Classement




Contenu populaire
Contenu avec la plus haute réputation dans 01/01/2024 dans Messages
-
Merci, excellente année 2024 à tous également, et merci aussi de faire vivre le forum4 points
-
Je vous souhaite une Bonne et Heureuse et Joyeuse et Festive et Pleine d'imprimantes Année 2024 Paci è Saluta a tutti (bon pour la paix ce n'est pas gagné, mais on peut toujours rêver ).4 points
-
Meilleurs vœux à toute l'équipe et à tous les membres du forum. Thierry4 points
-
Bonne année à tous les imprimeurs fous (ou pas) du forum Que nos imprimantes ne soient jamais en manque de filament (ou de résine) @+ JC3 points
-
Meilleurs vœux vous tous et un grand MERCI à l'équipe qui sans eux 2024 serait bien triste3 points
-
Lu ce matin sur le forum : J'ai vu chez pas mal de clients du décyclage : ils utilisent de la matière recyclée pour faire des pièces "moins exigeantes" que les pièces recyclées. Moins exigeants que moins exigeants, cela doit faire des produits de brun.3 points
-
Bonne année à tous3 points
-
Bonne année 2024 à tous. 2023 a été une année fantastique avec plein de choses que j'ai faites et que je pouvais considérer comme impossible il n'y a pas si longtemps... La leçon principale : l'échec fait partie du succès, l'échec permet d'apprendre, et chaque échec est une étape de plus vers le succès. Et en termes de CAO ou d'impression 3D, c'est particulièrement vrai... Si je prends l'exemple des pneus (et pas seulement, d'ailleurs), cela m'a pris à peu près 2 ans, des tas d'échecs, des tas d'idées et de la suite dans les idées pour y arriver et obtenir des pneus qui fonctionnent... Donc, n'arrêtez jamais d'essayer, et parfois il faudra vous entêter pour continuer d'essayer et y arriver... Joyeuse CAO et Impressions 3D!3 points
-
Tous mes meilleurs voeux aux très nombreux Imprimeurs du forum, longue vie à nos extrudeurs3 points
-
3 points
-
En avance, je souhaite à tous les membres de ce forum, une année 2024 la meilleure possible. Plutôt qu'une carte de voeux, une mini BD Que le filament coule à flot
 2 points
2 points -
Désolé , mais si c'est pour payer un bureau d'étude, et ensuite un imprimeur pour faire les pièces ,les protos, les essais ...etc...etc... je pense que ça va te couter beaucoup plus cher qu'une imprimante début de gamme , et tu pourras faire faire joujou avec... Surtout que les pièces que tu veux faire , n'ont vraiment rien de compliqué ... Je dis ça , je dis rien !! A+2 points
-
Je confirme. Très rapidement il prend l'humidité. Au-delà d'un taux de 15%, on peut certes l'imprimer mais le rendu final est «granuleux». L'idéal c'est de le sécher longtemps puis pour l'utiliser soit le placer dans une boite hermétique avec sachet de déshydratant pour éviter qu'il ne reprenne l'humidité trop vite (ce que je peux faire avec la Qidi X-Max3 et son boitier hermétique) ou mieux le laisser dans le séchoir chauffant et l'utiliser à partir de là (nécessite des tubes PTFE de la sortie du séchoir jusqu'à la tête (mode reverse bowden). Je me souviens aussi de certains «concepteurs» (dont on a plus jamais entendu parler) qui séchaient le filament provenant d'une bobine immergée dans l'eau grâce à un boitier «magique» (une recherche sur ce forum pour ceux intéressés remontera plusieurs sujets ). Pour moi, mais. ça ne reste que mon avis et mon vécu, les séchoirs de filaments ne relèvent pas de l'effet placebo. On peut s'en passer (pas avec tous les types de filaments) si on est méticuleux et remet ses bobines après utilisation dans un sac hermétiquement clos contenant des sachets de déshydratants… mais ça demande de la manutention et comme je suis un procrastinateur né, c'est trop d'efforts2 points
-
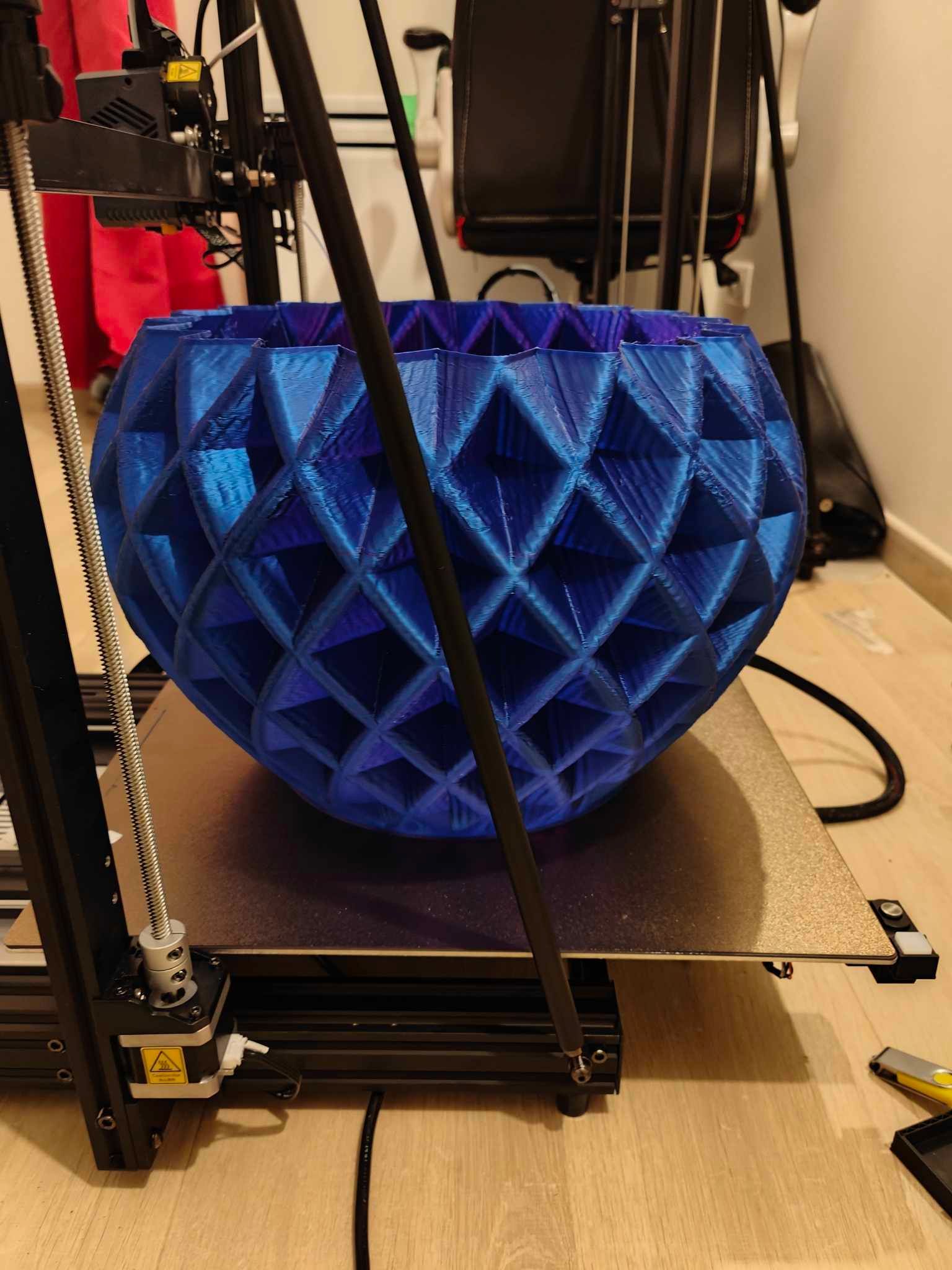
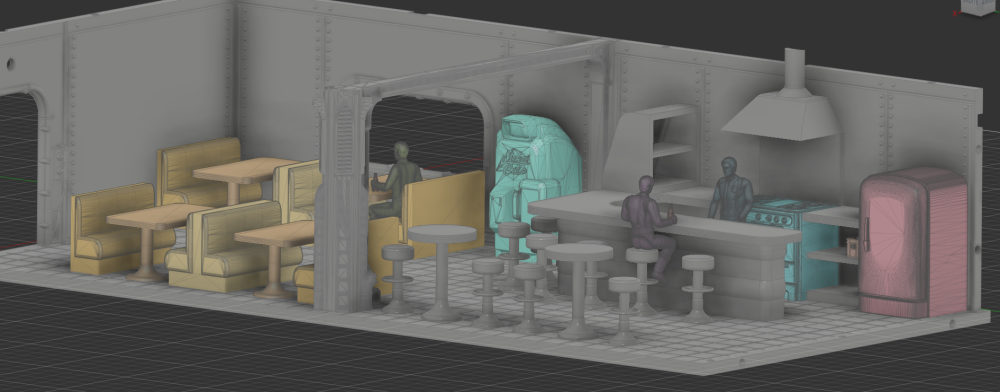
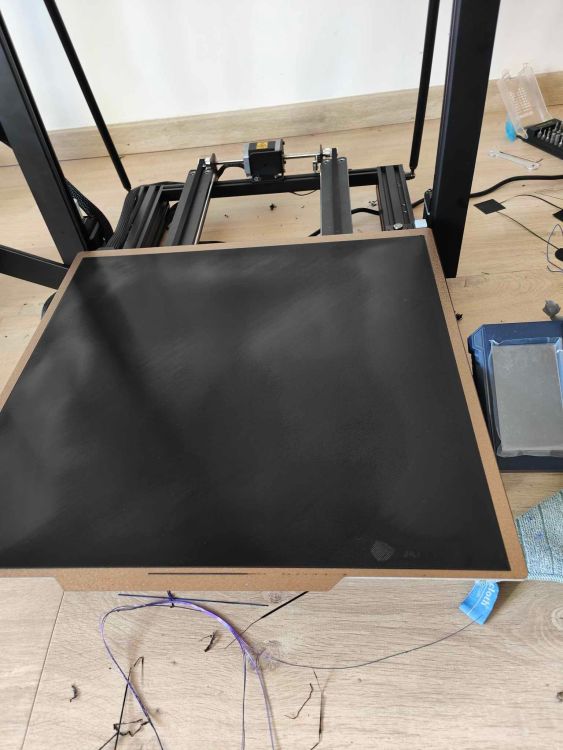
Mon premier test d’impression en buse 0,2mm, que je trouve plutôt réussi ! Hauteur de couche de 0,1mm, en 0,06 par défaut, les couches ne se liaient pas correctement. J’ai encore beaucoup de chose à apprendre xD
 2 points
2 points -
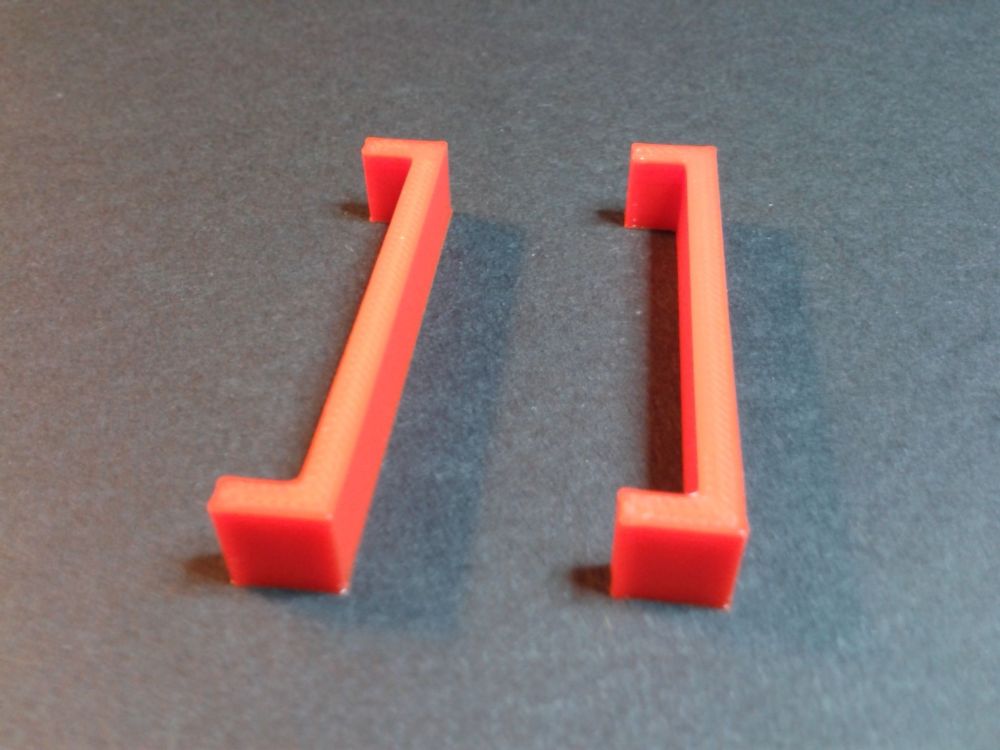
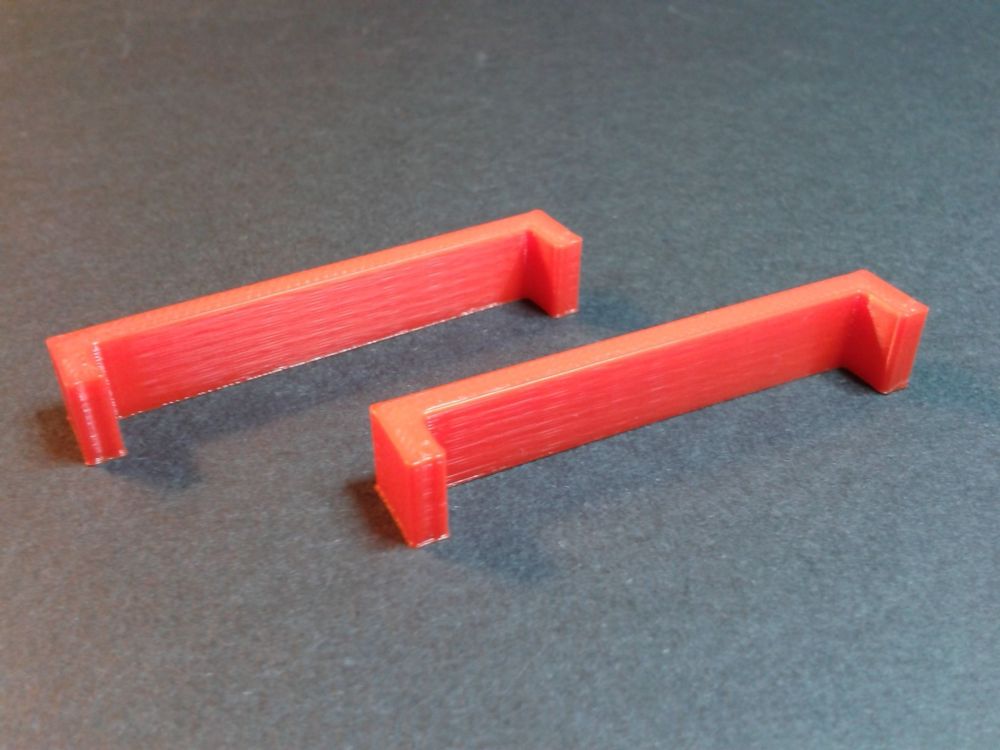
Un poil plus sophistiqué : filament_clip-RFN.stl2 points
-
Bonjour, tout d'abord Bonne heureuse année 2024. petit retour après avoir reçu ma A1 pour noël, je ne l'ai montée et testée que depuis 2 ou 3 jours. AMS Lite , (je n'avais pas de AMS sur ma P1P), je trouve ce système fort sympathique, pas encore testé le Muli couleur. juste une remarque , les bobines cartons Wanhao diamètre un peu juste, donc pas top pour le maintiens sur l'AMS. la qualité d'Impression par rapport à ma P1P, je la trouve un cran au dessus pour cette A1. Très rapide pour un imprimante avec un bed slinger. Le silence par rapport à la P1P, un régal. par contre je trouve que le déchets sont plus importants qu'avec la P1P 'les petites crottes de purge de filament au début de l'impression), va falloir que je regarde cela de plus prêt, même en mono couleur, peut être est ce du à l'AMS. Son plus gros défaut pour le moment, la qualité de la camera, mais surtout c'est quoi cette me..... de lampe, il aurait du mettre une barre de led sur le montant supérieure et une led vers la buse. Elle éclaire rien. Bon trop peut de temps d'utilisation pour un avis définitif, mais pour le moment très content de mon achat. PS: Juste un peu surpris aussi par le fait que Bambu ne teste pas l'extrusion avant envoi, le filament qui est sorti lors de mon premier print était de la même couleur que ma bobine, bizarre.2 points
-
La bobine a été enroulée, donc ... elle doit se dérouler sans soucis SAUF : 1) Si tu as lâché le bout du filament à un moment ou à un autre (et la les spires peuvent s'emmeler) 2) Si la bobine se déroule toute seule sur sont support (il faut que le support ne soit pas trop 'sans frottement' pour éviter qu'elle se déroule par inertie) et qu'elle est rembobinée 'à la rache'2 points
-
La réponse était : le filament commence par s'humidifier de l'extérieur vers l'intérieur, le séchage fait pareil. Du PLA bien cassant passé 4h à 45°C au déshumidificateur redevient souple et s'imprime sans plocs Quant au Nylon, un long passage au déshumidificateur 12h à 75°, même sorti de son emballage est obligatoire avant emploi.2 points
-
Bonjour, Il y a pas mal d'années j'avais acheté un babyfoot provenant d'un bar et qui fonctionnait avec des pièces de 50 centimes (Francs) ! Quand j'ai eu des poignées d'abîmées, j'ai donné un modèle à un ébéniste qui me les a faites en bois avec un tour et c'était parfait. J'ai revendu le babyfoot il y a longtemps, mais les poignées n'avaient pas bougé. A+++2 points
-
Je pense que tu utilises correctement la colle néoprène. Petit rappel: enduire d'une fine couche les deux surfaces à coller, laisser sécher et enfin plaquer les deux surfaces.2 points
-
J'ai vu chez pas mal de clients du décyclage : ils utilisent de la matière recyclée pour faire des pièces "moins exigeantes" que les pièces recyclées. Par exemple en emballage, le transparent est fait à partir de matière neuve ; la matière première recyclée sert à faire les teintes sombres ou opaques. De même les pièces techniques sont faites avec de la matière neuve, tandis que la matière recyclée sert à produire des pièces non techniques (cales de protection d'emballages, matériaux isolants, pièces non visibles, ect...) C'est mieux que rien mais il faudra toujours de la matière neuve pour faire tourner la production. Ce qui m'interroge en revanche c'est la multiplication de pièces plastiques avec des inserts en métal. Il n'y a pas longtemps j'ai démonté des imprimantes laser, jet d'encre et laser HS pour récupérer des pièces. Il y en avait de plusieurs époques, années 80 jusqu'à aujourd'hui. Sur les anciennes on trouvait principalement soit des pièces entièrement en métal, soit entièrement en plastique, on pouvait donc séparer facilement par démontage les différents matériaux. Sur les récentes j'ai trouvé beaucoup de pièces surmoulées, c'est à dire des pièces en métal enrobées de plastiques, non séparables (les parties en métal sont placées dans les moules de presses à injecter puis du plastique est moulé tout autour). Pour recycler ces pièces surmoulées, il faut les brûler pour récupérer le métal. Certes on peut dire que le plastique, en tant que combustible, aide à fondre le métal pour le recycler. Les pièces surmoulées était typiquement des connecteurs et capots de composants électroniques ; mais maintenant, je trouve de plus en plus de pièces mécaniques surmoulées. Je m'étais rendu en déchetterie avec mes "restes", c'est à dire les pièces qui ne m'intéressaient pas pour la récup. J'avais tout trié : - les pièces en métal - les pièces en plastique - les cartes électroniques - les fameuses pièces surmoulées Les agents de la déchetterie étaient bien embêtés avec la caisse de pièces surmoulées... Logiquement elles auraient du aller dans la benne métaux, mais ils l'ont versée dans la benne "divers / déchets de chantier" Les pièces multimatéraux ou composites sont difficiles à gérer pour les filières de recyclage. De même pour tout ce qui est assemblé par collage. Une bonne écoconception devrait favoriser des objets constitués de pièces monomatériau séparables facilement.2 points
-
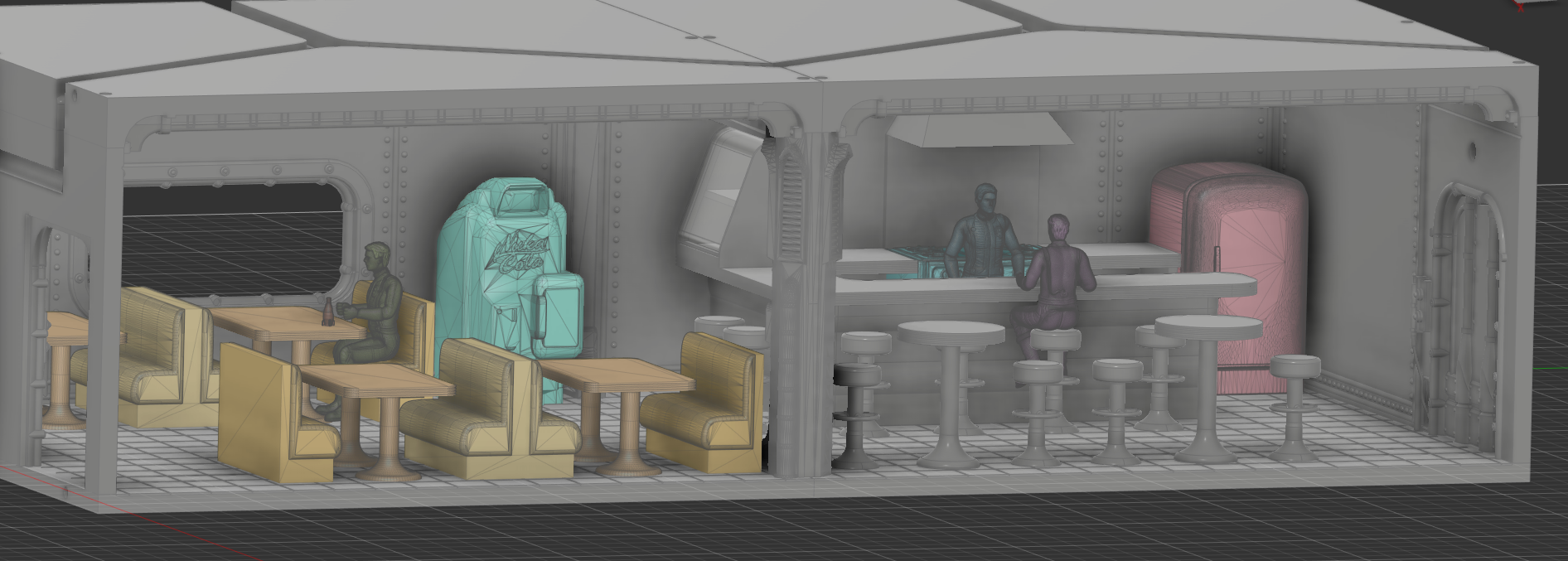
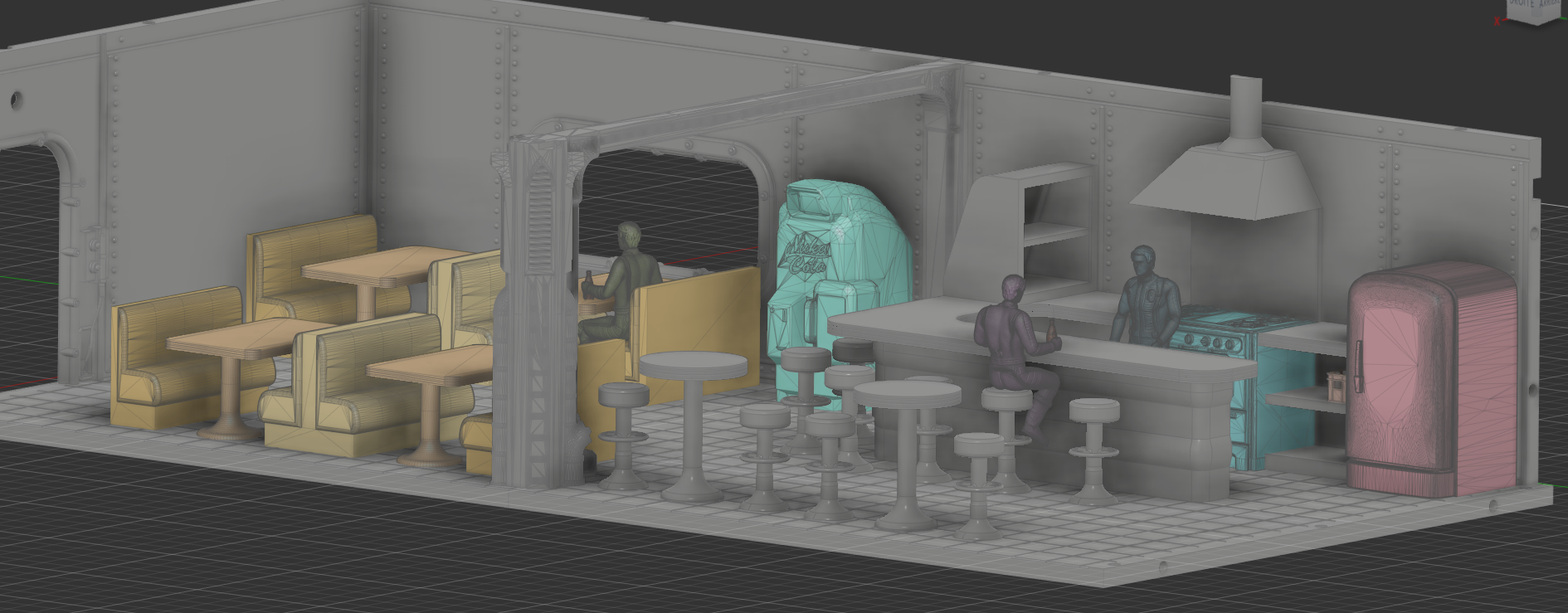
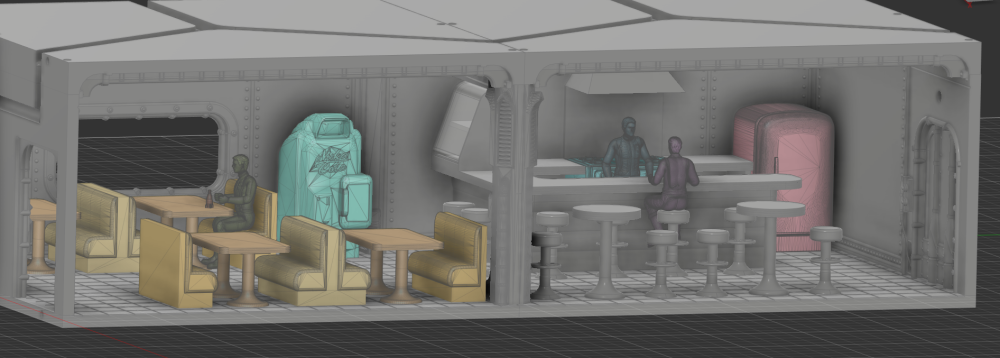
Aménagement de la cantine
 2 points
2 points -
2 points
-
Merci @fran6p Mes meilleurs voeux à toi et à l'ensemble de la communauté !!2 points
-
Merci @fran6p Bonne et heureuse année 2024 à tous. Jean-Marie2 points
-
Bonne et heureuse année 2024 à toutes les "printeuses" et tous les "printeurs" de France et d'ailleurs !2 points
-
Merci @fran6p, comme je suis le premier à répondre je me joins à toi pour souhaiter à tous les modérateurs et à tous les membres du forum une excellente année 2¹⁰+10³2 points
-
En vous souhaitant un excellent réveillon du nouvel an, voici notre dernier hebdo 3D de 2023 avec des news de Creality, Flsun et OrcaSlicer, un tuto Qidi et plein de projets DIY ! https://www.lesimprimantes3d.fr/semaine-impression-3d-417-20231231/2 points
-
Il y a tout de même un truc que j'aimerais bien que l'on m'explique. Comment un séchoir, même performant, peut sécher 330 mètres de fil bien serré sur une bobine de moins de 20cm de diamètre ? A la rigueur les dernières couches mais 330 mètres j'ai un doute, effet placebo ? Par contre sécher en imprimant, oui, pourquoi pas si le local est très humide. Je pense qu'en faisant le vide avec un aspirateur et un ou deux sachets de silicate c'est aussi efficace.2 points
-
J'ai longtemps pensé que c'était peu utile, et pourtant je n'imprime que du PLA et du TPU et j'ai peiné à mettre en avant une différence lorsque j'ai testé le matos Eibos mais j'ai eu quelques cas de figures de TPU et PVA gorgés d'eau qui déconnaient grave à l'impression !2 points
-
Que c'est utile pour le pla qui a pris l'humidité, le nylon, l'abs qui est resté dans l'eau pendant 2 mois, ... Par contre je n'utilise pas un séchoir à filament, mais un déshydrateur à aliments (plage de 30° à 95°, Ventilation, grande capacité et minuterie)2 points
-
Bonjour, J'ai voté "Utile" mais ta question est ambiguë... Pour moi, sécher le filament, surtout quand c'est du PLA qui n'a pas été conservé sous vide, ce n'est pas utile mais nécessaire. Par contre, je pense que de nombreux modèle de séchoir ne font pas le travail attendu. Par exemple quand ils ne font que chauffer, ça peut à la limite suffire pour préparer un filament en cours d'impression, mais pas pour sécher la bobine : dès l'arrêt, l'humidité va revenir dans le filament car elle n'a pas été évacuée. On peut cependant améliorer le fonctionnement avec des sachets ou des contenants de silicates qu'il faudra sécher entre 2 utilisations (au four ?). Il existe cependant des modèles avec ventilateur permettant l'extraction de l'air chaud chargé d’humidité : là ça peut s'appeler séchoir... Mais un four, à condition de pouvoir l'utiliser plusieurs heures d'affilé, peut largement suffire...2 points
-
Note que la poignée n'as pas besoin d'être pleine pour avoir le plus de résistance. Au dessus de 60% de remplissage l'augmentation de la résistance sera négligeable.1 point
-
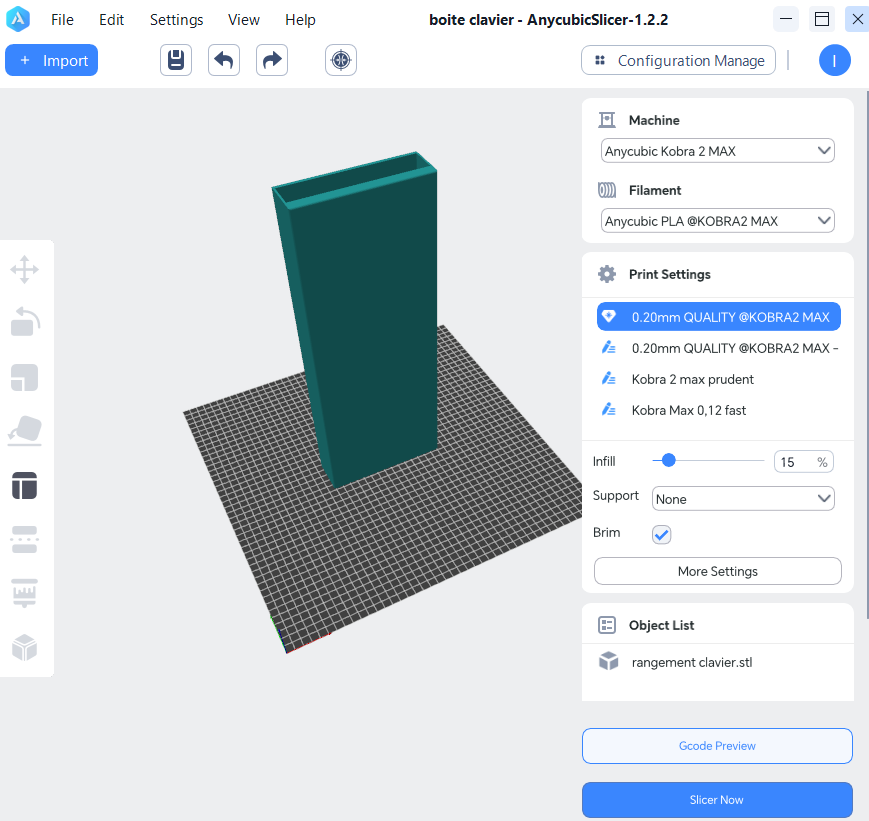
Hello et bonne année à ceux qui liront ce message J'ai voulu imprimer une grosse pièce pour ranger un clavier sans fil sous une étagère. 4 plantage de fou, toujours au même endroit, la machine me fait un bel écran noir et arrête tout. J'ai testé en re-sliçant le fichier, j'ai changé la clé USB, renommé le fichier, rien à faire... Je l'ai cut sur bambu et sorti avec la bambu lab sans problème, un conflit non identifié avec Anycubic Slicer et le stl (que j'ai modélisé moi) j'imagine. J'ai ensuite fait le ptit renard en 0,12 à la kobra, (à droite Kobra 0,12, à gauche P1P) je confirme que c'est aussi honorable que ce que me fait ma P1P maintenant. Par contre, les calibrations de la machine sont très hasardeuses. J'ai fait un énorme test de leveling, c'est toujours loin d'être parfaitement parfait, et vu qu'on ne peut pas régler réellement par point le niveau bon... On baisse la vitesse des premières couches et ça devrait s'adapter, sans être niquel. J'ai retenté le vase, le soucis de ce système de la bobine sur la gauche, c'est que dès que la tête fonce tout à droite et revient sur la gauche, bah ça a refait un foutu noeud... Donc j'suis monté toutes les 15 minutes pour détendre un peu la bobine, pendant 5 heures, puis à un moment, je n'ai pas vu le temps passé et trop tard, ça a imprimé dans le vide. Là malheureusement avec une bobine avec un noeud, rare sont les machines à pouvoir régler le problème. (puis vu que ça tirait parfois, y'a clairement des endroits sous-extrudés) C'est bon pour le vase, même si il est pas complet ça peut fonctionner. Je vais faire une petite pièce en PETG et en TPU, un torture test en PLA puis j'vais tenter un gros projet le temps de commencer la rédaction du test Au moins mes échecs font un heureux




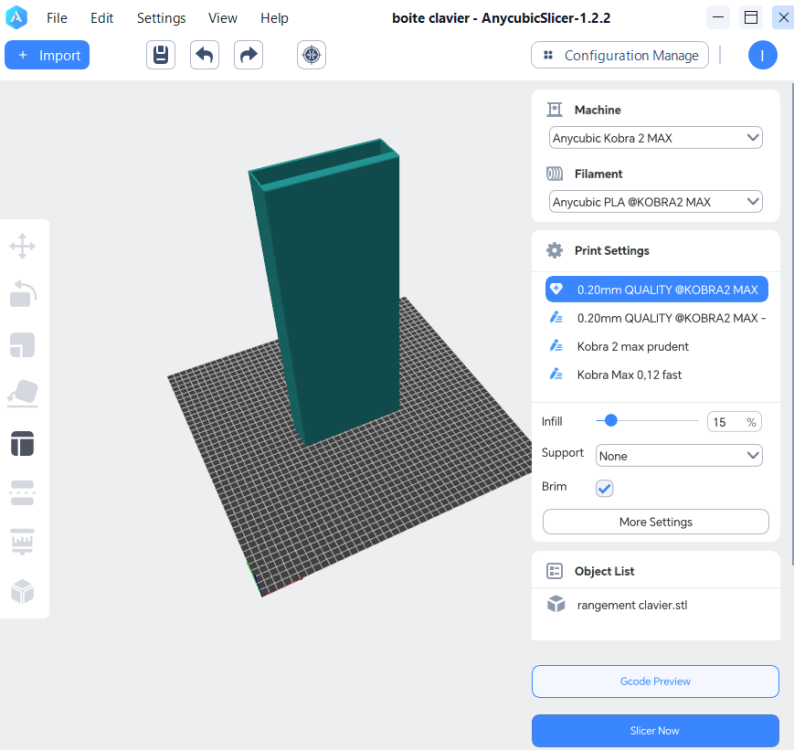 1 point
1 point -
Pourquoi tu en veux un deuxième1 point
-
Merci à tous pour vos réponses et bonne année 2024.1 point
-
tout à fait, de même qu'une imprimante. densité magnésium vers 1.78, PLA vers 1.25, le Nylon (PA) vers 1.14 et l'aluminium 2.7.1 point
-
Cette poignée en aluminium ne fait-elle pas l'affaire ? Deux diamètres 14 ou 15mm en M12 à droite 30 à 40€ pièce https://www.accessoire-baby-foot.com/produit/piece-detachee-neuve-baby-foot/poignee-baby-foot/poignee-longue-aluminium-baby-foot/1 point
-
Les les poignées bonzini cylindriques métal magnésium font 120 grammes, la même en PLA plein serait dans 80 85 grammes, un peu moins en PP. (rapport des densités) Tu n'as pas précisé quel était ton objectif ni ton besoin en nombre de poignées ? Ce sont des paramètres importants pour faire ton choix. Par exemple un proto fonctionnel ok après tu achètes une imprimante FDM entre 200 et 1000 € et tu imprimes. ( prix selon la matière retenue et autres usages) les SLS sont des imprimantes pro (pas le même prix). Si c'est à faire fabriquer, selon le nombre d'exemplaires, cela peut-être aussi du moulage, injection,....1 point
-
Bonne année ! Personnellement je suis passé à la distillation qui en effet n'est pas sans danger( risque incendie et les vapeurs donc toujours en extérieur sous haute surveillance et avec une couverture anti-feu ou un extincteur à porté de main. ) mais cela donne un IPA presque pur. Or là a exposer, laisser sédimenter/filtrer tu obtiendras a force un IPA de plus en plus collant car contenant toujours certain composant de la résine. Là pour le blob visqueux de résine+IPA, avant de distiller, j'utilisais un torchon propre (tissage fin mais résistant, en gros un équivalent d'une étamine ou chiffon/filtre a fromage), pour filtrer et presser le blob (tendre le tissus au dessus d'un bac, verser au centre du tissu, chopper les quatre coins du tissu et tourner, vriller, le tissu pour écraser le blob prisonnier du tissu) et en extraire le jus. Sinon on parle d'autre technique de recyclage dans le sujet suivant1 point
-
Peut-être as-tu mal lu ?1 point
-
J'en ai un aussi (esun ebox lite). Acheté quand j'ai trouvé que certain filaments ne s'imprimaient plus comme au début. Ça les récupère bien, notamment quand ils deviennent cassant (cas de mon pla+ esun) ou bien quand des petits manques de matière apparaissent (si je me trompe pas ce sont de petites bulles d'eau qui éclatent en passant la buse). Après ça reste dépendant des filament, j'y passe rarement le Prusament (PLA ou PETG), plus souvent le esun esilk (PLA). Pour le TPU la différence est flagrante (au moins avec le Filamentum Flexfill TPU 98A). Comme évoqué par certains, il faut un certain temps pour atteindre les spires intérieures, donc anticiper le séchage (voir laisser sécher en imprimant). Et tout ça en stockant "proprement" mes filaments (dans un placard dans leur boîte + sachet + billes absorbantes).1 point
-
Sur le plateau Ultrabase de mon i3 Mega, j'avais réussi à sortir quelques pièces avec des déformations importantes, mais maintenant que j'ai installé un PEI mixte lisse / texturé, c'est encore pire !! J'ai essayé d'imprimer sur le côté texturé en mettant du Dimafix en plus, mais au bout de quelques couches, la pièce se balade sur le plateau !! J'ai essayé différentes plages de températures pour la buse et le plateau, mais rien à faire, ça ne fonctionne pas !! Je ne sais pas si c'est mon filament nylon de chez Grossiste 3D qui ne vaut rien ou si c'est moi, mais je n'arrive à rien. Dernièrement, j'ai voulu imprimer des embouts de pieds de chaises pour un ami, donc des pièces pas très grandes, environ 25 mm de diamètre, et j'ai du abandonné et les imprimer en ABS. A+++1 point
-
J'ai la A1 depuis 2 semaines et je suis vraiment content de mon achat ; je pense que tu ne devrais pas être déçu. Je me sers assez peu de l'AMS pour le multi couleur, mais pour finir les fins de bobines, c'est top !1 point
-
Commande passée le 26 décembre pour une Bambu Lab A1, imprimante reçue aujourd'hui (30 décembre). J'ai aussi commandé du PLA que je n'ai pas encore reçu (c'est envoyé à part). Donc pour le moment, j'ai juste pu faire quelques tests avec les 20g de PLA royalement offert avec l'imprimante. Mais la qualité est là (selon mes critères de débutant) et le bruit qui me faisait peur est tout à fait acceptable, je suis agréablement surpris, je m'attendais à bien pire (difficile de se rendre compte uniquement sur la base des vidéos Youtube). C'est effectivement le ventilateur qui est la partie la plus bruyante. Mais limité à 80% max, c'est tout à fait correct et quand je ferme la porte de mon bureau où j'ai installé l'imprimante, on entend quasiment plus rien. Merci encore à @MrMagounet pour ses précieux conseils.1 point
-
Suivant les cours du pétrole le plastique recyclé est plus ou moins cher que le plastique premier choix (dans les gammes dites de commodités). Heureusement qu'il y a de nouvelles obligations et la mode écolo car sinon la filière du recyclage pourrait disparaitre avec un baril à moins de 50$. Le recyclage est assez énergivore et couteux quand on détaille toutes les opérations: - Achats des rebuts chez les transformateurs, - Transport des rebuts, comme c'est sous la forme de pièces injectées ou autres procédés, il n'y a en moyenne que 5 à 8 T dans une semi complète. - Broyage par lot de même matière. - Dépoussiérage de la matière broyée - Transport chez celui qui va transformer ce broyé - Analyse afin de définir les pourcentages d'adjuvants à intégrer, si on refait une matière de bonne qualité et de caractéristiques constantes. - Séchage du broyé puis extrusion et coupe - Mise en sac ou bigbag - Transport chez le nouveau client ET OUI, le recyclage ce n'est pas que "Y a qu'a faire"1 point
-
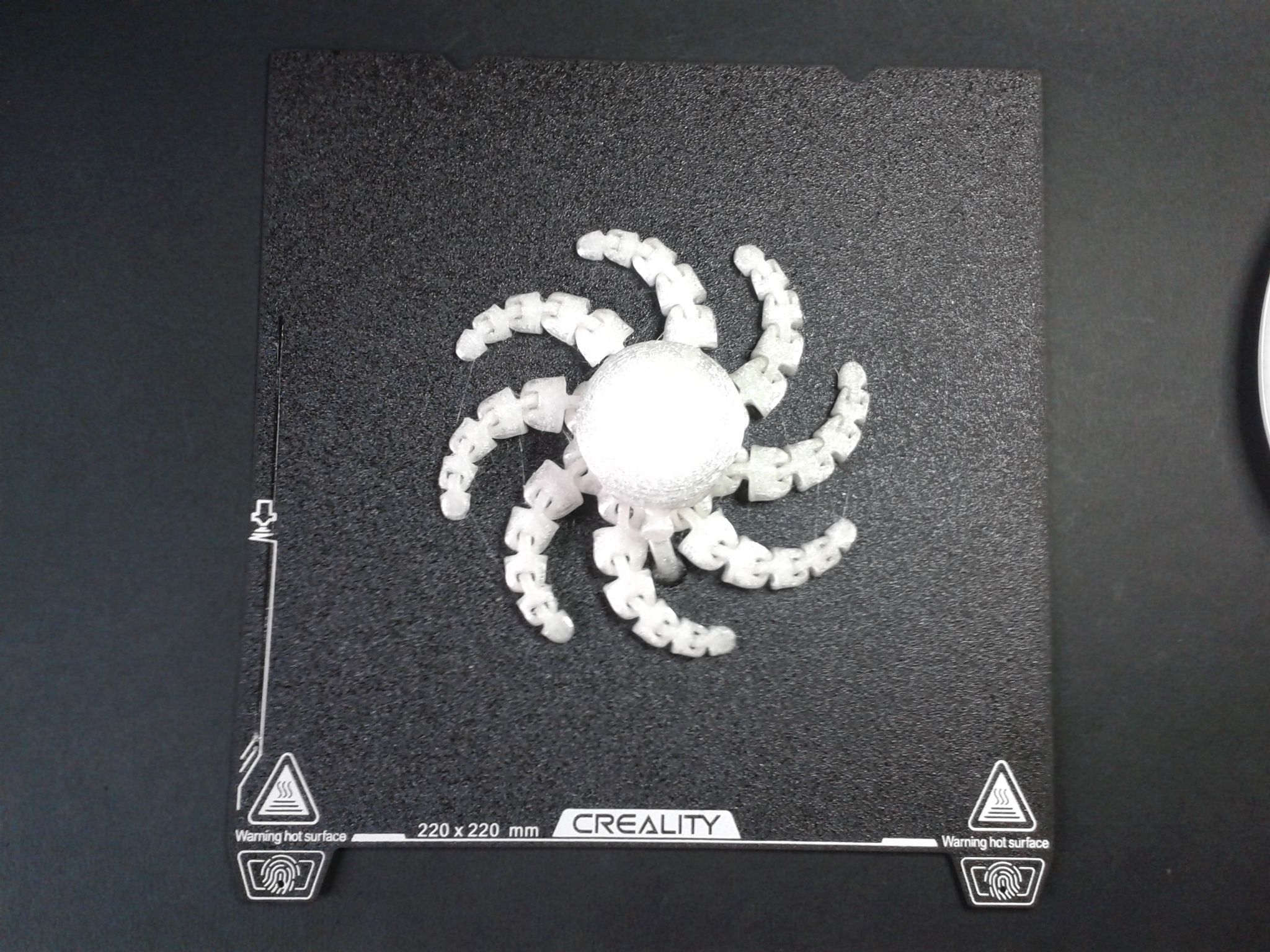
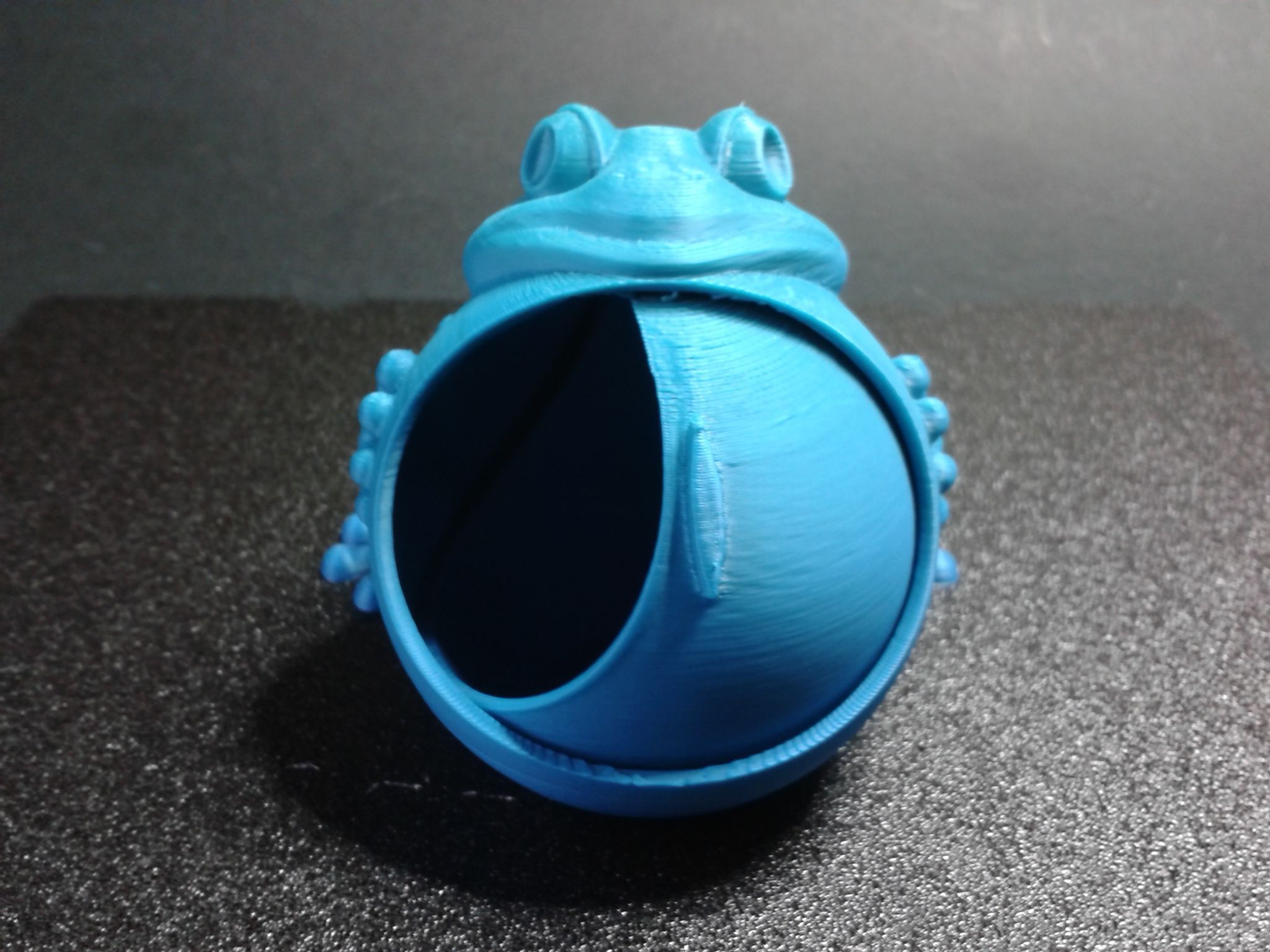
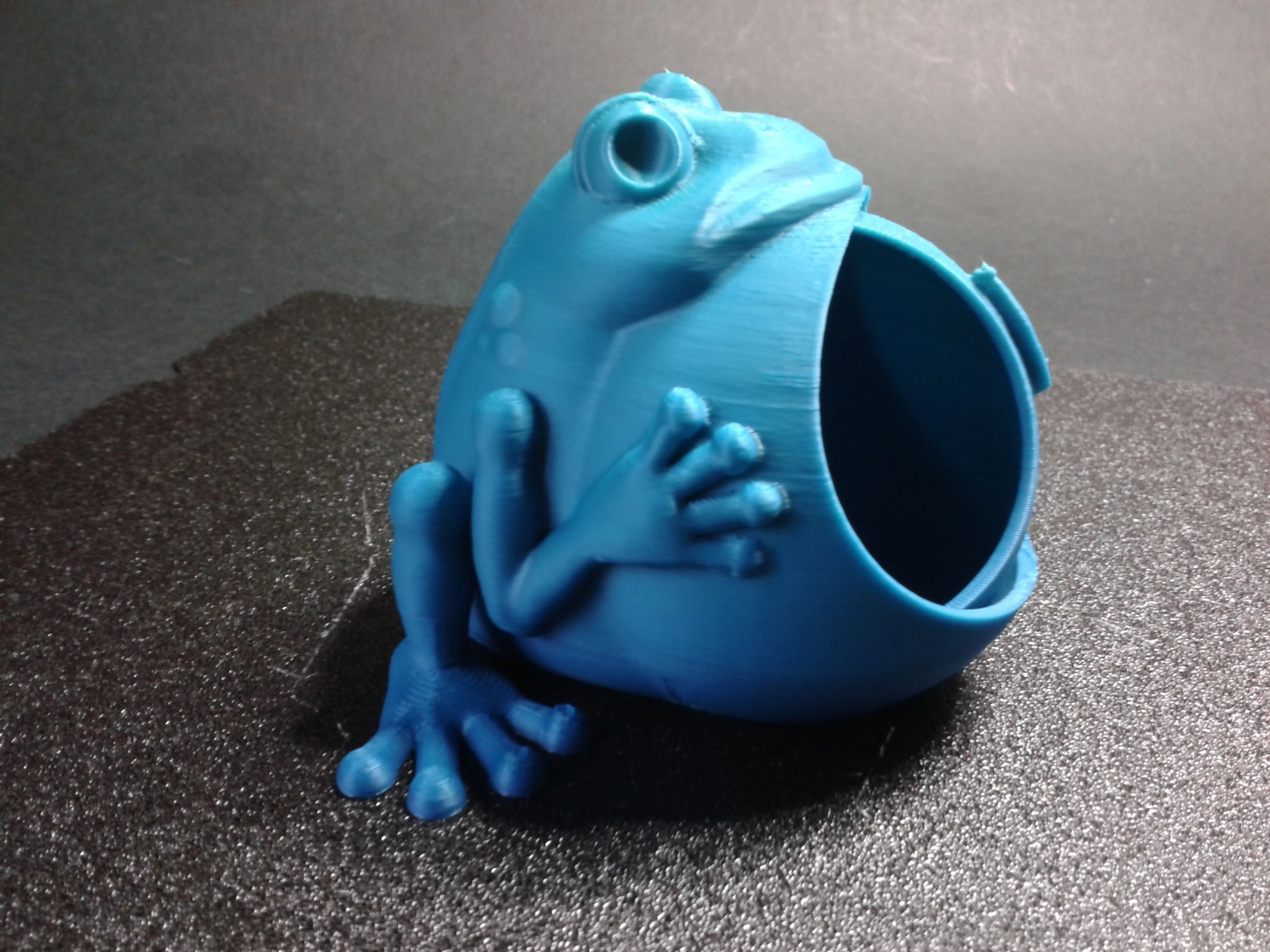
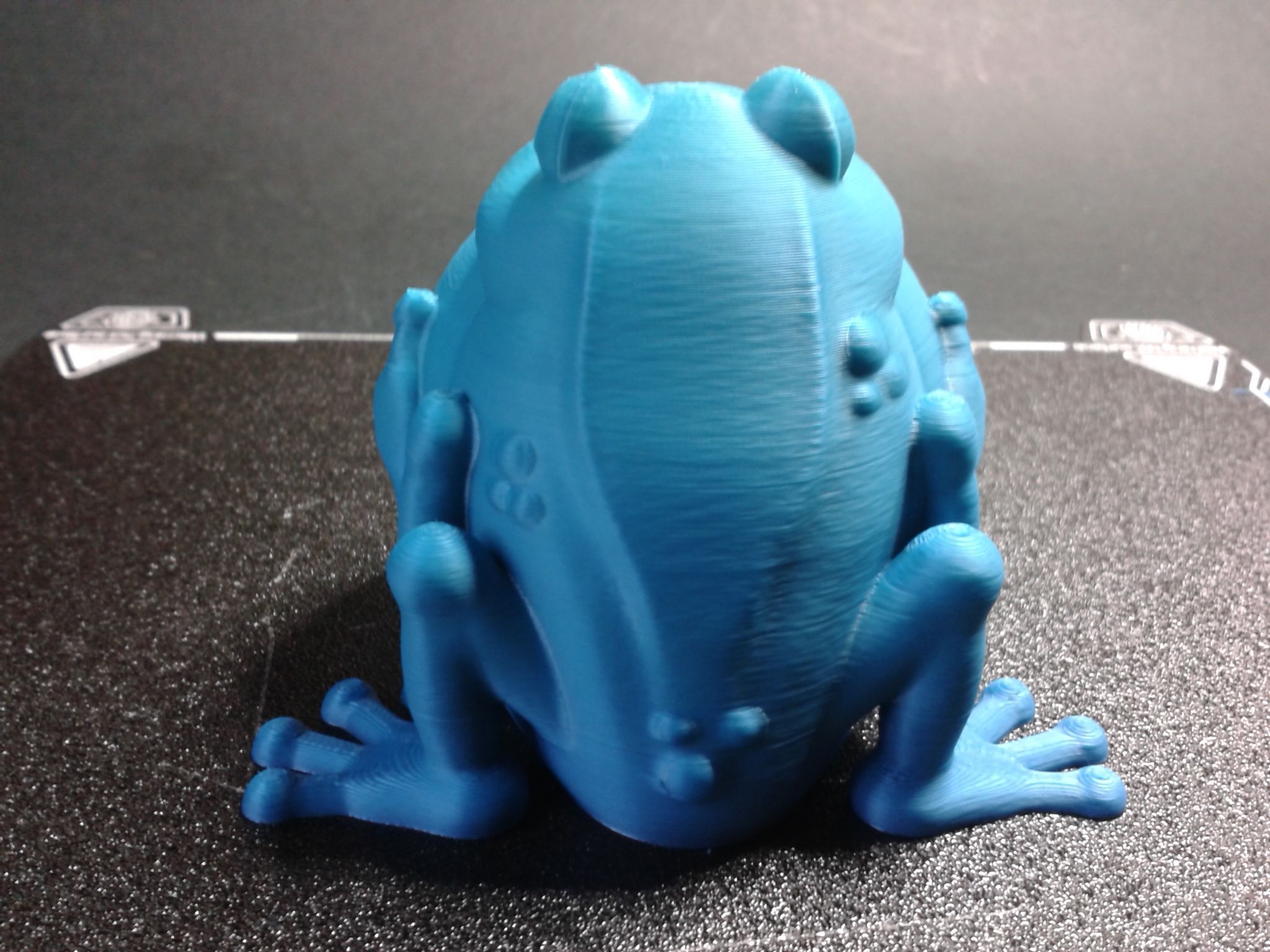
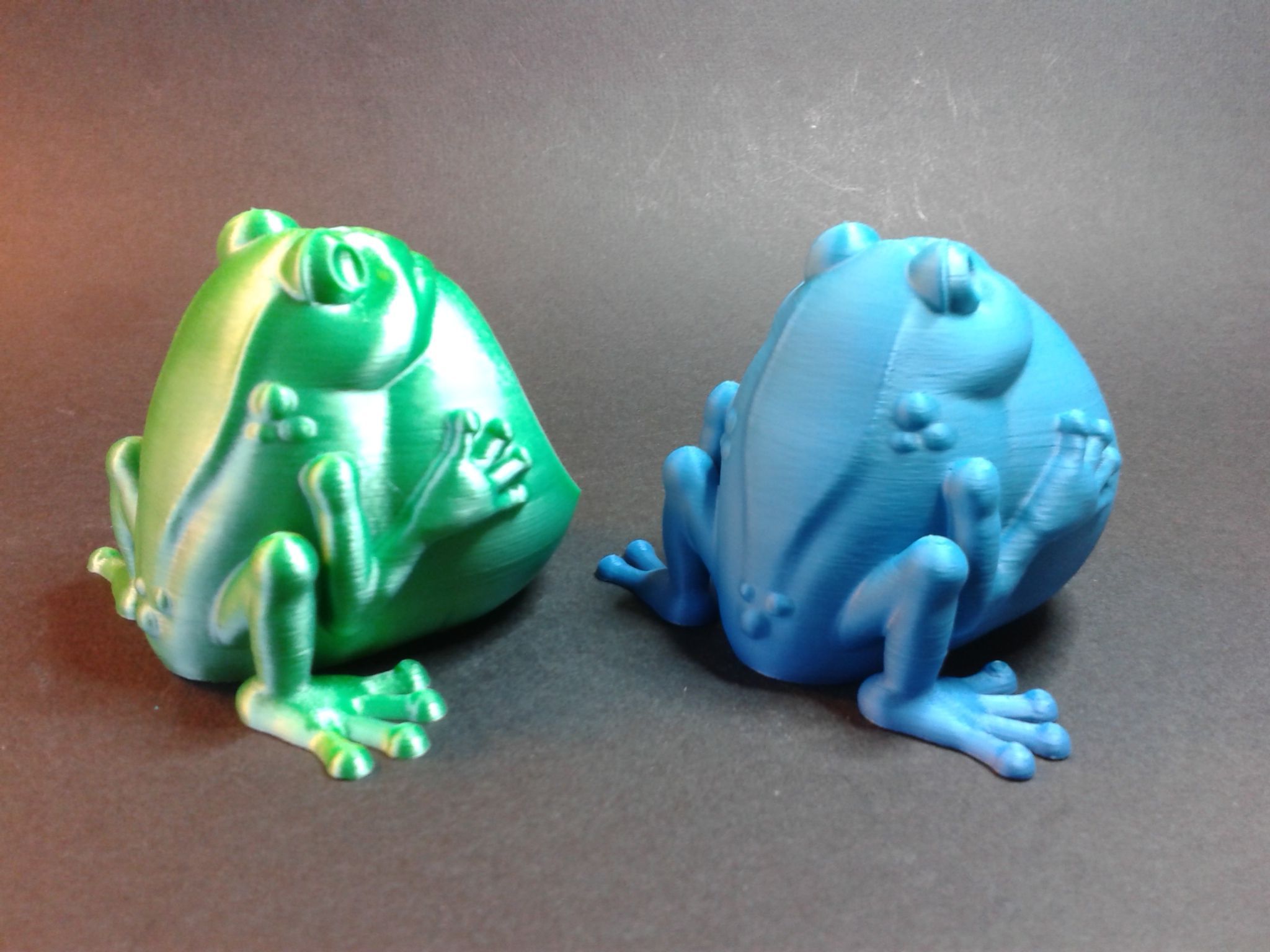
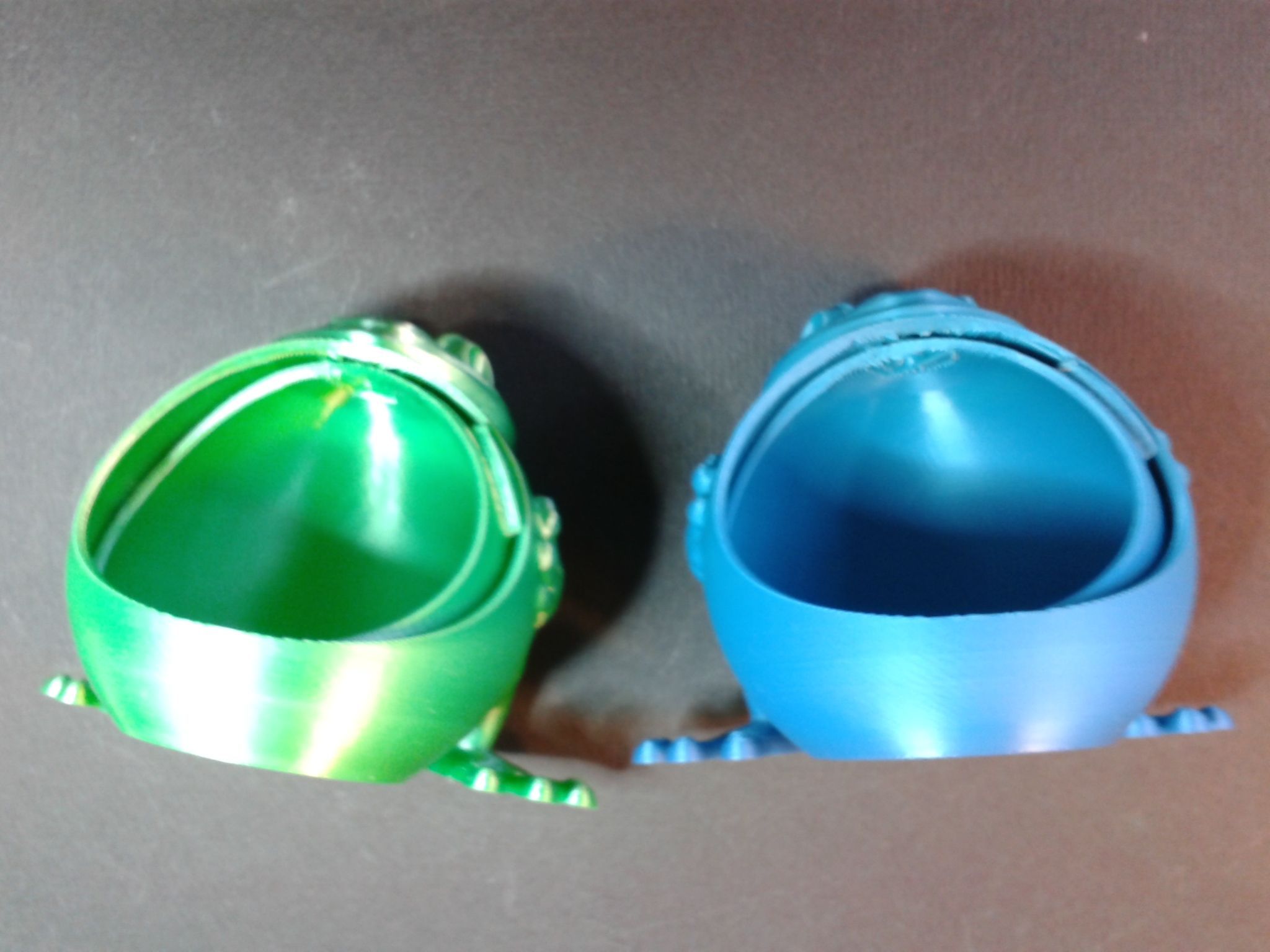
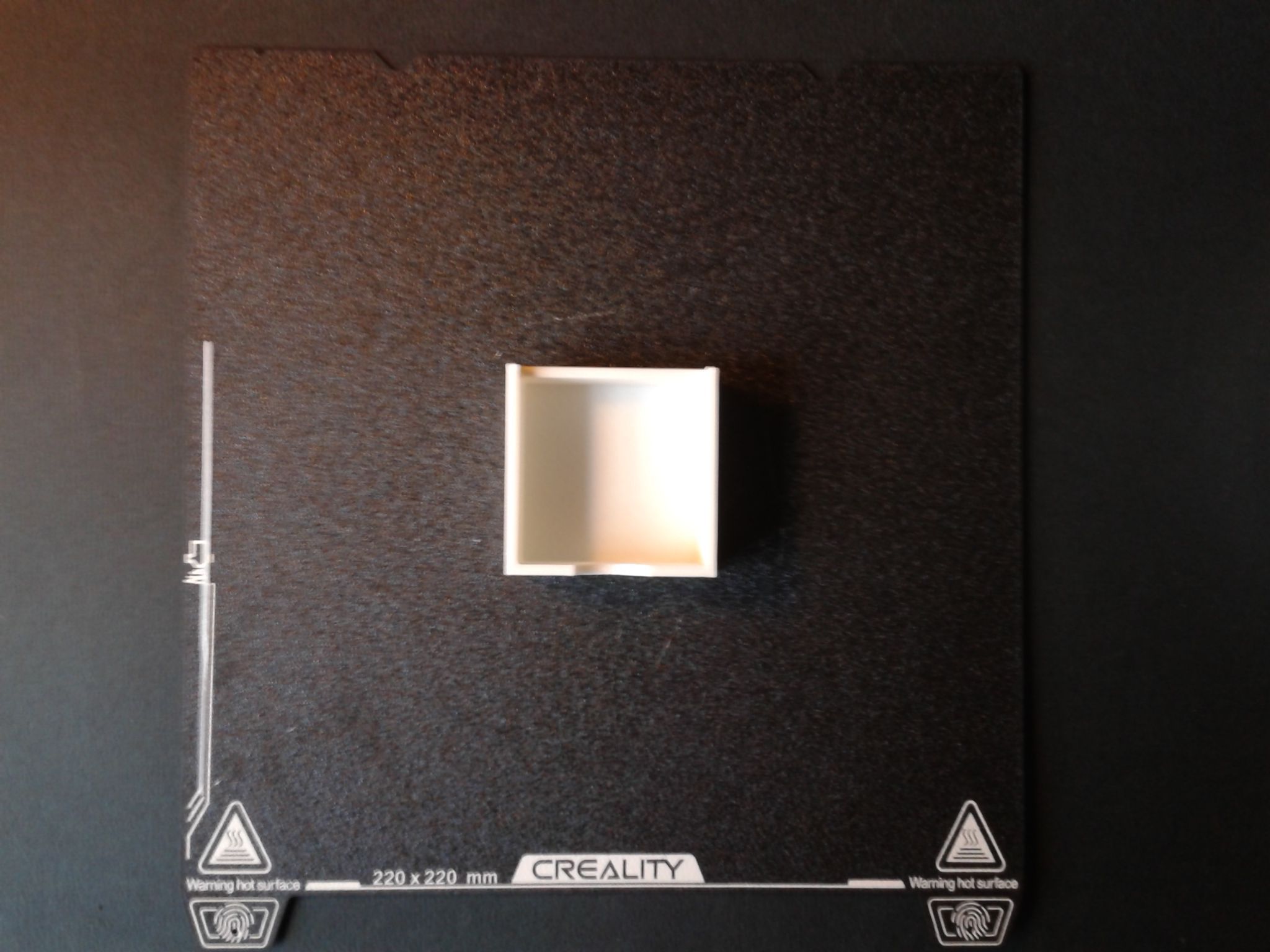
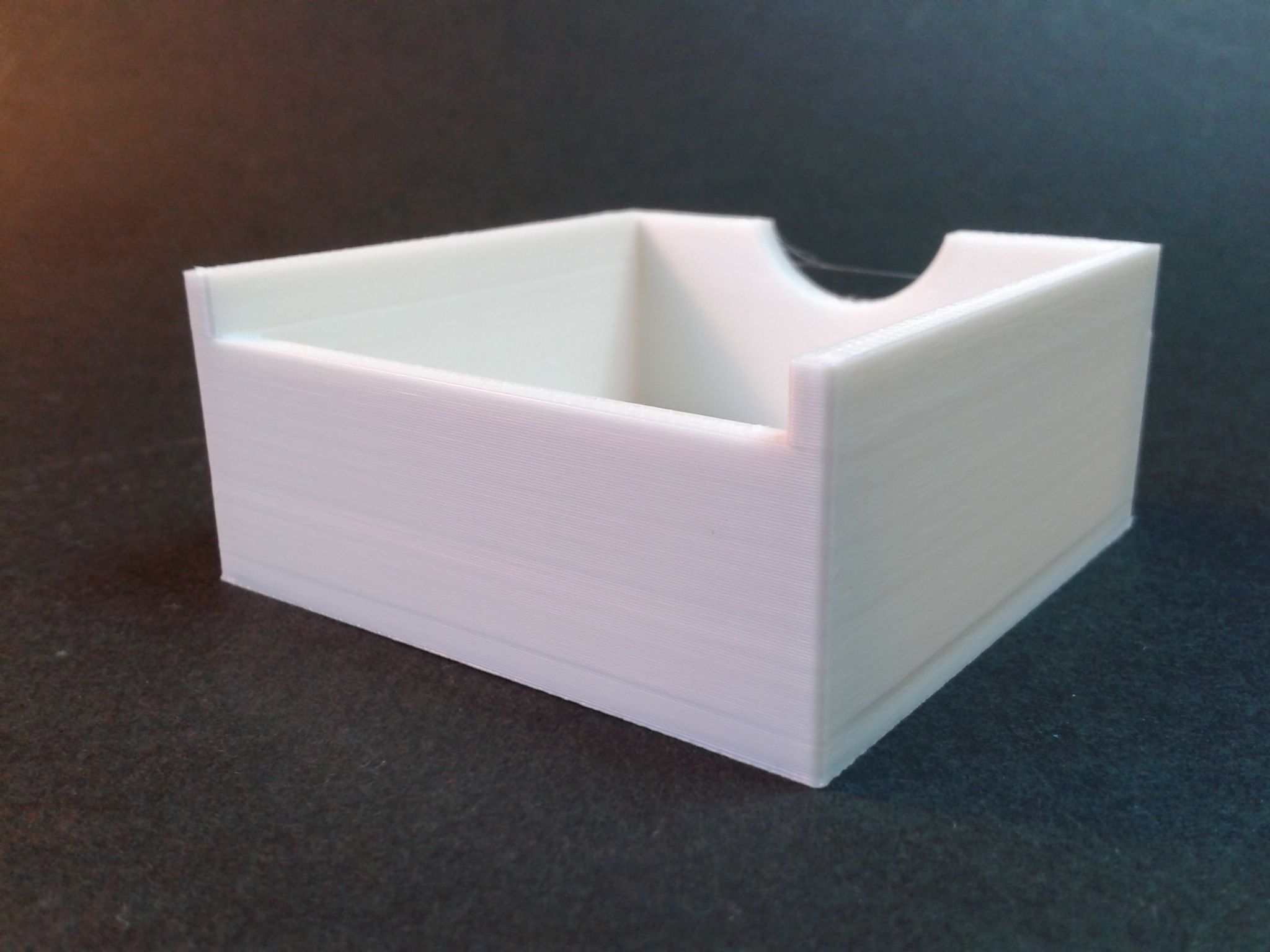
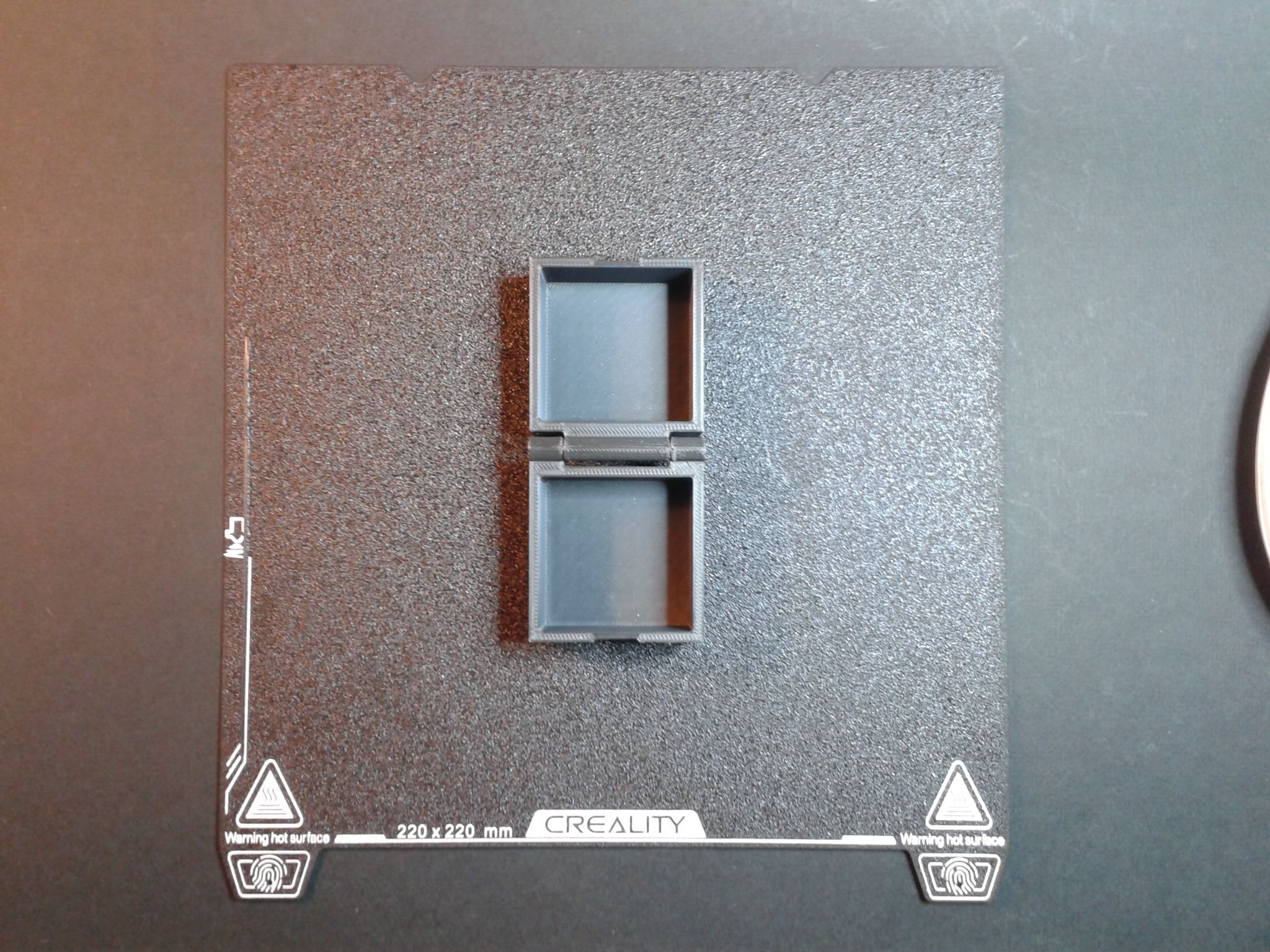
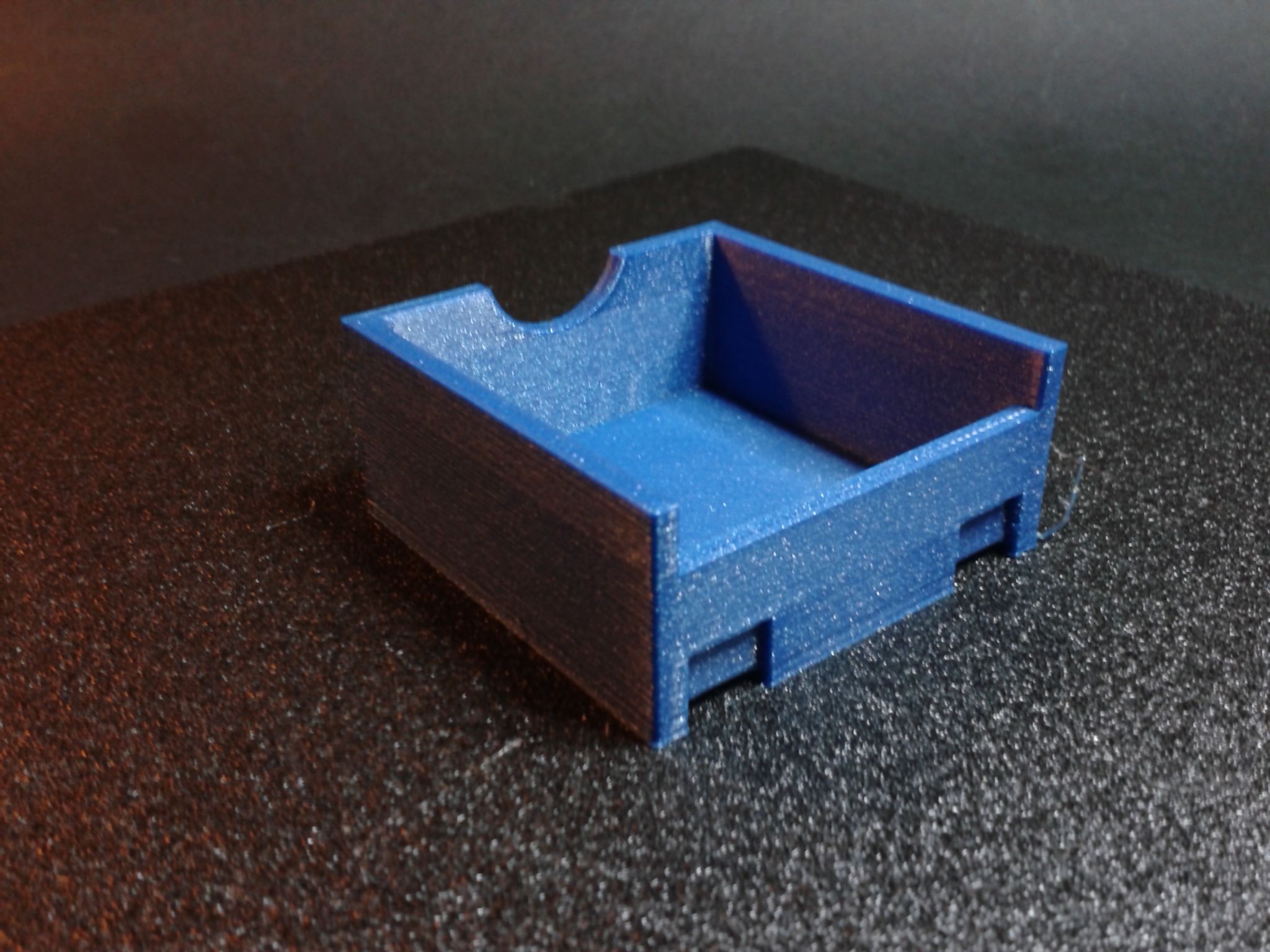
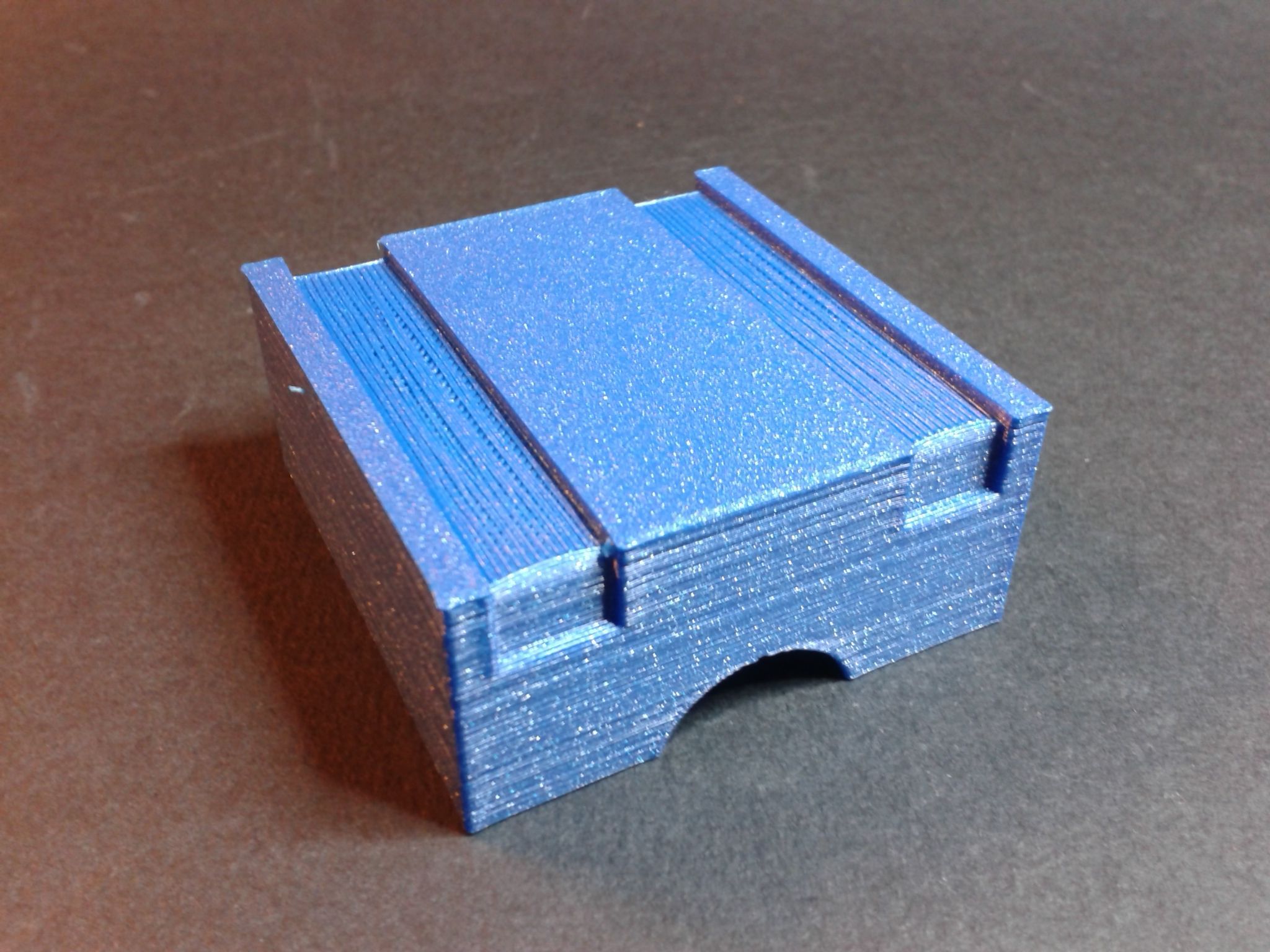
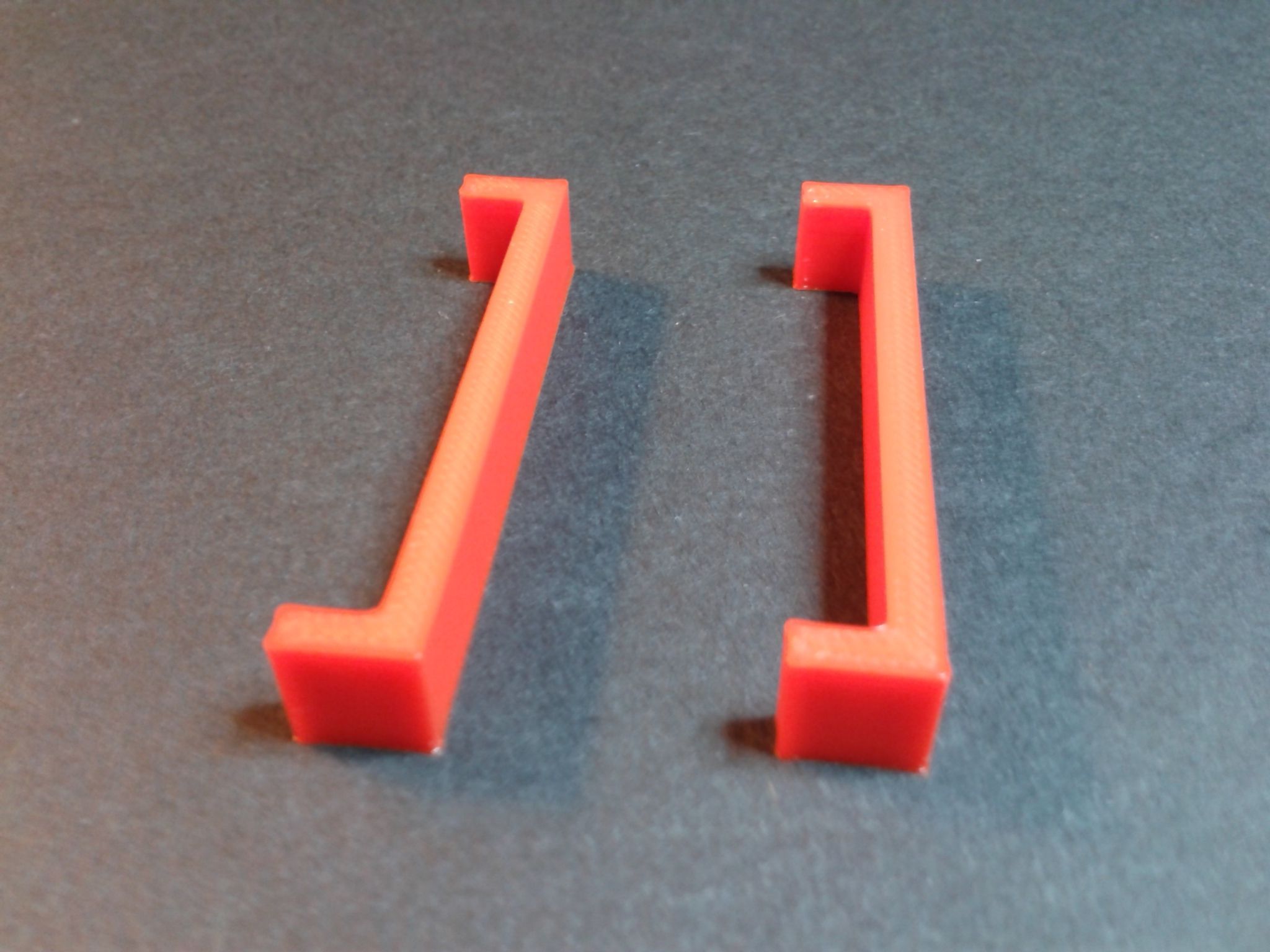
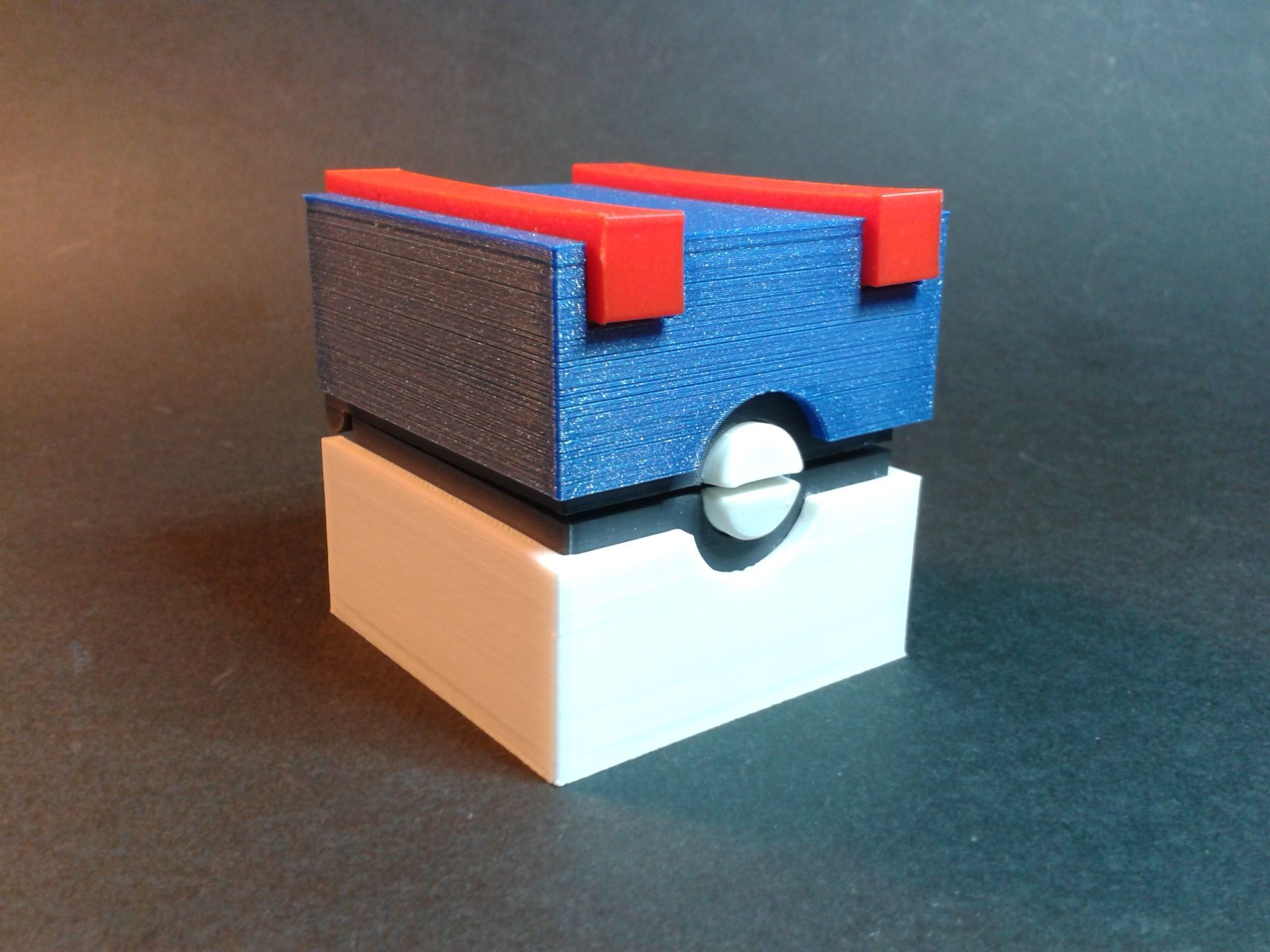
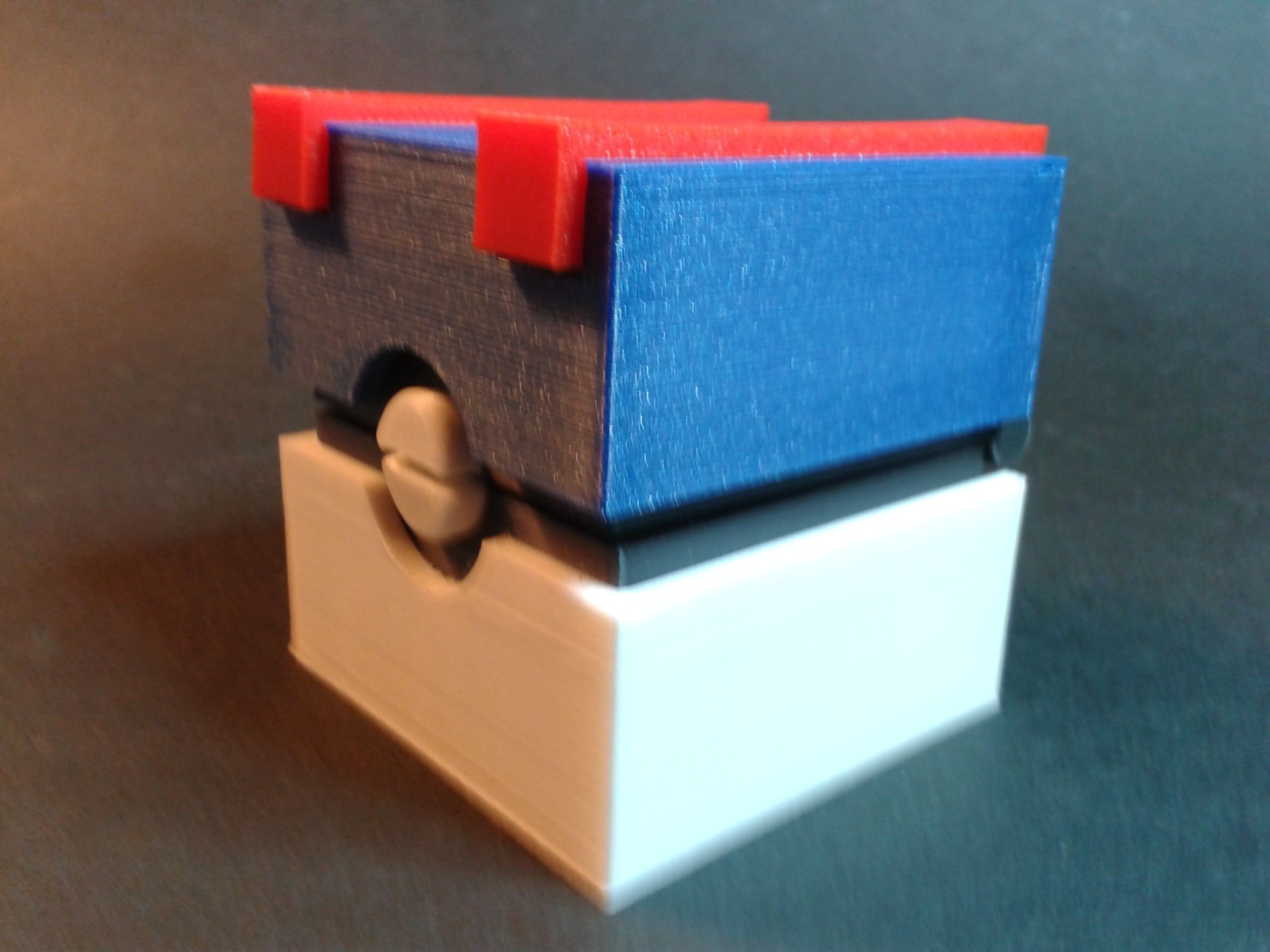
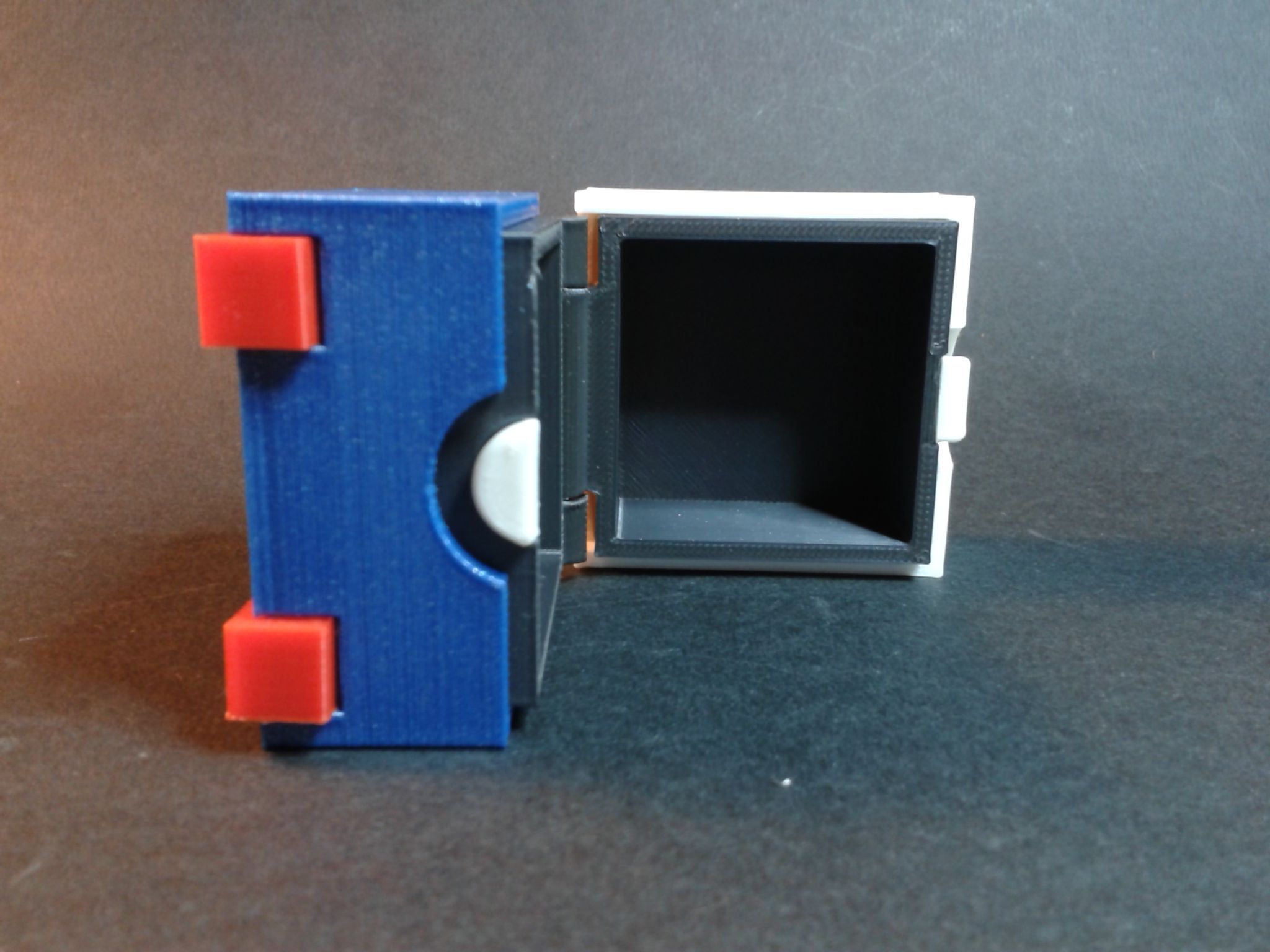
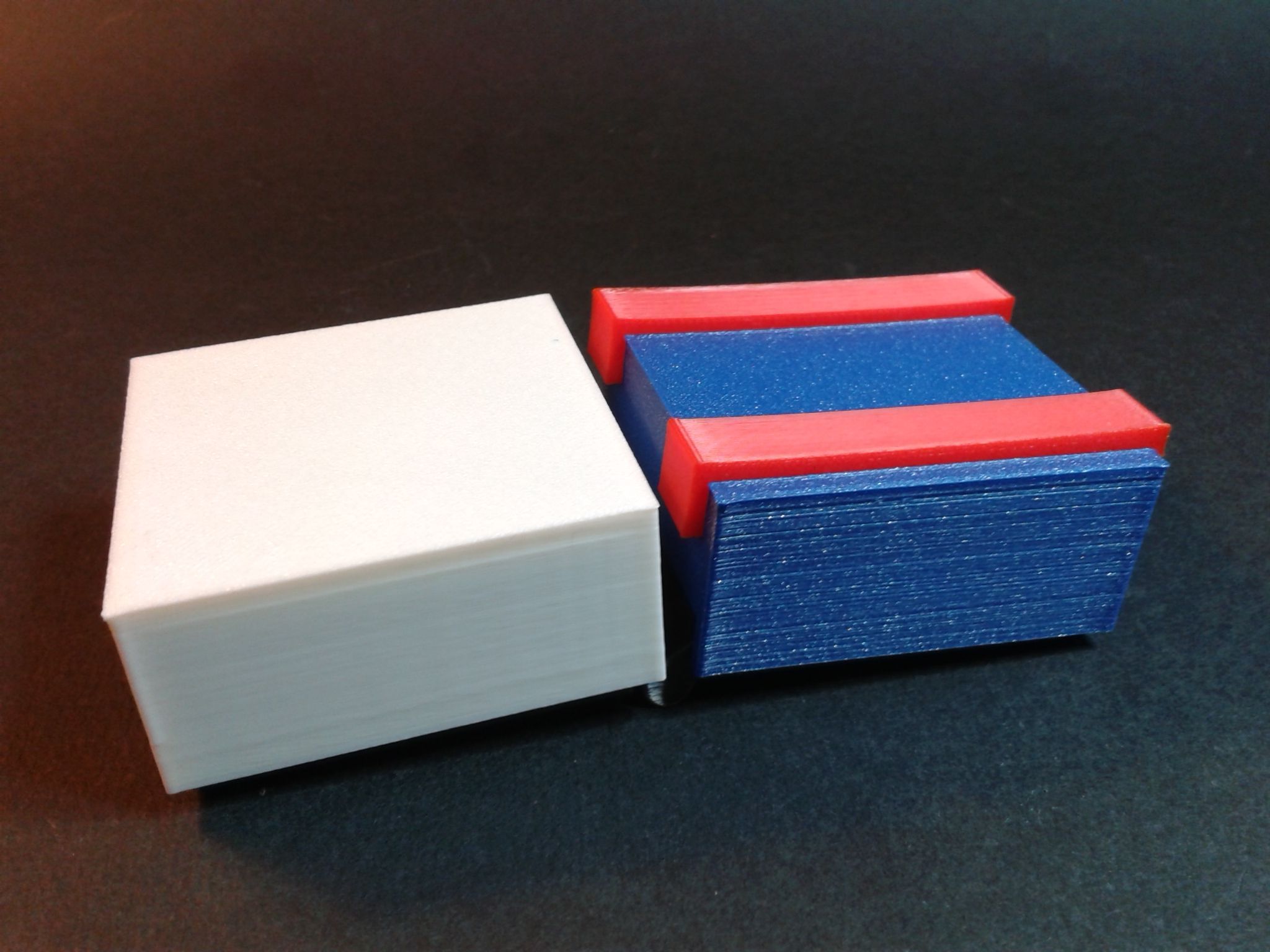
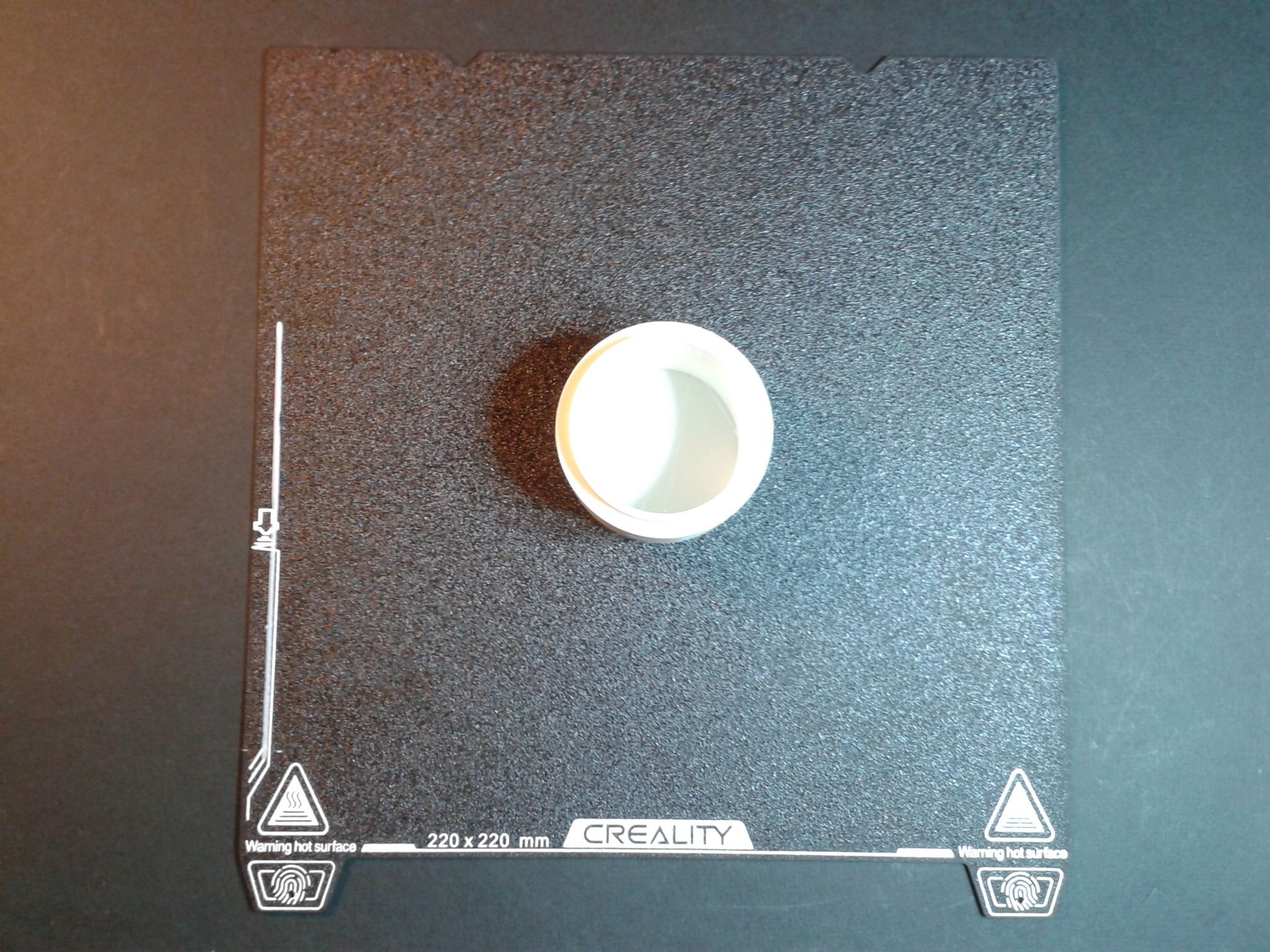
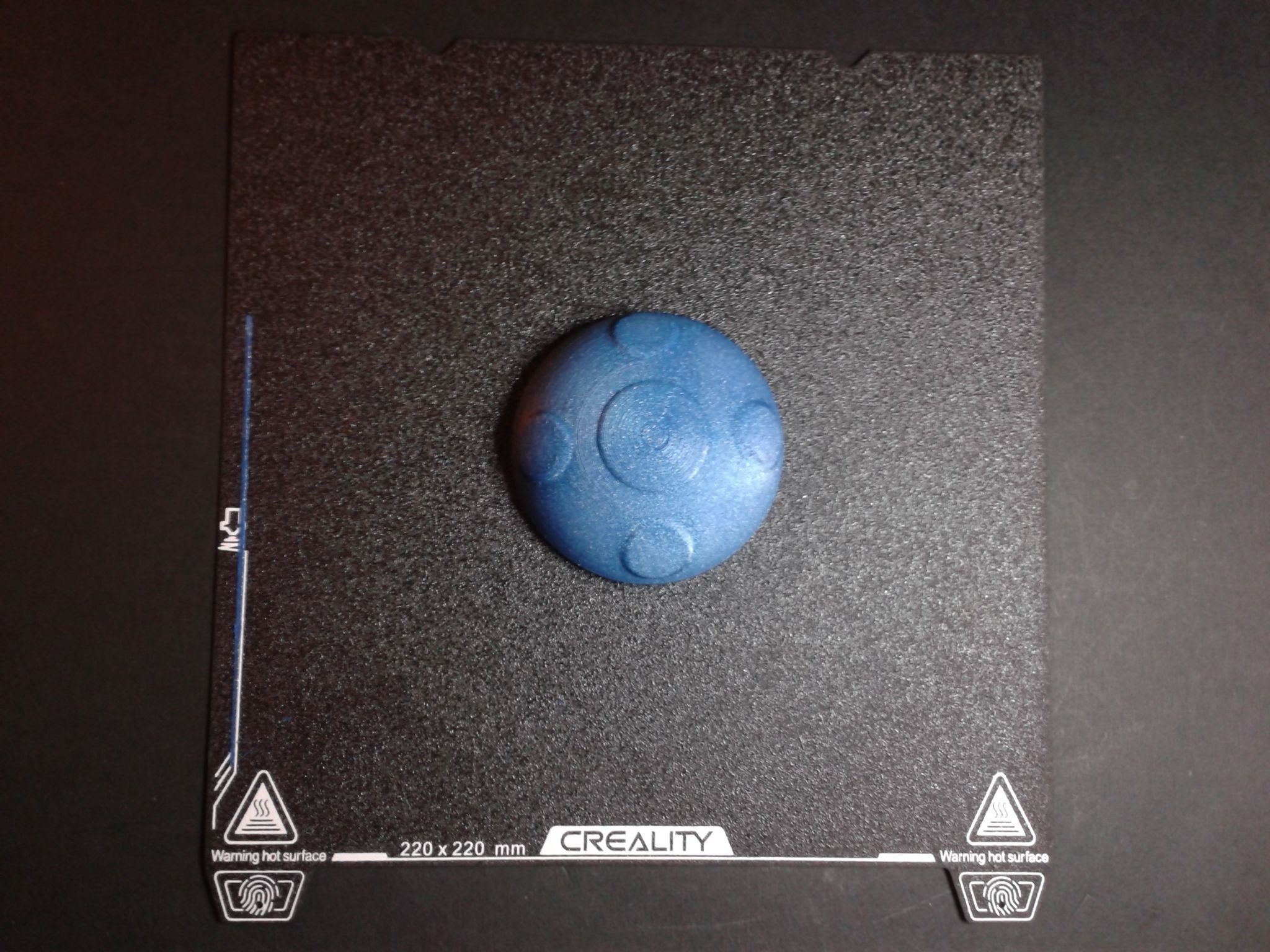
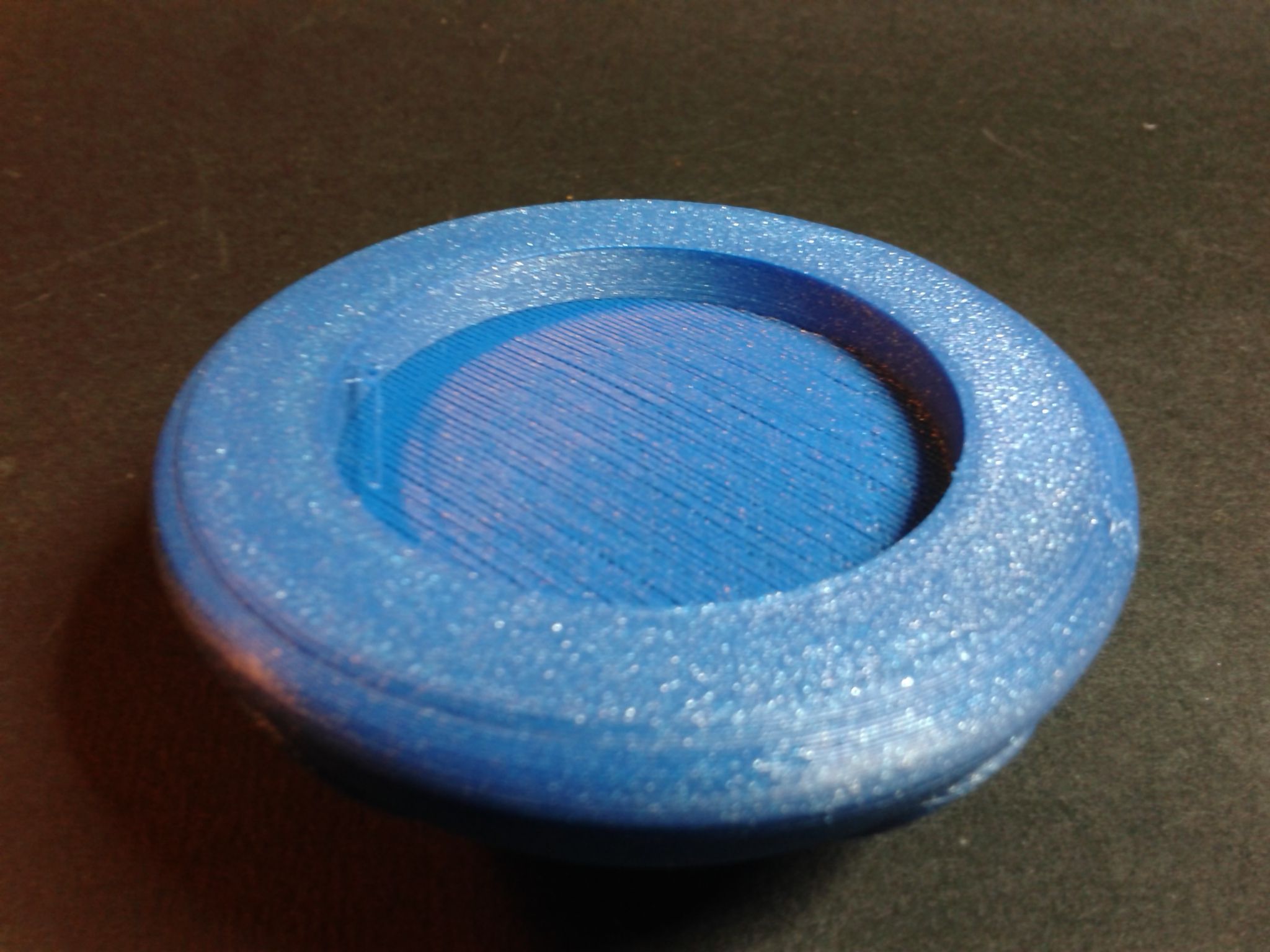
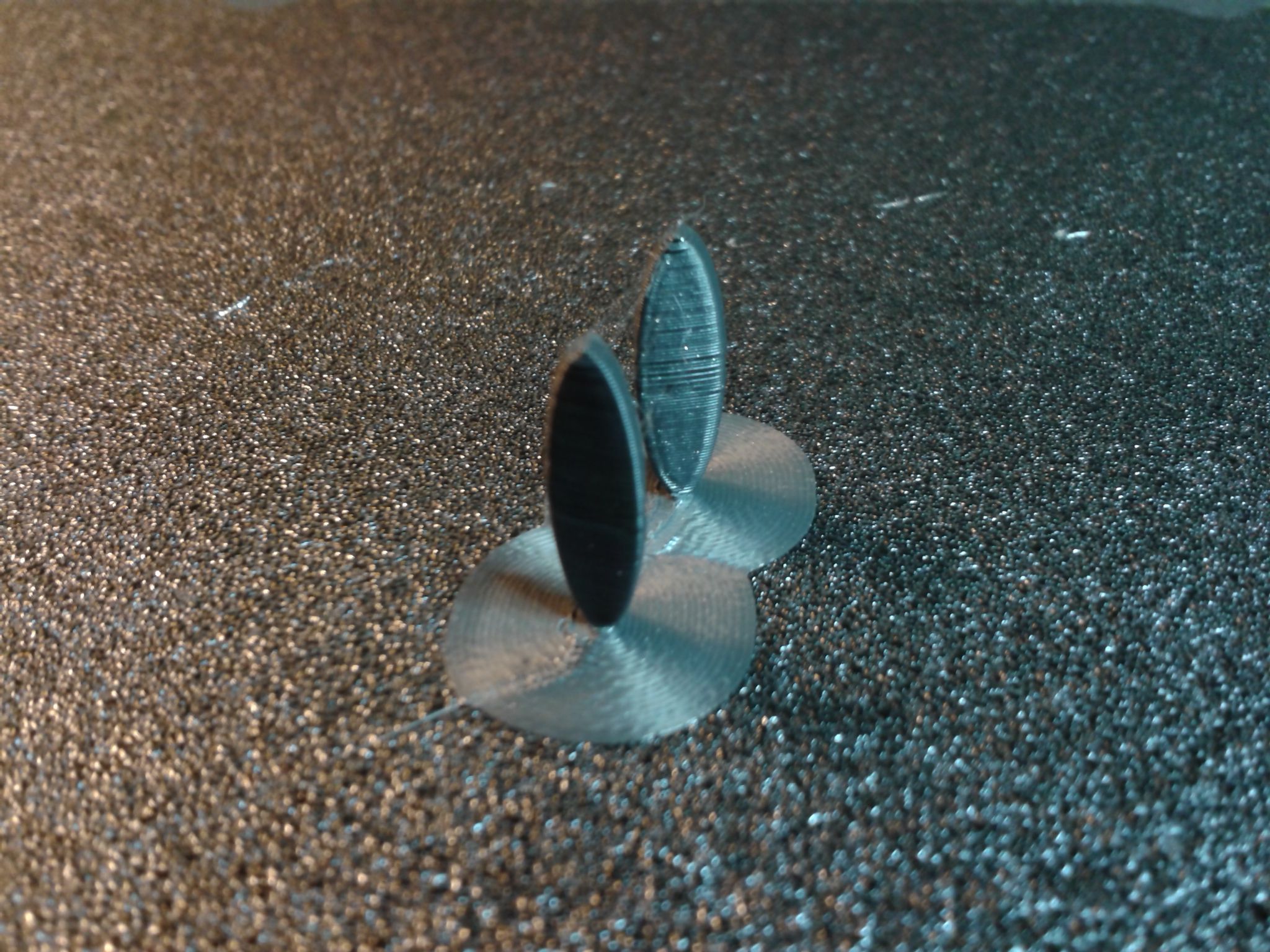
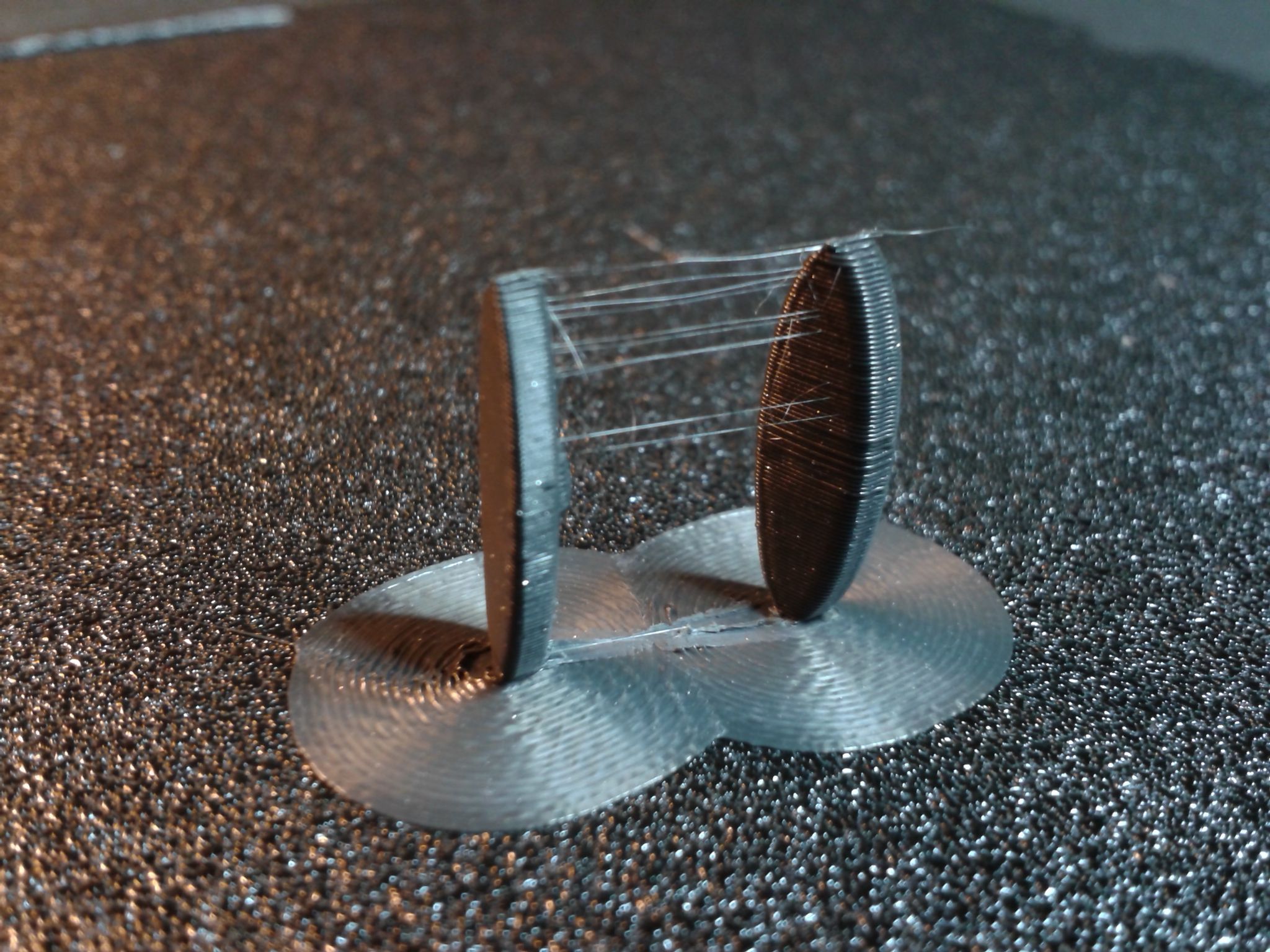
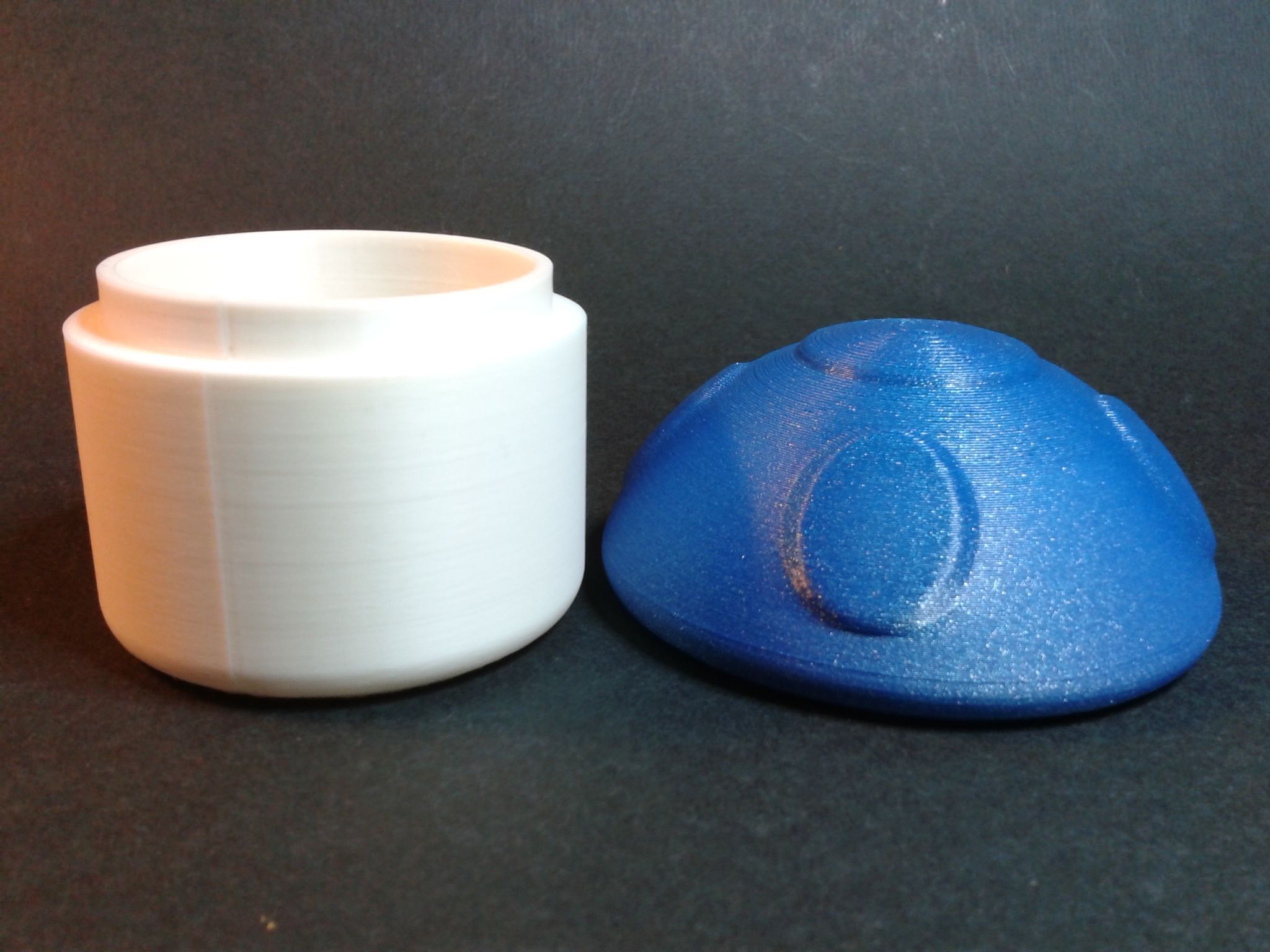
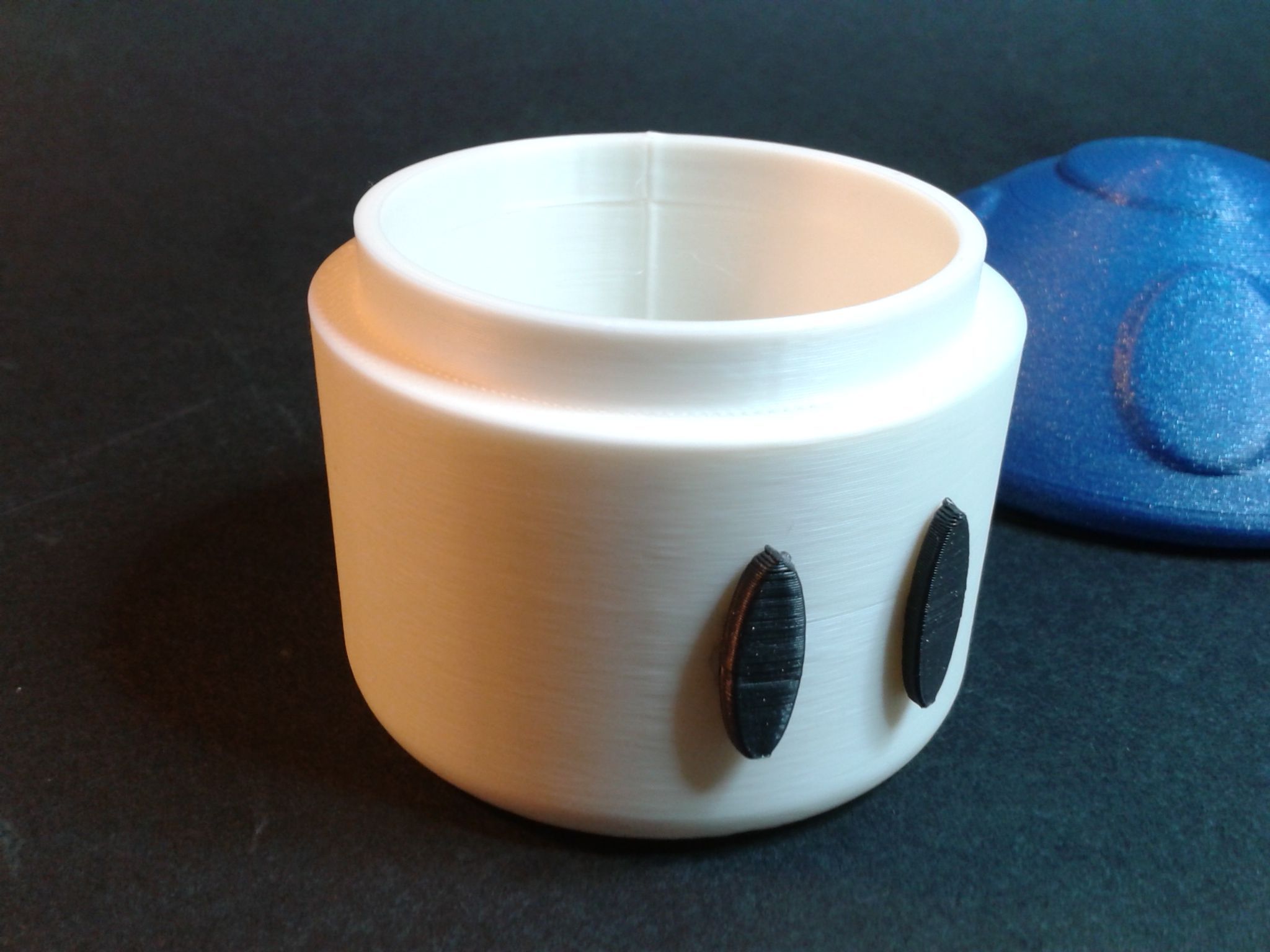
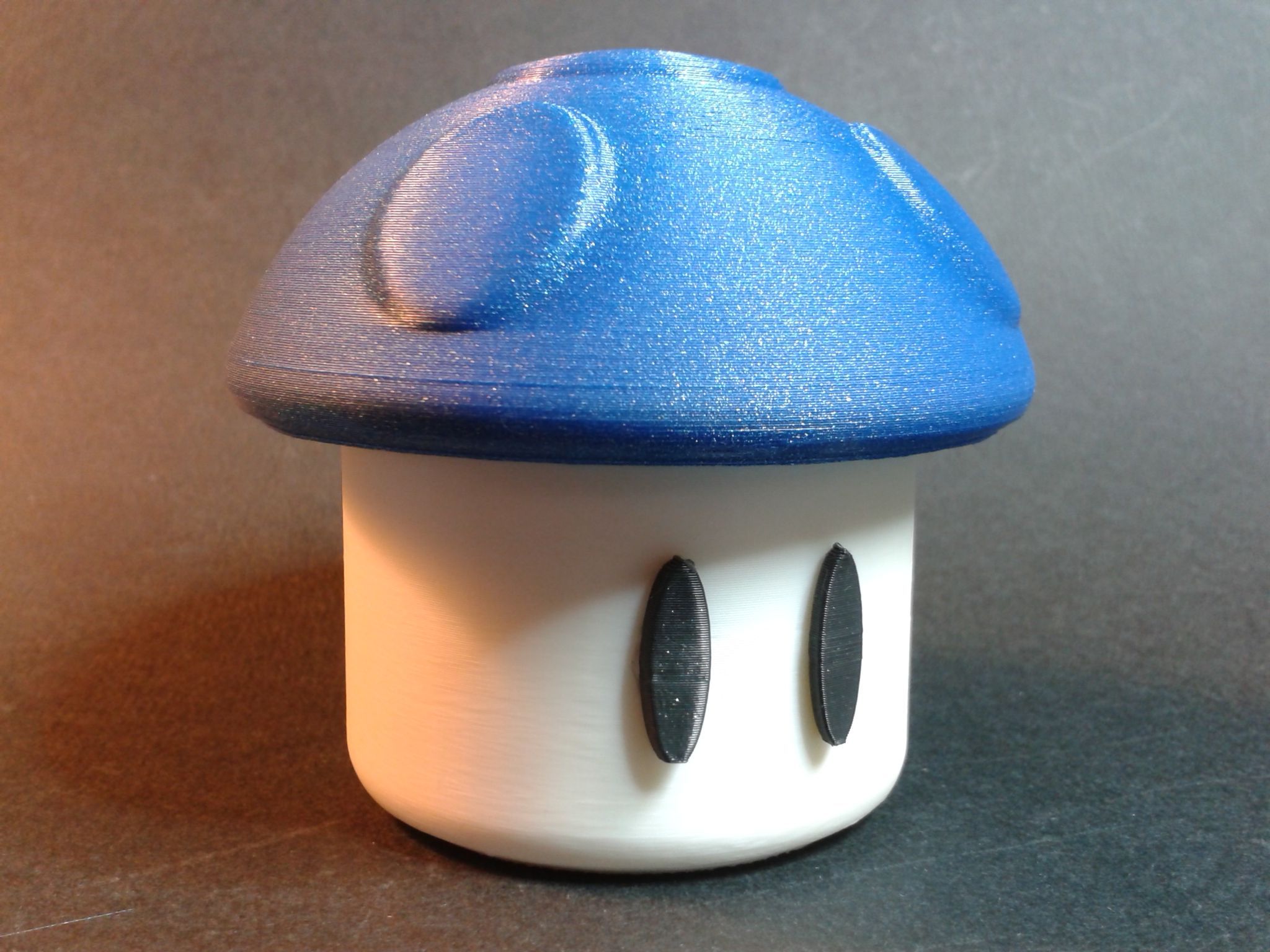
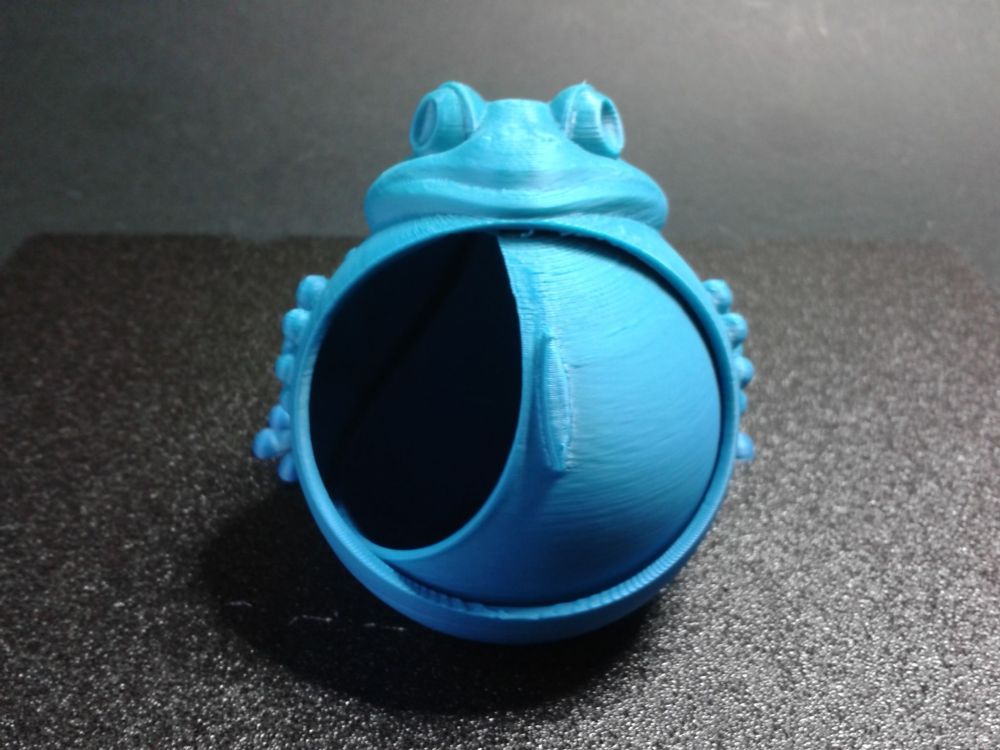
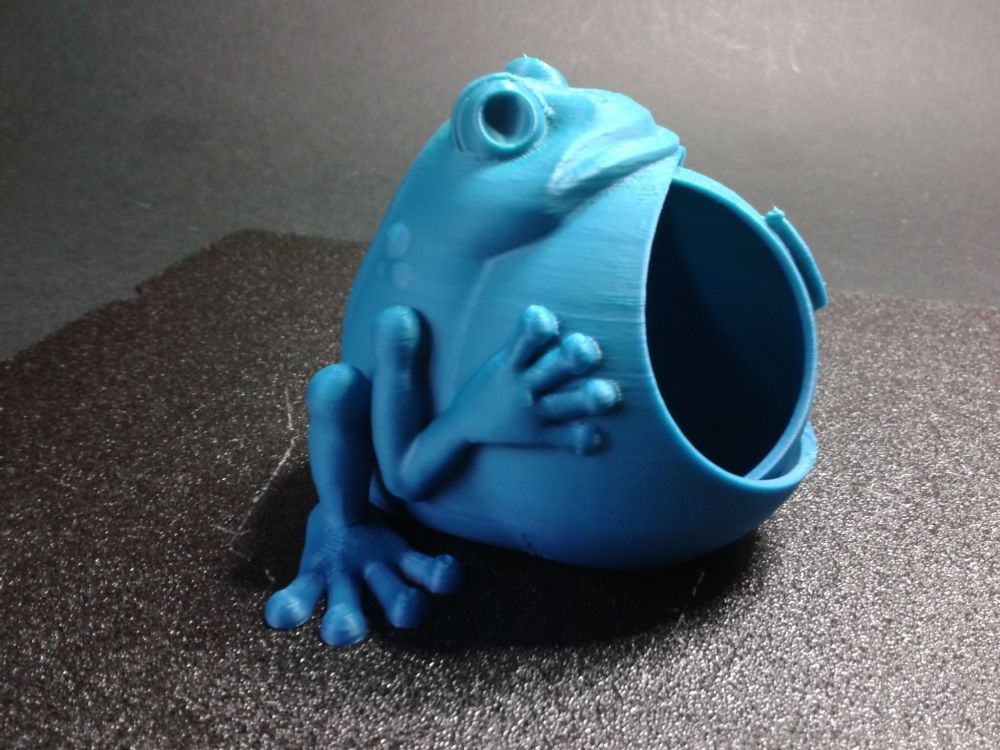
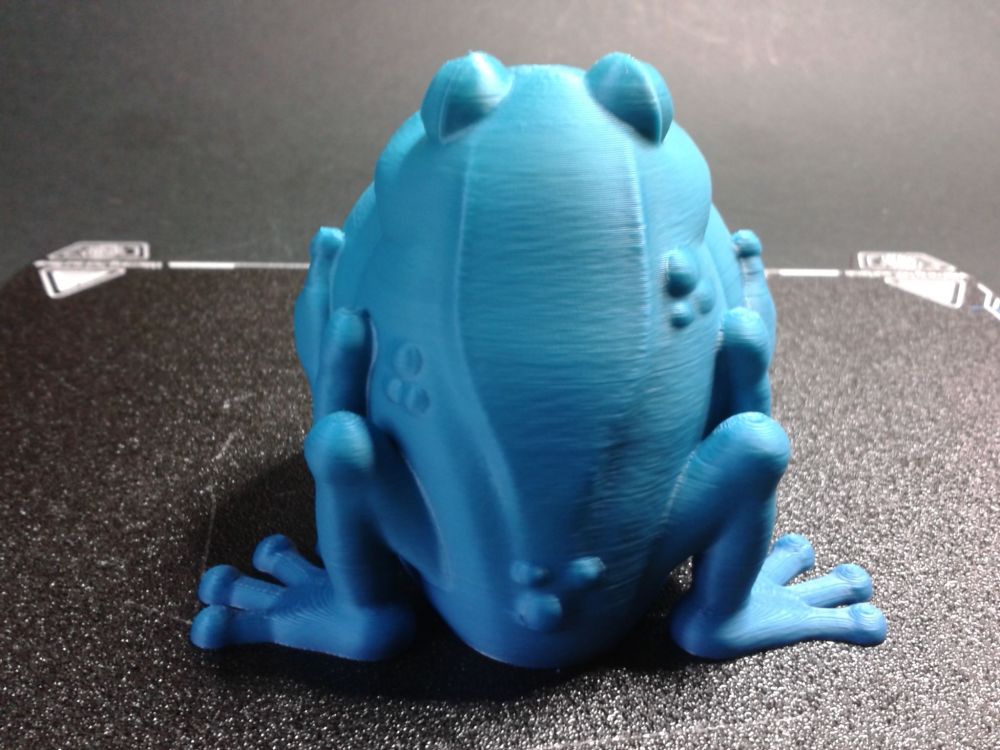
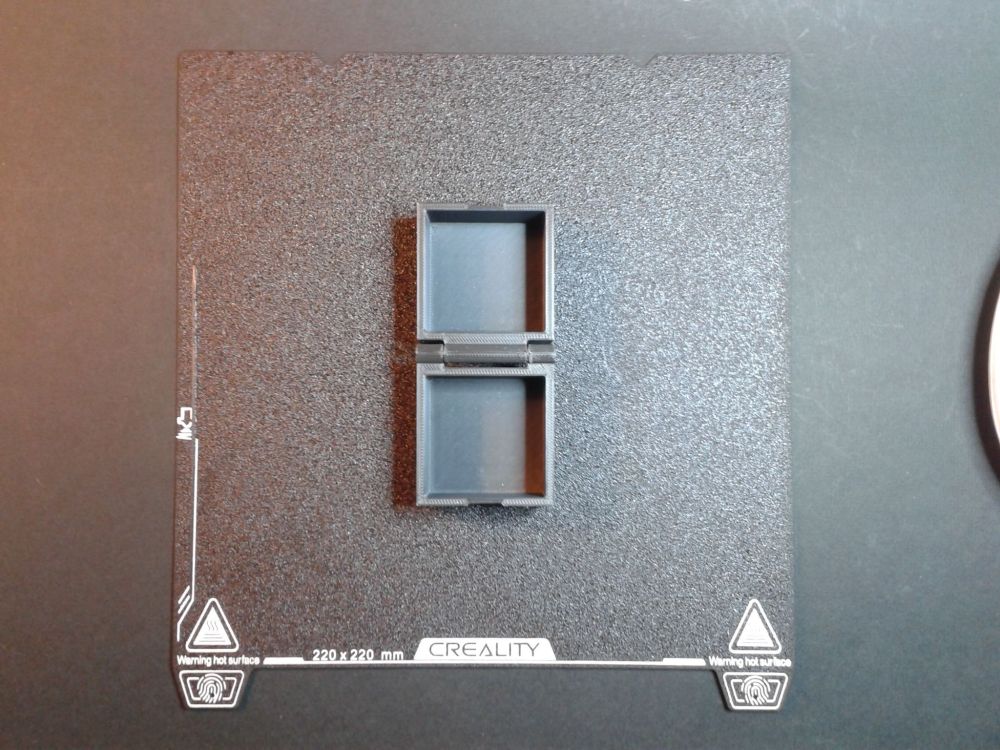
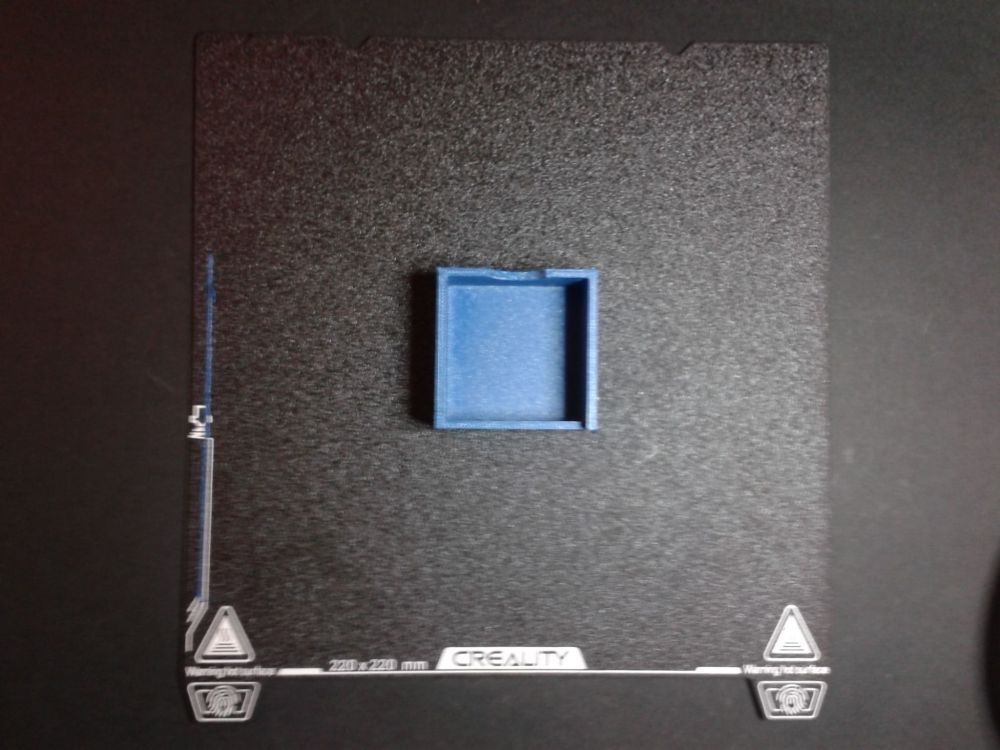
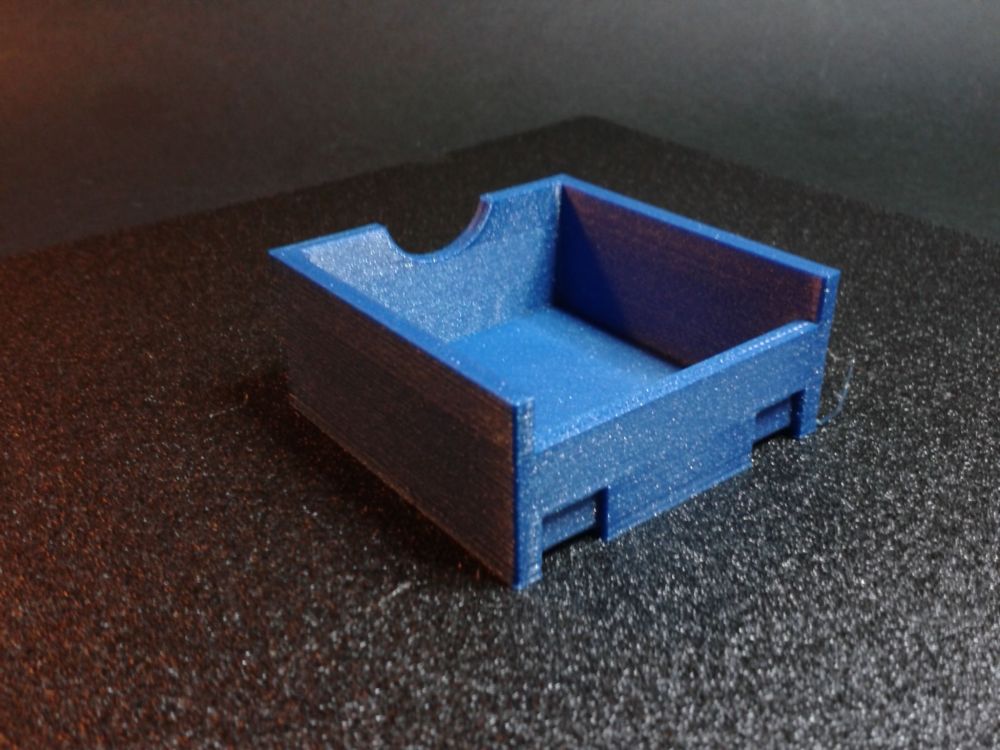
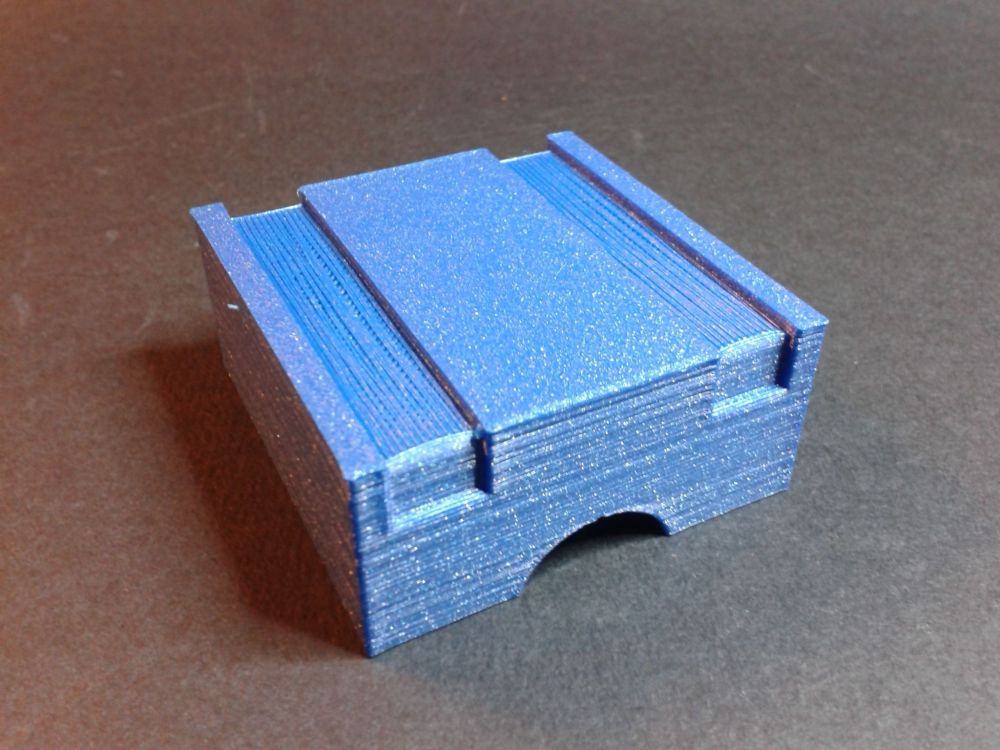
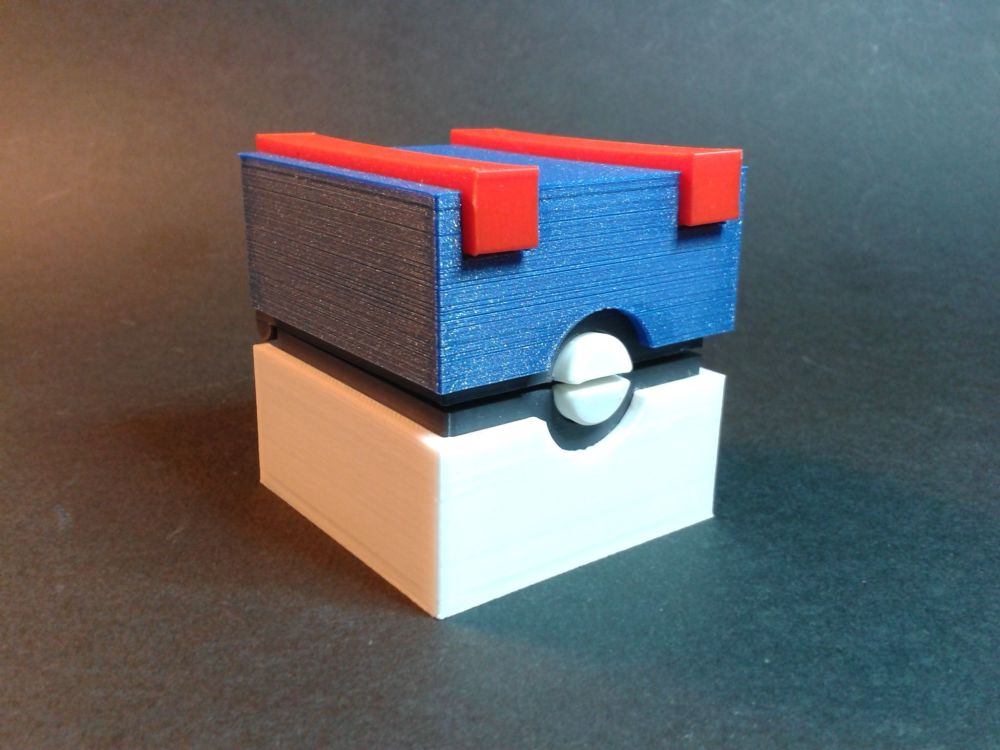
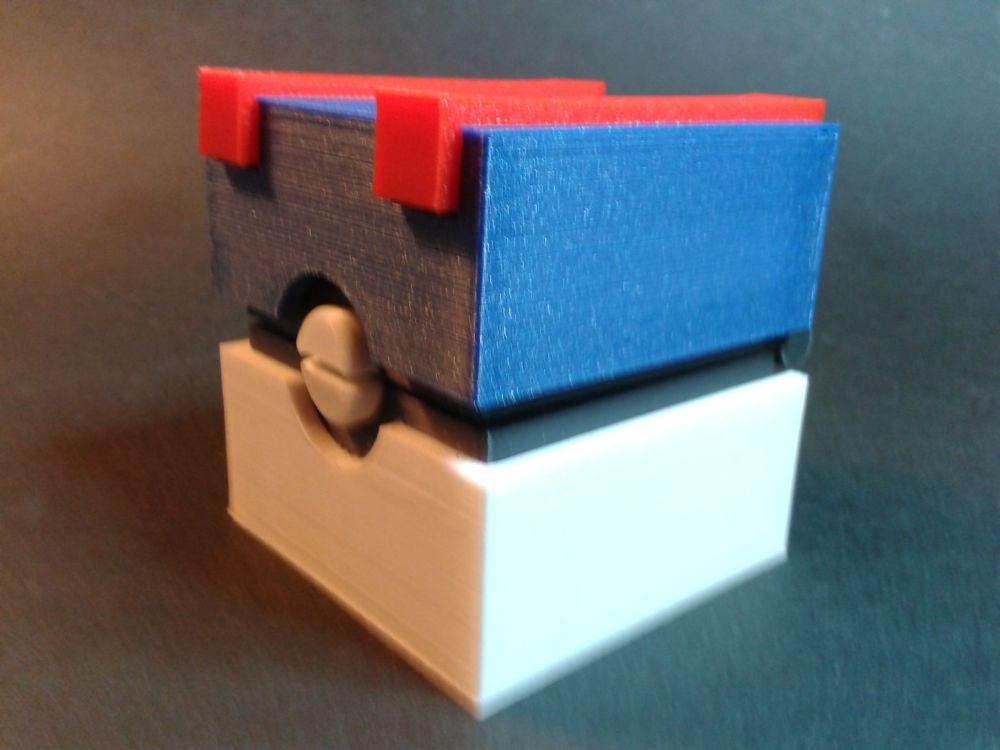
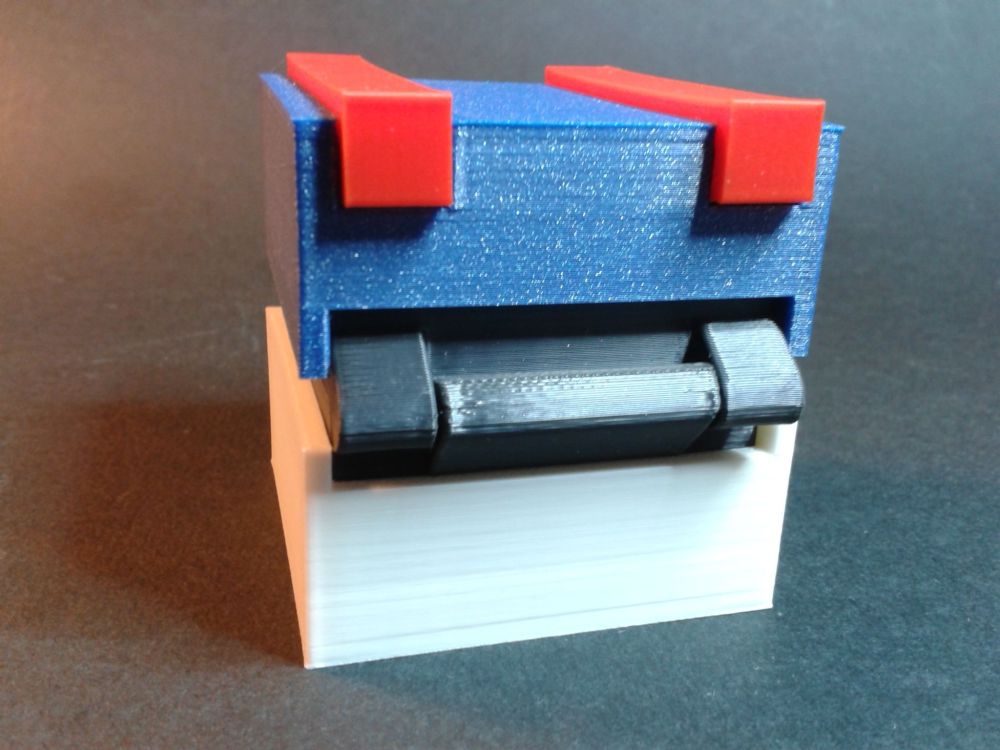
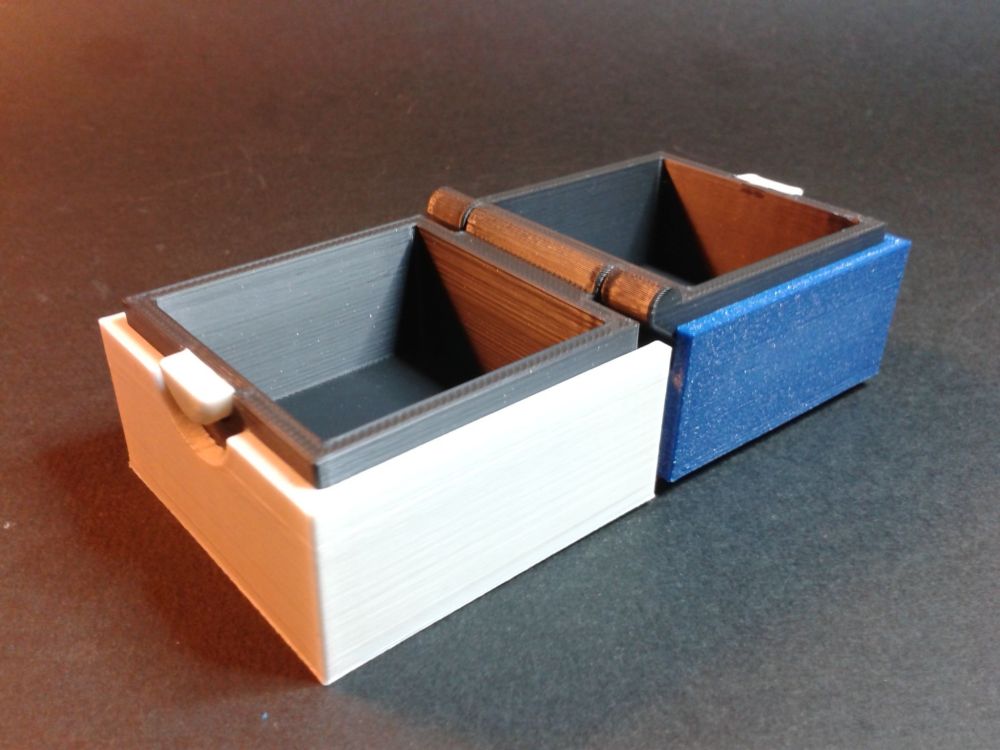
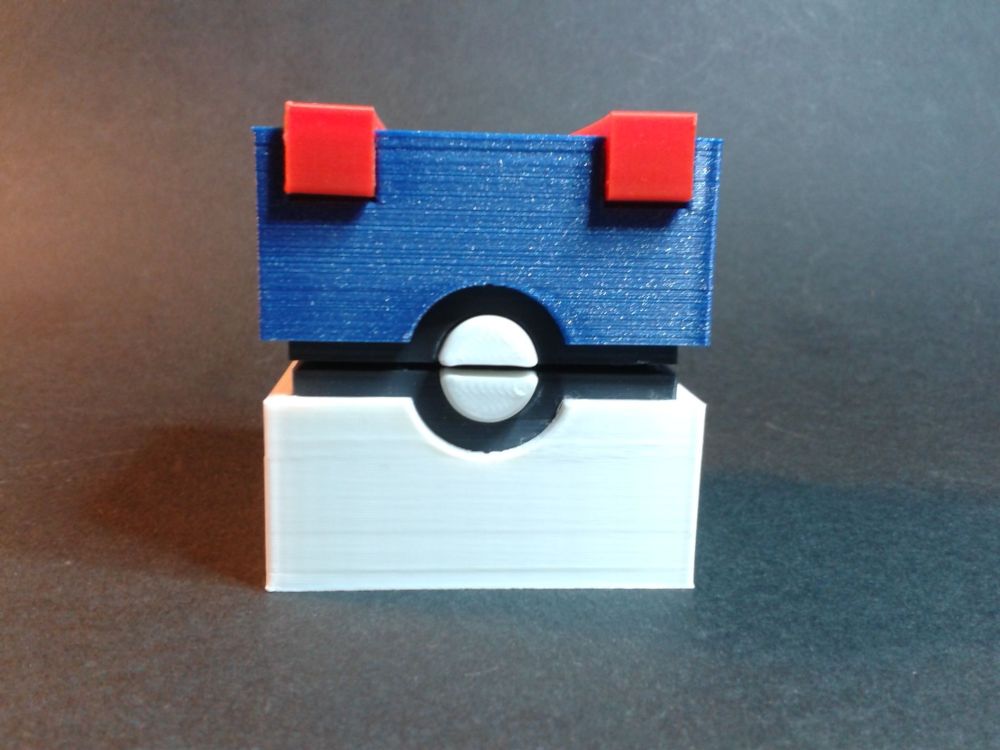
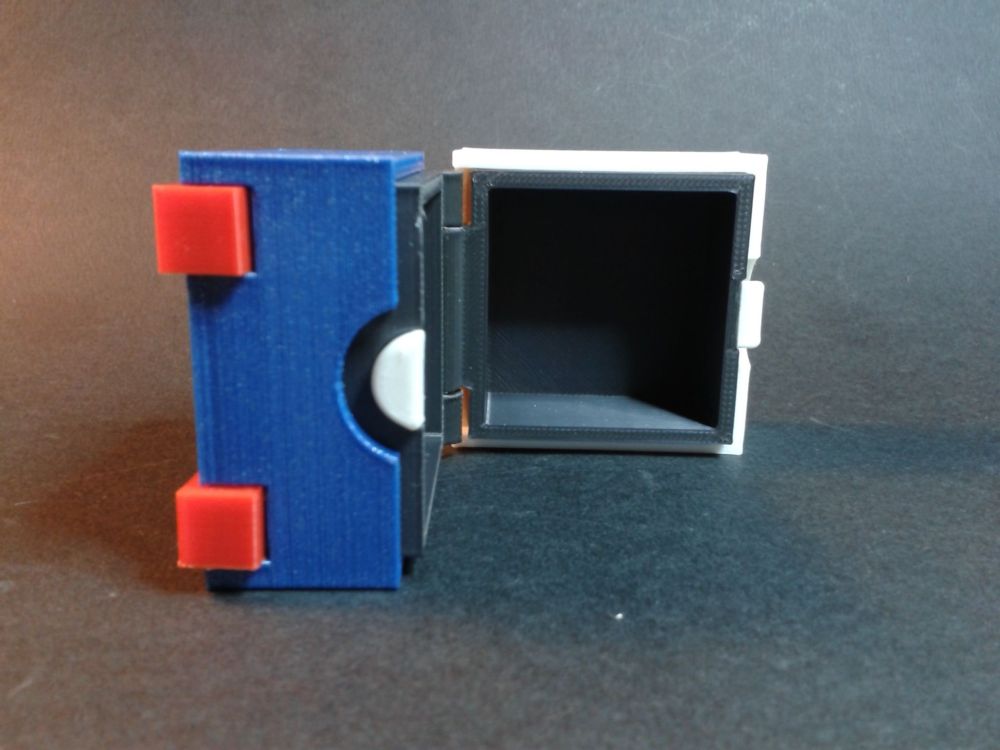
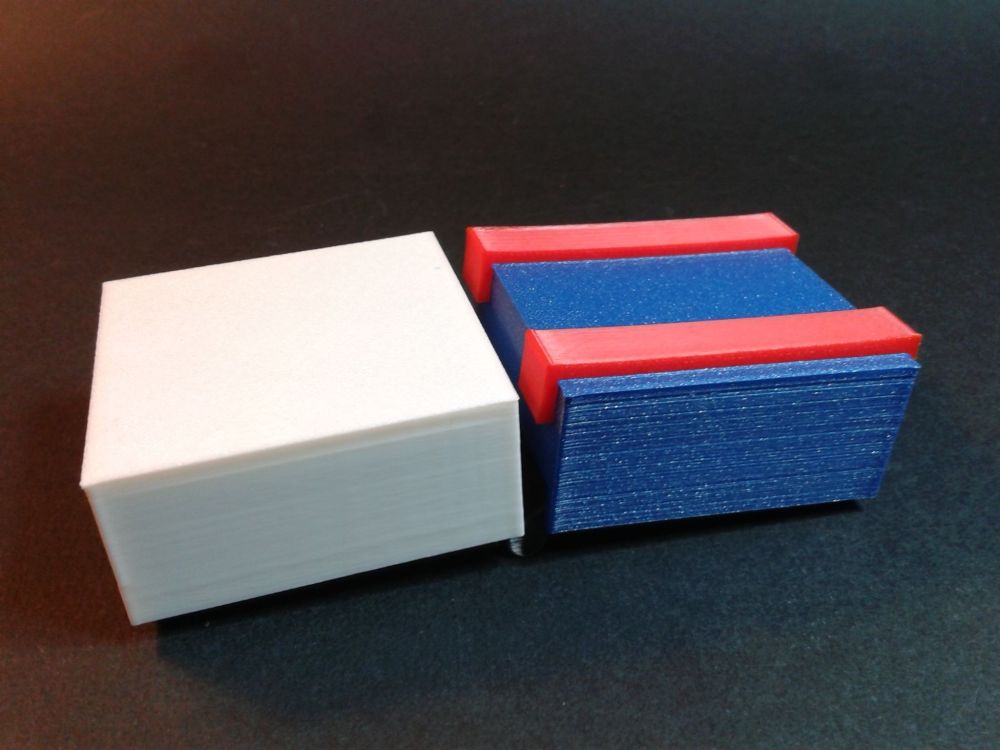
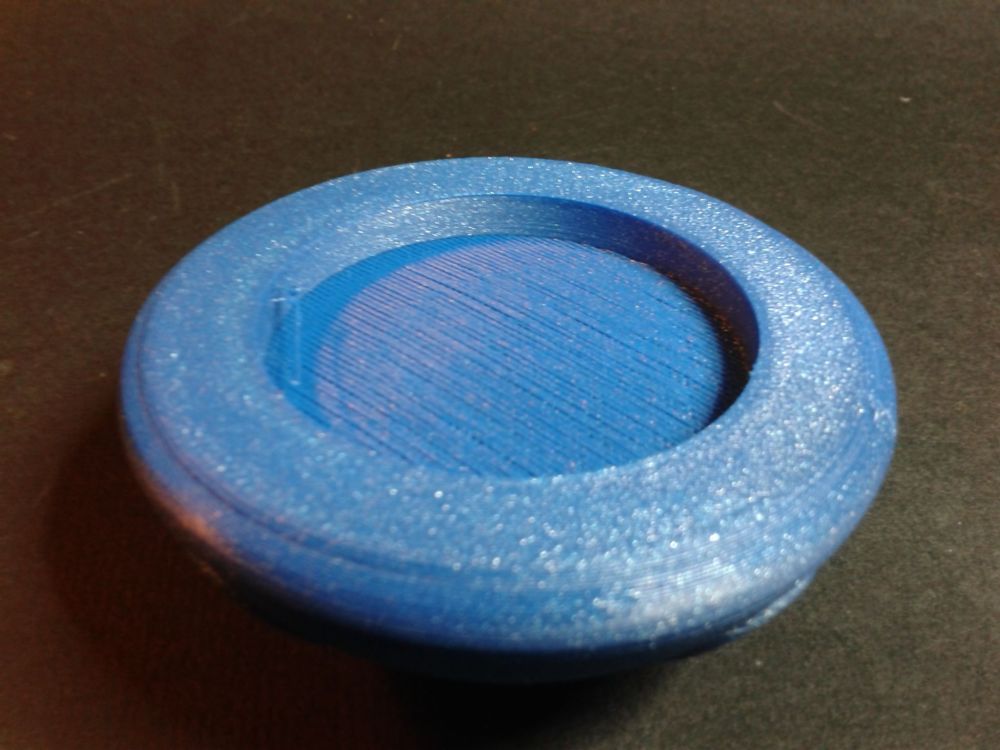
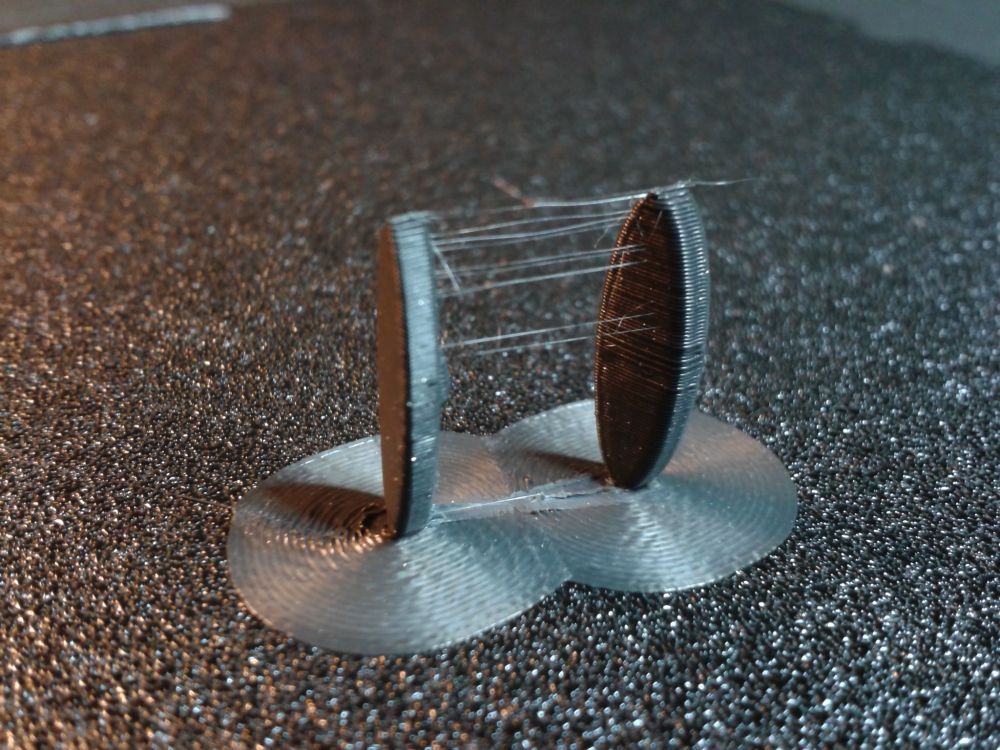
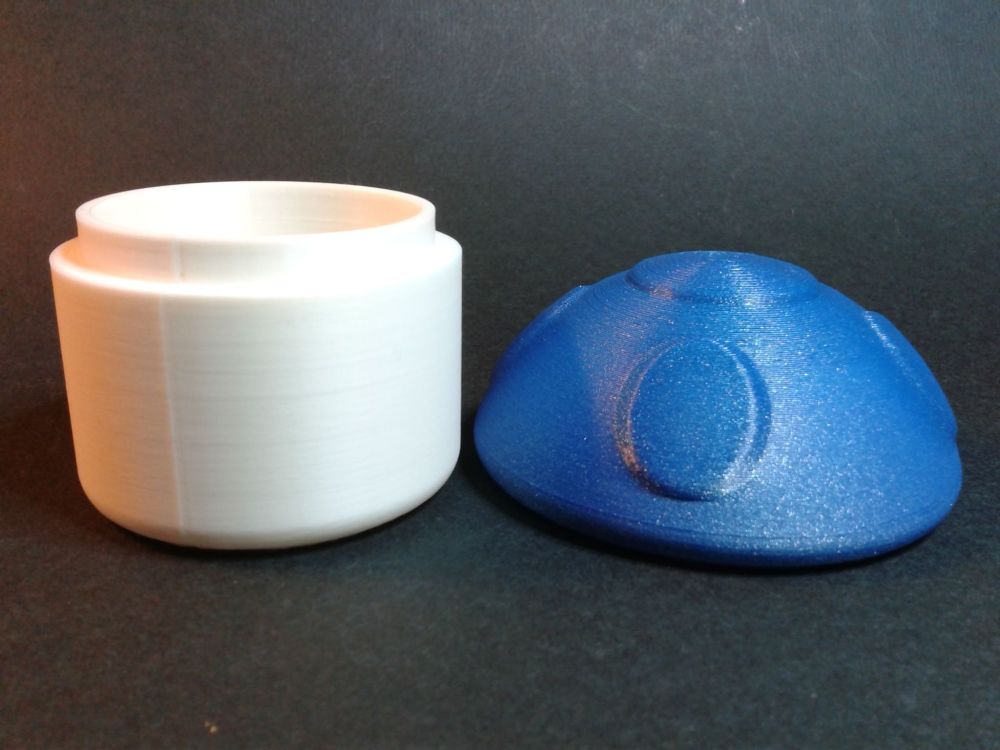
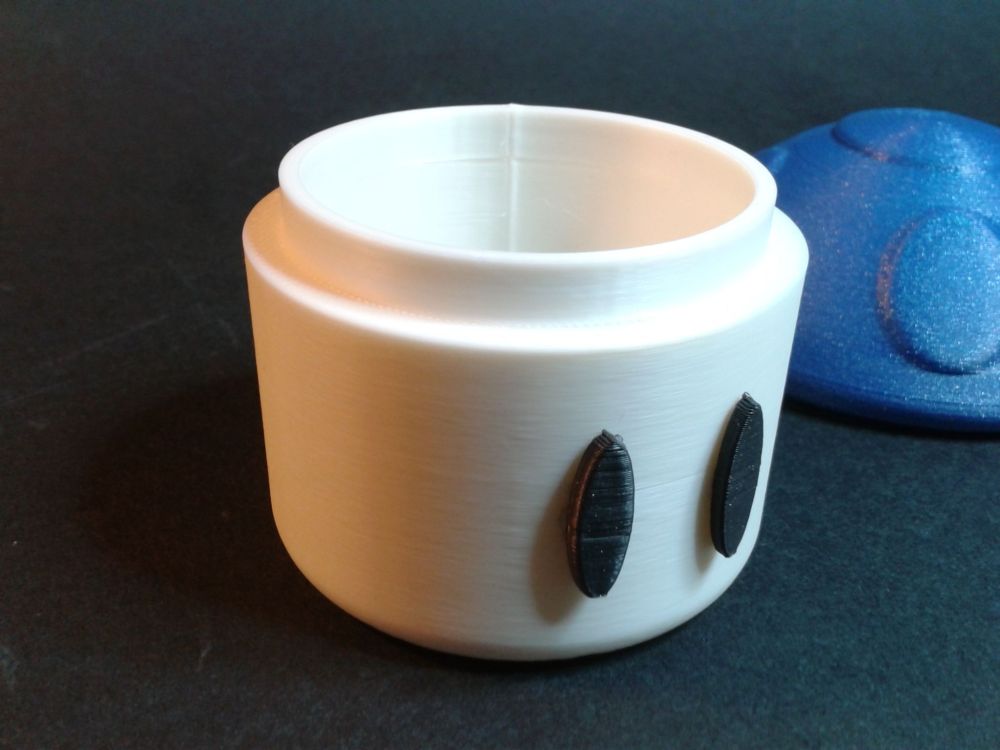
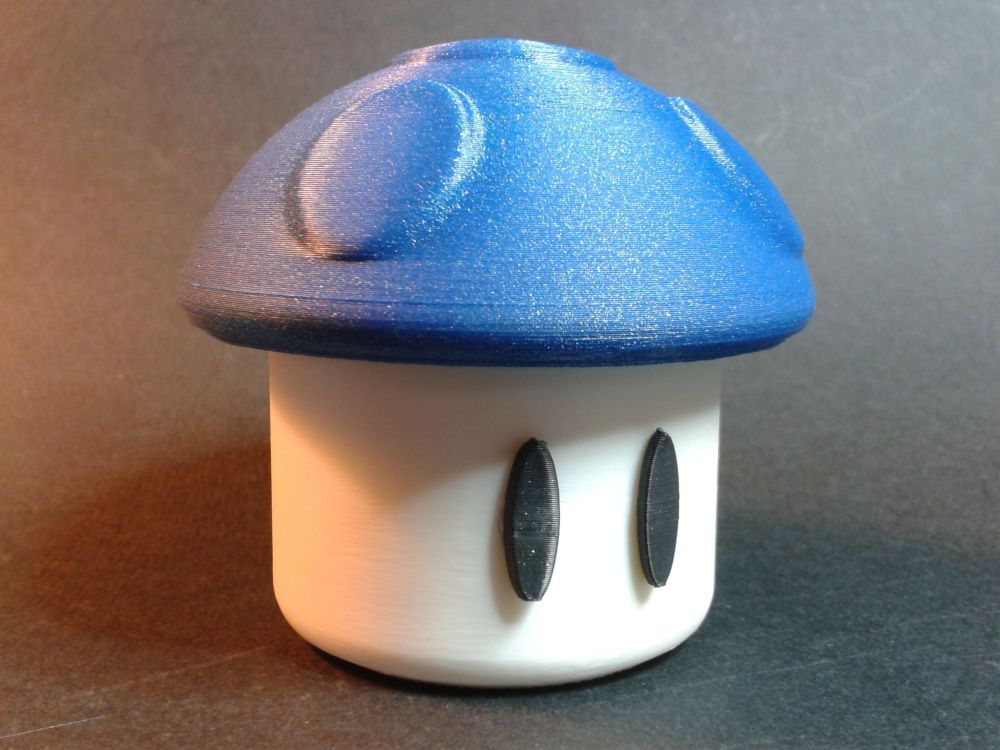
Autres impressions (Acte IV) J'ai refait le bonhomme de neige réimpression des fichiers en mémoire, j'ai utilisé du PLA marron ArianePlast, au lieu du PLA Wood Velleman, pour les bras/branches. Avec l’interface de l’écran Nubula quand on revient a la liste des fichiers, cela revient en début de liste. Donc, quand on sélectionne un fichier d'impression sur disons la 8eme page d'une liste de fichiers (en mémoire, ou via l'historique d'impression), et que l'on revient sur la liste des fichiers, on se retrouve au début de la liste. Or là j'avais plusieurs impressions a enchaîner qui n'étaient plus en début de liste mais vers la 8-9 eme page. Donc beaucoup d'appuis sur "page suivante" a faire. Mais si l'on passe par l'interface Web ou d'impression réseau de Creality Print là c'est bon la liste ne revient pas à la première page. Temps que sous le navigateur ou sous Creality Print, l'on ne rafraîchit/ferme pas la page. "Cute Mini Octopus" de "McGybeer" https://www.crealitycloud.com/model-detail/620b65286795ab36aaa1d8e9 ou https://www.thingiverse.com/thing:3495390 Fichier "Octopus_spiral_sup_v5.7.stl" échelle 150% ~ 3h 53 m 48 s, filament TPU 95A Translucide ArianePlast J'ai eu besoin de désactiver le capteur de filament (le tromper avec un petit bout de filament ou le débrancher, pas d'option via l’écran pour le désactiver),pour ne plus y passer le filament et de lubrifier le support de bobine, pour permettre un déroulement plus facile et sans frottement dans le capteur de fin de filament du filament flexible, car mon premier essai d'impression, c'est vite terminé en échec sur des manques de matières, manque de couches, du a de la sous-extrusion car la bobine se déroulait mal. "Frog keeps jewelry (not support)" de "Aslan3D" https://www.crealitycloud.com/model-detail/644ef30cf603cb162543a2d1 (payant ~1.49 USD, sauf si Premium Creality Cloud) Fichier "sapo.stl" échelle 100% ( "Make" sur Creality Cloud, on y trouve le fichier ".gcode" que j'ai imprimé https://www.crealitycloud.com/post-detail/658d8c968999075c3fbfde6a ) ~ 2 h 02 m 02 s, filament PLA Silk Vert ArianePlast et imprimé une seconde fois avec du filament CR-PLA rainbow Creality "the great cube container" de "PressPrint" https://www.crealitycloud.com/model-detail/62e730f1d3227feab1751acd (payant ~ 0.99 USD, sauf si Premium Creality Cloud) échelle 100% ( mon Make https://www.crealitycloud.com/post-detail/658de97a8999075c3fc28909 ) Fichier "outside bottom (white).stl" ~ 0 h 31 m 46 s, filament PLA Blanc ArianePlast Fichier "boutton (white).stl" ~ 0 h 02 m 52 s, filament PLA Blanc ArianePlast Fichier "outside top (blue).stl" ~ 0 h 36 m 12 s, filament PLA Bleu métallisé ArianePlast Fichier "inside print in place (black).stl" ~ 1 h 08 m 44 s, filament PLA recyclé ArianePlast Fichier "red part x2.stl" (x2) ~ 0 h 12 m 7, filament PLA Rouge Velleman Après assemblage et collage. Les tolérances d’emboîtement sont un peu justes, trancher avec une expansion horizontale de -0.1 mm aurait certainement facilité l'assemblage. "super mushroom container" de "PressPrint" (le petit avec un chapeau vert, sans pas de vis) https://www.crealitycloud.com/model-detail/62bebbe34bd89a1c59cb2e75 (payant ~0.49 USD, sauf si Premium Creality Cloud) échelle 100% mon "Make" https://www.crealitycloud.com/post-detail/658de7ef8999075c3fc27f6f body1 (white).stl PLA Eco Blanc ArianePlat 0 h 44 m 09 s Body2 (green 0.5 clearance0.stl PLA Bleu métalisé ArianePlast 0 h 54 m 53 s Body3 X2 (black).stl (x2, dont un avec une symétrie miroir sur le même plateau) PLA Recyclé ArianePlast 0 h 07 m 18 s Après ébavurage et collage des yeux. Le couvercle est un peut lâche.



























 1 point
1 point -
Discutable. Personnellement et car je n'ai pas une trop forte humidité ambiante chez moi et que je travaille avec des filaments "basiques", pour des filament qui ne prennent pas trop l'humidité ( exemple PLA, PETG, ABS, ... ) je dirais que de conserver les bobines dans leur emballage avec un sachet de dessicant suffit. (Mais je ne dirais peut-être pas la même chose si j'était dans un pays tropical, ou dans une péniche sur l'eau, avec un fort taux d'humidité ambiante) Certain filament TPU prennent l'humidité en moins de 48h hors de leur sachet ( Les coque des impressions sont granuleuse, moins lisse ... cf ) Et certain filament spéciaux on absolument besoins d’être séché plusieurs heure avant et pendant l'impression. Donc en conclusion c'est selon le filament.1 point
-
Elle a quand même besoin de la tour de remise en pression. Du coup la "purge" reste plus importante que le benchy.
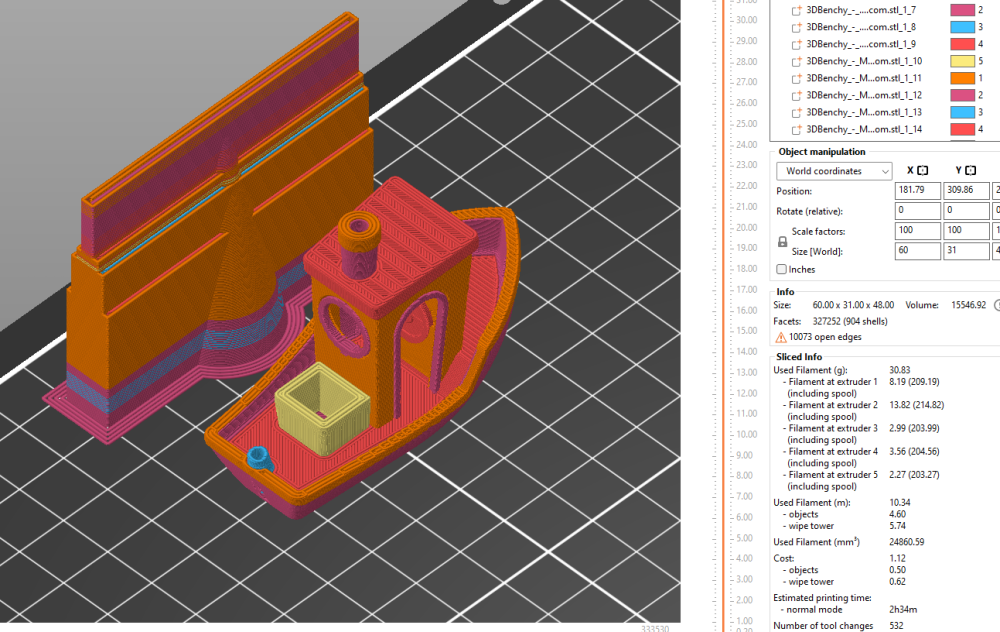 1 point
1 point -
j'ai fait, bon je viens de changer la hotend et le bed était bien de travers j'ai serrer la vis sous le bed a droite et la il semble plus plat, je suis a mon 5eme print test1 point