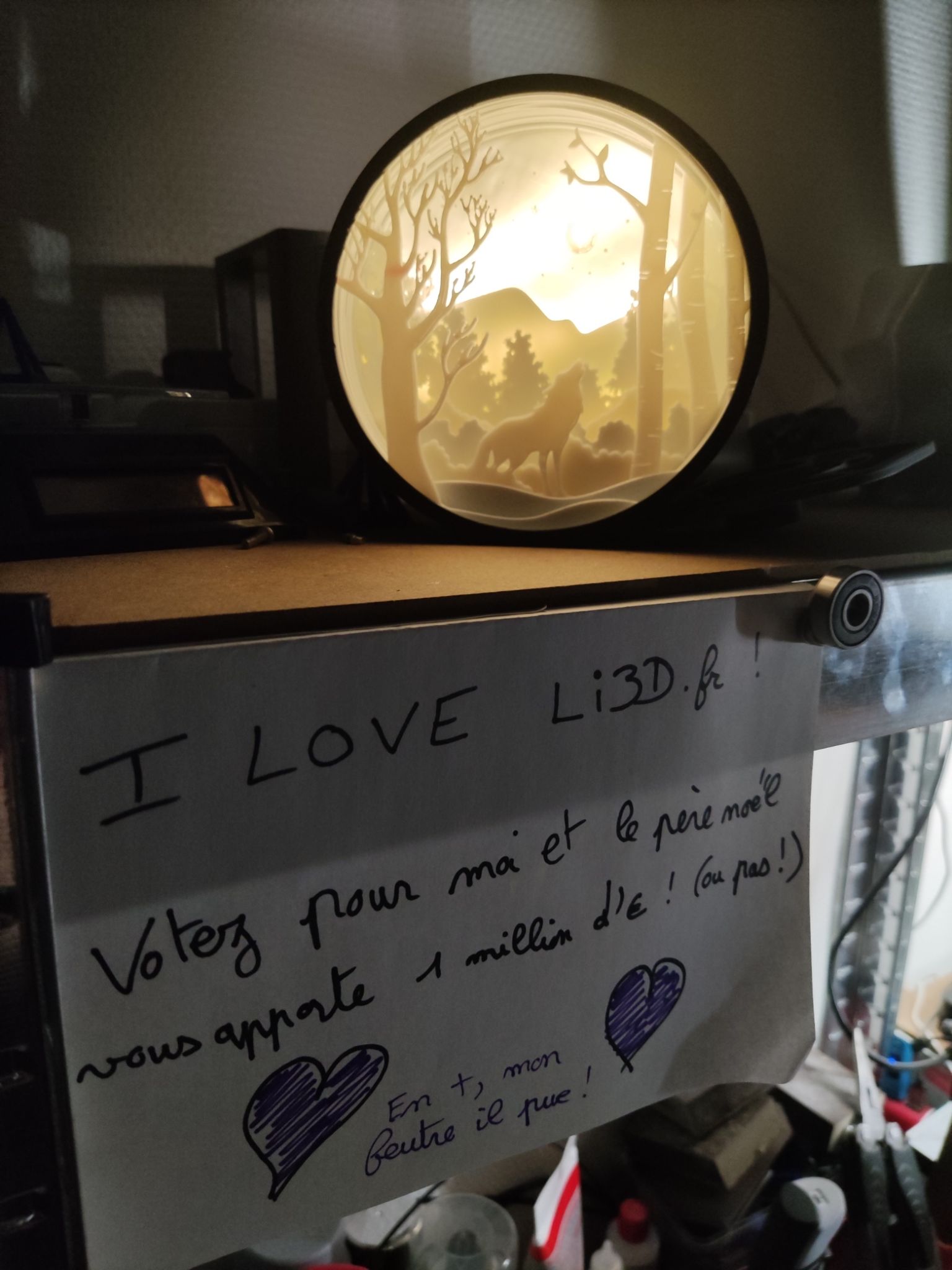
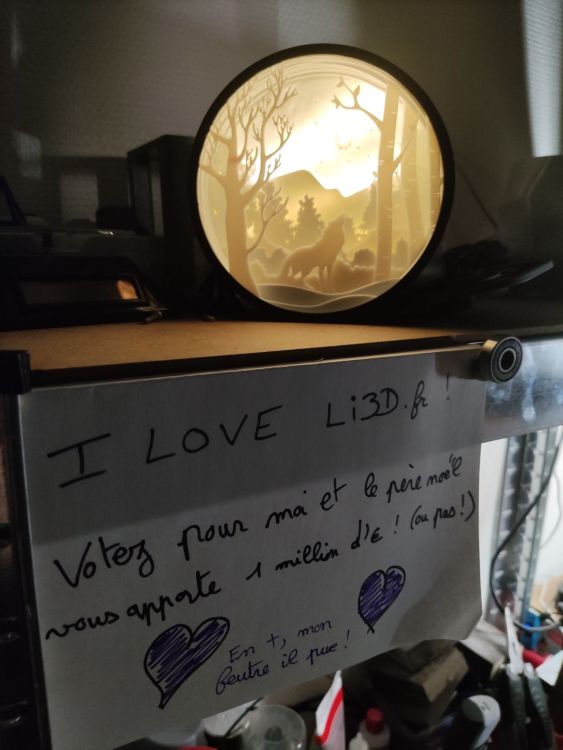
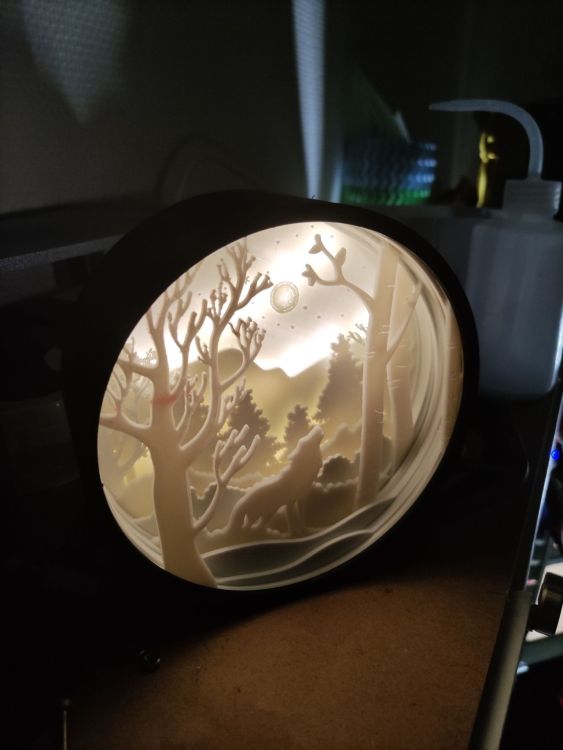
Voilà ma petite contribution avec ce print ! Lien: Printables (PS: Votez pour moi, car j'ai fait un effort, mon feutre sent vraiment très mauvais !)

 1 point
1 point -
Pour ma par @Savate j'ai proposer comme nom Artillery Flash-Core, pour rappel au core XY et Flash pour la vitesse comme le super hero . @Motard Geek oui moi j'ai toujours et taf toujours ma Genius et a merveille depuis 2 ans, maintenant si la X1 j'avais peu de chose a lui reproché la X2 c'est beaucoup moins le cas, j'ai du apporter mon aide a bien plus de possesseur de X2 que X1 et c'est pas fini. Alors j'espère qu'ils vont faire une bonne ingénierie sur celle ci, car malgré mes remonté d'infos dans le passer sur la X2 ils ont pas écouter et c'est partie en cacahuète. Après faudrait que j'ai accès a cette futur imprimante et l'ouvre mais avoir un avis réellement constructif sur cette futur imprimante. En tout cas j'espère sincèrement qu'elle sera bien conçu car comme vous j'aime bien ma Genius et la X1 et la Marque Artillery qui côté SAV fait le taf, mais la X2 m'a pas mal déçu.1 point
-
tout pareil donc j'ai bêtement proposé Sidewinder XY11 point
-
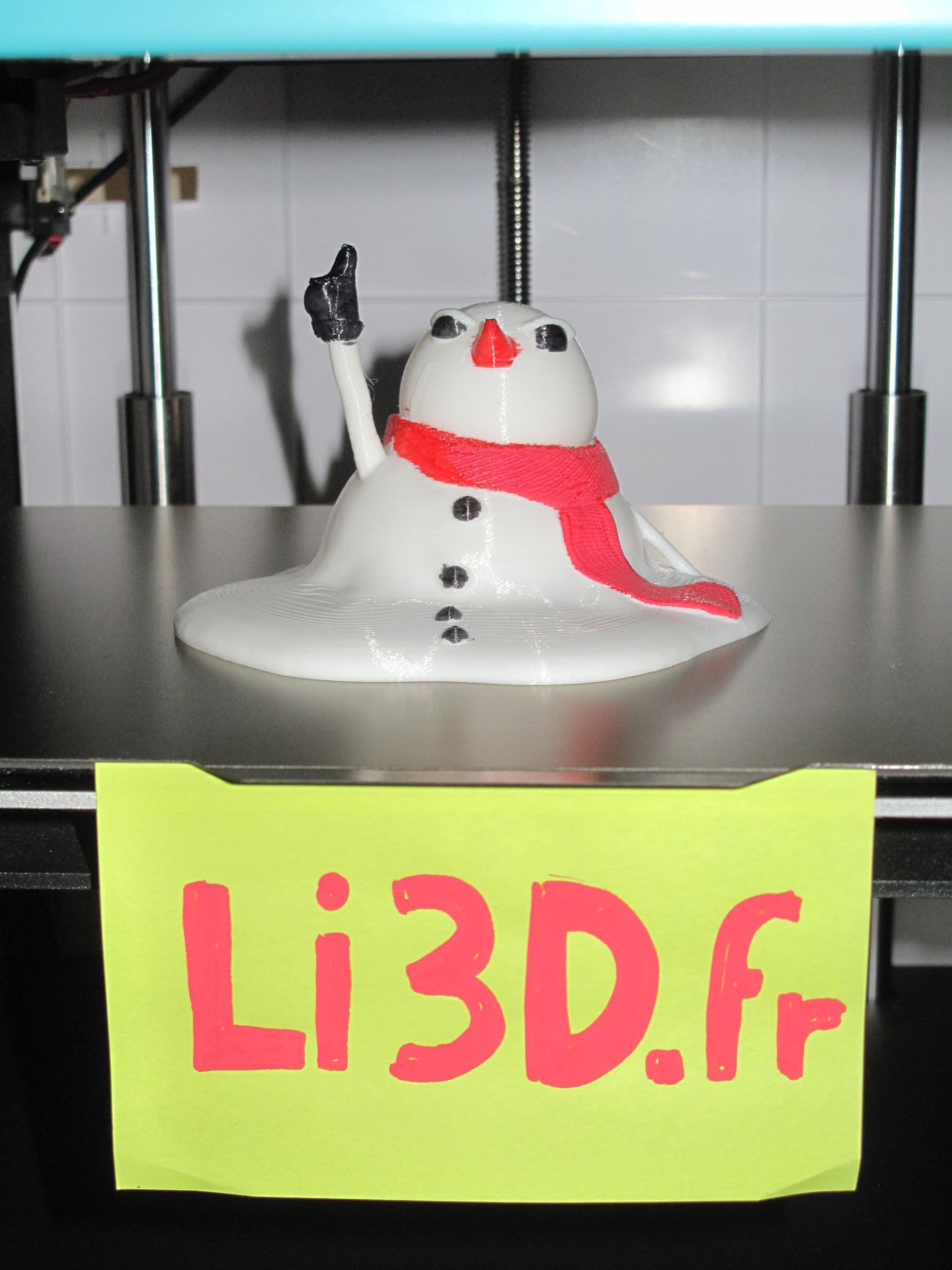
Une fois vos impressions de Noël fini, ne pas oublier de les sortir, le bonhomme de neige n'aime pas les plateaux chaud
 1 point
1 point -
Hello, avec les deux filets de mis, je suis déjà pas mal enclavé au point que souvent je ne mets pas celui de droite. Je pourrais améliorer avec un vrai baquet mais pour l'instant ce siège est un bon compromis confort/empatement. a+

 1 point
1 point -
Bonjour, @traqueur Voici le firmware mais je pense que vous avez peut être le câble de la sonde thermique coupé sur la hotend ! Il s'agit du firmware de la HAND2 driver TMC2208 détection mécanique axe Y il serait plus prudent de photographier la page About du setting pour vérifier la version du firmware et de l'écran c'est plus prudent Merci de votre retour Francis TL-H2-2208-M-TJC.hex1 point
-
Je vais essayé de répondre à quelques questions, le choix de l'imprimante idéal dépendra de l'usage et du type de pièce dont tu auras besoin. Pour la techno DLP elle a 2 avantages et 2 inconvénients, les avantages sont la durée de vide de 20.000h d'impression du système DLP et sa technologie qui s'affranchit de lcd et donc pas de pixel pris en compte donc au final a résolution plus faible par exemple en HD 720p on aura une impression au moins aussi nette et précise que du 4k LCD. Pour le côté négatif ils sont simple petite surface d'impression et prix. A toi de voir les pour et les contre et de décider par rapport a ton futur usage. Après si c'est pour imprimer de figurine de jeux type Warhammer par exemple je vois pas l'intérêt d'une imprimante 8k les modèles étant assez simple avec très peu de micro détails (voir pas du tout), si le but est d'imprimer des figurines de moins de 2cm ultra détailler alors la ok la 8k peu avoir de l'intérêt, et si tu imprimera des modèles ultra détails très très riches en détails cela aussi peu avoir de l'intérêt sur la 8K (après souvent faut avoir un modèle imprimer en 4k puis un en 8k avec de la résine adapter a la 8k et les mettre côte a côte pour voir la différence). La Saturn 2 (que je n'ai pas essayé) semble excellent tout comme la Mighty 8k de Phrozen, mais c'est pas forcement ce que je conseillerais pour débuter, la Mono X pareil (elle est 4K mais la taille de plateau est comparable), car avec l'impression 3D plus le plateau est grand et que tu imprime de grande pièce et plus tu as de risque d'avoir des fails et des soucis d'impression a cause de l'impact du Slice qui demandera plus d'expérience et l'effet ventouse des pièces imprimer sur le FEP du bac VAT. Mais si tu t'en sert avec des pièces pas trop grosse quelques mois et après passer a des chose de plus grand volume pourquoi pas, après plus le plateau est gros plus il te faut de résine minimum dans le bac qui ne sera pas exploiter mais nécessaire, les coups augmenteront vite. la Mono 4k (avec sont plateau de 6.1") est une bonne petite machine et très bien pour débuter, mais il y a aussi les Photon M3 et Elegoo Mars 3 qui sera des bon choix, résolution 4k+ et taille de plateau un peu plus grande que la Mono 4k et qui reste facile a gérer pour un débutant, La Mars 3 fait 6.66" de plateau et la Photon M3 fait 7.6" de plateau. Moi j'ai commencé la Résine en Juin avec la Photon M3 de Anycubic car elle permettait d'avoir un plateau assez grand 7.6" sans rentré dans trop de galère comme sur des modèle avec plateau de 9" et plus, et a un prix très bien placer et j'avoue j'en sui ravis, exemple de réalisation avec ma M3 pour te donner une idée de la qualité : Pour finir de répondre a tes questions, y a pas forcement de modèle meilleur ou de marque meilleur de wash & cure, il faut juste en prendre un adapter a ton besoin et la taille maximum des pièces que ton plateau peu sortir, dans mon cas j'ai pris le W&C 2 anycubic pour le fait que sont pris etait plus doux et que les pièces que je sort ne depasse pas 85% de la taille du plateau donc decrocher du plateau et mis dans le panier aucun soucis, si tu prend une M3 et que les pièces pourront fait la taille total du bed alors la peut être un modèle plus peu être utile a voir. Arpès moi je voulais une W&C tout en un pour le gain de place, mais certain qui ont de la place prefère avoir un wash + une cure a côté pour ne pas manipuler les bac tout le temps dans ce cas les elegoo mercury sont un meilleurs choix.

 1 point
1 point -
Bonjour tout le monde, Ca fait quelques jours que les timelapse super fluide des imprimante résine me tente bien (faut bien se la péter un peu auprès du public des fois). Pour ceux qui ne connaissent pas voici une présentation: https://youtu.be/KWZPJ-bkvEA Sauf que c'est vendu 36€ sur le site du distributeur officiel. Plutôt cher, très cher même, surtout que sur la vidéo j'ai remarqué que ça semble plutôt archaïque et il s'avère que c'est le cas, d'où le fait que j'ai pu le reproduire Ceci est pour un appareil CANON car c'est ce que je possède (un powershot G16) et c'est valable pour tout les CANON en jack 2.5 pour le déclencheur à distance. INFO: ma façon de présenter est "sale" et absolument pas dans les règles de l'art, je fais ce topic juste après avoir fait mes essais. Je vous laisserais le soin d'arranger à votre sauce. RE INFO: j'estime que vous savez vous servir de votre cerveau ET que vous savez vous servir de vos doigts. RE RE INFO: il ne s'agit que de faire le câble, pas de comment assembler toutes les photos en un timelapse. Le coté archaïque et sale est que ce qui est vendu et reproduit ici n'est qu'une simple photorésistance câblé sur la connectique du déclencheur à distance. Pas de mise au point donc. Le truc un peu plus propre aurait pu être fait avec un vrai circuit à microcontrôleur (arduino). Bref, il faut: un jack 2.5mm (j'ai acheté deux rallonges male-femelle sur "machin prime" pour ~1.6€) et une photo-résistance (j'avais ça qui trainait dans une boite découverte arduino sinon une boite de 10 c'est 5€) On coupe coté femelle, on dénude un peu, on assemble les masses... Là, on branche sur l'appareil photo et, en faisant toucher un fil sur la masse puis l'autre, on identifie le câble de déclenchement et on isole (ou coupe) l'autre qui sert pour la mise au point. Ensuite... bah on assemble (je répète que c'est en mode SALE) On fait des essais avec son flash de tel par exemple, avec la cellule dans la pénombre ou le noir. Quand c'est ok, on met son système pas loin de la cellule UV. On fixe bien cette dernière, dans mon cas après 10 minutes et les vibrations du moteur, la cellule s'est retrouvé face contre terre et c'est vachement moins efficace... On referme le tout et voilà. Pour info, j'ai fait une mini coupe pour agrandir une aération et passer le câble. Le mieux à faire ensuite est de mettre votre appareil photo en mode manuel avec la mise au point manuelle aussi. C'est tout bon ! Dès qu'une couche sera projeté, ça déclenchera l'obturateur. Des bisous !1 point
-
en utilisant ton principe de cellule photorésistance tu peux mettre au bout un déclencheur à distance pour smartphone comme celui là https://www.amazon.fr/Déclencheur-distance-pour-APN-smartphone/dp/B00SFVGU5U bon il faut en plus d'un cerveau un petit fer à souder ! l’intérêt c'est que ça marche en "dent bleue" et que ça s'adapte avec n'importe quel smartphone1 point
-
Pour le timelapse faut que j’apprenne à le faire, j’ai Lightroom et je sais qu’il y a moyen mais tout le monde n’a pas ce logiciel, je ferais un preset si j’arrive à m’en sortir ^^ je compte faire une vidéo (ma première !) pour faire plus propre car ça fait « a l’arrache » tout de même. Chouette ta bidouille !1 point
-
Salutation et bienvenue sur le forum ! Cool ! ( Et bien plus simple que de se faire un truc avec un RPi + PiCam ... mais il faut avoir un appareil photo avec possibilité d'y connecter un déclencheur ...) Moi je veux une vidéo d'un timelapse d'une impression Merci . Edit : j'ai fait des essais avec une bidouille pour une imprimante DLP sur https://www.lesimprimantes3d.fr/forum/topic/47918-recherche-bons-paramètres-raspistill-rpi3b-picam-v21-pour-faire-de-beaux-timelapse-dimpression-sla/#comment-4992331 point
-
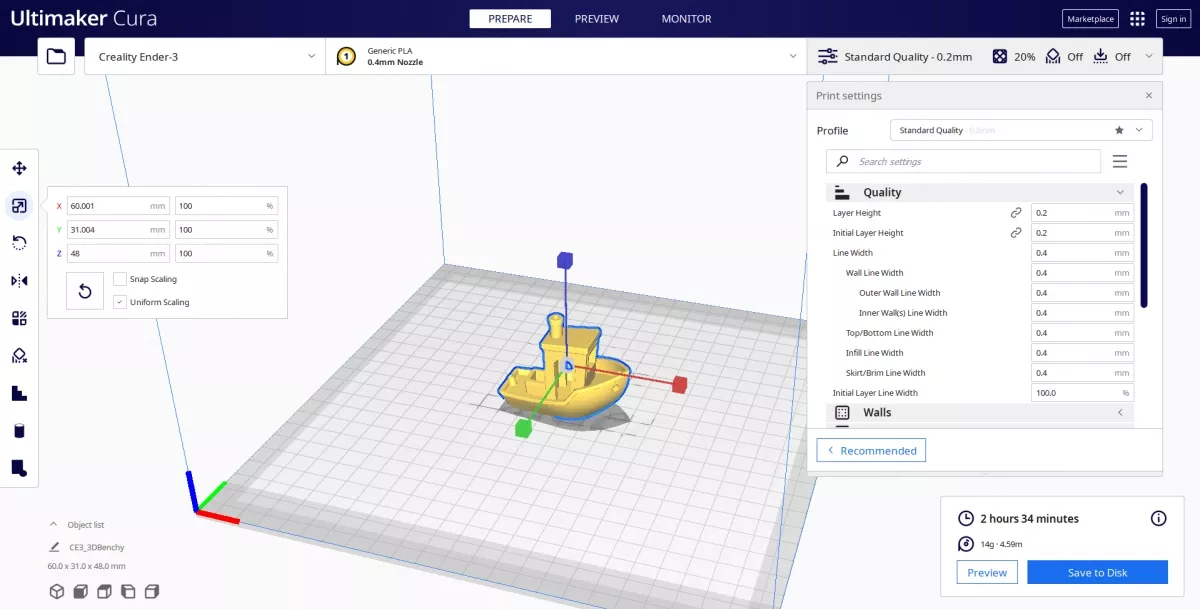
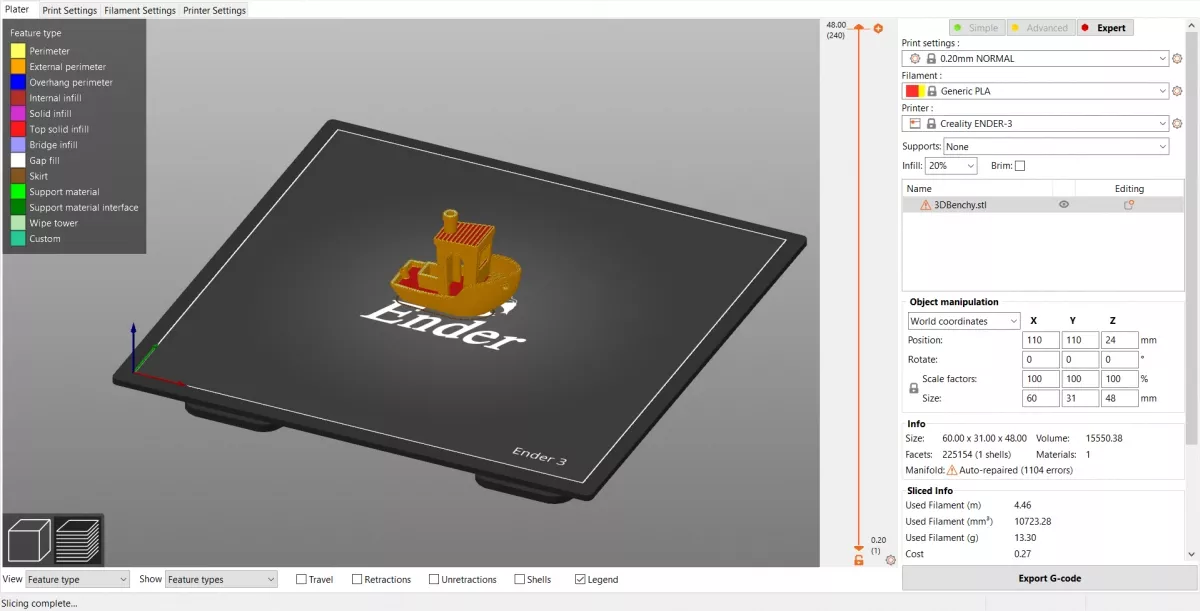
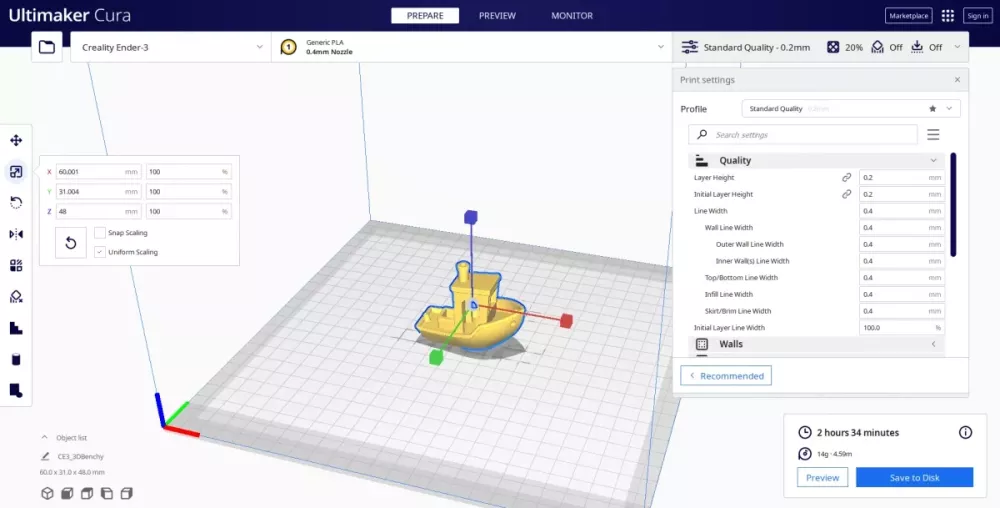
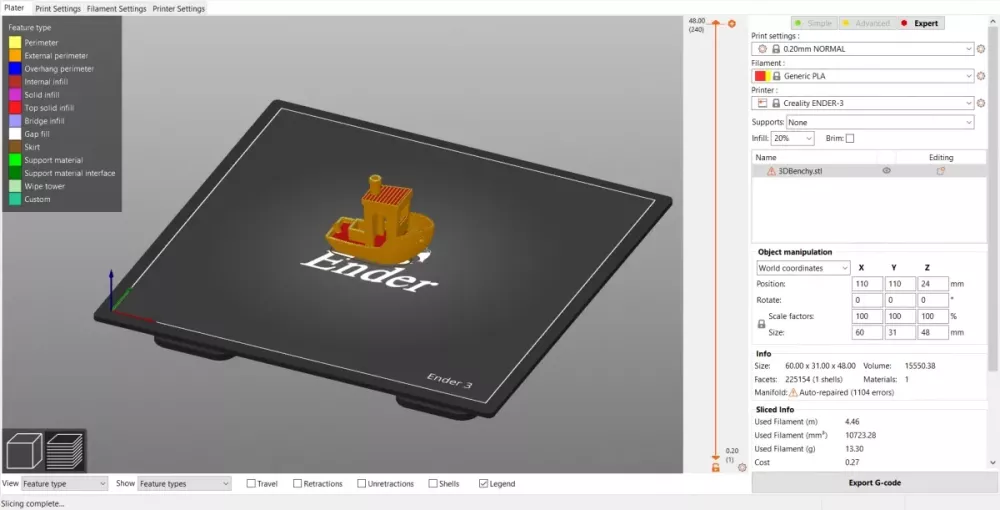
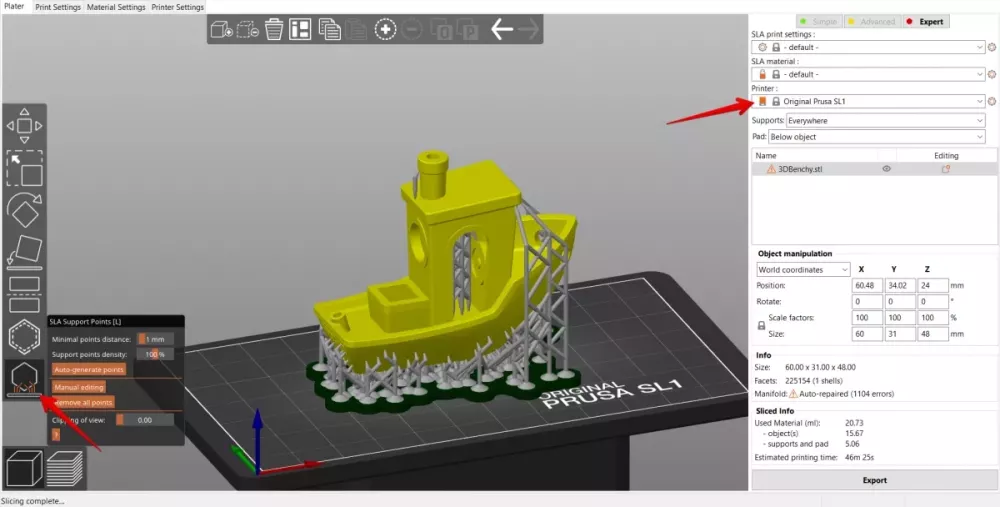
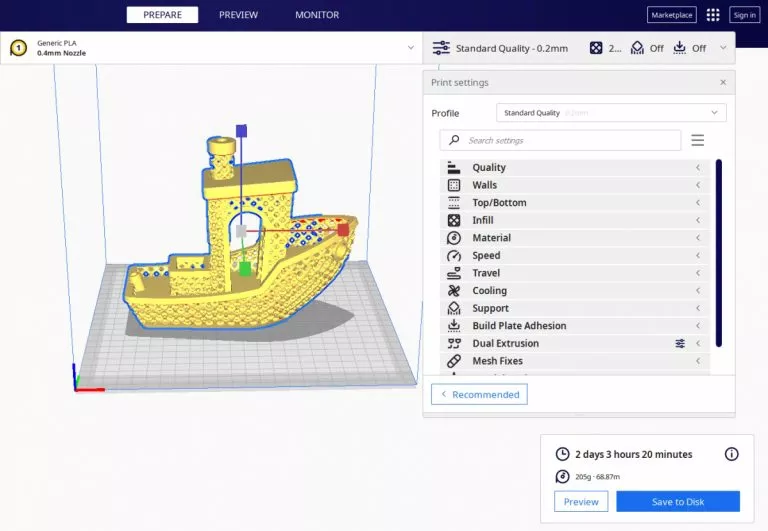
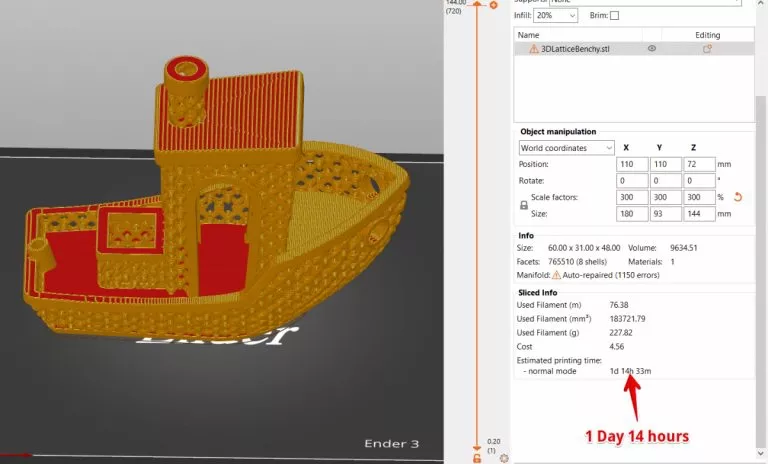
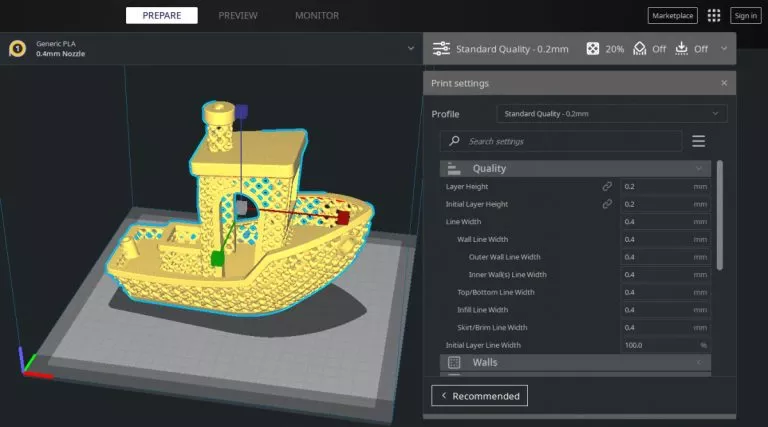
Salut Je vous propose ici une traduction d'un article paru dans 3D Printerly sur Cura et PrusaSlicer avec l'aimable autorisation de son auteur Mike Dwamena J'ai trouvé cet article très intéressant et assez neutre avec des exemples et des avis d'utilisateurs. Et comme on parle assez souvent des ces deux trancheurs sur le forum je me sui dit tiens pourquoi pas le partager ici Il s'agit bien là d'une traduction littérale (avec ces imperfections même si j'ai corrigé quelques mots et tournures) de l'article et pas de mon avis personnel. Ne connaissant pas (encore) Cura et n'utilisant que PrusaSlicer je ne peux pas juger lequel des deux est le meilleur. Et vous verrez que Mike non plus Enfin je vous invite à commenter et à apporter des précisions pour enrichir le sujet. Si vous remarquez des fautes n'hésitez pas j'essaierai de les corriger Bonne lecture JC Cura Vs PrusaSlicer - Quel est le meilleur pour l'impression 3D ? Écrit par Michael Dwamena dans logiciel d'impression 3D https://3dprinterly.com/cura-vs-prusaslicer-which-is-better-for-3d-printing/ Cura & PrusaSlicer sont deux trancheurs populaires pour l'impression 3D, mais les gens se demandent lequel est le meilleur. J'ai décidé d'écrire un article pour vous donner les réponses à cette question afin que vous sachiez quel trancheur vous conviendrait le mieux. Cura et PrusaSlicer sont tous deux d'excellentes options pour l'impression 3D et il est difficile de dire que l'un est meilleur que l'autre pour l'impression 3D. Cela dépend principalement des préférences de l'utilisateur, car ils peuvent tous les deux faire la plupart des choses nécessaires, mais il existe de légères différences telles que la vitesse, les fonctionnalités supplémentaires et la qualité d'impression. C'est la réponse de base, mais il y a plus d'informations que vous voudrez savoir, alors continuez à lire. 1. Quelles sont les principales différences entre Cura et PrusaSlicer ? Interface utilisateur PrusaSlicer prend également en charge les imprimantes SLA Cura a plus d'outils et de fonctionnalités - plus avancé PrusaSlicer est meilleur pour les imprimantes Prusa Cura a des supports d'arbre et une meilleure fonction de support Prusa est plus rapide à imprimer et parfois à trancher Prusa crée mieux les hauts et les coins Prusa crée des supports plus précisément La fonction de prévisualisation et le découpage de Cura sont plus lents PrusaSlicer peut mieux estimer les temps d'impression Cela dépend des préférences de l'utilisateur 1.1 Interface utilisateur L'une des principales différences entre Cura et PrusaSlicer est l'interface utilisateur. Cura a un look plus moderne et plus propre, tandis que PrusaSlicer a un look traditionnel et simplifié. Certains utilisateurs préfèrent l'apparence de Cura, tandis que d'autres aiment l'apparence de PrusaSlicer, c'est donc vraiment à la préférence de l'utilisateur de choisir celle que vous choisirez. Voici à quoi ressemble Cura. Voici à quoi ressemble PrusaSLicer. 1.2 PrusaSlicer prend également en charge les imprimantes SLA L'une des différences les plus importantes entre Cura et PrusaSlicer est que PrusaSlicer peut également prendre en charge les machines SLA à résine. Cura ne prend en charge que l'impression 3D à filament, mais PrusaSlicer peut faire les deux, et très bien. L'image ci-dessous montre les fonctions de résine de PrusaSlicer. Il vous suffit de charger votre modèle sur la plaque de construction, de choisir de creuser votre modèle et d'ajouter des trous, d'ajouter des supports, puis de trancher le modèle. C'est un processus très simple et il crée assez bien des supports SLA. 1.3 Cura a plus d'outils et de fonctionnalités - Plus avancé Cura a définitivement plus d'options et de fonctionnalités derrière elle. Un utilisateur a mentionné que Cura a des fonctionnalités plus avancées, ainsi qu'un ensemble de paramètres expérimentaux que PrusaSlicer n'a pas. L'un de ces éléments clés qu'il a mentionnés était les supports arborescents. Les supports arborescents étaient auparavant un paramètre expérimental, mais comme les utilisateurs l'aimaient tellement, il est devenu une partie de la sélection normale des supports. La plupart des utilisateurs n'auront probablement pas beaucoup d'utilisations pour les fonctionnalités expérimentales, mais c'est un excellent ensemble de capacités uniques pour essayer de nouvelles choses. Il y a certainement des paramètres utiles pour certains projets. Voici quelques exemples de paramètres expérimentaux actuels : Tolérance de tranchage Activer le pare-brise Peau floue Fil d'impression Utiliser des calques adaptatifs Essuyez la buse entre les couches La tolérance de découpage est vraiment bonne pour les pièces qui doivent s'emboîter ou glisser ensemble, et la régler sur "Exclusif" garantira que les calques restent dans les limites de l'objet afin que les pièces puissent s'emboîter et glisser les unes sur les autres. PrusaSlicer a définitivement rattrapé son retard sur ce qu'il peut offrir pour l'impression 3D. Regardez la vidéo ci-dessous par Maker's Muse qui explique comment contrôler chaque paramètre dans une nouvelle version de PrusaSlicer. 1.4 PrusaSlicer est meilleur pour les imprimantes Prusa PrusaSlicer est un trancheur qui est correctement réglé spécifiquement pour les imprimantes 3D Prusa, donc si vous avez une machine Prusa, vous constaterez que PrusaSlicer est généralement meilleur que Cura. Si vous préférez utiliser Cura, la bonne chose est que vous pouvez toujours importer des profils Prusa directement dans Cura, mais il existe certaines limitations. Vous pouvez apprendre à importer des profils dans Cura en utilisant cet article de Prusa. Vous pouvez utiliser PrusaSlicer avec un Ender 3 et vous pouvez utiliser Cura avec un Prusa i3 MK3S+. Un utilisateur qui a essayé d'importer un profil PrusaSlicer dans Cura a mentionné qu'il ne pouvait pas faire la différence entre les deux impressions 3D PLA qu'il avait créées à partir des deux trancheuses. Cela montre que PrusaSlicer et Cura sont assez similaires en termes de qualité d'impression uniquement, donc les différences et le choix du meilleur proviendront principalement des fonctionnalités et des préférences de l'utilisateur. Un utilisateur recommande d'utiliser PrusaSlicer plutôt que Cura, mais il a mentionné que dans le passé, Cura avait quelques fonctionnalités supplémentaires que PrusaSlicer n'avait pas. Au fil du temps, PrusaSlicer a ajouté des fonctionnalités similaires et a surtout rattrapé les lacunes des fonctionnalités. Si vous avez un Prusa Mini, il y a plus de raisons d'utiliser PrusaSlicer car il nécessite un code G supplémentaire dans le profil de l'imprimante. Ils ont en fait essayé d'imprimer en 3D sans utiliser PrusaSlicer avec leur Prusa Mini et ont presque cassé leur imprimante 3D car ils ne comprenaient pas le G-Code. 1.5 Cura a des supports arborescents et de meilleures fonctions pour les supports Une différence clé dans les fonctionnalités entre Cura et PrusaSlicer est la prise en charge des supports arborescents. Un utilisateur a mentionné que lorsqu'il avait besoin d'utiliser des supports pour les impressions 3D, il utilisait Cura au lieu de PrusaSlicer. Sur cette base, il semble que Cura ait plus de fonctionnalités lorsqu'il s'agit de créer des supports, il peut donc être préférable pour les utilisateurs de s'en tenir à Cura dans ce cas. Un autre utilisateur qui a essayé à la fois PrusaSlicer et Cura a déclaré qu'il préférait utiliser Cura, principalement en raison du nombre d'options personnalisées disponibles, ainsi que des supports arborescents. Vous pouvez essayer de créer des supports similaires aux supports arborescents dans PrusaSlicer en utilisant les supports SLA, puis en enregistrant le STL et en réimportant ce fichier dans la vue de filament normale et en le découpant sans support. Cura dispose d'une interface de support qui facilite la production de résultats réussis par rapport à PrusaSlicer, en particulier avec des impressions 3D fonctionnelles. Un utilisateur a déclaré que pour les supports avec séparation monocouche, Cura pouvait bien le gérer, mais PrusaSlicer ne le pouvait pas, mais c'est un cas assez unique et peu courant. Un utilisateur qui a comparé Cura à PrusaSlicer a déclaré que le meilleur trancheur dépend vraiment de ce que vous voulez faire et des exigences que vous avez du modèle. 1.6 PrusaSlicer est plus rapide à imprimer et parfois à trancher Cura est connu pour être assez lent pour découper les modèles, ainsi que pour imprimer les modèles réels en raison de la façon dont il traite les calques et les paramètres. Montré dans la vidéo ci-dessous par Make With Tech, il a constaté que la vitesse d'impression de PrusaSlicer est environ 10 à 30 % plus rapide que Cura pour les mêmes modèles 3D avec les paramètres par défaut. Les deux modèles n'avaient pas non plus beaucoup de différence notable. Il semble que PrusaSlicer soit davantage axé sur la vitesse et ait des profils plus précis pour cela. Le modèle qu'il montre dans la vidéo a été imprimé par Cura en 48 minutes environ, tandis que PrusaSlicer l'a imprimé en 40 minutes environ, une impression 3D 18 % plus rapide. Cependant, le temps total, qui comprend le chauffage et d'autres processus de démarrage, a montré que PrusaSlicer était plus rapide de 28 %. J'ai mis un Benchy dans Cura et PrusaSlicer et j'ai trouvé que Cura donne un temps d'impression de 1 heure et 54 minutes, tandis que PrusaSlicer donne 1 heure et 49 minutes pour les profils par défaut, donc c'est assez similaire. Le temps réel nécessaire à Cura pour trancher les modèles serait plus lent que PrusaSlicer. En fait, j'ai chargé un Benchy en treillis mis à l'échelle à 300 % et il a fallu à peu près exactement 1 minute et 6 secondes pour que les deux modèles découpent et affichent l'aperçu. En termes de temps d'impression, PrusaSlicer prend 1 jour et 14 heures tandis que Cura prend 2 jours et 3 heures avec les paramètres par défaut. 1.7 Prusa crée mieux les dessus et les coins Cura a certainement plus d'outils que n'importe quel autre trancheur et est mis à jour/développé à un rythme beaucoup plus rapide, c'est donc un trancheur plus puissant. D'un autre côté, d'autres trancheurs peuvent en fait faire certaines choses mieux que Cura. Un exemple qu'il a mentionné est que Prusa est meilleur que Cura pour faire les coins et le dessus des impressions 3D. Même si Cura a un paramètre appelé Lissage qui améliore soi-disant les sommets et les coins, Prusa le surpasse toujours. Consultez l'image ci-dessous pour voir les différences. https://imgur.com/a/mBNlea5#6Ar6C7X 1.8 Prusa crée des supports plus précisément Une autre chose que Prusa fait vraiment bien au-dessus de Cura est la routine des supports. Plutôt que de terminer les supports sur des hauteurs de couche entières comme Cura, PrusaSlicer peut terminer les supports à des hauteurs de sous-couche, ce qui les rend plus précis. 1.9 La fonction de prévisualisation et le découpage de Cura sont plus lents Un utilisateur personnellement n'aime pas l'interface utilisateur de Cura, en particulier la fonction de prévisualisation lente à charger. Les deux trancheurs ont les paramètres et fonctionnalités importants intégrés, donc l'utilisation de l'un ou l'autre devrait être couronnée de succès, et ils fonctionnent tous les deux pour n'importe quelle imprimante 3D FDM. Il recommande de choisir PrusaSlicer, sauf si vous souhaitez spécifiquement utiliser une fonctionnalité unique de Cura. Cura est un slicer plus avancé, mais un autre utilisateur n'aime pas la façon dont il affiche ses paramètres, d'autant plus qu'il y en a beaucoup. Ils ont mentionné qu'il peut être difficile de comprendre ce qui n'allait pas avec une impression 3D basée sur l'interface utilisateur. 1.10 PrusaSlicer peut mieux estimer les temps d'impression En ce qui concerne les estimations fournies par Cura, un utilisateur a déclaré qu'elles étaient systématiquement plus longues que celles fournies par PrusaSlicer. Il a compris que les temps que Cura donne sont généralement plus longs que le temps estimé qu’il donnes, tandis que les estimations de PrusaSlicer sont précises dans la minute environ, à la fois pour les impressions plus courtes et plus longues. Ceci est un exemple que Cura n'estime pas avec précision les temps d'impression par rapport à PrusaSlicer, donc si les estimations de temps sont importantes pour vous, PrusaSlicer pourrait probablement être une meilleure option. D'autre part, la vidéo Make With Tech ci-dessus a comparé les temps de découpage des deux trancheurs et a constaté que la principale différence d'estimations d'impression provient des déplacements et des rétractions. Lorsque Cura a beaucoup de déplacements et de rétractions pendant le processus d'impression, les estimations ne sont peut-être pas aussi précises, mais pour les impressions 3D plus denses, elles sont assez précises. Pour la vitesse d'impression à la fois pour PrusaSlicer et Cura, quelqu'un a mentionné que dans certains cas, lorsqu'il découpe un modèle pour une machine Prusa sur PrusaSlicer, il s'imprime plus rapidement, tandis que lorsqu'il découpe un modèle pour une machine Ender sur Cura, il s'imprime plus rapidement. Ils ont également dit que les pièces PrusaSlicer avaient plus de cheveux d’ange en raison des mouvements de déplacement. Cura n'avait pas ces cheveux d’ange en raison des petites manœuvres que Cura fait pendant les déplacements pour diminuer la tension sur le filament. Un autre utilisateur a déclaré avoir à la fois un Ender 3 V2 et un Prusa i3 Mk3S+, utilisant les deux trancheurs. Au lieu de cela, il a mentionné que c'est l'imprimante réelle qui était inexacte, l'Ender 3 V2 étant inexacte et la Prusa i3 Mk3S+ étant extrêmement précise, jusqu'à la seconde. 1.11 Cura a des thèmes 1 .12 PrusaSlicer a un meilleur processus de hauteur de couche variable La hauteur de couche adaptative variable de PrusaSlicer fonctionne mieux que le paramètre de couches adaptatives expérimentales de Cura, car il a plus de contrôle sur la variation de la hauteur des couches. La version de Cura fonctionne bien pour les impressions 3D plus fonctionnelles, mais je pense que PrusaSlicer le fait mieux. Regardez la vidéo ci-dessous pour voir comment cela fonctionne. Regardez une vidéo des couches adaptatives de Cura pour la voir en action. Il a produit un gain de temps de 32% pour le YouTuber, ModBot. 1.13 Cela dépend des préférences de l'utilisateur Un utilisateur qui a utilisé à la fois PrusaSlicer et Cura a déclaré qu'il passait régulièrement à Cura lorsque PrusaSlicer ne fonctionnait pas aussi bien, et vice versa. Ils ont mentionné que chaque trancheur fait certaines choses mieux que l'autre par défaut, mais dans l'ensemble, ils sont réglés de la même manière pour la plupart des imprimantes 3D. Un autre utilisateur a mentionné que la question principale ne devrait pas être de savoir si l'un est meilleur que l'autre, et cela dépend davantage des préférences de l'utilisateur. Il a dit qu'il préférait actuellement Cura mais qu'il choisissait d'aller entre Cura et PrusaSlicer en fonction du modèle spécifique et de ce qu'il voulait du trancheur. Il vous suggère d'essayer les deux trancheurs et de voir avec lequel vous êtes le plus à l'aise. Certaines personnes préfèrent utiliser PrusaSlicer car elles préfèrent l'interface utilisateur. Lorsqu'il s'agit de régler avec précision les paramètres importants qui font la différence dans les performances de l'imprimante, les paramètres sont plus faciles à trouver. 2. Cura vs PrusaSlicer – Caractéristiques 2.1 Cura Scénarios personnalisés Marché Cura Paramètres expérimentaux De nombreux profils de matériaux Différents thèmes (clair, sombre, assistant daltonien) Options d'aperçu multiples Aperçu des animations de calque Plus de 400 paramètres à régler Régulièrement mis à jour 2.2 PrusaSlicer Gratuit et open source Interface utilisateur claire et simple Prises en charge personnalisées Maillages de modificateurs - Ajout de fonctionnalités à différentes parties de STL Prend en charge FDM et SLA Code G conditionnel Hauteur de couche variable lisse Impressions et aperçu avec changement de couleur Envoyer le code G sur le réseau Couture à peindre Répartition des fonctionnalités de temps d'impression Prise en charge de plusieurs langues 3. Cura vs PrusaSlicer - Avantages et inconvénients 3.1 Avantages Cura Le menu des paramètres peut être déroutant au début L'interface utilisateur a un look moderne A des mises à jour fréquentes et de nouvelles fonctionnalités mises en œuvre La hiérarchie des paramètres est utile car elle ajuste automatiquement les paramètres lorsque vous apportez des modifications Possède une vue des paramètres de trancheuse très basique pour que les débutants puissent démarrer rapidement Trancheuse la plus populaire Facile à obtenir de l'aide en ligne et propose de nombreux tutoriels 3.2 Cura Inconvénients Les paramètres sont dans un menu déroulant qui peut ne pas être classé de la meilleure manière La fonction de recherche est assez lente à charger L'aperçu et la sortie du G-Code produisent parfois des résultats légèrement différents, tels que la production d'espaces là où il ne devrait pas y en avoir, même lorsqu'ils ne sont pas sous extrusion Peut être lent à imprimer des modèles en 3D La recherche de paramètres peut être fastidieuse, mais vous pouvez créer une vue personnalisée 3.3 Avantages de PrusaSlicer A une interface utilisateur décente Possède de bons profils pour une gamme d'imprimantes 3D L'intégration d'Octoprint est bien faite, et il est possible de pré visualiser des images avec quelques modifications et un plugin Octoprint A des améliorations régulières et des mises à jour de fonctions Trancheuse légère plus rapide à utiliser 3.4 Les inconvénients de PrusaSlicer Les supports sont bien créés, mais dans certains cas, ils ne vont pas à l'endroit souhaité par les utilisateurs N'a pas de supports arborescents Aucune option pour masquer intelligemment les coutures dans les modèles
 1 point
1 point -
Bonjour @methylene67, La ventilation des hotends est un vaste sujet soumis à de nombreuses polémiques et de non sens techniques. Les seuls ventilateurs, que je connaisse, qui ne font pas de bruit sont ceux qui sont à l'arrêt. D'ailleurs le bruit provient plus des pertes de charges du circuit que du ventilateur proprement dit. Je pense que tu devrais t'orienter vers des ventilateurs de la marque SUNON. Si tu veux en savoir un tout petit peu plus, tu peux lire mon article sur impression 3D et ventilation. Pour voir, donne nous les références du ventilateur à remplacer ? @+ Patrice1 point
-
Pour faciliter la tâche pour un débutant dans l'utilisation des moteurs de recherches https://duckduckgo.com/?q=site%3Awww.lesimprimantes3d.fr https://www.qwant.com/?l=fr&q=site%3Awww.lesimprimantes3d.fr&t=web https://www.google.com/search?q=site%3Awww.lesimprimantes3d.fr ... site:www.lesimprimantes3d.fr Aussi pas besoin de donner l'age de votre grand mère dans les détails ou se que vous avez mangé se matin ... (bien que si vous avez mangé des trucs hallucinogènes ... cela nous explique peut être des trucs ... ) Je rajoute enfin : https://www.lesimprimantes3d.fr/forum/topic/41764-explication-multipost-a-éviter/ Bonne continuation !1 point
-
Ma première grosse impression (62h...!) pour une fan, rien que les marches ont pris 24h, le mec qui à fait le modèle a ajouté énormément de détails ce qui complique la vie de la CR-10. Le lien vers "Iron Throne with another base" Température d'impression : 200° Température du lit : 60° Support : non Surface d'impression : plateau chauffant + colle uhu Filament : PLA shining silver ColorFabb Slicer : cura 3.1 Temps : 62h La colle est vraiment bien j'ai pu le décoller une fois le plateau refroidi sans aucunes difficultés

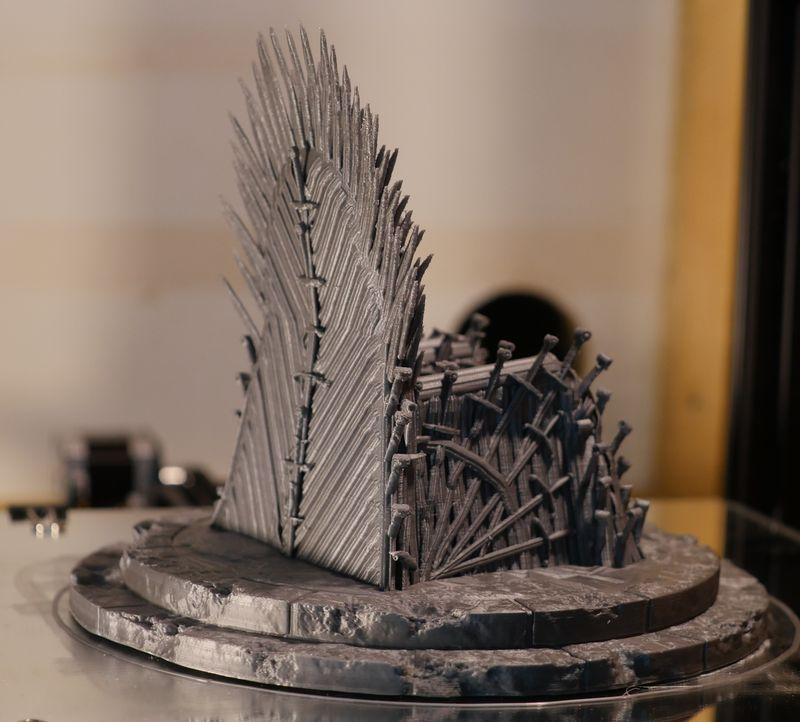 1 point
1 point