Classement



Contenu populaire
Contenu avec la plus haute réputation dans 15/12/2023 Dans tous les contenus
-
Pas facile de travailler avec une souris pareil....
 3 points
3 points -
Je m'attaque à ça demain, ça fait un sacré boucan cette machine au point que je ne peux pas dormir si elle tourne (et c'est pas dans la même pièce), je voulais déjà éviter les pertes en cas de soucis Voilà la tentative d'aujourd'hui qui a quand même pris plus de 6 heures, et qui m'a permis d'économiser le chauffage car la température de la pièce à 18 (pas chauffée) était à 22 à la fin du print

 2 points
2 points -
Salut @retreta83, Ton moteur chauffe. Au delà d'une certaine température il cesse de fonctionner. lorsqu'il est froid il fonctionne de nouveau. Ca peut venir du moteur lui-même ou bien du driver qui le pilote. Le test que tu as fait sur l'axe X est pertinent. Il démontre que le moteur ne fonctionne pas lorsqu'il est trop chaud. Cela écarterait un problème de driver. Si tu as bien vérifié tes nappes et tes connexions alors je pense qu'il faut envisager l'achat d'un nouveau moteur (à moins que tu en ai un en stock). Je regarderais aussi et avant tout changement, l'extrudeur lui-même: démontage, nettoyage contrôle du bon fonctionnement. En effet si ton extrudeur est partiellemnt coincé, cela peut conduire ton moteur à forcer et par conséquent à chauffer.2 points
-
@isidon Mon ami pour être honnête bien que la pièce semble assez petite donc 0.2 de haute de couche apporte des limites ce qui est logique, c'est que je trouve le résultat a peine moyen. C'est pas Horrible mais loin d'être top, on voir très rapidement une précision perfectible et une gestion de la retraction mauvaise, y a des dépôts de matière non contrôlé lors d'arrêt pour changement de couche ou de direction que je perçois a pas mal d'endroit de l'impression, la gestion du refroidissement sur les oreilles me parait bizarre aussi mais c'est assez flou sur l'image. En gros c'est pas fous et je vais pas faire Wahou, mais plutôt un Hum ok. Après le léger stringing peu venir du filament vue que le silk en est plus sujet donc cela je le prend pas en contre. Après soit tu as mal optimiser le profile de slice soit ton extrudeur et la gestion de mouvement est pas au top sur ta machine.2 points
-
Salut à tous ! Ca rappelle le sketch original de coluche ou Guy Lux excédé finissait lui aussi par vendre la mèche en disant "Rappelons que le Schmilblick est un oeuf et qu'un oeuf ne fait pas de politique ... Non je l'ai pas dit ...."2 points
-
Bien joué ! c'est gagné ! C'est bien le caisson et le rotary du PHECDA de Elegoo ! Et comme toi je n'ai pas encore reçu le AirAssist ou le reste des "add-ons" (comme le plan de travail en nid d'abeilles ... d’après la feuille google les douanes tchèques les inspectent depuis un moment.)

 2 points
2 points -
CPAFO ... Mince, si en plus je me tire une balle dans le pied ... Je suis par contre le premier qui gagne deux fois de suite sans avoir passé la main ! Bah ça ne déchainait pas les foules, alors autant ne pas faire durer le suspens ... et on avait déjà deviné que c'était pour abrite de l'électronique. Allez, je laisse la main à qui veut !2 points
-
Je l'ai reçu ... reste à tester2 points
-
Baingo !
 2 points
2 points -
J'avais loupé cette rubrique Je vous présente Grizzly un croisé Chartreux de 6kg il a fêté ses 11 ans cette année et comme son nom l'indique quand c'est pas le moment il ne faut pas le toucher Ça c'est son air aimable Aller une autre parce qu'il est trop mignon

 1 point
1 point -
Si tu as des choses que tu comprend pas hésite pas a poser les question si je peux je le ferais une fois que j'aurais connaissance de la question. P.S : Je te félicite car si tu ne sais pas tu as fais l'effort de recherché et de ne pas attendre systématiquement que l'on t'apporte la réponse a cette question, cela devient de plus en plus rare, les gens attendant qu'on leur fasse de travail, la curiosité et l'envie de savoir ce perd je trouve1 point
-
@PPAC oui peut être un poil de sur extrusion mais cela n'est pas lié au soucis des point que je remonter il semble localisé sur les zone ou un Z-hop ou un déplacement c'est effectué ce qui me laisser penser a un soucis je précision voir de gestion de pression de la matière au moment de la rétraction, ce qui me laisse supposer soit un soucis d'ajustement firmware soit a un soucis d'ajustement de l'extrudeur sur cette machine. Après je te rejoins sur le fait qu'il serait intéressant de voir un print un peu plus gros pour en voir plus , @isidon aller au boulot mon ami1 point
-
b'soir pour mes essais je les fait toujours en carton épais récupérés gratis dans les magasins, (suffit de demander) je pense faire comme avec la cr6, à savoir une "carcasse" en cornière alu, isorel derrière et cotés (j'en ai encore), devant une porte en polycarbonate traitée anti-uv (une dizaine d'euros en 4mm 60x40) sur charnière 360° en petg, dessus idem en 4mm fermeture aimant et joints parois douche çà va pas me couter une blinde. restera plus qu'à imprimer une autre grille et y mettre un morceau de filtre de hotte.1 point
-
1) T'as démonté l'extrudeur pour voir si les engrenages ne sont encrassés avec des résidus de filaments qui ferait qu'il patine et donc une mauvaise rétraction ? 2) Regarde si tes tubes PTFE sont bien montés est qu'il n'y a pas de contrainte ou frottement anormal. 3) Voir si tu n'as pas trop joué avec les réglages du slicer. Dans ce cas, je te conseille de désinstaller Bambustudio, y compris les profils dans "user/Appdata/Roaming, etc. Le mieux est de lancer une recherche de "BambuStudio" sur le disque C et de tout effacer et tu réinstalles. 4) Je ne vois pas. Les réglages par défaut devraient te permettre de faire des impressions correctes.1 point
-
Comme ça? KRL_Gnome_pancarte_2.stl honnêtement il y a des dizaines de façons de faire et ça dépend avant tout du logiciel utilisé... donc si tu veux apprendre il faut aller faire un tour sur YouTube Tuto ^^ Bon apprentissage à toi !1 point
-
Pas de problèmes, tu peux le faire sans la carte.1 point
-
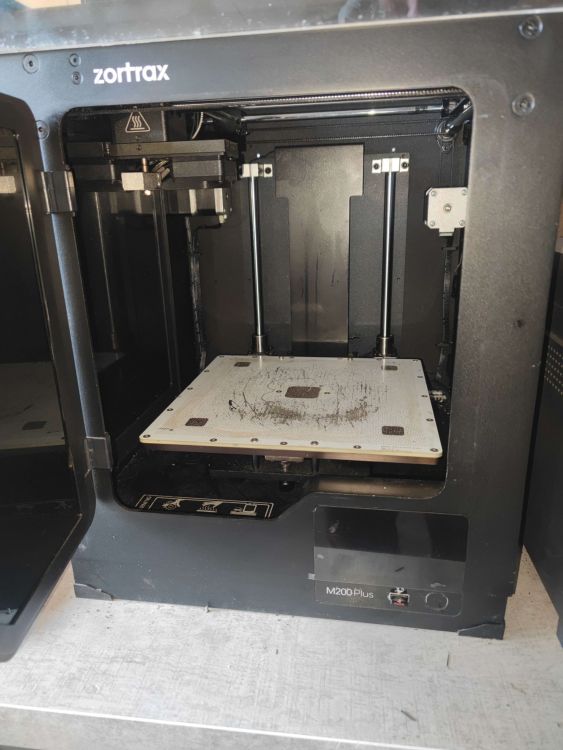
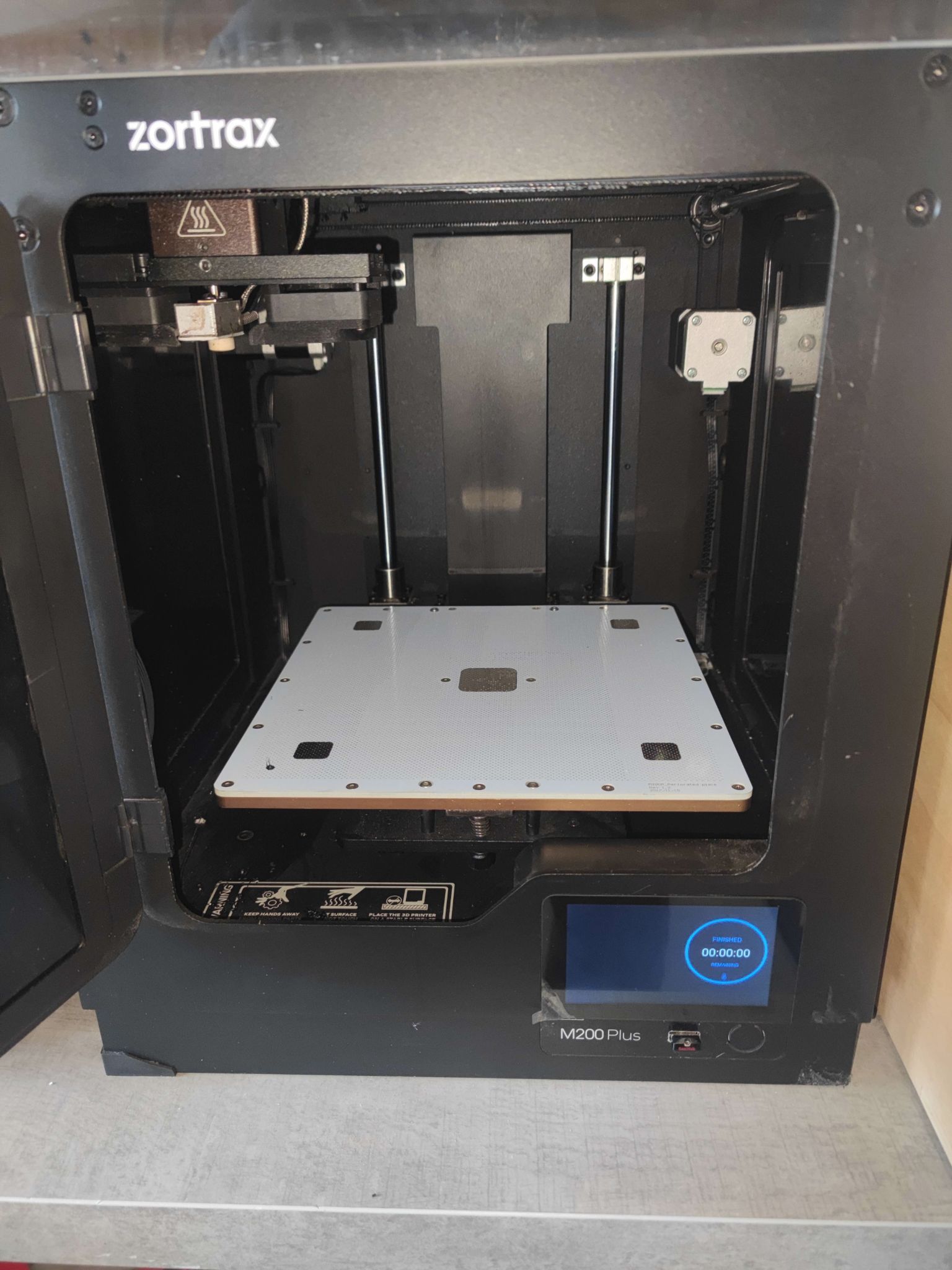
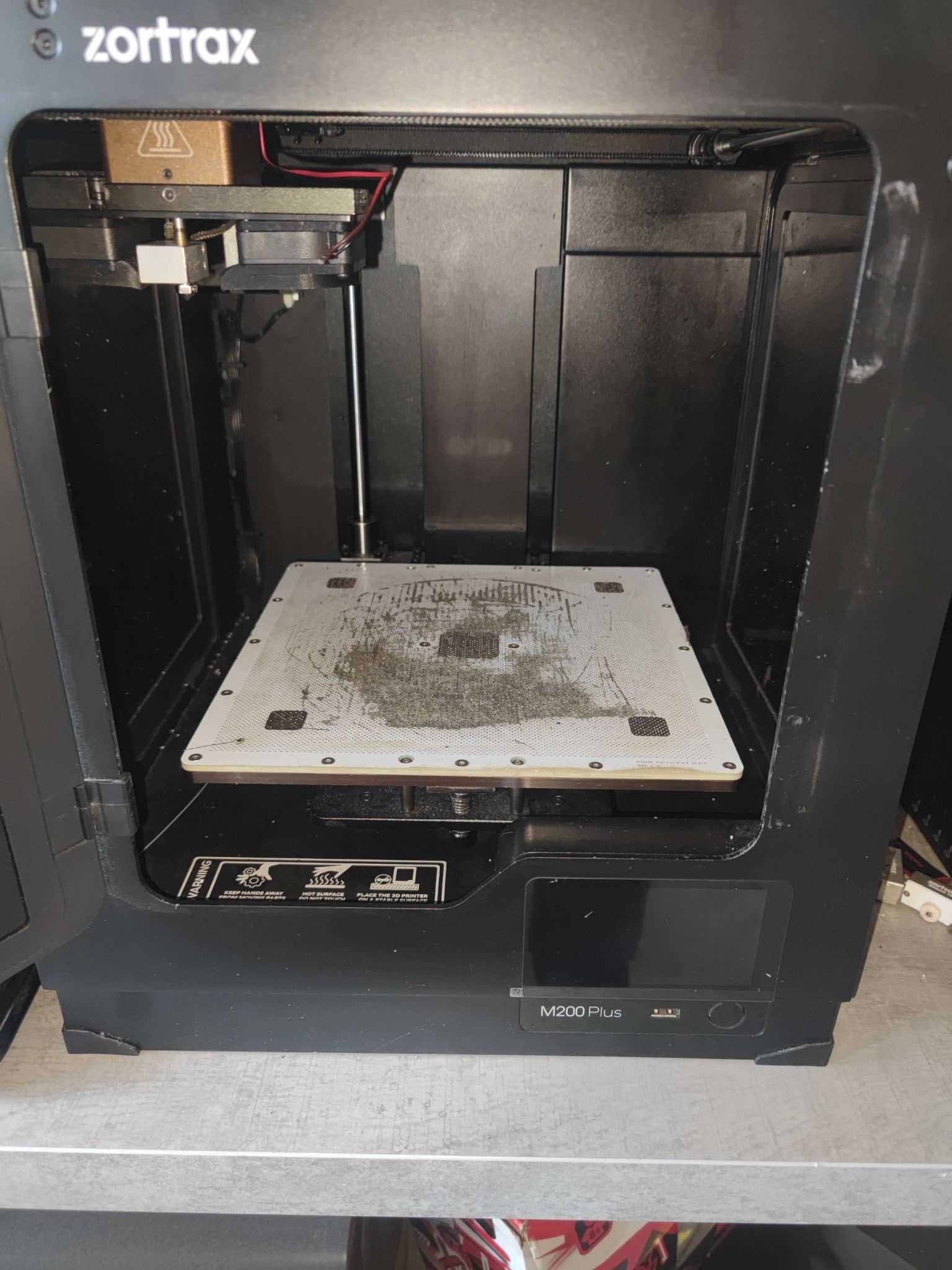
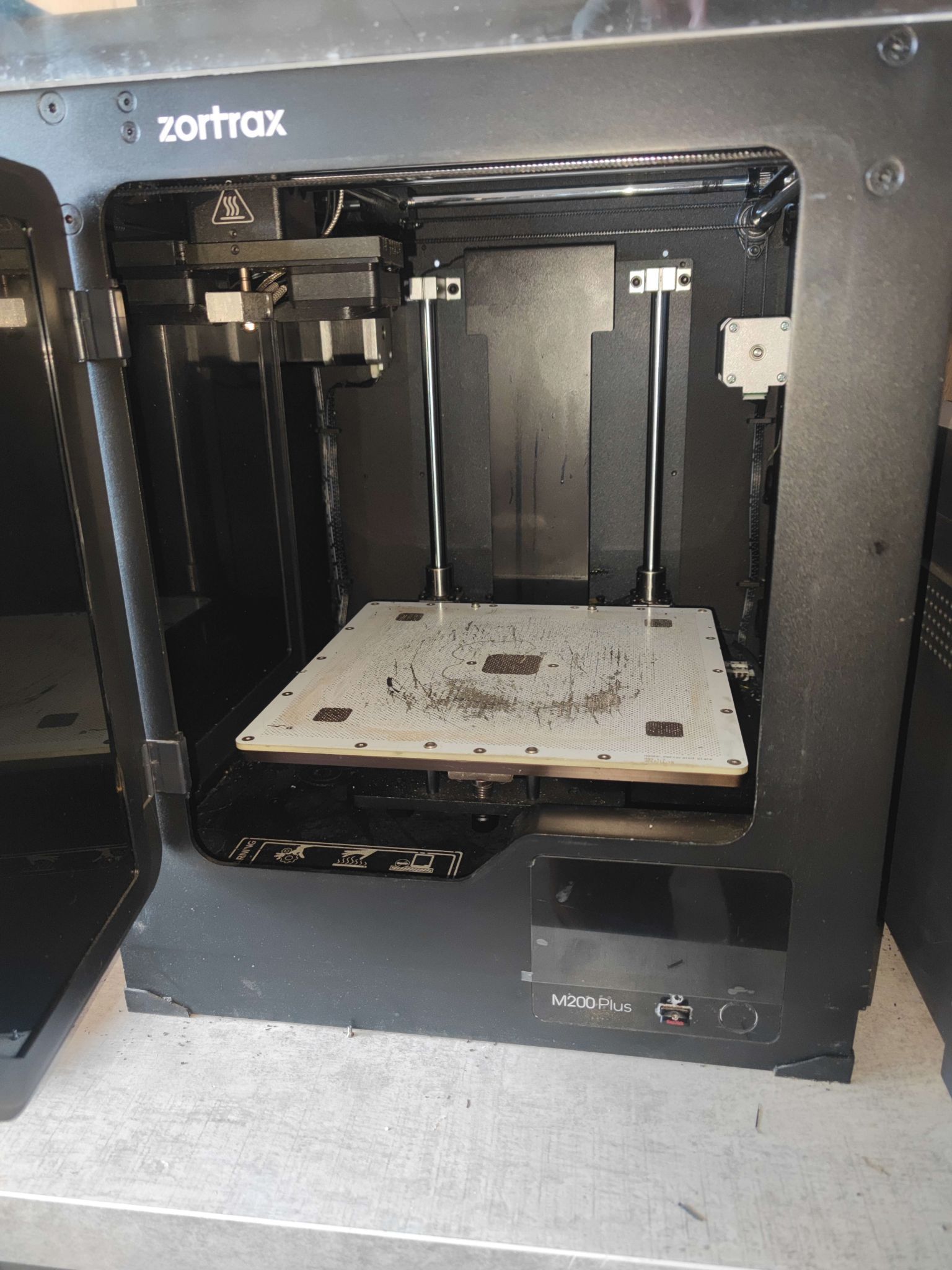
Salut tout le monde, Je mets en vente mes Zortrax M200 plus. Je cesse mon activité donc je ne vais plus en avoir l'utilité. Elles ont été acheté durant l'été 2020 et ont bien servi mais elles impriment encore bien. Capot de filtration fourni avec. Emballages d'origine dispo en cas d'envoi N'hésitez pas si vous avez des questions. 700€ l'unité négociable

 1 point
1 point -
Bonjour, Reçu également à l’instant. Par contre, pour le Test, pas avant janvier, actuellement en plein réaménagement de l’atelier. J’en profite pour souhaiter de joyeuses fêtes de fin d’année à tous JM1 point
-
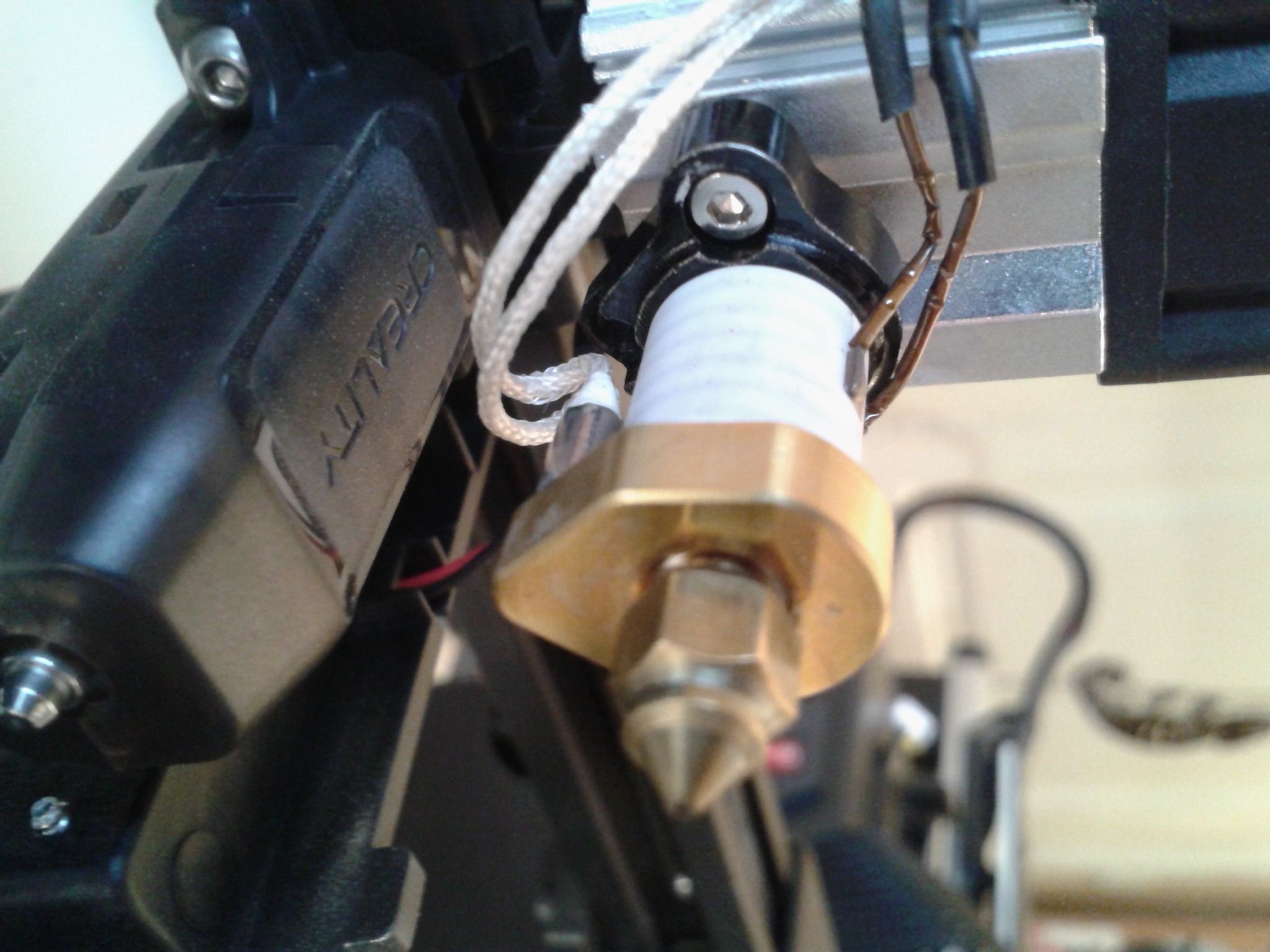
Tu peux aussi couper ton nouveau PTFE pour que la longueur entre le haut du PTFE et le bas du heat break soit la même qu'avant. Voici un petit schéma:
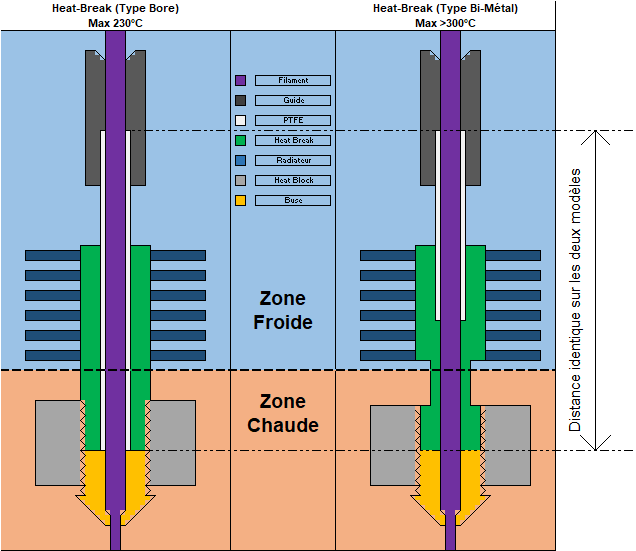 1 point
1 point -
Pour être très franc avec toi j'ai pas tester de machine résine Phrozen n'y de W&C donc je ne peux pas trop juger du sérieux de la marque sur le SAV, je sais qu'avant il avait bonne réputation, mais oui j'ai déjà compris que tu estimer qu'ils sont larguer sur la SAV et les Caractéristiques et qualité d'impression qui ne sorte pas de l'ordinaire pour le prix plus élever demander. Après pour être transparent avec toi, j'ai répondu a la 20aine de question demandé et j'ai mis de base que le fait de ne pas propose un support d'Orca slicer de base pourrait être un frein pour moi sur cette machine (même si leur Slicer peut être bien conçu), voir la qualité d'utilisation de leur futur slicer aussi, peu pour moi leur machine en standalone dois être a 900€ maxi pour être bien placer et que au dessus de 1000€ cela risque de ne pas intéresser (ce qui serait mon cas), que leur AMS j'attend de voir sa gestion l'efficacité de la gestion de la purge qu'il proposeront et que leur AMS si il est a 260$ ok si sa dépasse 300$ au revoir, et que dans les options absentes il ne parle pas du controle et ajustement de débit automatique et que cela pourrait être bien. On verra bien a la sortie, le truc positif est de ce dire que d'autre solution AMS pourront arrive sur 2024 et ce sera probablement l'axe principale de 2024 mais je peux me tromper.1 point
-
Je pense avoir fait le maximum pour augmenter la qualité de cette machine, bon bah y'a rien à faire c'est (forcément ?) bien moins beau que ce que me sortait la V400 ou la bambu lab, mais la pièce reste cohérente. @MrMagounet qu'en penses-tu ? (filament silk) vitesse par défaut (250) et couche en 0,20



 1 point
1 point -
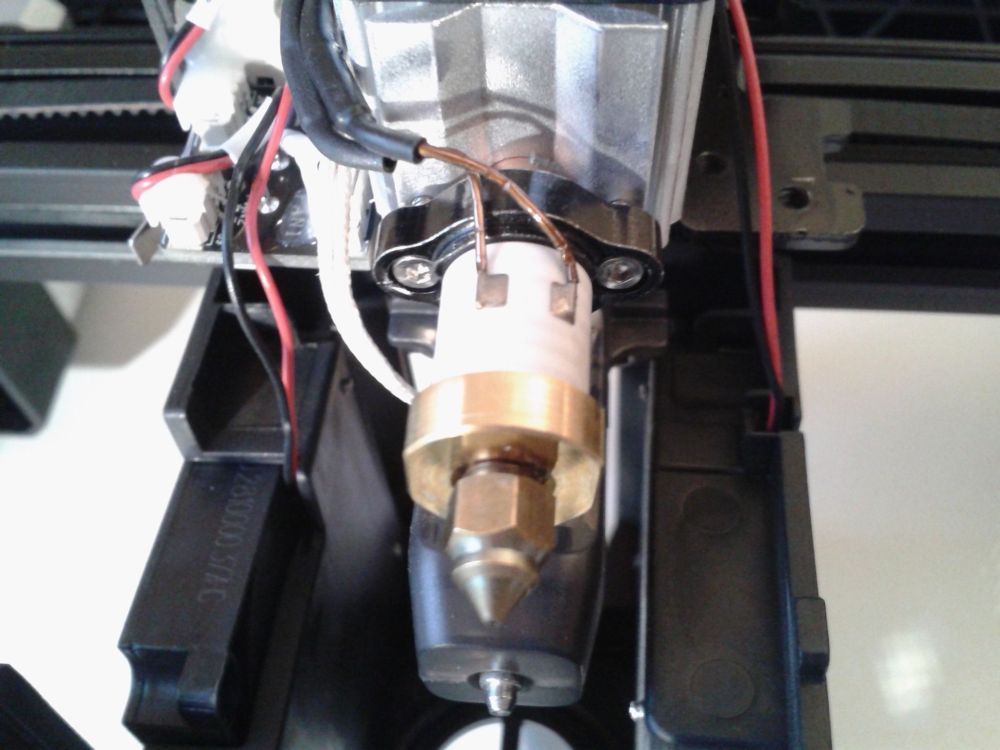
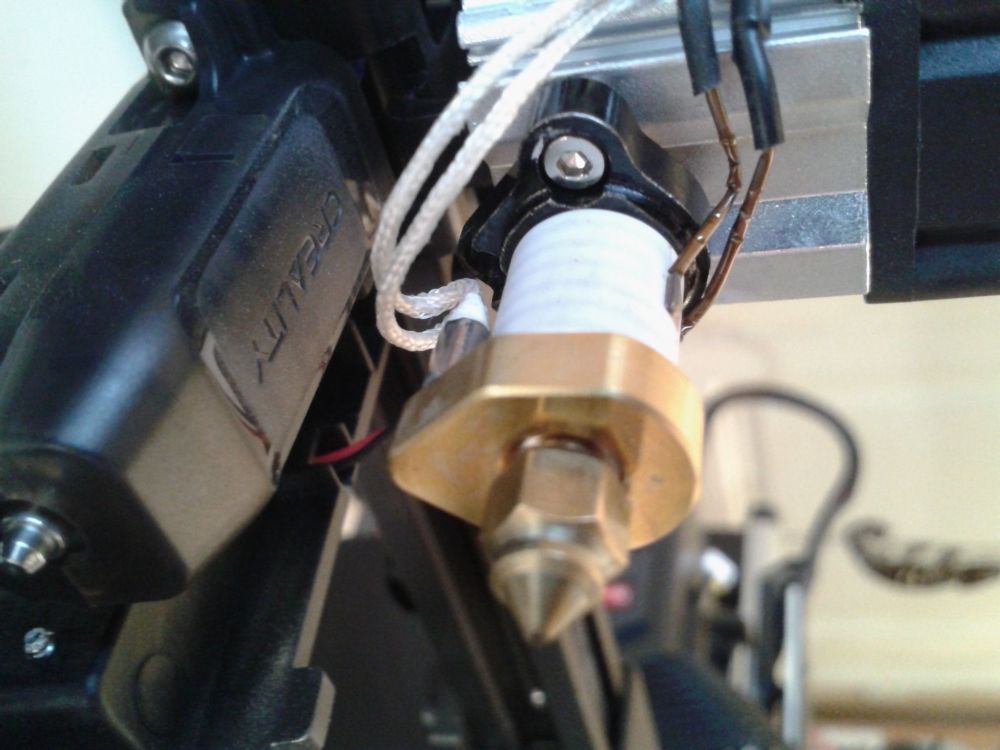
Alors je vais répondre a tes questions, le PTFE est un tube a base de téflon. Le Téflon ce dégrade et emet des particule novice quand il est exposé a des température de plus de 240°C, après même si un tube PTFE par rapport a un autre est censé propose les mêmes résistances thermique car ce sont celle du Téflon en pratique j'a remarqué que les Tube PTFE chinois premier prix ce dégradais un peu plus rapidement quand exposer a une température de plus de 230°C que le Capricorne que ce dégrade moins rapidement tant que l'on reste sous les 240°C maxi. Tu peux donc prendre en soit n'importe quels PTFE , la différence est que les PTFE capricorne tienne un peu mieux mais sont plus onéreux, après le capricorne a un diamètre interne de 1.9mm (le diamètre du filament est logiquement de 1.75mm) la ou certain PTFE chinois sont sur du diamètre de 2.4mm, si tu as un filament de mauvaise facture avec une fluctuation importante (cela m'est arrivé une fois filament premier prix très très bas de gamme a 8.50€/kg) il pourrait arrivé que tu est une variation du diamètre du filament allant jusque une valeur de 1.89mm (ce que j'ai eu) ce qui expose a un risque de blocage dans le PTFE capricorne et pas dans le chinois mais qui te poserais des soucis de qualité d'impression car la quantité de matière extruder ne serait pas fiable. Pour le HeatBreak TriangleLab j'en utilise en bi metal depuis plus de 3 ans sans jamais avoir de soucis mais dans ce cas je te préconise de prendre du PTFE Blanc qu'il vendent a pas très chers le capricorn sera pas benefique dans ce cas précis et ce heatbreak brisant efficacement la chaleur pas de risque de dégradation. Pour la Longueur il y a bien une longueur de respecter, il y a une astuce pour savoir la longueur qu'il te faut je t'explique cela : - Tu prend ton PTFE tu l'insert dans le heatbreak (de type Bore pour celui d'origine traversant donc) - Tu place cette pièce sur le bord du heatbreak a cote du PTFE qui sort et regarde la zone que j'indique en rouge c'est l'endroit ou le PTFE doit s'arrêté cette zone de meplat est en contact avec le PTFE. Si il est trop court cela peu poser soucis sur l'insertion du filament et créer des bouchons car lors de la retraction le PTFE pourrait remonter et creer un vide entre la buse et le PTFE qui formera un bouchon, si trop long tu aura du mal a voir impossible de remonter l'extrudeur la pièce plastique sera trop haute. Dans le cas du heatbreak bi metal c'est la même procédure, mais la plus de risque de bouchons si trop court ton PTFE par contre l'insertion du filament pourra toujours poser soucis.
 1 point
1 point -
Bonjour, Dans Marlin, j'ai les pas/mm suivants: X = 79 Y = 79 Z = 398 E = 427.3 Je ne vois pas les références des moteurs, mais d'après ce que j'ai pu glaner, ce sont des modèles à 200 pas par tour, avec 16 micro pas.En appliquant les formules données dans les instructions Klipper, j'ai donc: Pour X et Y: (200*16) / 79 = 40.506 arrondi à 40. Pour Z: (200*16) / 398 = 8.040 arrondi à 8 [stepper_X] rotation_distance: 40 ........ [stepper_y] rotation_distance: 40 ......... [stepper_z] rotation_distance: 8 .......... ce qui correspond au fichier original: # This file contains pin mappings for the stock 2021 Creality Ender 3 # S1 & S1 Pro. To use this config, check the STM32 Chip on the # Mainboard, during "make menuconfig" select accordingly either the # STM32F103 with "28KiB bootloader" or the STM32F401 with # "64KiB bootloader" and serial (on USART1 PA10/PA9) for both. # For a direct serial connection, in "make menuconfig" select # "Enable extra low-level configuration options" and Serial # (on USART2 PA3/PA2), which is on the 10 pin IDC cable used # for the LCD module as follows: 3: Tx, 4: Rx, 9: GND, 10: VCC # Flash this firmware by copying "out/klipper.bin" to a SD card and # turning on the printer with the card inserted. The filename # must be changed to "firmware.bin" # With STM32F401, you might need to put "firmware.bin" in a # folder on the SD card called "STM32F4_UPDATE" in order to flash. # See docs/Config_Reference.md for a description of parameters. [stepper_x] step_pin: PC2 dir_pin: PB9 enable_pin: !PC3 microsteps: 16 rotation_distance: 40 endstop_pin: !PA5 position_endstop: -10 position_max: 235 position_min: -15 homing_speed: 50 [stepper_y] step_pin: PB8 dir_pin: PB7 enable_pin: !PC3 microsteps: 16 rotation_distance: 40 endstop_pin: !PA6 position_endstop: -8 position_max: 238 position_min: -13 homing_speed: 50 [stepper_z] step_pin: PB6 dir_pin: !PB5 enable_pin: !PC3 microsteps: 16 rotation_distance: 8 endstop_pin: probe:z_virtual_endstop position_max: 270 position_min: -4 [extruder] step_pin: PB4 dir_pin: PB3 enable_pin: !PC3 microsteps: 16 gear_ratio: 42:12 rotation_distance: 26.359 nozzle_diameter: 0.400 filament_diameter: 1.750 heater_pin: PA1 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC5 control: pid pid_Kp: 23.561 pid_Ki: 1.208 pid_Kd: 114.859 min_temp: 0 max_temp: 260 # Set to 300 for S1 Pro [heater_bed] heater_pin: PA7 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC4 control: pid pid_Kp: 71.867 pid_Ki: 1.536 pid_Kd: 840.843 min_temp: 0 max_temp: 100 # Set to 110 for S1 Pro [heater_fan hotend_fan] pin: PC0 [fan] pin: PA0 [mcu] serial: /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 restart_method: command [printer] kinematics: cartesian max_velocity: 300 max_accel: 2000 max_z_velocity: 5 max_z_accel: 100 [bltouch] sensor_pin: ^PC14 control_pin: PC13 x_offset: -31.8 y_offset: -40.5 z_offset: 0 probe_with_touch_mode: true stow_on_each_sample: false [bed_mesh] speed: 120 mesh_min: 10, 10 mesh_max: 200, 194 probe_count: 4,4 algorithm: bicubic [safe_z_home] home_xy_position: 147, 154 speed: 75 z_hop: 10 z_hop_speed: 5 [filament_switch_sensor e0_sensor] switch_pin: !PC15 pause_on_runout: true runout_gcode: PAUSE [pause_resume] recover_velocity: 25 [bed_screws] screw1: 30, 30 screw2: 205, 30 screw3: 205, 205 screw4: 30, 205 dans le quel j'ai simplement ajouté le paramètre MCU. Et modifié les coordonnées des vis plateau pour que ça corresponde à la réalité à voir en fonction du décalage position tête/position buse (ou CRTouch). J'étudie ça (et [screws_tilt_adjust]) après validation de l'étape ci-dessus Le second moteur Z partage le même pilote, donc je ne touche pas. Partant de l'hypothèse que la EnderS1 est également équipée d'un Sprite pro, je me dis que je ferai un test d'extrusion pour voir ce qu'il en est en mesurant. [Edit] Valeur trouvée par le calcul : 7.488, loin de 26.359 J'aurai certainement à modifier des coordonnées plateau à certains endroits et en fonction des essais car j'ai monté un rail linéaire en X qui engendre un décalage de la tête [Edit] Je me rends compte que l'ajout du rail linéaire m'empêche d'utiliser tout le plateau en Y, de deux fois 10 mm. La course (mécaniquement parlant) est décalée de 10 mm. Soit je reperce le profilé en Y, soit je me débrouille pour passer le rail linéaire sur le rail X, en perdant 10 mm en Z.1 point
-
Et bien premier test très positif : j'ai des sachets de silicate avec des billes colorées, le silicate a bien été séché en une séance de 6h.1 point
-
en même temps c'etait facile pour moi vue que j'ai reçu aussi mon caisson en même temps que toi.1 point
-
Salut ! Déjà bravo pour la patience, 10 ans c'est long ! Au tout début le mieux reste d'imprimer un benchy qui doit déjà être prêt à être imprimé dans l'imprimante. Ça te permettra de voir si la machine fonctionne correctement, sans ajouter la complexité que représente le slicer. Ensuite je te conseillerai d'installer Bambu Studio (dans un premier temps, tu pourras changer après pour Orca Slicer par exemple) et d'utiliser tous les paramètres de base que ce soit pour l'imprimante ou pour le filament. Tu peux utiliser l'AMS Lite directement, je ne pense pas que ça pose problème et ça permettra de vérifier qu'il fonctionne bien. Une fois que tu te seras fait la main avec ça, tu pourras commencer à augmenter la complexité en modifiant des paramètres sur le slicer en fonction des pièces que tu imprimes. Déjà si tu maîtrises un logiciel c'est une bonne base. Avec l'expérience tu te rendras compte de ce qu'il faut faire/ne pas faire, mais tu peux déjà commencer par te dire que lorsque tu fais une pièce, pense toujours à la façon dont l'imprimante va l'imprimer, c'est à dire penser à un sens d'impression, essayer de limiter les supports, avoir une base plane qui sera en contact avec le plateau, etc. Après ça devient un réflexe et tu n'y penseras même plus. Et ensuite tu tomberas probablement sur d'autres problématiques (comment maximiser la résistance de ta pièce en fonction du sens d'impression, comment diminuer la quantité de matière utilisée, comment faire en sorte qu'un porte à faux s'imprime sans support, etc. Avant il fallait pas mal d'outils, maintenant je trouve qu'il ne faut plus grand chose. Tu peux prendre une pince pour couper proprement le filament, un petit scalpel pour faire des retouches sur les pièces si besoin, éventuellement des pièces de rechange (une hotend de remplacement par exemple) et ensuite pour réaliser des pièces tu peux prendre un pied à coulisse et un réglet.1 point
-
Sans transition Reçu hier. Une photo floue (je me suis pas foulé elle était déjà comme ça ) et une photo avec pixellisation sélective histoire de bien voir le pied a coulisse. Normalement c'est plutôt facile ... car il me semble que je n’étais pas le seul à attendre cela.

 1 point
1 point -
@Lorenzo78 désolé c'est pas toi que je corrigeait mais @pascal_lb qui disait que Sunon ne faisait pas de blower, alors que j'en ai quelques un et qu'ils ont tout un choix de dimension mais peu en 24V.1 point
-
A zut c'était moi1 point
-
Connais pas sinon il y a Sunon1 point
-
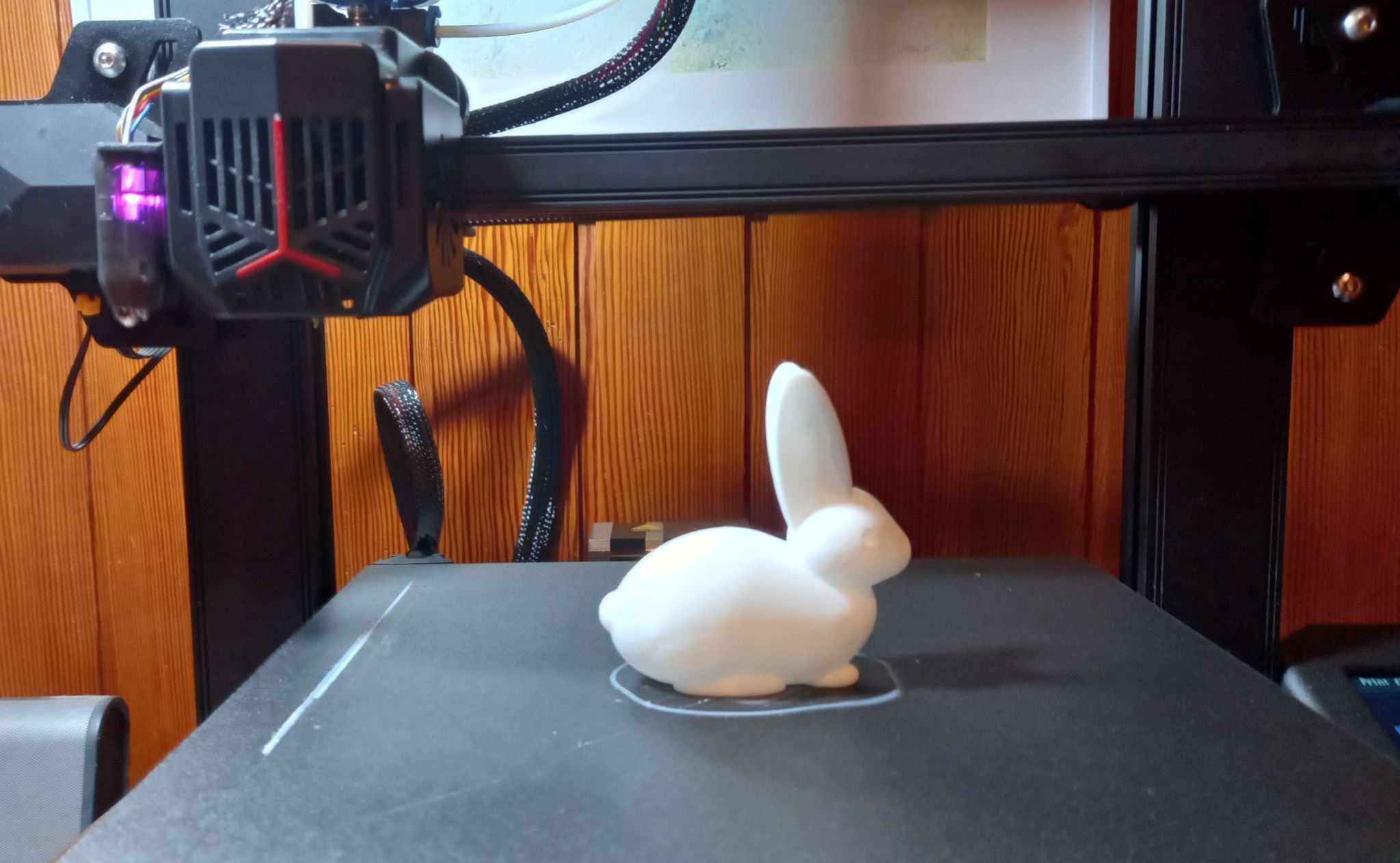
Bonsoir à toutes et tous, Après 3 semaines de galère intellectuelle, je viens enfin de réussir à régler correctement mon Ender 3 V2. Faire et refaire comme le tuto proposé par @fran6p, cela ne suffisait pas car j'avais soit un Zlevel trop haut et le PLA décollait, soit un Zlevel trop bas, et j'ai brûlé ma plaque de protection et le PLA ne sortait plus de la buse. Il fallait donc que je trouve un juste milieu entre les 2, ce que je suis parvenu à faire en réglant en cours d'impression, en suspendant à chaque fois, le Zlevel qui est passé de -2.50 à -1.50 et à cette hauteur cela fonctionne. Inutile de jouer sur les températures (200° et 60° suffisent). J'ai imprimé tout d'abord un petit médiator, peu épais 0.6 mm, et je viens de terminer mon premier LAPIN !!!! Merci à ce forum et notamment à @Savate, @fran6p, @Alain D. et @Skizhoo pour leur conseils et leur patience. Je vais maintenant pouvoir commencer à m'atteler à la programmation de petites pièces, et j'aurais certainement encore besoin de conseils... BRAVO et encore une fois merci à tous.

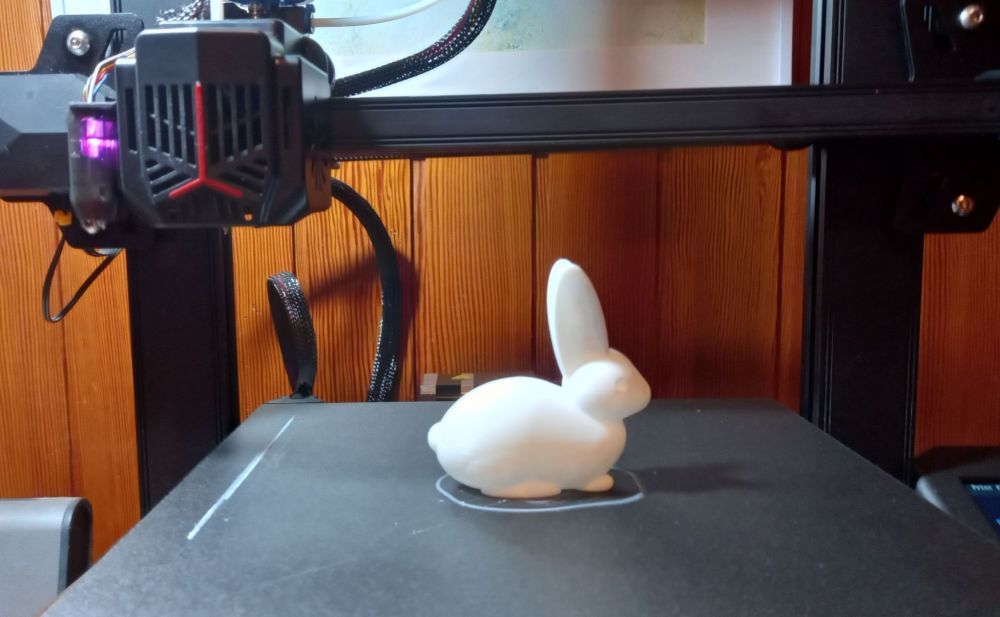 1 point
1 point -
Bravo @Titouvol ! Tu as encore gagné car tu as donné la bonne réponse! Quoi ? c'est Titouvol qui avait posé la question ?1 point
-
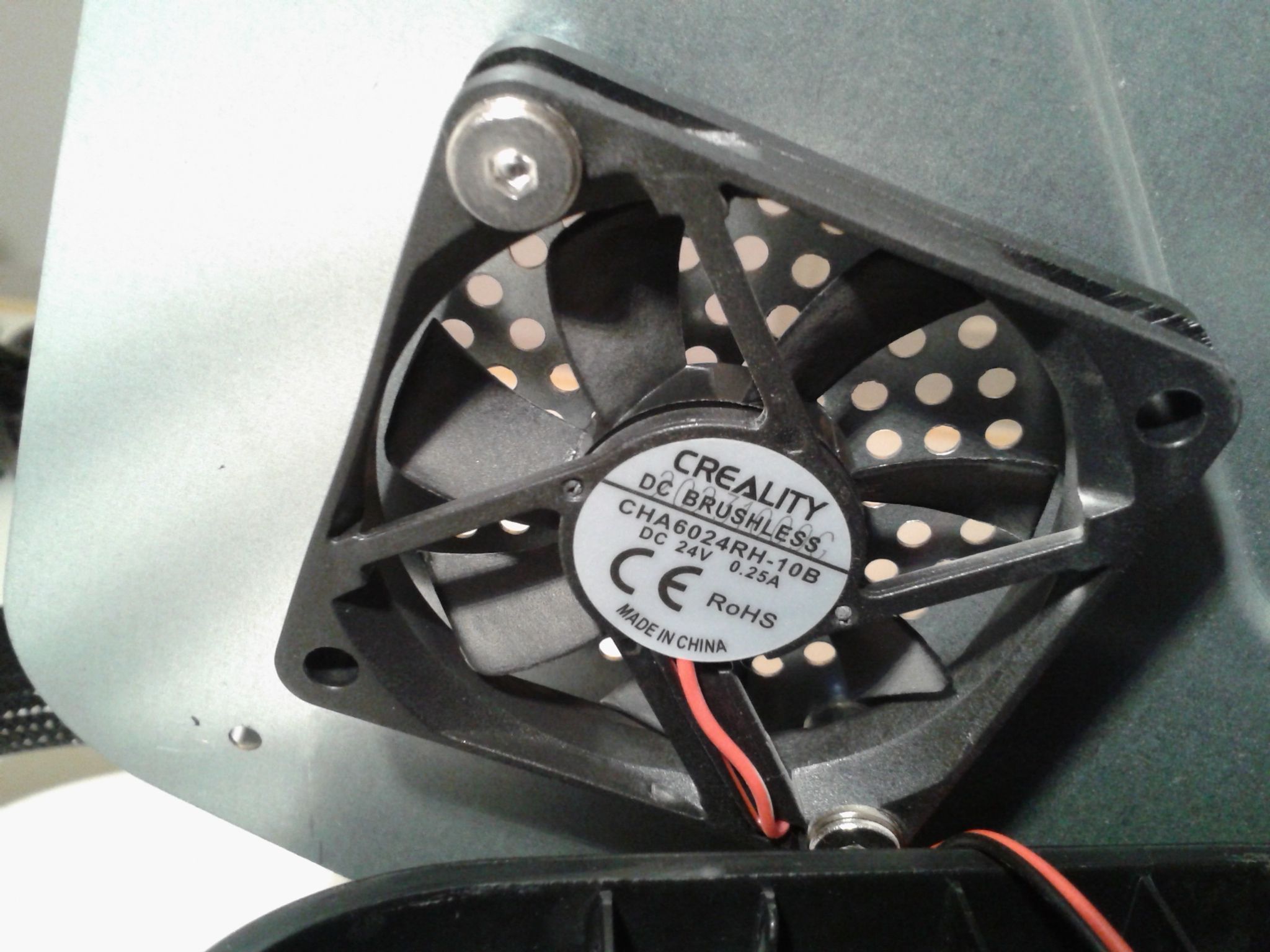
Exact. J'ai le sticker magnétique reçu il y a déjà quelques temps. Je le mettrai quand je ferai l'ajout de l'isolant sous le plateau. Ce sticker est épais par rapport à ceux que j'utilise habituellement… Il est donc probable que lui aussi induise une inertie thermique. Dans un premier temps, ce que tu pourrais faire c'est de mettre une consigne de température pour le lit de +10/15°C (au moins pour la première couche puis réduction de 5°C pour les suivantes) => cela augmentera le moment du début de l'impression. Autre possibilité, faire une préchauffe à 60°C une bonne demi-heure avant d'imprimer (porte et capot mis), voire mettre l'enceinte en chauffe, genre 40°C. On peut ne pas débrancher l'alimentation . Il faut dévisser les quatre vis qui maintiennent l'«enjoliveur» plastique, ensuite dévisser les quatre vis (M4) qui servent au réglage de la planéité (parallélisme plateau / axes CoreXY). Le câble d'alimentation du lit est maintenu par une patte «pénible» d'accès à l'arrière de l'enjoliveur. Ce que je ferai : après démontage du plateau, boulonner avec des écrous autobloquants les quatre vis de réglages => ainsi elles ne se dévisseront pas et seront perpendiculaires au plateau (plus facile pour le remontage). Une fois replacé sur son portique, utiliser des molettes de réglage, genre celles-ci, remplacement des ressorts et entretoises aluminium par des coussinets en silicone. Cette modification fera sans doute l'objet d'un sujet. C'est la prochaine modification que je vais faire. Celles déjà faites, pour lesquelles il faut également que je les détaille : remplacement ventilateur arrière par un 8010 (quasi inaudible), ajout d'un éclairage LED pour compléter celui existant.1 point
-
j'ai trouver alors Phrozen Cure Mega S fait 15kg sa colle et le 2 eme carton est pour le Phrozen Wash Mega S qui fait 8kg1 point
-
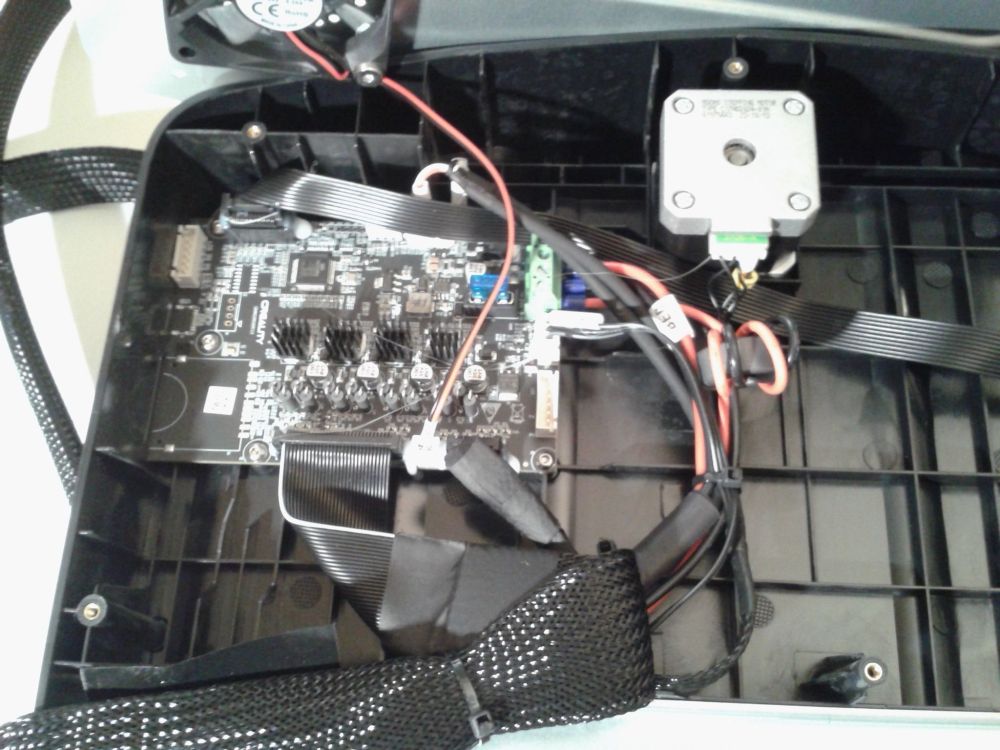
En fait c'est pour une dalle de PC portable pour faire un écran secondaire. Il a trouvé une carte qui permet de brancher la dalle, de l'alimenter via un usb-c, et d'avoir des entrées micro HDMI et usb-c. Il y a même un port micro SD et un second usb-c pour brancher des périphériques. Pour finir, une petite carte offre une sortie casque, un bouton power et un petit inter (bascule+pression) pour sélectionner la source. C'est pas mal du tout, mais après il fallait habiller tout ça ... Donc je lui ai fait un cadre puis cette boîte pour abriter les deux cartes et protéger les nappes. (Le manque de place pour la prise casque a été corrigé et les nappes rebranchées pour éviter les tours).
.thumb.png.62d77d27604deb0e235d8e0886ac1ce8.png)
.thumb.png.6ea41c33856948214d52b6034630d029.png) 1 point
1 point -
dans la pratique il faut commencer par le make du firmware, pour la spider c'est là : Spider Klipper Firmware | Voron Documentation (vorondesign.com) après compilation pour flasher le firmware sur la spider, le plus simple c'est d'utiliser une carte SD. il faut prendre le fichier de config 'officiel' : Voron-2/firmware/klipper_configurations/Spider/Voron2_Spider_Config.cfg at Voron2.4 · VoronDesign/Voron-2 · GitHub et décommenter les infos définies pour la 350 (il y a les 3 tailles commentées - il faut bien parcourir tout le fichier il y en a un certain nombre ) Et pour toute la config/paramétrage/calibrage la référence c'est là : The Build | Voron Documentation (vorondesign.com)1 point
-
Mainsall OS en 32 bits (avec celui là tu peux sauter l'étape 2 - puisque mainsall sera déjà installé)1 point
-
Une porte de boite à lettre étanche pour pas avoir à utiliser le schmilblick de Hyoti ?1 point
-
Est-ce que ça contient des circuit électroniques ? Peux-tu donner l'adresse de ton collègue, ça nous aiderait pas mal comme indice pour trouver ton schmilblick?1 point
-
Parce qu'elle ont été conçues spécifiquement pour piloter Klipper et permettent d'accéder à la totalité des fonctionnalités. Octoprint, que j'ai utilisé pendant des années, est un logiciel de monitoring qui n'a rien à voir avec Klipper, sauf à embarquer des plugins pour simuler partiellement Fluidd ou Mainsail.1 point
-
Bonjour, J'espère que tu as une bonne raison d'avoir choisi Octoprint, car les interfaces natives de Klipper que sont Mainsail ou Fluidd sont beaucoup plus pertinentes.1 point
-
Non, ce n'est pas une question de prix, mais seulement d'originalité. Dés l'instant qu'ils changent une bricole, ils appellent ça un nouveau modèle. De plus, ils sont incapable de mettre à jour leurs bécanes pour corriger les défauts ou les améliorer, ils préfèrent sortir une "pseudo nouvelle machine".1 point
-
Mon amis y a jamais rien de certain avec Creality ils nous l'on prouvé a de multiple reprise, il nous on déjà fait le coups a de multiple moment de mettre a dispo les sources ou ouvrir un firmware sur une machine et la suive la verrouillé et jamais l'ouvrir. Moi y juste un soucis avec Creality c'est que la KE aurait jamais du existé, la Ender 3 V3 devrait être seule dans cette série de ender 3 sous klipper, surtout si on prend en compte la CR10 SE qui a final vient sur le même segment, 2 machines avec les mêmes applications et possibilité et Equipement a des prix bien différent et une futur Ender3 V3 qui elle sera une Core XZ avec pour moi plus d'atout. Au final Creality sur 2023 c'est auto concurrencé sur le marché a crée plus de confusion que autre chose1 point
-
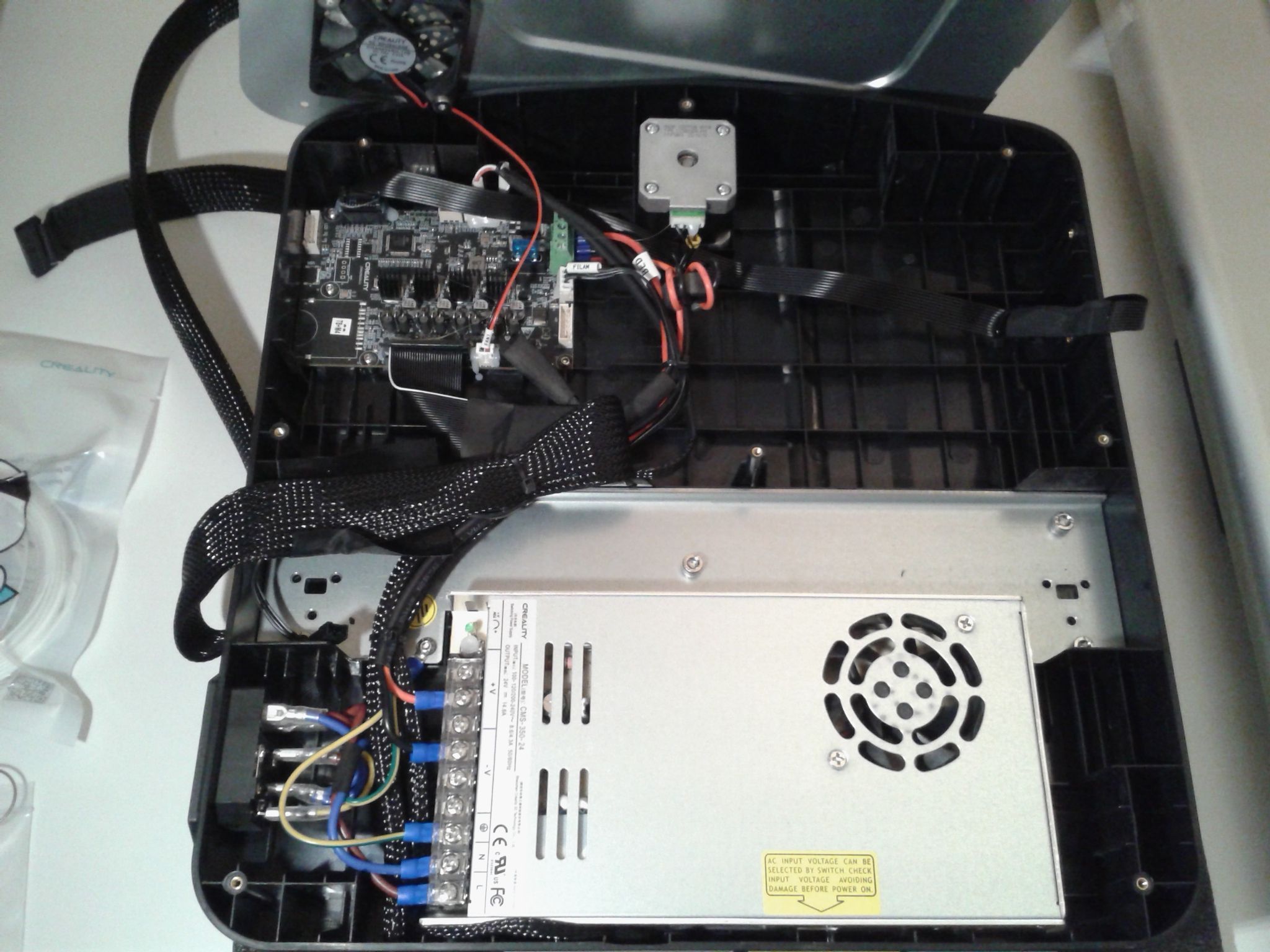
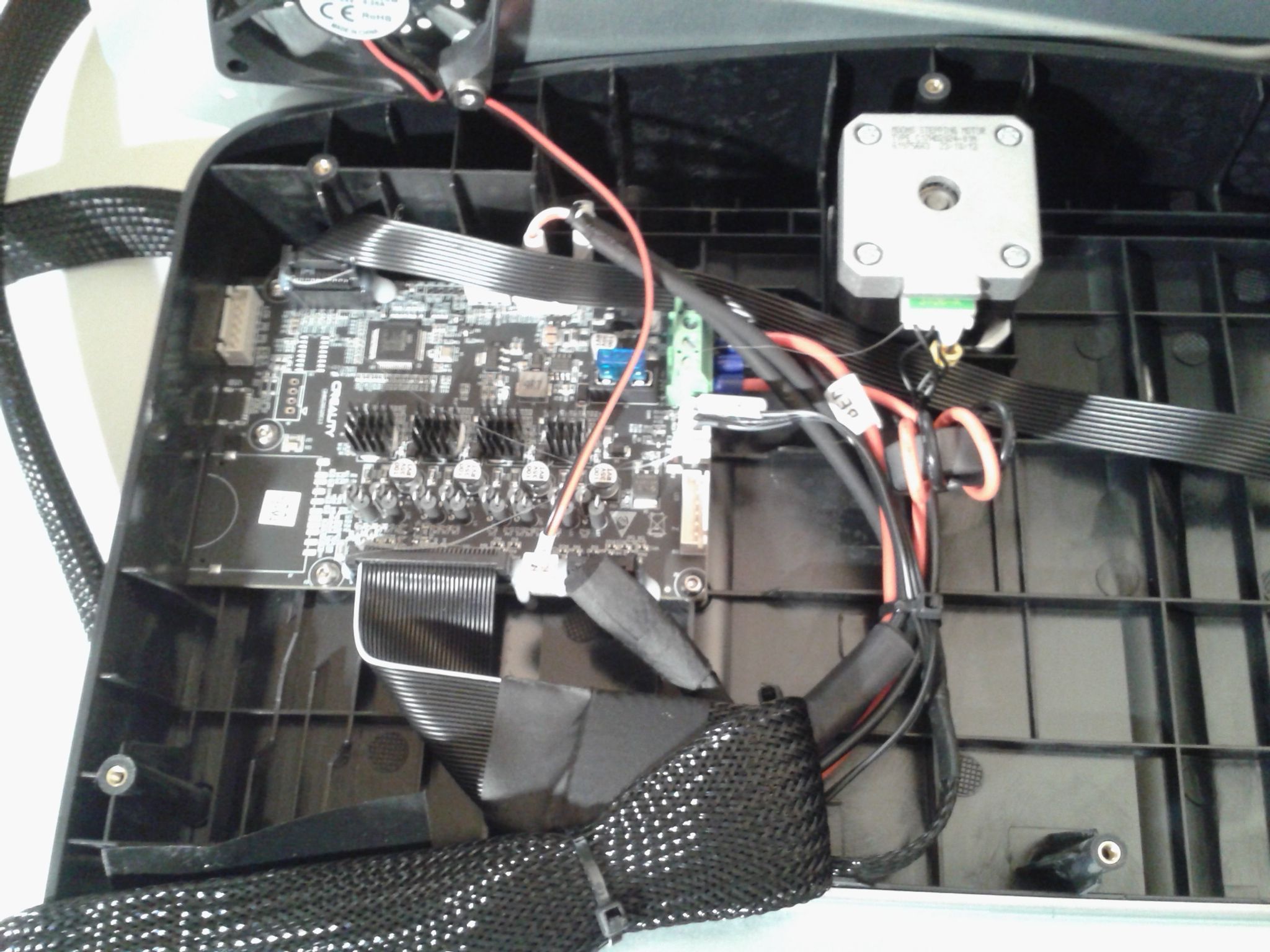
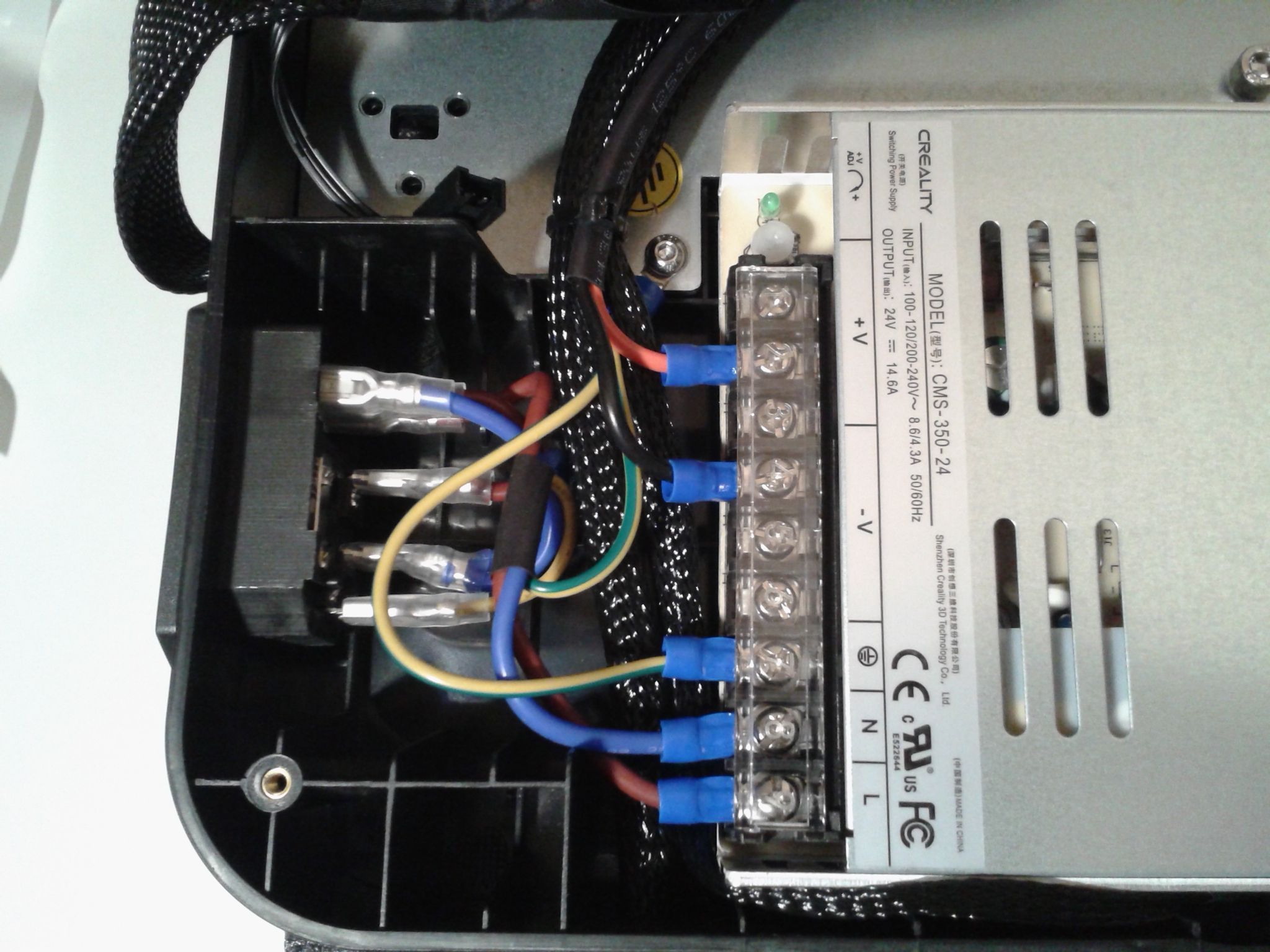
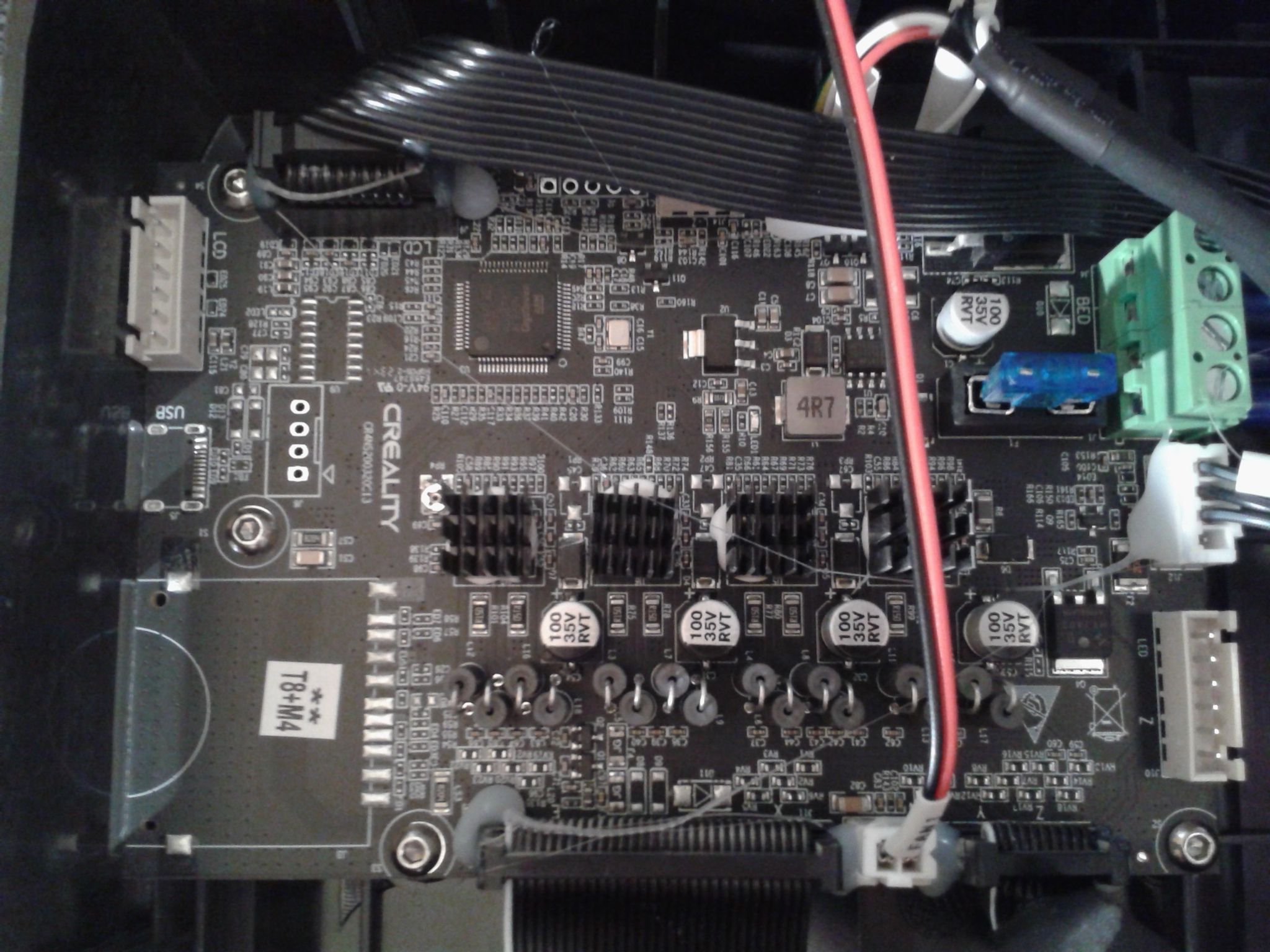
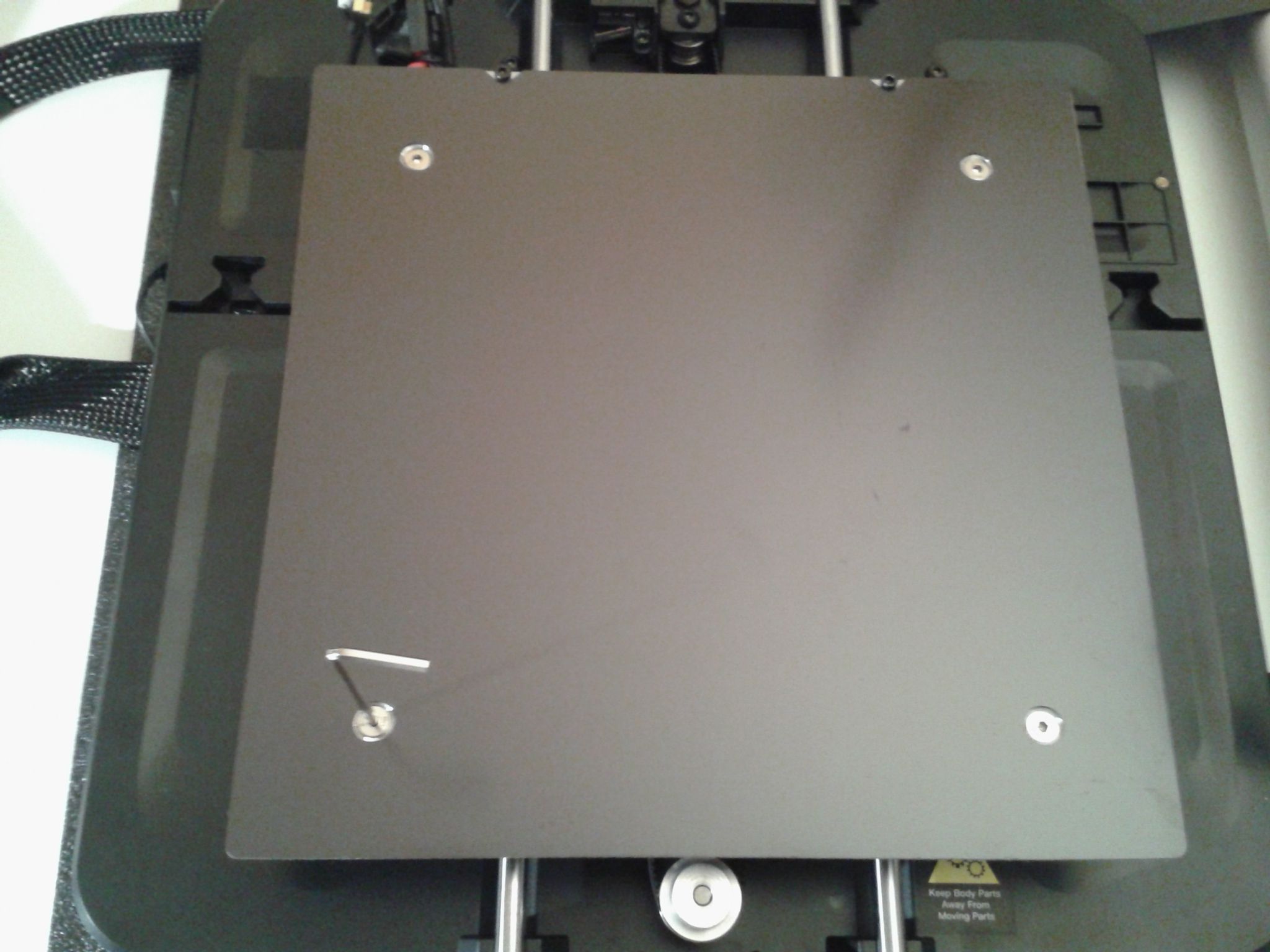
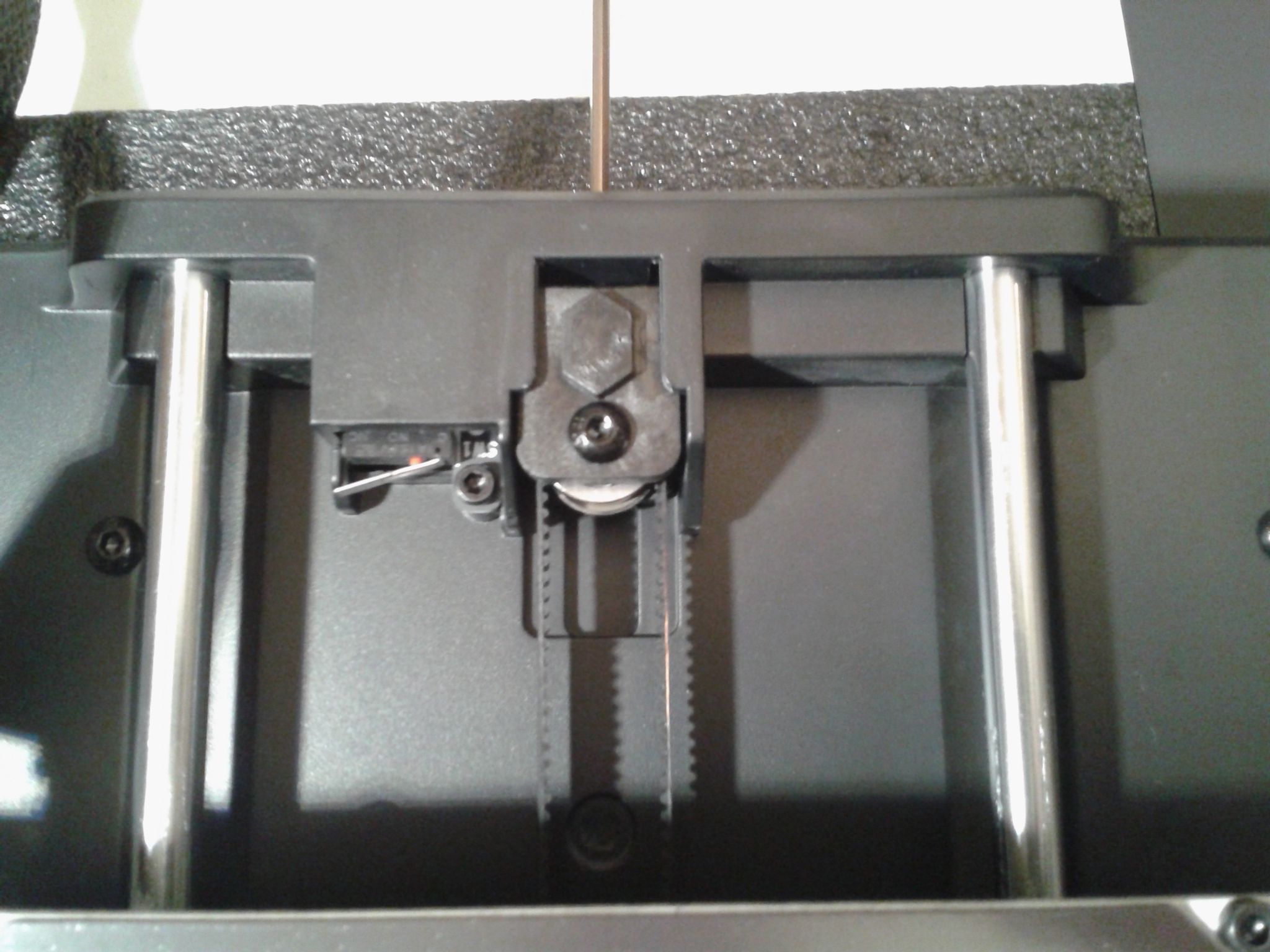
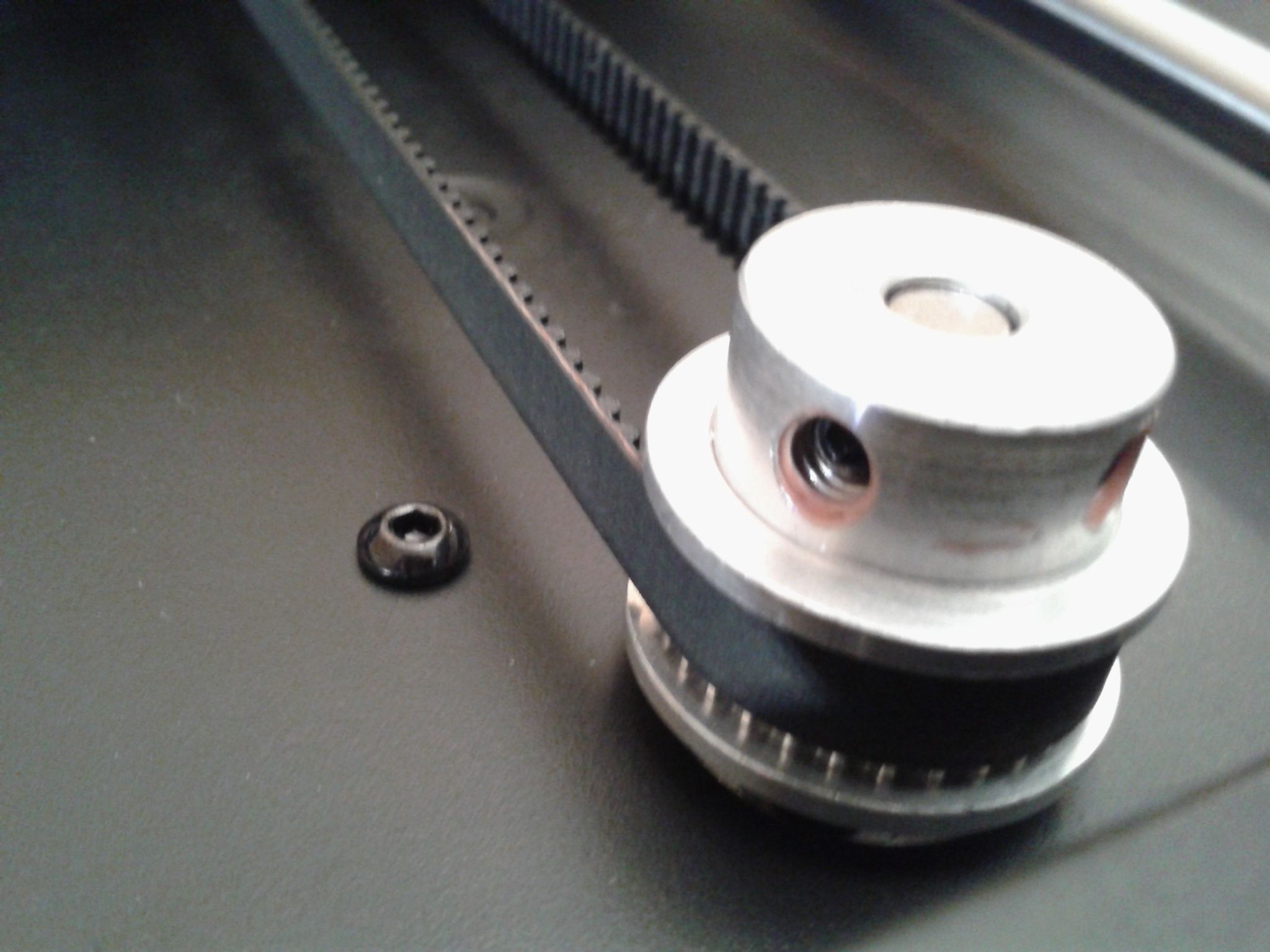
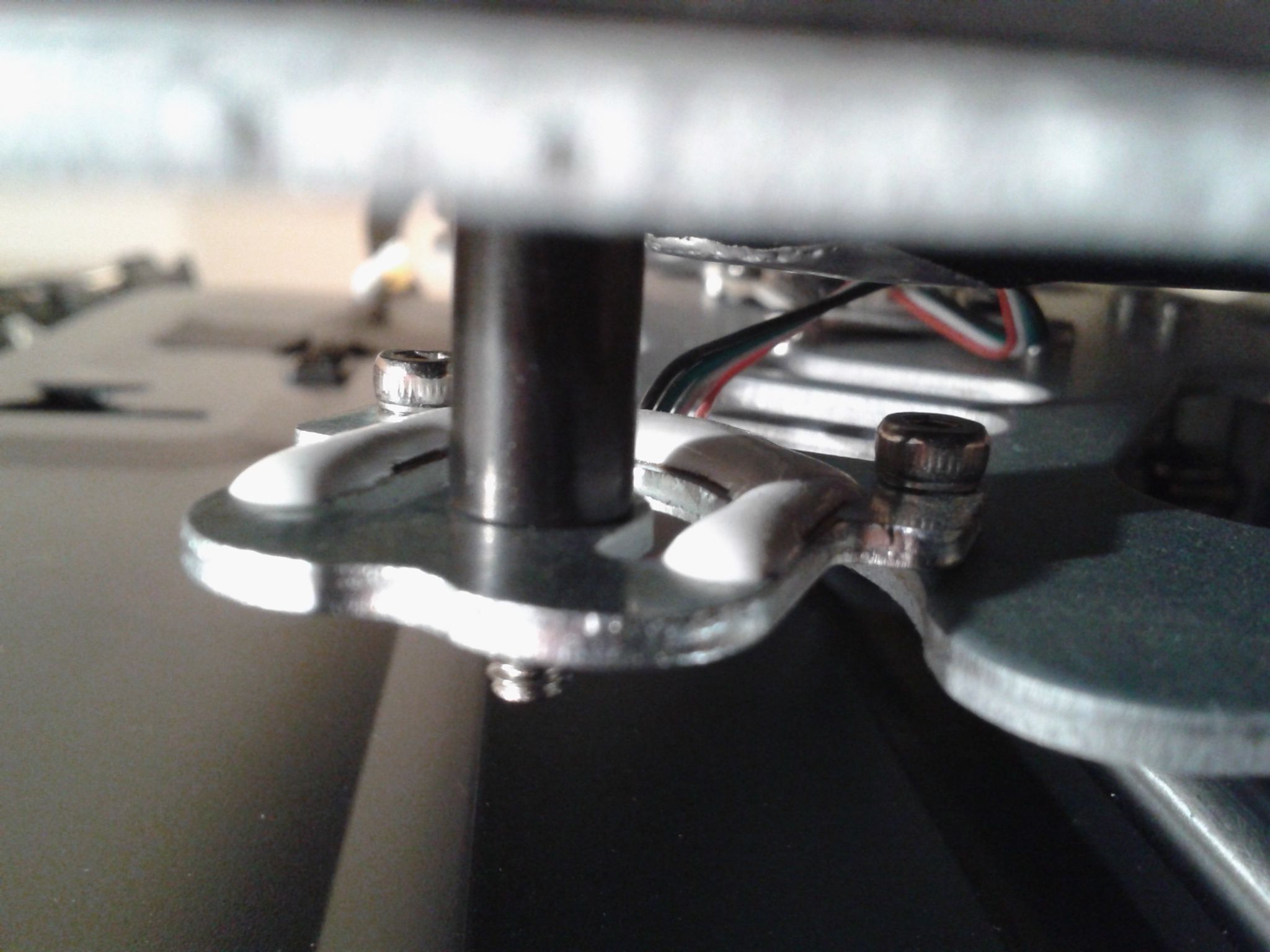
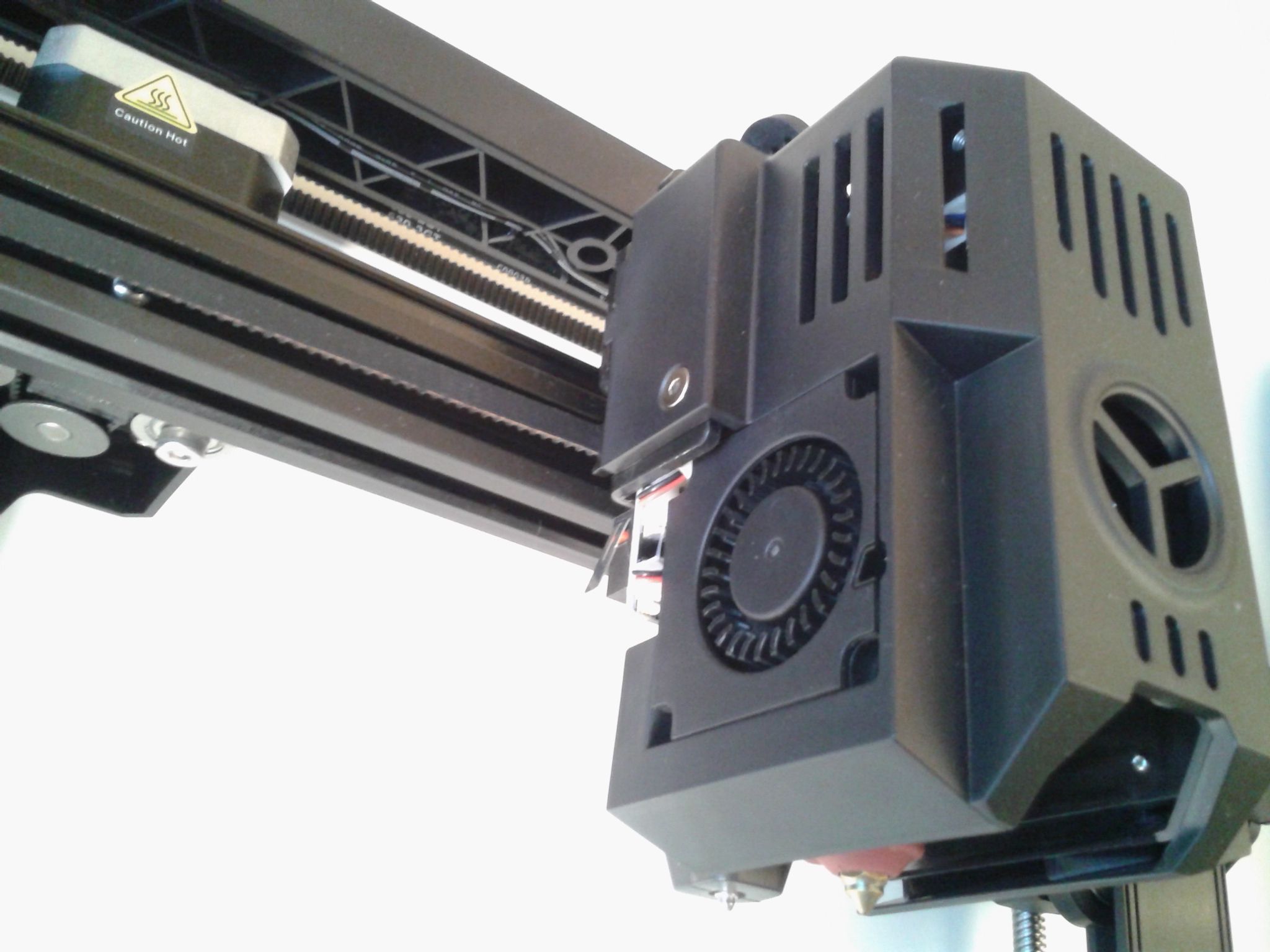
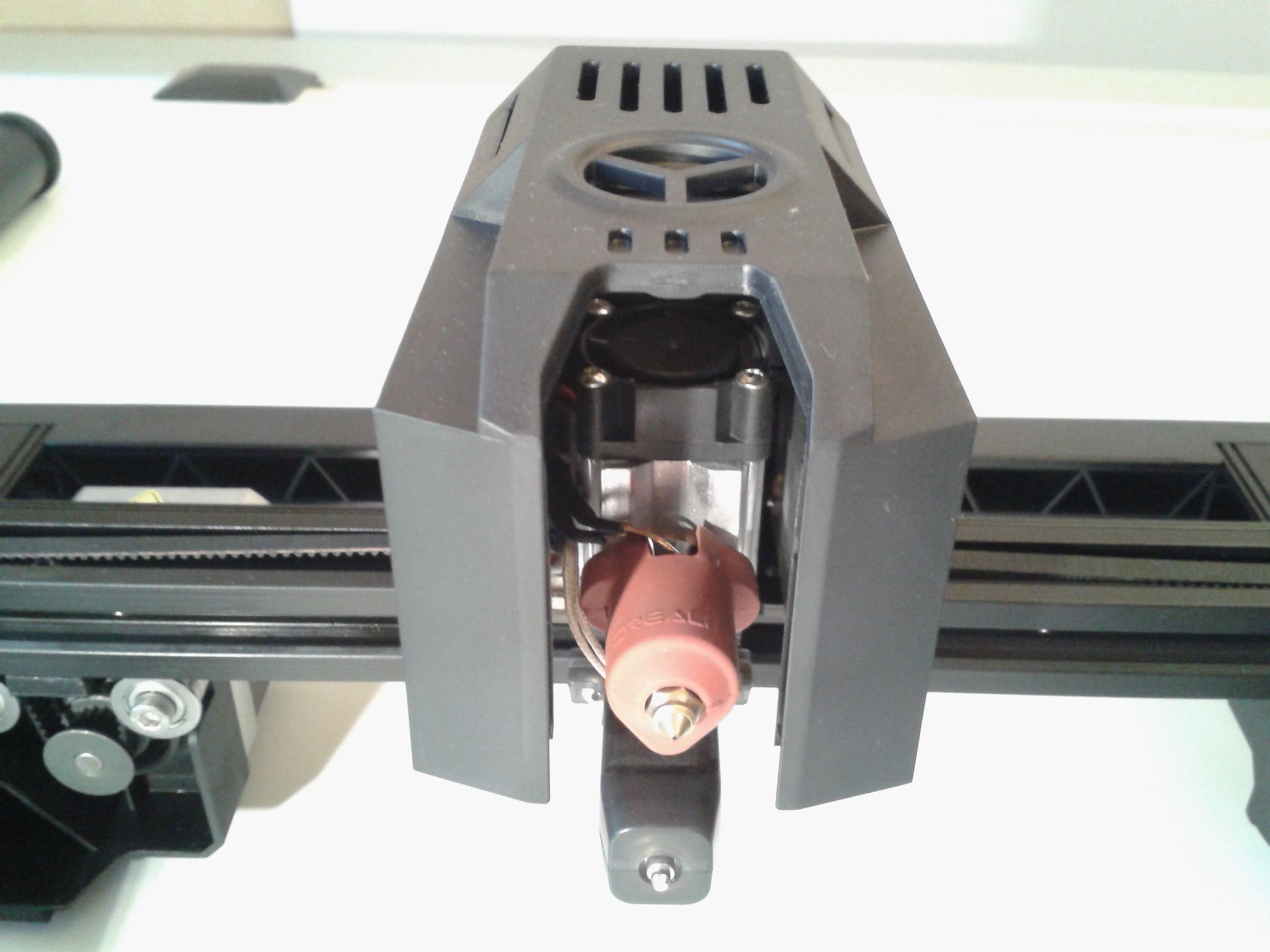
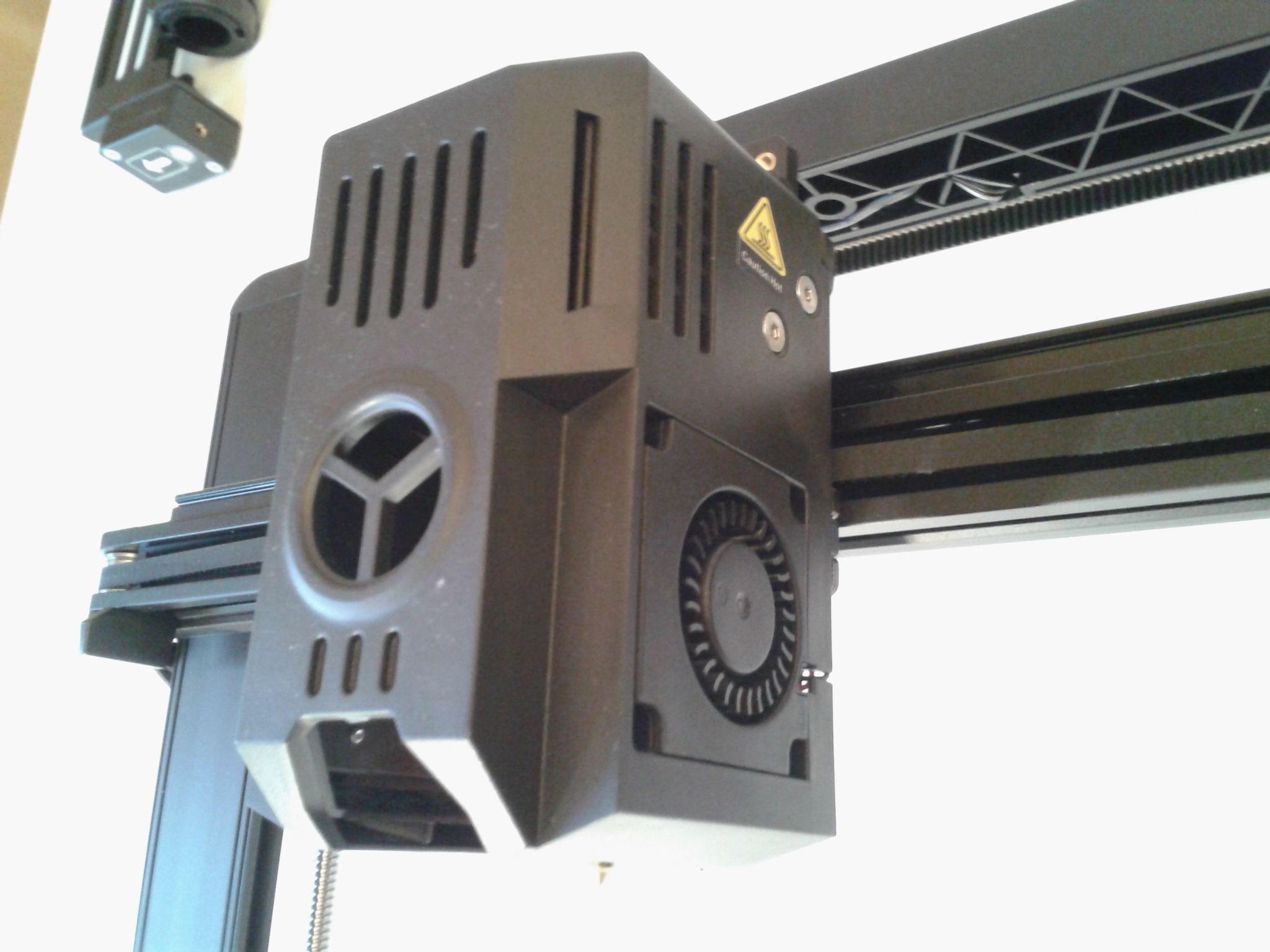
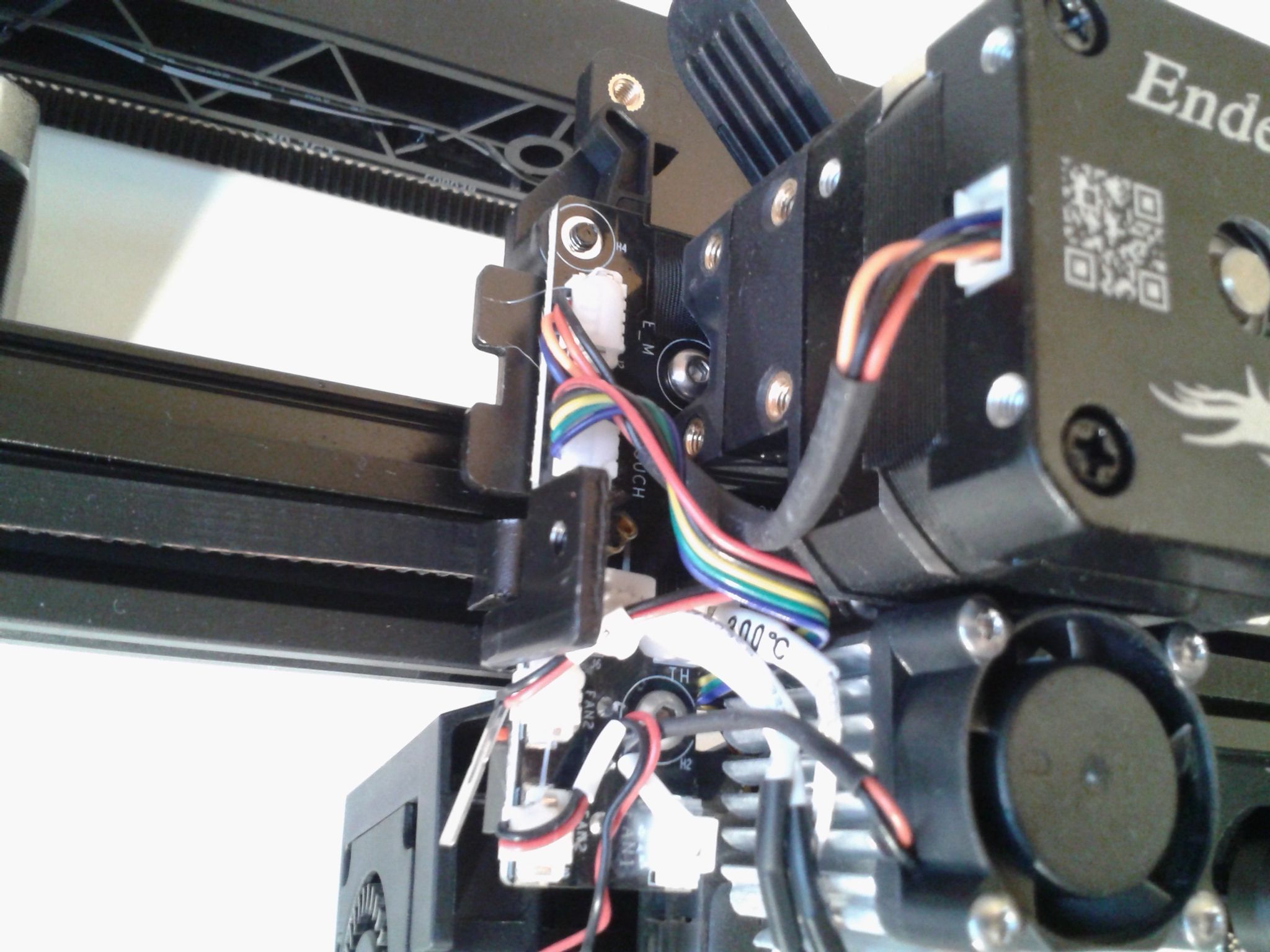
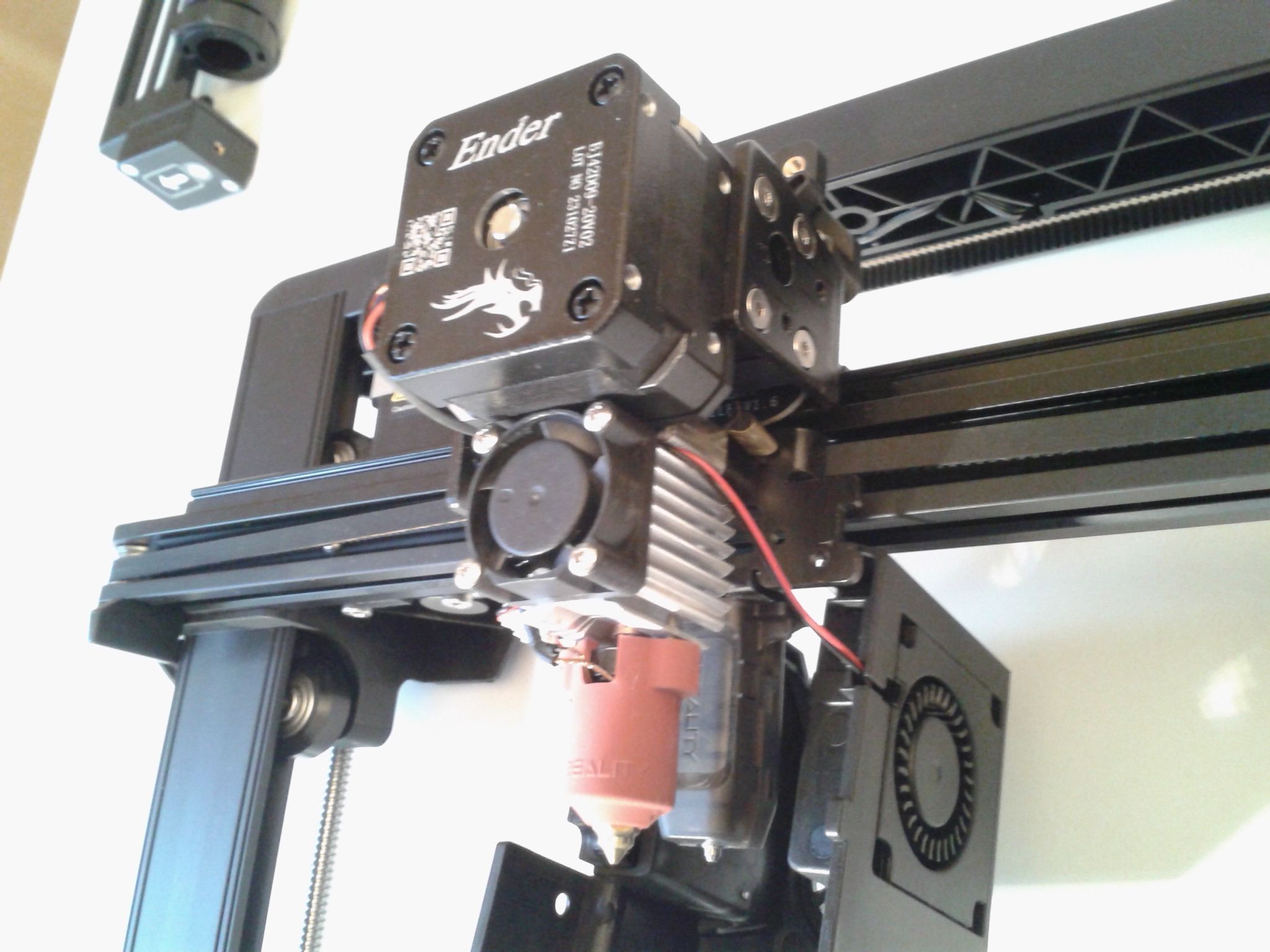
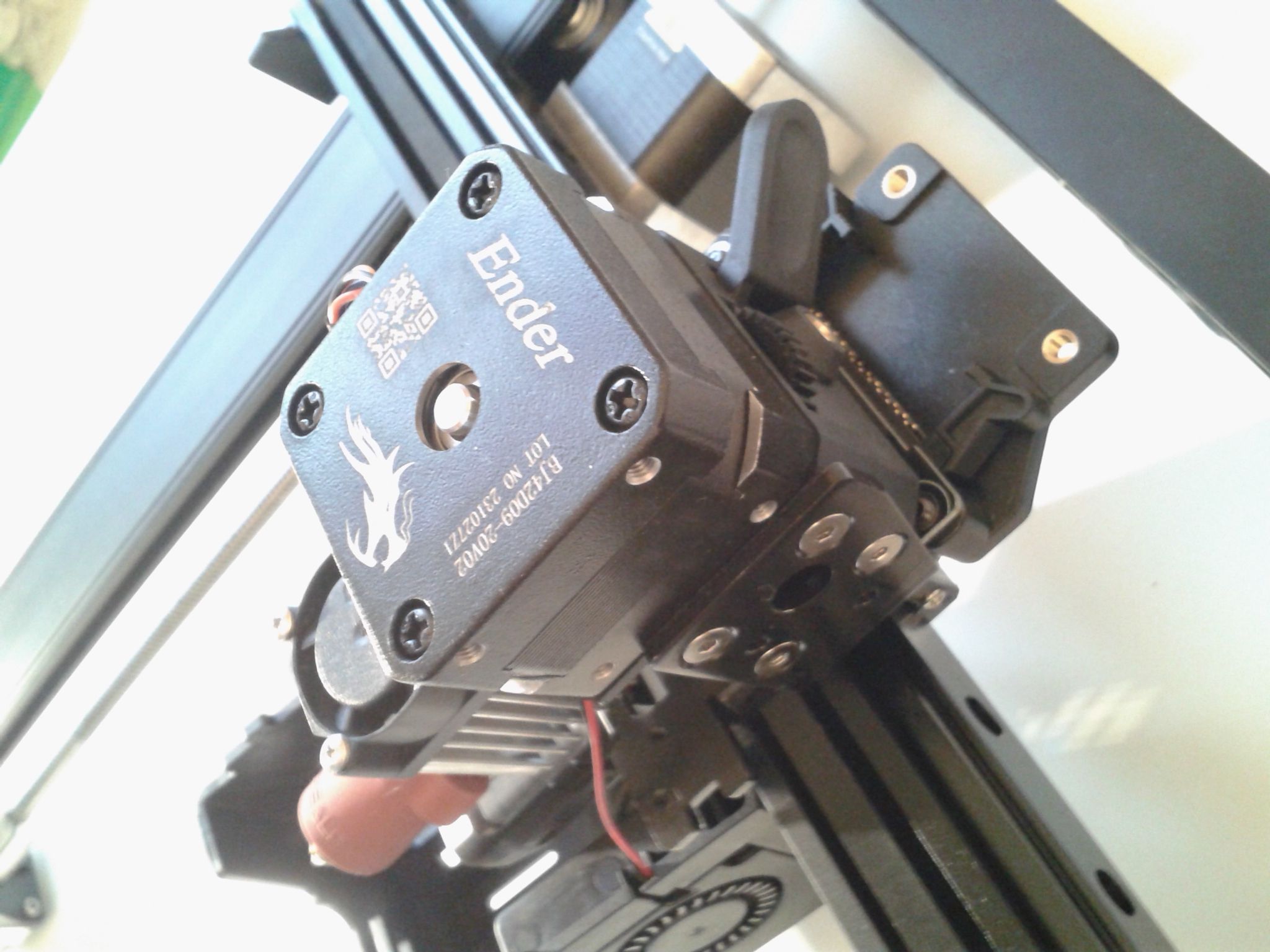
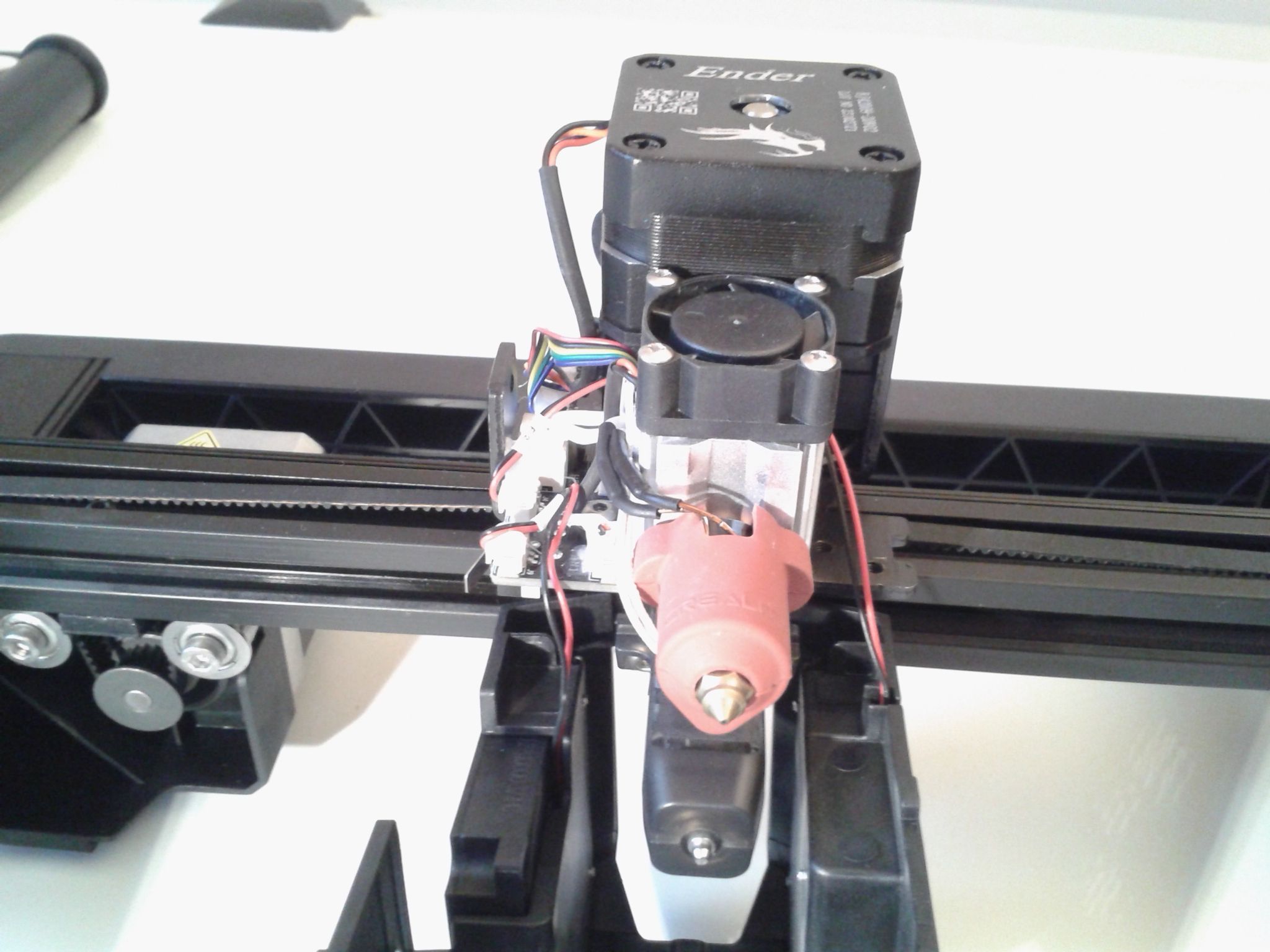
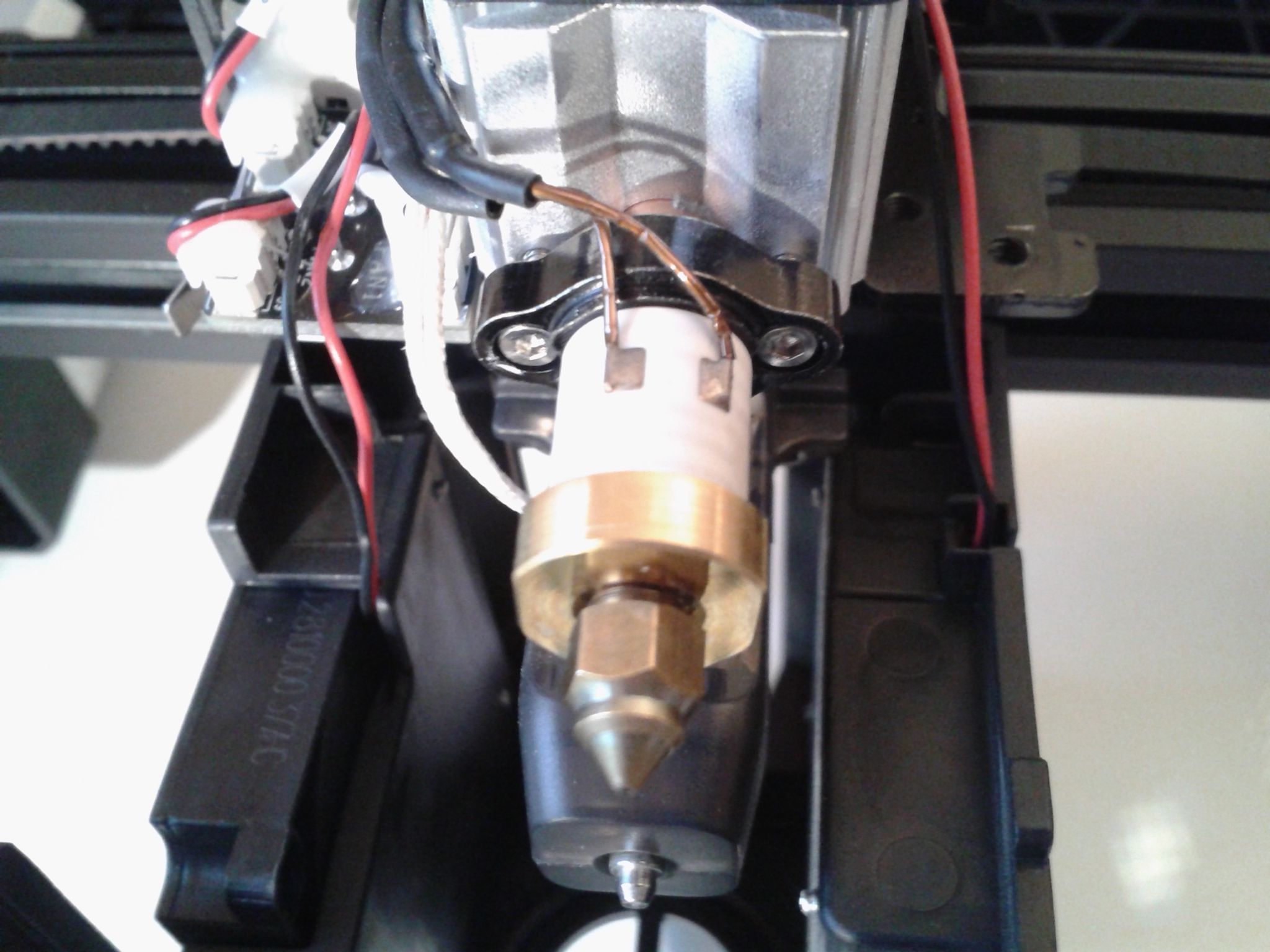
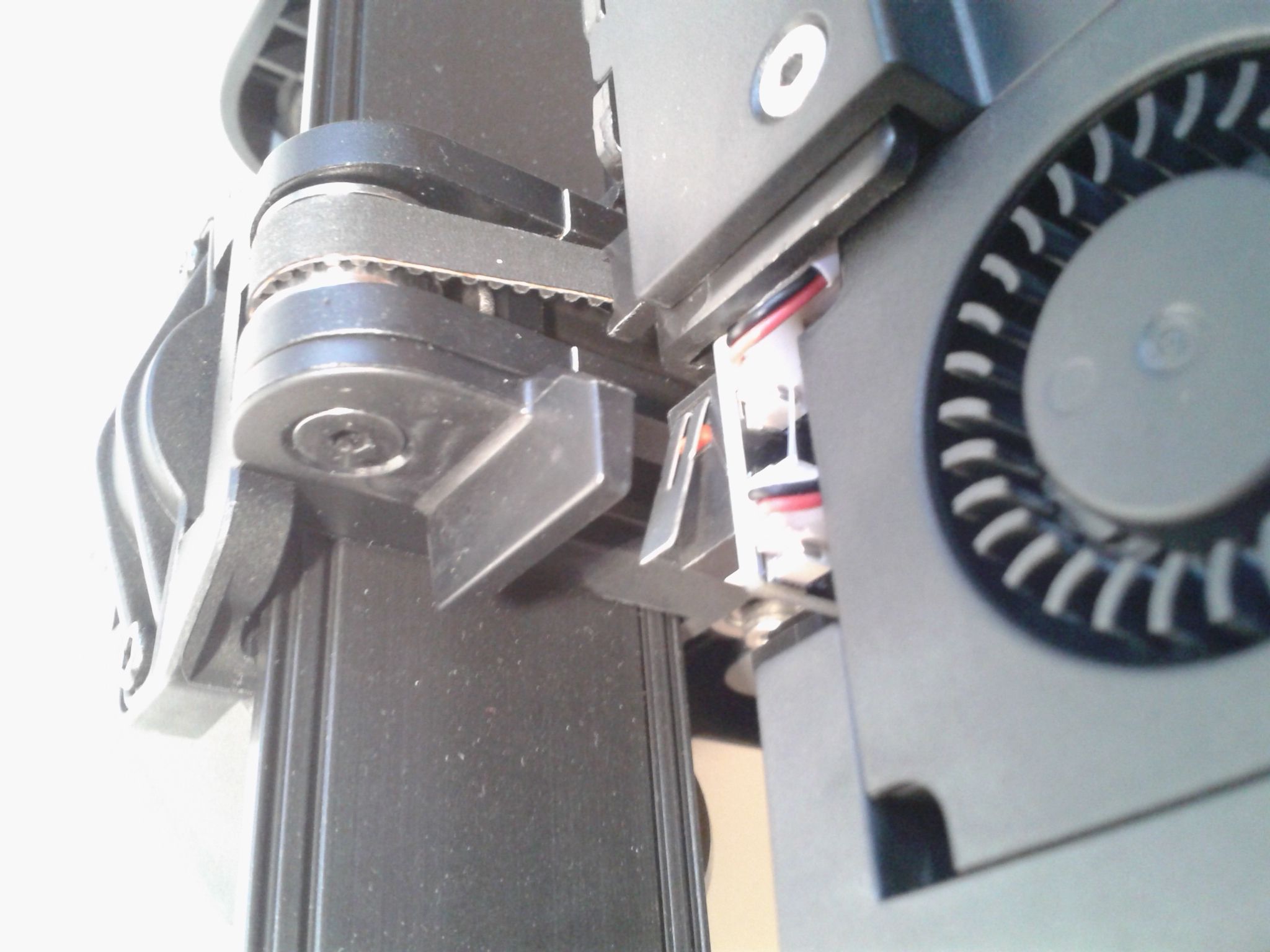
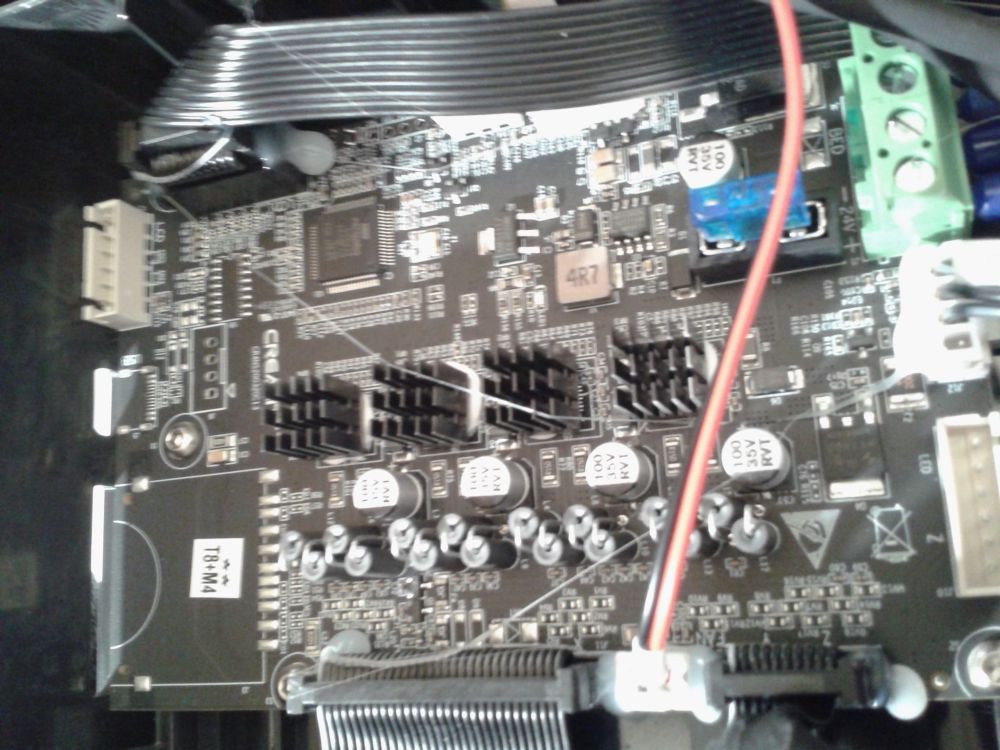
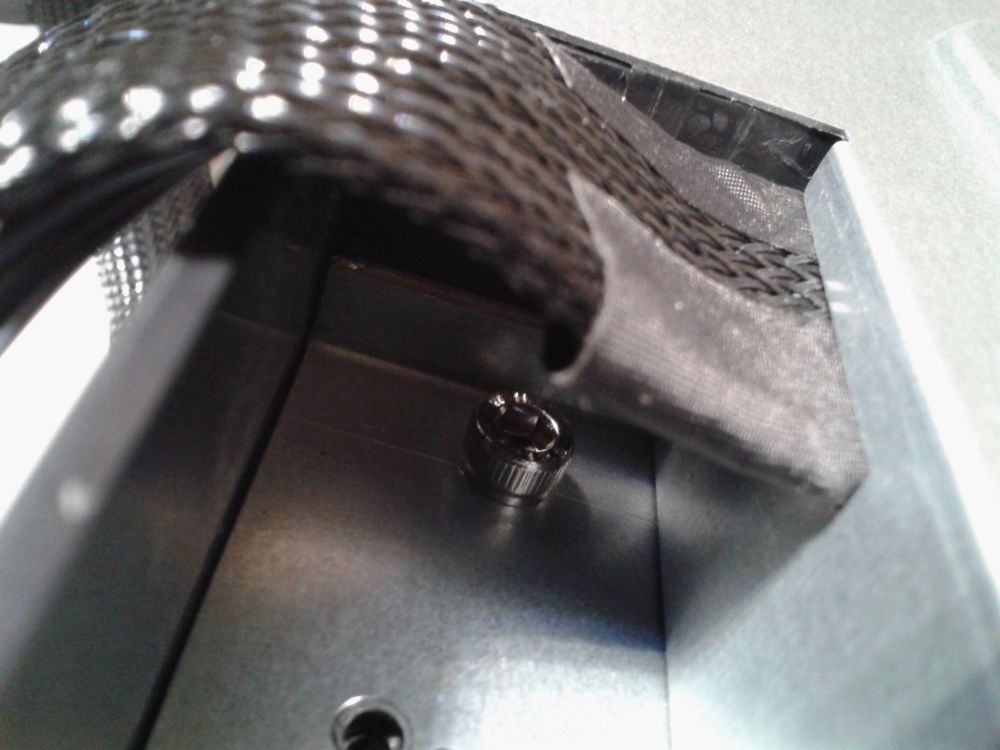
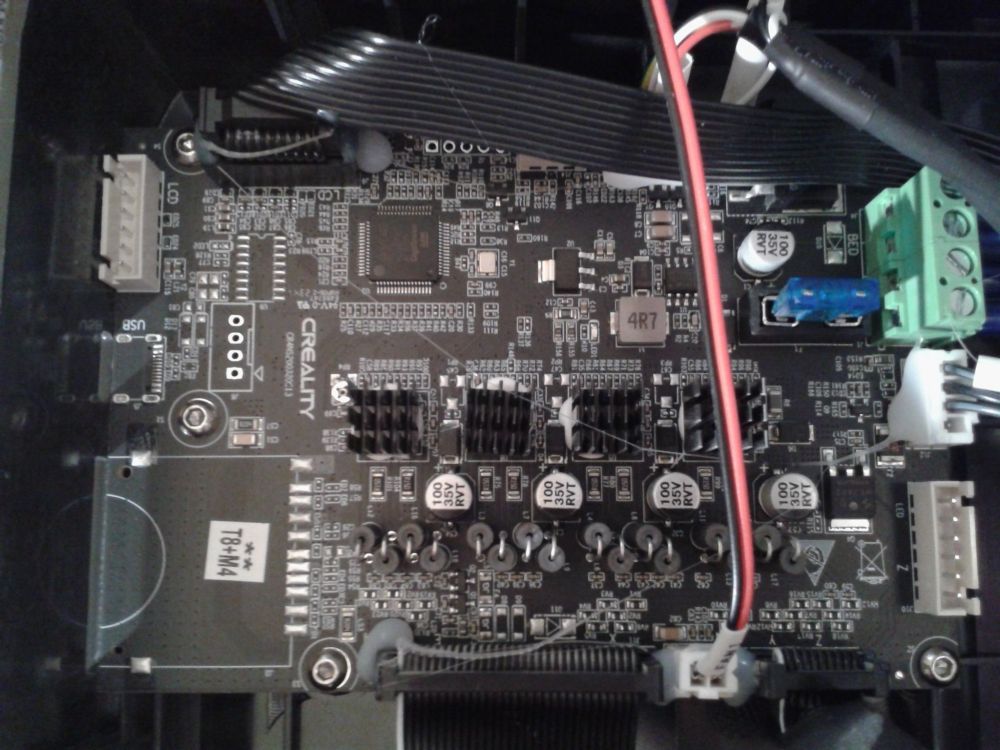
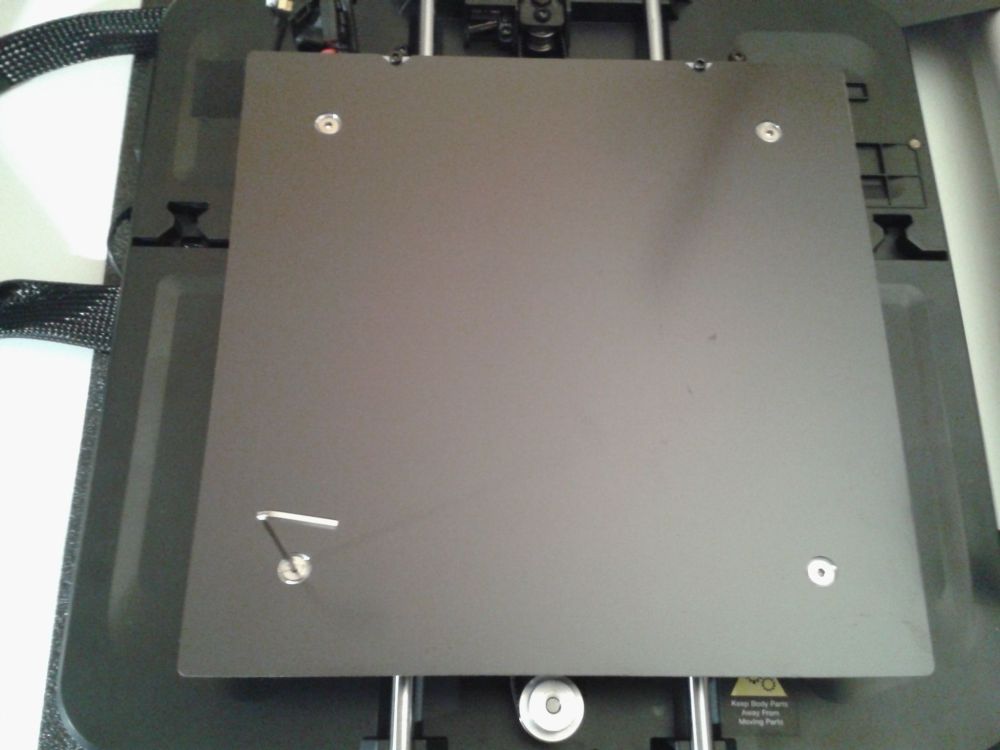
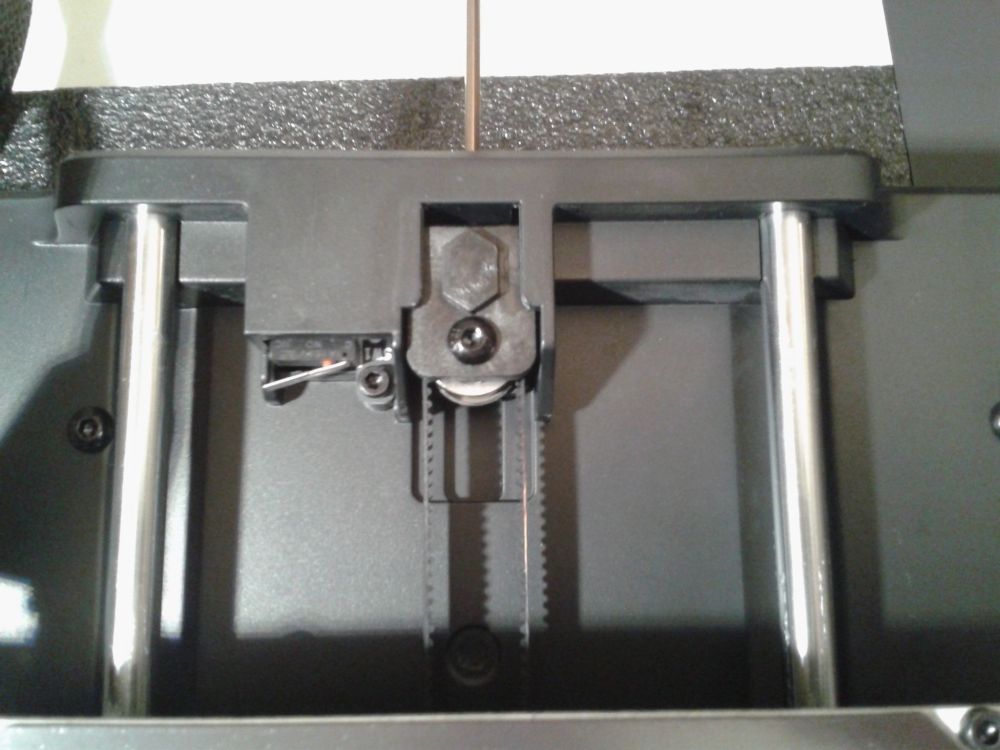
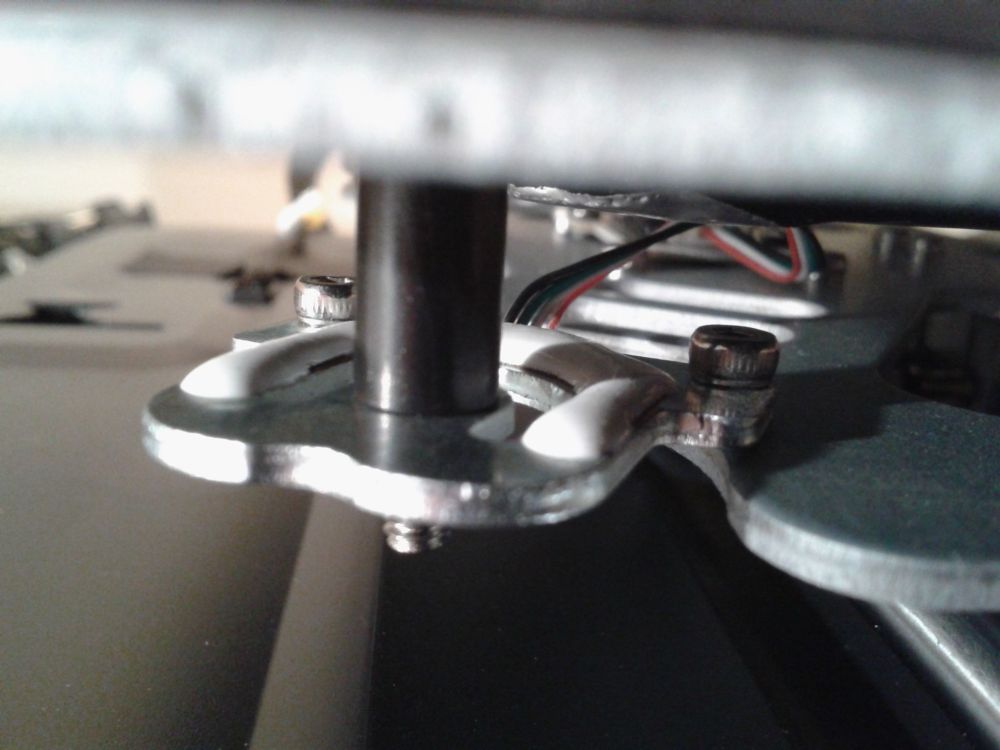
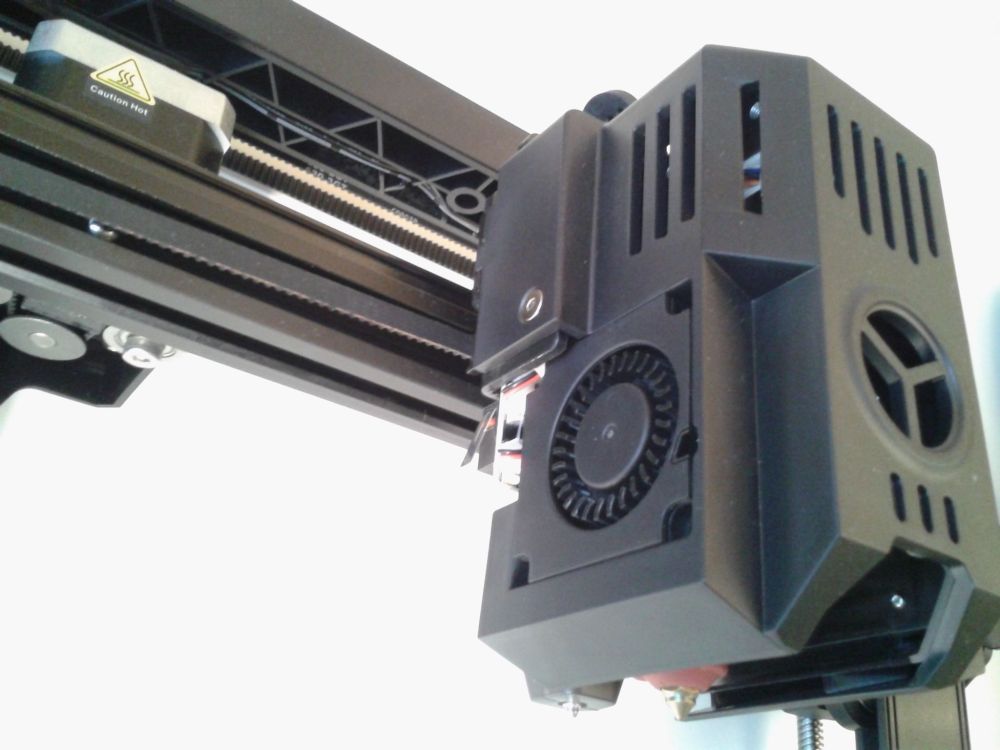
Détails matériels Premiers constats Matériellement très proche de la E3V3SE. (Sauf tête d'impression, rail linéaire axe X, capteur de fin de filament, ouvertures/fentes sur le côté gauche de la base (pour normalement accès au lecteur de carte et connexion USB-Type C de la carte-mère, mais qui ne sont pas peuplé sur la carte-mère), poulie d'entrainement de la courroie de l'axe Y avec un plus gros diamètre, ... ) J'ai eu besoins de retendre la courroie de l'axe Y(, desserrée pour l'envoi ?). Les vis de maintien du plateau, et spécialement celle juste au-dessus du capteur de pression, n'étaient pas complètement vissées/serrées ( il faut retirer le plateau flexible pour avec une clé hexagonale M2.5 avoir accès a leur tête fraisée pour les resserrer). Après ouverture du socle (8 vis empreinte hexagonale M2 à enlever, faire attention a ne pas abîmer les faisceaux de câbles les bords du socle sont tranchants) Si l'on enlève les trois vis qui maintiennent le cache plastique de la tête d'impression Sans la chaussette en silicone qui protège le corps de chauffe en céramique Cache en plastique remis sur la tête d'impression, le capteur de fin de course X ( qui "clic" quand la buté physique a gauche, pousse la languette en métal qui elle même pousse le micro switch. Et qui "clic" quand on relâche ) Pour connecteur le faisceau de câble de la tête d'impression, un connecteur 26 pins (Comme sur la E3V3SE )


















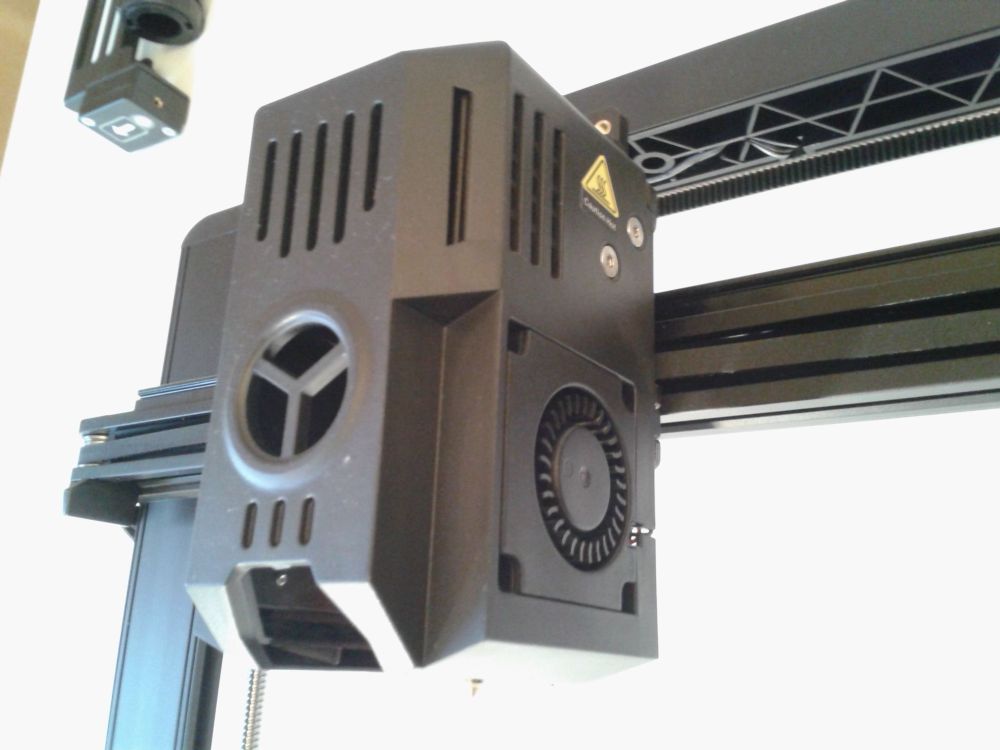
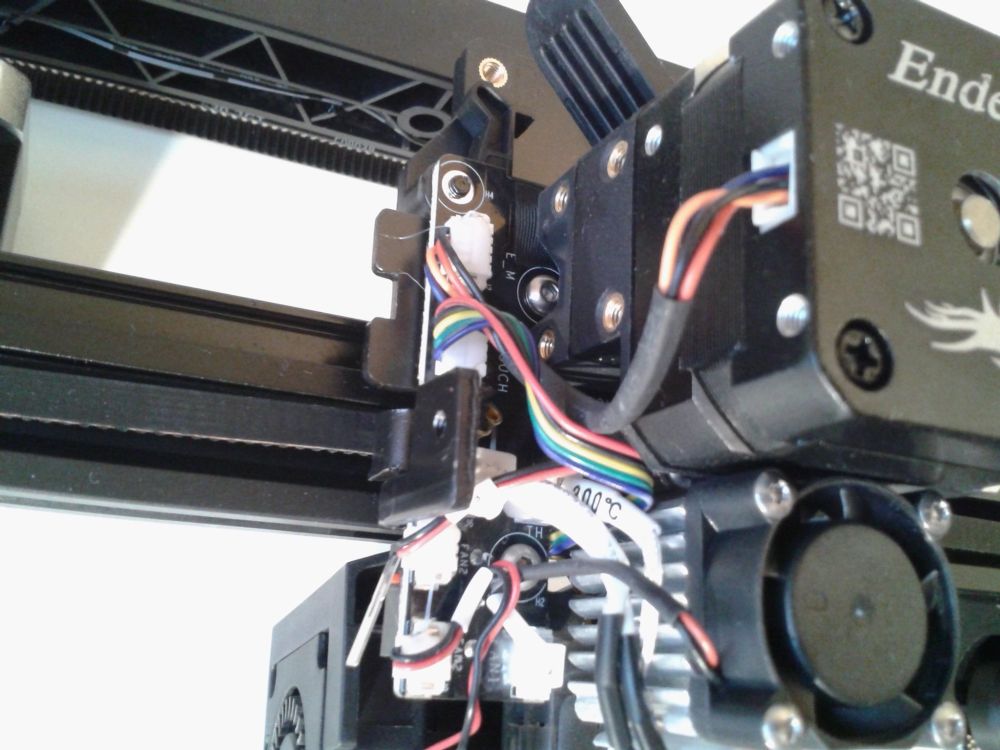
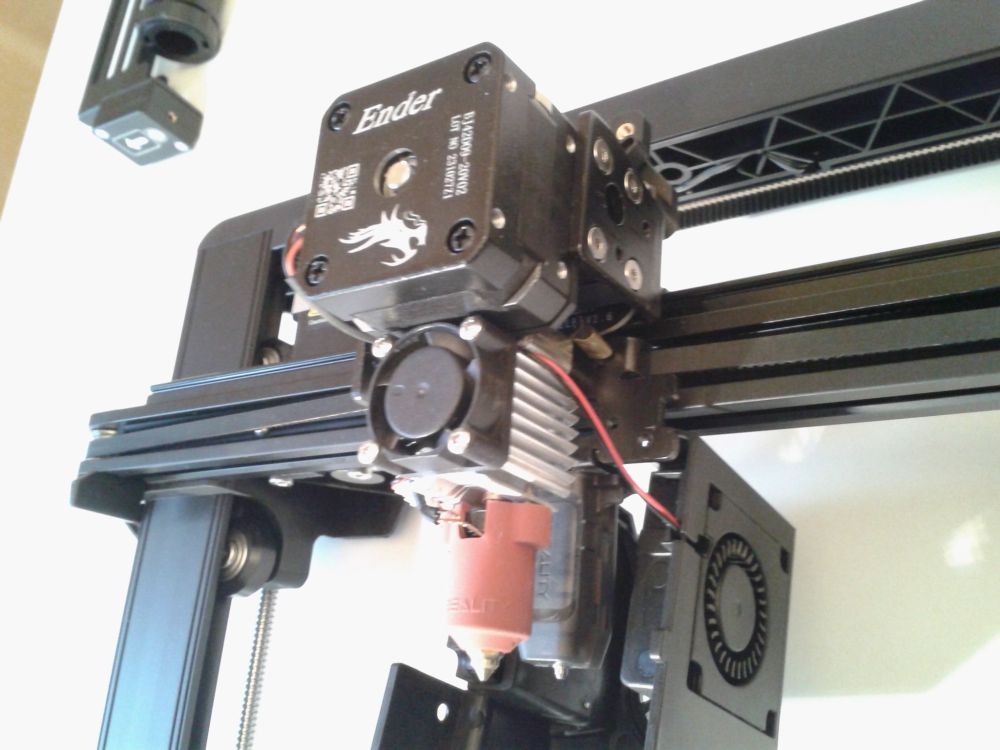


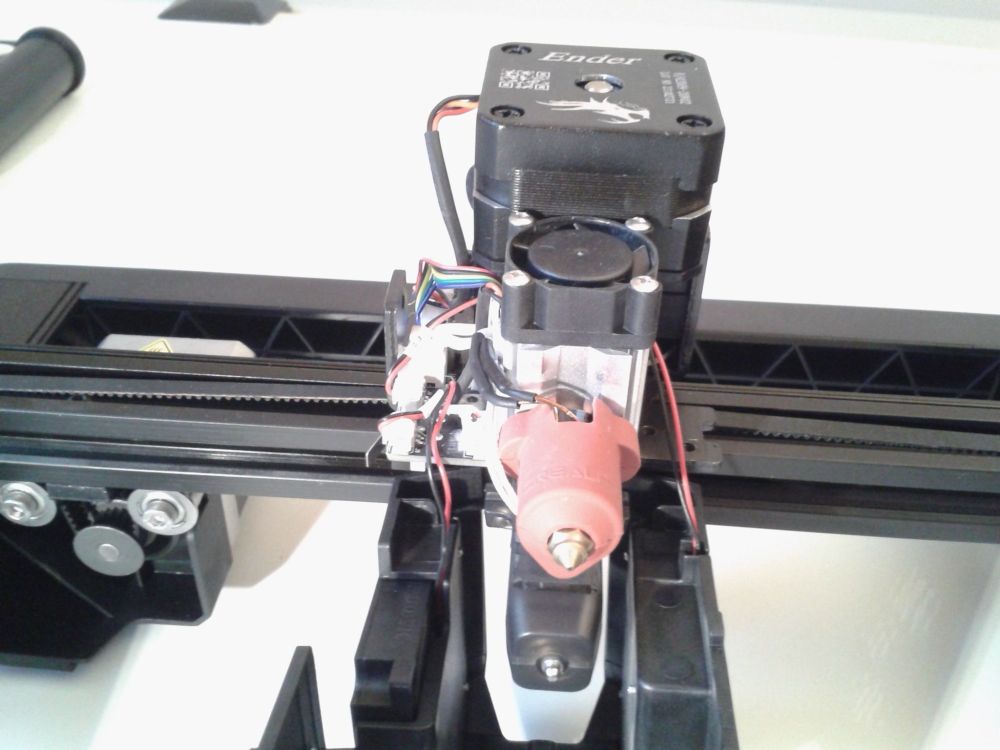

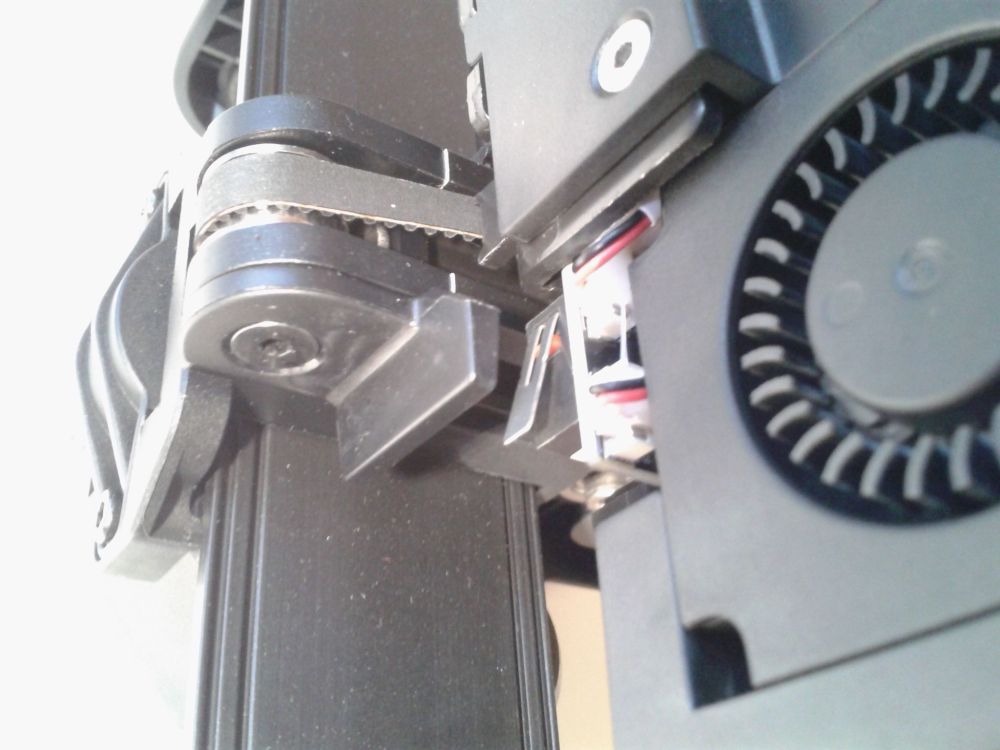
 1 point
1 point -
Ce n'est pas tes fautes d'orthographes qui vont te valoir un bannissement. C'est ton comportement et ton absence d’effort pour t’intégrer au forum. Tu dis qu'à ton age, on ne peut plus évoluer ? J'ai quasiment le même age que toi et je viens d'obtenir un diplôme de niveau bac+2 et je me dirige vers des études supérieures. Ne t'en prends qu'à toi pour ton comportement et ton potentiel futur bannissement.1 point




























.png.16cfa3fa44f4d1348a34ca6a1e6f98f9.png)
.png.60a700e8d6100e0f59e9eb548e94b239.png)