Classement



Contenu populaire
Contenu avec la plus haute réputation dans 12/11/2021 Dans tous les contenus
-
Hello, Je souhaite écrire un livre blanc (sous forme de sujet) destiné aux néophytes qui contiendra les bonnes pratiques à mettre en oeuvre ainsi que des mises en garde liées à l'utilisation d'une imprimante 3D FDM. Les personnes visées sont les néophytes, pas les débiles profonds (exit les "ne mangez pas votre filament"). Voici une ébauche. Pour commencer, les règles de sécurité : Il existe des risque de blessure par brûlures et par pincement. Ne touchez jamais la partie chaude de la buse durant le fonctionnement de l'imprimante. La température est de l'ordre de 200°C. Ne mettez pas vos mains sur le plateau durant le fonctionnement de l'imprimante. La température est de l'ordre de 60°C. Assurez vous de leur température avant tout contact. Ne mettez jamais vos mains dans le volume d'impressions. Des pièces se déplacent rapidement et les moteurs qui les actionne sont suffisamment puissance pour causer une blessure. Les bonnes pratiques : Laissez refroidir la buse avant de couper l'alimentation de l'imprimante sous peine de vous retrouvez dans l'impossibilité d'imprimer la fois suivante. Le plateau doit être exempt de toutes traces de gras, de poussières et d'autres impuretés. le contact d'un doigt sur la surface utile du plateau suffit à réduire son adhérence. N'utilisez que du filament destiné à votre imprimante et vérifiez les conditions d'impression. Un filament peut être compatible avec votre imprimante mais vous ne pourrez pas forcement l'imprimer pour autant (exemple ABS) Veillez à conserver vos filament dans un endroit protégé de la lumière et exempt d'humidité. A finir. Vos avis et conseils sont les bienvenus.5 points
-
Premiers bonne pratique : - garder les emballages de votre imprimante Et dernier bonne pratiques : - Si après avoir suivie toutes ces préconisations vous n'arrivés toujours pas à sortir une pièce, ressortez les emballages (que vous n'avez pas jeté si vous avez suivie ce guide), remettez l'imprimante dedans, contactez la société qui vous a vendu l'imprimante et dite leur que vous leur renvoyez le colis car malgré pleins de conseils avisés vous êtes trop con pour utiliser une imprimante 3D.5 points
-
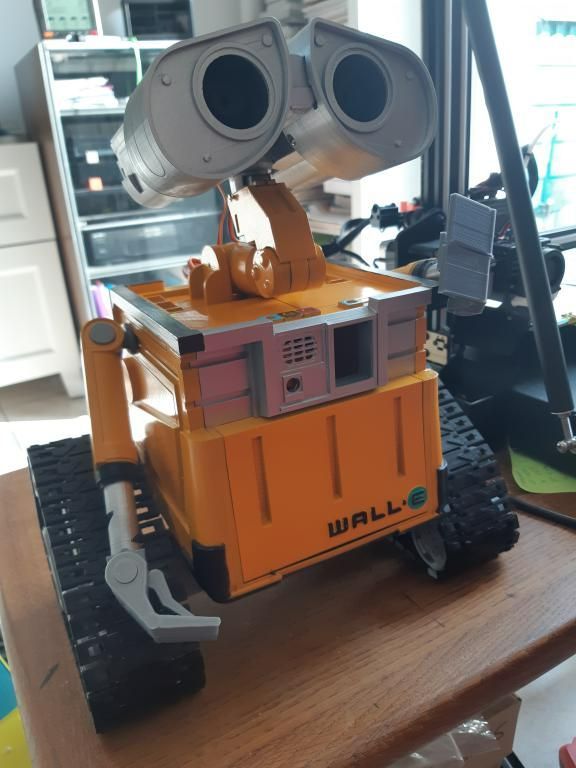
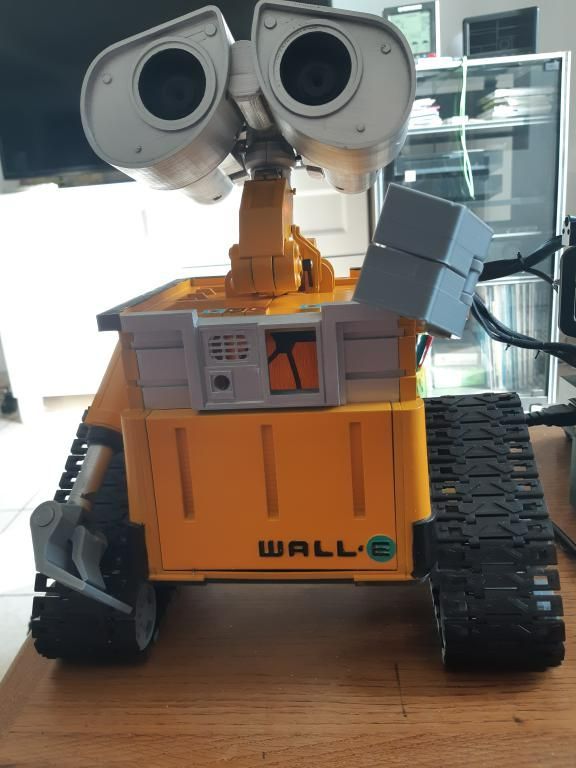
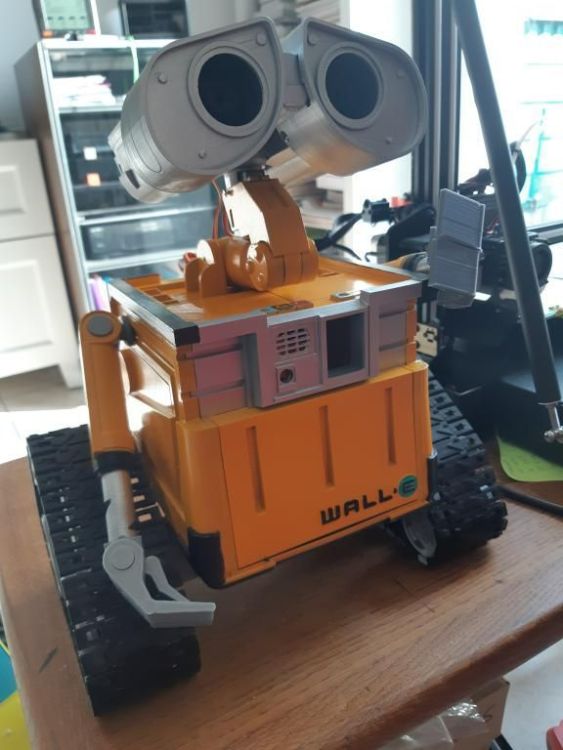
Bonjour, WALLE vient de sortir de l'atelier peinture. j'ai utilisé de la peinture en aérosol Jaune bouton d'or avec du noir. Pas facile pour un débutant peintre ! il me reste à peaufiner l'aspect vieille avec des rayures et taches de rouilles. Je pense utiliser une brosse à dent pour projeter quelques taches de rouilles par ci et par là. le montage des chenilles et réalisé sans soucis. J'ai améliorer le maintien des bras par la réalisation d'une bague élastique en TPU pour avoir un maintien de la main de WALLE. çà fonctionne très bien
 5 points
5 points -
Bonjour, Comme tous les ans je prépare des prints pour récolter des fonds pour le Telethon. Un nuage de papillons pour donner des ailes au Telethon.
 3 points
3 points -
Ne pas commencer à modifier une imprimante avant de bien maitriser son utilisation (c'est tellement fréquent). Après le tranchage dans le Slicer, prendre quelques minutes pour vérifier le bon empilage des couches, cela évite bien des catastrophes lors de l'impression.3 points
-
il faudrait aussi rajouter que les animaux domestiques ne peuvent pas être séchés sur le plateau d'une imprimante 3D ... Que la buse ne peut pas servir de fer à friser et j'en oublie beaucoup probablement Sinon pour revenir au vrai sujet (en vrac) : * n'essayez pas d'imprimer autre chose que du PLA si vous débutez * REGLEZ votre imprimante avant de vous en servir (avec des liens vers les tutos ?) * Le BLTouch n'est pas un baguette magique il ne règle pas le plateau à votre place * Le glossaire serait bien (avec photos) mais il y a vraiment du boulot (peut être une répartition des tâches pour les volontaires ?) * Nettoyage du plateau : IPA 99.9 et/ou eau savonneuse, pas de "plizz" pour que ça brille * Nettoyez et graissez (dans cet ordre) votre imprimante régulièrement ET avant sa première mise en service, elle vous remerciera. to be continued3 points
-
je ne pensais pas que j'aurais tant de réponses, qui sont toutes bonnes à prendre et qui m'apportent de la matière. Je pense procéder en strates comme pour les tutos avec des noms (ou pas d'ailleurs) du style ultra basique et basique. Ultra basique : imprimer sans péter l'imprimante ni se blesser (on se rappelle tous de la fierté que l'on a eu lorsque l'on a imprimé notre première pièce toute moche ). Basique : se donner les moyens pour imprimer proprement avec des liens pour renvoyer vers les sujets adéquates pour approfondir. L'idéal serait de garder un temps de lecture réduit de 2 minutes (?) pour l'ultra basique et 5-10 minutes (?) pour le basique. Une redistribution des taches est possible reste à voir comment. Une chose dont je ne doute pas est que l'on va sortir un document de qualité vu toutes les compétences présentes et la bonne volonté disponible.2 points
-
A chaque chapitre du livre blanc, il serait possible (progressivement) d'ajouter des liens vers des conseils plus pointus2 points
-
Le problème c’est que la plupart des débutants viendront sans chercher si ce livre blanc existe pour leur problème et poseront leur question, et quand bien même qu’on les oriente vers ce sujet, la plupart ne prendront pas la peine de réfléchir et de chercher la partie les concernant, ils attendent bien souvent que l’on se pose les questions à leur place, en tout cas c’est ce que je vois constamment sur le forum avec les nouveaux messages de débutants, car les problèmes sont quasiment toujours les mêmes, sous extrusion problème d’extrudeur et d’étanchéité buse/PTFE, problème d’adhérence plateau et réglage de l’offset. Sinon c’est une bonne idée.2 points
-
Nous avons une page "pour les nuls" qui mérite un gros rafraichissement, le contenu date un peu : https://www.lesimprimantes3d.fr/impression-3d-pour-les-nuls/ Très bonne idée en tout cas, il y aura toujours des débutants qui poseront inlassablement les mêmes questions, un livre blanc / bible tenu à jour serait parfait ! Faire aussi l'équivalent en SLA qui prend de l'ampleur ces derniers temps + avertir sur la manipulation des résines, etc, avec les protections recommandées. PS : pour les débiles mais faut répondre à la question "peut-on manger un filament senteur fruit ?"2 points
-
J'avais donné une explication du Mesh Bed Leveling dans ce sujet pour passer le Marlin de ma CR10-V2 à la dernière version stable (actuellement 2.0.9.2). Extrait :2 points
-
Salutation ! Normalement TCP se doit de ne pas modifier le "data" qu'il transporte. Donc surement autre chose ... mais alors quoi ? Là je penche plus pour un navigateur ou un OS qui se permet de recompresser l'image et/ou qui prend en compte le profil d'affichage pour convertir les couleurs. ex: lors d'un "drag and drop" entre deux applications, il peut y avoir des conversions. (de plus l'image où le bleu est violet pèse 10Ko de moins ... pour le même nombre de pixel ... donc il y a bien une sorte de re-compression ...)2 points
-
@jmarie3D Oui certainement, j'ai juste suivi les instructions du créateur ... Impression terminée avec succès après 3h24. Il en reste encore deux à imprimer ...2 points
-
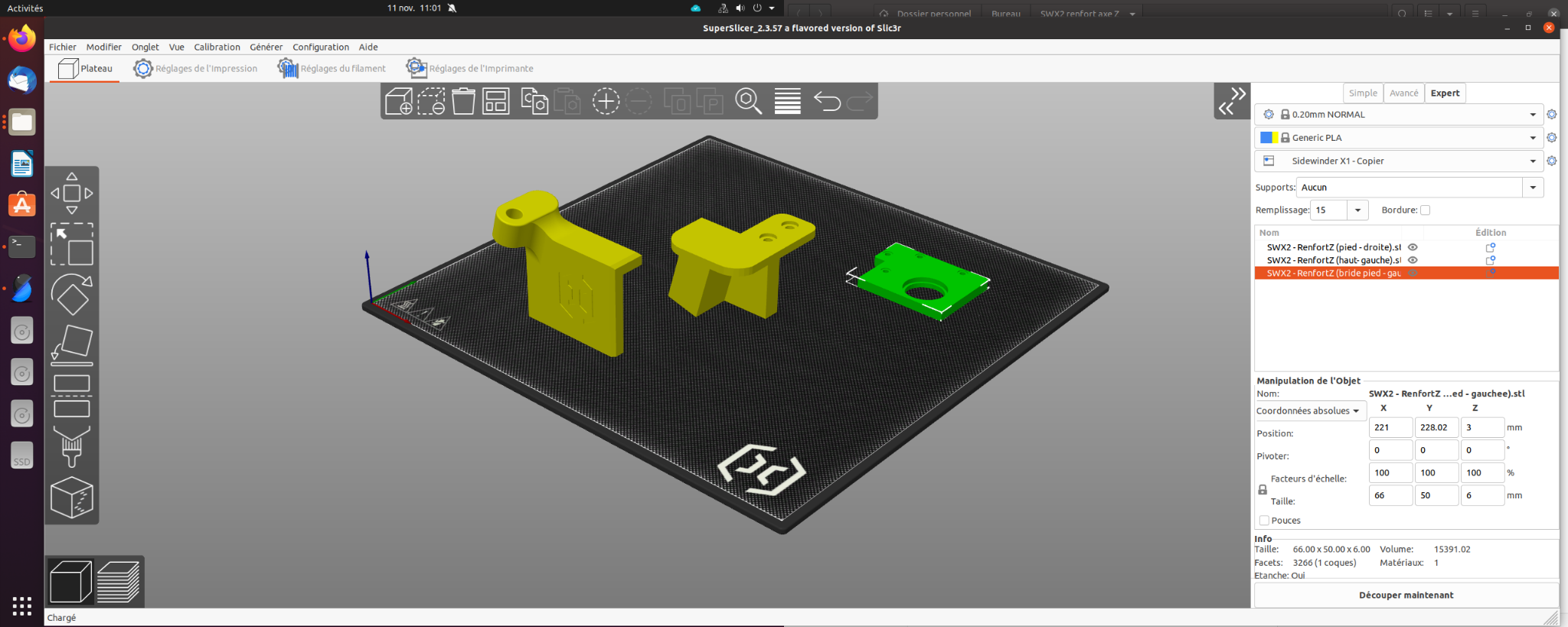
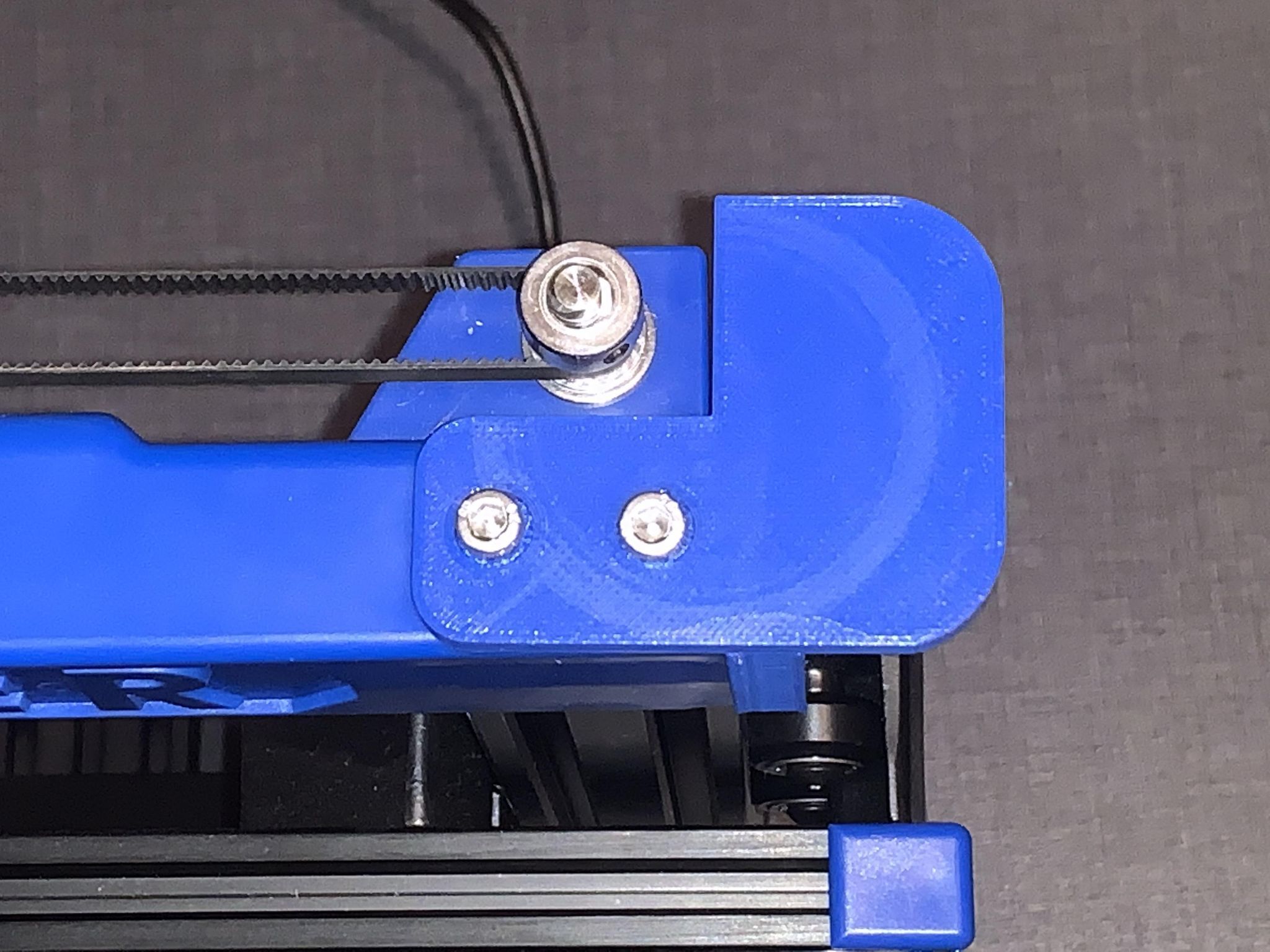
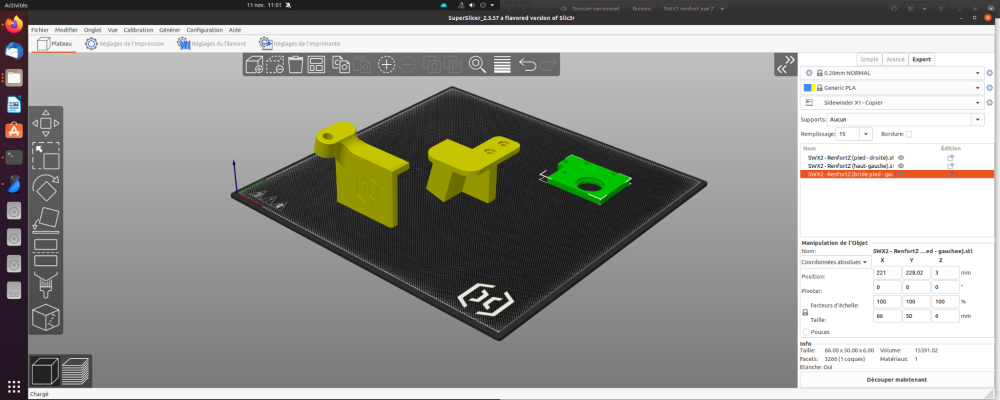
Hello, N’ayant pas trouvé de fichiers tout prêts, j'ai créé un pack comprenant les pieds venant d'ici les brides de pied venant du même endroit, que j'ai modifié les pièces du haut que j'ai entièrement dessiné SWX2 - Renfort axe Z.zip Matériel nécessaire pour le montage : 2 tiges M8 de 60 cm de longueur (mini 58 cm, maxi 65cm mais ça fait crade) 8 écrous M8 (éventuellement 6 nylstop et 2 normaux) 4 vis M5 x 12 ou plus - tête Allen (pour les pièces du haut) 6 vis M3 x 16 - tête Allen (pour fixer la bride sur le pied) 6 écrou à encastrer M3 carré 5.5 (pour fixer la bride sur le pied) 2 vis M3 x 12 ou plus (pour fixer la bride sur l'imprimante) Une visu des pièces d'un seul coté : Le bleu France de chez Arianaplast se marie très bien avec le bleu Artillery. Voici un tuto pour le montage Merci à @TonyNarko67 pour la réalisation de cette vidéo.
 1 point
1 point -
Il faut déjà apprendre à faire les choses bien, puis lorsqu’on maîtrise parfaitement on peut s’en éloigner, mais pas avant (et à ce moment-là on n’est plus entrain de lire un livre blanc)1 point
-
La pièce est toujours en place dans le lave-vaisselle Bon elle est plus aussi rigide qu'avant, mais elle fait le travail !1 point
-
Merci beaucoup je vais regarder ça. bon et bien nikel ca refonctionne merci beaucoup !!!1 point
-
Pour une impression réussie (PLA, PETG, TPU) : * pas de courants d'air * Une température de la pièce raisonnable Pour une impression pas loupée (ABS, ASA, PP, ...) : * caisson fermé sans ventilation (40° dans l'enceinte minimum) * pas de courants d'air * Une température de la pièce raisonnable1 point
-
LES 2 ......1 point
-
Du filament, ça se conserve au sec... un mauvais conditionnement explique de nombreux problèmes1 point
-
Pas la peine de contacter la dite société, je me dévoue a fournir mon adresse pour recycler les pauvres imprimantes incomprises .1 point
-
En attendant de maitriser complètement ton Z-offset, tu peux déjà rajouter une bordure de quelques lignes à ton benchy, augmenter le débit de ta première couche (110%), réduire la vitesse de la première couche (10 à 15 mm/s au maxi).1 point
-
*Ne modifier qu’un seul réglage à la fois dans le slicer *Si modification il y a, en cas de petite modification (on débute), n’en faire qu’une seule à la fois, jamais plusieurs en même temps !!!1 point
-
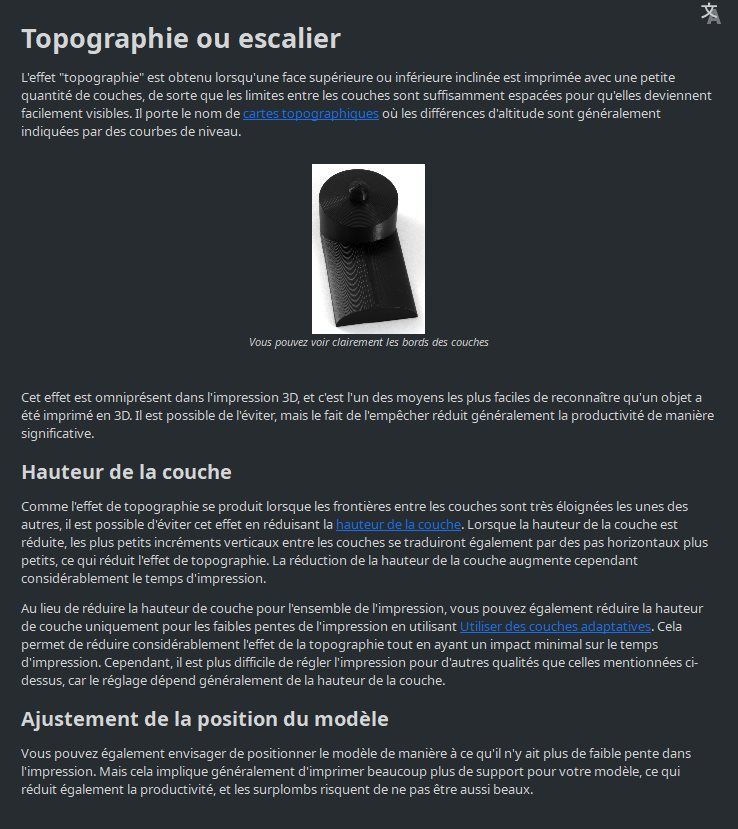
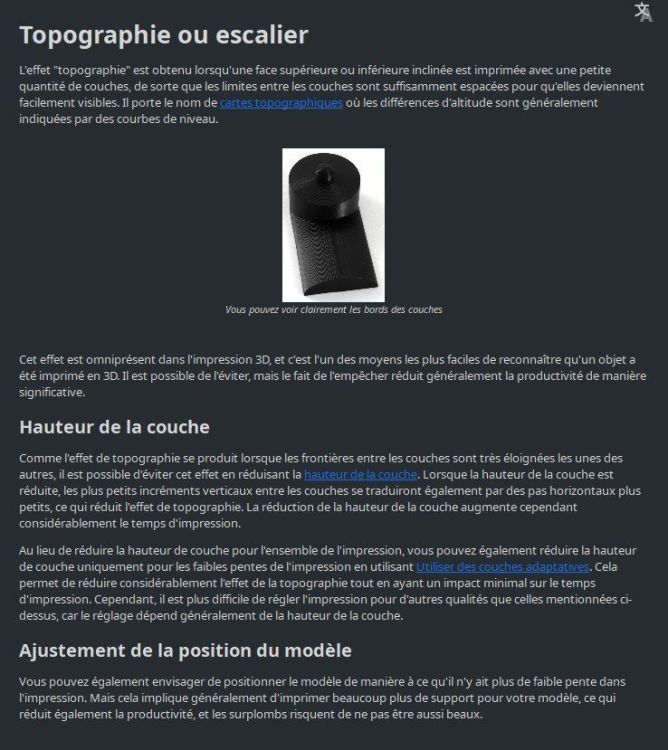
Le greffon «settings guide» de Cura explique plutôt bien l'effet «topographie» :
 1 point
1 point -
il devrait y avoir la possibilité de mettre +10 au lieu de +1 * Quand vous réglez votre hauteur plateau/buse, faites le avec une buse propre un plateau propre et un papier propre (et à chaud de préférence et pas avec un bristol, du 60Gr ou du 80Gr seront très bien). * Si vous décidez de faire des modifications quand même (ou que vous commencez à maîtriser la bestiole) : Ne faites qu'une modification à la fois : si ça marche, vous pouvez passer à la suivante, sinon vous pouvez la corriger (sinon, vous n'aurez aucune idée de la modification qui pose problème)1 point
-
réglage buse / plateau + propreté du plateau (à nettoyer dès que 'on met les doigts dessus) Avec un bon réglage et un plateau propre, pas besoin d'additifs exotiques (le scotch, la colle uhu, la laque ça marche mais un bon réglage marche largement aussi bien)1 point
-
Bonjour @Eblunit Il faudrait pour que des membres puissent t'aider que tu donnes plus de détails sur ta machine ? (Imprimante, ajouts, Carte mère, firmware,..) Bon il apparaît dans un autre de tes posts, que c'est une ender3 pro avec Carte mère 4.2.7 et Direct drive microswiss. BLtouch ou équivalent ? écran d'origine ? et quel firmware ? Sur la ender 3 v2 avec une carte mère comme la tienne , mais un avec écran différent ( dont les menus) tu as dans les menus avec le z-offset l'option save et dans celui de control un store settings (qui sauvegarde dans l'eeprom de la carte mère) Regardes pour trouver le menu pour sauvegarder tes réglages, j'ai une ender 3 v2, je ne peux t'endire plus. Je suppose que tu n'as pas de Bltouch, tu peux déplacer légèrement ton capteur z-stop pour corriger tes 0.3mm et reniveller ton plateau et te passer de z-offset. Question tu as un Z-offset positif de 0.3mm, si tu n'as pas déplacé ton z-stop, lors d'un home tu dois écraser ta buse de 0.3mm sur le plateau !? autre solution1 point
-
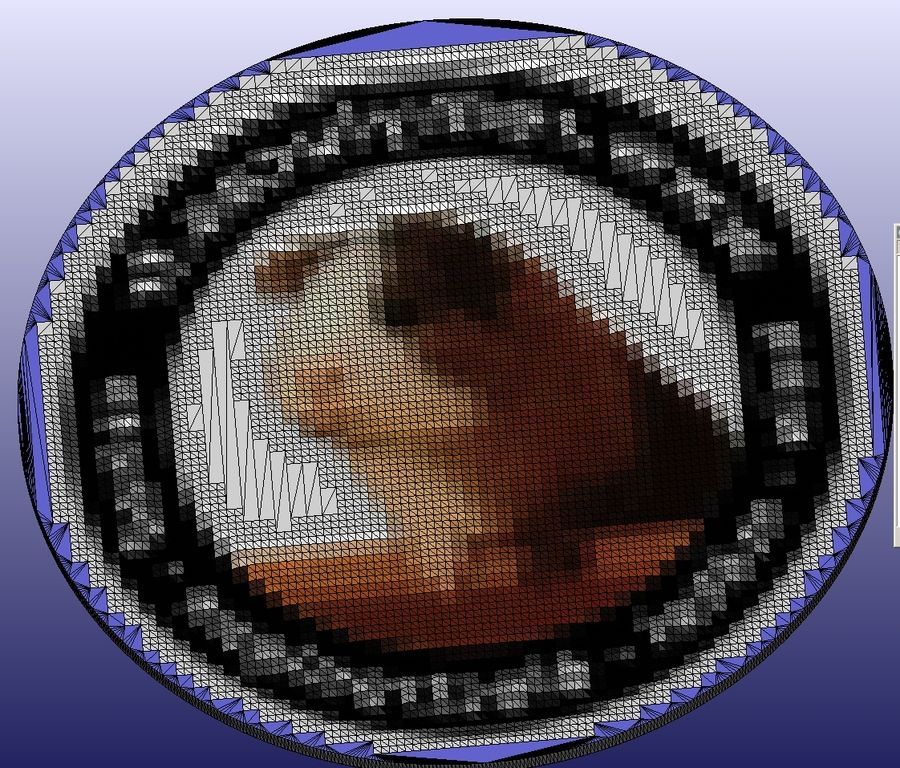
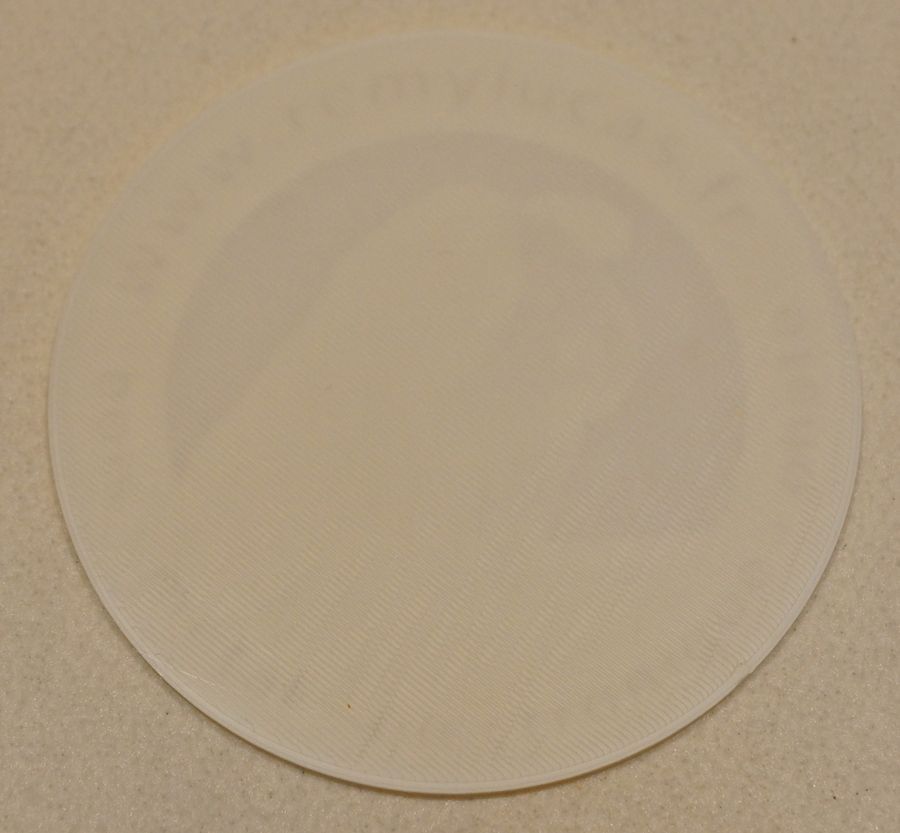
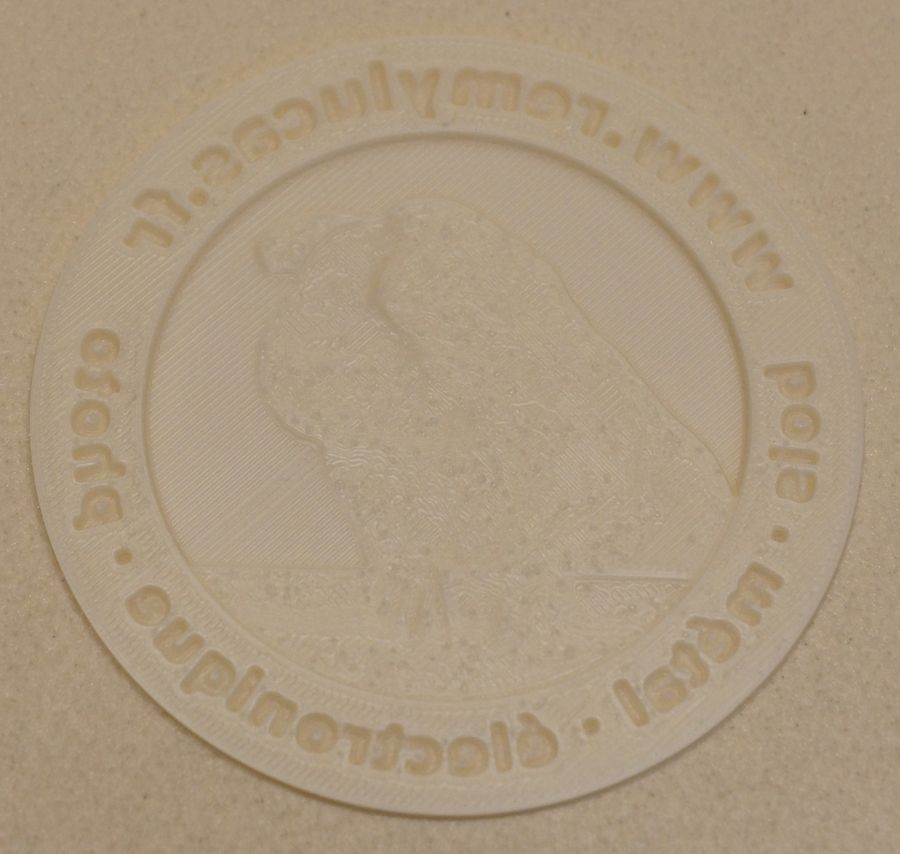
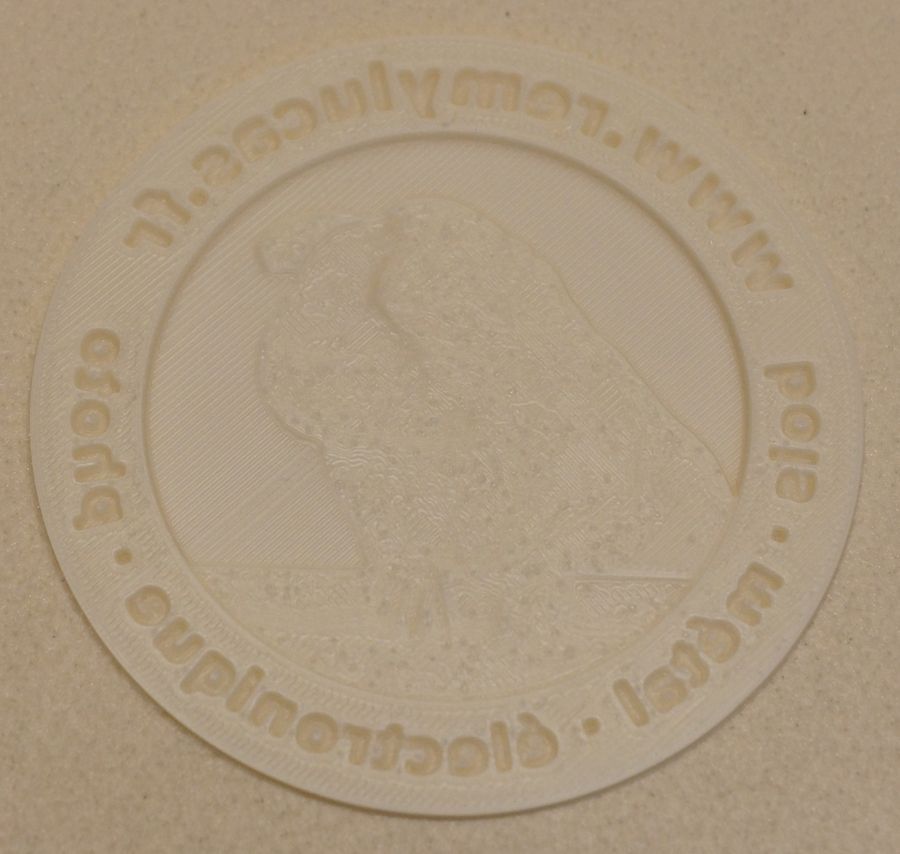
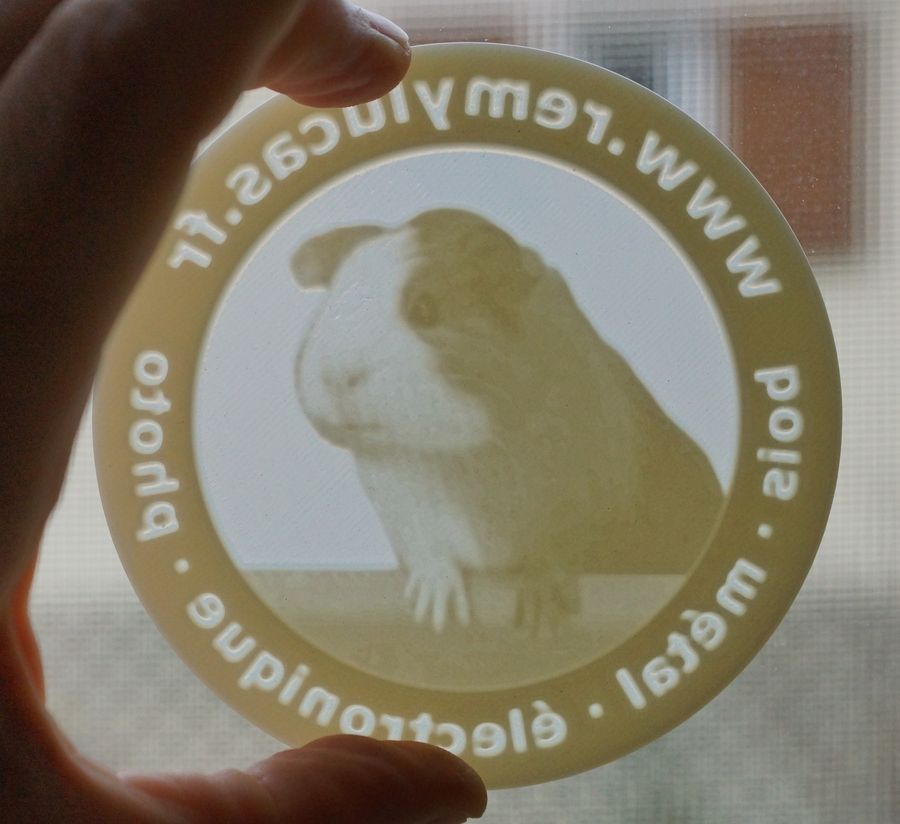
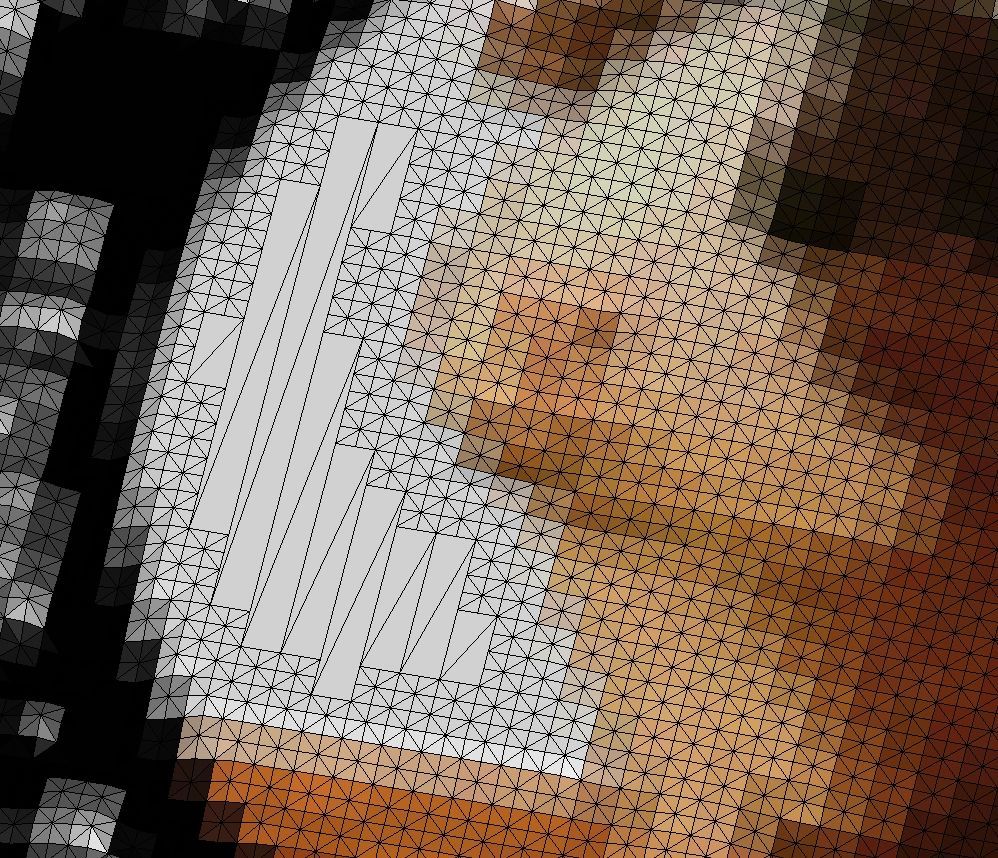
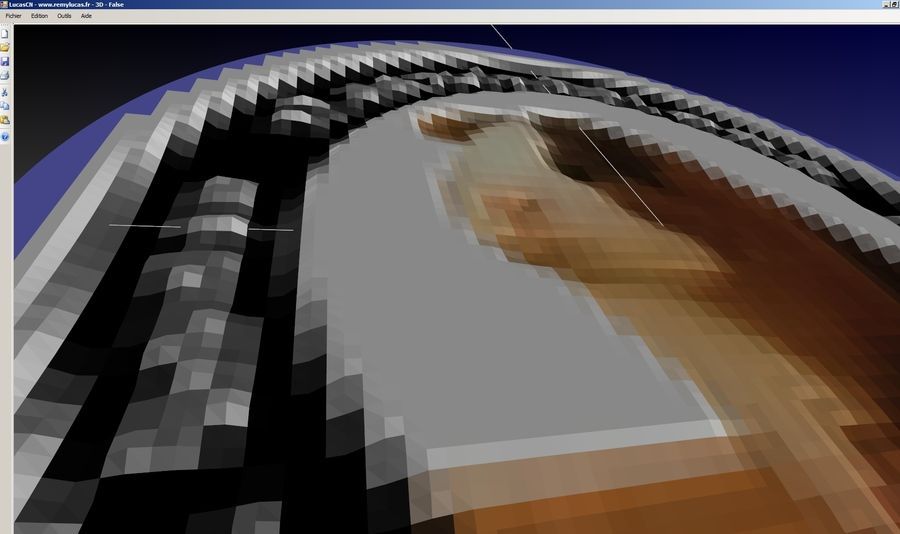
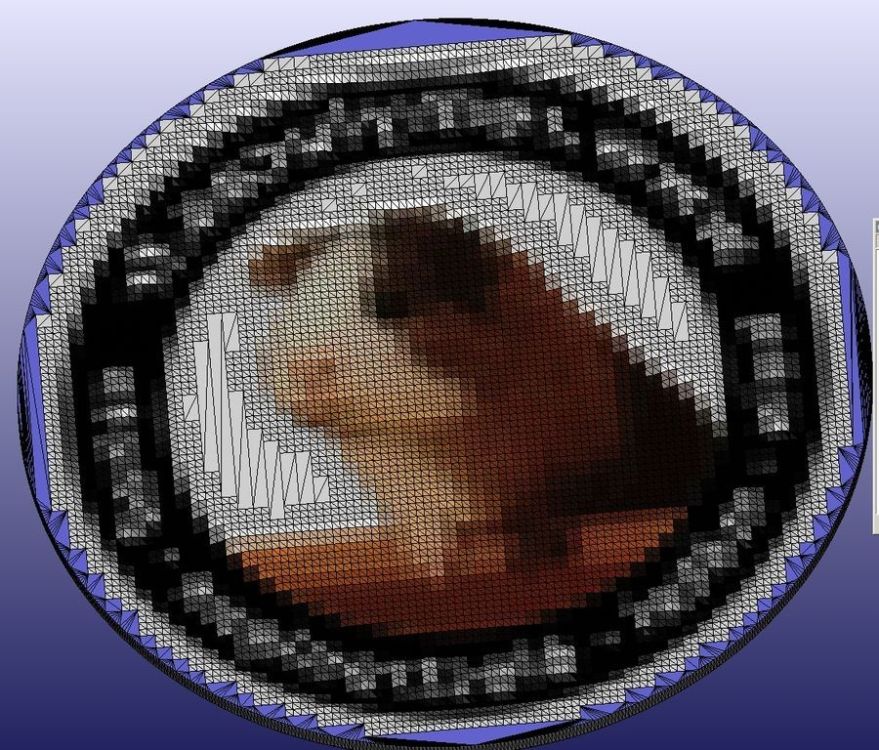
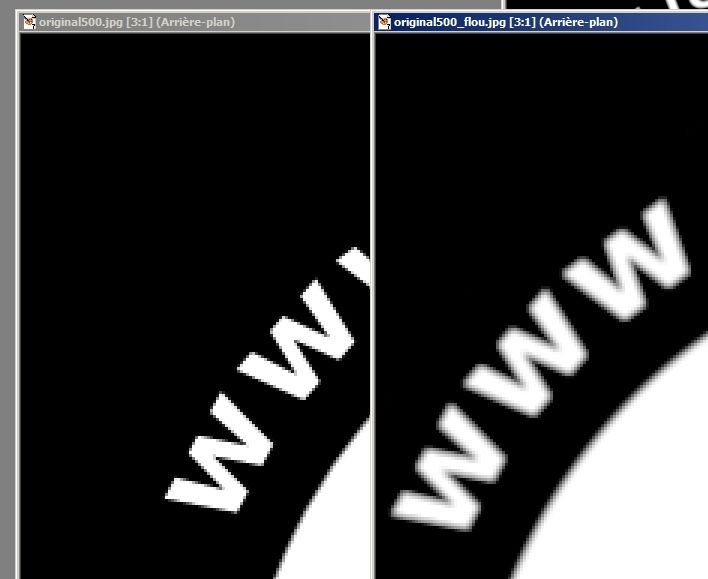
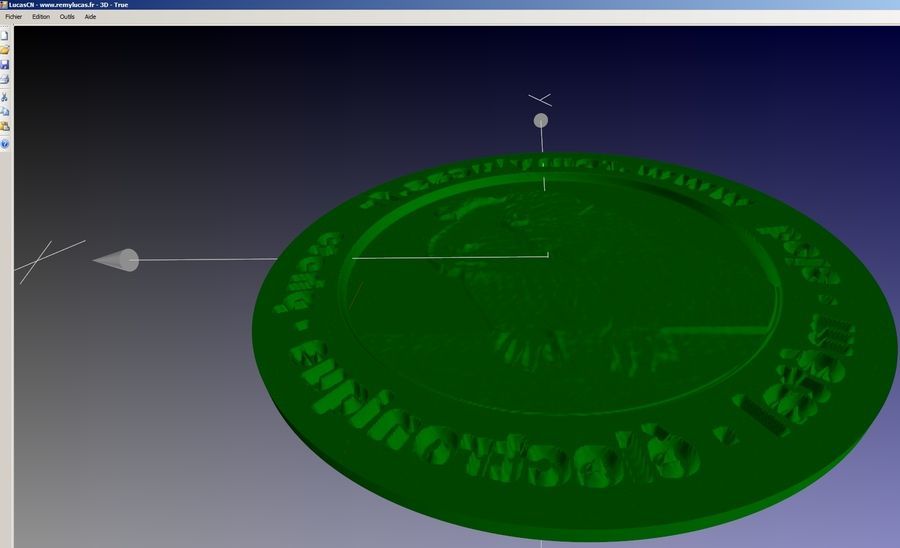
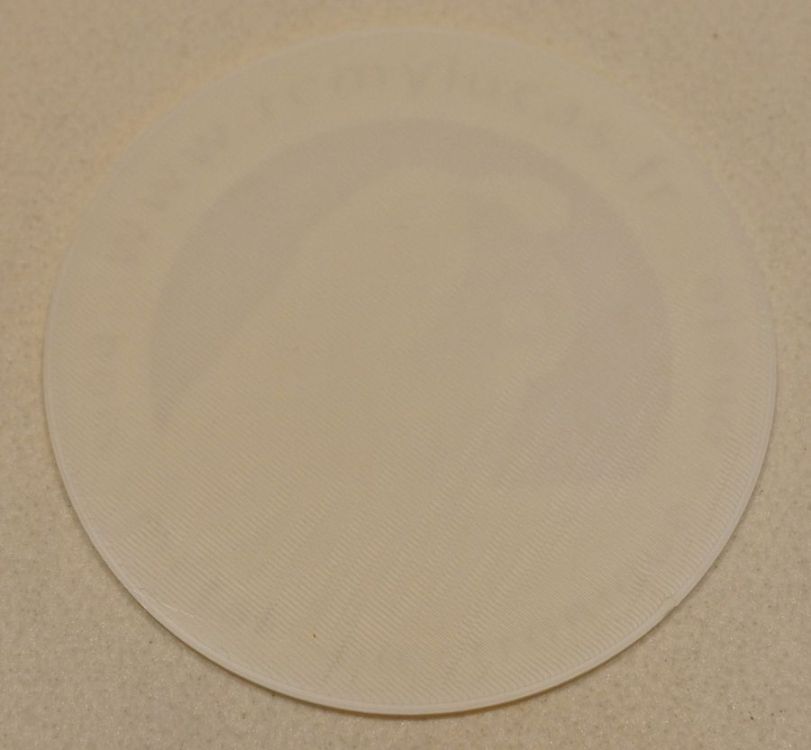
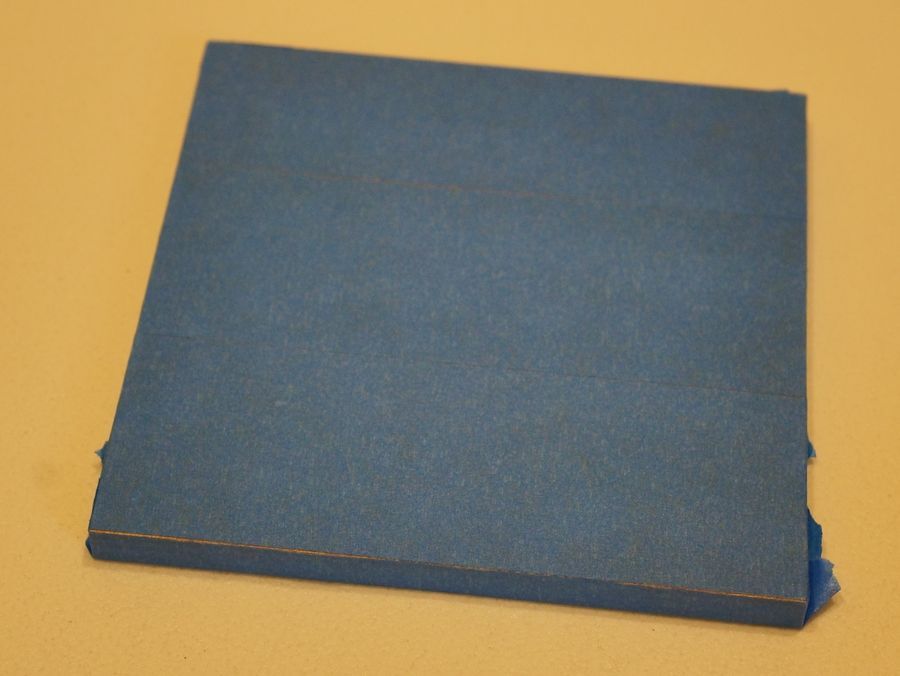
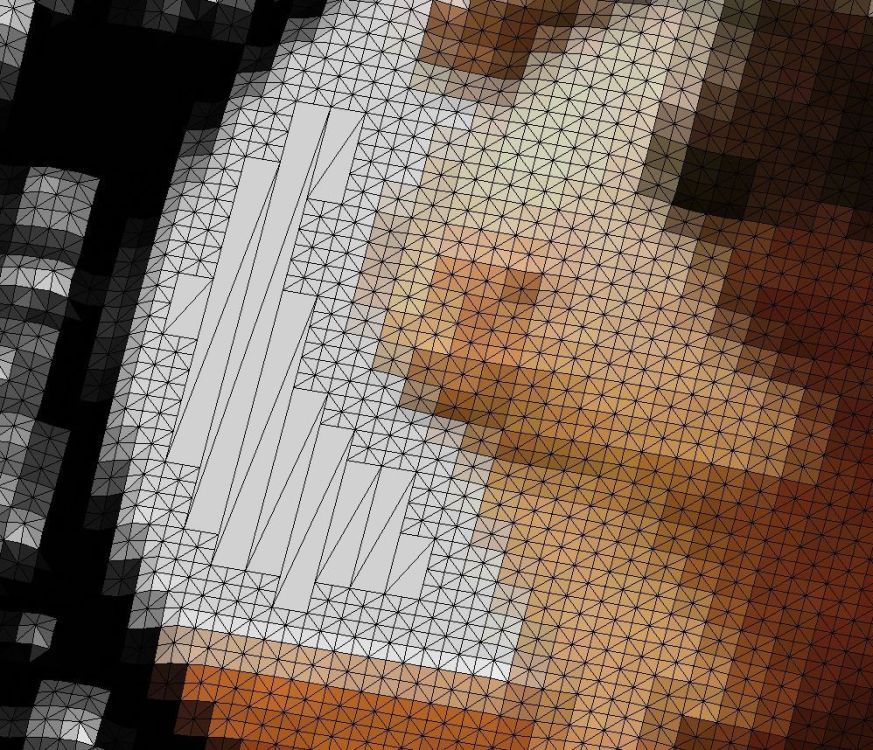
Bonjour, Je viens de créé une autre lithophanie d'une façon différente. Je l'ai générée moi-même avec une petite fonction ajoutée à mon logiciel maison, et je l'ai imprimée 'à plat' pour voir ce que ça donne. Les résultats sont amusants et intéressants. J'ai utilisé comme image de départ mon image de profil Tout le monde connait le principe, chaque pixel de l'image est un point (ou plutôt un carré), dont la couleur va correspondre à une valeur d'épaisseur. Pour ce faire, il faut, à partir de la couleur, calculer le niveau de gris. La formule "classique" est Niveau de gris = 0,299 * R + 0,587 * G + 0,114 B Rien n'empêche d'utiliser d'autres coefficients... pour ceux qui ont connu l'époque héroïque de la photo argentique, il existait différentes sortes de pellicules photos noir et blanc qui ne réagissait pas de la même façon au différentes couleurs. Certaines pellicules n'étaient pas sensibles au bleu, aussi, lorsqu'on faisait des photos en extérieur de jour par temps clair, on obtenait des photos avec un ciel noir et des nuages blancs. Lors des séances photos et lors du tournage des films noir et blanc, les acteurs étaient parfois maquillés avec du maquillage aux couleurs "punks" (vert, bleu, ...) conçu pour bien rendre en noir et blanc Après calcul des niveaux de gris, il faut générer une surface en 3D. Si on se contente de créer un carré pour chaque pixel, on obtient une surface en marches d'escalier "à la Lego ou Minecraft" qui n'est pas terrible... J'ai préféré générer 8 triangles par pixel; ces 8 triangles relient le centre du pixel aux coins et aux centres de chaque côté La coordonnée Z du centre du pixel correspond à son niveau de gris. La coordonnée Z du centre d'un côté du pixel correspond à la moyenne du niveau de gris des deux pixels partageant ce côté. La coordonnée Z d'un coin du pixel correspond à la moyenne du niveau de gris des 4 pixels communs à ce coin. Voici ce que ça donne en image (j'ai pris une image avec une faible résolution pour que les triangles soient visibles) : - l'image de départ : - la surface en 3D générée (on voit bien les 8 triangles par pixel) : On peut optimiser en fusionnant les triangles dans les zones comportant des aplats de couleurs, cela rend l'affichage et le chargement du fichier plus rapide : Le gain apporté par cette fusion des triangles n'est pas flagrant sur cette image, mais sur une image avec une résolution plus importante, on économise pas mal de triangles. Il y a un petit soucis cependant : cette optimisation génère des erreurs "unmatched edge" (similaire au "T-junction problem") dans le fichier STL mais cette erreur est bien tolérée par mon slicer. Pour faire ma pièce, je prend une image de 500 pixels de côtés. Pour que le résultat soit meilleur, il faut ajouter un peu de flou pour que le changement de couleur d'un pixel à l'autre ne soit pas brutal : Voici l'image originale : Et l'image avec un peu de flou : La visu en 3D de la lithophanie générée : Je l'ai imprimé "à plat", en ABS white pearl de chez Grossiste 3D, avec une première couche à 0.20mm et les suivantes à 0.10mm Cela me donne, après découpe au slicer, 23 niveaux de gris selon l'axe Z. Le résultat n'est à priori pas très encourageant : L'épaisseur la plus fine étant faible, on voit le motif par transparence (j'aurais dû avoir une épaisseur mini de la lithophanie plus grande) : Voyons ce que ça donne à la lumière... - côté lisse face à moi, ça fonctionne mais bof : - côté "rugeux" face à moi, c'est beaucoup mieux : En fait, c'est mieux d'imprimer la lithophanie pour le motif soit à l'extérieur de l'objet, c'est à dire du côté visible Malheureusement, sans éclairage par l'arrière, le motif est assez moche (voyez la photo plus haut de la pièce sur le plateau de l'imprimante) => il faudra faire une lithophanie à partir de DEUX images : une pour la couleur (épaisseur) et une autre pour la forme 3D "bas relief"... ...c'est plus facile à dire qu'à faire J'ai essayé de faire une finition de la lithophanie à l’acétone smoothing. J'ai fait un support en bois recouvert de ruban de masquage bleu pour poser la pièce (cela évite que la pièce colle), en la retournant régulièrement pour que le l'acétone pénètre des deux côtés : La pièce s'est beaucoup déformée, elle est plate et la partie la plus fine est très tendue : Elle est pas jolie ma tortilla ? Le rendu n'est pas vraiment meilleur, c'est même moins bien car l'acétone smoothing a rendu translucide la partie la plus fine : La translucidité trop prononcée rend indispensable l'utilisation d'une source de lumière homogène avec diffuseur : A bientôt Vous avez peut être remarqué que les triangles sont orientés "bizarrement" J'ai apporté une petite amélioration de l'algorithme, pour que les 8 triangles correspondant à un pixel aient tous le centre du pixel comme l'un de leur trois sommets : Ca correspond mieux au principe voulu, et on voit mieux dans le mesh où se trouvent les pixels de l'image originale














 1 point
1 point -
Ajouté C'est un chapitre qui mérite d’être développé sans pour autant rentrer dans les détails. L'idée est d'apporter des consignes de bases au néophyte qui se renseignera par la suite sur des topics plus étoffés. ça fera une bonne base de départ pour voir si des choses ont été oubliées.1 point
-
Salutation ! C'est délicat ... car un haut de sphère a un porte-a-faux qui ne permet pas a une ligne de reposer / recouvrir suffisamment celle d'en dessous et donc si tu n'a pas mis un remplissage suffisant et/ou que tu n'a pas coché "imprimer le remplissage avant les parois" et/ou que tu n'a pas une "épaisseur de coque" suffisante et/ou avoir la bonne valeur pour "Épaisseur de soutien des bords de la couche" elle n'a rien pour être supporté ... Sinon Là il y a peut être un truc ... Ultimaker cura ne modélise pas comme Prusa Slicer la largeur des boudins déposé. En principe sous Ultimaker cura pour une largeur de 0.4 mm demandé on obtiens 0.44 ... donc là en fait tu te trouve peut être en légère sous extrusion. Pour les blob si tu parle de la couture / jointure en Z c'est délicat de la faire disparaître. Sinon c'est éventuellement un problème de carte SD (saturé ou de mauvaise qualité) ou de communication qui rame si tu imprime depuis une connexion USB. (voir d'un mode reprise sur coupure de courant qu'il faut désactiver car avec une carte SD lente cela fait ralentir la machine le temps de l’écriture sur la carte SD.)1 point
-
Salutation ! Je me dit que tu a peut être un débit légèrement trop fort et que finalement les zones où il manque de la matière serait la trace du dernier passage du nez de la buse ... a quoi ressemble une impression sans étirage ? A tu déjà fait un calibrage du débit et/ou de l'extrudeur ? Peut tu nous passer le fichier .gcode de cette impression pour vérification (ou en regarder la prévisualisation sous par exemple PrusaSlicer GCodeViewer et éventuellement valider ou infirmer mon hypothèse ? ) Edit : aussi créer un nouveau sujet pour se problème peut te donner plus de visibilité et d'avis.1 point
-
Plus efficace, je ne sais pas mais en positionnant les renforts sur l'avant, à moins d'écarter les tiges de renforts de la base, on peut avoir une perte de dimension d'impression en Z à cause de l'axe X et de sa tête qui ne peut plus toujours aller complètement à droite / gauche. Le gros avantage de monter les renforts sur l'arrière est que ça n'obstrue pas l'accès aux pièces imprimées. Un des avantages du montage sur l'avant est de pouvoir utiliser les tiges de renfort pour y monter un éclairage, une caméra, …1 point
-
Bienvenue à toi, La meilleure façon de choisir quelles options ajouter sur ta bécane c'est d'en éprouver le besoin lors des impressions, les autres sont inutiles ou seulement esthétiques.1 point
-
le contact d'un doigt sur la surface utile du plateau suffit à réduire son adhérence.1 point
-
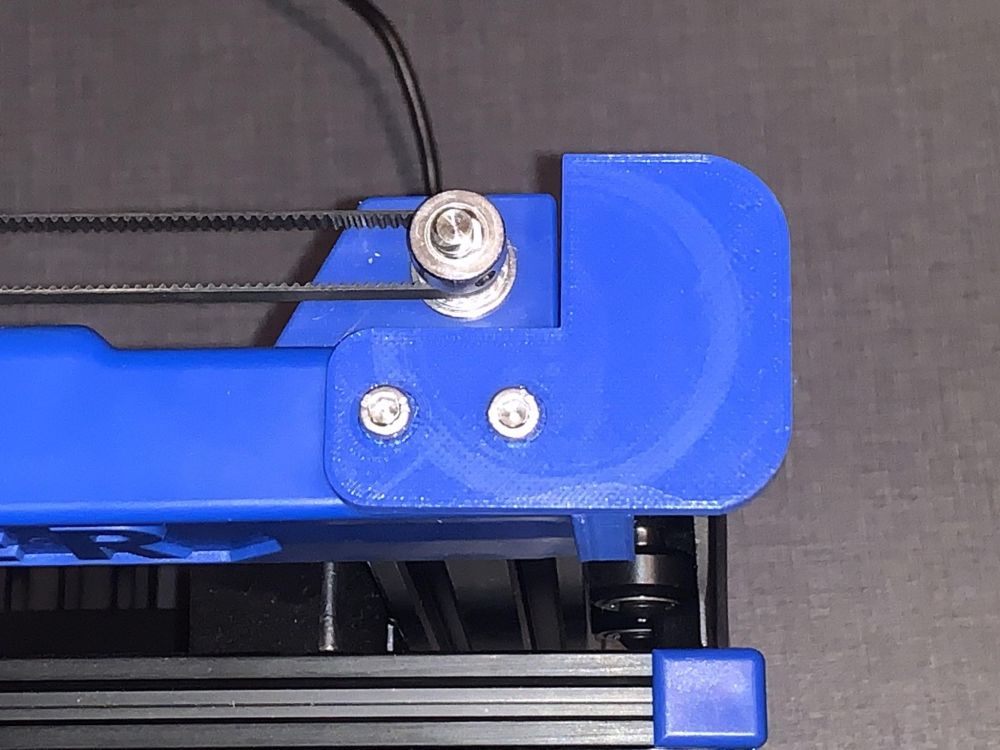
Alors qu'il suffisait d'inverser le sens de la courroie pour l'installer conformément à la documentation !1 point
-
Guillaume utilise du PP et non du PETG qui ne supportera pas un programme très chaud.1 point
-
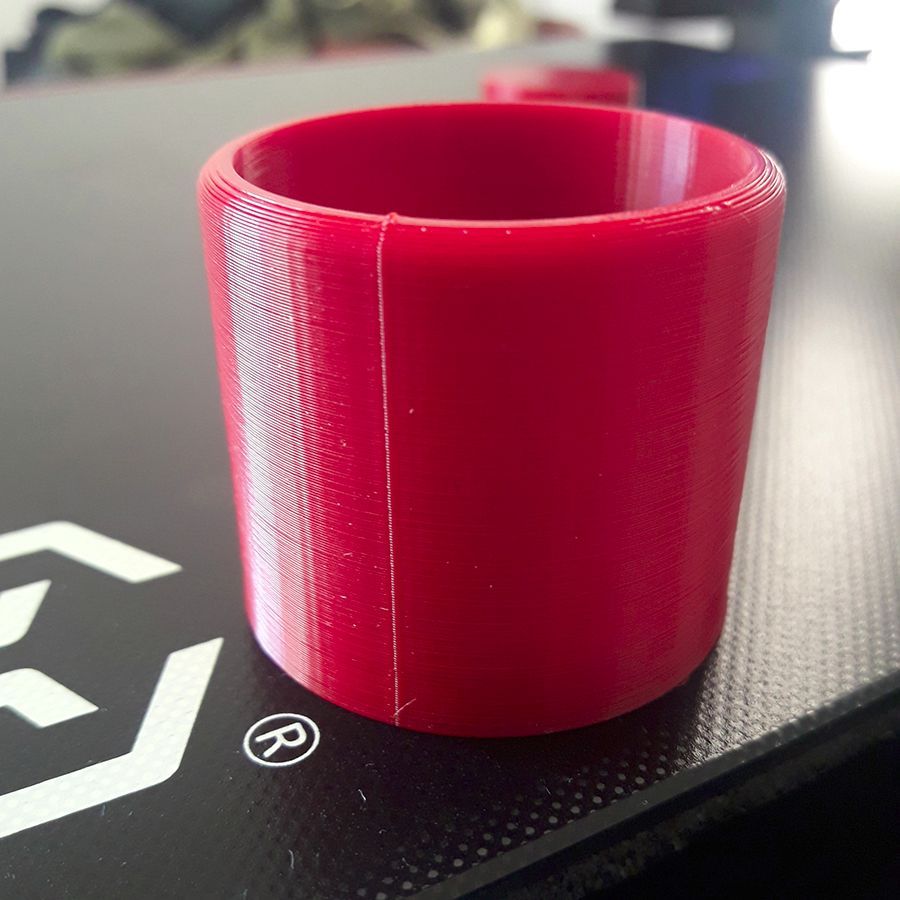
Merci à tous pour votre disponibilité et l'aide Je suis sous Cura 4.11 , l'impression ne commence pas au centre :( même en décochant option de @Patrick76, pour la hauteur de couche je suis la rêgle des 0.8xD de la buse au max enfin je suis un peu à la pêche ;) Les temps d'impression par contre me paraissent farfelus. Mis à jour sur CURA 4.12 plus de pb ! Allez je soumets à votre expertise cette pièce cylindrique avec un défaut non désiré ? (slicer ou fusion ou réglages imp ?)
 1 point
1 point -
@Altinak pour le choix du slicer, y en a pas de bon ou mauvais réellement, moi J'utilise Cura et Prusa parfois, j'arrive toujours a avoir de bon résultat sous Cura la gestion des supports est meilleur que dans d'autre perso, et depuis la 4.11 avec l'ordre d'impression monotone on a de meilleur rendu de dernière couche, actuellement je test la 4.12 qui semble avec un bon potentiel. Prusa permet aussi d'avoir de bon rendu et par rapport au ancienne version de Cura comme la 4.8 le lissage (ironing) était mieux gérer par défaut. J'ai des pote qui on de bon résultat avec IdeaMaker ou Super Slicer, chaque slicer a ces avantages et inconvénient mais ils sont tous capable de sortir des prints correcte, il faut avant tous définir quels slicer tu comprend le mieux dans son fonctionnement, son organisation et sa présentation, puis après effectué quelsues test pour définir le meilleur profils suivant ton usage, perso je définit des profils spécifique pour chaque type de filament, de type de pièce a imprimer etc. J'ai au moins 15 profils (juste pour la Genius) différents actuellement sous Cura pour gérer mes prints et il évolue quelques peu en fonction des évolutions de cura et besoin.1 point
-
Non le Mesh Bed Leveling, tu règle manuellement via l'écran le Z-offset pour 9 points (ou plus suivant ce qui est définit dans marlin) de mesure sur le plateau. Cela permet de faire un leveling du bed un peu façon Automatique avec BLtouch mais sans capteur de nivellement. Ton Z offset semble bon a présent en effet . Le cordon de fin c'est rien est ce sera que sur la dernière couche, pour les borde légèrement rugueux a voir avec le réglage de roue libre dans ton slicer, et as tu calibrer ton débit d'extrudeur dans Slicer c'est important aussi comme réglage.1 point
-
La MKS GenL ne correspond pas à ce que cherche @lulux, c'est une 8bits (micro contrôleur Atmega2560); une SGEN_L v1 ou v2 est une 32 bits.1 point
-
Sur la Tenlog ils sont peut-être liés, mais sur la RDX ils sont indépendants. Et je voulais non seulement pouvoir avoir une vitesse par tête, pas uniquement en dual mais aussi en duplication/miroir (idem pour la température, deux PLA n'ont pas forcément les même paramètres), mais surtout pouvoir ventiler à fond au parking. PrusaSlicer ne le gérait pas correctement non plus (je n'ai pas regardé sur la dernière version qui a subit une grosse refonte du générateur de g-code), mais lui au moins, j'ai pu corriger le code. Va faire un tour sur le forum du support technique de IdeaMaker, tu vas vite déchanter sur les perspectives d'évolution...1 point
-
Bonjour @Karent kat, tu peux déjà décocher "Origine au centre", ça devrait mieux marcher Sur cette imprimante comme sur 95% des autres (sauf les Deltas) l'origine est en bas à gauche, donc pas au centre.1 point
-
J'avais les oreilles qui sifflait je comprend mieux . Salut @banditos, les Artillery que ce soit la X1 ou La X2 sont de bonne machine, la X2 a pour elle un capteur d'auto nivellement en plus et et une carte mère 3ébits pour le reste elles sont identiques. L'avantage tu as une super communauté et une bon SAV. Mon conseil regarde les 2 imprimantes, pourquoi il ya pas longtemps la X1 a été vendu 200€ sur Tomtop pendant une journée, donc si tu trouve une X1 avec plus de 80€ de moins sur le prix cette dernière sera plus intéressante en rapport qualité prix que la X1, car les 2 on la même qualité d'impression et les mêmes possibilités. Pour ce qui est de ton usage, au début tu te fera l'a main sur le PLA mais en effet @Ironblue a raison, le meilleur choix de filament pour la souplesse résistance et Résistance au intempérie et aux UV reste le ASA (Le PETG est moins souple et risque de casser dans le temps suivant la pièce). Dans Le cas de l'impression en ASA, il est en générale recommander d'utiliser un caisson pour limite les variation de température et éviter les risques warping, le plus le ASA comme l'ABS rejette des particules, il est donc conseillé de mettre une extraction avec filtre Hepa pour limite cela. Concernant l'imprimante sur la X1 ou la X2 il y a une modification simple a effectué avant d'imprimer de l'ASA ou de l'ABS ou du PETG, c'est le remplacement de HeatBreak d'origine par un modèle Bi Metal, sinon le petit morceaux de PTFE interne va très vite ce déformer et tu ne pourras plus imprimer, cela coût moins de 20€ et n'est pas très dure a remplacer si on un tout petit peu bricoleur. (Tu peux regarder mon topic sur les modification de la Genius j'ai fait l'opération dessus, la Genius c'est une X1 X2 en plus petit )1 point
-
Salut @captain66 je présume que les partis plus rugueuse sont situés sur la zone que j'ai entouré en rouge ? On voit que c'est légèrement trop écraser a cette endroit, ce soucis est lié au nivellement mais surtout au plateau Dans ce cas il te faut relever la tête de 0.02mm a 0.04mm et refaire un test (bien entendue effectué la correction via les baby stepping lors du print sera plus facile pour toi).
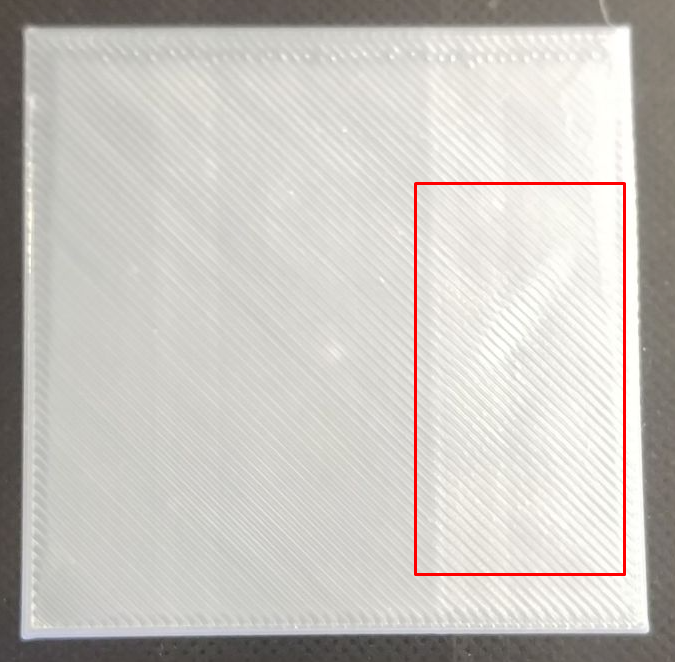 1 point
1 point -
Juste pour compléter le bon tutoriel de @Yo' On peut trouver une documentation, bien à jour, de ce trancheur. «Cerise sur le gâteux gâteau», elle est en français Pour la consulter, rendez-vous >>> ici <<<1 point
-
Je vais en faire dans la soirée, il est monté sur l'imprimante pour le moment je vais donc le démonter pour faire les photos.1 point
-
Bonsoir, Je ne vois pas en quoi ce kit transforme une E3-V2 en direct drive, c'est juste l'extrudeur (et encore, pas le moteur ni la roue d'entrainement) Si tu veux transformer l'E3-V2 en direct drive, c'est possible mais c'est plutôt un kit comme celui_ci : https://fr.aliexpress.com/item/1005003118124788.html?spm=a2g0s.9042311.0.0.15386c37a0img9 En fait c'est une copie du micro swiss : https://www.3djake.fr/micro-swiss/direct-drive-extruder-pour-creality-cr-10-ender-3 Et dans ce cas, il y a bien un sujet ici :1 point
-
Bienvenue sur le forum @Karent kat. M'sA1 point