Classement


Contenu populaire
Contenu avec la plus haute réputation dans 23/11/2020 Dans tous les contenus
-
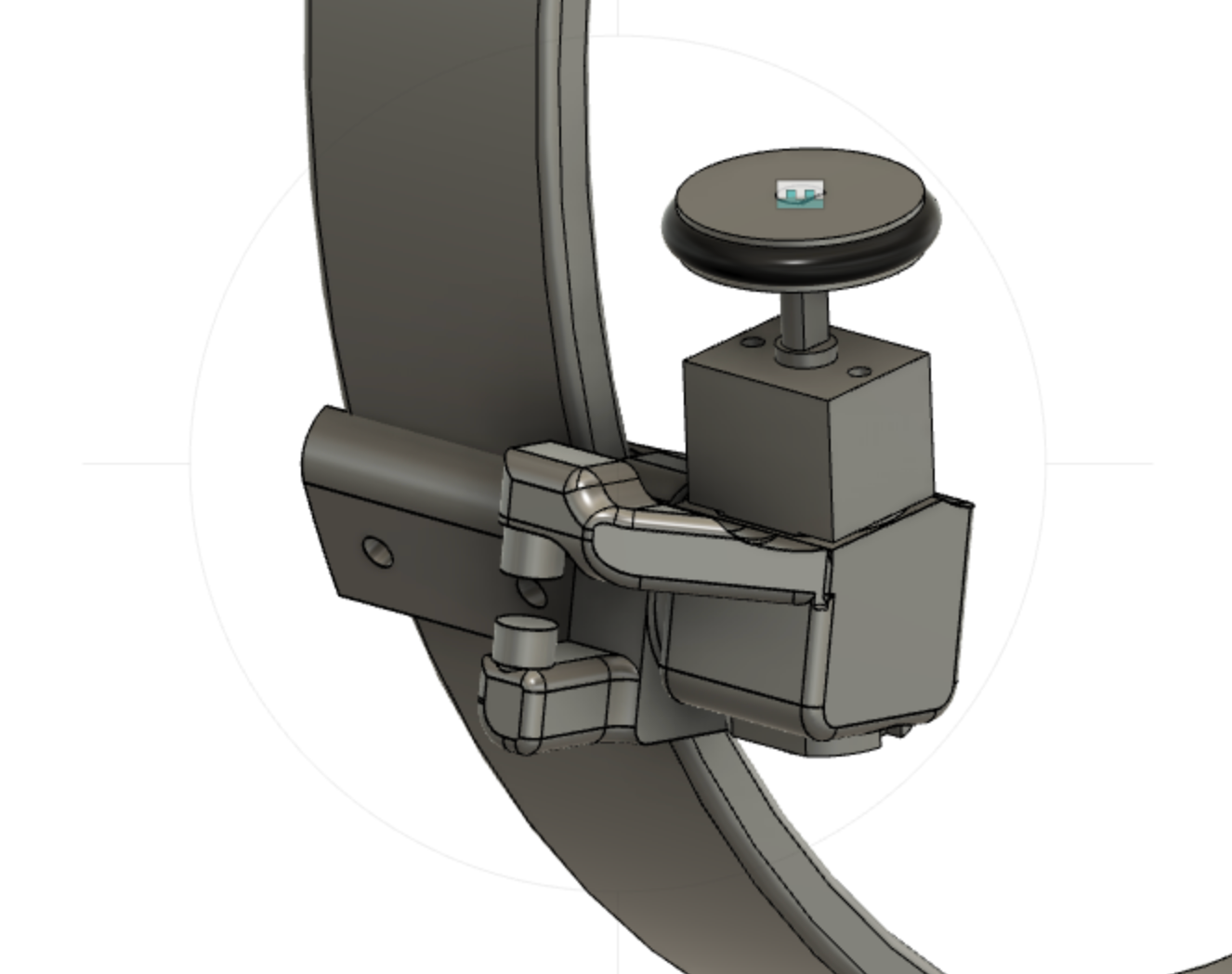
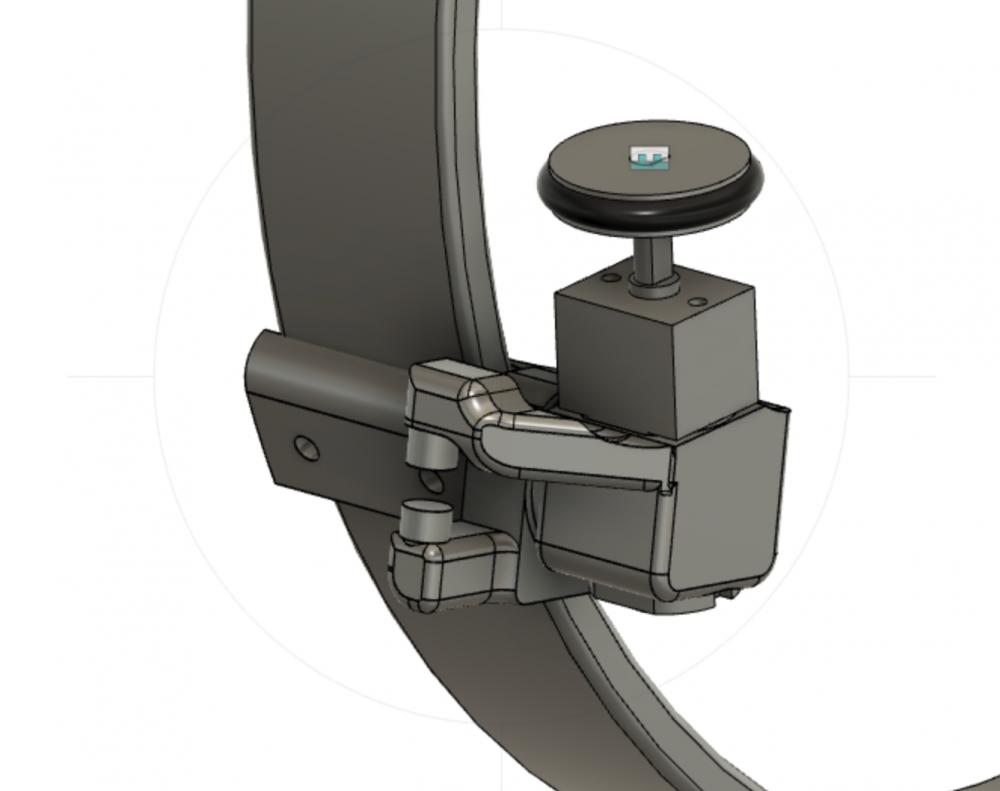
Salut à tous, salut @vap38 ! En effet, comme tu dis, me revoilà... J'ai pas du tout arrêté l'impression 3D, bien évidemment, mais j'avais 80 lanternes à imprimer en PLA pour Halloween alors j'étais en mode usine au bureau lol. On a fait un évènement Halloween, avec du son, de la vidéo-projection 3D, de la lumière, des automates pneumatiques... on est des grands malades, ça m'a pris vachement de temps ! (pour les curieux lien / reportage FR3 / Le Parisien Mais j'ai pas arrêté de suivre ici ! Parmi les petits trucs sympa, j'ai motorisé un globe trotteur... Une pièce d'emprise sur l'arceau avec un axe et une deuxième pièce clipsée sur cet axe, avec un ressort entre les 2 + une petite roue en PLA avec un join torique IMG_9249.mov

 3 points
3 points -
Bonjour, J'ai voulu recalibrer le touch screen de la Tenlog et malheureusement pendant la calibration quelque chose à touché l'écran je ne m'en suis pas aperçu... lorsque j'ai redémarré l'imprimante je n'avais plus accès qu'a la partie gauche de l'écran et donc impossible de refaire une calibration car le bouton n'était pas sélectionnable. J'ai contacté Tenlog il me disait qu'il fallait changer l'écran... j'ai recharger le Firmware de l'écran et celui de l'imprimante toujours le même problème... Après des heures de recherches j'ai fait le petit programme ci-joint pour lancer directement la calibration. Il suffit de le mettre sur une carte micro sd et de la placer dans le lecteur de la carte vidéo (il faut ouvrir le dessous de l'imprimante pour accéder). puis on démarre l'imprimante ou mieux on branche le câble imprimante sur le pc le programme se lance et efface le firmware de l'écran. On retire la carte et on relance l'imprimante ou rebranche le câble l'écran de calibration apparait et on peut recalibrer le touch screen en plusieurs points et plusieurs fois. à la fin on on recharge le firmware de l'écran via la carte micro sd ATTENTION ne placer qu'un fichier .tft sur la carte. Voilà si ça peut aider.... il faut touch.tft TL-D3-Pro-D4-D5-D6-UI.tft2 points
-
Je demande à ce que ce sujet soit épinglé, il va en dépanner plus d'un !2 points
-
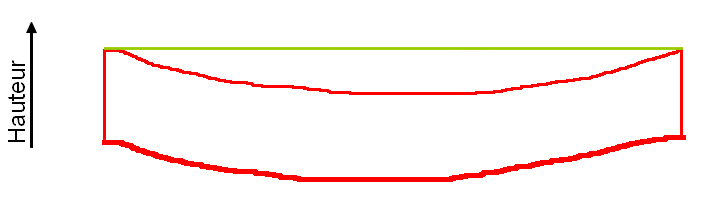
Petit tuto sans prétention pour qui veut comprendre quelques aspects de Marlin, et surtout comment trouver de la place pour ceux qui, comme moi, ont une carte mère limitée. Les plus assidus du forum n'y apprendront rien ou presque, pour le reste, j'espère que ce post pourra être utile. Je suppose dans ces lignes que le lecteur sait déjà comment flasher sa machine avec le logiciel Arduino, et modifier les fichiers configuration.h et configuration_adv.h Je vais essayer de suivre l'ordre des fichiers de configuration, pour ne pas avoir à chercher trop longtemps les lignes correspondantes, mais il faut savoir que je ne détaillerai pas tout : Bien des lignes doivent rester telles quelles si l'on veut garder une imprimante fonctionnelle. Pour info, je me base sur une version de Marlin 1.1.9. Fausses idées toutes faites Tout d'abord, je souhaitais tuer dans l’œuf les fausses croyances que j'ai déjà pu lire ici et ailleurs : Il est inutile de supprimer les commentaires, cela ne vous fera que perdre votre temps Les fonctions commentées (celles commençant par '//'), ne sont pas incluses à la compilation, il est tout aussi inutile des les supprimer Fichiers de langues inutilisées : Dans language_fr.h par exemple, on voit que des tas de lignes concernant le détecteur de fin de filament, l'utilisation de l'UBL (Unified Bed Leveling), etc qui ne sont pas commentées. Même si vous n'utilisez pas ces fonctions, il est inutile de supprimer ou commenter ces variables de langue, elles ne seront pas incluses dans la compilation de Marlin. Lors de la compilation, Arduino va aller chercher et compiler uniquement les informations qui sont nécessaires, aucun superflu ne sera mis en mémoire. Dans la même lignée, rien ne sert de supprimer les lignes vides. Pour la bonne compréhension : - Chaque ligne qui commence par '//' est un commentaire ou une fonction commentée. Cela veut dire qu'Arduino ne lira pas cette ligne, et passera à la suite. - Chaque ligne qui commence par '#' est une instruction. Seules ces lignes seront lues, interprétées et compilées pour votre imprimante. Configuration.h Je ne détaillerai ici que le fichier configuration.h. J'espère avoir le temps dans les jours à venir de faire la même chose pour le fichier configuration_adv.h. Jacky Tuning On commence avec du superflu, l'écran de démarrage : Ligne 80 du fichier : #define STRING_CONFIG_H_AUTHOR "Schyzo, Anet E12 BLTouch" // Who made the changes. #define SHOW_BOOTSCREEN #define STRING_SPLASH_LINE1 "V1.1.9 for Anet E12" // will be shown during bootup in line 1 #define STRING_SPLASH_LINE2 "Adapted For Schyzo" // will be shown during bootup in line 2 Ces 4 lignes ne font qu'afficher l'écran de démarrage ( Boot Screen). L'imprimante n'a pas besoin de ça, et moi non plus. Sans cet écran, l'imprimante sera lancée environ 5 secondes plus rapidement. Commentez-donc ces 4 lignes (en ajoutant '//' devant chaque ligne) si vous voulez gagner plus de 1000 octets (1282 chez moi). Toujours dans le look, ligne 97 : #define SHOW_CUSTOM_BOOTSCREEN Ceci ne sert qu'à afficher une image personnalisée définie dans le fichier Marlin/_Bootscreen.h au démarrage. Certains fournissent une image comme TH3D qui ne fait qu'alourdir le firmware. Vous pouvez commenter Puis, à la ligne 100 : #define CUSTOM_STATUS_SCREEN_IMAGE Même combat, une image personnalisée sur l'écran d'accueil, définie dans le fichier Marlin/_Statusscreen.h comme ici : Vous pouvez commenter cette ligne pour gagner de précieux octets (voir plus). PID Le PID (Proportional Integral Derivative) est un procédé de Marlin et autres firmwares qui permet une montée en température optimisée des éléments chauffants (buse et lit). Lorsque le PID de ces éléments n'est pas activé, la montée en température est définie en 'bang-bang', comprendre en gros en binaire : "Si c'est trop froid, j'envoie du courant à fond, si c'est à bonne température, je coupe". Aussi la température ne fait que monter et descendre, ce qui peut poser une dégradation de l'impression notamment avec la température de la buse. A titre d'exemple, j'ai trouvé cette image sur le forum reprap.org : Page en question : https://reprap.org/forum/read.php?262,782815 Exemple de courbe de température en bang-bang : Avec utilisation du PID : Bref, si j'en parle ici c'est que l'utilisation du PID pèse quand même quelques kilos dans la bataille du gain de mémoire. Pour ma part, j'ai activé le PID de la buse et du lit, quitte à supprimer d'autres fonctions. PID de la buse : Pour l'activer, il faut se rendre à la ligne 362 : #define PIDTEMP Puis environ 20 lignes plus bas, il faut définir les valeurs Kp, Ki et Kd : #define DEFAULT_Kp 28.94 #define DEFAULT_Ki 2.37 #define DEFAULT_Kd 88.30 Si ces lignes sont commentées, décommentez-les. Ces valeurs que je n'expliquerai pas faute de compétence (et ce n'est pas le sujet), sont MES PROPRES valeurs. C'est elles qui définiront la montée en température de votre élément chauffant. A chaque changement de buse ou matériel chauffant (cartouche chauffante par exemple), il faut redéfinir ces valeurs. Pour cela, je vous renvoie vers un tuto du forum qui explique pas à pas la marche à suivre pour récupérer ces 3 paramètres selon votre machine : A noter que l'utilisation du PID pour la hotend requiert environ 3300 octets. PID autotune : Marlin propose d'ajouter un menu dans l'imprimante afin de lancer un autotune, c'est à dire que vous pourrez lancer directement depuis l'écran de l'imprimante un autotune qui calculera et enregistera les meilleurs valeurs pour votre imprimante. Cette fonction lancera une montée en température de la buse (température que vous définirez via l'écran de l'imprimante directement), jugera et enregistrera dans l'EEPROM des meilleurs valeurs obtenues. Pour cela, décommentez la ligne 367 : #define PID_AUTOTUNE_MENU Lors de l'autotune, sélectionnez une température que vous employez le plus. Par exemple si vous n'imprimez que du PLA et PETG, prenez une moyenne haute à 230° par exemple. Le PID autotune occupera 600 octets environ de plus. PID du bed : Pour le lit, l'utilisation du PID reste identique, à savoir une température constante. En mode BED_LIMIT_SWITCHING en revanche, on retrouve la chauffe binaire : On chauffe à fond ou rien du tout. Si vous souhaitez activer l'utilisation du PID pour le lit chauffant, décommentez la ligne 407 : #define PIDTEMPBED Et n'oubliez pas de commenter la ligne 409 afin de libérer un peu de place : //#define BED_LIMIT_SWITCHING Puis comme pour la buse, définissez les valeurs de Kp, Ki et Kd ligne 424 : #define DEFAULT_bedKp 255.01 #define DEFAULT_bedKi 17.39 #define DEFAULT_bedKd 934.85 L'utilisation du PID pour le lit chauffant occupera environ 1400 octets de plus que le mode BED_LIMIT_SWITCHING. A noter qu'il ne sera pas possible, même en ayant activé l'autotune, de lancer un test autotune pour le bed depuis l'écran LCD (vous ne devrez pas avoir à le changer régulièrement, je l'espère pour vous ). Là encore, je vous renvoie vers le tuto de neoraptor pour récupérer les valeurs Kp, Ki et Kd pour votre lit : Protection contre vous-même : Si jamais vous avez confiance en vous, sachez qu'il est possible de désactiver la protection d'extrusion à froid, ligne 445 : #define PREVENT_COLD_EXTRUSION // Permet de ne pas faire tourner l'extrudeur si la température de la buse n'est pas d'au moins 170° (EXTRUDE_MINTEMP) et la protection d'une trop grande extrusion manuelle, ligne 452 : #define PREVENT_LENGTHY_EXTRUDE // Protection pour ne pas extruder plus de 200mm (EXTRUDE_MAXLENGTH) en dehors d'une impression Ces 2 fonctions commentées vous feront gagner presque 1000 octets, à vous de jauger votre confiance en vous Je ne détaillerai pas la désactivation des protections thermiques du bed et de la hotend, qui sont à mes yeux essentielles et donc non négociables. Bed leveling Si certains ont déjà du mener la bataille des octets avec Arduino, ceux-ci savent combien l'utilisation d'un palpeur est lourd. Pour avoir fait quelques tests pour ce tuto, j'estime à 18ko le poids de l'utilisation d'un BLTouch par rapport à un simple endstop. Mais saviez-vous que vous pouviez tout de même espérer libérer un peu de place ? Chaque mode de leveling pèse plus ou moins lourd, et est plus ou moins complet forcément. Bi-linéaire Ligne 982 : #define AUTO_BED_LEVELING_BILINEAR Le mode certainement le plus utilisé et adapté à la plupart des plateaux. Grâce à un palpeur/sonde (BLTouch ou autre), il fait 3 palpages (points) ou plus dans chaque axe (X Y) et en détermine grossièrement ou finement selon le nombre de points déterminés les défauts du plateau, qu'il corrigera pendant l'impression. Nécessite 11 ko sur la carte. 3 points Ligne 980 : #define AUTO_BED_LEVELING_3POINT Avec un palpeur, sonde 3 points déterminés et détermine le nivellage du plateau. Plus léger (6 ko), à n'utiliser que si vous êtes sûrs que votre plateau est bien plat. Linéaire Ligne 981 : #define AUTO_BED_LEVELING_LINEAR Semblable au mode bi-linéaire, corrige un défaut de lit qui ne serait pas correctement incliné. Ce mode ne corrige pas les défauts d'un lit déformé (creux au centre par exemple). Nécessite 11 ko sur la carte, je cherche l'intérêt de ce mode. Unified Bed Leveling (UBL) Ligne 983 : #define AUTO_BED_LEVELING_UBL Ce mode est trop gros pour ma carte, aussi je n'ai pas pu le tester. Quoi qu'il en soit, celui-ci permet de créer une matrice très précise de votre lit et d'en enregistrer les relevés dans l'EEPROM. Puis à chaque impression, palpe 3 points pour déterminer l'inclinaison et les défauts du lit puis s'appuie sur les valeurs précédemment enregistrées pour corriger très précisément l'impression en fonction des défauts de votre lit. Pèse approximativement 48 ko. Mesh Leveling Ligne 984 : #define MESH_BED_LEVELING Un mode que j'ai découvert il n'y a pas longtemps. Celui-ci permet de corriger une déformation du lit, sans nécessiter de palpeur. Vous faites le sondage à la main (aidé par Marlin bien sûr) avec votre feuille de papier, vous jouez avec le Z depuis l'écran LCD et celui-ci corrige les défauts du lit pendant l'impression, comme si vous aviez un BLTouch. 9.7 ko nécessaires pour ce mode. Hauteur lissée (fade height) Avec certains bed leveling activés (Bi-linéaire, Mesh leveling ou UBL), vous avez la possibilité de définir une hauteur lissée, c'est à dire que pendant l'impression, Marlin va au fur et à mesure corriger la pièce pour que le défaut du lit ne soit plus visible à partir de X mm (définie via l'écran LCD ou par la commande M420 Z(hauteur). En exagérant, si votre lit est creux au centre, on peut imaginer imprimer une boite ainsi : En rouge en haut le résultat sans la hauteur lissée, en vert ce que donnera l'impression avec la hauteur lissée. Nécessite 1600 octets. Bed leveling via le LCD Ligne 1106 : #define LCD_BED_LEVELING Permet de faire le leveling si vous avez un des modes cités au dessus activé. Si vous avez activé le Mesh Leveling (manuel), Marlin vous guidera étape par étape via l'écan LCD pour faire le leveling. Requiert environ 1 ko. Déplacement de la tête automatique Ligne 1114 : #define LEVEL_BED_CORNERS Depuis l'écran LCD, permet de faire bouger la buse automatiquement pour faire le réglage aux 9 points du plateau en leveling mauel. Nécessite 1200 octets. Fonctions additionnelles Préchauffage J'ai lu encore récemment qu'on pouvait gagner de la place en commentant les fonctions de préchauffage de PLA et ABS. Bien que je les trouve utile, voilà comment gagner 40 octets. Oui, pas un de plus, 40... Commentez les lignes 1262 à 1268 : #define PREHEAT_1_TEMP_HOTEND 210 #define PREHEAT_1_TEMP_BED 60 #define PREHEAT_1_FAN_SPEED 0 // Value from 0 to 255 #define PREHEAT_2_TEMP_HOTEND 235 #define PREHEAT_2_TEMP_BED 80 #define PREHEAT_2_FAN_SPEED 0 // Value from 0 to 255 Il vous faudra également commenter ces lignes dans le fichier configuration_store.cpp, à la ligne 1820 : #if ENABLED(ULTIPANEL) lcd_preheat_hotend_temp[0] = PREHEAT_1_TEMP_HOTEND; lcd_preheat_hotend_temp[1] = PREHEAT_2_TEMP_HOTEND; lcd_preheat_bed_temp[0] = PREHEAT_1_TEMP_BED; lcd_preheat_bed_temp[1] = PREHEAT_2_TEMP_BED; lcd_preheat_fan_speed[0] = PREHEAT_1_FAN_SPEED; lcd_preheat_fan_speed[1] = PREHEAT_2_FAN_SPEED; #endif Notez que mes valeurs ne sont plus celles par défaut. Plutôt que de les virer, j'ai renommé 'ABS' en 'PETG' dans les fichiers de langue, bien plus utile que de tout supprimer pour gagner une misère. Je ne recommande absolument pas de toucher aux fichiers cpp, à vos risques et périls. Modifier les valeurs de l'EEPROM Ligne 1230 : #define EEPROM_SETTINGS Permet depuis votre PC relié à l'imprimante ou l'écran LCD de modifier la vitesse max, accélérations, jerk, steps/mm, offset Z etc etc Si vous êtes certains de ne plus toucher à ces réglages ou de flasher à chaque fois votre imprimante pour les modifier, vous pouvez commenter cette ligne afin de libérer 5.7 ko Récupérer les valeurs de l'EEPROM Ligne 1231 : #define DISABLE_M503 Pour gagner 2800 octets, il faut ACTIVER (ne pas commenter) cette ligne. Permet depuis un terminal de récupérer les paramètres de l'EEPROM (accélération, vitesses, steps/mm, ...). Nettoyage de la buse Il existe une fonction permettant avant chaque print de nettoyer la buse en l'envoyant à un point spécifique de votre plateau (ou légèrement en dehors). Voilà par exemple la réalisation de notre ami @Jean-Claude Garnier qui envoie sa buse se faire polisher sur une brosse à dent : Pour l'activer, ligne 1328 : #define NOZZLE_CLEAN_FEATURE Nécessite 1.7 ko Carte SD Pour ceux qui n'impriment que via PC ou Raspberry, sachez qu'il est possible de désactiver le support de la carte SD. Commentez la ligne 1433 : //#define SDSUPPORT Cela vous libérera presque 17 ko dans la carte de l'imprimante, mais impossible d'utiliser la carte SD.. Pour les extrêmes Encore une fois, si vous n'imprimez que depuis le port USB de votre imprimante, il se peut que vous n'ayez même pas besoin de l'écran. Par exemple, en désactivant l'écran LCD de mon Anet, ligne 1757 : //#define ANET_FULL_GRAPHICS_LCD Cela me fait économiser 39 ko de mémoire que je peux réutiliser ailleurs. Mais je n'ai plus d'écran, tout se fait depuis le PC ou le Raspberry. Voilà pour le fichier de configuration.h, j'essayerai de faire configuration_adv.h dans les jours à venir. N'hésitez pas d'y aller de vos retours si des passages sont à améliorer, réctifier ou clarifier.
 1 point
1 point -
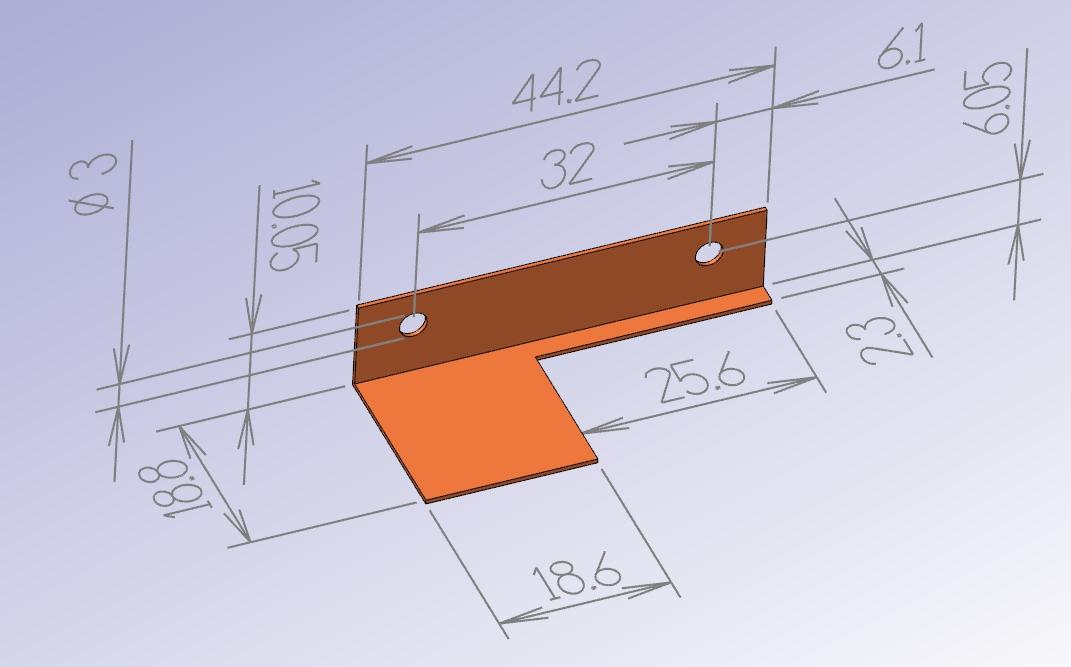
Bonjour à tous ! Voyant le nombre de demandes qui m'ont été faites et devant le fait que pas mal de débutants rencontrent souvent des difficultés à modéliser ce qu'ils souhaitent, je me suis attelé à pondre un petit gros tutoriel (très) détaillé pour Fusion 360. Alors tout d'abord, pourquoi ce logiciel en particulier ? Déjà parce qu'on peut l'obtenir gratuitement (et légalement !), ce qui en soit est déjà un argument de poids. Ensuite parce qu'hormis le fait qu'il soit en anglais, ce logiciel est en réalité très simple à prendre en main une fois que l'on a compris les bases (que nous allons voir ici). Et enfin parce que ce logiciel est tout bonnement hyper complet et qu'il permet aussi bien de faire des pièces basiques que des designs très, très poussés. Pour réaliser ce tutoriel, j'ai choisi une pièce assez simple mais qui me permettait d'aborder plusieurs techniques et approches de modélisation, il s'agit d'un support PCB sur mesure que l'on m'avait demandé. En parlant techniques vous verrez que j'ai par moment utilisé des outils plutôt que d'autres qui auraient pu être plus simple à mettre en oeuvre, c'est d'une part pour vous présenter ces outils et voir comment les utiliser mais également pour montrer qu'il n'existe pas qu'une seule façon de faire et que l'on peut utiliser bien des techniques différentes pour obtenir un même résultat. J'ai également volontairement crée ce guide au format PDF et ce pour deux raisons : Déjà, il existe pas mal de tutoriels Fusion 360 en vidéo (peut être pas aussi détaillés mais bref) et ensuite, il est souvent compliqué de suivre une vidéo et d'être en même temps sur le logiciel, on rate souvent une info, on doit revenir en arrière pour reprendre ou mettre pause si ça va trop vite et tout ça est peu pratique et nous sort de notre concentration. Ainsi avec ce PDF il est aisé de suivre les étapes pas à pas, avancer à son rythme et il est même possible de l'imprimer (attention, 37 pages tout de même !) pour le garder constamment sous les yeux. En ce qui concerne le niveau du guide, il s'adresse clairement à ceux qui DÉBUTENT et/ou ceux qui n'on pas compris la logique du logiciel lors d'une première approche. Il peut également s'adresser à ceux dont le niveau permet de "bricoler" une modélisation plus ou moins approximative de ce qu'ils ont en tête et qui voudraient approfondir un peu leur technique. Ça parait évident mais je préfère le dire clairement : Ceux qui se baladent déjà sur le logiciel n'y apprendront au final rien du tout. Il est donc inutile de m'interpeller avec des trucs du style "il est moisi ton tuto, j'ai rien appris..." c'est normal. Le but ici est simplement de voir les bases de la modélisation, les techniques pour travailler sur une pièce cylindrique ou sur une arête, créer différentes formes en utilisant différents outils et au final apprendre à se débrouiller seul pour dessiner ses propres pièces. A ce titre vous verrez qu'au départ, le guide est extrêmement détaillé, en fait chaque clic y est décrit, illustré et expliqué, puis petit à petit au fur et à mesure qu'on avance et qu'on utilise des outils déjà abordés, le guide vous lâche un peu la main et vous pousse à avancer un peu par vous même. Le but étant biensur qu'une fois le guide terminé vous soyez en mesure, avec ce que vous y avez appris, de dessiner (presque) ce que vous voulez. Pour finir, n'hésitez pas à revenir donner votre avis, me dire si vous avez rencontré des difficultés particulières ou si des étapes ne sont pas assez claires. N’hésitez pas non plus à laisser un petit like si vous avez apprécié ce travail. Et pour le PDF, il est disponible ici : >>> Guide Fusion 360.pdf <<< Enjoy !1 point
-
bonjour tout le monde, j'ai besoin de filament et et je cherchais un code promo pour ariane plast quelqu'un en connaitrais un qui fonctionne en ce moment ? j'en avais deja trouver plusieurs fonctionnels ici donc je tente on sait jamais surtout que ca fait une sacrée difference de prix sur une grosse commande ^^1 point
-
Salut @Atoban, Voici une petite photo de ton système remastérisé pour mes bobines 2Kg. En court de montage ce soir...
 1 point
1 point -
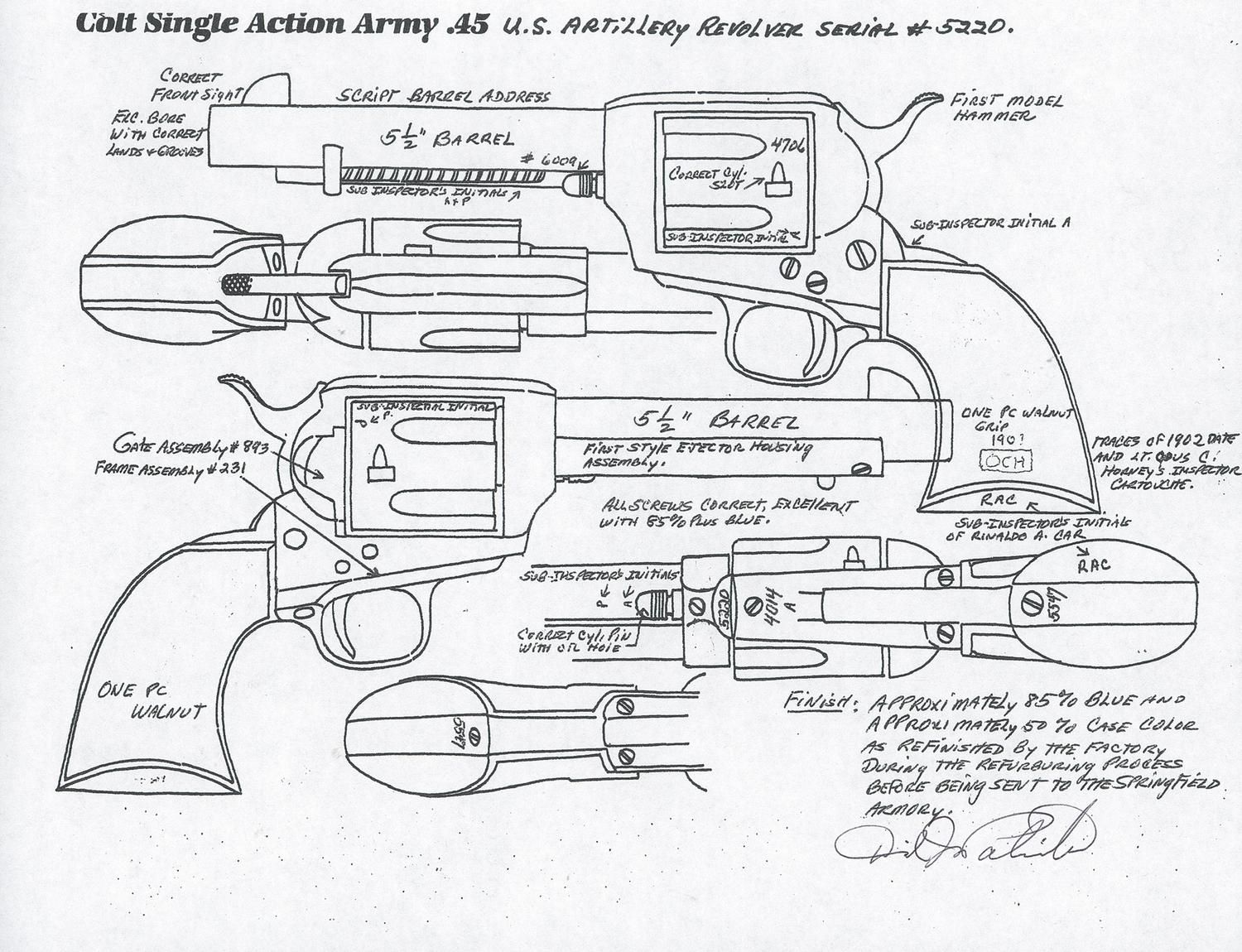
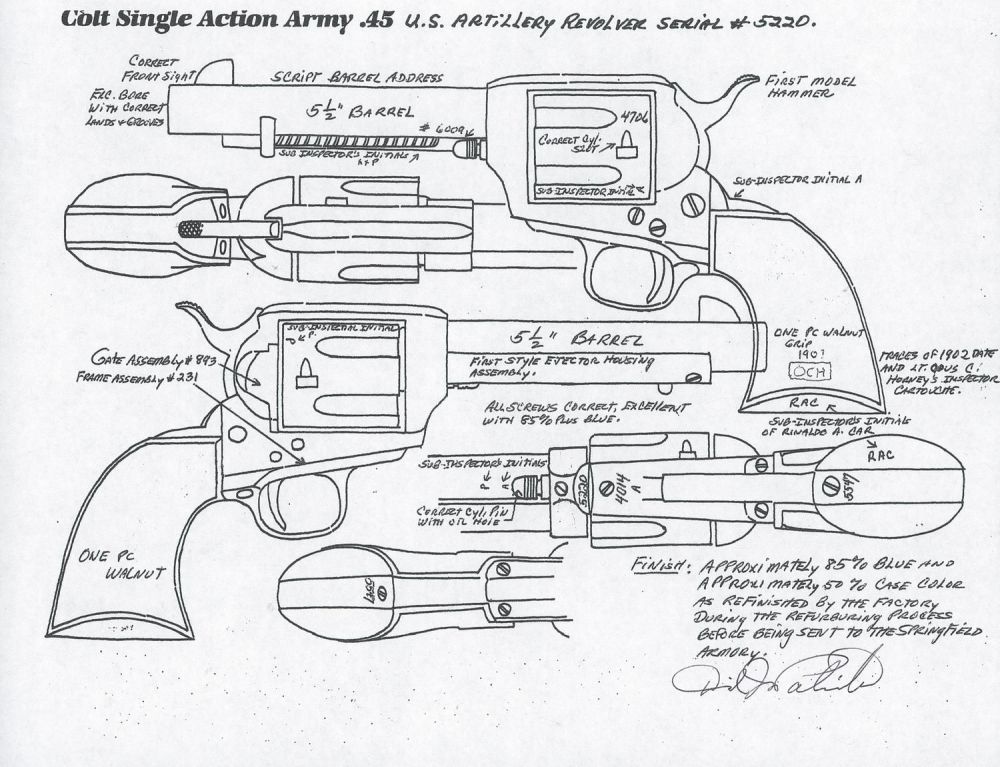
Dieu a créé les hommes, Samuel Colt les a rendus égaux Il y a plusieurs longueur de canon des Colts Single Action, 7.5 pouces (191 mm), 5.5 pouces (140 mm) et 4.75 pouces (120 mm), les trois pouvant être achetés par les civils. D'autres longueurs, de 2.5 à 16 pouces pouvaient être commandées. En fessant tes recherches avec Colt peacemaker plutôt que Colt 45 tu devrait avoir plus d'infos. J'ai pas trouvée les mesures du Colt et perso j'ai un Smith & Wesson, ça va pas trop d'aider mais j'ai ça :
 1 point
1 point -
En complément d'information, on a publié cette page de présentation de la 3DPrintMill : https://www.lesimprimantes3d.fr/creality-3dprintmill-imprimante-3d-infinie-20201123/ avec lien vers le Kickstarter qui va atteindre le million ! https://li3d.fr/3DPrintMill-KKS1 point
-
Salut, Suivant les répliques, on est entre 27,5 cm et 30,5 cm. Si ça peut déjà t'orienter.1 point
-
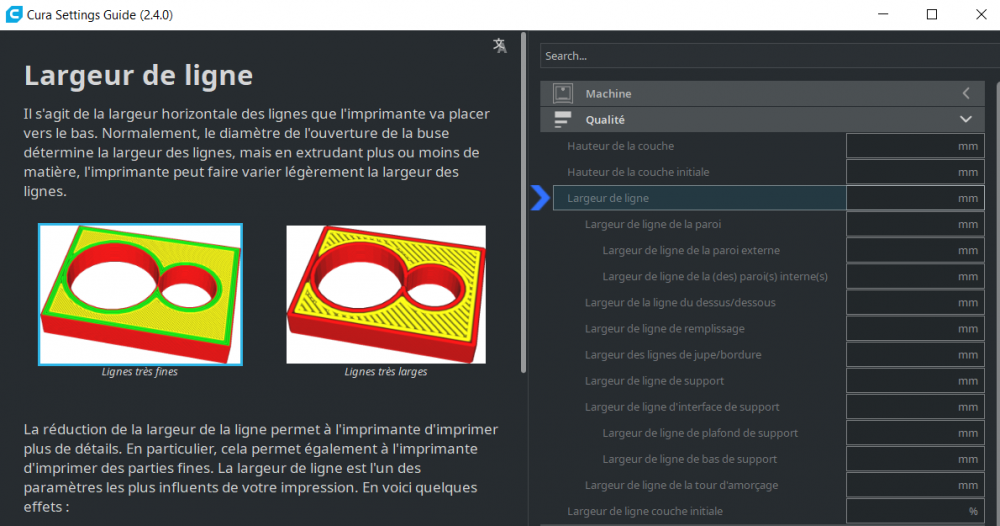
La largeur d'extrusion est en effet variable, on peut très bien demander à une buse de 0.4mm d'extruder un trait de 0.8 ou même 1mm de large. Je le fais souvent pour imprimer des boites en mode vase sans avoir des parois trop fines. En général on extrude toujours un poil au dessus (0.45mm), c'est là qu'on a le meilleur rendu. On peut extruder en dessous, c'est comme ça que le slicer imprime les parois fines normalement impossible à extruder avec une buse de 0.4mm, mais c'est très aléatoire car le cordon de filament extrudé ne sera pas bien écrasé et pas forcément au centre de la buse. Idem pour des largeurs beaucoup plus grande, il faut rester sous la largeur de la partie plate du nez de la buse, et on ne maitrise pas où le filament ça sortir, plus à droite ou plus à gauche, si la pointe de la buse n'est pas parfaitement plate. Dans la pratique, c'est très reproductible, donc quand un trait tire plus à gauche par exemple, il tirera toujours à gauche, ce qui permet d'avoir des impressions très correcte. C'est pour cette raison qu'on arrive facilement à atteindre des performances équivalentes en temps d'impression entre une grosse buse et une plus petite (dans une certaine limite). Le facteur limitant étant ailleurs. Evidement, c'est cette largeur que le slicer utilise pour savoir de combien décaler une ligne par rapport à sa voisine, et non pas le diamètre de la buse.1 point
-
A télécharger ici:
 1 point
1 point -
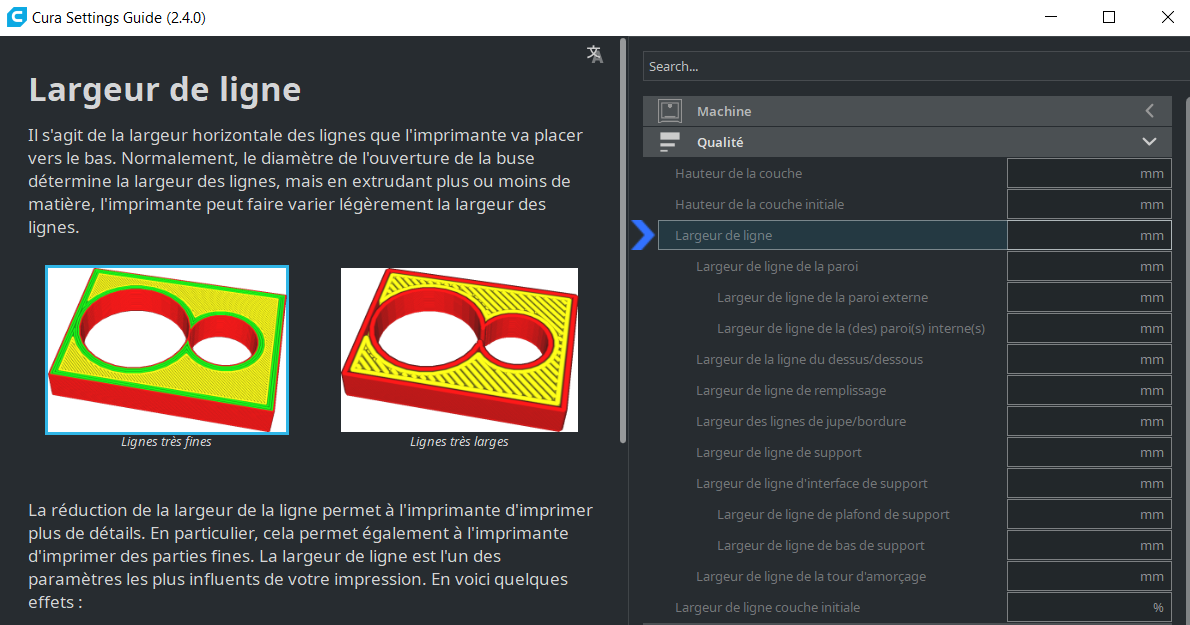
Pour ceux qui ont chargé le Cura Settings guide, il y a une longue explication:
 1 point
1 point -
Je me posais la même question. Pour moi, lorsqu'on demande une largeur différente de la largeur standard : ex. 0.3 ou 0.5 avec une buse de 0.4, le système doit en tenir compte pour les passages suivants (pas les couches) : Car si il n'en tenait pas compte, tu auras soit une impression où les différents passages ne sont pas bien collés entre eux (donc une solidité douteuse) Soit un recouvrement, qui pourrait solidifier la pièce mais au risque d'un aspect un peu douteux (surtout si on parle d'un trait de 0.8 avec une buse de 0.4 ou tu aurais 0.2 de recouvrement avec le passage précédent ... et je ne parle pas du dernier passage d'un remplissage). Donc je pense qu'il en tient compte ... De ce fait je doute que ça ai une incidence sur la solidité du print mais par contre esthétiquement il est peut etre possible que cela soit un peu moins bon (après c'est toujours pareil : entre pousser à 0.5 ou à 0.8 à partir d'une buse de 0.4, la différence devrait être forcément plus notable à 0.8). Cela dit, les buses sont un peu plates autour de l'orifice de sortie (et on parle de déborder de 1 ou 2 dixièmes de mm de chaque côté seulement) donc je pense que la couche est quand même bien lissée et ne fera pas de bourrelets de chaque côtés.1 point
-
Not good at all Ce ventilateur doit tourner en permanence pour refroidir le radiateur. S'il ne tourne plus ou insuffisamment, le colmatage de la tête est à craindre. La procédure de @Titi78 épinglée dans la section Creality te permettra d'y remédier. Un poil plus d’informations : Ce ventilateur comme sur la plupart des Creality récente est en 24V.1 point
-
Suis à la bourre comme d'hab parce que pas le temps de venir ici (et pas de notifs reçus par mail snifff) mais évidemment, comme mes petits camarades, je suis plus que ravi de te savoir de nouveau ici à donner du piquant à ce forum. Welcome back aboard Captain !!1 point
-
Le nec plus ultra serait d'avoir ENFIN des beds plats ...mais ça les Chinois ne savent ou ne veulent pas faire... J'ai une recommandation auprès d'un fabricant Allemand de beds mais je n'en dirai pas plus.. pour l'instant puisque mon bed est en fabrication et que j'attends de voir .... si c'est bon ou bien si je me suis fait arnaqué !! Si par chance c'est vraiment plat comme indiqué je ferai un retour et laisserait bien évidemment le lien... ATTENTION c'est pas donné!!1 point
-
Alors c'est du PLA blanc ? Car là il parait translucide et effectivement maintenant tu m'as l'air trop proche quand tu as trouvé un bon réglage tu peux affiner celui-ci avec le Z-offset. Il faut nettoyer ton support il doit être clean alcool isopropylique, si tu n'as pas eau chaude + liquide vaisselle pour bien dégraisser. Ne pas mettre les doigts dessus sinon faut re-nettoyer ;). le réglage buse/plateau quand on débute est l'un des trucs les plus difficiles a faire donc sois patient, pour le régler buse et plateau a chaud, tu fais les 4 coins puis le centre et tant que le meilleur compromis n'est pas trouvé tu refais et refais les 5 points de contrôles dans le même sens1 point
-
He said CaptN, I said wot Bienvenue @CaptN sur le fofo !1 point
-
Bonjour, avant de coller du scotch ou de mettre un bl touch(qui ne sert a rien si il n'y a pas d’écrous anti back-slash sur la vis Z) il faut savoir si le souci viens de la plaque alu du bed ou de la potence du X. pour contrôler la plaque alu il suffit de mettre un réglet sur la tranche sur le plaque et voir si de la lumière passe entre le réglet et la plaque pour localiser le soucis. quand c'est fait, utilise des morceaux de feuille de papier alu superposée ou pliées pour combler le trou puis remettre la vitre. comme je n'ai plus de scotch alu, j utilise le papier alu et ca va très bien. Pour les réglage mécanique tu peux regarder ici : Titi's tuto, Le réglage mécanique du Z et visiter mon poste sur ma cr10S (voir signature)1 point
-
Petite photo du matin :
 1 point
1 point -
MERCI!!! ça ma sauvé mon écran....1 point
-
Là je pense que tu peux mettre plus de plastique. Ça va peser lourd ton bed.1 point
-
Ton réglage buse/plateau n'est pas bon tu n'es pas assez écrasé. Sur une ender 3 vérifier que l'axe X est parallèle à la structure. Vérifier les excentriques pas trop serré. Pour la rétraction mieux que tu partes sur 5 et 25mm/s c'est une meilleure base. Enfin descendre la température trop bas n'est pas top non plus entre 195 et 205 suivant le filament est une bonne fourchette. D'autres paramètres peuvent jouer sur le stringing, la vitesse, l'accélération, les saccades,... mais pour moi ton problème n'est pas forcément du stringing qui doit plutôt ressembler a du fil d'ange.1 point
-
Il n'y a pas de grand changement sur la V2 par rapport à la V1, il y a la tête qui change, je ne sais pas ce qui est compatible, faudrait démonter une tête V2 pour savoir, quelque changement sur la partie Z les roulements sont plus costaud et le endstop est plus facile à régler, je crois qu'il n'y a plus de led bleu (ça c'est pas un mal), surface d'impression plus petites (c'est con, c'est vraiment la seule chose qui n'aurai peut être fais changer si la surface d'impression avait été plus grande... je vais économiser ou plutôt dépenser ailleurs.....). Coté cm et tmc, j'en sais rien, franchement quant j'ai vue que la surface d'impression était plus petite, je ne me suis pas plus intéressée que ça à la machine.1 point
-
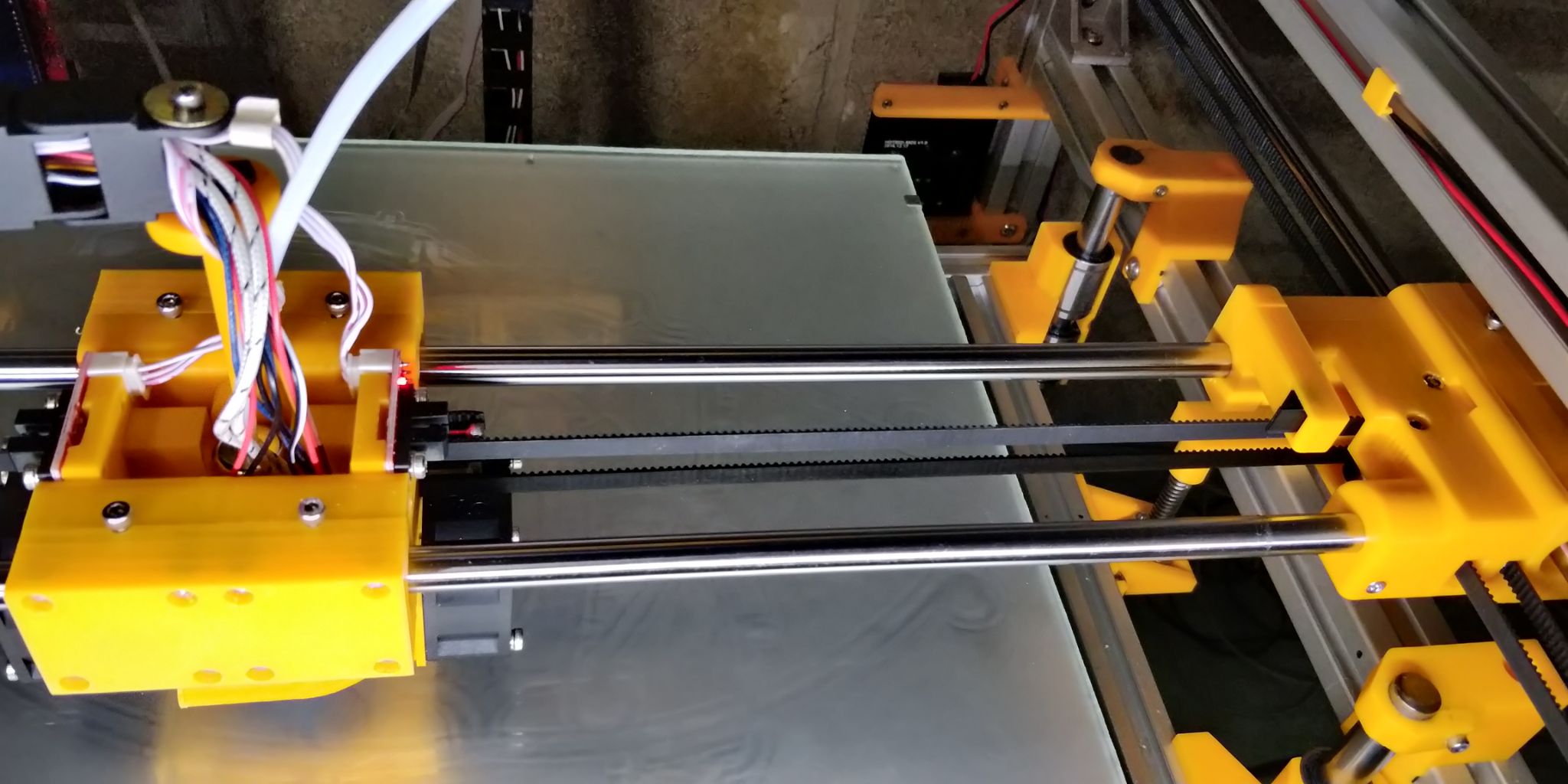
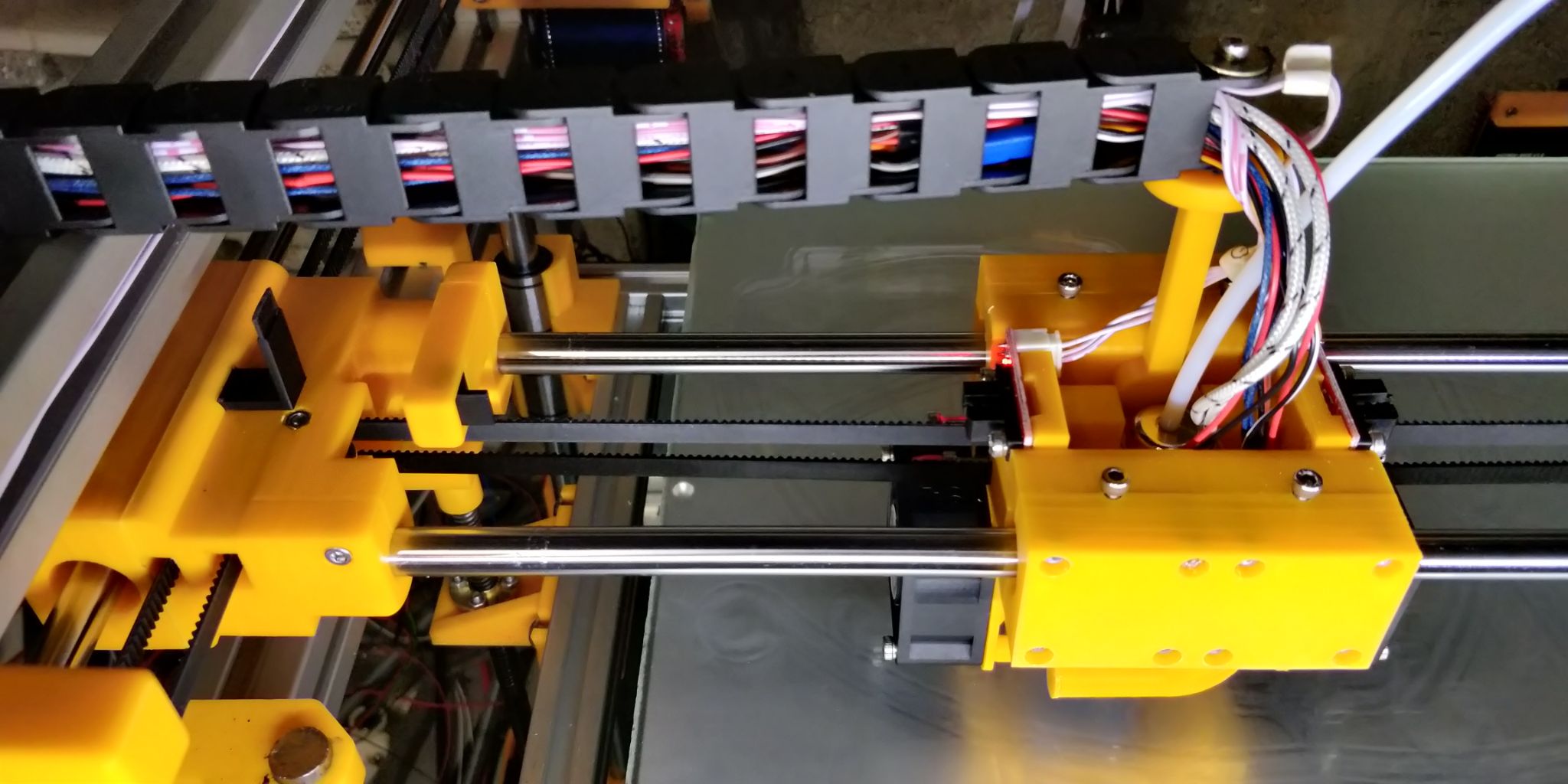
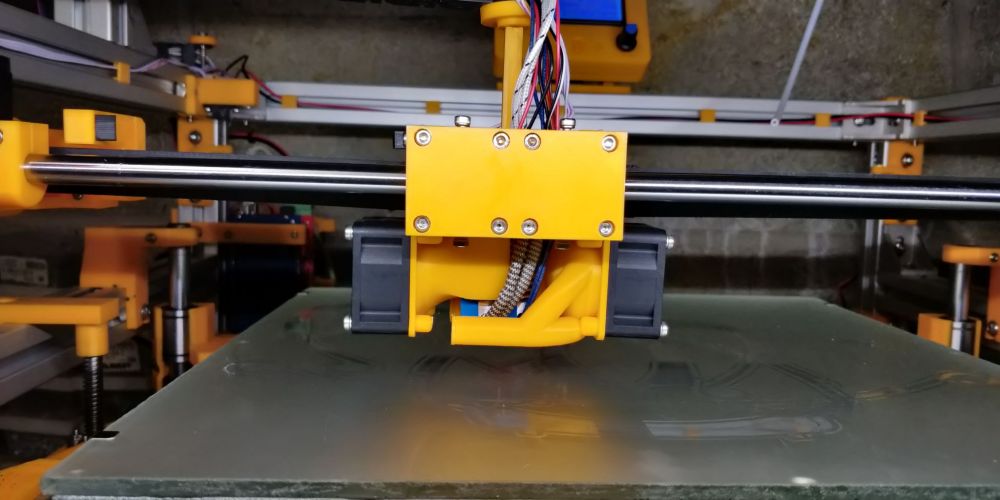
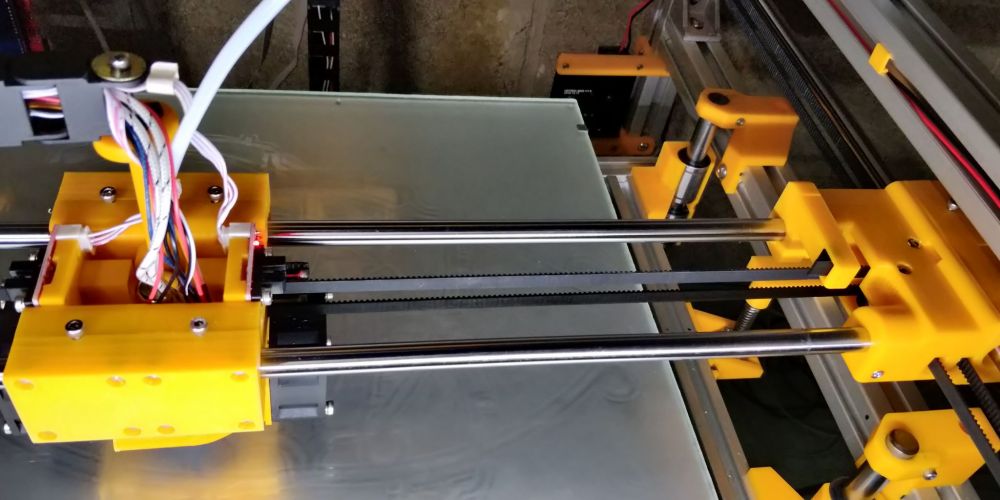
Bonsoir C'est bon nouveau chariot x et y finalisés sur mon hypercube EVOII Ventilation ok Chauffe ok Mouvement xyz ok Reste à faire le premier print
 1 point
1 point -
Bonjour, @Philippe91 super bravo car j'avais le même incident il y a environ un an sur ma TLD3 V1 et je n'arrivais plus à accéder à mon LCD pour commander les menus ! Tous les accès étaient décalés donc le LCD était inutilisable !!! J'avais questionner le service technique et ils n'avait pas la solution; conclusion j'ai commandé un nouveau LCD. Je viens de faire la manipulation avec le fichier pour recalibrer et çà fonctionne de nouveau. Super content j'ai retrouvé un LCD qui fonctionne Bravo... a+1 point
-
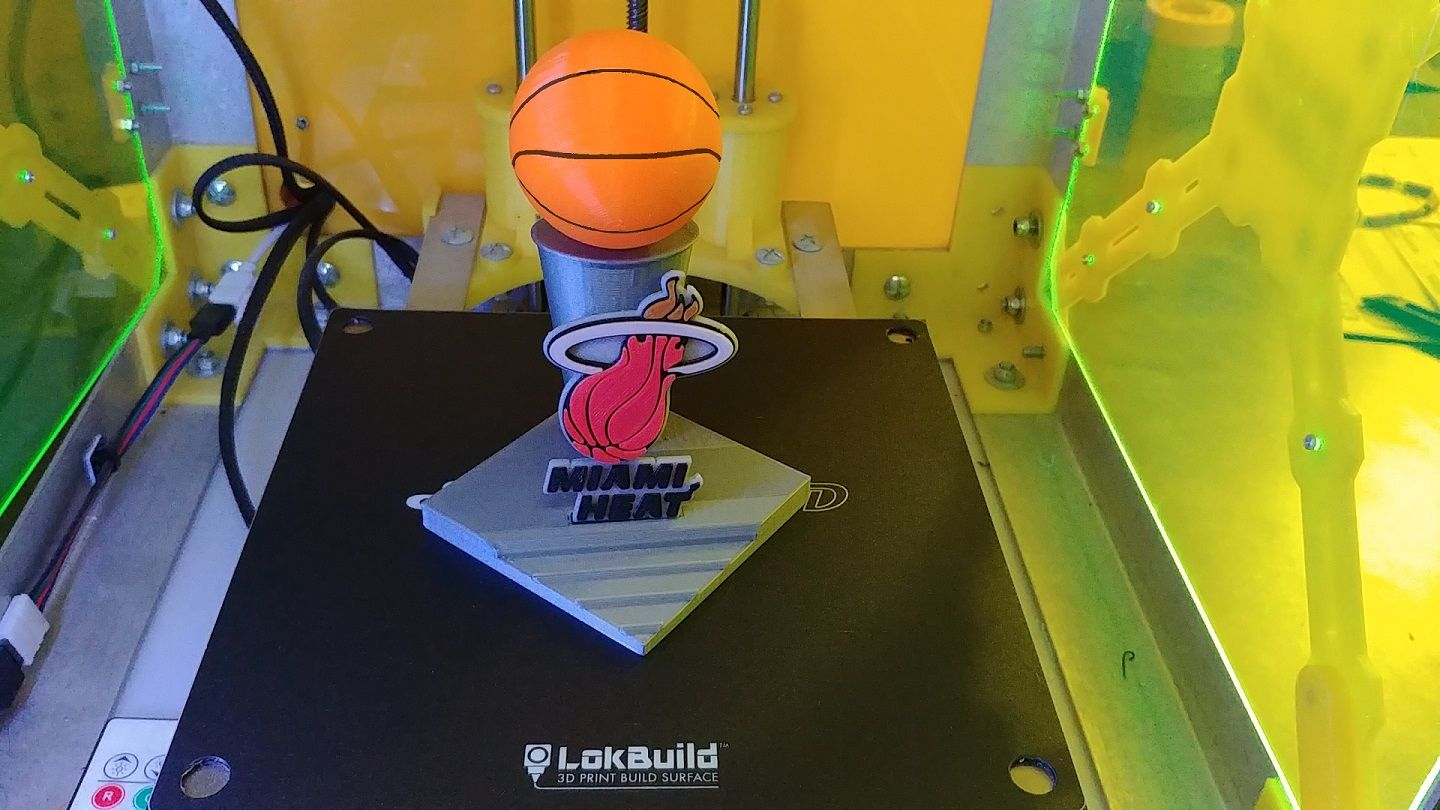
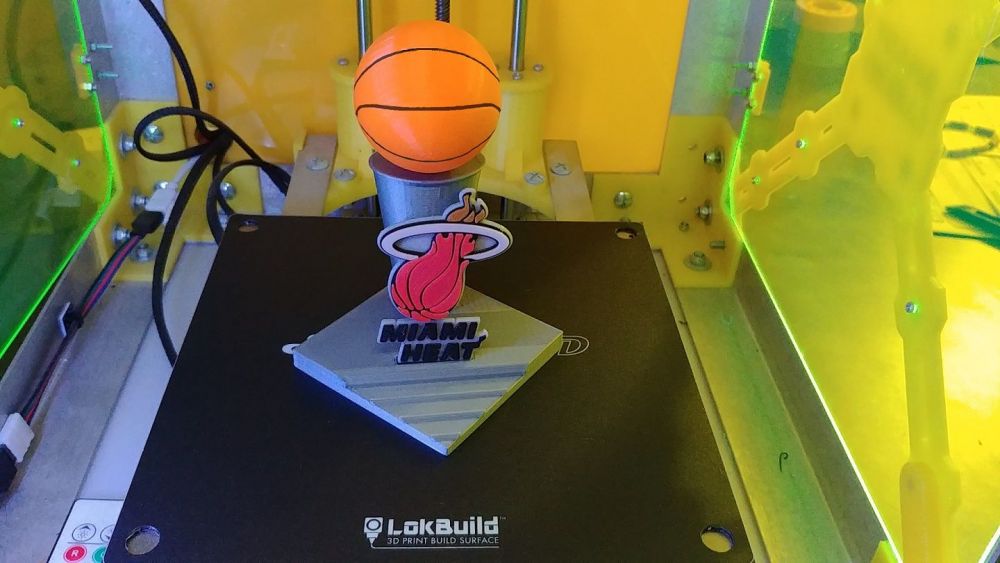
On dirait que les machines sont confinées aussi ici dis donc Moi j'en ai profité pour faire quelques demandes de collègues: - Modélisation (excepté le logo) et print d'un support pour téléphone pour un fan de basket: - Un support pour téléphone Naruto: - le serpent qui va avec: - Le Renard de Naruto (modifié pour servir de support): - Et une petite "piranha plant" de Super Mario: Le tout imprimé en PLA - 0.2mm.




 1 point
1 point -
Il y a une chaussette silicone sur la tête de l ender 5 ? Si la carcasse autour de la tête est la même que la cr10s cela peut provenir du refroidissement de la hotend. Le flux n'est pas canalisé et refroidi la tête deflecteur mis a plat.pdf
 1 point
1 point -
salut, premièrement merci beaucoup de m'avoir répondu aussi précisément .... Je viens de tester et ça fonctionne, je n'ai pas lancer de print mais le autohome fonctionne et surtout pas de bip intempestif. C'est assez déroutant car le menu a totalement changé, ilest en français (truc de ouf) et il y a beaucoup plus d'option et ça me va très bien. il me faudra un peu de temps pour m'y faire mais c'est royal je te remercie encore!! je reviendrai confirmé que tout va bien et je te souhaite une bonne soirée/ bon weekend1 point
-
Bonjour @Pierreko de retour parmi nous bonne journée à toi c'est sympa !1 point
-
Salut @divers, Merci d'arrêter ta propagande Prusa. Si tu voulais mettre un article concernant l'impression 3D et le contact alimentaire, il y en a de bien mieux que celui que tu donne, comme par exemple chez formlabs : https://formlabs.com/fr/blog/guide-impression-3d-alimentaire/1 point
-
Hello, Pour moi qui ne cherche pas des qualités incroyable j’ai pris les moins cher et j’ai une U30. J’ai testé : ICE Gentle gray Sunlu Solid black Grossiste 3D Bronze Tous avec de très bon résultats. Attention le PLA grossiste 3D bronze ne contient pas de bronze.1 point