Classement



Contenu populaire
Contenu avec la plus haute réputation dans 06/04/2021 Dans tous les contenus
-
Salut @Aurel35, Bienvenue dans le monde merveilleux du warping Tu imprimes quoi (quelle matière), comment (températures), ou (quel type de plateau) ? * Plateau pas assez chaud ? * Plateau pas assez propre ? * Plateau pas assez réglé ? Si ça persiste après les 3 points précédents (mais ça ne devrait pas) tu peux essayer avec une bordure (pas un radeau trop lourd, ni une jupe trop légère)2 points
-
Salutation ! @Orkh4nn donne une bonne piste, car cela ressemble beaucoup au défaut n°20 sur https://www.grossiste3d.com/content/27-identifier-et-corriger-les-defauts-d-impression Si tu utilise cura 4.8.0 : Sous cura il y a le paramètre "Alignement de la jointure en Z" pour aligner ou non les point d'entrée dans la couches il y a aussi "Rétracter au changement de couche" a éventuellement adapté. Pour comprendre l'impacte des paramétrés de Cura, je te conseil vivement d'installer le plugin/extension "Settings Guide" (les textes sont traduit en fr. malgré le nom du plugin en anglais) depuis le "marché en ligne" sous cura ! (il te faudra créer un compte Ultimaker ...) Tu peux aussi avoir une bobine de filament PLA qui a pris l'humidité (passage au four 2h a 3h a 40°C ou tester avec une bobine neuve fraîchement sortie de son emballage ) Mais là tu semble aussi avoir des moment de sous extrusion donc l'assemblage de la tête a revoir : Enfin tu trouvera peut être d'autres pistes avec les guide visuel de défaut d'impression suivant : https://www.simplify3d.com/support/print-quality-troubleshooting/ https://www.grossiste3d.com/content/27-identifier-et-corriger-les-defauts-d-impression https://all3dp.com/1/common-3d-printing-problems-troubleshooting-3d-printer-issues/ https://rigid.ink/pages/ultimate-troubleshooting-guide https://reprap.org/wiki/Print_Troubleshooting_Pictorial_Guide A tu une carte mère V4.2.2 ? (il semble en exister des bugués ...) Bonne continuation !2 points
-
Hello, que cela soit sur ma Ender-3 ou ma X5SA, j'ai toujours eu une légère trace au niveau des trous en pleine surface. C'est plus ou moins marqué en fonction principalement de la vitesse d'impression et de la hauteur des couches. Difficile de l'expliquer, c'est peut-être du à une variation de la largeur de la ligne en cours d'impression à l'approche du trou (la peur du vide ) C'est comme si le rapport débit/vitesse n'était pas constant pendant le ralentissement de la buse avant et après les deux virages à 90°... Je n'utilise que Cura, donc difficile de savoir si c'est plus marqué sur ce trancheur que sur les autres. Mais je pense que ce sont bien les paramètres qui influent sur le rapport débit/vitesse qu'il faut optimiser. Sur la X5SA ça a bien diminué avec le raccourcissement du tube PTFE, la rétraction joue aussi un rôle.2 points
-
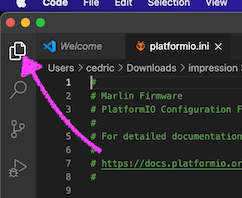
Problème résolu en installant une version personnalisée du firmware original Marlin. Tout d'abord, je remercie 1000 fois @Jonathan06 de m'avoir fourni les fichiers nécessaires, mais surtout d'avoir pris le temps de tout m'expliquer sur la méthode (et même plus). Ce que j'ai dû faire : Installation de Microsoft Visual Studio Code (je l'avais déjà, ça tombait bien ) Dans VSCode : Installer les modules complémentaires "PlatformIO" et "Auto Build Marlin" Télécharger les sources du firmware "Mks-Robin-Nano-Marlin2.0" Pour cette étape, j'avais pris les mauvaise sources au départ Heureusement, @Jonathan06 m'a envoyé le lien pour récupérer la bonne version Récupérer des versions personnalisées des fichiers "platformio.ini", "Configuration.h" et "Configuration_adv.h" Normalement, ça aurait dû être à moi de personnaliser ces fichiers pour les adapter à mon matériel Mais @Jonathan06 les avait déjà préparés pour moi et me les a fournis Ensuite, préparer tous les fichiers pour la compilation : Décompresser les sources du firmware Marlin dans un dossier Remplacer le fichier platformio.ini de ce dossier par la version personnalisée Dans le sous-dossier "Marlin", remplacer les 2 fichiers Configuration.h et Configuration_adv.h par les versions personnalisées Il faut maintenant aller dans VSCode pour compiler tout ça (Les manips peuvent un peu changer en fonction de votre OS, moi je suis sous MacOS) : Double-cliquer platformIO.ini pour qu'il s'ouvre sous VSCode (sinon, aller le chercher à la main dans le logiciel) Une fois dans VSCode, cliquer à gauche sur l'icône permettant d'ouvrir l'emplacement des fichiers sources Ensuite, cliquer sur "Open Folder" pour confirmer l'emplacement des fichiers sources Et là, normalement PIO Home doit s'ouvrir dans VSCode Etape suivante, lancer "Auto Build Marlin" grâce à l'icône qui doit être présente dans la barre latérale Clic sur "Show ABM Panel" Une fenêtre ressemblant à ça doit s'afficher : Dernière étape pour la compilation : Cliquer sur le bouton "Build" (visible dans la capture juste au dessus) A noter qu'il se peut que ça échoue la toute première fois, mais il suffit de relancer et ça doit passer à la deuxième tentative Maintenant que le firmware est compilé, il suffit de prendre le fichier "Robin_nano35.bin" et le dossier "assets" qui ont été créés dans le sous-dossier ".pio/build/mks_robin_nano35" (en tout cas, c'est l'emplacement que j'ai sur Mac) et de les copier sur la sdcard pour flasher sa machine. A noter que je n'avais pas le dossier "assets", et donc @Jonathan06 est venu à mon secours en me fournissant une copie du sien (ce dossier est le même quelques soient les personnalisations apportées au firmware). J'ai maintenant le menu "d'origine" du firmware Marlin, donc sans toute la partie graphique, mais avec toutes les options permettant de contrôler son imprimante correctement. Dernière remarque, lorsque l'on bascule sur cette version de l'interface, le module WiFi n'est plus actif. Mais perso, ça ne me dérange vraiment pas. Voici un test réalisé ce soir grâce aux scripts "Filament Change" de CURA qui se basent effectivement sur le code M600 : Couches 1 à 5 : filament noir couches 6 & 7 : filament rouge couches 8 à 10 : filament noir Problème résolu !!! Merci encore @Jonathan06

 1 point
1 point -
Salut @davidhtz, Voici une portion de ton équerre imprimée avec une hauteur de couche de 0.15: photo. J'ai le sentiment que c'est un peu mieux que ta pièce. Tes courroies ne manqueraient pas de tension?1 point
-
Je n’ai lu que le début de ton message, donc je t’ai raconté une connerie. il faut faire l’inverse, si tu programmes une température de 120 ou 140° et que le PLA fond encore et que ça fume, effectivement tu as un vrai problème soit la sonde (tu as peut-être coupé un fils en bricolant ta buse) soit la carte en a pris un coup. fait l’essai et donnes nous le résultat1 point
-
Bien le bonsoir ! Merci pour ta réponse ! Malheureusement je suis un néophyte et pour l'instant tu me parle un peu une langue étrangère, mais les liens que tu as envoyés ont l'air intéressants (et avec le boulot j'ai pas eu le temps de m'y pencher). Merci je n'hésiterai pas à reposter ici si je ne comprends pas Oui mais la seule personne qui a posé cette question a trouvé son erreur sans donner de réponse claire... Je m'y pencherais un peu plus demain Bonne soirée1 point
-
Je commencerai par faire cela: Puis je regarderai par là:1 point
-
C'est clair tu as raison, pour l'éclairage mais ce n'est pas indispensable. J'ai une commande en cours... Pour l'extraction on verra plus tard; de toute façon quand j'imprimais l'ABS je n'avais pas d'extraction non plus. En plus ce n'est ps comme si j'imprimais tout les jours de l'ABS, c'est plutôt une fois de temps en temps Déjà je suis content le caisson est en place et tout est fonctionnel. L'alimentation aussi elle est sous la table et c'est nikel.1 point
-
@Parade si un radeau est nécessaire c'est qu'il y'a un problème ailleurs... La bordure je dis oui quand les pièces sont très délicates ou support bed pas très adhérent. Si la bordure ne suffit pas c'est qu'il faut revoir la mécanique, le réglage buse/bed, le z-offset etc...1 point
-
Arrête : Le radeau c'est très utile si on ne cherche pas à avoir un bel aspect de la pièce ou si on a un matériau à la con qui fait du wrapping trop facilement et qu'on peut se permettre de poncer C'est très utile pour l'ABS sans caisson par exemple (quoi que ce soit une idée de masochiste que de faire de l'ABS sans caisson)1 point
-
oui, mais non Pas plus tard que ce week-end j'ai imprimé 9 pièces fines de 32 cm x 2 sur 4 cm de hauteur en pla sur deux X1 et une tenlog (ultrabase partout) avec uniquement une bordure (et c'était juste par sécurité) : entre 6 et 8h par pièce : pas de warping. Le radeau c'est pour imprimer sur du savon ou de l'huile, mais pas sur un plateau ultrabase (ou pei ou buildtak ou vitre ou miroir)1 point
-
Edit Il y a 2 pdf dans le post Un sur le montage et un sur le réglage1 point
-
Re-bonjour, J'ai regardé les 2 vidéos que tu as montré @Bosco2509, en effet pour l'impression en couleur multiple les Idex ont l'air nettement plus sympa. J'avoue que peut être un peu peur pour le réglage de base en revanche (pour aligner les 2 buses), surtout pour une toute première expérience. J'ai noté les différentes imprimantes qui ont été cités dans le fil: - Prusa Mini+ (399 €) => Bowden, 180*180*180 - Ender 3 v2 (262 $) => Bowden, 220*220*250 - Ender 5 plus (582 $) (Trop cher) - Artillery Sidewinder X1 (399 € par endroit ou 340 € sur ton lien en effet, je ne sais pas pour l'adaptation au niveau du pays) => DirectDrive, 300*300*400 - Tenlog Hands 2 (324 €) => DirectDrive, 220*220*250 - Tenlog TL-D3 (425 €) => DirectDrive, 300*300*350 Au niveau des prix je dirais qu'elles peuvent toutes entrer dans mon budget, comme je disais 400 € (450 € si intéressant c'est possible), l'idée pour étant que je ne mettrais pas la même somme pour une imprimante dont il est plus ou moins évident, que cette dernière ne servirait rapidement plus. Question écologique, je ne suis pas fan de l'idée, je préfère une imprimante plus qualitative et durable, quitte à être un peu plus limité. Par exemple, si un modèle est plus petit, pas DD, ou autre, mais de bonne facture et pouvant facilement être utilisé en complément d'une future grande sœur (dans un avenir plus ou moins éloigné), je serais nettement moins gêner d'atteindre le haut de mon budget. Grâce à vos retour, j'ai également continué de réfléchir un peu sur ma recherche bien sûr (cela reste également un peu flou pour moi, je réfléchi dans mon coin, j'essais de peaufiné ma recherche. Je réfléchi probablement un peu trop, mais j'aime bien ne pas me lancer et être déçu). L'idée est vraiment de me lancer dans l'impression 3D, en commençant par des formats assez petit dans un premier temps, ne serais-ce que pour éviter la surconsommation inutile de filament. L'idée d'un plateau grand format était de pouvoir conserver l'imprimante plus longtemps, mais si pour ces prix des plus petites sont meilleurs, on revient sur l'idée de pouvoir conserver la machine dans le temps. Au niveau du matériau, principalement en PLA, peut être PETG, je parlais de FLEX, mais plus si j'ai un besoin un jour, dans l'immédiat, je n'ai aucune idée de se que je pourrais bien imprimer en flexible je l'avoue volontiers. Je vais chercher des tests pour ces imprimantes, j'en ai vu pour les Tenlog via tes vidéos (encore merci @Bosco2509 et aussi à @vap38 pour ton retour utilisateur), j'ai également trouvé dès le début de mes recherches des informations sur les Ender 3 et 5 (vidéos de Le GüeroLoco entre autre et divers retours), il en est de même pour la X1. En revanche je ne trouve rien (ou vraiment très peu) par rapport à la petite Prusa Mini+ qui avait pourtant des avantages aussi notamment sa taille, sa qualité d'impression et apparemment une fiabilité, ou pas ? de la marque. Je trouve surtout les informations de fiabilité liés à ces grandes sœurs bien plus cher. J'ai pas mal potassé sur cette petite Prusa lundi suite aux premiers retours que j'ai eu. Encore merci à vous de votre aide.1 point
-
Slut, j’ai eu le même problème avec des pièces longues, étroites et peu épaisses : décollement des extrémités après une dizaine de couches. Je l’ai résolu avec ce gros machin immonde qu’on appelle radeau (raft)… je suis bien d’accord que ce truc ne devrait pas exister mais… n’empêche que ça marche !!!1 point
-
Bonjour, Je suis aussi un utilisateur FreeCAD et rencontré des problèmes ressemblant au tien. Mon slicer Cura faisait le découpage en signalant un problème de géométrie mais je n'en tenais pas compte. A chaque fois, c'était parce que je ne respectais pas la géométrie des objets sous FreeCAD, du type esquisse non fermée.1 point
-
tu as fait un test du cube Artillery sur la cle fournit ne serait ce pas un soucis avec ton slicer ?1 point
-
A quelle vitesse imprimes tu le remplissage ?1 point
-
je suis vraiment pas fan de la marque en depit de ses performances. J'ai vraiment un soucis avec leurs philosophie et leurs arguments, je vais pas me faire des amis parmis les makers. pour moi prusa c'est l'apple des imprimante 3d. ça a innover un jour, ça croit pouvoir te mettre la carotte toujours, ça se remet pas en question et ça fait un peu pédant et pas très ouvert. le ticket d'entrée de la marque est trop chère, il ont pas de modèles abordable, crient sur tous les toits que c'est eux l'original (c'est peut être vrai mais je m'en cagne, ça fait pas avancer mon schmilblik ce genre d'argument de maternel), très mauvais pour mes démos ça. en plus la machine est dégueulasse ( question de goûts) c'est comme la ultimaker en lamelle de bois taillées au laser.... Mon pote qui a acheté une prusa c'est devenu un gag récurant dans notre groupe d'amis, comme quand il a acheté le dernier iphone.... ça marche pas mieux que le reste c'est juste plus chère donc c'est mieux= logique de boomers à performance équivalentes, un prusa que j'acehterai 10x le prix d'une ender 3 il faudrait que je l'exploite 25000h pour la rentabiliser avec mon expérience ça fait 3ans 24/24h, il y aura surement de nouvelles technologies la rendant obsolète prusa c'est exclu ou alors faudrait vraiment qu'ils aient la poule aux oeufs d'or j'ai oublié de préciser mais j'ai déjà travailler avec des fdm professionnelles et des frittages de poudre. J'aurais bien pris une raise mais c'est hors budget1 point
-
Tu vas avoir un souci, car une imprimante déjà fermée dans tes dimensions sera clairement au delà des 300 euros. Donc soit il faut réduire les dimensions, soit partir sur une imprimante ouverte que tu fermeras toi même. EDIT : suivant ce que tu cherches à imprimer comme figurines et de la précision souhaitée, c'est une SLA qu'il te faut ...1 point
-
Jamais, il ne faut pas1 point
-
C'est normal, le pla se refroidit et a tendance a se relever dans les coins au fur et à mesure (c'est encore pire avec de l'abs) Cela peut aussi se produire en cas de courant d'air (refroidissement "brutal" de la pièce) Si tu utilises Cura dans la partie "Adhérence" (tout en bas) il y a trois options * Jupe : fait le tour de la pièce mais sans toucher la pièce (première couche uniquement, ça permet de purger la buse ou de vérifier que la couche est bien écrasée , mais pas trop) * Bordure : comme un jupe, mais collé à la pièce : ça permet d'élargir la base de l'objet, uniquement sur la première couche : meilleure accroche * Radeau : un gros machin immonde dont on doit pouvoir se passer1 point
-
@Appyh je pense qu'il serait sage que tu n’achètes pas cette bouse de châssis (sur Aliexpress) avec lequel tu aurais du boulot à sortir quelque chose de potable. @Bosco2509Je comprends que tu proposes la 5plus, un produit que tu connais et pour lequel tu sais parfaitement comment l'améliorer et le fiabiliser, mais franchement je me demande comment tu peux proposer de trucs qui n'existent pas, quelle notion d'objectivité tu peux arguer sur ce produit.1 point
-
Euh, Comment on peut avoir 2000h de moyenne avec des temps compris entre 200h et 800h ?1 point
-
@supernono, L :30 h :12 l:12.5 Côte externe1 point
-
Merci PPAC pour toutes ces pistes et ces liens. Le fil est neuf de chez 3D. Je n'utilise pas Cura mais Creality slicer, peut être l'occasion d'installer et tester Cura1 point
-
Petit rappel: évitez le multipost Depuis le temps qu'un certain nombre d'entre nous dit de placer le répertoire du Marlin au plus près de la racine du disque (ex: C:\Marlin ou D:\Marlin ou encore E:\M2, …) donc pas dans son dossier utilisateur (qui peut contenir des signes diacritiques, ce que bon nombre d'outil de développement apprécie moyennement). Une chose m'étonne tout de même, c'est la localisation du dossier caché platformio (C:\.platformio). Chez moi, il se situe dans mon dossier utilisateur. Comment VSC a-t'il été installé? Pas en mode administrateur, j'espère?1 point
-
Bonjour, merci pour vos réponses je vous tiendrai au courant.1 point
-
Hello ! Je pense à un soucis d'extrusion ou de rétraction. En gros, ta buse laisse échapper un tout petit peu de matière au moment du changement de couche qui fait que lorsque la couche suivante démarre, le petit dépôt accumulé forme un "blob" ( soit ton extruder envoie trop de matière, soit ta rétraction n'est pas activée ou pas assez prononcée pour éviter ce genre de surplus entre chaque couche ). Je te conseille de regarder au niveau de tes valeurs d'extrusion et de rétraction en modifiant légèrement les paramètres 1 à la fois histoire de solutionner le problème. PS : SURTOUT ne modifie pas 2 valeurs à la fois, il sera sinon impossible de trouver la raison du problème si tu remarque bien un changement sur tes futures impressions.1 point
-
d'accord merci beaucoup je vais essayer!1 point
-
enregistrer avec un M500 et non un g500.1 point
-
Salut @Sheppard-2 ! Bienvenue sur le forum ! Tellement de questions... je ne sais pas par où commencer... Tu tombe au bon endroit pour obtenir un maximum d'informations. Ouais... je vois le dilemme... moi cela me fait peur quand je vois : Petit budget + SAV Français Au vu du budget... j'en vois aucun... La fiabilité et un SAV irréprochable sont souvent en correspondance avec le budget malheureusement. Si les SAV étaient irréprochable... je crois que le forum ne serait pas si actif, et nous ne serions pas si nombreux. Ce n'est pas obligatoire d'avoir un direct drive pour imprimer du Filament Flexible. Mais c'est fortement recommandée. Plus simplement : C'est plus facile d'obtenir de "bons" résultats sur du filament flexible avec un Direct Drive. Mais cela fait parti de l'apprentissage de savoir utiliser une imprimante 3D. Ok... Taille "correcte" de 300x300mm éxigé. Cela réduit le choix... Il n'y a pas grand chose à regarder. Pour la plupart le plateau est soit en 12V ou en 24V. Mais avantage à la Artillery Sidewinder X1, où le plateau est en 220V > Chauffe plus rapide. Il est plus facile de faire le nivellement "manuel" d'un petit plateau qu'un grand. Alors forcément, si tu débute sur une grande... tu y passe plus de temps. Pour le Direct Drive, une fois qu'on y a pris goût... on ne peut plus s'en passer... Je ne comprend même pas pourquoi des imprimantes à 15000€ sont encore en bowden... (petit clin d'oeil à Ultimaker) Ok je vois... Tu convoites à plus ou moins court terme des filaments que je qualifie de "technique"... PS : Certains filament "technique" te demanderont de bien maitriser la température ambiante. Donc "prévoir un caisson" pour moins de difficultés. Le caisson n'est pas une obligation... mais c'est d'une grande aide a qui l'ont expérimenté. Le Gueroloco > C'est un incontournable. Heliox > Elle teste des imprimantes de temps en temps... et est honnête ! Imprimantes3D.fr > La chaîne youtube du forum > L'occasion de voir notre séduisant @Motard Geek NeoprodFX > Sympa d'apprendre quelque astuces parfois, et des tests détaillés. Polyworkshop > Idem que NeoprodFX BenTek > Conseils pratique, et explications détaillés. Les frères Poulains > Je ne suis pas fan de cette chaîne (manque d'objectivité), mais ils ont "parfois" de bons conseils (avis personnel qui n'engage que moi). AmazonBasics ? Euh... non je ne recommande pas perso... filament à qualité irrégulière. Tu peut tomber sur une bonne bobine, comme sur une mauvaise. C'est la roulette russe. Avis perso : Je n'achèterais plus jamais d'Amazonbasics en filament. Esun > Bonne marque, mais si il choppe l'humidité, tu peut le jeter... car il devient extrêmement cassant. Grossiste3D > Filament fiable et de qualité constante. RAS > bémol les frais de port ! SUNLU > Très bon dans le PLA, PLA+ et ABS, mais fuire le PETG Geeetech > Filament de qualité, facile à imprimer... mais au couleur qui ne sont pas très fidèle (le Rouge qui tire vers le Orange par exemple). Eryone > Bon filament de bonne qualité > Ils proposent des couleurs magnifiques (le filament cuivre et or sont magnifique). Filament Prusament (marque Prusa) > Tu peut acheter les yeux fermés Polymaker > Dans le top 3 des meilleurs filaments que j'ai testé. Le bémol : Prix élevé. Creality > la qualité est en hausse d'année en année... mais parfois on peut tomber sur une bobine défectueuse (qui a pris l'humidité ou mal enroulé). Ice filament > Marque de très grande qualité et large choix de couleurs... mais devenu difficile à trouver. Bémol : Bobine uniquement en 750gr et prix élevé ! J'ai testé beaucoup de marques au fil des années... j'occulte certaines marques qui sont devenu introuvable... Là les avis vont divergés... sujet qui risque de provoquer un débat... Ma Ender 5 Plus a été la plus fiable que j'ai eût jusqu'à maintenant. J'avoue... je plaide coupable... je l'ai "fiabilisé" en procédant à quelques améliorations et "sécurisations électrique". Et j'ai accès (via mon "boulot") à une Ultimaker S5 (imprimante de 5000€), qui pendant des semaines à subit des "défauts de fonctionnement". Dans cette gamme de prix, j'ai eût de la peine à justifier à ma direction le fait que j'avais recommandée cette imprimante... et au final nous a causés des problèmes. Touchons du bois... depuis que Ultimaker a fait déplacer un de leur technicien et qui a échangé l'imprimante contre une nouvelle "neuve", pas de nouveaux dysfonctionnement à signalés depuis... Là par contre... si tu convoite l'impression en 2 couleur... soit tu joue avec le gcode de l'impression pour y insérer des lignes pour pouvoir changer de couleur. Ce n'est pas si facile qu'on le croît. Totalement hors budget : Le Palette 2, et un accessoire (en plus d'un imprimante) où tu pourras introduire 4 filaments de 4 couleurs différentes pour faire des impressions multi-couleur. Pour imprimer en 2 couleur ou 2 filaments différentes : Le nec plus ultra... c'est les imprimantes de type Idex. Les imprimantes Idex sont des imprimantes à 2 têtes indépendantes. Voir la rubrique Tenlog du forum ou sur Youtube pour voir des exemples. Le soucis : C'est le budget. Si tu veut une imprimante fiable, à 400€ de budget, et en "idex", il n'y en a qu'une seule : la Hands 2. Le hic avec la Hands 2, c'est le format : c'est du 220x220x250mm Dès que tu voudras plus grand (genre 300x300x400, comme la TL-D3 Pro), cela dépassera tes 400€... car on sera plus proche des 500€ et au de là. _______________________________________________________________________________________________________________________________ Moi je t'aurais conseillé : CR10 V3 et Ender 5 Plus. Mais, les promos sont finis, et les prix actuels font qu'elles sont hors budget. Dans celle que tu as cités... la Artillery Sidewinder X1 est de loin le meilleur choix au vu de ce que tu convoite d'imprimer. Rappel : Ces imprimantes low cost "en l'état" en sorti du carton, ne sont pas destinés à un usage professionnel ! J'ai la Hands 2 que depuis quelques dizaines heures seulement... je préfère m'abstenir de donner un avis.1 point
-
@Akyelle Pour ton imprimante Creality, deux moyens de changer le diamètre de la buse (Cura 4.8.0) : ou
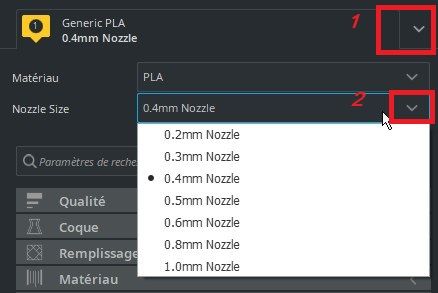
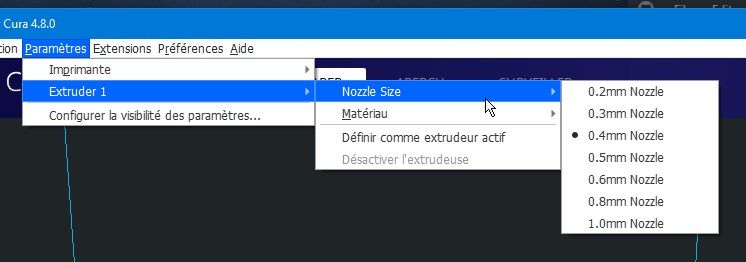 1 point
1 point -
Bonjour à tous ,je vous partage le bon plan du weekend de Pâques, avec en prime la sortie du MiniXtruder www.hotends.fr et je vous montre tout les détails du MiniXtruder >>MiniXtruder Specs Bon Weekend et doucement sur les chocolats !!1 point
-
![20210402_221344[2].jpg](https://www.lesimprimantes3d.fr/forum/uploads/monthly_2021_04/small.2070916708_20210402_2213442.jpg.727d94bcb7d4889d6d1a8d05fd142946.jpg)
From the album: Impressions de vap38
1 point -
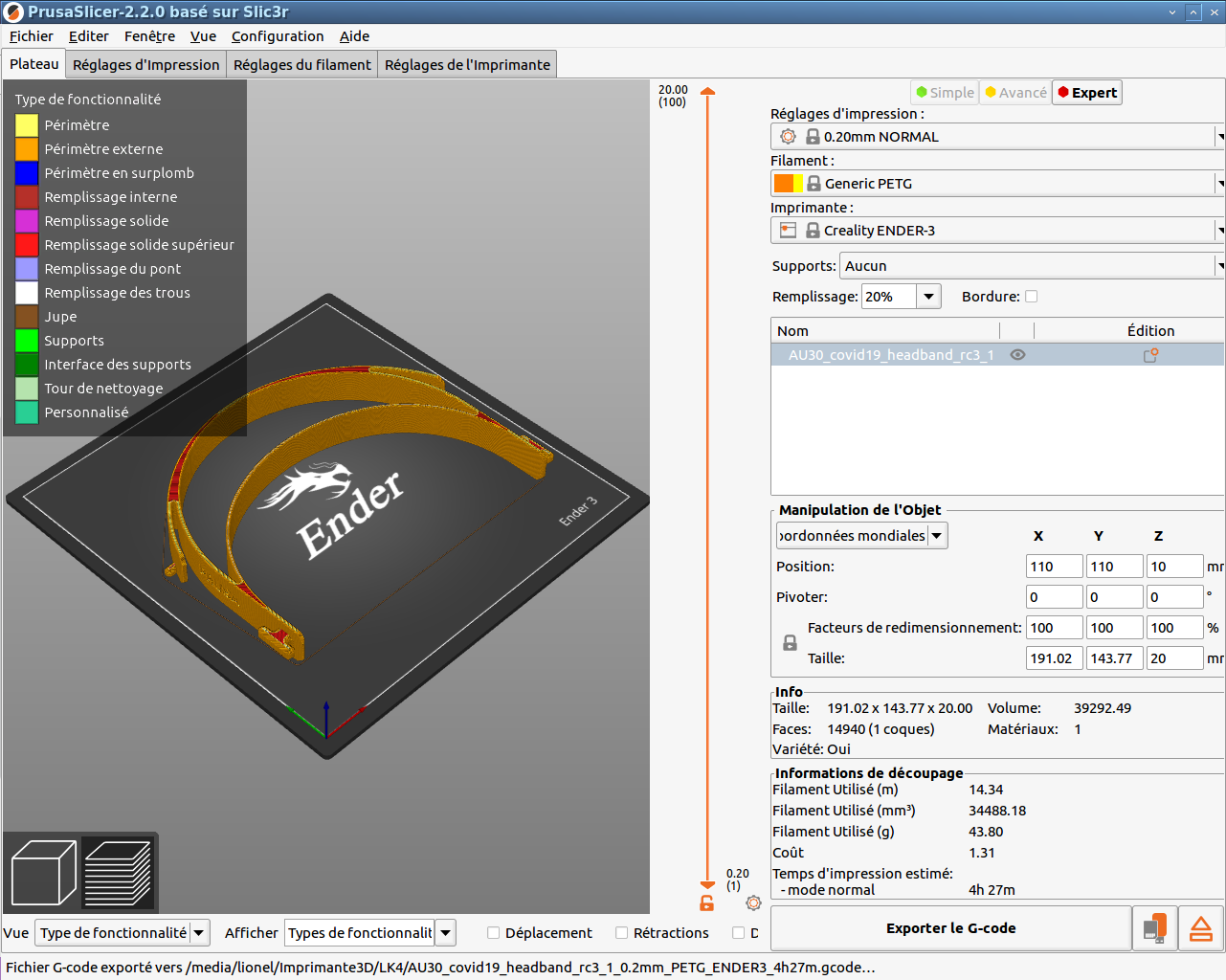
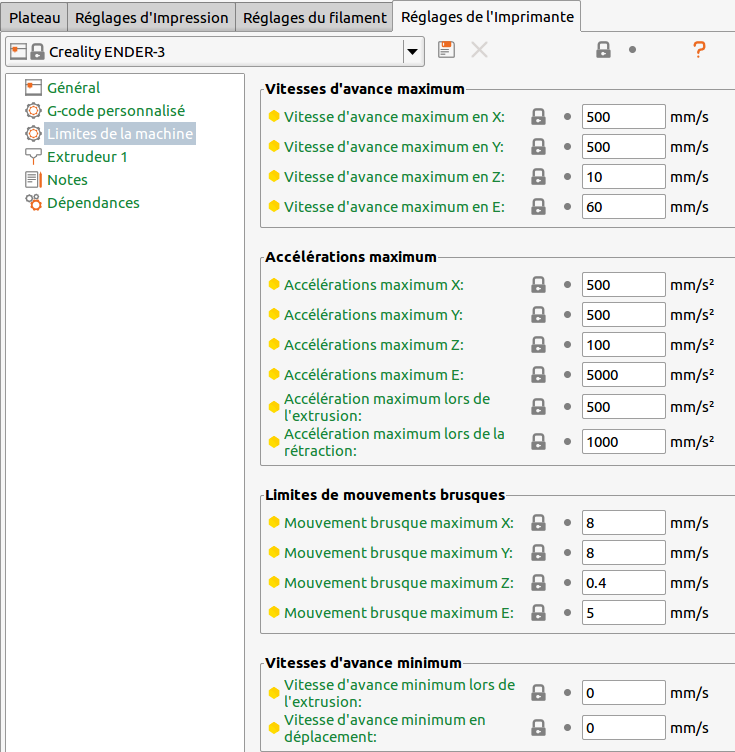
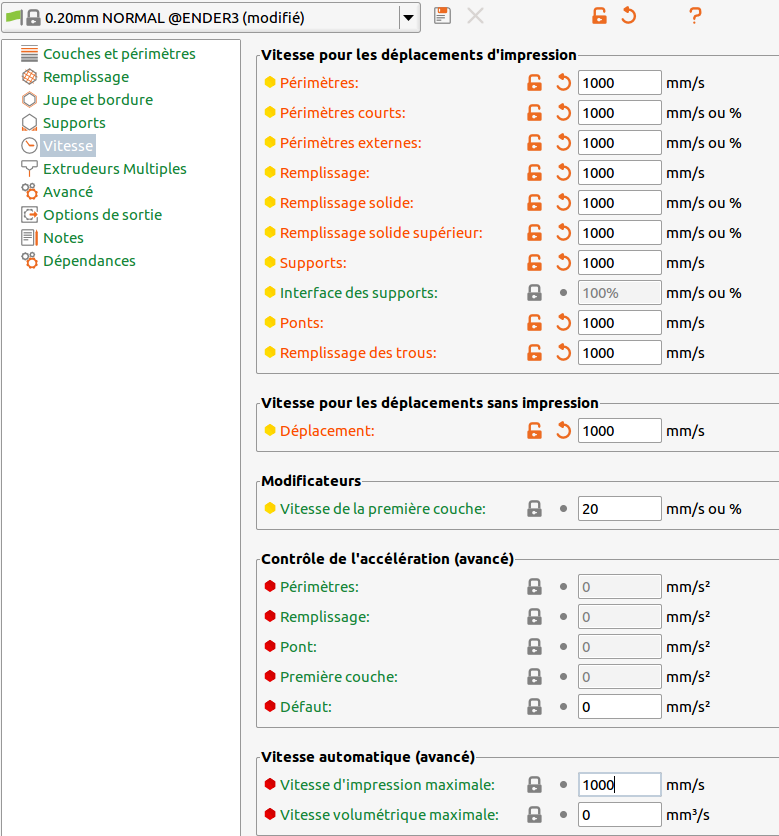
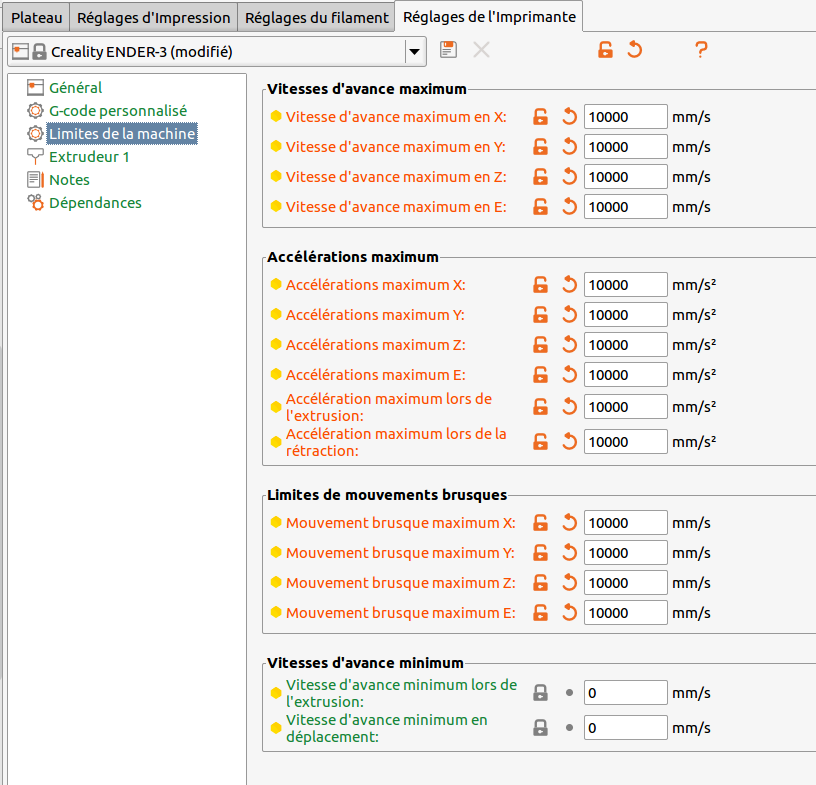
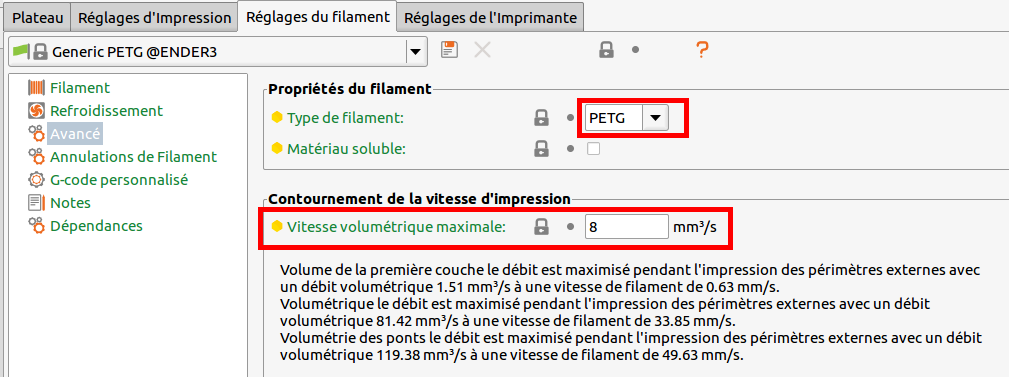
Hello, Dernièrement, grâce à @fran6p , j'ai découvert PrusaSlicer. Au fil de mes lectures, j'ai lu un message fort intéressant de @Kachidoki. Puis en cherchant à comprendre pourquoi mon imprimante se déplaçait "lentement", j'ai ouvert le Gcode généré par PrusaSlicer et j'ai vu ces quelques lignes en début de fichier. M201 X500 Y500 Z100 E5000 ; sets maximum accelerations, mm/sec^2 M203 X500 Y500 Z10 E60 ; sets maximum feedrates, mm/sec M204 P500 R1000 T500 ; sets acceleration (P, T) and retract acceleration (R), mm/sec^2 M205 X8.00 Y8.00 Z0.40 E5.00 ; sets the jerk limits, mm/sec Pour les personnes qui ne connaissent pas, ces lignes de codes modifient les paramètres qui sont définies dans le firmware de la machine et qui indiquent les valeurs maximums de débit, d'accélération, de vitesse et de jerk. Le plus beau n'est pas encore là. Le plus beau, c'est que lors du tranchage, PrusaSlicer prend en compte ces valeurs pour calculer le temps d'impression. Par exemple. En prenant les profils par défaut de la ENDER3, en tranchant le STL de la visière, j'obtiens un temps de 4H27 Maintenant, je vais dans les réglages et je modifie une valeur dans les limites de la machine. Ici, le "mouvement brusque" (jerk en anglais). Comme on peut le voir sur l'image du dessous, il est réglé à 8 pour X et 8 pour Y. Je vais y mettre une valeur fantaisiste de 80 (à ne pas utiliser car potentiellement destructrice pour votre imprimante) Maintenant, je tranche de nouveau la pièce à imprimer et voici le nouveau temps. 3H48 au lieu de 4H27. L'idée derrière tout ça, c'est d'utiliser la capacité de ce trancheur pour trouver des vitesses qui se veulent optimum, ou quasi optimum pour vos impressions. Avant de vous lancer, il faut prendre en compte le fait que le réglage que vous allez faire sera optimum pour la pièce qui est découpée mais ne le sera pas forcement pour une autre pièce. Il n’empêche qu'il sera probablement très bon pour cette autre pièce. Il y a des valeurs qui peuvent être destructrices pour votre imprimante. En premier lieu, le mouvement brusque. Sur certains mouvements, la machine va se mettre à vibrer et certaines pièces peuvent casser / se dévisser / se dérégler / etc... Au début, je vous recommande de ne pas déplacer 30 en X et en Y En second lieu, l'accélération. Lors d'accélérations trop violentes, le moteur peut sauter des pas (car il n'a pas assez de couple, un réglage s'impose peut-être). Ceci va provoquer un décalage entre les couches imprimées. Votre pièce peut également se décrocher du plateau. Il est à noter également que des valeurs trop élevées (et ça concerne tous les réglages) vont impacter le rendu final. Dernièrement, il faut garder à l'esprit que les réglages que vous allez faire sont théoriques et ne concernent que certains paramètres. Votre imprimante ne va pas forcement pouvoir atteindre les valeurs max que vous aurez choisi mais dans l'ensemble, le résultat sera pas mal. Par la suite, il faudra s'occuper de la ventilation, du débit, de la température, etc... mais ce n'est pas le but de ce tuto. Il y en a d'autres --> ici <-- et --> là <-- plu tout ceux des autres sections. Bref, après le blabla, l'action. Le but du jeu est de régler les valeurs à un niveau minimum afin de préserver une bonne qualité, mais pas trop bas, pour ne pas perdre de temps sur l'impression. Pour commencer, il faut mettre des valeurs fantaisistes. Je n'ai pas touché la vitesse de la première couche car ce n'est pas elle qui va faire la différence et une première couche ratée, c'est une impression qui ne se terminera pas. Maintenant, il faut trancher. La nouvelle valeur est de 1h21. Ensuite, il faut s'assurer que la valeur limitante actuelle est la vitesse volumétrique maximale. Attention à bien choisir votre filament. Pour vérifier que cette valeur est bien la valeur limitante, il faut la modifier et trancher de nouveau. Ceci confirme que la valeur limitante est bien ce réglage. Maintenant, il faut remettre la valeur d'origine. Et on sait que quoi quelque soit les réglages, la durée d'impression théorique ne pourra être inférieure à 1 heure et 21 minutes. Maintenant, le travail répétitif mais productif commence. Il faut trouver les bonnes valeurs. Je vous montrer le réglage de quelques unes, puis ce sera à vous de faire la suite jusqu'à ce que toutes vos valeurs soient judicieusement réglées. Ensuite, il faudra faire un test d'impression pour valider. Il faut garder en tête le précédent temps. Dans notre cas : 1h21. Je modifie la vitesse des périmètres. Je découpe à nouveau Le temps n'a pas bougé. La valeur n'est donc pas limitante. Je vais la baisser jusqu'à ce qu'elle influe sur la durée d'impression. Là, la durée a augmenter. Maintenant, il faut y aller à tâtons entre 80 et 100 (de 5 en 5 suffira) pour trouver un bon compromis. 95 ou 100 sont des valeurs intéressantes qu'il faudra confirmer lors d'une impression. Maintenant, les périmètres courts. Je m'aperçois qu'une valeur très faible n'a aucun impact sur la durée d'impression. Plutôt que de garder cette valeur, je vais remettre celle d'origine car cette valeur (10) pourrait être fortement limitante pour l'impression d'un autre objet. Pensez bien à enregistrer de temps en temps, surtout si vous allez voir un autre profil. Après être allé voir le profil d'origine, j'ai modifié la valeur. La valeur étant celle d'origine, le nom passe en vert. Maintenant, c'est à vous de jouer. Je vous conseille de commencer par les vitesses. Puis de régler les limites de la machine. Je vous le répète : pas plus de 30 en jerk en X et Y et pas plus de 900 en X et Y en accélération ! Avec suffisamment d'expérience (et de pièces pétées ? / d'impressions échouées ?), vous pourrez adapter ces valeurs.
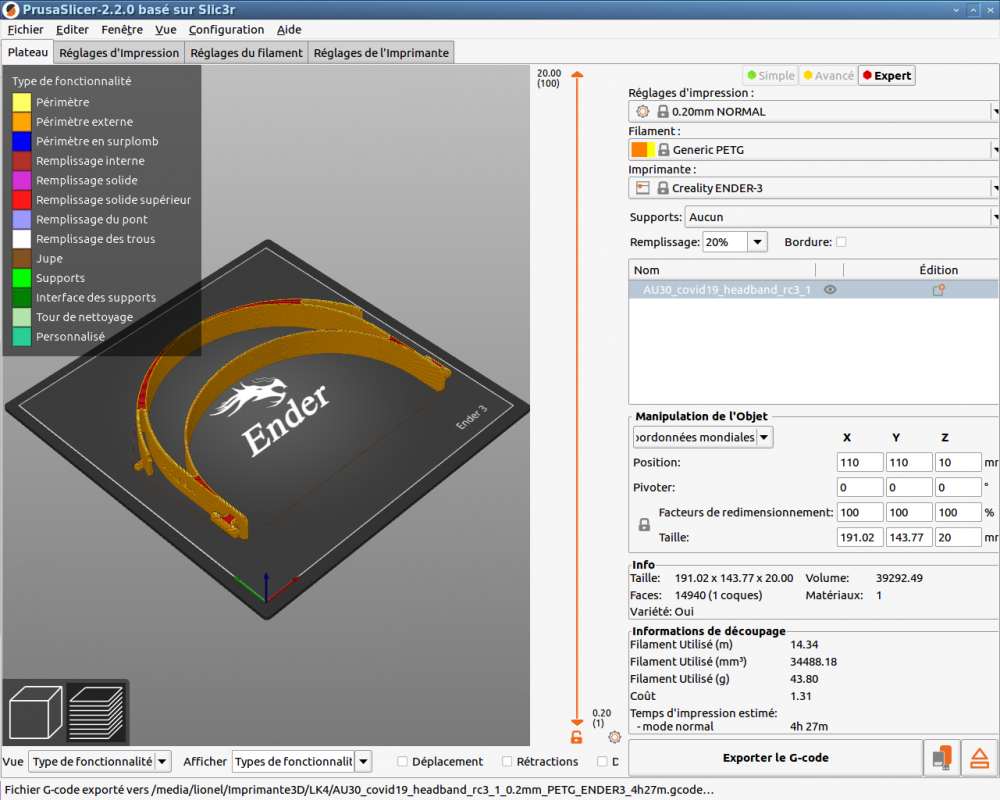
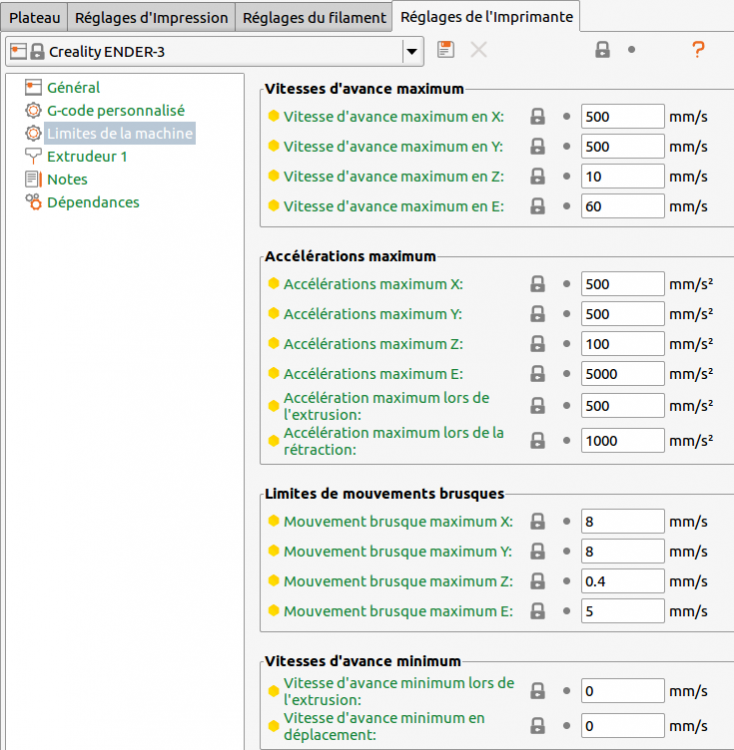
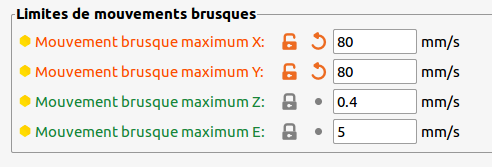
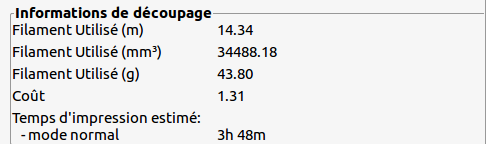
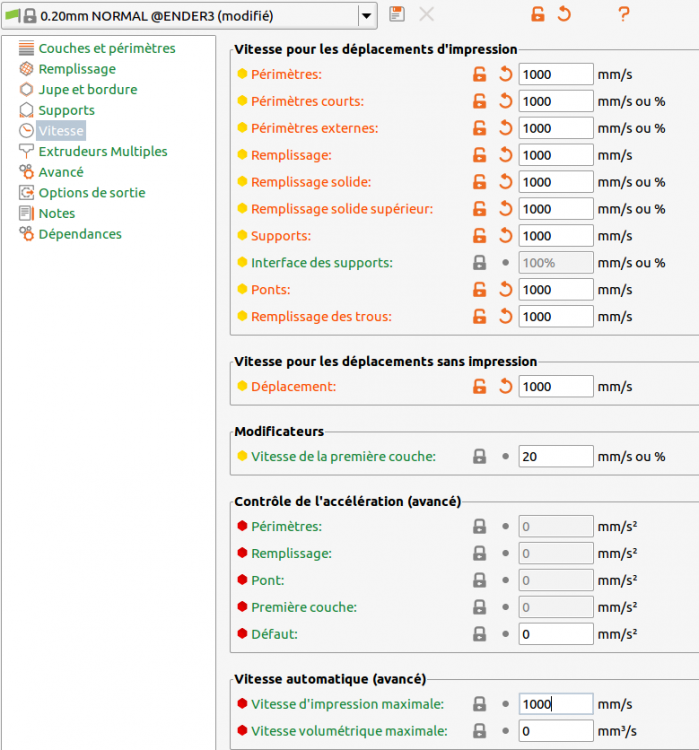
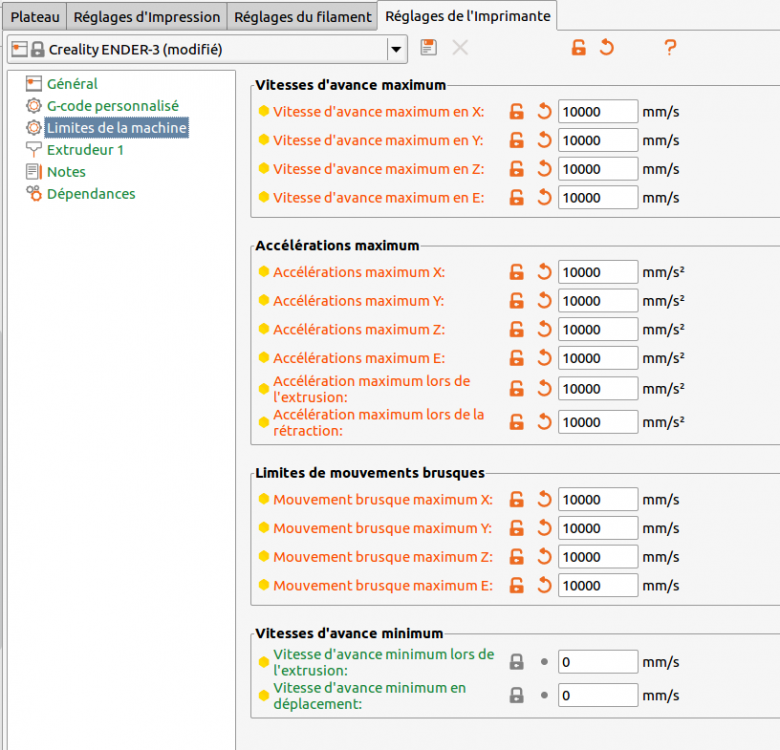
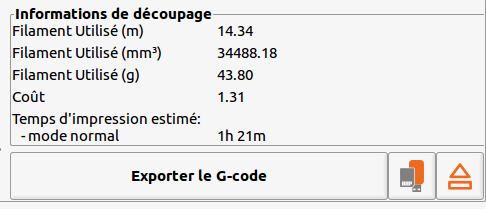
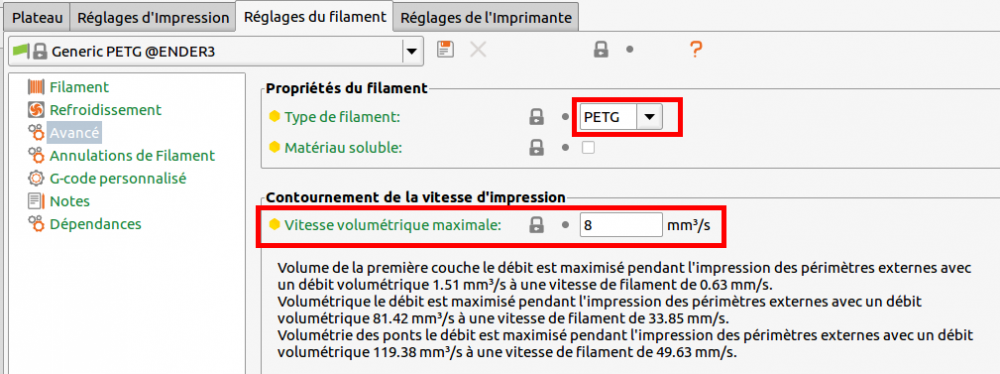

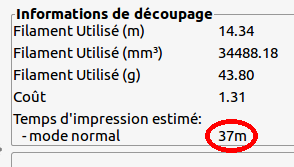









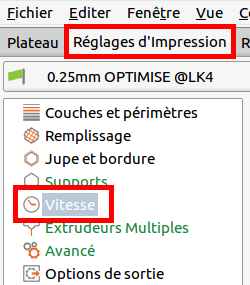
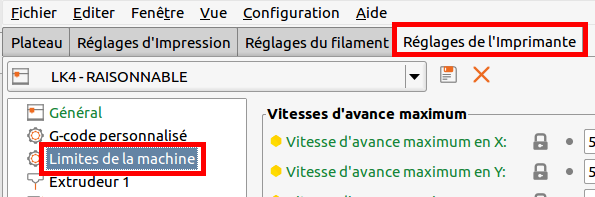 1 point
1 point -
A mon avis tu as raté ton calibrage... recommence de 01 point
-
P’etre ka 210° Elle coinsret plus, essai0 points