Classement




Contenu populaire
Contenu avec la plus haute réputation dans 15/05/2019 Dans tous les contenus
-
Ça avance.....
 3 points
3 points -
ATTENTION! A lire attentivement avant de tester! Pour ceux qui possèdent le TouchMi et ont le support d'aiment à droite de @deamoncrack: Pouvez-vous tester cela, afin d'avoir une activation automatique du TouchMi avec la commande G28, et la désactivation automatique après Probe avec la commande G29. Dans configuration.h: Activer la commande "Z_PROBE_END_SCRIPT" et rajouter/changer par le script présent plus bas. /** * Commands to execute at the end of G29 probing. * Useful to retract or move the Z probe out of the way. */ #define Z_PROBE_END_SCRIPT "G1 Z1 F1000" Vérifier/Activer les "BOUNDARIES" pour votre bed // Set the boundaries for probing (where the probe can reach). #define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - (MIN_PROBE_EDGE)) #define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - (MIN_PROBE_EDGE)) Vérifier/Activer le "SAFE_HOMING" #define Z_SAFE_HOMING Vérifier/Activer "MIN_PROBRE_EDGE" / Remplacer $ par la valeur la plus grande de "OFFSET_FROM_EXTRUDER" // Certain types of probes need to stay away from edges #define MIN_PROBE_EDGE $ Rajouter ceci après la section BLTOUCH (Après le dernier #endif bien sûr) /** * Enable for TouchMi with magnet on the right */ #define TOUCHMI_RIGHT Dans G28.cpp: chemin --> Marlin ▸ src ▸ gcode ▸ calibrate Rajouter ceci après la ligne 126 #if ENABLED(TOUCHMI_RIGHT) /** * Activate TouchMi */ destination[X_AXIS] = X_MAX_BED; do_blocking_move_to_x(destination[X_AXIS]); #endif Dans votre "start G-CODE" de votre Slicer, RETIRER toutes les commandes pour activer ou désactiver le TouchMi, tout se fait automatiquement maintenant!!! Et bien sûr n'oublier pas de partager vos résultats/avis!!!3 points
-
Bonjour, Etant donné les vagues de questions et problématiques qui arrivent, je créé ce sujet dédié pour la configuration et l'optimisation, ajouts d'équipements etc... de Marlin dans sa globalité pour les Alfawise U20, U20+, U20 Pro, U30. Ne concerne que les installations avec les cartes-mère d'origine. Rappel comment installer Marlin : Tutoriel installation et configuration d'un système de nivellement auto, BLTouch et Touch-Mi :2 points
-
Salut tout le monde, Tout d'abord un très gros GG a tous les développeurs et testeurs. Vous avez très bien bossé. J'ai suivi ça avec beaucoup d'attention et d'intérêt. Ça a été plus haletant qu'un épisode de GoT. (J'ai bien cru que@hobi allait se transformer en Drogon et tout brûler [emoji38]). Je viens de me lancer dans l'installation de Marlin sur ma U30. Tout s'est bien passé. J'ai fait 2 prints sans aucun souci a différentes vitesses. Je me suis fait une VM Linux avec juste le core de platformio pour la compile et un client gît. (Je suis pas un grand fan des IDE [emoji3064]). Voilà, juste un petit message pour vous remercier. [emoji122][emoji106] Envoyé de mon ONEPLUS A5010 en utilisant Tapatalk2 points
-
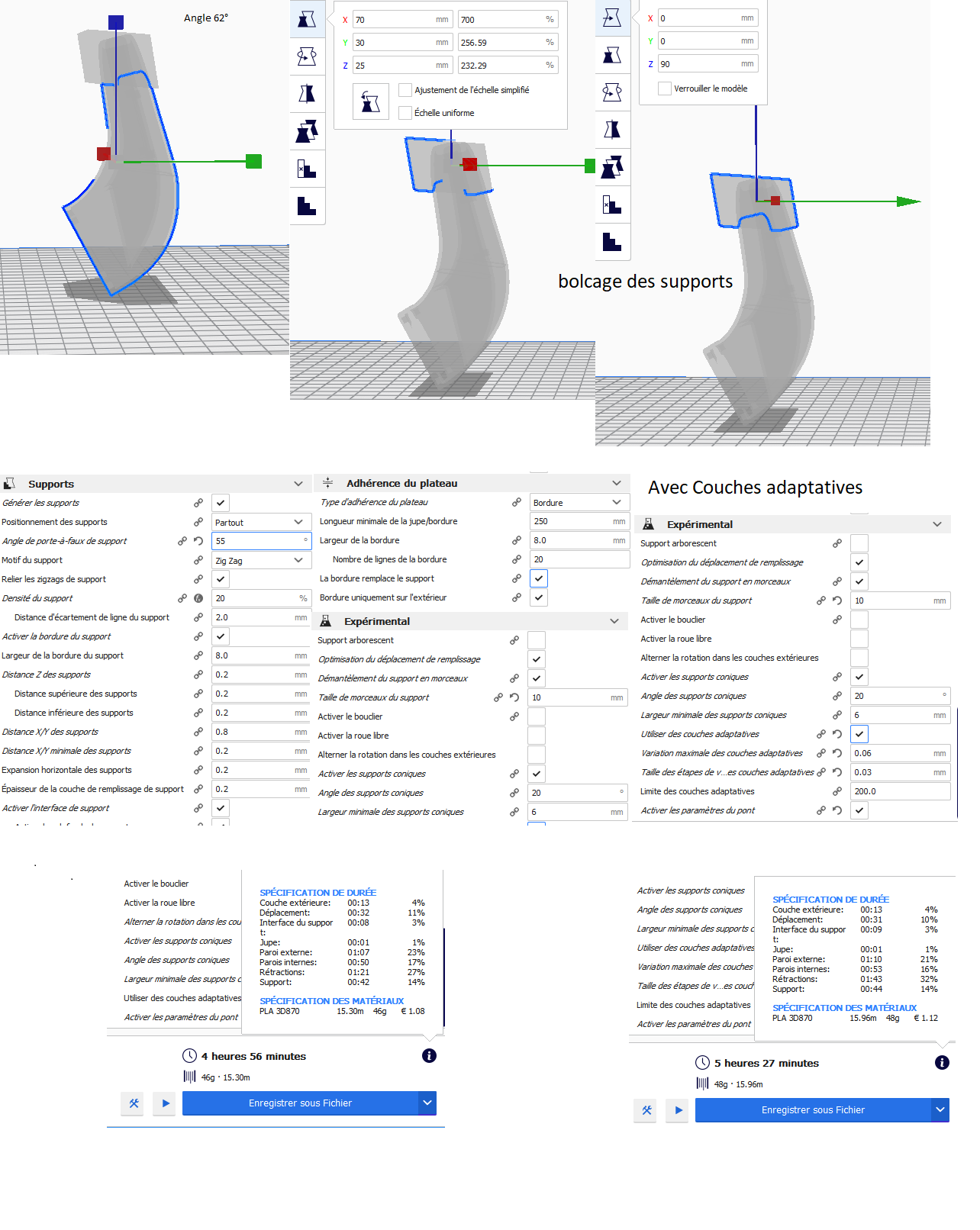
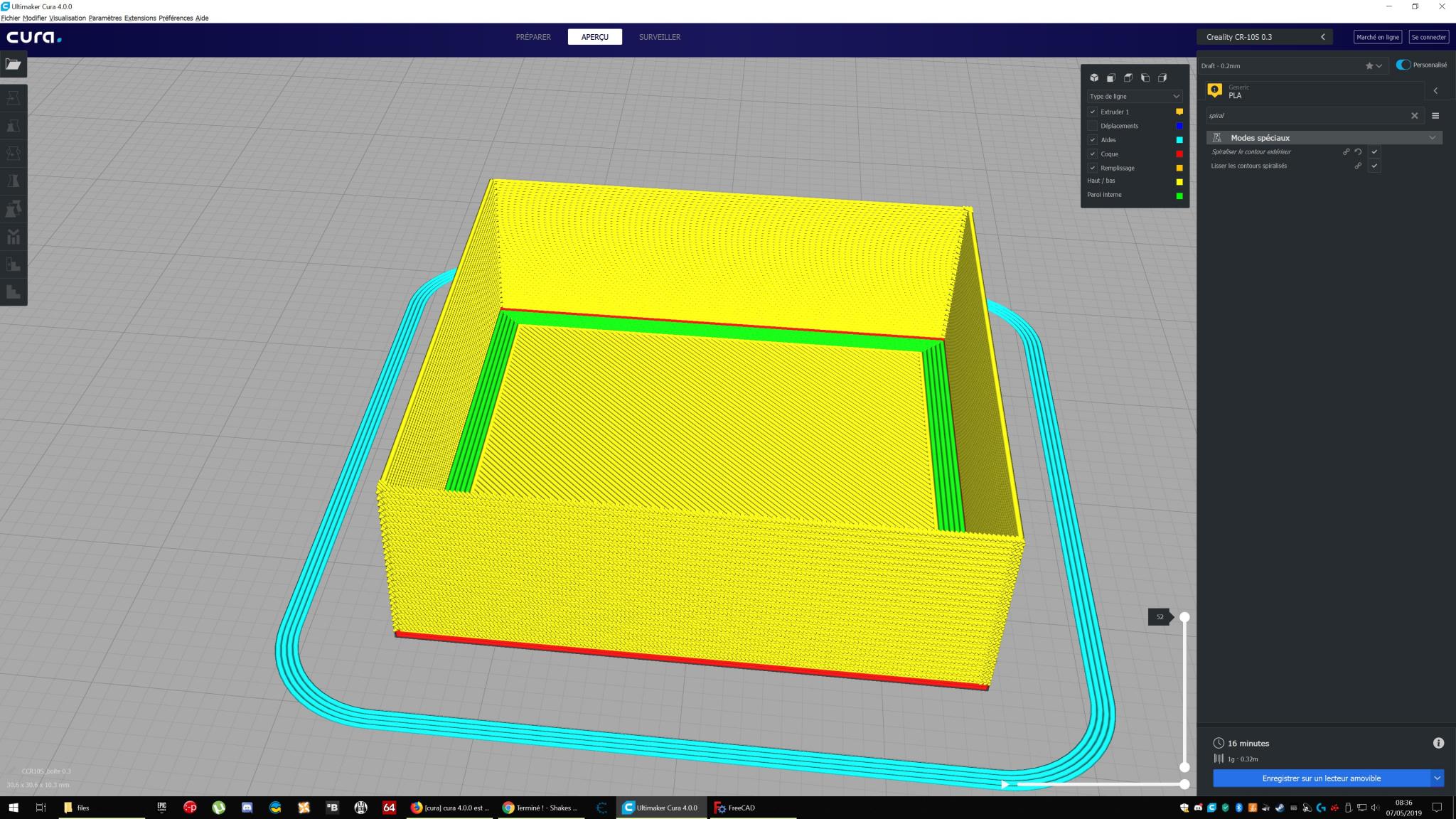
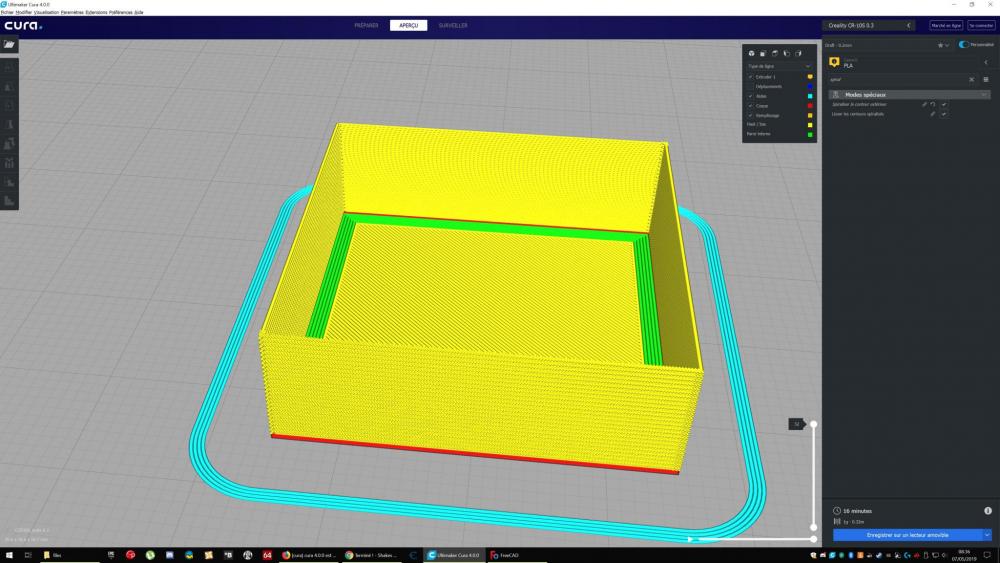
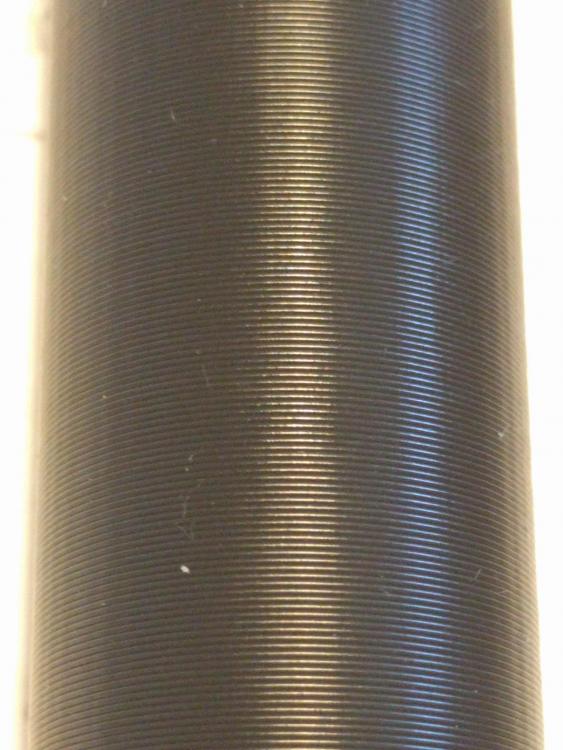
La méthode est donnée: récupérer ce fichier. Le trancher en mode vase (spiraliser) dans Cura. Faire les mesures et appliquer une règle de trois (epaisseur_paroi / epaisseur_mesurée x 100 = débit du filament).2 points
-
Bhein pour moi la derniere version est la meilleure.... Apres libre a chacun de tweaker.... On peut remettre la date de compil de Marlin a jour. Je croyais que c'etait fait au moment de la compil...2 points
-
je crois qu'en fait on est trop vieux pour ces conn....ies ....2 points
-
Topic Officiel du portage Marlin 2-x pour Alfawise U20, U20+ et U30 AVERTISSEMENT : Ce Topic est dédié aux aspects techniques du portage de Marlin sur les AlfaWise, développement, bugs spécifiques. Il ne s'agit en aucun cas d'un topic ou tuto sur comment flasher Marlin ou Marlin et sa configuration générale. >> Pour tout ce qui est optimisation, ajouts de périphériques et configurations diverses c'est ici << >> Pour le tuto comment flasher Marlin sur les Alfawise, c'est ici << Developpement in progress : Des problèmes de décalages sur l'axe Y (sauts de pas) ont été rencontrés sur un grand nombre d'utilisateurs Marlin. Des investigations intensives sont en cours. M500 (sauvegarde de paramètres dans l'EEPROM/Carte SD) : En cours SD card reader ==> OK (13/04/2019) Touch Screen ==> OK (13/04/2019) Retour arrière vers firmware d'origine ==> OK. Procédure à écrire. Tuto à update USB port ==> OK ! (14/04/2019) USB port Full speed ==> OK ! (250K) (14/04/2019) BL-Touch ==> Config et schéma OK. Attente et tests prévu le 25/04/2019 Flash via carte SD ==> OK ! (20/04/2019) (v7, update du 29/04/2019). =================================================================================================================================================================== ##### Remerciements ##### Aux tauliers du forum et du site, A @Hobi et @Epsylon3 @jmz52 pour leur remarquable travail de Recherche & Développement, A tous les bêta-testeurs @Crzay, @Oniric, @Sylvain37, @wipeout85800, @BarthDVS, @beber75 désolé si j'en oublie... Cliquez sur le petit bouton merci, ça fera du bien à tous les participants ! ########################################### >> ======================================================================================================================= Archive/Genèse du projet 1 : Archive/Genèse du projet 2:
 1 point
1 point -
Hey les fanboys Anycubic, vous avez vu la dernière grosse nouveauté ⁉ https://www.lesimprimantes3d.fr/anycubic-predator-anycubic-d-20190308/
AnycubicPredatorLargeDelta3DPrinter-UnboxingSetupOverview-YouTu.jpg.52f0ed69eaee761135cf3fea5b839ab3.jpg) 1 point
1 point -
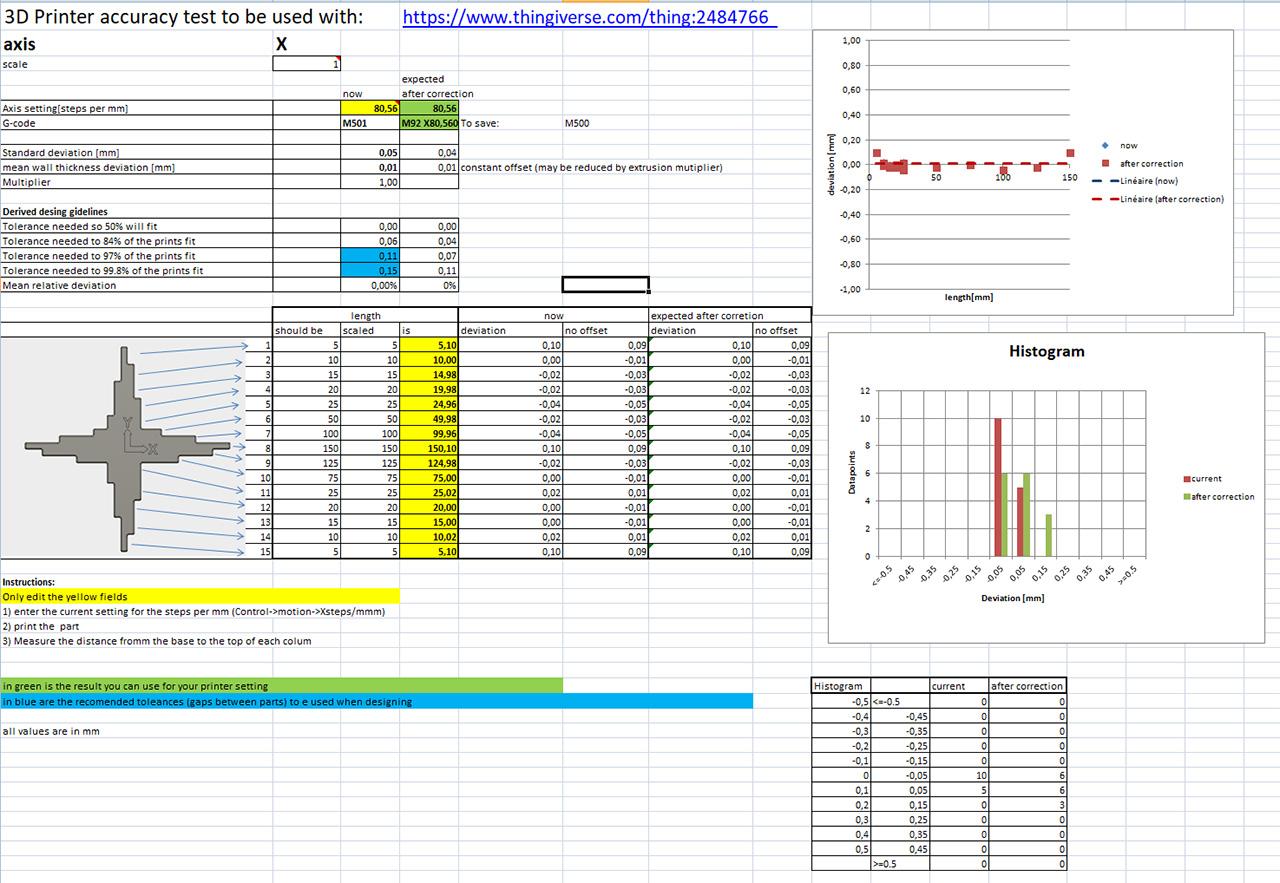
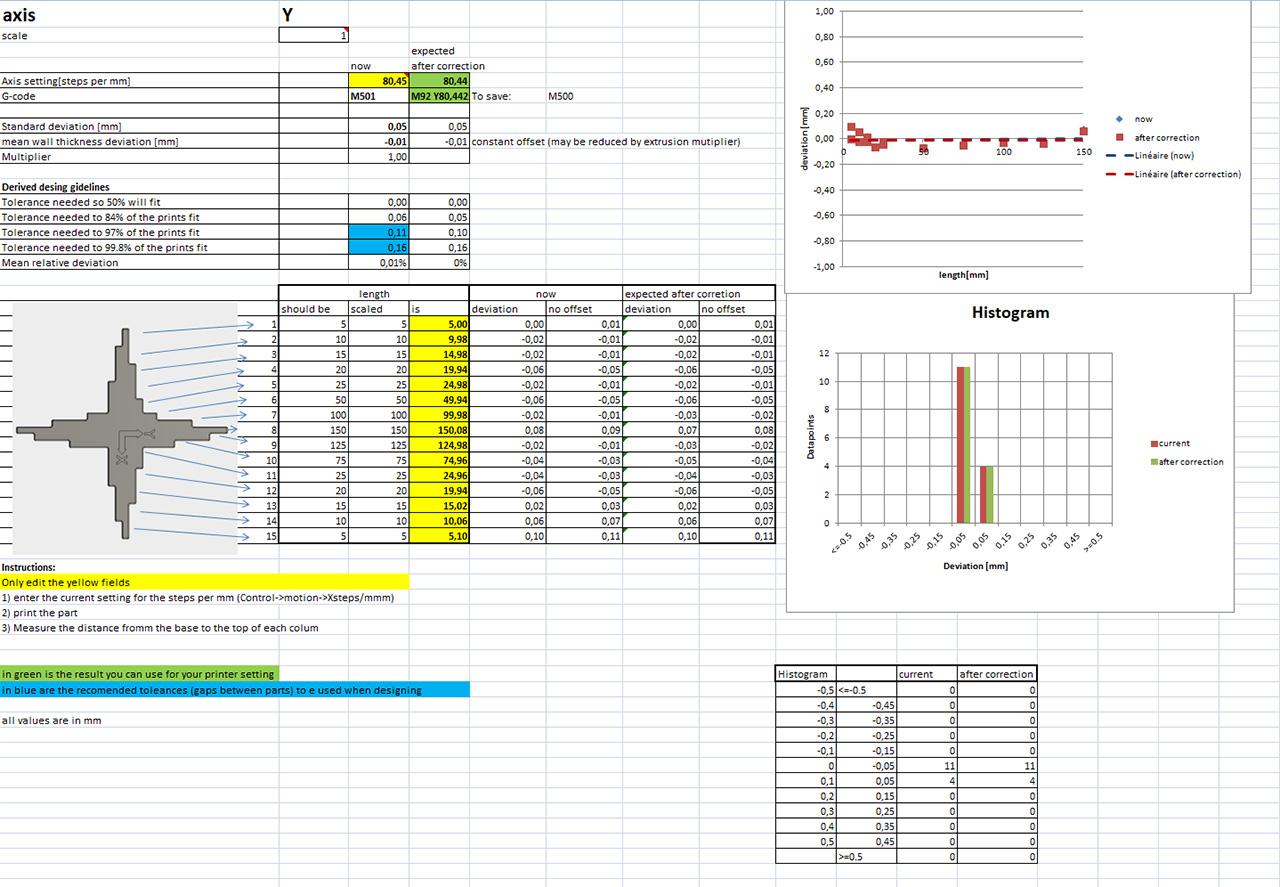
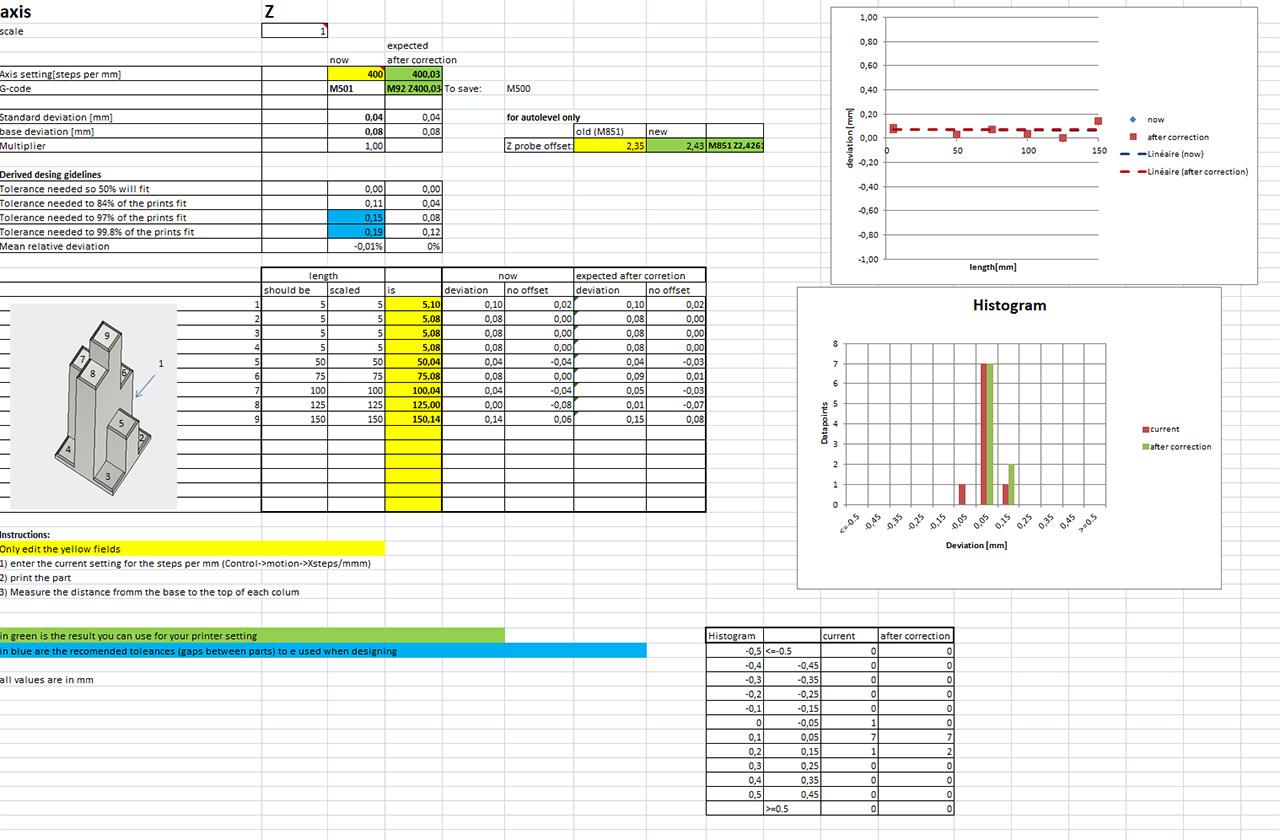
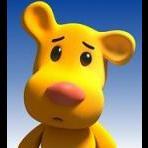
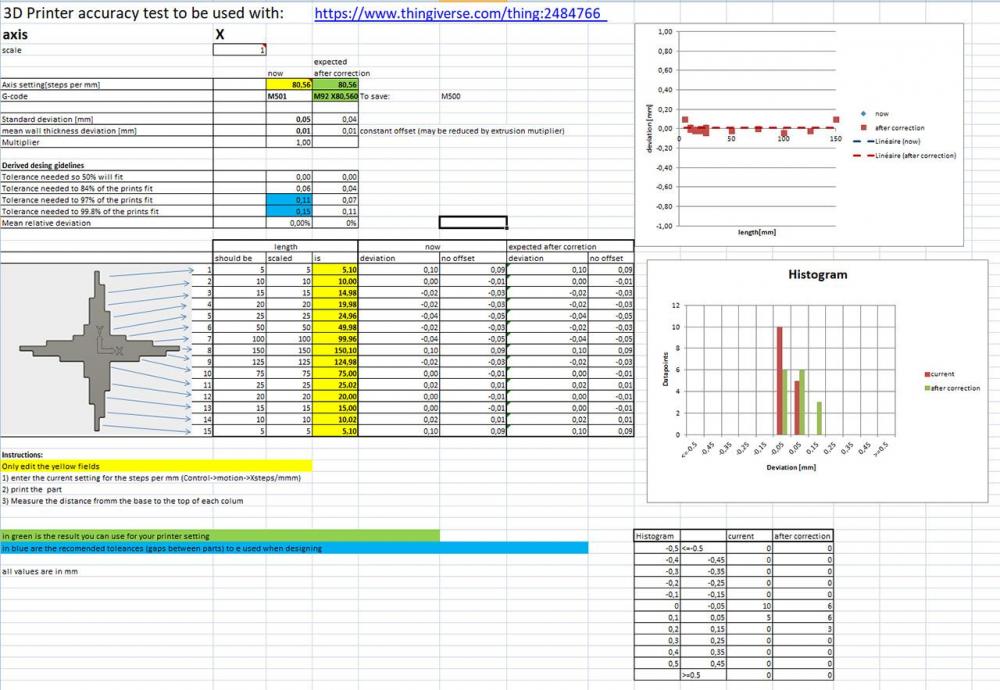
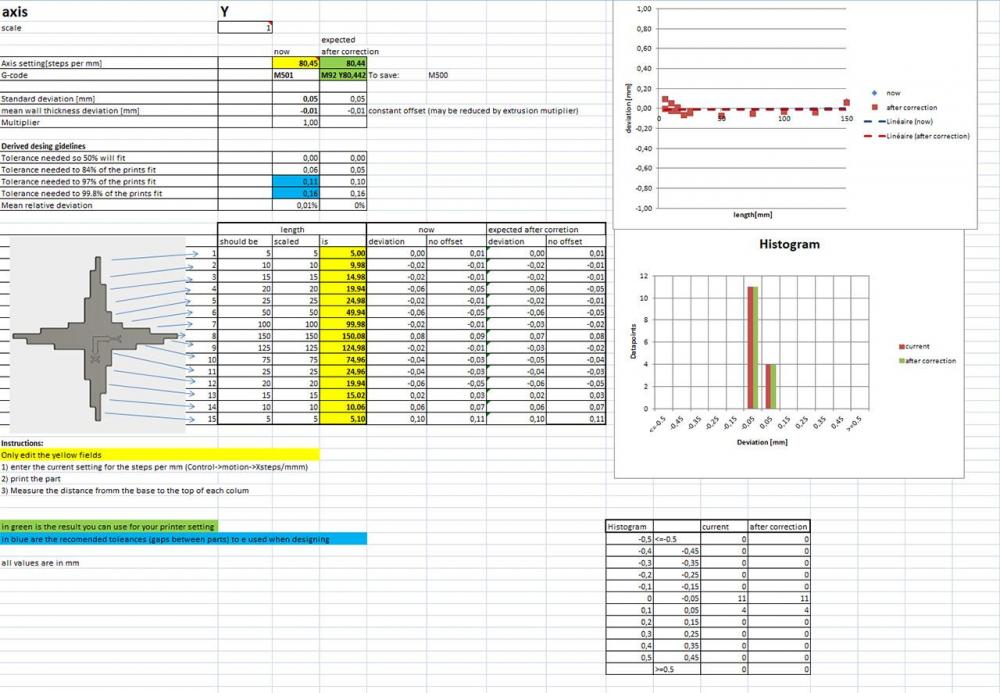
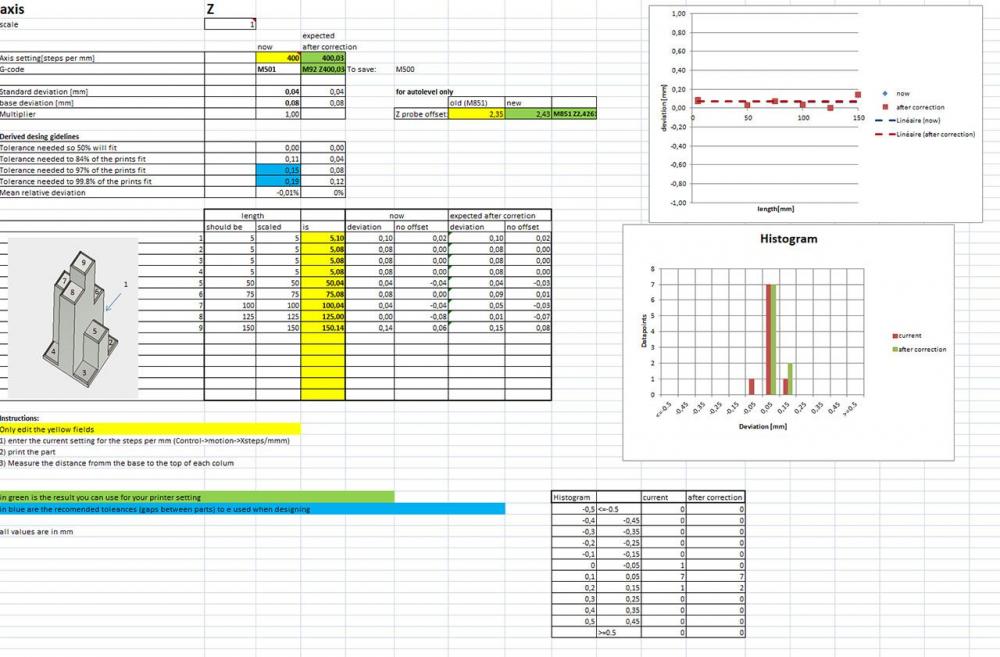
Salut camarades, J'ai découvert par hasard un outil de calibrage des axes XYZ bien fait. Cet outil délivre une courbe de dispersion rapport à un lot de valeurs mesurées et repositionne cette courbe au plus près du "0 défaut". De plus il donne des indications intéressantes telle qu'un jeu d'assemblage pour que les pièces s'emboitent correctement en rapport des dérives réelles de la machine. Cet indication est très pratique si vous créez des assemblages pour ensuite les imprimer. Autre indication intéressante, en analysant les mesures, la feuille de calcul donne une indication relative à la sur/sous extrusion qui permet d'ajuster sa cotation en augmentant ou diminuant le débit de l'extrudeur. C'est de la tricherie et ça ne marche que pour gagner des centièmes mais ça peut être utile Les calibres à imprimer ainsi que la feuille de calcul excel sont disponibles sur Thingiverse : Calibre XYZ Pour rendre ceci ludique, je propose que l'on indique ici nos dimensions mesurées pour savoir "qui qui c'est qui a la plus précise" Voici comment se présentent les résultats sur la feuille excel : Il ne faut pas hésiter à refaire la correction plusieurs fois pour obtenir un résultat correct. Un résultat est réputé correct lorsque la correction proposée dans la case verte est très proche de la valeur de départ dans la case jaune en haut de la feuille. Pour les mesures, un pied à coulisse suffit en s'appliquant. Note : il est impératif pour obtenir une série de mesure correcte que les pièces de calibrage adhèrent parfaitement au plateau. Voici donc mes résultats de "Standard déviation" : X : 0.05mm Y : 0.05mm Z : 0.04mm Voilà, j'espère que cet outil simple et efficace conçu par lukeskymuh sur Thingiverse vous plaîra autant qu'à moi. N'hésitez pas à poser vos questions sur le protocole de mesure si vous avez un doute. @+ P.S. : Pensez à donner un "j'aime" au créateur sur Thingiverse si le coeur vous en dit, ça lui fera sûrement plaisir !
 1 point
1 point -
oui en jouant sur la valeur de cette ligne dans le configuration.h #define MAX_BED_POWER 255 // limits duty cycle to bed; 255=full current mais peut être que cette question n'est pas à sa place... Mr @CacaoTor à vous l'honneur1 point
-
@sinseman44 C'est vrai que comme d habitude, la carte, l oscillo, la table et l imprimante ont failli finir brulés.... mais c est normal! c'est pas toujours simple le debug hardware! mais content d'avoir entretenu une douce hystérie de développeurs pendant 1 à 2 mois. au début avec @Crzay @Epsylon3 et @CacaoTor c'etait l’hystérie collective totale, avec grâce à notre ami crzay un doux fumet de cramé pour améliorer le tout! et avec tout ça, j espère avoir le premier post de la page 100 Printez comme des malades!1 point
-
Ouais, mais il doit passer sur toutes les anciennes versions en principe.1 point
-
@gelam Première couche trop écrasée en général la patte d'éléphant. Pour ta mesure tu dois baisser le débit avec ce filament, c'est à dire (0.4/0.46)*100 = 87%, si j'applique bien la formule donné plus haut. En gros tu es en sur-extrusion ^^1 point
-
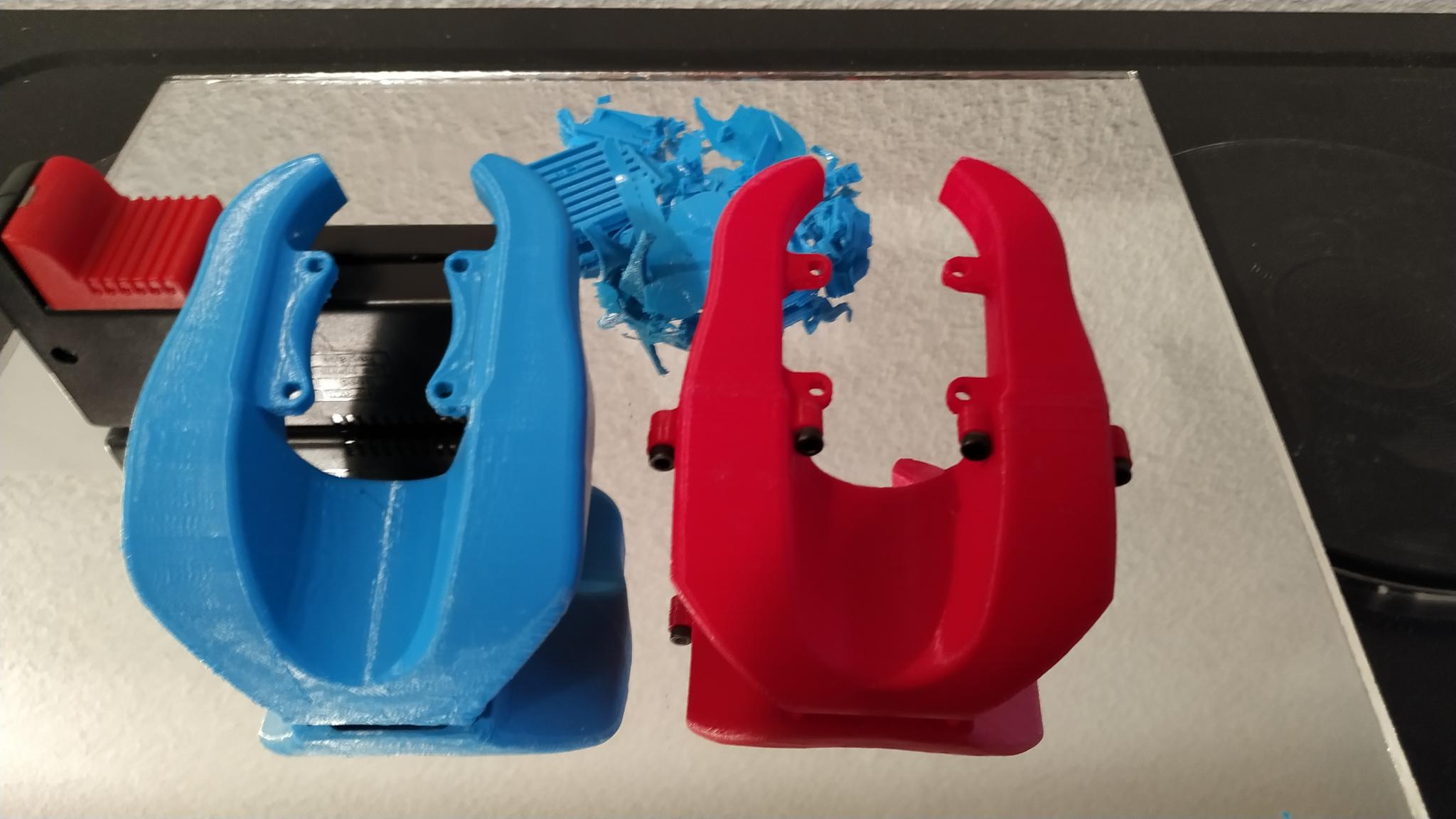
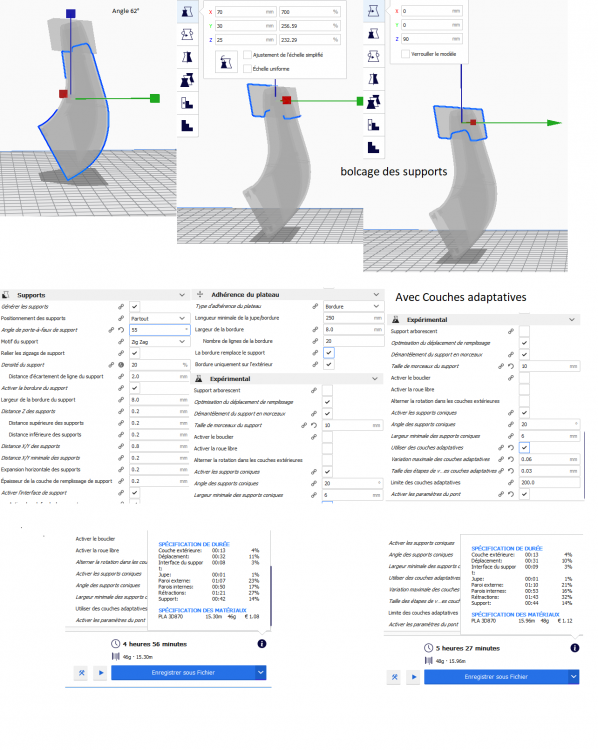
c'est a dire ? il extraie au lieu de souffler , ça passe bien , PLA 3D870 je suis a 205° et arianeplast a 195° , des temperatures tout a fait normales .... avec ton fang sinon verdict : Impression en 10h55m14sa 80mm/s s Post-Impression: 6 minutes , mon cutter est mort (cause a effet , j'ai perdu du temps ) Scence photo: 6 minutes comme je le pensait , porte a faux a 60 c'est trop pour cette pièce , faut rester a 50 / 55 avec les paramètres supports que j'ai utilisés , c'est perfectible , mais le fang passe sans souci en un bloc , bon boulot



 1 point
1 point -
en fait même pas , j'en suis a 99% avec la vitesse a 80mm/s , bientôt séance photo1 point
-
Mais de rien ! Tant que cela me coûte rien... je suis heureux de rendre service...1 point
-
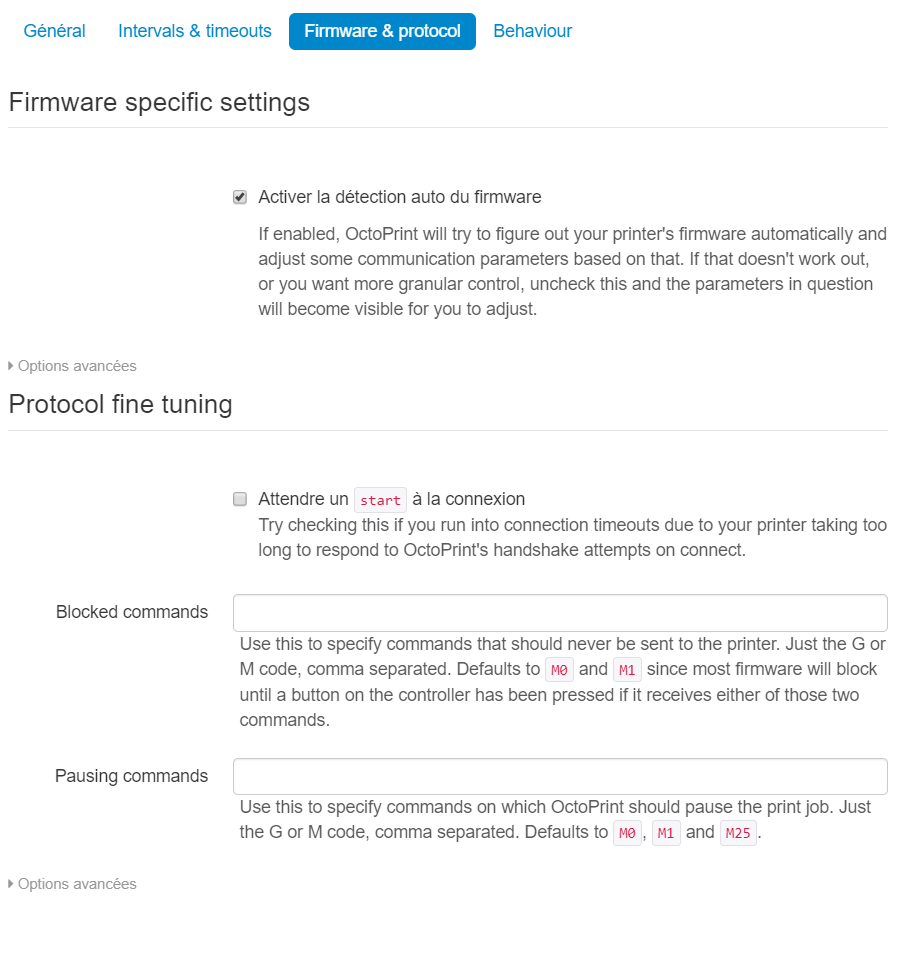
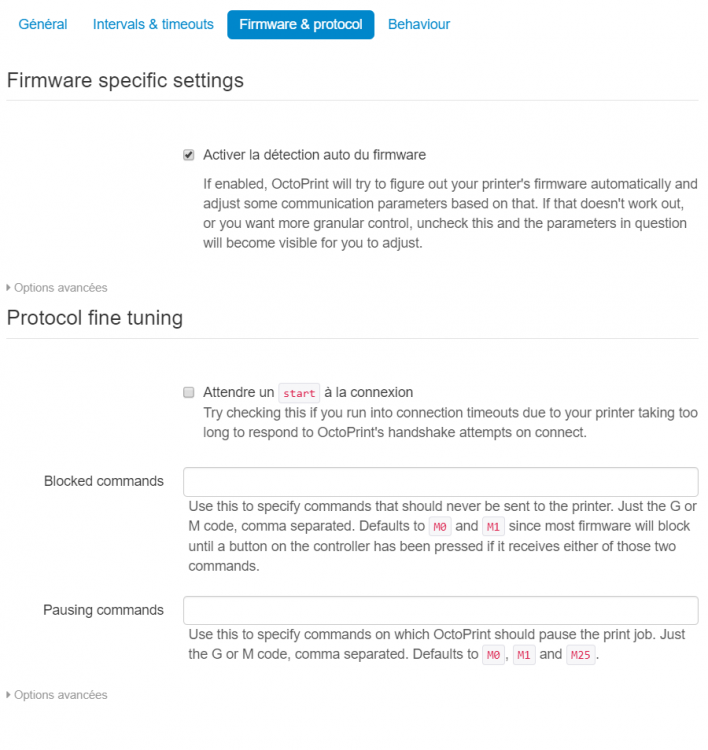
Mise à jour importante d'Octoprint pour vos SmartCub3D (1.3.11). Après moult demande, Octoprint ne fait enfin plus de "pause" forcée lors de la procédure de nettoyage. C'était pénible de devoir retourner sur Octoprint pour relancer la pause de l'impression. il suffit de mettre en blanc les deux champs "Blocked commands" et "Pausing commands".
 1 point
1 point -
JUNCTION_DEVIATION reduit enormement la vitesse totale d'un print... ca équivaut à un jerk de 5 voir moins (et on est pas dans le bon topic) modération : Ce post est une réponse au post déplacé ici :1 point
-
@sensei73 je crois.1 point
-
Tien d'ailleurs @fran6p j'ai l'impression que le mode vase déconne Cura 4.0, lors de mes dernier test d'extrusion il m'as sortit ça en tranchage.
 1 point
1 point -
Je ne l'ai pas pesé et une impression est en cours (je compléterai ultérieurement). Pour alléger encore un peu plus ce chariot Y, j'ai aussi investi dans un support en aluminium "évidé" (reçu bien emballé et vérifié bien plan). Pas pesé lui non plus. Ce sont les prochaines modification envisagées sur ma CR10 mais je ne le ferai que lorsque mon autre imprimante (Zatsit, une delta) arrivera (si elle arrive un jour car son créateur tarde à donner des nouvelles ). Une fois que j'aurai donc une seconde imprimante (pour ne pas être en impossibilité d'imprimer des pièces ), la CR10 subira de nombreuses modifications: remplacement du support de plateau, passage du plateau chauffant en 24V (et donc ajout d'une alimentation dédiée), changement de carte mère par une Bigtreetech SKR avec des pilotes qui vont bien (j'hésite encore entre des TMC2130 en SPI ou des TMC2208 en UART), test pour impression en bi-couleur (là aussi j'hésite entre une tête basculante comme en ont réalisé @cmatec, @Jean-Claude Garnier, ... ou une tête 2-in-1 comme @Lecoyote...), ajout d'un second extruder clone de Bondtech en aluminium, passage de toute l'électronique sous la structure pour un accès plus facile, ... Bref de quoi m'occuper encore un peu plus (sans parler que les CNC (la faute là encore à JCG) ça commence à m'intéresser de plus en plus (mais là je n'y connais rien hormis les grands principes (et encore ) en gros toujours l'envie de continuer encore à apprendre / progresser / faire travailler mon neurone ).1 point
-
après 8h10 d'impression en 80mm/s ... il reste 1h30 d'affiché en gros encore 4h , mais pour l'instant ça a l'air correct
 1 point
1 point -
Oui J ai testé pour trouver le max acceptable après par rapport à la version actuel et sans risque je mettrai : #define DEFAULT_MAX_ACCELERATION { 450, 450, 100, 3000 } #define DEFAULT_ACCELERATION 200 // X, Y, Z and E acceleration for printing moves #define DEFAULT_RETRACT_ACCELERATION 500 // E acceleration for retracts #define DEFAULT_TRAVEL_ACCELERATION 200 #define DEFAULT_XJERK 13.0 #define DEFAULT_YJERK 13.0 Pour l accélération à 450 ça passe super bien donc en max,et 200 en défaut au moins chacun pourra la réglé comme il veut pour arrivé a 450 au max. avec les valeurs de 200 en acc / et le jerk a 10 on imprime plus doucement qu avec le FW d origine après c'est a vous de voir1 point
-
précise avec une U20+ (ok c'est dans ton profil mais si les gens sont comme moi ils ne le voient pas forcement ) je valide car j'ai joué un peu avec les accelerations et jerk ce midi, et j'ai des problemes d'adherence tellement ça va vite ça arrache ma 1ere couche ! (je teste volontairement sur des pieces penibles à imprimer de base). par contre avec la conf de base sur le git qui est déjà tres bien, quasi aucun soucis1 point
-
au passage tu peux partager des eeprom.dat pour ces accel/jerk etc ... mais mettre au max par défaut, c'est pas bon pour l'imprimante, seulement pour les vendeurs de piece detachées. Crazy pourra confirmer1 point
-
le pla transparent est particulièrement difficile a imprimer d'après mon expérience.1 point
-
@sensei73 j'ai bien compris ton besoin de retours. Si tu veux m'envoyer les éléments je ferai des essais dans les prochains jours et je te dirai ce qu'il en est. Actuellement je termine des impressions urgentes en mode Alfa, je me remets à Marlin après.1 point
-
c'est actuellement safe et efficace...1 point
-
Test concluant BOOT OK Print Groot.gcode de la SD d'origine ok1 point
-
Ok, alors d'après ce que je vois, il est possible que tu ait plusieurs soucis. Déjà pour les bourrelets il faudrait vérifier que ton axe Z soit bien fluide en le manipulant manuellement, il ne doit pas forcer ou avoir de point dur, si tu as des points durs, vérifie le roulement en haut de la tige filetée ainsi que la bague en laiton au niveau de l'extrudeur. Edit, j'en oublie les bases ! Vérifie aussi que ton axe X est bien de niveau, il doit être parfaitement d'équerre, et vérifie aussi les excentriques des roues profilées. Il peut aussi y avoir des soucis avec le coupleur entre le moteur et la tige filetée. Il y a plusieurs écoles à ce sujet, certains on de bons résultats en laissant à ce coupleur une bonne souplesse, d'autres prônent pour la rigidité. Perso je l'ai remplacé par une pièce imprimée en PLA et ça fonctionne parfaitement, donc fait des essais et voit si cela à une influence sur le souci. Ensuite pour ton décollement de couches si ça ne le fait pas avec tous tes PLA, c'est que tu as des problèmes de réglages en rapport direct avec le matériau utilisé, chaque marque a ses propres caractéristiques, même dans une même gamme, il peut y avoir des différences d'utilisation selon la couleur (les pigments modifient la structure du plastique), il te faut donc trouver les bons réglages pour chaque bobine utilisée, et cela se traduit par des essais avec différentes températures, vitesses et en dernier recours des tests avec un débit différent. Pour ce dernier point, tu trouvera plusieurs manières pour vérifier/régler ton débit sur le forum sans difficulté. Voilà, essaie déjà tout ça et si ça ne suffit pas, on cherchera plus loin !1 point
-
Apres Jerk de 15 et accélération max à 450 celle par défaut à 200 ça devrai être pas mal Le problème ça passe sur une U20 pour la plus faudra des retours le plateau est plus lourd... J ai pas vu encore de personne avec des U20 plus tester. Faut voir ca avec les grands chefs !1 point
-
Bonjour, Les HIWIN, c'est certain, les copies par contre, c'est franchement abordable et très simple de mise en oeuvre avec des profilés à rainure. C'est beaucoup plus simple à utiliser que les vrais d'ailleurs (mais pas aussi précis, évidemment) car ils ont un peu plus de jeu et surtout ne sont pas "preloaded". Le lien ci-après fait parti de la BOM de la Beaver CNC HDZero. Le concepteur a négocié un prix intéressant sur un pack (4 rails HGR15, 8 charriots et 3 vis à billes 1610, le tout en longueur 600mm) Ca ne fait pas très cher quand on y pense pour l'ensemble du guidage et de la transmission pour X et Y je trouve. https://fr.aliexpress.com/store/product/NEW-HGR15-linear-guide-rail-600mm-long-8-pcs-blocks-3pcs-1610ballscrew-601/407448_32966032463.html Edit: en mettant le lien, c'est mieux...1 point
-
Vaut mieux que ce soit la tête et pas les mains remarque... Cette carte rend fou quand même...1 point
-
retour de test : j'ai fais 2 prints de fanduck à 100mm/s et 120mm/s qui sont parfait avec #define DEFAULT_MAX_ACCELERATION { 200, 200, 100, 3000 } #define DEFAULT_XJERK 10.0 #define DEFAULT_YJERK 10.0 #define DEFAULT_ZJERK 0.4 demain je referai les meme test en montant les accelerations et le jerk bravo pour le boulot @Hobi et @Epsylon3 !1 point
-
ben c'est relativement simple... il faut déjà installer VISUAL STUDIO CODE de Microsoft, tu le passes en français en installant les fichiers FR (on trouve facilement les explications sur Google), en suite tu installes l'extension "platformio" qui va te servir à compiler ton marlin 2 tu télécharges la version de marlin 2 sur github : https://github.com/MarlinFirmware/Marlin/tree/bugfix-2.0.x en cliquant sur "clone or download", tu décompresses ensuite dans VS CODE tu ouvres le répertoire ou tu as téléchargé ton marlin dans ce répertoire tu as un fichier platformio.ini tu modifies la ligne : env_default = megaatmega2560 par env_default = LPC1768 tu enregistres maintenant tu peux modifier tes fichiers configuration.h et configuration_adv.h (répertoire marlin) comme tu veux.... tu as des exemples de fichier ici : https://www.lesimprimantes3d.fr/forum/topic/22297-résolu-mks-sgen-marlin-20/ pour lancer la compilation, tu cliques sur le bouton ci-dessous : ça va te générer un fichier firmware.bin dans le répertoire ".pioenvs/LPC1768" si mes souvenirs sont exacts que tu vas copier sur la carte SD de la SBASE.... par contre pour chaque modif il va falloir recompiler et recharger le fichier firmware.bin sur ta SD et redémarrer ta SBASE je ne peux beaucoup plus t'aider pour l'instant car je ne suis pas chez moi pour une dizaine de jours et je n'ai pas les programmes et les fichiers sous la main Edit : dernière info, marlin 2 est actuellement en version béta et n'est pas exempte de bug, perso pour l'instant je suis retourné sous smoothieware pour un problème de décalage X et Y incompréhensible....
 1 point
1 point -
Tiens, Même les étrangers sont malpolis et mal élevés! Quelle époque formidable...1 point
-
Modération : @DamienVinSang j'ai déplacé ton post pour une meilleure visibilité1 point
-
effectivement ils veulent une vidéo... j'ai acheté chez eu une centaine d'objets, soit pour des imprimantes 3d soit pour des drones, jamais eu de problème, la seule fois ou j'ai eu un soucis avec une alim, j'ai fais une vidéo en branchant un multimètre qui montrait que j'avais 0v en sortie et ils m'en n'ont envoyé une autre sans discuter.... Modération : j'ai déplacé ton post pour une meilleure visibilité1 point
-
Cette pièce ne me parait pas particulièrement bien réfléchie, le flux d'air doit vraiment être lamentable, ça diminue surement le bruit mais la qualité de ventilation doit être lamentable avec tous les rebonds, à mon avis à éviter comme la peste !1 point
-
bon ben impression parfaite : compilé tout comme sur github, sauf PKI et pour le jerk que j'ai passé de 10 à 18 ! Bien joué @Hobi et @Epsylon3 !1 point
-
oui ca passe sans probleme1 point
-
sympa comme modèle !!1 point
-
Blague pas du tout à part l'idée c'est aussi de recycler de la vieille informatique mais Estlcam tourne sous windows 10. Pour les réalisations, y'a la boite déjà et la réparation de la patinette du petit. C'est pas des réalisation impressionnantes, y'a même un raté sur la découpe de la patinette. J'avais fait un joli bas relief mais je l'ai filé à ma mère.
 1 point
1 point -
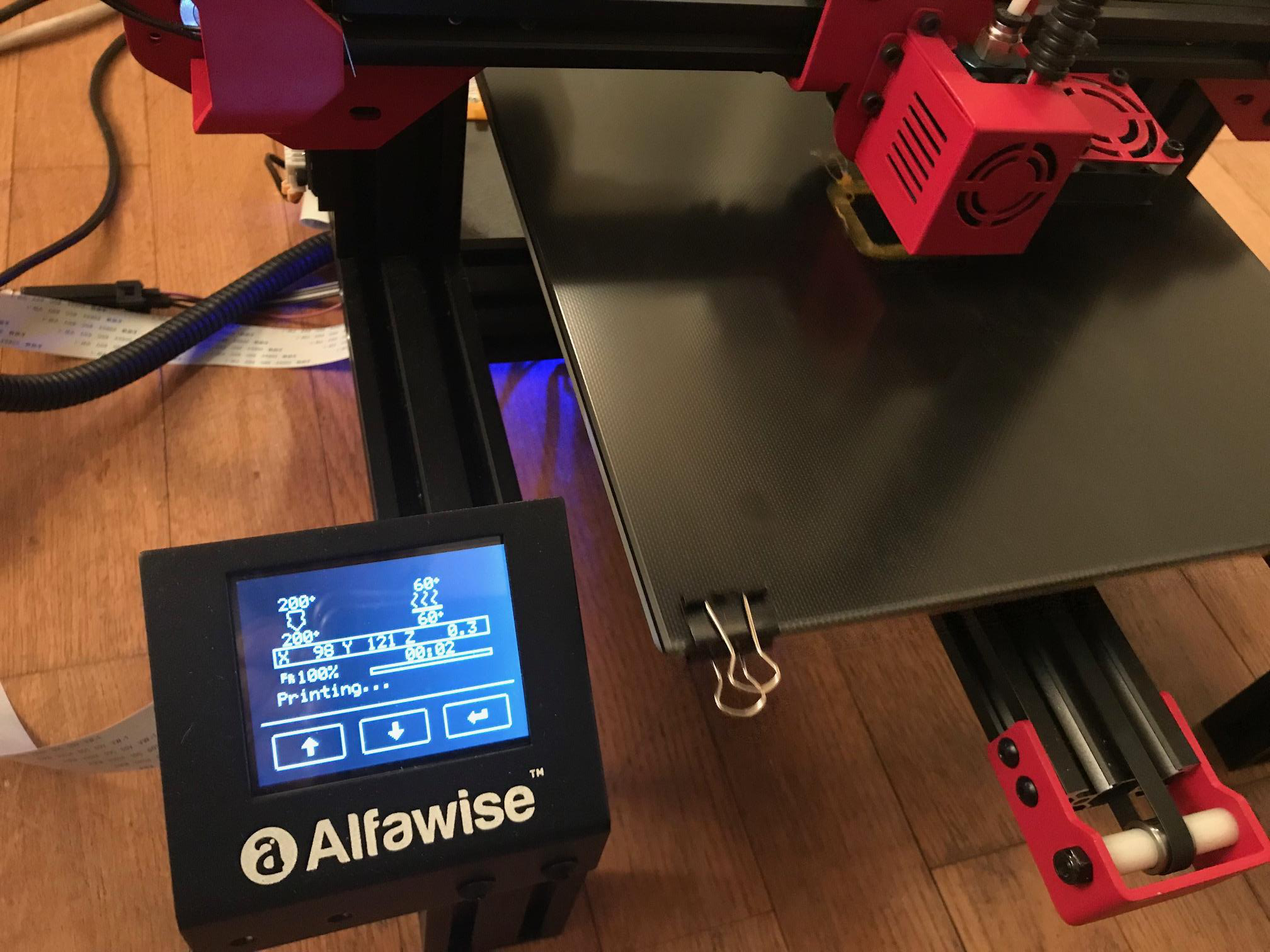
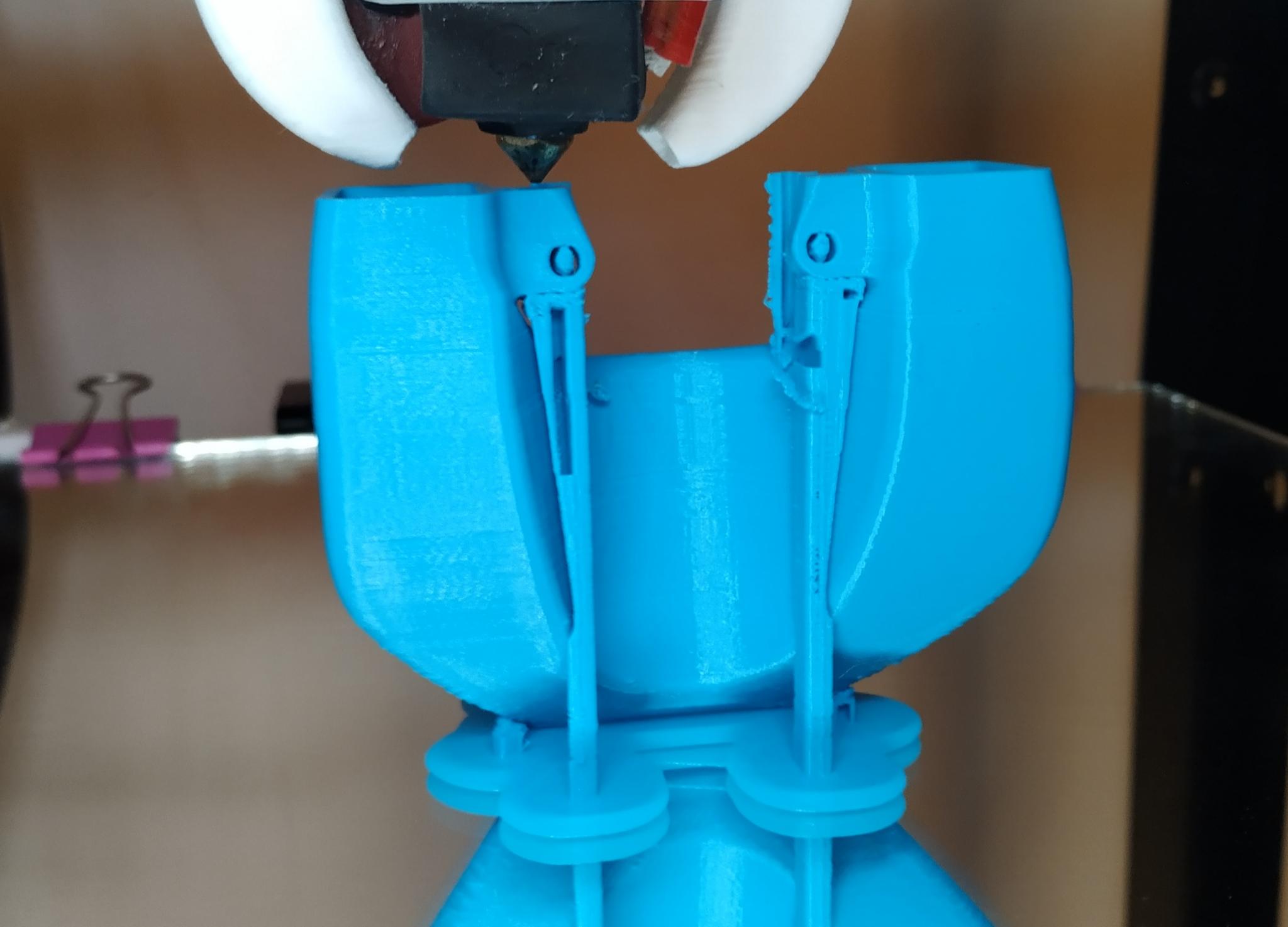
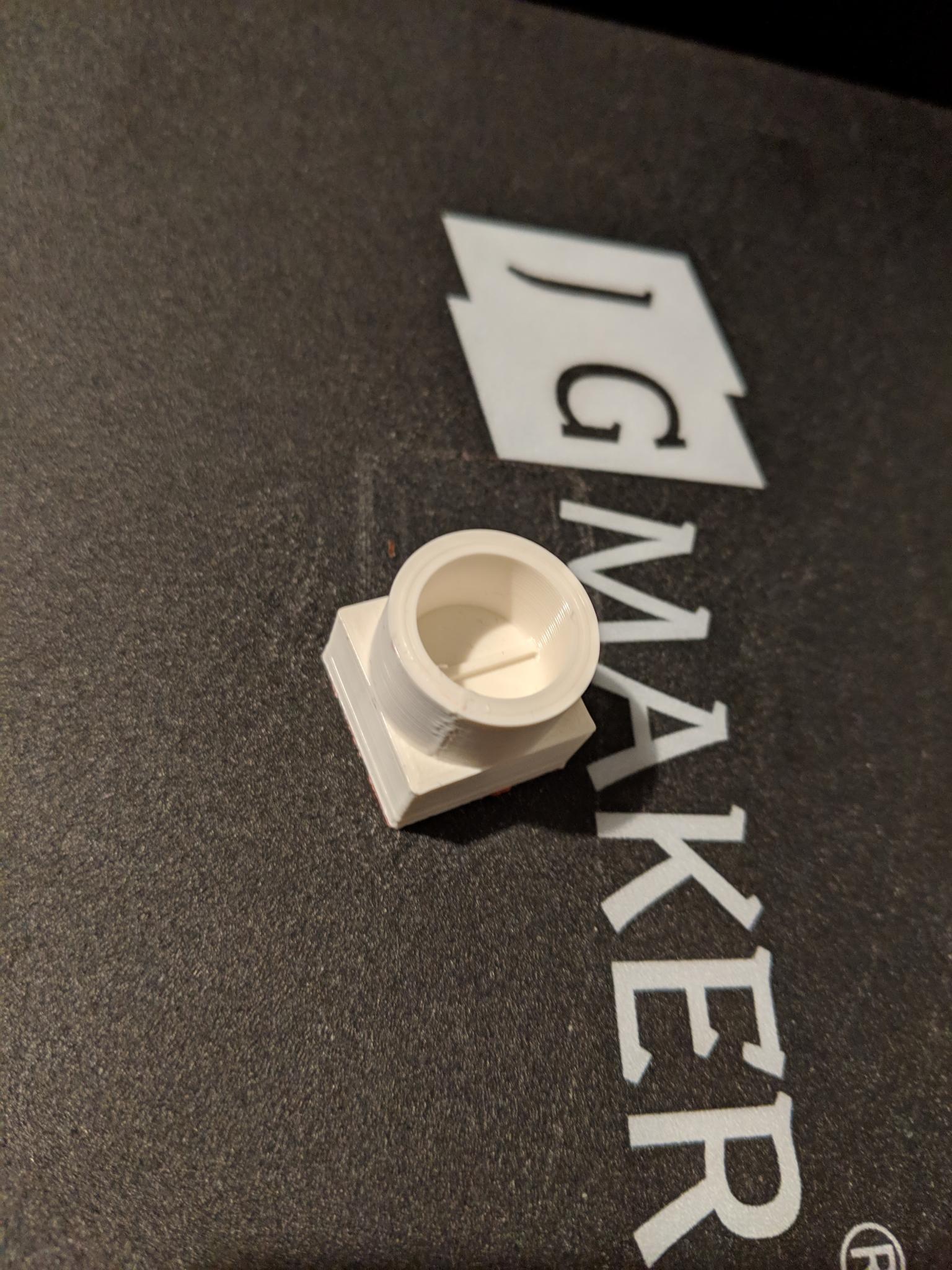
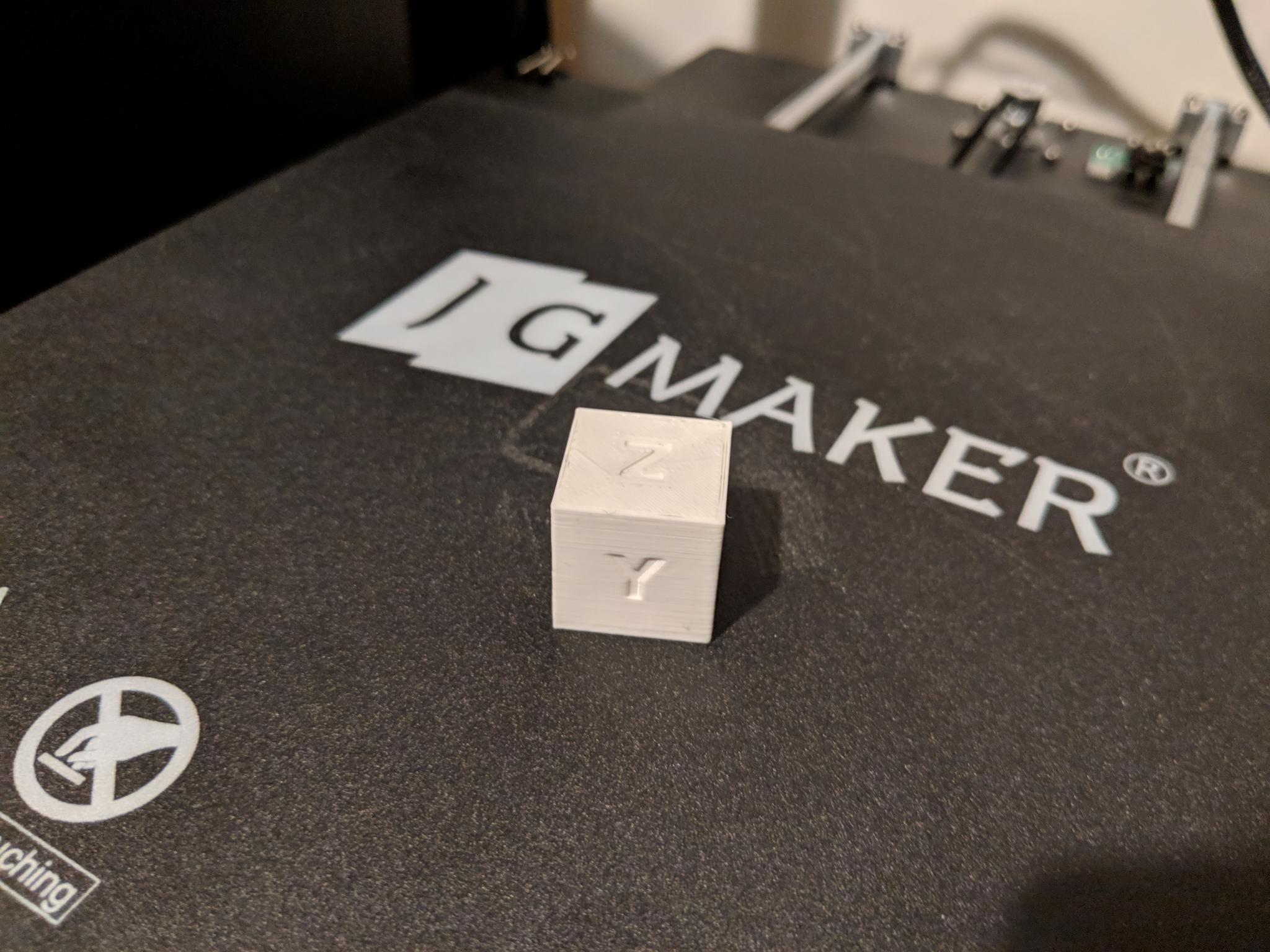
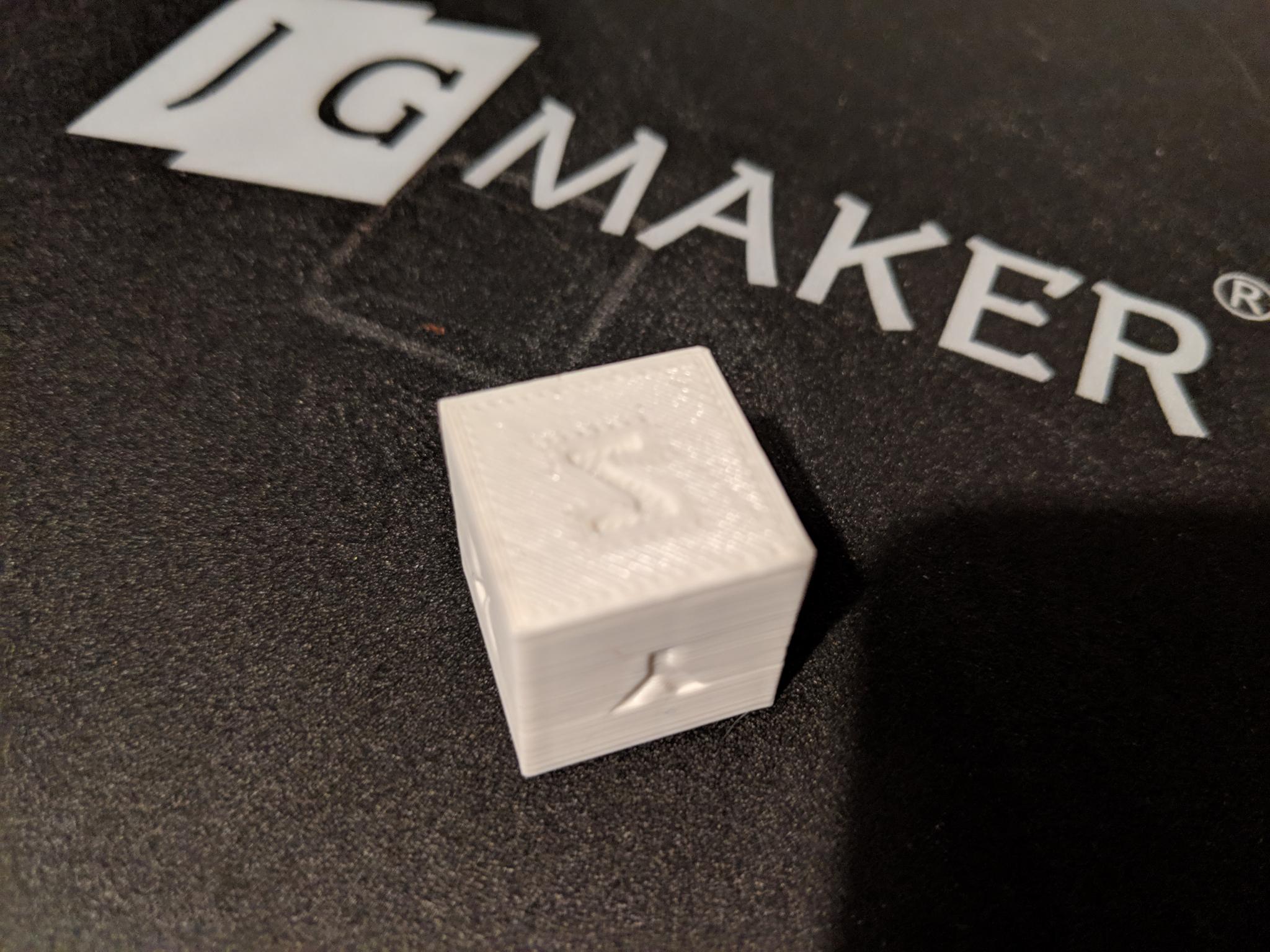
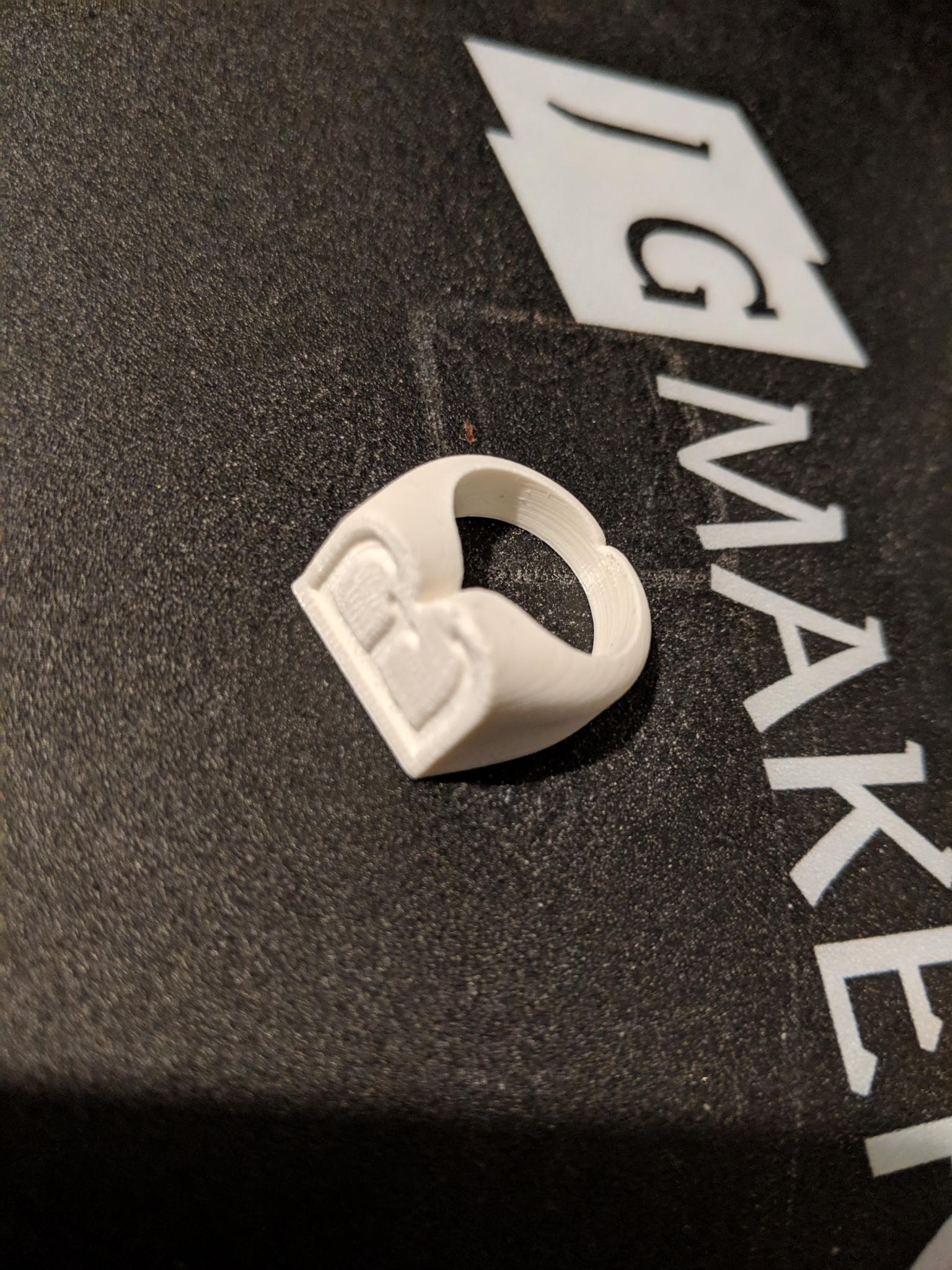
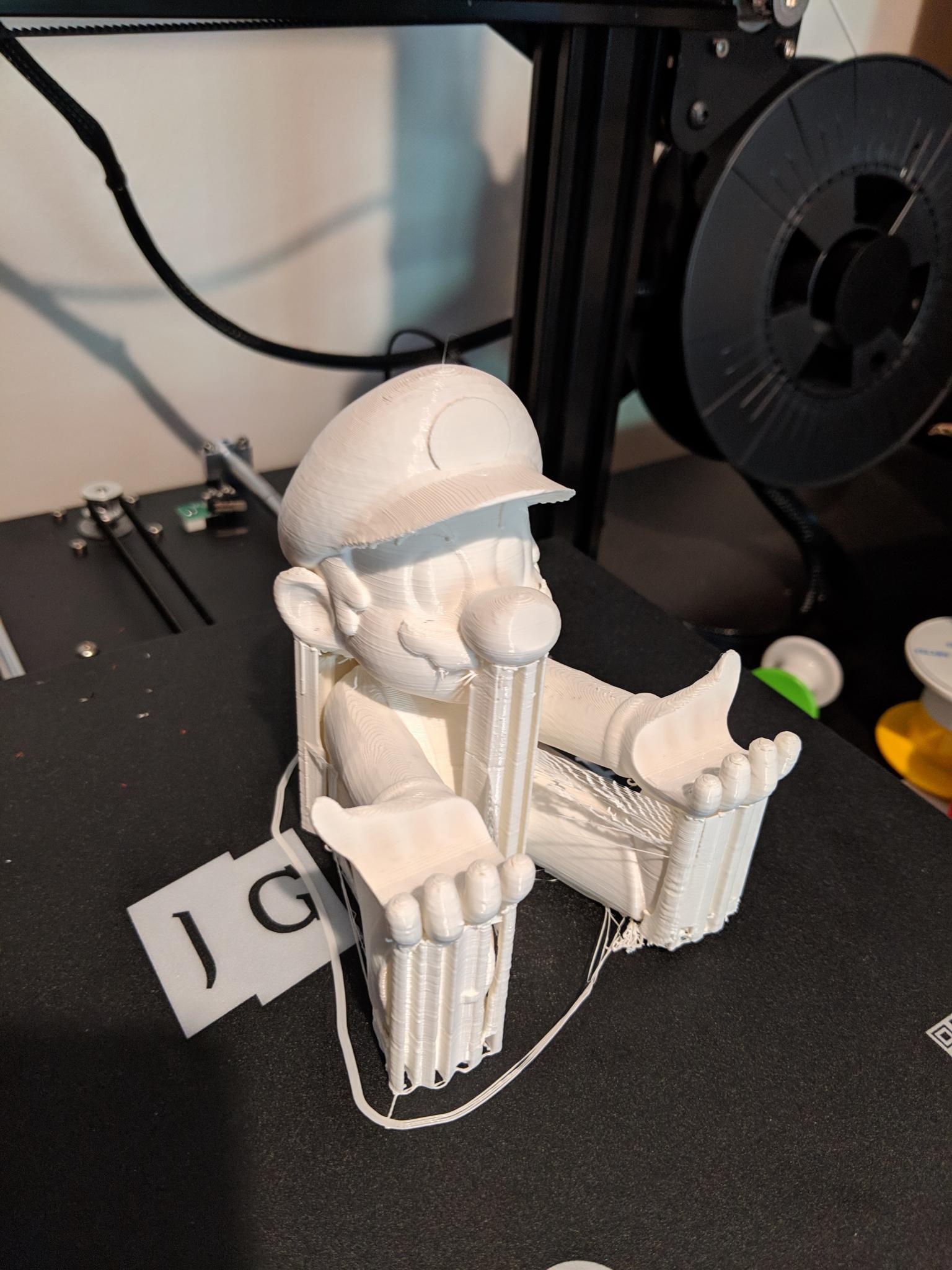
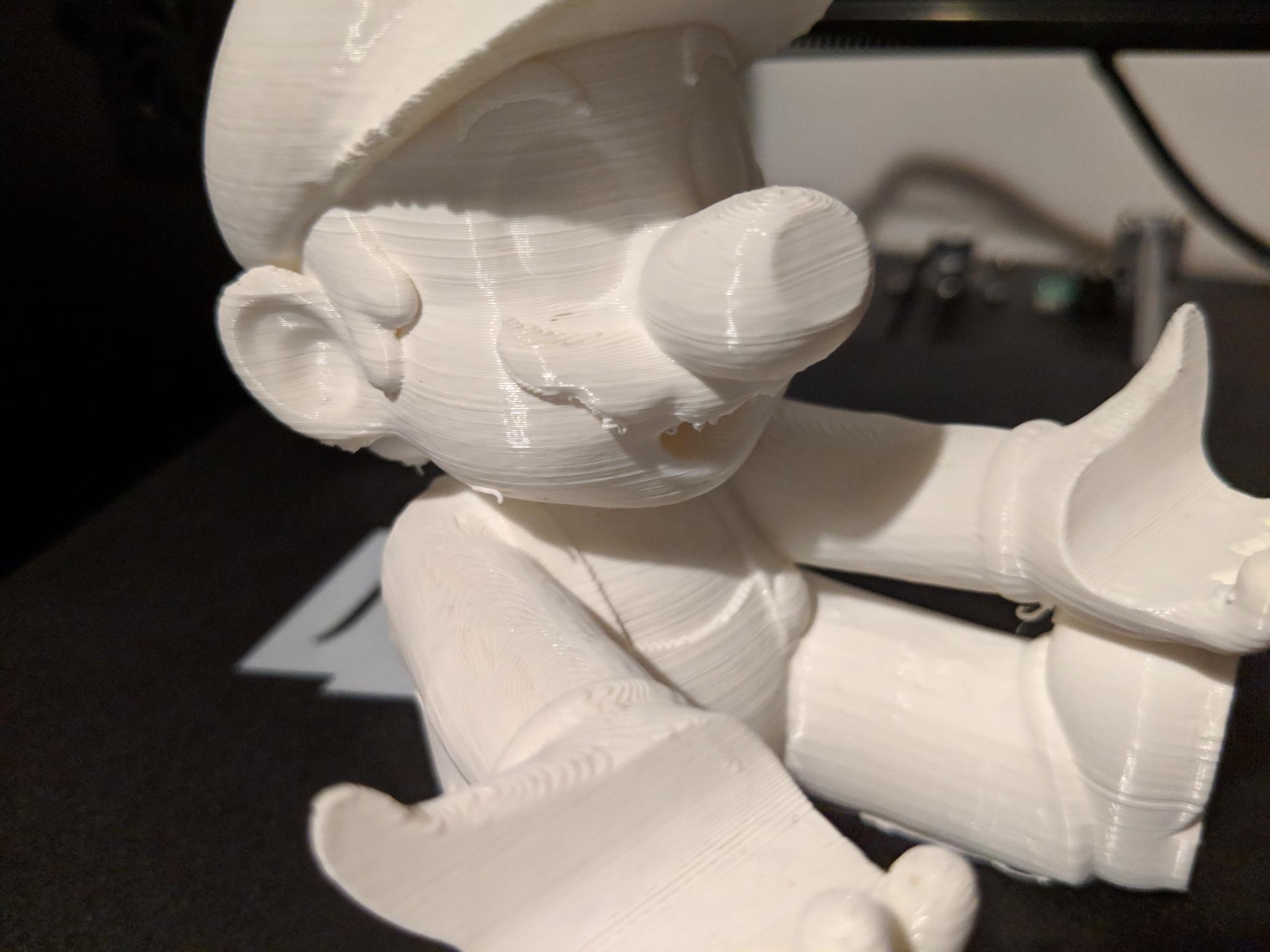
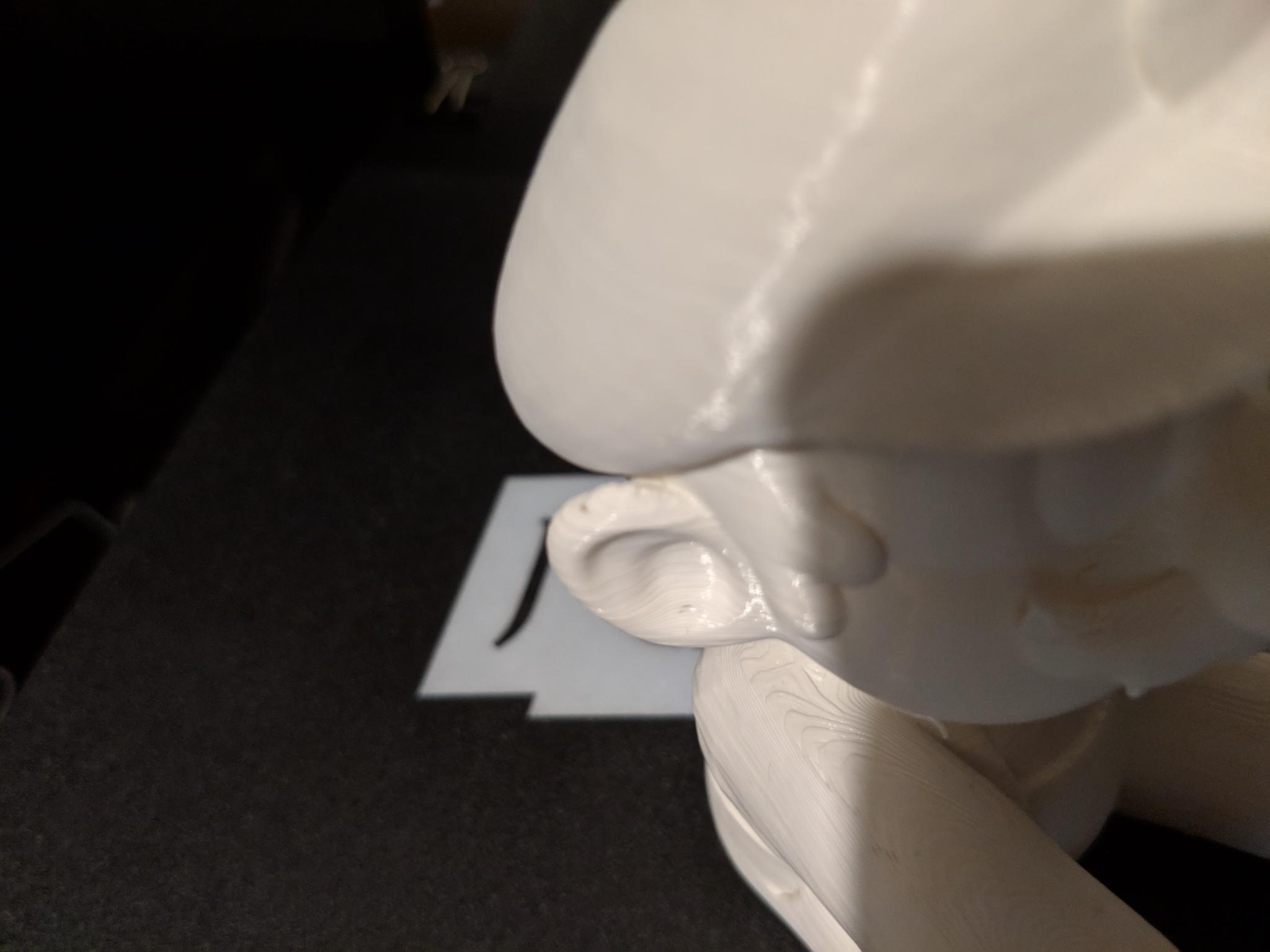
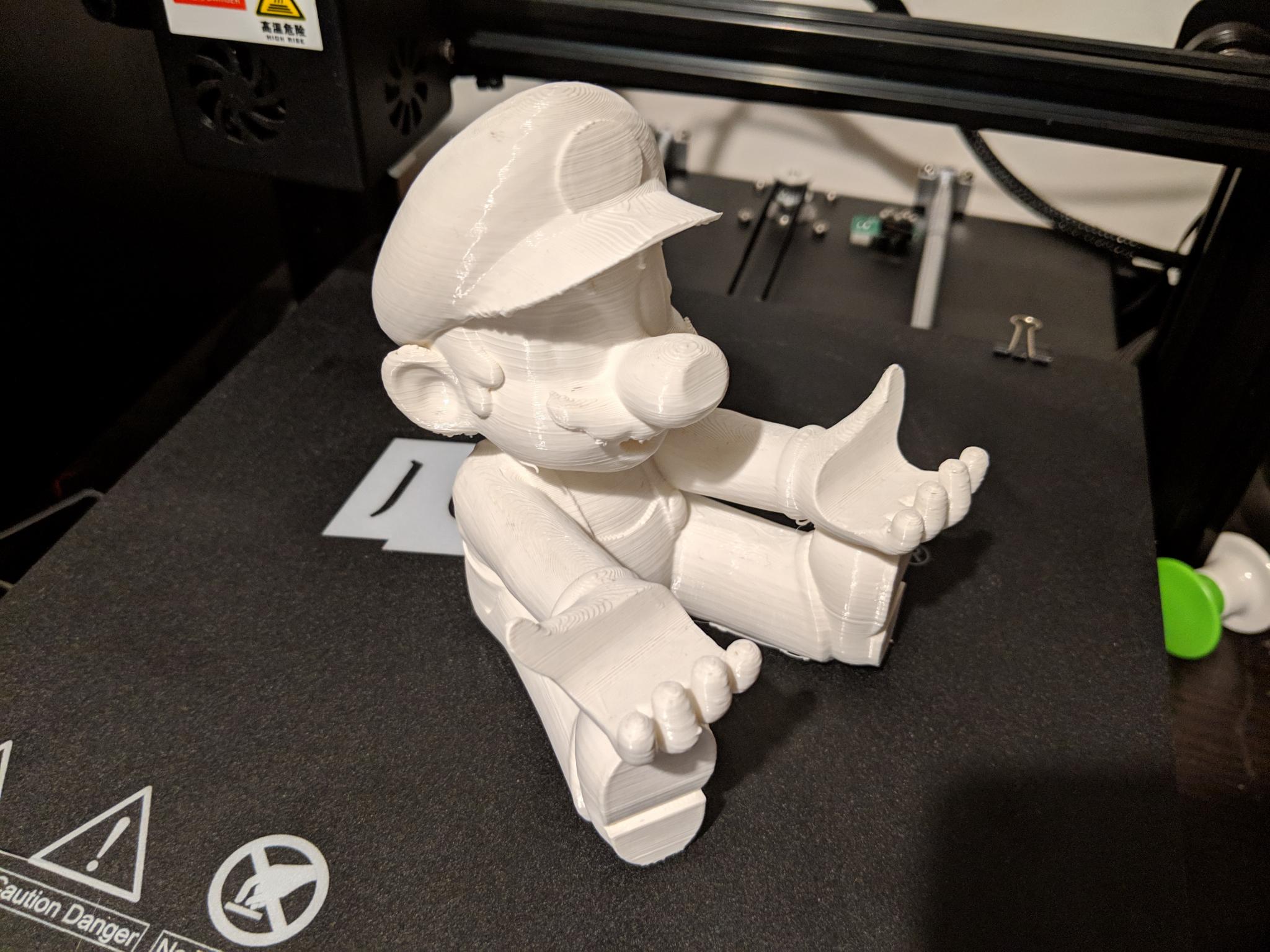
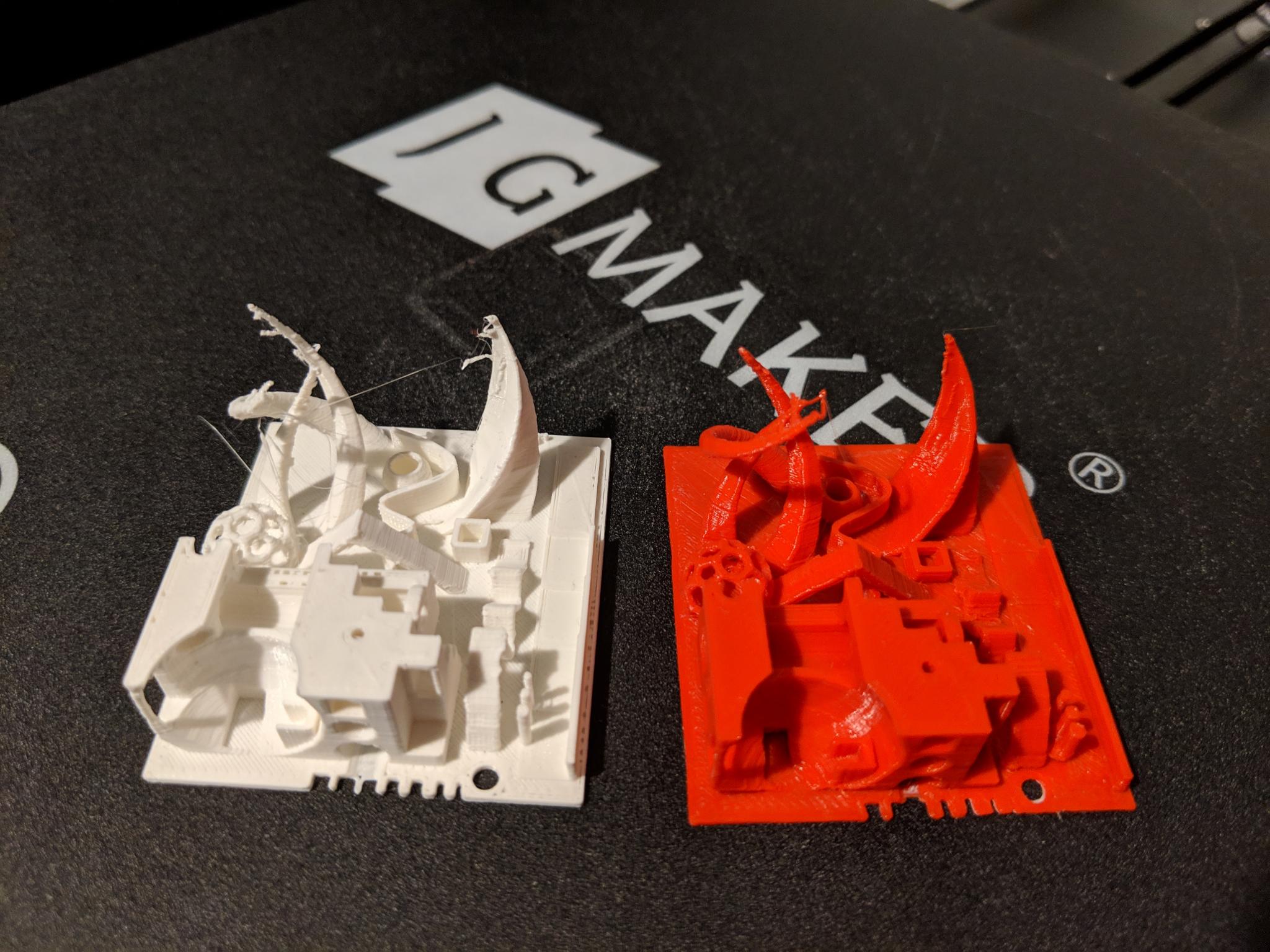
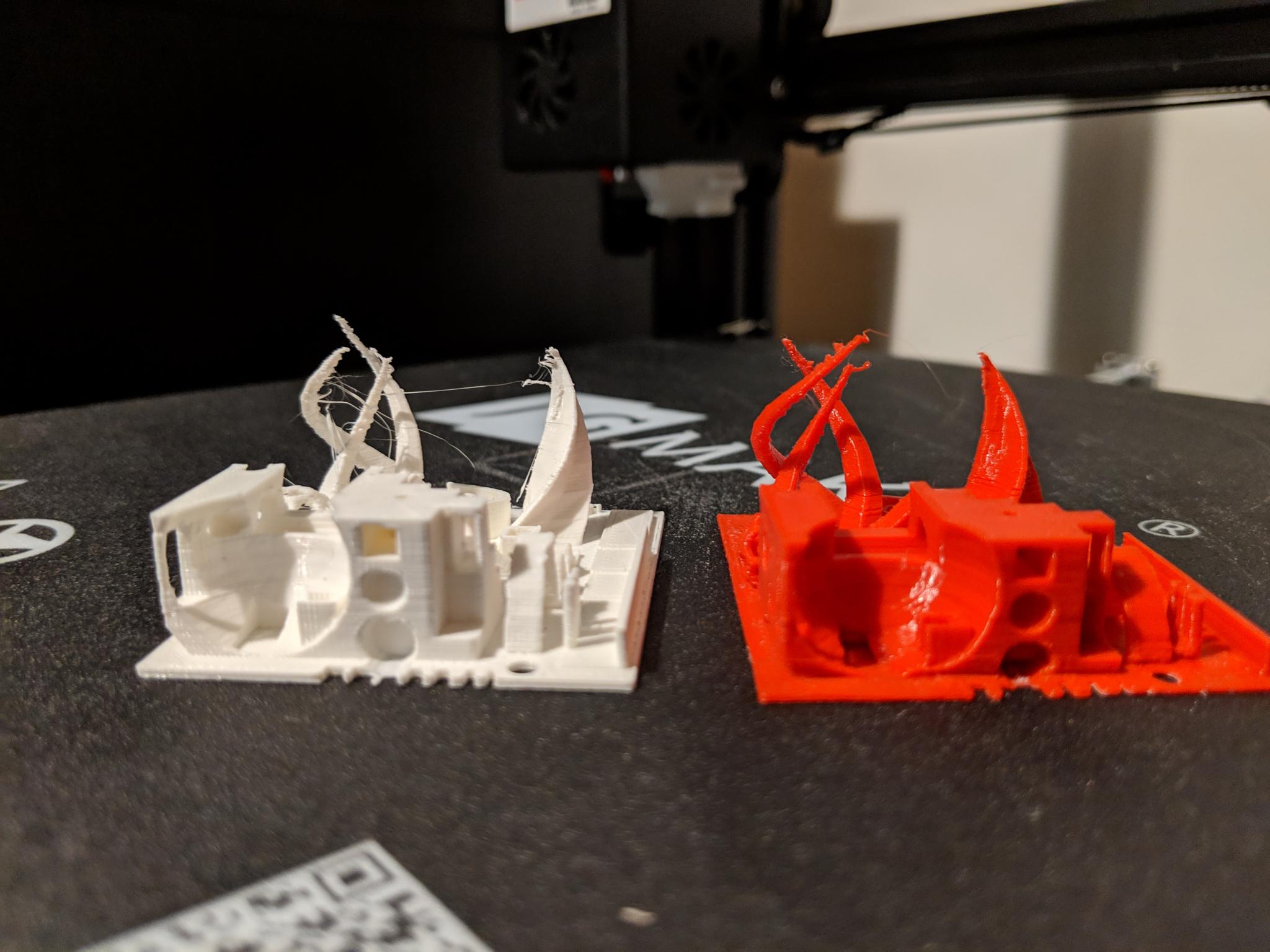
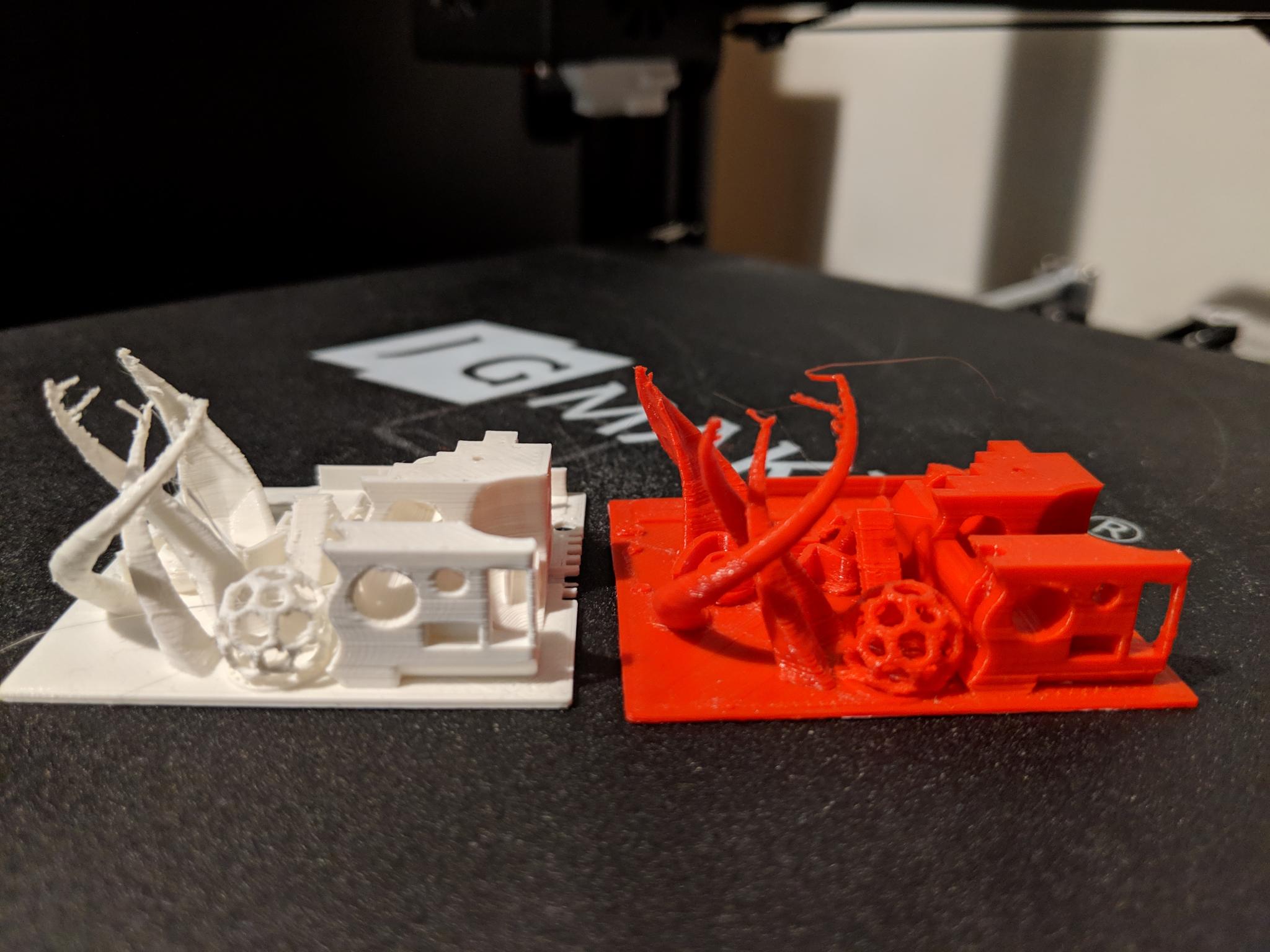
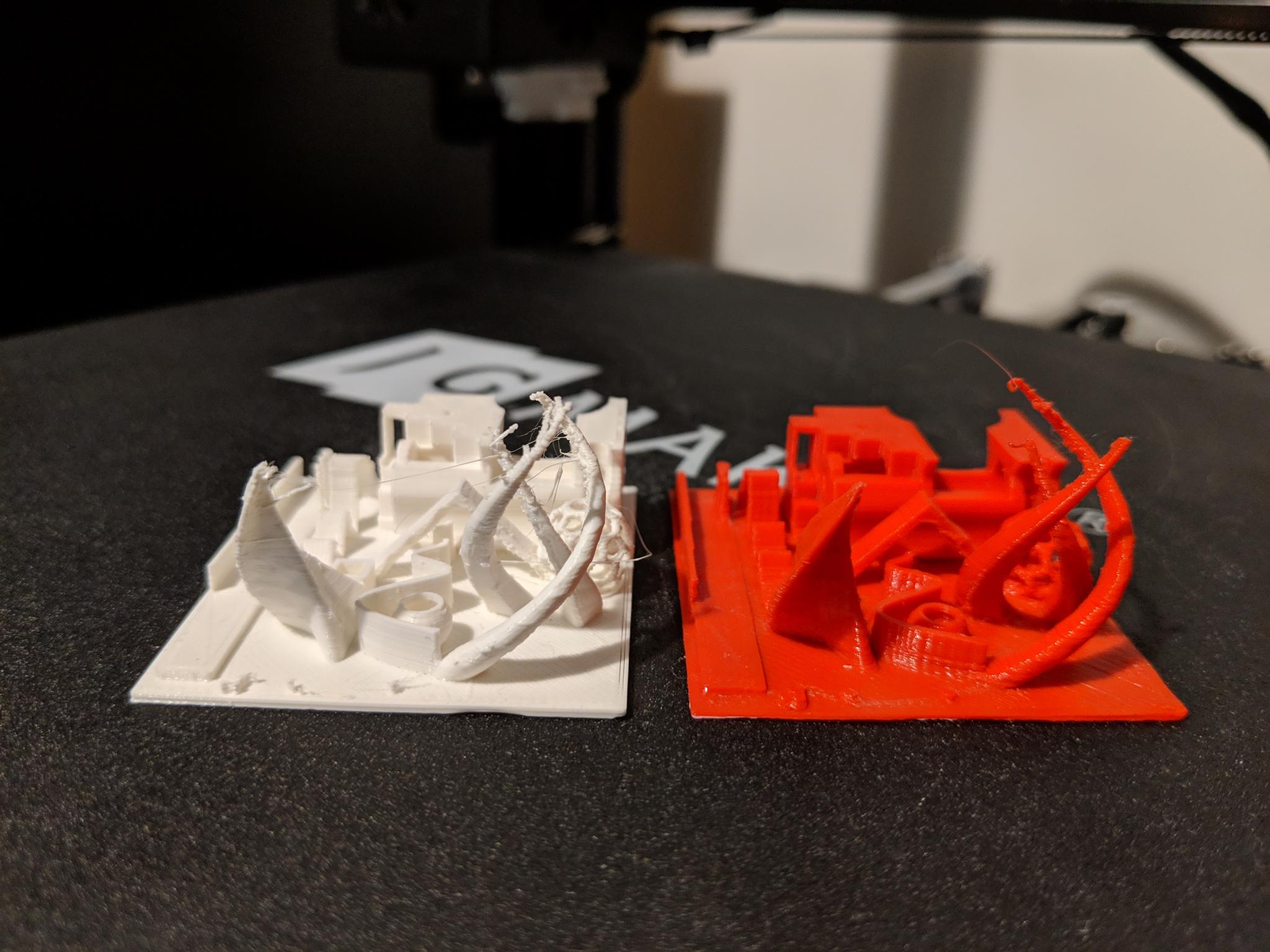
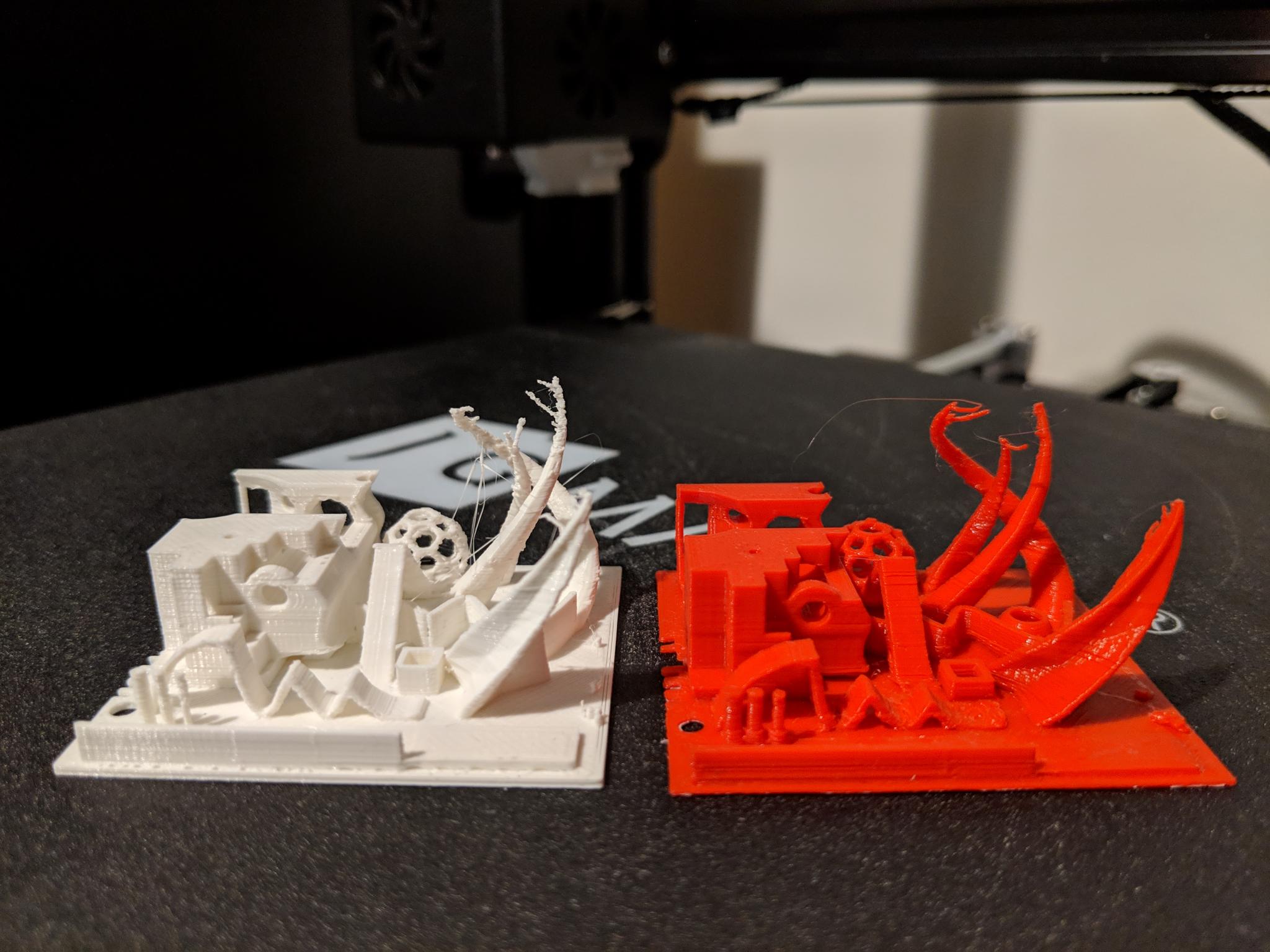
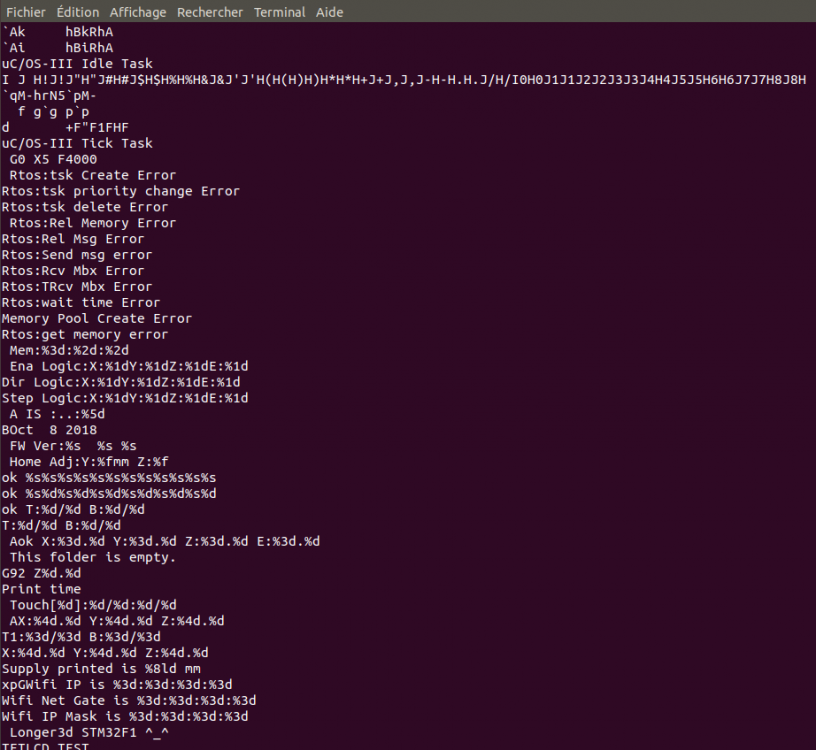
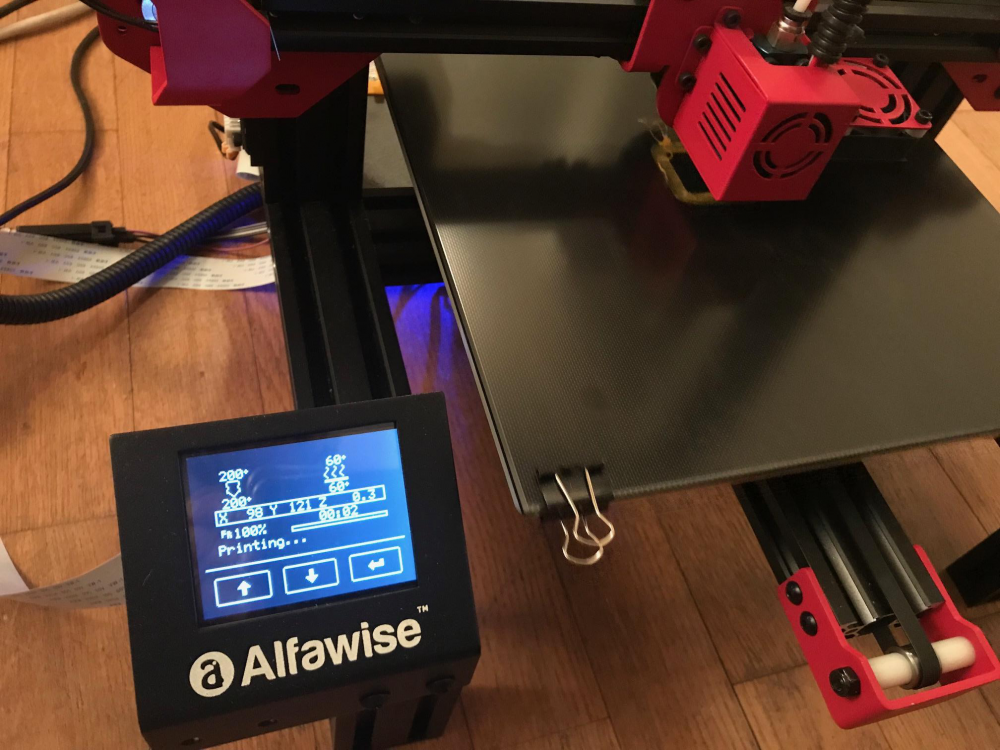
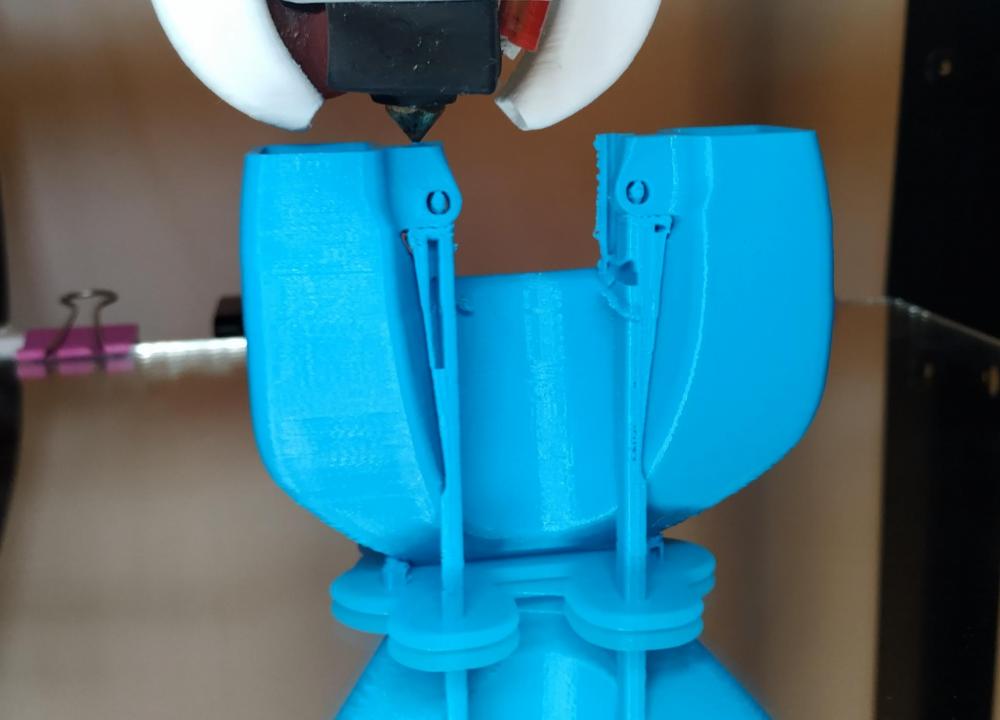
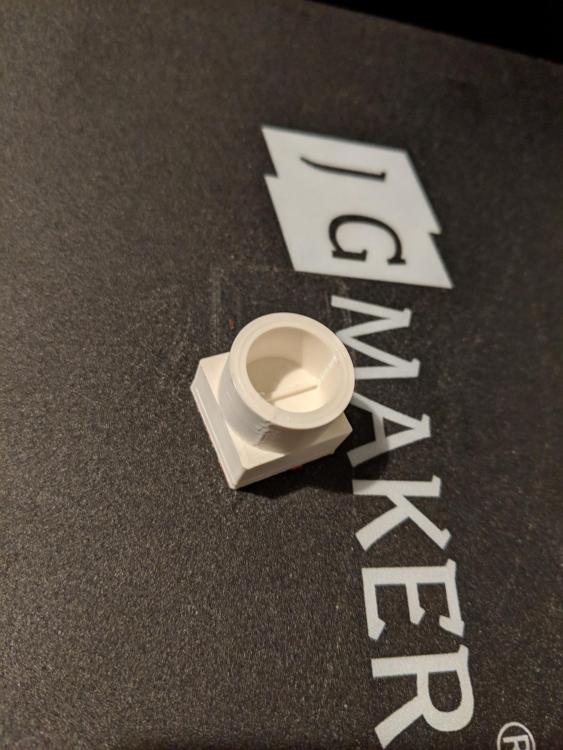
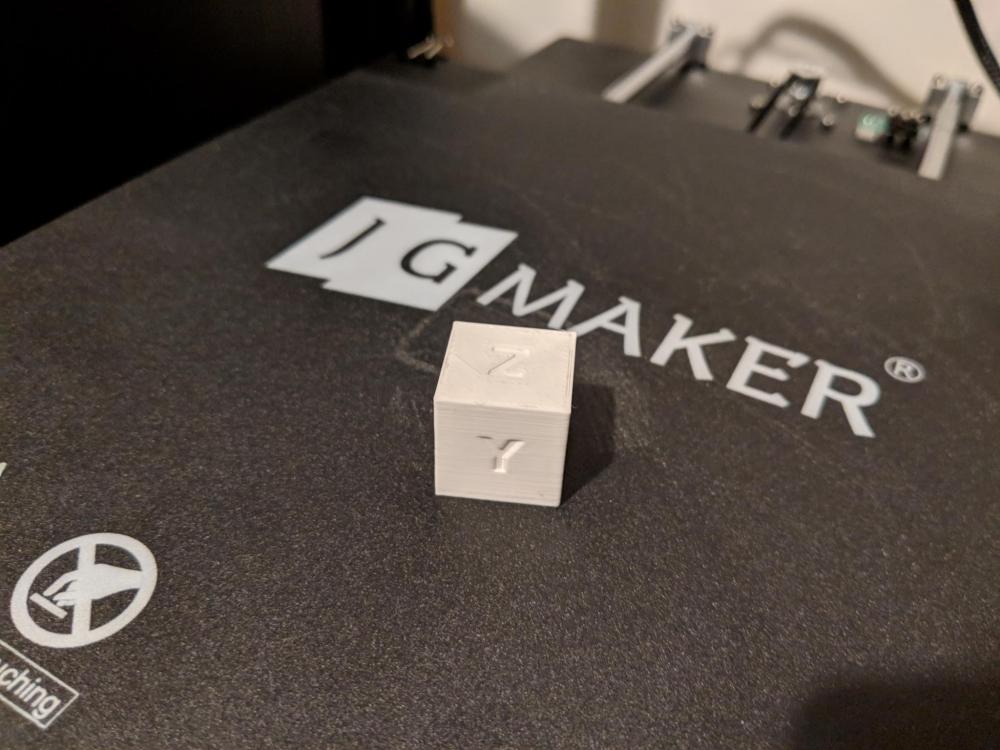
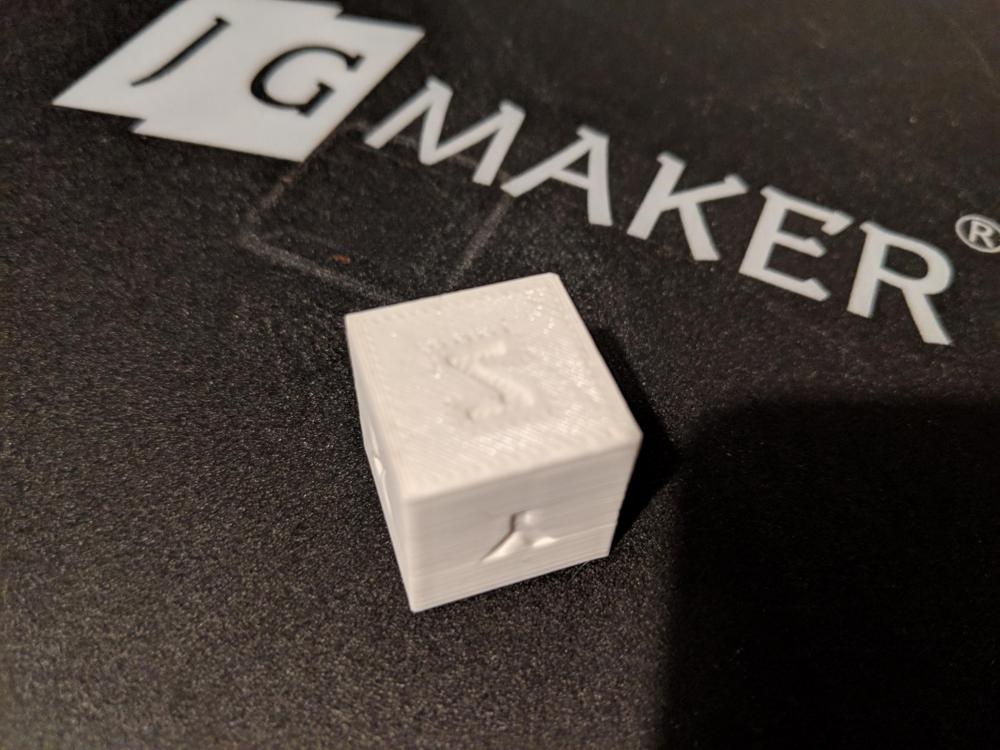
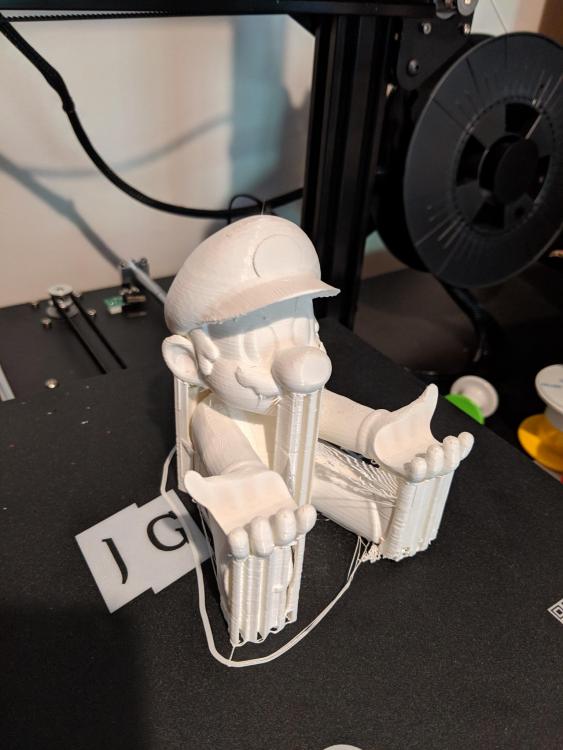
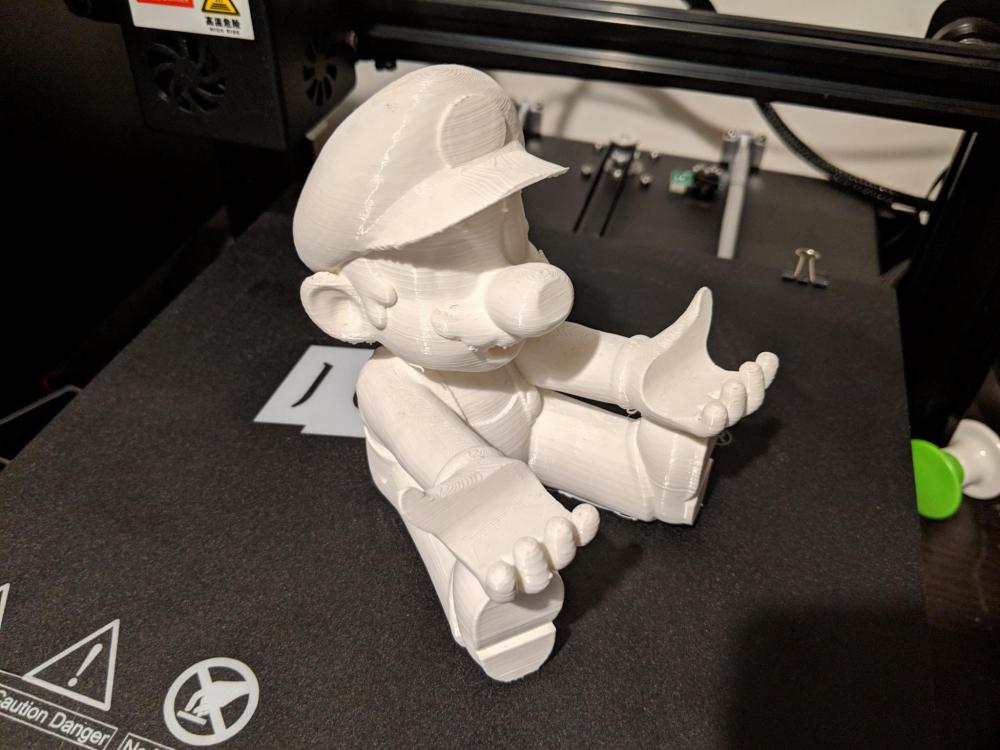
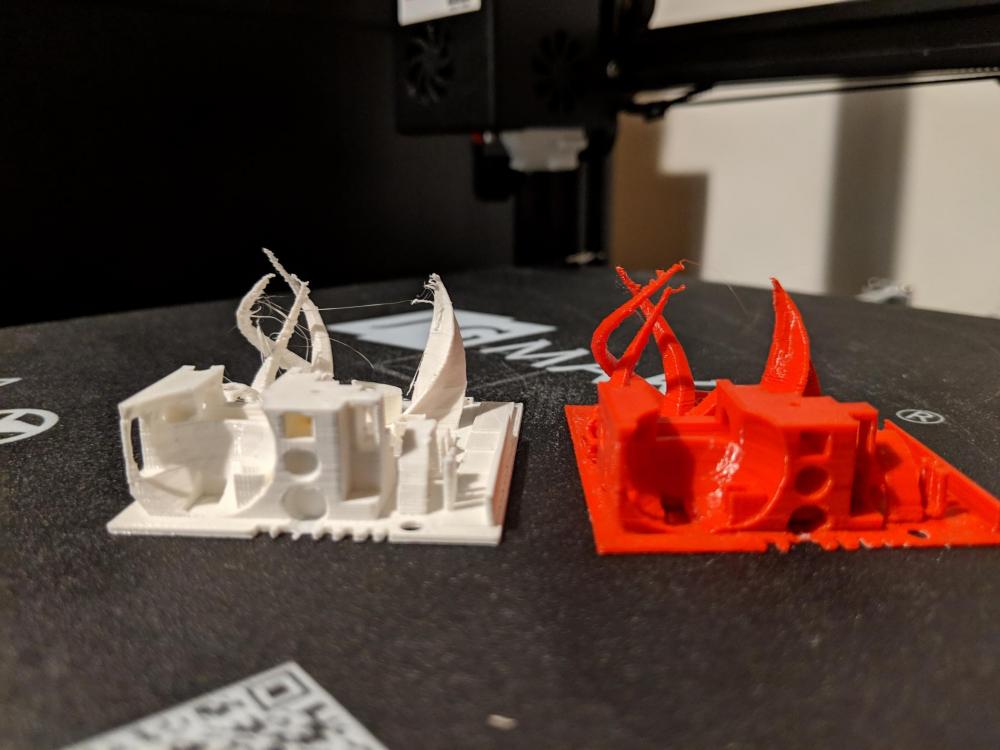
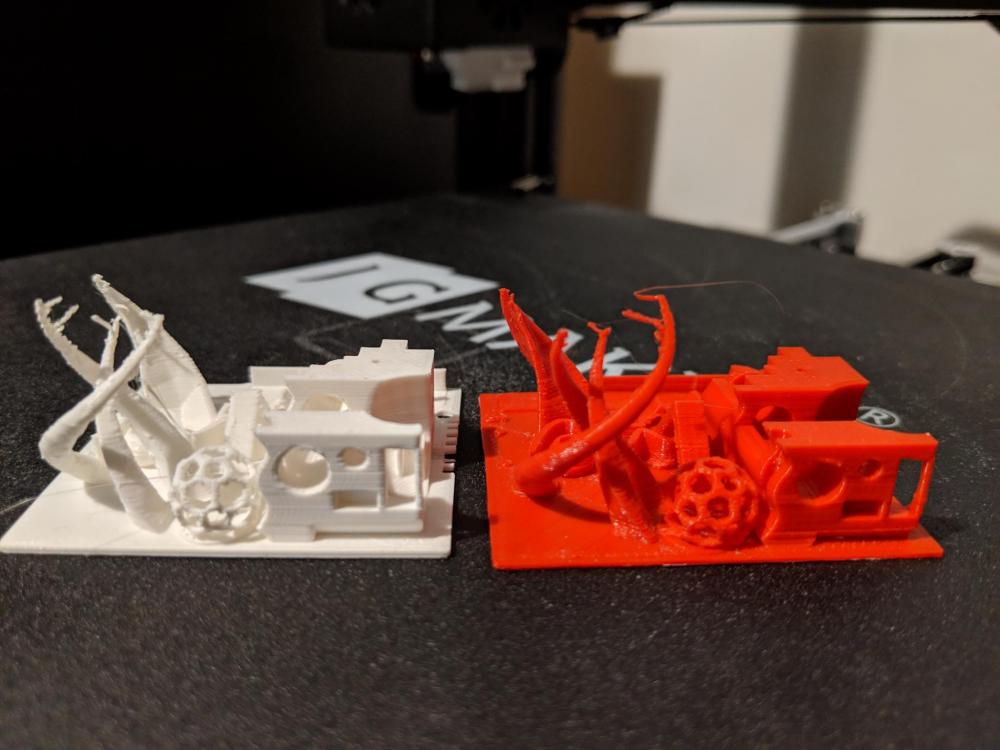
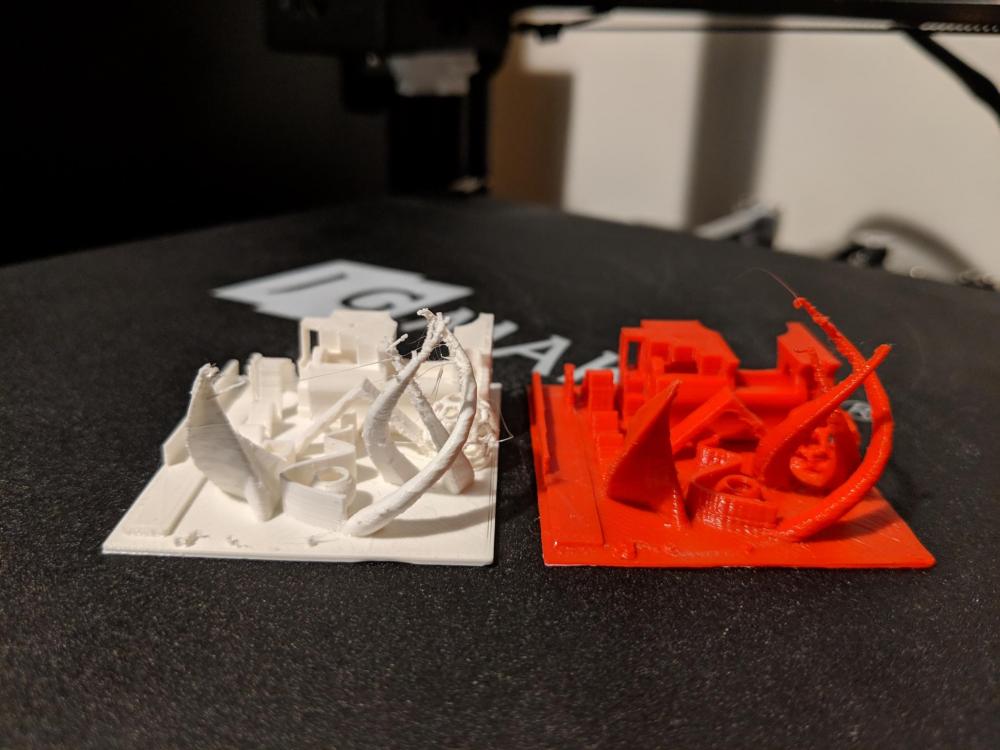
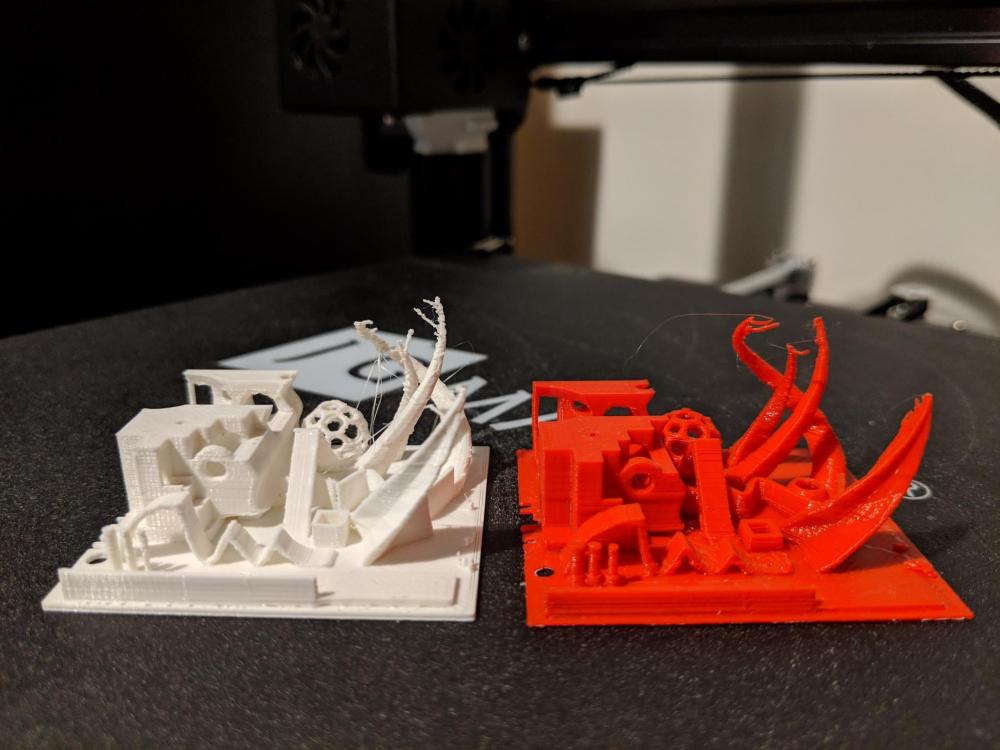
Suite du teste !!!! Quatrième partie : Les prints : Alors, après quelques galère dues à un manque de tension de l'extrudeur (manque de tension dans le ressort, de fait, il y a avait une sous extrusion puisque qu'il n'y avait pas suffisamment de matière poussée), voici le print de la pièce présente dans la carte SD : Ça print plutôt pas trop mal pour une imprimante de cette gamme, par contre, les ventilateurs sont très bruyant !!! Passé ce teste de calibrage, je me suis lancé sur des fichiers tranché par moi même : Cube de calibration : Couches : 0,15 Température : 200° Vitesse : 60mm/s Vue de dessus et dessous. Le cube est bien calibré, le grain du support du bed ressort par contre pas mal sur la première couche (je suis habitué aux plateaux verres donc bon...) Print, suivant (comme toujours dans mes testes, la bague) : Couches : 0,06 Température : 200° Vitesse : 60mm/s Remplissage : 100% Pas grand chose à dire, c'est propre et régulier. Histoire de tester du plus compliqué, j'ai lancé un print de 5h : Stand Mario : Couches : 0,2 Température : 200° Vitesse : 60mm/s Print encor sur le bed avec les support. C'est pas ouf de qualité, les couches sont visibles et les ponts sont compliqués, mais niveau rapport qualité prix, on est quand même bien !!! Dernier teste, un fichier imprimé avec les mêmes réglages sur une CR10S et sur la JgMaker : Super Stress Test : en rouge cr10 et blanc JgMaker Couches : 0,1 Température : 200° Vitesse : 60mm/s Les deux sont bruts d'impression, ça sort quand même pas mal, et franchement, je pensais qu'elle s'en sortirait moins bien que ça. Les grosses différences sont sur les bridges et la précision des formes en creux. Bref, après quelques semaines de testes en tous genres, je dirais à nouveau que c'est une bonne petite machine, je ne suis pas sûr de la conseiller à un débutant non bricoleur, par contre comme machine secondaire et ou pour quelqu'un qui souhaite se lancer pour pas chère et qui n'a pas peur de bricoler 10 mn de plus que le temps de montage, elle fait très bien le job. Les points forts : - Le prix - Le montage - La structure - La prise en main Les points faibles : - L'extrudeur - Le endstop en Z - L'absence de palpeur (comme toutes les machines de cette gamme)





 1 point
1 point -
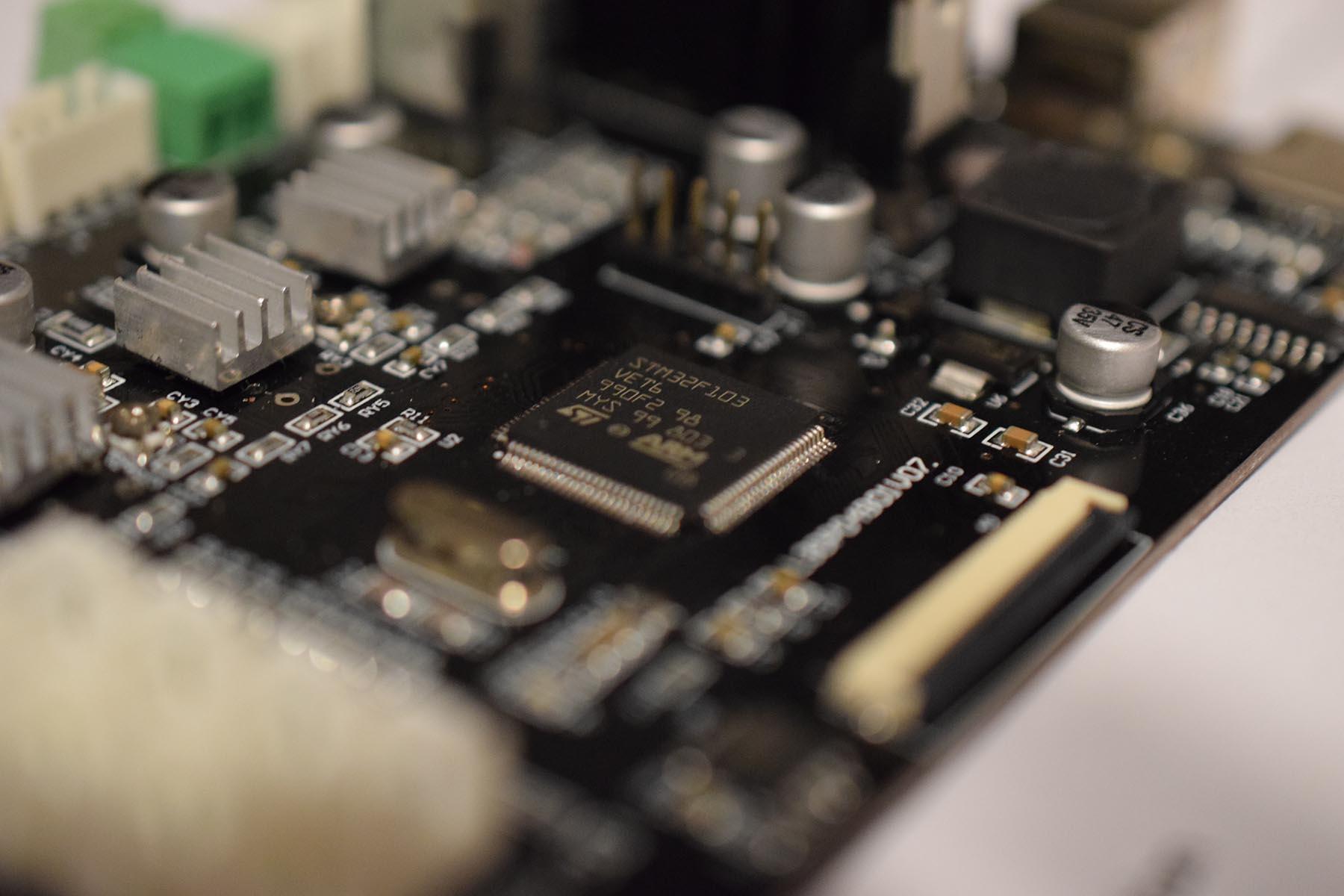
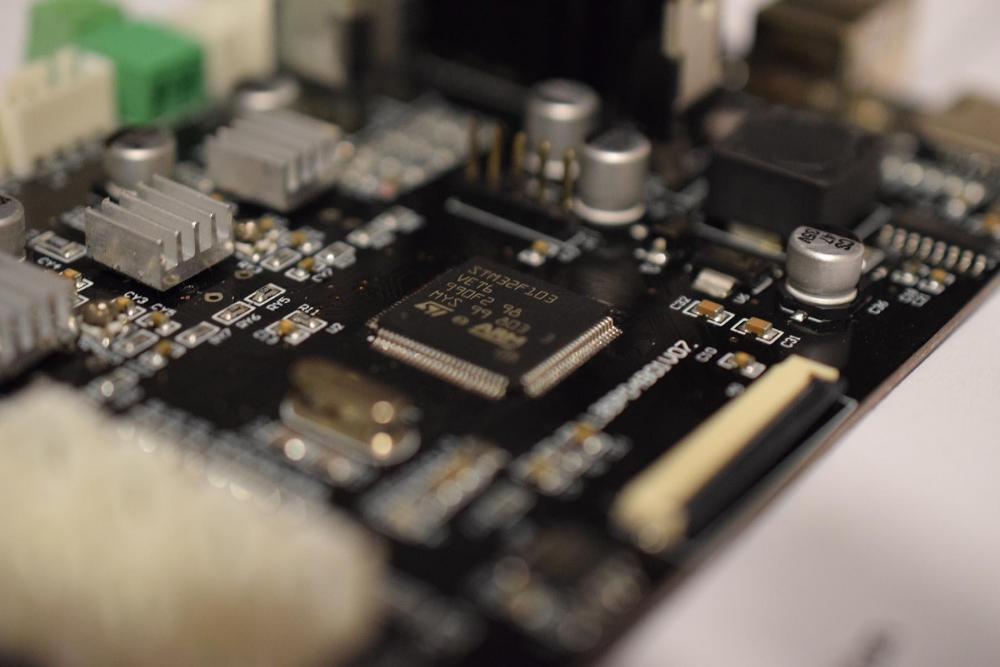
sur un seul CI c'est la caractéristique de la carte 32Bits. mais oui vu la photo ils sont unitaires et donc remplaçables. 0.86V pour des A4988 1.06V pour des TMC2208 oui bien regarder, car c'est très facile de soit les monter à l'envers, soit de décaler d"une pin et là tu peux changer les steepers1 point
-
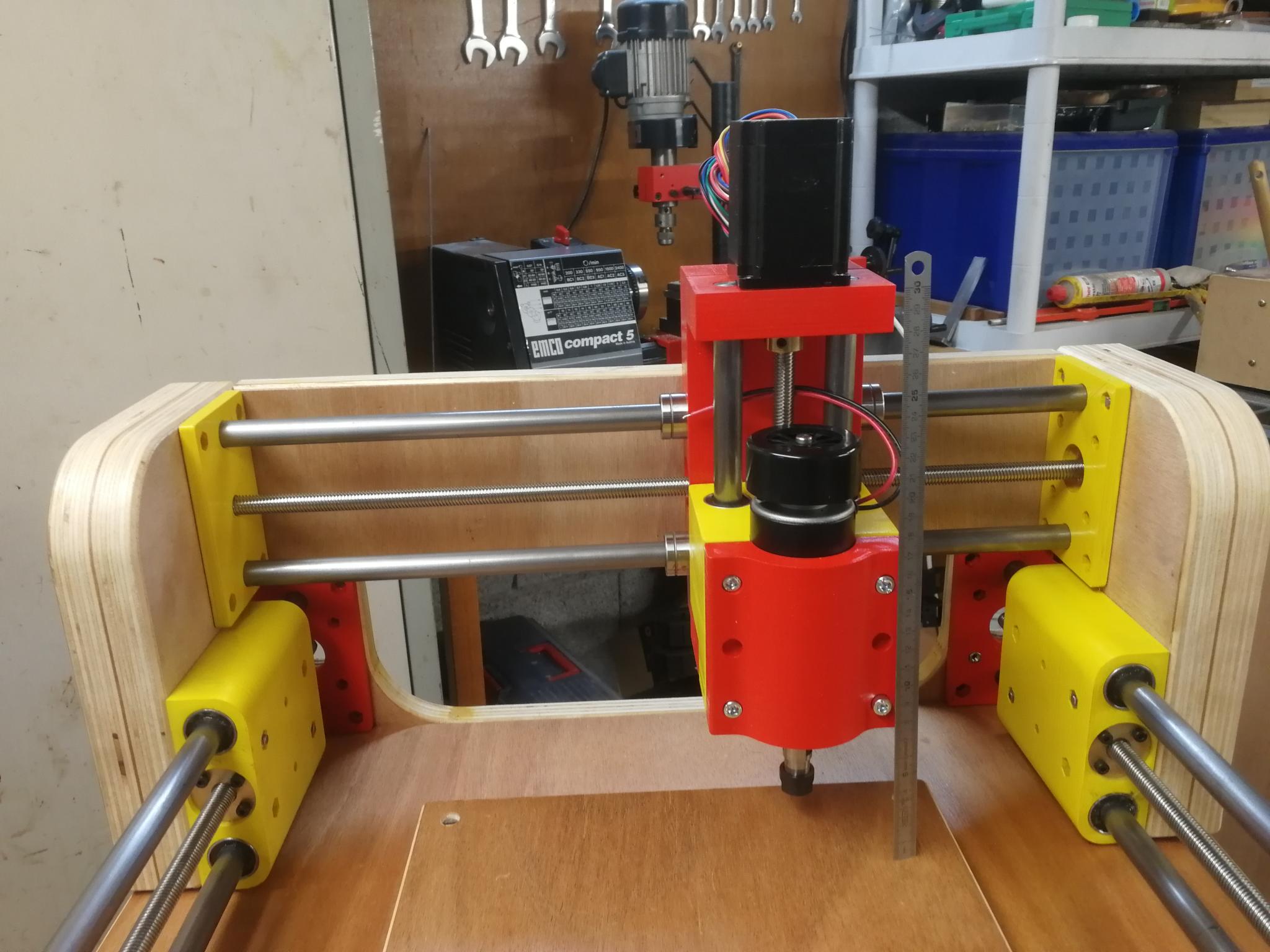
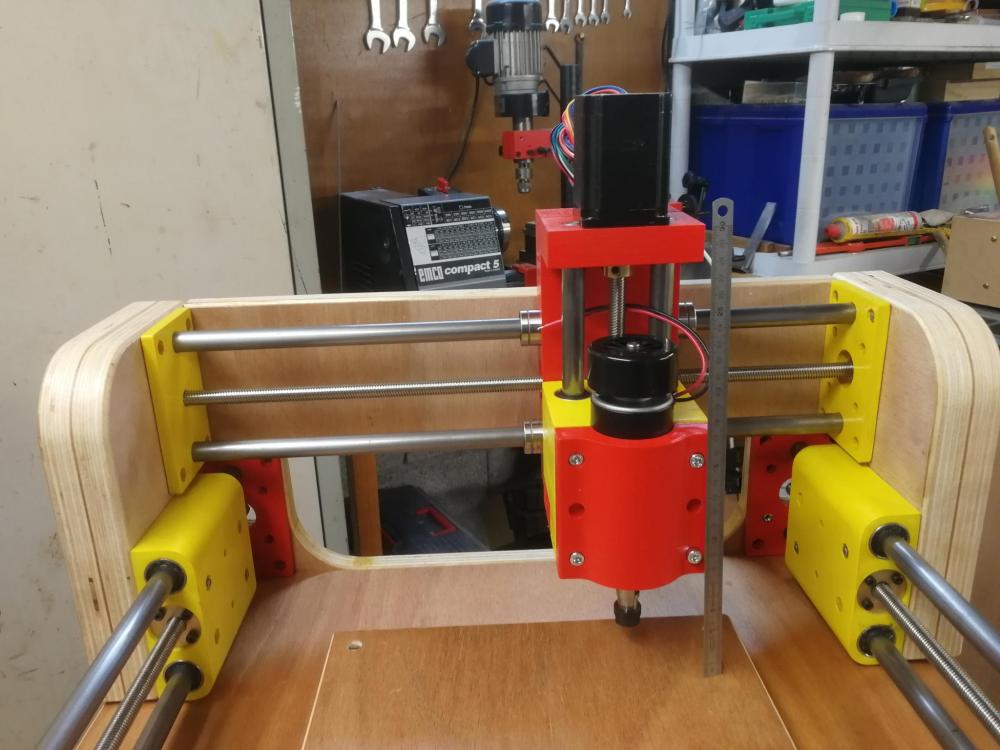
Voilà, la "chose" commence à ressembler au dessin.... Montage à blanc avec juste quelques vis, histoire de voir comment ça se monte et comment ça coulisse Le dessous fait un peu "caisse de résonance" avec les LMUU's, ça j'y avais pas pensé ça sera un peu bruyant mais bon j'vais pas la mettre à côté d'mon pieu, non plus.....
 1 point
1 point -
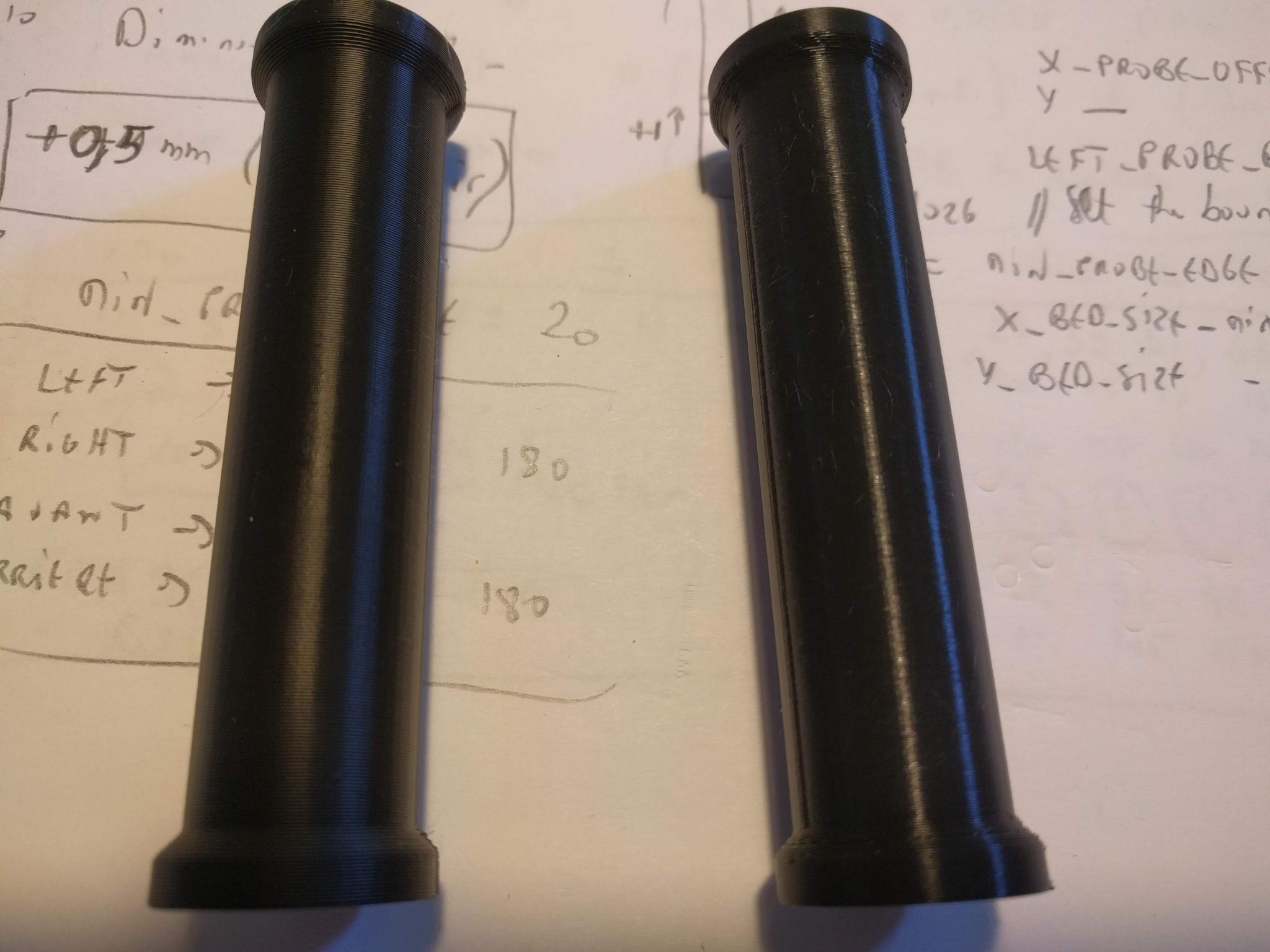
La hauteur de couche est liée au diamètre de la buse. Généralement, c'est dans un intervalle de 20 à 80% du diamètre. Donc: Buse de 0,4 couches possibles de 0,08 mm (20%) à 0,32 mm (80%). Buse de 0,6 couches possibles de 0,12 mm (20%) à 0,48 mm (80%). Buse de 0,2 couches possibles de 0,04 mm (20%) à 0,16 mm (80%). Plus le diamètre de la buse sera petit, plus tu pourras imprimer de détails MAIS avec un accroissement des temps d'impression. Pour obtenir plus de détail, il faudra probablement aussi que tu réduises la vitesse (explosion des temps d'impression ). En ce moment, sur ma CR10, j'utilise une buse de 0,6 mm avec des couches de 0,28mm. Ça me permet de sortir des pièces très correctes avec des temps d'impression raisonnables Deux supports de bobines, un avec buse de 0,6 l'autre en 0,4; hauteur de couche 0,28 pour la buse de 0,6 et 0,2 pour celle de 0,4 (vitesse d'impression 70mm/s, PLA Ingeo 3D850, 210°). A gauche, l'impression avec la buse de 0,6; à droite celle imprimée avec la buse de 0,4 (j'ai un peu de "cheveux d'anges" (oozing) avec ce filament .

 1 point
1 point -
Très beau rendu, bravo. Et j'adore la qualité de tes prints !1 point
-
Salut ! Super @deamoncrack est la !! @pascal_lb du coup c'est sur la Sbase que tu as mis marlin ? Je pensais que tu étais déjà sur la Sgen moi...! Pour en revenir à nos moutons, sur une U20 moteurs d'origine + MKS Sgen + TMC2208, Vref XYZ de 1.200v et pour E 1.400. Ensuite pour le réglage c'est comme avec la carte d'origine, le + du multimètre sur le potentiomètre et le - sur la borne - du bornier d'alimentation de la carte ! Rien de bien sorcier en principe, néanmoins pour plus de facilité je te conseille d'utiliser (ou fabriquer) un petit tournevis dans lequel tu peux mettre la broche + du multimètre, c'est vachement plus simple pour régler que de tourner un peu - mesurer - retourner - mesurer... Ça peut durer trèèèèès longtemps comme ça ! Voilà voilà, bisous !1 point