Classement




Contenu populaire
Contenu avec la plus haute réputation dans 13/07/2023 Dans tous les contenus
-
Ta vessie, non ? OK, je pars de ce pas aux toilettes5 points
-
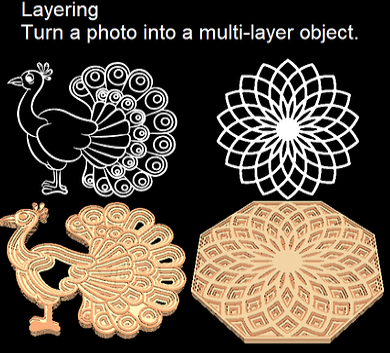
Salutation ! Qui a déjà joué avec HueForge https://shop.thehueforge.com/ (payant) ou équivalent ? photo extraite de https://shop.thehueforge.com/products/hueforge-limited-commercial-annual-upgradable-license Comme cela produit des modèles 3D pour faire des impressions ayant 'n' couleurs mais avec seulement 'n-1' changement de filaments, cela n'oblige pas a avoir de "MMU" (Multi material Unit) ou de "Mosaic Palette" ou de "BambuLab AMS" mais juste de pouvoir faire des changements de filament en cours d'impression. ( donc par exemple d'avoir simplement le M600 d'activé dans son firmware marlin) ( https://www.luban3d.com/ (limité en version gratuite) propose un outil pour transformer une image en modèles multi-couches, mais luban3d, ne semble pas pousser aussi loin que HueForge la gestion des couleurs et les transmissivité des filaments de couleur utilisés. )
 3 points
3 points -
Alors non, car : 1/ je ne tiens pas 3-4 jours ! 2/ j'évite les boîtes ! J'ai trouvé plus pratique dans la plus petite pièce chez moi ...3 points
-
Sans modèle et/ou photo du dit parasol ça va être compliqué...3 points
-
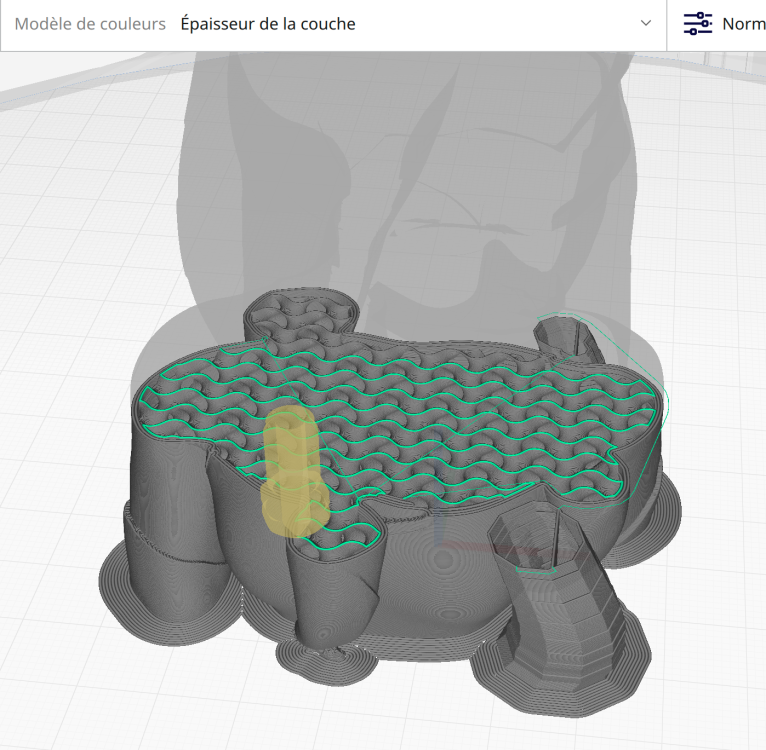
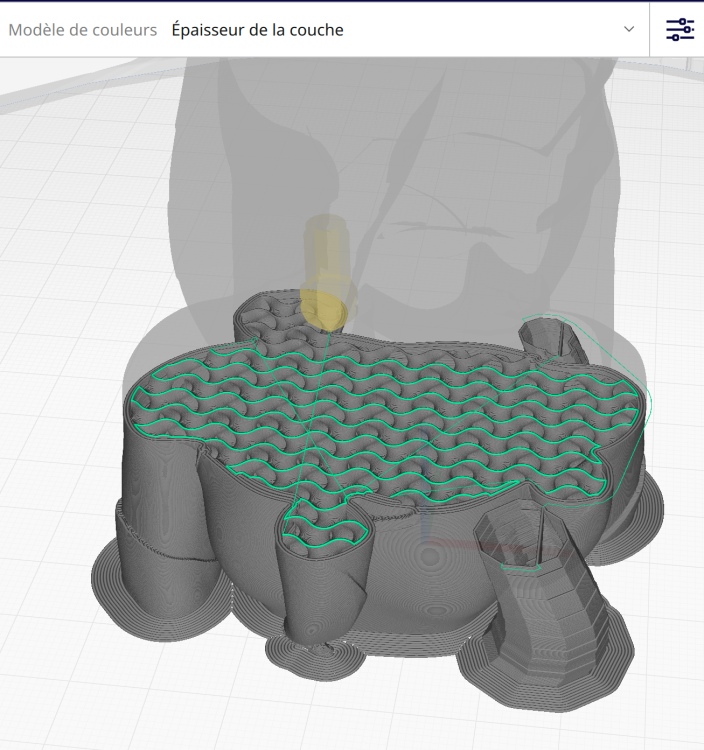
Je réalise principalement des inserts de jeux de société. Donc la, je vais rester en 0.4mm. Merci2 points
-
Assez en phase avec sa critique : - La PS1 devient la nouvelle imprimante pour un débutant qui veut quelque chose d'efficace - La P1P reste conseillée pour les budgets les plus serrés - La X1C n'a plus grand chose pour elle - à réserver aux cas particuliers des gens pour qui le budget n'est pas un problème ou qui veulent absolument le top du top technologique Dans ce qu'il dit : - La P1S est mieux qu'une X1 à l'époque (le modèle que tout le monde a oublié mais qui pourtant était déjà une X1C un peu moins chère) - La P1S est mieux qu'une P1P - Le chassis P1S est en plastique versus en alu sur la X1C MAIS çà n'a à priori aucune incidence - La P1S n'a pas le LIDAR mais pas grave vu que livrée avec un PEI par défaut (nouveau modèle en plus) - bcp d'acheteurs resteront sur du PEI texturé de fait et ne seront jamais gêné de ne pas avoir le LIDAR - La P1S a le fan interne (comme la X1C), idem pour le filtre à charbon (trappe au dos), idem pour la barre de LED, idem pour la caméra - L'écosystème est (comme chacun sait) 100% le même entre tous les modèles (App smartphone + Bambu Studio, etc.) - Il n'y a que l'écran finalement de la P1S qui est bof - Avec la P1S, Bambu va perdre ses ventes sur son modèle phare, la X1C, mais c'est p-e pour que ce segment de vente puisse être occupé par Bambu eux-même avec la P1S, plutôt que de laisser une autre marque prendre les parts de marché - De fait, la P1S se pose bien en concurrente directe de la K11 point
-
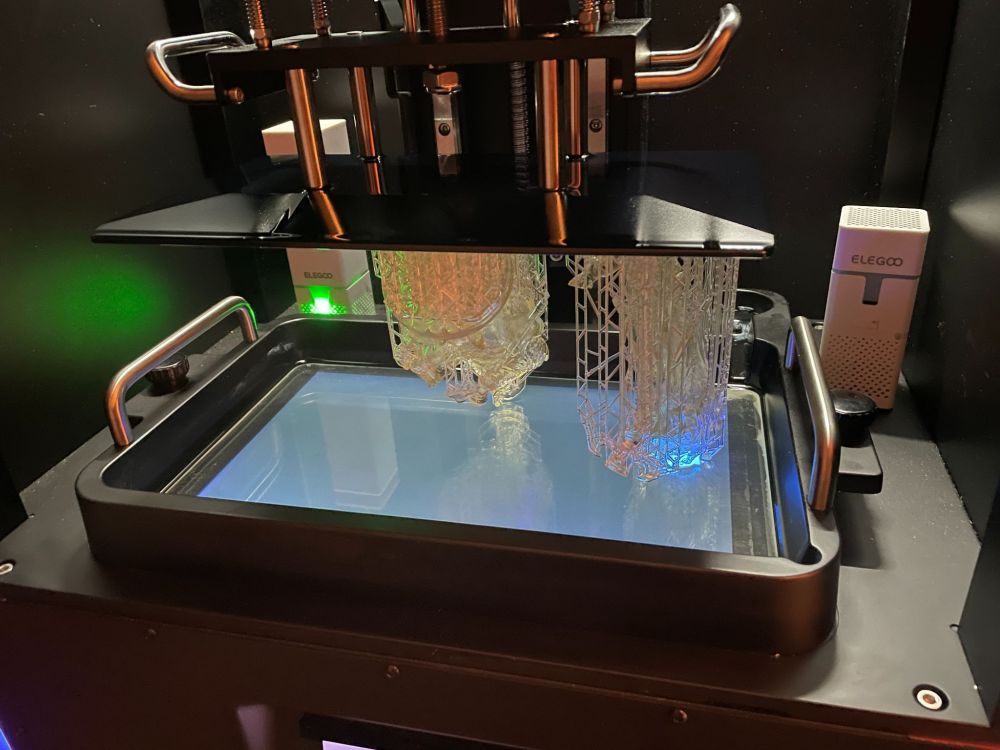
Le SAV m'a envoyé un nouvel exemplaire de cette carte. Je l'ai changée, l'intensité lumineuse est beaucoup plus forte et du coup j'ai fait un test d'impression de 2 figurines 15 cm de hauteur en transparent (parce que c'était la résine dont j'avais le plus d'exemplaire, en test pour savoir si la lumière passait ou pas). Et Eureka ça a marché. Pas eu le temps de faire d'autres tests, ni de voir avec une résine opaque, mais pour l'instant je ne vois pas pourquoi ça ne fonctionnerait pas ... jusqu'au prochain problème
 1 point
1 point -
Bonsoir à tous, X1C achetée il y a une semaine. Si j'avais tout si j'aurais attendu la P1S avec l'AMS... Mais bon, ne boudons pas notre plaisir, c'est une super machine. Bonne soirée à tous !1 point
-
Pour son premier anniversaire, Bambu Lab commercialise une nouvelle imprimante 3D pour compléter sa gamme : la P1S. https://www.lesimprimantes3d.fr/bambu-lab-p1s-presentation-20230713/ Fiche technique https://www.lesimprimantes3d.fr/comparateur/imprimante3d/bambu-lab/p1s/ Acheter https://li3d.fr/BambuLabP1S-BBL1 point
-
J'avais commencé par la V3 puis je suis passé à la V4 (+ CRTouch en Y=0).1 point
-
Oups ! corrigé.1 point
-
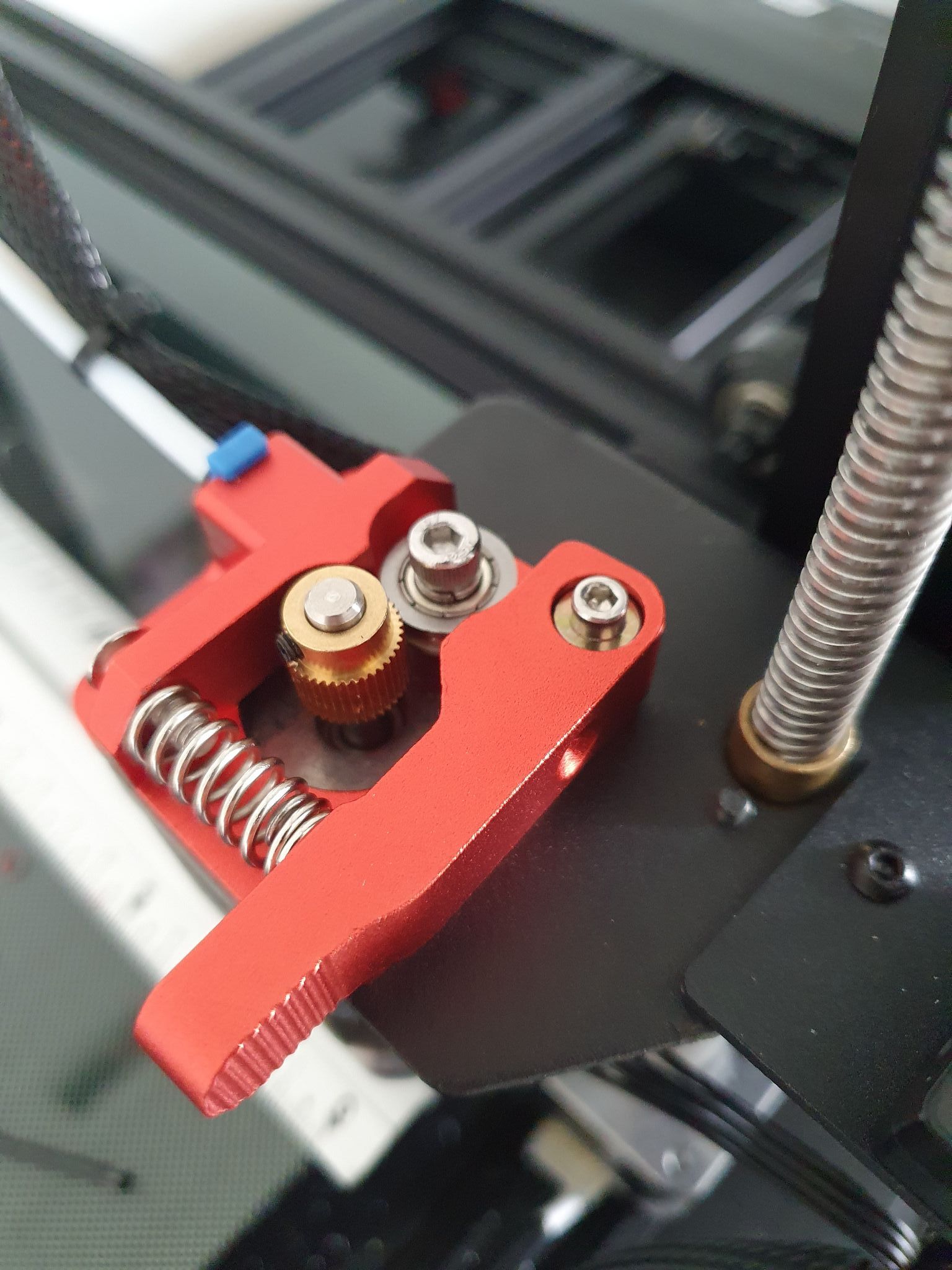
Si le kit était complet, il y avait une pièce à insérer sur la vis et à l'intérieur du ressort (encadré rouge) : @hyoti, deux fois la même photo, c'est exprès ?
 1 point
1 point -
A voir comme cela, j'ai l'impression qu'il te manque une pièce qui va dans le ressort côté vis de serrage. Si la photo ne me trompe pas tu ne p)eux rien régler au niveau pression sur l'extrudeur. comme sur la photo suivante.
 1 point
1 point -
Actuellement, tel quel, tu pourras toujours visser / dévisser la vis, la tension sur le levier ne sera pas modifiée. En gros, il manque une pièce (cercle bleu) pour que ce soit efficace. Pour le reste: - vérifie que la vis qui sert d'axe au levier ne soit pas trop serrée - démonte la roue libre (en face de la roue dentée d'entrainement) pour vérifier qu'elle n'est pas grippée.
 1 point
1 point -
1 point
-
Clairement ça ventile plus et ça doit aussi faire un peu caisse de résonance.1 point
-
A 160€ le prix du kit est extrêmement bien placé. C'est presque quatre fois moins cher que l'enclosure de Prusa avec les options.1 point
-
Oui c'est son histoire de 3-4 jours qui m'intrigue ! C'est relativement fréquent et la boîte pas si petite ... J'ai beau chercher, je n'arrive pas à voir ce que j'aurais besoin de vider si régulièrement.1 point
-
Étrangement, ma X1C fait plus de bruit que ma P1P, principalement lié au ventilateur auxiliaire j'imagine1 point
-
Pourquoi "Gros" ??? En accord avec ma citation, je te réponds "C'est bas..."1 point
-
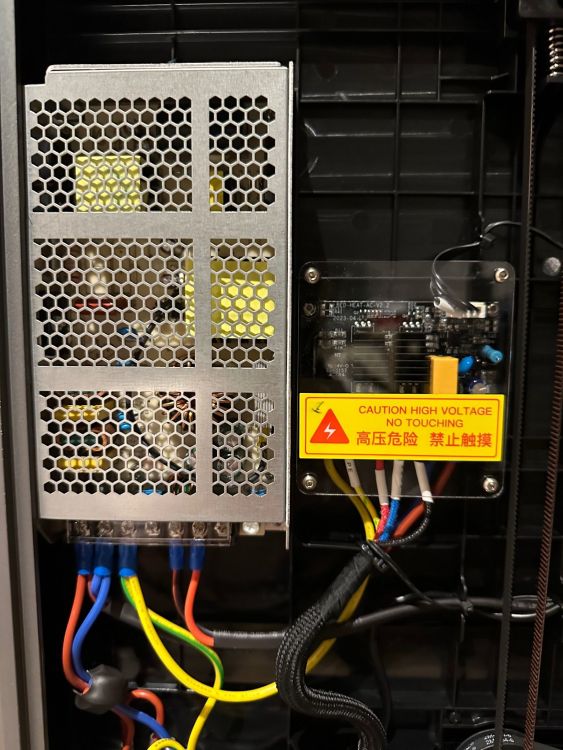
Pour la gaine thermo-rétractable, oui. Creality ne faisant jamais les choses comme tout le monde, ils ont inversé sur la prise picoblade mâle le + et le -, il faudra donc souder le noir sur le rouge et «lycée de Versailles». Voir les instructions de montage du modèle Zuff :1 point
-
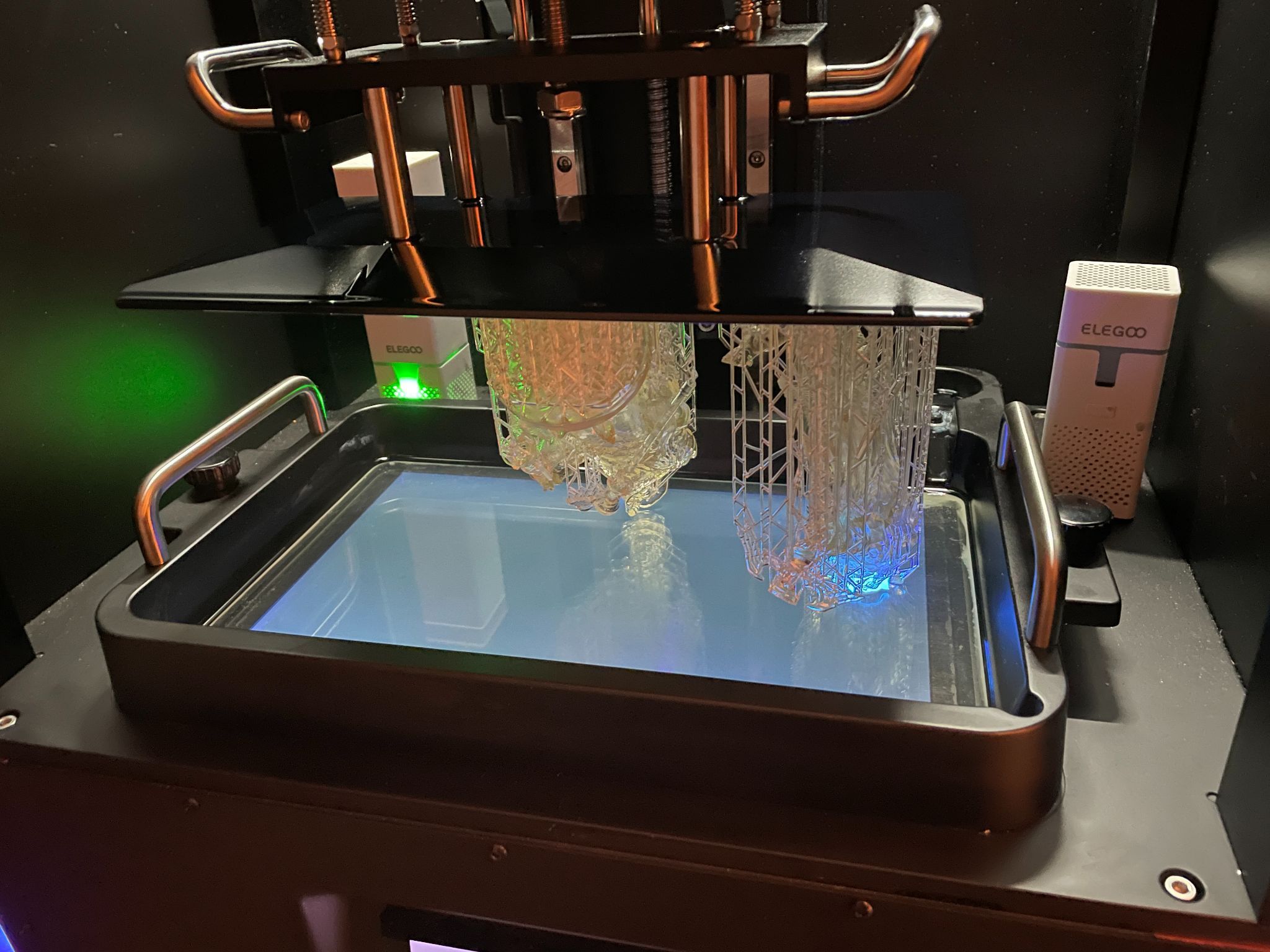
C'est curieux toutes vos techniques. Personnellement j'utilise des bouteilles d'eau de 2L d'alcool isopropylique, j'en ai 8 pour faire un roulement. J'ai 3 bacs de nettoyage, le propre, le sale et l'eau de rinçage. Je change le sale à chaque impression avec mes bouteilles. Le propre est changé quand je commence à avoir de légers dépôts blancs sur mes figurines. Je peux garder le propre genre 30 impressions voir plus, ensuite ça passe côté sale. Mes bouteilles sont placées dans mon jardin dans un petit coin au soleil, et été comme hiver elles sont à nouveau utilisable en 2-5 jours. Je n'ai pas le problème de mousse car comme je change à chaque impression la concentration en alcool est faible. Ça maintient mon bac de propre plus longtemps propre. J'ai eu par le passé des bouteilles de mousse, dans ce cas il faut laisser décanter 1 semaine, secouer un bon coup, ça va faire de poussière de mousse puis avec le temps ça va se déposer au fond. S'il le faut, ressecouer et au final plus de mousse et IPA comme neuf. J'imprime du gros en général mais du 32mm aussi parfois. Le soucis c'est qu'il faut à chaque impression vider les 4l du bac dans les 2 bouteilles et nettoyer le bac avec un mouchoir en papier. En tout ça me prend 20 min pour le faire depuis le bouton arrêt de l'imprimante jusqu'à nettoyage complet et mon impression prête pour le retrait des supports. Avec la petite spatule je vérifie que le VAT est ok avec rien de collé au fond et je réimprime sans le nettoyer.1 point
-
On a résumé ça ici et on ajoutera les autres revendeurs quand elle sera dispo ailleurs : https://www.lesimprimantes3d.fr/comparateur/imprimante3d/bambu-lab/p1s/ La P1S : https://li3d.fr/BambuLabP1S-BBL Le kit upgrade P1P -> P1S : https://li3d.fr/KitupgradeP1P-P1S-BBL1 point
-
Hello! Sinon, sous prusa slicer ou super slicer, tu peux utiliser la fonction "Décalage en Z" lors de ta deuxième impression. Come cela, lors de la deuxième impression, tu laisse le home se faire sur ta première couche à genre +0.2mm et tu fixe le décalage en Z à -0.2mm. Je pense que cette option doit exister sou s tout les Slicer.1 point
-
Salut, Quelqu'un a eu un résultat similaire ici. Comme tu peux le lire, il a augmenté la température d'extrusion pour améliorer le rendu. Est-ce que tu as imprimé une tour de température comme celle-ci? As-tu vérifié que tu n'avais pas le mode extrusion volumétrique d'activé? PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)1 point
-
Oui c'est dans l'idée du principe d'une lithophanie. Mais il me semble un poil plus poussé, afin de créer le modèle 3D en anticipant les couleurs et surtout les transmissivités /"opacités" des filament utilisé pour obtenir un modèle 3D qui donnera un rendue plus subtil des nuances des couleurs. voir https://devlog.thehueforge.com/p/what-exact-is-hueforge et https://devlog.thehueforge.com/p/what-is-hueforge-and-how-did-you https://3dp.rocks/lithophane/ fait une lithophanie basé seulement sur une transformation en niveau de gris. Donc cela ne permet pas d'anticiper le "mélange" de rendue de transmissivités des couleurs de chaque filaments si tu l'imprime avec des changement de filaments sur certaine couches...1 point
-
Salut, Je n'ai peut-être pas bien compris le concept, mais ce logiciel génère simplement une lithophanie que l'on imprime à plat, non? Donc, il suffit de changer de filament à la hauteur de couche souhaitée à partir d'un STL généré par un logiciel gratuit comme celui-ci. Le principal apport du logiciel ne serait que la "prévisualisation" du résultat que l'on devrait pouvoir obtenir avec un logiciel de dessin...1 point
-
Salut, A priori, pas de présentation, un seul message, tu risques de ne pas avoir de réponse Maintenant, je viens de commander une Ender-3 S1 Pro 3D. Sais-tu s'il y a un profil pour cette imrimante avec ce slicer Prura dont j'entends beaucoup de bien ? Euhh... Après avoir posté, je m'aperçois, sauf erreur en regardant ton image, que ce semble être le cas ! Fait pas bon vieillir ! Merci d'avance pour ta réponse.1 point
-
je n'avais pas regardé les tarifs, mais la licence à 12$ est plus que raisonnable.1 point
-
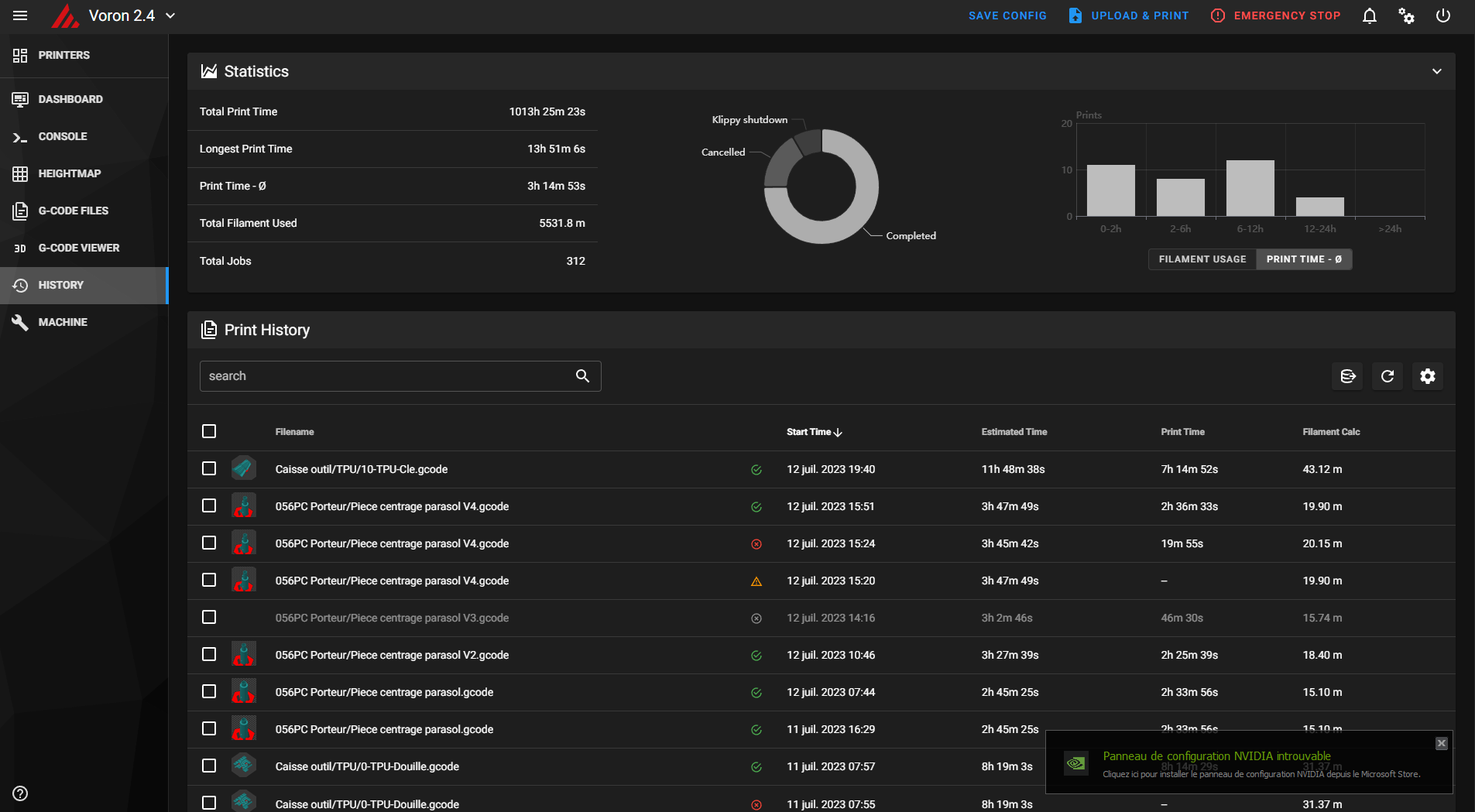
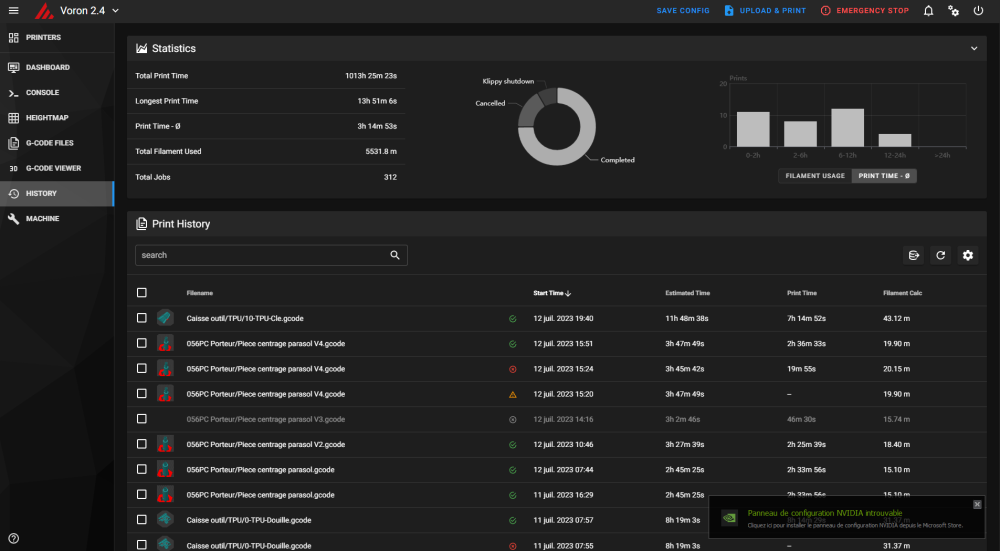
On a passer les 1000h je suis très content de la Voron 2.4. A part la clicky probe qui va falloir changer. J'ai fais aucune grosse maintenance sur ma voron. Je change juste ma buse de chez E3D toute les 600-700h. J'ai vérifier tension des courroie et graisser mes rails toute les 500h. Je trouve que une fois construite la voron et avec de bon mod. On peut satisfaire un usage semi-professionnel. En mod j'en ai plusieurs: clicky probe (je vais mettre Euclide probe), GE5C, l'écran TFT, pin mod, Je vais installer un axe en carbone sur mon X Le mod VoronTap vaut t'il le coup de le mettre ou pas. La précision par rapport a une Euclide probe est t'elle avantageuse ? Et j'ai toujour pas fais le test de l'ADXL, je suis toujours avec l'accélération par défauts. Après avoir changer l'axe X je vais le faire
 1 point
1 point -
Avant de demander une démo ou prendre une licence pour usage personnel, je vais regarder si j'ai les filaments pour imprimer des modèles, réalisés avec HueForge, que l'on trouve gratuitement, par exemple via https://thangs.com/search/HueForge?scope=all Mais pour le moment je n'ai trouvé aucun modèle qui utilise des filaments que j'ai en stock ex https://www.printables.com/fr/model/513484 Avec ce genre de soft, je vais vouloir acheter plein de bobines de filament pour avoir plein de couleurs avec des transmissivités de couleurs différentes. Donc, à long terme, le coût du soft (même en License commerciale à vie), sera probablement très vite ridicule face aux coût des bobines de filaments. ( je regarde pour hypothéquer ma maison afin d'acheter un fabricant de filament comme ArianePlast )
 1 point
1 point -
tu prend un tissus mouillé et tu frotte et les taches/marquage de colle se retirent facilement1 point
-
@PPAC il faudrait que tu demandes (gentiment, comme tu sais le faire) une version d'essai et que tu testes se produit. Je trouve le résultat trop beau pour être vrai, mais j'y croirais volontiers si tes tests étaient positifs.1 point
-
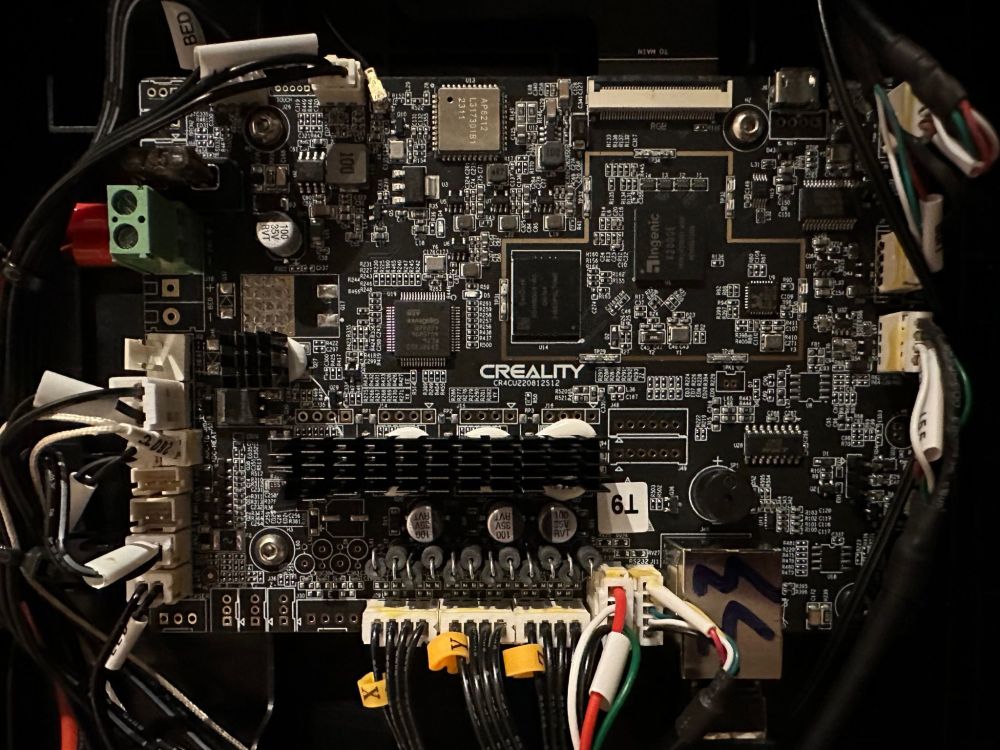
Bon comme c’était prévu la K1 Max n’est pas rootable. Voilà d’autres photos.




 1 point
1 point -
Franchement c'est quoi le problème avec la colle ? J'en suis à une vingtaine d'impressions sur la Cool Plate sans avoir besoin d'en rajouter ou de tout refaire ...1 point
-
Bonsoir, J'aime beaucoup le rendu de tes pièces et j'attends avec impatience la description de la correction de "ton erreur" pour pouvoir faire le même rendu.1 point
-
Pourquoi tant de supputations basées sur de savants calculs cabalistiques, d'études marketing, de suppositions suivants des indices astraux pour finir par de longs messages alors que vous n'en savez rien. Franchement si vous faisiez confiance à la Française des jeux, vous auriez plus de chance de gagner. Moi je prédis et parie que dans trois mois, il y aura une bécane de 360 x 360 avec plusieurs couleurs sans purges ni tour. PS: fais pas le con Josef, je veux gagner mon pari.1 point
-
Avec un groupe électrogène pour le recharger lors des compétitions1 point
-
Je pense que pour la Creality, il faut attendre un peu. Ils ont sorti la K1 et la K1 Max, mais il faut attendre la K1 S1 ou la K1 S1 Pro et la K1 Max V2 Plus néo. Je ne parlerais pas de la K2 celle qui atteint des sommets.1 point
-
J'ai commencé mon caisson aujourd'hui. Dimensions exterieure : Hauteur : 77cm Largeur : 70cm Profondeur : 77cm Je voulais un espace assez libre autour de l’imprimante pour pouvoir "bricoler" dessus vite fait sans etre obligé de la sortir à chaque fois. Pour l'instant ca ne ressemble pas à grand chose, j'ai encore les parroies vitré fixe a mettre sur les coté ainsi que la porte vitré elle aussi. Pour la porte je ne sais pas vraiment pour quel système opter, mono-porte à charnière classique d'un coté (grande porte du coup), ou double porte gauche/droite avec l'avantage de pouvoir ouvrir qu'un coté si jamais je dois intervenir sur l'impression en cours et eviter de trop faire varier la temperature à l'interieur, voir même système de porte "ciseaux". Bref je cogite encore un peu là dessus. Et j'aurais aussi tout le systeme de ventilation et de chauffe a mettre en place. A suivre...


 1 point
1 point -
clairement, si l'on veut séparer les produits, il faut un appareil qui puisse être régulé en température. Si l'on à un appareil qui monte à plus de 100°, vous n'aller rien séparer dans les liquides miscibles juste l'alcool commencera à coulé en premier, puis un mélange alcool eau, puis de l'eau (et quand je dis eau, je pense à tous les liquides avec un point d'ébullition en dessous de 100°). C'est comme si vous filtrez avec un filtre composé de mailles de 2mm de coté... tous les objects de moins de 2mm passeront avec les liquides. Alors un système qui monte à 80° serait l'idéal ! Attention aussi aux vapeurs (pas besoin de compression) hautement inflammables, mais c'est répété tous les 5 posts, donc je pense que c'est bien rentré. J'ai la chance d'avoir accès (de part mon boulot) à de grande quantité d'isopro et d'éthanol 97%, donc je ne souffre pas trop de ce problème. Mais d'un point de vue impact environnemental je pensais mettre en place une procédure pour réduire le besoin (c'est pas parce que j'aurais de l'essence gratuite que je laisserais tournée la voiture 1h tous les matins que pour la clim soit à 21°...). Mon idée était de commencer par nettoyer les pièces à l'isopro avec un combo brosse à dent / sopalin (donc très très peu de volume), puis recommencer avec l'étOH 97% pour enfin placer dans un bain classique. L'idée est de récupérer un maximum (cible 90%) des résidus de plastique sur le(s) sopalin(s), avant de peaufiner le nettoyage dans le bain d'EtOH (car bcp moins toxic que l'Isopro).1 point
-
Salut à tous, alors petit update pour ceux que ca pourrait aidé, c'est donc bien les connecteur du BL touch, le fait de mettre la prise noir fournie sur le connecteur JST ( blanc) de la carte c'est pas l'ideal, en fait on se rend bien compte en enfilant que ca tien à peine d'ou je pense 5 faux contact et ce meme avec la colle chaud ( ce que j'avais deja fait à l'install du BL touch, rien ne bougeait tout était solidaire !! ). J'aii donc commandé une pince pour connecteur JST, coupé le noir et j'ai mis un connecteur blanc et mis le connecteur qui allais avec sur le BL touch! bon ok c'est bcp de boulot juste pour ca c'est clair ! surtout que elle connecteur JST sont de format XH et c'est super petit ! MAIS ca marche nickel. voilou. à bientôt les gars1 point
-
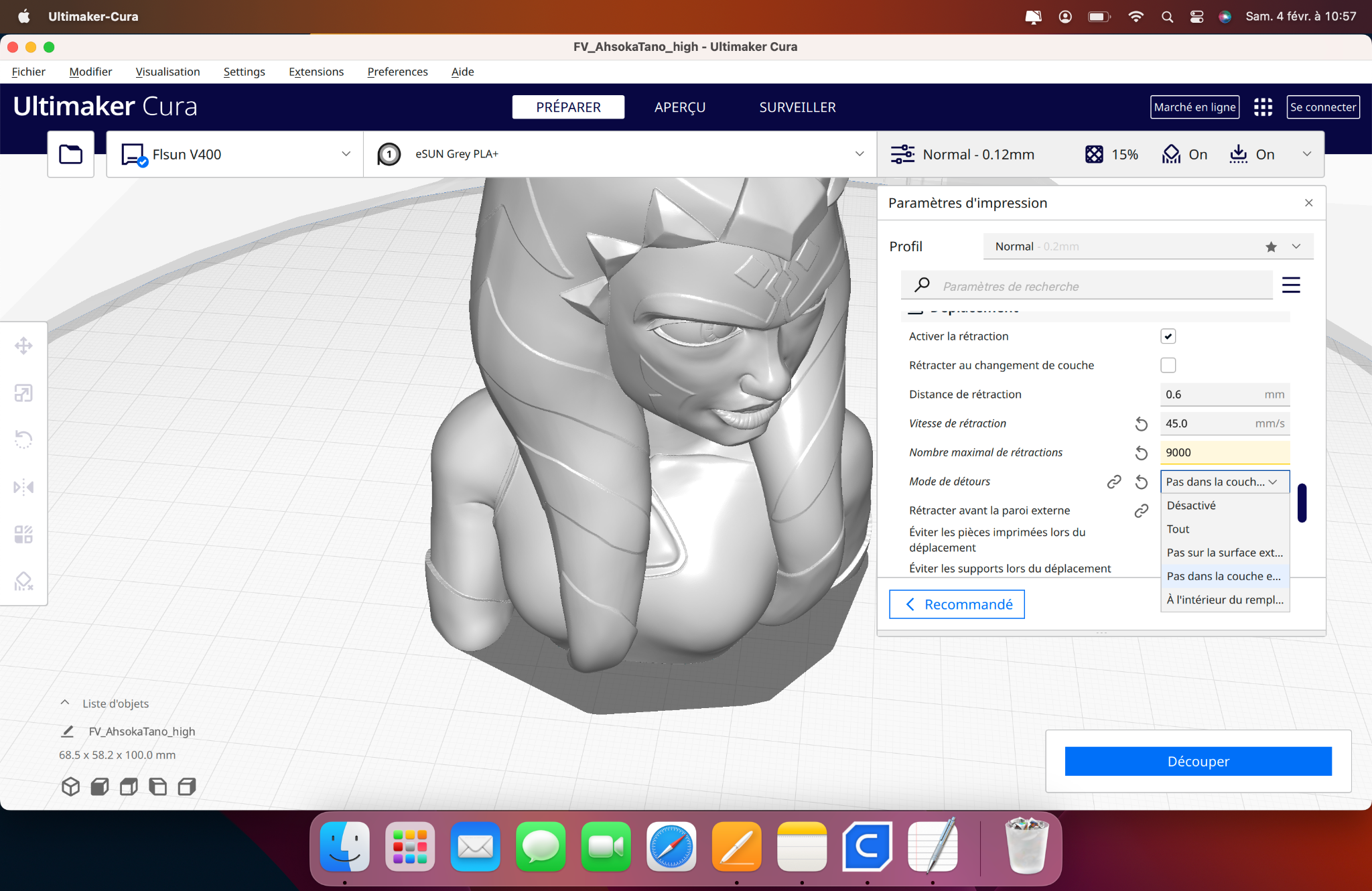
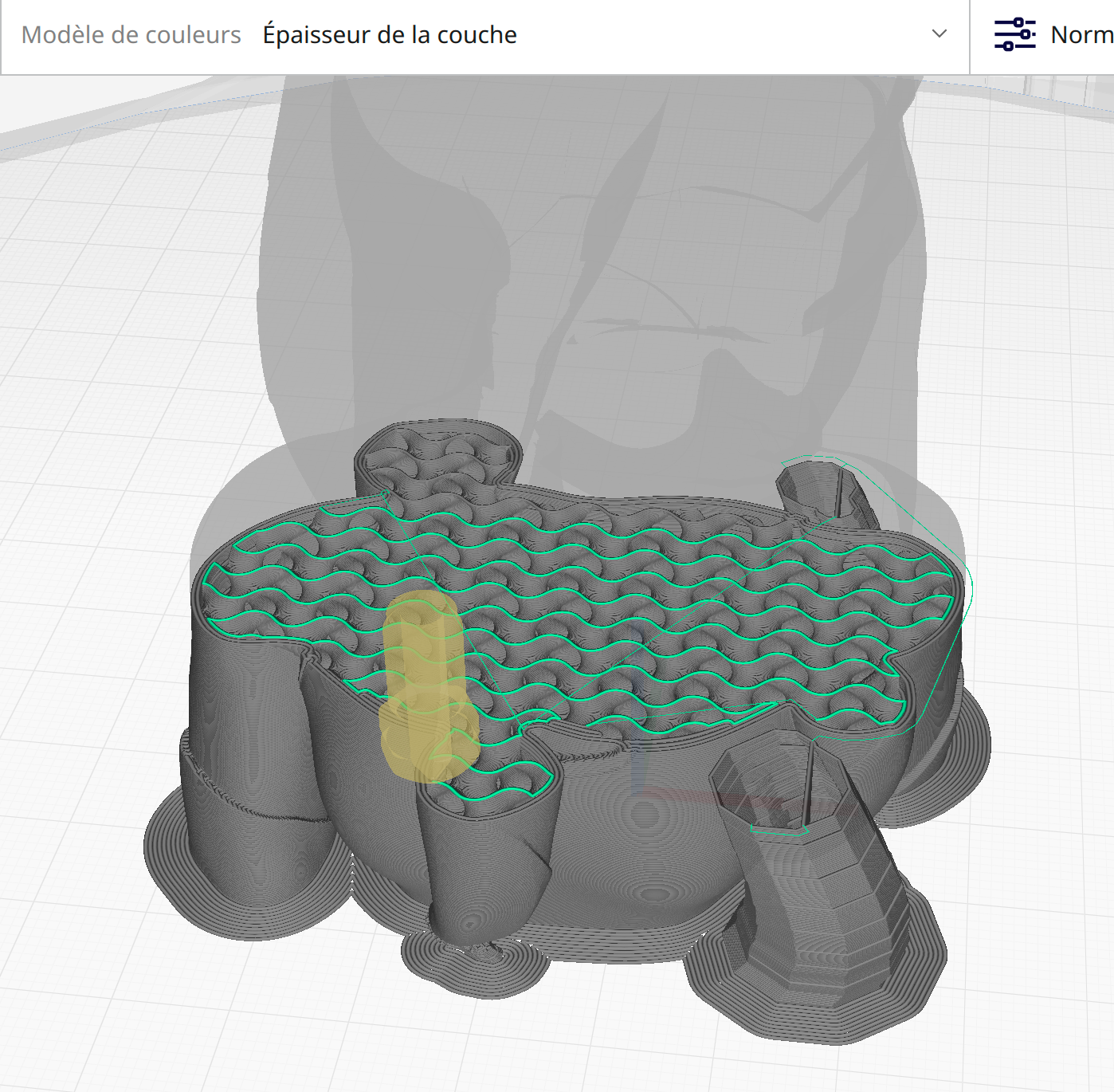
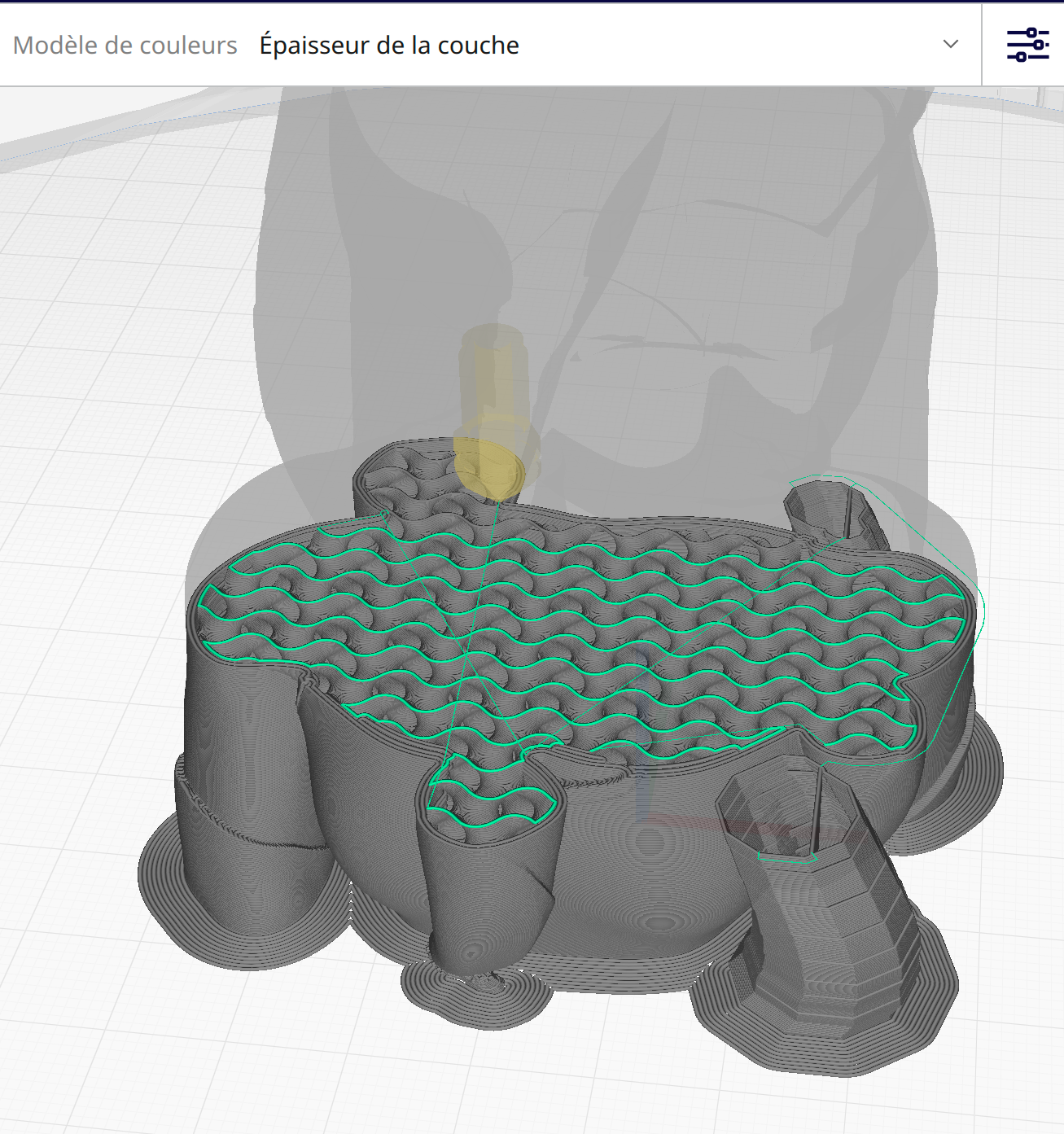
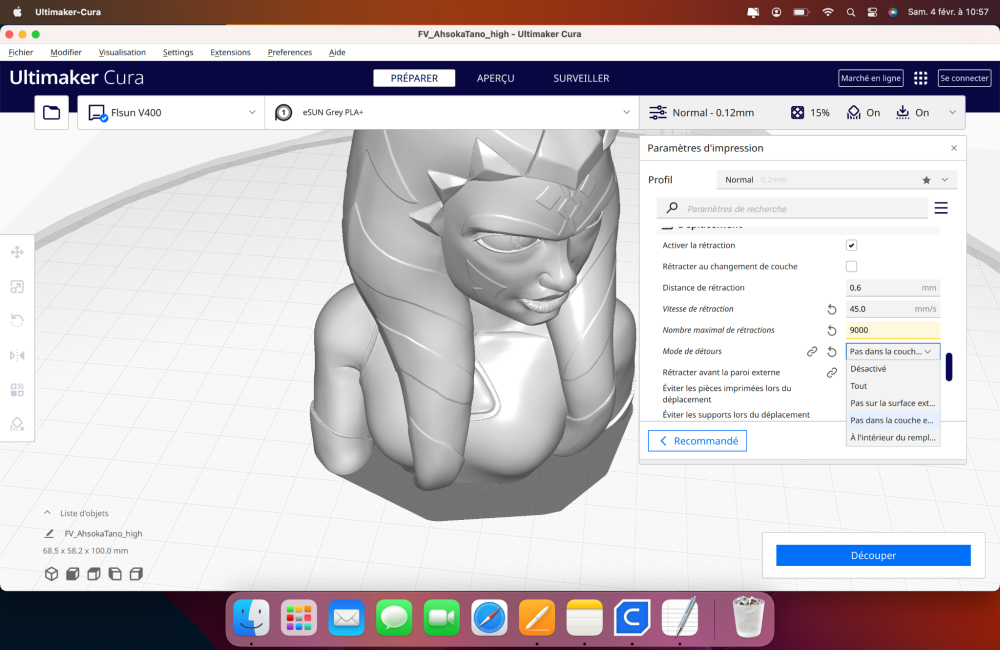
Bonjour à tous, Malgré de nombreux réglages ma buse frotte toujours sur le remplissage alors je me suis penché sur le moment exacte du frottement et voici ce que j’ai trouvé. Avant tout je suis sur Cura 5.0.0 avec buse ZODIAC V6 Volcano pro, 215deg/60g, esun PLA+, infill 90 et extruder réglé au poil de Wookie. La buse frotte uniquement quand il y a un déplacement d’une zone à une autre sur un même couche. J’ai regardé du côté du mode de détours C’est le même déplacement quel que soit le mode de détour On voit bien que la buse se déplace sur la même hauteur de couche pour aller finir le remplissage ailleurs (15% de remplissage pour l'exemple bien sur) J’ai alors vérifié la présence d’un décalage en Z (Z hop) dans le GCode selon les modes et surprise: Mode de détour Temps Impression Zhop dns le Code Désactivé 4h06 (246min) Z hop de 0,3 avant Déplacement Retour à la hauteur de couche initiale M204 S8000 M205 X100 Y100 G10 G1 F3000 Z21.48 G0 F24000 X-16.887 Y-15.422 Z21.48 M204 S6000 M205 X10 Y10 G1 F3000 Z21.18 G11 Pas sur la surface extérieure 2h53 (173min) Absent M204 S8000 M205 X100 Y100 G10 G0 F24000 X-5.662 Y-15.294 G0 X-16.887 Y-15.422 M204 S6000 M205 X10 Y10 G11 Pas dans la couche extérieur 2h55 (175min) Absent M204 S8000 M205 X100 Y100 G10 G0 F24000 X-1.827 Y-15.143 G0 X-4.82 Y-14.583 G0 X-16.777 Y-15.152 G11 G0 X-16.887 Y-15.422 M204 S6000 M205 X10 Y10 A l’intérieur du remplissage 2h55 (175min) Absent M204 S8000 M205 X100 Y100 G10 G0 F24000 X-1.827 Y-15.143 G0 X-4.82 Y-14.583 G0 X-16.777 Y-15.152 G11 G0 X-16.887 Y-15.422 M204 S6000 M205 X10 Y10 Tout 2h53 (173min) Absent M204 S8000 M205 X100 Y100 G10 G0 F24000 X-5.662 Y-15.294 G0 X-16.887 Y-15.422 M204 S6000 M205 X10 Y10 G11 En Moyenne 174min vs 246min … on perd 72min (1h12) soit 41% du temps pour un décalage en Z essentiel. Après plusieurs tests je vois que c’était bien le problème. J’espère que ça vous aidera Salutations à @Motard Geek et @Guilouz
 1 point
1 point -
Le PETG imprime a 30% ou moins de ventilation (perso je ferais 15 ou 20%) la ventilation est le pire ennemie du PETG.1 point
-
Le problème d'Ariane, ça a toujours été son fil oui je me défile ->1 point
-
Ils font du filament blanc en poudre ? Je file droit sur mon rail ->1 point
-
En même temps a quoi s'attendre à part des prints de merde avec le filament ariane plast ! Désolé mais j'ai rarement eu du filament aussi mauvais. Et cela en PLA , PETG et TPU . Ouai j'ai poussé le trait pour aller jusqu'au bout. Vraiment nul. Met moi ce filament à la poubelle et achète de la bonne came.1 point
-
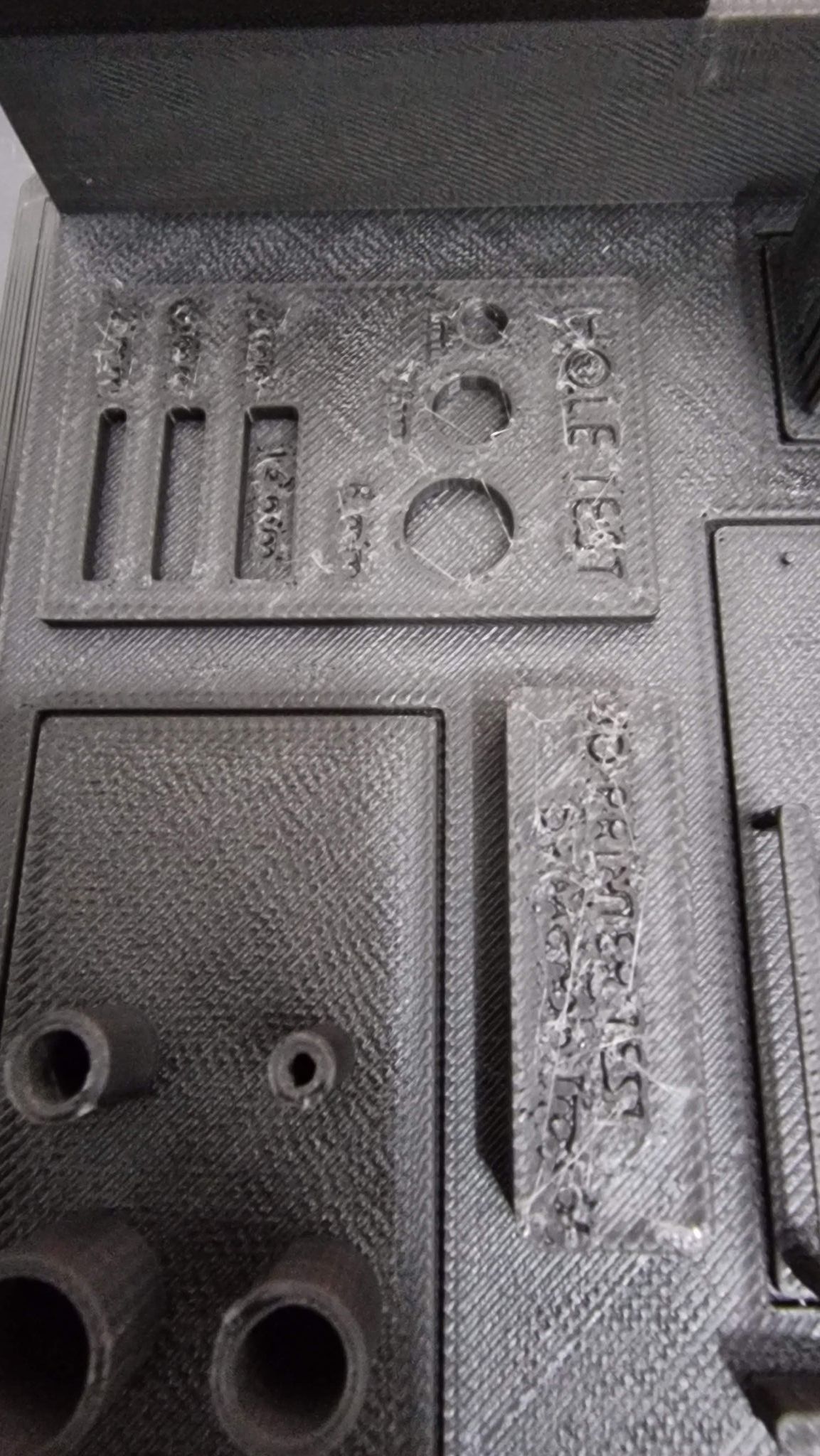
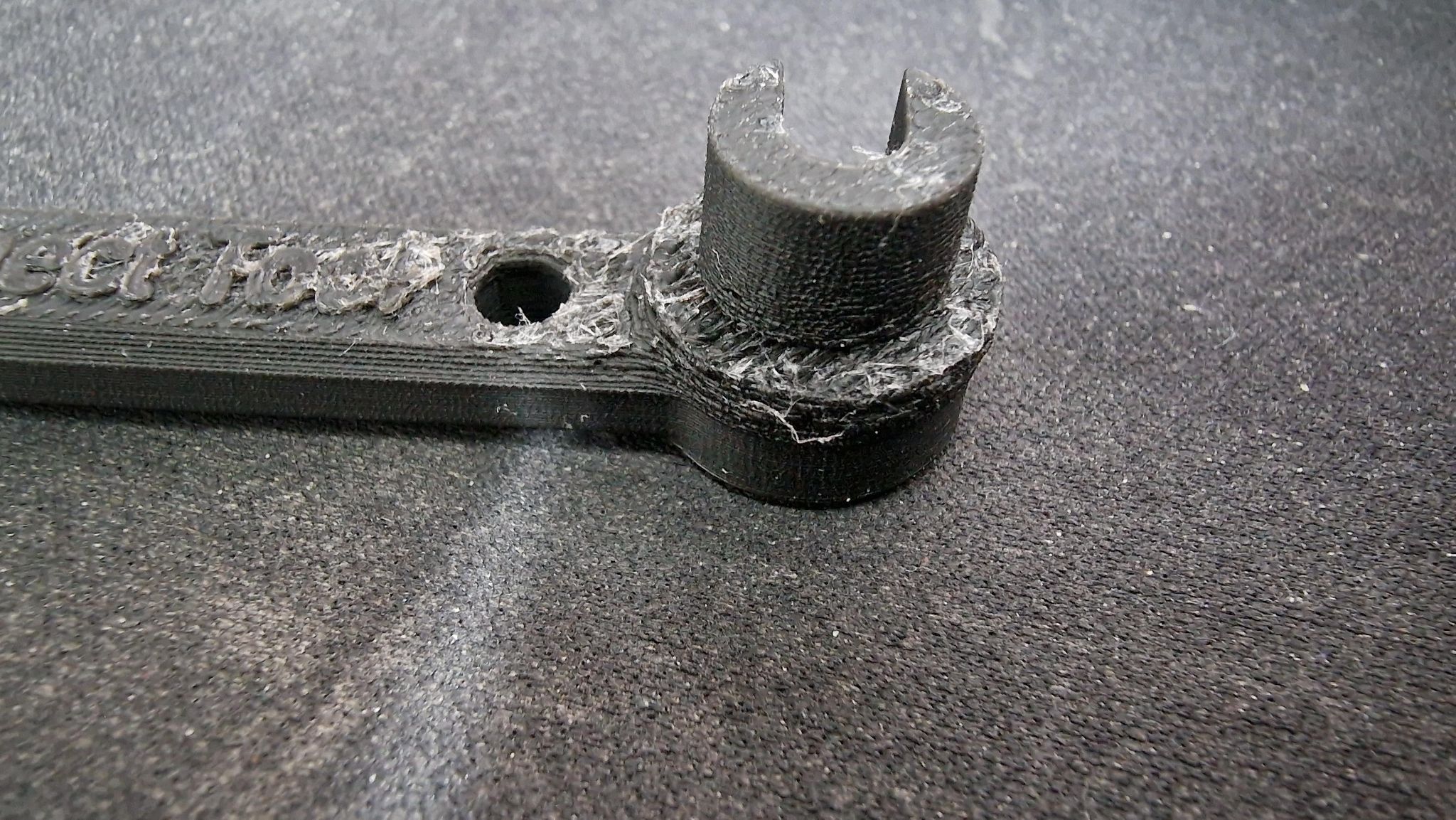
Bonsoir tout le monde, je commence à dompter la bête. Mais après quelques impression, j'ai des défauts tels que les photos. Avez-vous une idée de ce que c'est ?


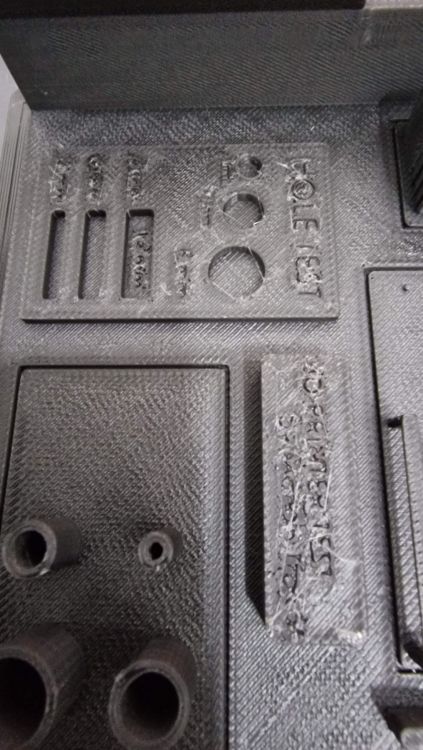
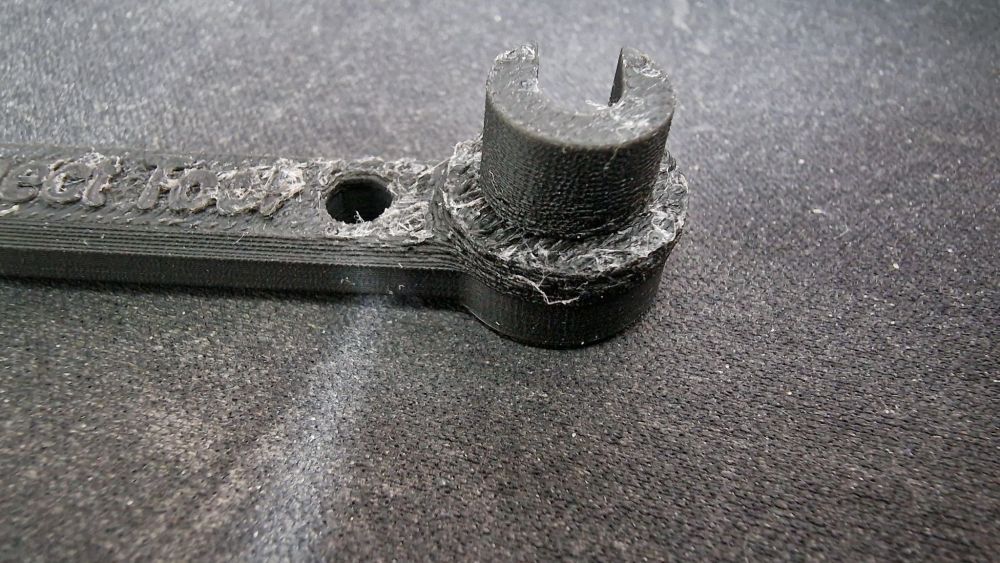
 0 points
0 points -
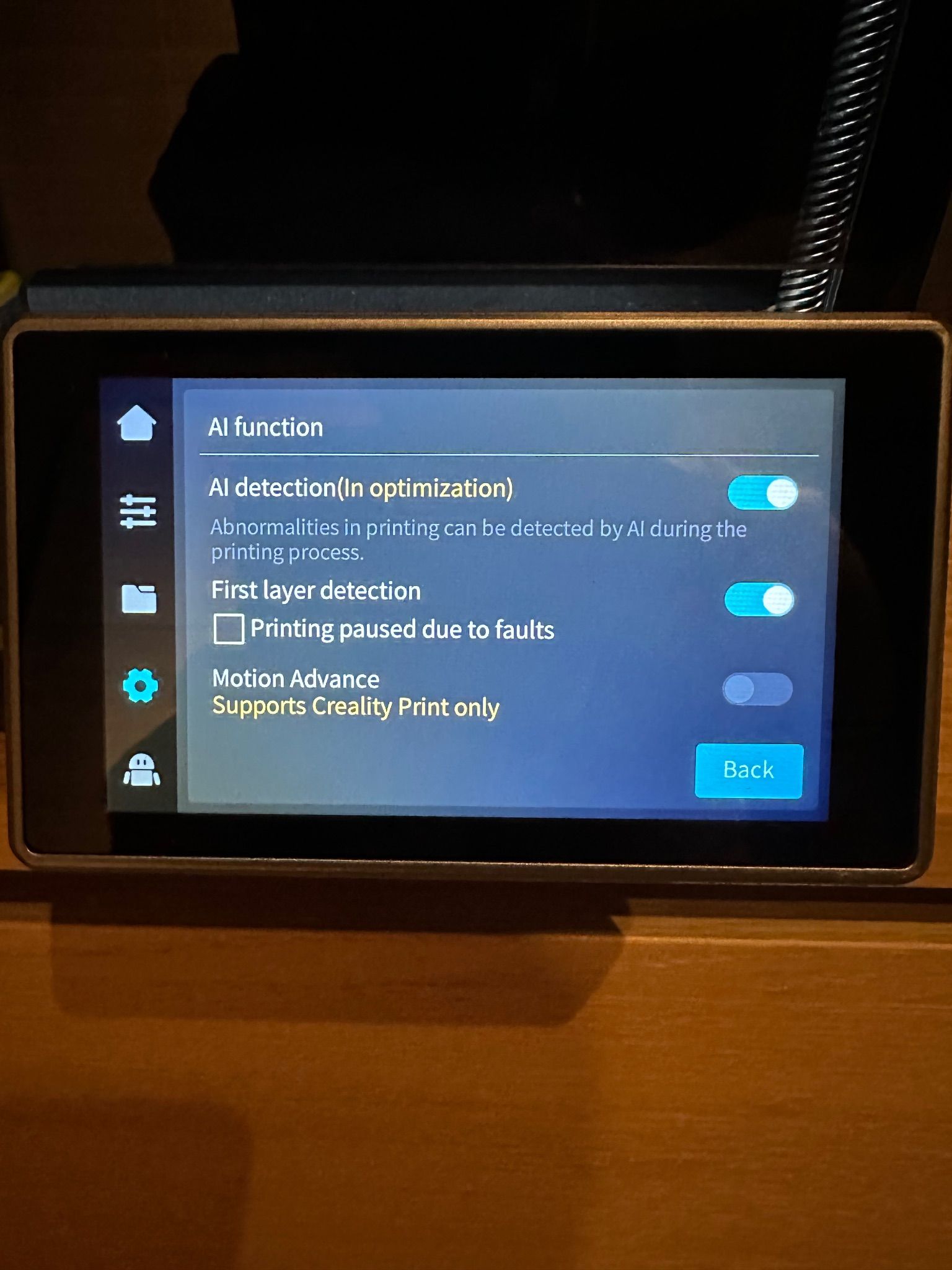
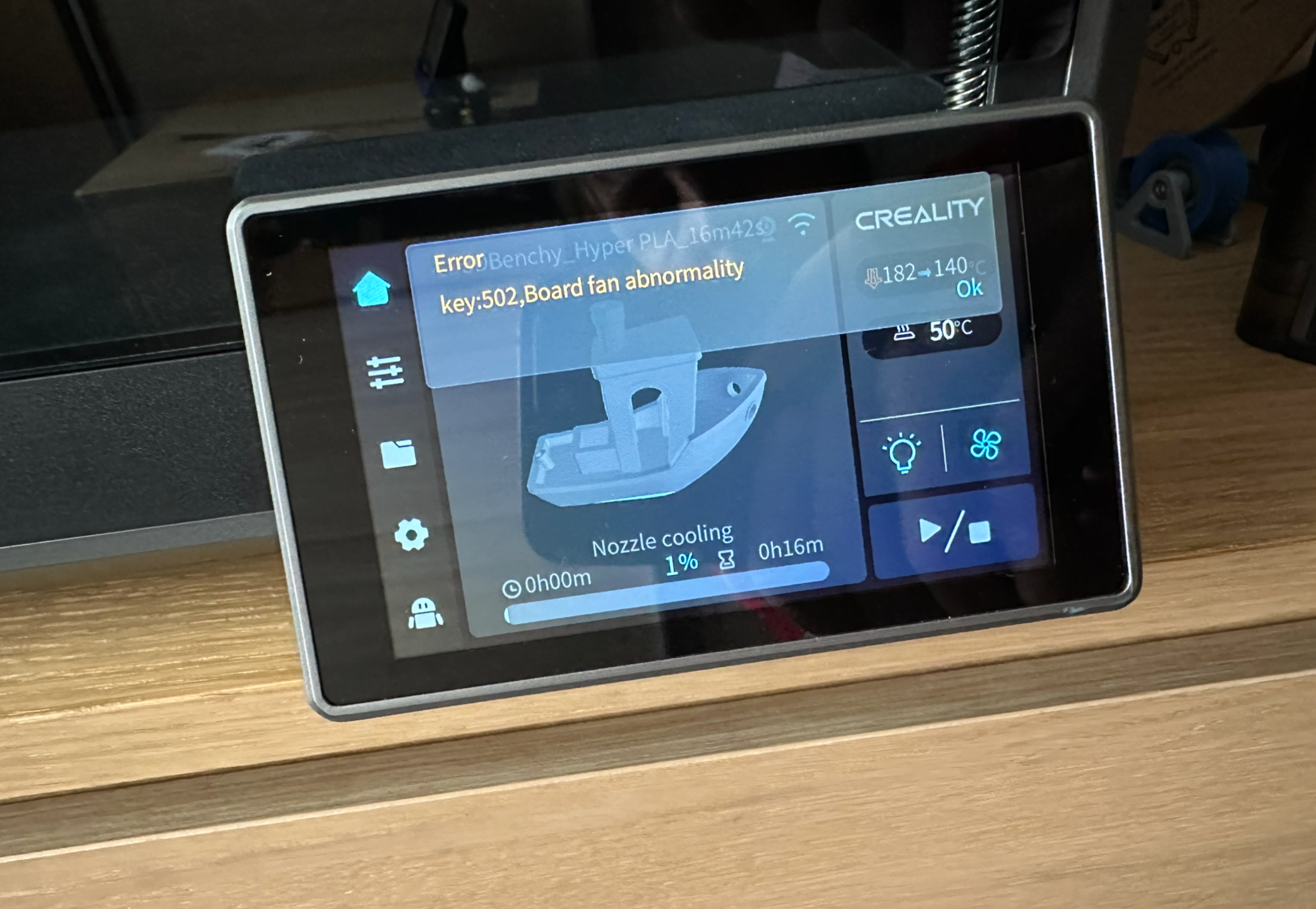
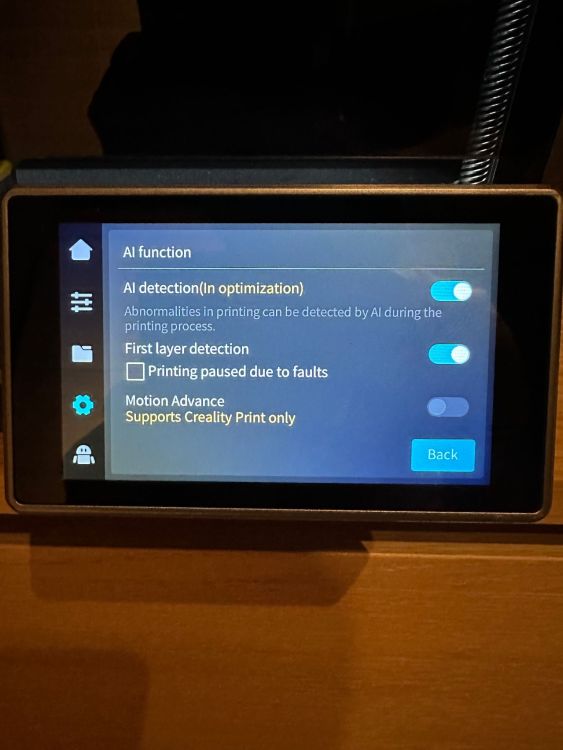
Non pour le Timelapse il y a une section Camera déjà. Première impression avec le Benchy de test fourni, pas vraiment ouf... On est loin d'une Bambulab en sortie de carton. Et des erreurs... Je vais refaire un print ce soir avec mes propres paramètres pour voir.


 0 points
0 points