Classement




Contenu populaire
Contenu avec la plus haute réputation dans 05/05/2021 Dans tous les contenus
-
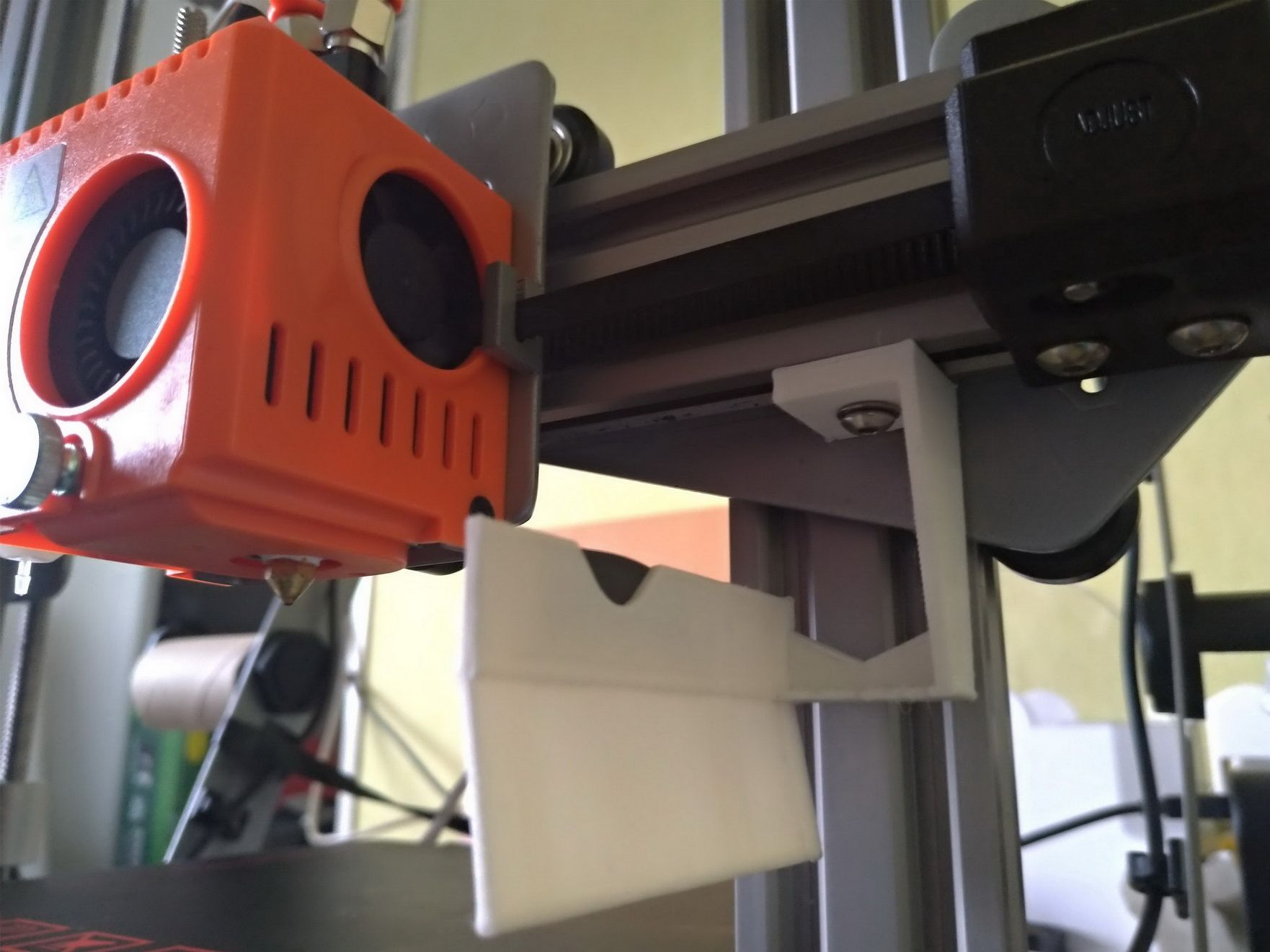
Merci pour ce partage je l'ai vu hier, mais je ne suis pas très convaincu de ce montage, car là il souffle directement sur la buse. Si au moins il y avait une chaussette pour protéger le corp de chauffe et le haut de la buse. Comme tout le monde le sait, la stabilité de la température est hyper importante pour une bonne qualité d'impression. Une variation de température du hotend, fait varier la température du filament, et du coup sa viscosité, ce qui donne une variation légère du débit d'extrusion. Ceci se reflète sur l'état de surface de nos impressions. Ce phénomène quand il est léger se voit surtout en lumière rasante. Un température très stable, donne des lignes d'épaisseur et de largeur identiques et donc bien alignées entre elles. Une variation de cette température pendant l'impression, donne des parois sur lesquelles ont a l'impression d'avoir de très petits décalages de couches mais dans tout les sens et à de manière aléatoire. J'ai fait quelques tests il ya quelques jours pour comparer, en suivants les températures sur Octoprint, les variations de températures entre la tête V1 et la tête V2. En effet sur la tête V1, la buse est bien protégée du souffle du ventil, alors que sur la V2 la buse dépasse complétement par le bas et donc sous le souffle de la ventilation. Donc en surveillant les température sur octoprint, j'ai constaté que les variations sont plus importante sur la V2 que sur la V1 et c'est logique. J'ai pu reduire cette variation, et seulement réduire, en refaisant un PID du hotend. J'ai imprimé des cubes avec le même Gcode et avec la V1 puis la V2 "oui j'ai les deux", et le résultat est sans appel, en lumière rasante on voit bien la différence. J'ai donc redessiné la pièce de dessous pour la rabaisser un poile et protéger mieux la buse du flux d'air, et j'avoue que j'ai été agréablement surpris du résultat! Si quelqu'un veut le stl: Fan_duct_D12_V3.STL3 points
-
Essai avec un autre slicer si ça fait la même chose c'est le fichier STL qui est foireux, si ça passe bien c'est que tu à du cocher un paramètre qui faut pas dans cura qu'il va falloir retrouver.2 points
-
Fabrication de Calva de contrebande ? (on dit des pommes) Hips, je sors ->2 points
-
Bjorn ? Ok je sors2 points
-
Bonjour, Voici que la COX se transforme pour des équipements prêts pour l'aventure, tous les accessoires sont imprimés à bientôt !

 2 points
2 points -
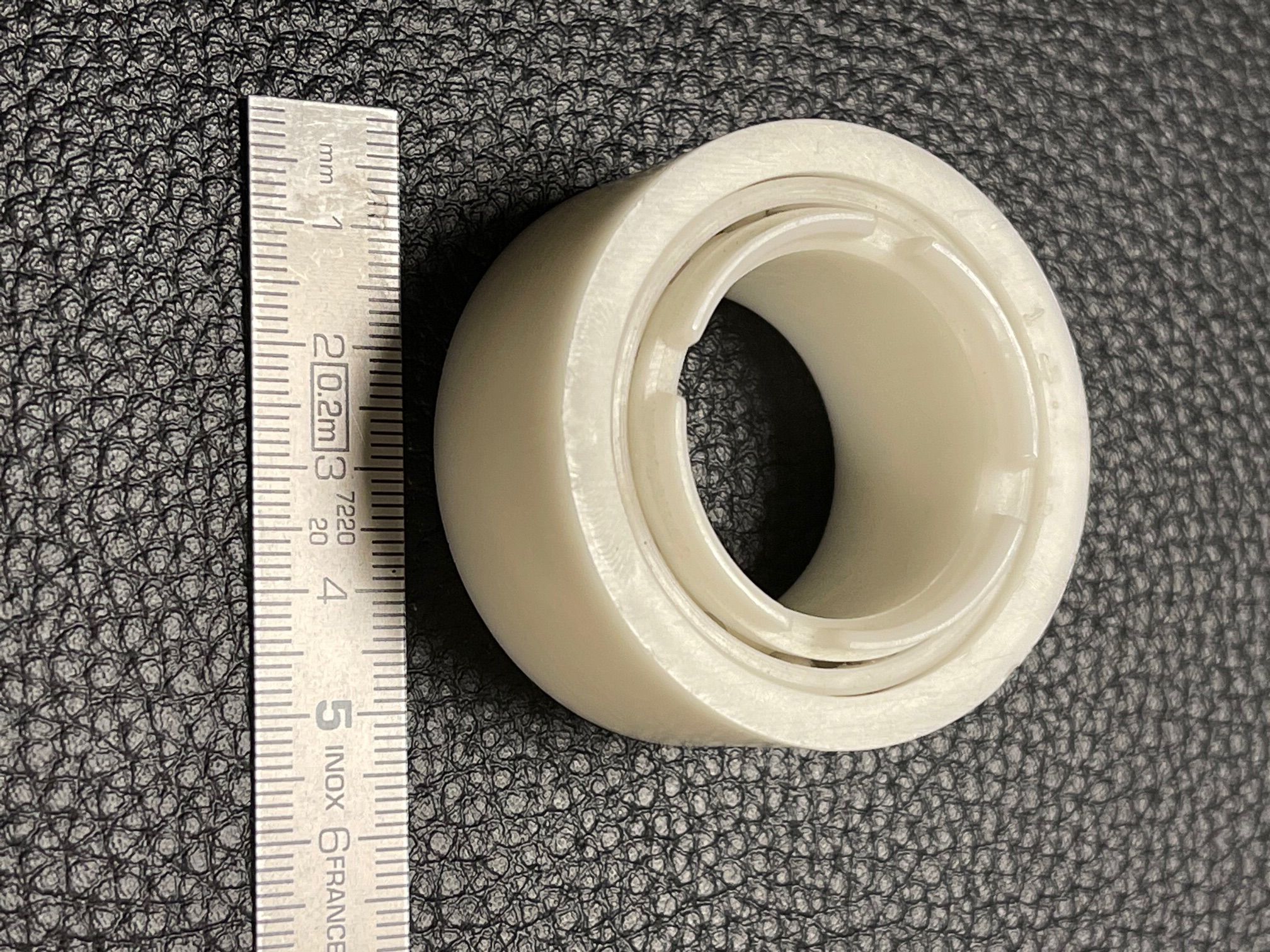
Pour des pièces de frottement tu prends du POM, c’est la meilleure matière pour ce type d’application. On fabrique même des roulements à bille en POM pour des montages dans des ensembles immergés sans étanchéité.
 2 points
2 points -
Journal de construction de mon imprimante 3D de conception personnelle. Il s'agit d'un cube CoreXY avec portique mobile auto-ajustable et structure entièrement en métal. Le volume de fabrication est de 400x400x500mm, et le volume externe de l'imprimante est d'un peu moins de 700mm cube. L'imprimante est construite avec des profilés aluminiums 2020 et des plaques en aluminium de 4mm d'épaisseur coupées au laser. Les piliers verticaux sont en L 4040. Le portique est en forme de U ouvert sur l'avant d'inspiration Voron 2.4. Il utilise deux rails linéaires MGN9H pour l'axe Y, et un unique rail linéaire MGW9C pour l'axe X. Les deux courroies sont des Gates LL-2GT de 6mm de large, qui sont disposée l'une au dessus de l'autre. Elle sont mise en mouvement par deux Nema17 de 40mm ayant un pas de 0,9°, et leur tension est ajustée par le positionnement des moteurs. Sur le schéma, la courroie supérieur est en rouge, la courroie inférieur est en bleu. Le portique à trois points de fixation pour une liaison sur trois axes Z indépendants. A noter : bien que les tests initiaux ne montre pas de torsion du portique lors de l'ajustement de son plan ni lors du mouvement de la tête d'impression, des plaques de renfort verticales sont rajoutées sur la partie extérieur des trois profilés qui le compose (mais ne sont pas représentés sur les images). Ceci afin d'être certain de n'avoir aucune torsion du portique. Chaque axe Z est composé de deux tiges linéaires de 10mm, et d'un assemblage Nema17 40mm / coupleur souple / vis-mère de 8mm. Une plaque de montage utilise ensuite deux guides linéaires long et un écrou anti-contrecoup sur chacun de ces axes pour proposer un point de fixation horizontal et dont la position X et Y reste stable. La liaison entre chaque axe Z et le portique devait initialement se faire via un ressort mis sous tension, mais après montage et tests il s'avère que la liaison est trop souple. Elle est donc simplement réalisée par un boulon/écrou et un couple de rondelles, ce qui permet au plan du portique de s'ajuster jusqu'à plus ou moins 3mm d'écart entre chaque axe au maximum, sans toutefois se tordre ni coincer le mécanisme. Chaque axe dispose d'une chaîne porte-câbles avec un support spécifique imprimé à leurs extrémités. Ces supports permettent également de fixer les détecteurs de fin de course à effet hall (Hall-E Endstop), ainsi que leurs aimants associés. Les supports sont visionnables en 3D : Support XY Support YZ La tête d'impression est d'inspiration Hero Me gen5, mais entièrement re-modélisée de zéro pour cette imprimante. Elle utilise un ventilateur Sunon 4010 axial pour l'élément chaud, et deux Sunon radial 5015 pour le modèle. L'élément chaud est un NF-Crazy (clone de Mosquito) utilisant une cartouche 70W sous 24V et un capteur PT1000. Le bloc chauffant et la buse d'impression sont en cuivre plaqué, supportant de hautes températures (450°C). L'extrudeuse est une OMG v2 utilisant un Nema17 23mm, doté d'une liaison rigide avec l'élément chaud. Un emplacement pour une caméra endoscope de 8mm est également présente avec vue directe sur la buse d'impression. L'arrière de la tête d'impression dispose également de crêtes afin de maintenir les courroies en place avec la pression sur le bloc du rail linéaire. Les deux parties qui composent la tête d'impression sont visionnable en 3D : Support tête d'impression Bloc de refroidissement Le lit est basé sur une plaque d'outillage en aluminium MIC6 de 8mm d'épaisseur et de taille 400x400mm. La surface d'impression est une tôle d'acier flexible recouverte d'Ultem 1000 PEI maintenu en place avec une surface aimanté collée à la plaque d'outillage. L'élément chauffant est un matelas chauffant Keenovo 800W 220V collé sous la plaque d'outillage et isolé avec une couche de liège. Le lit à trois points de fixation pour une liaison à la structure en face des trois axes Z. Chaque point de fixation utilise une plaque de support et une tige linéaire du 8mm courte pour limiter le mouvement en X et Y via un guide linéaire court. La position en Z est maintenue avec un ressort et un capteur de pression Precision Piezo Andromeda. Cela permet de détecter avec précision lorsque la buse d'impression touche le lit, afin de régler au début de chaque impression le plan du portique d'impression par rapport au plan du lit via les trois axes Z. Toute l'électronique est déportée à l'extérieur de l'imprimante dans un boitier séparé qui reste à modéliser et réaliser. La gestion de l'imprimante est réalisée via une Duet 3 6HC tournant sous RepRapFirmware, liée à un Raspberry Pi 4 sous Duet Web Control et un écran tactile de 7 pouces. L'alimentation est fournie par trois alimentations Meanwell distinctes de 5V, 12V et 24V, et un SSR pour le matelas chauffant du lit. La liaison entre l'imprimante et le boitier de contrôle est réalisée par un ensemble de câbles et de connecteurs GX16. La structure de l'imprimante dispose également de bandeaux LEDs blanches sous plusieurs angles (y compris sous l'axe X pour que l'endoscope ai suffisamment de lumière), et l'imprimante est placée dans une tente Creality. Je dispose également d'une boite de séchage / balance de filament ESUN qui sert de support à la bobine lors de l'impression et qui est alimentée directement par l'imprimante. Je m'arrête là pour la présentation du projet, la réalisation de la structure est actuellement quasiment terminée mais je partagerai la réalisation une prochaine fois. Si vous avez des questions ou remarques, vous savez quoi faire.1 point
-
Bonjour à tous, Apres plusieurs heures de recherche, de lecture, avec l'aide de plusieurs utilisateurs de ce forum lesimprimantes3d.fr et du forum Home Assistant Communauté Francophone. J'ai enfin pu écrire ce tuto. Etant utilisateur de Home Assistant, je souhaitais avoir un "control" sur ma ender 3v2, avoir les remontés d'informations (un maximum), ne pas avoir une interface graphique de gestion supplémentaire puisque je centralise le flux de mes données sur HA ... et surtout...gérer la consommation des filaments. En concertation avec les modos et responsables de ce forum, je vais vous faire une rapide présentation des fonctions de cette intégration (que je pense être presque complète) et vous indiquerai le lien du tuto héberger sur le forum d' HACF. Avant tout, je tiens à remercier : @PPAC @papaone @BenGamin(connu sous @Badidi dans HACF) @fran6p et l'ensemble de cette communauté pour toutes ces précieuses informations et questions/réponses. Sur HACF: une pensée particulière pour@Clemalex et ses connaissances en langage, @golfvert et @fredarro (les autres fans de Node Red) et les videos de@DcJona (ecrans tactile nextion, mqtt, NR et weemos). Dans le tuto, vous trouverez : - la création des entités mqtt Octoprint -> HA, - les codes utilisés pour les cartes, (avec les codes pour créer les inputs boolean, input number ect...), - intégration de la camera branchée sur octoprint, - les liens pour programmer les weemos pour les rubans led, - les stl pour les support des led, - les flow Node Red que vous faire en automatisation si vous n'êtes pas utilisateur de node red, - la gestion des filaments ! qui de plus désagréable que de lancer un print sans savoir si le stock de filament est suffisant !?! permet aussi de commander une bobine avant la fin, - visu sur la consommation electrique, - visu sur la temperature et l'humidité des boites de filament, - envoi de la photo du print final sur Telegram, - notification Telegram s'il reste 10m de filament dans une la bobine concernée - et tous les flow node red la petite présentation en video car je suis limité en taille de piece jointe par post et pour l'ecran Nextion : N hésitez à posez des questions ici ou sur HACF, faire des remarque (je débute dans l'impression 3D) et surtout d'apporter des améliorations ! Pour ma part je cherche à faire des macro gcode ! mais c'est une autre histoire :)) Bonne lecture du tuto à tous (il semble un peu long mais il y a beaucoup d'images ) [TUTO] intégrer son imprimante 3d et gérer le stock de filaments et + - Home Assistant - Tutoriels & Partages / Intégration - Home Assistant Communauté Francophone (hacf.fr) -1 point
-
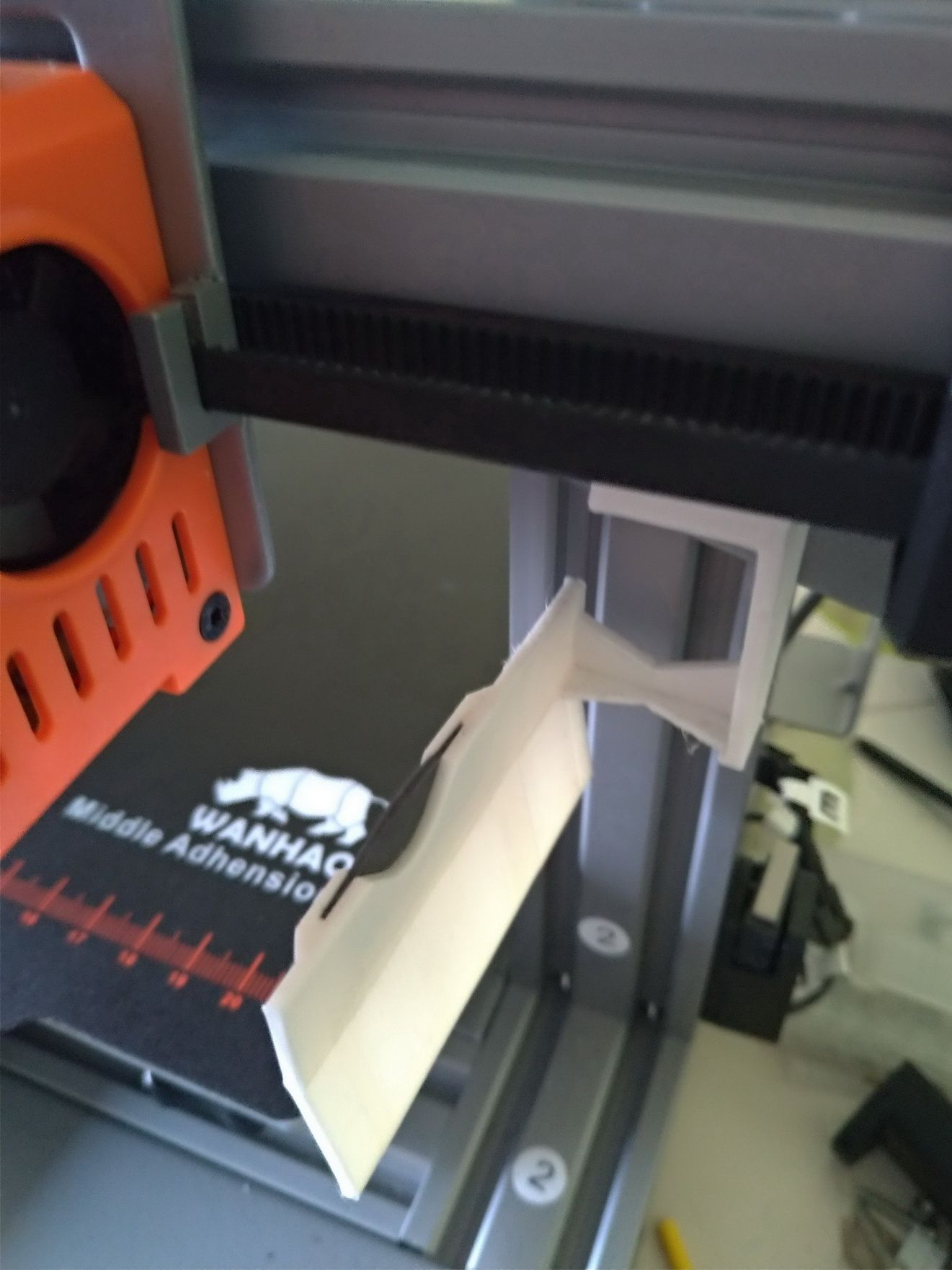
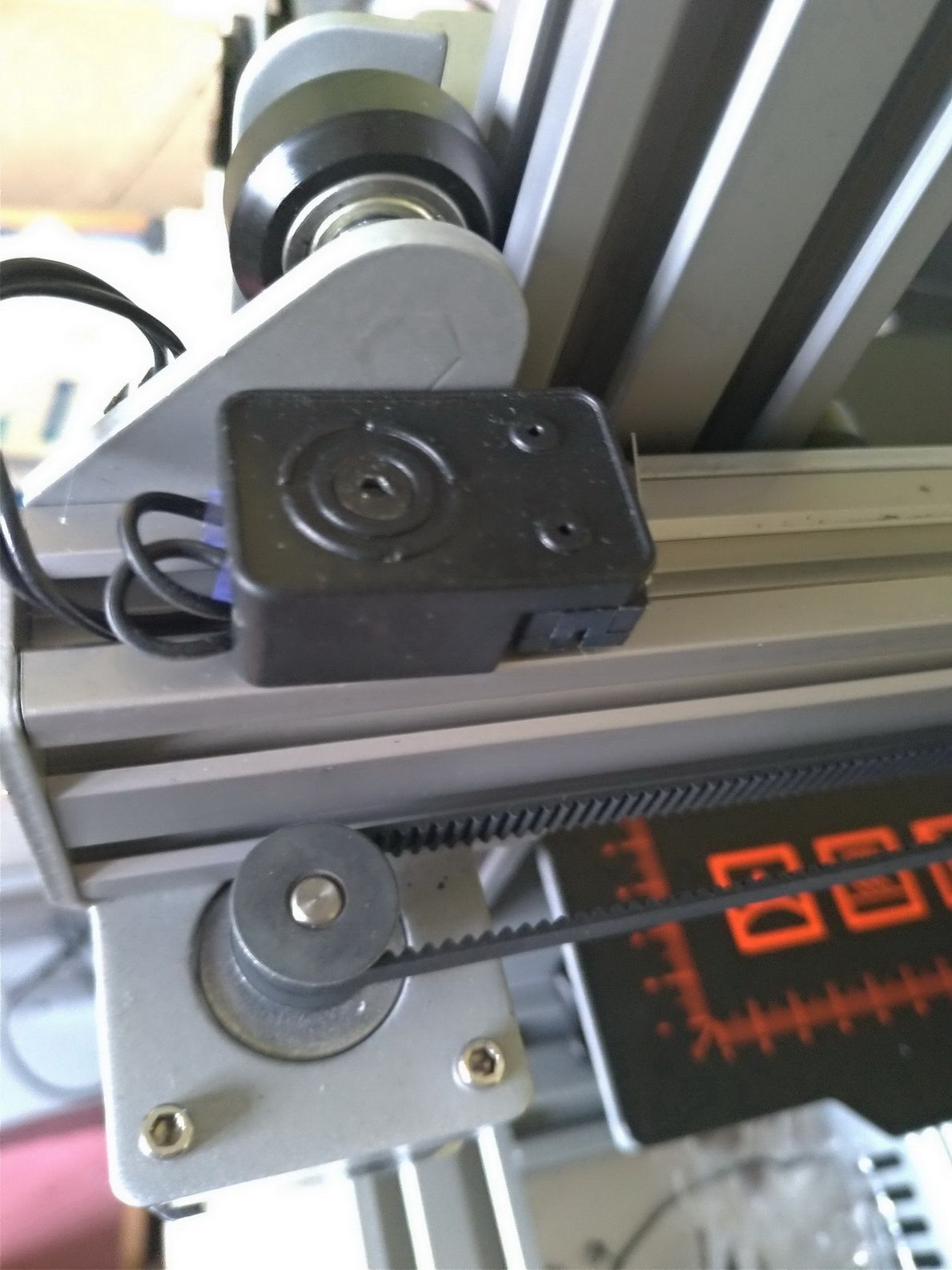
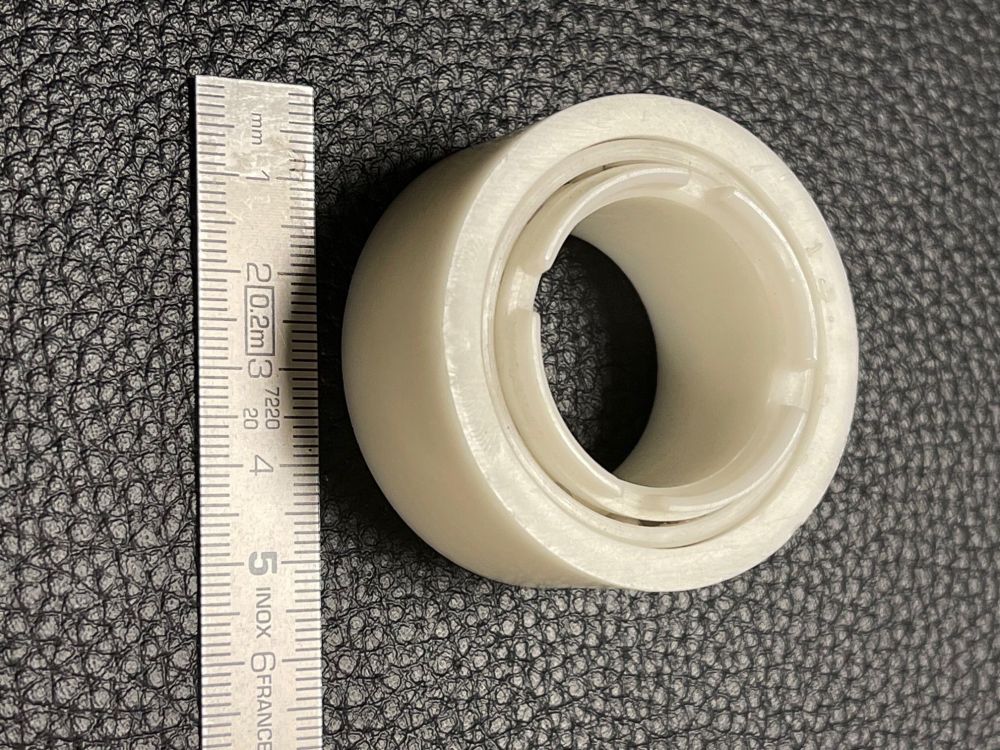
Bonjour, j'expérimente sur le sujet "Bassin de purge"... Cela devrait permettre d'économiser du filament en faisant l'impasse sur la tour de purge. J'ai déplacé mon capteur X plus à gauche, en passant les fils de l'autre coté de la roulette (cf image), afin que mon "0" soit le plus à gauche possible du plateau, et gagner ainsi un maximum de marge à droite. Le bassin de purge peut alors prendre place dans l'espace libre. Il se fixe avec un T-Nut et une vis. Il faut faire attention au placement. S'il est trop a gauche, il y a risque que la roulette inférieur de la tête vienne en contact. L'impression est prévue pour ne pas avoir besoin de support sur la D12, que ce soit au niveau du trou ou au niveau de la fente. Dans cette dernière, j'ai inséré une bande de silicone. Pour cela, j'ai pris du papier, j'y ai étalé du silicone sur 1mm. Puis après 24h de séchage, j'avais un 'film' de silicone découpable sur mesure (cf photo). Pour le séparer du papier, il suffit d'eau, de savon et de patience. J'ai coupé une bande de 25x9 que j'ai inséré de force à l'aide d'une pince brucelle. Mon silicone est donné pour 150°C max, j'avais pas mieux sous la main, il faudra sûrement changer pour un silicone haute température. Toutefois, la buse passe si rapidement qu'il ne brûle pas. Je manque de temps pour finir, je serais loin de ma D12 durant quelques jours, du coup je poste ici mon travail en espérant que d'autre pourront avancer. Il reste a faire le g-code et tester sur de vrais impressions. coté conception, je suis un grand débutant. J'ai fait ça avec Thinkercad. C'est volontairement 'fragile', je préfère casser le PLA plutôt que forcer sur les moteurs. J'avais donc en tête 3 points: économie de PLA, impression sans supports, souplesse et/ou points de ruptures. Il y a sûrement moyen de faire mieux. La 'pente' peux être ajustée en chauffant avec un pistolet à air chaud ou un sèche-cheveux. Je pense qu'il faudra la recouvrir de silicone pour que le PLA ne colle pas dessus https://www.thingiverse.com/thing:4850228 Bassin Purge Wanhao D12_v6.stl tinker.obj

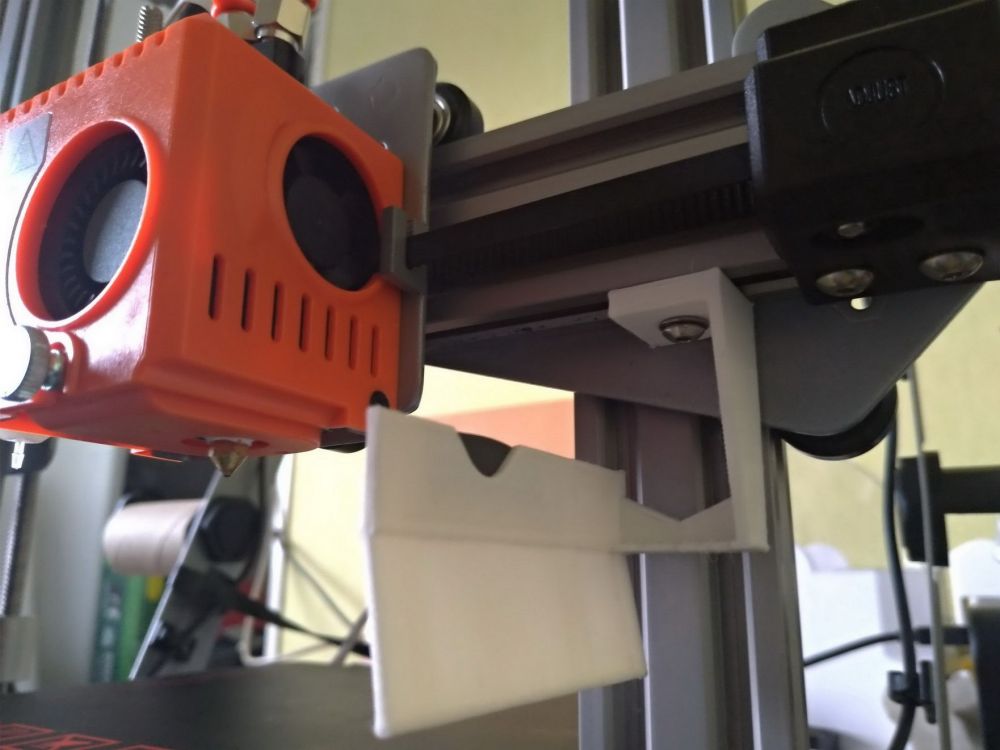


 1 point
1 point -
Bonsoir à tous j'ai un souci, J'aimerais savoir quelles imprimantes vous me conseillez pour limpression de bâches et banderoles d'une part Et les affiches, étiquettes et cartes de visites d'autres part? Avec le meilleur rapport qualité/prix1 point
-
OH ptn ca marche ton nouveau fichier merci beaucoup de ton aide désolé d'avoir était le plus gros boulet du forum, bonne soirée !!1 point
-
Moi, j'ai pris les fichiers de config Anycubic i3, donnés en exemple avec Marlin. A priori, ça risque rien de tester le firmware 2.0.7.2...1 point
-
C'est comme tout si il n'y a pas un minimum d'entretien sur la machine un jour ou l'autre les problèmes commencent... En plus du tuto déjà posté, je te conseille fortement de nettoyer correctement ta machine pour la retrouver comme neuve et surtout de tenir un entretien régulier. Tous les résidus filaments, poussières ou autres sont des ennemis pour nos machines et impressions .1 point
-
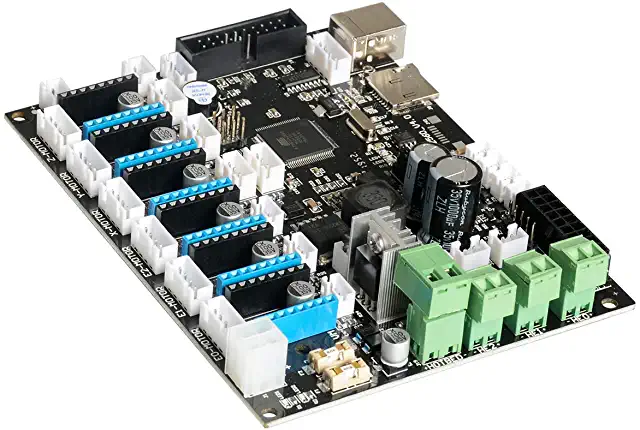
Salut, Je viens de tester l'inversion de X et E0 sur une carte Creality. Je confirme que seules les sorties Step, Dir, Enable, CS (peut-être même pas nécessaire) suffisent à faire l'inversion. Je ne connais pas ta machine, mais je suis surpris que tu aies choisi la carte "BOARD_RAMPS_13_EFB" alors que ta carte ressemble à une "TRIGORILLA_14". EDIT: @Leaf après un nouveau test, je confirme qu'il n'est pas nécessaire que la sortie CS soit modifiée. Ce qui tombe bien puisque la définition de cette sortie semble fausse d'après le commentaire dans les sources. Du coup, je joints un firmware compilé à partir de Marlin 2.0.7.2 avec inversion des extrudeurs. Si ça fonctionne, je te fournirai les fichiers modifiés. firmwareV2.0.7.2.hex1 point
-
Salutation ! Sous cura avec le grefon "Mesh Tools" via le marché en ligne. Après installation du greffon et redémarrage de cura, clic droit sur l'objet -> "Mesh Tools" -> "Split Model into part".1 point
-
Les séparer pour les imprimer ? Je sais qu'il y a moyen, je ne sais plus avec cura, mais avec simplify 3d, il ya dans les menu maillage / séparer. Je suis sur qu'il y a l'équivalent sous cura. EDIT: Une recherche de 2 second sur Google : click droit / Split.je ne peut pas tester chez moi sur cura. Pour l'impression mettre la petite pièce sur le champ pour la solidarité1 point
-
Un p'tit coup de Google et j'ai tombé dessus du premier coup !!! MF 65501 point
-
Bonsoir @leflanbi, Je débute dans l'impression 3d mais il me semble que ton soucis ressemble à un problème de couture. Tu peux voir notamment ce post qui parle du reglage dans cura édit @PPAC plus rapide1 point
-
C'est pas faux, même si dans un sens, une imprimante 2D (à papier) laser imprime aussi du plastique (toner).1 point
-
Salutation ! A tu regardé sur le site de canon ? https://www.lesimprimantes3d.fr/ avec une imprimante 3D on imprime des trucs/objets en 3D ...1 point
-
Bonjour, désoler pour le temps de réponse j'étais extrêmement occupé. En tout cas je vois que la communauté est réactive et prend du temps pour expliquer aux bleus comme moi xD. Sa fait plaisir en tout cas, je vous remercie. J'ai pu faire tout les réglages nécessaires suite au montage de ma ENDER comme conseiller par PPAC, cela m'as permis de corriger pas mal de petit défauts, des serrages de vis et autre petits détails. Il s'avérait que le soucis venais de l'axe horizontal sur lequel se déplace ma buse.. Il n'était plus parallèle. Bon en tout cas merci pour vos précieux conseils ;D Bonne continuation1 point
-
Salut, oui c'est possible, tu utilises quel sliceur? Pardon j'avais pas vu Cura ^^ Donc tu importes les deux morceaux dans cura et tu les déplaces manuellement pour qu'ils soient collé lors de l'impression. Vérifie bien que tes pièces soit en contact avec le plateau ^^, ou utilise l'option "Support". Bonne chance TUTO: 1. clic glisse les deux fichiers .STL 2. double clic sur l'élément à déplacer 3. clic sur un des 3 axes et déplace l'objet OU rentre la valeur à gauche X, Y ou Z 4. Découpe et vérifie que les couches soient bien jointes ou il faut.
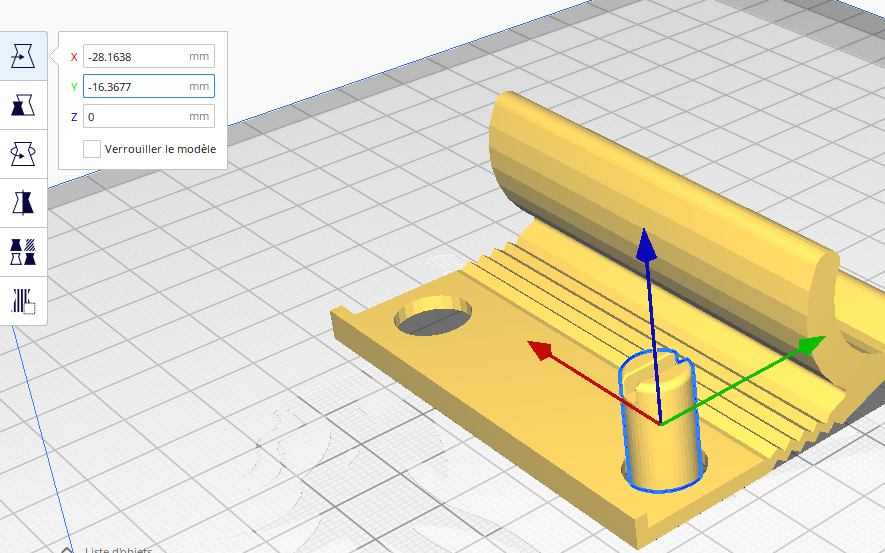 1 point
1 point -
Juste en scannant rapidement, j'ai trouvé ce plugin : Action commands Peut-être que ca pourrait faire la job pour éxécuter ton bash script?1 point
-
@Konnar47: Si tu n'as pas à minimum une station à air chaud, n'essaie même pas de changer le uContrôleur ! Avec une station à air chaud, la technique qui fonctionne bien est de mettre du Kapton sur toute la carte pour protéger les composants, puis de pratiquer une ouverture pour dégager le composant que tu veux dessouder. Ca évite que les composants autour se fassent la malle. Le soudage est assez simple avec du flux liquide et une binoculaire (pour lex vieux qui voient plus bien). Ensuite, vu le faible cout des carte et le nombre d'emmerdes que tu peux avoir avec une carte bricolée je sais pas si ça vaut le coup.1 point
-
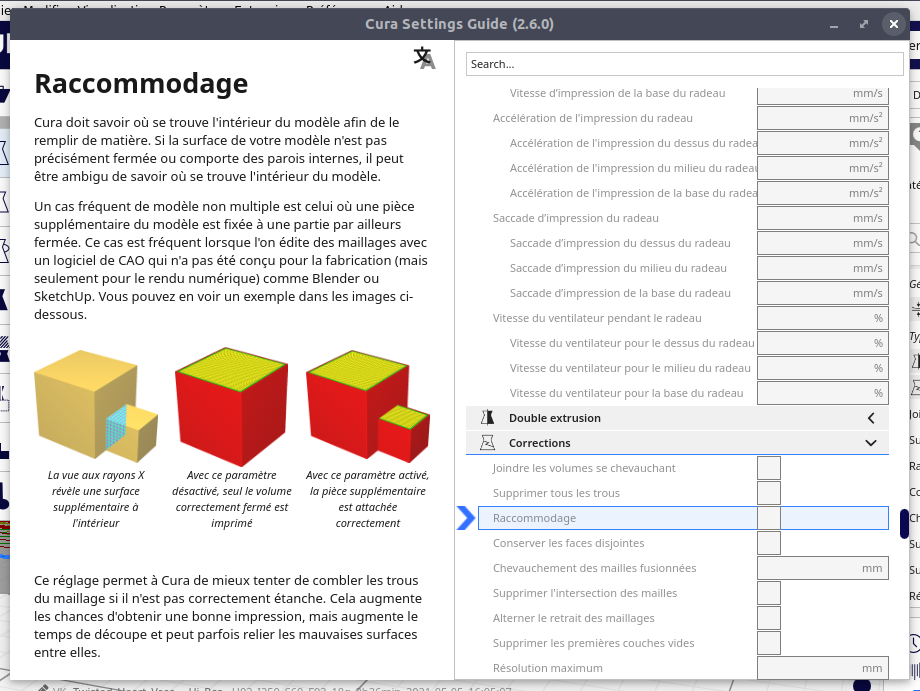
Merci Beaucoup pour vos réponse, j'ai trouvé ou se situait le problème ^^' c’était la case "supprimer tous les trous" dans Corrections... Donc oui effectivement il a tout bouché haha ! Merci encore pour vos réponses rapides et précises, ça fait plaisir ! Je vous souhaites bon courages pour vos futurs prints A la prochaine1 point
-
Si cela vient du microcontrôleur pas simple de réparer/changer ses truc là ... il faut du matos pour les dessouder / ressouder des truc de reflow / refusion ... mais cela vient peut être d'un des petit condensateur ou autre composant mais là aussi pas forcement simple de tester / remplacer le truc ... mais tu pourra t'exercer sans risquer de griller une carte qui fonctionne comme cela !1 point
-
Salutation ! pour comprendre l'impacte des paramétrés de Cura, je te conseil d'installer le plugin/extension "Settings Guide" (les textes sont traduit en fr. malgré le nom du plugin en anglais) depuis le "marché en ligne" sous cura ! (il te faudra créer un compte Ultimaker ...) Je pense que tu cherche un des paramètres dans la section "Correction" Peut être "Raccommodage" ou "Conserver les faces disjointes" ... Sinon il existe des outils / greffon cura (ex "Mesh Tools") pour corriger les .stl non "manifold"
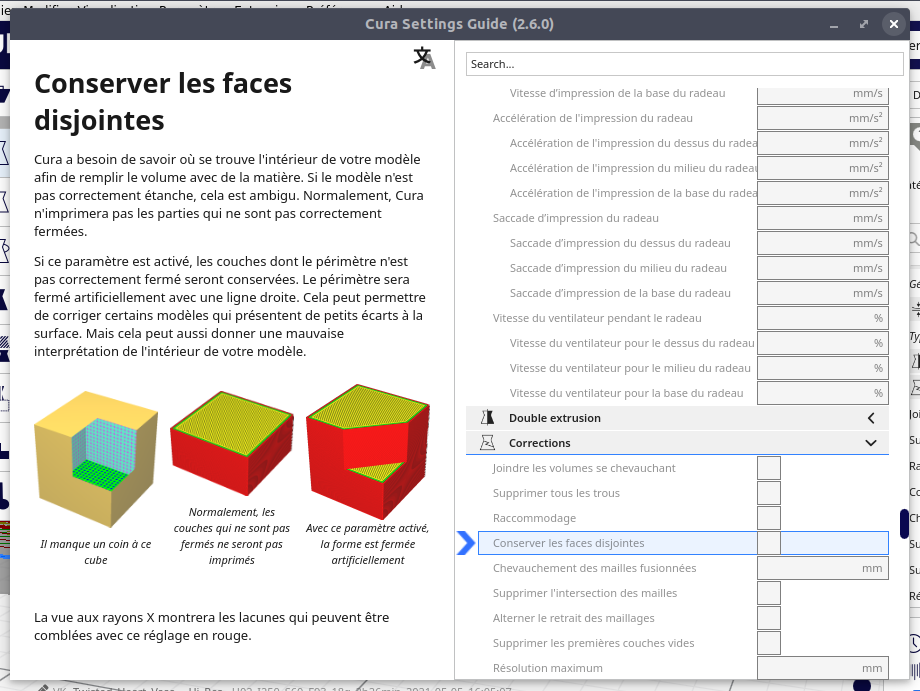
 1 point
1 point -
ok j'ai réglé mon profil sur un flow à 130% , 3 couches inférieures et épaisseur de ligne 0.8mm Je vais faire un test comme ça de la même taille que le petit en vert pour arrêter de gâcher du pla. J'ai lancé un print en PETG de 16h ( une turbine verticale ) et je n'en suis cas 2h40 donc je vais devoir attendre. D'ailleurs va falloir que je fasse d'autres recherches sur le forum car j'ai des problèmes de décollement avec le PETG. Obligé d'avoir un rebord de 20 couches pour que ça ne se décolle pas Je te mets les photos du vase quand il sera imprimé @PPAC mais du coup à ca sera dans quelques heures . Encore merci de ton aide1 point
-
Salutation ! Merci pour les nouvelles ! Garde peut être ton ancienne carte de coté, car le jour où tu commencera a jouer avec les firmware (modifier / compiler / flasher ) tu pourra utiliser l'autre port de température ... Alors bonne impressions et bonne continuation !1 point
-
J'ai terminé la conception du boitier de contrôle pour l'imprimante. J'ai attaqué l'impression des éléments, j'ai déjà la plupart des éléments qui vont dedans, mais je suis encore en attente de certain donc la réalisation ne sera pas pour tout de suite. Le boitier est un cube de 225mm de côté, avec une partie coupé en angle pour l'écran en face avant. C'est la taille maximal que je suis capable d'imprimer sur mon Ender-5, donc c'était ma limite. Le boitier à également un rez-de-chaussé et deux étages internes pour y monter les éléments qui prennent de la place. Les différentes partie sont fixés entre elles via des vis directement prises dans le plastique, sont imprimés à 0.2mm, font 5mm l'épaisseur et remplis à 50% pour que ce soit solide. Les étages font 10mm d'épaisseur pour être certain que ça ne ploie pas du tout. Face avant : - Ecran LCD Waveshare 7 pouces (capacitif, 1024x600 pixels) branché sur le Raspberry Pi. - Bouton poussoir momentané et LED blanche POWER connecté au module d'alimentation du Raspberry Pi. - Trois LED vertes pour un retour visuel des signaux endstop X, Y et Z. - Deux LED bleus pour un retour visuel des commandes ventilateur de l'élément chauffant de la tête d'impression (Hotend) et de la pièce imprimé (Part). - Deux LED rouges pour un retour visuel des commandes des éléments chauffants de la tête d'impression (Hotend) et du lit d'impression (Bed). - Module de commande sans fil des bandeaux LED qui sont sur l'imprimante (accessible en face avant via un bouton rotatif/poussoir) avec un petit convertisseur 5V vers 3V pour remplacer la batterie CR2032. C'est le module qu'on aperçoit sur les photos de l'éclairage de l'imprimante. - Prise USB3 de façade connecté au Raspberry Pi pour une éventuelle clef USB. - Trois modules voltmètre/ampèremètre courant continu avec shunt externe pour monitorer le 5V, 12V et 24V. - Module voltmètre/ampèremètre courant alternatif avec capteur de courant sans contact pour monitorer le secteur qui alimente le lit chauffant. Arrière : - Ventilateur 120mm Noctua NF-S12A PWM pour refroidir tout le boitier. J'ai une grille de protection que j’intercalerai. - Prise IEC C14 pour l'alimentation générale. - Quatre disjoncteurs hydro-magnétiques (type Heinemann série JA/S) pour protéger les entrées des alimentations Meanwell (1A pour le 5V, 1A pour le 12V, 3A pour le 24V et 6A pour le lit chauffant). J'ai pris le calibre existant directement supérieur à la consommation sous 230V indiqué dans la datasheet des alimentations et du matelas chauffant. - Prise RJ45 de façade connecté au Raspberry Pi. - Sept borniers enfichable pour connecter les sept câbles allant vers l'imprimante (avec des nombre de pins correspondant identique aux connecteurs sur l'imprimante). Les borniers 3 et 4 pins sont en 5.08mm et supportent jusqu'à 15A, les autres sont en 3.81mm et supportent jusqu'à 8A. - Prise USB2 de façade connectée au Raspberry Pi pour l'endoscope USB monté sur la tête d'impression. - Prise d'alimentation jack 5.5x2.5mm pour fournir le 12V au déshumidificateur de filament ESUN (qui fait aussi balance pour peser les bobines et déterminer combien il reste de filament). - Optionnel : la possibilité de mettre trois petit modules MOSFET pour amplifier le signal des endstops X, Y et Z dans le cas où ils ne peuvent pas alimenter directement les LED sur la face avant et la Duet3 6HC ensemble. Rez-de-chaussé interne : - Trois alimentations Meanwell : LRS-50-5 pour le 5V, LRS-75-12 pour le 12V et LRS-200-24 pour le 24V. La prise USB3 de la face avant passe sous l'alimentation 5V qui est légèrement sur-élevée. Premier étage interne : - Duet3 6HC (modèle open-source de chez Fysetc). - Raspberry Pi 4 4Go. - Module de gestion d'alimentation Geekworm X735 pour le Raspberry Pi. - Module de stockage Geekworm X857 pour le Raspberry Pi avec un SSD mSATA KingSpec de 128Go. - Module de contrôle de ventilateur 12V PWM avec sonde de température connecté au Noctua. La sonde "pendra" juste au dessus des alimentations, ce qui permettra d'avoir une ventilation régulée en fonction de la température ambiante au niveau des alimentations. Second étage interne : - Cinq modules de relais 30A pour couper les 5V, 12V, 24V, ainsi que les neutre et phase pour le lit chauffant. - Trois shunts sur le dessous pour mesurer le courant des 5V, 12V et 24V connecté aux modules voltmètre/ampèremètre de la face avant. Les deux étages sont pris dans des fentes sur les côtés. Les côtés ont également des fentes de ventilation en diagonal pour la prise d'aire (qui sera expulsé à l'arrière par le Noctua). Quelques remarques globales : - Les trois alimentations Meanwell seront allumés H24, elles ont un faible courant de standby et j'ai besoin de quelques alimentations permanentes. - Les relais seront connectés en série avec les shunts et permettront de fournir des 5V, 12V et 24V après allumage, ainsi qu'un 230V après allumage pour le lit chauffant. - La commande des modules de relais sera le 5V OUT du module d'alimentation du Raspberry Pi : les relais seront actifs quand le Raspberry Pi sera allumé, et inactifs quand il sera éteint (le module coupe l'alimentation du Raspberry Pi après avoir fait une extinction "propre", et la remet lors de l'allumage). - Les bandeaux LED de l'imprimante et le module de commande sans fil intégré à la face avant seront alimenté en permanent (12V et 5V->3V) pour pouvoir allumer la lumière dans la tente d'impression même quand l'imprimante est éteinte (pour la maintenance principalement). - Le module de gestion du ventilateur connecté au Noctua sera également alimenté en permanent (12V) et gèrera la vitesse du ventilateur à tout moment. - Le module d'alimentation du Raspberry Pi sera alimenté en permanent (5V) car c'est lui qui gère l’allumage des relais et la génération des tensions après allumage. - La Duet3 6HC sera alimenté avec un 5V externe qui sera le 5V après allumage, et sera connecté au Raspberry Pi avec la nappe SPI. Les 12V pour les ventilateurs et 24V pour les steppers et éléments chauffants seront également les tensions après allumage. - Le lit chauffant sera alimenté avec le 230V après allumage en sortie de relais, et sera commuté avec la commande en 24V de la Duet3 via un SSR présent au niveau de l'imprimante. - Les modules voltmètre/ampèremètre sur la face avant seront alimenté par les tensions après allumage (5V, 12V, 24V et 230V). - La sortie d'alimentation 12V pour le déshumidificateur de filament ESUN sera après allumage. - Les huit LED d'indication en façade fonctionneront avec la lumière passant au travers de l'inscription imprimée en blanc sur deux couches uniquement. Chaque voyant à un petit coffrage sur l'arrière avec un support pour une LED 5mm. C'est le même principe que sur les tableaux de bord des voitures et d'après mes tests ça fonctionne plutôt bien car le blanc reste assez transparent avec deux couches uniquement. - J'ai opté pour de petits disjoncteurs à la place de fusible sans raison particulière si ce n'est la possibilité de réarmer facilement. Normalement ils devraient supporter le courant d'appel lors de l'allumage des alimentations Meanwell, si ce n'est pas le cas j'ai des porte fusible avec des fusibles en verre à mettre à la place... La suite une prochaine fois.1 point
-
ça ressemble beaucoup à un filament qui a pris l'humidité. Il faut essayer avec un autre filament et sécher le cassant à 45°C (pas plus sinon il va ramollir et se souder) pendant 4 heures1 point
-
Salut @Mahh31, Je comprend mieux le filament en forme d'os signe généralement qu'il y en a un (d'os) PLA + Caisson = Filament tout mou Le caisson fermé (non ventilé) est à réserver à l'abs / asa et autres filaments capricieux. Par contre avec toute l'imprimante dans le caisson, tu ne vas pas garder tes composants électroniques en bon état très longtemps, ils ne vont pas supporter les 50° permanents.1 point
-
J'avais dit que ce serait ultra-facile... C'est une lampe cube, pas Borg mais une lampe cube quand même Je considère que c'est gagné Reste à trouver le plus simple : Si c'est pas Borg c'est...?1 point
-
Pour un insert de 3mm prévoir un trou de 4mm, profondeur 6mm minimum. Engager l'insert dans la pièce par le coté 3.9mm Enfoncer l'insert avec un fer à souder, pointe ronde, température 250°. Pour bien le mettre dans l'axer une fois insérée j'utilise une vis M3 .
 1 point
1 point -
Re Merci ! j'aime bien aussi Oui j'ai mis un thermomètre hydromètre Bluetooth Xiaomi. Généralement ça montait jusqu'à 35-40°.... MAIS je crois c'était avant que je ferme la partie du haut... Et c'est possiblement que ce soit depuis ce moment là que ça merde. Après ce n'est pas hermétique parce que c'est moi qui ai tout monté sauf le meuble que j'ai acheté. après j'ai fait ça, parce que je suis tombé sur des montages de personnes avec des tables lak de chez Ikea et leurs installation semblent plus hermétiques que la mienne ! Je vais donc essayer une impression avec une porte ouverte pour voir, que si c'est le problème je pourrais fabriquer une petite extraction à l'arrière pour y remédier. Et sinon je passerais à l'étape calibration.. En espérant qu'une des deux règle mon problème avant de passer sur du boulot plus sérieux d'électronique. Peace1 point
-
Salutation ! Ho ... le microcontrôleur a grillé (même pas une connexion USB possible) ou un MOSFET ou ... ? Quelle sont les symptômes ? Je veux bien voir de belle photos de cette carte H.S. ! Merci !1 point
-
Boitier pour raspberry pour console de jeu rétro gaming ? Ou alors c est un HLM pour playmobil avec domotique intégrée et disigné par un architecte sous acide !...1 point
-
Salut, C'est ce genre de carte ? Dans ce cas, tu as des stocks de références, y compris avec des drivers TMC intégrés. Après tu peux faire une petite découpe à la Dremel pour adapteur une carte plus répandue (genre SKRV 1.4).
 1 point
1 point -
Principe de précaution : ventiler le pièce lors d'une impression 3D.Même ls filaments PLA dégagent des vapeur et particules dangereuses. De même que les tapis, canapés traités avec des retardeurs de flamme émettent des particules toxiques il est de toutes façons conseillé d'aéré son logement. Après tu n'imprimes pas non plus h24 et les concentrations dans l'air sont infimes. Et dans la configuration PC-PTFE, je doute que tu fasses fondre le PTF directement. AMHA c'est un peu comme les filaments carbones : des particules noyées dans un filament. Pour en revenir à la question de @akoirium, le POM est une horreur à imprimer surtout au niveau de la première couche. Il faut monter à 150°c de plateau pour avoir un début d'accroche. Et bien sur un caisson fermé et idéalement chauffé.1 point
-
Salutation ! Beau caisson ! A tu mis un thermomètre dans le caisson ? a tu une ventilation d'extraction ? Car si tu chauffe 2h le plateau chauffant + la buse (le temps d'une bonne impression), tu arrive a qu'elle température dans ce "sauna" ... ? 50°C ? là l'explication de la déformation mécanique du filament due a la température de l'environnement s'expliquerais ...1 point
-
Je te recommande de démonter le bed et le mettre de côté bouge le chariot du bed et regarde si tu vois quelques chose quand tu as un point dur. et vérifié les élément indique par Titi781 point
-
C'est pas aussi rose que ça...un gendarme gagne bien et à une bonne retraite sauf qu'en gendarmerie tout le monde n'est pas gendarme (SOG) , je suis CSTAGN donc militaire (aucun des avantages, primes, niv de salaire beaucoup plus bas, niv de pension ridicule) est si pour une raison X, je suis foutu dehors ou que je me barre, j'ai pas droit au chômage... Et la retraite (plutôt pension car quant l'état parlait qu'il ne devrait pas y avoir de retraite sous les 1000 euros, les pensions n'en font pas partie donc je toucherais 650/700 euros....), elle est à peine plus élevè que le RSA donc même après avoir bossé (contrairement aux cassos qui profitent du système), je n'aurai de toute façon pas de quoi vivre, va falloir trouver un boulot pour compenser.... Et comme on n'a pas le droit à la parole (devoir de réserve....)sous peine d'être foutu dehors, ni de syndicat pour nous défendre... bin rien ne bouge et personne n'en parle donc ceux qui pense qu'on est des privilégiés car tôt en retraite qu'ils prennent notre place (et tout ça on le sait que longtemps après avoir signé quant on a personne dans le milieu).... Pendant la période des gilets jaunes, j'en ai entendu se plaindre (media et famille) de leur pauvre petite retraite de 2000 euros... c'est même pas ce que je gagne en bossant (comme beaucoup de monde....) donc ceux la j'ai plutôt envie de leur foutre des baffes plutôt que de les plaindre... En France c'est comme dans tout les pays, tout n'est pas rose et beaucoup (surtout ceux qui à la base n'en foutent pas une) se plaignent d'aise ,en veulent toujours plus (prime de noël alors qu'ils bossent pas, prime car les gamins peuvent plus aller à la cantine gratuite, bin oui ça bouffe un gamin, fallait réfléchir avant d'en faire une palanqué pour les allocs...) sans rien donner pendant que d'autres ne vivent pas mieux (voir moins bien) tout en bossant tout les jours car faut bien trouver de l'argent pour ceux qui foute rien.. Et je ne parle même pas de la justice qui part complètement en couille ici... Désolé du HS (même si c'est la section blabla...)1 point
-
J'espère qu'il l'a retiré pour que l'on voit le résultat1 point
-
J'ai installé un clone de BMG acheté chez Aliexpress auprès du très sérieux Trianglelab : https://www.aliexpress.com/item/32917029058.html1 point
-
Cela peut être le roulement du galet ou le galet déformé ou le rail sale ou les galet sale ou tout en même temps. Seul toi peut le savoir1 point
-
Salut, chez moi cela fonctionne bien comme ça exactement. Je ne serai dire pourquoi mais la commande curl -X POST https://.... déclenche bien le webhook.1 point
-
Pour info il n'est pas toléré sur le forum de faire du multi post sans intervention de quelqu'un. Tu peux pendant 12h modifier un post avec les "..." en haut a droite de tes posts, je t'invite donc a le faire ultérieurement avant qu'un modo te mette un carton jaune .1 point
-
Bon ben je viens de tester dans mon seche linge à condensation et pompe a chaleur avec un bac pour la laine, donc qui ne tourne pas (c'est mieux), ben ca a l'air de marcher... moins de bulles, mais je n'ai laissé que 40 minutes, je vais essayer plus longtemps pour verifier. ma femme me prend pour un fou, mais ca ce n'est pas nouveau! En fait non, c'est pas super, je vais voir pour un déshumidificateur ou déshydrataeur de cuisine1 point
-
Pour le tutoriel, par exemple comment récupérer ces valeurs, je n'ai pas d'endroit où sont affichés ces codes sur l'imprimante. j'ai modifié le z0.3 en z0.2 dans le start g code par rapport au tutoriel, comme la cale est de 0,2 on déplace donc de 0,2, le 0,3 n'était pas logique. Étape 6 : Nivelage du lit manuellement Un cube de test sans support ? Mais comment peut-il imprimer le dessus qui est dans le vide ? Sinon le mien est propre. Le 25 mm/s était pour mes problèmes d'adhérence, je vais pouvoir augmenter. Merci pour les conseils ! Il n'est pas parfait mais pas mal (https://www.thingiverse.com/thing:4335316 en 150%)
 1 point
1 point -
coucou, les printers ^^ je complete ma présentation avec quelques screenshot de ma configuration ma page de gestion de la ender3v2 dans Home Assistant. J'ai bien entendu l'ensemble des informations concernant les capteurs de la ender, ainsi que des bouton d'arret rapide (STOP urgences, pause, cancel, power) Quand une impression est détectée, la carte avec le niveau des filaments me permettra de choisir qu'elle couleur j'ai utilisé, en sera ainsi déduis automatiquement l'estimation qu'octoprint à fait de mon objet à imprimer. Si le niveau de mon filament passe en dessous d'un seuil defini, j'aurais alors un panneau qui s'affichera et je recois également une notification dans Telegram, ainsi je ne lancerais pas une impression sans avoir assez de filament Egalement une notification pour le niveau de température et d'humidité de ma boite de filaments. Notification Telegram du travail terminé avec envoi 'une photo de la webcam, 10 mn apres les led s'eteignent : j'ai utilisé HA, Node Red, MQTT, Octoprint, Telegram, Nextion Editor... Un ecran tactile nextion de 2.4 pouce (~12€), fixé à la boite de filament me permet un rapide coup d'oeil et d'agir sur les commandes de base : L'eclairage est en ruban led type W2812 controlé par un Weemos D1 Mini avec la géniale integration WLED reste à mettre une petit prise connectée en zigbee , recuperer la valeur electrique, programmer des flow pour eteindre l'imprimante apres lerefroidissement d'une impression d'objet et octoprint shutdown correctement. voila pour cette petite mise à jour avec ce gros point positif qui est la gestion des longueurs des filaments restant et dynamique
 1 point
1 point