Classement



Contenu populaire
Contenu avec la plus haute réputation dans 14/12/2022 Dans tous les contenus
-
Moi aussi je participe D'accord, c'est très (très, très) moche, mais c'est une création originale. Pas de bout de papier ou autre gribouillis. C'est dans la masse ! Fait avec Inkscape et FreeCAD.
 5 points
5 points -
Waoo!! je suis sans voix... et tu ne me laisse pas d'autre choix que de faire appel à toi pour mes prochaines additions _________________________________________________ Dernier petit upgrade avant les préparatifs des fêtes : Un détecteur de filament pour couper l'alim en fin d'extrusion Joyeuses fêtes à vous tous et à l'année prochaine...
 4 points
4 points -
Hello tous, voici ma participation au concours de Li3D.fr J'ai choisi d'être dans le thème de Noël, sur la photo on peut voir un pendant de sapin bonhomme de neige, une boule étoile, un sapin de Noël vert, une boule de cristal,un sapin de Noël gris en mode vase, une couronne des rois et deux gnome de Noël. Bonne chance à tous.
 4 points
4 points -
Rigole pas, en fait ce qu'il ne nous a pas dit, c'est qu'il a débloqué le niveau 2 du schmilblick : pour trouver tu peux poser des questions, mais il n'est pas obligé d'y répondre ! Là c'est vraiment chaud !!!4 points
-
J'ai imprimé avec une Anycubic I3 Mega pendant plusieurs années. Il y a deux ans j'ai vu une vidéo de l'imprimante E3D et j'ai décidé de faire la même chose, enfin presque . Comme elle marche plutôt bien et que j'avais quelques disponibilités, j'ai fait une vidéo :3 points
-
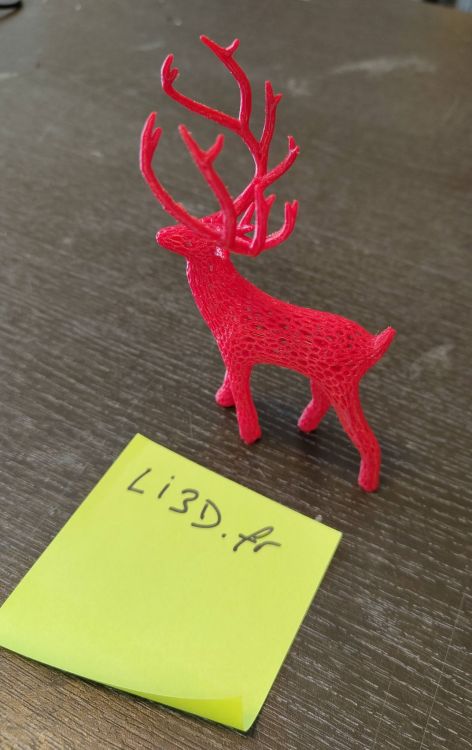
Le reine en voronoi. Cdt SoM
 3 points
3 points -
Bonjour, J'ai utilisé une bobine de Filoalfa Pla alfaplus, -rétrécissement important ( 2 à 3% mesuré ) et il faut tenir compte que peu de matiere gros rétrécissement et le contraire avec plus de matiere. -surface un peu rugueuse et pas très belle - cuisson longue, 3 heures pour une piece de 120 ³ -et le pire : très cassant Et ensuite le PLA de Formfutura Volcano , beaucoup plus facile à utiliser, très peu de rétrécissement, cuisson plus rapide et magnifique surface mate. Tout cela est très tentant mais finalement c'est gourmant en energie, les bobines coutent assez cher et finalement l'Asa et l'Abs peuvent-être plus interressants.3 points
-
Il serait intéressant lorsque tu feras tes essais, de comparer le dimensionnel avant et après le recuit dans les deux directions en Z et en X ou Y . Dans de nombreux cas, on constate un rétrécissement de la pièce après recuit.3 points
-
L'impression du tableau de bord avance....
 2 points
2 points -
Fastoche: C'est un bec de cigogne ....
 2 points
2 points -
Intriguant ce PLA marabouté, ils parlent aussi de passage à l'étuve, donc ça devrait le faire aussi dans un cuit-vapeur ou couscoussier...2 points
-
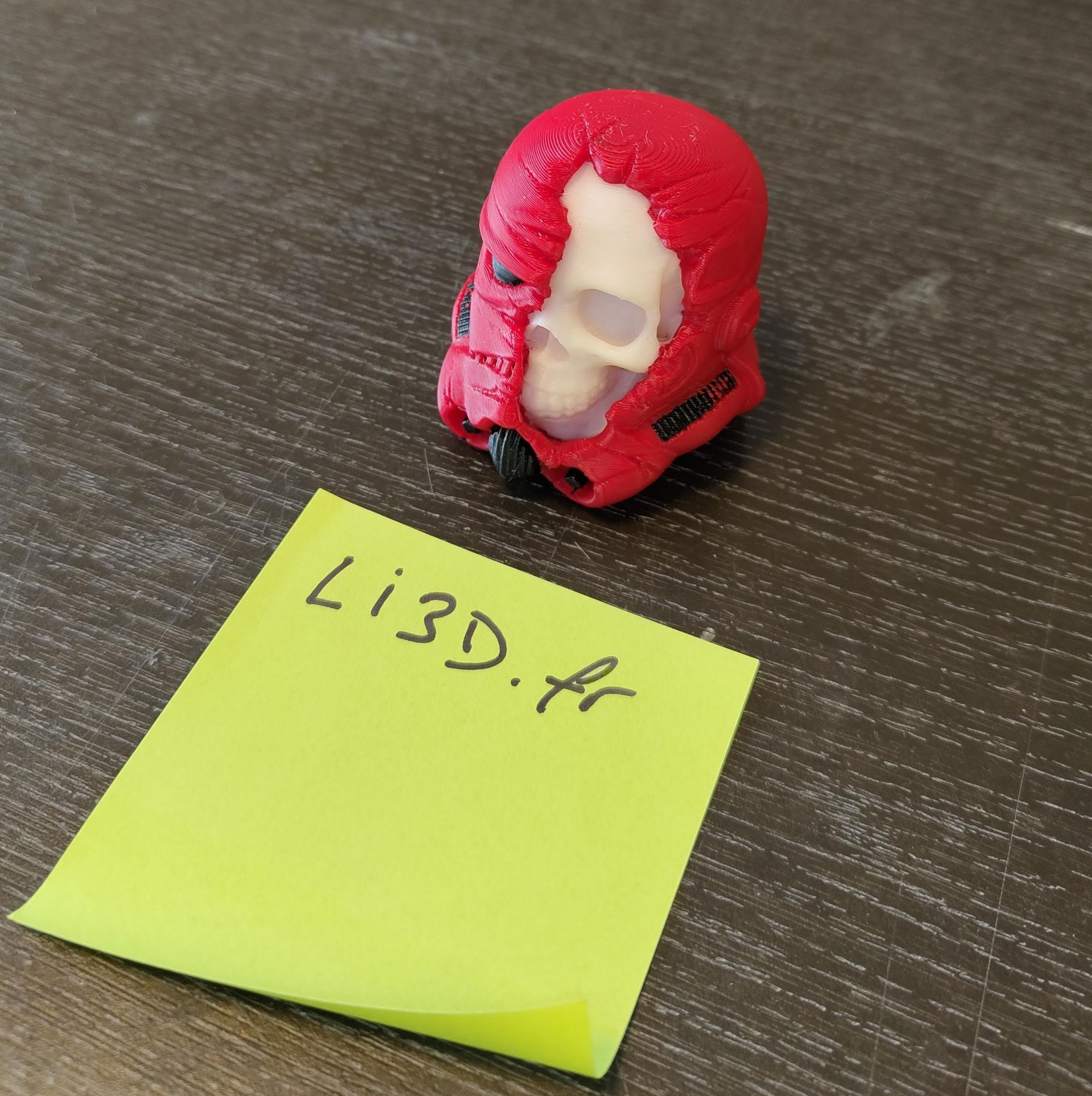
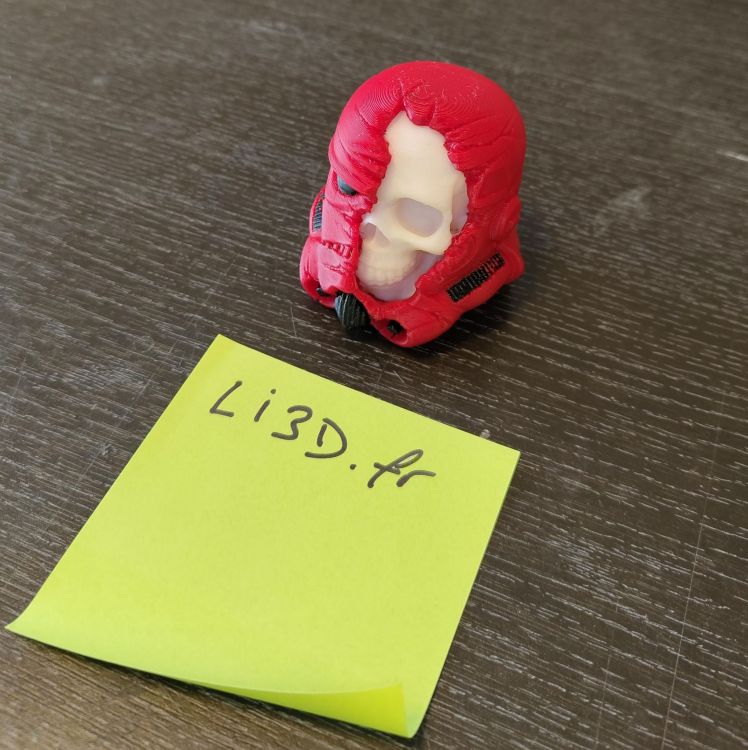
Salut, La couleur du casque pour l'ambiance de Noel ps: Je peux pas poster 2 sujets consecutifs donc je vais attendre un aute message pour remettre la premiere photo.
 2 points
2 points -
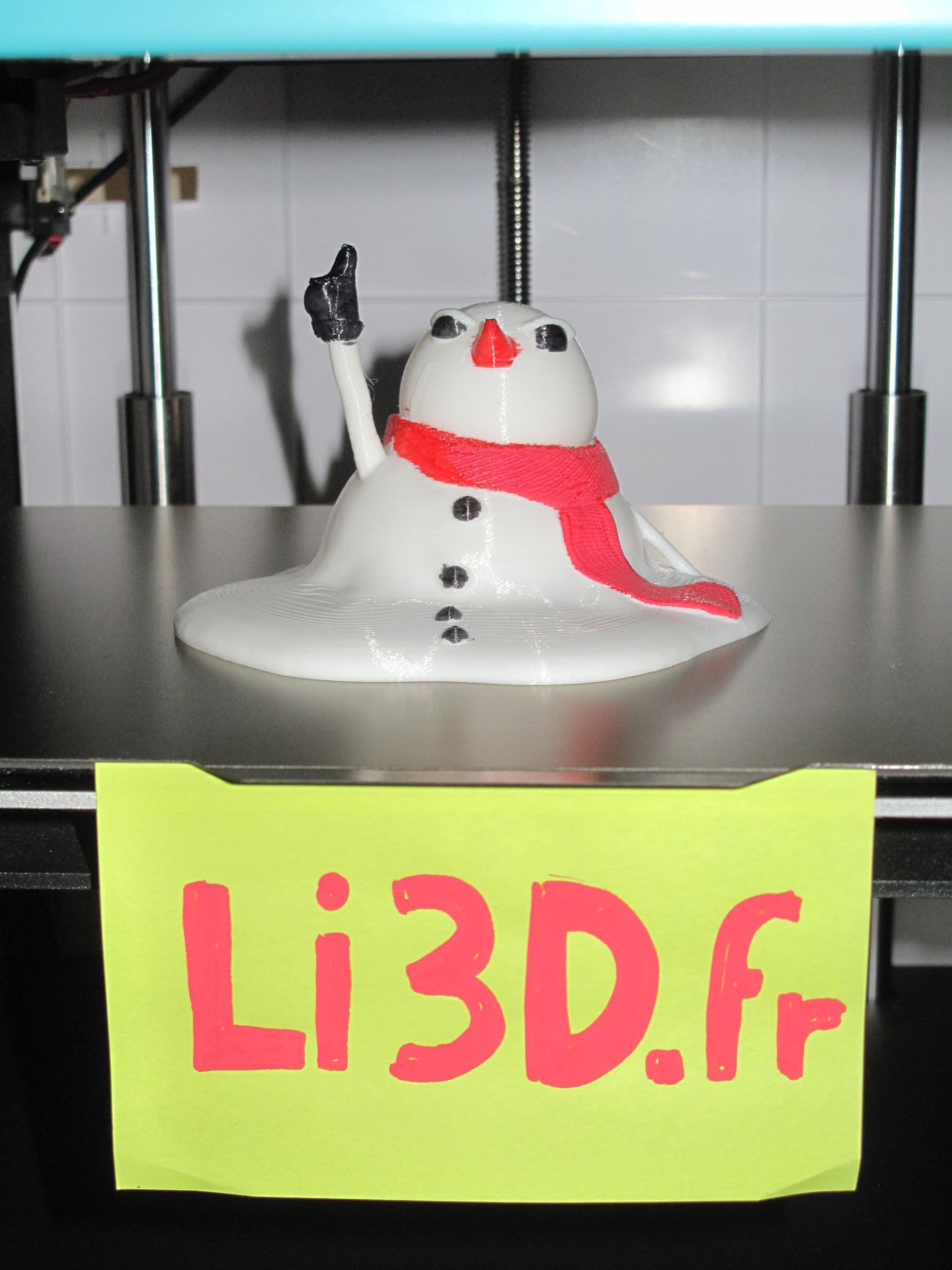
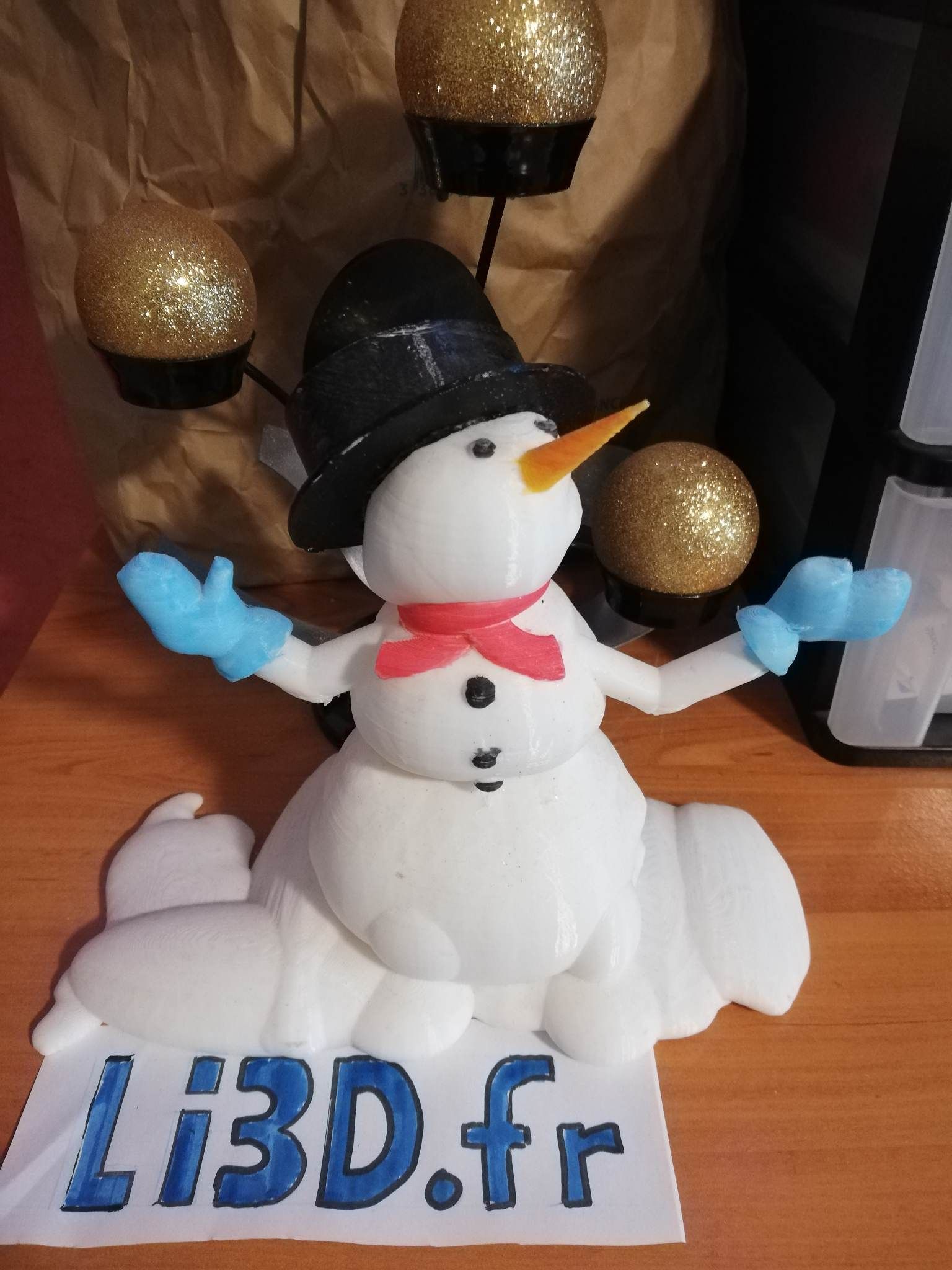
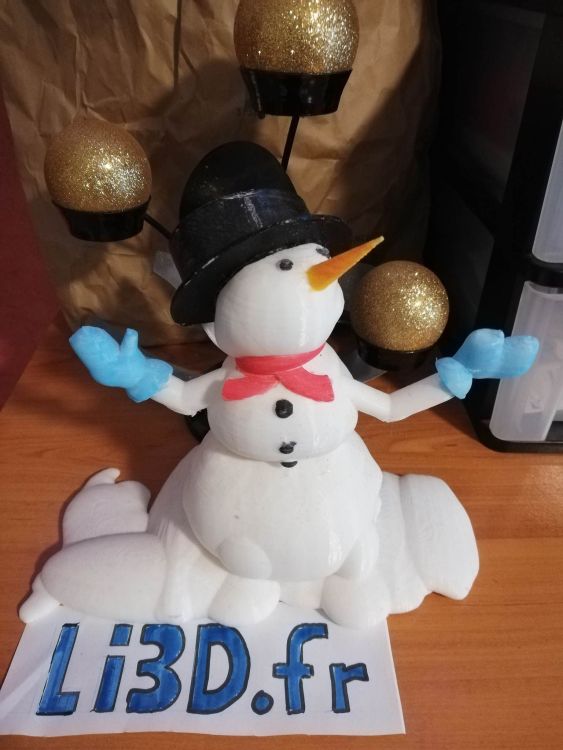
Une fois vos impressions de Noël fini, ne pas oublier de les sortir, le bonhomme de neige n'aime pas les plateaux chaud
 2 points
2 points -
Voici mon impression de Noël préférée, ce petit gnome dont la barbe est particulièrement amusante à faire . Il y en a plusieurs qui se promènent dans la maison . Le modèle est dispo au lien ci-dessous : https://www.printables.com/model/92035-bearded-christmas-gnome Bonnes fêtes de fin d'année à tous.
 2 points
2 points -
A l’origine c'était un projet de Noël père/fille mais autant en profiter pour participer au concours Une petite photophore faite maison

 2 points
2 points -
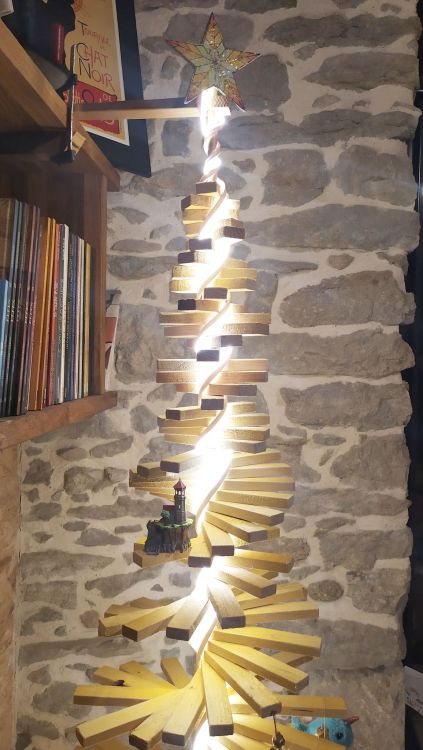
Et bien je lance les Festivités Voici une impression de longue date que ma fille a voulu mettre dans le sapin fait maison STL disponible ici Bonne chance à tous Et bonne chance pour trouver ou FAIRE de Chouettes cadeaux pour vos Marmots

 2 points
2 points -
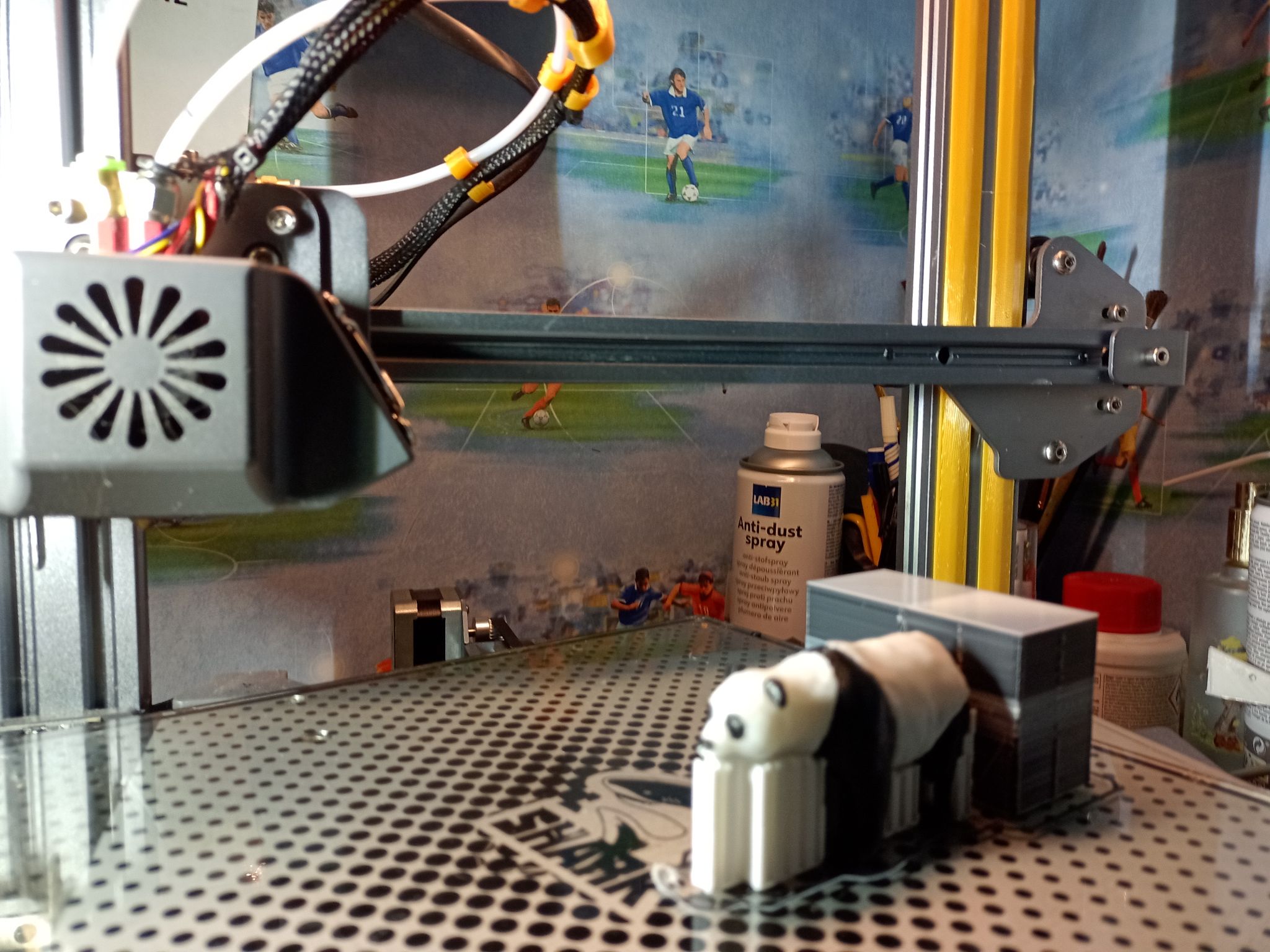
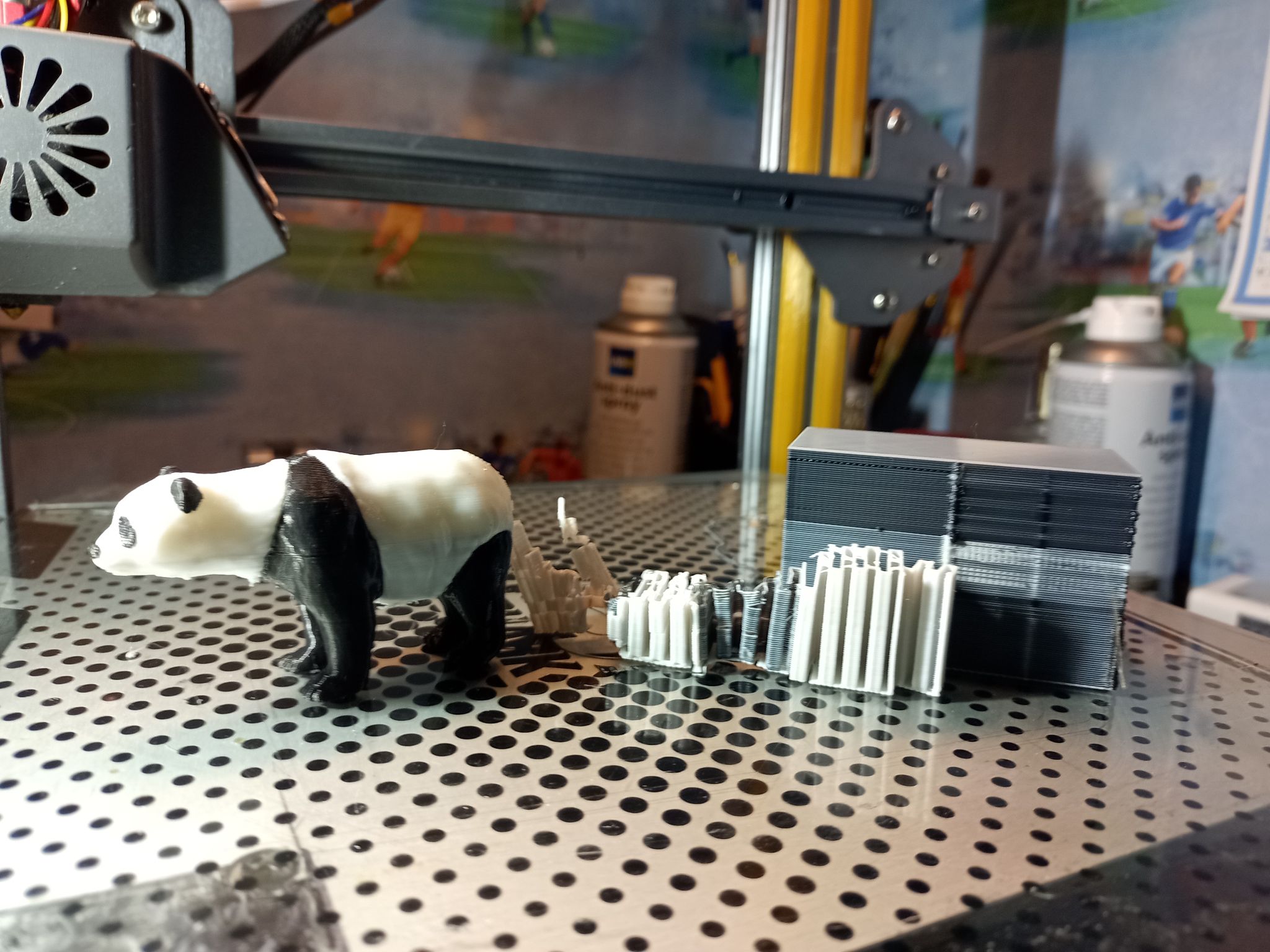
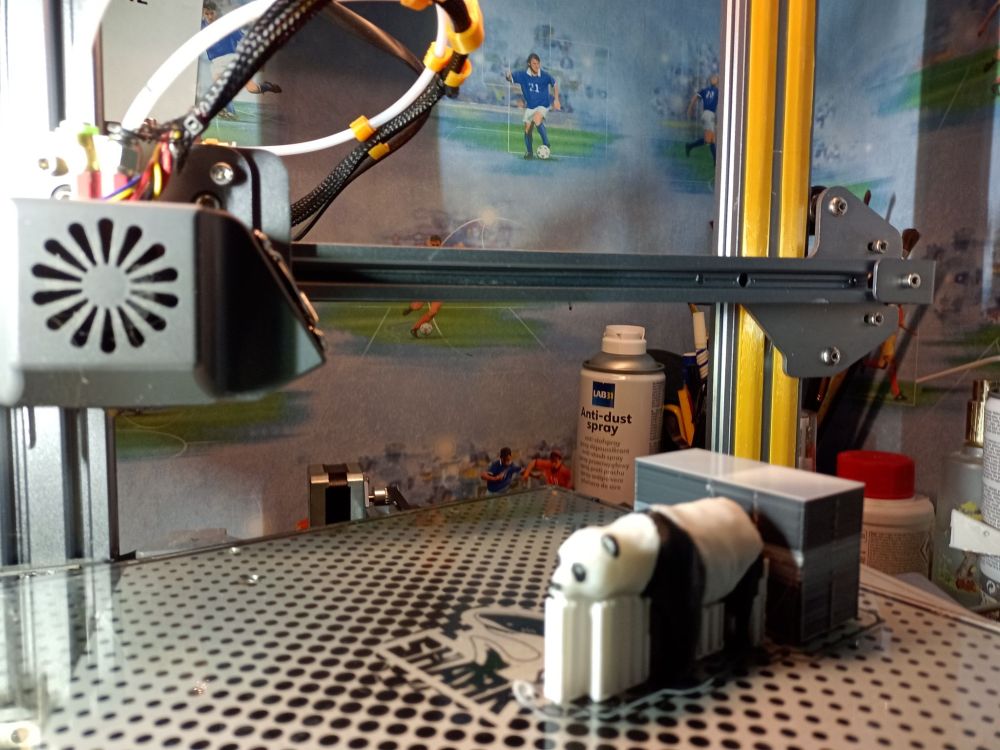
J'ai tester ce Gcode sur Simplify 3 D Avec la Lotmaxx Shark c10 V2 en dualcolor avec sa tête cyclops. Le code de JSTECH auquel j'ai rajouter le Gcode de changement d'outils. Je l'ai tester avec mon imprimante Lotmaxx Shark C10 V2 en dualColor. Pour le test du Panda en noir et blanc il a faut augmenter les démentions de la tour de purge pour avoir le blanc bien séparé avec la tête cyclops puis que le 2 filaments arrivent en Y. Je mets le lien de la série de vidéo qui m'ont bien aidé a paramétrer Simplify 3D. Le lien STECH youtubeur Canadien. *-------------------------------------- Scripts de démarrage *-------------------------------------- M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home M420 S1 Z2 ;Enable ABL using saved Mesh and Fade Height G4 P500 ;Dwell for 1/2 second M400 ;wait until all moves in planner are completed G90 ;Absolute positioning G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up M107 *-------------------------------------- Scripts de fin *---------------------------------------- G91 ;Relative positioning G1 E-2 F2700 ;Retract a bit G1 E-2 Z0.2 F2400 ;Retract and raise Z G1 X5 Y5 F3000 ;Wipe out G1 Z10 ;Raise Z more G90 ;Absolute positionning G28 X ;(Home x) G1 Y ;{machine_depth} ;Present print M106 S0 ;Turn-off fan M104 S0 ;Turn-off hotend M140 S0 ;Turn-off bed M84 X Y E ;Disable all steppers but Z *--------------------------------------* Changement d'outils *--------------------------------------* G92 E0 ; zero extruded length G1 E-5.0 F1800 ; standard retract G92 E0 ; zero extruded length G1 X[next_position_x] Y[next_position_y] F[travel_speed] ; move to ooze shield or prime pillar G1 E5.0 F1800 ; unretract G92 E0 ; zero extruded length G1 E-[toolchange_retract_distance] F[toolchange_retract_speed] ; toolchange retract G92 E0 ; zero extruded length T[new_tool] ; perform toolchange G92 E0 ; zero extruded length G1 E[toolchange_prime_distance] F[toolchange_retract_speed] ; toolchange prime G92 E0 ; zero extruded length scriptAecCommutation.txt1 point
-
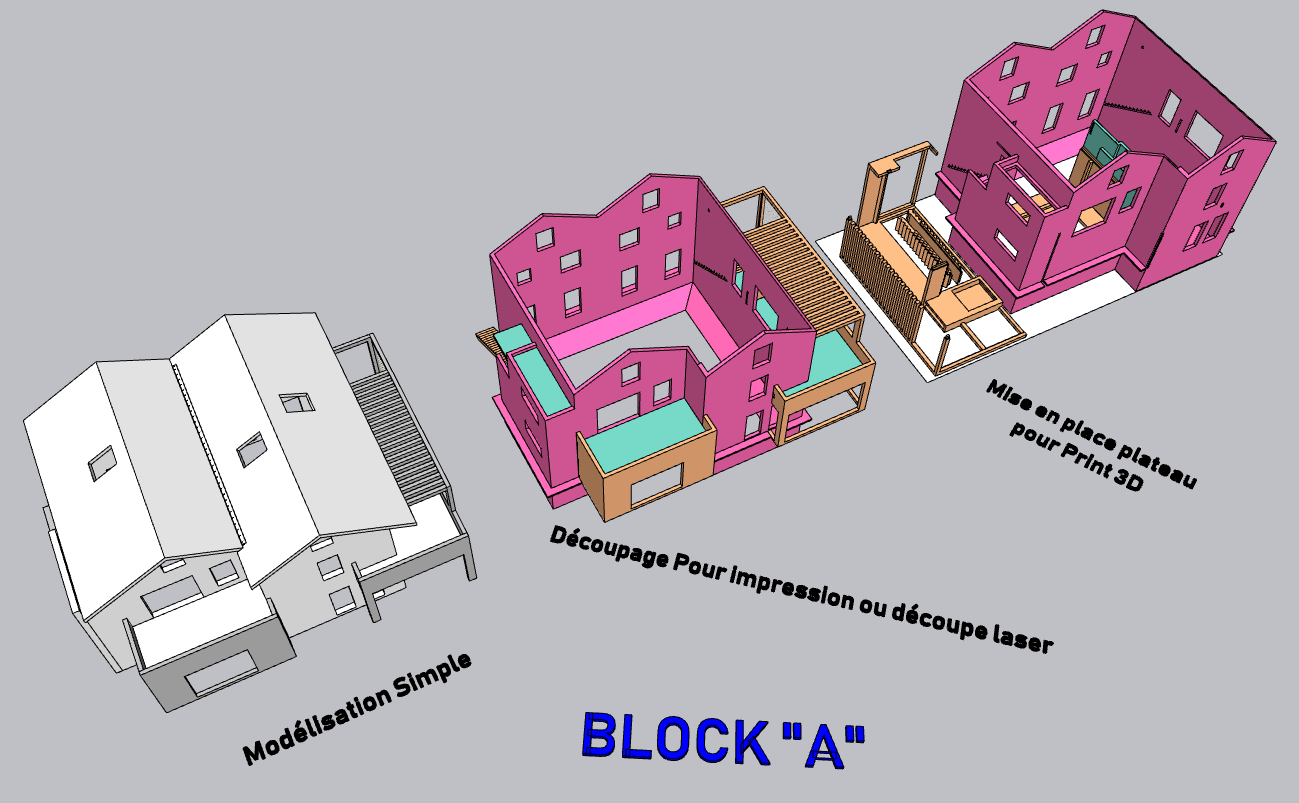
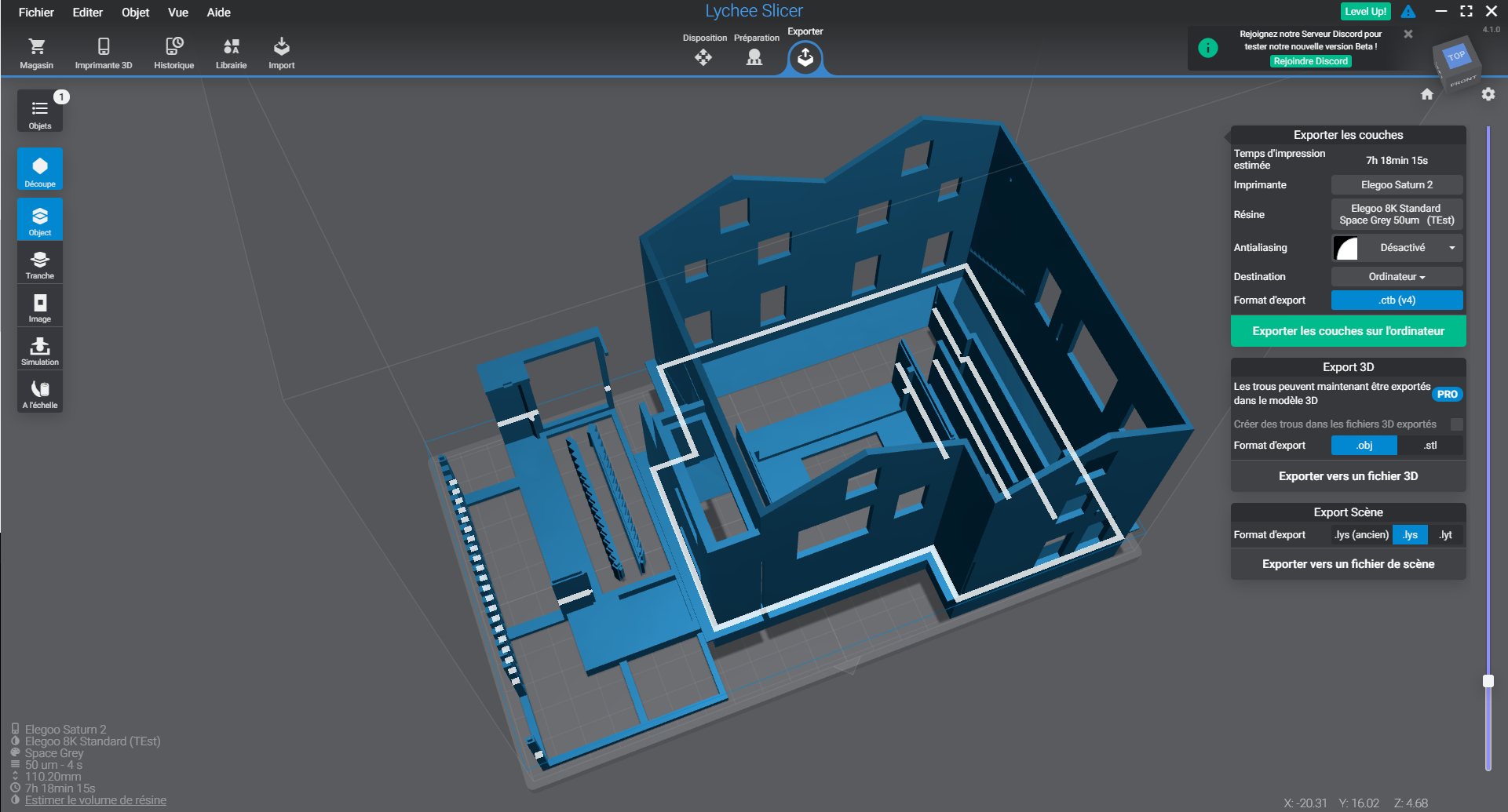
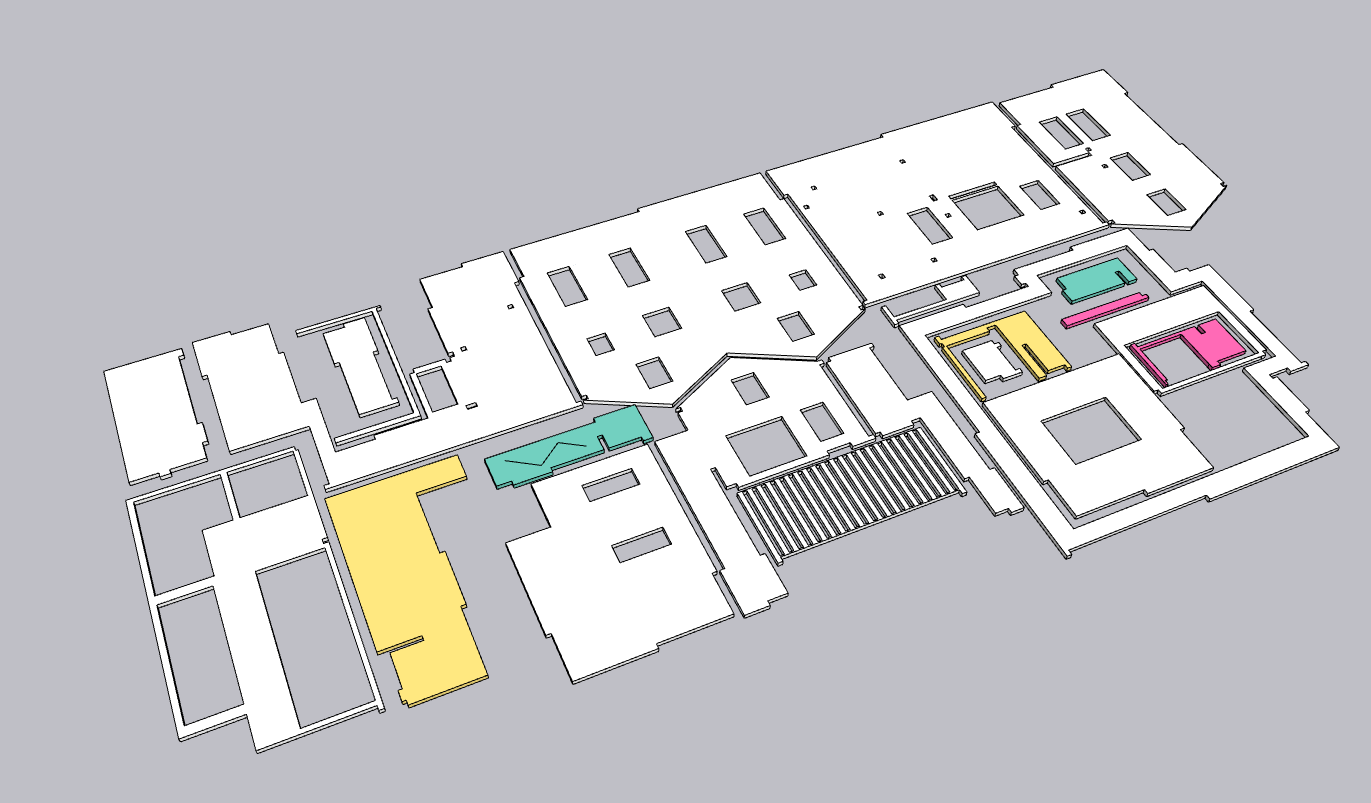
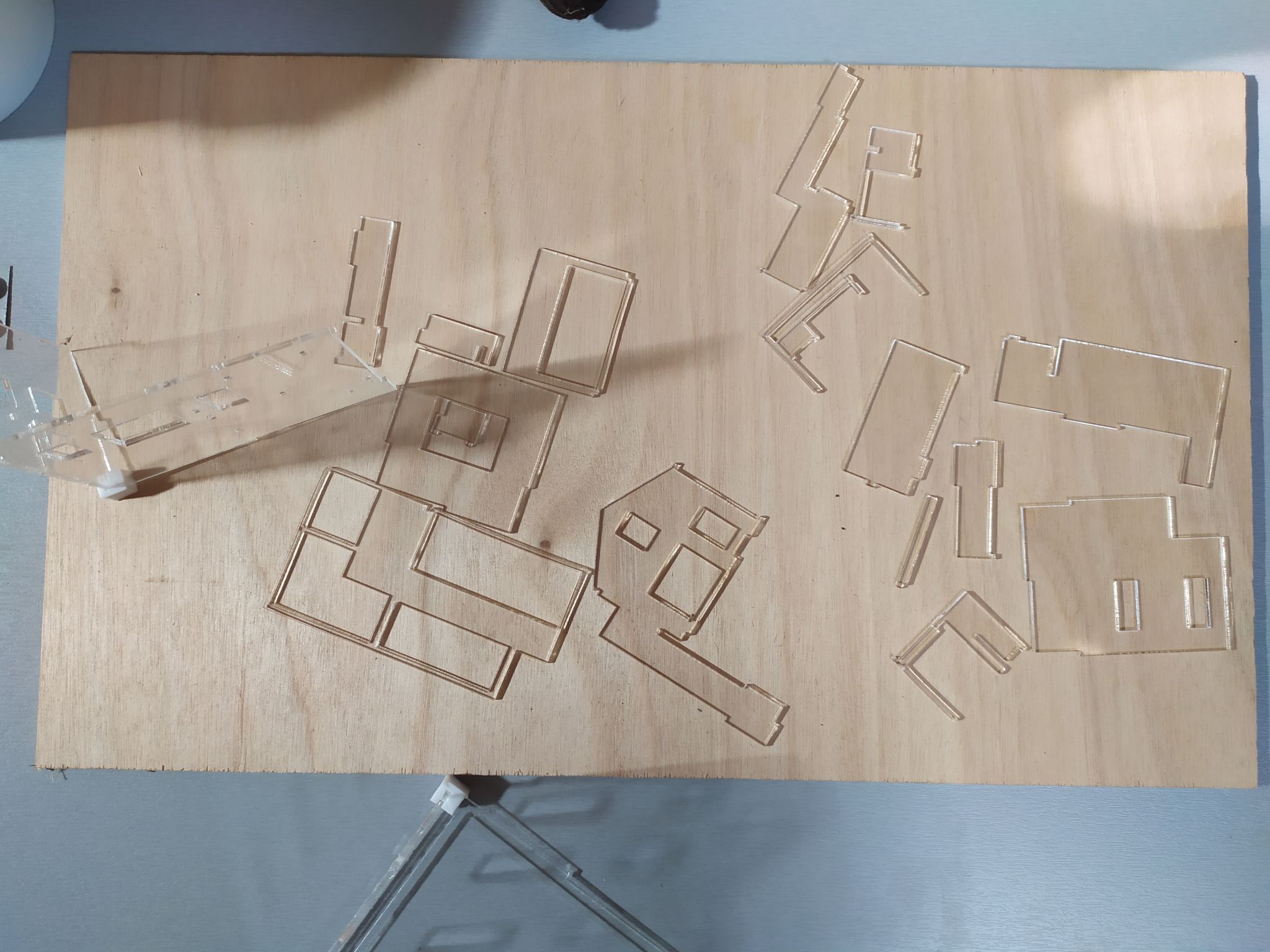
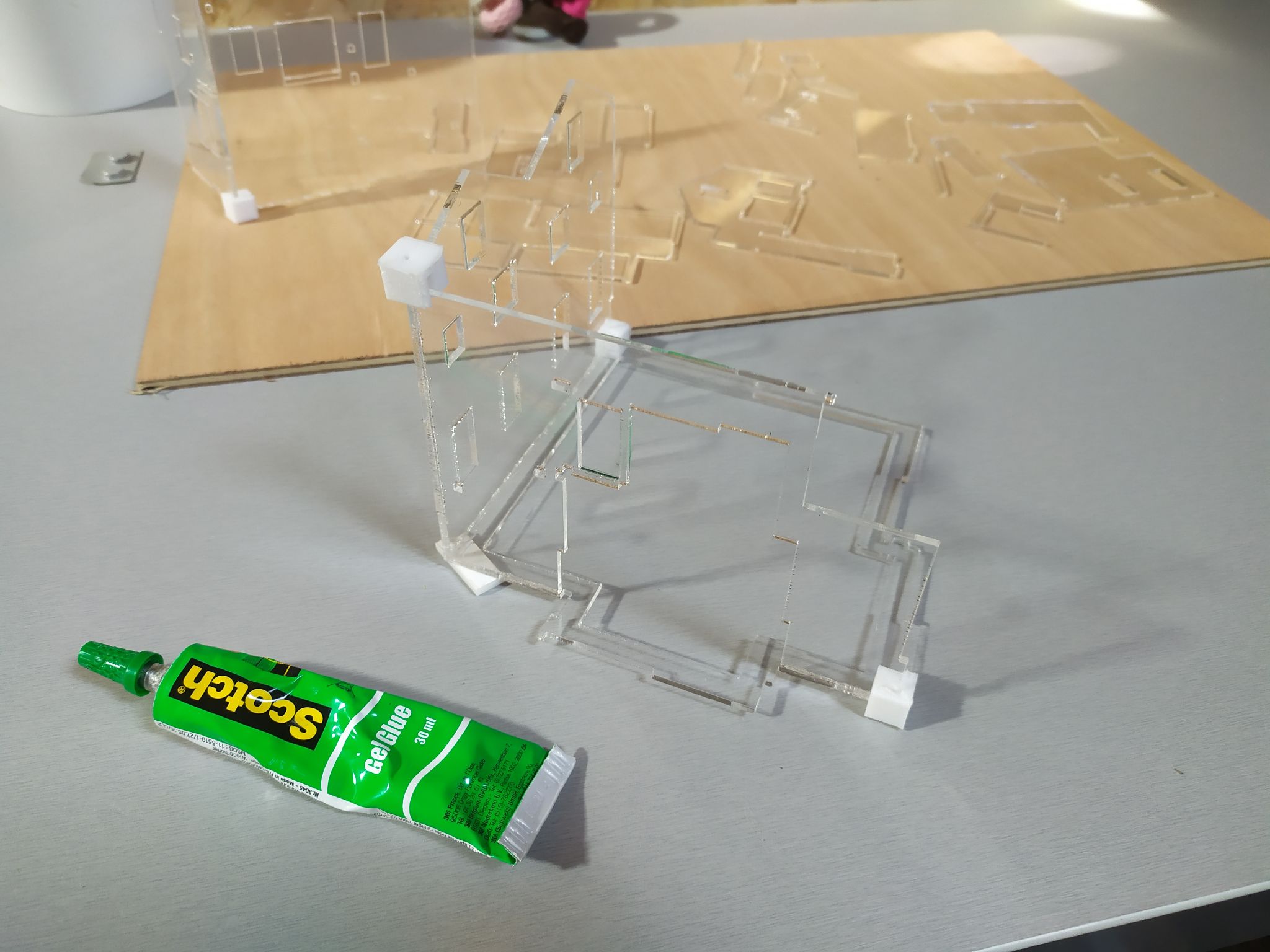
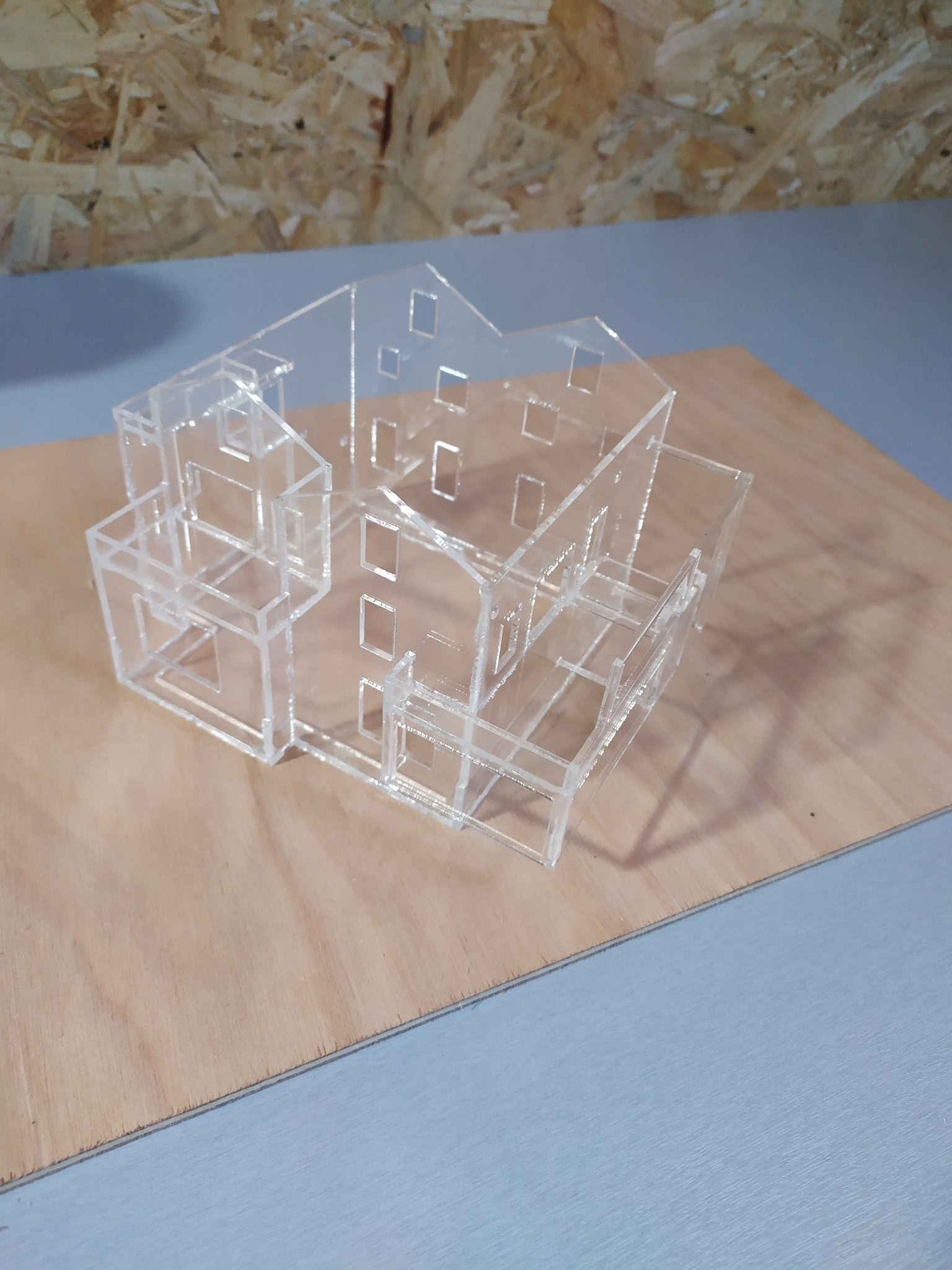
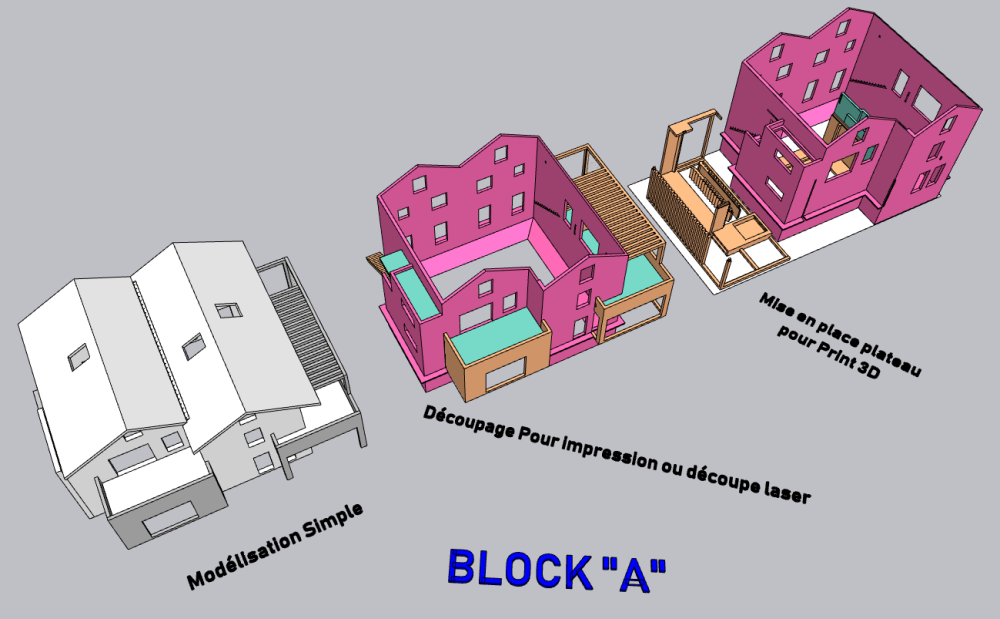
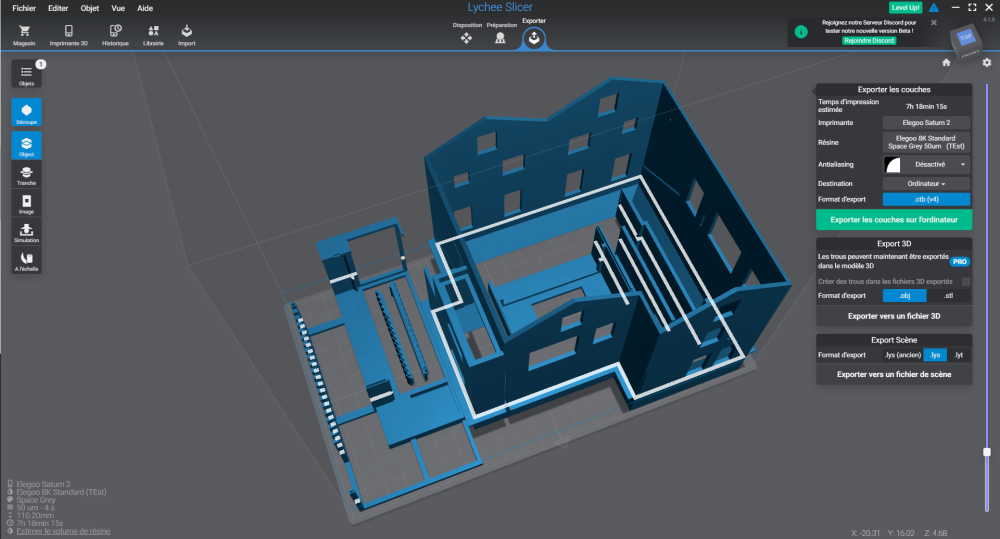
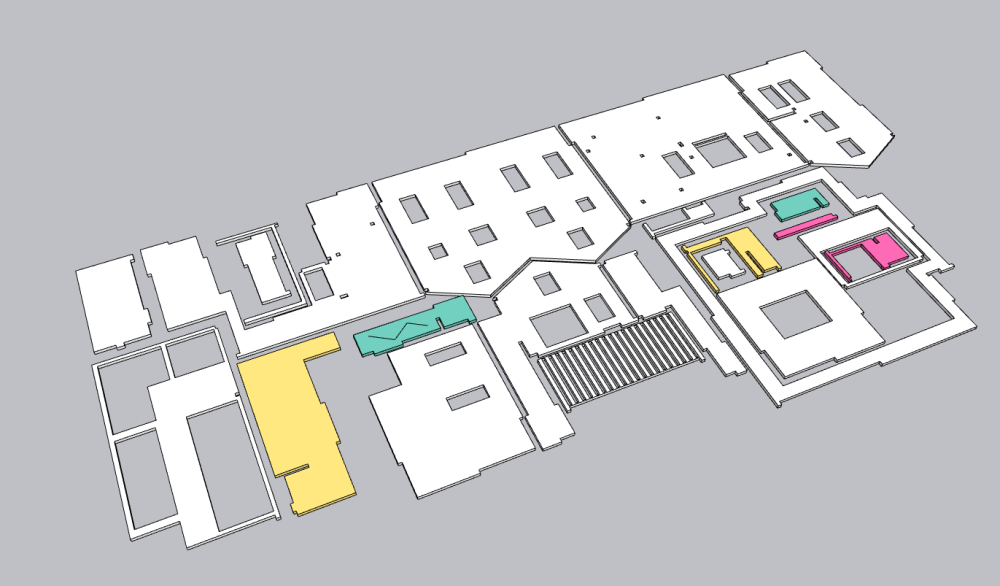
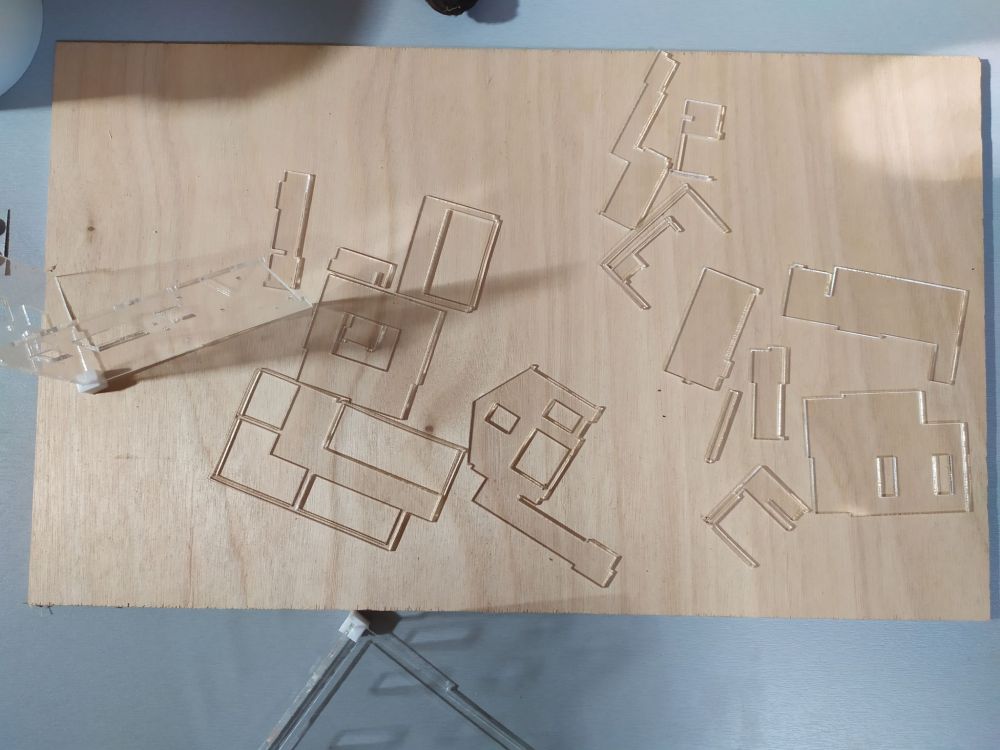
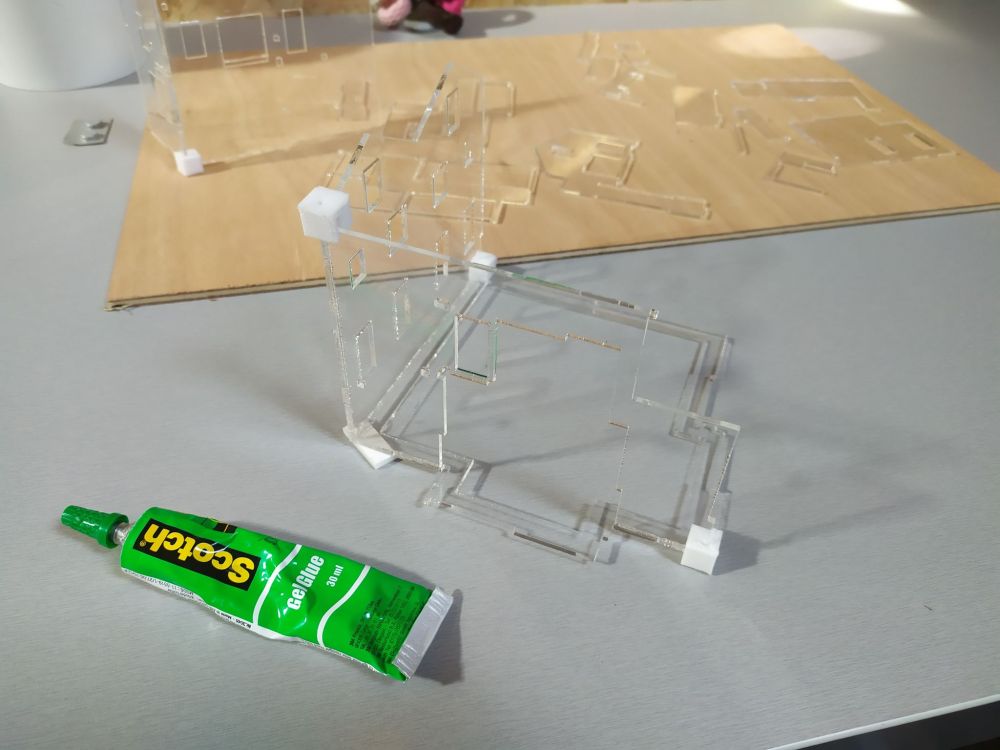
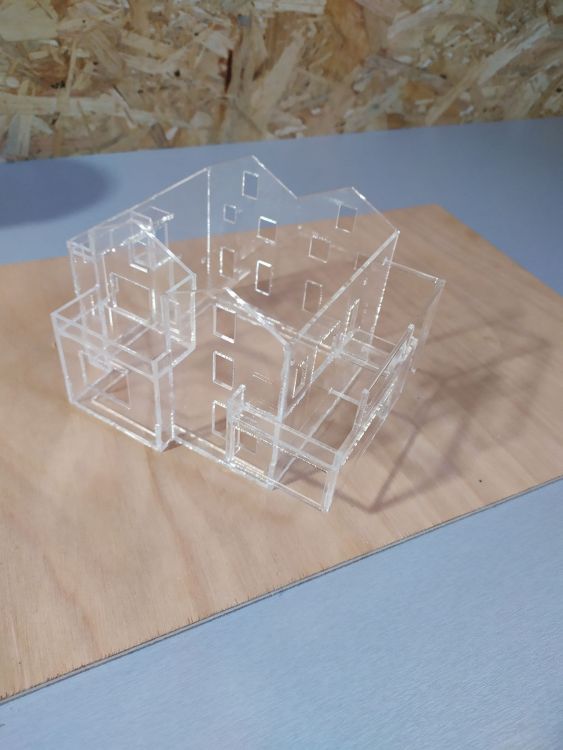
Salut les Makers, j'ai décidé de faire un live de la fabrication de ma nouvelle maquette. => durée prévu : 1 mois (réel 2 mois ) => taille : 130x80x23 cm => échelle : 1/100è ETAPE 1 - Le Projet ? Récupération des plans et/ou de la 3D de l'architecte. Repérage de la Zone de modélisation ETAPE 2 - modélisation du Projet Modélisation simplifié de la maquette ETAPE 3 - modélisation des bâtiments pour impression ou découpage Modélisation du premier bâtiment pour impression 3D ETAPE 4 - Impression Un petit Lychee et j'envoie sur Saturn ! ETAPE 4 bis - découpage (plus long mais moins onéreux) Autre méthode avec CNC: Planche exportée en 2D pour découpage laser Pièces de 2mm prêtent pour l'assemblage Colle Scotch Verte (la meilleur de toutes les colles que j'ai pu tester ), et petite pièces (emprimées en PETG ou PLA) de maintient d'angle droit pour le temps du séchage (environ 2minutes ...la meilleur de toutes les colles que j'ai pu tester ) Montage des murs terminés Avec le toit en Résine (qui à courbé... je maitrise pas encore l'orientation et les support ) ETAPE 5 - Peinture





 1 point
1 point -
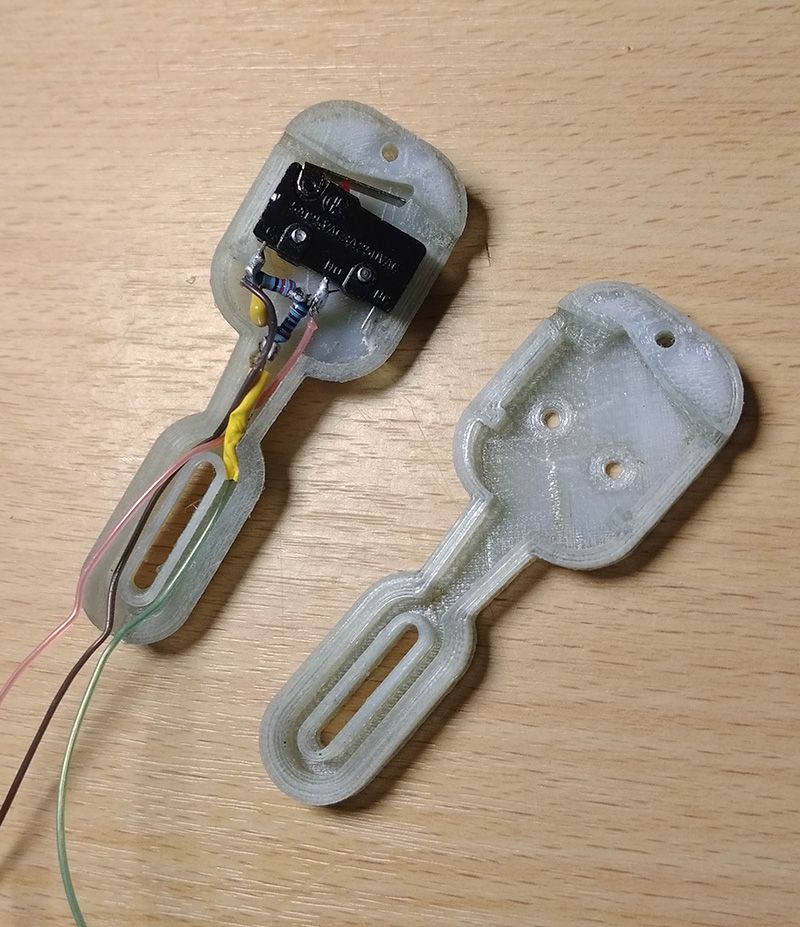
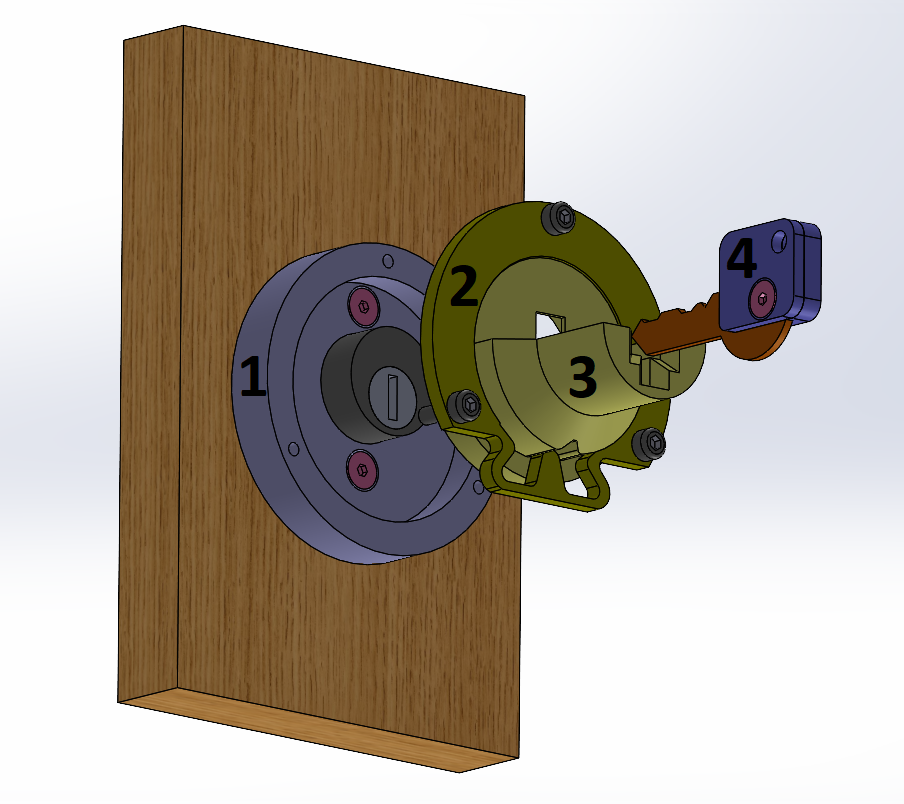
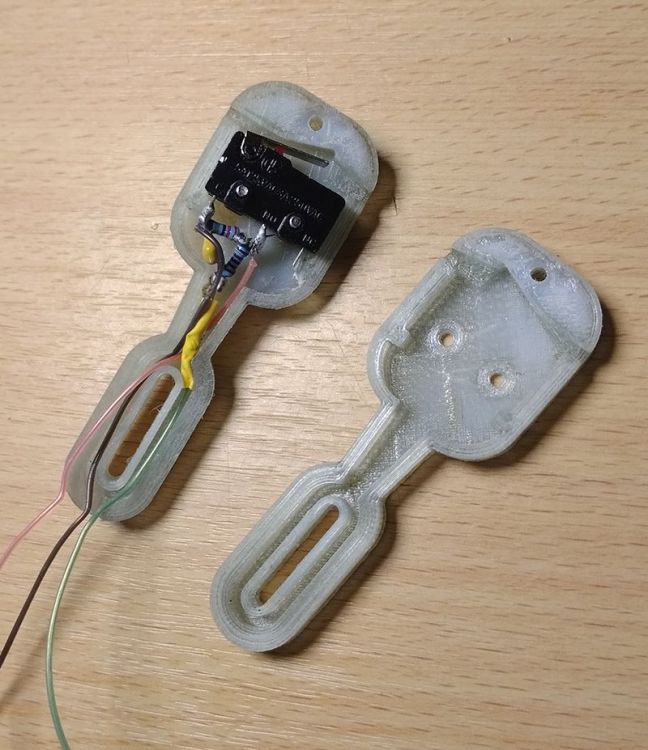
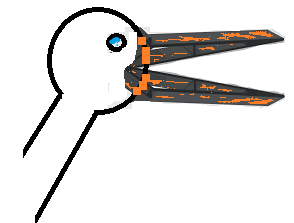
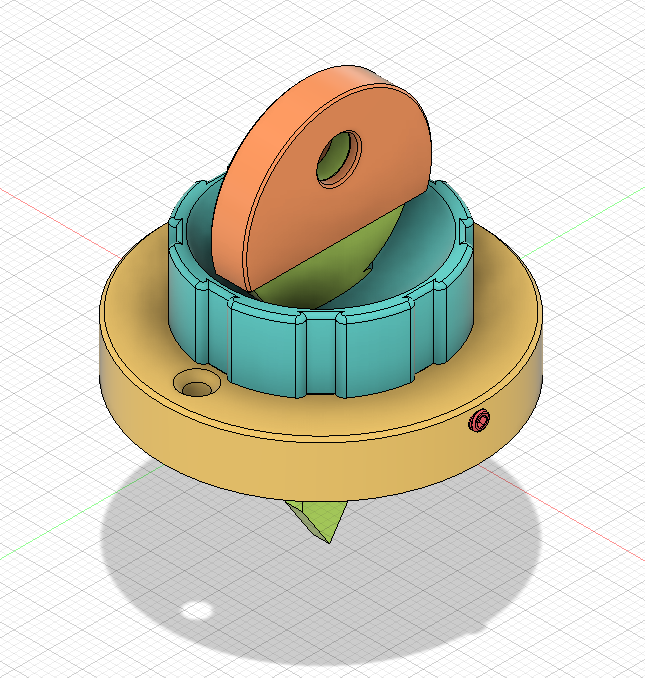
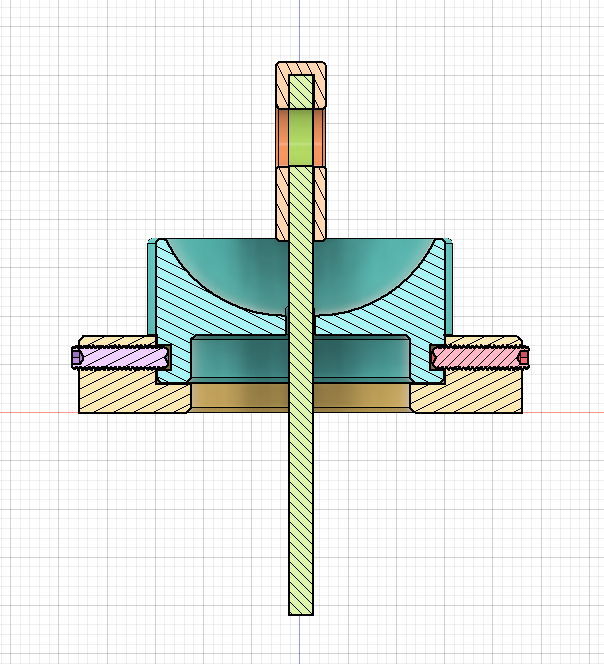
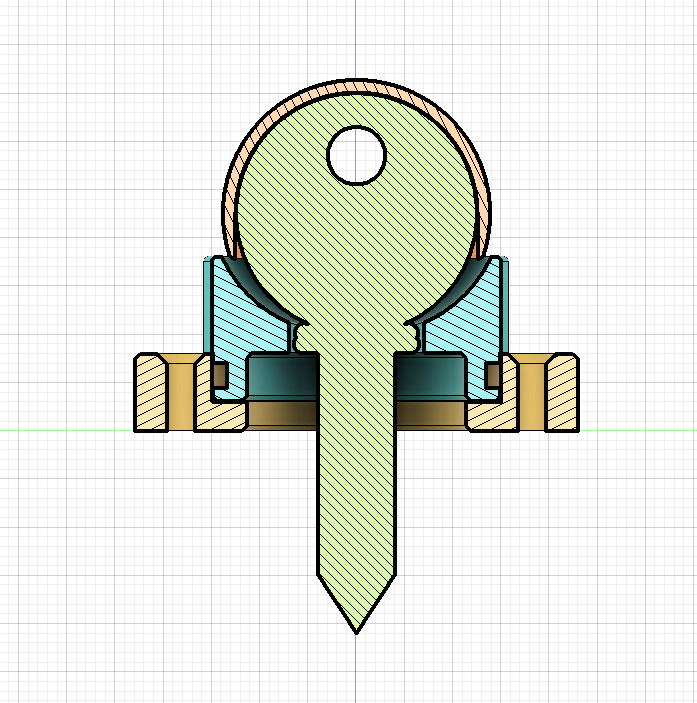
Salut Il y a quelques mois j'avais réalisé un mini projet pour ma petite maman pour l'aider à reconnaître les clés de sa porte d'entrée. Sa vue baissant encore beaucoup (DMLA ) elle a maintenant du mal à rentrer la clé dans la serrure Il existe des systèmes d'ouverture électriques commandés via le smartphone mais j'ai un peu peur pour le fiabilité et la facilité d'utilisation. On trouve dans le commerce des systèmes d'aide mécanique aussi. Mais à 30€ le bout je me suis dit qu'en me creusant un peu le cerveau et en utilisant ma MINI+ je pourrais faire quelque chose de bien. Même si ma maman vaut tout l'or du monde L'idée est de rajouter une pièce en forme d’entonnoir devant la serrure pour guider la clé vers le trou de la serrure et pourvoir la faire tourner. Notre grand visionnaire @fran6p proposait déjà l'idée dans mon premier post . Mais pas pour les mêmes circonstances Un truc comme ça -> La clé en vert (avec le joli capuchon de couleur) est guidé vers le trou de la serrure par le guide en bleu. Le guide est maintenu par une entretoise en jaune qui est fixée à la porte mais il doit pouvoir tourner avec la clé. J'ai réalisé une gorge dans le guide dans laquelle viennent s'insérer 2 vis sans tête qui autorise la rotation du guide mais le bloque en translation. Voila ce que ça donne en coupe Vous l'aurez compris, l'entretoise remplace la rosace de couleur de mon projet précédent Voilà l'idée générale après une paire d'heure de modélisation dans Fusion 360. Vous en pensez quoi ? Le système de gorge et vis sans tête est une bonne idée ? J'avais aussi pensé à un système pour clipser le guide dans l'entretoise. Mais ce n'est plus démontable... Vous avez d'autres idées pour la réalisation de ce guide ? Merci d'avance pour vos avis et propositions @+ JC

 1 point
1 point -
Bonjour à tous. Je ne pense pas l'avoir cassé mais je suis complètement largué. Voilà les faits. J'ai reçu mon Ender 3 il y a une semaine et tout content j'ai voulu lui installer un BLTouch que j'avais dans mes tiroirs (je dis bien "BLTouch de chez Antclabs). Une fois installé tout allait bien jusqu'à ce que j'installe le fichier "bin" qui devait le faire fonctionner. Une fois le fichier installé, mon écran est devenu pratiquement illisible. J'ai réussi à lancer un palpage malgré tout qui s'est déroulé sans problème. J'ai voulu "corriger" le problème de l'écran en téléchargeant la version Marlin 2.0.6 avec BLT proposée sur le site de Creality, l'écran est normale mais le "bed levelling" se fait en dehors du bed quand celui-ci est en position arrière (les 3 premiers palpages). Je ne parle même pas du "homing" qui se fini à + ou - 20 mm de hauteur du plateau et décalé sur la droite. Bien que n'étant pas un adepte de Visual Studio Code ou Arduino, j'ai suivi le tuto d'une charmante "youtubeuse" (https://www.youtube.com/watch?v=dAlENiT3iek&t=78s&ab_channel=TechWithRita) qui proposait d'upgrader Marlin vers la version 2.1 qui semble être la dernière, mais je ne suis pas parvenu à le compiler malgré un suivi méticuleux des recommandations de cette jeune et jolie personne. je me tourne vers la connaissance de chacun d'entre, à qui voudrait bien m'aider à résoudre mon problème pour faire fonctionner correctement ma nouvelle imprimante. Pardonnez moi si le sujet a déjà été aborder mais je n'ai pas trouvé quelque chose de similaire sur le forum. Je crois que je vais devenir un adepte des forums (et surtout de celui-ci) car je souhaiterai faire part de mon retour d'expérience (bon ou mauvais) afin de d'enrichir le peu de savoir que j'ai acquis depuis mes début en 3D en 2 ans. Merci à tous. Cordialement, Philippe.1 point
-
On ne l'attendait plus, mais pour le plus grand plaisir de @Motard Geek, Simplify3D V5.0 vient de sortir ! https://www.lesimprimantes3d.fr/simplify3d-5-20221214/1 point
-
Surprise pour mon fils,il voulait Mickey en père noël.. j'ai réalisé son rêve...
 1 point
1 point -
Je pause 3 et je retiens 12 ... si je ne me trompe pas, ça fait un couple au niveau moteur de 13.8 N.cm (= 5 kg x 9.81 x 4cm / 90% / 90% / 19.7, si le "tambour" a un diamètre de 80mm et que le rendement de chaque engrenage est de 0.9 (soyons optimiste ).1 point
-
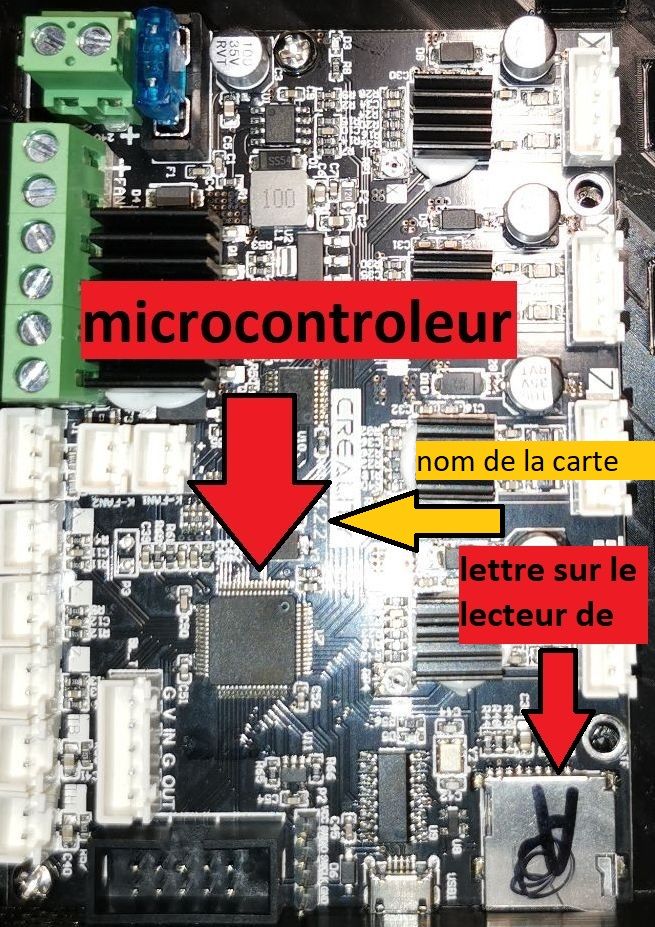
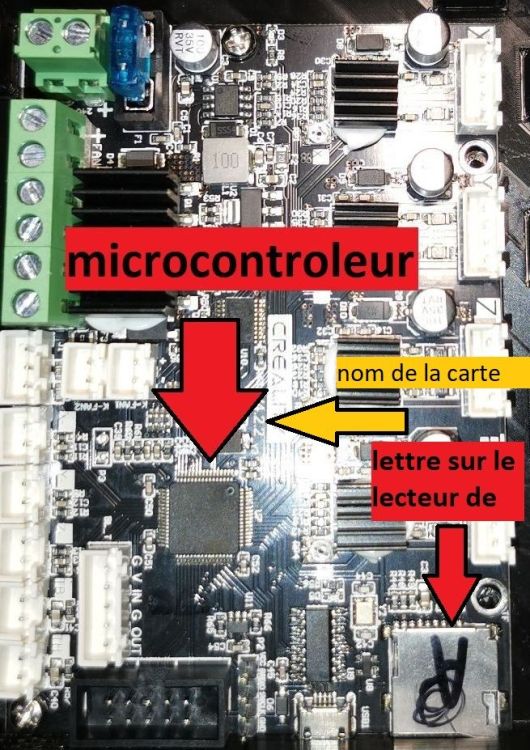
Salut, Je me permets d'intervenir dans le sujet. Voici 2 firmwares à tester en fonction de ton microcontrôleur (STM32F103RC6 firmwareV1RC_V422.bin ou STM32F103RE6 firmwareV2RE_V427.bin) qui devraient apporter des réponses à tes soucis. Je ne connais pas le décalage X,Y du Touchmi par rapport à la buse sur une Ender3. J'ai donc repris les valeurs de la CR10. Tu pourras corriger ce décalage en envoyant le Gcode : M851 Xxx.x Yyy.y. Les valeurs de ton firmware sont accessibles en envoyant un M851 depuis Pronterface par exemple. Je n'ai pas activé le linear advance car il pourrait occasionner des arrêts d'impression. Pour le réglage fin/précis du Zoffset, je te conseille de le régler en direct, pendant l'impression de la couche initiale, comme dans cette vidéo
 1 point
1 point -
Tu ne crois pas si bien dire. Sur internet quelqu'un le faisait dans l'eau bouillante1 point
-
Merci @Jeff78s et @pommeverte pour vos supers idées qui vont sans doute m'inspirer pour la V3 de mon guide A suivre... JC1 point
-
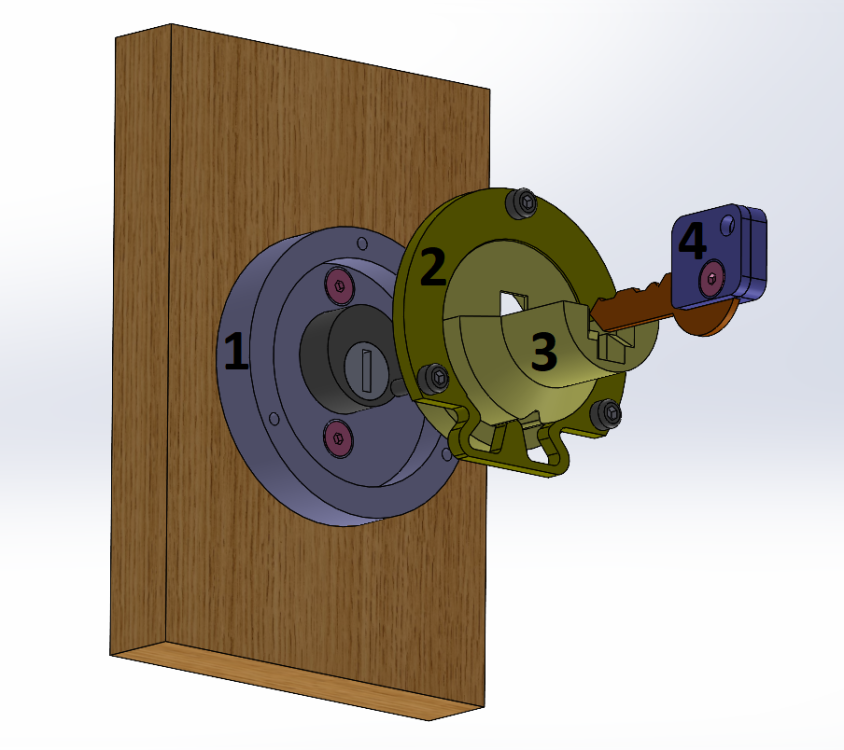
Salut, Cette fois, j'ai réfléchi avant d'écrire . Voici à quoi j'ai pensé, oui, je sais, c'est un peu encombrant... et le concept reste à paufiner... Les vis seraient des vis à bois, car plus faciles à trouver que des vis pour plastique. Je préfère les assemblages démontables, c'est pour ça que je n'ai pas repris l'idée d'imprimer des pièces imbriquées. Si ça t'intéresse, je peux te fournir les pièces au format STEP.
 1 point
1 point -
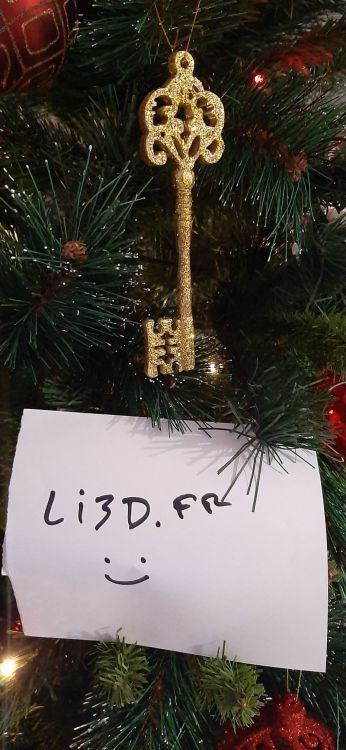
Pour ceux qui seraient intéressés, j'ajoute le lien vers ma clé: https://www.thingiverse.com/thing:5710951 et si vous voulez Liker, c'est plus haut que ça se passe sur la photo , ben quoi, mon imprimante ne serait pas jalouse d'avoir une petite soeur Tand qu'il y a de la vie, il y a de l'espoir.1 point
-
Attention, la première fois que j'ai voulu effectuer ce test, mes parois mesurait 0.44 au lieu de 0.4mm puis je me suis rendu compte que le slicer était réglé avec des épaisseur de parois de 0.44mm donc du coup pas de modif. Si c'est le cas, refais le test en paramétrant l'épaisseur des périmètres externes à la taille de ta buse.1 point
-
Vous n'y êtes pas du tout c'est un C à planter dans une bûche, mais que @divers a volontairement mis à l'envers pour nous enduire d'erreur1 point
-
Je vous présente le test noir et blanc avec le panda que j'ai effectué avec Simplify 3D et le Gcode Que j'ai mis afin de pouvoir aider ceux qui ont des difficultés d'impression avec une tête cyclops. Les photos montrent le Panda terminé avec ses supports et sa tour de purge qui malheureusement est très importante pour obtenir du blanc. Le pilier de purge mesure 30mm. Jusqu'à 25mm on obtient du gris. D'où l'avantage de bassin de purge si la tête sort suffisamment du plateau. Il me manque 3mm pour pouvoir l'utiliser Il y a t-il quelqu'un qui pourrait me renseigner pour modifier les dimensions du plateau dans le software si c'est possible puisque c'est impossible mécaniquement.
 1 point
1 point -
Il doit y avoir quelque chose de vrai dans le marabout grossiste3D qui fait des incantation au "PLA HD" car il y a de nombreux revendeurs qui ont l'équivalent. J'ai aussi lu un test comparatif qui comparait avec expérience la tenu en température de différents matériaux. Je vais en acheter pour voir, mais j'attends qu'ils ne soient plus en rupture de stock pour d'autres filaments dont j'ai besoin (PLA jaune et peut être ( voir mon autre message dans creality) une bobine de 2kg de PLA noir, mais aussi en rupture de stock) Grossiste3D d'une manière générale j'en suis très content mais car il y a un mais : trop souvent en rupture de stock.1 point
-
Oui bien vu. Je rajoute cela aujourd’hui. Navré, dernièrement j'étais mis KO par un virus qui m'a ralenti dans mon test ... je commence enfin a retrouver suffisamment d'énergies pour le continuer / finaliser. Je dois vérifier. Mais a première vu je dirais que les poulies sont plutôt standard. et quand j'ai regardé, je n'ai trouvé aucune inscription sur les moteurs donc pas simple de les identifier. ( là encore a vérifier mais c'est surement les même moteurs que sur la "Kingroon KP3S" https://kingroon.com/collections/kingroon-kp3s-3d-printer-parts-accessories/products/2pcs-42-40-stepper-motor mais fiches produit sans détails ou https://kingroon.com/collections/kingroon-kp3s-3d-printer-parts-accessories/products/nema-17-stepper-motor-3d-printer-motor ...) En fait là ( mais a vérifier ) je dirais que c'est plutôt le marlin qui doit avoir de définie des contrôleur de moteur pas a pas avec des micro pas, plus fin, que d’habitude. ( Je me dit que j'aurais une piste quand je tenterais de changer le firmware (il semble que l'on peut utiliser des marlin 2.x customs pour la "Kingroon KP3S" il n'y aurais que les volume d'impression qui change) , grâce aux fichiers de configuration du Marlin1 point
-
Curieux aussi du résultat On dirait le CV d'un marabout ... Mais ce PLA peut-il démarrer aussi les motos russes @+ JC
 1 point
1 point -
ça y est , une buse à été trafiquée et montée sur l'extrudeuse. ici : et l'autre (qui était inattendue) sur ma x2 ou je n'avais qu'une 0.8, qualité d'impression nickel et plu de stringing ou à peine (le truc vert sur la bouteille est imprimé avec) Les corps de chauffe serviront pour la suite...1 point
-
Une main de playmobil...1 point
-
Sur une CR10V3 ca passe, mais effectivement, il faut un support un peu plus long pour que la bobine se cale bien, sinon il y a un risque qu'elle tombe lors du déroulement (non, c'est pas du vécu... )1 point
-
J'ai cherché un peux partout, je ne trouve pas d'informations à ce sujet, par contre, tu peux trouvé des supports CR10 pour mettre des bobines de 2 kilos, je suppose qu'avec le support de base c'est donc pas possible, sinon je ne vois pas trop l'intérêt de créer des supports adaptés. Un support ce trouve juste dessous, si ça peut t'aidé. Support Bobine CR10 2KG1 point
-
T'as pas chômé @PPAC ! En effet le PLA Silk Bleu est magnifique même s'il pourrait laisser penser qu'il y a du banding. T'aurais une photo de la machine montée, dans son cadre d'utilisation ?1 point
-
Superbe ce PLA Silk bleu !1 point
-
Ci-joint le compte rendu réalisé par POLYVIA et FRANCE ADDITIVE du salon FORMNEXT 2022 Support_RESTITUTION FORMNEXT 2022.pdf La page 17 m'intéresse, l'écran semble plus grand que celui prévu1 point
-
Bonjour à tous, petit sapin de noël avec ces gnomes imprimés et peints. Et le grand frère en 30 cm. Joyeux Noël à tous.

 1 point
1 point -
Salut à tous, un petit plus pour le sapin Ceci est un remix de cette clés elle est plus grande et plus épaisse que l'originale . Bonne chance à tous.
 1 point
1 point -
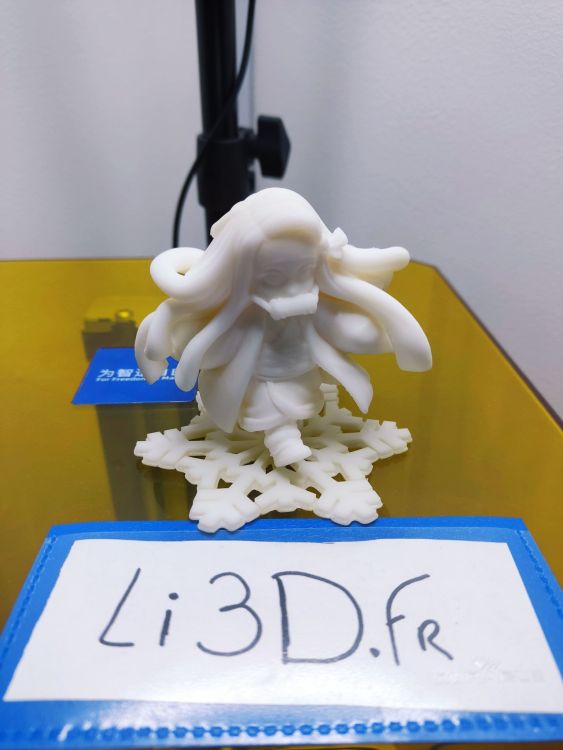
Bonjour ! Super ce concours x) Voici un de mes prints destiné a déco mon bureau pour ce Noël ! Un gros merci à @PPAC et @fvuichardqui ont partagé leurs connaissances et m'ont permis d'arriver a ce résultat GL HF
 1 point
1 point -
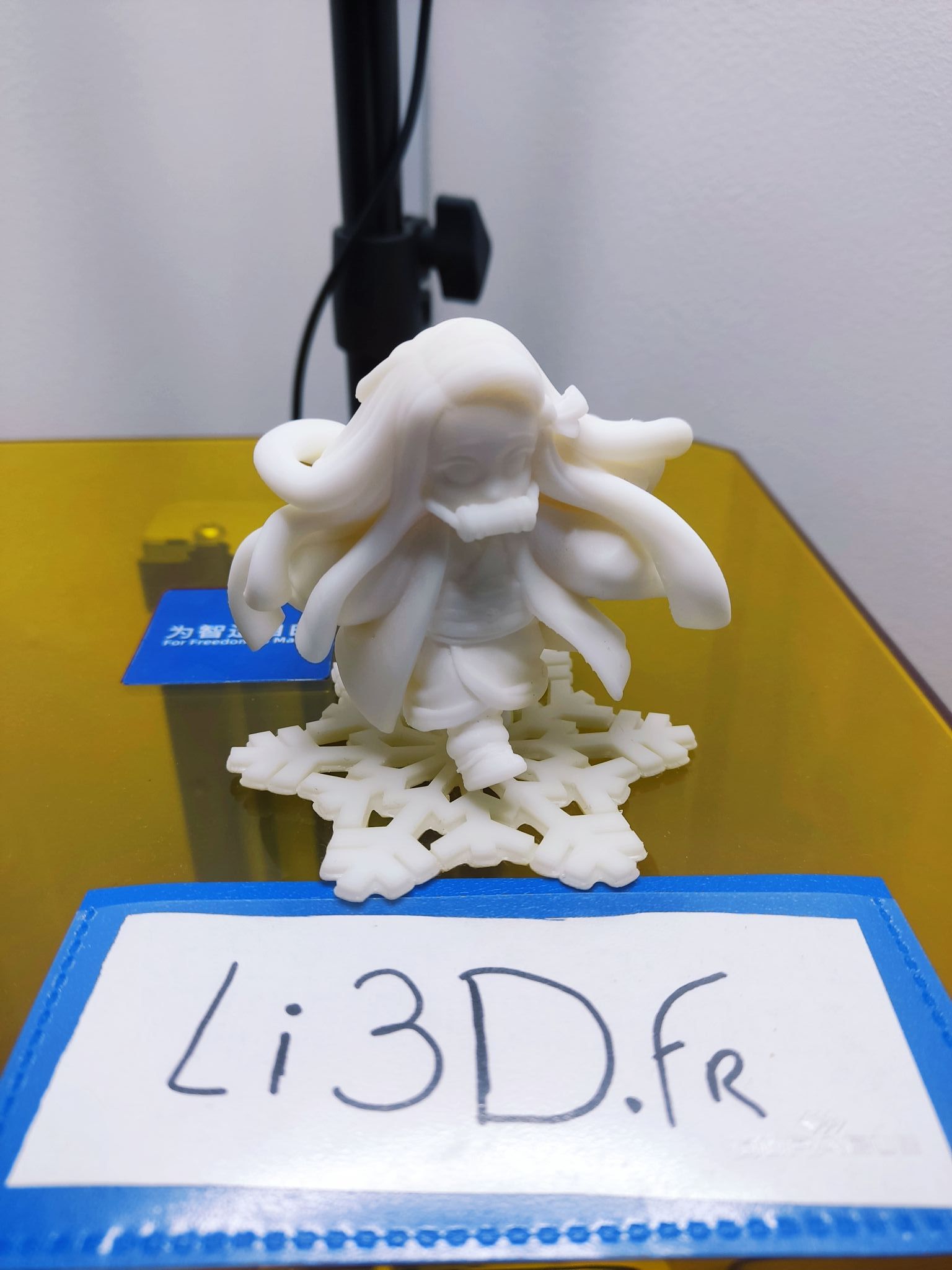
Bonjour à tous, je vous propose un bonhomme de neige qui regarde quoi? les étoiles, le père Noël, qui sait! Je vous souhaite de bonne fête de fin d'année. Le lien du fichier: https://cults3d.com/fr/modèle-3d/gadget/bonhomme-de-neige-davlebon-2
 1 point
1 point -
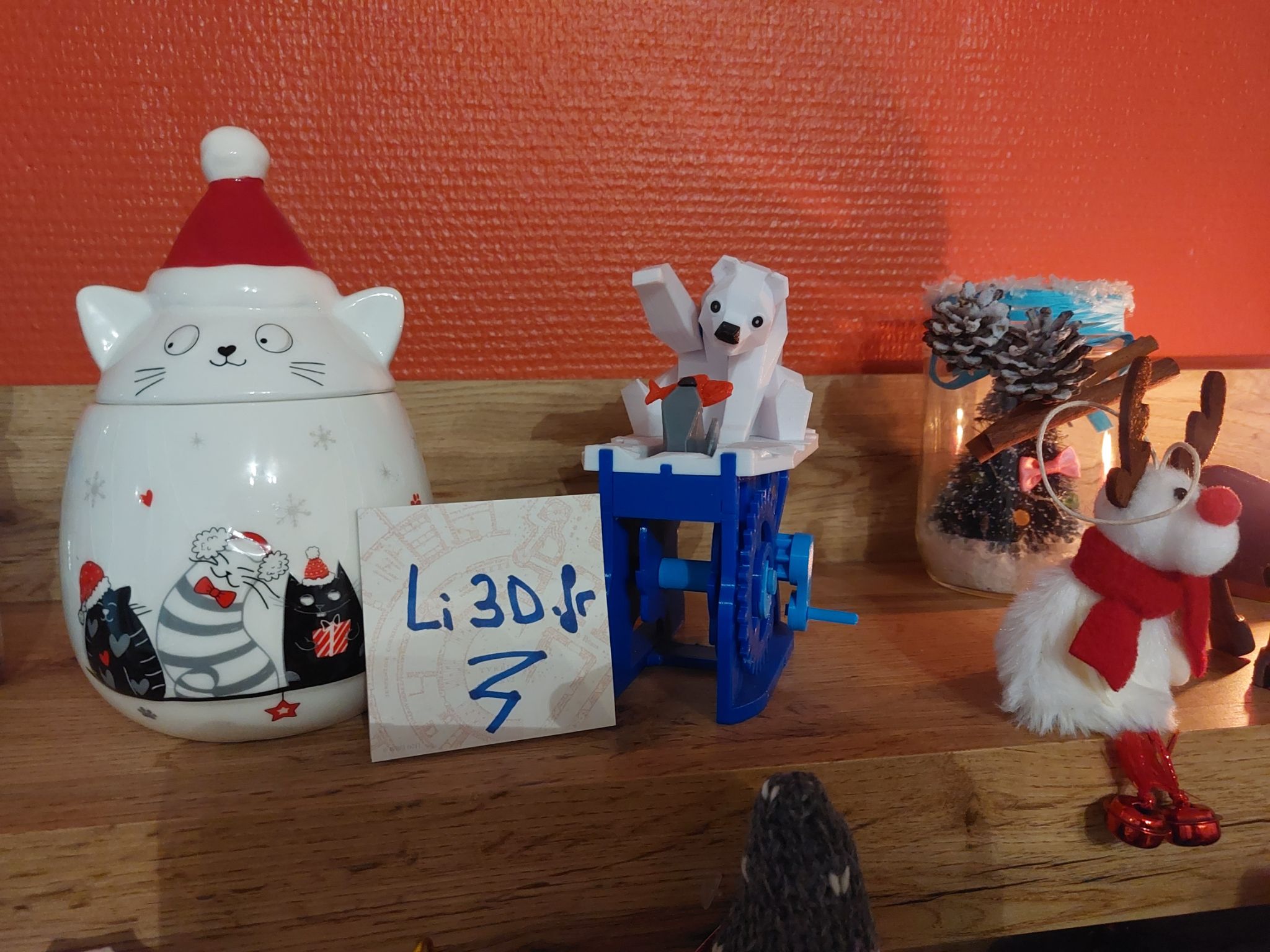
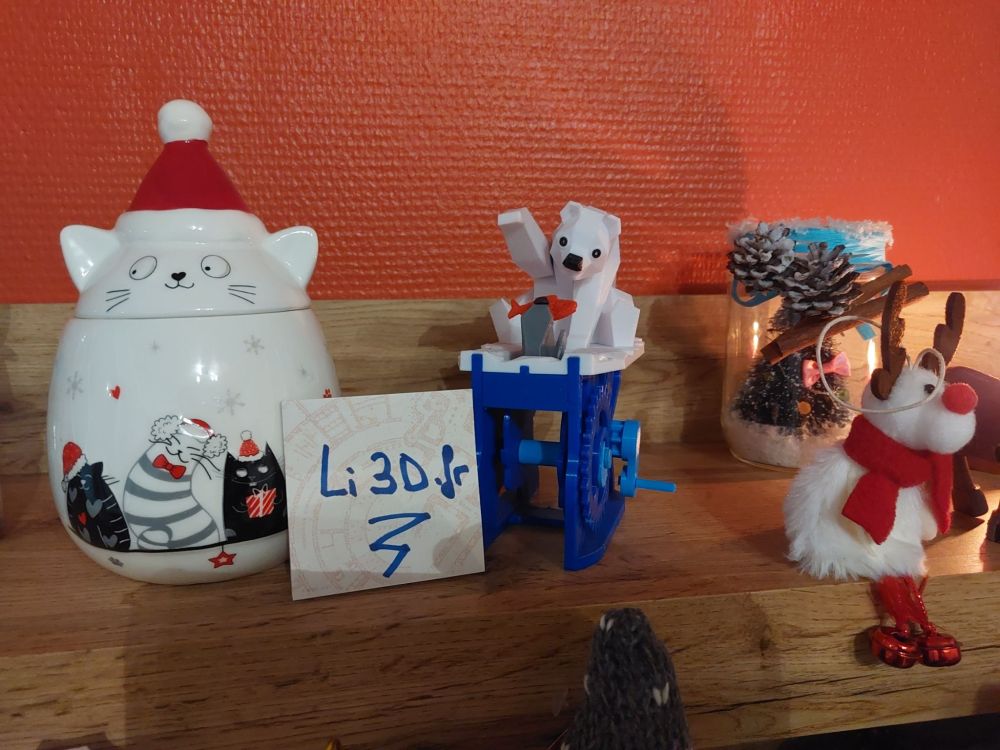
Je participe avec plaisir j'ai imprimé ce petit automate ours polaire que je ressort chaque hiver pour décorer mon intérieur (je sais c'est pas trop thème Noël, mais j'associe cet animal à cet fête) Pour le stl j'ai pris ce lien Stl
 1 point
1 point -
Merci, les cheveux, poils,...se font très bien tant que l'on reste dans les capacités de "pont" de l'imprimante. Ensuite, le sèche cheveux fonctionne bien pour mettre en forme (j'ai aussi testé l'eau chaude mais j'aime moins). J'en profite pour présenter un second modèle. Une création perso ce coup-ci. Il s'agit d'un petit porte bougie "sapin". Dispo ici : https://www.printables.com/model/332125-christmas-tree-tea-light Bon concours à tous .
 1 point
1 point -
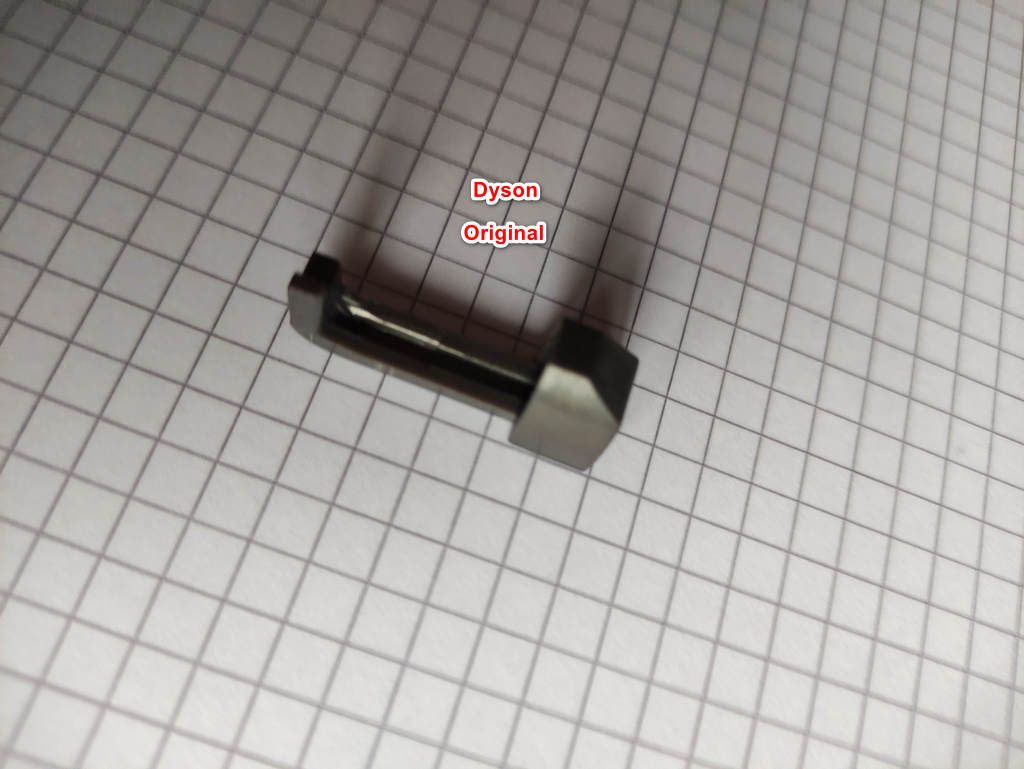
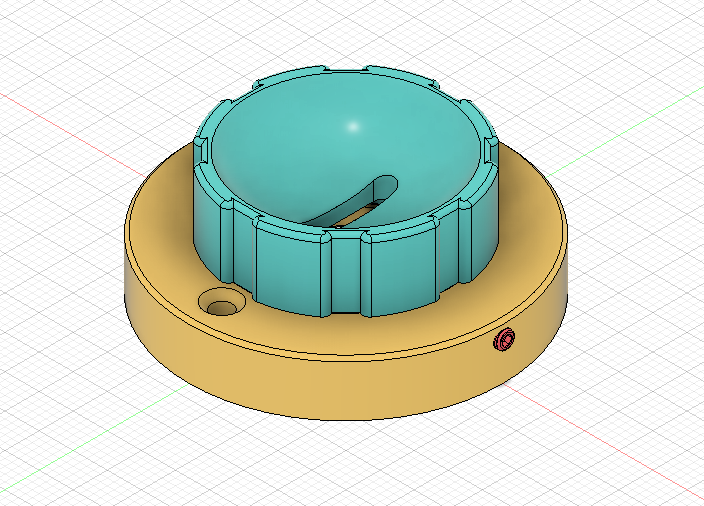
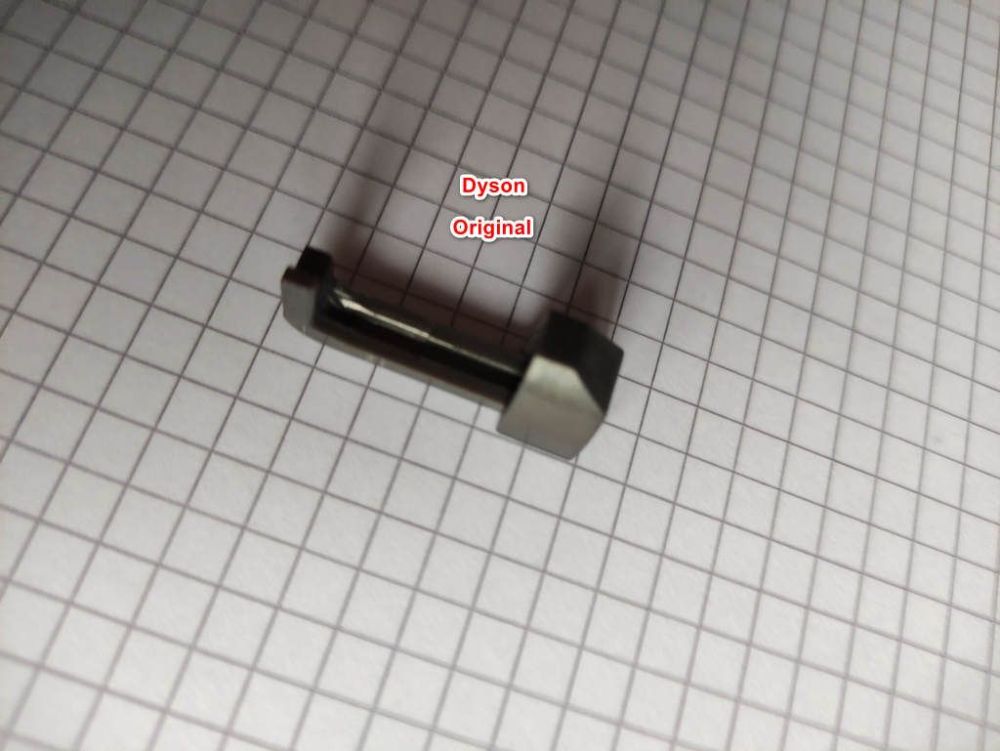
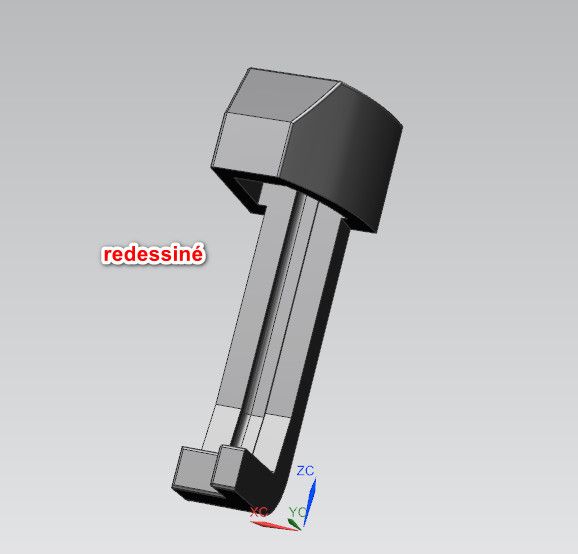
Bonjour, Ok , donc voila la pièce dessinée à partir de l'original. il y aura peut être des ajustements à faire , selon la "précision" de ton imprimante. ci joint le stl , et le step si besoin pour les modifications éventuelles. A+ dyson.zip dyson_bouton1.stl
 1 point
1 point -
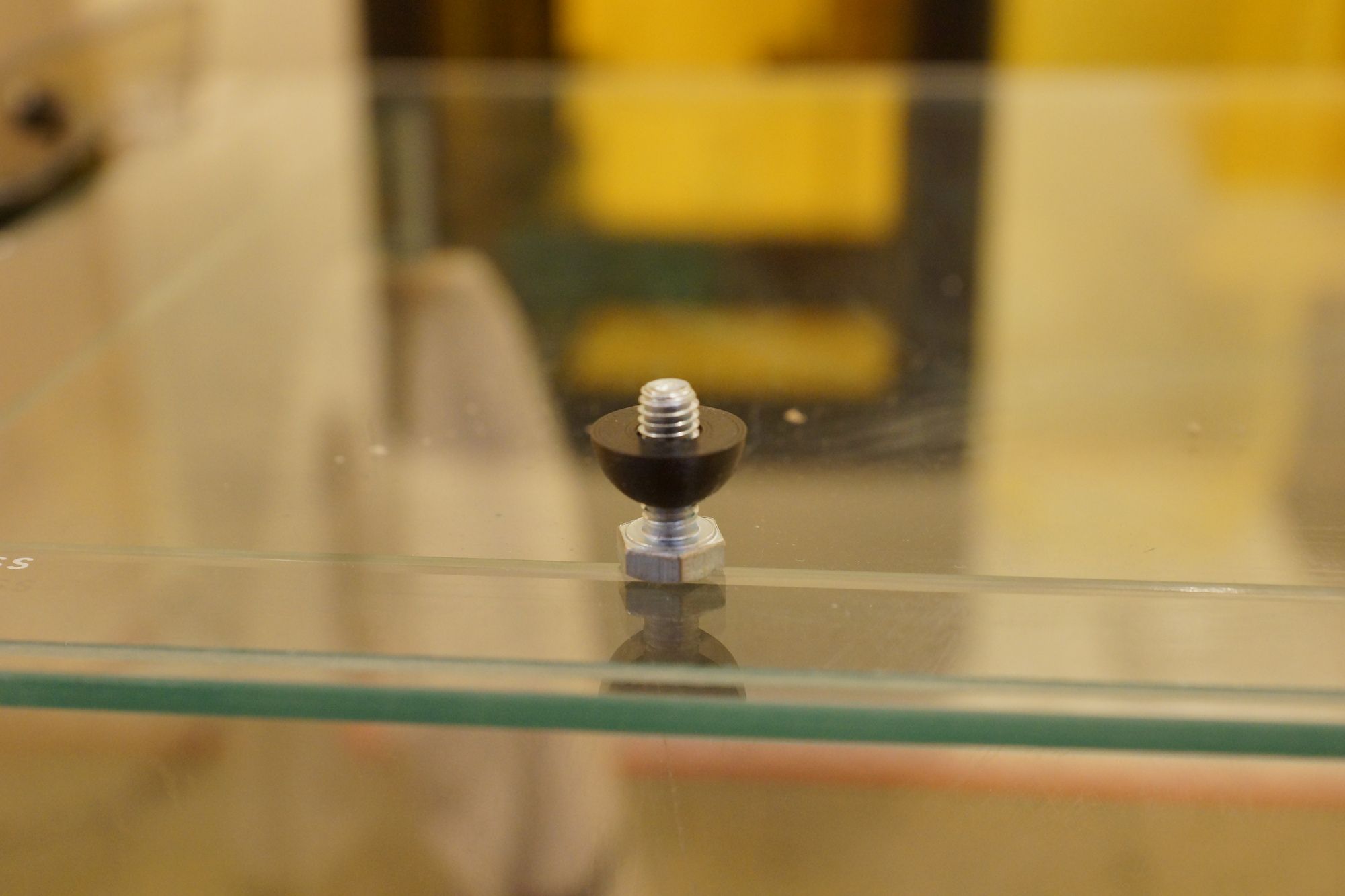
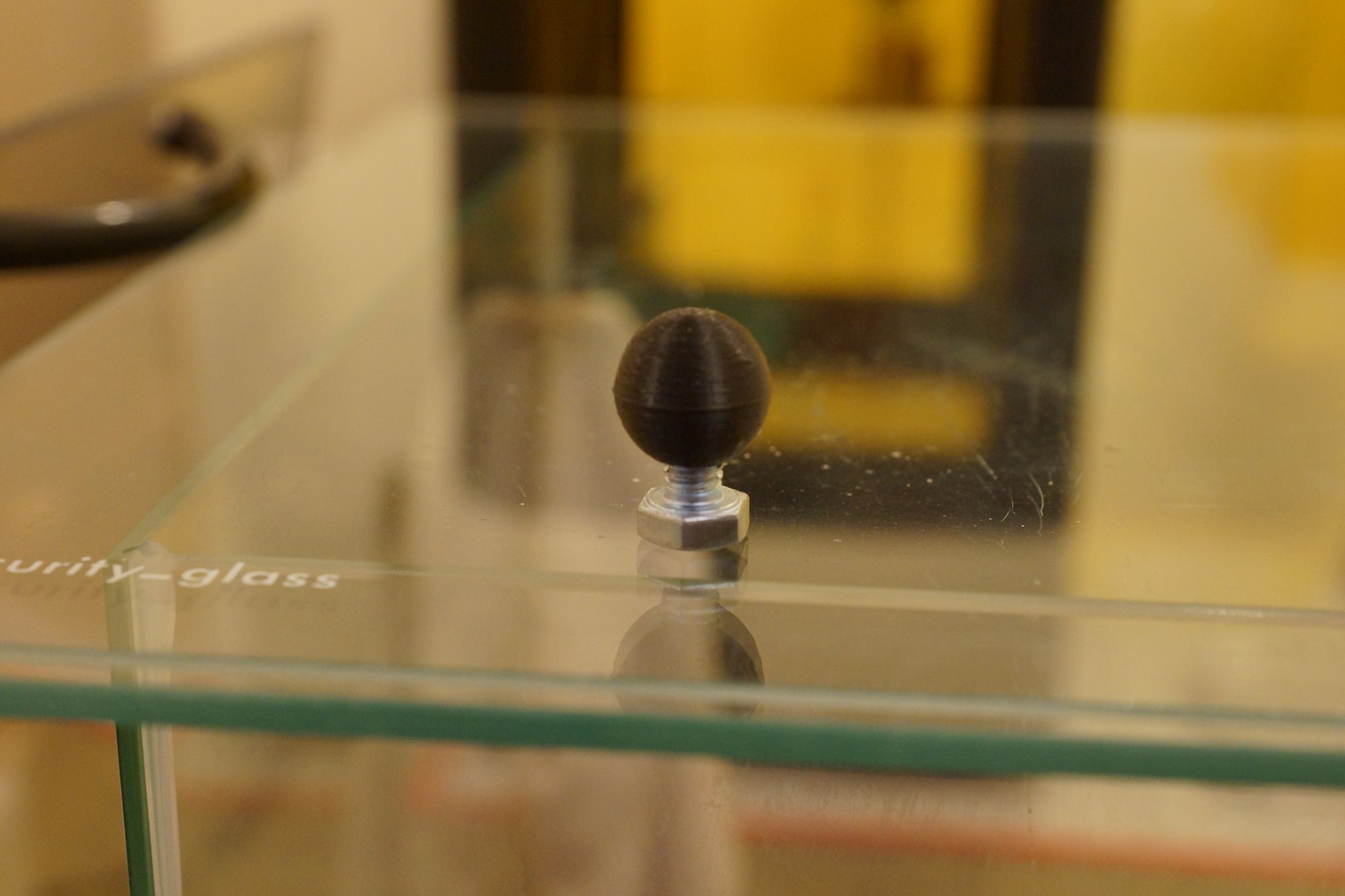
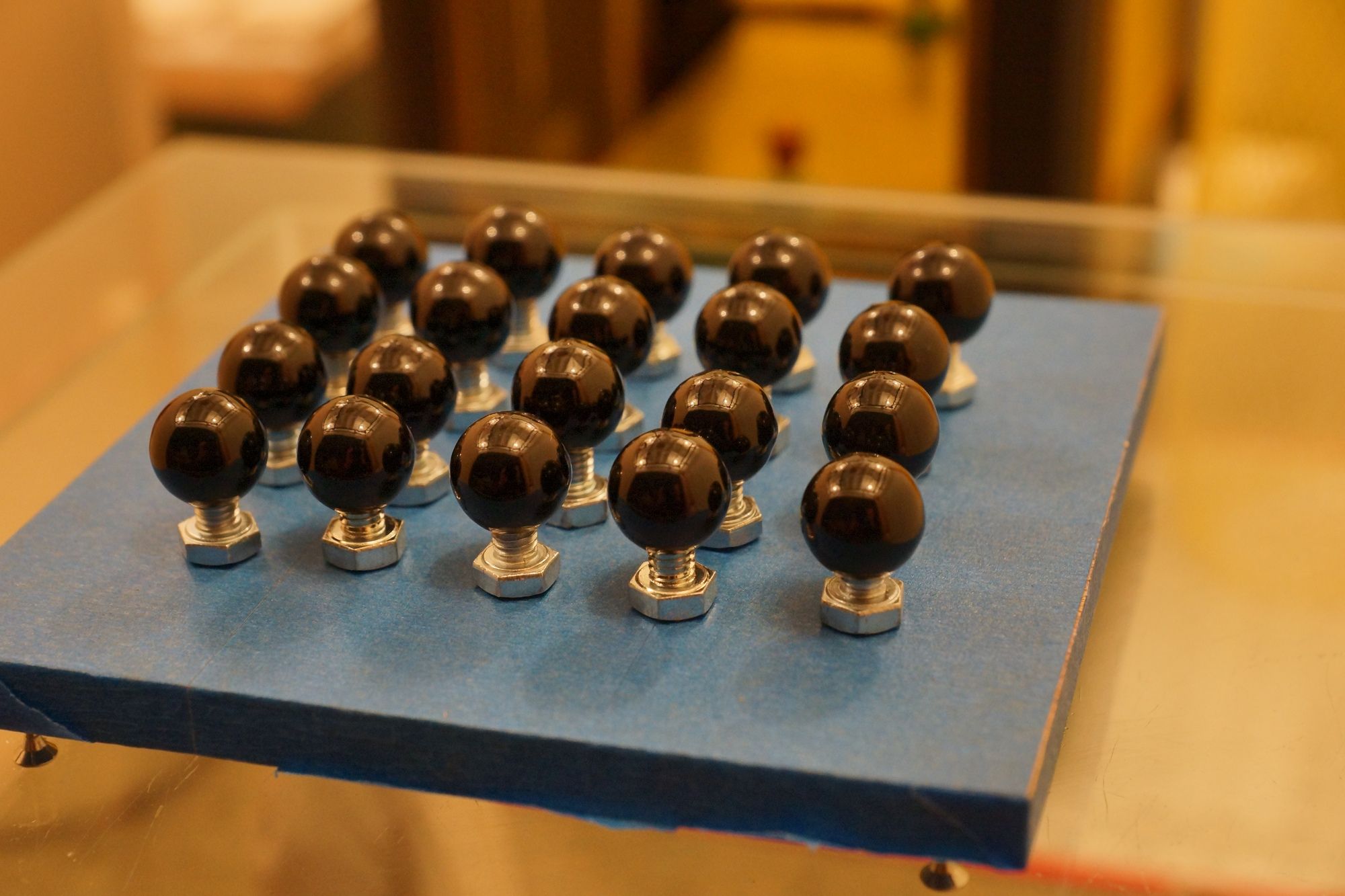
Bonjour, De petites pièces toutes bêtes, qui montrent l'avantage de l'ABS Il me fallait protéger des tiges filetés qui dépassent pour ne pas se cogner dessus. La pièce est un écrou borgne en forme de sphère. Elle sont en deux parties (deux demi-sphères), et imprimées en ABS, le taraudage M6 est modélisé donc imprimé en 3D : Remarquez la languette pour faciliter le retrait, qu'il faut éliminer avec un cutter après l'impression : Les deux parties sont collées à l'acétone : D'abord on place sur une vis la partie débouchante : Puis on met un peut d'acétone sur la tranche avec un petit pinceau ou un coton tige Immédiatement après on visse la partie borgne - pas besoin de trop serrer, juste faire le contact pour le collage : Puis, il faut traiter les pièces avec l'acétone smoothing : Voici le résultat : Les pièces sont solides, étanches, lisses et le collage est invisible. J'avais peur qu'elles restent collées aux vis mais ce n'est pas le cas. Après le smoothing, laisser sécher une demi-heure avant de manipuler les pièces (les dévisser et les revisser) A bientôt
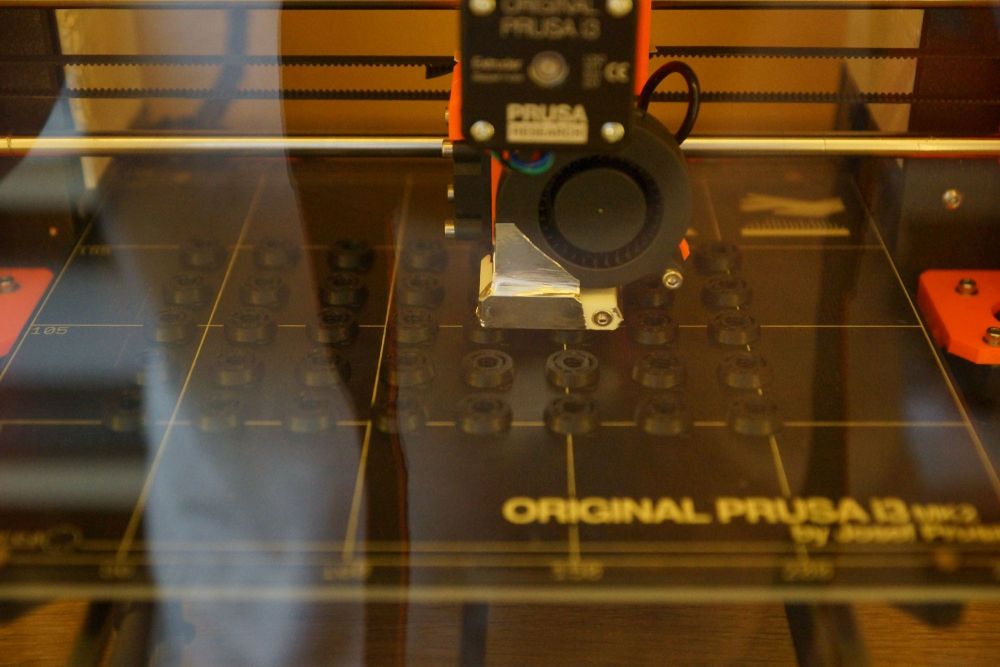


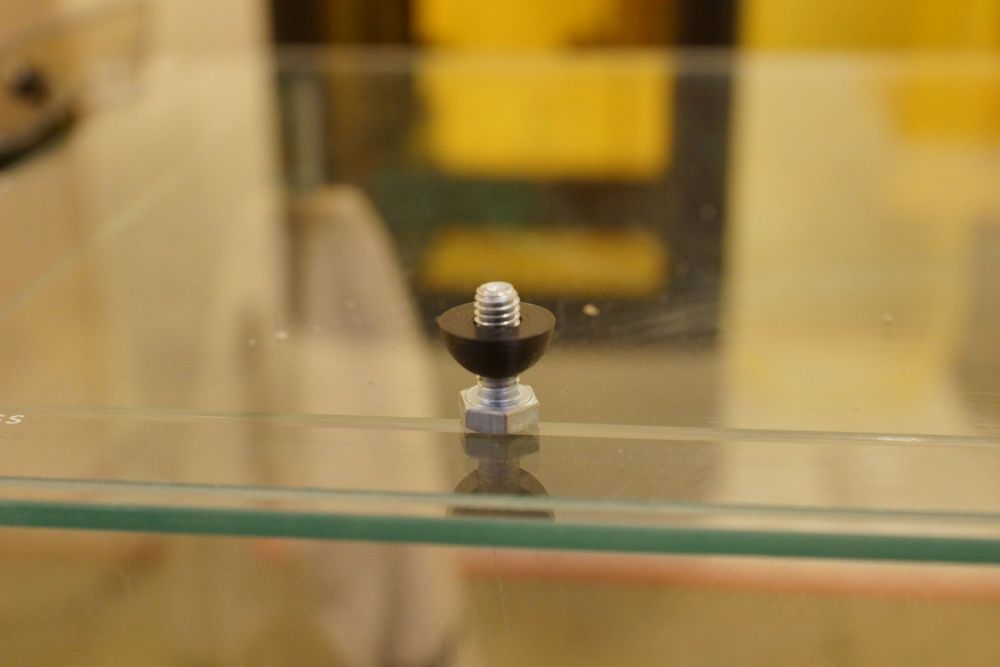
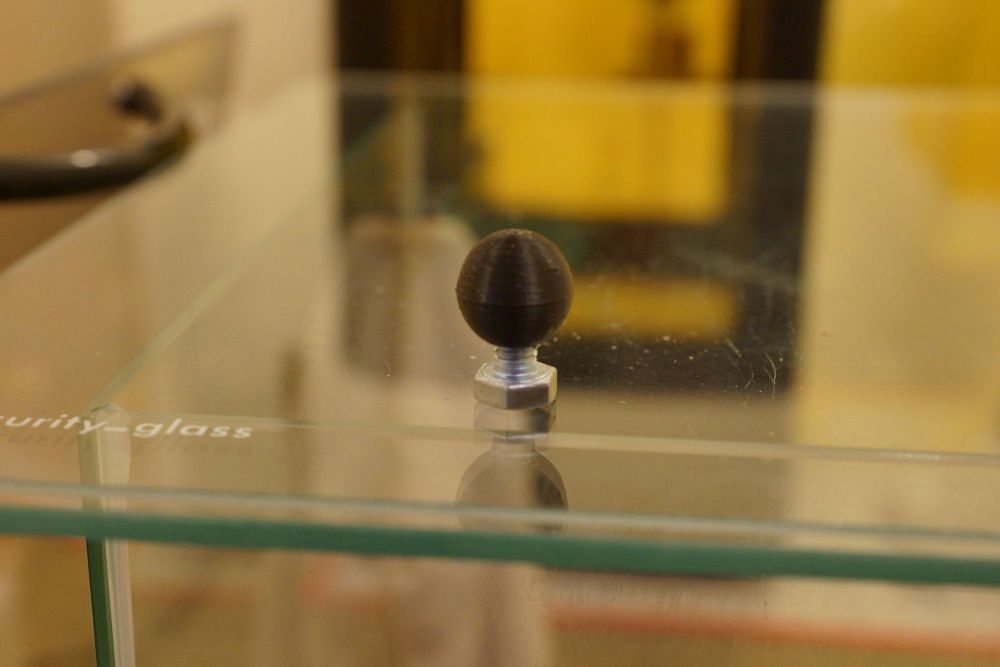

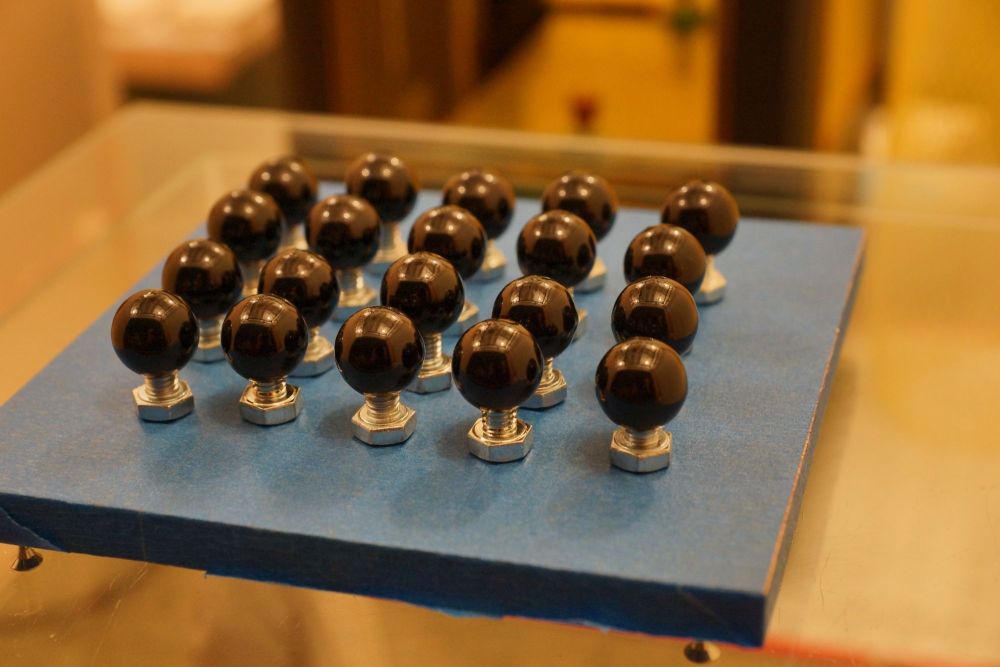
 1 point
1 point -
Ah le textile... voilà une affaire sérieuse ! Bon les vêtements j'en ai pas beaucoup et je les transforme en chiffon que lorsqu'ils sont vraiment fichus, c'est à dire trop troués et trop "tâchés en relief" (tâché avec colle ou silicone - parcequ'une tâche seulement de couleur c'est pas grave) pour ne plus être "mettable" même pour bricoler Ce qu'il y a de bien avec un vêtement pourri quand on bricole, c'est que tu t'essuies avec, pas besoin de chercher un p*tain de chiffon jamais posé à l'endroit où on en a besoin Avec ces critères j'ai des t-shirts en promo à 1€ pièce qui ont 20 ans et qui sont encore mettables Les chaussettes ayant une durée de vie bien plus courte, presque tous mes chiffons sont des chaussettes En plus, une chaussette étant globalement en forme de sac (ou de tube si on coupe le bout ou si elle est bien trouée) c'est super pratique pour emballer et protéger des trucs Genre "chaussetter" les extrémités de profilés en métal pour ne pas abîmer la voiture quand on les transporte. Il paraitrait que la France est la capitale de la mode, mais moi, on va dire que je suis étranger au concept A bientôt1 point