Classement


Contenu populaire
Contenu avec la plus haute réputation dans 08/03/2021 Dans tous les contenus
-
y'a aussi le gars a qui il ne reste plus que du vert/jaune...
 2 points
2 points -
La bonne réponse fusion 360 ou freecad, j'utilise freecad d'autres préfèrent fusion. Le mieux c'est d'essayer les 2 et de faire son choix.2 points
-
Bonjour @PPAC Effectivement, c'était bien le dernier élément qui était manquant ! Pas de rétractation, et une température à 215° et mes impressions vont jusqu'au bout sans probleme, testé avec plusieurs pièces ce week end, tout va bien ! Merci à tous les intervenants qui m'ont aidé à trouver les bons réglages pour mon imprimante !2 points
-
On ne met pas une valeur de rétraction comme ça surtout une si élevée. On test cela sur des pièces de test de rétraction, je te conseille de récupérer les fichiers stl de tour de rétraction et faire les tests en commençant plus bas pour voir le résultat comme 4.5mm et 25mm/s (on touche a ces paramètres par tranche faible 0.5)2 points
-
quelles que petits essais d'impression de pignons avec fusion 360 en ASA pas trop mal le résultat pour une première fois
 2 points
2 points -
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
J'ai trouvé des boites de séchage de bobines Sunlu sur Amazon, je les ai trouvées très esthétiques et pratiques donc je les ai commandées et déjà reçues. Elles étaient à 60€ pièce avec une remise de 12€. Je viens de retourner sur Amazon, il n'y a plus de remise et elles sont passées à 65€ (c'est toujours surprenant les tarifs). Moi qui suis très critique, je suis agréablement surpris par ce produit: Il est beau, très bien pensé, très pratique, monte très vite à la température programmée (entre 35 et 55°C), la bobine est posée sur deux axes avec des roulements, l'afficheur est grand et éclairé donc visible à plusieurs mètres, on peut passer le fil par un petit trous situé vers le haut du capot ou (ce qui est bien étudié) si votre fil est déjà encours d'utilisation, il y a le trou à l'avant entre le capot et le bac, le timer est réglable jusqu'à 6h. Les dimensions maxi des bobines sont Ø210 par largeur 85 mm. Comble de prévoyance, le sécheur est livré avec quatre tubes PFTE de rechange pour protéger passage le fil dans le capot. Alimentation 24V indépendante. HAAAAAARRRRRRR ça m'agace sérieusement, je n'ai pas trouvé de point négatif, faites moi confiance, je vais chercher.1 point
-
je viens de tomber sur un truc de dingue: le mec a mis les stl et le firmware gratuit sur son site, il fesait deja des truc de fou avant j'aimais beaucoup ca chaine mais la ca va encore plus loin, en plus il reste gratuit ca devient de plus en plus rare maintenant on voit des gens faire payer pour tout et n'importe quoi on ferait mieux d'encourager et de donner de la force au gens comme lui, j'espere que vous allez vous abonner et laisser un com gentil ^^1 point
-
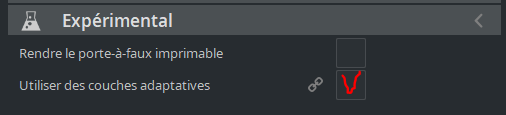
Étrange car chez moi Cura 4.8 et ma Ender-3 font très bon ménage je vois...je te confirme donc que les couches adaptatives peuvent améliorer la qualité de ton impression. Dans cette zone les couches feront 0,1 mm. A essayer.
 1 point
1 point -
@PPAC l'axe X doit se mttre parallèle à la structure de l'imprimante basse et non au plateau pour info Après le parallélisme il te faudra refaire le bed leveling de toute manière. Bonne vérif1 point
-
Oui l'axe X en effet et non le Z. Pour le réglage du parallélisme le tuto à l'air complet j’essaierais ça demain. Je testerais aussi le réglage des excentriques. Sur le site simplify 3d mon problème correspond à la deuxième photo et ils disent que ces problèmes sont dû à une mauvaise mise à niveau du bed, mauvaise distance buse plateau et température/vitesse d'impression. Plus qu'à regler l'axe des X, réglé le plateau le dégraisser et voir ce que ça donne.1 point
-
Salut et bienvenue, Laisse moi deviner: ce serait pas un truc comme ça ou ça?1 point
-
Bonjour, Je suis un parisien de 46 ans amateur de technique, de mécanique et de pilotage et je suis l'heureux acquéreur d'une Biqu B1 depuis 1 semaine. Je m'étais d'abord orienté vers une Ender mais j'ai eu une belle promo sur BG. Je me suis mis à l'impression 3D car je suis curieux et je souhaitais modéliser et imprimer mes pièces pour mes drones. Je vous rejoins donc pour apprendre et partager (si je peux!). Totalement débutant, je trouve mes premières impression en PLA superbes et j'ai tout de suite pensé que c'était trop facile l’impression 3D mais ça c'était avant que je m'essaye au TPU : j'ai encore du boulot mais je progresse.1 point
-
Salut @methylene67, quand je vois la copie d'écran (Ideamaker ?), on remarque que ton défaut est juste sur les parties jaunes, celles qui sont presque plates à l'intérieur de l'alésage et au dessus. Ça semblerait donc être un problème de finition sur les couches supérieures. Je ne connais pas bien Ideamaker mais regarde de ce coté là, il y a peut-être une piste. Autre possibilité, utiliser les couches adaptatives qui font varier la hauteur de couche en fonction des portes à faux d'une pièces, ça peut aussi aider dans la qualité de la finition. Dans Cura, ça marche pas mal:
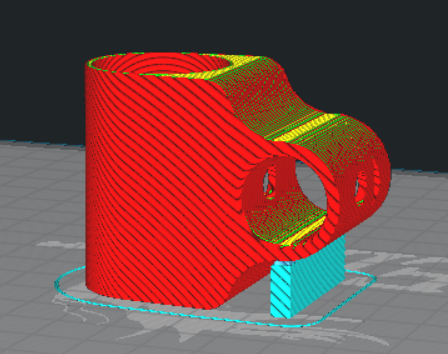
 1 point
1 point -
Dans ce tuto c'est expliqué comment mettre l'axe X (et non le Z, Z correspond à la hauteur tiges filetées en gros) bien parallèle à la structure1 point
-
Un conseil pour éviter tout défaut esthétique, il faut limiter les rétractions et options le plus possible. Pas de z-hop, pas de rétraction au changement de couche ni avant la paroi externe. Il y'a le mode détour sous cura, je l'utilise "pas dans la couche". Avant j'avais le z-hop depuis que je ne l'ai plus la qualité est nettement meilleure surtout sur la jointure. Si ça frotte plusieurs causses possible, un décalage Z légèrement erroné et surtout une légère sur extrusion. Pour cette dernière qui est certainement la cause il faut régler au plus précis l'extrudeur avec le test des 120mm et contrôler le flow. Pour la rétraction perso je suis a 4.5mm (je pourrais peut-être le baisser mais cela me convient) et 25mm/s et strictement aucun stringing ni fil d'ange, si tout est bien calibré et que le PLA est de qualité pas de raison d'avoir besoin d'une forte rétraction.1 point
-
Merci pour tes conseils. voila le fichiers de config : et l'impression : je sais il est bien rayer ! ben c'est les début. TXXPRO_Stringing_Test_Perso_grande.html
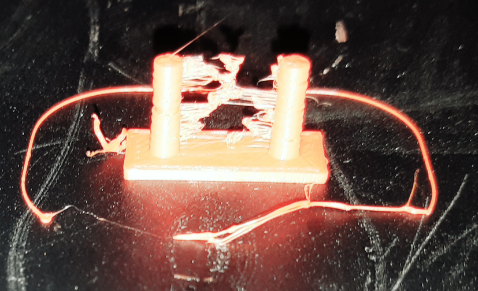 1 point
1 point -
Avec la méthode de @Kachidoki, ce serait plutôt rouge d'abord puis bleu ensuite1 point
-
@Abysskhan En tant que débutant, je te conseille de rester sur un trancheur utilisé par de nombreux utilisateurs (Cura) plutôt que partir sur MatterControl qui possède peut-être des fonctionnalités que Cura n'a pas mais que peu d'utilisateurs ici utilisent et donc pour lequel tu auras peu d'aide. Après c'est toi qui voit, mais franchement Cura quand on apprend à le maitriser est capable de faire de nombreuses et belles pièces comme la majorité des trancheurs gratuits: PrusaSlicer, Ideamaker, Superslicer, Kiri-Moto, Icesl, …1 point
-
Ah pas mal ... dommage, ça dépasse mon budget d'un chouilla ...1 point
-
J'ai mis à jour la config dans le premier post.1 point
-
Hello j'ai pas les droits pour la modification du post voici ma dernière config Klipper : J'ai modifier la position du home Y qui était inversé ce qui m'imprimer des pièces en miroir ^^.1 point
-
Bonjour, Le décalage en z permet d'éviter que la buse ne touche les pièces pendant l'impression. Combiné avec le mode de détour calé sur "tout" comme le dit PPAC, tu ne devrais plus avoir de frottement. Je les paramètre à chaque fois que je dois imprimer une pièce où la buse doit faire beaucoup de mouvements, ou quand il y a beaucoup de parties vides dans les parois verticales qui sont du coup plus fragiles. Pour la pièce ci-dessous (c'est celle de 53 h), la rétraction est au minimum comme je le disais, le mode de détour était sur "tout" et le Z hop était activé. Elle est composée à moitié de supports qui cachent beaucoup de parties détaillées. Elle est arrivée au bout sans frottements. (Au centre ce n'est pas du stringing, c'est le filament qui n'a pas accroché, problème de conception du modèle).
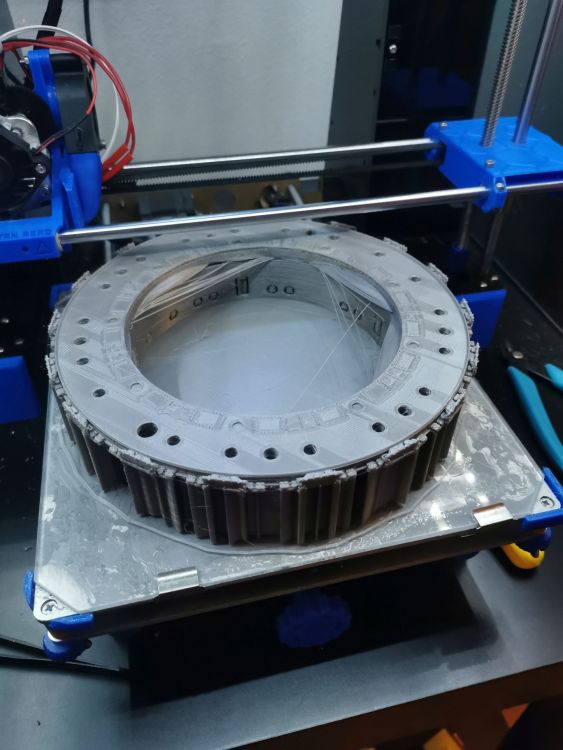 1 point
1 point -
Pas de produit a vitre qui peut-être gras... comme le dit @PPAC eau chaude + liquide vaisselle pour le gros nettoyage et achète de l'alcool isopropylique pour le quotidien. Regardes ces tutos bien utiles:1 point
-
A l'eau avec éponge sans produit vaisselle cela ne suffit pas ... j'en suis presque certain ! cela devrait tt changer d'utiliser un produit qui dégraisse (et ne laisse pas de résidus) avec un sopalin propre ... Pour la purge, nickel via l’écran de l'imprimante si tu le fait bien a la température pour du PETG ... enfin pas trop longtemps sinon le PLA va vitre cramer et obstruer ... Pour vérifier que tu n'a pas une buse partiellement bouché : le diamètre du filament extrudé dans le vide doit être légèrement plus grand ou égale au diamètre de ta buse ... un pied a coulisse te sera utile pour mesurer cela ... Bonne journée !1 point
-
Le réglage du plateau à été fait à chaud. Le nettoyage est fait avec de l'eau et une éponge donc je vais essayer le produit à vitre. Pour la purge je le fait à chaque changement de filament via l'écran de l'imprimante.1 point
-
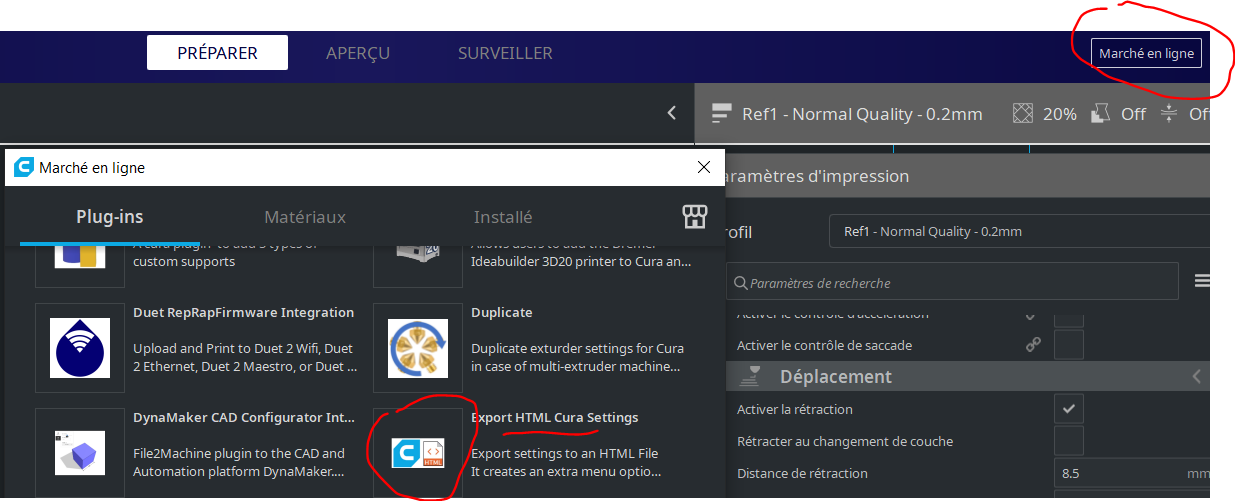
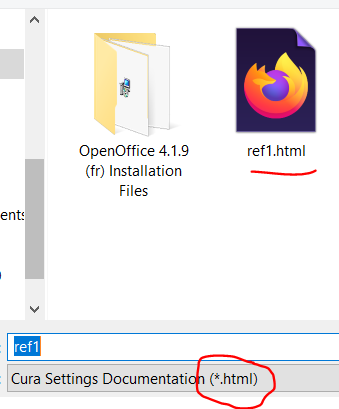
Salut @Filoucaenais, on va essayer de faire les choses dans l'ordre sinon tu vas te perdre dans tes réglages. Première chose, sous Cura, est-ce que tu maîtrises un peu la gestion des profils ? Il serait bien que tu ais un profil de référence et que tu fasses tes modifs dans d'autres profils, comme ça tu gardes une référence connue et une trace de tes essais sinon c'est le bordel. Plusieurs façon d'aller sur le panneau des profils, la première, tu cliques sur "préférences/configurer Cura..." barre du haut, tu tombes sur cette fenêtre et tu choisis "profils" Tu choisis "normal Quality" (pour être en couches de 0,2) et du fais "dupliquer", tu donnes un nouveau nom "ref1" par exemple puis bouton en bas "fermer" Ensuite tu vas dans la barre de droite: 1) tu cliques sur le nom du profil actif 2) tu cliques sur la flèche vers le bas 3) tu sélectionnes le profil "Ref1" Voila, le profil de ref est sélectionné, il faudra faire de même pour les autres profils modifiés. Ensuite, pour avoir la totalité de tes paramètres pour un profil donné, je te propose de charger le plugin qui permet d'éditer un profil au format html: Tu cliques sur le bouton en haut à droite : marché en ligne. Dans la liste déroulante, tu trouves le plugin que tu charges. Ensuite tu sors de Cura, tu le relances. Tu vas dans fichier: "enregistrer le projet" Tu peux choisir de le mettre sur le bureau et il faut bien choisir .html dans le nom d’extension. Tu peux l'ouvrir dans Chrome ou Firefox pour voir. Mets en pièce jointe le fichier dans le sujet qu'on puisse voir les modifs.
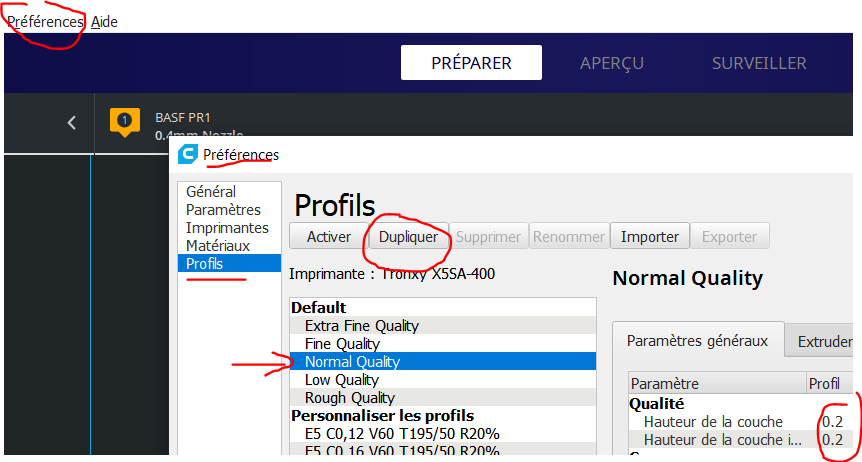
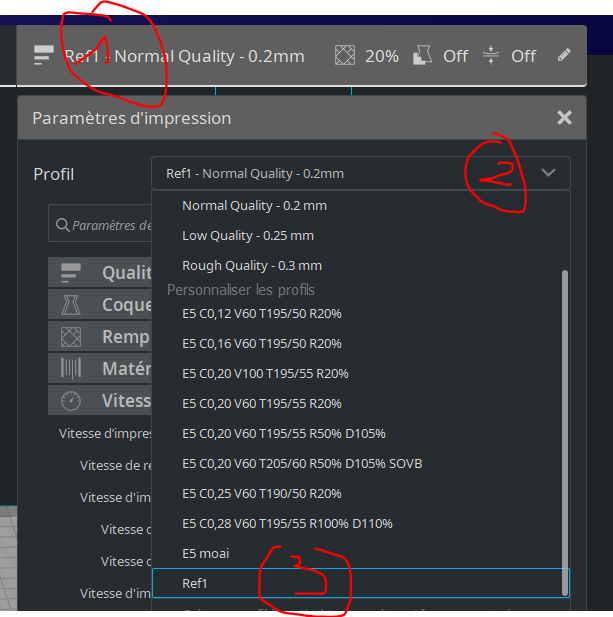
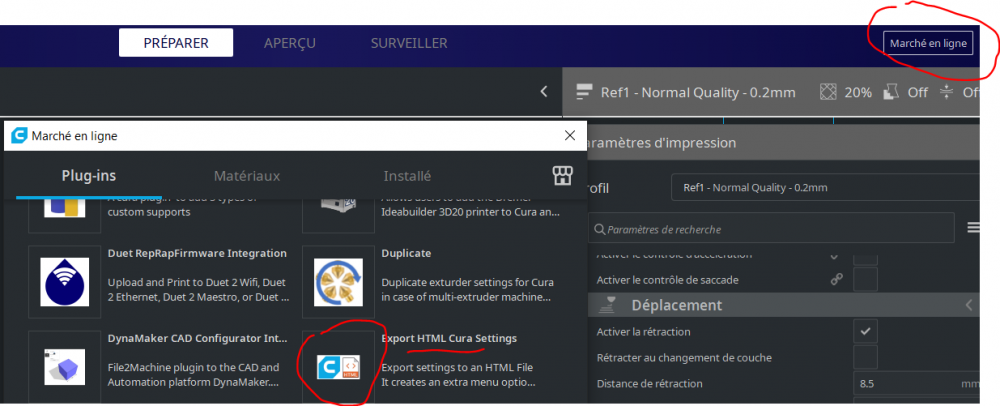
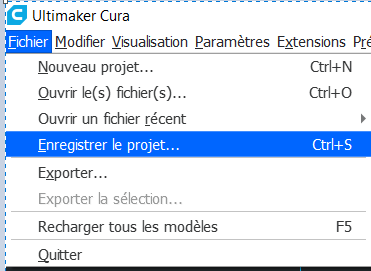
 1 point
1 point -
Oui il existe des cartes SD vers Wifi qui permettent de télécharger le gcode depuis le pc sur la dite carte sans devoir retirer la carte SD. Par contre il me semble que faut quand même se déplacer pour lancer l'impression depuis l'écran de l'imprimante. Ca soulage le lecteur SD et la carte de toutes les insertions désinsertions, mais guerre plus. Mais de toute manière ce n'était pas sa demande : il voulait le faire depuis l'extérieur. On est bien d'accord, même je ne suis pas un vieux maker (même pas 1 année révolue d'impression 3D), je scrute religieusement l'imprimante dans le départ de la première couche pour voir si tout est ok et si tout se passe bien. Ce qui m'a déjà sauvé, en m'apercevant que j'avais des problèmes d'adhérence ou même plus drôle, que j'avais des zones de la pièce à imprimer qui manquaient ... Elle a commencé à les imprimer à la seconde couche et à la troisième ... en fait ces parties n'étaient pas en contact avec le plateau (alors qu'elles auraient du bien entendu, puisque la pièce était parfaitement plate) ... Donc je lance l'impression, regarde l'imprimante commencer et passer à la seconde couche : "Mais ... il en manque un bout au milieu !" Je stoppe le truc, saute sur le pc et envoie l'aperçu ... pour me rendre compte que dans l'aperçu aussi c'était manquant ... mais pas sur la pièce donnée au slicer. Moralité : soyez présent pour le début de l'impression et abusez de l'aperçu !1 point
-
Celui-là faudrait le pendre par les c***** jusqu'à ce qu'il devienne vert/jaune...1 point
-
Un G92 E0 pour initialiser le E avant la ligne de purge1 point
-
Pervers pépère....
 1 point
1 point -
Bonjour @Zeb42530 @RT36 a raison de demander pour le nettoyage de plateau, mais t'a réponses me laisse perplexe ... Utilise tu du produit a vitre ou de l'Alcool isopropylique (un alcool sans agent gras.) ? car rien que des traces de doigts peuvent gêner l' adhérence ! @Idealnight donne aussi une très bonne remarque : bien purger le PETG ... Bonne continuation !1 point
-
Attention quand on change du PETG au PLA, les températures étaient différentes cela peut créer des petits bouchons entrainant des sous-extrusion. Il faut bien faire suinter le PETG a sa température de fusion afin de nettoyer la buse correctement avant de mettre le PLA.1 point
-
Pareil que @Motard Geek j'ai changer HeatBreak, HeatBlock, PTFE, Buse et Sonde mais pas l'extrudeur qui va a merveille chez moi. Après @ChrisLi je te dirais bien de regarder du côté de TriangleLab avec le Matrix. Y a @M1K3D0 qui l'utilise sur sa X1 il va vraiment bien.1 point
-
alors dans ce cas, reste le réglage du plateau ... tu l'as fait à chaud?1 point
-
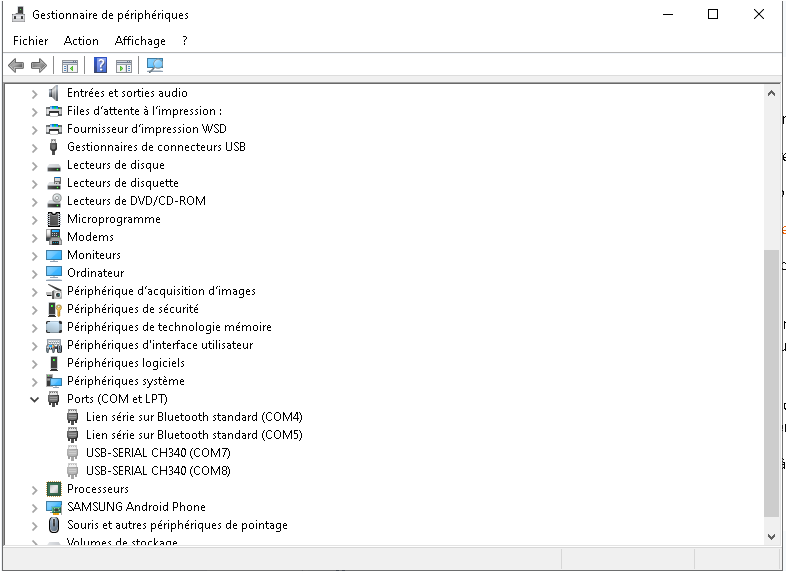
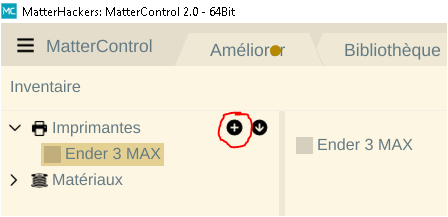
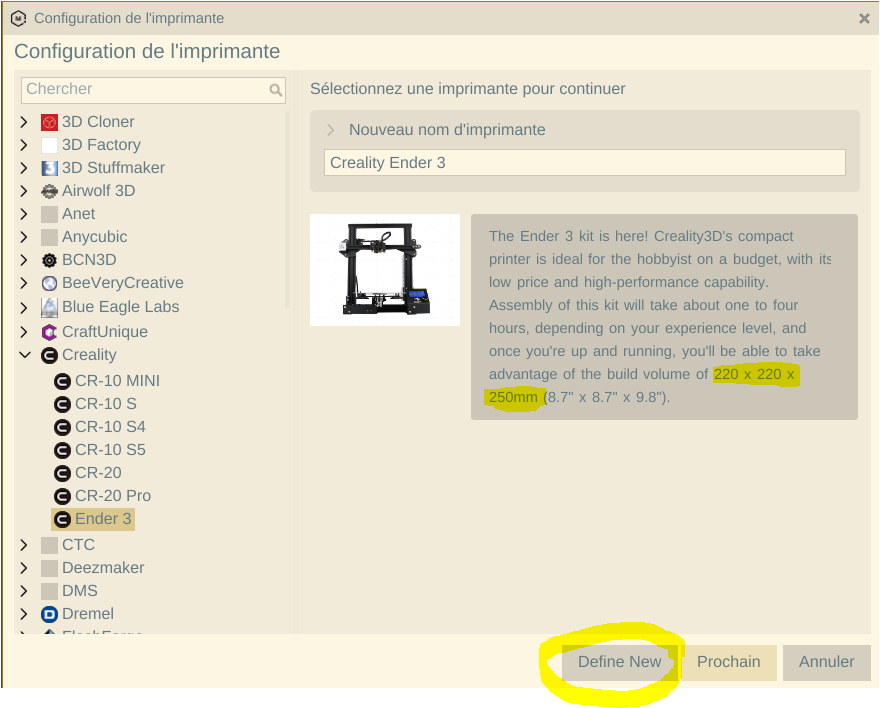
oui il faut que tu remplace TMC2208_STANDALONE par A4988 ceci dit il n'est pas vraiment conseillé de compiler soi-même un firmware sans savoir exactement ce que tu fais... c'est prendre beaucoup de risques... A ta place je me contenterais de télécharger la dernière mouture de Creality... Pour le BED Leveling, ne t'emmerde pas avec celui du firmware, il y a bien plus simple et surtout beaucoup plus efficace : la fonction est présente dans le slicer MatterControl (https://www.matterhackers.com/store/l/mattercontrol/sk/MKZGTDW6) Ce trancheur est (pour moi) bien plus efficace que Cura ou Creality Slicer... j'ai réussi des impressions qui échouaient ou foiraient complètement avec les 2 autres trancheurs... En plus il te permet de prendre la main au milieu d'une impression (pour nettoyer une buse qui a tendance à baver par exemple) puis de reprendre l'impression là où elle s'est arrêtée... ET EN PLUS, il permet de facilement réaliser le nivellement du BED, et de manière très précise... au point où je regrette d'avoir commandé un BLTouch que je vais laisser dans un tiroir... Avant d'installer le slicer, ouvres le gestionnaire de périphérique => dans le menu "Affichage" sélectionne "afficher les périphériques cachés", puis clique sur "Ports (COM et LPT)" (screenshot plus bas) notes les ports déjà utilisés par ton système. Installation de MatterControl => le programme va te proposer d'installer les drivers pour communiquer avec l'imprimante : accepte, installes les avec l'imprimante non connectée au PC, et surtout une fois fait il faut systématiquement redémarrer le PC (l'install ne va pas forcément te le proposer). Une fois le PC redémarré, tu connecte l'imprimante sur le PC avec le câble USB, tu mets l'imprimante en route ET TU ATTENDS que Windows détecte l'imprimante (tu vas entendre le bip caractéristique de WIndows). Imprimante détectée par Windows, ouvres le gestionnaire de périphérique, puis Port COM (et LPT) et notes les ports qui n'étaient pas utilisés avant l'installation. Pour moi ce sont USB-SERIAL CH340 (COM7) et USB-SERIAL CH340 (COM8). Le CH340 correspond à l'électronique de ta carte mère, tu aura peut-être autre chose, l'essentiel est de connaitre les ports COM utilisé (COM7 & COM8 pour moi) => si MatterControl ne détecte pas automatiquement ton imprimante, les connaitre va te servir a configurer manuellement la connexion à l'imprimante. Ensuite tu lance MatterControl => Il faut ajouter ton imprimante (je ne me rappelle plus si le programme le propose à son 1er lancement) en cliquant dans l'onglet "Harware" ou "Matériel" si tu as passé MatterControl en Français. Cliques sur le petit icône + , sélectionne "Creality"et ajoutes ton Ender 3. Vérifies que la taille du BED est bonne... Avec mon Ender3 Max j'ai un plateau de 300x300x340, j'ai dû modifier la config. Si la taille du BED est bonne tu fais "Prochain", si tu dois la modifier tu fais "Define New" pour créer un modèle perso. Fais les réglages nécessaires et valide la création de l'imprimante. Une fois créée, l'imprimante s'affiche dans la liste des imprimantes. Cliques sur son nom, un bouton "Ouvert" va s'afficher en bout de ligne => cliques dessus pour ouvrir un espace de travail. Dans l'espace de travail, à gauche il y a un bouton "Relier" => un clic dessus te permet de relier le programme à ton imprimante à l'aide d'un assistant. Si la détection automatique échoue (ça arrivera si tu n'as pas attendu que Windows détecte l'imprimante, ou si tu n'as pas installé les drivers), tu peux le faire manuellement. Dans ce cas il faudra renseigner le port COM utilisé pour communiquer avec l'imprimante (COM7 ou COM8 pour moi, voir le screenshot plus haut) Un fois la liaison établie, toujours sur l'espace de travail, en haut à droite de l'affichage : cliques en 1 (onglet latéral vertical) pour régler le tranchage (données filament, températures, vitesse, etc...) cliques en 2 pour ouvrir la popup du nivellement du BED (dans Etalonnage, cliques sur "A" de la ligne "Calibrage de l'imprimante" En 3 s'affiche en permanence et en direct live la température de la buse En 4 température "live" du BED Pour le nivellement, le clic sur le "A" lance un assistant : il suffit de suivre à la lettre les instructions qu'il affiche... Le Bed leveling va se faire sur 9 points du Bed, avec 3 réglages par point : - 1er réglage, précision à 1 mm = la feuille de papier 80g (ou la cale d'épaisseur) doit légèrement forcer (à peine !!!) mais sans bloquer. Tu descends ou monte la buse avec les bouton "Z". Quand c'est bon, tu fais 1 SEULE FOIS "Z+" (pour remonter la buse d'1 valeur), et tu fais "Poursuivre". Si tu n'arrives pas à faire légèrement forcer la feuille de papier, c'est que le Bed est trop bas => remontes le un poil avec la molette de réglage. 2ième réglage, précision à 0,10 = même principe que ci-dessus. 3ième réglage, précision à 0,01 = même principe que ci-dessus. "Poursuivre" fait passer au point de réglage suivant. Attendu que modifier la hauteur d'un coté du plateau va influer (un peu) sur tous les autres cotés, il est préférable de relancer au moins un second Bed leveling... Le risque si tu ne le fais pas : qu'un coté du Bed soit un poil trop haut, avec une buse qui va rayer le dessus du Bed et s'abîmer, et une impression qui ne se fera pas correctement... Une fois que ton Bed leveling est fait : Régles les valeurs du filament que tu vas utiliser (température buse et Bed, vitesses d'impression et de déplacement, % de ventilation, débit de filament, etc...) Ensuite charges un modèle au format STL dans ton espace de travail (pas trop petit, mais pas trop gros) pour tester tes réglages de Bed. Il ne faut pas prendre un modèle trop petit (cela réclame une grande précision que ton réglage n'est pas forcément capable d'assurer pour l'instant), ni un modèle trop grand qui va boufder du filament pour rien si tes réglages ne sont pas optimums. Il va falloir tatonner pour voir les meilleurs réglages de températures, vitesses, débit de filament, etc... Cherches des infos dans les forums, ces réglages sont très dépendants du filament que tu utilise... Pour éviter des soucis de réglage, il est plus simple de toujours travailer avec la même marque de filaments... Si tu utilise des couleurs de filaments différentes, il faudra tester tes réglages pour chaque couleur car la composition chimique peut parfois varier et influer sur les débits/températures nécessaires. Même chose pour le type de filament (PLA, PETG, TPU, ABS, PLA-carbone, ABS-carbone, etc...) Le plus hard à régler sera le TPU (produit relativement souple) : de bonnes infos ici pour ce produit... Notes tous tes réglages avant de les modifier, pour pouvoir revenir en arrière facilement si le nouveau n'est pas bon. ATTENTION : chaque fois que tu ouvre un modèle, et chaque fois que tu modifie un réglage (réglage filament, ventilos, ...), il faut trancher une nouvelle fois le modèle STL que tu as chargé AVANT de lancer l'impression !!!
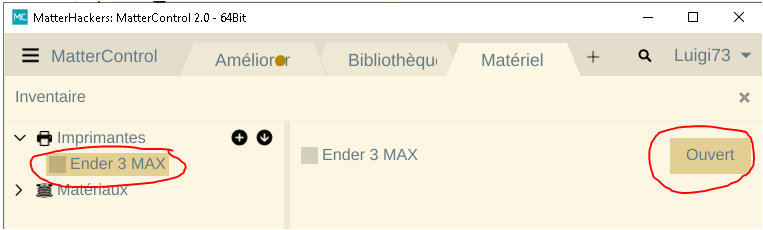
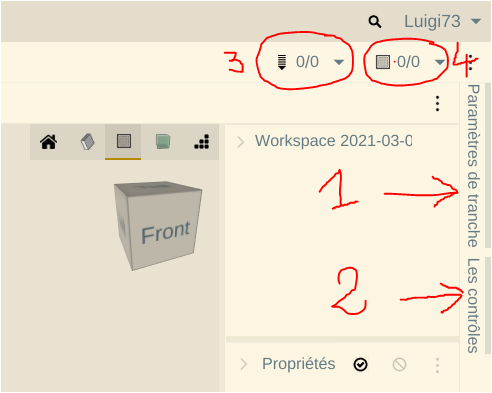
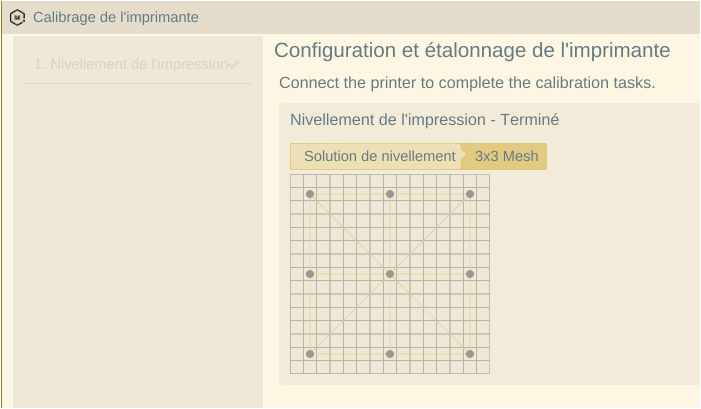 1 point
1 point -
Déjà comme mentionné des le départ par @divers, nos imprimantes plafonnent à 250 degrés voir un peu plus or un four aussi ! Et tous nos filaments courants et imprimables sur nos machines sont liquides ou déjà bien mous à 180/200 degrés. Donc sauf retraitement après impression, je ne vois pas trop comment cela pourrait être possible ... Même en limitant la cuisson à 180 degrés, le pla est quasi à température d'impression, donc bien liquide. Et comme rappelé par @PPAC, sauf exception, nos filaments ne sont pas étudiés pour le contact alimentaire. Autant je me suis fait un entonnoir pour remplir ma salière, autant je ne ferais pas quelque chose ou la nourriture y séjourne (la température aggravant les choses).1 point
-
Si tu as des ouvertures depuis tout internet désolé mais tu ne peux pas faire que ta box est sécurisée, puisque tu laisses des trous dans ta sécurité. Si tu restreints les accès à des IP publiques précises c'est déjà mieux, mais compliqué si tu veux y accéder d'un peu n'importe où. Tu peux légèrement améliorer les choses en ne faisant pas de redirections directes sur les mêmes ports. Mais ça reste quand même ouverts sur Internet, et donc exposé. Quel a été ton souci avec le vpn ? Le fait que tu n'ai pas réussi avec n'en fait pas une mauvaise solution. La facilité de mise en œuvre dépend aussi de la box, et éventuellement des connaissances sur l'on a. Et enfin un vpn n'attire pas plus l'attention, bien au contraire, des ports ouverts directement sont bien plus tentants et intéressants qu'un système que l'on sait protégé et crypté. Après le fait de ne pas avoir eu de problèmes n'est pas suffisant pour conseiller d'ouvrir sa box directement et sans sécurité. Je préfère faire de la prévention et leur expliquer les bonnes pratiques. Enfin, les particuliers intéressent moins les hackeurs qu'une entreprise c'est sûr, bien qu'ils représentent des cibles faciles et de bons points de rebond, et ne s'en aperçoivent pas forcément rapidement.1 point
-
Ma Phrozen permet 192 x120 x200 mm J'ai donc au départ conçu mon cube pour elle (90 mm de côté) Ce n'est pas une boite, mais un dé (comme pour le 421!) avec un peu d'électronique dedans... d'où les supports pour les piles et le CI. La colonne au milieu est en contact avec la partie similaire du couvercle et deux aimants les maintiennent pour que le dé soit fermé.1 point
-
Ça va pas être possible (Zebda). Le changement / déchargement / chargement du filament doit être activé à la compilation. Ta carte étant une 32bits, tu peux oublier Arduino, il te faudra Visual Studio Code (VSCodium si tu veux moins de télémétrie Microsoft) avec les extensions qui vont bien (AutoBuildMarlin et / ou Plaformio).1 point
-
Salut @pat30, je peux me tromper mais ça ressemble au principe de la Ender-5 plus, non ?1 point
-
Bonjour, Je confirme la mise en cause des rétractions. J'ai eu exactement le même souci il y a quelques semaines. Après avoir écarté toutes les possibilités comme énoncées par PPAC, j'ai réalisé que le phénomène ne se produisait que sur des pièces, peu importe la taille et la longueur d'impression, comportant beaucoup de détails, donc beaucoup de rétractions à faire. J'ai donc revu ces paramètres du slicer (dans mon cas Cura dernière version) : Distance de rétraction diminuée à 1 mm (j'étais à 2 ; je suis en direct drive sur un clone Titan Aero) Vitesse de rétraction 25 mm/s Nombre maximal de rétraction à 20 Intervalle de distance minimale d'extrusion à 1 (c'est là que j'ai découvert que ce paramètre doit toujours être égal à la distance de rétraction) Limiter les rétractions du support : oui Mode de détour : tout Eviter les pièces imprimées lors du déplacement : oui J'ai aussi augmenté un peu la température d'extrusion (5°C) afin d'augmenter la fluidité. Résultat : toutes les pièces sont sorties sans aucun problème, y compris une grande dont l'impression a duré 53 heures et dire qu'elle comportait beaucoup de détails est un euphémisme ! Je n'ai même pas eu beaucoup de stringing1 point
-
Salut @All666 Oui en principe, la température (si la boucle de contrôle fonctionne bien ...) dois rester constante ! Les cartes SD / micro SD fournis avec les machines sont souvent de mauvaise qualité, donc si le problème persiste essai avec une nouvel carte micro SD cf : Tester sans rétraction semble la chose a faire, tu a raison ! ( javais oublié que la rétraction causse souvent des bouchage quand la distance de rétraction / vitesse de rétraction ne sont pas optimal ... ou qd le heatbreak n'ai pas correctement refroidie ... ) Sinon d’après se que tu écris, comme tu a fait qq longues impressions, on pourrais écarter un problème de carte qui chauffe ... Mais a surveiller car une impression en mode "vase" demande moins de mouvement et donc fait moins chauffer les composants / moteurs ... Enfin, comme la hauteur de couche a changé entre les deux impression du même model difficile d'en tirer des conclusions ... c peut être vers la même couche ou pas .... donc cela oriente ... ou pas ... vers l'idée d'une durée de fonctionnement limité du a un échauffement .... Espérant aider , bonne continuation !1 point
-
Quand je vois tes couches en Z déjà je réglerai un problème visible. Tes couches ne sont pas bien alignées, il y'a des décalages. Pour cela il faut contrôler que la tige filetée et le moteur sont bien positionnées dans le coupleur, que la bague laiton ne soit pas trop serrée pour laisser du jeu si besoin. Et as-tu fais le parallélisme de l'axe X par rapport à la structure de l'imprimante ?1 point
-
Salut ! A tu de grande variation de température de la buse qd tu imprime ? a quel température imprime tu ? PLA : 190°C ? car si tu a un défaut de contrôle de température de la buse et que la buse se retrouve trop froide ( ex : un où des connecteurs avec de mauvais contactes ... ou des câbles avec des brins abîmés ... ou un capteur de température défectueux ... voir aussi si la cartouche chauffante a pas de pb ... ) tu devrais avoir un flux moins fluide ... un filament extrudé visqueux qui ne fait pas de petit filaments hyper fin qd on tire dessus juste a la sortie de la buse qd elle et chaude ... et qui a du mal a adhéré sur le bed ... Une problème d'extrudeur, une sous extrusion et une température d'impression trop base on des symptômes identique ... et là tu a un genre de sous extrusion mais tu a tt fait pour vérifier l'extrusion donc y reste la température ...1 point
-
@Tubule tu peu faire une vérifcation du phénomène tu remonte tout correctement en t'assurant comme tu le dit que ton PTFE est enfoncé au maximum tu fais une petite marque sur ton PTFE juste a l'entrée de ton pneufit (raccord pneumatique) tu lance un test , si ton repère s'éloigne du pneufit c'est que celui-ci est défaillant, si ce même repère ne bouge pas c'est que ton PTFE n'est pas rentré suffisament malgrès que tu n'arrive pas a le pousser plus il faudra dans ce cas la démonté ta tête d'impression et vérifier si tu n'a pas un problème dans ton heatbreak pour les pièces détachées j'ai rien sous le coude je suis passé en E3Dv6 depuis longtemps mais si tu veux avoir un peu plus de garantie va voir chez 3djake ou ce genre de fournisseur d'ailleurs sur certains produit ile ne sont pas plus cher1 point
-
Hello, je suis d'accord sur le fait de diminuer la rétraction, sur ce type de machine tu devrais être aux alentours de 4 à 5 mm et une vitesse de rétraction de 45mm/s max, si tu nous dit quelle version de cura tu utilises, on pourra te dire où tu peux régler ce paramètre... à plus1 point
-
@Tubule si tout est ok mécaniquement comme tu semble l'avoir vérifié, tu as peu être tout simplement un problème avec ta rétractation si tu rétracte trop loi, tu fait remonter un peu de filament chaud dans ton heatbreak et petit a petit le passage diminue ton extrudeur comence a claquer et le phénomène s'accélère quelle distance de rétraction a tu régler et a quelle vitesse ?1 point
-
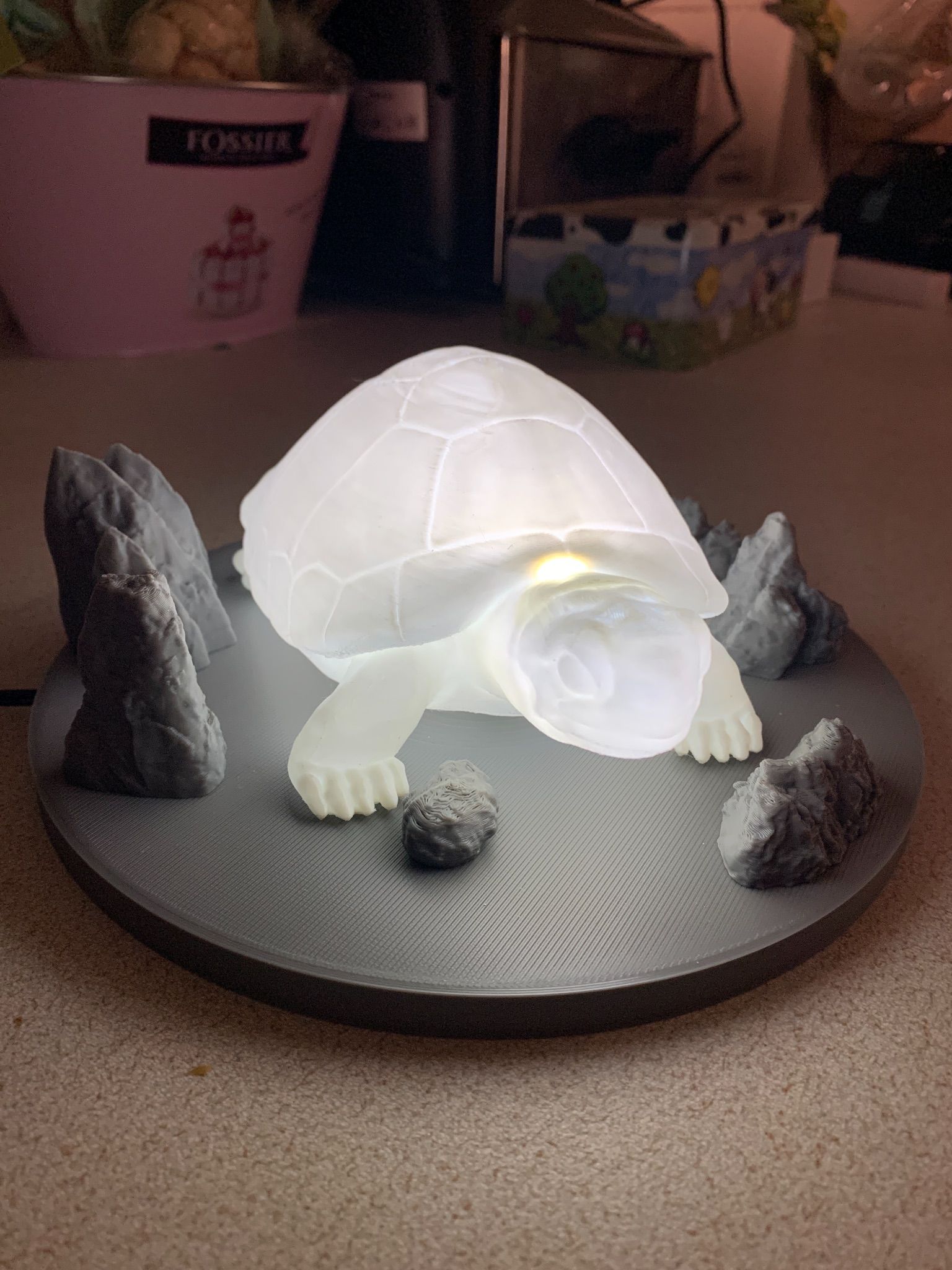
Lampe en forme de tortue.
 1 point
1 point -
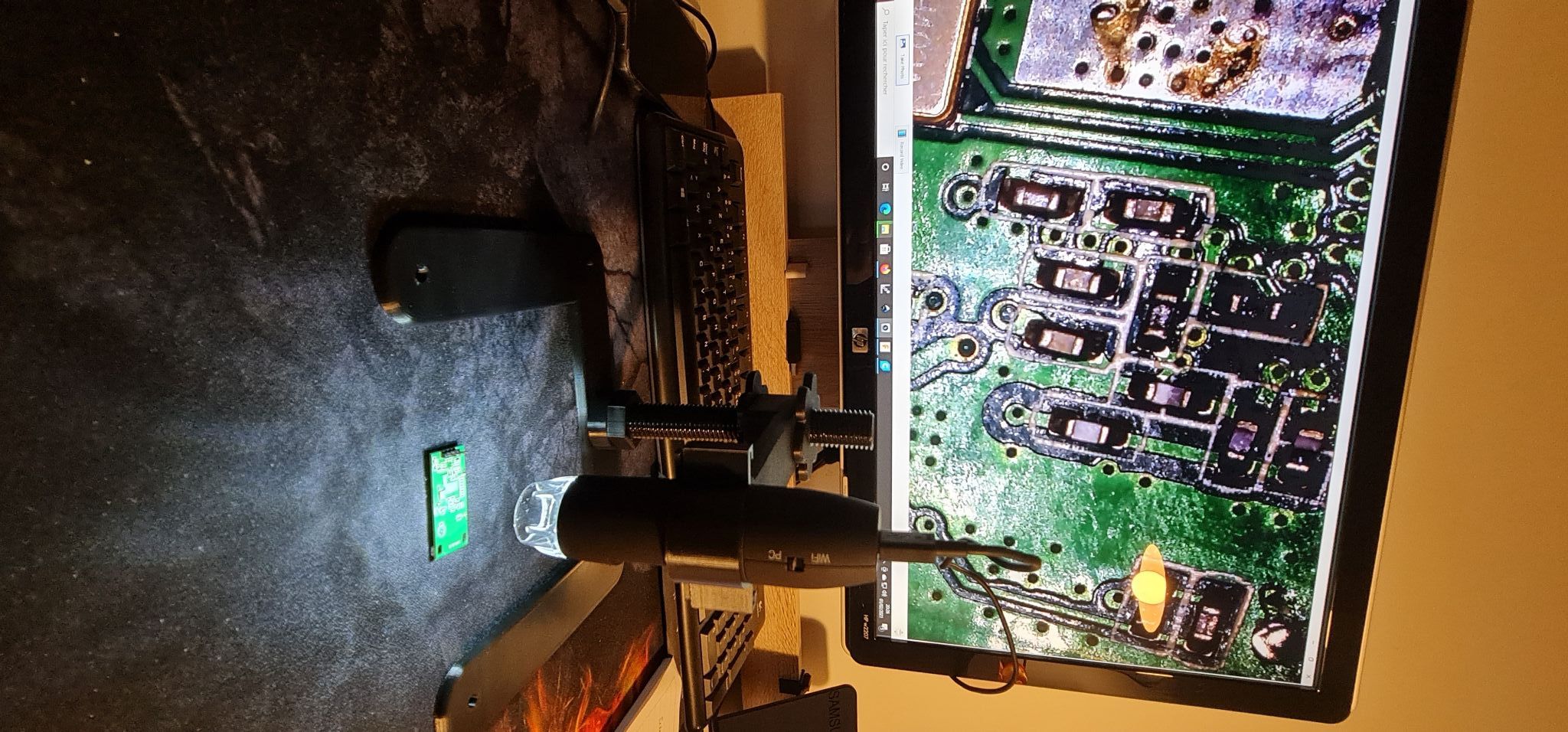
Hello, Un pieds de microscope numérique que j'ai dessiné sur fusion, après 1 semaine d'utilisation je peux vous dire que je suis fière comme une crotte ^^

 1 point
1 point