Classement




Contenu populaire
Contenu avec la plus haute réputation dans 25/04/2021 dans Messages
-
Silent-bloc de liaison de boite de vitesse 2CV https://www.thingiverse.com/thing:3230221 Évite de poster des objets de ton compte Thingiverse...3 points
-
Normalement les vis de réglages sont des M4x0.7, donc d'après ton relevé: la molette avant gauche: tu la dévisses de 2 tours la molette avant droite: tu la dévisses de 3 tours la molette arrière droite: tu la visses de 2 tours la molette arrière gauche: tu la visses de 3 tours Lorsque c'est fait, tu refais un nivellement et tu nous communiques le résultat.2 points
-
@francis.dhooge, Tu m'étonnes que le nivellement ne se fasse pas correctement, ton plateau est tout de traviole (terme professionnel pour dire qu'il n'est pas parallèle au déplacement de la buse ) !!!! dans les sources, il faut être dans une certaine plage, sinon, le palpage s'arrête. Ce qui est ton cas. Commence par régler mécaniquement le plateau avant de palper le plateau!!! il faut au minimum que tu sois dans les ±0.5mm.2 points
-
Salut, Je ne sais pas pourquoi, mais j'ai l'impression que tu n'as rien fait de tout ça: 1. Faire chauffer la buse et le plateau aux températures d'utilisation 2. Effectuer la mise à l'origine des axes de l'imprimante via G28 puis charger les valeurs de l'eeprom M501 3. M851 Z0 - Initialiser le décalage en Z à 0 (remise à 0 du Zoffset s'il y en avait un) 4. M500 - Stocker ce réglage en EEPROM 5. M501 - Récupérer les paramètres de l'EEPROM pour les rendre actifs 6. M503 - Afficher les paramètres en cours pour vérifier qu'ils ont bien été pris en compte 7. G28 Z - Mettre à l'origine l'axe Z 8. G1 F60 Z0 - Déplacer la buse au 0 Z 9. M211 S0 - Désactiver les contacteurs de fin de course (pour pouvoir descendre sous le 0) 10. Descendre doucement (pas de 0,025mm) l'axe Z jusqu'à frotter sur la feuille de papier (ou la cale utilisée) 11. Noter la valeur affichée de la position du Z sur l'écran du boitier (additionner cette valeur (sans tenir compte du signe négatif) à l'épaisseur de la cale utilisée) 12. M851 Zz.zz (z.zz étant le décalage en Z calculé au point 10 (valeur négative)) 13. M211 S1 - Réactiver les limites des contacteurs de fin de course 14. M500 - Sauvegarder ce réglages en EEPROM 15. M501 - Récupérer les paramètres de l'EEPROM pour les rendre actifs 16. M503 -Vérifier une dernière fois que tout a bien été pris en compte J'ai enlevé la partie décalage X,Y puisque tu l'as déjà fait. A l'étape 10, est-ce que lorsque tu double-cliques sur le bouton, le menu déplacement Z s'affiche avec des incréments 10/1/0.1/0.025mm? si ce n'est pas le cas, tu enverras les déplacements depuis Pronterface, par exemple pour descendre à -1.1mm, tu te mets en mode absolu: G90 tu descends à -1.1: G0 Z-1.12 points
-
Le vrai problème maintenant, comment vas-tu faire pour aller te faire vacciner sans ta carte vitale.2 points
-
Salutation ! Ou avec le g-code de démarrage et/ou de fin ? cf : https://marlinfw.org/docs/gcode/M220.html M220 S100 ;Reset Feedrate ;M221 S100 ;Reset Flowrate2 points
-
Tu n'a pas du voir ce film, totalement loufoque, qui rend les insectes très très sympa ! Joe's Apartment (1996) https://www.imdb.com/title/tt0116707/
 2 points
2 points -
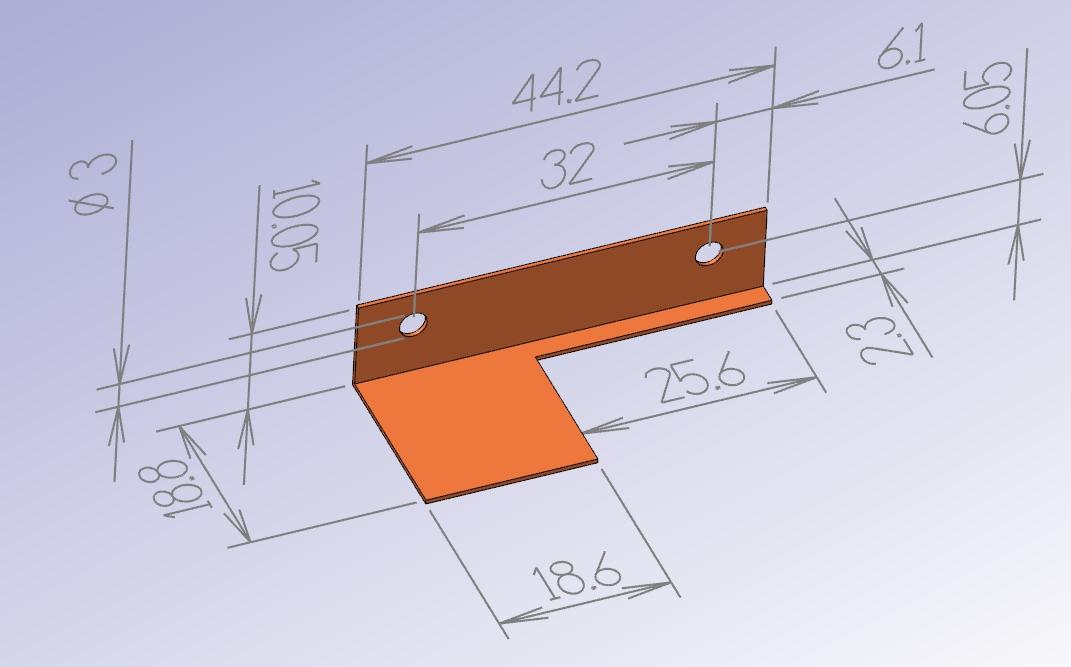
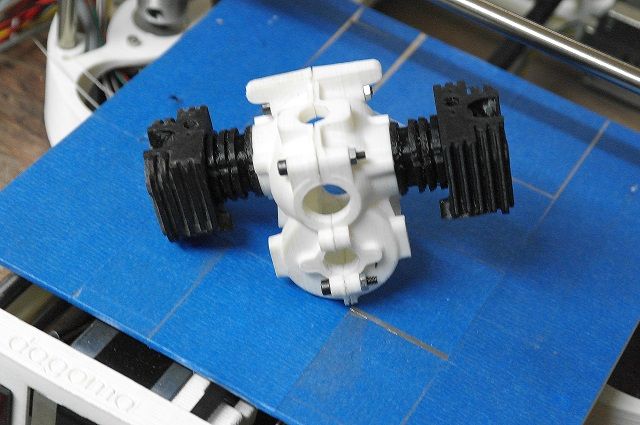
Bon voila j'ai déjà réalisé un minuscule moteur fonctionnel de 2cv à l'échelle 1/6 ème cubant 2.5cc Pour les modèles de fonderies je collais et formait du polystyrène choc Comme pour les carters : Et le collecteur de refroidissement Mais pour un futur moteur de 5cc qui me servira de moteur de modélisme j'ai vite compris que l'impression 3D pourrait vraiment m'aider Les premières pièces : Donc le but va être de mouleur ces pièces en alu : en sable pour les carters moteur et pour les culasses je pense partir sur un procédé de cire perdue avec le filament Molday, les cylindres eux seront usinés dans la masse Après d'autres pièces pourront être réalisées directement en impression 3D comme la turbine de refroidissement que je verrai bien imprimée en Nylon Donc ce moteur prendra une position de porte à faux arrière comme sur les Cox ou les Porches, après je n'ai pas trop envie de me casser la tête à faire un flat four ou six, déjà si j'arrive à bien faire tourner ce flat bi ça serra pas mal, d'autant plus que je n'arriverais pas à caser un moteur plus long et qu'une fois caréné avec la tôle de refroidissement on ne verra pas que c'est un bi à la place d'un four si je parts dans un moteur type Cox. Dernier point suivra aussi la boite accolée pour transmettre la puissance et le freinage aux roues arrières


 1 point
1 point -
Ayaiiiiii... La super Ender 3 refonctionne de nouveau . Changement de la carte mère pour une 4.2.7 et mise en place du BLT. J'avais eu un problème similaire avec l'autre machine et je n'ai eu qu'à suivre le sujet : "Ender 3 écrasement des 10 premières couches". Je remercie encore @remibora et @fran6p pour leur aide et surtout leur grande patience.1 point
-
Ma bécane, réalisée grâce au très bon dossier de Makerfr.com, est maintenant sous tension. je n’ai pas acheté de kit chinois avec toutes les pièces, j’ai imprimé les pièces en modifiants certaines et surtout en ajoutant des entretoises pour le serrage sur les profils alu très minces. J’ai changé la fixation de la broche (défonceuse low-cost) afin qu’elle respire mieux. Donc au final très peu de modifications. J’ai pris des tubes bon marché chez Brico-dépot (découpe et perçage sans machine, traçage et sciage à main et perceuse sans fil, de l’artisanat basique) il faut être honnête, pour réaliser cette bécane il faut réfléchir un peu et être méticuleux pour les assemblages, mais c’est à la portée du premier bricoleur venu (moi par exemple). J’ai mis une semaine pour les impressions, l’usinage et l’assemblage mécanique (avec plusieurs imprimantes fil). L’ensemble est assez rigide et stable, forcément très bruyant avec un défonceuse à 50€ et lorsqu’elle se déplace on le sait et on peut même compter les axes en mouvement. Maintenant il faut que je joue avec pour pouvoir vous en dire plus, mais en ce moment je n’ai vraiment pas beaucoup de temps pour cela.1 point
-
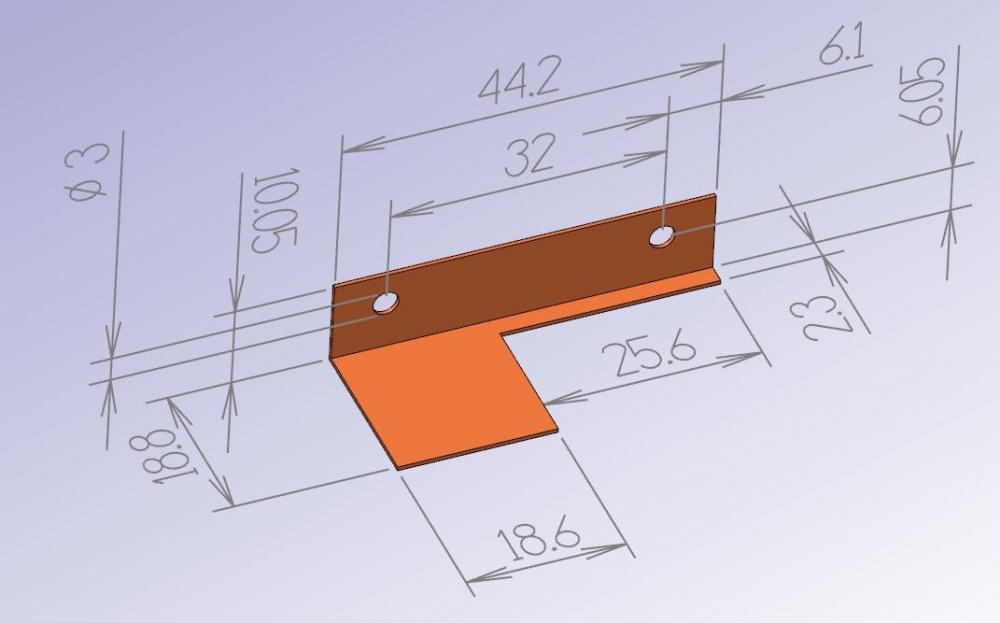
Sur la cr-10s le ventilateur de radiateur de tête souffle sur le corps de chauffe et le refroudit Pour éviter ça il faut la chaussette silicone et installer un déflecteur en tole alu découper dans une canette. Il peut aussi y avoir un mauvais contact sur le cable d'alimentation de la cartouche de chauffage au niveau de la prise extérieure ronde du boîtier de contrôle coté câble vers la tête et côté câble vers le mosfet de contrôle. Il faut aussi vérifier les serrages des borniers sur la carte mosfet la carte mère et l'alimentation (Tout ça machine débranchée bien sur) Pour le déflecteur voici une solution en images et un pdf de découpe à imprimer a 100% et a coller sur la cannette pour le découper deflecteur mis a plat.pdf
 1 point
1 point -
Pour nettoyer la buse le faire à chaud sur l'imprimante pour en enlever un maximum. Attention aux doigts c'est très chaud et un gant en cuir ce n'est pas un luxe mais pas de gants en plastique évidemment.... Ensuite il y a ce tuto Un petit merci dans le tuto via les icônes ça fait plaisir c'est comme un like sur le forum Pour nettoyer le plateau c'est eau chaude et liquide vaisselle bien rincer et sécher puis nettoyage à l'alcool isopropilique ou au vinaigre banc puis réglage plateau buse et plateau à température d'impression avec un ticket de cb à la place de la feuille car c'est moins épais puis re nettoyer au vinaigre blanc. Personnellement je ne suis pas fan de l'alcool à cause des risques d'inflammation à chaud. Édit : perso avant l'impression je met du wd40 au pinceau sur la buse pour éviter que le pla colle dessus1 point
-
Ajout de 0.05mm au z-probe, et surtout passage à 190/50 degrés (contre 200/60) précédemment, la qualité s'est pas mal améliorée. En particulier concernant l'absence de filaments, les premières couches plus 'propres' et l'effet granuleux au niveau du dessus de la porte. Pas encore parfait, mais déjà suffisant pour mes besoins, essentiellement des pièces à finalité 'technique' plus qu'esthétique. Genre: Bref, on avance plutôt bien dans le bon sens. Je vais voir pour intégrer vos conseils avisés en plus.1 point
-
A priori le souci vient de ton axe Z, c'est pour cela que tu as des décalage sur X et Y. Je ne connais pas ta machine pour pouvoir te donner des conseils précis.1 point
-
J'ai moi-même une Ender 3. Ton plateau devrait ressembler à ceci : Comme tu peut le voir, sous le plateau, il y a 4 molettes que tu peux utiliser pour mettre ton plateau parallèle à l'axe des X. Tu n'as pas besoin de toucher à ton firmware pour le moment. Si tu tourne la molette dans les sens anti-horaire (en regardant la molette par le dessus) tu baisses le coin du plateau. Si tu tournes dans le sens horaire, tu remontes le coin du plateau... Tu n'a pas besoin de faire des tours complets. vas-y par petits coups de 1/4 de tours pour débuter !!!
 1 point
1 point -
Il y a donc soit bien un soucis avec l'alim soit avec la CM.1 point
-
Ce que Remibora et PPAC veulent dire, c'est qu'avant même d'utiliser ton BLTouch pour mettre ton plateau de niveau, tu dois toi-même le niveler un peu pour le mettre parrallèle à l'axe X le plus possible. Pour faire ca, tu utilise quelque chose de très dur, une cale en métal est l'idéal, mais un bouchon, une pièce en argent, peu importe. Tu s'assure que tes vis a molette sont à peu près ajusté au centre de leur ajustements. Tu place la buse au-dessus de la molette avant gauche, et du descend la buse (en utilisant le Move Axis Z) jusqu'à ce que ta cale touche la buse. Tu déplace la buse au dessus de la molette avant droite, sans jamais toucher à la position Z. tu ajustes encore la molette pour que la buse effleure ta cale. Tu refais la même chose en déplacant vers la molette arrière droite, et ensuite la molette arrière gauche. Si tu fais celà, tu devrais éliminer pas mal les écarts de 3 ou 4 mm entre les palpations de ton BLTouch.1 point
-
J'ai commandé un autre BMG chez trianglelab, celui que j'avais c'était un de amazon (car bon l'original il pique quand même), j'ai un pote qui a celui de trianglelab et ces print sont impec, donc peut être celui que j'ai n'est pas terrible, on verra bien si cela changera quelque chose ou pas, si jamais ça va pas, je verrais pour changer la carte, mais ça m'étonnerais quand même que cela vienne de la ...1 point
-
Ta valeur de -1.85 semble cohérente. Donc, tu envoies: M501 M851 Z-1.85 M500 G28 G0 Z0.1 Normalement, la buse devrait être à peu près à 0.1mm au dessus du plateau. Est-ce que tu confirmes? Pour l'instant, ça n'a pas vraiment besoin d'être précis, tu fignoleras quand tu imprimeras une pièce (c'est pas très conventionnel, mais on va faire avec).1 point
-
Le matériau le plus transparent est le 3Diakon. En outre, il résiste aux UV et est solide. Cela me semble être le filament le plus adapté pour @Estelle_Eric Le polycarbonate est également un bon concurrent mais moins transparent et plus difficile à imprimer.1 point
-
Meubles je devrais dire dessertes plutôt. C'est deux bécanes ont quelques défauts physiques dont il faut tenir compte si l'on souhaite les utiliser sans s'énerver à chaque fois. Sur la Flashforge il faut charger les bobines de chaque coté par une grande trappe qu'il faut enlever et comme certaines bobines ne passent dans le logement prévu, il va falloir en adapter une de chaque coté en extérieur, donc au minimum 300mm de plus en largeur. Sur la Creatbot c'est le sommet de l'anti-pratique pour un petit atelier, le chargement des bobines se fait par l'arrière avec de petits portillons et il faut enfiler le fil dans le guide PTFE, donc en aveugle c'est totalement impossible. Il faut également qu'elles soient à la bonne hauteur, car je veux voir ce qui se passe à l’intérieur lorsque je suis assis et ne pas me casser le dos pour sortir le plateau quand je suis debout, de plus il ne faut pas qu'elles soient trop hautes sinon la trappe du dessus n'est plus utilisable sans escabeau. Comme j'ai l'habitude de stocker un peu de bobines au dessous des bécanes dans des caisses de huit places (voir photo) j'en voulais sur deux niveaux. Le tout sur roulettes stables avec blocages. Donc pour répondre à mes critères le plus simple c'était de les faire et comme j'ai du stock de plaques de plancher, celles que j'ai utilisé pour recouvrir les murs et me faire des bureaux, j'ai continué avec ce bois. Il me reste à faire les tiroirs sous les plateaux pour ranger l'outillage et les pièces détachées. Concernant le chauffage la Flashforge chauffe grâce au plateau et aux buses (c'est léger comme solution) mais la Creatbot a sont propre chauffage interne régulé. Est-ce que cela répond à ta question ? Il faut vraiment que je me sorte les doigts du f...n surtout que j'ai déjà acheter toutes les bobines spéciales qui vont bien et qui attendent sagement au dessous.
 1 point
1 point -
Est-ce que tu peux installer pronterface et faire une impression écran avec le message? Il faut bien penser à sélectionner le bon port COM (voir dans le gestionnaire de périphériques, section "Ports (COM et LPT)") et la vitesse de 115200. La liaison USB est gérée par le module FT232R, donc même si le microcontrôleur est vide, la com doit se faire. Si ce n'est pas le cas, le module pourrait être HS. EDIT: les modérateurs apprécient moyennement les multi-posts (commentaires consécutifs de la même personne). Tu peux modifier ton commentaire pendant 12h en cliquant sur l'icone "..." en haut à droite puis sur Editer.1 point
-
Juste un petit mot au passage Tu dis que tu as réglé tes exentriques un peut lache. Sache que le réglage des exentriques permet d'éliminer les jeux dans le guidage des axes. Donc si par exemple les galets du Y sont trop laches le plateau peut avoir du jeux et s'incliner ce qui provoque un défaut sur la pièce identique à un défaut du z. Pour regler les exentriques et sentir si c'est OK ou non il faut absolument le faire sans les courroies X y et sans la tige z1 point
-
Bonjour et bienvenu sur le forum Voici mon Gcode actuel, surement pas encore optimisé à 100%, mais il me convient, j'ai rayai la calibration que tu fera toi même plus tard : START GCODE: M104 S140 ; préchauffer l'extrudeuse à 140°C pour éviter le suintement M140 S{material_bed_temperature_layer_0} ; Régler la température du lit chauffant, poursuivre sans attendre M190 S{material_bed_temperature_layer_0} ; Attendre la température du lit chauffant M109 S{material_print_temperature_layer_0} ; Attendre la température de l'extrudeuse M92 X80.24 Y80.24 Z401.94 ; calibration XYZ M92 T0 E395 ; calibration extrudeur M301 P21.97 I1.57 D77.04 ; calibration PIB G92 E0 ; Reset Extruder G28 ; Home all axes G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to END GCODE: M104 T0 S0 M104 T1 S0 M140 S0 G92 E1 G1 E-1 F300 G28 X0 Y0 G1 Y200 F1500.0 M84 Important : Pense à effacer le contenu de EXTRUDER START G-CODE et EXTRUDER END G-CODE dans l'onglet Extruder1, doit ya avoir un bug, parfois il reviens tout seul alors que je l'ai effacé1 point
-
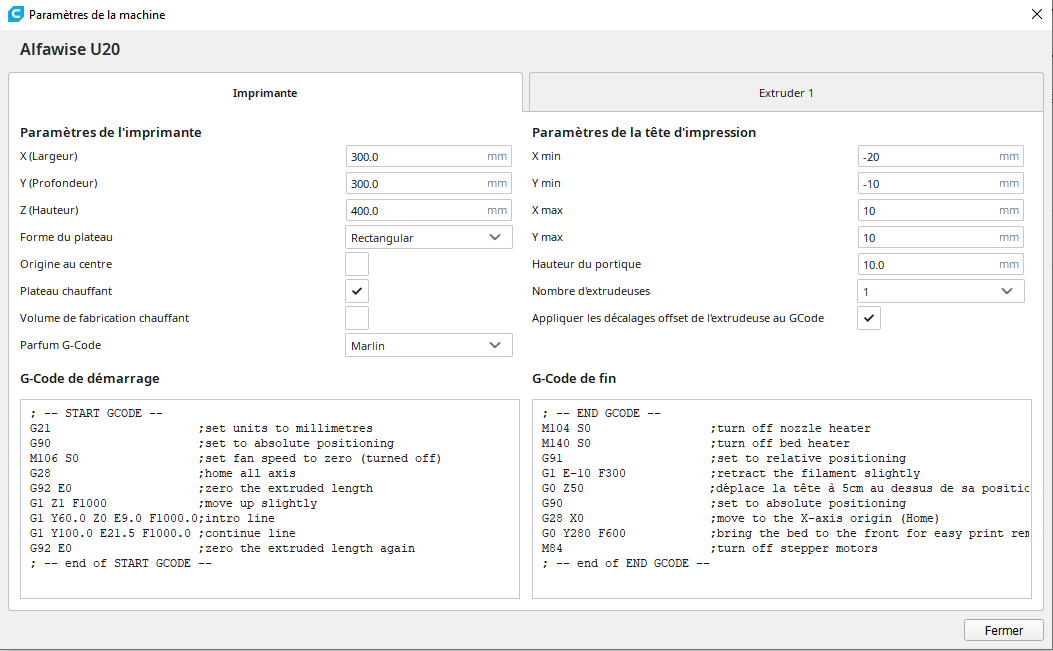
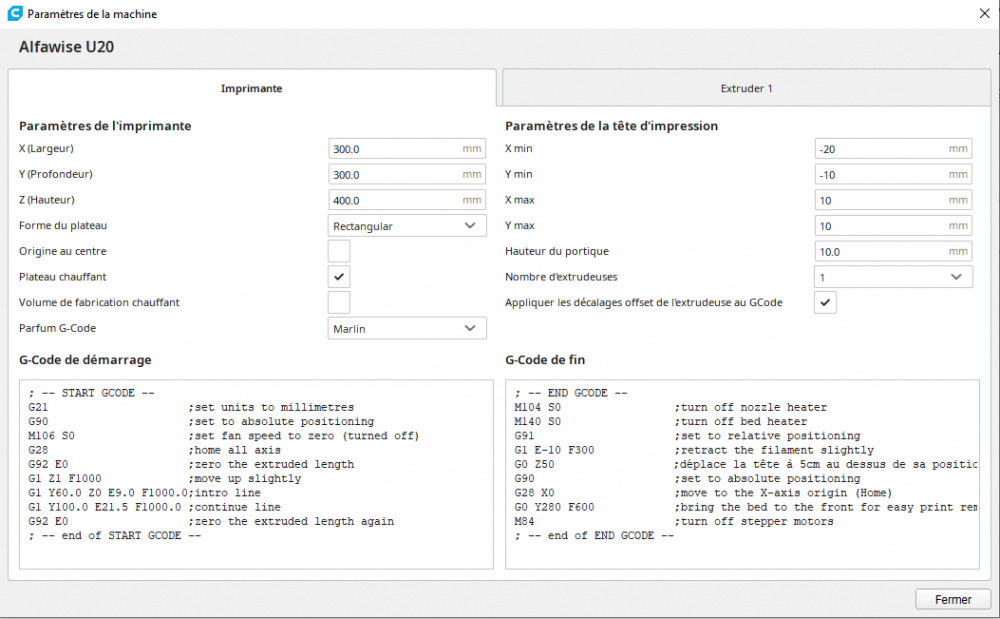
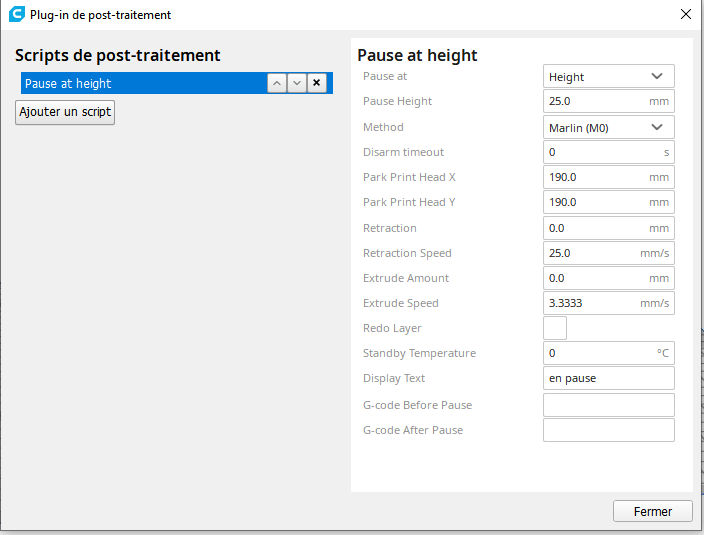
Bonjour à tous, Comme prévu, voici plus de précisions sur ma configuration ainsi que les résultats de mes tests. La configuration La version du firmware est la 2.16a. Je l'ai téléchargé sur cette adresse : https://www.dropbox.com/sh/y6vyenl23ki70lk/AAD5CKJrbmI1drgqfMy4kMNra?dl=0 La version de Cura est la 4.9.0 La configuration de mon imprimante est celle par défaut proposée par Cura j'ai seulement ajouté la ligne G0 Z50 dans le G-Code de fin pour déplacer la tête d'impression afin de rendre plus facile la récupération de l'impression. Les tests Pause via le bouton sans arrêter la machine : avec le fichier test DNA.gcode fournit avec l'imprimante : la reprise fonctionne correctement avec deux fichiers tests que j'ai créé : la reprise fonctionne correctement Pause via le bouton avec arrêt de la machine quelques secondes : avec le fichier test DNA.gcode fournit avec l'imprimante : la reprise fonctionne correctement avec deux fichiers tests que j'ai créé : la reprise fonctionne correctement Pause via le bouton avec arrêt de la machine de plusieurs minutes : avec le fichier test DNA.gcode fournit avec l'imprimante : test à refaire car reprise en échec. pièce décollée avec deux fichiers tests que j'ai créé : décalage d'un à deux millimètres Pause via le code postTraitement : l'impression n'est pas restée en pause. J'ai certainement mal configuré la pause. Merci d'avance pour vos remarques et conseils. Très bon weekend. Frédéric
 1 point
1 point -
Normal, ils sont cool avec les vieux1 point
-
@DGR70 : oui ç'est réinitialisé à l’arrêt de l'imprimante. @PPAC: merci, dans le Gcode de démarrage, ça fonctionne trés bien. (J'ai pas essayé dans le Gcode de fin)1 point
-
M206 permet d'afficher les décalages d'axes et également d'en ajouter si nécessaire. Dans Cura, paramètres de l'imprimante, onglet extrudeur, on peut ajouter un offset si nécessaire :
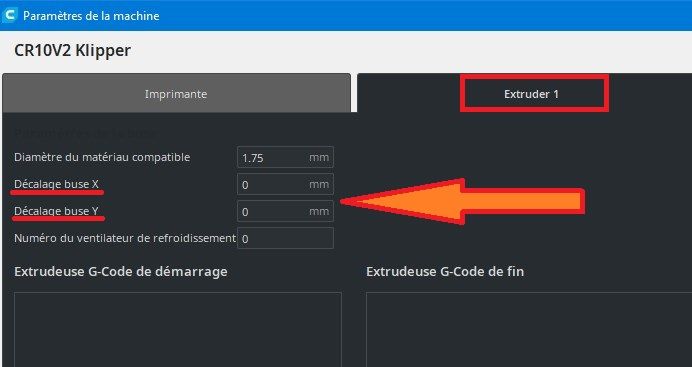 1 point
1 point -
Hello tout le monde et merci pour toutes vos suggestions! Par manque de temps ce matin je vous fait une réponse rapide je reviendrai vers vous plus en détails ce soir. Pour faire rapide: @Savate non je ne peux pas bouger les axes..... @MrMagounet non même sans les nappes l'écran indique toujours 0.. @PPAC j'essaye de regarder ces mesures aujourd'hui. Je reviens vers vous avec plus de détails! Merci encore!1 point
-
Oui le plus étrange est cela que tu es aussi un soucis de valeur sur le bed, mais pire que tu es aucun mouvement moteur. Question Bête quand tu débranche la nappe de la tête d'impression et que tu allume l'imprimante, vois tu a l'écran une température de buse de -15°c, car en l'absence total de sonde buse ou bed (ou defaut cablage nappe), Marlin doit remonter une tension de -15°c (et dans ce cas avec moins de 5°c l'imprimante est en sécurité sur la chauffe). Mais les axes Y et Z devrait bouger.1 point
-
ça ressemble comme le dit @MrMagounet à un problème d'alimentation Est-ce que tu peux bouger les axes ? 1) Débranche l'usb 2) Débrancher l'imprimante Ce n'est pas un problème de nappe ou de connexion sur la tête puisque la température du plateau est aussi à 0 3) rebrancher l'imprimante (pas l'usb) 4) Allumer : Est-ce que l'inter s'éclaire ? Si non : il faut changer le fusible qui est entre l'inter et la prise (il y a une petite trappe qui se déclipse avec un petit tournevis) Si oui : il faut ouvrir la bête : * Vérifier que tous les cables sont bien enfoncés (normalement il y a plein de colle de partout, mais parfois la main du petit enfant chinois qui a monté l'imprimante tremble et la colle est à côté des connecteurs ) * Vérifier qu'il y a bien du 24v en sortie d'alimentation1 point
-
Salut, Je te conseille de mettre à jour le firmware de ton écran et de ta carte mère pendant que tu y es. Ils sont dispo ici (clique sur le lien CR-10S ProV2_V1.70.0 BL Touch.rar ) . En général, on commence par l'écran (dossier DWIN_SET seul sur la carte µSD). Pour ça, il faudra soulever le capot, le lecteur de carte µSD est sous l'écran. Pour le flash de la carte, tu peux le faire avec Cura (préférences->Configurer Cura->Imprimantes->Mettre à jour le firmware) Est-ce que tu as installé un logiciel de communication style Pronterface? si non, voir le début de ce message. Ton imprimante est neuve ou d'occasion?1 point
-
Tu n'as pas essayé de mettre du gel de silice à la place du sable, comme ça tu peux aussi mettre les bobines de filament : coup double Bon tu vas peut être imprimer une ou deux blattes, mais bien grillées, le sac sur pattes appréciera encore plus.1 point
-
J'ai rien changé, on est toujours embêté avec le classement des messages dans cette section1 point
-
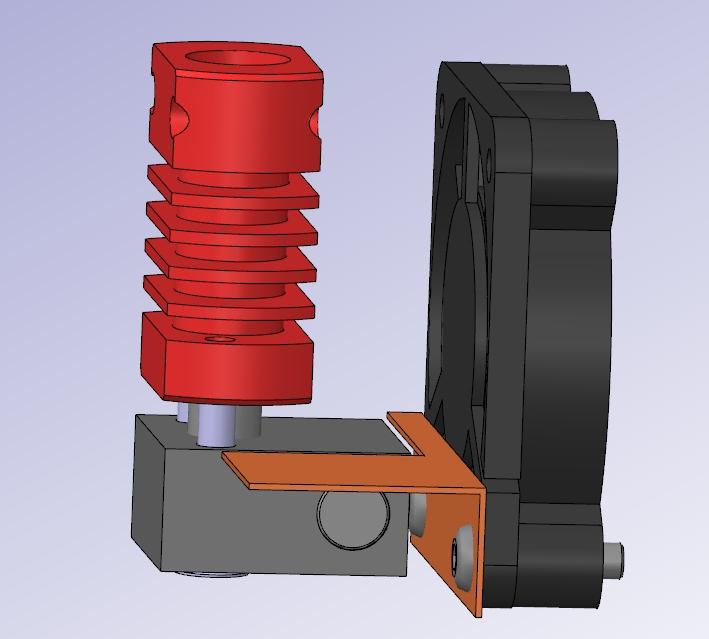
@PPAC les liens ont foiré Sinon quel firmware as-tu injecté ? As-tu vérifier le coupleur ? Noix en laiton pas trop serrée au niveau de la tige filetée As-tu réglé le z-offset ? Comment as-tu procédé aux réglages buse/bed puis a celui du bltouch ? (ta jupe me parait trop écrasée)1 point
-
Bonjour En faite j'ai trouvé mon erreur, au lieu de mettre smart devise j'ai mis la 3eme proposition. Je l'ai changé par smart devise et ça fonctionne parfaitement. Merci1 point
-
Bonsoir, Tu as tout à fait raison @fran6p dans ta remarque, ce n'est pas conseillé de le faire. Mais n'ayant pas vu d'Ender 6 dans les configurations pour la version 2.0.7.2, j'avais mis le lien des configurations de la bugfix afin qu'il s'en serve d'exemple-aide. J'aurais dû le préciser, mea culpa.1 point
-
@PPAC invocation réussi, j'ai éclater de rire en lisant ta première phrase. @Fantomette Alors j'ai pas grand chose a dire de plus que PPAC sur ce coup . Cette phrase résume "tu semble être comme dans la situation ou l'alimentation secteur n'est pas branché (pas de mouvement possible , ni de chauffe, ni de ventilateur ...)" est la première chose qui m'est venu a l'esprit en regardant les images et ce que tu indique. Quand on est connecté en USB bouton de l'imprimante sur arrêt, la carte mère et l'écran tft sont en route mais avec 500ma impossible de faire fonctionné les moteurs ou lancer sur chauffe de la buse ou du bed. Le fait de déconnecté la nappe n'a pas d'incidence sur le Bed ou les axes Y et Z qui ne transite pas par les nappes. Donc la ont a un mister sur ton soucis. Revérifier toutes les branchements de la tête sa mange pas de pain comme dit PPAC, après soit tu as un soucis d'alimentation soit une sécurité ou un soucis sur la CM. mais pourquoi d'un coup en changent de buse.1 point
-
Salutation ! Je n'ai pas d'imprimante Artillery alors je vais invoquer un spécialiste : @MrMagounet ! Merci ! Car bien souvent, je donne, des fausses pistes et lui, il saura mieux te guider ... mais il est très occupé a modifier des firmware sur les demande d'autre usagés du forum ... Moi, là, comme il n'y a pas les température mesurés d'affiché, je vérifierais les bon branchements des câbles/nappes et le/les branchements des éléments de la tête, surtout du ventilateur (si la polarité n'est pas incorrecte) Edit : De plus là sur la photo il ne semble pas bien enfiché ... Après comme la carte semble répondre sous pronterface (un nom de firmware et les infos habituel), elle ne semble pas hors service, tu semble être comme dans la situation ou l'alimentation secteur n'est pas branché (pas de mouvement possible , ni de chauffe, ni de ventilateur ...) donc tu a peut être un court circuit qui met la carte en sécurité ... il faut bien (re)vérifier chaque connecteurs où tu es intervenus lors du changement de tête ( branché comme il faut , là ou il faut ...) et vérifier que tu n'a pas légèrement déconnecté les autres ... voir commencer par mesurer avec un multimètre les tension de sortie de l'alimentation ! Attend le feux vert de MrMagounet, et n'hésite pas a rajouter des photos des branchements ! Bon courage, j’espère que tu va trouver la solution ! et bonne continuation !1 point
-
pas mieux... faut juste se documenter sur VSCODE, mais bon, rien de bien compliqué https://induste.com/threads/modifier-marlin-avec-visual-studio-code.635817/1 point
-
Merci beaucoup, je vais ressayer Pronterface. J'ai installé le drivers Windows mais pas réussi à me connecter. Je vais regarder le tuto Aucun problème pour me connecter cette fois-ci. Il fallait simplement installer le driver windows et redémarrer1 point
-
La tête est-elle bien fixée?1 point
-
Si ta machine trimballe la première couche au bout d'un moment, tu peux aussi refaire le niveau du bed et bien le nettoyer à l'alcool avant la prochaine impression.1 point
-
ce caoutchouc s'appel une chaussette , et sert a isoler le bloc de chauffe pour éviter les variations de température.Ce n'est pas normal d'avoir de la matière a l'interieur, ta tête d'impression ne doit pas être étanche . en faisant cette procédure tout devrait rentrer dans l’ordre1 point
-
Bon, ca y'est , j'ai reçu ma pro ce matin. Montage et essai dans la semaine.1 point
-
Bonjour, J'ai essayé un filament de Polymaker, le PolySmooth transparent. https://polymaker.com/how-to-print-transparent-models/ C'est un thermoplastique PVB qui entre dans la fabrication des pare brises ( comme la pate feuilletée , mais assez insipide ). Pour qu'il devienne parfaitement transparent, une paroi ,( mais buse 0.8 ) et ensuite il faut passer 5 à 6 couche d'alcool isopropylique à l'aérographe, le rendu est plutôt sympa. MAIS, comme toujours avec nos plastocs, il n'est pas parfait : il adore se gorger d'humidité, et comme le PLA il commence à se ramollir *70°. Si tu cherches quelque chose d'esthétique, il se porte candidat, par contre si tu veux rouler feux allumés...oublie. C'est typiquement le genre de produit que tu achètes en sample pack, pour 20euro, tu as 7 x 50gr ( 7 filaments différents ), mais c'est random, j'ai eu de la chance !1 point
-
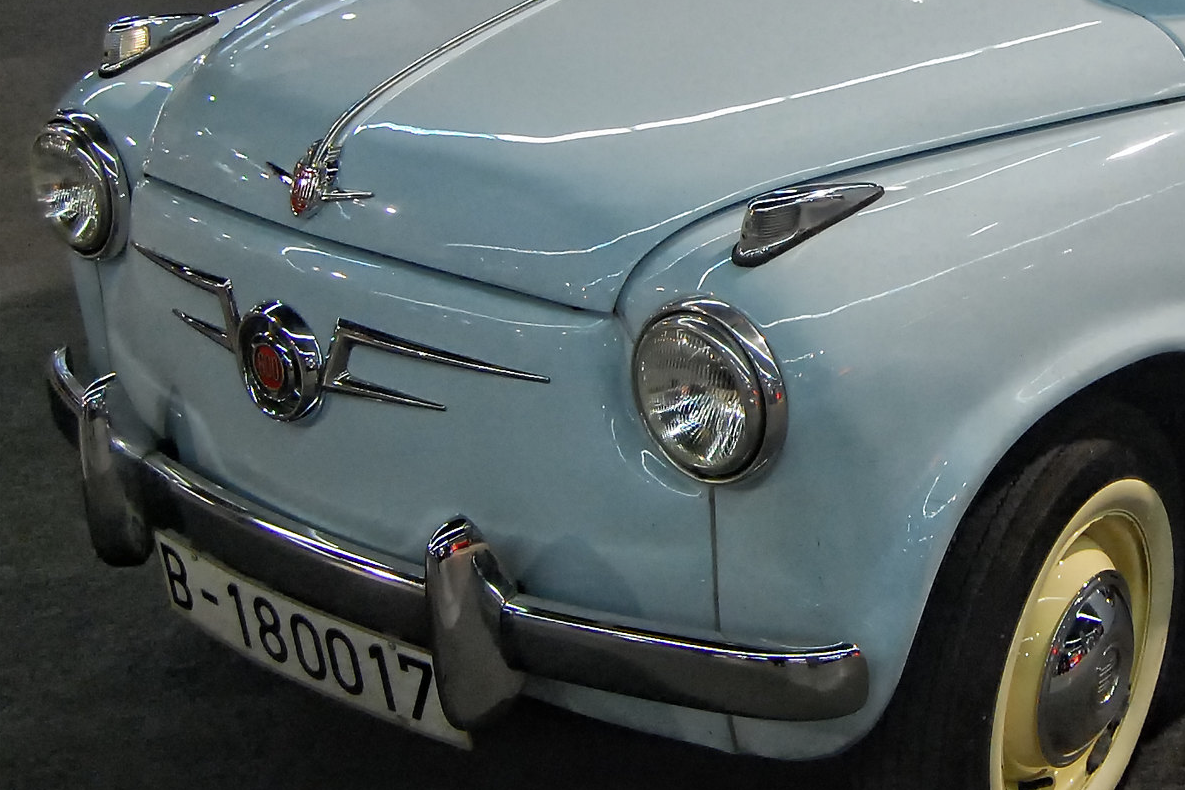
Salut @Estelle_Eric , En effet, trouver uniquement les plastiques des feux avant de position et direction (Fanali anteriori), ça ne va pas être facile ... La SEAT 600 étant une copie de la FIAT 600, tu trouveras peut-être encore de dispo ses feux plus ou moins complets et d'origine sur le site (Kijiji) : https://www.kijiji.it/ricambi-e-accessori/fanalino+fiat+600/ https://www.kijiji.it/parafango+fiat+600/ Les joints neufs : https://www.fdricambi.com/it/fiat-600/illuminazione/luce-lampeggiante/vl1379-gomma-per-luce-lampeggiante-sul-parafango-set-2x-fiat-600-1serie http://www.capassoricambi.it/it/fiat-600/22105-guarnizioni-fanalini-anteriori-superiori-parafango-fiat-600.html http://www.silvercarauto.it/prodotti/guarnizione-sotto-fanalini-anteriori-dx-e-sx-fiat-600-1-serie-144747.aspx

 1 point
1 point -
Astuce pour nettoyer l'extérieur des buses A- Nettoyage extérieur côté sortie de la buse : un écrou M6 dans la visseuse. visser la buse dans la visseuse faire tourner et frotter à la brosse métallique puis finir avec du papier abrasif super finition en utilisant du dentifrice et du papier essuie tout en faisant tourner B- Nettoyage côté filetage de la buse : mettre la buse dans la visseuse en la serrant sur sont six pans filetage à l'extérieur du mandarin. faire tourner en brossant délicatement à la brosse métallique. finir sans faire tourner en vissant un écrou M6 ou en utilisant une filière Edit: le décapeur thermique est d'une aide précieuse pour ramollir le PLA et enlever le plus gros en essuyant avec un essuie tout et des gants qui résistent à la chaleur (Jai piqué les gants du four de ma femme mais chutt c'est un secret ....)1 point
-
Quand je vois certains (beaucoup) de postes cela me rappel une histoire vrai de hotline et j'ai souvent envie de répondre la même chose que l'opérateur... (bon ça date mais je suis plus toute jeune....) Histoire vraie enregistrée dans un service Hot-line d'assistance informatique. L'opérateur a été licencié pour faute grave, mais il a assigné sa société en justice pour licenciement abusif. À vous de juger : "Ridge Hall computer assistant; que puis-je pour vous ? - Eh bien j'ai un problème avec WordPerfect. - Quelle sorte de problème ? - Eh bien j'étais en train de taper et soudain tout est parti. - Parti ? - Ça a disparu. - Mmm. Et à quoi ressemble votre écran à présent ? - à rien. - à rien ? - Il est vide; il se passe rien quand je tape. - Vous êtes toujours dans WordPerfect ou vous en êtes sorti ? - Comment je sais ? - Pouvez-vous voir le prompt C:\ à l'écran ? - C'est quoi un prompte-ce ? - Laissez tomber. Pouvez-vous bouger le curseur à l'écran ? - Y a pas de curseur. Je vous ai dit, il se passe rien quand je tape. - Est-ce que votre moniteur est allumé ? - C'est quoi un moniteur ? - Le truc avec l'écran qui ressemble à une télé. Est-ce qu'il y a une petite lumière qui vous dit qu'il est allumé ? - Je sais pas. - Eh bien regardez à l'arrière de votre moniteur et regardez où va la prise de courant. Vous pouvez voir ? - Je pense... - Bien ! Suivez le cordon jusqu'à la prise et dites-moi si elle est branchée. - Oui. - Derrière le moniteur, avez-vous remarqué qu'il y avait deux câbles branchés à l'arrière ? - Non. - Eh bien il y en a deux. Regardez à nouveau et trouvez le deuxième. - ...Oui, c'est bon. - Suivez-le et dites-moi s'il est solidement branché à l'ordinateur. - Je ne peux pas l'atteindre. - Oh ! Pouvez-vous le voir ? - Non. - Même en vous penchant ou en vous mettant à genoux ? - Oh non ! C'est juste que je n'ai pas le bon angle, il fait si sombre. - Sombre ? - Oui, le bureau est éteint, la seule lumière vient de la fenêtre. - eh bien allumez la lumière. - Je ne peux pas. - Pourquoi ? - Parce qu'il y a une panne de courant. - Une panne... Aha ! Voilà la raison. Est-ce que vous avez encore les manuels et les boîtes et l'emballage que vous avez eus avec l'ordinateur ? - Heu... Oui, c'est dans le placard. - Bien ! Allez les chercher, débranchez votre système, emballez-le comme c'était quand vous l'avez eu. Et apportez-le au magasin ou vous l'avez acheté. - Vraiment ? C'est si sérieux ? - J'en ai peur. - Et qu'est-ce que je leur dit ? - Dites-leur que vous êtes trop con pour posséder un ordinateur."1 point
-
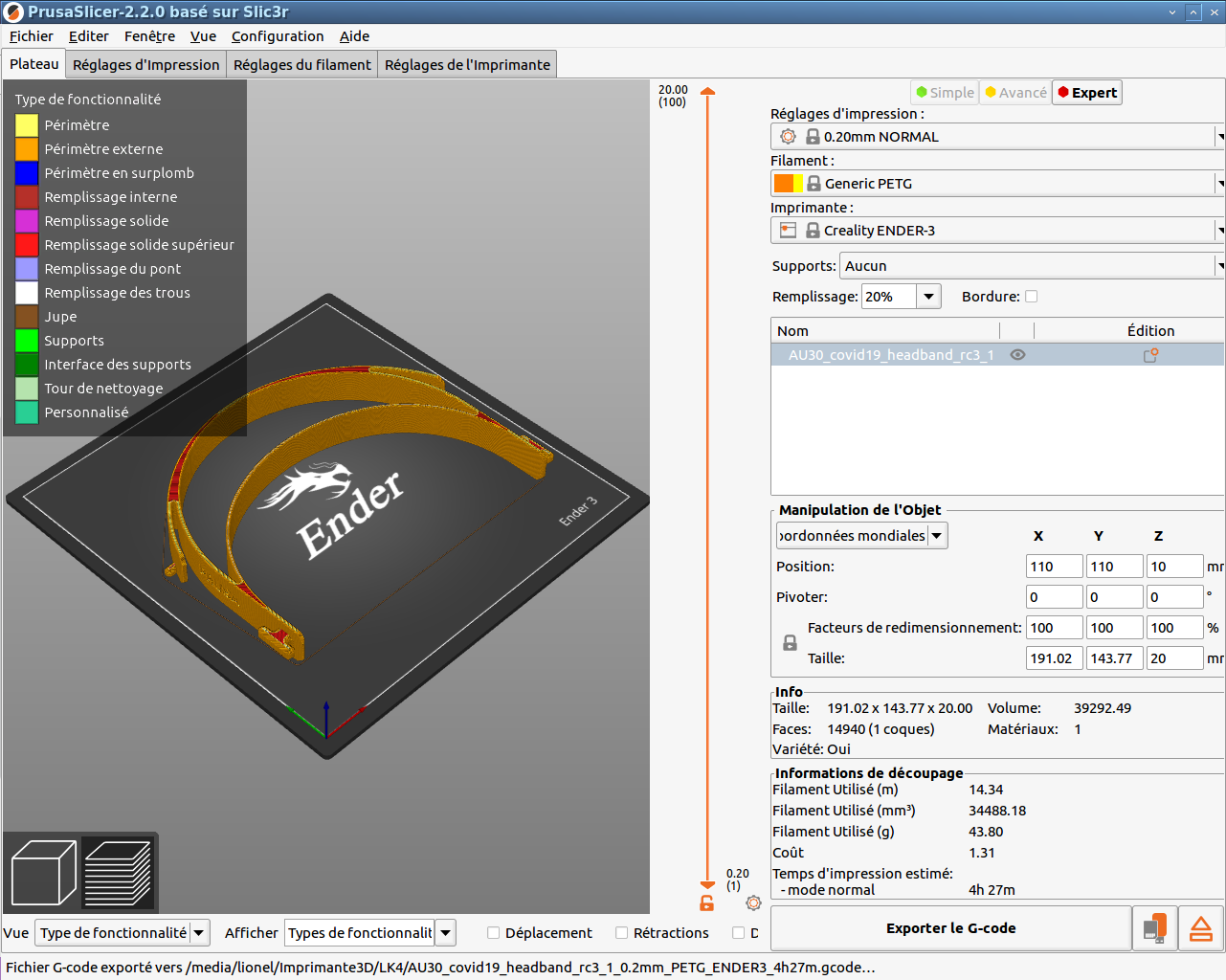
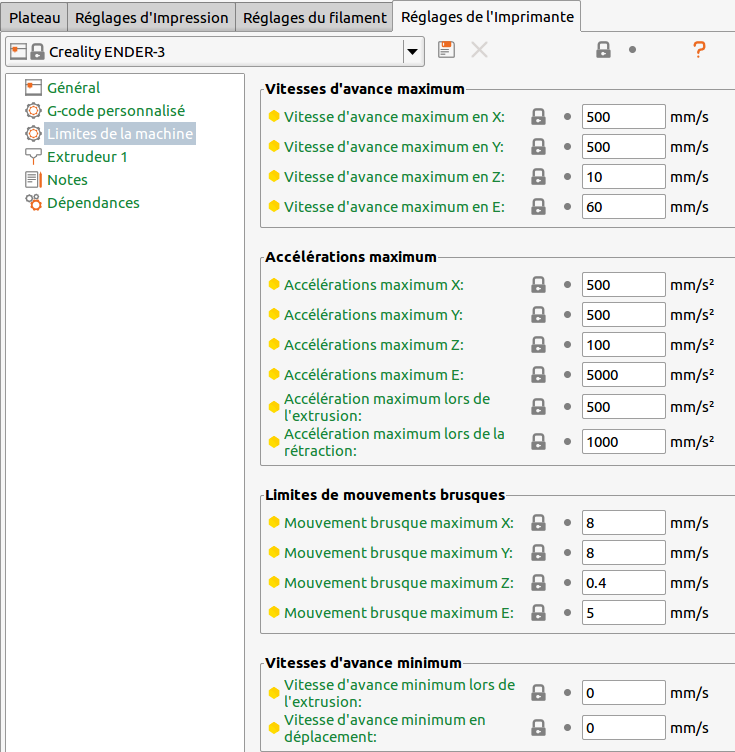
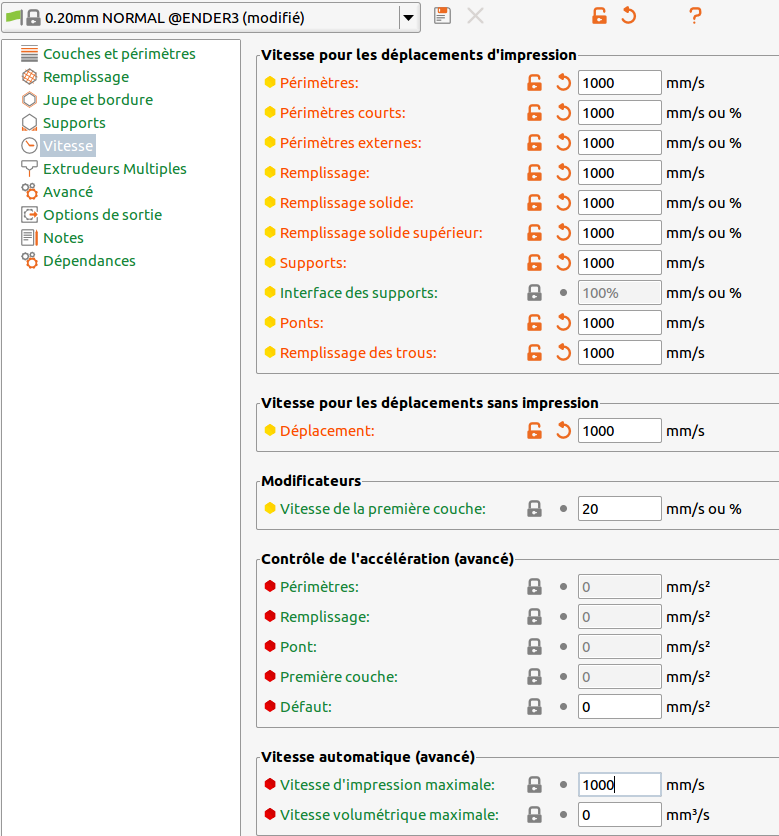
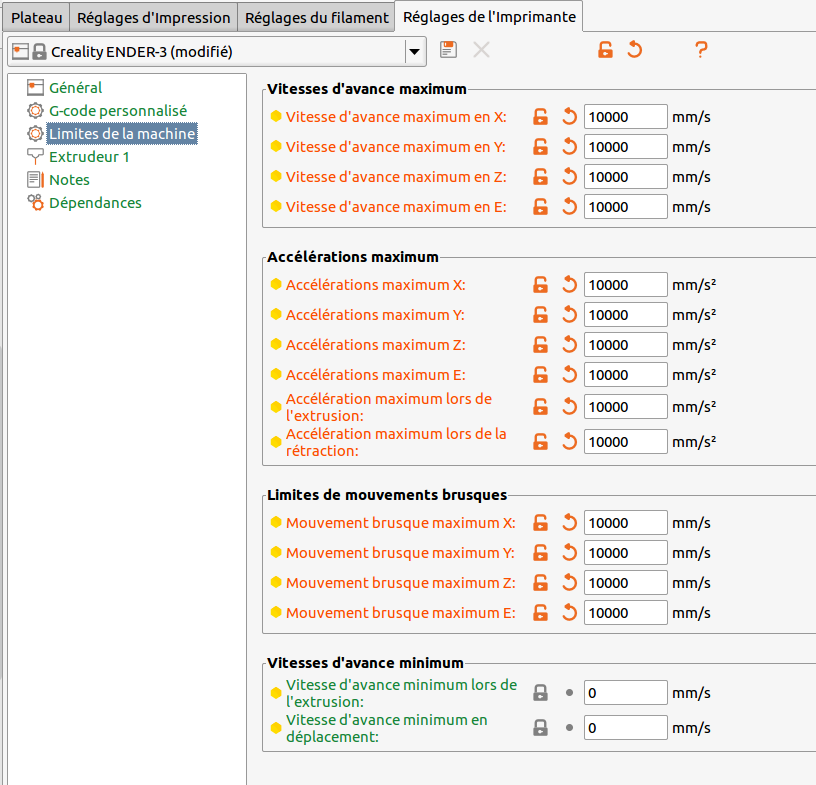
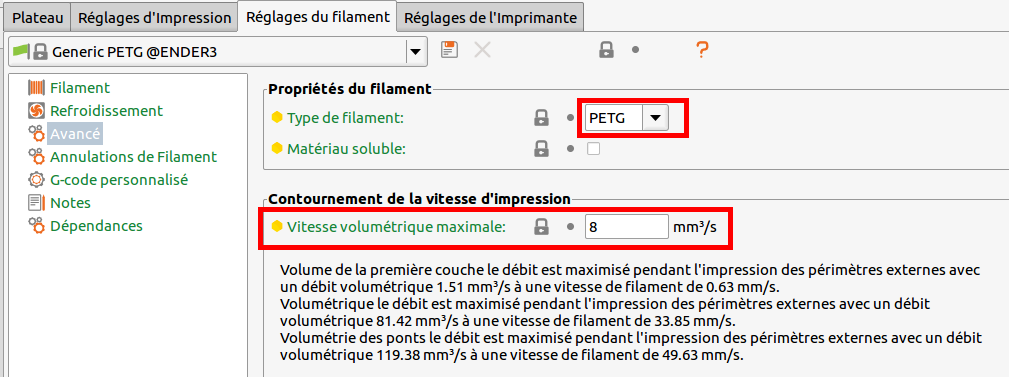
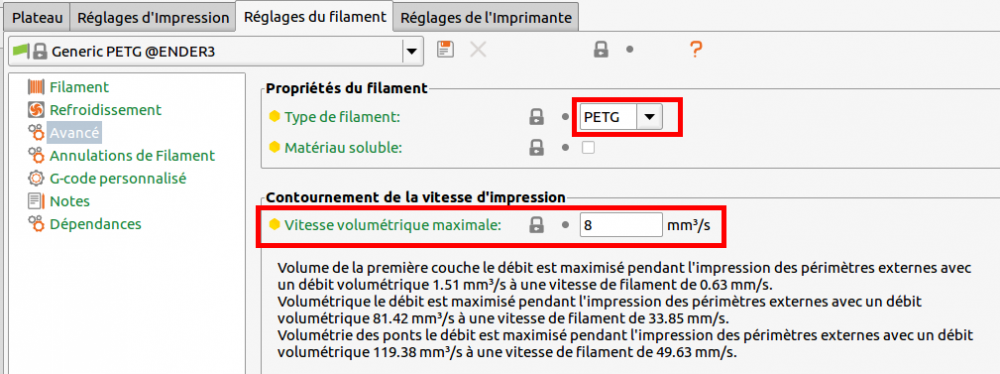
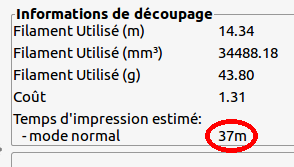
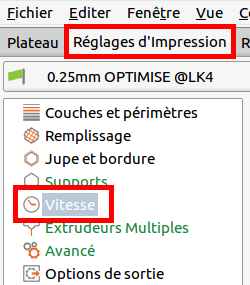
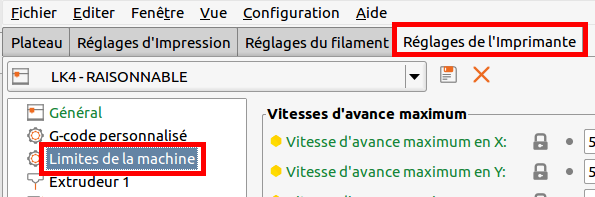
Hello, Dernièrement, grâce à @fran6p , j'ai découvert PrusaSlicer. Au fil de mes lectures, j'ai lu un message fort intéressant de @Kachidoki. Puis en cherchant à comprendre pourquoi mon imprimante se déplaçait "lentement", j'ai ouvert le Gcode généré par PrusaSlicer et j'ai vu ces quelques lignes en début de fichier. M201 X500 Y500 Z100 E5000 ; sets maximum accelerations, mm/sec^2 M203 X500 Y500 Z10 E60 ; sets maximum feedrates, mm/sec M204 P500 R1000 T500 ; sets acceleration (P, T) and retract acceleration (R), mm/sec^2 M205 X8.00 Y8.00 Z0.40 E5.00 ; sets the jerk limits, mm/sec Pour les personnes qui ne connaissent pas, ces lignes de codes modifient les paramètres qui sont définies dans le firmware de la machine et qui indiquent les valeurs maximums de débit, d'accélération, de vitesse et de jerk. Le plus beau n'est pas encore là. Le plus beau, c'est que lors du tranchage, PrusaSlicer prend en compte ces valeurs pour calculer le temps d'impression. Par exemple. En prenant les profils par défaut de la ENDER3, en tranchant le STL de la visière, j'obtiens un temps de 4H27 Maintenant, je vais dans les réglages et je modifie une valeur dans les limites de la machine. Ici, le "mouvement brusque" (jerk en anglais). Comme on peut le voir sur l'image du dessous, il est réglé à 8 pour X et 8 pour Y. Je vais y mettre une valeur fantaisiste de 80 (à ne pas utiliser car potentiellement destructrice pour votre imprimante) Maintenant, je tranche de nouveau la pièce à imprimer et voici le nouveau temps. 3H48 au lieu de 4H27. L'idée derrière tout ça, c'est d'utiliser la capacité de ce trancheur pour trouver des vitesses qui se veulent optimum, ou quasi optimum pour vos impressions. Avant de vous lancer, il faut prendre en compte le fait que le réglage que vous allez faire sera optimum pour la pièce qui est découpée mais ne le sera pas forcement pour une autre pièce. Il n’empêche qu'il sera probablement très bon pour cette autre pièce. Il y a des valeurs qui peuvent être destructrices pour votre imprimante. En premier lieu, le mouvement brusque. Sur certains mouvements, la machine va se mettre à vibrer et certaines pièces peuvent casser / se dévisser / se dérégler / etc... Au début, je vous recommande de ne pas déplacer 30 en X et en Y En second lieu, l'accélération. Lors d'accélérations trop violentes, le moteur peut sauter des pas (car il n'a pas assez de couple, un réglage s'impose peut-être). Ceci va provoquer un décalage entre les couches imprimées. Votre pièce peut également se décrocher du plateau. Il est à noter également que des valeurs trop élevées (et ça concerne tous les réglages) vont impacter le rendu final. Dernièrement, il faut garder à l'esprit que les réglages que vous allez faire sont théoriques et ne concernent que certains paramètres. Votre imprimante ne va pas forcement pouvoir atteindre les valeurs max que vous aurez choisi mais dans l'ensemble, le résultat sera pas mal. Par la suite, il faudra s'occuper de la ventilation, du débit, de la température, etc... mais ce n'est pas le but de ce tuto. Il y en a d'autres --> ici <-- et --> là <-- plu tout ceux des autres sections. Bref, après le blabla, l'action. Le but du jeu est de régler les valeurs à un niveau minimum afin de préserver une bonne qualité, mais pas trop bas, pour ne pas perdre de temps sur l'impression. Pour commencer, il faut mettre des valeurs fantaisistes. Je n'ai pas touché la vitesse de la première couche car ce n'est pas elle qui va faire la différence et une première couche ratée, c'est une impression qui ne se terminera pas. Maintenant, il faut trancher. La nouvelle valeur est de 1h21. Ensuite, il faut s'assurer que la valeur limitante actuelle est la vitesse volumétrique maximale. Attention à bien choisir votre filament. Pour vérifier que cette valeur est bien la valeur limitante, il faut la modifier et trancher de nouveau. Ceci confirme que la valeur limitante est bien ce réglage. Maintenant, il faut remettre la valeur d'origine. Et on sait que quoi quelque soit les réglages, la durée d'impression théorique ne pourra être inférieure à 1 heure et 21 minutes. Maintenant, le travail répétitif mais productif commence. Il faut trouver les bonnes valeurs. Je vous montrer le réglage de quelques unes, puis ce sera à vous de faire la suite jusqu'à ce que toutes vos valeurs soient judicieusement réglées. Ensuite, il faudra faire un test d'impression pour valider. Il faut garder en tête le précédent temps. Dans notre cas : 1h21. Je modifie la vitesse des périmètres. Je découpe à nouveau Le temps n'a pas bougé. La valeur n'est donc pas limitante. Je vais la baisser jusqu'à ce qu'elle influe sur la durée d'impression. Là, la durée a augmenter. Maintenant, il faut y aller à tâtons entre 80 et 100 (de 5 en 5 suffira) pour trouver un bon compromis. 95 ou 100 sont des valeurs intéressantes qu'il faudra confirmer lors d'une impression. Maintenant, les périmètres courts. Je m'aperçois qu'une valeur très faible n'a aucun impact sur la durée d'impression. Plutôt que de garder cette valeur, je vais remettre celle d'origine car cette valeur (10) pourrait être fortement limitante pour l'impression d'un autre objet. Pensez bien à enregistrer de temps en temps, surtout si vous allez voir un autre profil. Après être allé voir le profil d'origine, j'ai modifié la valeur. La valeur étant celle d'origine, le nom passe en vert. Maintenant, c'est à vous de jouer. Je vous conseille de commencer par les vitesses. Puis de régler les limites de la machine. Je vous le répète : pas plus de 30 en jerk en X et Y et pas plus de 900 en X et Y en accélération ! Avec suffisamment d'expérience (et de pièces pétées ? / d'impressions échouées ?), vous pourrez adapter ces valeurs.
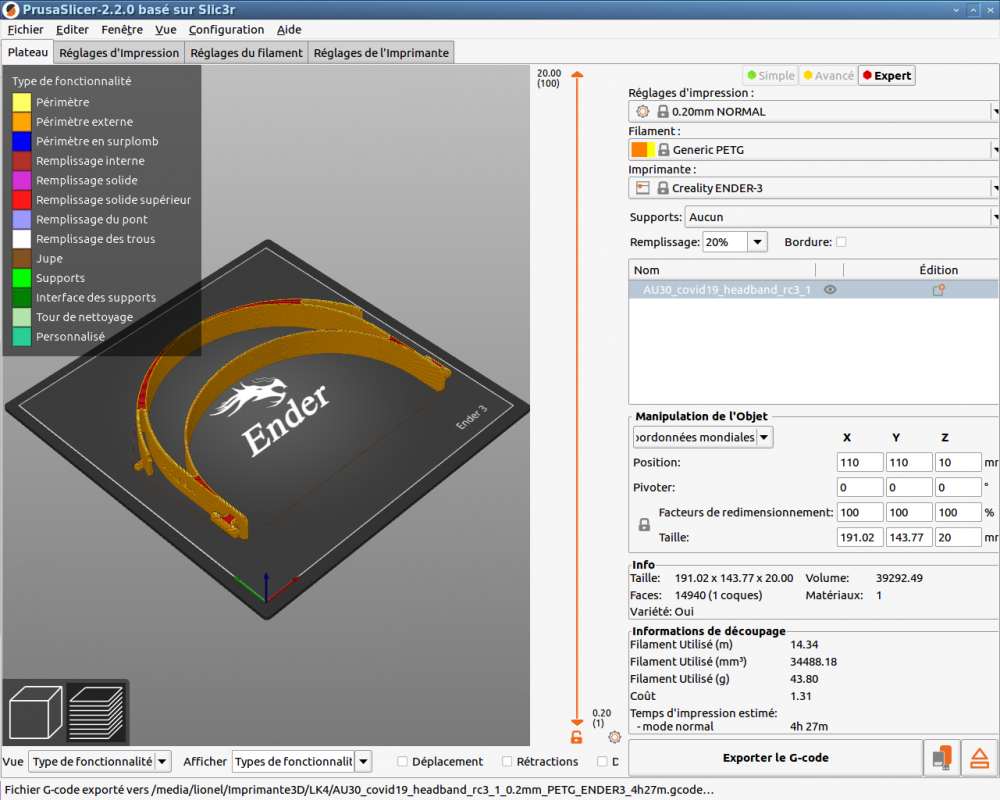
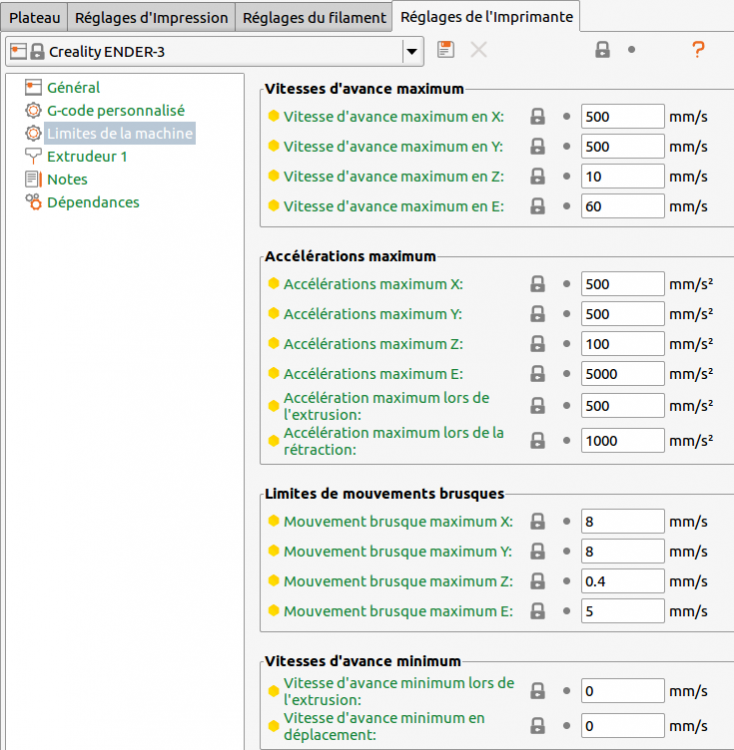
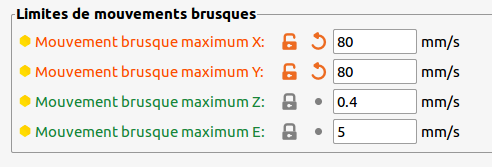
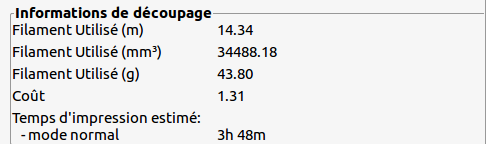
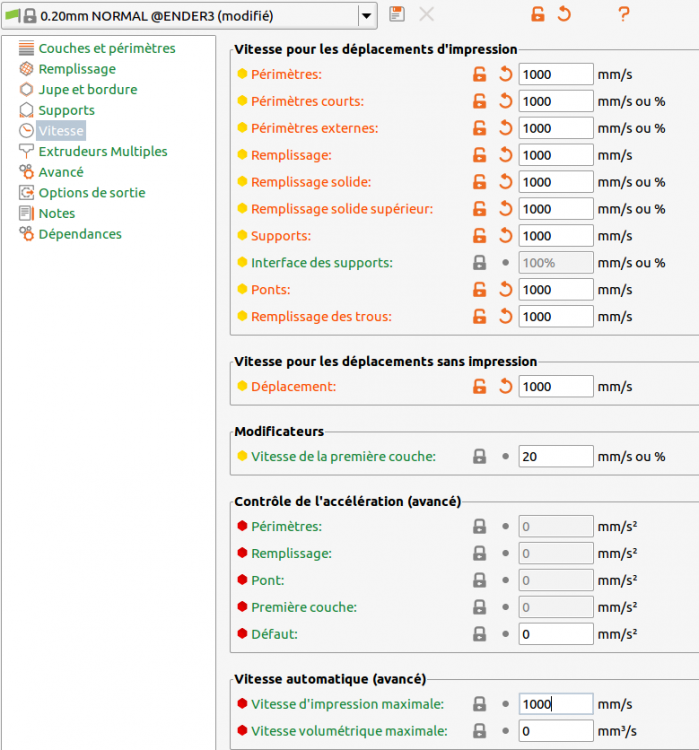
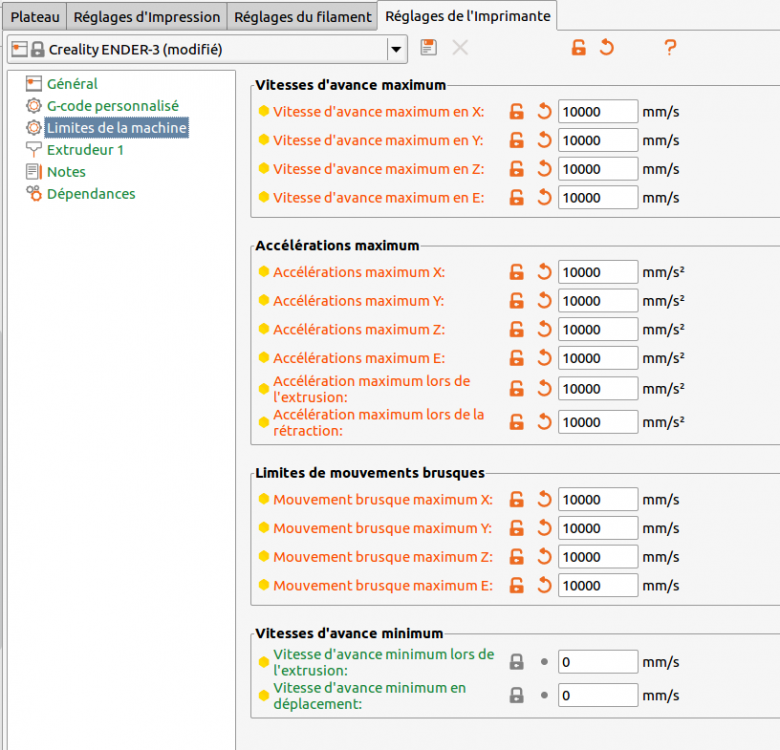
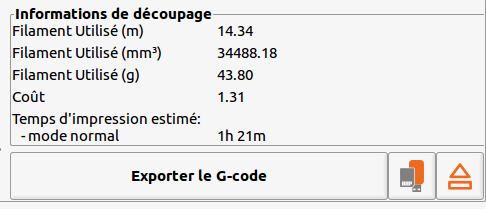










 1 point
1 point