Classement




Contenu populaire
Contenu avec la plus haute réputation dans 05/06/2019 Dans tous les contenus
-
Donc on signale le vendeur indélicat qui peut être banni. Et comme la responsabilité de l'enseigne ne peut pas être mise en cause, le couillon dans l'histoire, c'est l'acheteur qui n'aura plus que ses yeux pour pleurer. Alors, dans ce cas, je préfère de loin acheter directement chez les chinois avec une protection par paiement paypal.4 points
-
Merci @DBC3D Donc en conclusion, on croit acheter chez Darty et en cas de problème, on se démerde avec les chinois... Ou est loin de l'époque de la promesse historique du « Contrat de Confiance ».3 points
-
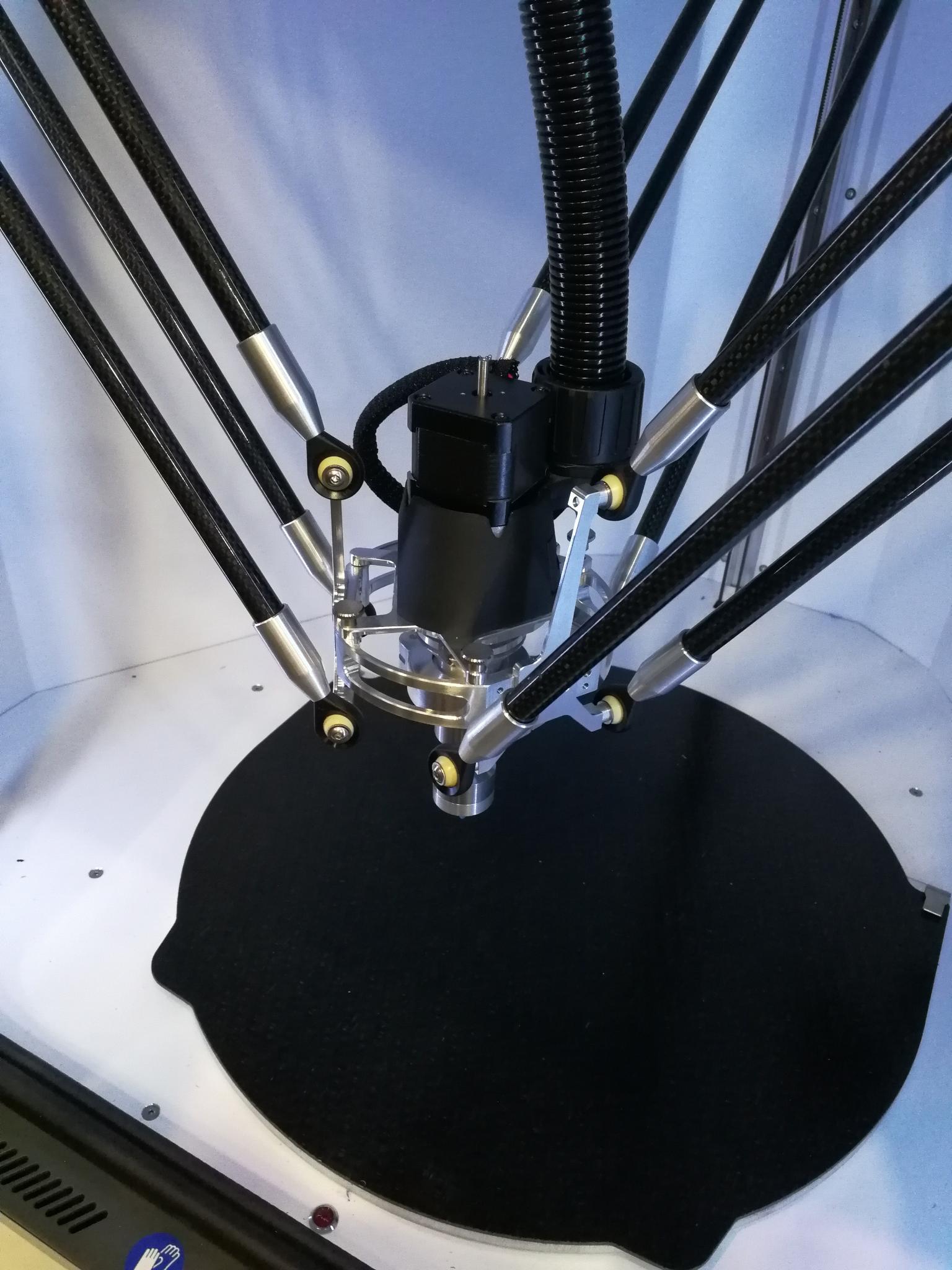
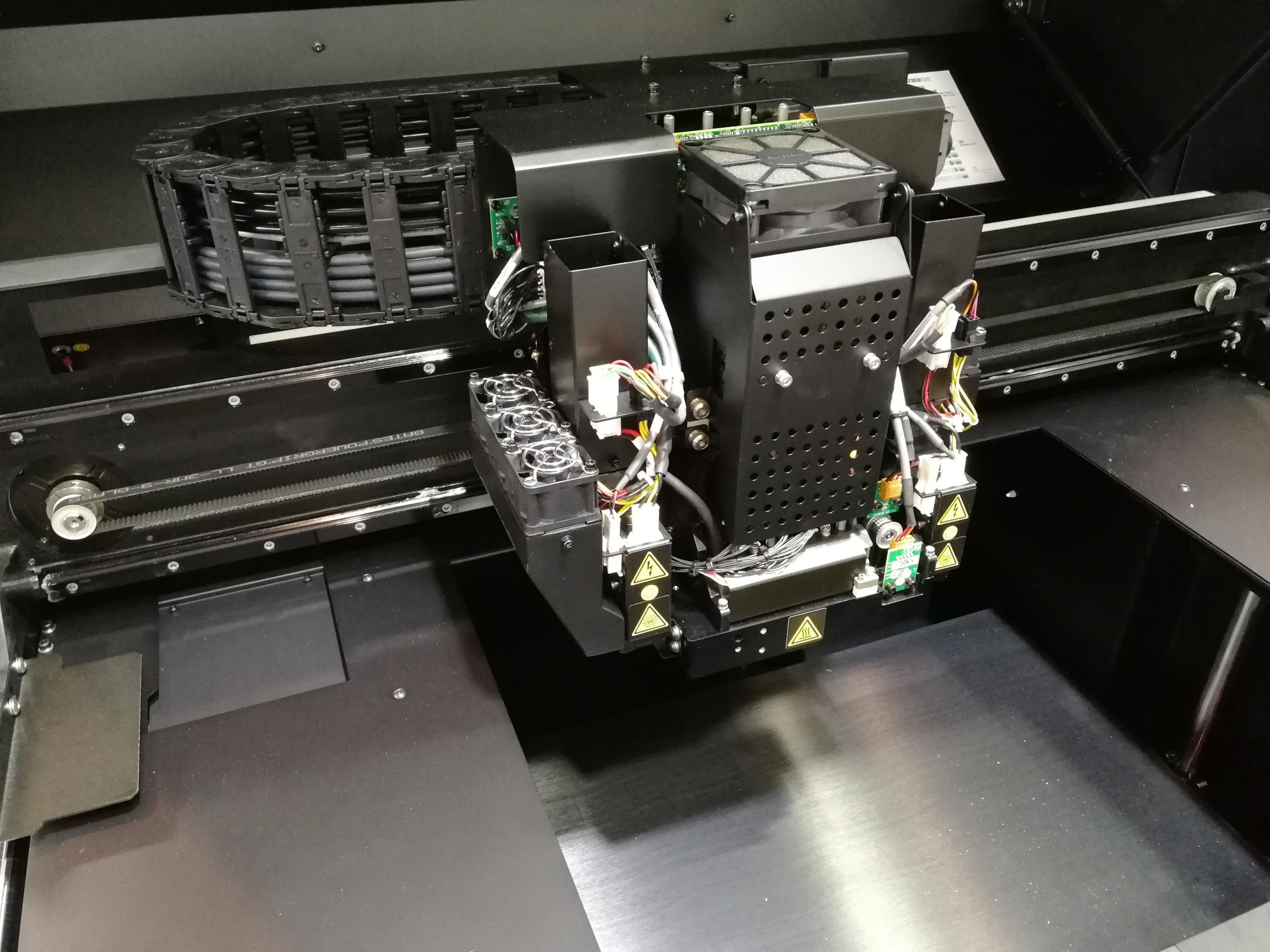
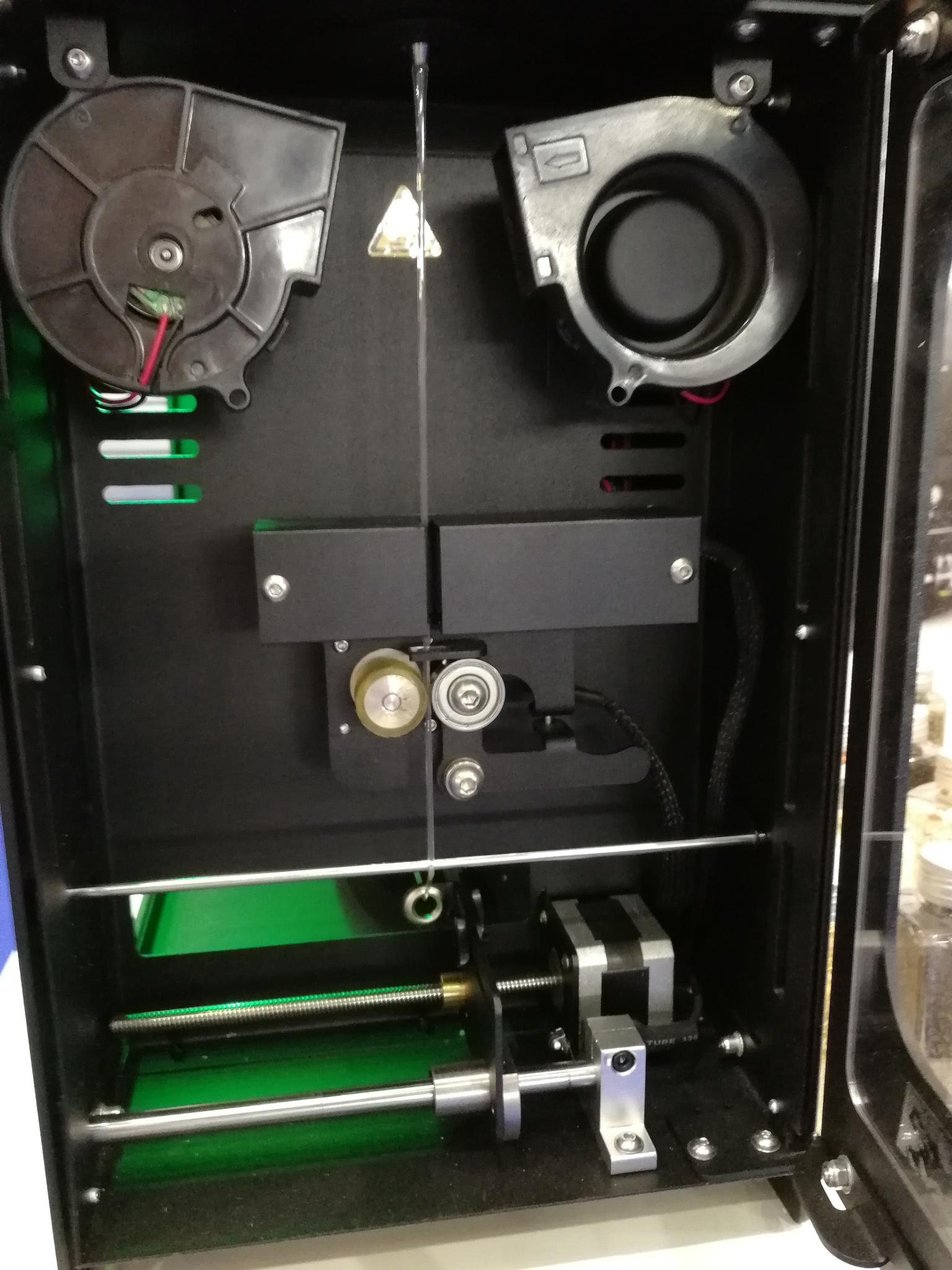
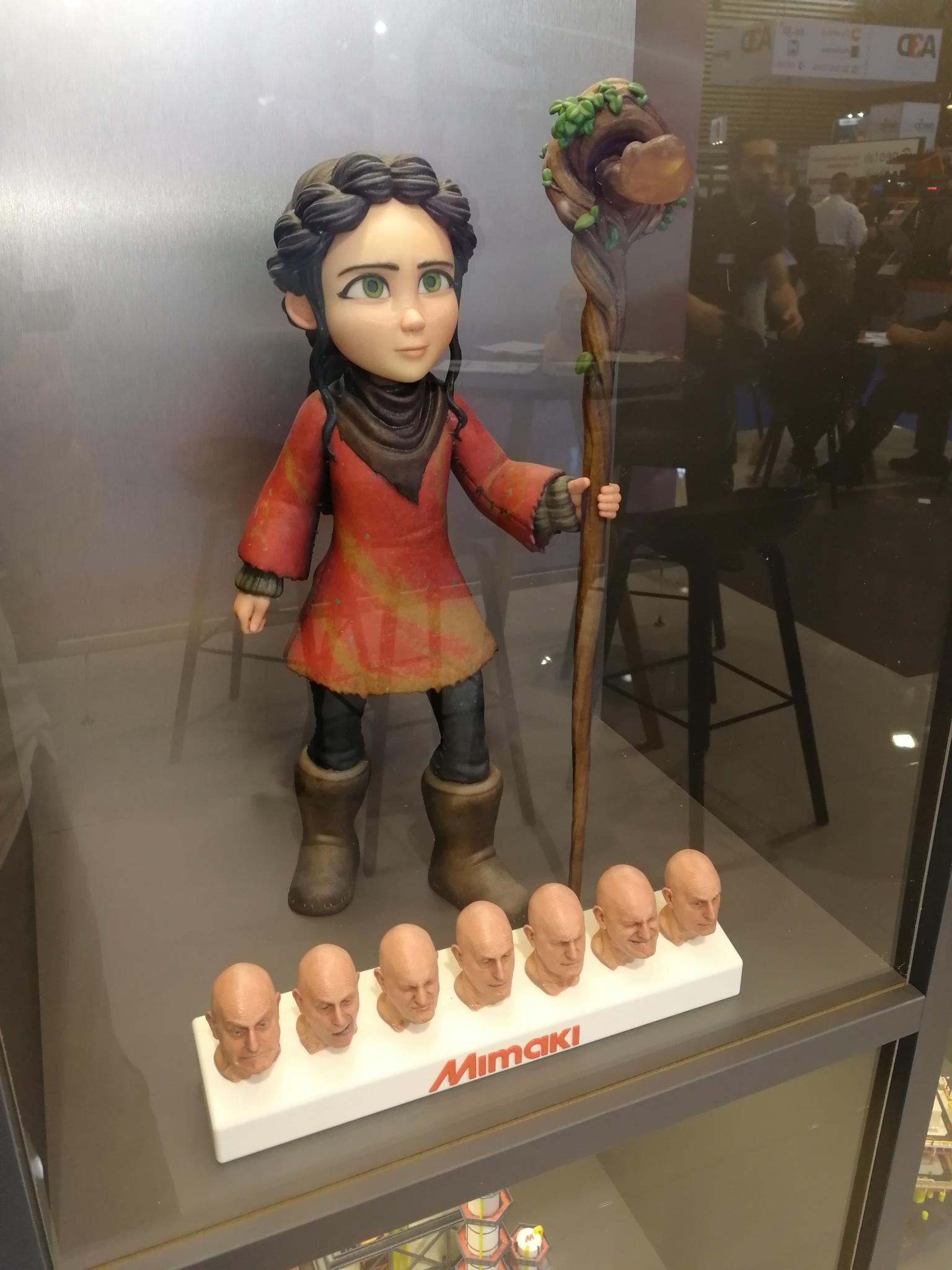
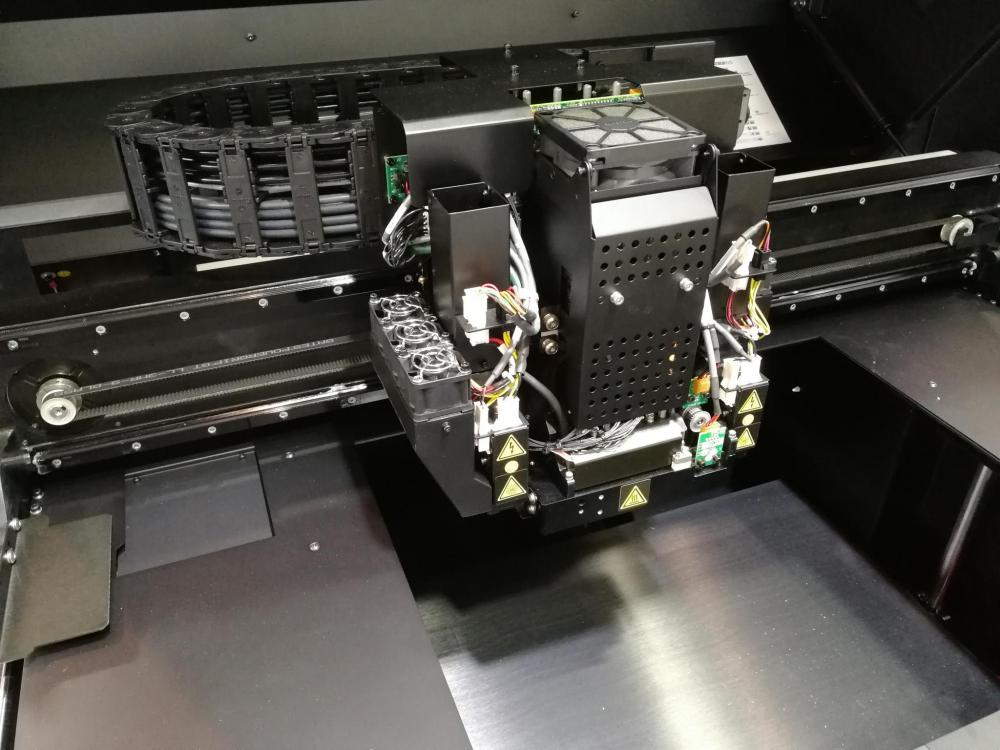
Boooon, back to home.... Même s'il y a en gros les mêmes exposants que l'an dernier, la tendance est à davantage de technologies basées sur "l'impression" métal, si l'on peut parler d'impression dans ce cas-là. On constate aussi l'absence presque totale d'intérêt pour les mickeys comme nous, seul Prusa qui est à cheval sur les deux segments montre sa machine aux professionnels. Donc pas d'imprimantes grand public. Je trouve ça un peu dommage, mais bon... Je pensais qu'avec mon badge pirate, j'aurais une remarque ou deux, nada... Apparemment, on est pas encore assez connus ! Alors voilà, caisse que j'ai vu qui m'a frappé ? Un robot qui fait de "l'impression" tridimensionnelle, en fait il dépose du produit avec une sorte de seringue (c'est davantage du médical) l Des Delta avec un nombre de bras inhabituel (9!) Une boîte qui imprime en 3D des pièces en cire (qui seront noyées dans de la céramique, la gangue ainsi obtenue chauffée pour faire fondre la cire, puis du métal coulé dans l'empreinte ainsi obtenue) Le moulage à la cire perdue >>>> est une technique connue depuis l'Antiquité, mais on n'imaginait pas que l'impression 3D s'en mêlerait. Quoi d'autre.... Une sorte de "four" pour traiter automatiquement les pièces en ABS au brouillard d'acétone Une tête d'impression monstrueuse De la prod en série avec 4 têtes en simultané Une machine pour faire son filament à partir de granulés ou de recyclé (le fil est calibré par un passage entre des molettes) n On m'a donné un truc avec des supports solubles : une photo AVANT d'enlever les supports Et ce que j'ai vu de plus finement détaillé (10 millions de couleurs) chez Mimaki >>>






 2 points
2 points -
Merci @fran6p Pour la modélisation je me débrouille pas mal mais c'est quand même un peu mon métier. Ya pas longtemps j'ai modélisé pour un membre du fofo un bateaux rc (section modelisme ) Oui je voulais garder ces 2 trous libre et accessibles car ils seront utiles pour la suite Je ne pense pas que je mettrais un bl touch ou truc du genre car j'ai pas de soucis pour régler le plateau même si j'en change souvent. C'est mettre beaucoup de temps et de soucis pour peu de productivité. Je vais tester mon collecteur pour le refroidissement et ma buse et voir par la suite à les faire en usinage en alu ou impression métal laser quand l'occasion se présentera2 points
-
Une version motorisée : Infos ici : https://www.instructables.com/id/Electric-Orbit-Wheels-Laterally-Propelled-Hub-les/2 points
-
Je sens que ce dépannage va être long et difficile... Il va falloir de nouveau utiliser les forceps ou la torture2 points
-
Bon bien c'est assez pour le moment mon projet est terminé, enfin...


 2 points
2 points -
Bonjour, Etant donné les vagues de questions et problématiques qui arrivent, je créé ce sujet dédié pour la configuration et l'optimisation, ajouts d'équipements etc... de Marlin dans sa globalité pour les Alfawise U20, U20+, U20 Pro, U30. Ne concerne que les installations avec les cartes-mère d'origine. Rappel comment installer Marlin : Tutoriel installation et configuration d'un système de nivellement auto, BLTouch et Touch-Mi :1 point
-
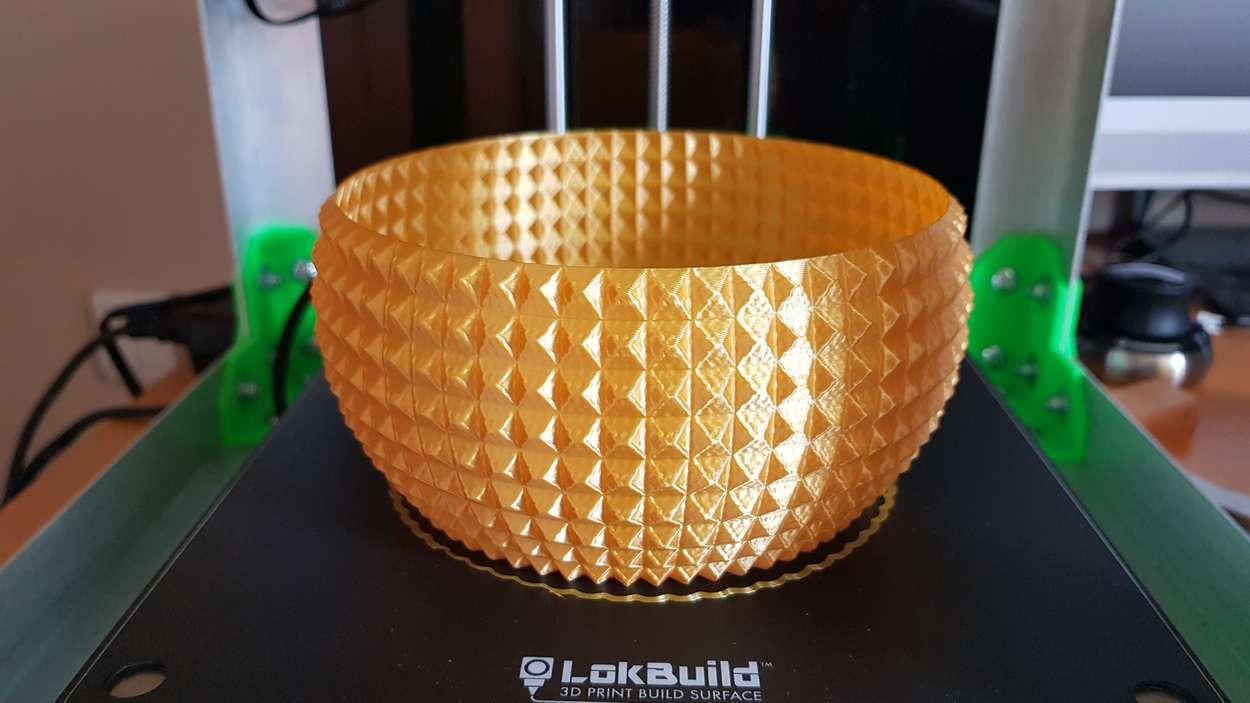
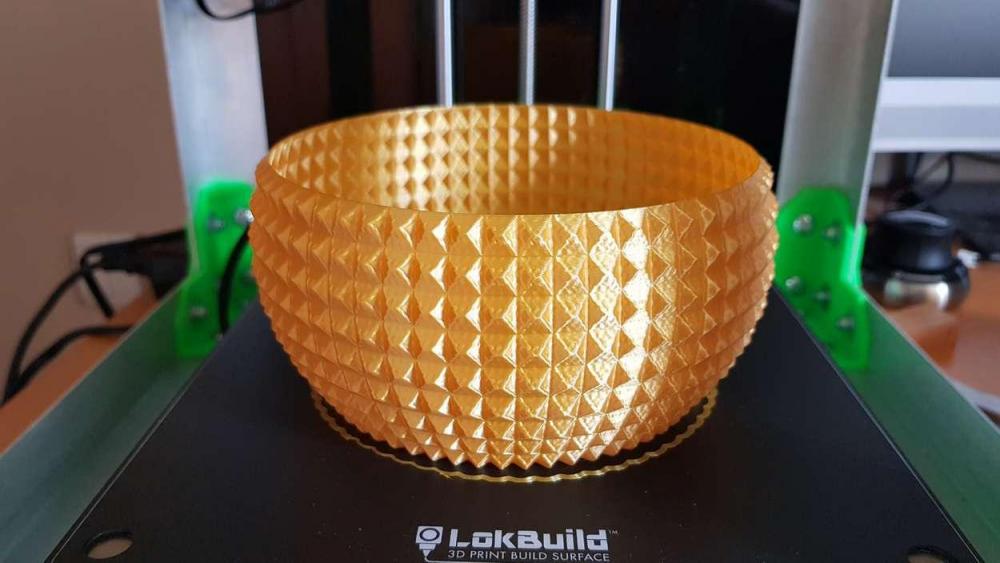
Eryone est un distributeur chinois de filament pour imprimante 3D. Leurs stratégie marketing semble proposer des filament “Premium”, avec notamment l’utilisation de pellet de PLA de marque NatureWorks (marque américaine). Le test portera sur le filament PLA “Silk” Gold. Ce filament est de couleur jaune d'Or avec un effet "satin" ou plutôt "velours". Packaging : Il est classique, une boîte en carton "cheap" type recyclé et une bobine sous vide avec un gros sachet de "silica gel". La bobine : Là encore une bobine classique, toutefois le trou central est (pour moi) beaucoup trop gros et n'est pas compatible avec mon spooler de bobine. Le bobinage est encore une fois classique. Point positif, on trouve une "jauge". Pratique pour savoir si on est bientôt en fin de bobine ou anticiper un changement. Diamètre du filament : Eryone annonce 1.75 +/- 0.02mm et c’est vrai ! Le diamètre n’est pas constant, mais reste dans la plage de tolérance annoncée. Passons à l'impression : Tout les tests ont été fait à 215° - Plateau 50° Impression sans problème ! Bonne accroche sur le Lokbuild dès 35°, pas du tout de oozing et bonne définition. Les supports se détachent très facilement et marquent pratiquement pas le sujet. Test d'impression en mode vase : Là encore, pas de problème. Les couches sont parfaitement soudées, l'objet est solide. Conclusion : Un bon filament qui tient ses promesses. A l'impression, les couches sont stables et ne s'effondre pas (le filament refroidi rapidement). L'effet "satin" est sympa, mais ce n'est pas vraiment un effet métal. On est plus sur un aspect "velours", qui change de brillance selon la lumière. Point fort : + Couleur filament identique après impression + refroidie rapidement + Bonne tenue à la chaleur + Diamètre du filament correct + Excellente accroche sur le plateau (Lokbuild) à 35° + Solide Point faible: - Trou de la bobine trop large - Enroulement du filament sur la bobine - Odeur, faible, mais présente à l’extrusion. Lien du produit : https://www.amazon.fr/gp/product/B07KF343LD/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1






 1 point
1 point -
Je ne vois rien de particulier dans tes fichiers. Mais franchement, pour d'aussi petites pièces tu peut mettre 100 % d'infill (radin va !). Pour du PLA "standard", oui, c'est assez chaud. Si tu as un grade genre 850/870, alors non ce n'est pas assez chaud. Mais ne pas oublier que ta sonde peut te donner des valeurs erronées. Ou que ton PLA n'est pas du PLA (erreur d’étiquettes). EDIT : j'en ai marre, @biostrike est plus rapide que moi pour taper ...1 point
-
c est pas un script de changement d outil qu il veut dans simplify 3d pour le changement d outil tu va dans ton process dans autre tu a l option retractation chamgement d outil tu rentre tes parametre que tu veut apres dans script dans la rubrique changement d outil tu colle sa ; TOOL CHANGE T[new_tool] voila sa c est pour le changement d outil pendant l impression se qu il veut c est lancé une impression 2 couleur en ne touchant a rien le script que j ai mis avance le fil 1 donc si il est deja dans la buse sa extrude il retract de 50 ( distance qu il me faut a moi pour mon y ) il avance le fil 2 de 50 fait une bande retract de 50 puis fil 1 avance de 50 fait une bande puis commence l impression comme sa quand l impression commence tu c est que fil de est a 501 point
-
merci @Jean-Claude Garnier pour ces photos bien sympa1 point
-
ta pas compris il veut amorcé sont fil 1 faire une bande apres retract avancé sont fil 2 faire une bande retract tous sa apres le homing1 point
-
tien script de fin G91; Set to Relative position G1 E-5 F300; retract the filament a bit before lifting the nozzle G0 Z15; move z axis up 15 G28 X; home X axis T[old_tool] G91; relative Positioning G1 E-20 F2000 G1 E5 F1800 G4 S3 ;wait for 3 second to reduce the filament stringing G1 E-50 F2000 ; retract the filament T1 G1 E50 F2000 ;extrude the new selected filament to the nozzle G1 E5 F1800 ;extrude the new selected filament to the nozzle G4 S3 G1 E-50 F2000 G90;absolute positioning G1 Y189 F2000; move part out for inspection G90; Set to Absolute position M104 S0 ; turn off extruder heat M140 S0 ; turn off heated bed M106 S0 ; Turn off fan voila a ton service reste a peaufiné a ta sauce1 point
-
Dans ton start script, il y a un problème tu as T0 puis T1. Tu essaies de faire quoi en mélangeant ces 2 outils ? De toute façon c'est dans le script de changement d'outil qu'il faut agir et pas dans le start.1 point
-
Pour changer d'extrudeur c'est T0 , T1 , etc....1 point
-
Dans l'onglet extrudeuse, tu choisis outil E0 ou E1 selon les différents process.1 point
-
voila moi se que j ai par contre j ai une tete 2 en 1 sa fonctionne ; START SCRIPT START G21 ;metric values G90 ;absolute positioning G28 X Y ;move X/Y to min endstops G1 X50 M109 S[extruder0_temperature] G28 M104 S[extruder0_temperature] G29 ;Auto level G1 Z-10.6 F{travel_speed} T0 ;then prime T0 G92 E0 G1 F3000 E-50 a changé par ta mesure G92 E0 T1 ;first prime T1 and move it back G92 E0 G1 F3000 E50 a changé par ta mesure G1 Y20 G1 X20 E30 F200 G92 E0 G1 F3000 E-50 a changé par ta mesure G92 E0 T0 ;then prime T0 G92 E0 G1 F3000 E50 a changé par ta mesure G92 E0 G1 Y22 G1 X160 E30 F200 G92 E0 G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... ; START SCRIPT END1 point
-
Quand tu as 2 filaments et 1 seule buse, il te faut : Faire un process pour chaque filament Indiquer dans le script de changement d'outil (et pour chaque process) ce que tu veux faire.1 point
-
Le concept me plait, j'ai aussitôt réalisé un exemplaire, malgré mes doutes.Ces doutes se sont confirmés, en chauffe les 2 appuis de fixations se ramollissent et l'ensemble bouge,j'ai réalisé les pièces avec un remplissage à 20% c'est peut être/certainement la cause. Bien le coup du silencieux, sans ça siffle, je n'ai pas essayé je n'avais pas le .stl Comme la machine était partiellement démontée j'en ai profité pour tout démonter et reprendre les réglages des guidages , et puis j'ai aussi fais un tendeur micrométrique en Y, il y a un moment que j'y pensais c'est fait.
 1 point
1 point -
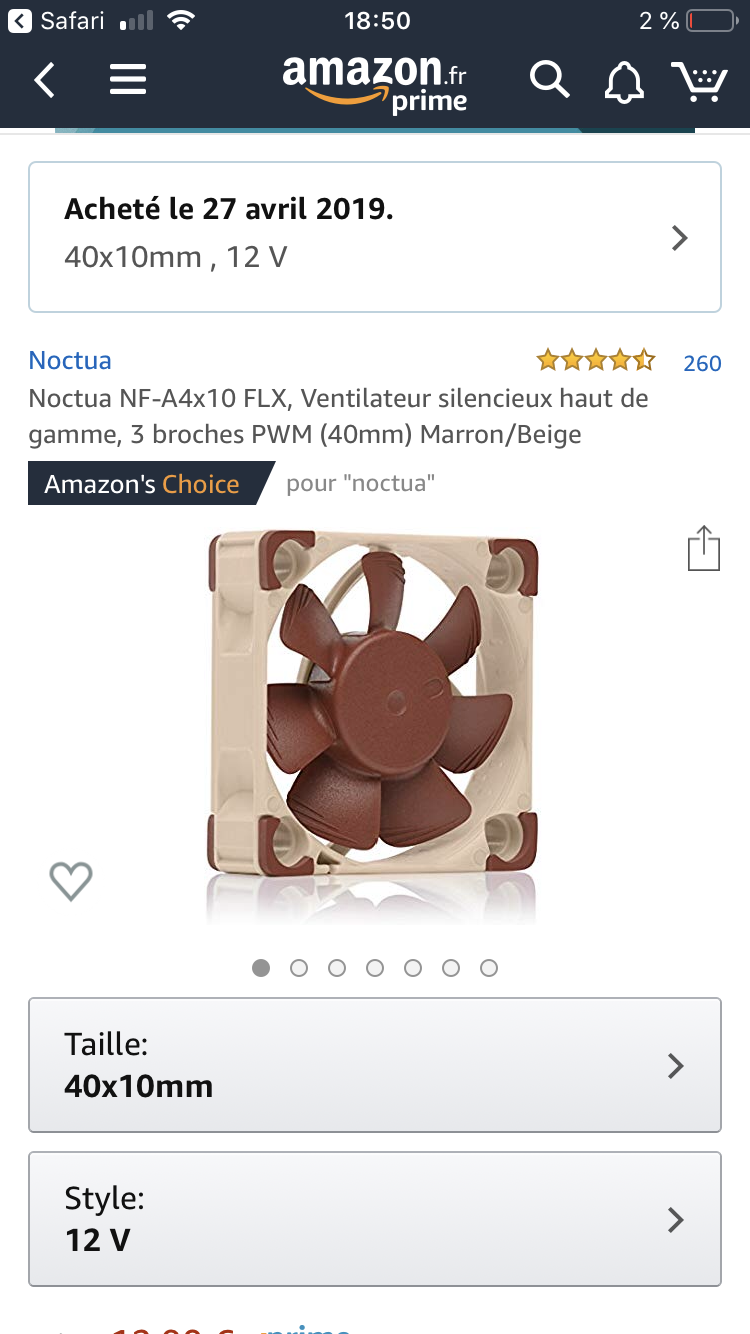
Bon je viens de refaire le topo sur ma tête ED3V6 clone de je sais pas où J’ai une ED3V6 version bowden, avec le tube ptfe qui descend jusqu’au heatbreak (un peu galère à couper correctement le tube ptfe pour qu’il soit bien en appui sur le heatbreak). J’ai monté le heatbreak avec de la pâte thermique sur le filetage aucun soucis de remontée de température. Pour la ventilation j’ai mis un Noctua Franchement top, un silence appréciable. Concernant le stringing vue que j’imprime en petg... je vais affiner mon réglage de rétractation et vitesse. Je viens de passer sur Cura 4.0.1 il faut que je crée un profil dessus pour mon AM8. J’utilisé jusqu’ici Slic3rPE mais gros soucis avec les supports qui reste collé sur la pièce voir même fusionner avec la pièce . Avant de repartir dans les réglages il faut que je monte ma MKS avec TMC2208, le Marlin est prêt mais pas encore eu le temps d'échanger les cartes mères et surtout que je revois le refroidissement de ma buse.... je m’apercois que le fan duc est trop loin de ma buse. Ceci explique peut être aussi mes soucis de finitions et stringing de mes pièces. Bref j’ai encore du taf pour régler tout ça. En tout cas merci @Heatcreep, des réponses techniques comme ça j’adore. Je m’aperçois qu’il y a énormément de facteurs qui influent sur les impressions 3d, pas finis d’apprendre sur ce monde qu’est l’impression 3d . @+ Nico
 1 point
1 point -
Hello, Non, Ma voiture ne fonctionne pas aux hydrocarbures. Oui, Non, elle ne coince rien. Effectivement, la pièce n'est pas dans le bon sens. Tu as 98% de la réponse que j'attendais. A toi. Le schmilblick sert à ranger mes câbles de charge dans la roue de secours Je vais me pencher sur ton idée. Je suis en train d'imprimer le nécessaire pour pourvoir mettre mon 2nd câble de charge. J'ai également imprimé une pièce amovible (visible sur la photo) pour bloquer le 1er câble. Il va falloir que je rende le système plus propre et surtout que je fixe la roue car depuis avant hier, elle a tourné

 1 point
1 point -
Salut @Itzo97, Voici une méthode pour régler les steps/mm de l'extrudeur. Elle n'est pas forcement adaptée à ton imprimante mais le principe reste le même. Sinon, comme tu le dit, tu peux augmenter le coefficient d'extrusion (multiplicateur). ça peut aussi être du à une vitesse d'impression trop élevée, ou un STL mal crée ou mal tranché.1 point
-
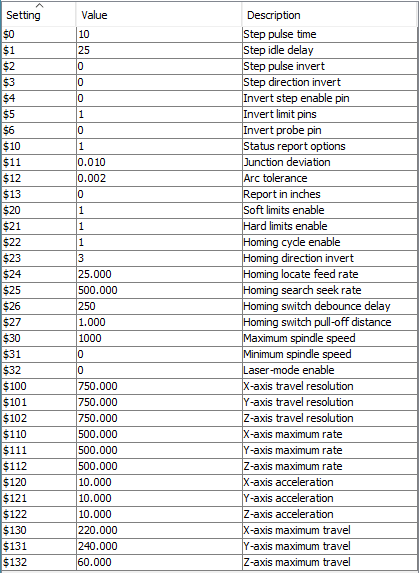
Bonsoir, Je devais avoir un défaut de masse (j'ai refait le test et tout te-fonctionne correctement... je ne comprend pas pourquoi ) Voici ducoup la configuration actuel de la machine : la voici en phase de homing avec le Hard limits activé : Prochaine étape => Configuration du PWM => Spindle Cordialement.
 1 point
1 point -
le site web d'e3d (leur page amazon est quasi toujours vide ou trop chère) ou les revendeurs officiels, y'a un site français : filimprimante3d edit: les prix sur fili sont pas ouf au pire e3d fait des "kits" sur amazon, pour une 40ène d'€ tu peux avoir 3 buses en acier trempé (ultra durable, pour le filament fluo dans le noir, le filament carbone / abrasif), mais ca pique un peu, j'ai souvenir d'avoir acheté les miens moins cher edit2: un peu mieux ici : imprimante3dfrance.com 7.50€ la buse 0.4mm pour filament 1.751 point
-
Sur le github de Bigtreetech : https://github.com/bigtreetech/BIGTREETECH-SKR-V1.3 En bonus, une chtite vidéo sur cette CM et l'installation de TMC (2130 / 2208) en mode SPI / UART1 point
-
Côté restitution des couleurs justement, le rouge n'est pas aussi "rouge" que j'imaginais, mais c'est subjectif, je dirais plutôt que c'est un rouge assez proche des pièces de ma U30, une sorte de rouge un peu "clair"...1 point
-
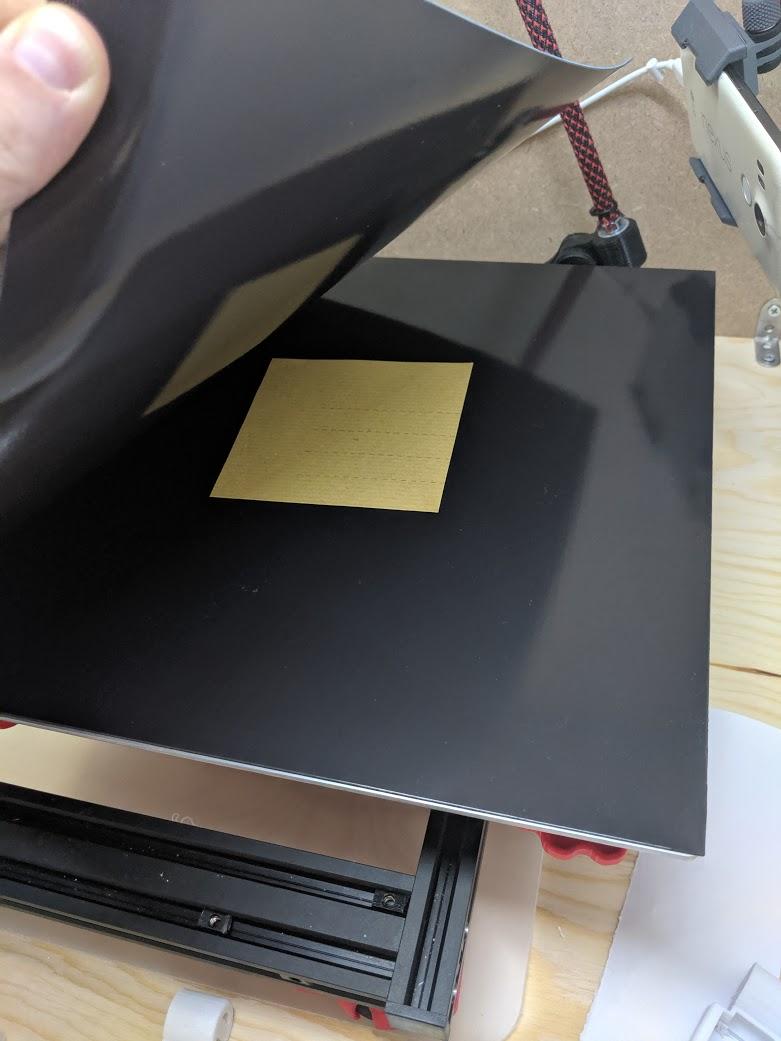
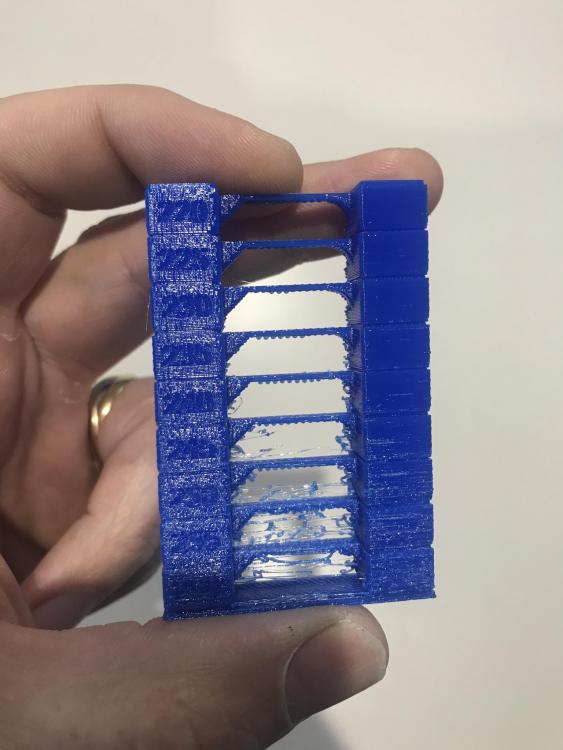
Meme soucis que toi, mon premier est incurvé, l'ecart etait important 0,3 au milieu. Bizarrement ma plaque en verre etait droite au debut elle. Le second, toujours légèrement incurvé, quand je fais le leveling, le centre est environ 0,15 trop haut.. Ca ne me derange pas avec les miroirs IKEA mais j'aime pas avoir toutes mes pièces lisses. J'imprime sur ça et c'est ça qui m'a fait me rendre compte de l’état de mon plateau. https://www.amazon.fr/gp/product/B07JMT8C9R/ref=ppx_yo_dt_b_asin_title_o07_s00?ie=UTF8&psc=1, c'est tres pratique mais si le plateau n'est pas droit, galère. Ce que j'ai fais et c'est tout bête, j'ai simplement découpé un morceau de papier craft (0,11mm d'épaisseur, une enveloppe marron) que je place au milieu entre les deux feuilles magnétique. Et voila, la première couche est parfaite
 1 point
1 point -
Hello tout le monde, Tout d'abord je voulais vous féliciter pour le super travail que vous avez réalisé ! Étant moi même dev je me rends bien compte du travail qui a été réalisé ! J'utilise Marlin sur mon Alphawise U20 depuis 2 semaines et tout est niquel ! J'ai investi dans un vrai BLTOUCH officiel modèle smart V3.0. J'ai une carte mère de type V08, V07, V06 etc et j'ai donc récupéré le +5V sur D7. J'ai également la buse d'origine MK8 et un écran V1.2. Après avoir réalisé les modifications du tuto, au démarrage, mon BLTOUCH sort et rentre 3 fois ça pointe puis la lumière rouge reste allumé en fixe. Mais ensuite impossible de faire un auto home ou de lancer des commandes pour le BLtouch, il ne répond pas et ne déploie jamais ça pointe. J'ai essayé avec le dépôt de https://github.com/tpruvot/Marlin/ branche Alfawise_uX0 et avec https://github.com/hobiseven/Marlin_2.0.X_Beta_Alfawise_Ux0 branche master, les deux à jour d'hier soir. Je n'arrive pas à diagnostiquer si le problème provient d'un branchement (certains parlent de mettre une résistance pour les CM V0, mais ce n'est pas mon cas) ou de ma configuration. Étant donné que le BLtouch bouge et s'allume au démarrage de la machine j'ai envie de croire que le problème vient de ma config, mais je ne trouve pas où. Voici les seuls changements de config pour le dépôt d'hobiseven que j'ai réalisé : #define U20 #define ENDSTOPPULLUPS #define Z_MIN_ENDSTOP_INVERTING false //#define PROBE_MANUALLY //#define MANUAL_PROBE_START_Z 0.0 #define BLTOUCH #define X_PROBE_OFFSET_FROM_EXTRUDER -25.4 //Ces valeurs proviennent du Fang custom dont parle le tuto et que j'ai actuellement sur mon U20 #define Y_PROBE_OFFSET_FROM_EXTRUDER -30.3 //Ces valeurs proviennent du Fang custom dont parle le tuto et que j'ai actuellement sur mon U20 #define Z_PROBE_OFFSET_FROM_EXTRUDER 4 //Ces valeurs proviennent du Fang custom dont parle le tuto et que j'ai actuellement sur mon U20 #define Z_CLEARANCE_DEPLOY_PROBE 15 // Z Clearance for Deploy/Stow #define Z_CLEARANCE_BETWEEN_PROBES 10 // Z Clearance between probe points #define AUTO_BED_LEVELING_BILINEAR //#define MESH_BED_LEVELING #define GRID_MAX_POINTS_X 4 #define LEFT_PROBE_BED_POSITION 29 #define RIGHT_PROBE_BED_POSITION 271 #define FRONT_PROBE_BED_POSITION 22 #define BACK_PROBE_BED_POSITION 255 #define Z_SAFE_HOMING #define XPT2046_X_CALIBRATION 12953 //Calibration personnalisé de mon écran 1.2 #define XPT2046_Y_CALIBRATION -9348 //Calibration personnalisé de mon écran 1.2 #define XPT2046_X_OFFSET -57 //Calibration personnalisé de mon écran 1.2 #define XPT2046_Y_OFFSET 265 //Calibration personnalisé de mon écran 1.2 et pour le dépôt d'tpruvot : // Fichier plateformio.ini env_default = alfawise_U20 default_envs= alfawise_U20 // Fichier Configuration.h #define ENDSTOPPULLUPS #define Z_MIN_ENDSTOP_INVERTING false //#define PROBE_MANUALLY //#define MANUAL_PROBE_START_Z 0.2 #define BLTOUCH #define BLTOUCH_SET_5V_MODE // Je demande confirmation pour celui la j'ai un doute #define BLTOUCH_LCD_VOLTAGE_MENU // Pour du debug #define X_PROBE_OFFSET_FROM_EXTRUDER -25.4 // Donnée du Fang custom du tuto qui est installé sur ma U20 #define Y_PROBE_OFFSET_FROM_EXTRUDER -30.3 // Donnée du Fang custom du tuto qui est installé sur ma U20 #define Z_PROBE_OFFSET_FROM_EXTRUDER 4 // Donnée du Fang custom du tuto qui est installé sur ma U20 #define AUTO_BED_LEVELING_BILINEAR //#define MESH_BED_LEVELING #define Z_SAFE_HOMING #define XPT2046_X_CALIBRATION 12953 // Calibration custom de mon écran #define XPT2046_Y_CALIBRATION -9348 // Calibration custom de mon écran #define XPT2046_X_OFFSET -57 // Calibration custom de mon écran #define XPT2046_Y_OFFSET 265 // Calibration custom de mon écran Merci d'avance pour votre aide ! PS : Je suis un peu perdu également au niveau des dépôts, lequel dois-je prendre ? tpruvot ou hobiseven et si c'est tpruvot quelle branche ? bltouch ou alfawise_uX0 ?1 point
-
Merci pour l'info. Je n'avais pas pensé à regarder Ali.1 point
-
Bonjour, La sérigraphie du module indique qu'il prend entre 12 et 30V, ça ne doit pas le gêner de lui donner 15.6V. Une idée par contre, as-tu vérifié que la tension de sortie est bien entre 0 et 10V ? Le potentiomètre bleu du module permet de l'ajuster au besoin d'après les commentaires Amazon.1 point
-
Très beau travail !!1 point
-
exact M211 S0 pour déverrouiller M211 S1 pour les remettre1 point
-
@Jean-Claude Garnier : @Locouarn avait posté ce lien dans mon post première cnc : https://www.dropbox.com/s/3akqb1q0nn1c867/BLDC spindle wiring (1.0).pdf?dl=0. Si cela peut t'être utile ...1 point
-
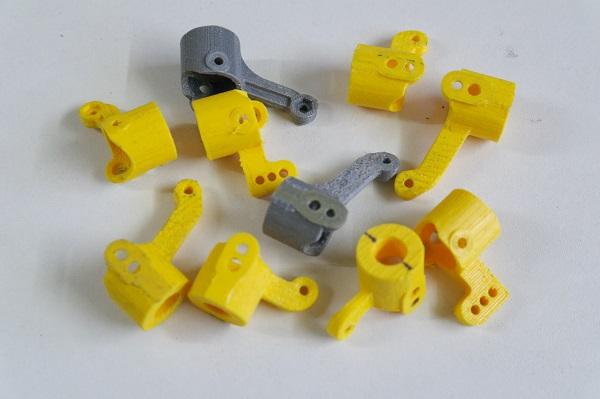
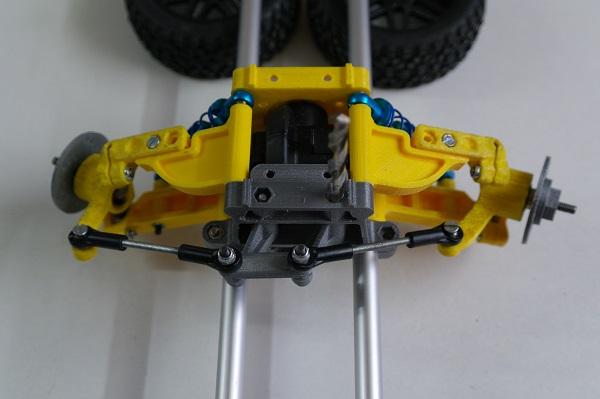
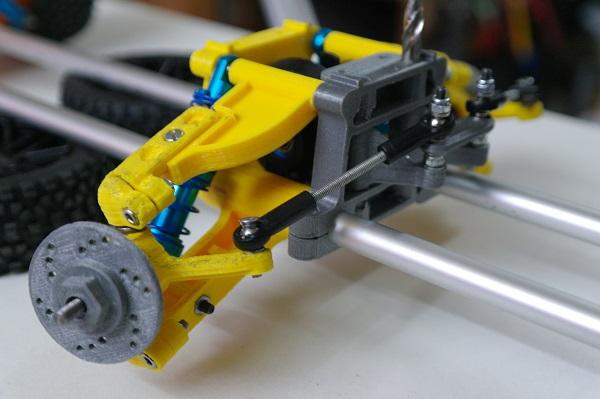
Hello, Je ne donne pas souvent de nouvelles mais il faut dire aussi que c'est un sujet de longue haleine surtout que j'ai pas mal ramé à faire un train avant correct car j'avais un soucis d'Ackermann inversé que j'avais du mal à résoudre ma roue extérieure tournait plus que ma roue intérieure et c'était d'autant plus difficile à résoudre que le différentiel avant me recule toute la tringlerie, voici un aperçu de mes essais de pivots avant et encore il n'y a pas tout ! J'ai aussi incorporé la rotule dans les triangles inférieur pour laisser de la place aux futurs cardans, bien sur je garde la rotule supérieure ajustable pour agir sur le carrossage Le train avant prend forme, ne tenez pas compte des couleurs utilisées ni du forêt en axe provisoire ! Je voulais articuler les 2 biellettes sur le même pivot mais ça ne fonctionnait pas alors je me suis inspiré de ce qui se faisait en modélisme et fait un parallélogramme J'en ai profité avec les hexagones de 17mm ou viennent les roues pour aussi faire de faux disques ce qui fera plus beaux avec des jantes ajourées Le châssis tient maintenant sur ses 4 roues, je n'ai pas monté mais prévu une cloison isolante entre le moteur et le pont arrière Merci de votre patience, Denis




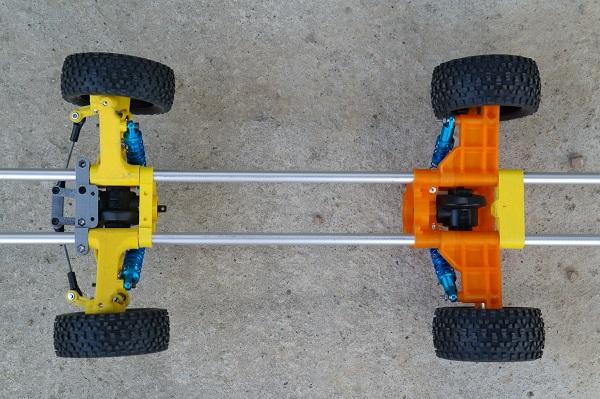 1 point
1 point -
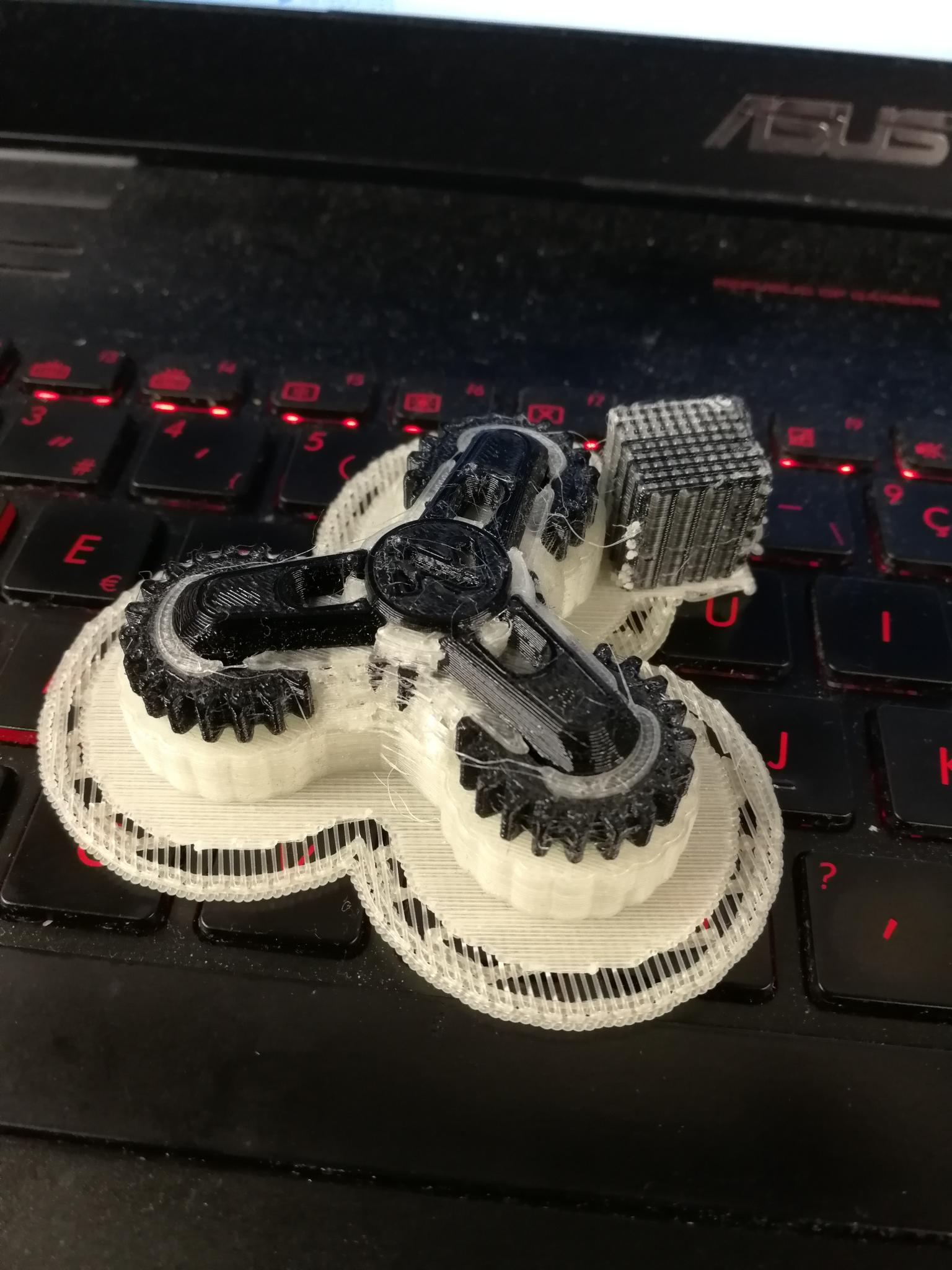
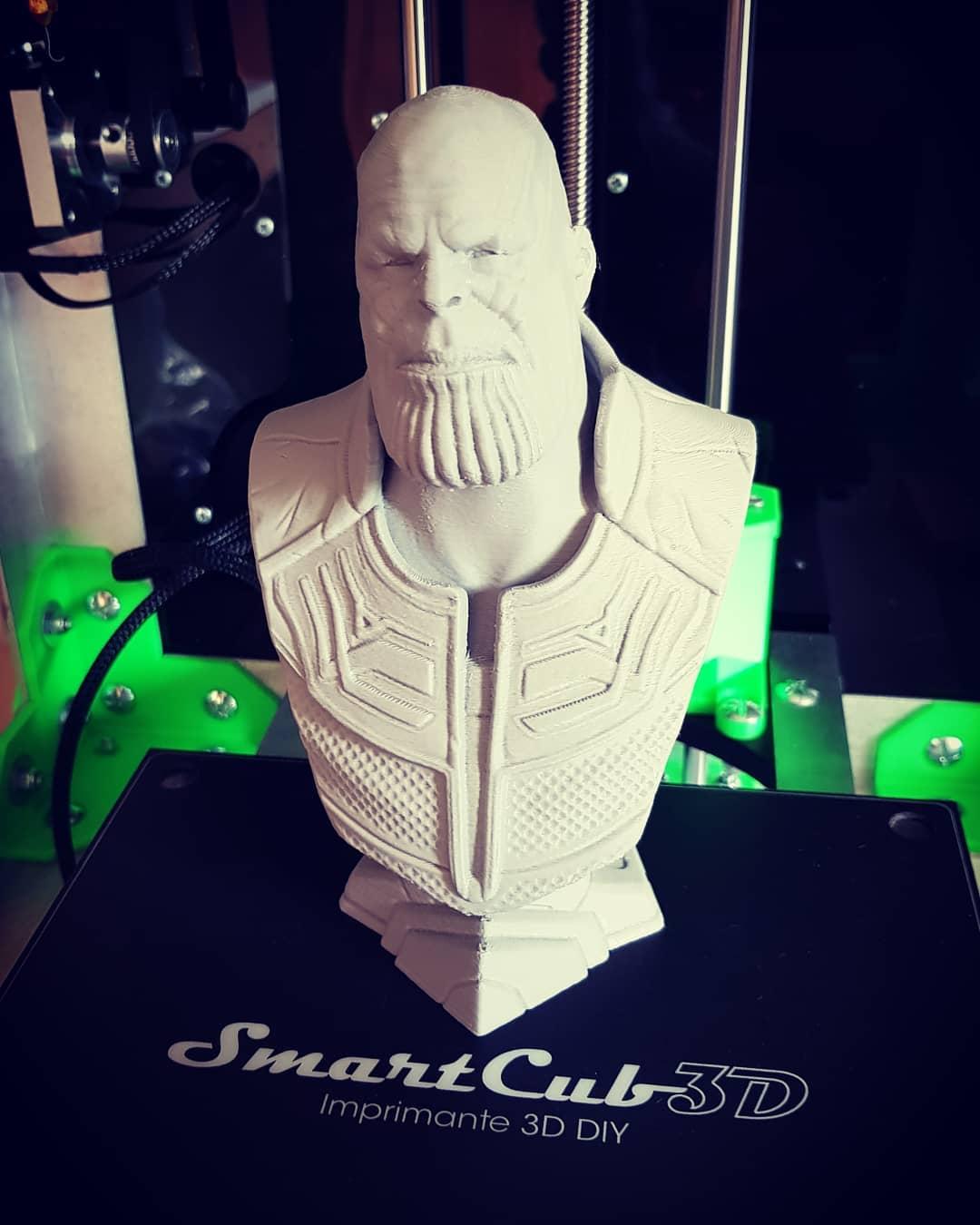
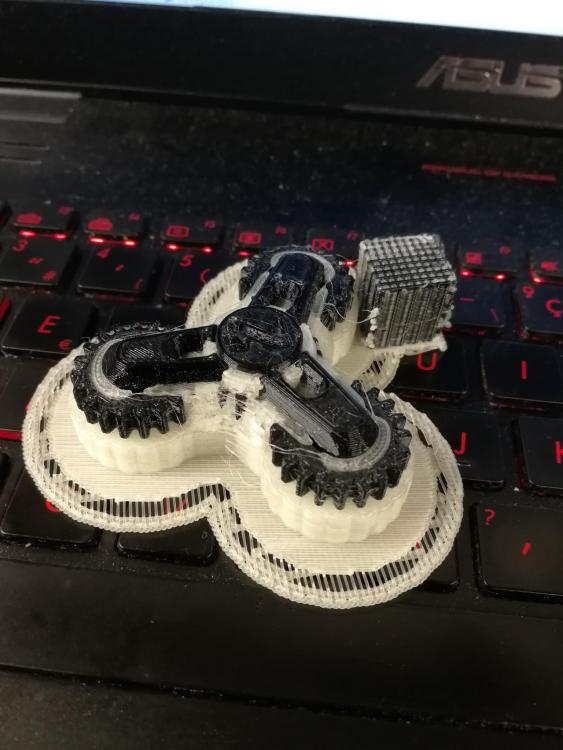
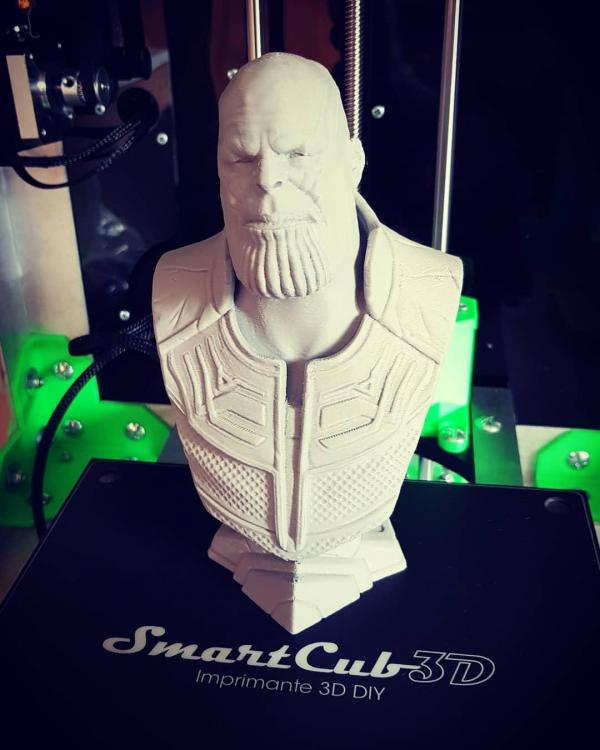
Thanos. Impression 100 microns - supports+raft - 8% infill - Filament gris ERYONE.

 1 point
1 point -
@Poisson21 Certes. Mais s'il compte mettre des TMC (2130, 2208,...), ils fonctionnent bien mieux en 24V .1 point
-
tu peux ouvrir le .gcode dans ton slicer pour vérifier qu'il est "centré", sinon oui, le .gcode inclus les changements de température tout seul (sinon y'a un plugin pour ça sous cura, si tu veux refaire ta propre version à partir de son .stl)1 point
-
Bonjour, sur ma cr-10S (qui est en 12V) j'ai utilisé un ventilo 40x40 récupéré sur une vielle carte graphique. Donc penser au fond de tirroir. Sur la cr 10S pro tout les ventilo sont en 24V et c'est pas facile a trouver. un convertisseur 24-12 (ou un régulateur REGULATEUR 7812) permet de monter un ventilo hotend 12V 40x40 mais il tourne tout le temps. voici un lien traitant du sujet : https://www.ender3.fr/convertisseurs-24v-en-12v/ Pour pouvoir le réguler en automatique il y a un module de gestion thermique de hotend : Pour le ventilateur buse (qui est très mal géré d'origine) il y a sur le forum qui a créé un module convertisseur 24-12 pwd pour géré la régulation pile-poil comme il faut en 24V-24V 24V-12V et 12V-12V : @Janpolanton fabrique ces module et peut surement mieux en parler que moi En ce qui concerne la tête de la CR10S pro elle ressemble a la CR10 et si c'est le cas j'ai bricolé un truc pour canaliser le flux :1 point
-
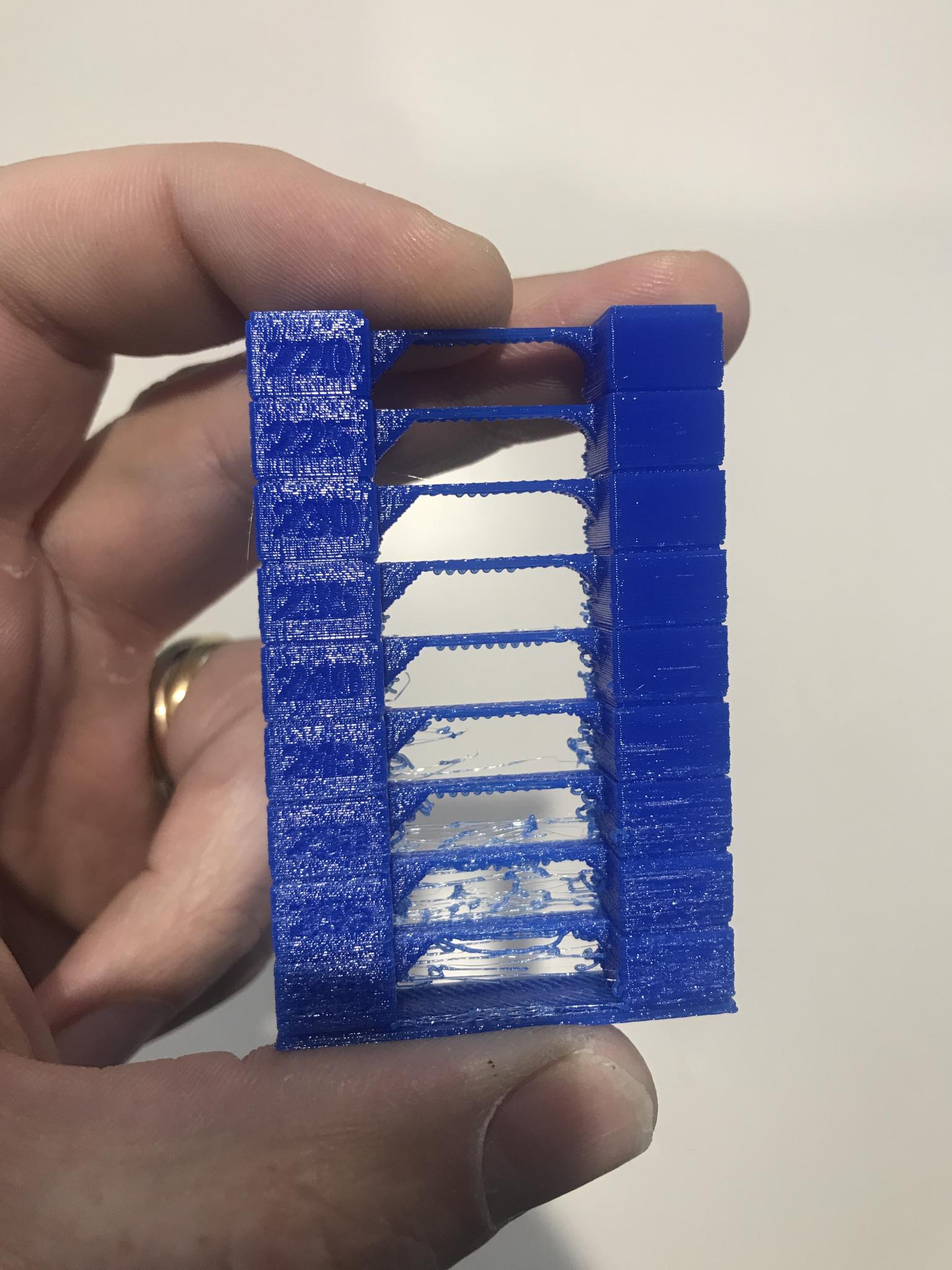
J’ai pas mon Mac avec moi.... voici le lien du fichier sur thingiverse si je me trompe pas. Suite à cette tour j’imprime a 225 degrés buse et 60 pour le bed. https://www.thingiverse.com/thing:2493504 Il y a des tours pour chaque type de matériaux. Il faut juste modifier le début du G-code de mémoire la température du bed et à 80 degrés je l’ai passé à 60 et aucun soucis d’accroche. a+ Nico1 point
-
ah, pour du PETG c'est un peu différent, quoi que, pour réf j'ai 2.8 - 3 mm de retraction pour du PETG, donc y'a surement moyen de réduire elle est pas mal ta tour, c'est avec quelle % de cooling fan ? A partir de 240°C, si tu veux imprimer des pièces solides, faut réduire drastiquement la ventilation, sinon le filament est refroidi trop vite et adhère mal (et "blanchi comme de la guimave"), au détriment du bridging / des détails, mais bon, pour une pièce fonctionelle ^^.1 point
-
Comme dis plus haut, cette valeur de rétractation est pour mon petg et pas pour du pla. Et oui c’est un clone à pas cher de E3DV6. Le gars me l’a donné quand j’ai acheté l’AM8 d’occasion. Il faut que je regarde si je peux baisser ou non.... je suis parti sur cette valeur car c’est les paramètres qu’il y avait dans la tour de température que j’ai trouvé sur Thingiverse. Voilà la tour que j’avais faite: @+ Nico
 1 point
1 point -
Imprime un poil plus haut, genre 210°c les e3dv6 et clones ont toutes besoin d'un poil plus de chaleur, la légère sous-extrusion viens surement de là, avant de modifier ta retraction, essaye d'augmenter la vitesse de celle-ci, 25mm/s c'est un chouille bas, essaie 30 voir 35mm/s (ici j'ai entre 1.7 et 2.3mm de retraction en fonction des PLA, pour 35mm/s) @Nicojouan14 : en bowden, e3d recommande de commencer autour de 2mm et de pas dépasser 5mm (pour ne pas remonter le PLA dans la zone froide), mais 4mm de retraction ça me paraît énorme si tu utilises des buses pas chère au lieu d'une "vraie" e3d, le problème viens peut-être de là, certaines buses ont un angle interne de 90° et un chanfrein à la sortie, alors que les (bon clones) et les vraies ont un angle de 60° et un trou "droit". (d'après la R&D e3d, c'est ce qui permet d'avoir un bon contrôle sur le filament / stringing / retraction, etc).1 point
-
J’ai une rétractation de 4mm à une vitesse de 40mm/s pour le mon petg.... j’ai encore du stringing, me semble avoir lu que sur une E3DV6 il ne faut surtout pas dépasser 6mm de rétractation. pour la température fait une tour de température pour mon petg meilleur résultat à 225 degrés. Pour ton extrusion vérifie que pour 100mm demandé ton extracteur aval bien 100mm... ensuite jouer sur le flow sur ton profil. @+ Nico1 point
-
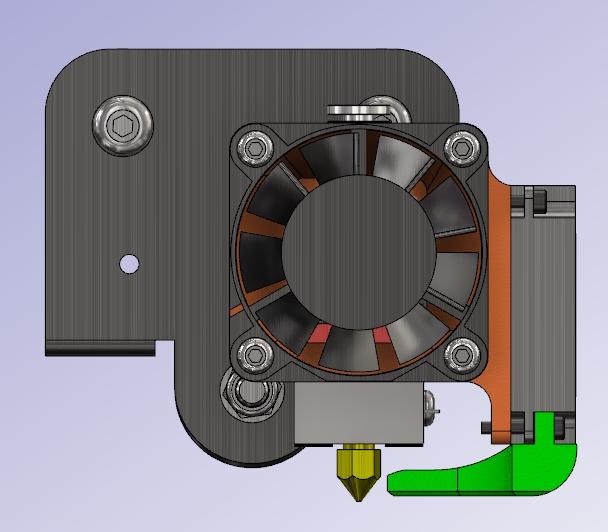
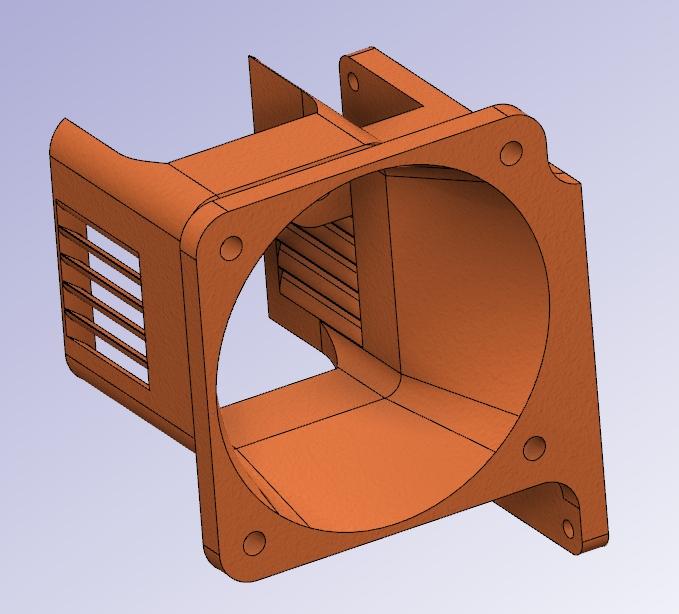
Bonjour à tous, Pour debuter le mois de juin voici le nouveau système de refroidissement de la tête et une nouvelle buse pour remplacer celle d'origine de la CR 10 qui a mon avis a plusieurs avantage : Cette version n'envoie pas le flux d'air de refroidissement du Head break sur la buse et le bloc de chauffe en canalisant l'air tout au tour. Il s'évacue vers le haut et sur les cotés. La buse de refroidissement canalise l'air vers le bas de la buse . C'est bien plus léger que le capot métallique et cela doit aider le X (inertie) Et le tout se monte avec les ventilos et vis d'origine Voici les STL: new hot end2.stl new buse2.stl Comme je ne sais pas modifier un post, jute une précision, les vis de fixation du head-break d'origine sont trop courtes de 3 mm donc prévoir 2 Vis M3 L20 avec petite rondelle <Modération> Je me suis permis de la faire pour toi </fin>
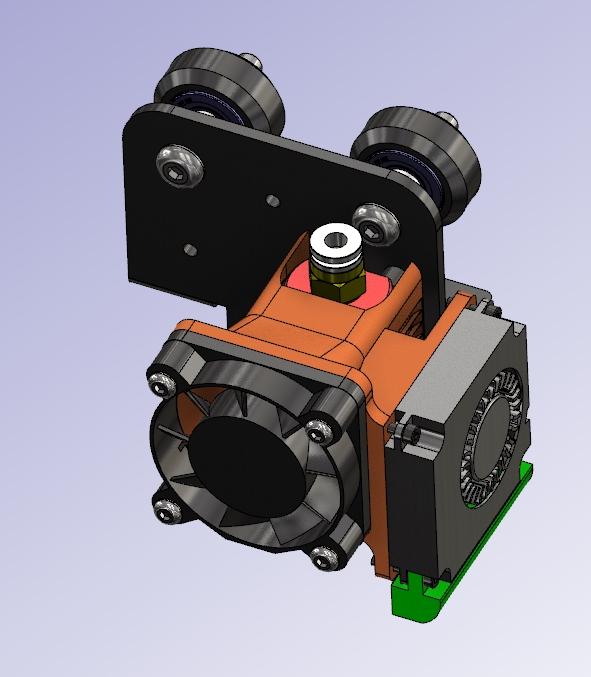
 1 point
1 point -
D'après leur documentation, si l'alimentation est en 12V, les ventilateurs sont en 12V; si elle est en 24V, les ventilateurs doivent être en 24V. La seule solution pour utiliser des ventilateurs 12V sur une carte alimentée en 24V, c'est de passer par un dispositif électronique comme celui de @Janpolanton, voir >>> ici <<< (pour le ventilateur de refroidissement du filament donc pour ventilateur réglable en intensité de souffle (PWM)). Si le ventilateur que tu veux utiliser fonctionne en tout ou rien (souffle tout le temps / jamais) comme ceux qui refroidissent le boitier électronique ou le radiateur de la tête, tu peux passer par des convertisseurs 24V-12V comme par exemple celui-ci ou encore ceux-là. De rien. C'est le principe du forum: aider quand on le peut Tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Et cerise sur le gâteau, cela améliore sa réputation
 1 point
1 point -
Tu trempes un bout de ton PLA dans de l'acétone. S'il devient collant, c'est de l'ABS !! J'ai eu une fois ce souci d'inversion d'étiquette ... j'ai cherché un moment.1 point
-
Un YouTuber qui se fait "offrir" une machine ne va pas en dire du mal... surtout avec les petits liens d'affiliations qui vont bien1 point
-
Oui, ce sera sûrement nickel mais le résultat n'est que théorique Je pense que tu devrais le refaire avec les dernières valeurs de pas indiquées pour chaque axe. L’intérêt, outre le fait d'aller au bout du processus, est de révéler des défauts qui sont masqués par la superposition des jeux mécaniques dans les sous ensembles en mouvement. Autrement dit, en mettant la valeur finale de réglage et en mesurant la pièce de test ré imprimée, tu peux te rendre compte que la valeur réelle de dispersion est différente de celle attendue. Ce qui démontre que tu arrives à la limite de précision possible avec l'imprimante en l'état. Partant de la, tu peux déduire quel élément réduit la précision de ton/tes axe(s). Par exemple : Manque de tension sur une courroie. Roulette V-Slot usée et/ou roulement avec du jeu et/ou besoin de plus de pression sur l'excentrique de réglage. Etc...1 point
-
vapoteur diy depuis 2013................20 ans de clopes à la noix!!! On en lit beaucoup des bêtises mais, une vrai cigarette rapporte plus de 16 milliards d'euros de recettes fiscales annuelles..... pourquoi dire la vérité. Le vapotage n'est qu'une cicatrice de la clope, certains pro disent 10 fois plus dangereux, d'autres disent six fois moins......mais que dit votre votre corps ???? L’intérêt de la vap est de passer de 18mg à 0mg puis stopper tout ça paisiblement.......(je rappel que nos parents ou grand parents étaient harcelés pour prendre une pause clope pendant l’entracte dans les salles de cinéma)...........fumes fumes, ça nous fera des thunes....vap vap, j'irai demander des sous au pape . Pour moi la définition du vapotage c'est l’arrêt du tabac puis de la vap sur du moyen terme. Personne ne veux de mon fogger et de mon magneto v1 ?1 point