Classement



Contenu populaire
Contenu avec la plus haute réputation dans 06/12/2021 Dans tous les contenus
-
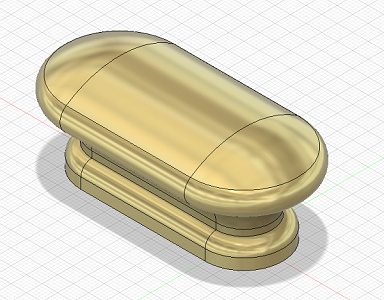
Salut Je termine la restauration/transformation d'un meuble que j'avais récupéré chez ma grand-mère et il me manque une poignée pour la porte J'avais dans l'idée d'en faire taillée dans du bois sur le modèle de celle des tiroir mais allongée à coup de scie et râpes... Et puis je me suis dit que quitte à ce qu'elle soit peinte (couleur or) je vais tenter de la faire en impression 3D Quelques prises de cotes et un coup de Fusion 360 plus tard... j'arrive à ça. J'ai même rajouté l'emplacement pour 2 écrous noyés dans la poignée que j’insérerai lors d'une pause (M601) à l'impression Pour un état de surface que j’espère meilleur j'ai utilisé la fonction "Hauteur de couches variable" de PrusaSlicer qui me génère des couches de 0.25 à 0.07 en fonction du profil de la poignée Et voilà c'est parti pour 3h d'impression sur la MINI+... @+ JC




 2 points
2 points -
Je ne vois pas du tout de quoi vous parlez2 points
-
@Poisson21 et @PPAC Je confirme l’ammoniaque est redoutable pour décaper les vieux meubles non vernis Mais le mien était vernis et j'y suis allé au décapeur chimique V33, laine d'acier et papier verre2 points
-
Qui c'est «courant» ? OK,
 2 points
2 points -
Hs : pour décaper des vieux meubles(non vernis) et leur faire retrouver la couleur du bois brut. Si vous avez un extérieur avec accès a de l'eau : un mélange d'alcali / eau oxygénée (70%/30%). Prévoir masque et protection, vous badigeonner, laisser agir, rincer , et laisser sécher au soleil et vous retrouvez un meuble tout neuf.2 points
-
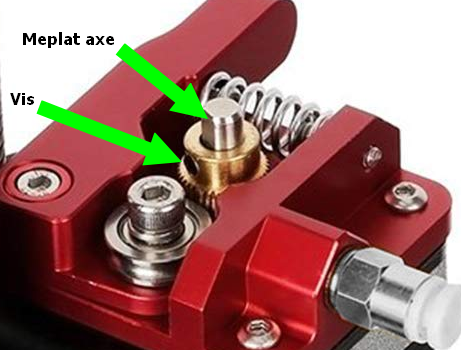
Alors je viens mettre mon grain de sel (même si il est rare que j'intervienne sur les posts autre que creality ^^) qui confirmera certains dires. Tes excentriques doivent être réglés afin que toutes tes roues touchent l'axe, ne tournent pas dans le vide mais ne pas créer un point dur (en disable motor) tu bouges ton bed délicatement afin de sentir si y'a un accroc. N'hésites pas a appuyer sur les coins avec ton doigt pour vérifier qu'il n'y ait pas un décrochage. Nettoies ton BED liquide vaisselle + eau chaude, bien rincer. (pas de produit a vitre et je ne suis pas fan perso des alcools, vinaigre sauf quand on est sur qu'ils sont "purs" sans additif. Je vois que tu fais chauffer après et bien non il ne faut pas faire comme cela. Fais chauffer ta buse et le bed a température d'impression, purges bien la buse en retirant le filament afin qu'il n'y ait plus de filament qui coule ou qui traine sur la buse. Durant cette procédure tout sera bien chaud. Ensuite tu fais ton réglage des molettes les 4 coins + le centre avec ton ticket de CB (réduis le cela évitera que ça frotte ailleurs que sous la buse). Et tant que tu touches aux molettes tu refais un tour complet (privilégies le centre là où on imprime le plus souvent). Tu lances ton auto leveling pour le bltouch afin d'enregistrer le mesh. Enfin tu vas régler ton z-offset afin de parfaire ta distance buse /bed. Les molettes doivent absolument comprimer les ressorts (pas a fond comme on te l'a dit plus haut) mais assez afin d'être "solide").2 points
-
Première couche pas assez écrasée.2 points
-
Quand j'utilisais Cura, c'était plutôt l'inverse ! Enfin bref. Le type de remplissage peut faire varier le temps de façon importante parce que ça représente le plus grand volume.2 points
-
Là il faut absolument donner les sources ( là une vrai appréciation non biaisé d'une personne qui n'est pas payé par resinaway )2 points
-
Avant de prendre ma retraite, j'étais Coordonnateur des mesures d'urgences.... Et je disais souvent à mes gestionnaires qui voulait tout régler en un claquement de doigt : Il est urgent d'ATTENDRE !!!2 points
-
Je suis surpris que @Ironbluene t’ait pas conseillé la resinaway, elle en a fait une “superbe” review .2 points
-
Merci je viens de regarder je vais essayer de le démonter, De toute façon il est mort. Je tiens courant. Merci pour l'info2 points
-
Bon revenons en à nos moutons poignées Voilà la poignée imprimée. Je l'ai imprimé en Prusament PLA Pineapple Yellow. La couleur n'ayant aucune importance car elle sera peinte Petite vue de dessous où l'on aperçoit les 2 écrous de fixation noyés dans la poignée Demain ponçage, apprêt et peinture @+ JC

 2 points
2 points -
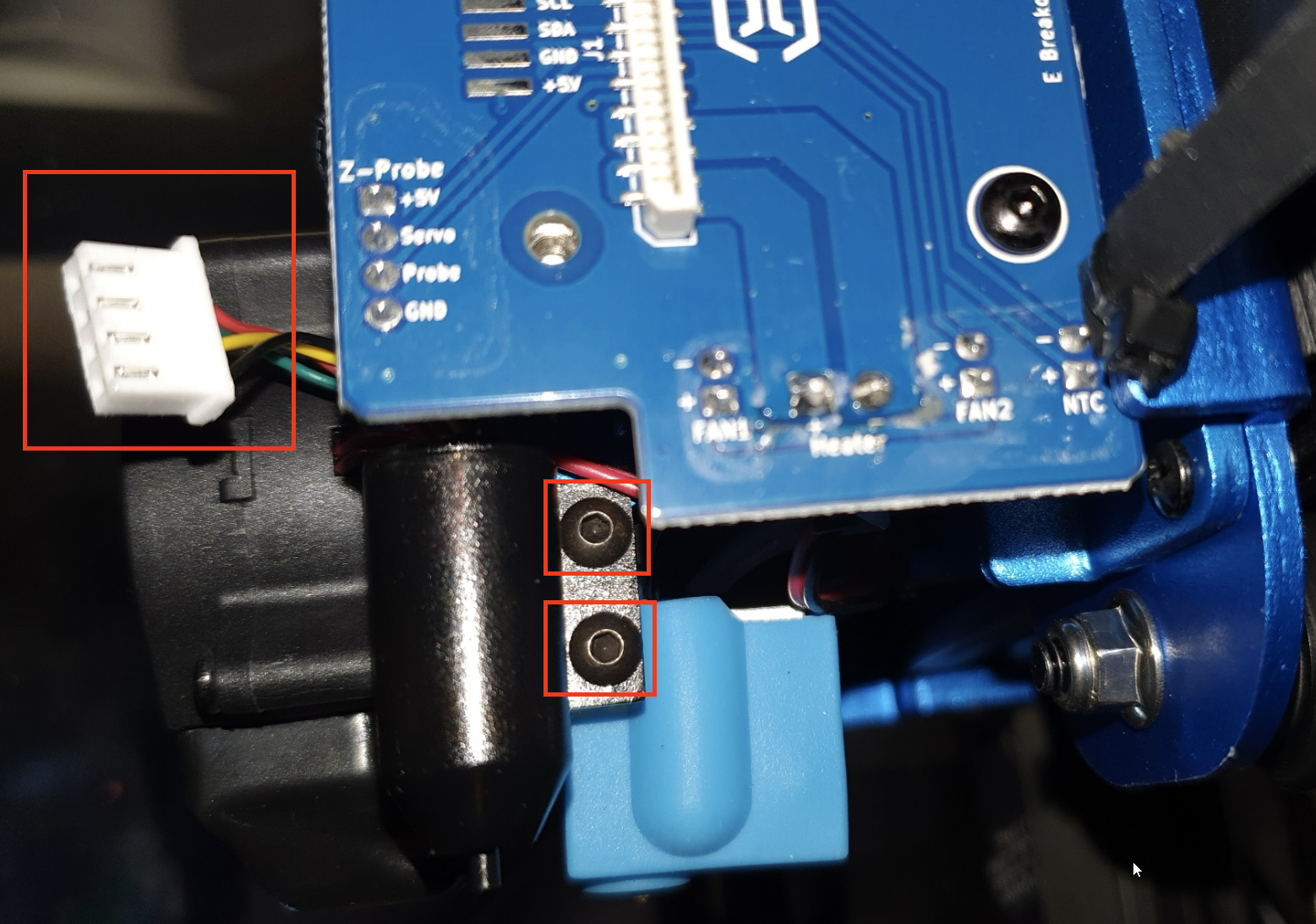
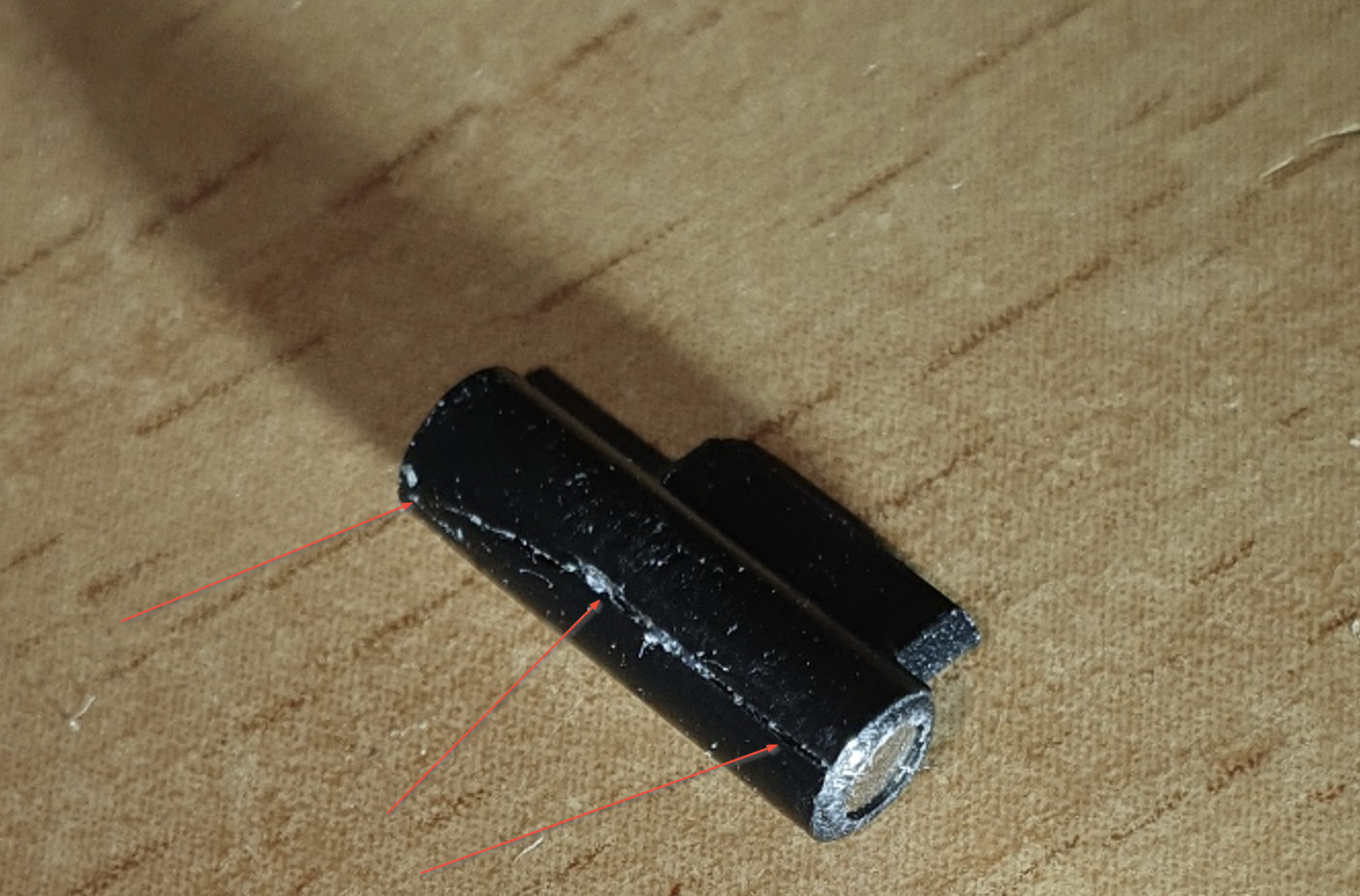
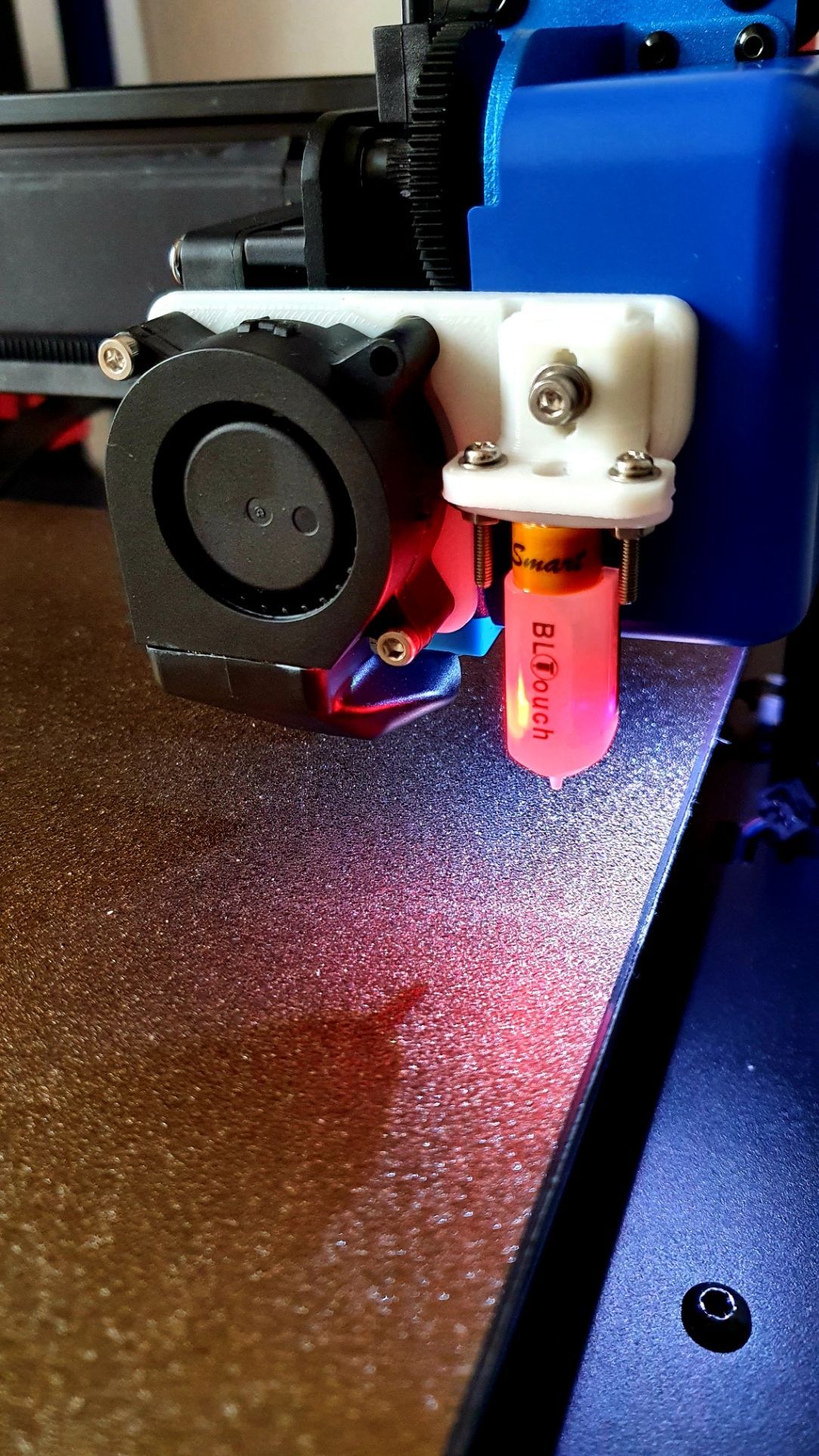
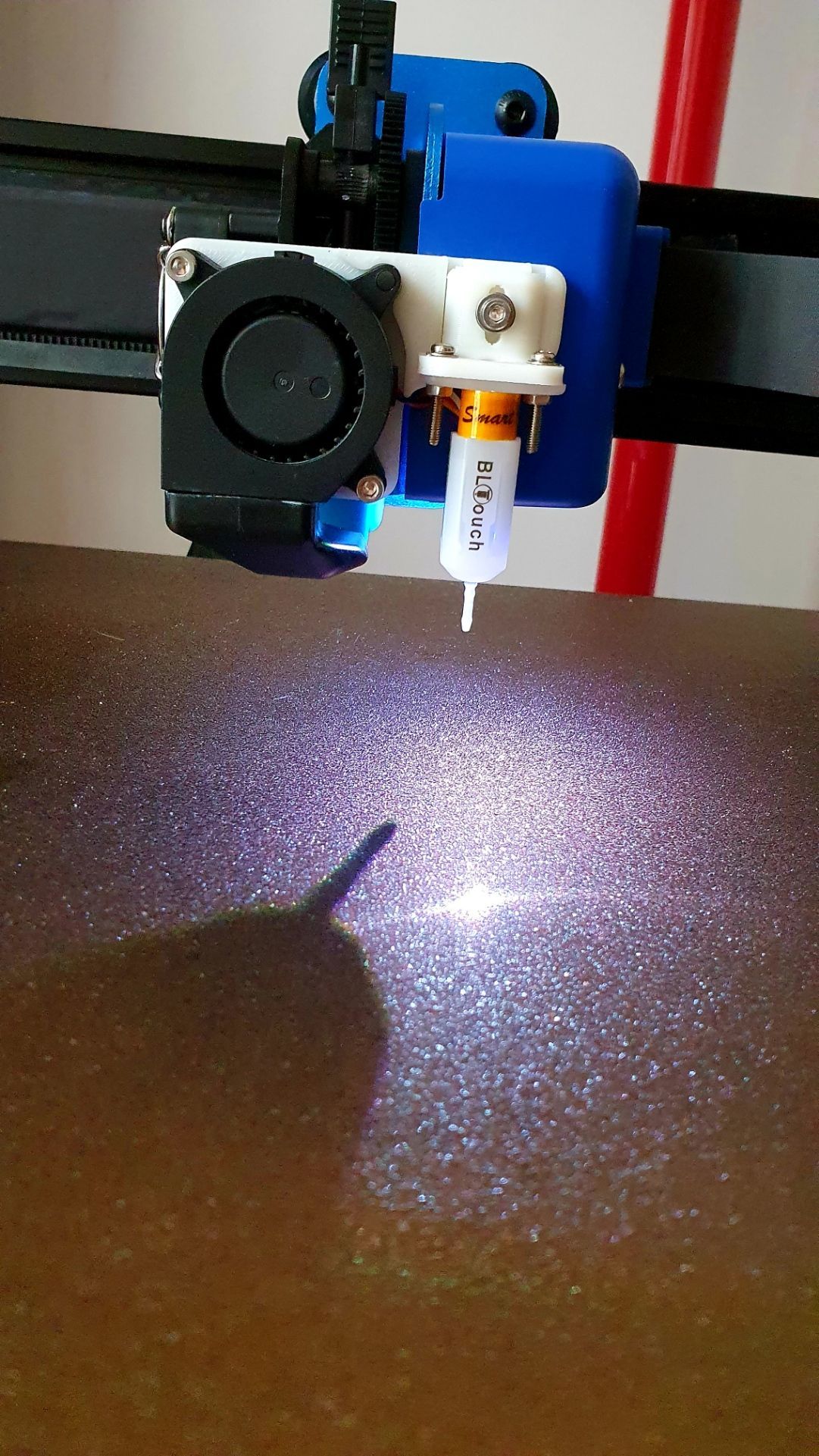
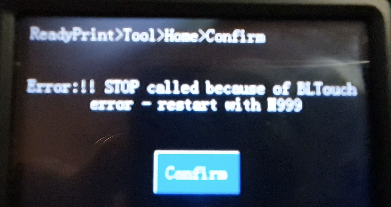
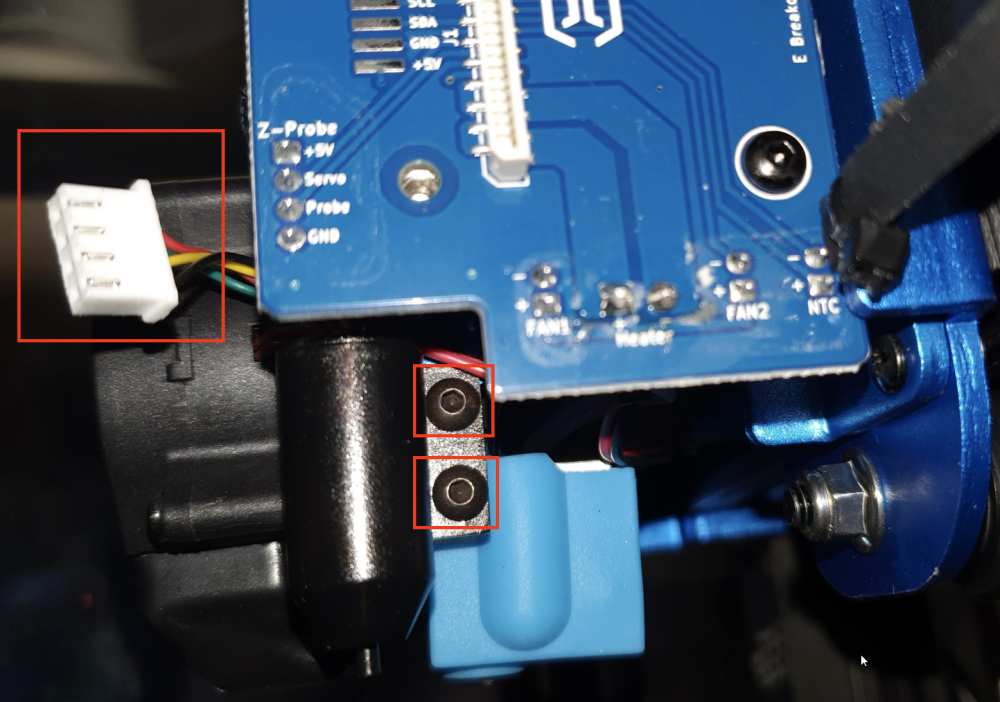
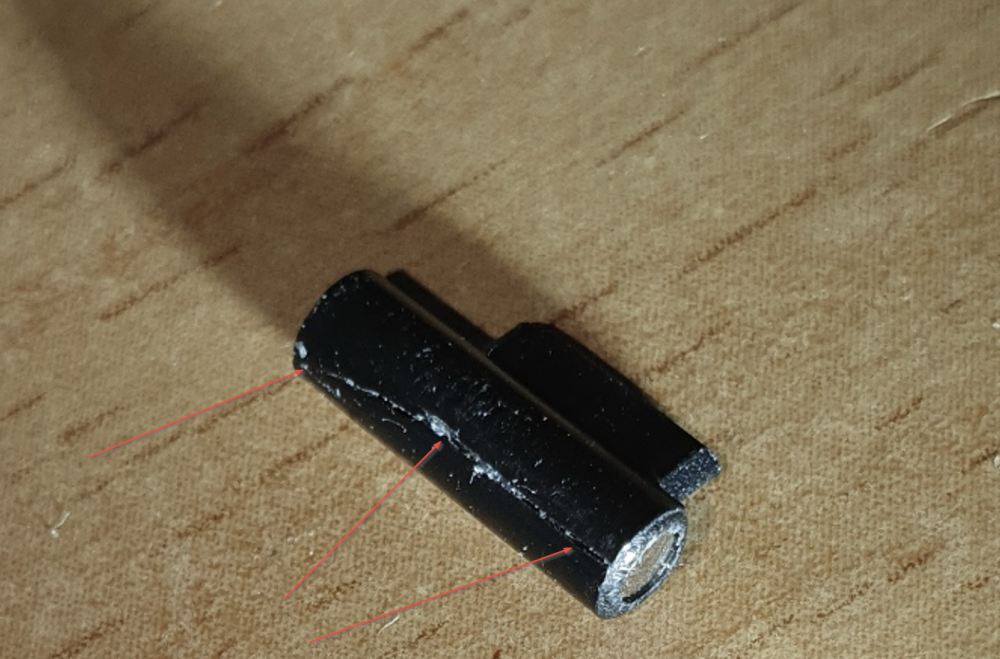
L'Histoire: J’ai récemment fait l’acquisition d’une Artillery Genius Pro. J’en était très content jusqu’au moment ou j’ai eu des erreurs a cause du BLTouch ("Stop called because of BLTouch error - restart with M999"). Dans mon cas l’aiguille du BLTouch restait bloqué en position haute. J’ai bien sur contacté le SAV qui suite a une vidéo montrant le problème m’a gentiment envoyé un capteur complet de rechange. Le problème c’est qu’entre-temps j’avais besoin d’imprimer et j’étais en panne. Le fix temporaire: J’ai commencé par démonter le capot (2 vis autour de la nappe) pour accéder au capteur. En desserrant la vis du dessus du BLTouch (d’environ 1mm) le capteur s’est remis à fonctionner. Attention si vous la dévisser complétement. Il y a un tout petit aimant à l’intérieur. (Il ne devrait normalement pas sortir si le capteur est en bon état). Cela n’a duré que quelques impressions jusqu’à ce que la panne revienne. La réparation : J’ai donc démonté complètement le capteur afin d’essayer de comprendre d’où venait exactement le probleme. Pour cela il faut démonter le carter de la tête d'impression (il y a 2 vis autour de la nappe). Puis il faut débranche le capteur (le connecteur 4 pins) et les 2 vis du capteur lui même. J’ai alors dévissé complétement la vis du dessus, et j’ai eu la surprise de voir venir avec la vis l’aimant du capteur ! (Ça n’est pas normal). Comme le capteur était H.S je me suis dit que je ne risquait pas grand-chose a démonter plus profondément le capteur. Le capteur est collé, mais en y allant doucement avec un cutter, Il est possible de le démonter/décoller en suivant la ligne sur le dessus du capteur. Je me suis alors aperçu qu’une pièce en plastique a l’intérieure était cassé, il s’agit de la pièce qui contient l’aimant ainsi que l’aiguille. On peut voir sur la photo que la pièce était fendu en 2. Laissant s’échapper l’aimant. J'ai remis l'aimant en place a l’intérieur de cette pièce en plastique avec un peu de super-glue. J'ai bien appuyé sur l'aimant (avec une mine de stylo) afin qu'il se glisse au fond se son logement. Après séchage, un petit coup de ponçage léger pour aplanir la surface extérieur afin de lisser les reste de super-glue et d'avoir une surface très lisse. J'ai remonté le capteur (un peu de glue la aussi). J'ai ensuite remis le capteur dans l'imprimante, et la Youpi! le capteur fonctionnait a nouveau. Et j'ai remonté l'imprimante proprement. Pensez a bien refaire une procédure de levelling, Il est fort probable que le capteur remonté ne soit plus exactement au même niveau qu'avant démontage Voila ma petite expérience concernant ce capteur BLTouch dont j'ai pu lire qu'il avait bien des soucis de qualité. J’espère pour ma part que cette réparation tiendras un bon moment. Enfin au moins jusqu’à recevoir le capteur de remplacement (meme si je ne change pas le BLTouch de suite, au moins j'aurais la piece en backup).

 1 point
1 point -
Petit retour sur le dernier firmware : j'ai commencé par une impression de 45mn pour tester et aucun problème, puis 2eme impression de 4h j'ai eu droit au M1 : stop après 1h de print puis erreur M21 vers la fin. Je décide de re-flasher le marlin, 3eme impression de 4h, plus de M1 mais toujours l'erreur M21. Là j'ai un print de 21h qui tourne depuis 7h et pas de M1 en vue mais toujours des erreurs M21 (environ 1 par heure). Le M21 est pas bloquant donc pas grave mais j’espère ne plus plus avoir de M1. Je te tiendrais au jus si c'est le cas @MrMagounet (et force à toi pour la situation difficile que tu traverse en ce moment)1 point
-
En injection, les retraits de l'ABS et de l'ASA sont identiques. J'ai des moules dans lesquels nous injectons les deux matières suivant les besoins du client. Dans le cas qui nous intéresse, je pense que la demande portait sur la dilatation lors de l'utilisation de la pièce suivant les conditions climatiques.1 point
-
"Quoiqu'il en coute" tu es Macroniste maintenant ? Je vais surveiller tes prochains messages, au cas ou je trouve du "en même temps".1 point
-
Tu as raison, la meilleure protection et économique de plus, c’est la peinture.1 point
-
Une photo valant parfois de nombreux mots (extrait de ce sujet ) :
 1 point
1 point -
Oui, ammoniaque, dans beaucoup d'endroit c'est encore appelé par son ancien nom, désolé. Faut faire ça dehors ,ça attaque grave, ne pas oublier le pinceau en nylon, si c'est du naturel il va fondre. Ça fait des miracles pour éliminer toutes trace de teinture, type brous de noix et compagnie, et si c'est pas toujours assez clair on repasse de l'eau oxygénée. Ce qui est dommage c'est qu'il y a pas encore si longtemps on pouvait acheter de la 35%, maintenant c'est réservé exclusivement aux professionnels. (il "paraitrait" qu'on peut s'en servir pour faire des gros pétard entre autres....)1 point
-
Je ne suis pas sûr que mettre des ressorts sur un dispositif prévu pour mesurer une distance constante (offset / décalage) entre le pointeau et la buse soit une bonne idée mais chacun fait bien comme il veut1 point
-
Moi j'aime le rendu neige bon ok c'est que j'ai hâte de partir au ski ^^. sinon je mise pour les 2 propositions, je serais toi je profiterai de ce problème pour faire une petite révision complète de la machine. Parfois on pense qu'il y'a 1 problème mais il peut en cacher d'autres1 point
-
En fait j'ai mal tourné ma phrase elle sous-entendait juste : que je confirmais les dires plus haut qu'il fallait bien les serrer mais pas a fond1 point
-
Salut, Tout ça, c'est sans compter sur la valeur sentimentale ou l'efficacité des équipements d'antan. J'ai une connaissance qui m'a demandé de lui imprimer des pales de mélangeur pour son appareil à faire la mayonnaise, de 40 ans d'âge. Le problème c'est que c'est tellement vieux, que les pièces détachées sont introuvables, et la machine complète d'occasion est à un prix déraisonnable. Mais de source sûre, aucune machine moderne n'est aussi efficace, donc on répare, quoiqu'il en coûte.1 point
-
Ce serait sympa pour Lulu d'être plus précis dans les réponses: - Si tu as un écran LCD ancienne génération, le temps d'expo est de l'ordre de 6 à 8 secondes. - Si tu as une machine récente avec un écran monochrome, le temps d'expo est de l'ordre de 1,5 à 2,5 secondes.1 point
-
j'ai pas dit à fond, j'ai dit 'ferme'1 point
-
je te l'ai zippé ça sera ptet mieux ? Moi je la vois en tout cas IMG_2524.rar1 point
-
On va dire que retrouver la position Z est le plus simple mais celles de X et Y bon courage ^^.1 point
-
C'est vrai qu'habituellement je le fais pour les FDM mais y'a tellement peu (pas?) de mods à ce niveau en SLA que j'y ai même pas pensé1 point
-
Pas de café, que du thé ... Mais par litres ... Faudrait peut être envisager la perfusion ... @Savate j'ai faite les deux : virer le paquet de soudure qui reliait les deux bornes et débrancher la sonde sur la carte mère. Je dois avoir une sonde, je vais essayer de la brancher sur la carte mère directement. Sinon la résistance doit être de combien si elle fonctionne ... Et si elle est HS ? Pour la réparation de la carte mère, @Patrick76 Tu me surestimes, je ne suis pas équipé pour, le cas échéant ça finira par un changement de carte mère.1 point
-
Merci pour le test ! Je suis juste un petit peux déçu de ne pas avoir une belle photo du carton ( pour pouvoir tricher dans "Quoi qu'est-ce ?" ) et de ne pas avoir de photo des "entrailles" de la machine. (Mais je comprend que c'est pas forcement ce que recherche la majorité des utilisateurs dans un test et que j'en demande beaucoup (mettre en péril la garantie).)1 point
-
Oui, je n'en suis qu'au 5ème Il a dit autre chose juste après qui m'a fait tiquer : ce qui n'est pas équivalent à : j'ai tout débranché Et je vais aller faire couler le 6ème.1 point
-
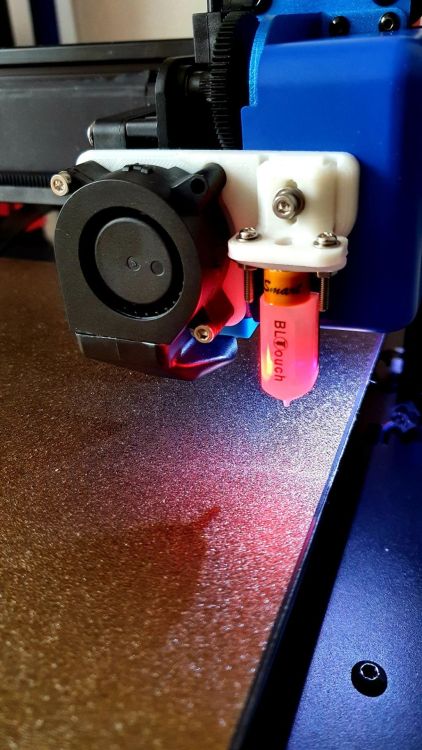
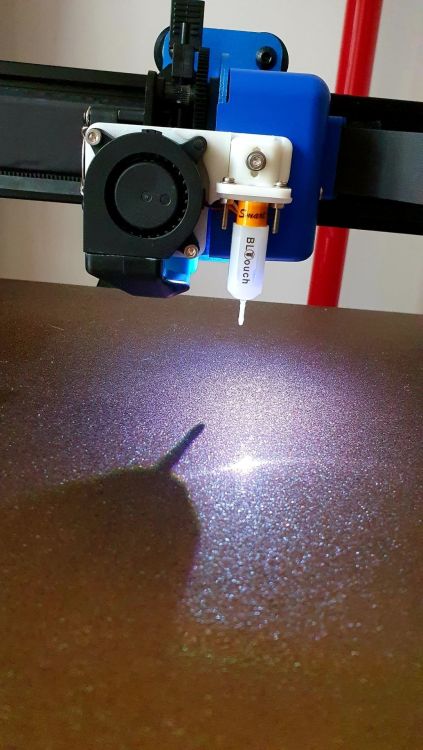
Bonsoir ! @MrMagounet Voilà les photos une fois monté, bon avec le carénage bleu de la SX2 le support que j'ai imprimé en PETG était un peu courbé donc j'ai mis des rondelles derrière le support ( aux vis du ventilateur ) pour le maintenir un minimum droit. Puis la vis du support pour monter ou descendre le bltouch pareil j'ai que du 8 ou du 12 en M3 comme vis il aurait fallu du 10 ( la 8 touche pas le boulon derrière ) et la 12 pousse sur le carénage donc j'ai fais comme j'ai pu.. x) Malheureusement le fil de la thermistance est très fragile et il s'est sectionné pendant que je bidouillé tout ça ( buse a -15°C .. ) donc j'en ai commandé des plus solide .. Mais voilà une fois fini Et ça fonctionne niquel Par contre je pense que je mettrait un point de colle au pistolet a colle chaude sur les fiches du bltouch monté, c'est pas maintenu comme celui d'origine avec les fiches noire et j'aurai peur qu'elle tombe a force avec les vibrations, les va et vient de la tête T'en penses quoi ? Y a pas de risque avec ce genre colle chaude non ? En tout càs... ça sera un problème en moins maintenant
 1 point
1 point -
Ahah le GDI je viens de prendre un coup de vieux1 point
-
Merci hyopti, je penses que ton conseil est sage je ne vais pas m'aventurer dans cette direction pour le moment .Je vais me contenter d'apprendre en me hâtant lentement comme disait un de mes stagiaires canadien Merci à tous les deux des infos mais je penses que je vais jouer la sagesse!!!1 point
-
Bonjour @soina06 Le DWIN_SET est le répertoire pour flasher le firmware de l'écran tactile, du moins cette version là. Attention pour se faire il faut mettre ce répertoire sur une carte SD (taille 32 Go max) formattée en fat 32 4096. Débrancher ou éteindre la machine, sortir et débrancher l'écran, l'ouvrir mettre la carte Sd dans le lecteur de la carte de l'écran, rebrancher l'écran puis rallumer. le flash se fait. Eteindre la machine, retirer la carte, remonter l'écran et rallumer. Bon il faut savoir qu'un certain nombre de membres on eut des problèmes en mettant cet écran (sur ender3 v2 ou pro avec carte 32 bits, allant jusqu'à quasiment breaker la machine. Donc ta machine marche bien tu as le français, il y a déjà un firmware dans l'écran : tu touches à rien. Le firmware de l'écran (touchscreen) est propriétaire de creality (pas en opensource pour l'instant), tu ne pourras pas mettre dans le futur une version de marlin plus évoluée comme Jyers (surtout pas, plantage assurrée) ou alors en remettant l'écran d'origine. Pour l'instant apprend à faire marcher ta machine sans faire d'autres modifs pour bien la connaître comme conseillé par @Idealnight1 point
-
J'en ai essayé que 2, l'anycubic standard et la monocure rapid, perso je préfère l'anycubic, je la trouve plus liquide et surtout elle est beaucoup moins cher, on la trouve souvent à 25 euros le litres sur alies pendant les promos.1 point
-
Bonjour Mon Ami Oui il est possible de découper avec une sculpfun s6 pro jusque 10 mm de CP , MAIS !!! attention à la vitesse de coupe et aux nombres de passes , je n'ai pas testé je le répéte le 10 mm et ce en fonction des normes constructeur (8 passes a 400mm/mn) je n'ai réalisé que des découpes sur du 4 mm (3 à 4 passes maxi à 400 mm/mn) ça fonctionne très correctement je posterai des photos des découpes la Sculpfun S9 étant une gamme au dessus en puissance (6Watts) permets en THEORIE (constructeur) des découpes sur du 15 mm (non testé également car aucune utilité pour moi je n'utilise que de 1 à 4 mm en CP, mais je ferai les tests pour le fun) Je sais bien que , pour avoir utilisé un 90 W Co2 en Fablab , ces lasers n'ont rien à voir avec nos jouets à 300 balles à diodes mais je te confirme que l'on arrive à des coupes similaires et précises nettement moins rapides bien sur , avec des laser diodes en fonction des réglages de coupes adaptés et de très très bonne qualité Je te confirme également que les modules laser Sculpfun sont de très bonne qualité similaires voir supérieurs à ceux livrés sur Ortur , Neje , Atomstack et autres Je n'ai hélas pas la place nécessaire pour l'instant de passer sur un CO2 de 90w mais peut etre un jour ..... Bonne soirée , Philo Pour répondre à Patlaga83 1) que mettre comme lit en dessous afin de ne pas le bruler à chaque fois, il me semble avoir vu que certains utilisaient une grille en tôle dépliée ? 2) point de focus, si je mets du balsa en 15/10, au point focus à puissance faible je brule le balsa... que faire, faire un point focus sur une feuille de papier blanche posée au dessus du balsa ? 3) Afin de couper de plus fortes épaisseurs, faut-il faire le point focus sur le dessus de la pièce à découper ou à moitie de son épaisseur ? travailler à puissance max en réduisant la vitesse ou faire plusieurs passes ? 4) 'ai remarqué que suivant le sens du fil du bois la découpe n'était pas la même , ça ne perce pas 5) point focus, faut-il le faire sur une planche inclinée afin de bien de régler (il me semble avoir vu une vidéo ou l'avoir lu)? 6) faut-il travailler avec une distance la plus grande (pièce à découper au niveau des pieds de la machine ou plus haute ? (la hauteur entre les pieds et la lentille est d'environ 9cm) 1) J'utilise des cales métal avec des aimants ou une grille en fonction des matériaux (vérifier la planéité de la plaque à découper en fonction de la planéité de la machine ) 2) Accélérer la vitesse de coupe et diminuer ta puissance dans Lightburn ou LaserGrbl 3) Perso ( pour du 4mm) je le fais au dessus de la surface en adaptant la vitesse de coupe à 400mm/mn et 3 à 4 passes mais avec une puissance à 100% 4) Vrai ! la découpe est plus saine à 90° du fil du bois 5) La je ne comprends pas trop car l'ideal étant que le point focus soit fait sur une surface ultra plane (utilises tu un gabarit cale livré avec la machine ou fais tu ton focus manuellement sur la lentille en tournant l'objectif ?) 6) Idem je ne comprends pas Le focus se faisant sur une surface plane et de niveau sur toute la surface à découper par rapport au module laser , la mise au point du faisceau laser vient ensuite , donc peu importe la hauteur ou se trouve la plaque à découper , tu mets ta pièce sur cales ou supports stables (hauteur variable) et tu régles ton focus laser en fonction de la hauteur ou se trouve ta surface de pièce à couper Bonne soirée , Philo1 point
-
Salut @Toudoux, peux tu préciser dans ton profil ton type de X5SA ? c'est utile de préciser si tu as une 330 - 400 - 500 - 600 - pro/non pro - 1 extrudeur /2E - extrudeur normal/titan...etc Si ton moteur est inversé c'est peut être que les paramètres de ton firmware ne sont pas les bons. En particulier si tu as un extrudeur simple ou un titan, il me semble que les sens de rotation sont inversé. Il n'est pas nécessaire de reflasher le firmware pour remettre ça en ordre Tu peux trouver les fichiers G-codes pour remettre les bons paramètres pour ta machine sur le site Tronxy: https://www.tronxy.com/marlin-firmware-for-tronxy-3d-printer/ Tu choisis le bon g-Code en fonction de ta machine, tu le copies sur la carte SD, tu le lis comme une impression, tu attends le bip, tu éteins l'imprimante. Tu rallumes et tu testes si tout est ok1 point
-
on est tous passés par là au début, donc non il n'y a pas de questions stupides ( enfin dès fois si, mas pas celles-là )1 point
-
J'ai fait avec ce que j'avais sous la main. Orange pour le filament, bleu pour tube qui avait le bon diamètre. Et pour l'esthétique, je m'en contre fout, mais alors royalement. Ce qui compte pour moi, c'est que ce soit fonctionnel. De ce point de vue, ça l'est à 100% .1 point
-
Je crois que tu n'as pas trop le choix ... Elle convient peut être mieux à ceux qui laissent les objets nus, ainsi ils peuvent finir de sécher tranquillement à la lumière du jour. Attention par contre de ne pas faire de raccourcis trop faciles : ce n'est pas parce qu'une résine ne sent rien par rapport aux autres, qu'elle est inoffensive. Nombre de poisons mortels sont inodore, incolore et incipide.1 point
-
Je comprend parfaitement moi j'aime beaucoup le rendu des PEI texturé, mais comme je disait c'est question de goût, et je peux comprendre pour le mirroir. J'ai un Ami qui sur la X2 a utilise aussi un mirroir, mais lui a remplacer le Bed d'origine par un modèle de chez ABS3D en Alu de 5mm (47€ de mémoire) puis a mis le mirroir dessus. Rien a voir le Bed alu semble parfaitement plat et la répartition thermique est incomparable, je me dit de plus en plus que je vais finir par le faire aussi un de ces 4, les différence de température pose parfois quelques soucis sur les pièce bord a bord.1 point
-
Je trouve en effet que le modèle de 3DTouch d'origine est loin de valoir un vrai BLtouch, après j'ai vue pire aussi . @Duro merci a toi pour le retour cela montre en image en effet que ce n'est pas compliqué a modifié ( @Dwight Schrute cela correspond a ce que tu souhaite faire aussi ). En effet si tu as des TriangleLab en stock sachant qu'ils sont plus proche du BLtouch officiel et précis que celui d'Artillery cela peut être une bonne option de t'imprimer le support Waggster BlTouch pour X1 Genius mais alors il te faut modifié les valeur d'offset X et Y de ton capteur de nivellement, cela je peux te les fournir les Offset X et Y pour aller avec ce support1 point
-
@Savate Je confirme que pour avoir essayer différent support de bed, le PEI m'a changé la vie en impression 3D et c'est un choix que je ne peux que conseiller . L'extrudeur en métal pour le casser voir le tordre faut y aller avec un pied de biche quand même ^^1 point
-
Pour l'extrudeur pas encore, mais je me connais. Cela ne saurait tarder. J'ai eu des décollement sur de grosses impressions de 200g de TPU et TreeD Pneumatique (même des petites pour celui-ci). J'ai déjà imprimé une bobine de 500g de Filaflex 60A. C'est plus chiant que la SainSmart 95A, mais ça passe quand même sur la X2.1 point
-
Personnellement j'ai une CR10S Pro V1 et une SW X2. Si tu as déjà la X1, la X2 c'est la même chose ou presque. Personnellement, je vais surement me faire détester par certains, mais je préfère de loin la CR10S Pro. - Extrudeur tout métal à double engrenage et bien calibré (sur la X2 si je demande 10cm d'extrusion, il m'en sort 8,6cm donc obligé de réajuster sinon ça fait des sous-extrusion) - Plateau totalement chauffant (contrairement à la X2 qui n'est pas homogène) et plus adhérent - Impression vraiment au top (sur ma X2 j'ai quelques soucis. Un point dur sur l'axe Z etc). - Pas de nappes apparentes (sauf une sur le côté mais pas sur un axe en mouvement, donc pas de risque) - Meilleure finitions : cadre totalement en métal (la X2 a des parties en plastique), pas besoin de courroie pour les 2 moteurs en Z (contrairement à la X2), pas de fils non connecté qui dépasse (il y en a un à droit. Ils le laissent avec du stoch pour rien...), le couvercle en dessous totalement vissé (sur la X2 il s'enfonce quand tu appuis dessus), les vis en chinoisium un peu plus costaud (j'ai émoussé une vis sur la X2 en un seul tour de tournevis...). - ... En somme : meilleure qualité d'impression, meilleure finitions générale A mon sens, le seul véritable intérêt que la X2 c'est le Direct Drive si tu veux imprimer du flexible à shore faible, type shore 60A (c'est pour cela que je l'ai acheté). Pour le reste, la CR10S Pro est nettement au dessus de mon point de vue. C'est simple, j'ai la X2 depuis peu et j'ai déjà eu besoin de changer le porte bobine (trop limitant, détecteur trop près etc), modifier l'extrudeur (mettre du métal plutôt que du plastique. Je ne suis pas confiant) et je vais surement ajouter un bed magnétique en builtak car parfois même le TPU décolle (chose qui n'est jamais arrivé sur ma CR10S Pro, alors que j'en imprime des tonnes en shore 95A). Après je ne dis pas que la X2 est mauvais hein, je dis juste que je suis un fanboy de la CR10S Pro, donc avis subjectif qui n'engage que moi. Seule chose à changer sur la CR10S Pro, mais pas obligatoire, c'est la convertir en MK8. En effet, ses buses sont propriétaires. Ce sont des filetage M6 en 0.75mm alors que le standard M6 (comme sur les MK8) c'est en 1mm. Du coup les buses sont nettement plus chères car plus rares. Mais la conversion est facile. Sur Hotends.fr ils te vendent un Heat Break à 10€ avec filetage M6 0.75 côté radiateur et 1mm côté corps de chauffe. Du coup tu peux ensuite ajouter une corps de chauffe pour buses MK8. Voilà. Donc je le répète, avis très perso. Pas taper moi.1 point
-
En général les colorants noirs sont à base de carbone qui est un bon rempart contre les UV. attention c’est un plus, mais ce n’est pas suffisant pour une vraie barrière aux UV. je suis surpris que les extrudeurs ne fassent pas des gammes de fil protégé contre les UV. En injection, nous incorporons ces adjuvants dans les colorants que nous ajoutons à nos matières de base. il faut reconnaître que le fait d’ajouter des produits anti UV complique un peu l’injection donc je pense qu’il en serait de même pour l’impression 3D.1 point
-
Salut en fait je voulais parler de ce que tu avais écrit à propos du noir Et savoir si c'était le cas pour d'autres matériaux que l'ABS @+ JC1 point
-
La meilleure matière pour une utilisation extérieure c'est l'ASA. C'est la matière que tu retrouves à de nombreux autres endroits sur les voitures de dernières générations. Entre la vitre avant et la vitre arrière, généralement noire brillant, on a des pièces en PMMA, mais pour les prochaines générations automobiles il sera remplacé par des compound PMMA-ASA pour augmenter la rigidité et la tenue aux UV tout en gardant un noir piano profond. Ceci dit, tu prends de l'ABS à trois sous (qui ne résiste pas bien aux UV) et tu le peints dans la couleur de ton choix et tu obtiendras une bonne résistance aux UV et à la rayure.1 point