Classement



Contenu populaire
Contenu avec la plus haute réputation dans 08/03/2019 Dans tous les contenus
-
bonjour pour les possesseur d’écran graphique 128x64 équiper d'un buzzer et sous marlin, il est possible de faire joué de la musique a votre buzzer typiquement en fin de print pour ce faire il faut activé une ligne dans le configuration.h #define SPEAKER une fois ceci fait votre buzzer peut joué des fréquence pendant un certain délais via des commandes Gcode il suffit de télécharger le zip de ce topic et de le décompresser pour obtenir un choix de 11000 musique convertie en Gcode on va donc ouvrir pronterface, ouvrir un gcode et lancer comme un print pour joué la musique ont peut également mettre quelle que gcode sur la carte sd et lancer depuis l'imprimante une fois notre choix effectué il faut simplement ouvrir le gcode avec un éditeur de texte comme notepad++ par exemple, copier l'ensemble des lignes et aller les installer dans notre slicer comme cura dans la partie "Gcode de fin" Converted_RTTL_RingTones.zip1 point
-
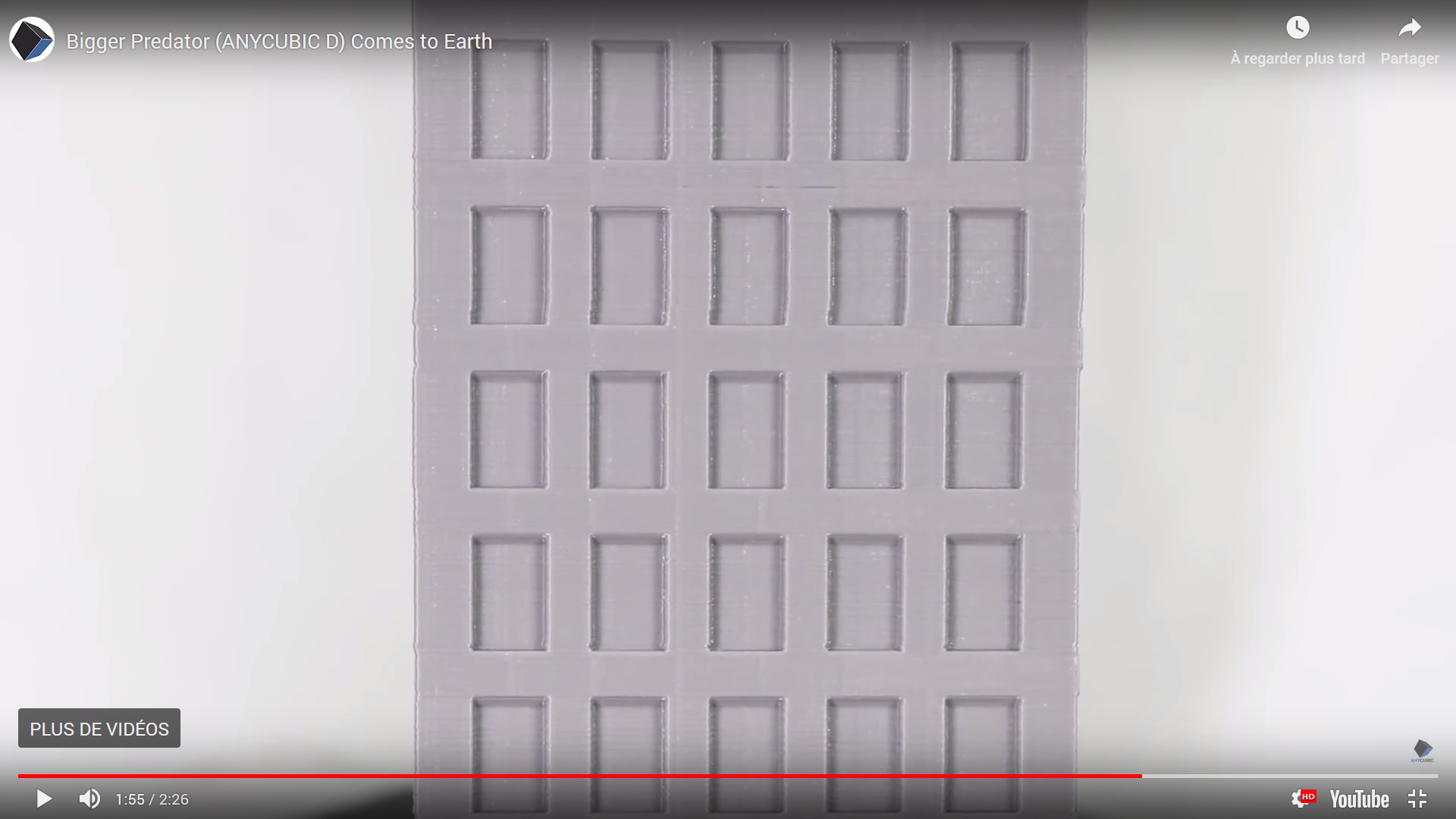
Hey les fanboys Anycubic, vous avez vu la dernière grosse nouveauté ⁉ https://www.lesimprimantes3d.fr/anycubic-predator-anycubic-d-20190308/
AnycubicPredatorLargeDelta3DPrinter-UnboxingSetupOverview-YouTu.jpg.52f0ed69eaee761135cf3fea5b839ab3.jpg) 1 point
1 point -
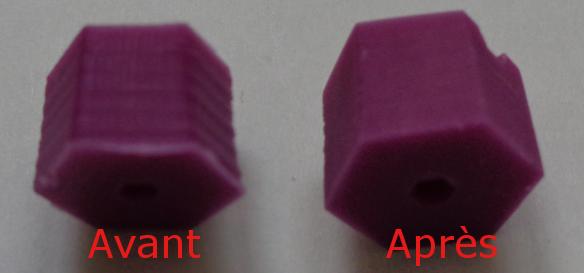
j'utilise du papier abrasif pour ponçage à sec ou à l'eau (grain extra fin 240)...à l'eau la durée de vie d'une feuille est plutôt courte...mais l'efficacité du ponçage est améliorée... aujourd'hui au cours d'une séance, une idée plutôt saugrenue m'a traversé l'esprit...et si...et si j'utilisais de l'huile...pas de coude hein...de l'huile tout ce qu'il y a de plus alimentaire...de mais en l’occurrence... et le résultat...la rapidité tout au moins...m'a bluffé... bref moins de discours et plus de photos... bon la photo est pas top mais constatez la disparition du wobble...sur le coté gauche de la photo "après", l’arête n'a pas l'air totalement lisse pcq j'ai utilisé du papier usé qui a abîmé celle ci...le coté droit correspond mieux a l'efficacité dont je vous ai parlé... autre exemple...autre objet... voici une face du dessus...et vous connaissez tous bien le pattern classique de rainures diagonales de finition de surface...vous l'apercevez d'ailleurs au centre de l'objet... la durée de ponçage était en dessous de la minute...la photo macroscopique ne rend pas complètement ce que je veux vous démontrer...mais croyez moi ou ne me croyez pas justement...et faites en l’expérience... bien sur ceci rajoute une étape...le nettoyage de la pièce...et celle de vos mains comme dirais monsieur Pilate qui n'était pas une buse en matière de ponçage... ma méthode en 2...voire 3 mots... je trempe mon doigt dans l'huile (comme la souris de ces messieurs...oulaaah la référence trop lointaine...), l'applique sur le papier et je ponce...une sorte de pâte, mélange d'huile, de PLA et de cristaux se forme sur les bords que je réutilise en la déposant sur le papier... voila voila...j'attends vos avis et vos retours d'expériences...
 1 point
1 point -
pour augmenter le débit modifie le flow, je pense que mettre 0.4 pour une buse de 0.3 va foutre la mer... plutôt qu'autre chose...1 point
-
Si tu as accès a l'imprimante, tu peux flasher le firmware.1 point
-
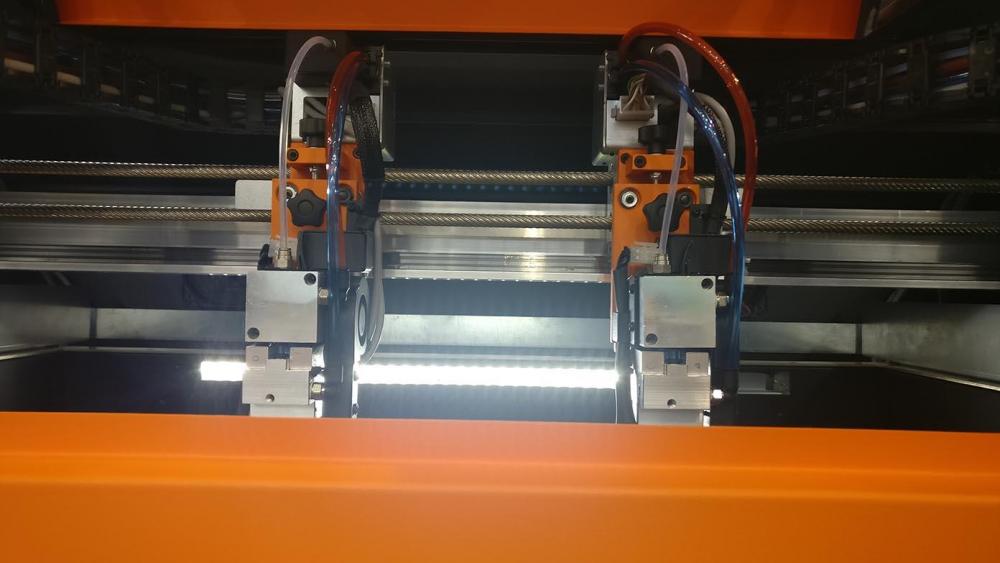
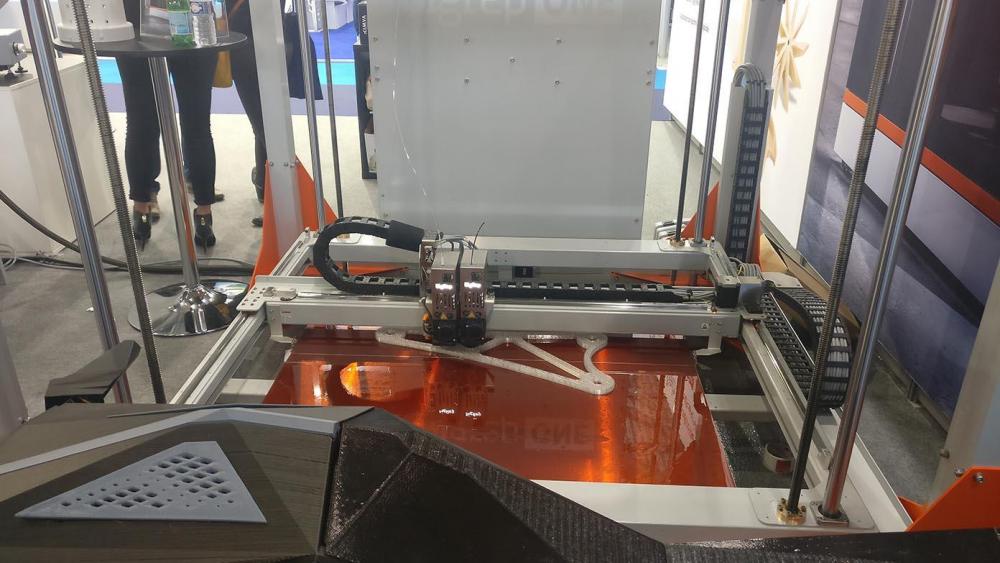
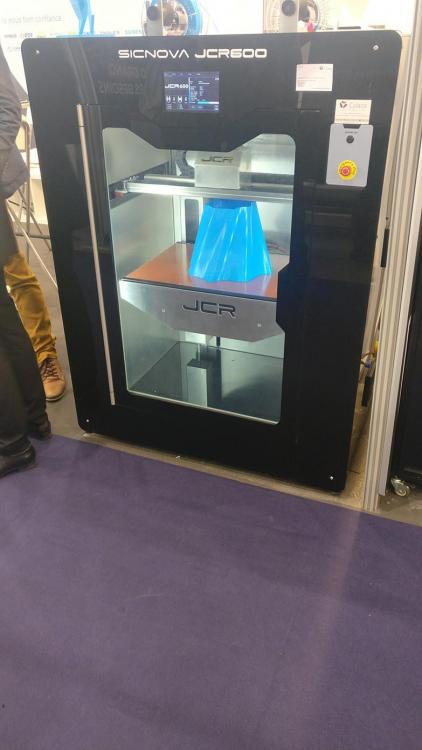
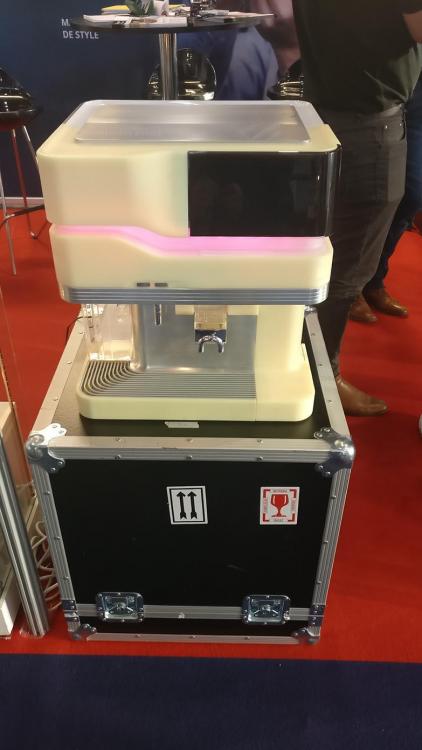
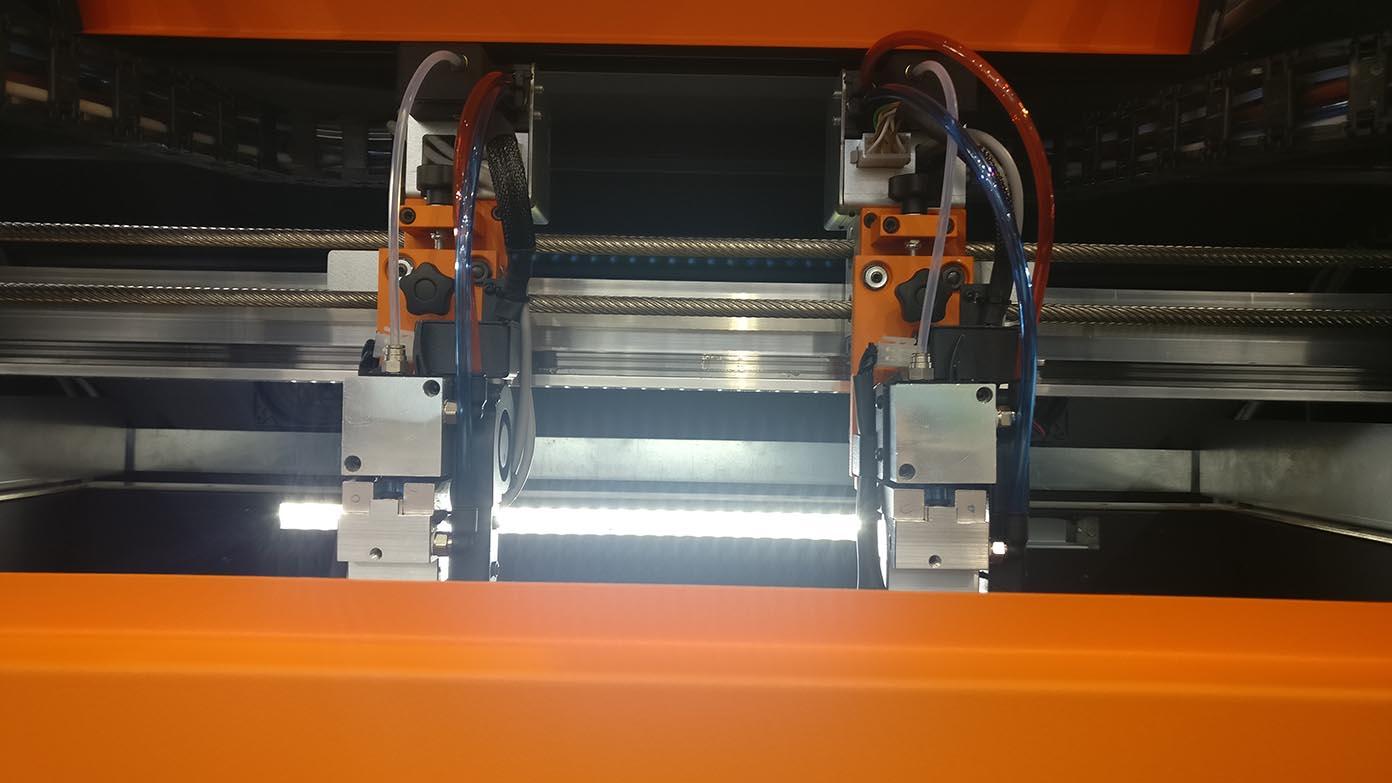
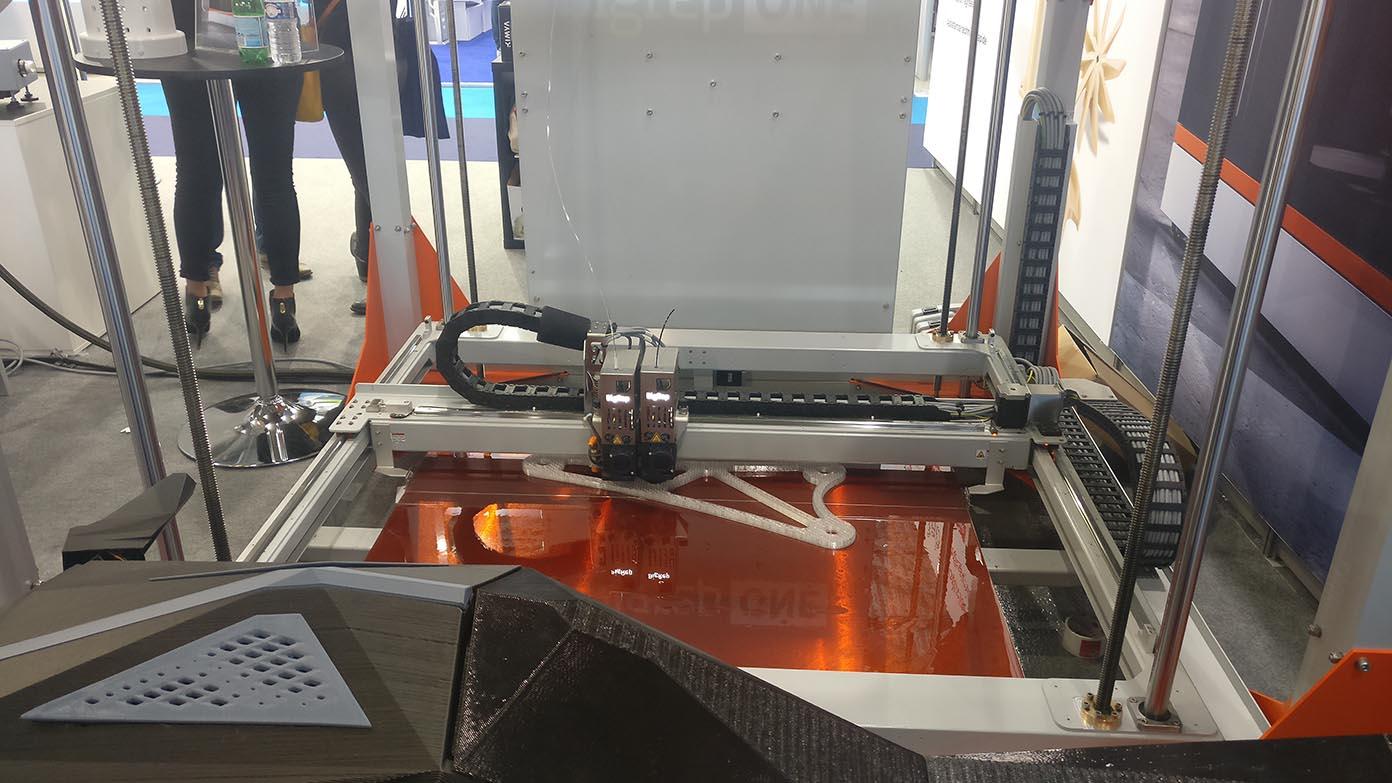
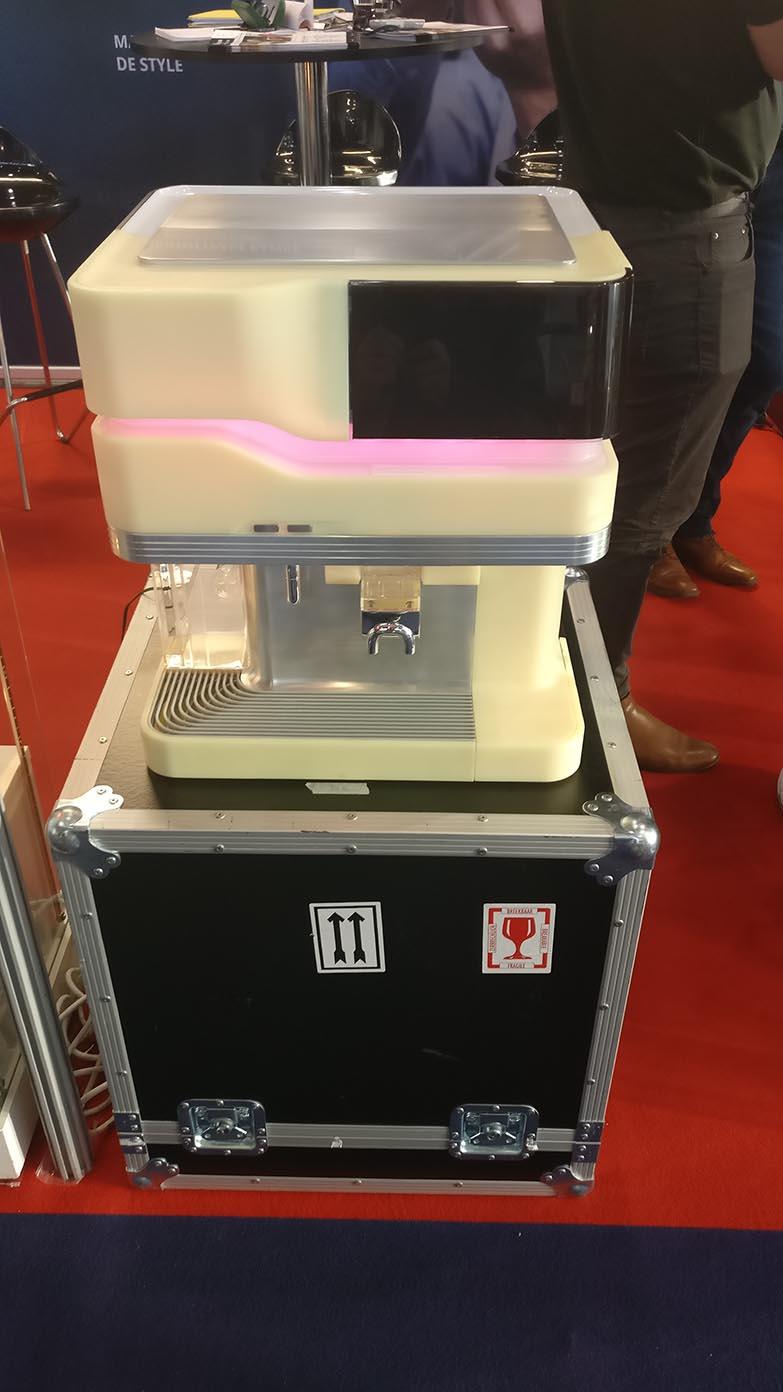
Je suis pas étonné. Les spécialistes annoncent une perte d'un million d'emplois dans le secteur en moins de 15 ans. Sinon la nocturne était super. Un bon moyen de discuter et déconner sans se prendre trop au sérieux avec les exposants. Cette imprimante type Delta, est annoncée comme étant un hybride, entre L'OpenSource et le proprio. Elle annonce une vitesse d'impression jusqu'à 600mm/s, et peut imprimer des matériaux, classiques, comme des matériaux liquide comme du silicone, moyennant un changement de tête. Le représentant m'explique que toutes les imprimantes du salon sont réglés sur 40mm/s par sécurité pour pas prendre de risque et "passer pour des cons". Machine a café style année 60 imprimée. Clin d'oeil aussi du côté de chez NeoFab : Clin d’œil : La DT60 monte à des températures d'impression annoncée à 500°C. Le plateau ne chauffe pas. Le constructeur compte sur l'homogénéité de la température du caisson pour assurer de bonnes impressions. Les têtes sont toute en watercooling, et montée dans des blocs alu usinés spécialement.




 1 point
1 point -
Potentiomètre digital piloté par le firmware oui, le seul truc qui me gonfle, c'est ça, faut compiler à chaque modification1 point
-
Et concrètement tu te prends la tête pour rien : Octoprint et hop, tu contrôles ou un arduino ou directement les GPIO du pi via OctoPi (et tu peux faire des actions en fin de print genre "éteindre une rampe de led connectée sur GPIO" )1 point
-
Hello 2 prints, un ancien (Omer) et l'autre tout frais surtout dans le but de faire une comparaison entre la peinture à maquette qui doit être de la glycéro et l'acrylique. Pour ce qui est du talent du "peintre", on oublie Pla: grossiste 3D Bed à 60°, nozzle à 210, puis 200° Supports pour le shark pénibles à enlever sans tout péter Surface d'impression, Ultrabase un coup recto, un coup verso avec colle Uhu Côté peinture... Pour la glycéro, Omer: pouvoir couvrant, bof, obligé de passer 3 couches. Temps de séchage looong, trop loooong, style 48heures pour être tranquille. Si peinture brillante, .... ça brille. Nettoyage des pinceaux au White. Avant peinture, je n'ai pas appliqué d'apprêt. Pour l'acrylique, après application de 5 couches d'apprêt (mais on voit quand même les strates du print), sous-marin de Tintin: le pouvoir couvrant dépend des pigments, le noir et blanc, pas mal, par contre le bleu, au bout de 3 couches, c'est pas encore ça. Temps de séchage, au bout d'une heure, on peut reprendre, mais compter 24 heures pour que la peinture ait durci. Aspect mat, on doit pouvoir vernir si on veut du brillant. Nettoyage à l'eau donc facile. Par contre, peinture hyper fragile par rapport à la glycéro .... les les chtites images pour les zenfants sages que vous êtes

 1 point
1 point -
J'ai trouvé ! si on regarde bien le fichier GCODE à la ligne 875, il y a un retour de chariot en plein milieu du commentaire qu'on ne voit pas forcément parce que la ligne est longue. Et ce commentaire, c'est moi qui l'ai introduit en donnant à S3D le script de fin de fichier Bref c'est comme d'habitude l'opérateur qui a merdé, par l'imprimante, pas les logiciels... merci à ceux qui auront pris le temps de regarder. p.s. je regardais pas au bon endroit parce que Pronterface plantait au moment de passer à l'impression de la dernière couche, alors que l'erreur est en toute fin de fichier, quand la dernière couche est supposée déjà imprimée. la différence vient sans doute du tampon mémoire utilisé par Pronterface pour stocker les instructions reçues par la port USB.1 point
-
Quelle maintenance? Le coût d'un petit SSD est parfois moindre qu'une carte SD de 32Go. Le rapport coût /durée de vie est aussi à l'avantage des ssd/hd. A part les mises à jour régulières de sécurité (que l'on peut parfaitement automatiser), je ne vois quelle maintenance il y a à effectuer (et des matériels sous linux à la maison j'en ai un paquet qui tournent H24 7/7 365/365). Si un disque donne des signes de fatigue, un mail m'en avertit et pour d'autres problèmes c'est pareil. L'astuce donnée par @Yo', le pivotement sur hd/ssd après démarrage de la framboise ne détériore en rien la carte SD même après de nombreux arrêts brutaux (pas recommandé évidemment mais à moins d'onduleur le courant fourni peut parfois arriver à manquer ).1 point
-
Hé non ! Leur boulot aux drivers, c'est précisément de driver (les moteurs)1 point
-
Ca doit pas être bien pratique ça, je me contenterai de buses en or.1 point
-
Répondu en même temps que @Metalzoid, et même opinion que lui Merci @Kachidoki pour ton intervention, c'est sympa. Y serait pas perdu, y dormirait juste en attendant que tu saches faire. Bon tu fais bien comme tu veux, hein Moi ce que je t'en disais c'était juste pour t'éviter le désespoir dont tu faisais état plus haut, t'avais l'air d'être à deux doigts de la pendaison. Apparemment l'intervention riche et documentée de notre ami t'a un peu regonflé. Tant mieux, bonne continuation, et surtout NE LÂCHE RIEN !1 point
-
Je viens d'ouvrir un ticket chez l'éditeur1 point
-
Salut Comme tu es quand même un peu novice en la matière, je te conseille de partir sur d'autre drivers .. Après, tu peux essayer de comprendre et mettre en place ceux là1 point
-
S'il y en a un qui pourrait ptêt' t'aider c'est @Kachidoki j'ai survolé un truc dans le passé qui parlait de Tmc2130. Je le pôke, on verra bien s'il sort du bois.... PS mais caisse qui t'a pris de choisir ces driveurs là ? Les TMC2230 étaient plus simples....1 point
-
Ta première couche démarre 'achement haut (0.3mm) et du coup avec des layers de 0.2mm, ton cube ne fait plus que 0.9mm car ça ne tombe pas sur un multiple. Mais sinon rien vu de spécial dans le G-Code, je l'ai même regardé sous http://gcode.ws/ et rien de choquant. Ca sent le bug dans pronterface.1 point
-
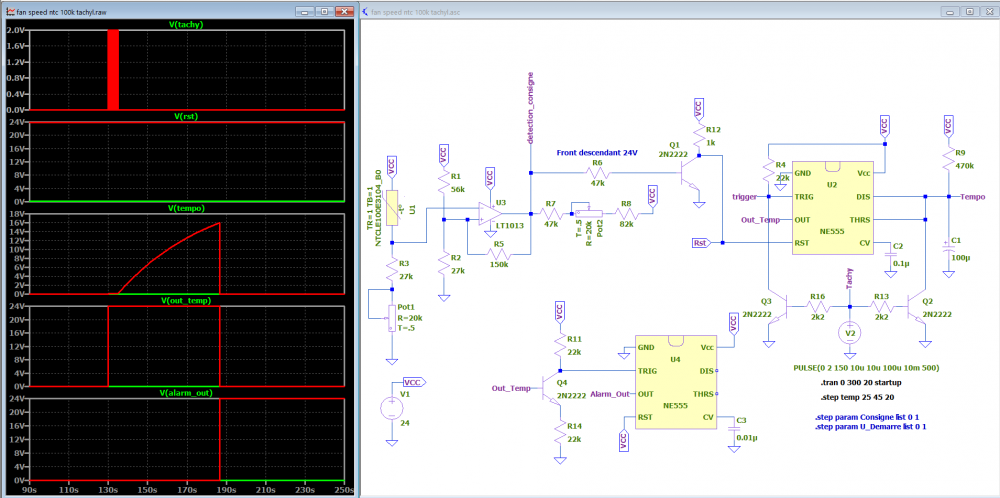
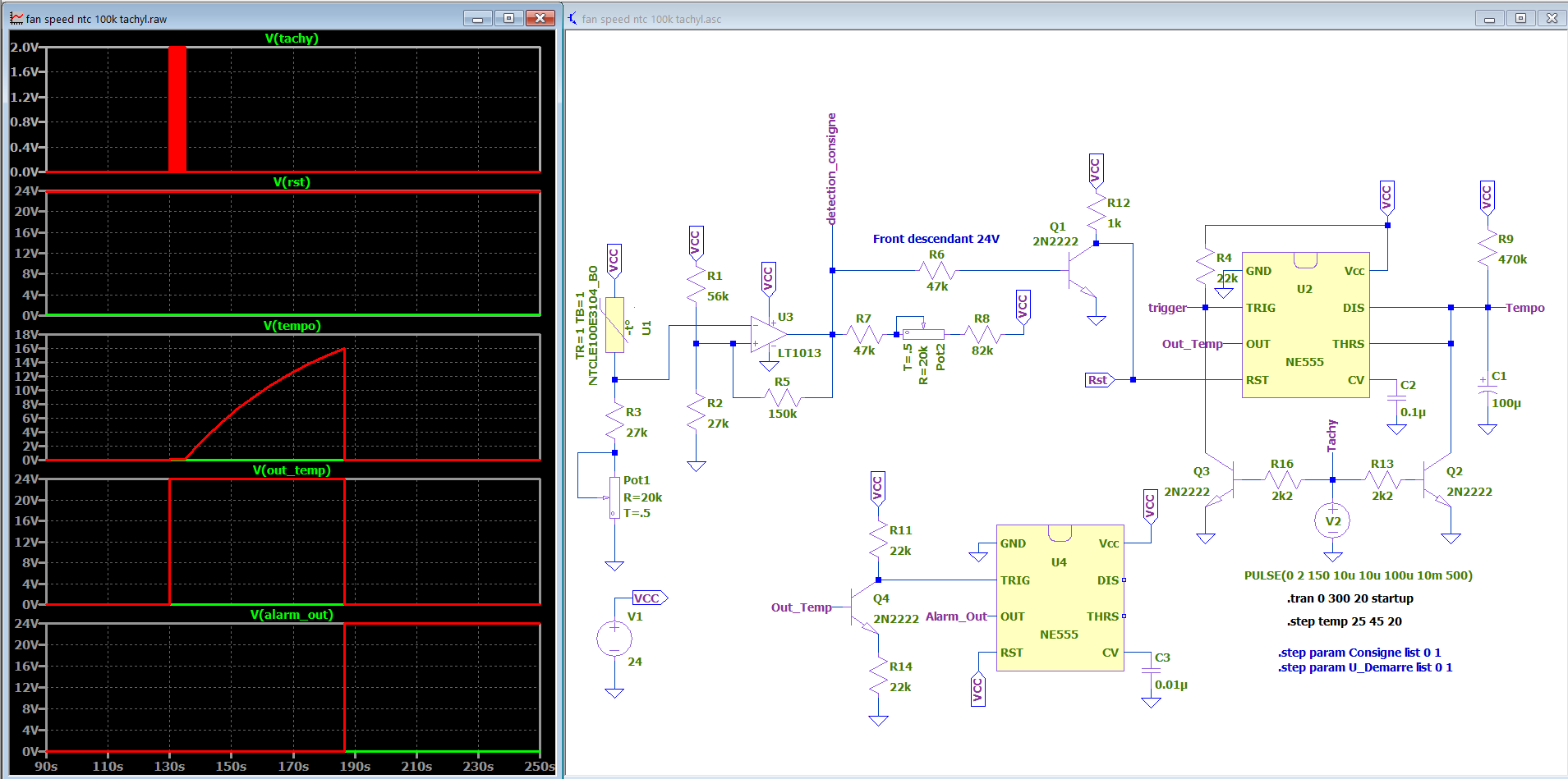
Un peu de news avec un add-on permettant la gestion d'une alarme en cas de problème sur le ventilateur (bloqué ou HS) On en a parlé plus haut sur le présent topic. Mais pour ça, il faudra utiliser un ventilateur à 3 fils avec retour tachy. Je suis arrivé à un solution qui semble fonctionner et dont voici le schéma de simulation et les diagrammes temporels. Seule la partie intéressante du variateur a été reprise pour plus de clarté du schéma. Les courbes vertes sont pour une température sous la consigne de démarrage (fixée à 25°C pour cette simulation) Les rouges pour une température de 45°C avec fonctionnement du ventilateur Le fonctionnement : @Tircown, tu n'est pas obligé de démasquer les explications...
 1 point
1 point -
Ces tubes s'appellent des entretoises. Perso je vais sûrement passer au double z mais je vais me fabriquer des pièces en aluminium et acier, pas de plastique pour moi trop dépendant de la température ambiante.1 point
-
Attention le joli tuto de Lucien est totalement obsolète avec le nouveau firmware 1.60.7 !!!1 point
-
Merci à Toi Lucien grâce à de belles personnes comme toi qu'on peut encore croire à l'humanité et tu remarqueras que je ne mets pas encore de "h" majuscule. Encore BRAVO... En aparté, j'ai commandé les pièces nécessaires à la réalisation de la "synchro méca" de l'axe Z1 point
-
Restons pédagogiques !
 1 point
1 point -
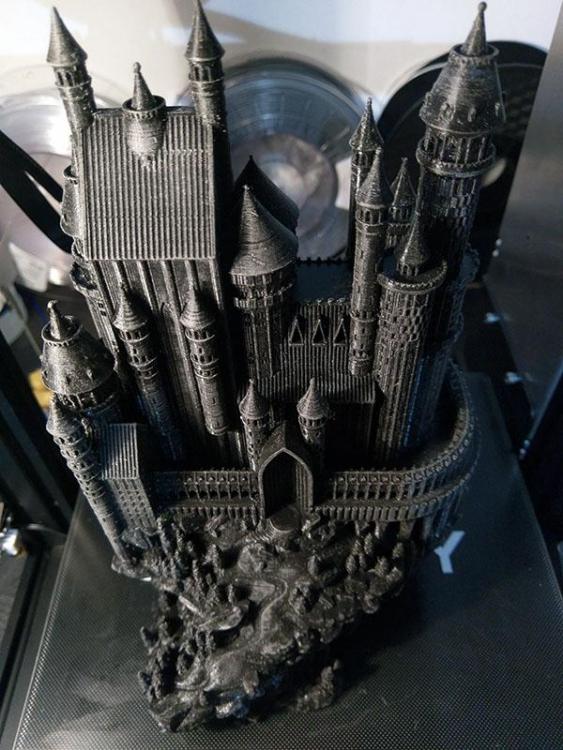
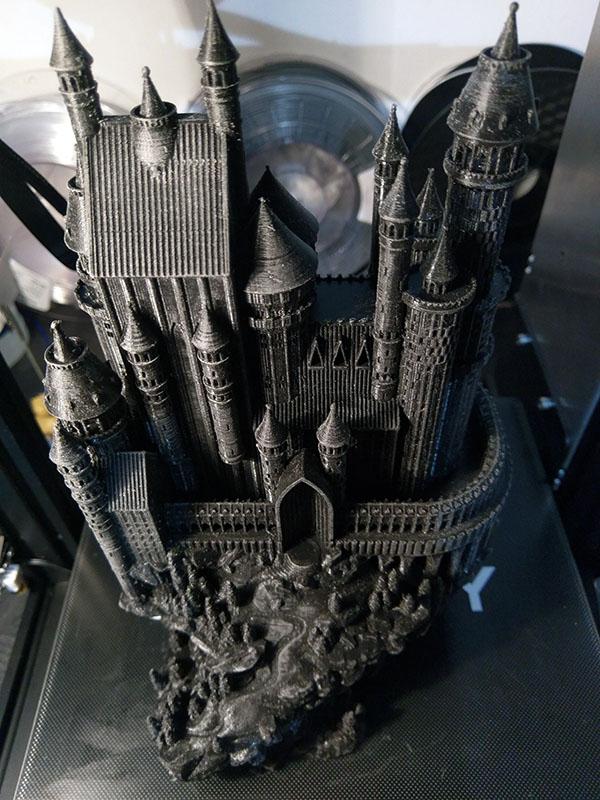
Finalement l'impression aura duré 102h (!!!) et tout s'est bien passé. Je me suis demandé vers la fin si les 230mm de hauteur n'était pas trop, même si creality annonce 250mm pour l'Ender 3. Le tube en PTFE frottait contre le haut du cadre. Voilà le résultat avant peinture :

 1 point
1 point -
Je viens de mettre à jour le titre du topic !1 point
-
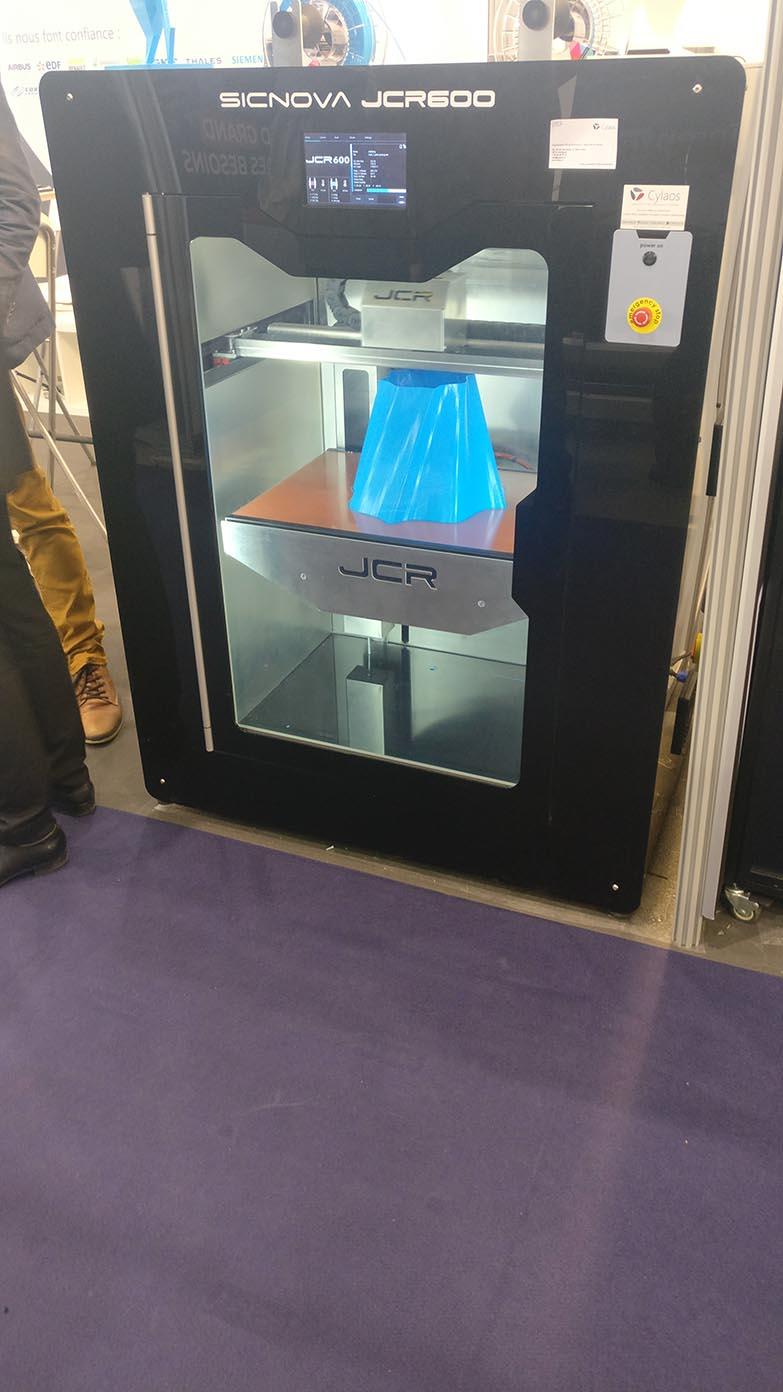
Merci pour ce retour, j'aurais aimé y être lol La Strateo3D d'eMotion-Tech à l'air sympa1 point
-
Hello, D’après ce que j’ai compris, le firmware 1.60.7 ne concerne que la carte mère et non l’écran LCD. Voici les notes publiées par Creality sur FaceBook: CR-10S PRO latest firmware 1.60.7 download: http://bit.ly/2Ev691t Firmware main upgrade as below: 1. When booting up, display 16 points of stored data / ZOFFSET to indicate that the data is stored. 2. As long as it is the auto leveling mode, regardless of whether the gcode print file contains the G29 command, it will be tested at 16 o'clock before printing (after printing) and then printed. In the non-auto-leveling mode, there will be no 16-point test. 3. When leveling, you only need to use “Z+, Z-” to adjust the distance between the nozzle and the hotbed to complete the automatic leveling without adjusting the sensor knob.) Apparemment, le fait d’avoir activé la mise en mémoire de la calibration, le capteur de proximité ne sert plus que d’une référence fixe et non comme point zéro de l‘axe Z. Ce que je veux dire par là c’est que la machine mémorise la position Z de la tête en fonction de la detection du capteur si l’auto-leveling est activé. Pour cette raison, le réglage mécanique du bed ne peut s’effectuer qu’en manuel et sans l’aide de la detection du capteur, car auparavant, le AUX-Leveling utilisait le capteur pour positionner la tête sur chaque des 5 positions. C’est pour cette raison qu’il faut déplacer le bed et la tête à la main pour régler les molettes sous le bed. C’est aussi pour cette raison que le réglage du capteur se fait en donnant un tour de plus sur le potentiomètre du capteur. De cette façon, la tête ne viendra plus heurter le bed lors de la calibration. Du moins, c’est ce que j’ai compris sur FB en suivant les différents échanges entre les gens et Creality. En résumé, ce que j’ai compris: 1 - Il faut régler mécaniquement le bed à l’aide des 4 molettes. 2 - Il faut régler la hauteur du capteur et sa sensibilité une fois pour toute. 3 - Faire le réglage du Z-Home en ayant activé l’Auto-Leveling. 4 - Faire la mesure des 16 points. Les valeurs mesurées et le Z-Offset sont mémorisés et rappelés à chaque mise sous tension. Si l’auto-leveling est actif, il fait une mesure des 16 points avant chaque début d’impression. A suivre ... Bruno. Envoyé de mon iPad en utilisant Tapatalk1 point
-
Hello Après téléversement, il ne faut pas oublier de faire, sur le LCD, "restaurer defaults" puis "initialiser EEprom" Sinon ça le prend pas....1 point
-
non je l'ai fait c'est pas compliqué .. je peux le fournir, la seule chose c'est que les trous dans la pièce au niveau de la fixation du ventilo sont en 5 mm et pas en 3mm car je mets toujours des inserts métalliques filetés et non des écrous...1 point
-
Excellent compte rendu de cette manifestation !1 point
-
Salut, Intéressant, pour moi il s'agit d'un bug, je vérifierai dés que je peux si c'est pareil chez moi. Si jamais tu dois recommencer du début et étant donné que la plupart de tes boutons carrés me semblent espacés régulièrement je te conseillerai la fonction "grid pattern". Tu pars d'un seul carré et tu réalises une grille de 6 par 14. Tu enlèves/déplaces ensuite les carrés en trop dans la 1ere colonne, 3eme et 4eme ligne. De même dans la 7eme colonne et la 6eme ligne. Tu finiras avec le même résultat mais avec beaucoup moins de copier/coller. Cdt LC1 point
-
@Awkn Pour remercier un contributeur, tu peux aussi cliquer sur le cœur au bas de son post (il possède d'autres fonctionnalités aussi ). Ça permet d'indiquer son "opinion" sans forcément devoir compléter par écrit un post.
 1 point
1 point -
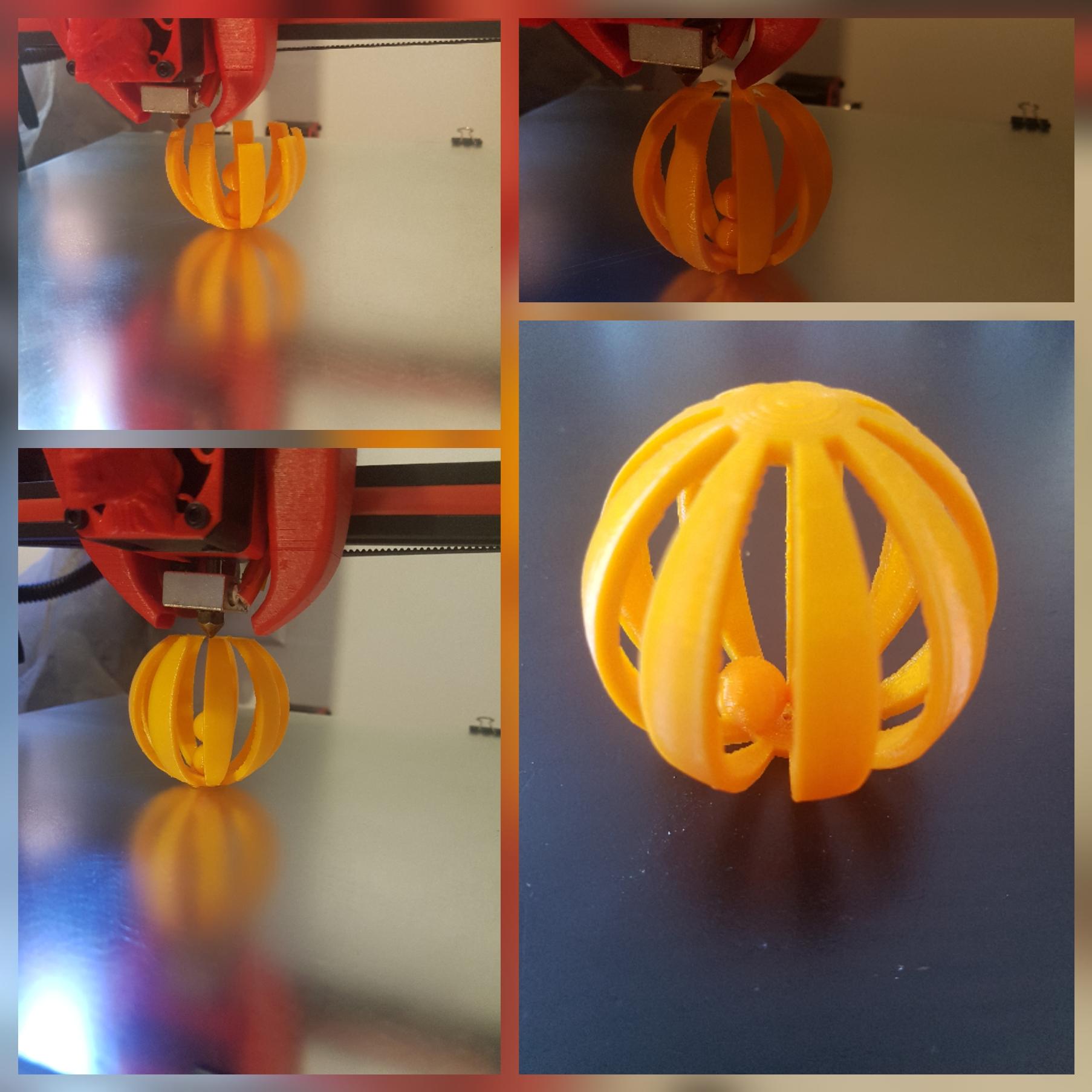
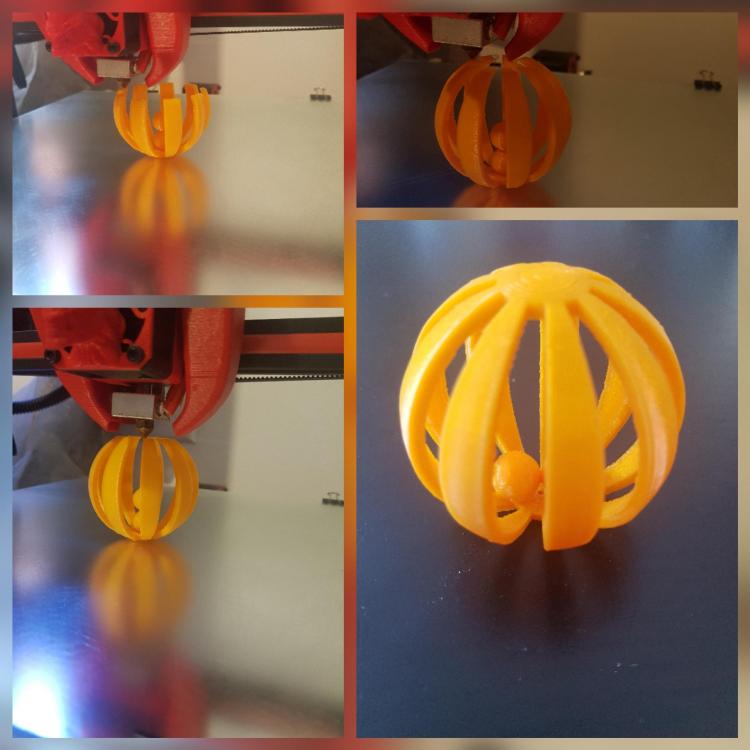
Petit test. Une boule fait maison pour mon chat . 5 cm de diamètre, 2 petites boules de 12mm à l intérieur l'une sur l'autre. Vitesse de 80mm/s en 0.2 ET SURTOUT aucun radeau ou ni support. Ça tient par un rien pendant l impression. Sans un 2 ème axe Z ça n aurai jamais tenu surtout avec les différentes sections qui se rejoigne.
 1 point
1 point -
Ca choque que moi ca? Franchement quand tu fais ta promo tu te débrouilles pour chasser les images qui montrent que tu imprimes pas droit non?... Et je ne parle pas le la légère sous extrusion... D'aucuns diront qu'ils jouent la transparence et l'honneteté! [EDIT] Pas de méprise, je ne parle pas de la qualité de la machine, je suis juste très surpris par le spot de pub en lui meme qui mélange de belles animations et des photos de print qui ne mettent pas forcément la machine en avant.
 0 points
0 points





















.thumb.jpg.1702124fe97d80846c058cc4baead788.jpg)