Classement



Contenu populaire
Contenu avec la plus haute réputation dans 29/01/2023 Dans tous les contenus
-
Je me demande parfois s’ils ne seraient pas deux, l’ange et le démon, ou Mr jekyl et Mr hide. C’est une blague alors pas taper . Mais ne fait elle que le ménage ?3 points
-
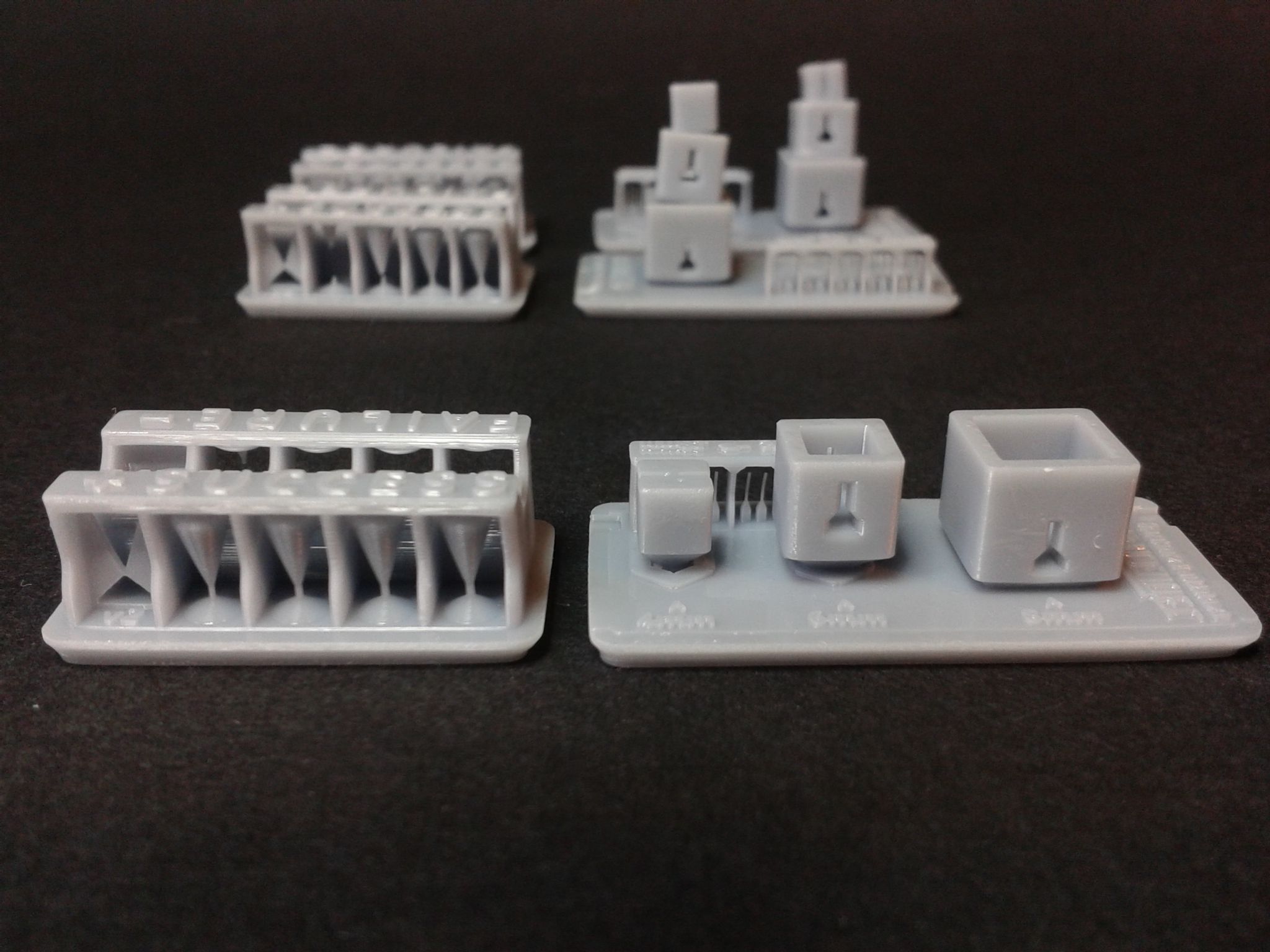
Bonjour à tous Petite astuce pour lisser nos impressions (sur pla +) la colle à bois avec un peu d'eau (action à 5 euros le pot) 1 on chauffe la pièce 2 on passe une couche au pinceau assez liquide 3 on laisse égoutter 4 on rechauffe pour sécher on recommence 2 à 4 jusqu'à résultat voulus pour moi 3 couches car impression buse 1 mm pour des personnages 10 minutes pour un personnage de 18 cm de hauteur mise en peinture nickel cout 5 euros 250g ==> 1/2 litre de produit =>environ 50 personnages de 18 cm de hauteur avantage => cout / pas d'odeur / séchage rapide inconvénient , rien pour l'instant ............. voili voilou .....2 points
-
Si tu le dis. Je m'incline devant l'argument «d'autorité»: ta vision «mécanique». Un BLTouch / CRTouch peut très bien n'être utilisé que pour effectuer le palpage du plateau afin de réaliser la topographie (maillage) du plateau, sans utiliser sa possibilité d'interrupteur de fin de course (on utilise uniquement alors les trois fils: GND, +VCC, Signal servo). En ce cas, il faut continuer d'utiliser l'interrupteur de fin de course originel qui une fois activé indiquera le point «zéro» de la buse (sauf que sans correction, ce point «zéro» sera à l'altitude de la hauteur de la jauge utilisée). En fait, le problème vient de la terminologie employée avec les ABL à pointeau se déployant. Si la hauteur (Zoffset) entre le bas du pointeau déployé et le bas de la buse n'est pas correctement mesuré (là encore, la hauteur de la jauge ne doit pas être oubliée sinon la buse n'est pas au niveau zéro, c'est à ce moment là qu'il faudra procéder à des ajustements via le «babystepping» (modification à la volée du «Zoffset»). D'autre part, le matériel lui-même (le Bltouch) doit être solidement fixé et pas comme je le vois de temps en temps, monté sur ressorts . En tout cas, mes imprimantes, avec ou sans Bltouch, une fois la distance buse / plateau correctement paramétrée, j'ai rarement besoin d'y faire de corrections, les seules fois où je dois en faire, c'est lors de changements / réglages de matériel (buse, galets de roulement, …)2 points
-
Oui je viens de faire l'essai avec la Carte 32 bits, effectivement c'est le firmware qui réagit comme un changement d'outil ou d'extrudeur et pourtant le Gcode ne donne rien comme consigne ? je vais essayer d'en parler au département RD de TENLOG. a+
 2 points
2 points -
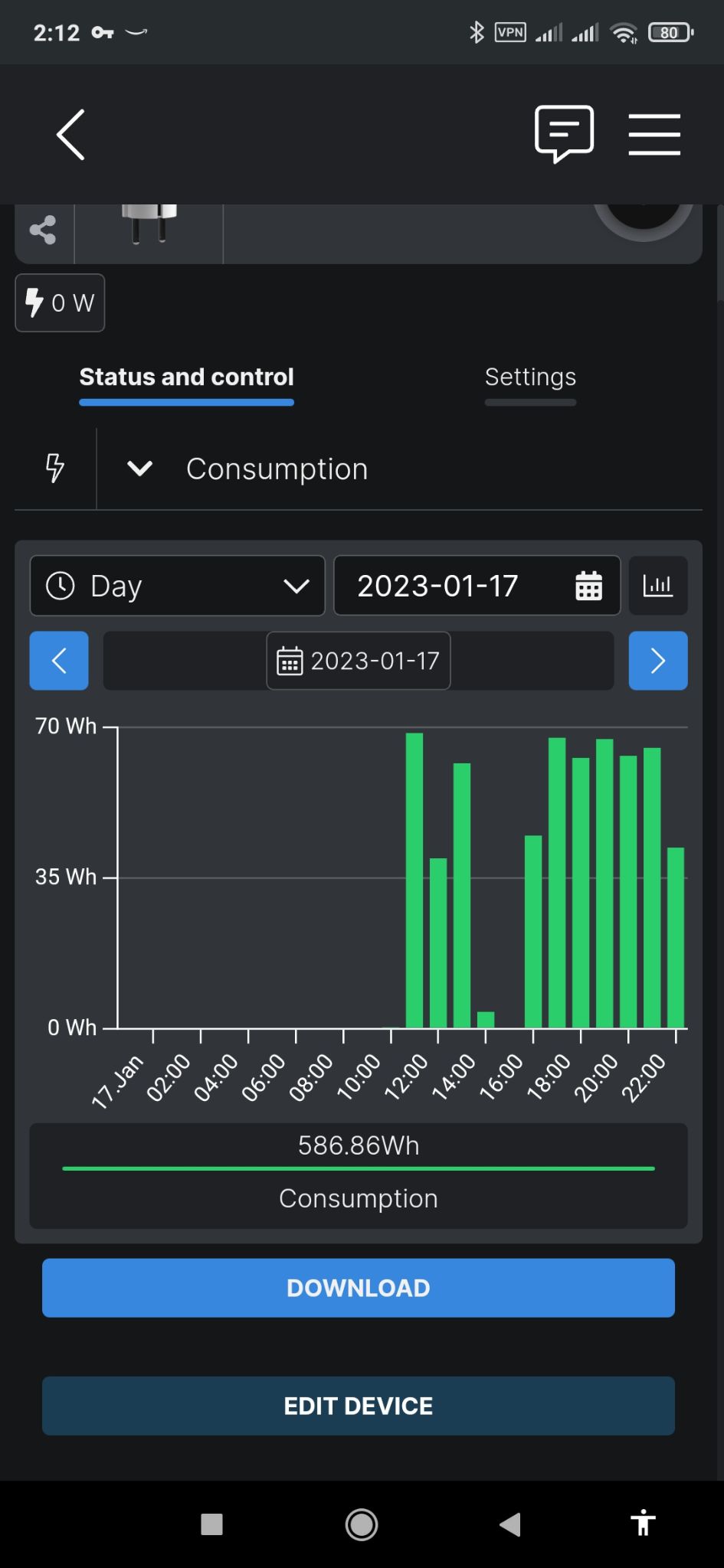
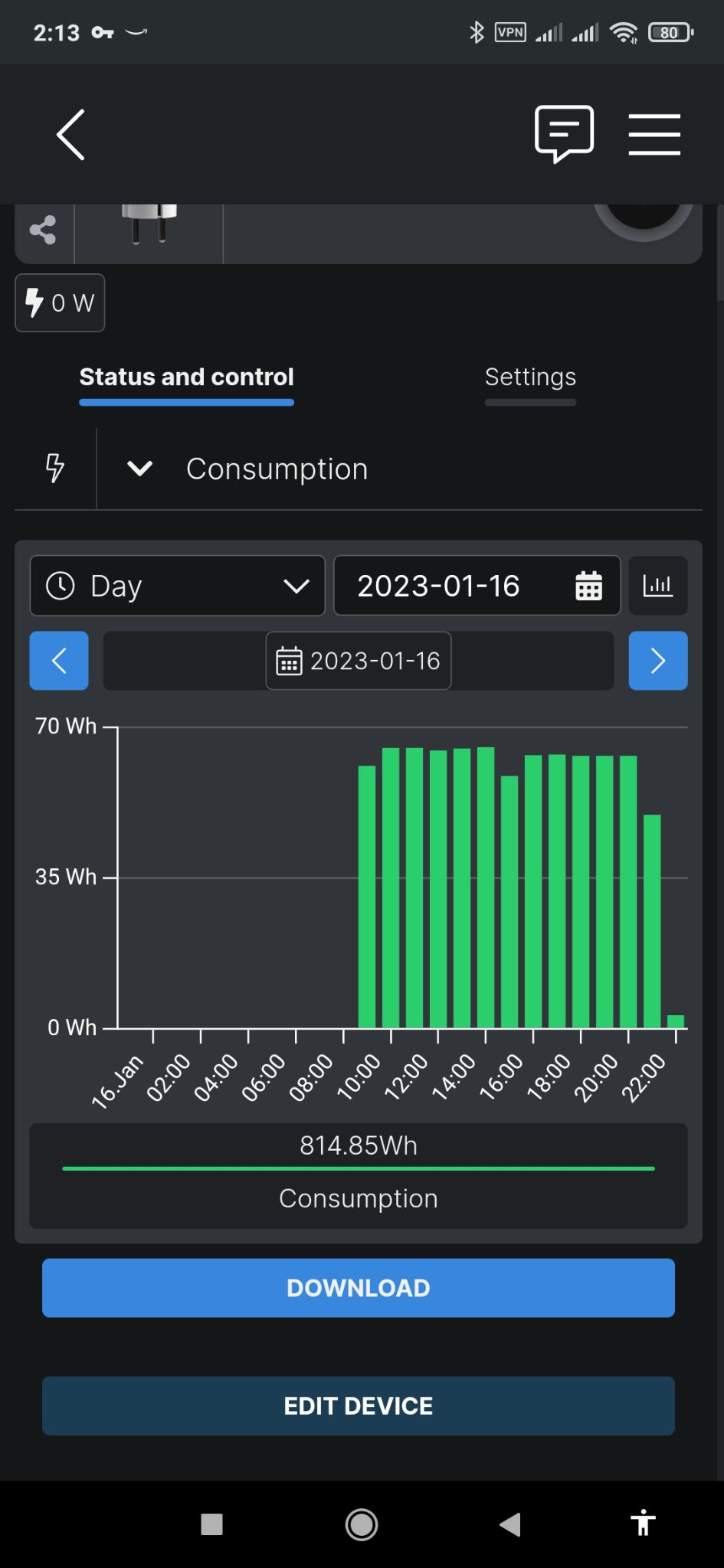
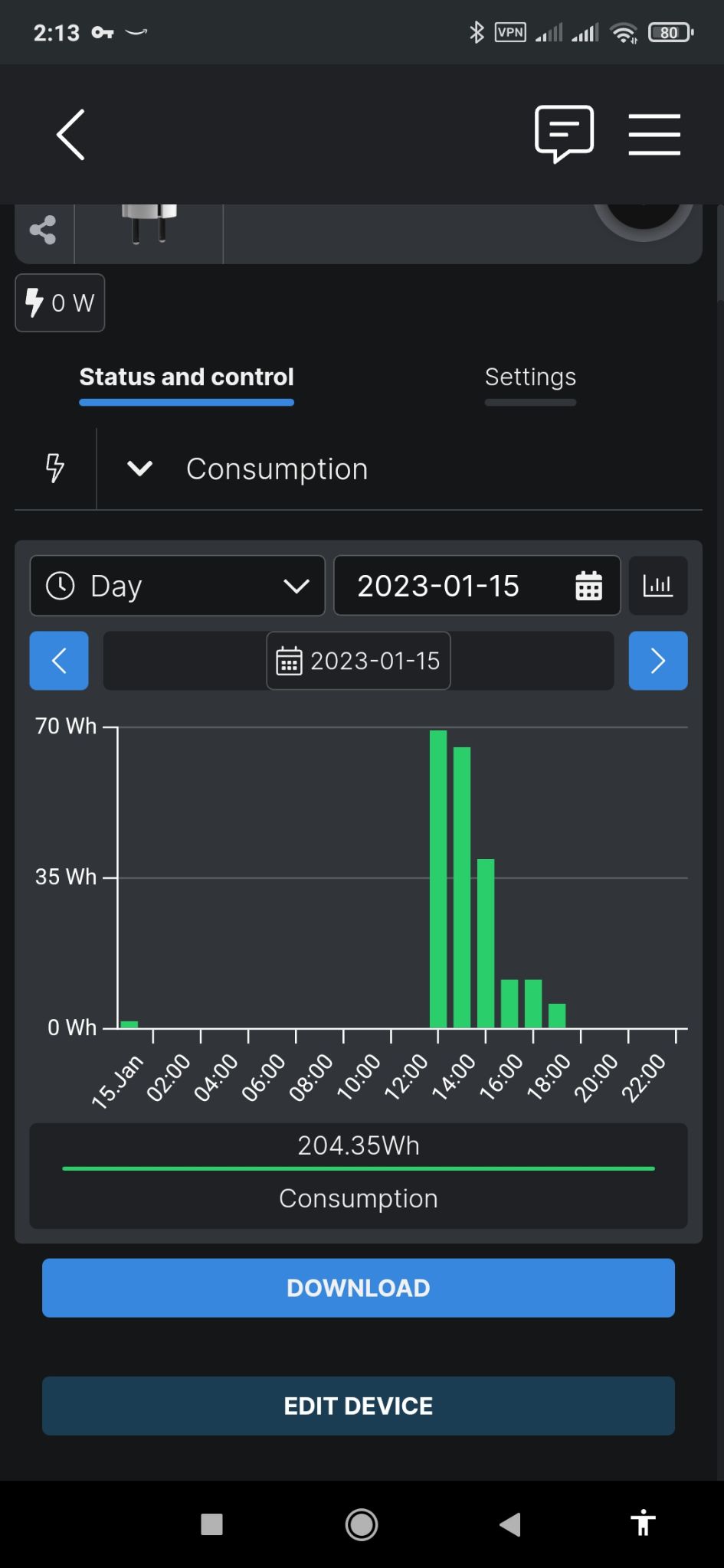
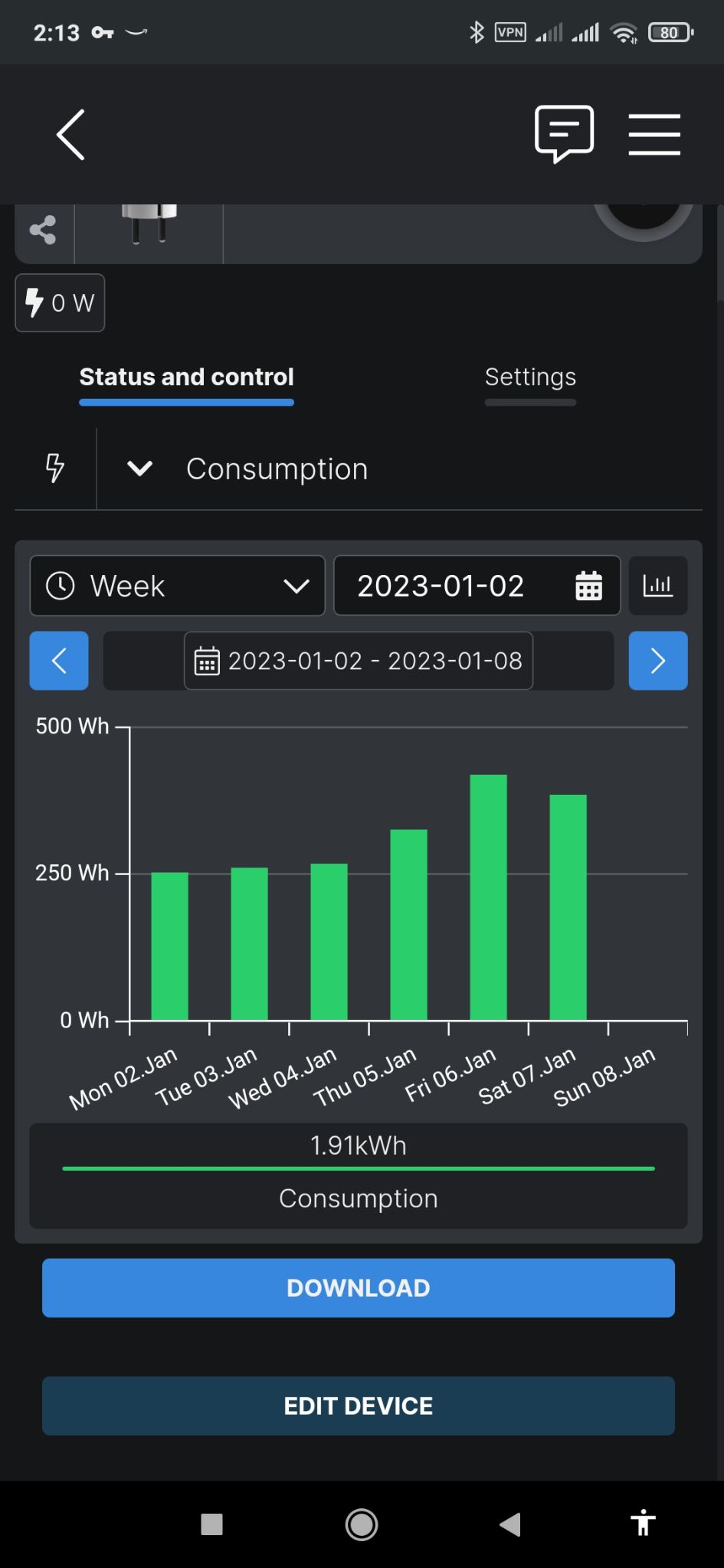
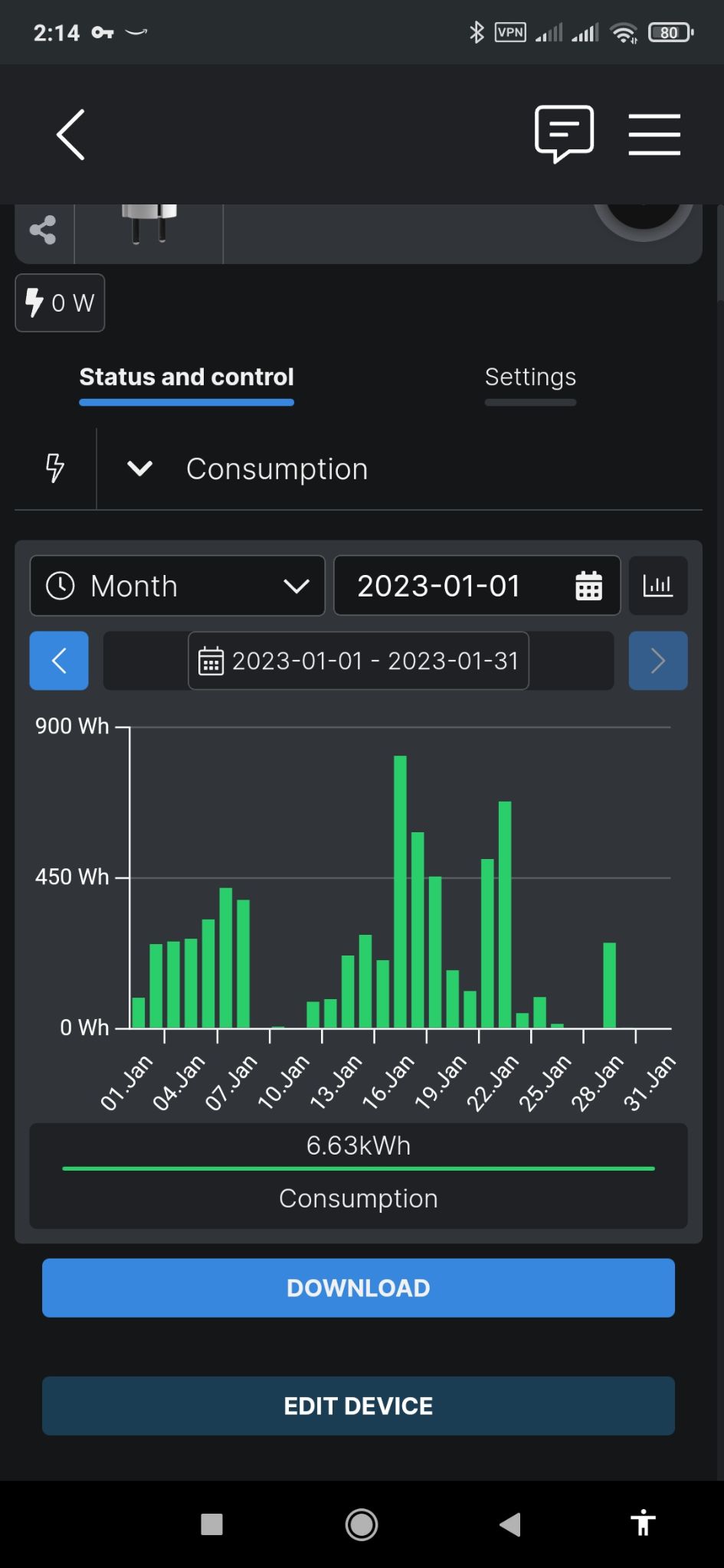
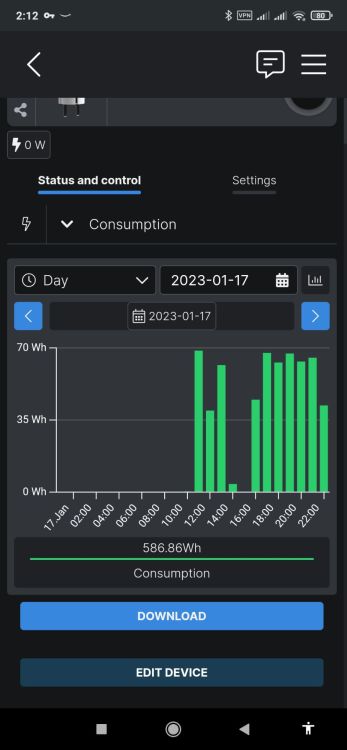
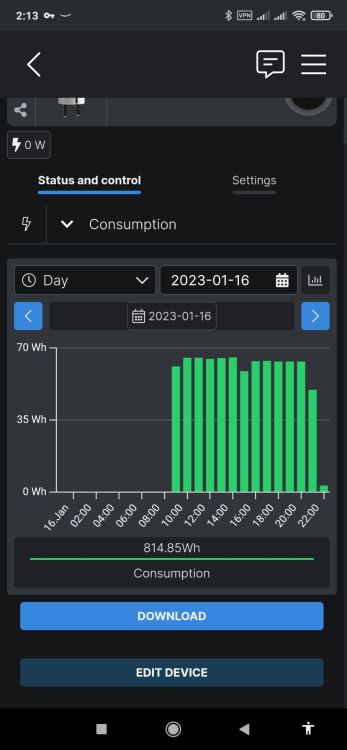
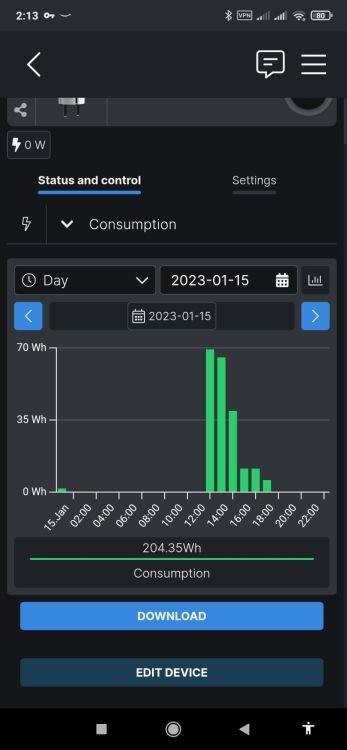
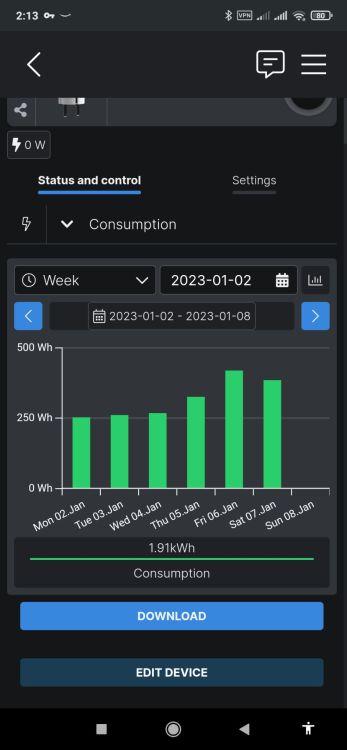
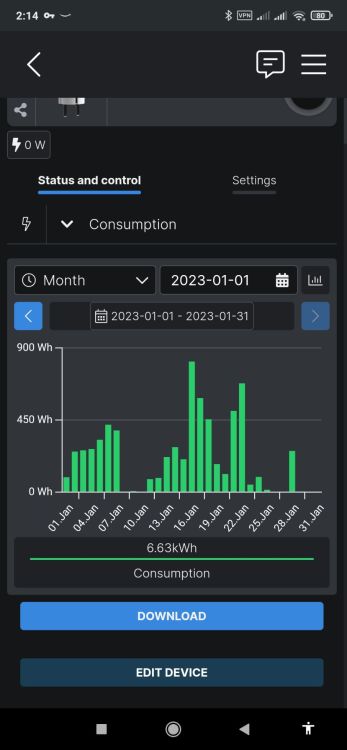
Niveau consommation d'électricitié. Une impression courte + IDLE Deux impressions enchaînées (3H + 6H) : Une impression longue (13h) : Un cumul usage moyen sur une semaine : Un cumul usage moyen sur un mois (janvier) : Et donc quelques conclusions : - En idle, une X1C consomme bien 10 Wh depuis une MAJ d'un firmware il y a quelques temps - En impression, en consommation çà ne dépasse jamais (hors micro pics au début) 70 Wh, donc çà reste très raisonnable - A la louche on peut tabler en approximation sur 1 h d'impression = 100 Wh (couvre un peu d'idle au début et à la fin, etc.) - Au cumul sur un mois, dans mon cas (usage raisonnable = elle ne tourne pas en continu, etc.), on peut tabler sur < 10 kWh (en comparaison, je consomme 6000 kWh à l'année)
 2 points
2 points -
Oui, et la version Super XL (500x500x500) est prévue pour le moi d'avril de cette année.2 points
-
Ça dépend, est ce que tu aussi irrité le mec de la logistique chez Prusa ?2 points
-
Bonjour, J'y vais de mon petit commentaire. J'ai parcouru les différents messages et je ne crois pas avoir vu passer "analyse de marché" (mais j'ai vraiment lu en diagonale). Ce que tu proposes, sauf erreur de ma part, n'est pas nouveau. Tu vas trouver en face de toi des indépendants et des sociétés qui proposent déjà des services d'impression et/ou modélisation. Regarde donc ce qui se fait à côté, car c'est avec eux que tu vas être en "concurrence". Essaye en peut-être un ou deux (tarifs et prestations différentes). regarde les tarifs pratiqués en fait des simulations à partir de ça. Tu trouves des sites (dont celui de l'URSSAF qui te permettent de faire des simulations avec les charges). Penses bien également à retirer la TVA que tu vas restituer. Ensuite, mets-toi à la place du client qui rechercherait ce type de service et demandes toi ce qu'il ferait que tu t'arrêterais sur ton service : - un meilleur tarif (très mauvaise idée à mon avis - tu ne va rien gagner au final à tirer les prix vers le bas) - Un savoir-faire spécifique : matériel particulier, service de modélisation ++, impressions irréprochables voire déjà avec un peu de post-production, ... Si tu pars sur la seconde option qui me parait plus intéressante à développer il va falloir ensuite passer du temps à te faire connaitre pour que les gens penses à toi lorsqu'ils ont un besoin et développer ta clientèle. "My 2 cents", comme on ne dit pas chez nous a+2 points
-
Salutation ! Peux tu nous mettre le "gcode de démarrage" du profil d'imprimante ( paramètres d'imprimante) que tu utilise ? ( ou un export HTML ? ) Voir un fichier d'impression (extension .gcode) où tu as le problème. Car si tu n'a pas changé de firmware alors c'est surement ton "g-code de démarrage" qui a changé a la mise a jours du trancheur et qu'il faut modifier ...2 points
-
12€ de l'heure pour de la conception ? ma femme de ménage gagne plus ... Tu n'as pas mis le prix du consommable et pour les ratés tu es optimiste2 points
-
Vous trouverez ici la traduction française de Bambu Studio. Au programme : - Traduction de l'interface Bambu - Correction de toutes les traductions françaises qui étaient de simples traductions Google (Chinois -> Anglais -> Français) - Traduction des textes manquants - Correction de certains textes qui n'étaient jamais traduits https://drive.google.com/drive/folders/1dxPYa3dHhKou3HC3dDengFeG0LiHm-q2?usp=sharing N'hésitez pas à me faire un retour si vous rencontrez certaines erreurs, fautes ou problème d'affichage de certains textes. Installation Windows : - Fermez Bambu Studio si il est actuellement ouvert. - Dézippez l'archive du pack de traduction. - Rendez-vous dans le dossier d'installation de Bambu Studio, par défaut : 'C:\Program Files\Bambu Studio'. - Rendez-vous dans le dossier '\resources\web\data' et remplacez le fichier 'text.js'. - Rendez-vous ensuite dans le dossier '\resources\i18n\fr' et remplacez le fichier 'BambuStudio.mo'. - Démarrez Bambu Studio et définissez la langue sur 'Français' dans les paramètres. Installation MacOS : - Fermez Bambu Studio si il est actuellement ouvert. - Dézippez l'archive du pack de traduction. - Rendez-vous dans votre dossier 'Applications'. - Faites un clic droit sur l'application 'BambuStudio.app' puis 'Afficher le contenu du paquet'. - Rendez-vous dans le dossier '\Contents\Resources\web\data' et remplacez le fichier 'text.js'. - Rendez-vous ensuite dans le dossier '\Contents\Resources\i18n\fr' et remplacez le fichier 'BambuStudio.mo'. - Démarrez Bambu Studio et définissez la langue sur 'Français' dans les paramètres.1 point
-
C'est ce que j'utilise pour les petites pièces à peindre , ça sert aussi d'apprêt, la peinture tiens bien sur la colle car sur le pla, la peinture c'est la merde à mettre.... Perso je ne la dilue presque pas et j'attends au moins 24h avant de peindre.1 point
-
Je serai curieux de tester ça, l'application a l'air bien plus pratique pour avoir une couche uniforme. À voir aussi pour les résidus laissés, étant donné que ça se nettoie aussi à l'eau, pas sûr qu'on y gagne grand chose sur ce point (peut-être un peu plus rapide ?). Durée de vie annoncée de 100 applications (en supposant qu'on en remet sur toute la plaque à chaque fois), j'espère qu'on peut faire plusieurs impressions avant que l'effet ne disparaisse. Je met la vidéo d'application, c'est satisfaisant à voir ! Ils ont aussi enlevé leur PA-CF (qui avait été livré avec les kickstarter), qui a été remplacé par du PAHT-CF, qui, de ce que j'en comprend, absorbe moins l'humidité et donc a des propriétés mécaniques plus stables dans un milieu humide. Les prix ont l'air globalement équivalents par rapport à d'autres fabricants, à savoir 84.99€ le kilo hors taxes.1 point
-
Tu devrais faire un Pull Request sur le GITHUB pour que ce soit réintégré dans le projet d'origine, ce qui n'a que des avantages. Celà dit perso je préfère rester en full anglais pour ma part : c'est quand même bien plus facile pour retrouver des infos sur les forums US, reddit, etc. et s'y retrouver. Mais il y a sûrement plein d'utilisateurs francophones qui préféreront une version proprement traduire 100% FR, bien sûr.1 point
-
Le principe de l'impression est pour ce type d'imprimante la fusion d'un filament de plastique. Il n'y a quasiment pas de production de particules tant qu'on ne coupe, râpe ou ponce les pièces. https://www.prc.cnrs.fr/lacide-polylactique-pla-le-materiau-de-base/ Il peut y avoir production de gaz plus ou moins nocifs lors de l'impression de l'ABS par exemple ou en post traitement (lissage à l'acétone ou chloroforme). Si tu utilises du PLA ( il faut mieux commencer avec ce type de filament plus facile à imprimer), il n'y a quasiment rien de dangereux de produit. Après tout est question de seuil ; la peinture des murs de ton appartement relache des produits dangereux...1 point
-
Désolé de répondre tardivement, j'ai des déboires avec internet.. j'ai été sauvagement débranché par un prestataire FAI ! Pour le canon de 75 , c'est référence à un sketch de Fernand Raynaud en 1950 (non je n'étais pas né !) Mais les sketchs à l'époque étaient diffusés sur des disques 45tours et il y en avait dans la discothèque familiale. Autrement, je suis allé ouvrir l'horloge comtoise familiale et la masse de chacun des poids ( 1 pour heure et l'autre pour les sonneries) est de 4kg. Ils descendent sur 2m de haut pour une autonomie d'une semaine. Voilà une petite indication pour la réserve d'énergie. Édit : Je n'avais pas vu sur mon petit écran de tél, le lien sur le dit sketch , dsl.1 point
-
exemple 1 modèle brut paint et l'autre 3 couches des que le modèle est sortie je fait un reportage

 1 point
1 point -
Personnellement j'utilise aussi FreeCAD, j'ai un peu utilisé Fusion 360 auparavant, mais j'ai toujours peur qu'un jour Autodesk (la société qui produit Fusion 360) se dise "on arrête la version gratuite", et dans ce cas là il faudra se forcer à changer de logiciel. C'est un problème que tu n'auras pas avec FreeCAD (mais c'est plus rustique à utiliser). Il faut aussi savoir que chaque logiciel a un peu sa logique propre à lui, c'est à dire soit une structure particulière (comme les ateliers sous FreeCAD), soit une gymnastique de construction (esquisses à dessiner, programmation, ...), donc il est souvent assez difficile de passer d'un logiciel à l'autre, il faut souvent repartir des bases. Certains logiciels sont aussi plus spécialisés, par exemple tu ne feras pas de figurines avec FreeCAD, autant utiliser Blender pour ça. Donc pour ton projet, je partirais plutôt sur Fusion360, FreeCAD, OpenSCAD, TinkerCAD, etc. Si jamais FreeCAD t'intéresse, tu as les tutoriels de jp willm, il fait des vidéos régulièrement et explique bien avec des exemples variés.1 point
-
Bonsoir, En règle générale, le SAV est assez réactif. Seul "Hic", la conception de ces "Build" qui n'est toujours pas superbe. Celui qu'ils m'ont expédié a une planéité vraiment bizarre. Mais j'arrive à effectuer des 'prints' malgré tout (Il y a toujours une pièce qui reste au même endroit sur le FEP ). J'attends un collègue qui doit passer mon ancien plateau à une rectifieuse. Restera la granulosité à faire après.
 1 point
1 point -
1 point
-
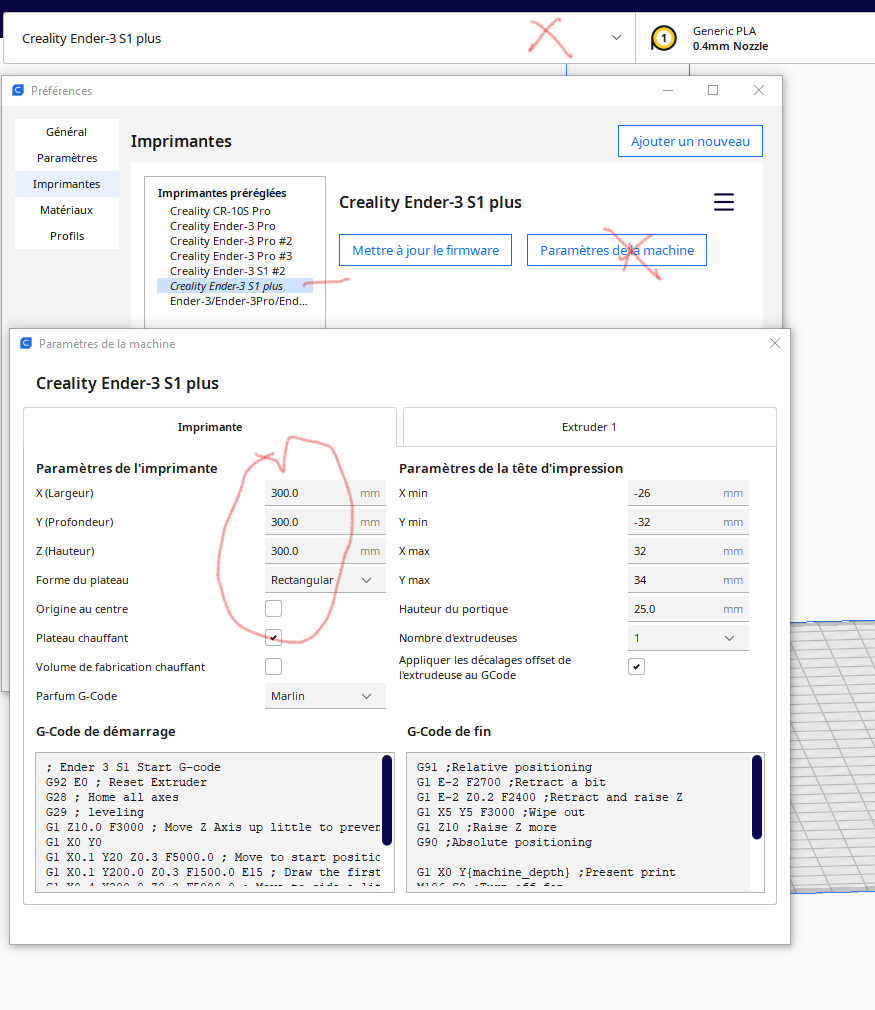
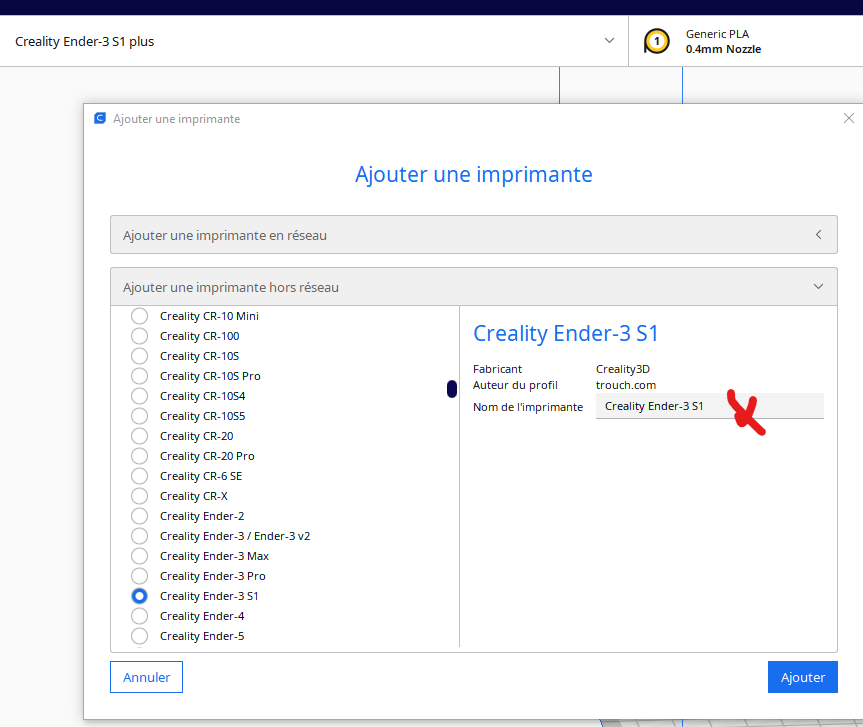
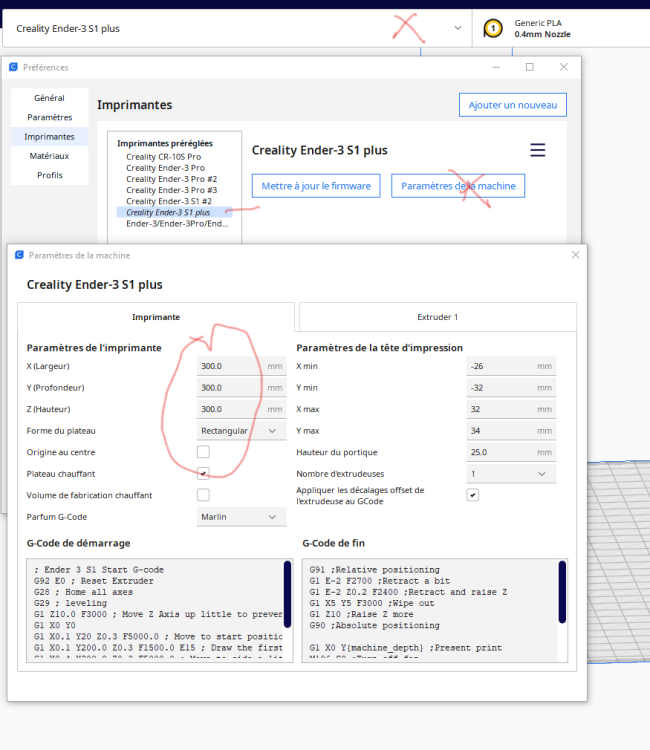
Bonjour @print51 dans Cura tu cliques là ou il y a les noms des imprimantes tu fais ajouter une imprimante hors réseau tu prends la ender 3 S1, où il y a la croix tu peux ajouter plus après s1. si c'est fait tu as une nouvelle imprimante de mise, ender 3 S1 plus Tu cliques sur le nom, puis gérer les imprimantes, puis paramètres de la machine, Là tu mets 300mm pour X, Y, Z, ceux de la tête d'impression sont bons, Après dans le profil d'impression tu vérifies la rétraction au besoin tu compares avec le profil sous creality slicer (perso 1mm et 35mm/s)
 1 point
1 point -
Salut, Tu as aussi simplify3D et ceux que tu as cités. Le mieux c'est de les tester. J'utilse pour ma part Freecad qui est open source https://www.freecadweb.org/?lang=fr1 point
-
@drogendo <Modération> Sujet déplacé dans une rubrique plus adéquate1 point
-
Hello @Guillaume3D Il va falloir que tu prennes des cours de couture Plus sérieusement, va dans l'onglet Surfacique et utilise l’outil Coudre sur le corps 2(33).1 point
-
1500 / 2000 oui, ça devrait passer. Test avec des impressions réelles pour te faire une idée.1 point
-
Ce n'est pas exclu, ils ont bien compris que les gens en voulaient une, mais j'espère vraiment pour toi que tu auras reçu et déjà utilisé ta Prusa XL et ta Snapmaker Artisan (tu auras peut-être même découpé du cuir avec ) avant que ça soit disponible ! Extrait de la FAQ du CEO de BambuLab :
 1 point
1 point -
Bonjour, Mettre le paramètre $32=1 pour être en mode "laser"1 point
-
Mais oui ! et je plaisantais vraiment A+1 point
-
Et après y’a plus de stock pour les autres1 point
-
Je commence quand même par salutation ! c est dans le titre on verra bien qui a la bonne réponse mais ca devrait venir1 point
-
Petit conseil, on ne met jamais de vis à tête fraisées directement sur des plexis, si tu les serres ou avec la dilatation le plexi peut se fissurer.1 point
-
Je vais sans doute passer à çà pour positionner la bobine externe sur le côté (pas pratique pour moi au fond à l'arrière) : https://www.printables.com/model/376381-bambu-labs-p1px1-side-mount-spool-holder1 point
-
Je suis très gentil chez Prusa, je n'ai jamais fait appel au SAV ni fait une réclamation à la logistique car je n'en ai jamais eu besoin. Concernant la Bambu Lab XL c'est une plaisanterie, mais si elle sortait vraiment, je me laisserais tenter.1 point
-
bonjour je ne suis pas du tout un spécialiste du fdm , mais vu la taille de ton fichier rond point ( 5 cm de diam) je ne vois qu'une imprimante sla résine pour avoir un résultat correct1 point
-
Hello tout le monde, Je reviens bientôt avec une grosse mise à jour du modèle. J’ai encore quelques tests à finaliser pour que ce soit parfait. Il y a pas mal de modifications dans le modèle du renforcement repositionnement du bLtouch(Pour le moment, le mi-touche est mis de côté, par contre, le modèle prend, bel touch… Et le micro Probe the Biqu). Je ferai toute façon une mise à jour complète de ce qui était modifié, et j’ai mis aussi pas mal de temps parce que je suis passé sur Klipper, j’essaierai de faire un résumé aussi dans un nouveau topique de ce que j’ai fait. Et le passage à Klipper n’est pas si compliqué que ça. Une fois qu’on a compris la logique et surtout si on a déjà fait du Marlin, et je peux vous dire qui est un sacré gain de qualité entre un Marlin et Klipper. Donc c’était juste un petit message pour vous dire que j’avais pas disparu, mais ça a été un petit peu plus long et compliqué que je pensais pouvoir réaliser ce modèle. Donc si en a qui veulent le mettre en place qu’ils attendent un peu parce que j’ai une version beaucoup plus optimisé, beaucoup plus costaud qui arrive.1 point
-
Salutation ! Le plus souvent si cela n'accroche pas au plateau, c'est qui te faut refaire son ajustement. ( Personnellement je le fait délicatement dans le VAT. Et bien souvent si l'on ne fait pas attention a la manière dont on le tiens quand on décroche les impressions du plateau on appuis sur le bras et cela le dé-ajuste ) Bien contrôler Il peut arriver qu'un plateau ne soit pas bien plat ( vérifier avec un réglet et une lumière rasante ...) et nettoyer le plateau a l'IPA 99.9% avant ( pour s'assurer qu'il n'y a pas de résidus qui pourrais gêner l'adhérence ) Il faut prendre en compte la température de ton environnement plus il fait froid plus la résine est visqueuse et demande d'augmenter les durées d'exposition pour réagir. ( Aussi, pour moi, tu pourrais monter la durée d'exposition des couche de bases "Bottom Exposure Time(s)" à 25 voir 30 s.) Pas une "Mono X 6K" mais me semble proche donc regarde comme je fait pour une "Mono X2" Enfin, prend le temps de faire ce genre d'impressions et de lire le guide cité. Pour le ponçage du plateau en dernier recours ( car il faut avoir une plaque de marbre (ultra plane) et le bon grain de papier a poncer a l'eau )... et peut être avant regarder/tester des produit d'accroche plateau ... Tiens nous au jus et bon essais.


 1 point
1 point -
Salut et bienvenue au club ... ou dans la "secte du grand gourou Josef" comme diront certains Perso sur ma MINI+ qui a 1 an et 1/2 et une dizaine de kilos de filament, je n'ai changé que 2 tubes PTFE. Ceux de la hotend J'ai en réserve quelques buses, une thermistance, une cartouche chauffante et un tube PTFE complet avec les raccords (celui entre l'extrudeur et la tête) au cas où Pour la MK3S+ du fab lab j'avais commandé en même temps que l'imprimante une hotend complète, quelques buses et 2 tubes PTFE. La machine est toute neuve et nous n'avons encore rien changé dessus Perso je pense qu'en dehors des tubes PTFE et des buses tu es tranquille pour un bon moment @+ JC1 point
-
Bah s'en était . Et tout à fait, ce n'était pas une critique juste une blague. Ca en aidera pas mal qui ont du mal avec l'anglai car la traduction par click droit ça aidait mais c'était pas trop ça quand même, et ça nécessitait en effet de la correction/amélioration.1 point
-
Bonjour merci beaucoup pour cette réponse, je vais suivre tes conseils et je ferais un retour des résultats. Encore merci1 point
-
Divers toujours fidèle à lui même Ah, si on ne te connaissais pas, on pourrait croire que tu n'es pas sympa1 point
-
Ok déjà on y vois un peu plus clair, au vue des temp° d'extrusion il s'agit donc de PLa, PLa+ voir PLa LW si c'est une aile d'avion que tu essaye d'imprimer. Déjà c'est bien avec 0.8mm de distance de retraction tu es dans les clous largement (pas plus de 2.5mm grand max) et la vitesse est ok aussi donc tu n'a pas de phénomène de bouchage de PTFE logiquement. Pareil si l'on regarde ce que tu indique plus d'extrusion mais l'imprimante continue les mouvements comme si elle imprimait donc pas de soucis de clé usb ou carte SD qui poserait soucis car dans ce cas on aurait un arrêt du print plus simplement. On pourrait avoir la buse qui ce bouche mais dans ce cas elle resterait bouché même après reprise d'un nouveau print. Si il n'y a plus d'entrainement moteur il reste 2 cas possibles pour moi soit un soucis nappe/connecteur donc a vérifier que tout est ok de ce côté, l'autre soucis potentiel serait alors le Driver de l'extrudeur qui soit défectueux et qui ce mettrai en panne aléatoirement dans ce cas tu peux intervertir les drive X et E par exemple et voir si tu as des soucis en X et plus en Extrusion ? Sinon cas ultime moteur qui surchauffe et ce met en panne.1 point
-
Vu la qualité de certains Benchy, va y avoir des crises cardiaques Je rêve que la prochaine technologie d'impression 3D soit déjà là, car on n'ira pas beaucoup plus loin avec les technologies actuelles.1 point
-
Je dirais la démocratisation de l'impression multibuse / multimatériaux (imprimer en plusieurs couleurs ou matériaux avec différents diamètres de buse) Je voudrais aussi une machine de smoothing abordable, et pour différents matériaux Aussi, une nouvelle sorte d'impression 3D (donc ni FDM ni SLA ni poudre) Ou la démocratisation d'une technique actuellement hors de prix (poudre métallique) Et... un peu comme l'a dit @divers : que dans 20 ans la société ne se soit pas cassée la gueule et que je soit encore en bonne santé et capable de bricoler plein de choses1 point
-
Bonjour, aujourd'hui je me suis décider a démonter un des montant, qui faisait un bruit clic clic clac par moment .Montant de droite . J'ai finit par trouver la cause et j'avait raison en disant que je soupçonnait un roulement . Pour moi c'est le roulement du chariot, celui au milieu qui est hs . Roulement monter sur excentrique . Une fois démonter je me suis aperçu que la pastille de protection était enlever, quand le roulement est démonter ont ne s'aperçoit pas facilement qu'il a des points dur , mais quand on exerce une pression et que l'on le fait tourné la on peux les sentir . Je l'ai nettoyer au wd40 mais cela a fais pire que bien en enlevant toute la graisse. Effectivement mon roulement était plein de limaille brillante et j'ai réussi a voir qu'une des billes n'avait plus la même brillance que les autres . Donc je suis bon pour commandé des roulements de rechange . REF : SG15SR https://amzn.eu/d/9MyDwvE Voila j'espère avoir été assez clair dans mes explications et peut être aidé certains d'entre vous qui cherche encore .
 1 point
1 point -
N'est-ce pas @Fourmi1 point
-
Tu as d'autre solution plus ou moins compliquer a installer le Matrix est un super extrudeur tu as une version light aussi au matrix, l'avantage de sont heatbreak est qu'il est bi metal mais sur toute la hauteur du matrix ce qui fait qu'il n'y a pas de PTFE interne et prise de tête a le couper a la bonne longueur etc. Les version d'avant avait que la partie centrale en titane la partie lisse au dessus de la buter etait en cuivre ce qui la rendait plus fragile a présent seule le pas de vis qui va dans le bloc de chauffe est en cuivre. Après il est livré d'origine avec une bloc V6 et une buse V6 (et sonde et cartouche de chauffe) mais tu peux mettre un bloc volcano si l'on veux . Sinon qu'entend tu par tu peux imprimer plus fort avec ? Il existe comme alternative : le E3D Hemera Revo, le Biqu H2 V2 et V2 REVO. Le Biqu H2 est un peu plus compacte et leger que le Matrix, tu as @P_tite_tete qui a fait un tuto d'install du Biqu H2 pour les X1 / X2 si tu veux regarder. Et oui faudrait que je me mettent a l'installer ma Genius atteindrait un stade supérieur de qualité d'impression et serait une petit cartésienne parfaite avec.
 1 point
1 point -
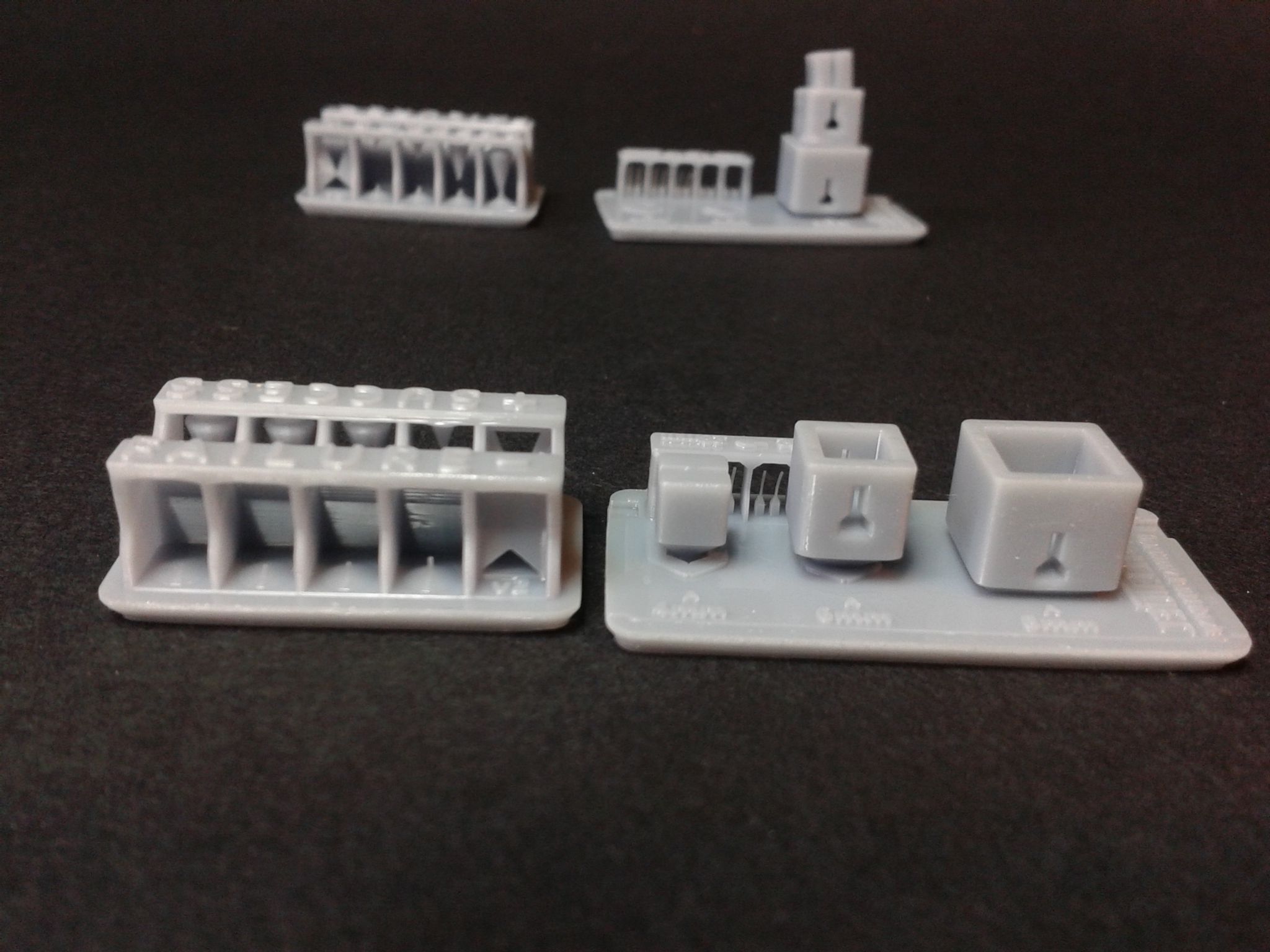
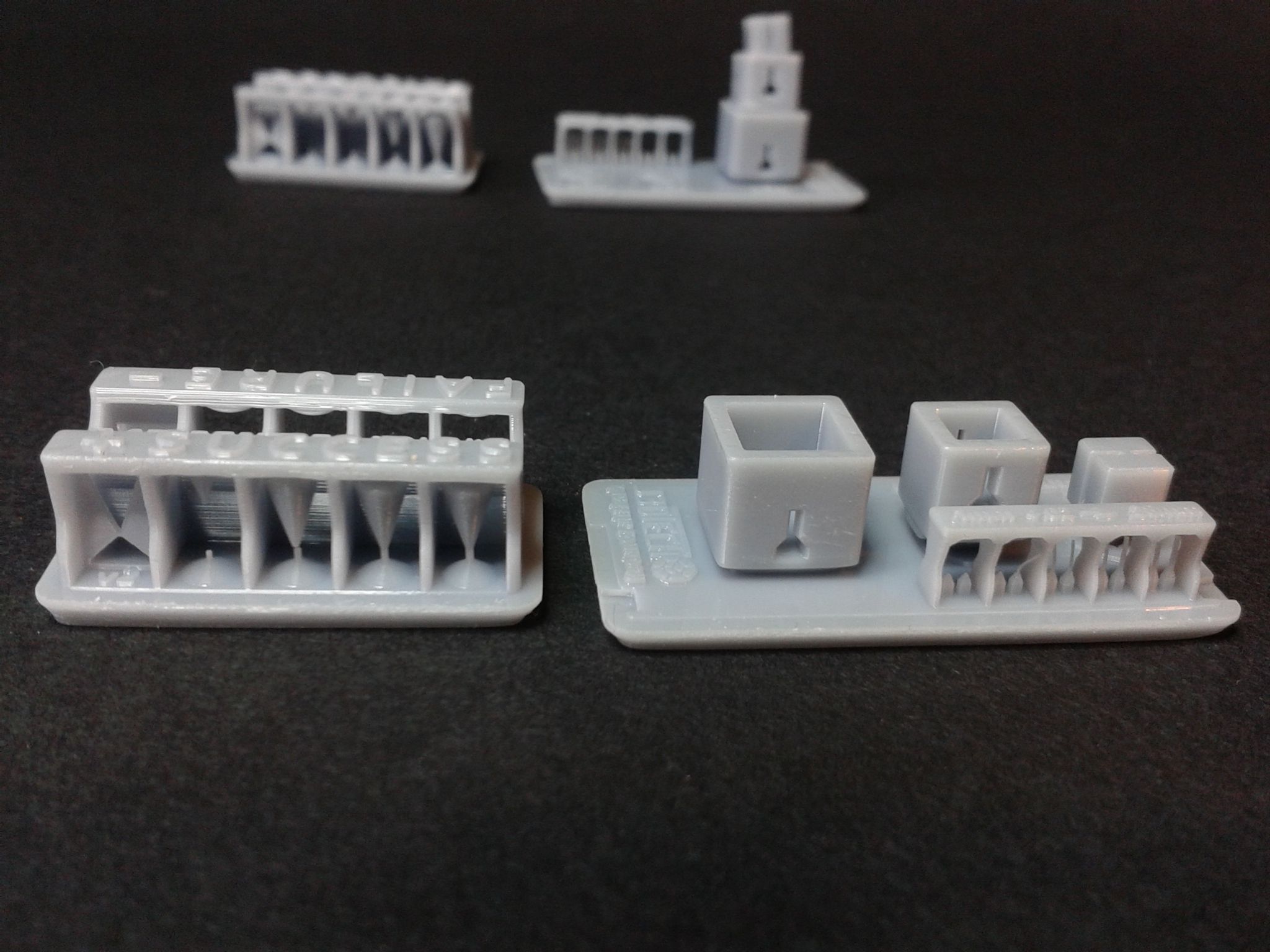
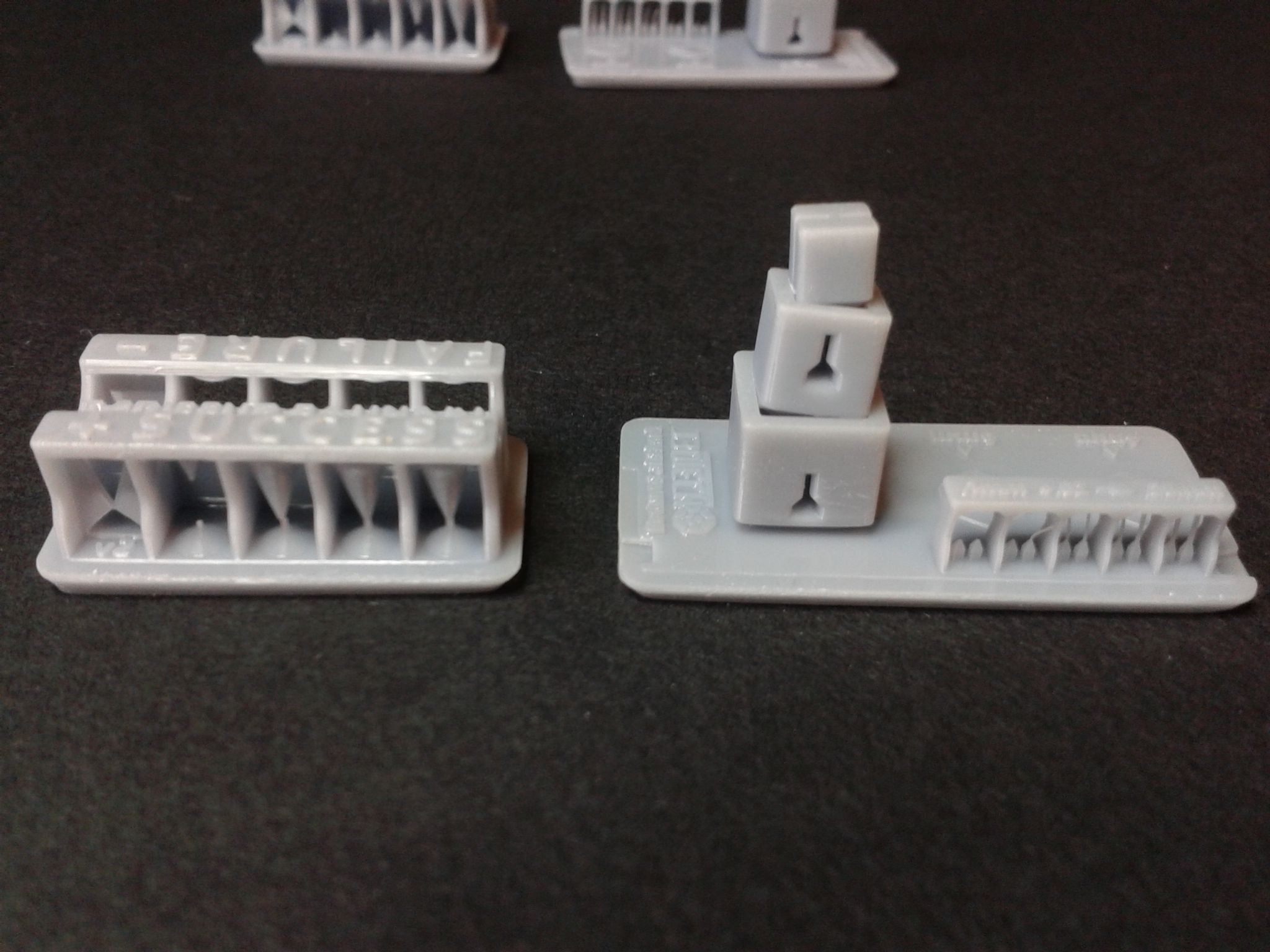
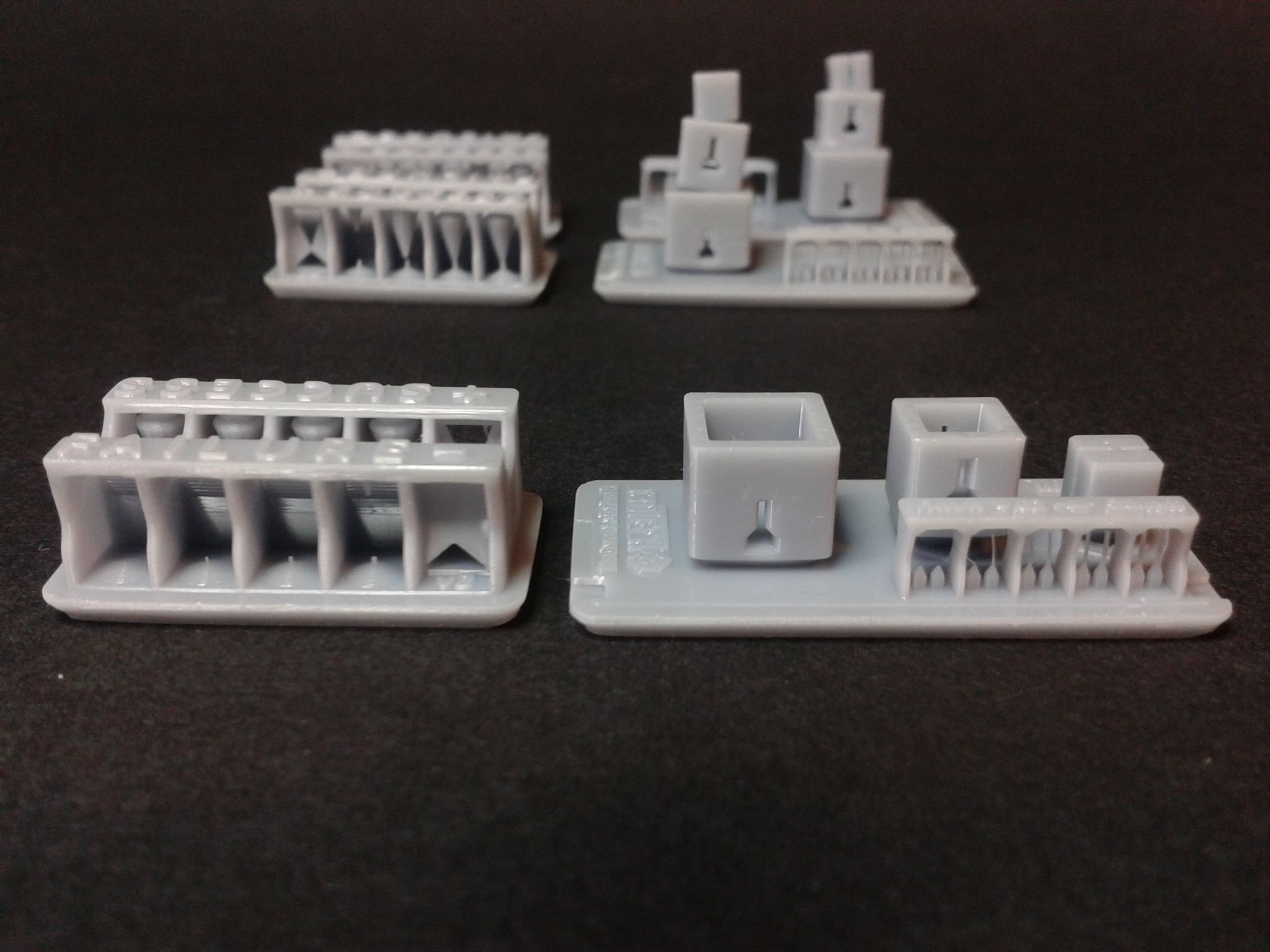
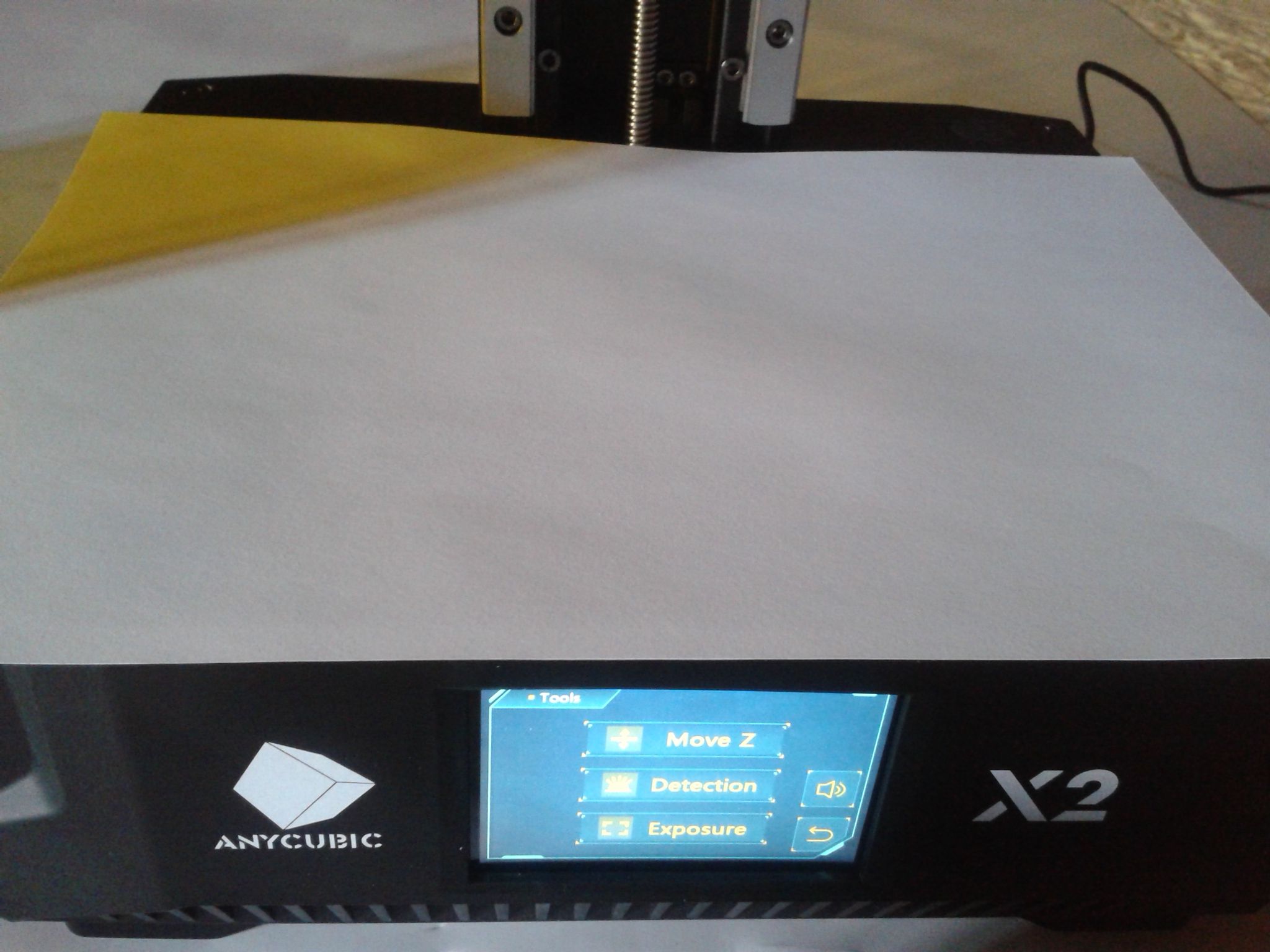
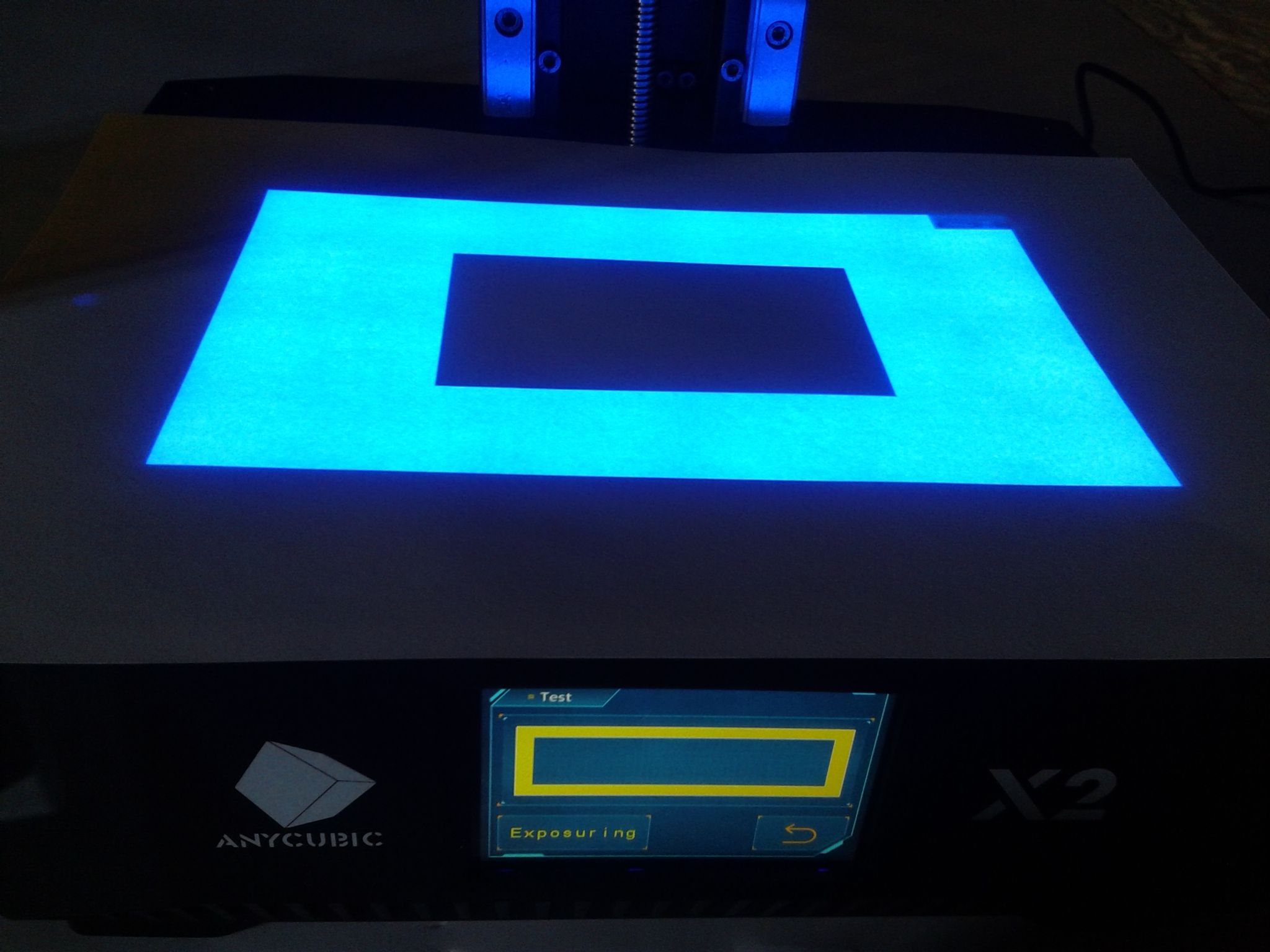
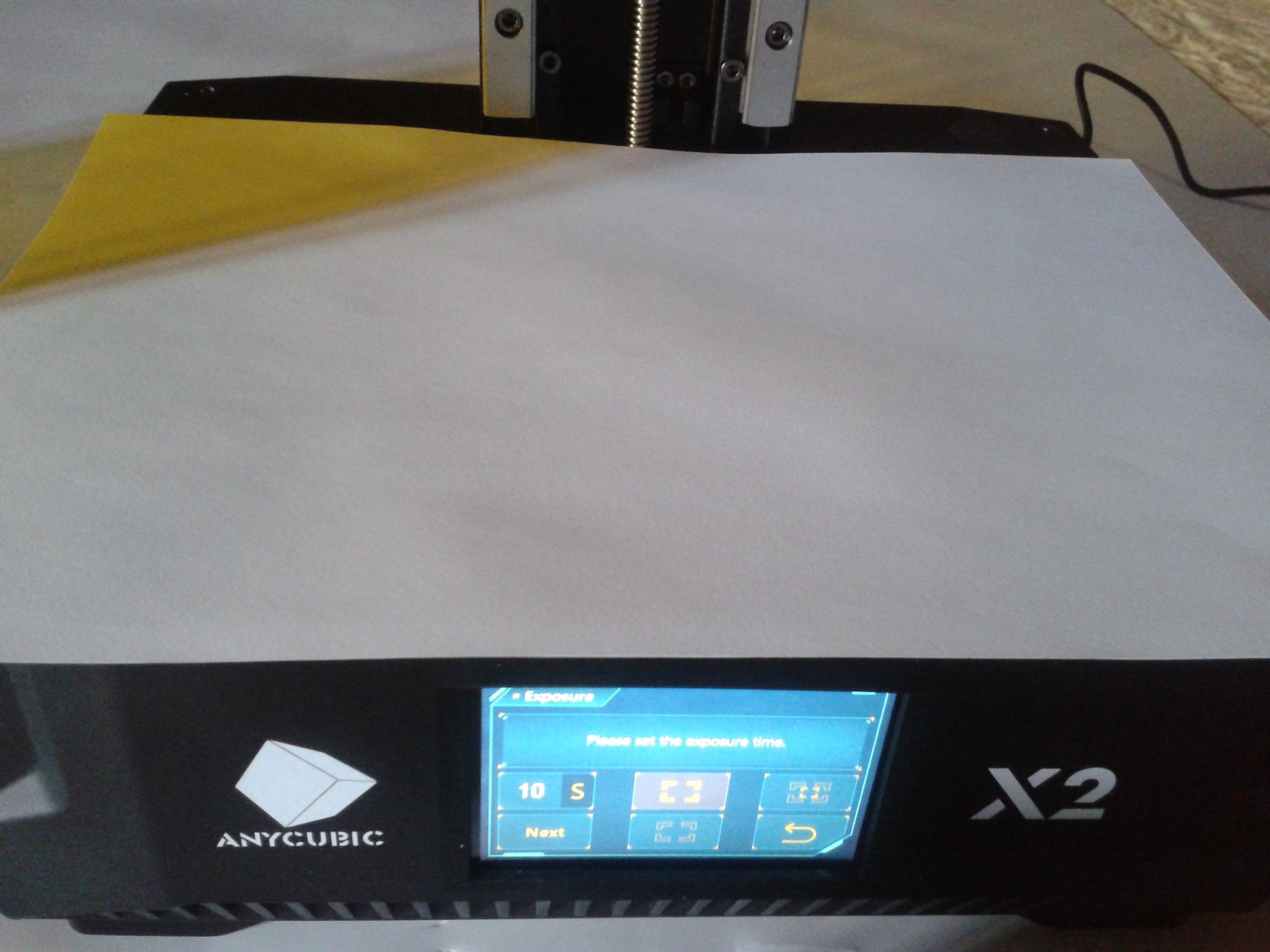
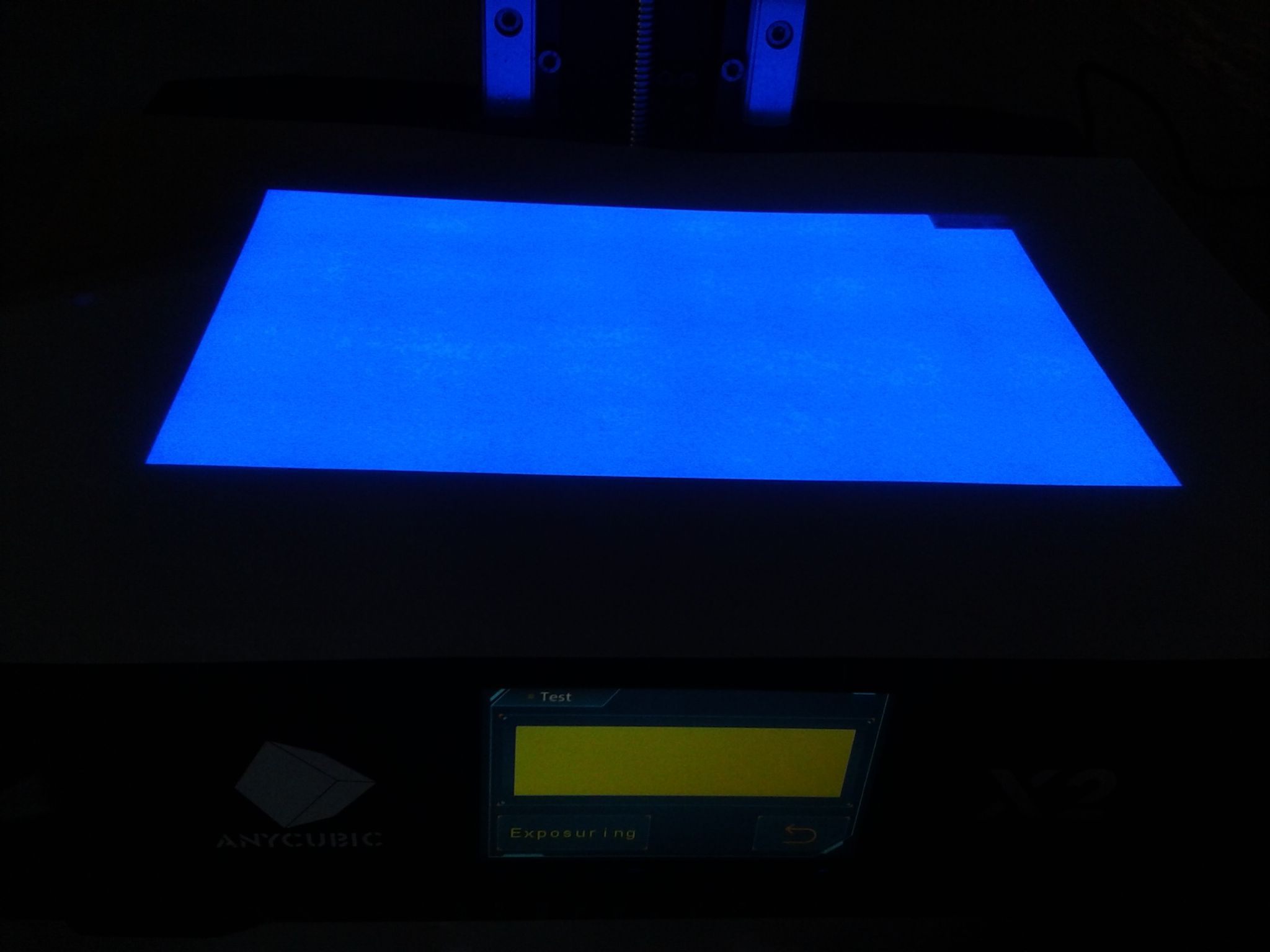
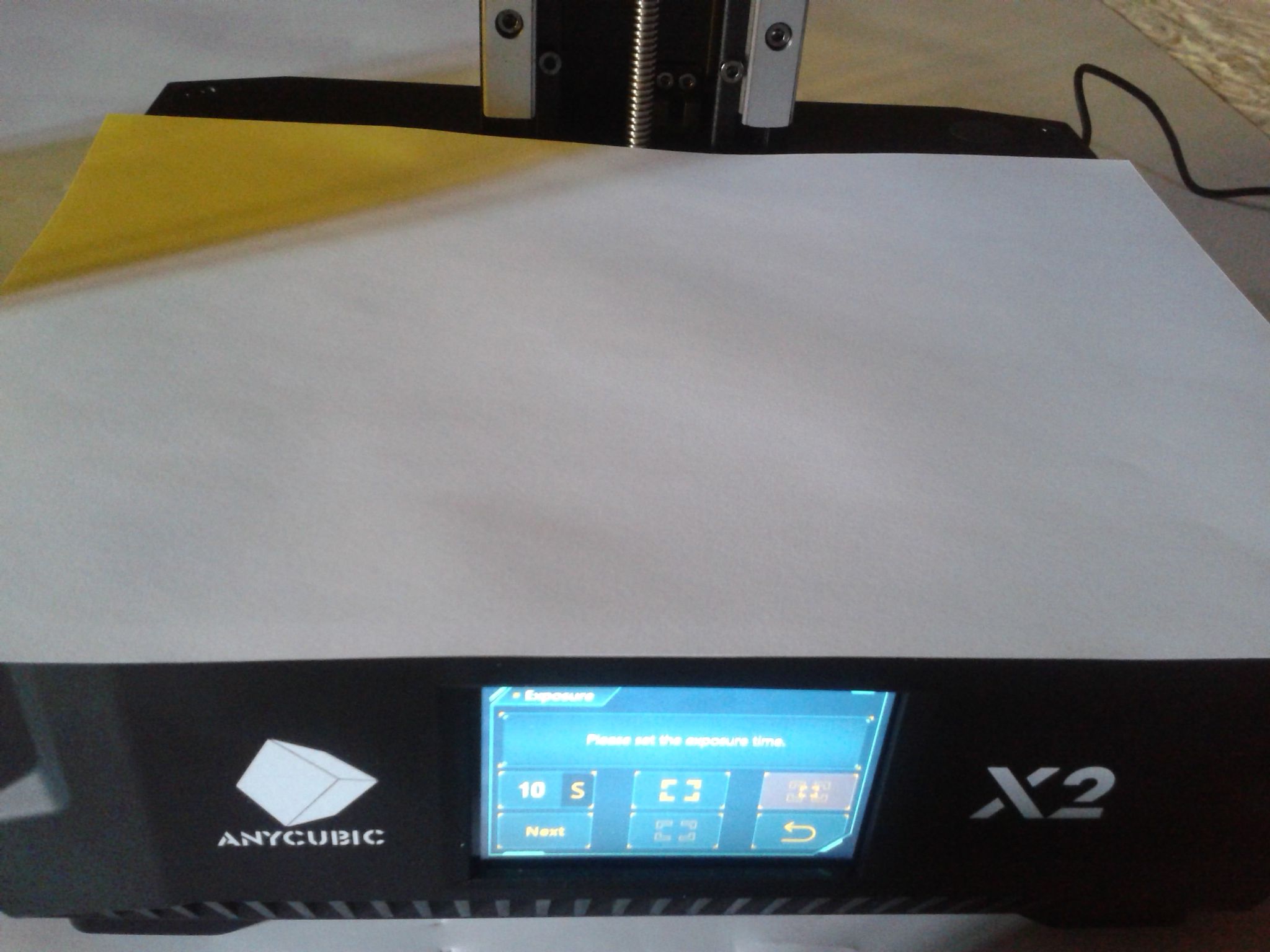
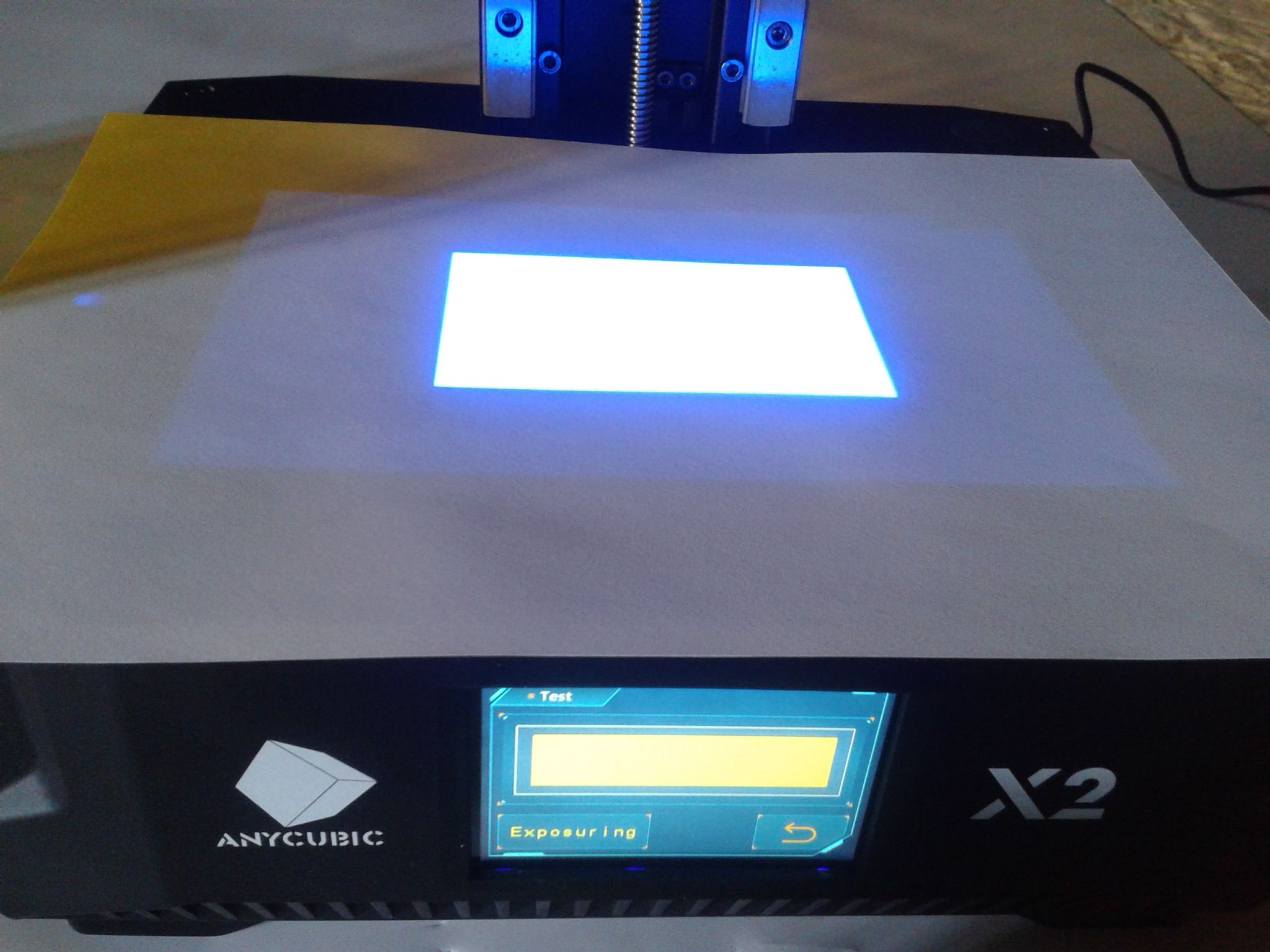
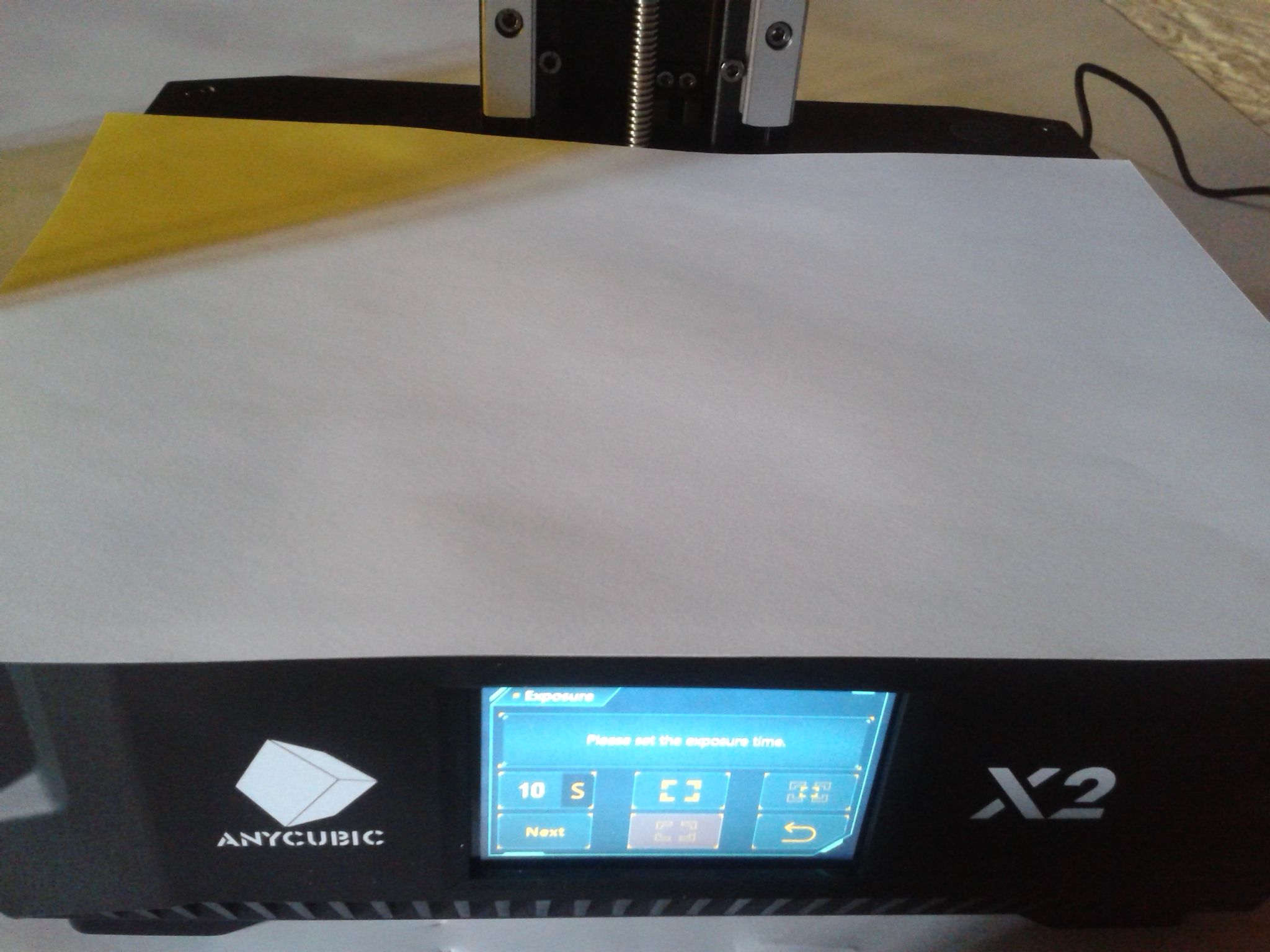
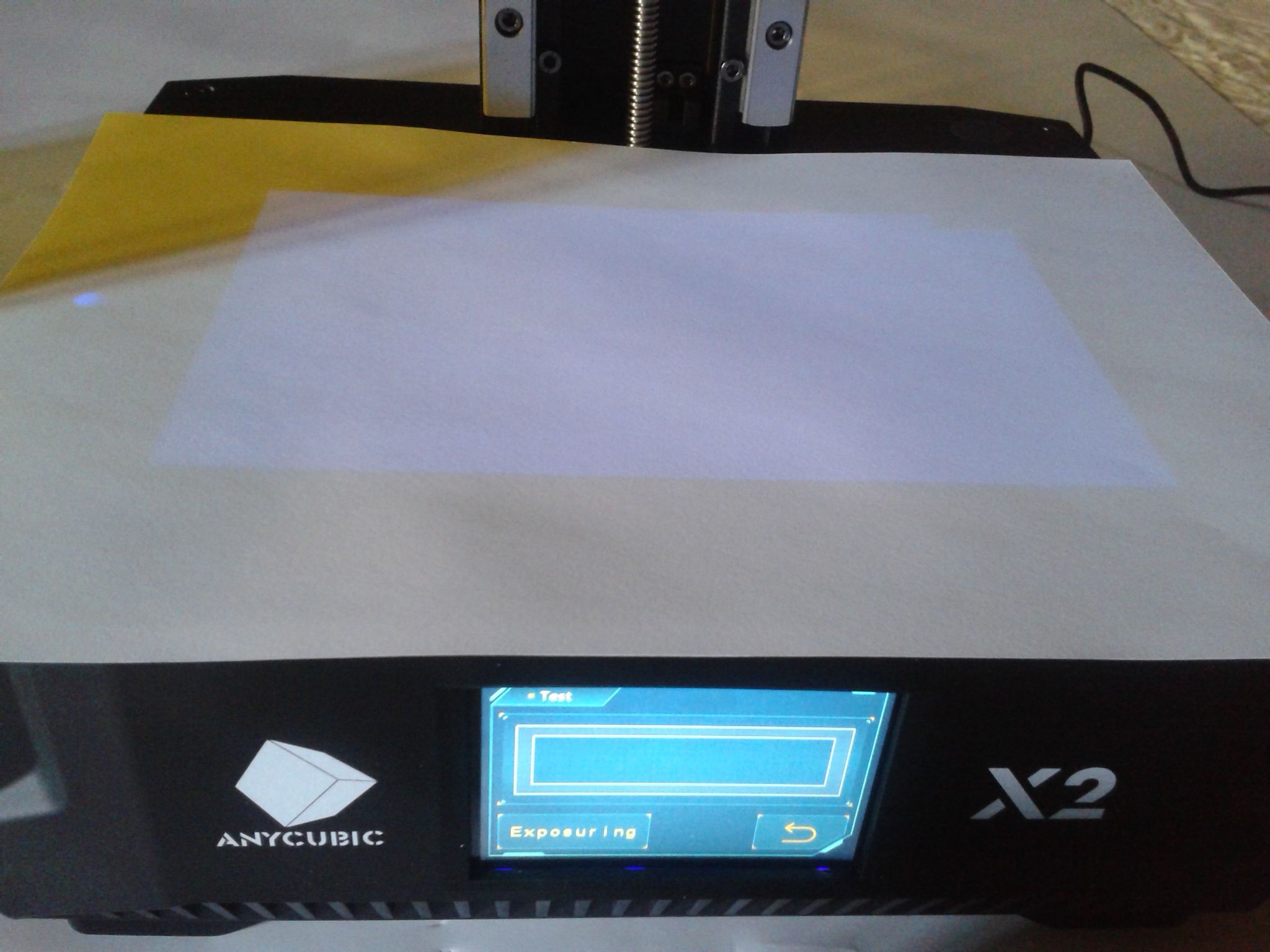
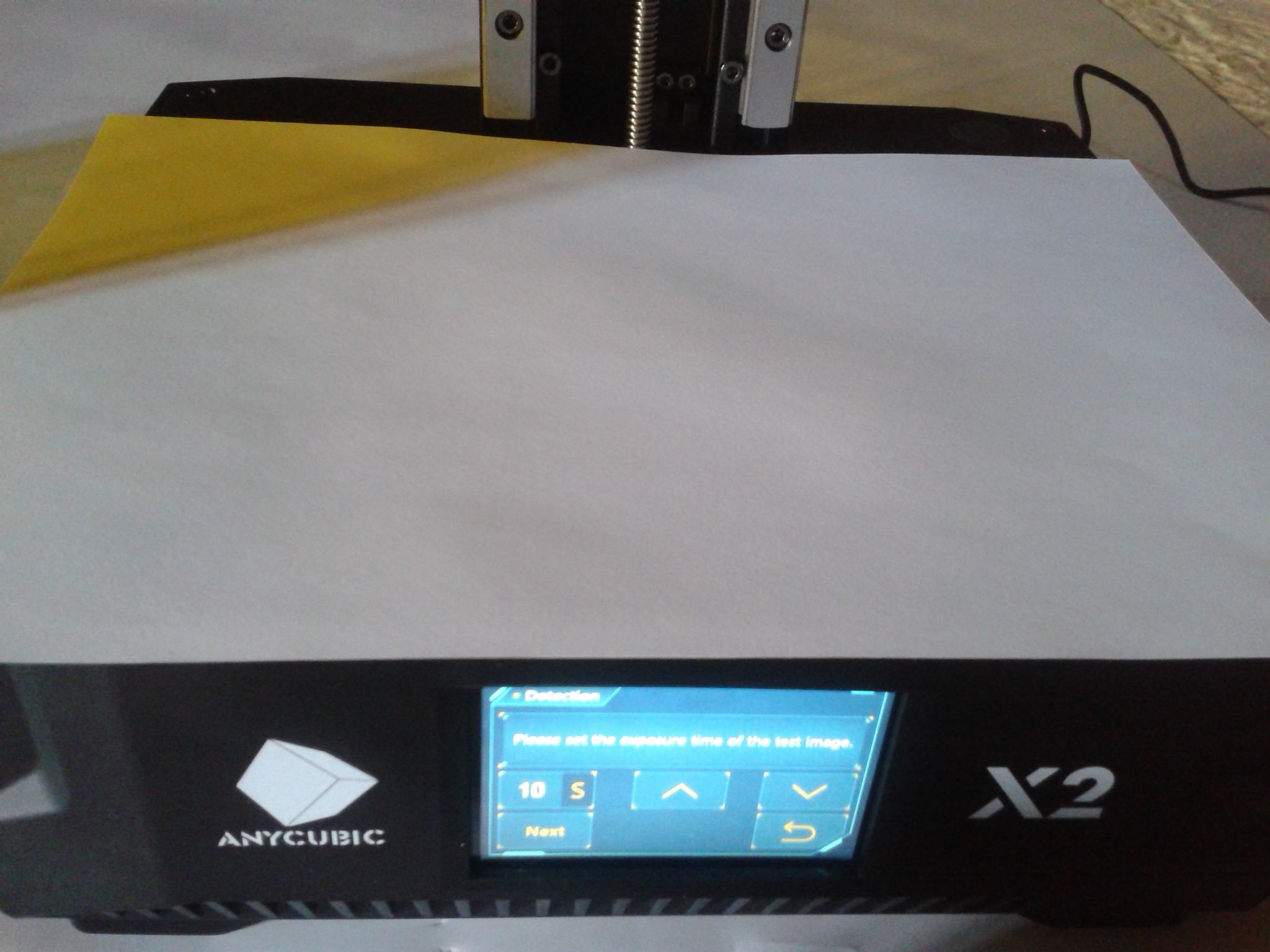
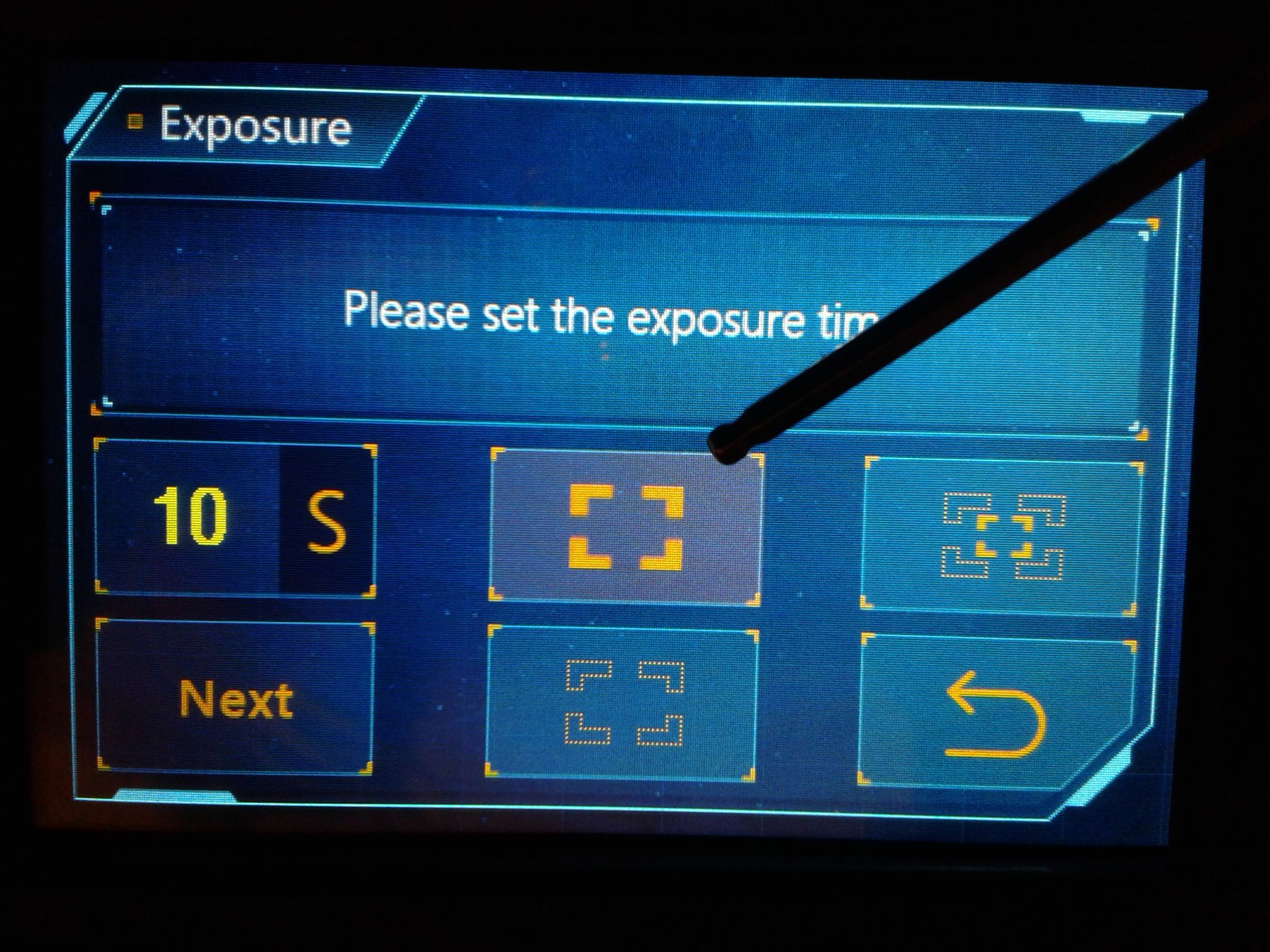
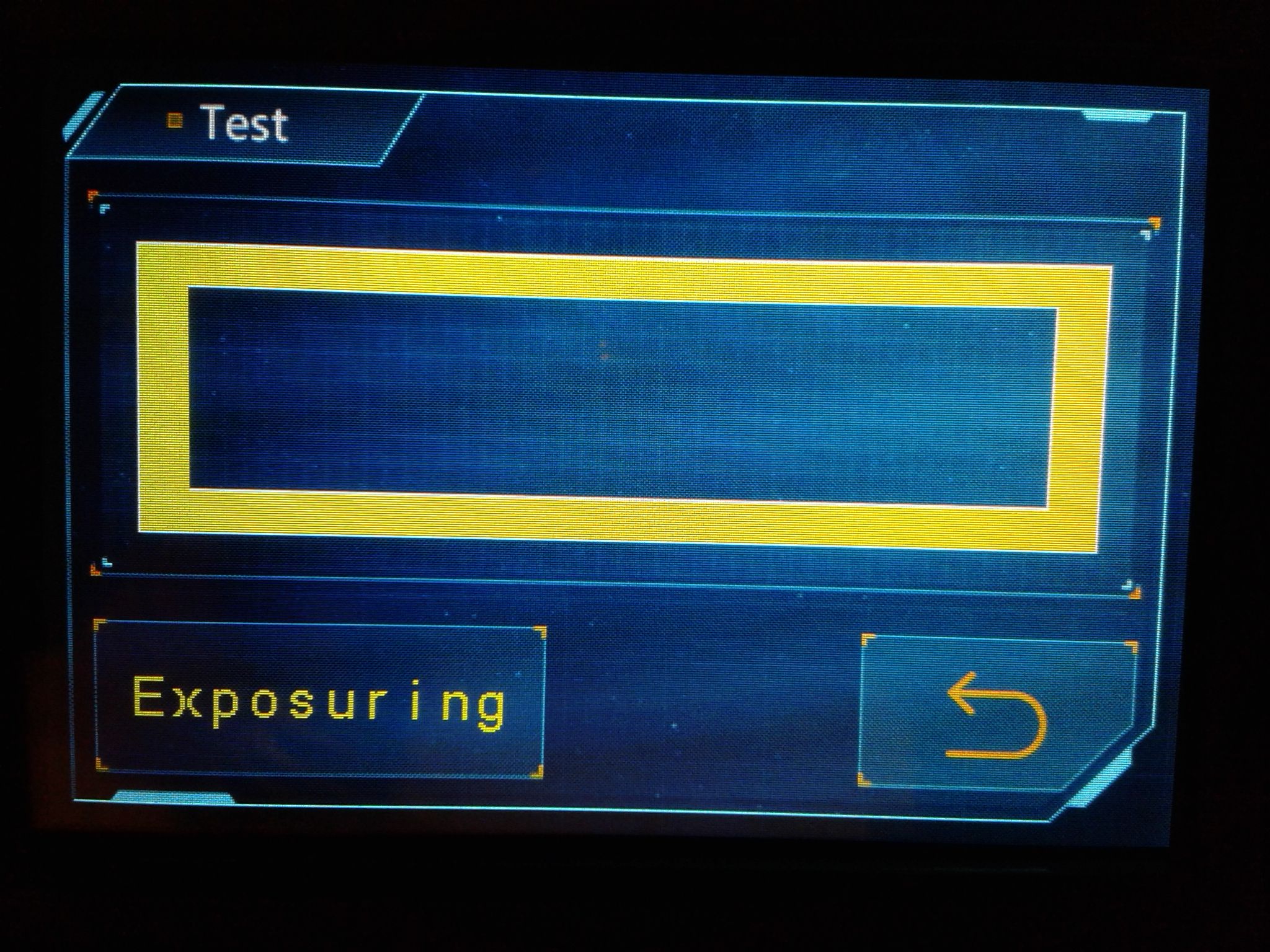
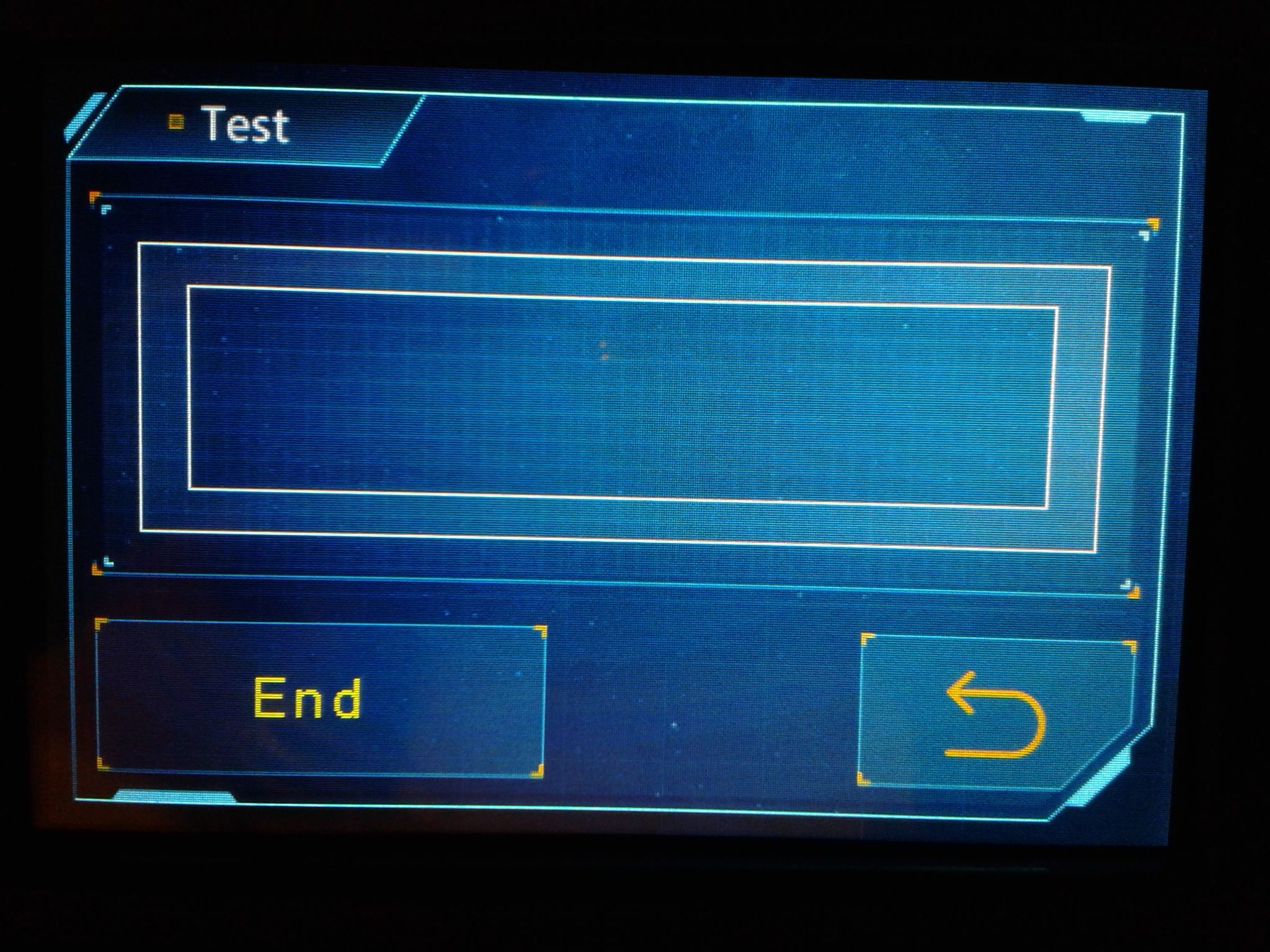
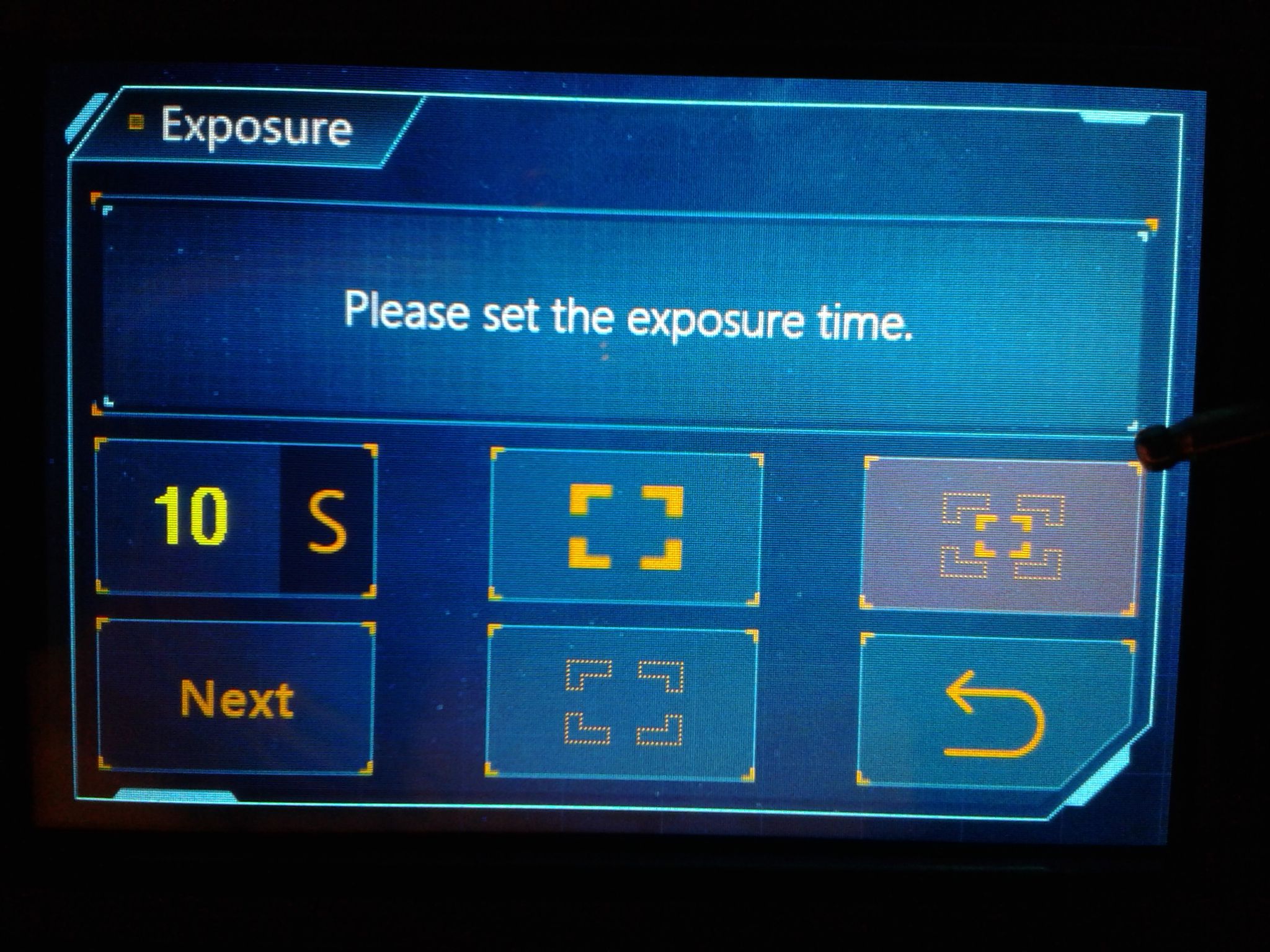
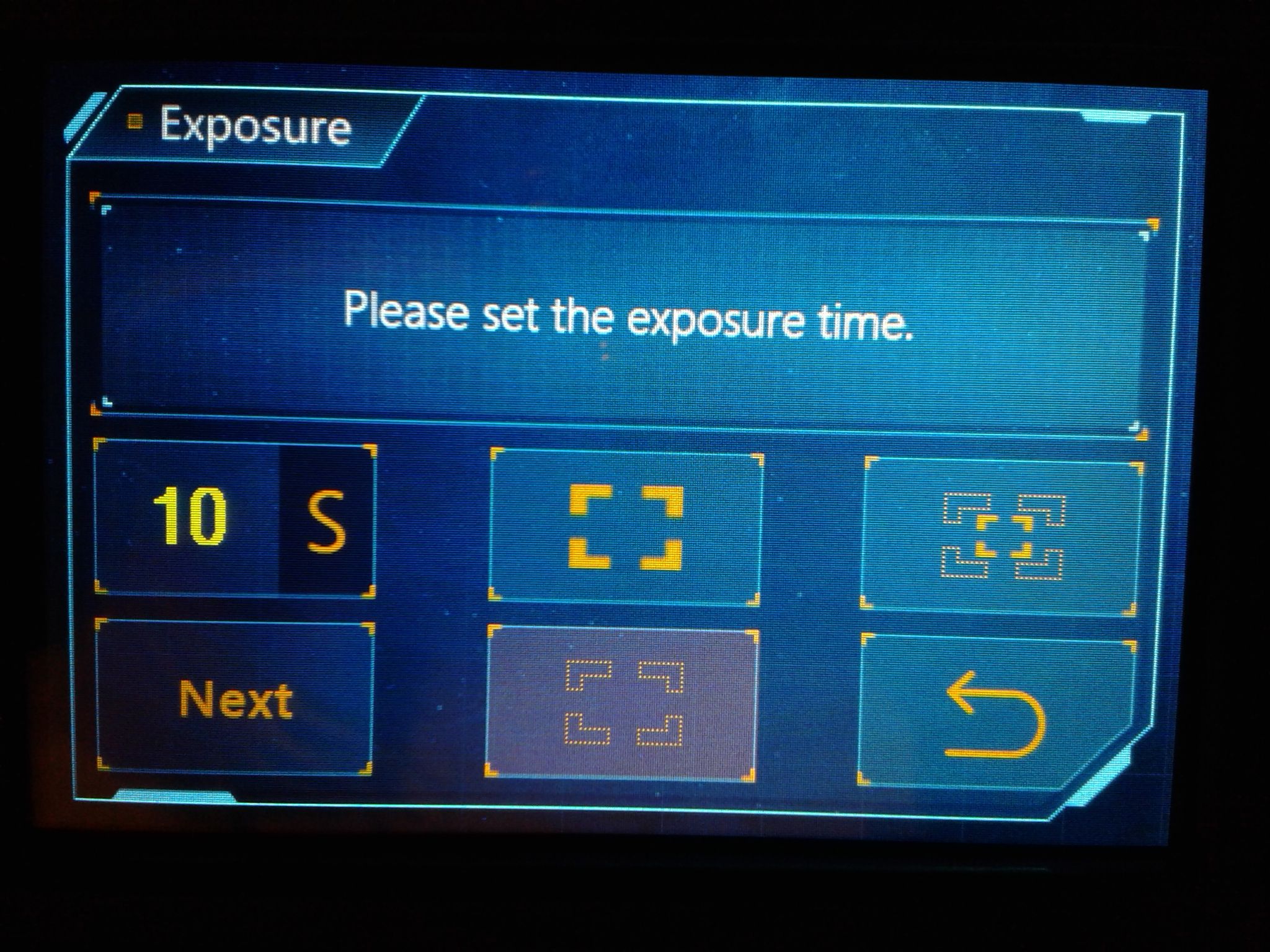
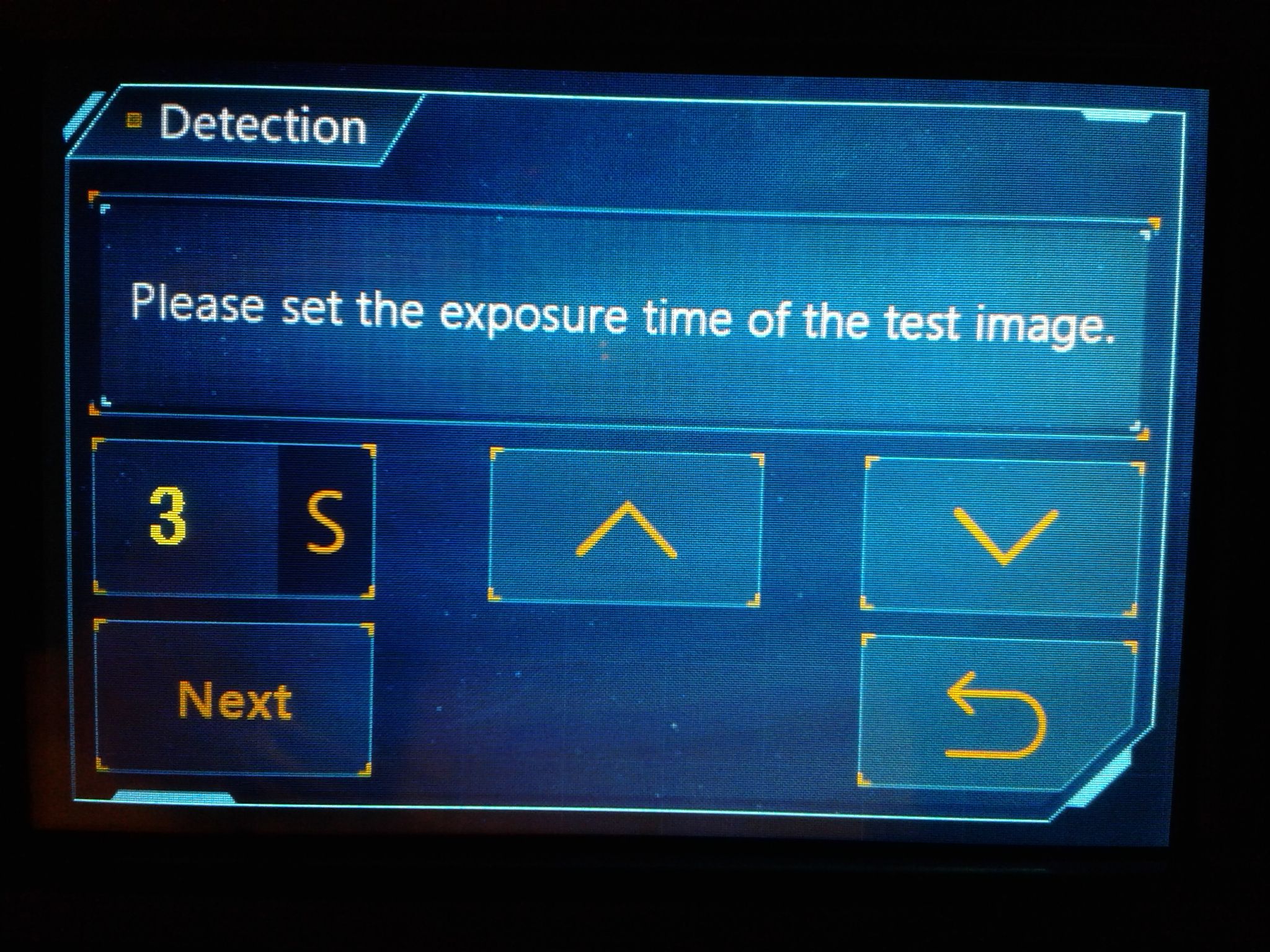
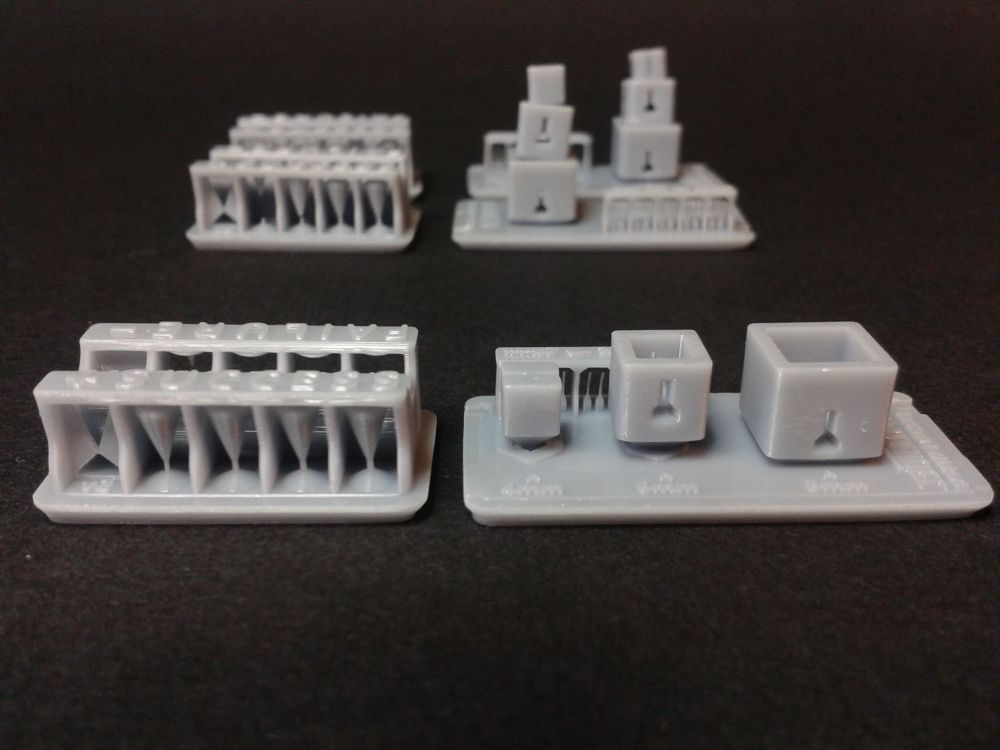
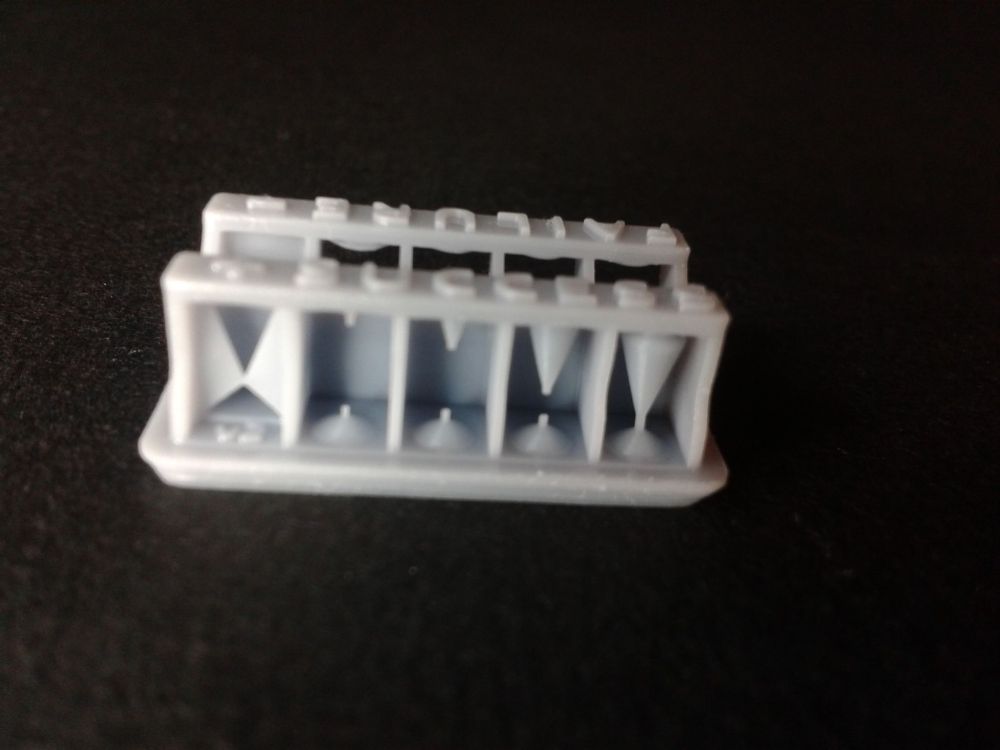
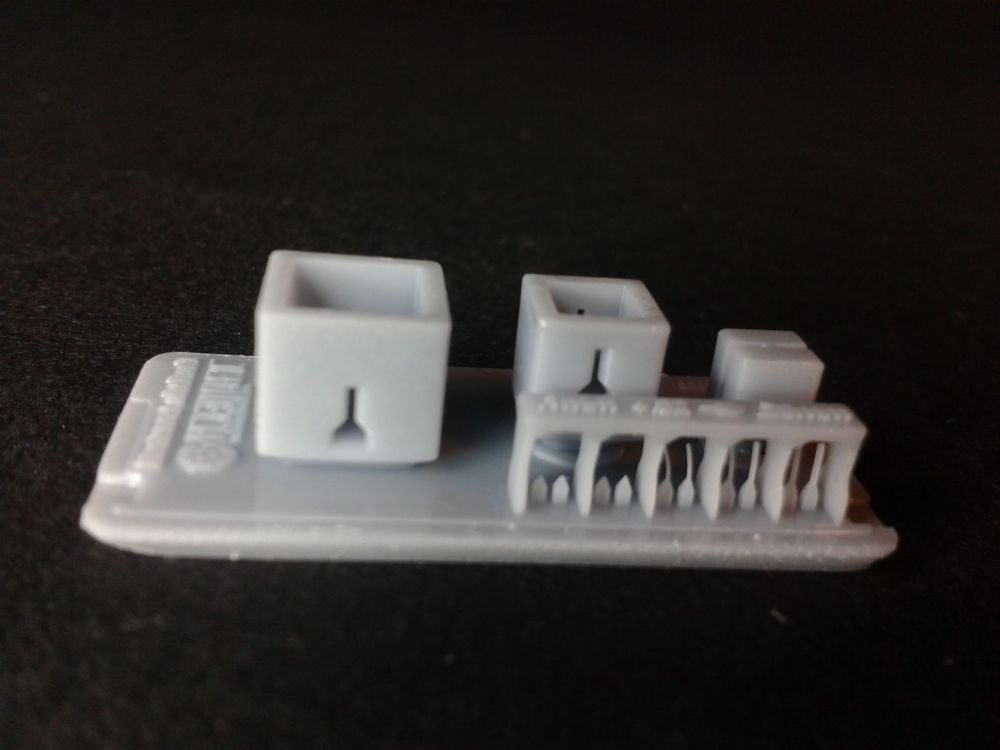
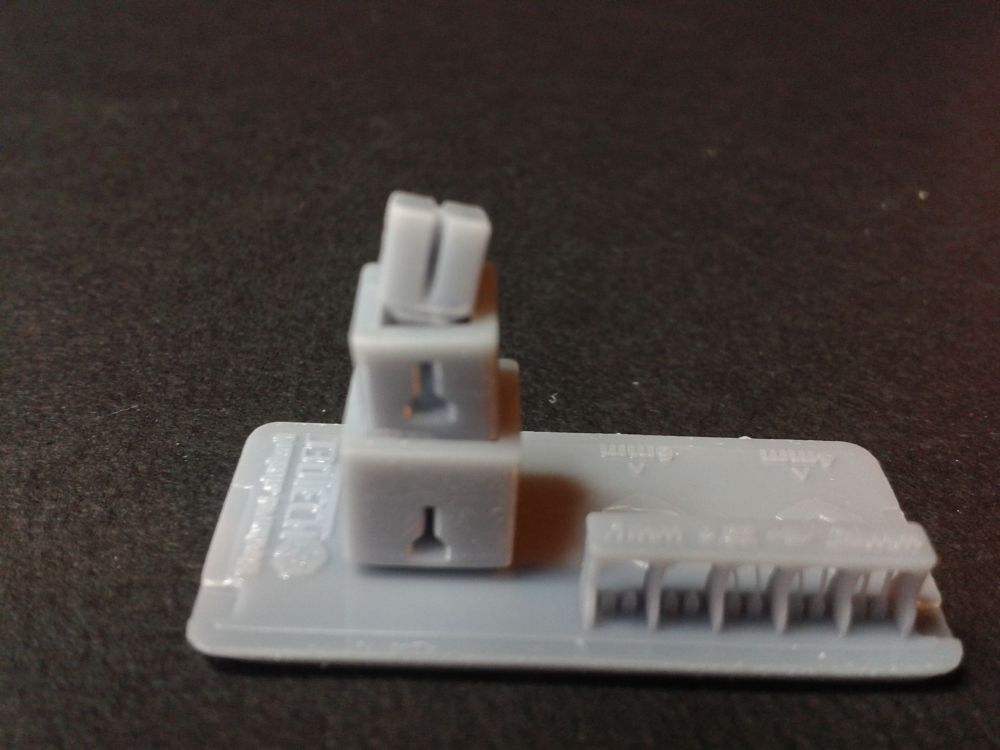
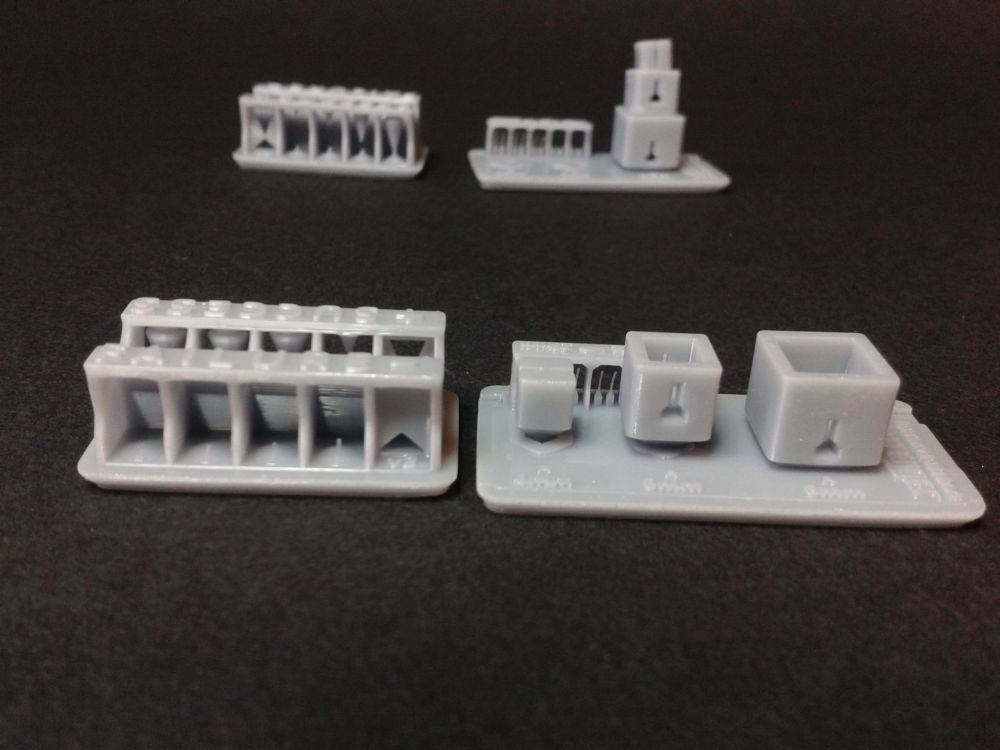
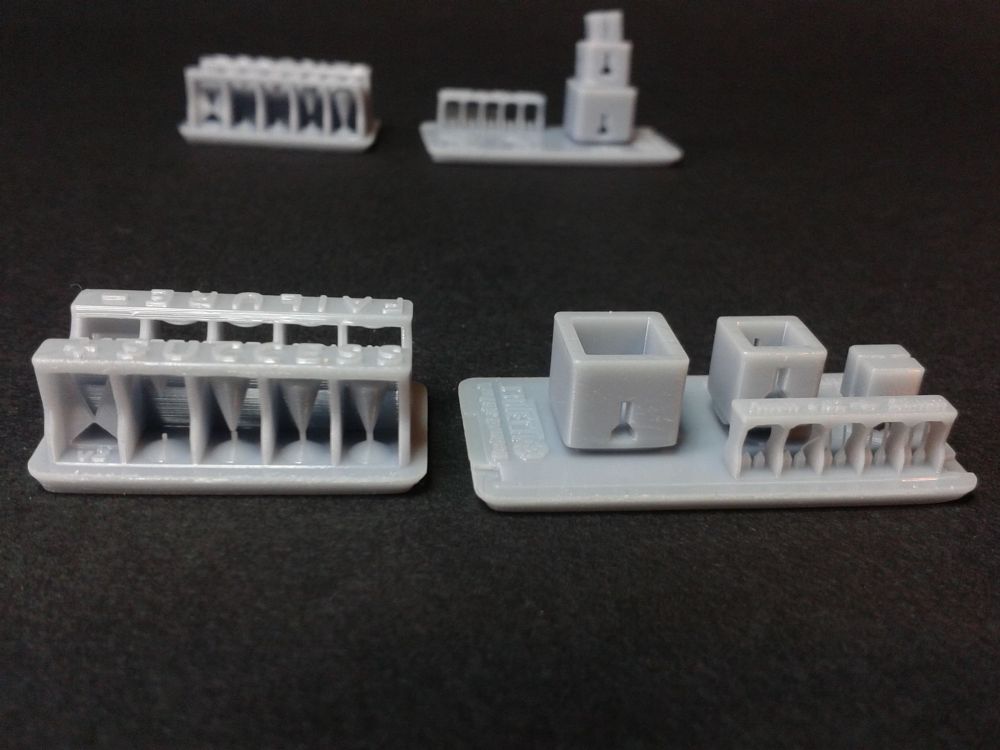
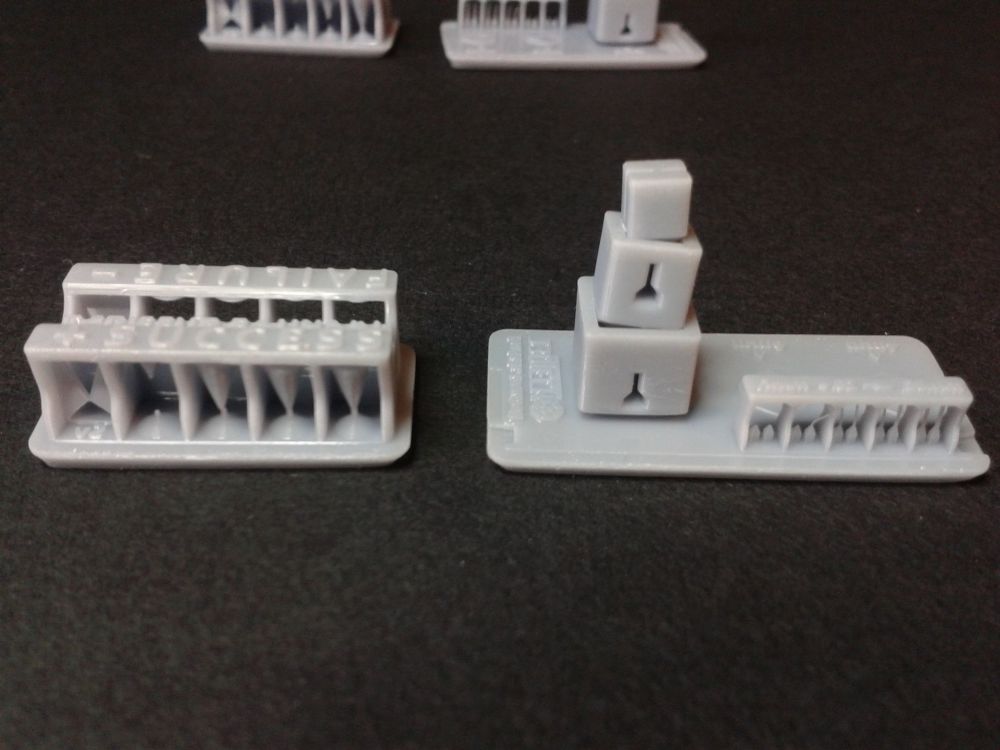
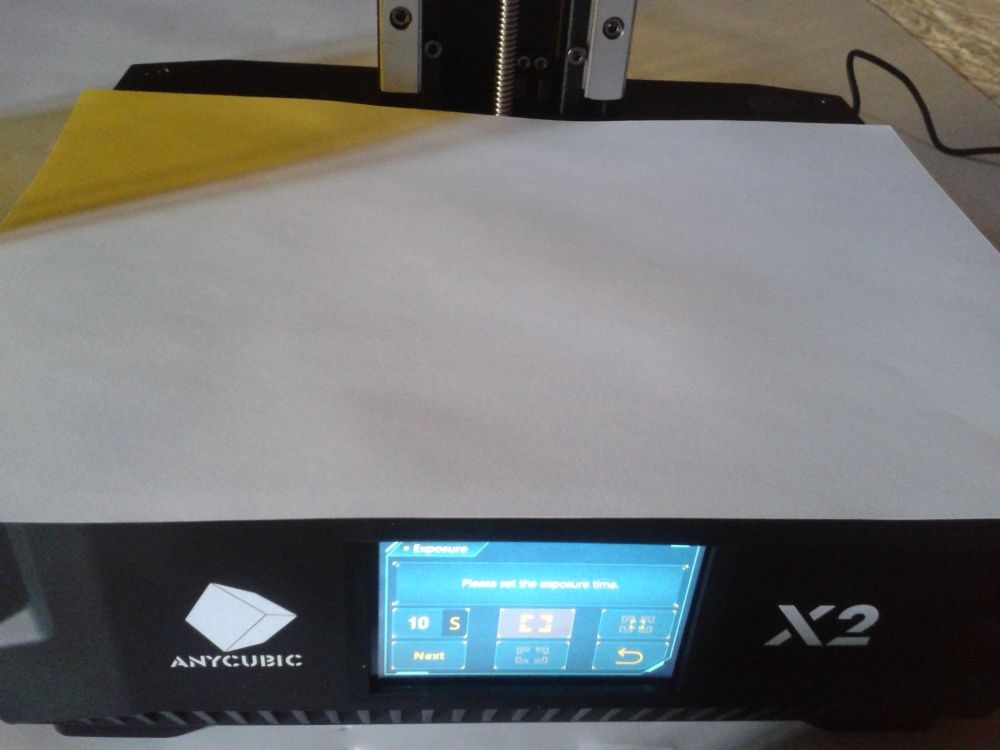
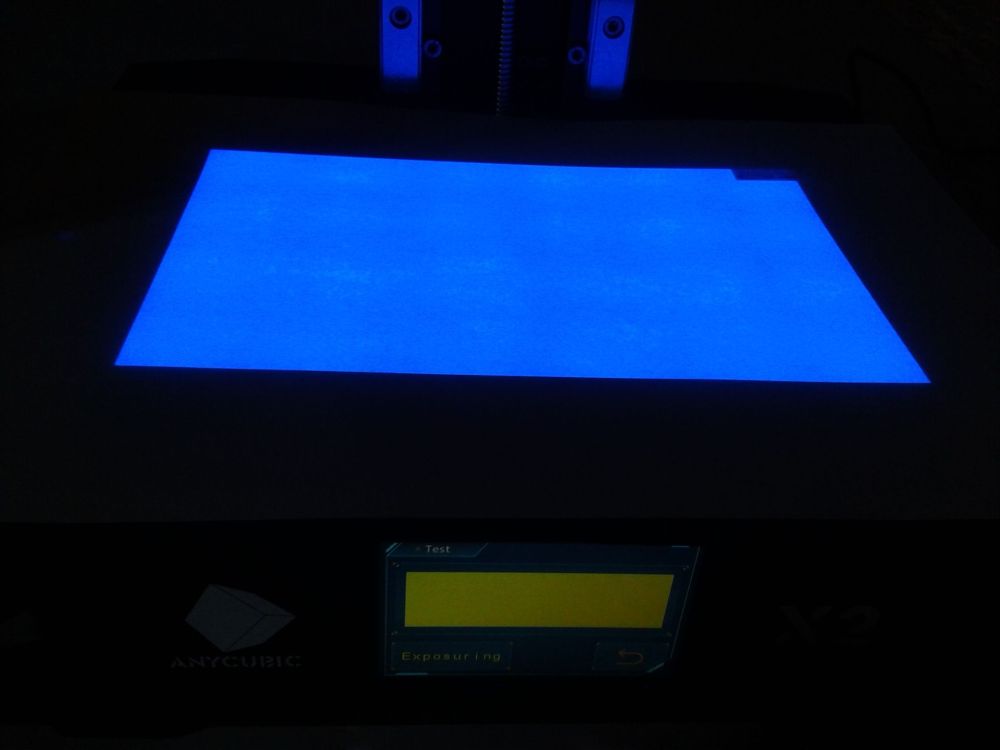
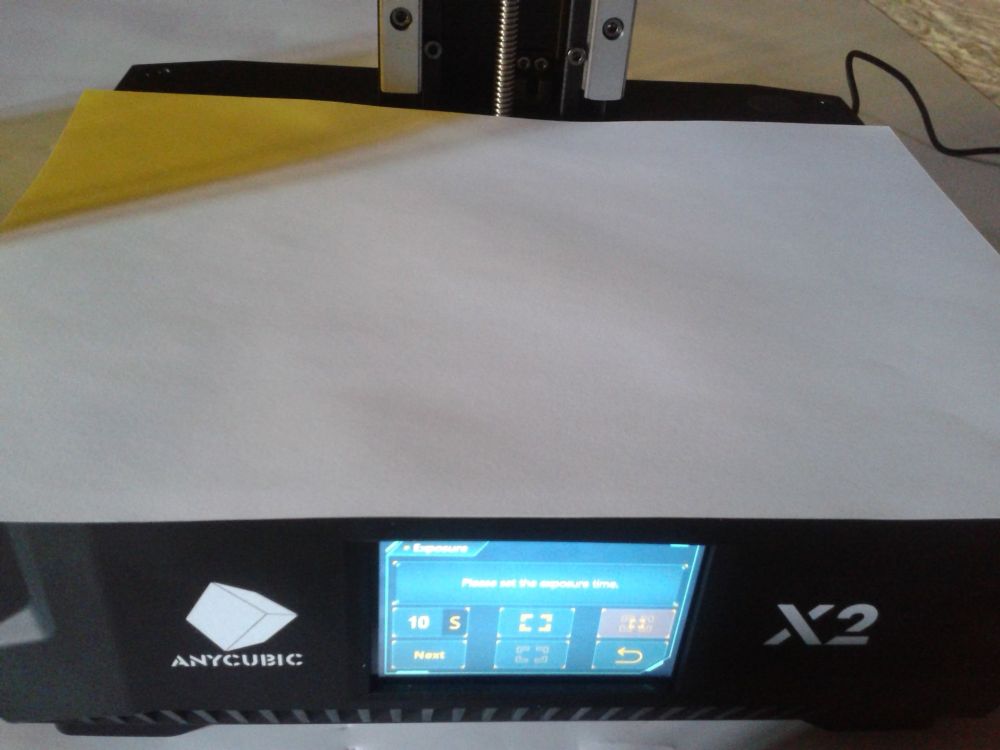
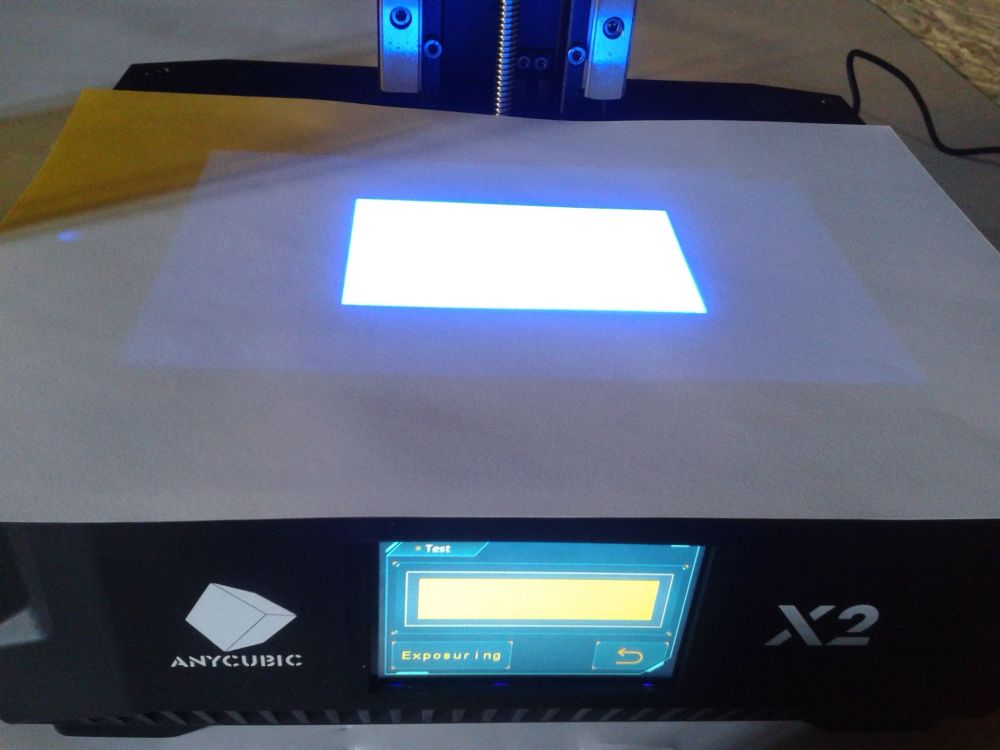
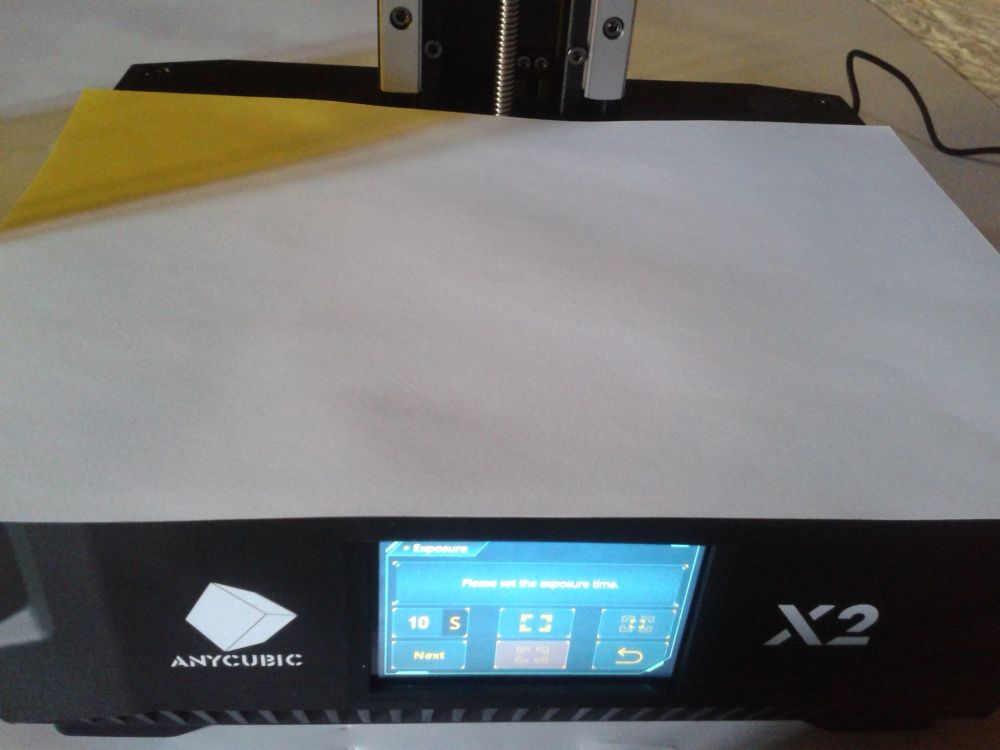
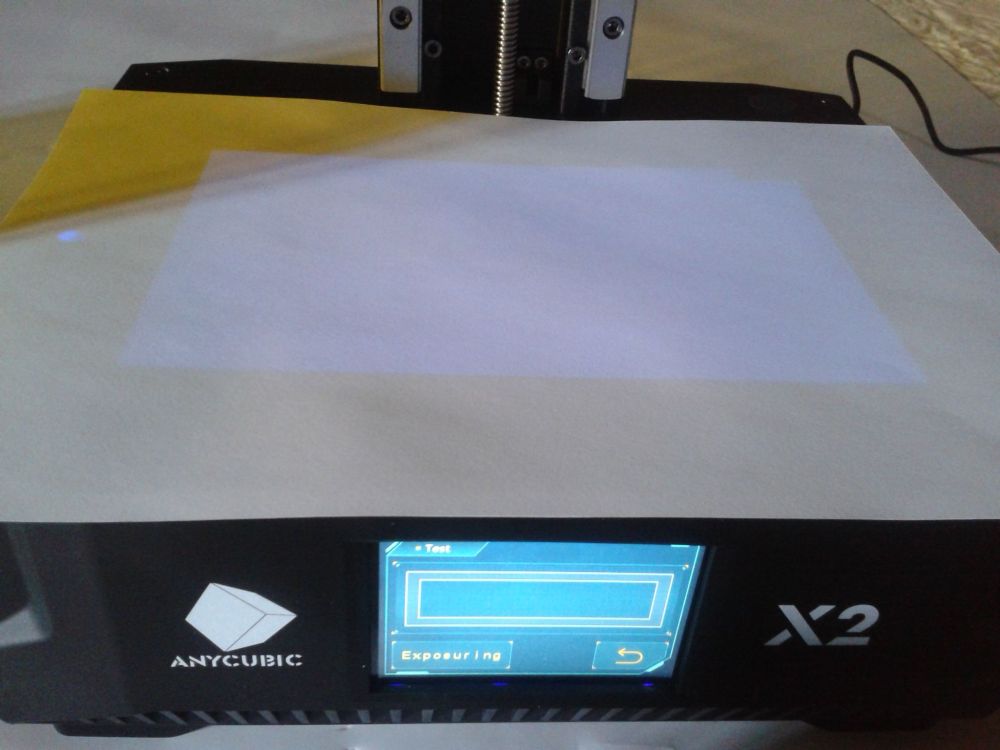
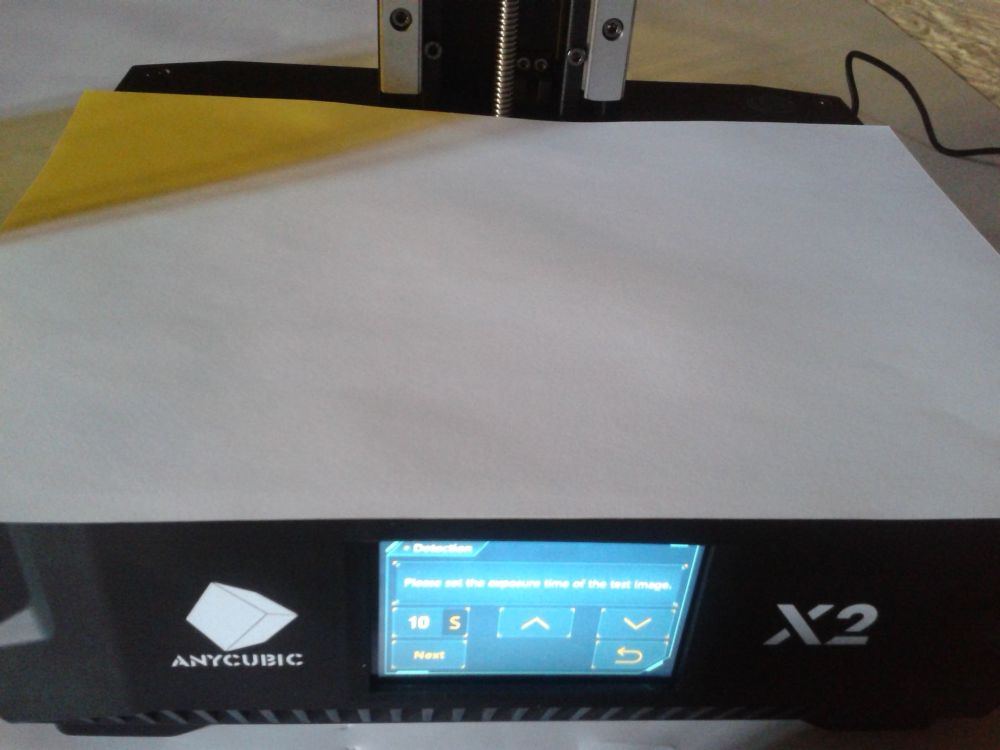
Test de l'écran monochrome (de masquage de la source UV) et de la source UV (dalle "Turbo Light") Menu "Tools" Placer une feuille de papier pour plus tard, mieux apercevoir les UV filtrés par l’écran LCD de masquage sans trop s’abîmer vos yeux. (Et, pour mieux se protéger des UV, remettre le capot avant de continuer ... mais là pour les photos ...) Noter que j'ai fait ces essais avec encore en place le film de protection anti rayure de transport. D'où le rectangle dans le coin en haut a droite. "Tools" -> "Detection" L'habituelle damier des dalles UV n'est pas visible. Donc un affichage bien uniforme, grâce a la dalle UV "Turbo Light" de Anycubic. "Tools" -> "Exposure" Le mode "exposition complète" (aucun filtrage par l’écran LCD de masquage) Le mode "exposition central" (l’écran LCD de masquage, filtre une grosse bordure mais pas le centre) Le mode "masquage complet" (l’écran LCD de masquage, filtre sur toute sa surface) Là c'est subtil, mais l'on peut voir une très faible différence.

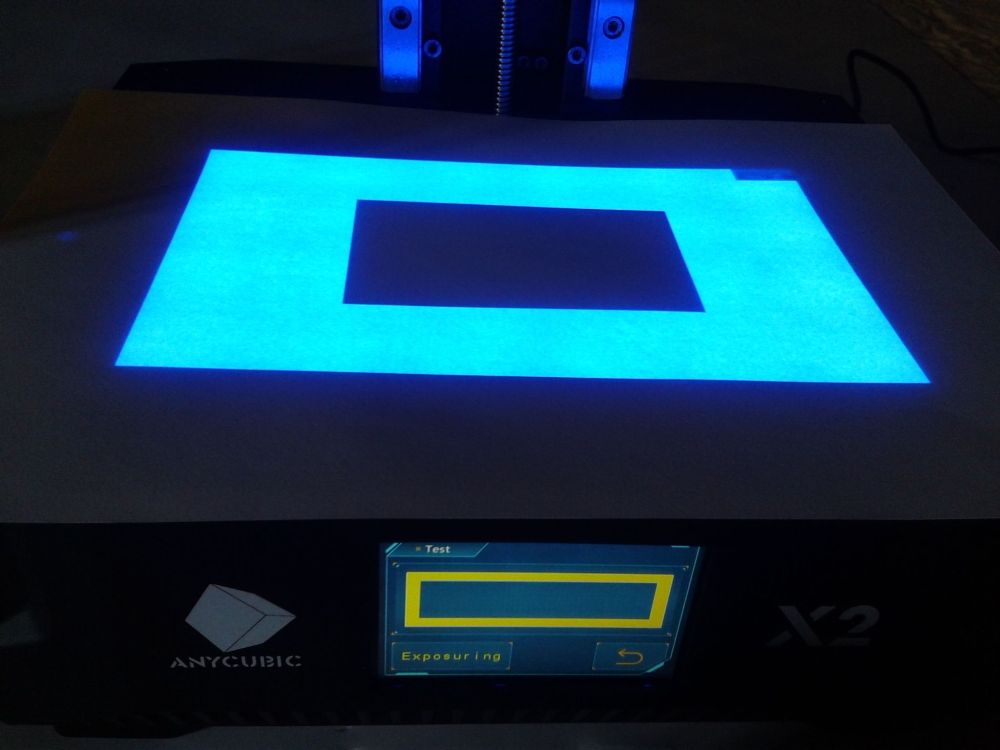
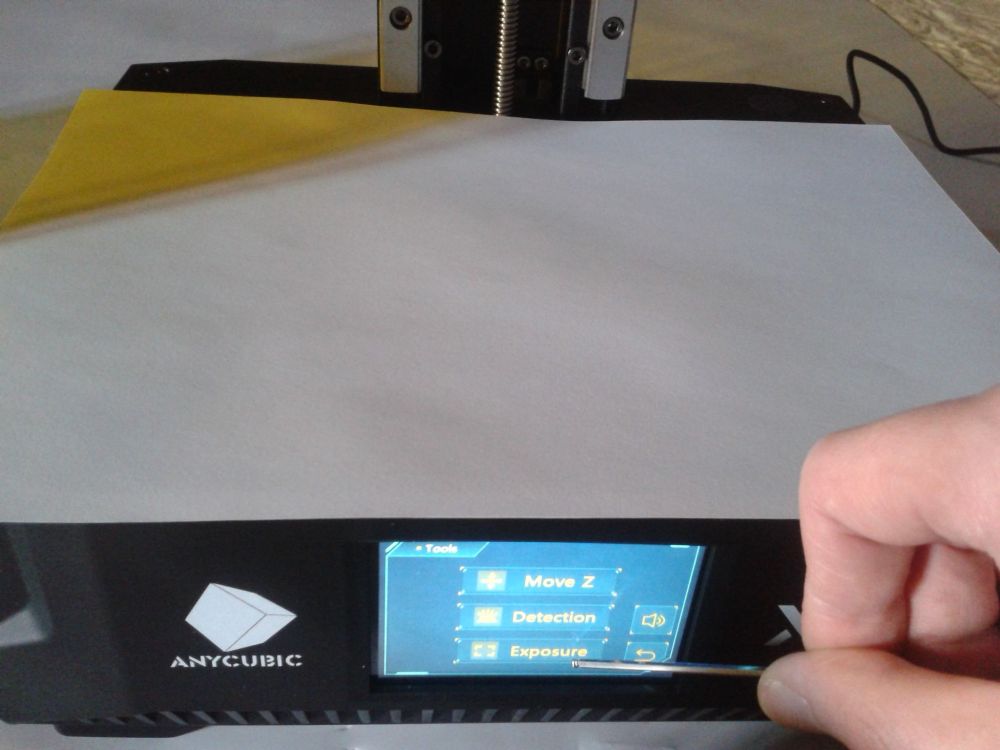
 1 point
1 point -
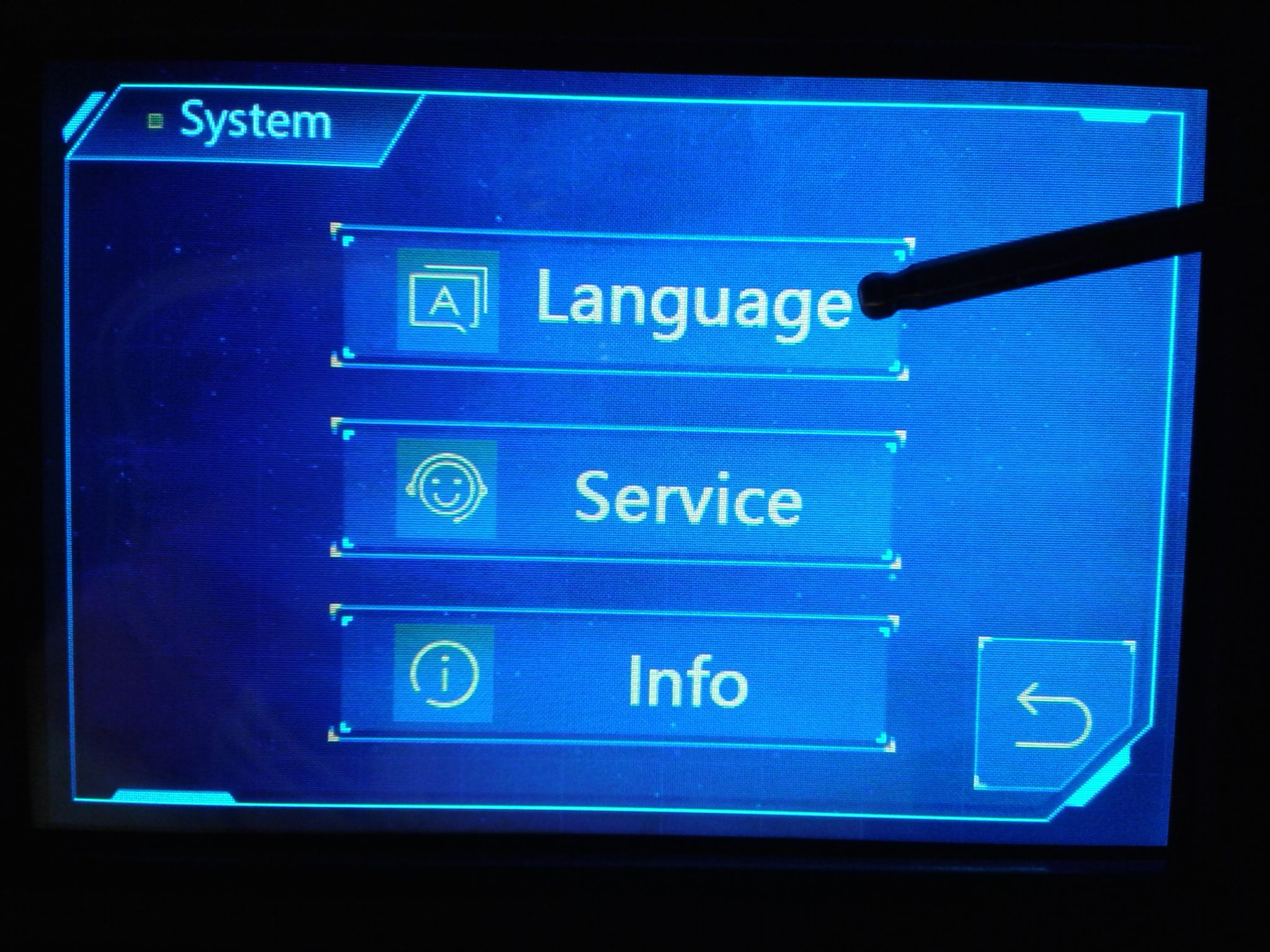
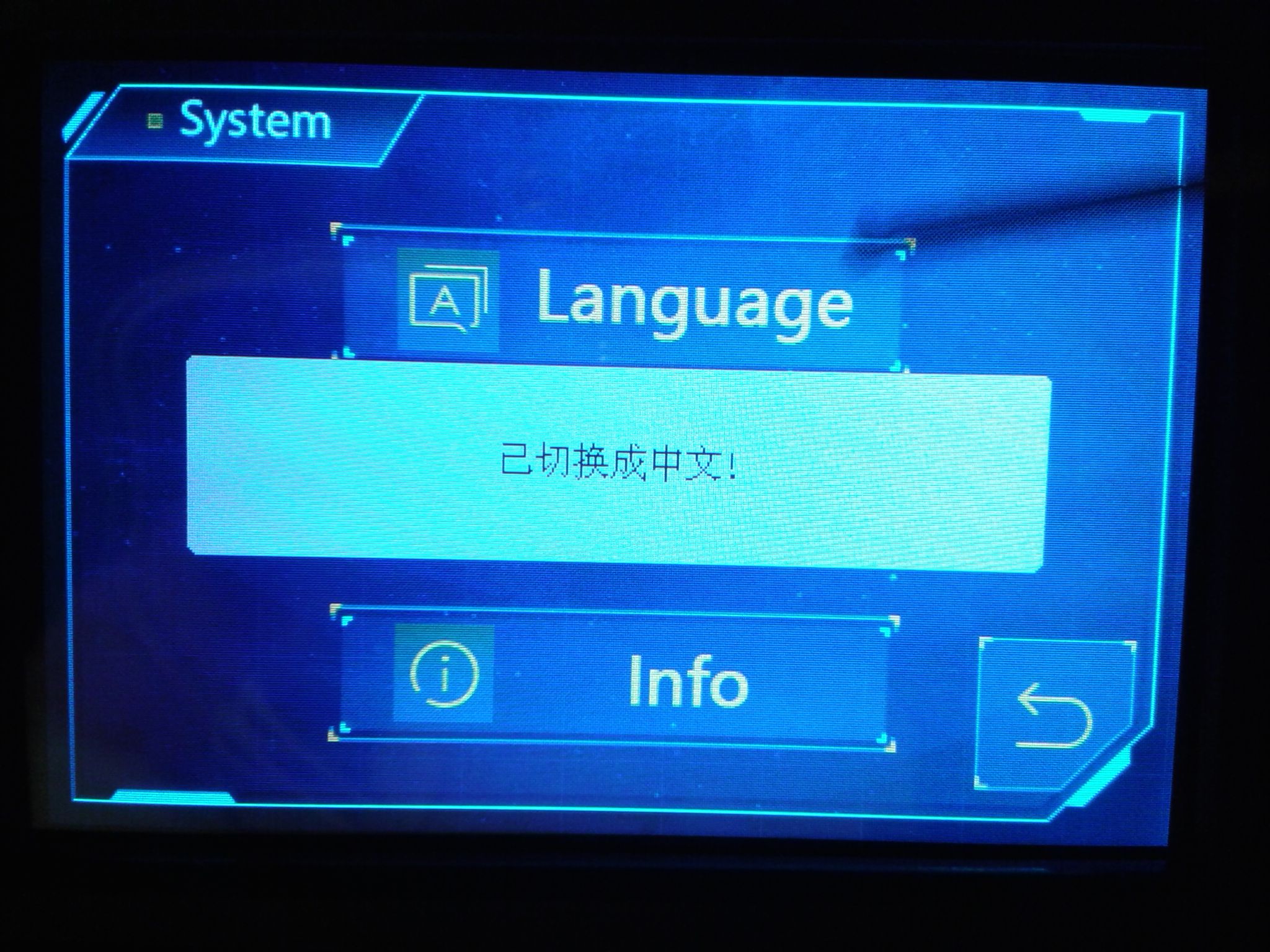
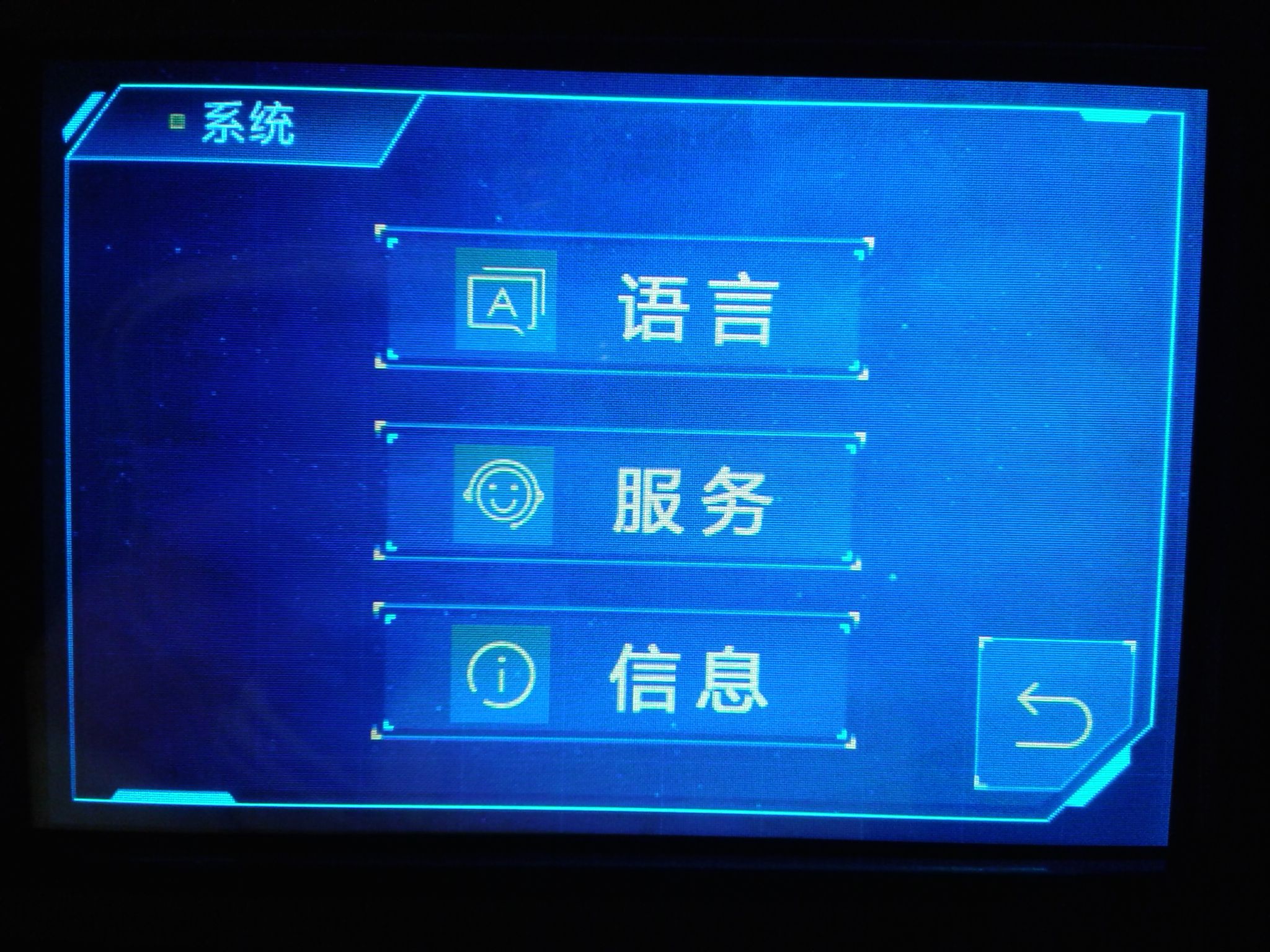
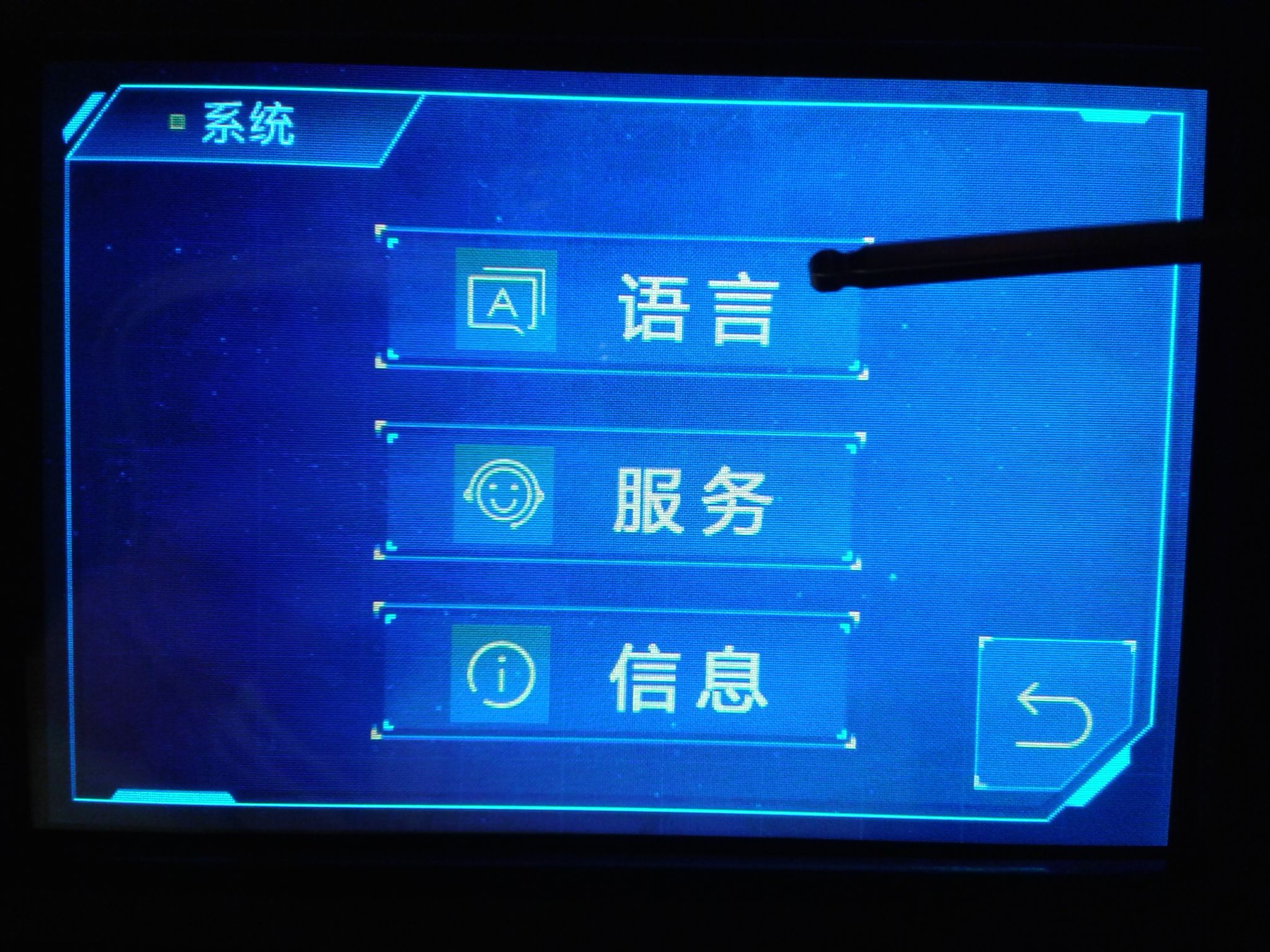
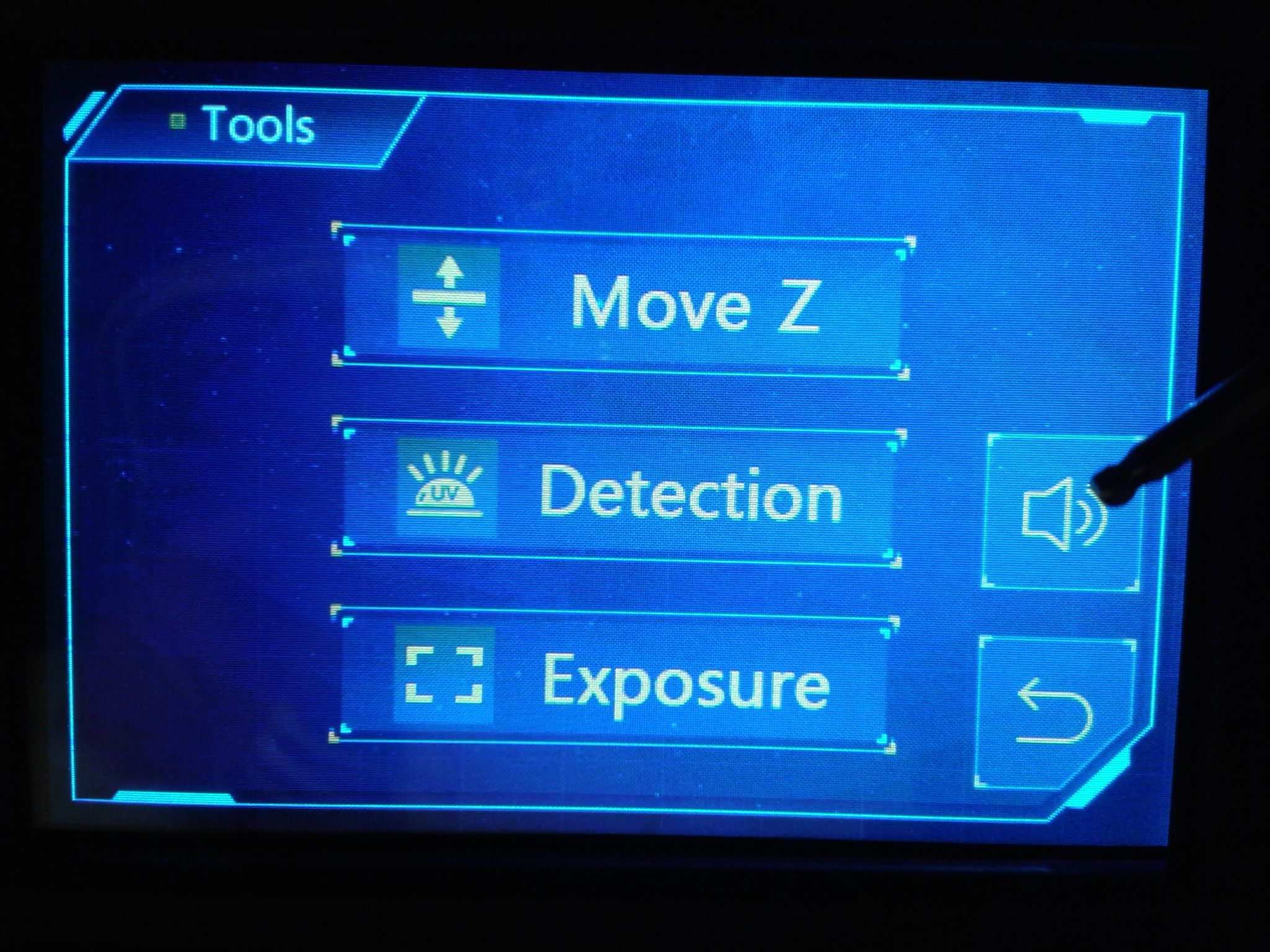
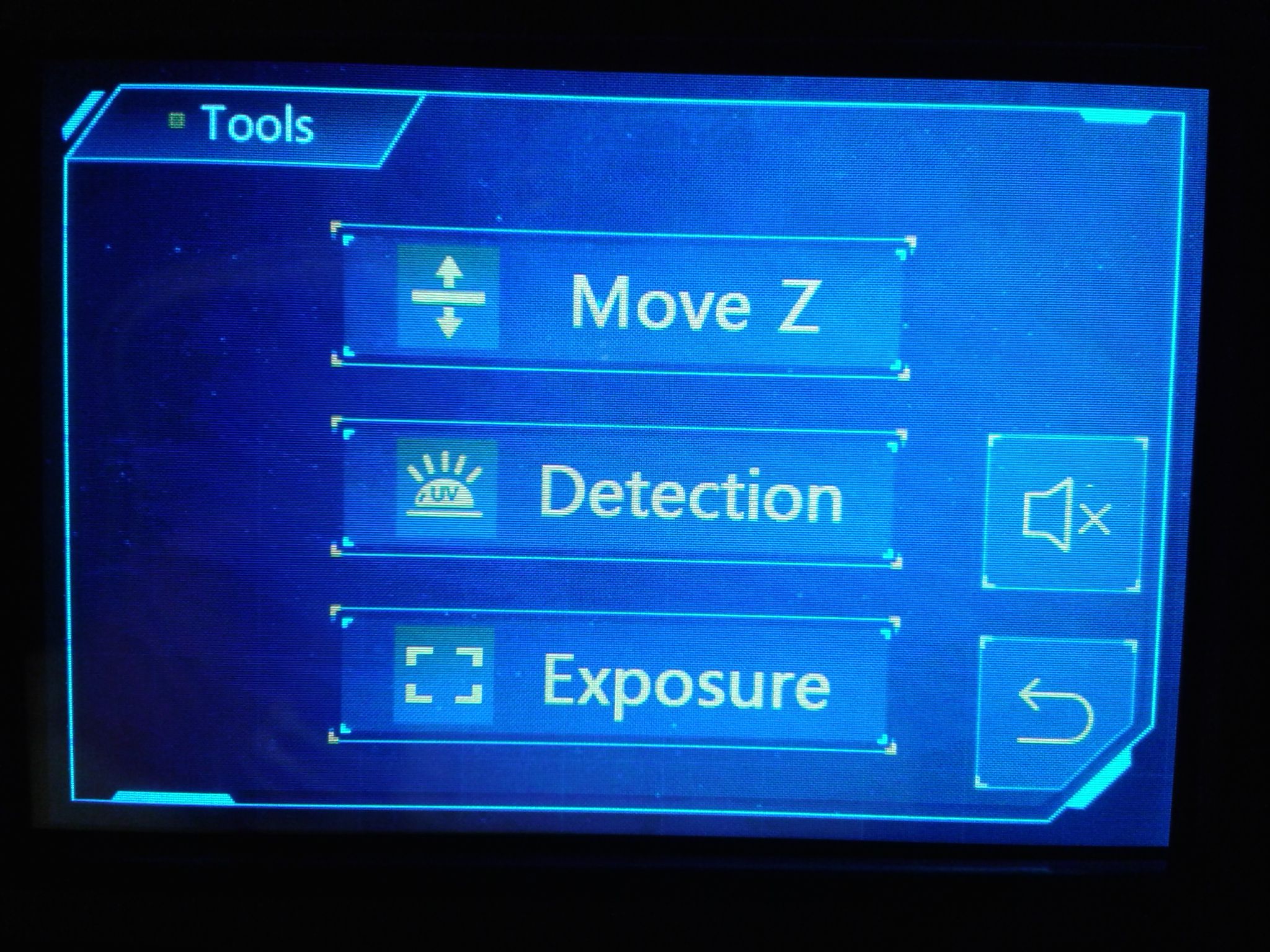
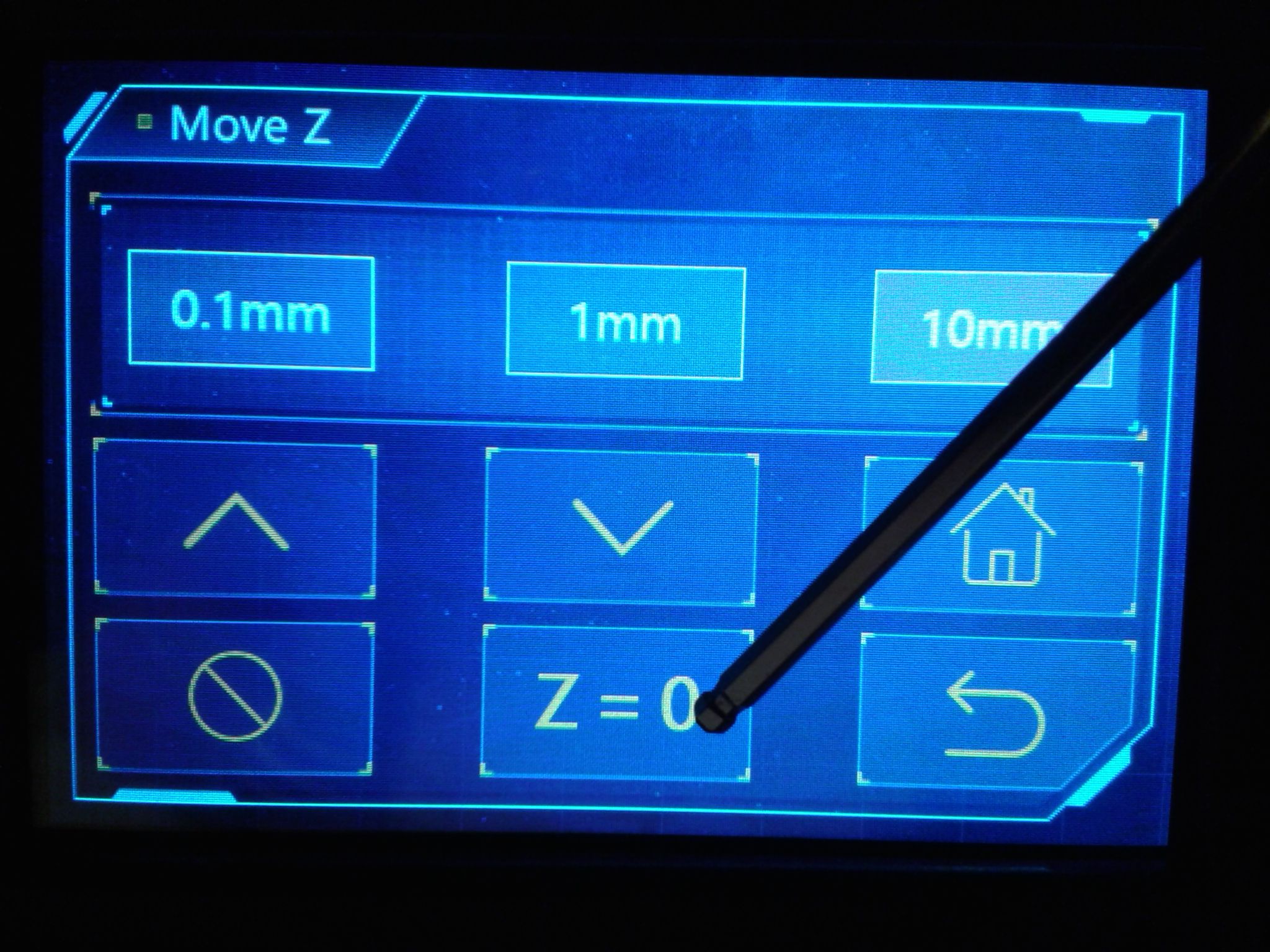
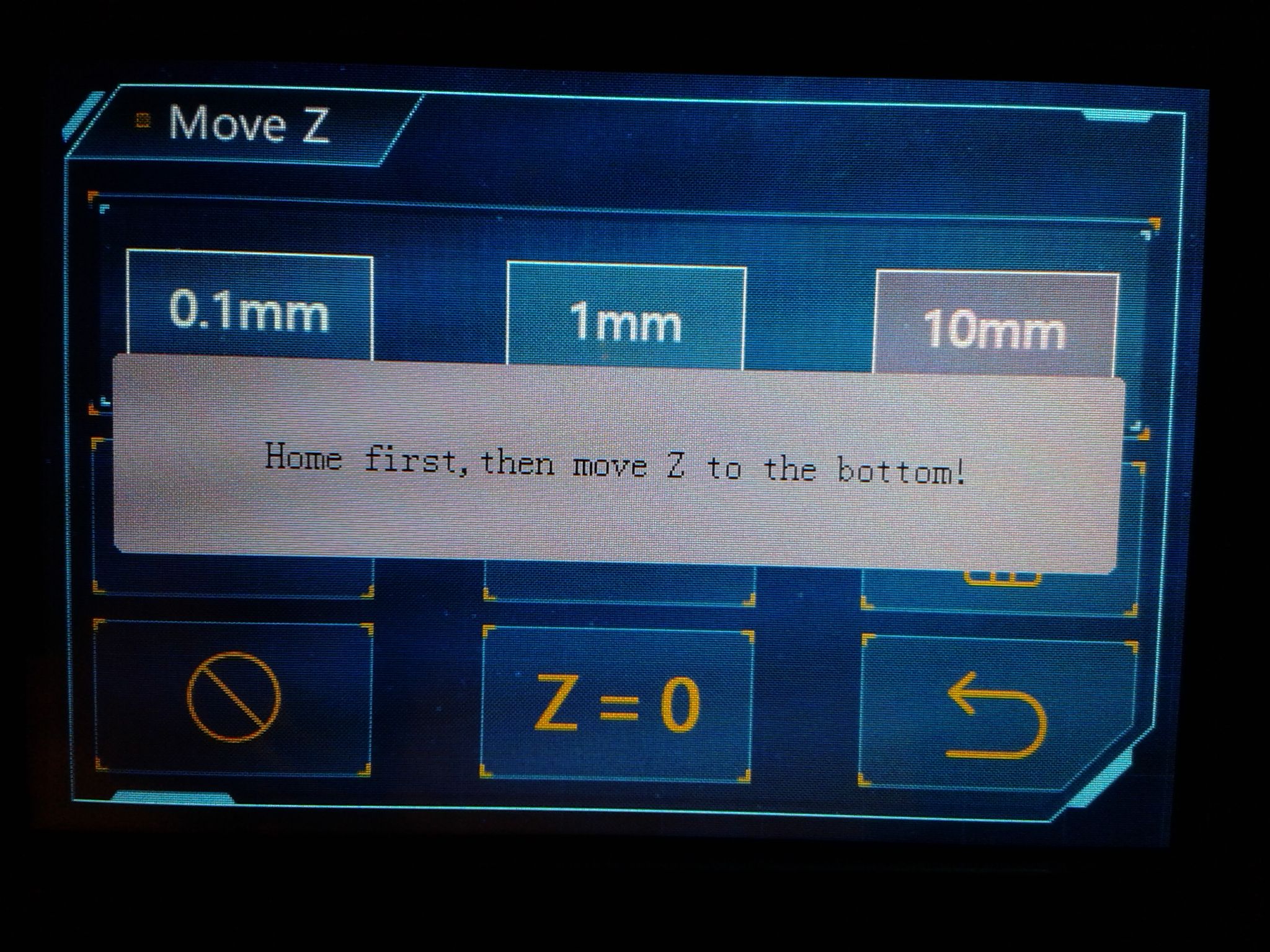
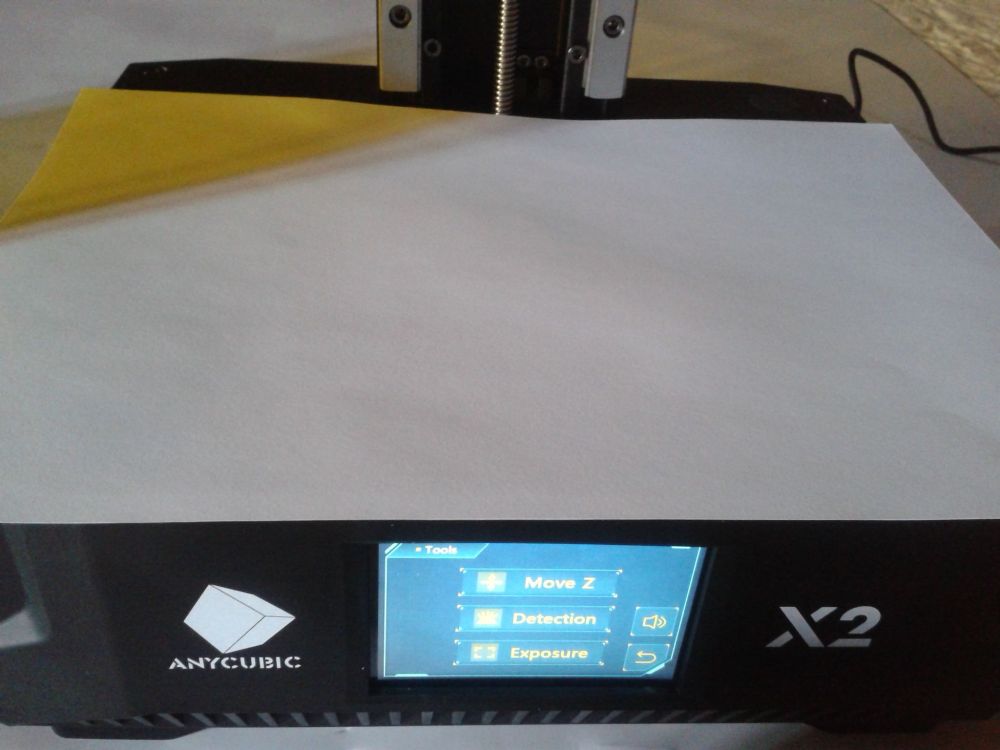
Détail des menus de l'écran de contrôle Un écran 3,5" TFT tactile (résolution 320 x 240 pixels ? (A vérifier)) Ecran de démarrage et menu d'accueil Menu "Print" (sans clé USB donc aucun fichiers a imprimer) Menu "System" Menu "System" -> Changement de langue (permuter entre l'Anglais et le Chinois simplifié) Menu "System" -> "Service" Menu "System" ->"Info" Menu "System" ->"Info"-> Zone qui "bip" et qui si l'on y appuis 4 fois de suite permet d'afficher des détails ... Menu "Tools" Menu "Tools" -> Activer / Désactiver les "Bips". Menu "Tools" -> "Move Z" Menu "Tools" -> "Move Z" -> "Z=0" sans avoir fait de "Home" Menu "Tools" -> "Detection" Menu "Tools" -> "Exposure"










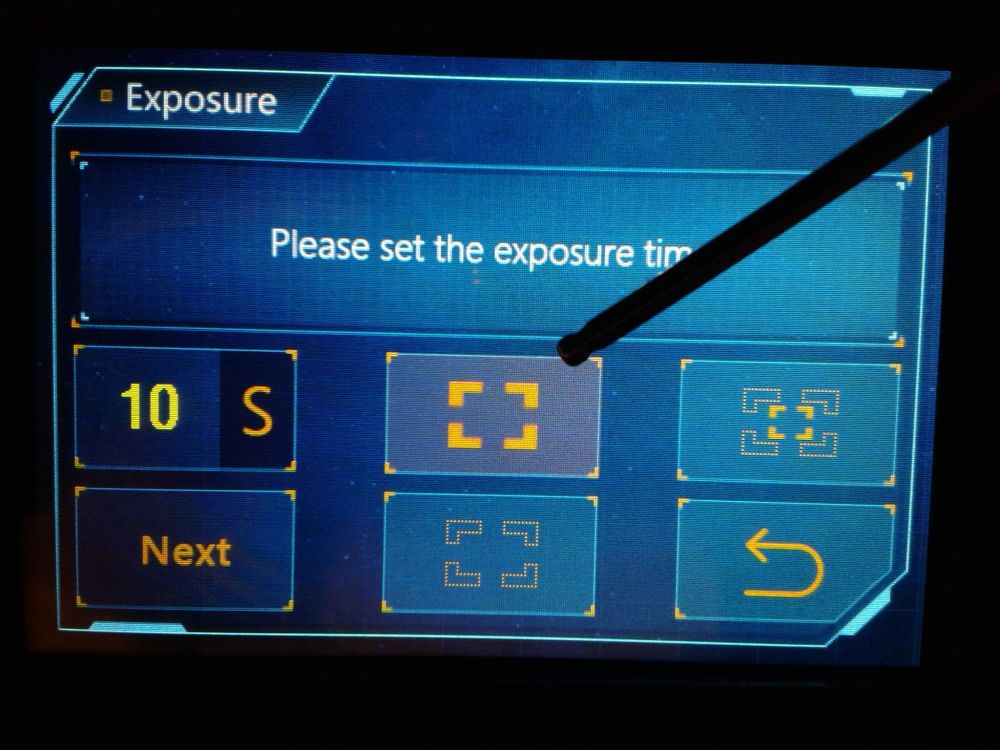

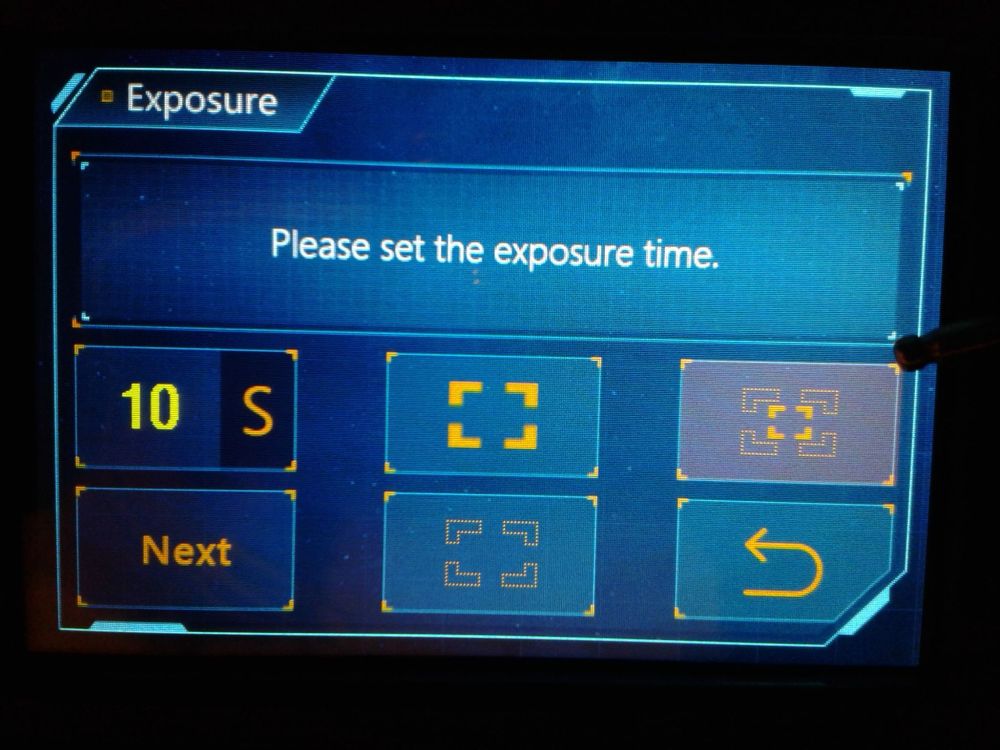

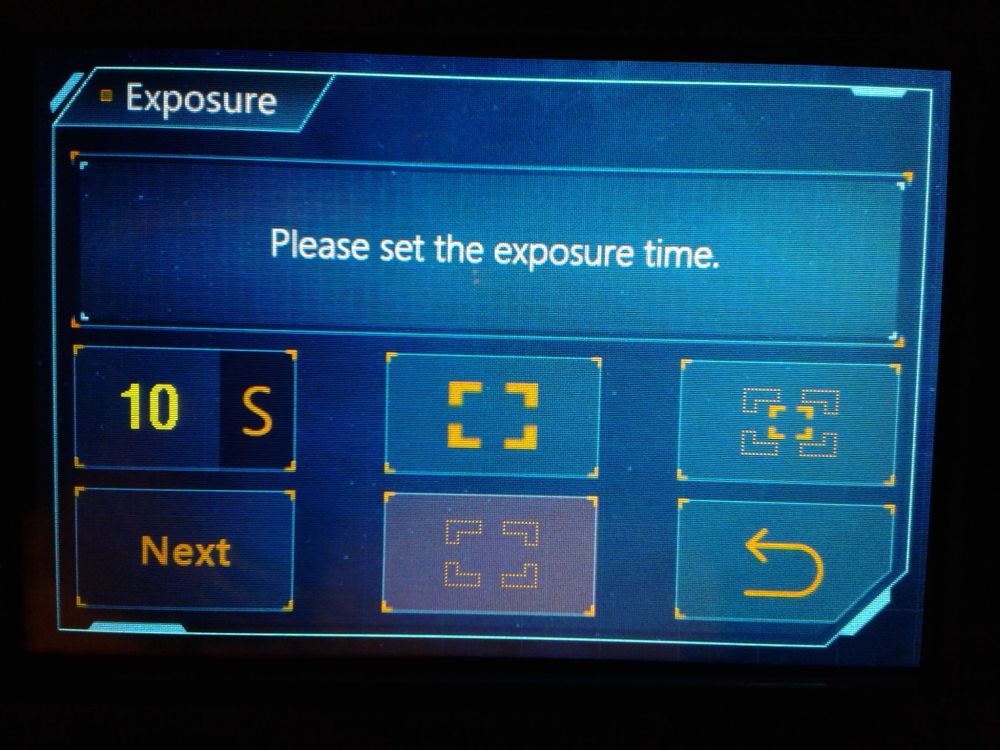
 1 point
1 point -
Déballage et inventaire Le capot. (plastique transparent jaune de filtration des UV) l'imprimante "Anycubic Photon Mono X2" (avec la vis de maintien du plateau et le support du plateau déjà en place), ( avec un film de protection de l’écran a enlever ). le plateau (surface de 20.2 x 12.8 cm ) avec pour sont ajustement, quatre vis empreinte hexagonal M4 + rondel déjà en place. le bac de résine (VAT) avec un FEP pré installé. ( avec un film de protection a enlever ) Une petite boîte (Coffret à oreilles) en carton ( ~ ? x ? x ? cm ) Instructions d'assemblage ( "Photon Mono X2 Assembly Instruction", un dépliant de quatre pages en Anglais au recto, en Chinois simplifié au verso ) Une feuille utilisable pour le réglage du plateau ( ~ 210 x 141 x 0.115 mm ) Un "Screen protector" (198 x 125 x 0.? mm ) avec une page d'explications pour l'installation un petit sachet avec probablement un mini chiffon micro fibres (pour préparer l'application du "Screen protector"). Un sachet Zip de taille moyen ~ 12 x 18 cm Un jeu de trois clés hexagonales ( ou clés Allen, clé à six pans) à tête sphérique ("Tool Kit") M4 (la plus longue, à utiliser pour le réglage du plateau) M2.5 M2 Une carte de contrôle qualité Anycubic, tamponné "FQC 2022-09-16 PASS" Une spatule triangle en acier avec un manche en bois (9.5 cm) et une lame (11 cm) en biseau et biseautée au bout ( "Metal scraper", épaisseur de la lame ~ 1.04 mm, largeur de la lame biseauté 7.5 cm ) ( on aurait aimé un biseau plus fin et une épaisseur de lame plus fine) Une spatule en plastique noir ( ~ 6cm de largeur de lame pour une longueur de 13,5 cm) ( "Plastic scraper", à utiliser pour mélanger la résine dans le réservoir mais évitez de la frotter trop fort contre le FEP car c'est du plastique relativement dur donc risque de rayer le FEP.) (A compléter avec une spatule à gâteau en silicone ) Un petit sachet Zip, de 4 gants ("Gloves", nitrile, bleu non poudré, taille XL) Un sachet Zip de taille moyen ~ 12 x 18 cm Cinq entonnoirs, filtre peinture, jetable, en papier, avec une mailles de l'ordre de ?190 microns ("Funnels") Un sachet avec un masque ("Mask") Une clé USB rouge de 4GB sans marque ni inscriptions ( "USB memory", formaté en FAT32 ) Un transformateur d'alimentation secteur ( "Power adaptor", 24VDC, 5.0A, 120.0W, pôle positif au centre, avec une LED verte témoins d'alimentation, câble de environ 140 cm ) avec un cordon (type alimentation PC) de ~180 cm prise secteur avec Terre. Deux vis pour le maintien du réservoir de résine sur l'imprimante. (molette de ~ 23 mm de diamètre, vis de ~ 40 mm de longueur, pas ? , de diamètre ~ 5.81 mm (surement du M? a vérifier ) ) Un petit Zip de 5 x 7.5 cm avec 5x vis M2 tête fraisée empreinte hexagonal (longueur total ~4.80 mm) Un petit Zip de 5 x 7.5 cm avec 5x vis M2.5 tête fraisée empreinte hexagonal (longueur total ~11.88 mm) Les sommes de contrôle md5sum du contenus de la clé USB $ find -type f \( -not -name "md5sum.txt" \) -exec md5sum '{}' \; > md5sum.txt 55333831090b19c5d514713ae3bdcf0c ./资料_中文_Photon Mono X2/Photon Mono X2-中文-V0.0.2.pdf 4e0864b01cf700d4d5c152731029d1cb ./资料_中文_Photon Mono X2/Anycubic Photon Workshop 切片软件-CN-V0.1.2.pdf 603403551111e89349f9846d383addfe ./System Volume Information/WPSettings.dat a23ec254b0ddb11d92d5dcf2ed3ab884 ./System Volume Information/IndexerVolumeGuid b0da8911424631024424facb817d8521 ./Anycubic Photon Workshop/Windows installer (64-bit)/AnycubicPhotonWorkshop_V2.2.16_x64.exe 8fe6924857664a0801d6fab8fa507886 ./Anycubic Photon Workshop/Read me.txt 17452912d619b5b2d39fd607dcee1080 ./Anycubic Photon Workshop/macOS installer/AnycubicPhotonWorkshop.dmg afd91db8240ef1b71a80d556f3020fbd ./Anycubic Photon Workshop/Windows installer (32-bit)/AnycubicPhotonWorkshop_V2.2.16_x86.exe 5187f6a9deec89608ffd06b8dd6db351 ./Files_English_Photon Mono X2/Photon Mono X2-English-V0.0.2.pdf 9d39b4cb5d60a673478767bac8ffe111 ./Files_English_Photon Mono X2/Anycubic Photon Workshop Slicing Software-EN-V0.1.2.pdf af12bc008b769d0b4194cbc8c22ede11 ./R_E_R_F.pmx2 93559aa808015d30ee5e50929860f7fc ./TEST.pmx2



 1 point
1 point -
Commande et livraison Le contact de chez Anycubic nous informe par mail qu'il a placé la demande d'envoi le 17/01/2023 Texto de notification de prise en charge des colis (sans détails ni informations sur l'expéditeur) le 19/01/2022 Texto de notification de livraison avec code à transmettre au livreur le 20/01/2022 matin Reçu (France) livraison par "DPD France" le 20/01/2022 ~midi Cartons sobre, de qualité, en bonne condition a la réception. L'ensemble semble provenir, d’après les autocollants présents, d'un dépôt "DE" (Allemagne) Anycubic a généreusement pensé à ajouter une bouteille d'un kilo de résine UV "Anycubic Basic Gray" (J'ai reçu en même temps, ici, le carton le plus gros, pour un prochain test, une "Anycubic Kobra Neo". Et via une autre livraison, le même jours, une bobine de filament "Anycubic PLA-Silk Metal Blue") Carton de l'imprimante Dimension environ 34 x 35 x 52 cm ( L x P x H ) Poids mentionné sur l'étiquette de livraison 9.80 kg. Carton de bouteille de résine UV Dimension environ 26.5 x 10.5 x 11 cm ( L x P x H ) Poids mentionné sur l'autocollant de livraison 1.20 kg.

 1 point
1 point