Classement




Contenu populaire
Contenu avec la plus haute réputation dans 04/01/2021 Dans tous les contenus
-
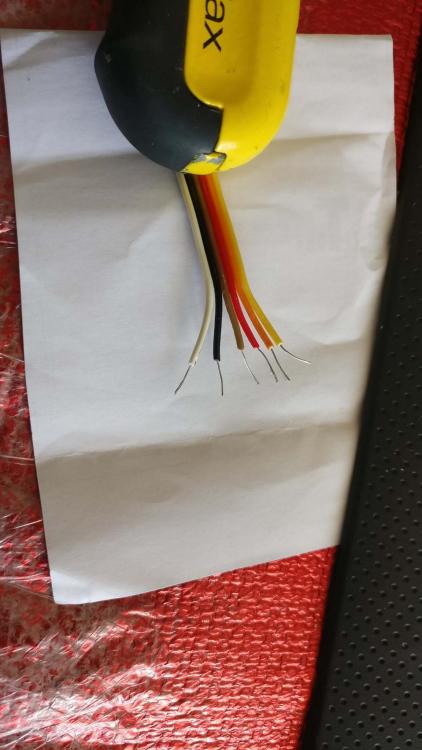
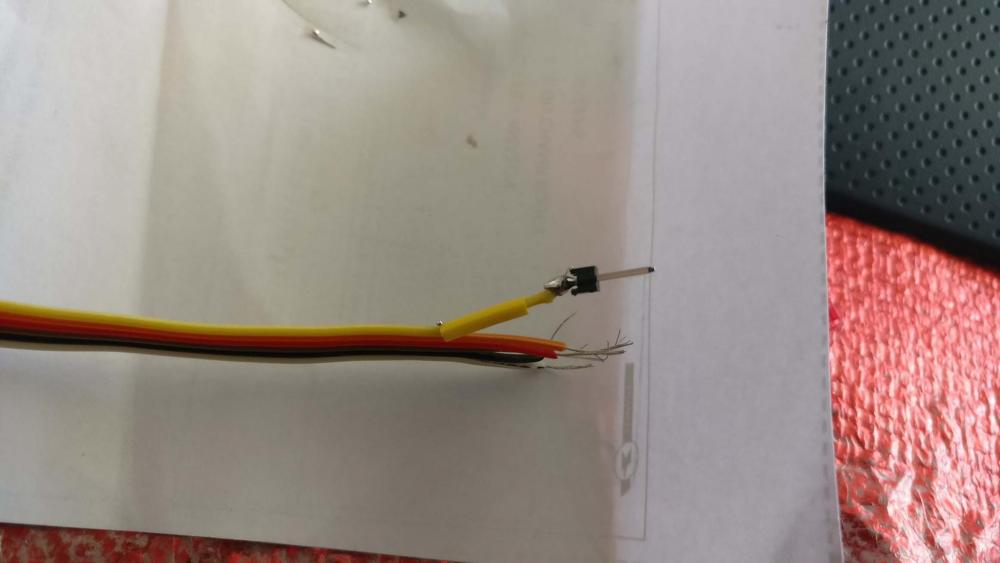
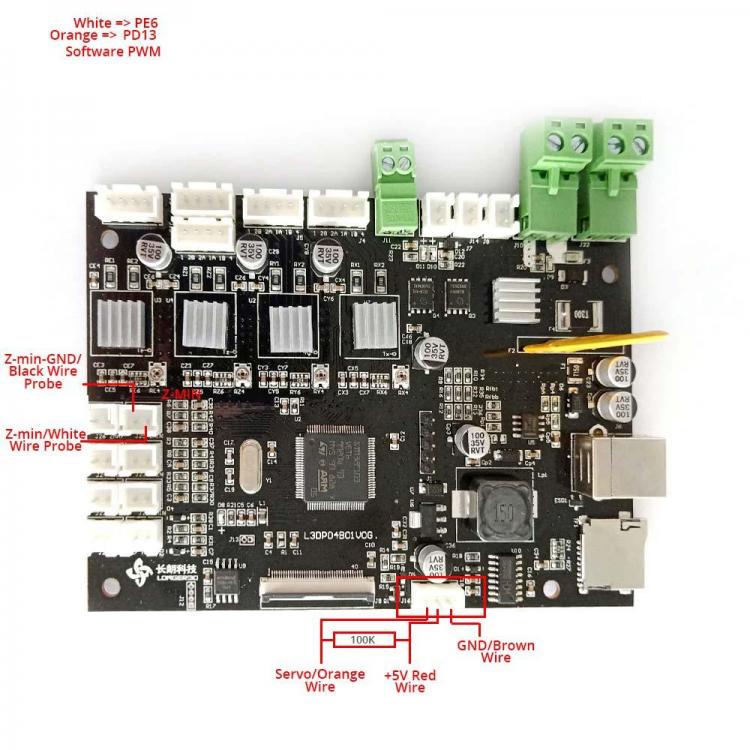
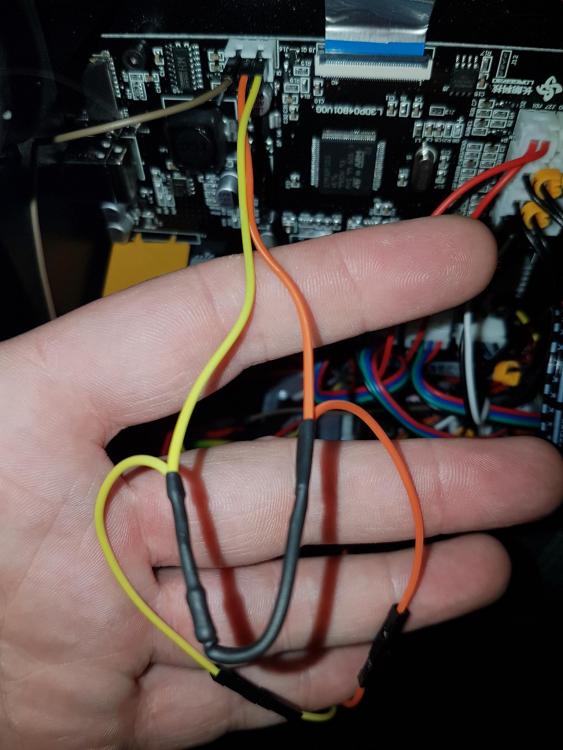
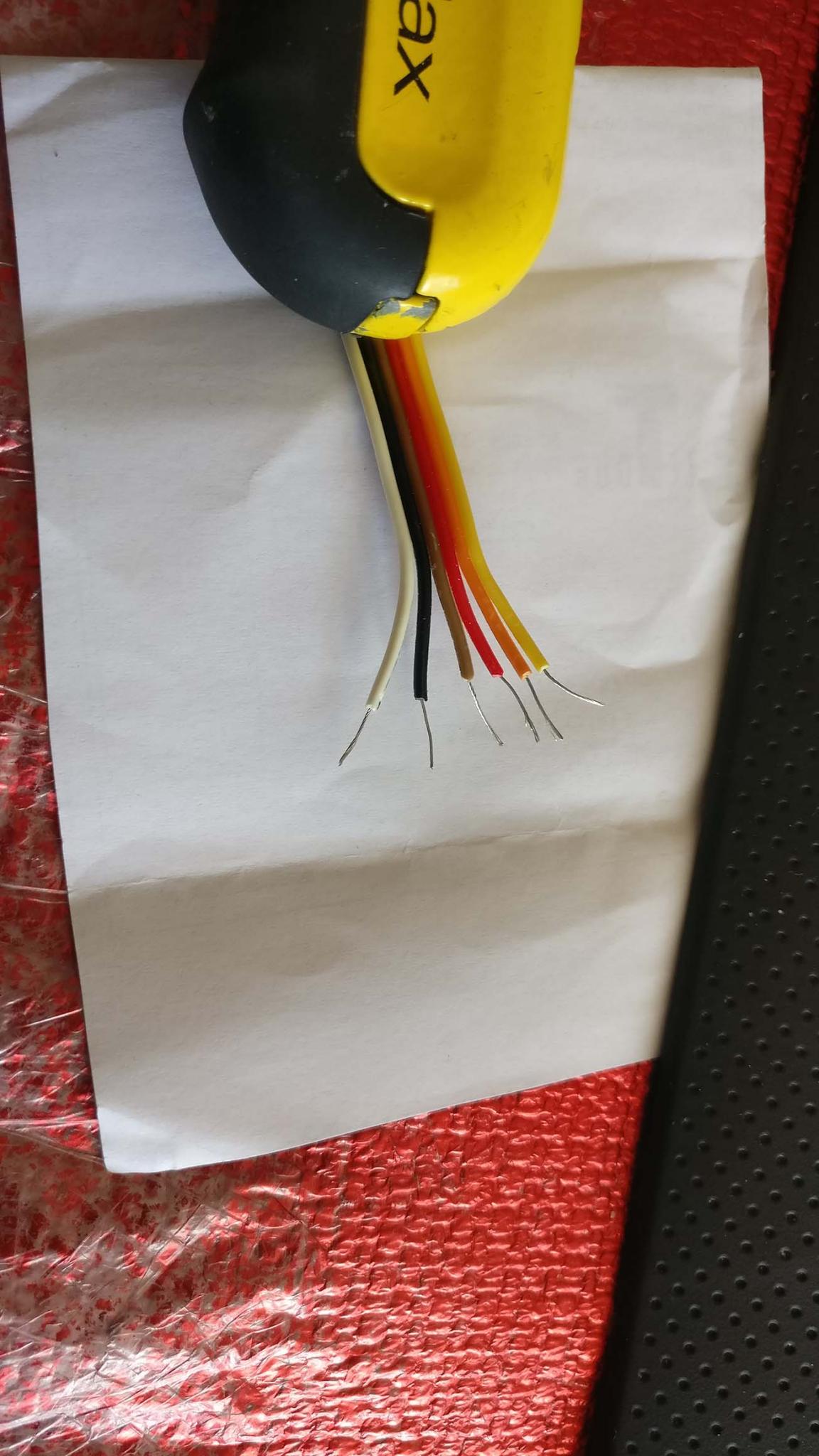
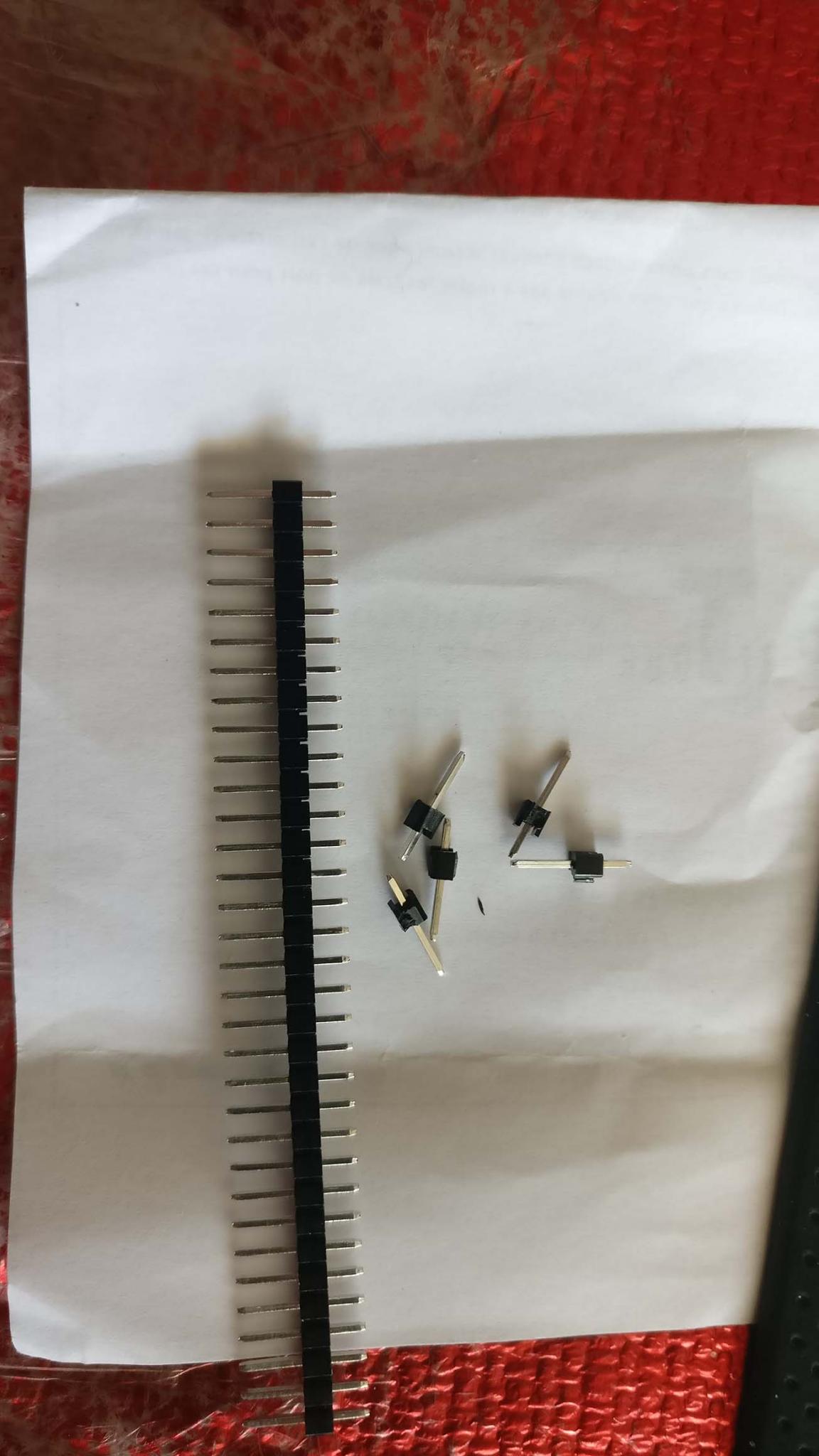
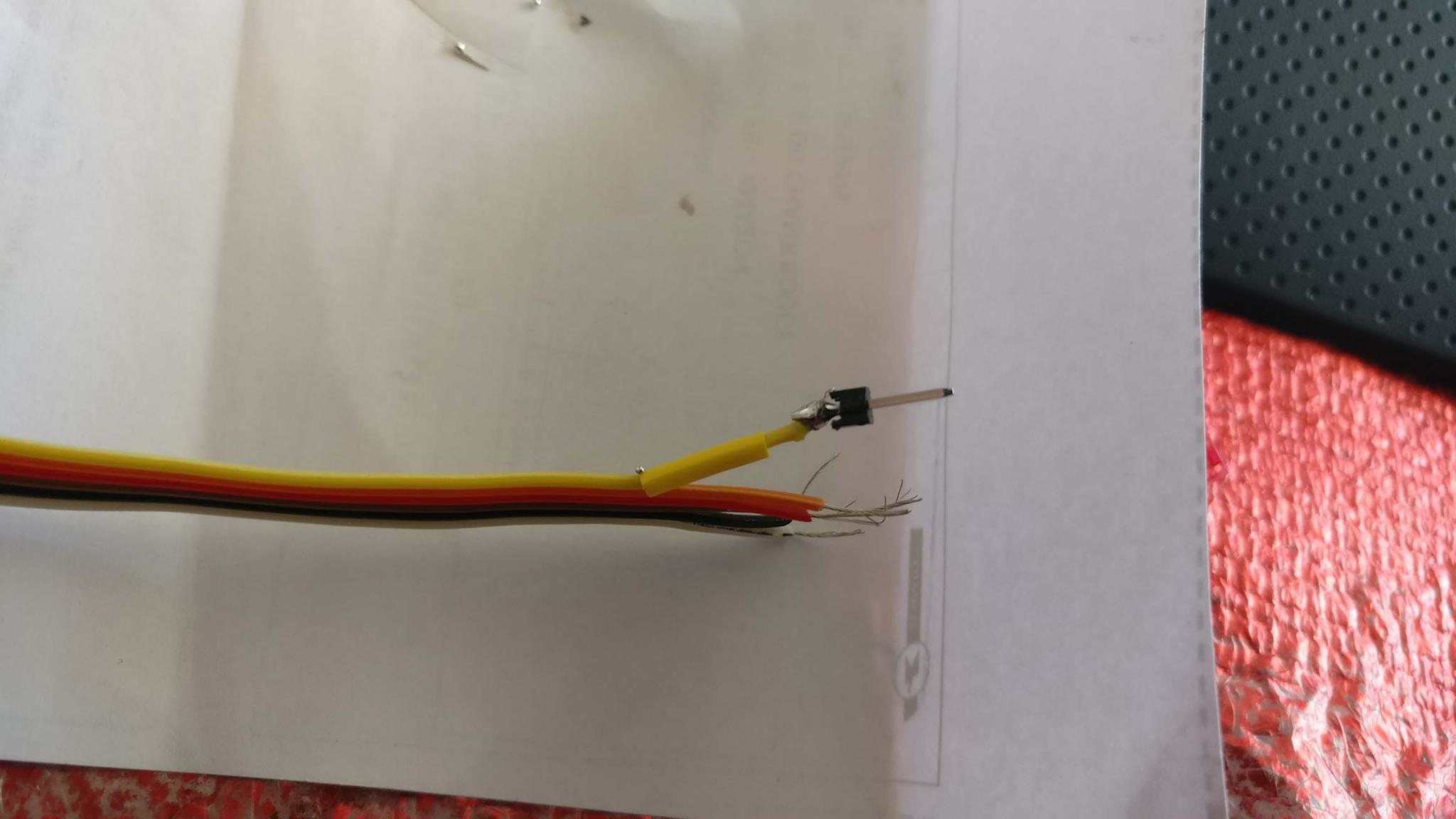
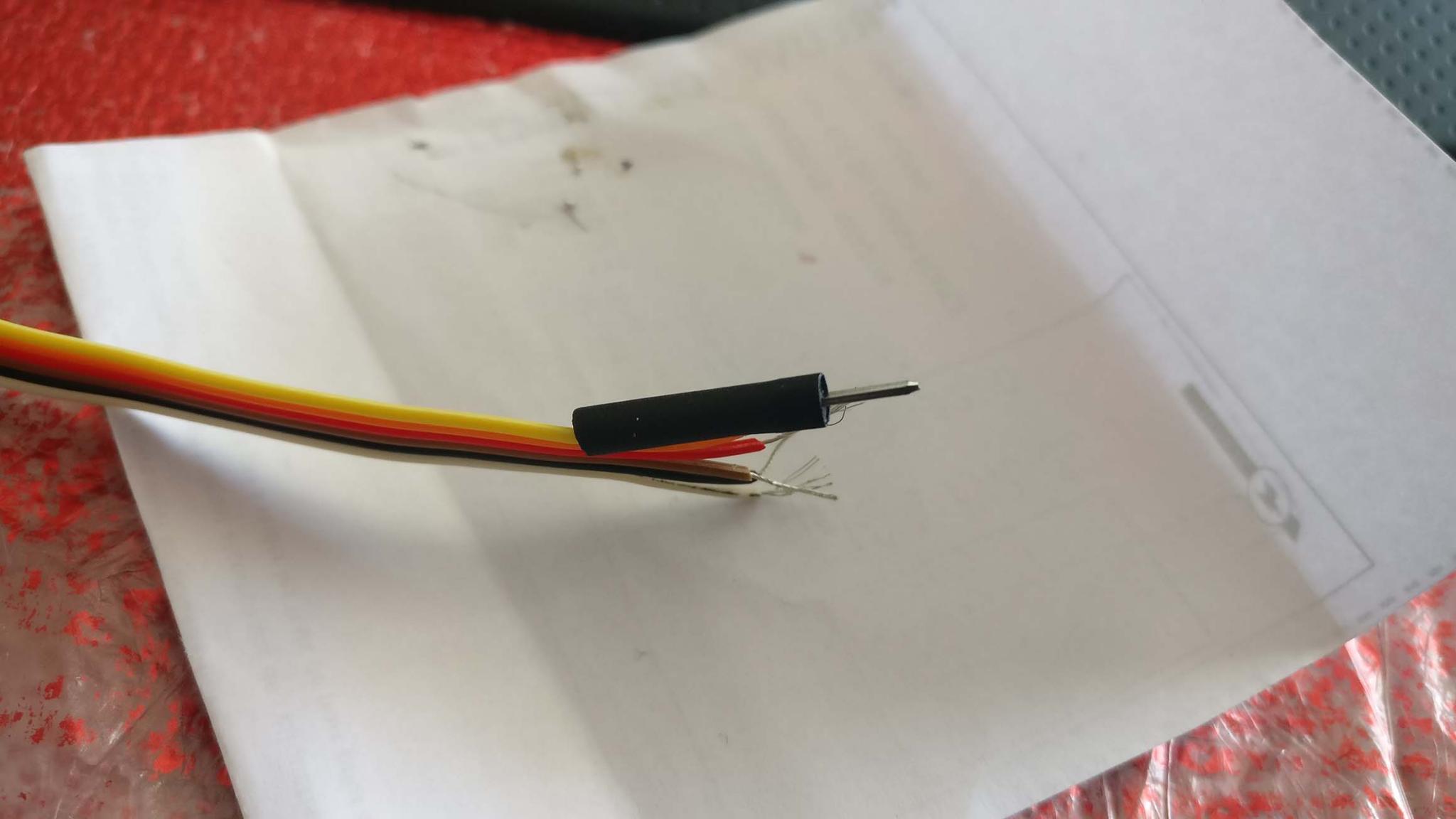
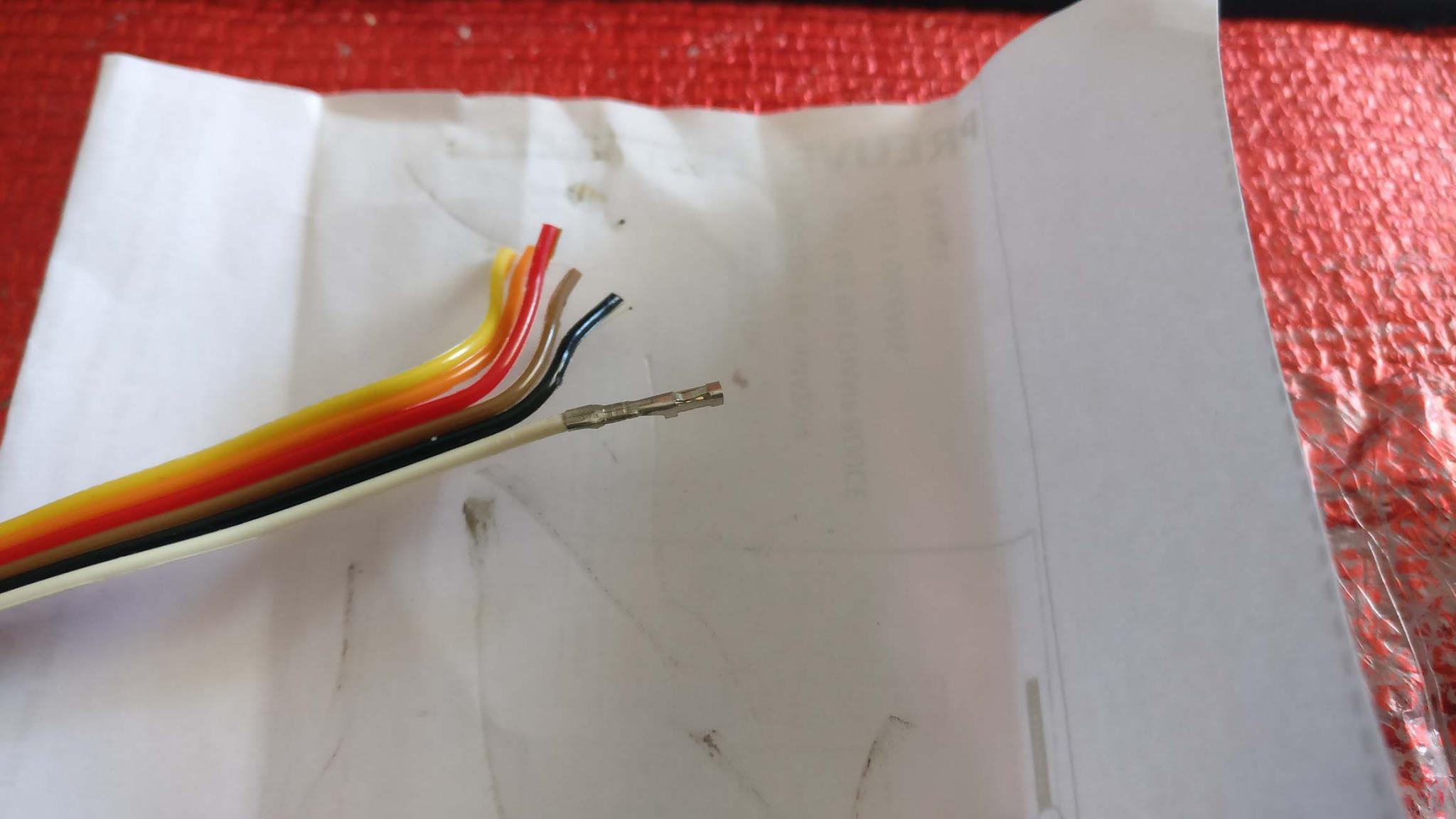
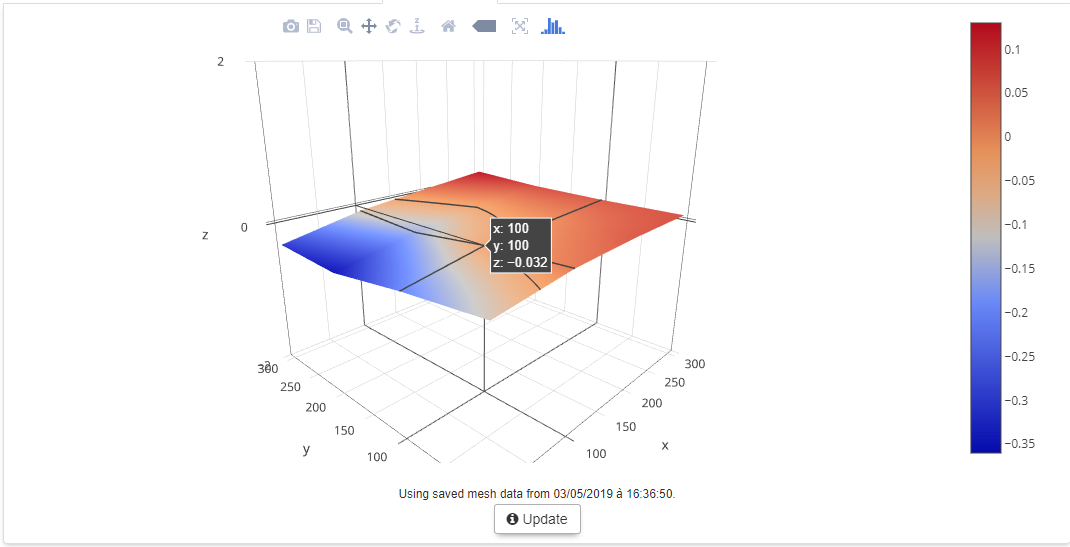
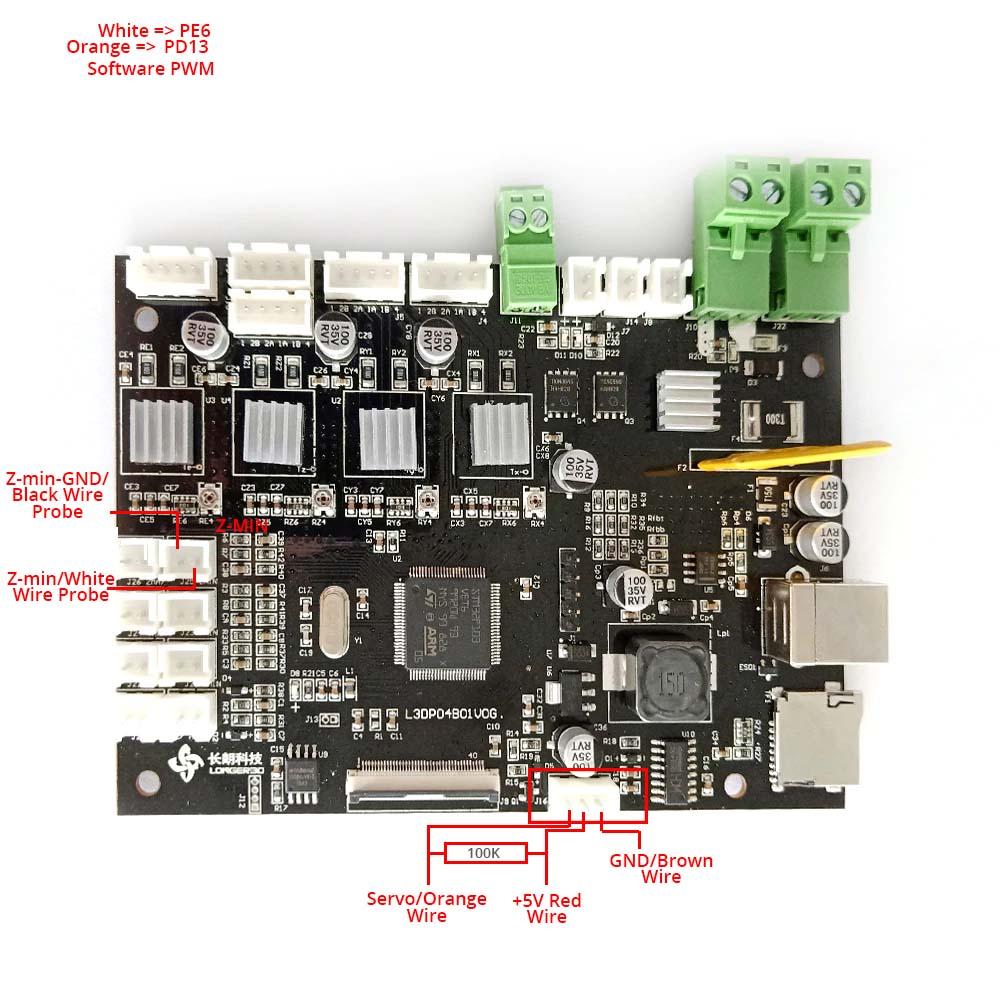
Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents ==================================================================== Mini tuto : Installation du TouchMi par @sensei73 ================================================================================ Installation du BL-Touch : Version 4.5 du 24/08/2019 (Update nouveau fichier .pins). De quoi ai-je besoin : Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez ! Savoir déjà compiler et flasher Marlin sur une Alfawise. Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D. Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici. Un peu de doc sur le BL-Touch (V3) Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici. Un fer à souder avec un peu d'étain. De la gaine thermorétractable. Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision. Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également. Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement. Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut : Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto. >>> On y va ! <<< Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" : Si vous avez une carte-mère en version V0G : Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) : Configuration Marlin 2-x Allez on passe enfin à la configuration ! Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent. Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29. Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé. On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 : Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 : Et on compile Marlin ! Tests Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ. Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel. Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto. Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations ! GCode de démarrage : Mini tuto Z-Offset pour BL-Touch ENJOY ! Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !





 1 point
1 point -
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
Le nettoyage et le réglage du plateau par Titi78 Comme je suis sympa (si si c'est vrai!), voici comment je procède sur ma cr10-s avec un plateau en verre ou un plateau en verre avec un revêtement bleu collé dessus : Je nettoie le plateau avec UNE ÉPONGE PROPRE et de l'eau tiède avec un petit peu de liquide vaisselle sans en mettre partout (sinon ça va être ma fête). Je rince de la même manière et toujours avec UNE ÉPONGE PROPRE. J'essuie avec un chiffon propre et non pelucheux. Je remet le plateau sur la machine (car pour le nettoyer c'est plus pratique dans la cuisine) Je met en chauffe le plateau et la buse à température d'impression (buse montée assez haut pour ne pas toucher le plateau). Je nettoie le plateau avec un petit coup de vinaigre blanc et un chiffon propre et non pelucheux (ou alcool isopro trucbidul que je n'ai pas mais que d'autres utilisent car ils n'aiment pas l'odeur du vinaigre comme @fran6p ) J'attends 10 à 15 minutes que ce soit chaud et stabilisé pour la dilatation. Je prend une cale ( jeu de cale de réglage, morceau de métal rectifié, ou tout simplement un foret de ma perceuse ) Je prend mon pied (à coulisse numérique car il ne faut pas penser à autre chose en voyant le mot pied) Je mesure avec le pied à coulisse le diamètre de la queue (du foret bien sûr ). Cette cote sera ma valeur d’épaisseur cale étalon. Je fais un Home puis je monte le Z de la valeur de cette cale étalon . Je fais un Disable stepper pour pouvoir déplacer manuellement la tête au dessus des 4 molettes de réglage plateau Je règle mon plateau en utilisant les molettes pour que la buse vienne affleurer le plus précisément possible ma cale étalon (là on cherche le centième en jouant à trop haut trop bas) en repassant plusieurs fois sous les 4 molettes jusqu'à ne plus avoir besoin de régler les molettes. Je re nettoie le plateau sans appuyer dessus ni y mettre les doigts avec un chiffon propre et non pelucheux et du vinaigre blanc pour enlever le gras des doigts Voilà le plateau est réglé tip top et prêt pour lancer l'impression (qui commencera par un home et ramènera la buse à Z zéro donc sur le plateau. Pensez à mettre un petit j'aime ou merci avec l'icone en bas a droite : je sais maintenant y'a encore plus d’icônes .... et si en plus @fran6p pouvais épingler le sujet dans les tutos ce serais top !
 1 point
1 point -
télécharge Repetier-Host, ça va te permettre de dialoguer avec l'imprimante https://www.repetier.com/download-now/ tu configures le port comm, la vitesse à 256000 et hop1 point
-
Ahhh j'ai eu la même !1 point
-
J'ai bien peur qu'il ait mal interprété mon message : Ma proposition était que tu enlèves le radiateur et tu fixes le ventilateur "derrière la porte" (à l'intérieur) en mettant 4 vis, comme tu as fait pour le ventilateur radial (turbine en façade). Les vis à bois, ce serait pour visser dans le ventilateur (il faudra contre-percer les trous de la porte très probablement, voire en imprimer une nouvelle avec le bon Ø). Pour mémoire, le flux d'air doit aller de l'intérieur vers l'extérieur, attention au sens de montage du ventilo .1 point
-
PID l'affinage de la gestion de la température buse et plateau. Le M500 est le sauvegarde dans l'eeprom des valeur comme te la dit Remibora et si il te dit de mettre les valeur en Start gcode cela est dit car la sauvegarde sur eeprom est impossible par defaut sur les artillery il faut flasher le firmware avant pour pouvoir le faire. (donc en indiquand un commande dans le start Gcode cela permet d'assurer la prise en compte de la valeur au debut d'un print)1 point
-
Le PID correspond à 3 coefficients qui permettent de réguler la température. si tu n'as pas la fonction à l'écran, tu peux suivre ces instructions. M500 est le Gcode pour sauvegarder les valeurs des variables dans l'eeprom (mémoire) de la machine.1 point
-
Bon, les fêtes sont passées, j'en profite pour vous souhaiter une bonne et heureuse année à tous... Le BERLIET a vu quelques pièces passer par l'imprimante et petit à petit l'assemblage se fait....


 1 point
1 point -
Pas mieux, trop loin et plus de place. Meilleurs vieux vœux1 point
-
Oh que oui je me souviens, le début d'une e-amitié ! Et je réitère ici :1 point
-
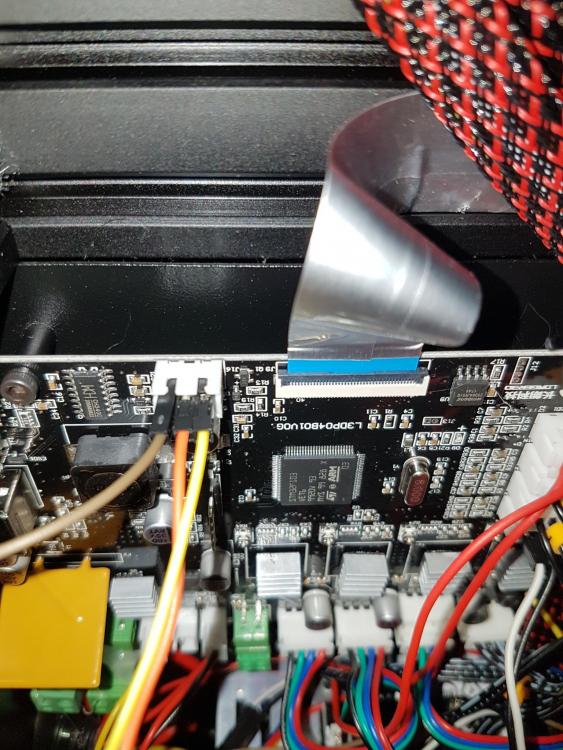
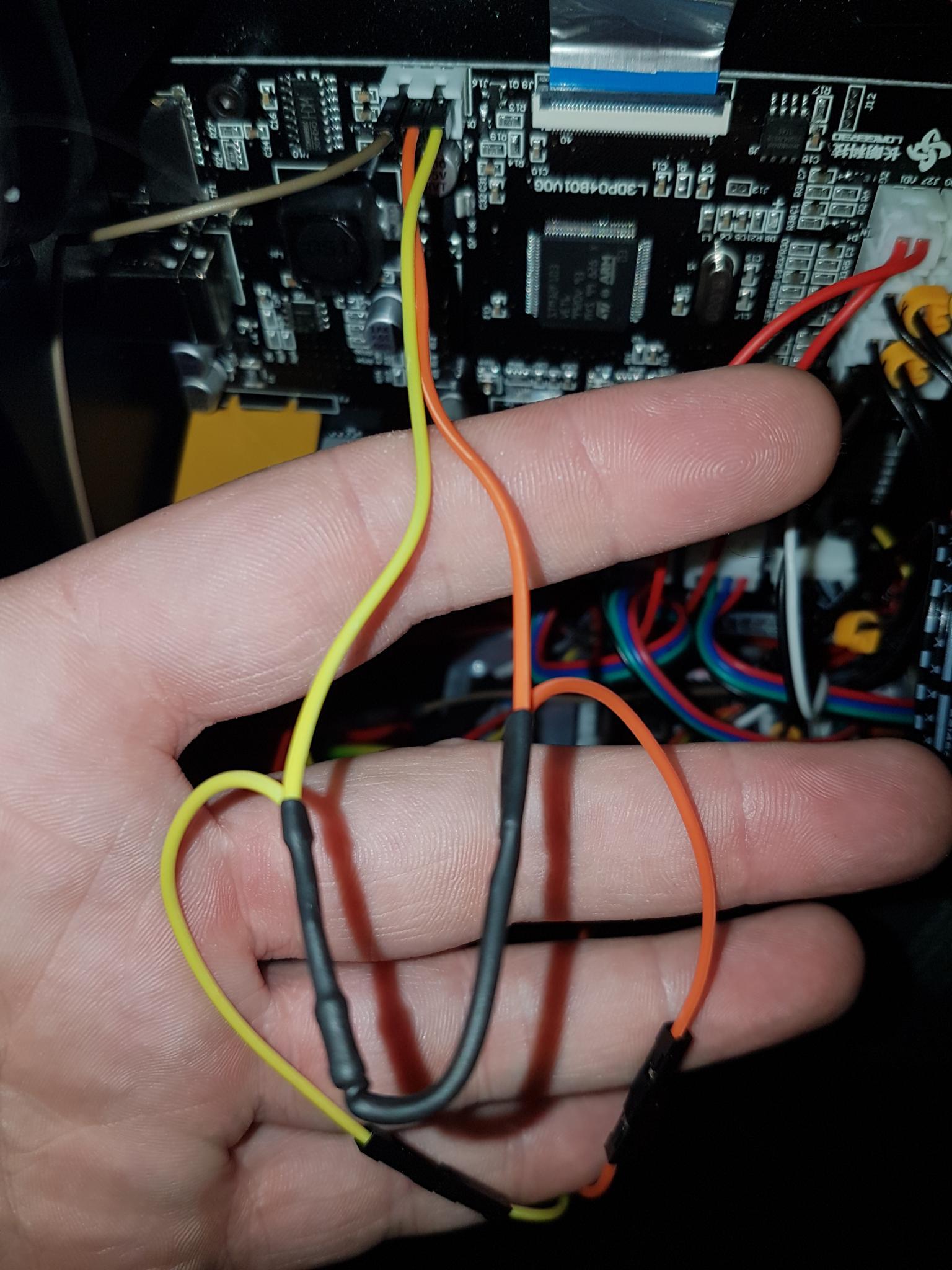
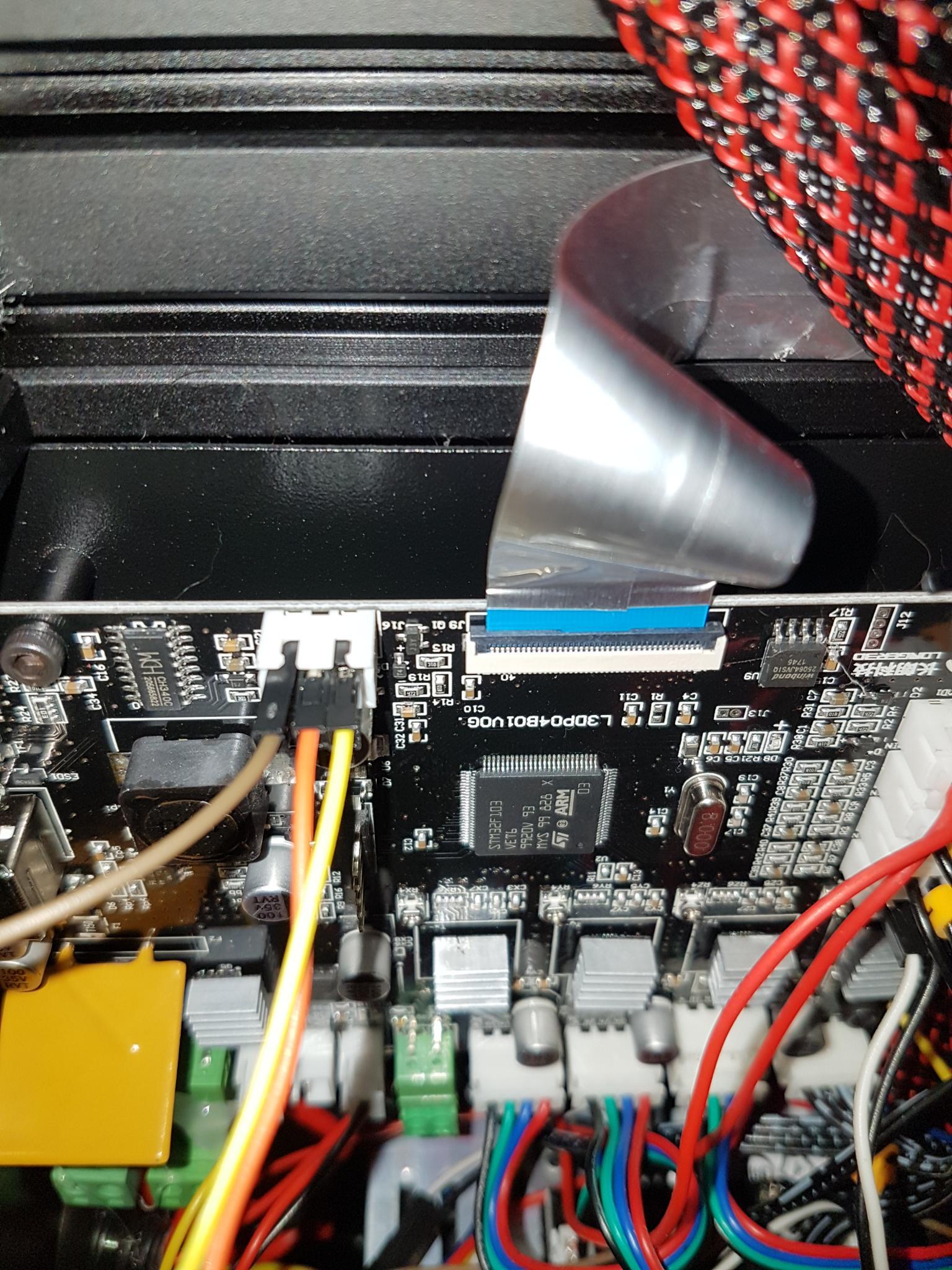
@fran6p quand bien même, un petit merci voir même un grand c’est la moindre des choses merci @Maya35 en effet il y a quelque chose qui cloche avec le PTFE, à mon avis qui n’est pas enfoncé jusque la buse. Car celui livré doit prendre en compte que j’ai aussi acheté un nouveau bloc de chauffe ce qui n’est pas mon cas. Sur ce nouveau bloc de chauffe peut être que le PTFE est remplacé par un trou dans le métal ajusté ... Et en effet le pneufit ne verrouille que dans un sens... j’ai déjà eu le soucis avec le pneufit de l’autre côté de l’extrader d’origine... Bon, démontage, je crois qu’on y voit plus clair :
 1 point
1 point -
Bonjour, en ce dernier jour de l'année, je tenais à remercier tous ceux qui me sont venus en aide et ceux qui partagent leur déboires, leurs expérience, merci au nombreux tutos. Je vous souhaitent un bon réveillon et à l'année prochaine sur ce super Forum.1 point
-
Si c'est l'heure des remerciements... a mon tour : 1. Meilleurs voeux à tous pour cette année 2021. 2. Merci à tous pour les messages de soutien ! Cela fait plaisir de se savoir soutenu. Sachez que j'ai meilleur forme... et que Madame également... On commence à voir la lumière au bout du tunnel... Côté boulot : Enfin autorisé à reprendre "partiellement" le travail... en horaire et travail aménagé ceci dit. C'est mieux que rien. PS : Je commence la nouvelle année avec désormais la fibre (oh putin que c'est bon ce bordel)... même si cela n'a pas été de tout repos (c'est quoi ces installateurs de chez Bouygues qui arrache le câble fibre des abonnés Orange et qui refuse de réparer leurs conneries). Je passe ainsi de 16mb/s à près d'1Gb/s, le bonheur est dans la fibre !1 point
-
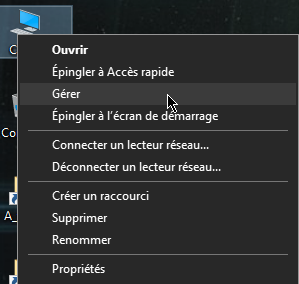
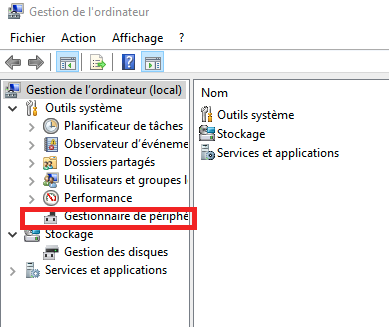
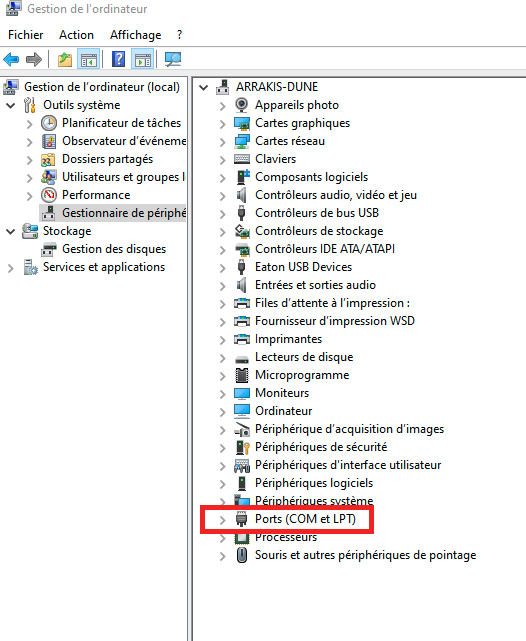
Je suppose que tu as installé le pilote sur ton PC sinon dans le gestionnaire de périphérique si tu utilises Windows (clic droit sur le poste de travail, Gérer, Gestionnaire de périphériques), y-a-t'il un périphérique avec un triangle contenant un point d'exclamation indiquant qu'un matériel est mal reconnu faute de pilote ? Quand la carte est bien reconnue, un nouveau port COM autre que le COM1 est présent : La majorité des cartes mères pour transformer la liaison USB en port série utilise un des deux pilotes (CH340 ou FTDI). Leur mode d'installation est différent: le CH340 est une archive auto-extractible qui installe le pilote, le FTDI s'installe via les propriétés du périphérique «défaillant» en lui indiquant où trouver les fichiers nécessaires. CH340: CH341SER.EXE FTDI: CDM v2.12.28 WHQL Certified.zip
 1 point
1 point -
@remibora a raison, le radiateur ne sert à rien, je l'ai enlevé.1 point
-
Sinon, voilà le tafe de la journée d'hier

 1 point
1 point -
Un petit ajour à la titi's procédure qui simplifie bigrement les réglages... avec le connecteur magnétique de Hotends... Buse vissée à fond à la main, tu mets le putain de tube qui fout les emmerdes en place, du dévisses la buse d'un tour, tu enfonces bien le tube PTFE et tu coupes à raz. Tu revisses la buse à fond, et hop, le tube remonte de 1 mm. En mettant l'aimant, c'est magique, le tube se met en compression, et il n'y a plus rien à faire... et plus de bouchage... et plus de saloperies anti recul de tube..1 point
-
Chez moi le lien donne bien sur une page aliexpress pour une plaque de construction flexible pour impression résine. https://fr.aliexpress.com/item/1005001562935831.html?spm=a2g0s.9042311.0.0.27424c4dZirKda&aff_platform=api-new-link-generate&sk=_bW5vZq5&aff_trace_key=9a0a0b3c18c24fd3a0db480fa6295ab7-1609705594837-06173-_bW5vZq5&terminal_id=a93b03da608d461a8451d940d5739b1d&tmLog=new_Detail Et une petite présentation avant de demander de l'aide c'est plus sympa....1 point
-
T'inquiètes, il va nous le dire. Je le connais, le lascar. (coucou @Pascal-35 et meilleure année !)1 point
-
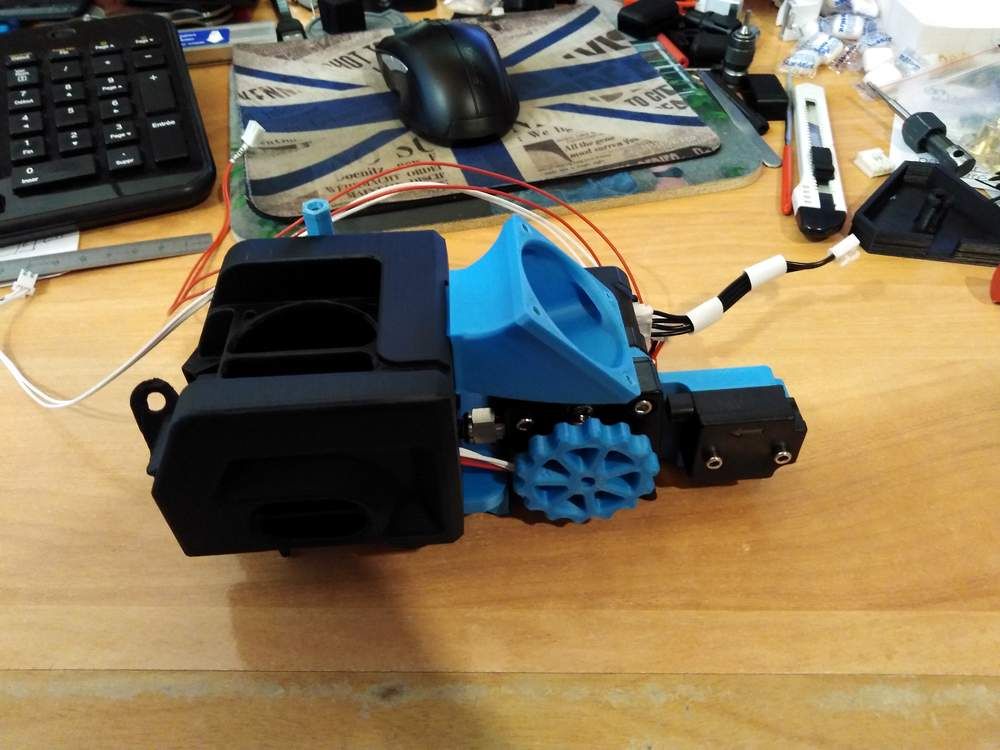
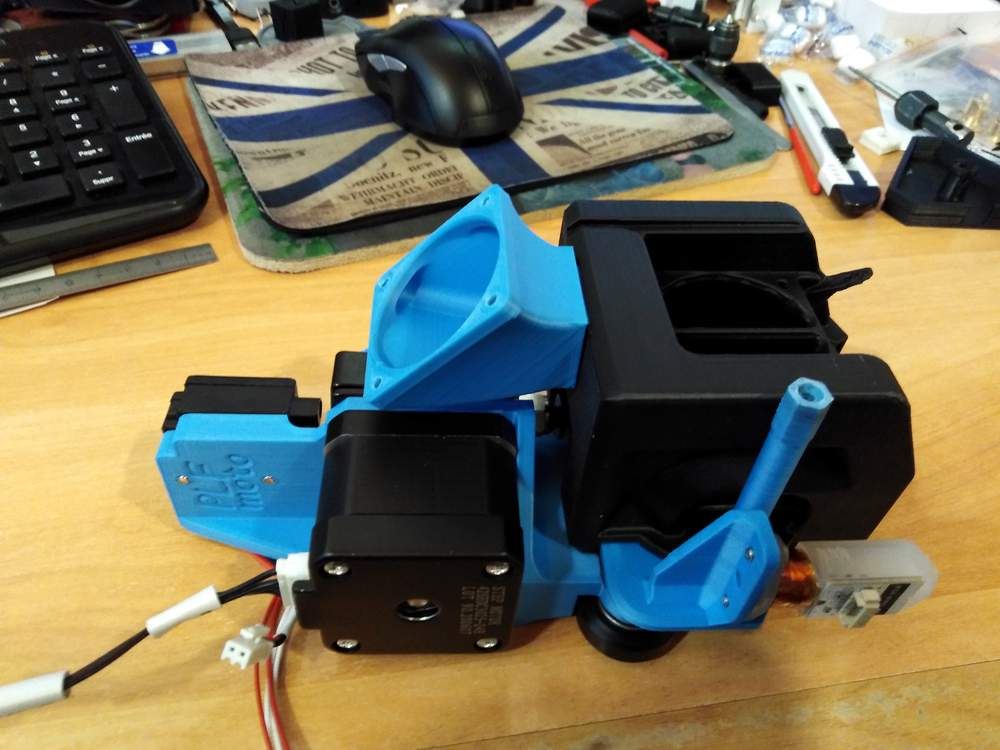
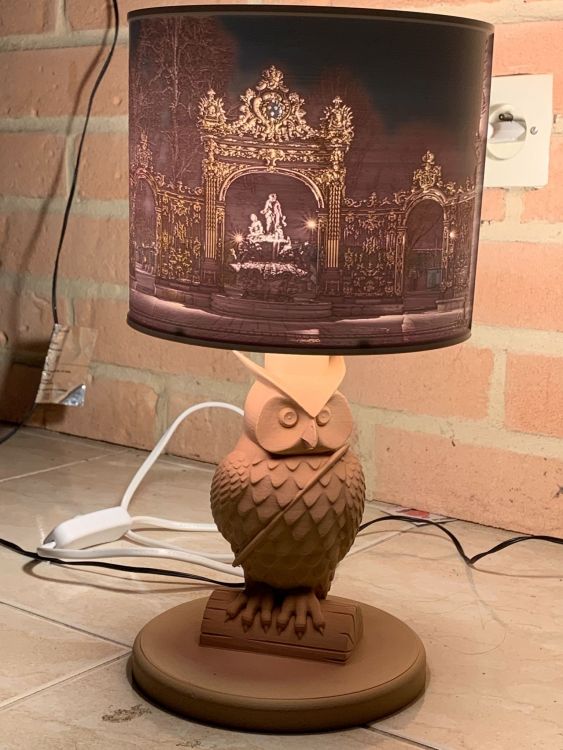
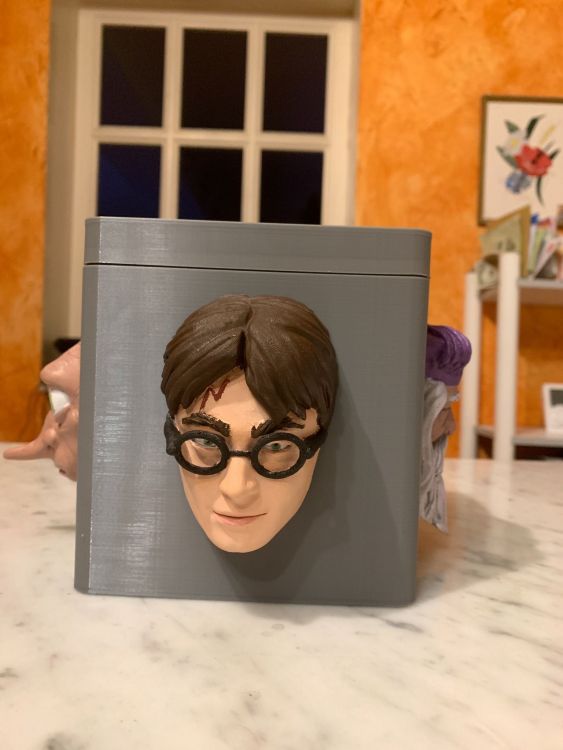
Support de switch , boite harry potter, lithophanie, koh lanta


 1 point
1 point -
Pour me répondre à moi-même ( Des fois que d'autres soient intéressés ) : Affichage du temps restant Ok , j'ai trouvé la soluce pour Cura : Aller dans le menu Extensions / Post-traitement / Modifier le G-Code Ensuite ajouter le plugin (?) "Display Progress on LCD" et cocher "Time remaining" Enregistrer votre fichier et envoyer à l'imprimante. Et le tour est joué ! Une question cependant : le plugin (?) Display Progress on LCD indique que le temps restant est mise à jour à chaque couche ... Pas d'affichage en direct ! Quelqu'un serait réactualiser ce code ( M117 ) en permanence ? Comme les axes j'imagine ... Qui eux affiche leur position en direct. Ou existe-t'il une autre astuce ? Merci1 point
-
Bonjour, Pour l'accroche de la première couche je propose la laque l'Oréal Forte c'est super efficace et en plus çà sent bon ! Pour décrocher les pièces un coup de vaporisateur avec de l'alcool à bruler arôme Fraise çà rappel le printemps Donner toujours un coup d'alcool entre chaque pièce sur le BED avec un chiffon synthétique et c'est pour améliorer l'adhérence Un conseil ne touchez jamais le bed avant chaque print avec les doigt pour éviter un dépôt j'utilise la 3Dlaq pour des pièces un peu plus techniques mais la laque fonctionne très bien. J'utilise 2 TLD3 en j'en suit très satisfait aucun problème çà roule.. a+1 point
-
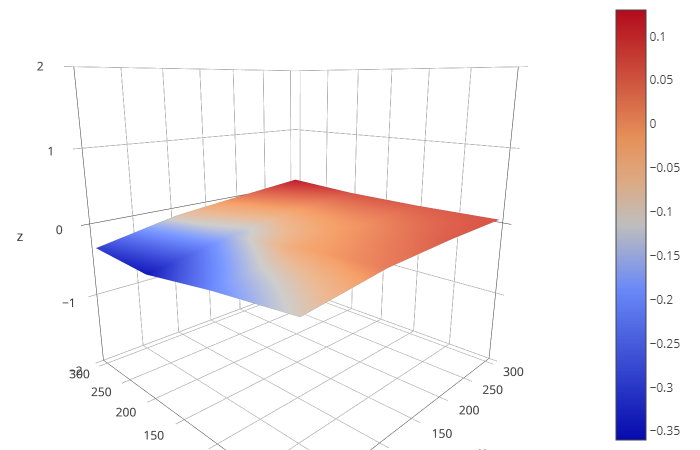
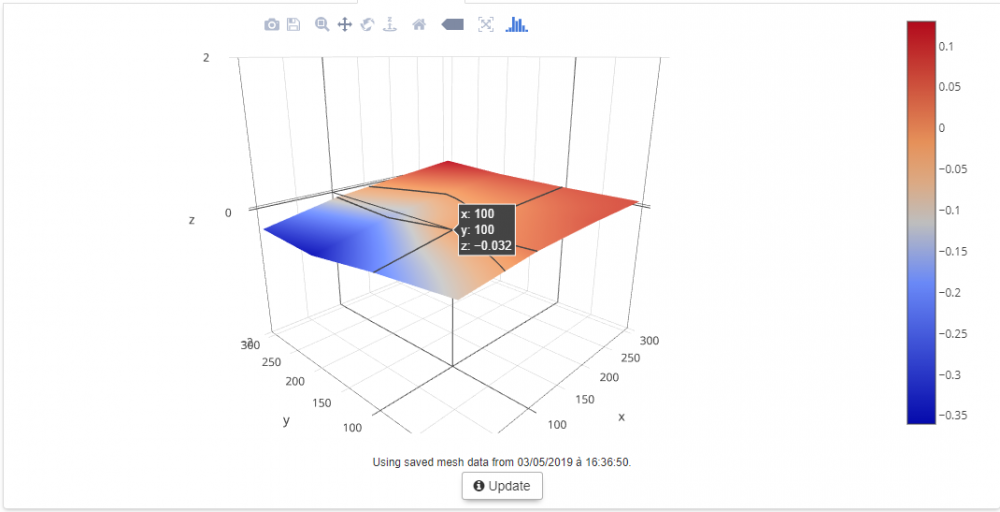
Il manque le « ; » après ta commande G29 Le G29 est le code pour le bedleveling il me semble envoi cette commande Gcode seule et observe si cela lance le bedleveling ton plateau est il relativement de niveau? Il ne faut pas qu’il y ai nom plus trop d’écart, un nivelage à l’ancienne peut être utile, en suite pendant le palpage il faut que sur chaque point le Bltouch s’enclenche. j’avais eu ce problème au début, j’ai donc refait le réglage Manuel précis avec les vis dessous, puis j’ai bloqué les molettes et depuis je me contente du nivelage du lit1 point
-
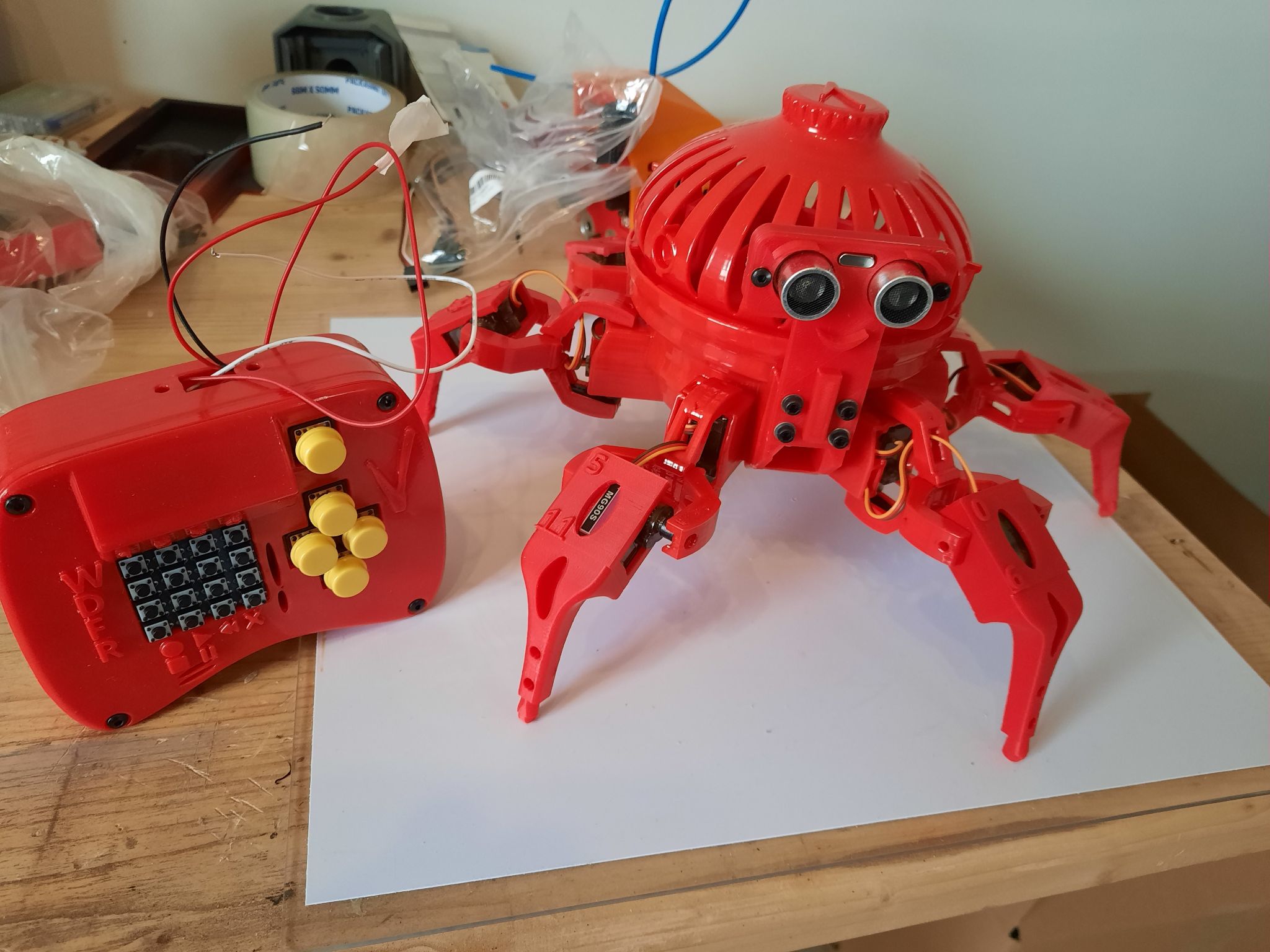
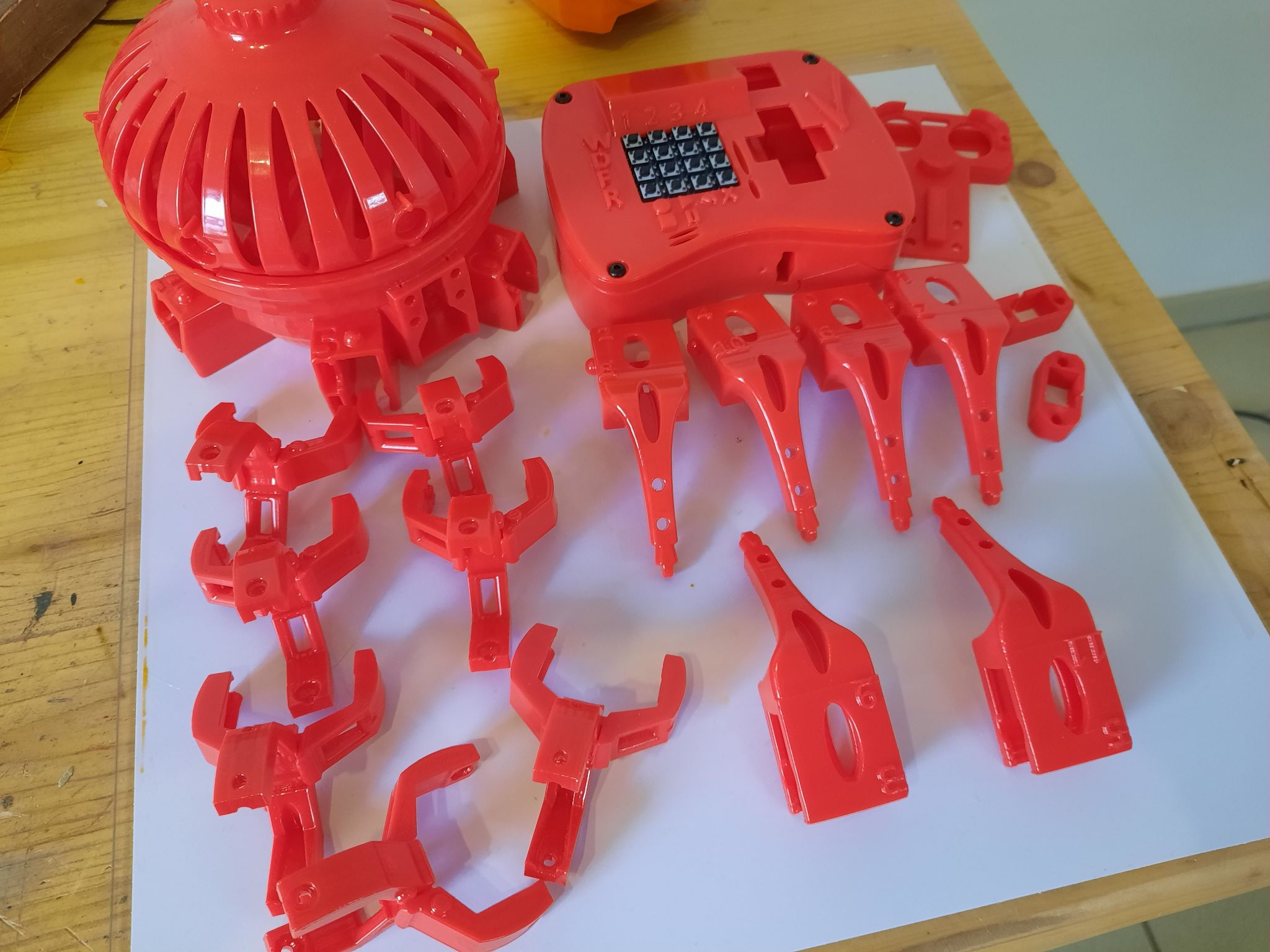
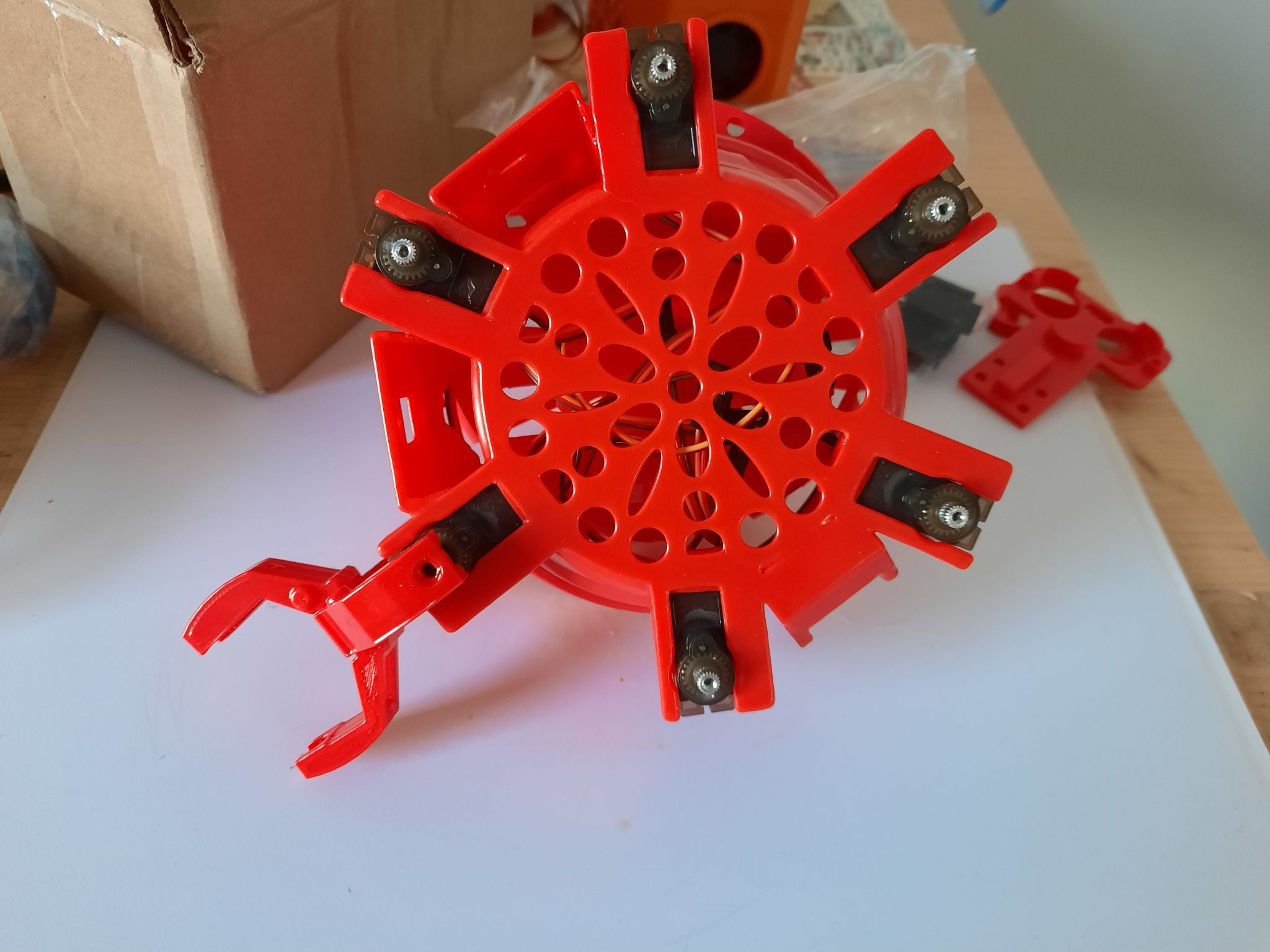
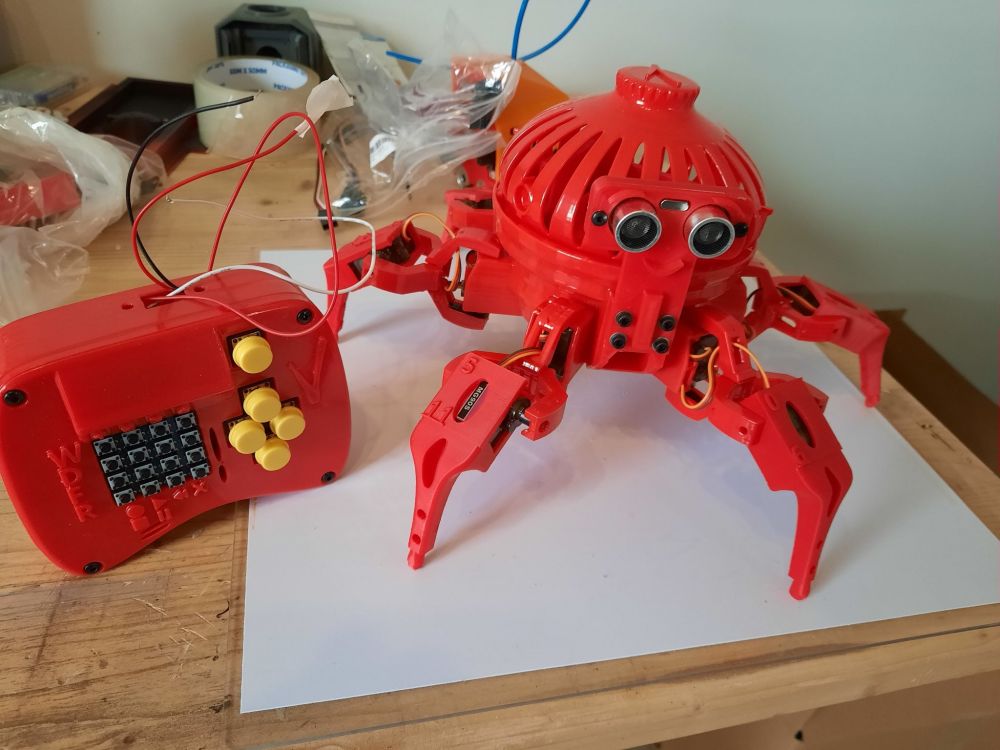
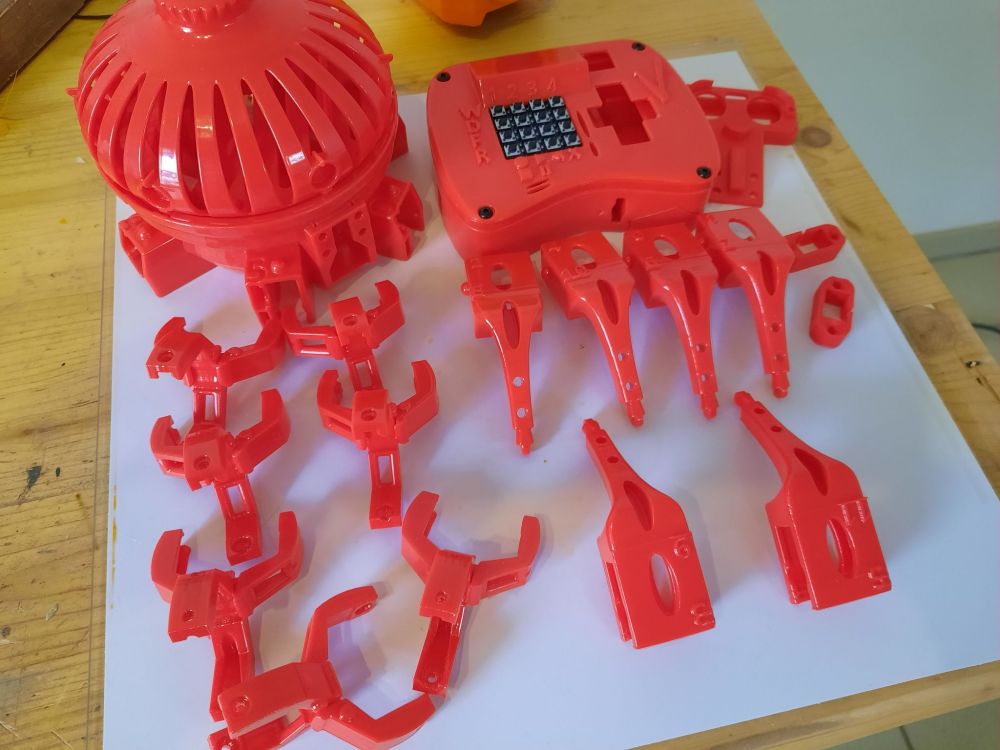
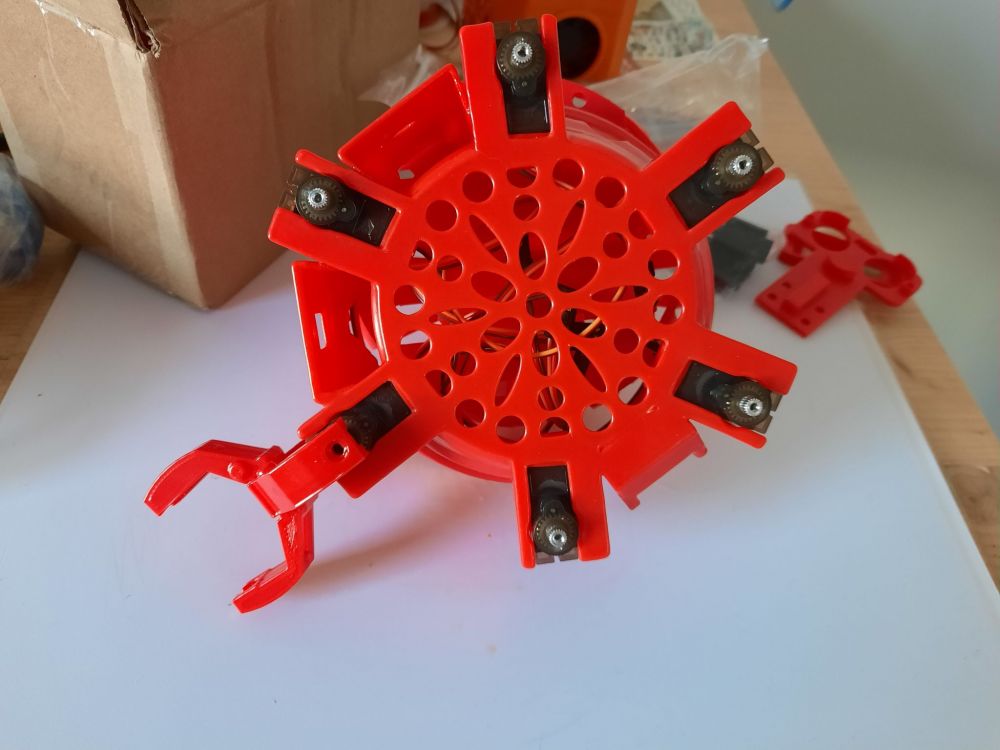
j ai presque fini le projet Hexapode Vorpal , Print en abs , Coût du projet +-+ 80 euro + bobine . j attend encore les interrupteurs et les deux accus . La programmation dois etre bonne


 1 point
1 point -
pdf avec les liens achats et les infos pour se le faire pdf hexapode.pdf1 point
-
Hello, Oui en effet j'ai remarqué cela aussi. J'utilise des bobines wanhao mais le problème est toujours là. Je vais réfléchir pour dessiner un support de bobine sur roulement quand je trouverai le temps. Où du moins regarder ça de plus près. Petit up, Voici un support de bobine qui pourrait potentiellement convenir. Le modèle pour ender me semble compatible avec le nôtre, à vérifier1 point
-
Il y a toujours la solution d'envoyer des Gcodes via Pronterface, Repetier-host,... en USB. Voici la liste des instructions. PS: les modos apprécient moyennement les multi-posts consécutifs. Tu peux modifier ton commentaire pendant 12h en cliquant sur l'icone "..." en haut à droite puis sur Editer.1 point
-
Hello La tenlog est commandé Version deluxe avec Rail pour éviter le soucis des galets ! Encore merci à @studiolab39 officielpour ses conseils !! Livraison prévu en Janvier ... wait and print !1 point
-
yes, 100K is too large... idealy 10k, but 3K-33K may works too1 point
-
super c'est trop beau ça doit représenter une paire d'heures j'en remets un pas simple les filetages c'est bon ça marche maintenant ouf . Pour info c'est du PLA+

 1 point
1 point -
Avec S3D j'ai aucun problème de goute dans la couleur1 point
-
En attendant la continuation du caisson:1 point
-
Mets de la laque pour une meilleur adhérence du plateau0 points























.thumb.jpg.75dc675ca8d143f78a7c188a7b2a9155.jpg)