Classement



Contenu populaire
Contenu avec la plus haute réputation dans 22/02/2021 Dans tous les contenus
-
J'ai aussi connu le cas (sur d'autres forums) ou des "têtes de lard" imbus d'eux-mêmes et voulant toujours avoir raison modifiaient leurs messages en fonction des réponses qui étaient faites (j'ai vu des messages édités plus de 10 fois). Egalement des gens qui "claquent la porte" et au passage éditent tous leurs posts, les remplaçant par un unique message vengeur. Un délai pour corriger un oubli, une faute d'orthographe, apporter des précisions, etc... c'est bien. Au delà c'est bien aussi de verrouiller pour garder une cohérence.2 points
-
Par contre, nous sommes dispo si tu as besoin sur un message en particulier d'avoir les droits d’éditions rallongés2 points
-
Naître entraine irrémédiablement à la mort..... donc pour leur bien ne fait pas de gosses....2 points
-
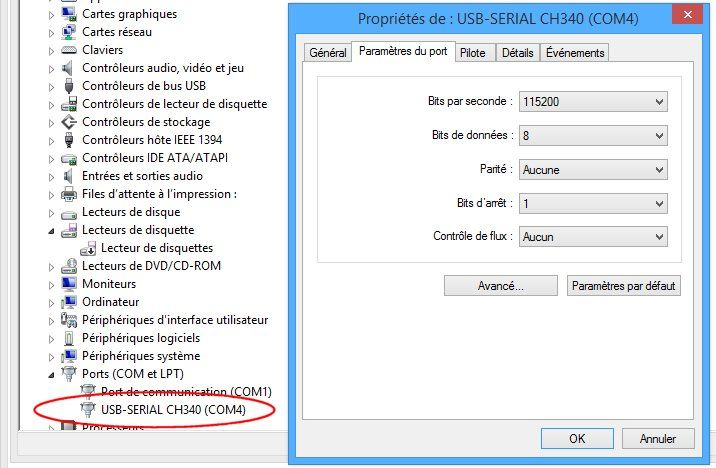
Salut, Si ça t'intéresse, je suis en train de faire la manip avec @Myrmidou ici. Tu peux utiliser le firmware que j'ai préparé ici. Attention: n'oublie pas le M503 avant le flashage, qui permet de lire les valeurs de l'eeprom = réglages que tu as déterminés pour ta machine (plus d'infos ici pour la communication USB + installation du driver USB, Pronterface,...). Attention, le lien renvoie vers une carte différente qui ne se flashe pas de la même manière (carte SD) et la commande M43 n'est pas activée, ni la sauvegarde de l'eeprom (pas assez de place sur ta carte mère). Après flashage, la 1ère chose à faire est de tester le BLTouch: 0- la led du BLTouch est rouge fixe (si elle clignote, c'est qu'il y a un défaut) 1- tu sors la touche: M280 P0 S10 2- tu tapes: M119 (pour voir l'état des fins de course). 3- tu enfonces la touche à la main (normalement, la led change de couleur, bleue normalement ) 4- tu retapes: M119 (l'état du fin de course Zmin a dû changer) 5- tu rentres la touche: M280 P0 S90 Tu peux suivre également ce sujet (même carte que toi mais le firmware n'est pas utilisable car il n'avait pas besoin du lecteur de carte SD, il communique en USB avec un Raspberry pi)1 point
-
Pas de problème. En fait, j'explique tout dans le lien que je t'ai fourni (celui-ci). Commence à lire sous la photo du câblage du BLTouch (installation du driver USB, installation de Pronterface,... à la fin: calibration des axes et de l'extrudeur, réglage des PID = ce que j'ai appelé réglages que tu as déterminés pour ta machine ) Pour rentrer dans les détails: M503 est un GCode (commande) qui est interprété dans la carte-mère. Son but est de renvoyer le contenu de la mémoire qui contient les réglages que tu as déterminés pour ta machine1 point
-
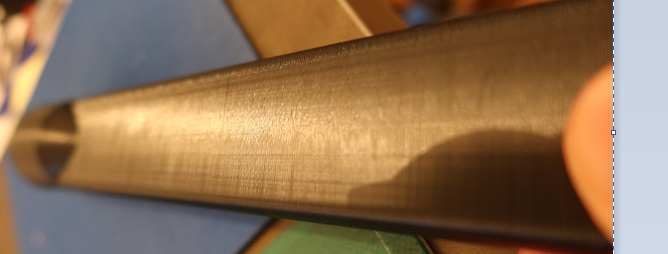
Bonjour, je suis débutante dans l’impression 3D, cela fait 15 jours que j’imprime avec une imprimante ender 3 pro j’utlise un filament PLA 1,75 tout allez bien jusqu’à présent, j’ai imprimé plusieurs choses mais depuis quelques impressions cela me fait comme des « stries » que à quelques endroits et pas sur toutes les impressions. j’ai nettoyé la buse récemment. et peut être un détail qui compte, le filament a cassé net il y a quelques jours durant l’impression. merci pour vos réponses

 1 point
1 point -
Un filament qui a prit l'humidité c'est 2/3h au four à 40/45° Par contre qu'il casse net j'aurai plus tendance a penser qu'il manque d'humidité mais je n'ai jamais rencontré le problème de filament qui casse donc attends un retour de quelqu'un d'autre là dessus avant de sécher ton filament car si il est trop sec ça ne va pas arranger les choses . Ensuite je te poste un tuto pour voir l'état de ta buse. Pour nettoyer, n'hésites a chauffer fort 240° par exemple pour bien faire couler un max de PLA.1 point
-
Salut ! Peut être la bobine de PLA qui a pris l'humidité ? si tu entend / vois des crépitements au niveau de la buse quand tu extrude c'est cela ... Il faut bien garder les bobine de PLA au sec ... Sinon peut être la buse qui a un micro défaut du a son nettoyage si par ex. tu a utilisé une technique de débouchage avec un fils/ aiguille en acier ... Peut tu, détailler comment a tu nettoyé ta buse. Y a peut être un truc a revoir ... A tu mis un genre de lubrifiant sur la point de la buse ? A tu changé de température d'impression ? La température de l'environnement a t'il pas varié ? (si y a une fenêtre, le courant d'aire ...) Bonne continuation !1 point
-
Nous sommes sur un nouveau forum de menuiserie, c'est sympa et ça change.1 point
-
@M2C a partir d'une certaine taille l'appellation des tasseaux disparait au profit de l’appellation chevron, c'est d’ailleurs marqué chevron dans ton listing de prix.1 point
-
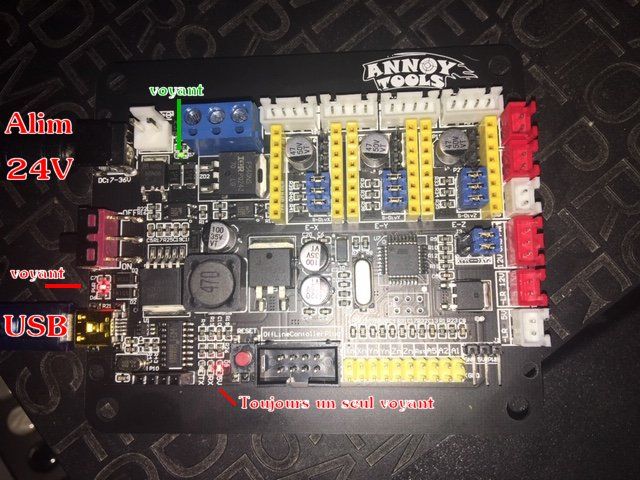
Vap38, Je l'ai commandé chez VEVOR.FR 186.00€ tout compris avec une broche(45mm) et un Laser 2.5W, la carte et le boitier externe, câbles et alimentation 24V 5A... C'est une CNC 3018 Pro (pas de frais de douane) J'ai reçu un message ANNOY TOOLS il me propose le renvoie de la carte mère pour 1.00$, j'ai accepté ! ! ! Cette fois je mettrai des gants pour la toucher... Merci pour tout. @+ Charlyc
 1 point
1 point -
Lesquelles ? Oui mais quoi? Firmware récupéré où? Comment exactement ? Si tu veux que des membres du forum puissent t'aider, plus tu fourniras d'informations détaillées, accompagnées éventuellement de photos (carte mère, manière de connecter le BLT sur icelle, …), plus l'aide apportée sera facilitée.1 point
-
Hello @Tbis1807, tu as @Foxroméoqui est passé en SKR 1.4 turbo sur sa X5SA et qui a même réalisé le fichier PIN entre la nappe d'origine et la SKR. C'est ici (j'avais espéré qu'on puisse déplace le sujet vers le sous-forum Tronxy mais ça n'a pas été le cas, le sujet est donc difficile à trouver...)1 point
-
Bonjour, je réside en Gironde, je viens de passer la cinquantaine, et depuis presque 3 ans je m'amuse avec mon alfawise U20, PLA et ABS. J'ai conçu et imprimé des pièces pour mes diverses passions, pièces de Panhard, de flipper, de train HO, pour camping car etc. J'utilise fusion 360, et Cura, j'aime bien préparer mes dessins en 2D sous autosketch car je l'utilise depuis 1998. Mais la 3D je maitrise pour des pièces simples et à peu près l'impression de fichiers trouvés sur le net en ABS et PLA, mais je suis encore un novice.. J'espère pouvoir contribuer un peu, et trouver parfois de l'aide. Je me lance dans l'impression de pièces souples en TPU et TPU translucide.. Merci de m'avoir lu et accueilli.1 point
-
Bonjour @F14Claude, tu as toujours pour projet de monter une SKR sur ta tronxy ? j'ai reçu ma X5SA PRO 500 il y a quelques jours mais vu les perfs et capacités de la CM d'origine je ferai bien comme sur mes autres bécanes et je passerai direct sur une SKR 1.4 turbo1 point
-
Ok je comprends la manipulation est technique pour recharger le boot loader...du CPU. la procédure est celle d'un électronicien ou informaticien confirmé car il faut un Arduino en ICSP Pourquoi la raison d'une décharge électrostatique ? c'est souvent la nature des vêtements et aussi les chaussures qui glissent sur un revêtement de sol qui engendre une charge électrostatique. Autre exemple parfois il suffit de sortir de la voiture et en touchant la portière en se ramasse une belle décharge de plusieurs milliers de volts. !!! Il me semble plus simple de donner une explication au vendeur pour un argument d'une panne au déballage il comprendra. Regarde dans ta clé USB tu dois avoir le firmware (un fichier en hexa) si c'est le cas tu peux faire un test de recharger le firmware; si çà ne fonctionne pas alors diagnostic le boot loader est effacé. le CPU Atmel 328p est le même que sur un Arduino UNO ou NANO. Bon courage normalement le revendeur te renvoie une nouvelle carte ! a+1 point
-
Ok bien vu ! @Charlyc c'est peut être le boot loader du cpu qui est figé A vérifier que le 5 volts soit présent sur le lm7805 j'ai déjà rencontré le problème sur un ATMEGA 2560 il suffit de recharger le boat loader en procédure ICSP si la connectique est présente sur la carte mère. ( il y a 6 pin en principe sur la carte qui sont sans connectique; c'est ce que j'ai vu sur la photo marquage J8) Avec IDE de ARDUINO c'est l'outil idéal pour recharger le boot loader et ensuite en dernier il faut recharger le Firmware et c'est repartie comme du neuf ! Cette panne provient d'une décharge électrostatique sur la carte mère c'est ce genre d'incident qui arrive 1 fois /1000.... la seule précaution c'est soit porter un bracelet électrostatique relié à la terre ou des gants en latex pour manipuler les composants. C'est ce que j'ai appris dans mes expériences en électronique. Question quel est le CPU sur cette carte mère ? en conclusion la carte mère n'est pas HS... il suffit d'expliquer le problème au SAV. a+1 point
-
Pas eu de mail de tracking (je l'aurais probablement dans quelques jours). Le livreur a sonné à 14h, l'Artist-D est arrivée. Pas le temps pour le moment de m'en occuper avec le test de la 3DPrintMill
 1 point
1 point -
Ce n'est pas très glamour, mais bien pratique ! Conception d'un embout pour aspi portatif en PLA ep 3 mm. couches de 0,25 à 80 mm/s. L'avantage du coreXY c'est que le plateau ne fait que descendre. En dehors des éventuels impacts de la buse sur la couche inférieure, ça ne bouge pas
 1 point
1 point -
Bonjour, personnellement je te recommanderais de revoir tout tes réglages mécanique des trois axes. Ensuite tout les calibrages machine. Je ne connais pas ton imprimante, mais je pense qu'elle en a grand besoin Il y a plusieurs sujet sur ce forum qui traite des réglages machine.1 point
-
Alors profite-en pour passer l'info que tu as eu. Demander de l'aide c'est bien, partager et aider les autres c'est bien aussi.1 point
-
??? Tu pourrais développer car là je n'ai pas vraiment compris ce raccourci. Le principe de ce forum, quand on demande de l'aide est de l'accepter même si elle va à l'encontre de ses convictions. Aucun de nous ne prétend être un spécialiste / expert, nous sommes des amateurs avec une pratique plus ou moins longue de l'impression 3D, pratique qui nous a permis d'acquérir une expérience au fil des difficultés que l'on a rencontré, expérience que pour certains nous voulons partager pour aider les nouveaux arrivants. Que tu penses que l'on te prend pour un imbécile, là c'est affaire de ressenti mais après lecture et relecture je n'ai trouvé nulle part de quoi alimenter ton impression (c'est mon ressenti en tout cas). Puisque tu es certain de tes paramètres, que tu n'apprécies pas les réponses qui te sont faites mais que tu préfères celles d'un forum anglais (que tu ne cites même pas d'ailleurs) où tu as obtenu ta réponse, je dirai simplement libre à toi de rester ici ou de partir. Pour ton débit de 83% c'est du bidouillage qui ne correspond pas du tout à une calibration (utiliser une buse de 0,5 pour que le trancheur croit avoir affaire à une 0,4 ). Utiliserais-tu un marteau pour visser une vis ? Sur ce, bonne journée et bonnes impressions.1 point
-
voilà qui est fait tu as été plus rapide que mon edit1 point
-
Tu devrais ajouter des photos à ton annonce1 point
-
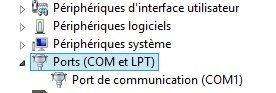
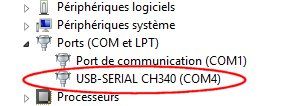
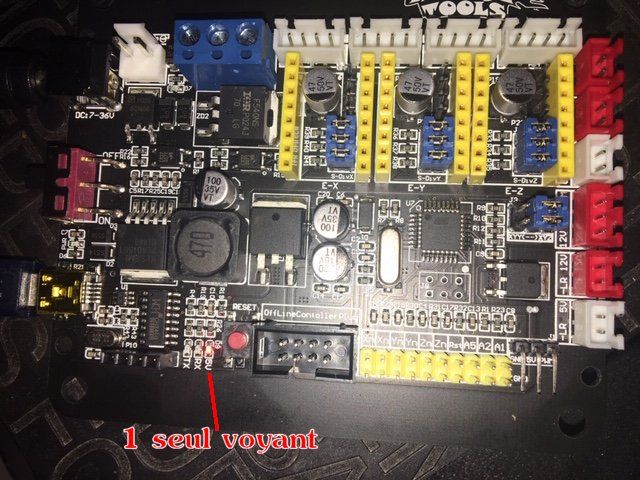
Bonjour PPAC OK pour tes explications, donc j'ai tout démonté et j'ai fait différents branchements Voici quelques photos PC normal Branchement USB de la carte un seul voyant sur la carte Branchement du 24V sur la carte et toujours la même réponse du PC et toujours l'indication "Le port s'est ouvert" dans Candle ou CNCjs Pour moi c'est la carte qui a un problème, aucune indication du constructeur ANNOY TOOLS pour flasher la carte ??? De toute façon la première fois que j'ai allumé la machine avec le boitier extérieur rien n'a fonctionné et le boitier ne gardait pas les infos (pile HS) j'ai changé la pile maintenant les infos reste après déconnexion, mais toujours rien coté fonctionnement... Merci pour ton aide mais j'attends de voir s'ils me change la carte mère ! Bonne journée Charlyc
 1 point
1 point -
Hélas non les travaux autour de cette imprimante sont restés en stand by… Je prends note de votre idée !!!!! On a déjà testé avec un "machin opaque" comme vous avez pu dire, mais ca n'avait rien donné. J'essaie ça dans la semaine, Merci encore,1 point
-
@jmp434, je ne voulais pas répondre mais je vais le faire quand même sans faire un roman pourtant cela le mériterait... Tu arrives avec un problème mais tu es bourré de certitudes... 1- Tu dis que tout est parfait sur le papier et sur un site qui est une bonne référence effectivement très bien MAIS c'est pas le cas à l'impression... 2- tu dis que c'est cura et la rétraction qui pose problème très bien mais au final tu dis que c'était autre chose... 3- Ton profil présente un flow de 83% ce qui n'est pas normal mais c'est ton choix... 4- Nous ne connaissons pas la machine ni l'utilisateur donc on se doit souvent de tâtonner sur les basiques avant de venir a modifier des paramètres plus spécifiques... 5- Si un jour une boule de cristal nous donnait toutes les infos et les solutions nous deviendrons riche... 6- Sur ton dernier message tu évoques avoir dit qu'avec 3 logiciels ça fonctionnait bien mais jamais tu ne l'as dis: Tu as dis avec prusaslicer c'était moins bien que cura, sur le site je suis parfait (mais là c'est de la théorie que tu confirmes en disant qu'à l'impression tu n'obtiens pas le même résultat que sur le site) BERF... Enfin on est là bénévolement sur notre temps libre donc ton mécontentement tel que tu l'exprimes est déplacé alors que tu ne paies pas pour une prestation... Il t'aurait suffit de dire que tu avais "résolu" le problème ou du moins que tu es satisfait de ton résultat... Allez bonne continuation...1 point
-
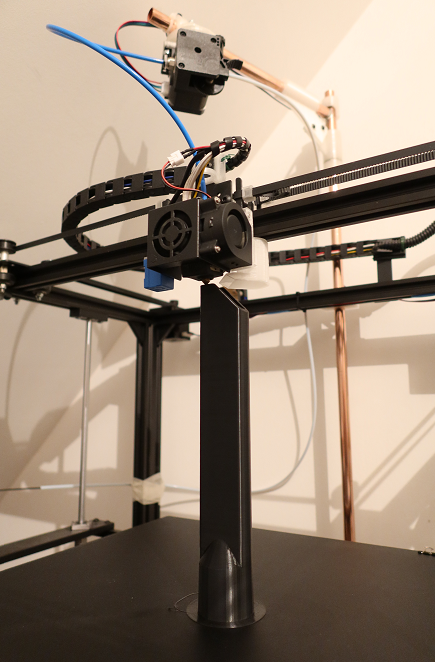
Salut @Tbis1807, j'espère que tu y trouveras ton compte. Pour moi pas le moindre regret, après une grosse mise à niveau, je commence à entrevoir les possibilités de la bête Pièce en cours de 230 mm de haut en 80 mm/s en 0,25 et le résultat est vraiment propre !
 1 point
1 point -
@SyFizz_ L'utilisateur n'est plus revenu sur le forum depuis fin décembre (soit il a trouvé une solution, soit ne voyant aucune aide venir il a laissé tomber).1 point
-
@remibora à aidé un très grand nombre de débutants, dont moi, et d'un point de vue extérieur son message était dénué de toute agressivité, contrairement à tes réponses. Ta réaction est simplement enfantine, et témoigne d'un manque total d'humour ainsi que d'autodérision, comme l'a très bien dit @Jean-Claude Garnier. Je me permets aussi au passage de signaler que bien que @remibora ait traité ça avec humour, les déterrages ne sont pas les bienvenus sur 98% des forums ^^ Cordialement.1 point
-
Adieu Patrick210, tu étais pourtant un des meilleurs de ce forum, certes un incompris, mais je te rassure, c'est souvent le cas pour les êtres d’exception. Pas plus tard qu'hier, j'ai déterré une discussion en panne depuis cinq ans, (bon je ne dirais pas que j'en suis fier, faut pas exagérer).1 point
-
Au lieu de surenchérir, tu devrais déjà être parti depuis plus de quatorze heures. Au jeu de la tête la plus grosse, je pense que tu es meilleur que lui et de fort loin, tes réactions le montrent sans ambiguïté. Si tu avais fait preuve d'un poil d'humilité, d'un soupçon d'humour et d'une pincée d'auto-dérision tu n'en serais pas là et on aurait le plaisir de te garder parmi nous.1 point
-
Vu le nombre de personnes qui ont été aidées par @remibora sur ce forum, la patience dont il fait preuve jusqu'à compiler des versions spécifiques de Marlin pour certains...alors oui, il a fait des centaines de victimes heureuses de son aide précieuse et au niveau humour, c'est loin d'être le plus lourd d'entre nous ! Dommage cette réaction épidermiques de certains sur des modes de fonctionnement propre à ce forum. Il n'est pas parfait mais au niveau entraide, c'est quand même un des meilleurs que je connaisse.1 point
-
Avec plaisir ..... et si tu as des questions, n'hésites pas, si je peux t'aider ce sera avec joie... Quelles petites avancées... le tableau de bord ! et les jantes "artillerie" arrière....


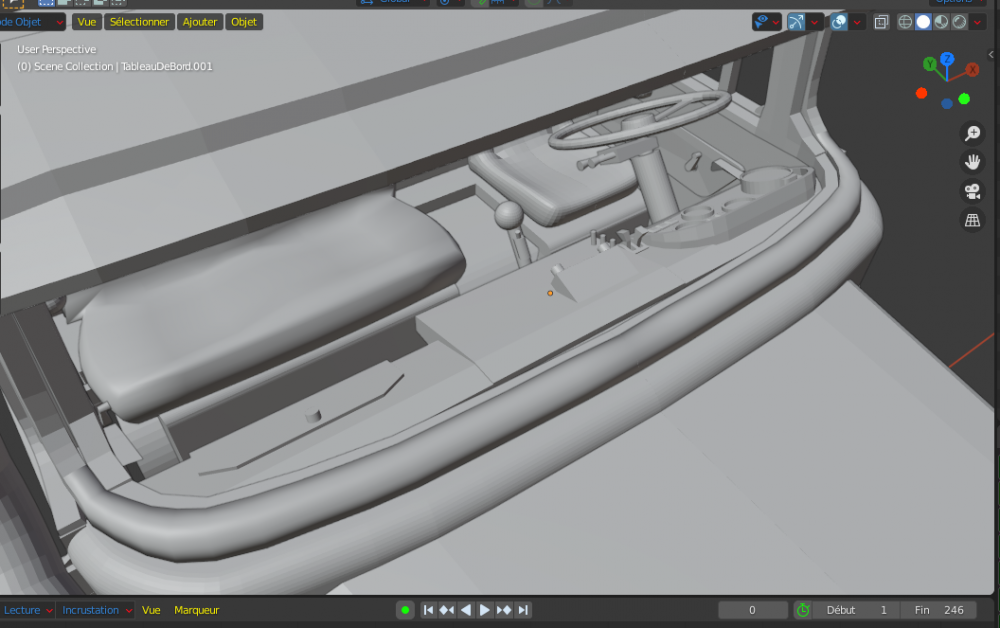
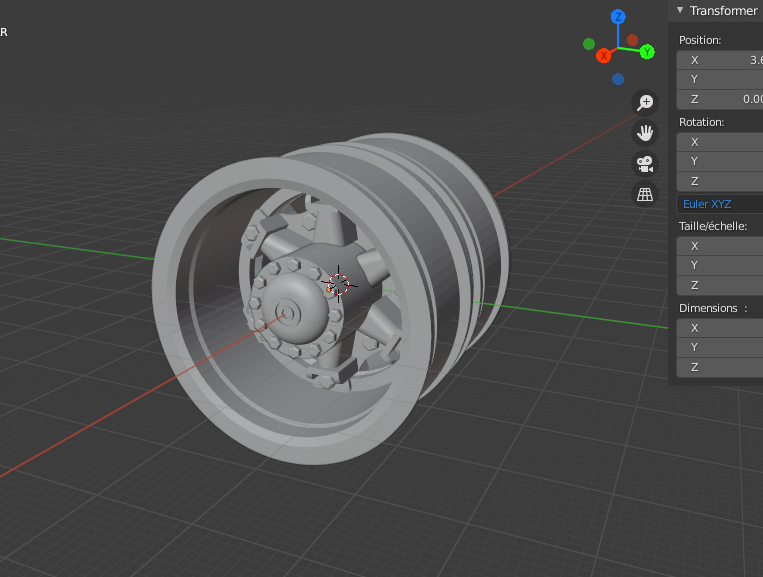


 1 point
1 point -
Pour tout un tas de raisons et d'abus Je ne peux pas m'amuser à relire tous les messages du forum chaque jour Un exemple très simple parmi tant d'autres, si au bout de 4 ou 5 jours quand tous les modos et membres ont pu lire ton message tu y rajoutes du contenu illégal on pourrait être embêté1 point
-
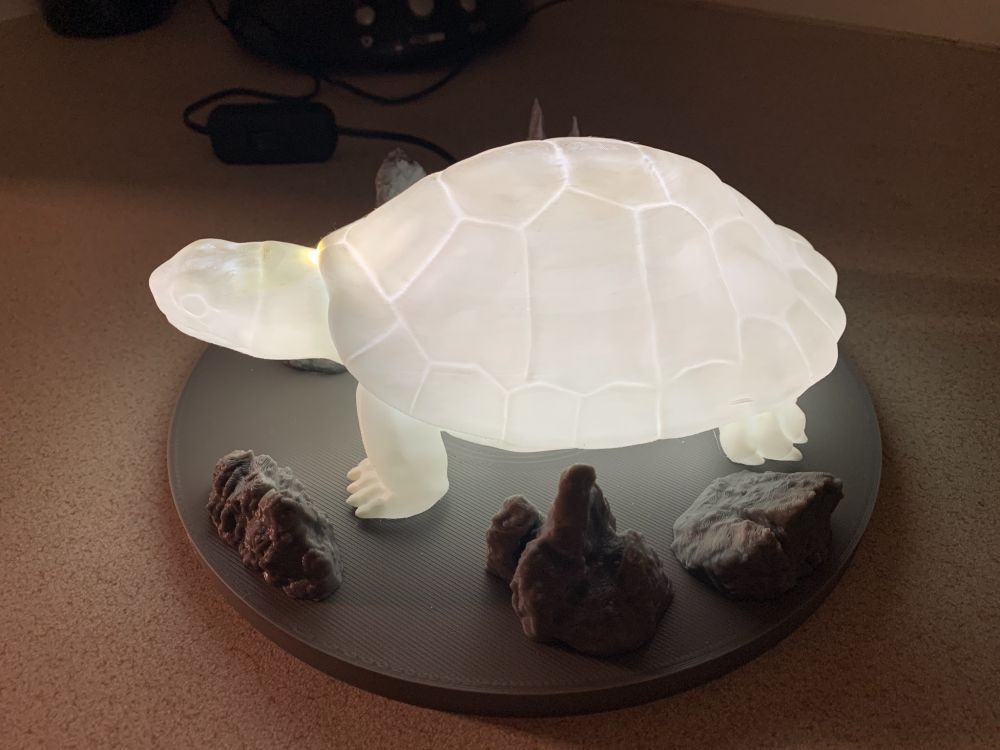
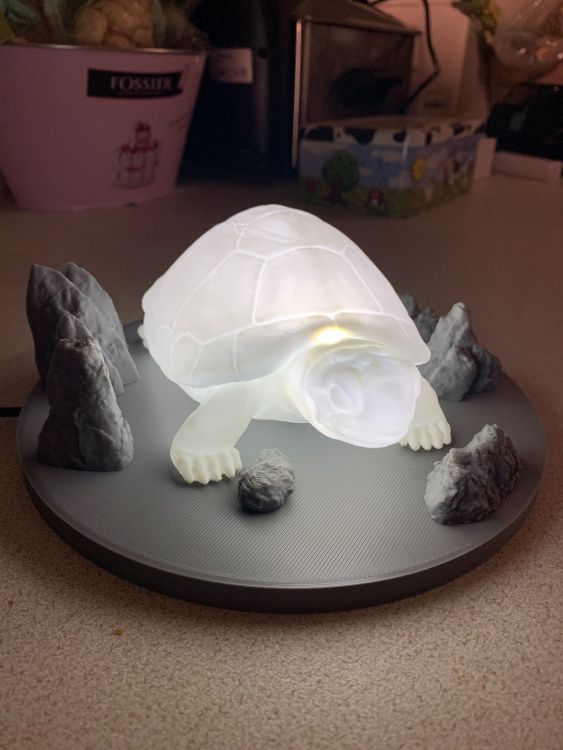
Lampe en forme de tortue.
 1 point
1 point -
Les frittes se cuisent sous une hotte. A court terme non mais a long terme .... J entend souvent ce genre de phrase entre l ouvrier qui monte sur un toit non attaché,celui qui tronçonne a la disqueuse sans lunettes/casque, celui qui ponce du plâtre sans masque, celui qui écoute de la musique a fond, etc .... Enfin c est pas grave, ça fait du travail pour mon épouse qui est médecin1 point
-
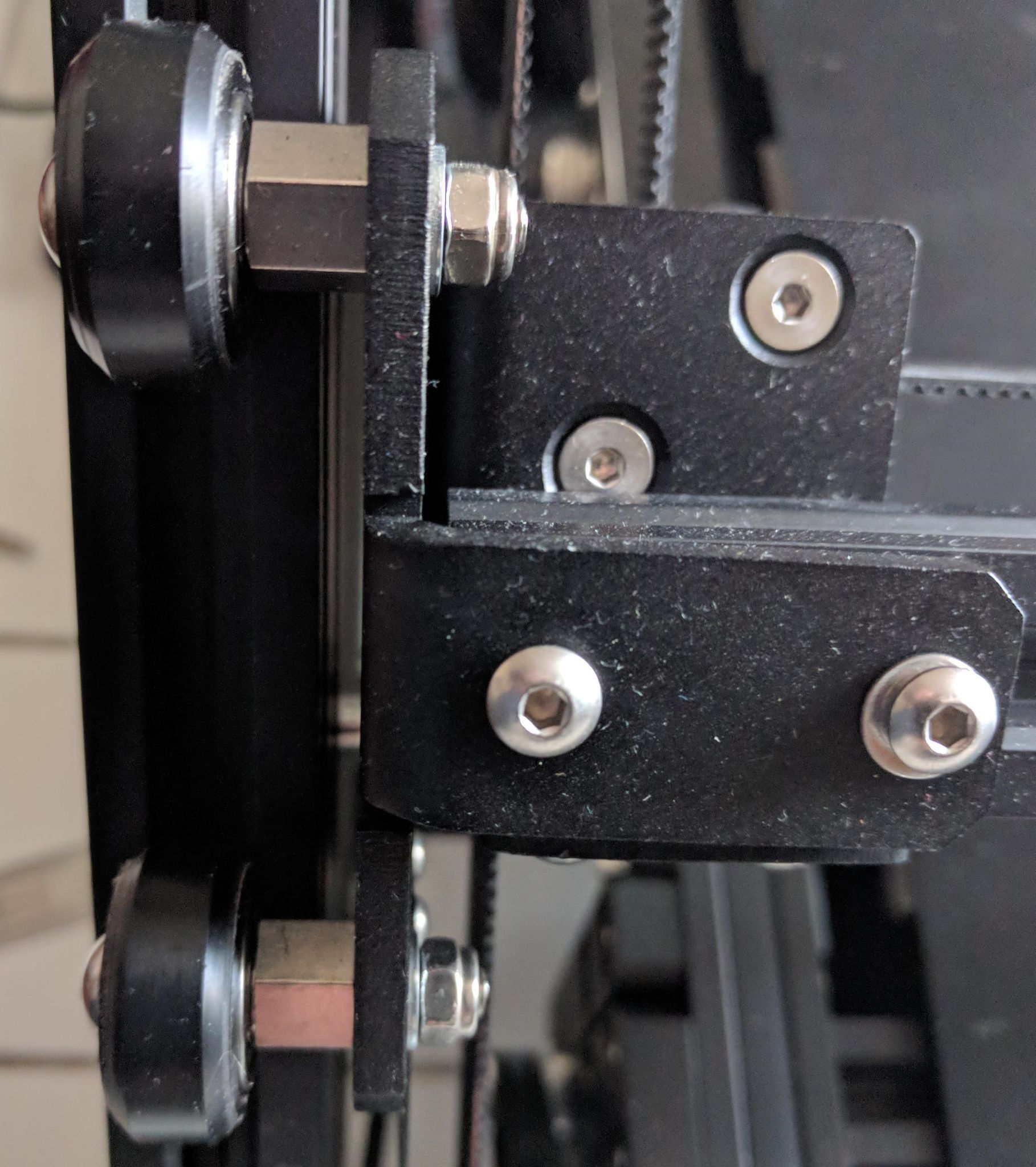
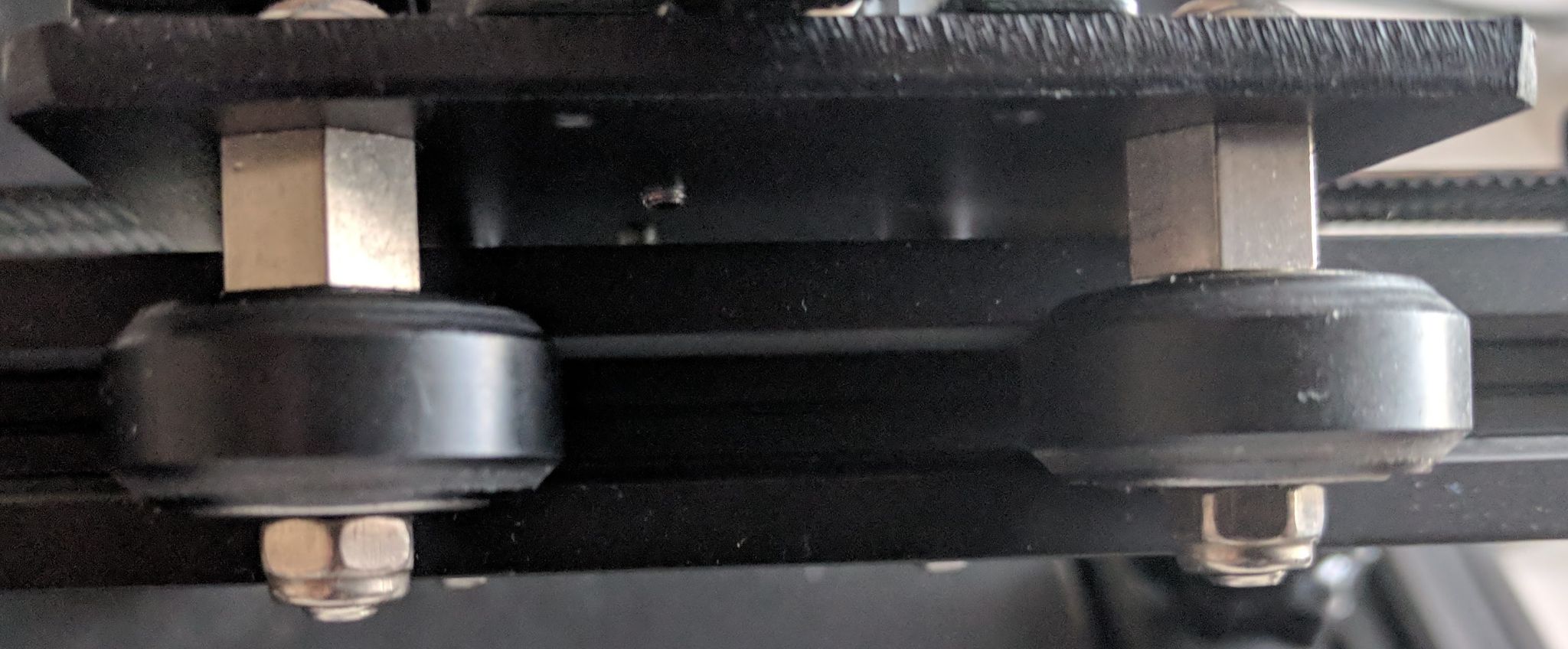
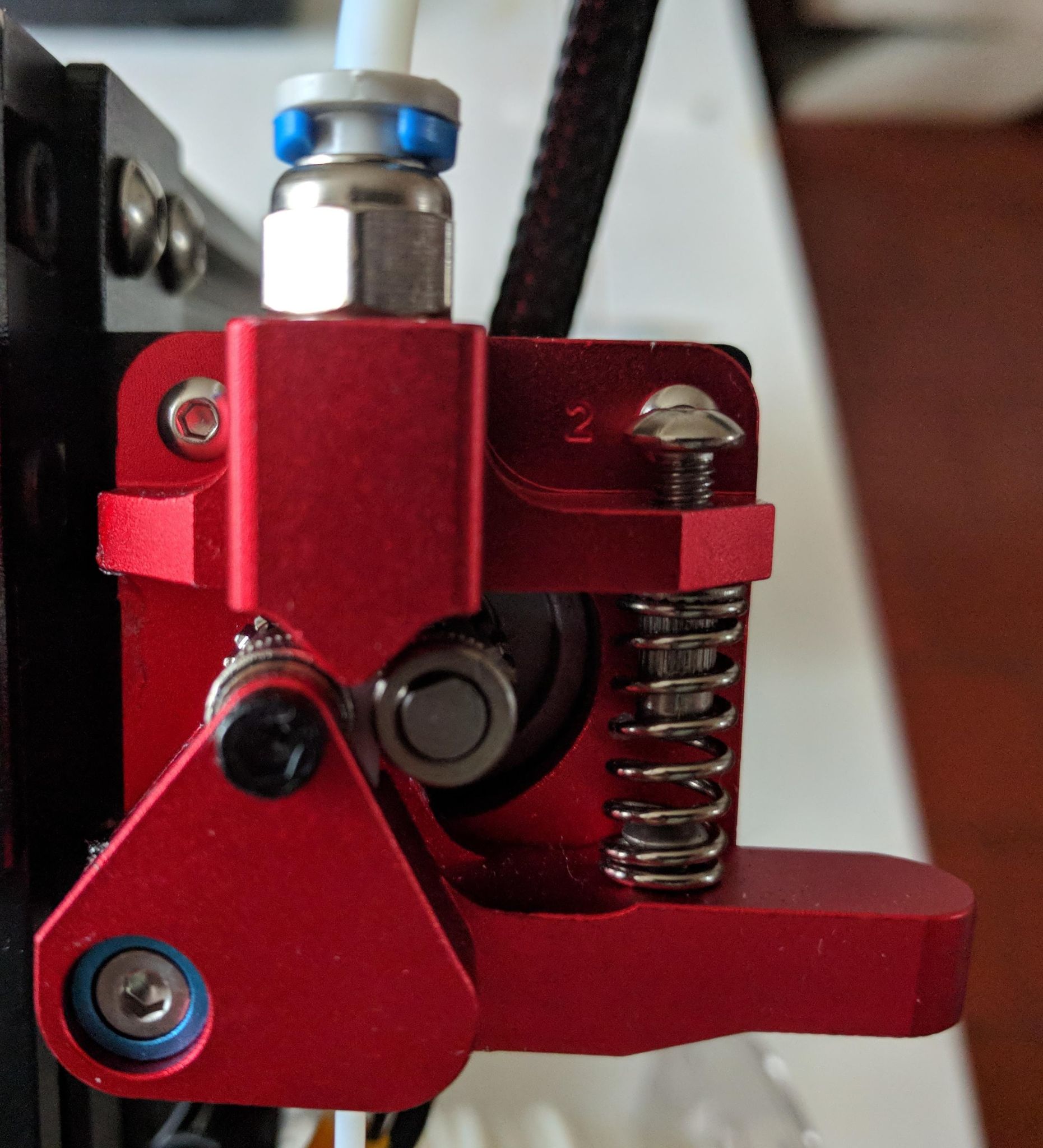
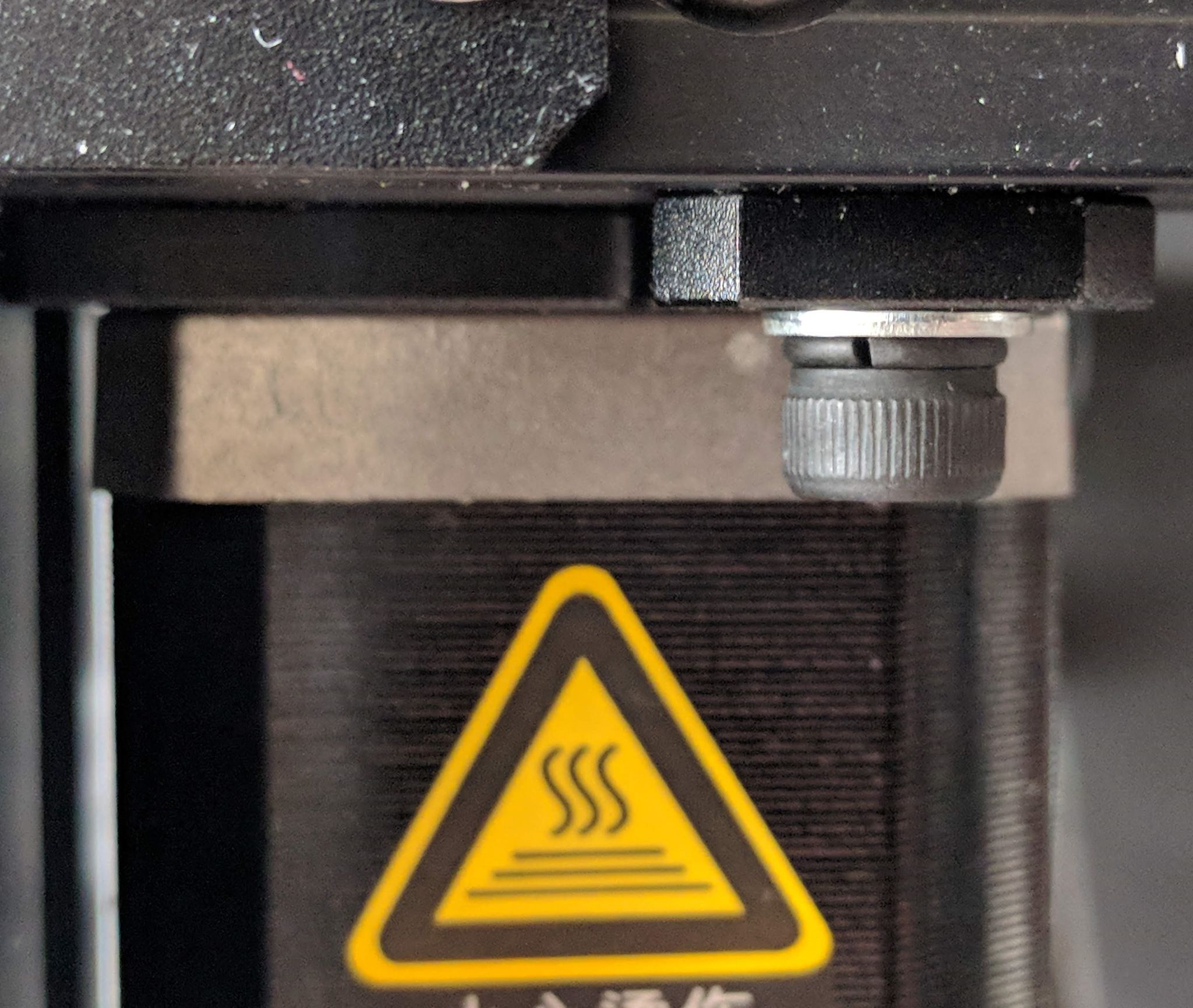
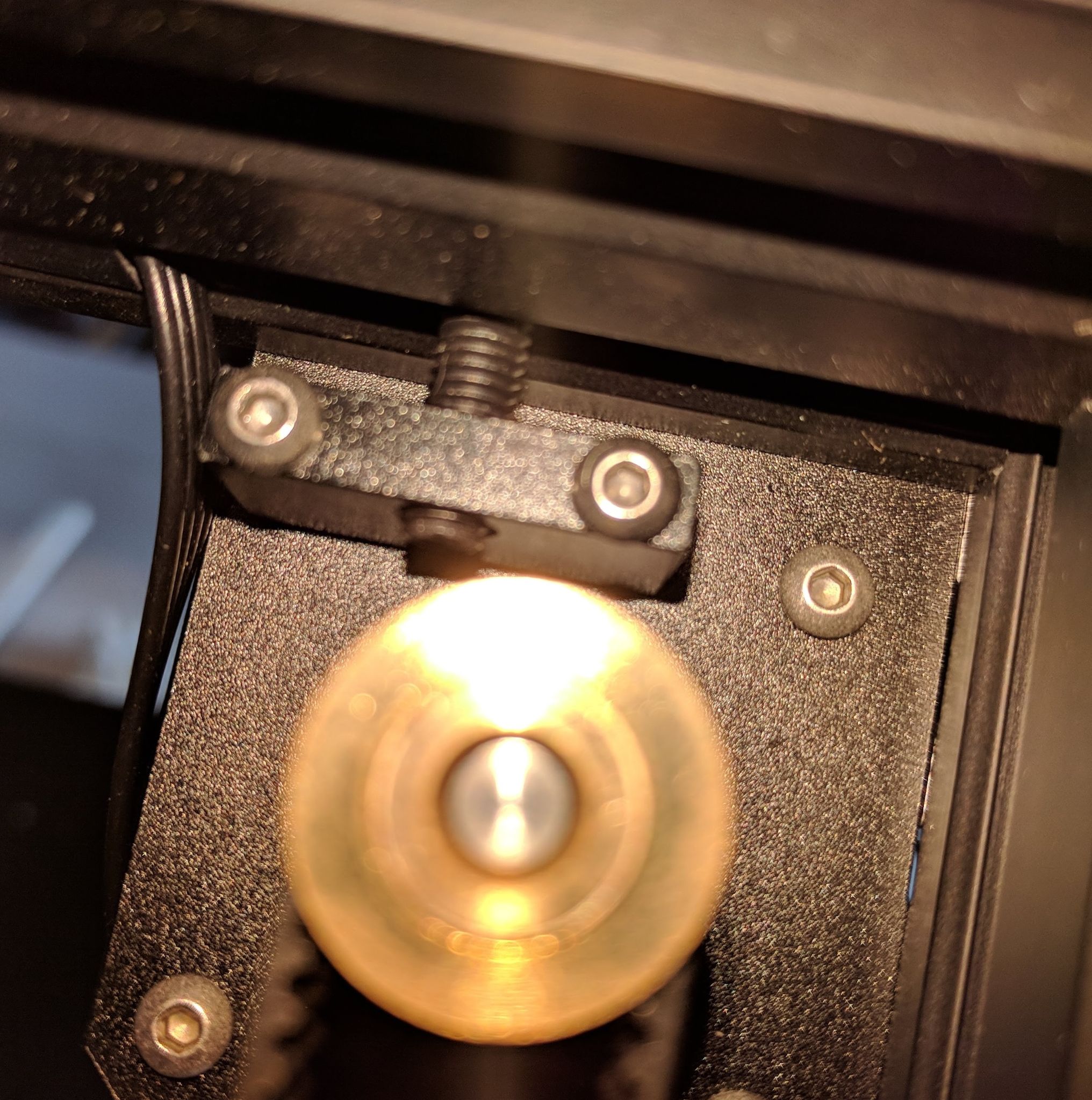
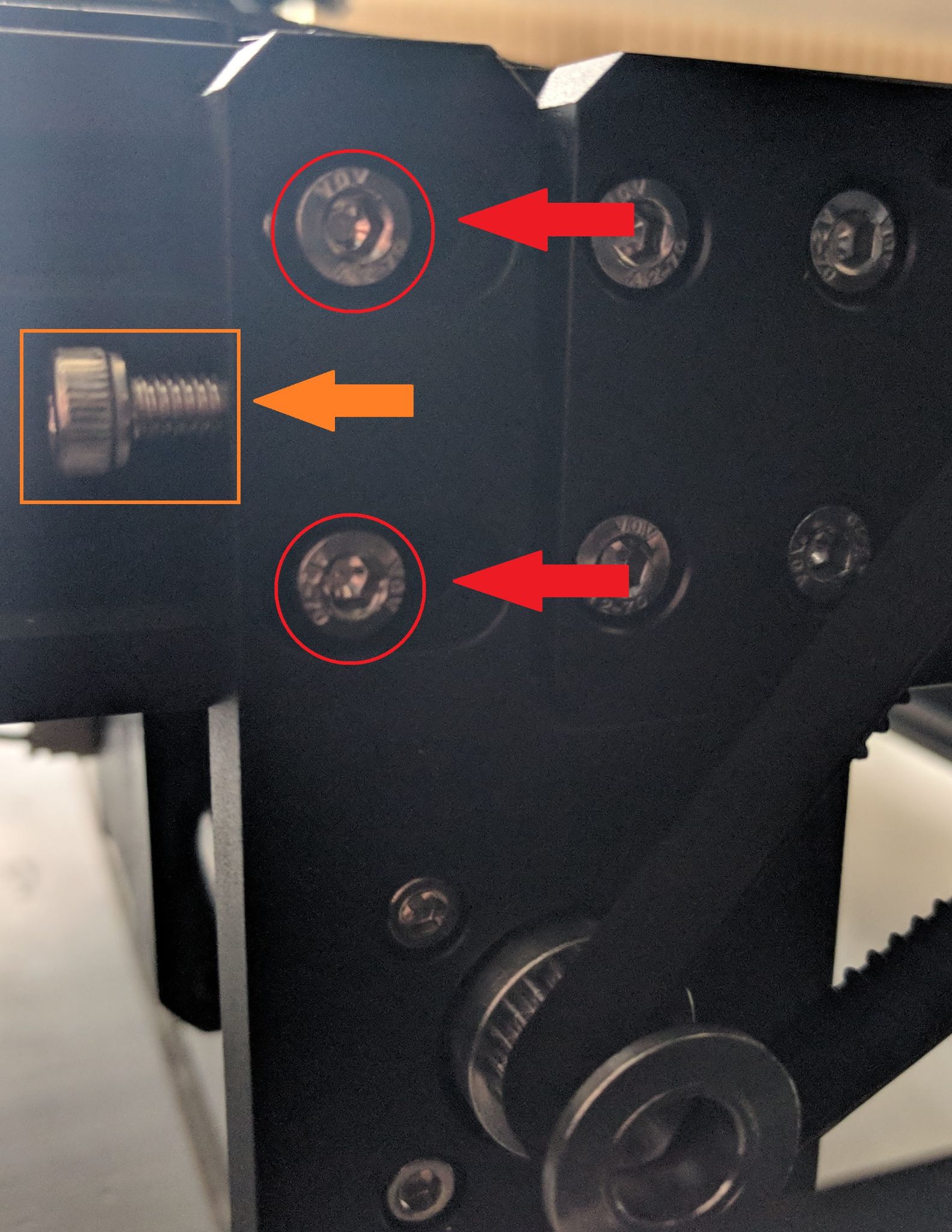
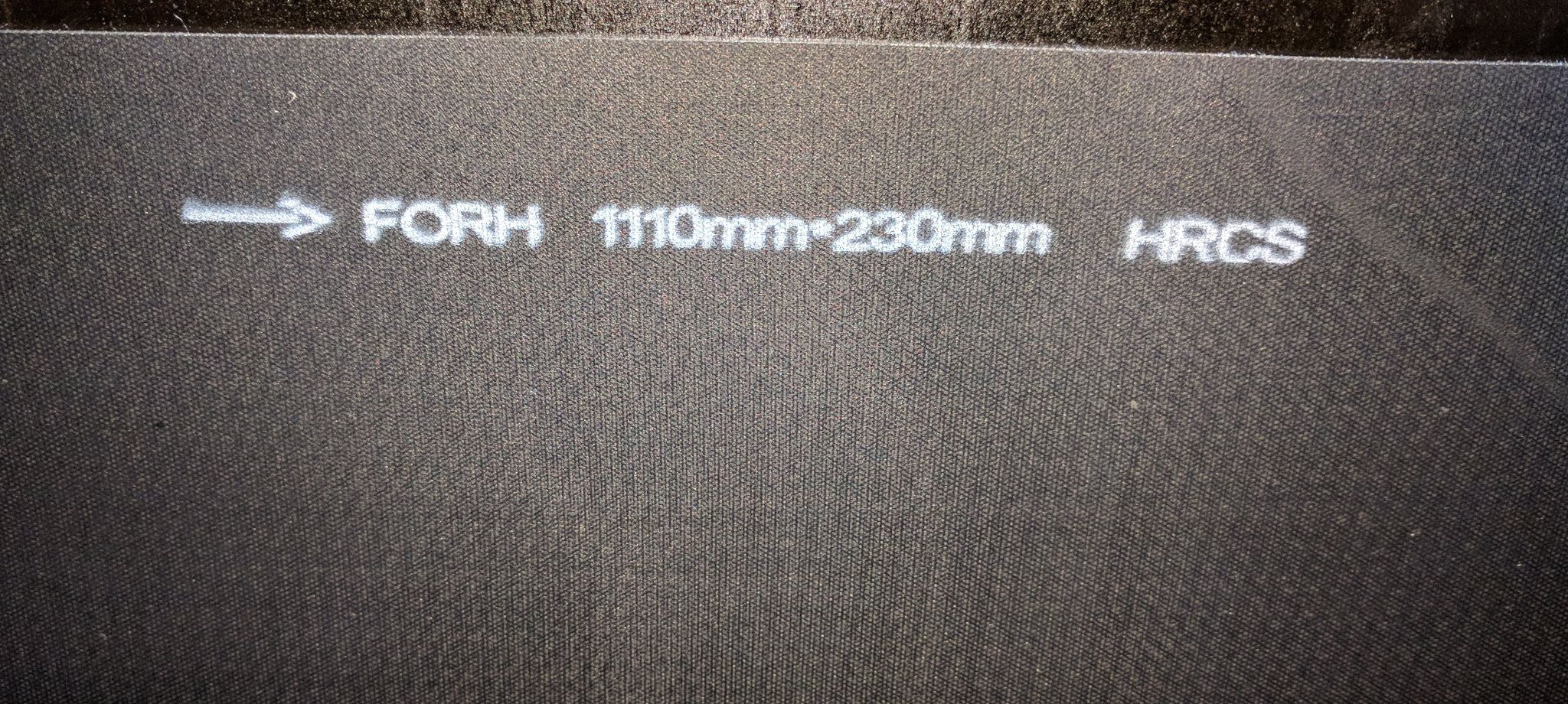
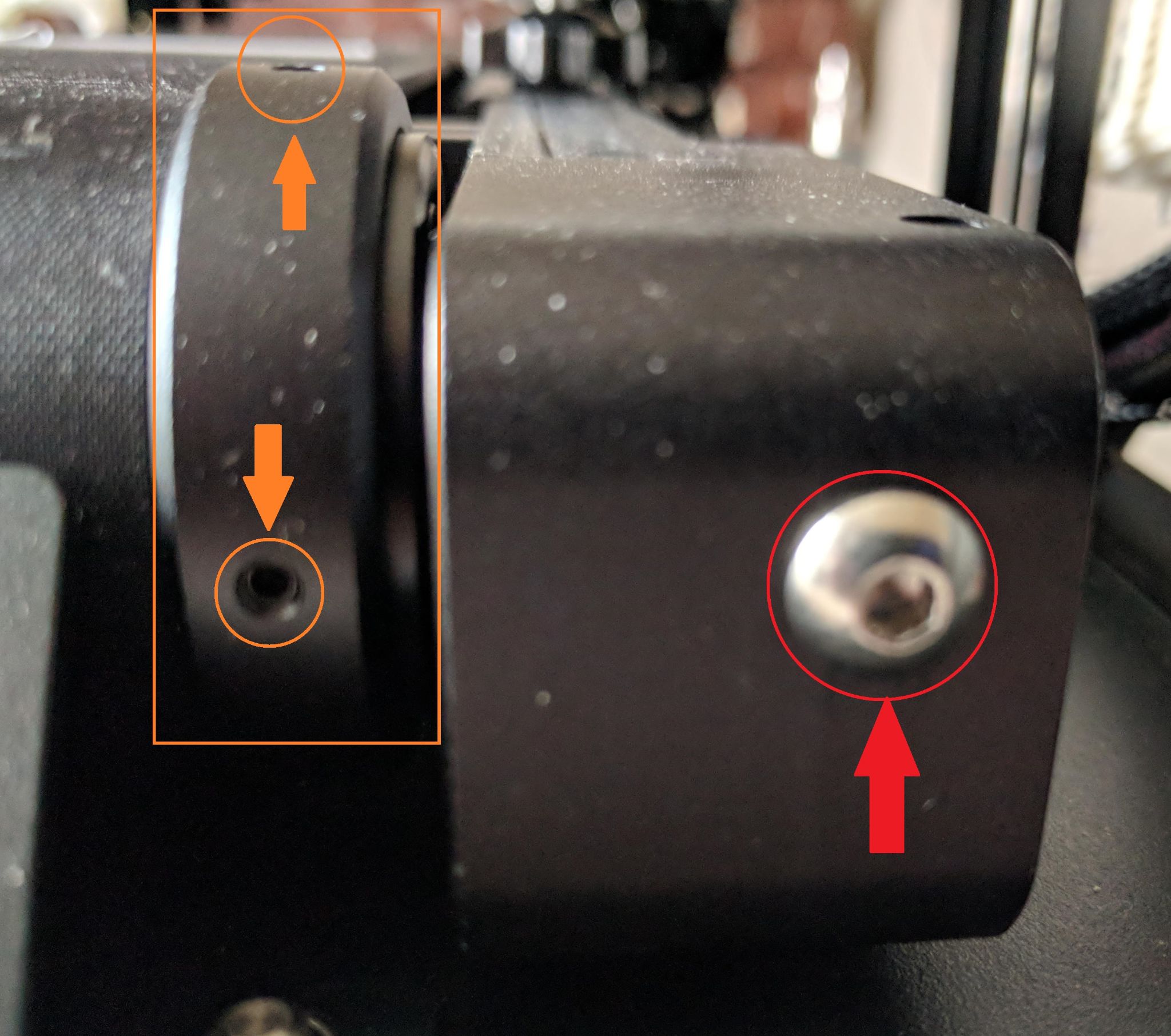
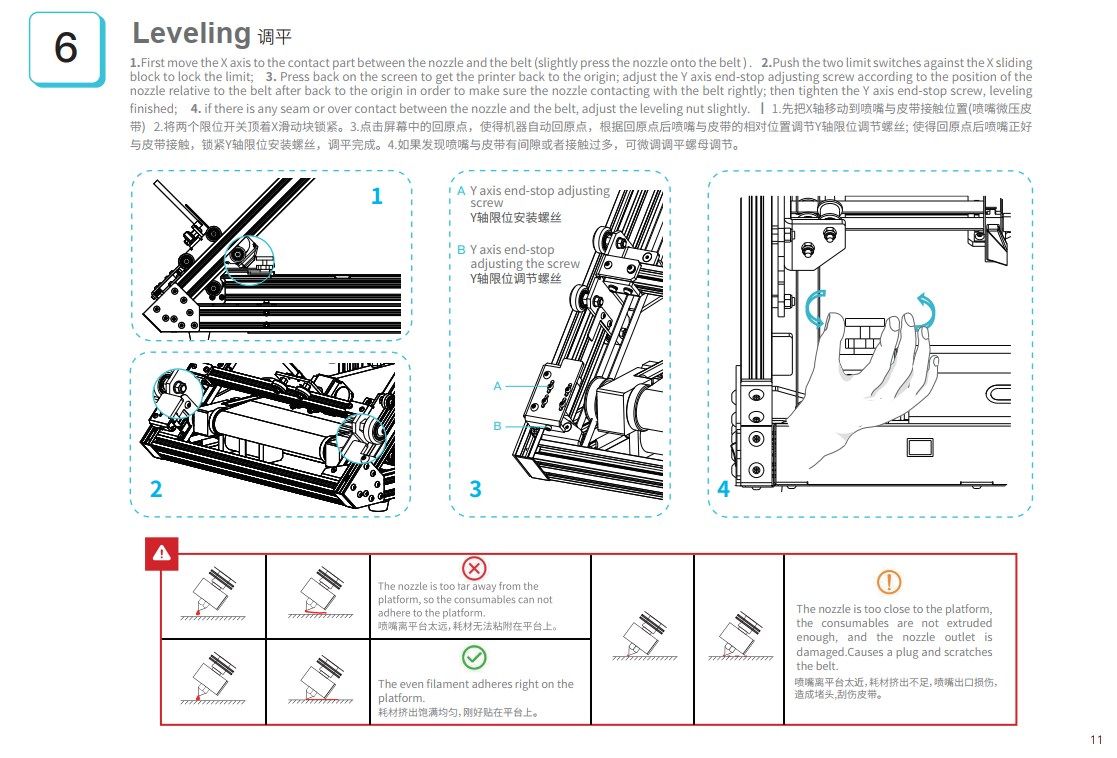
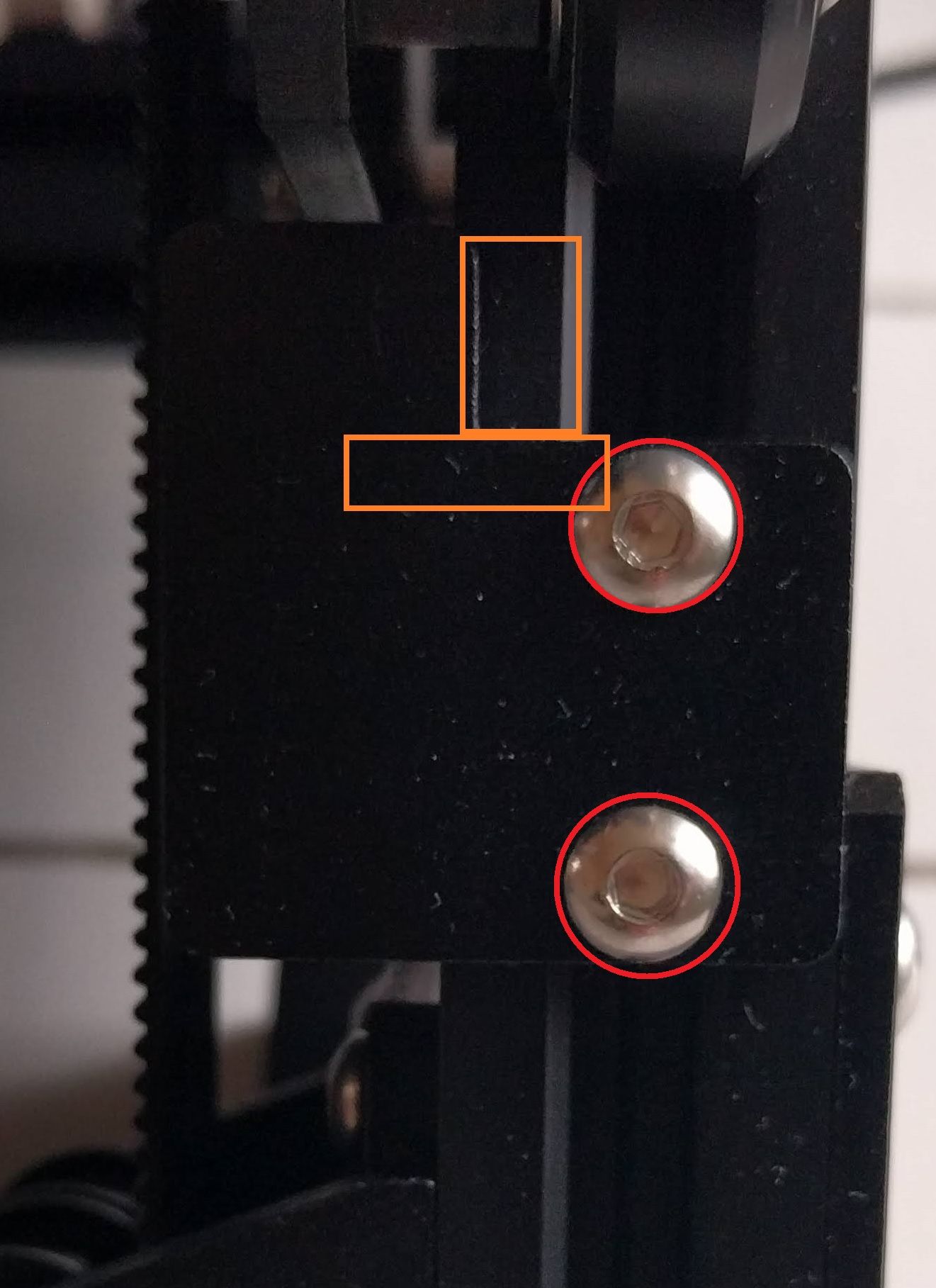
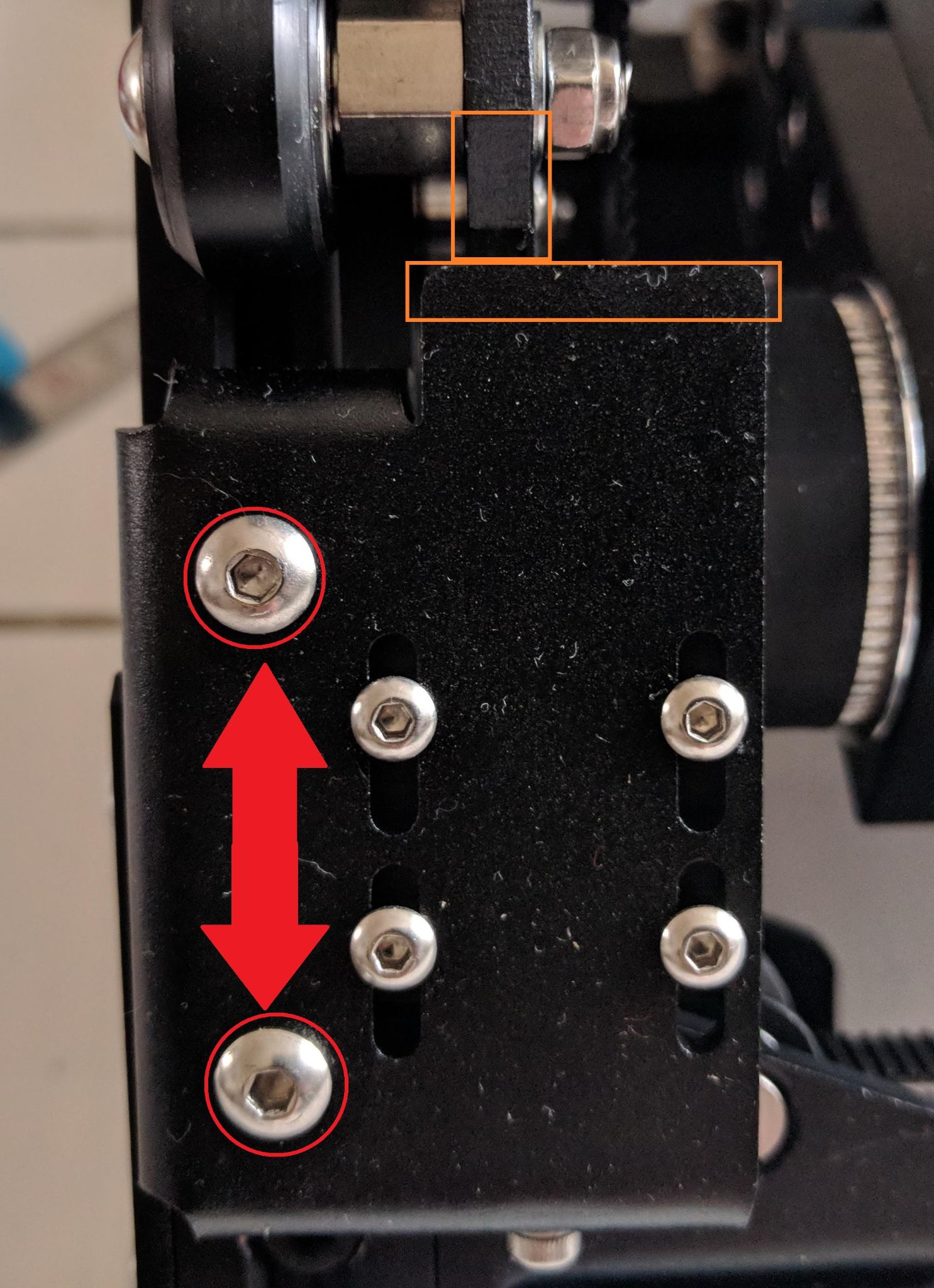
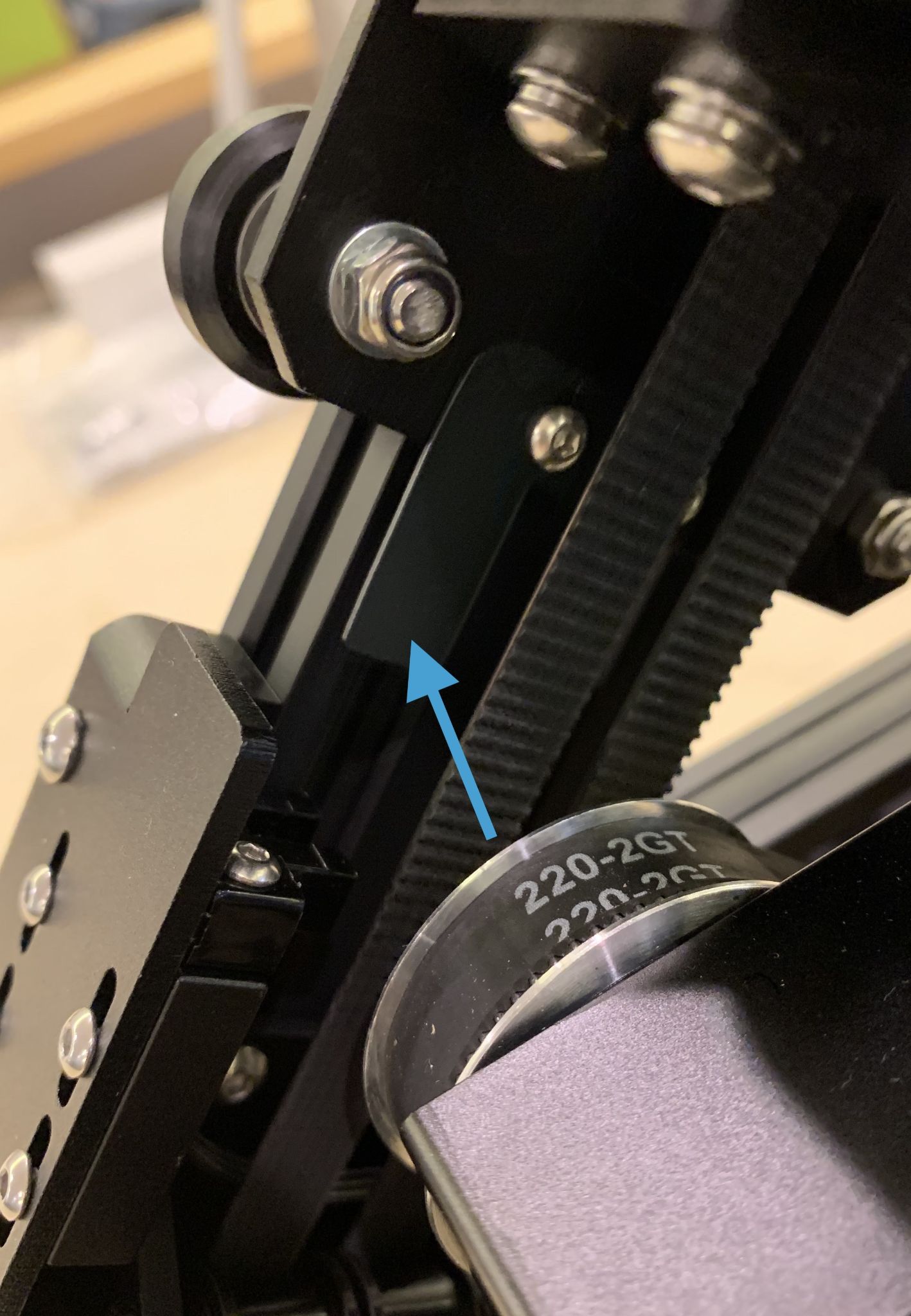
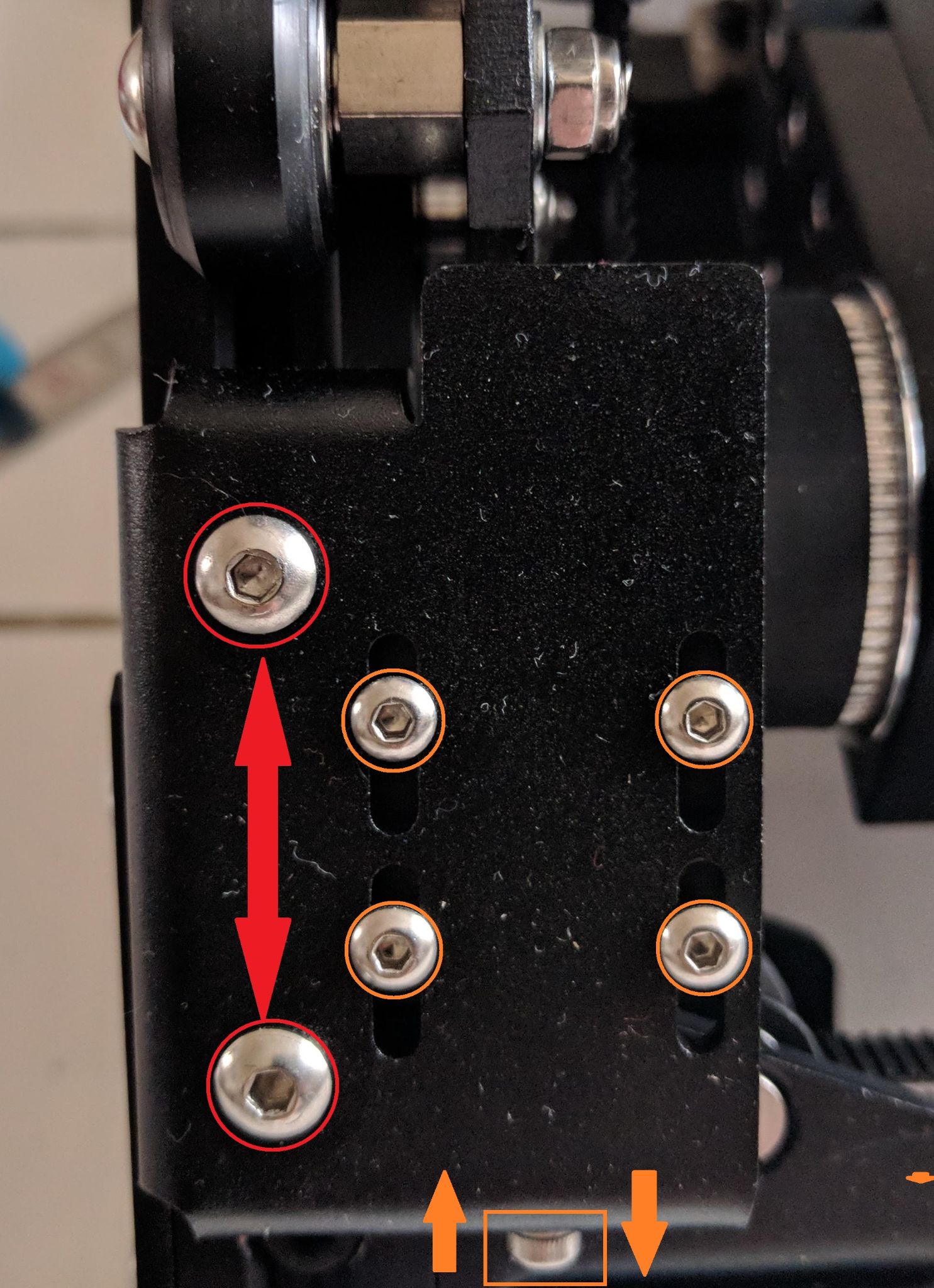
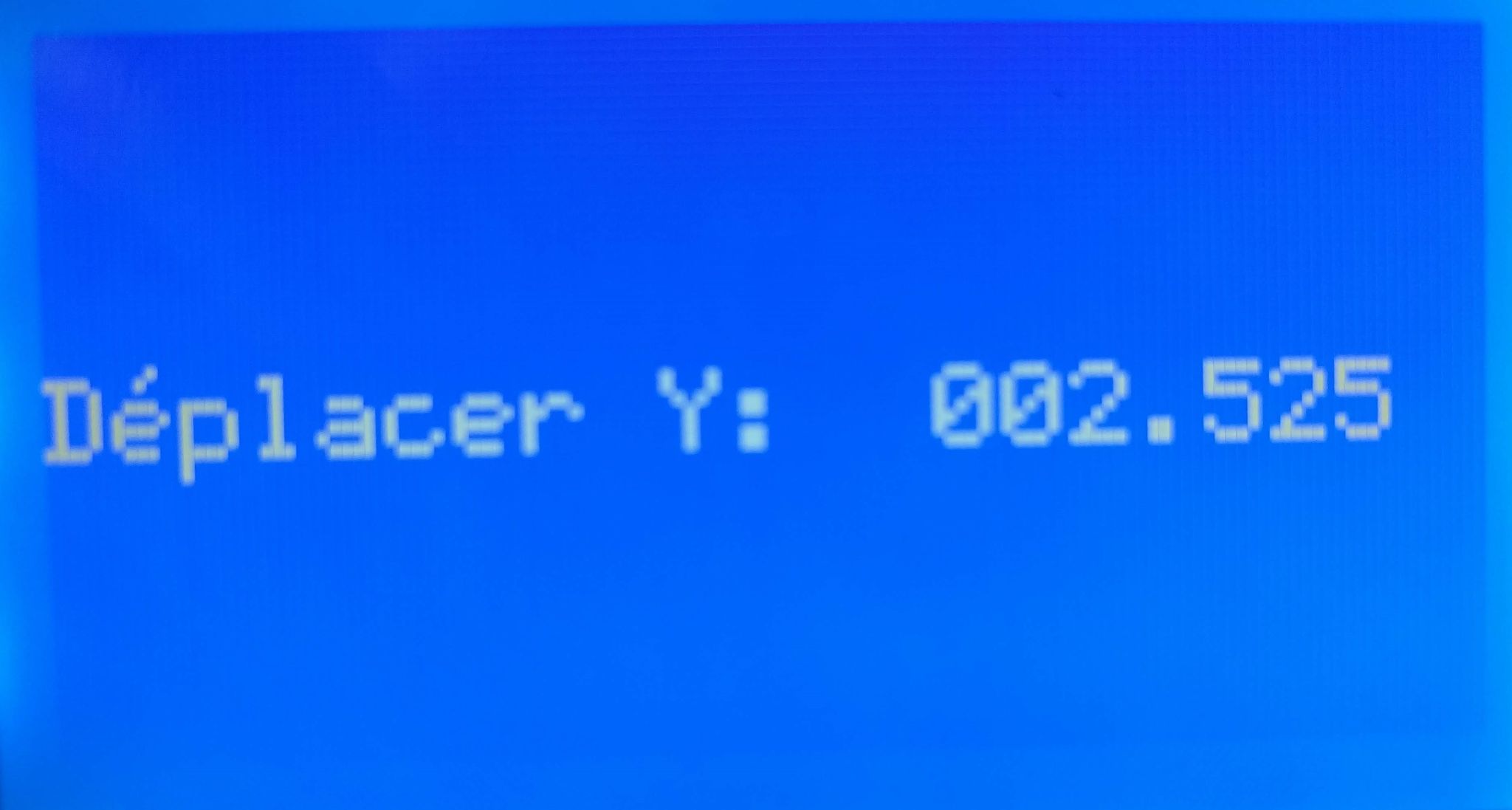
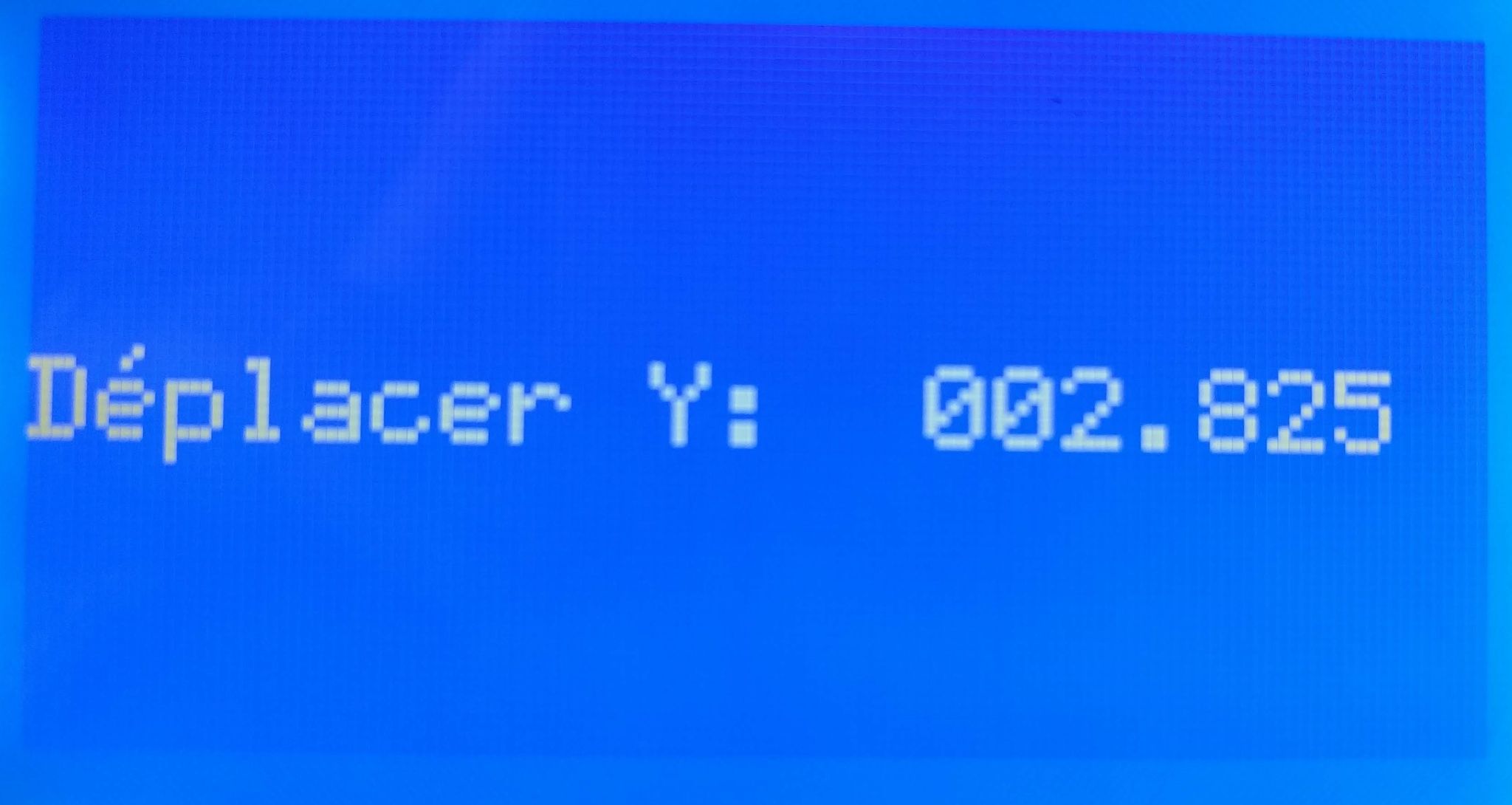
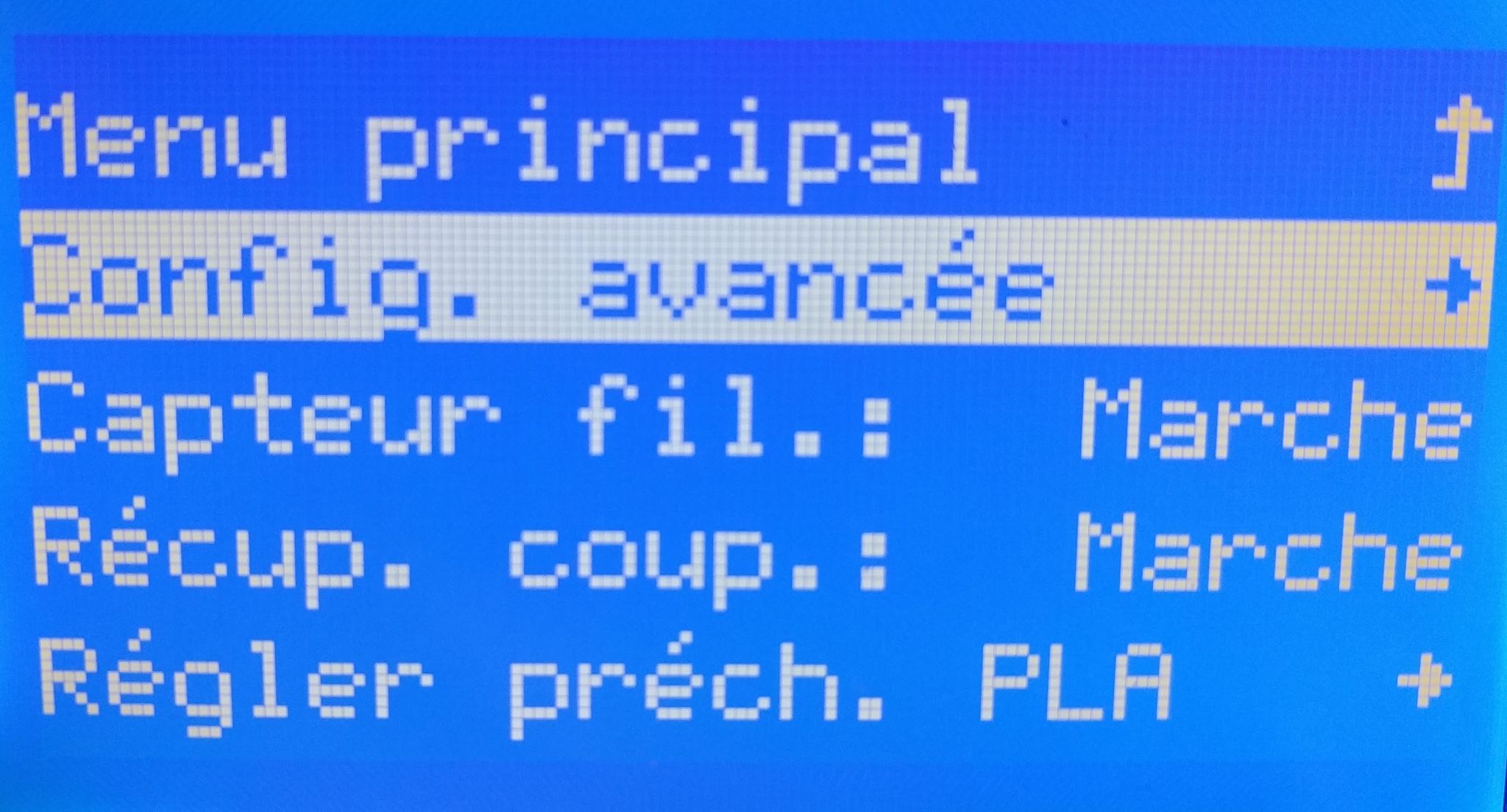
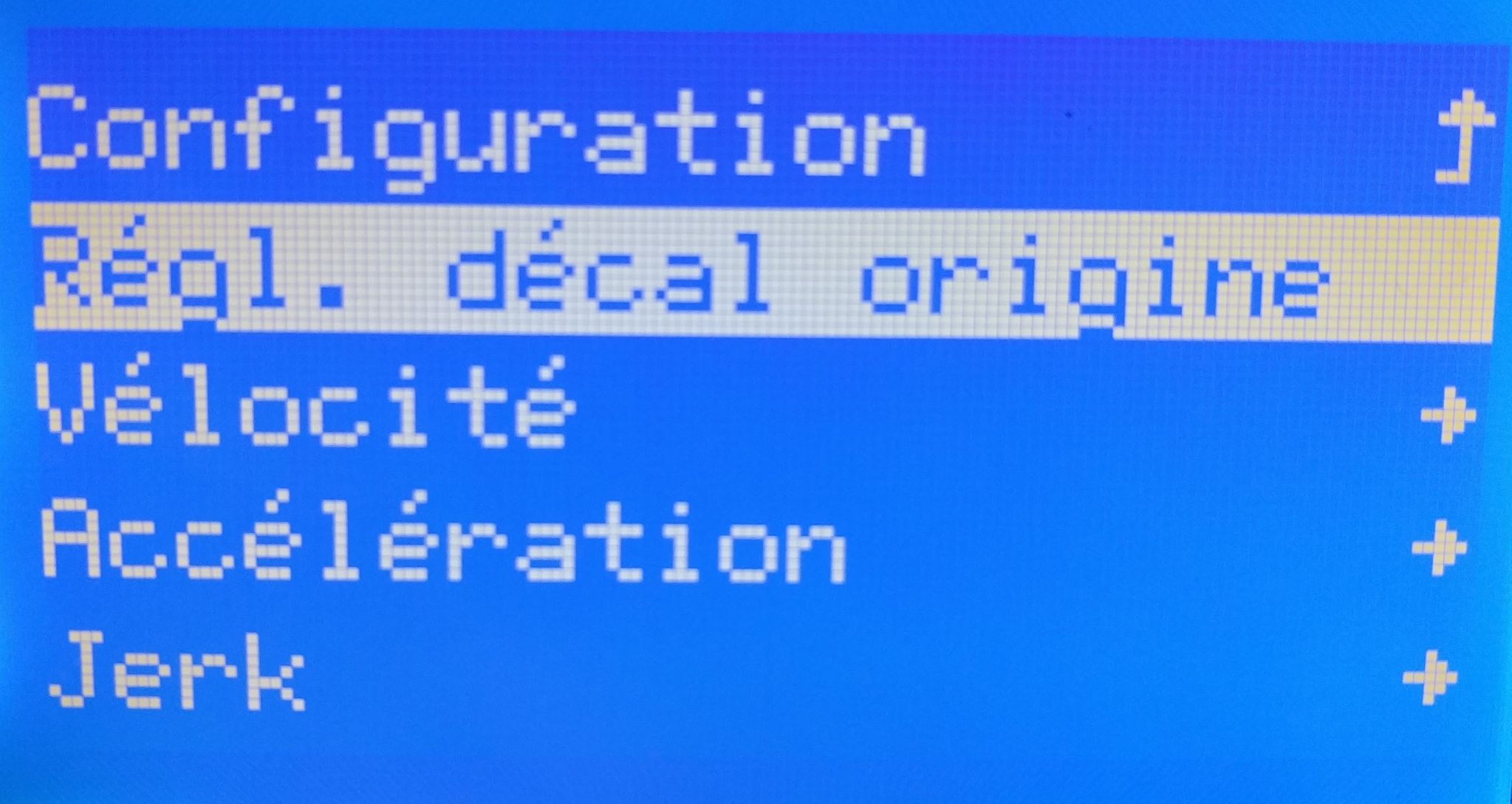
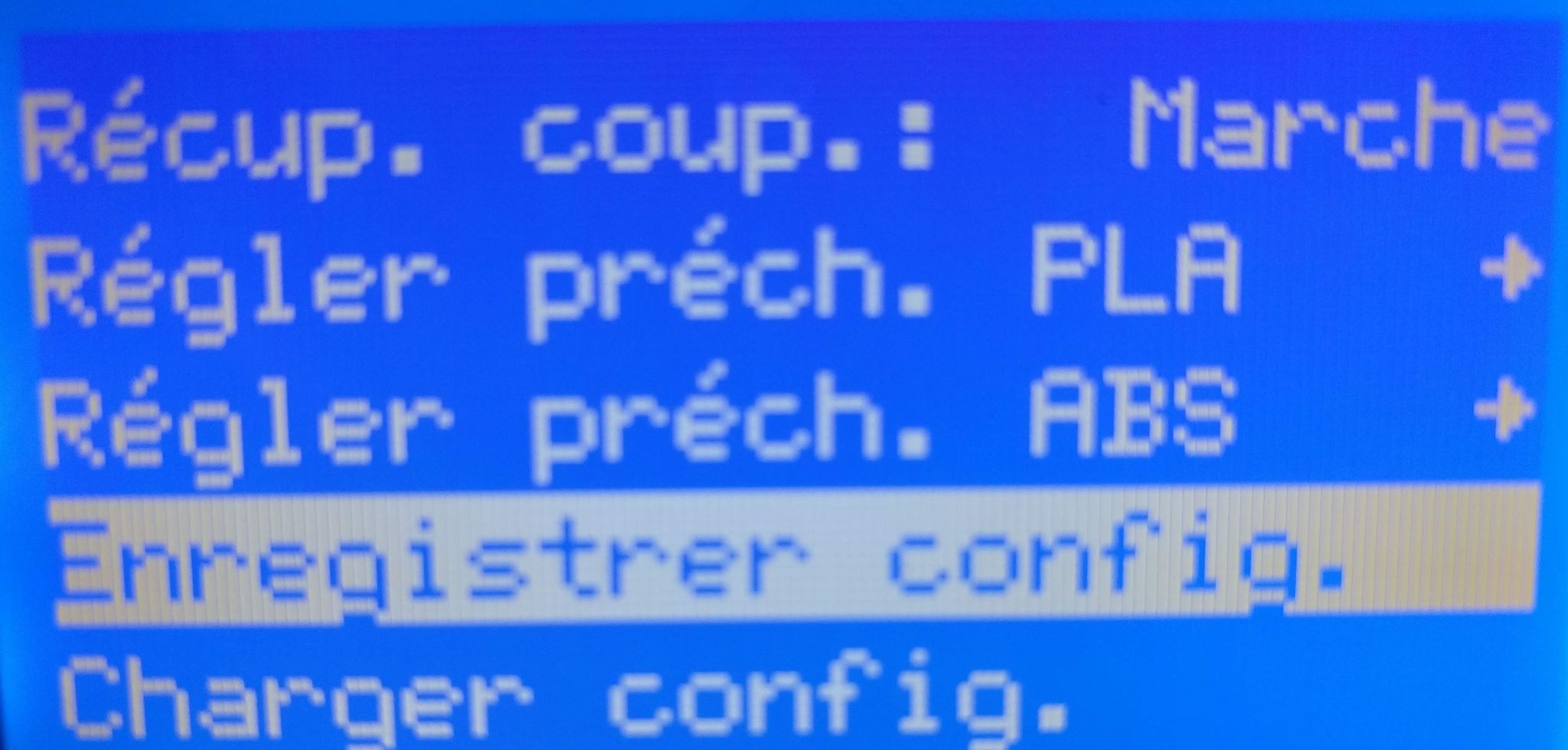
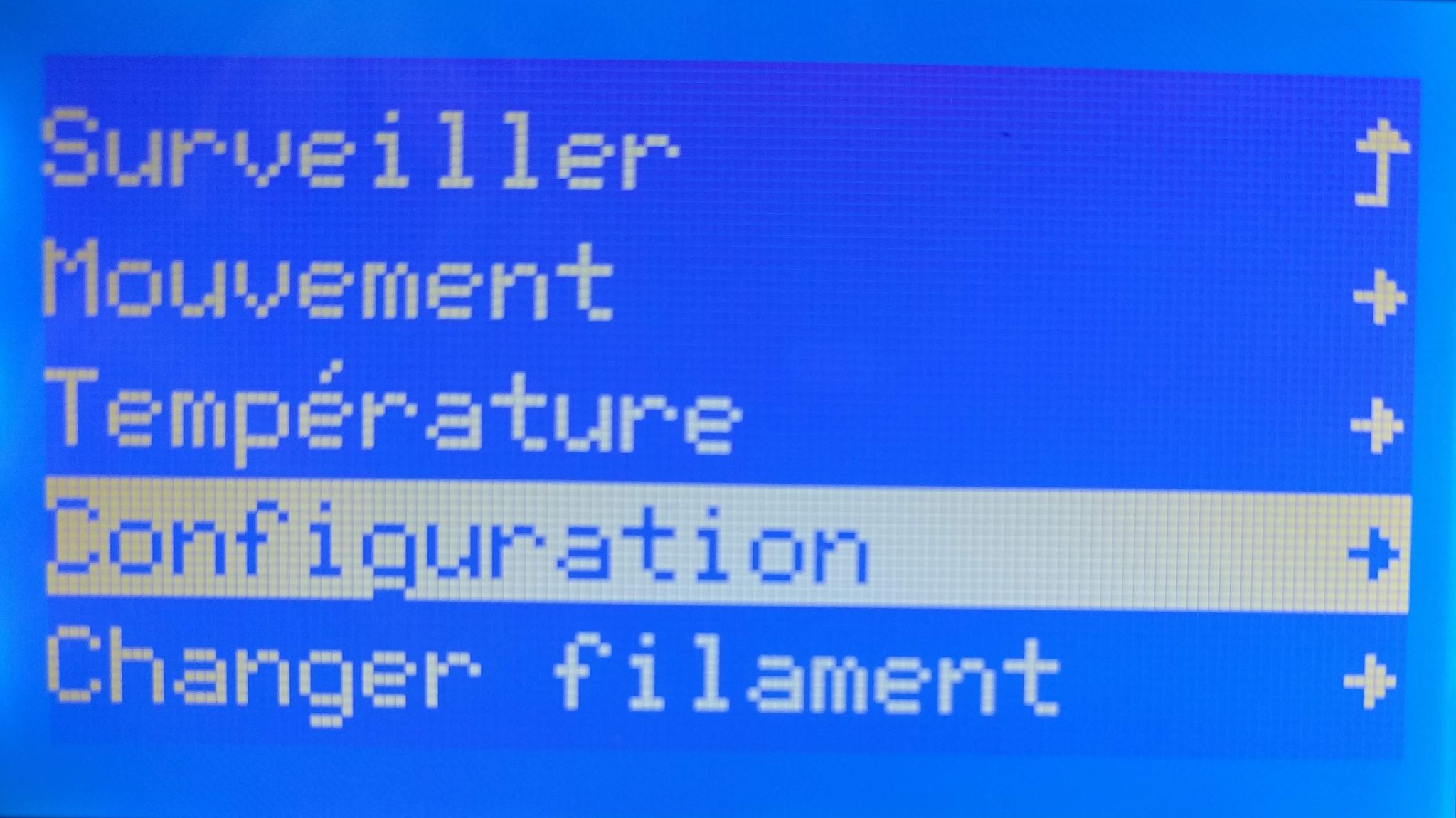
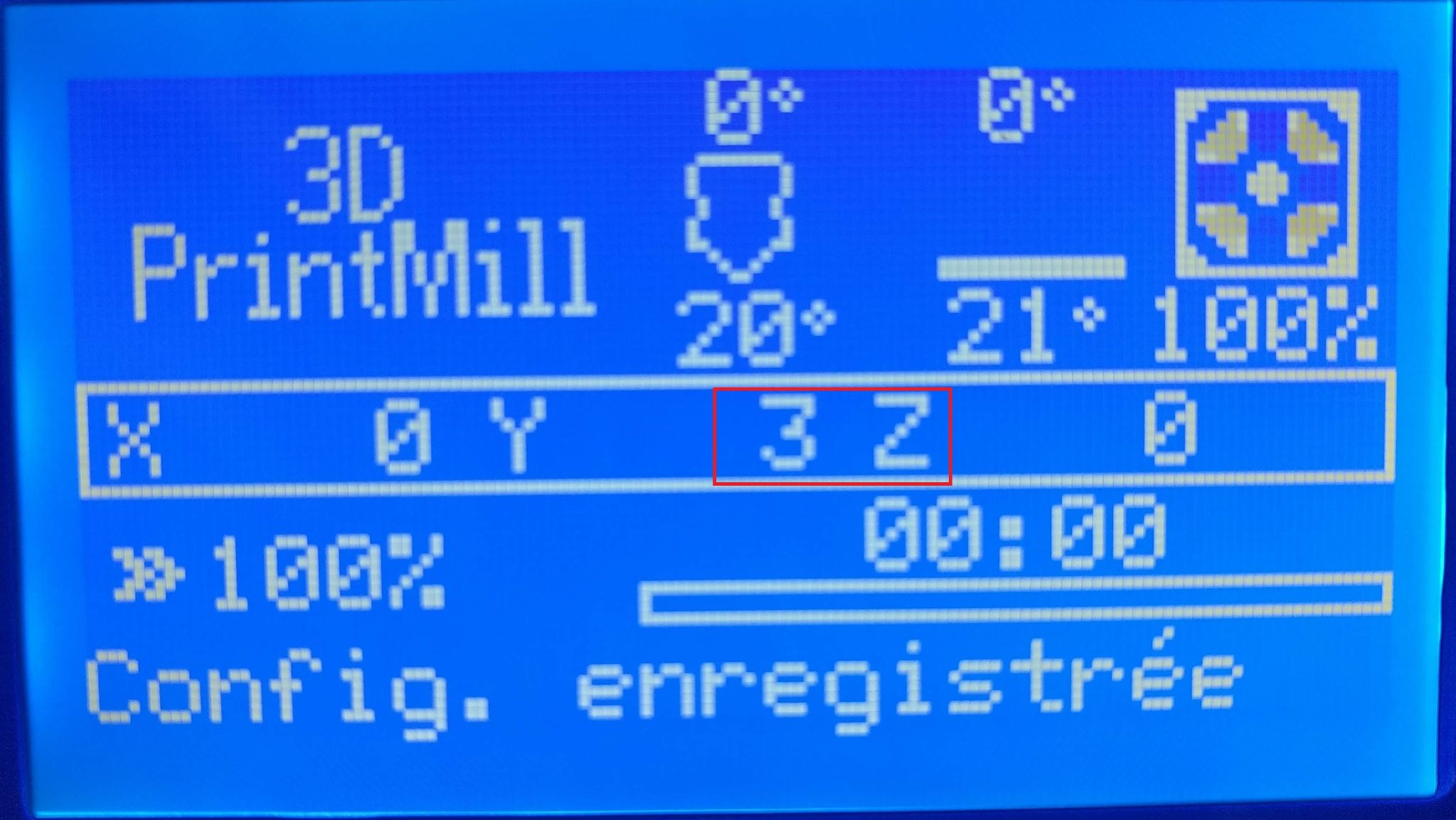
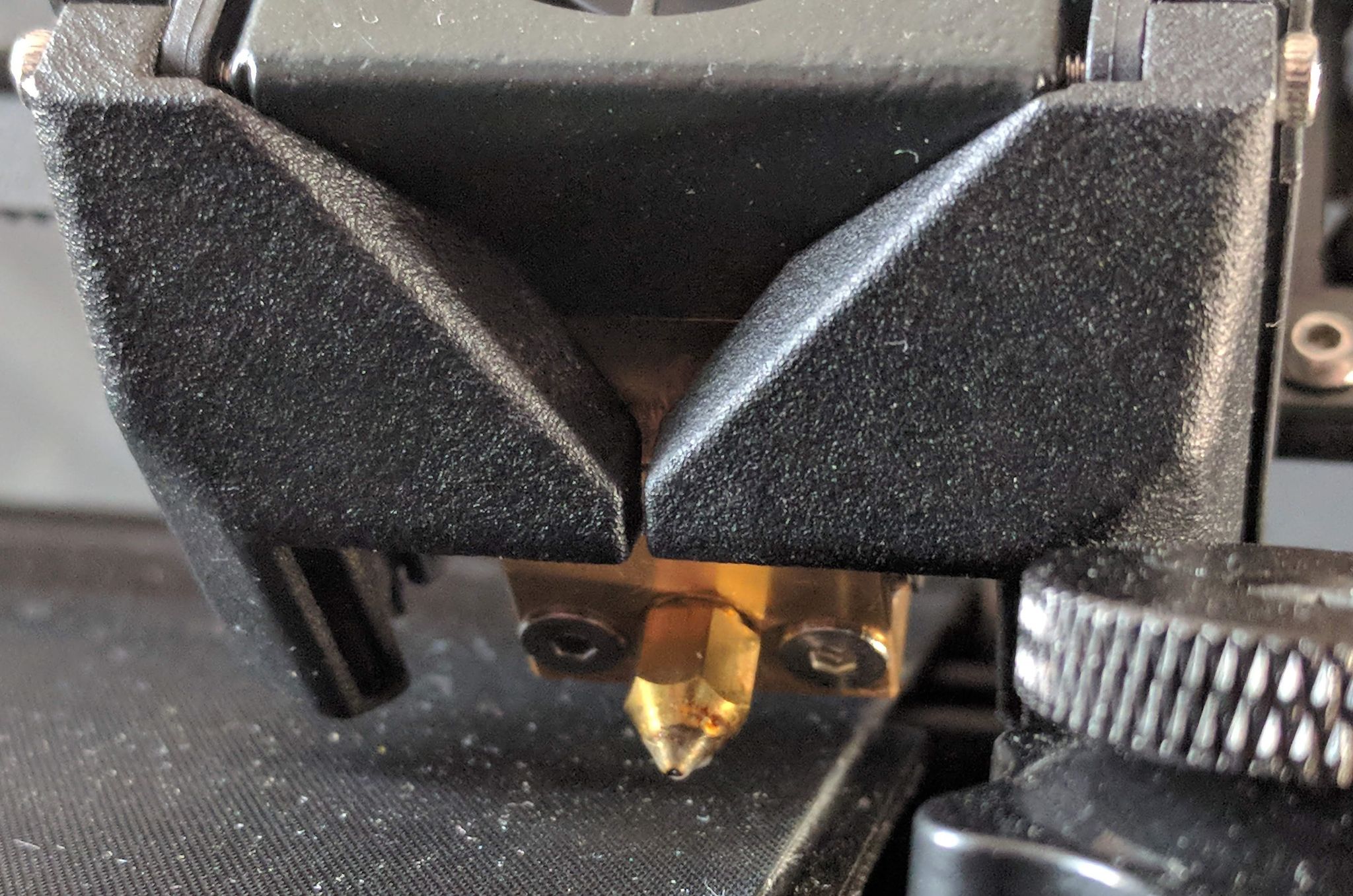
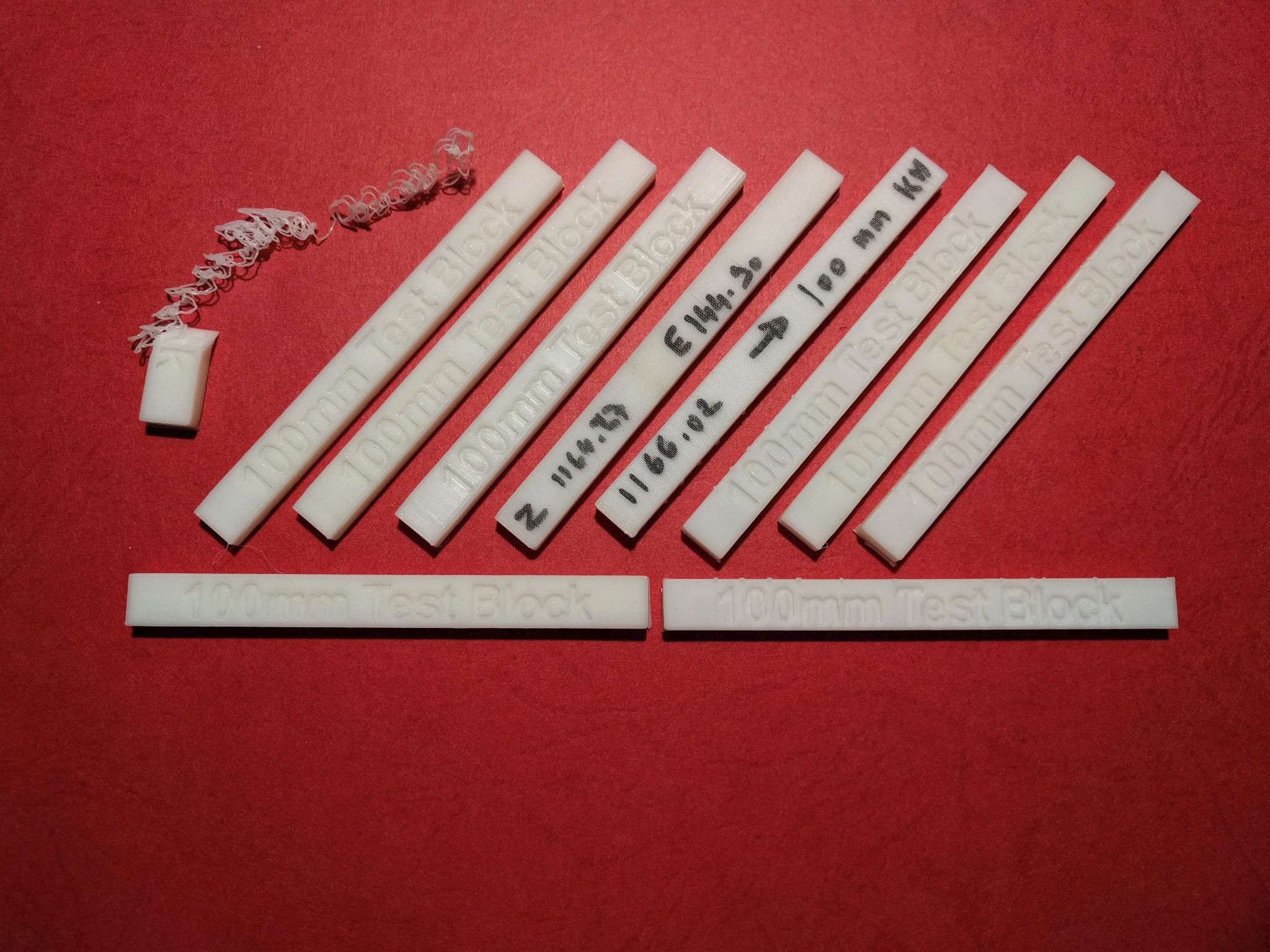
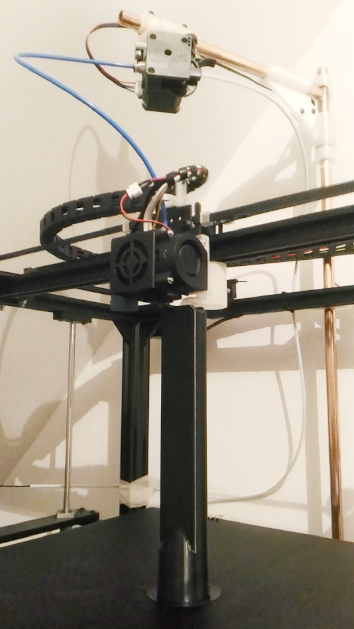
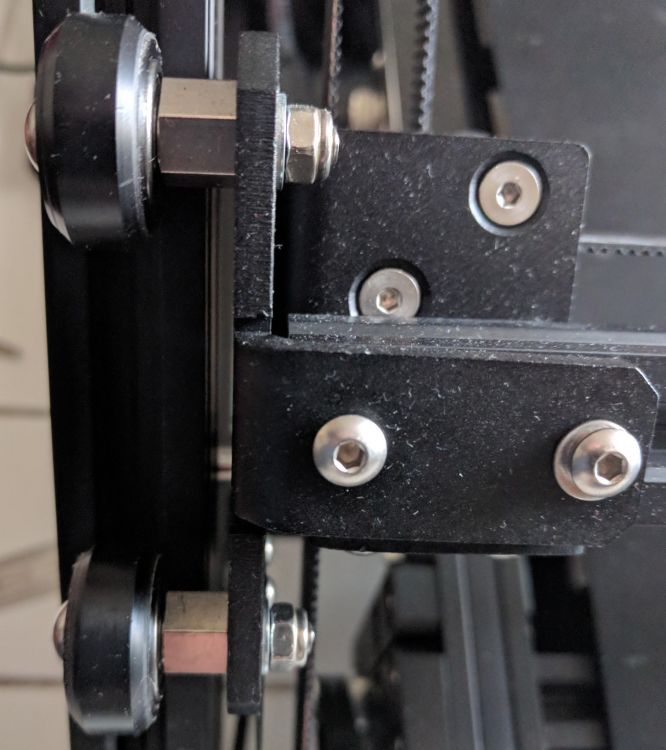
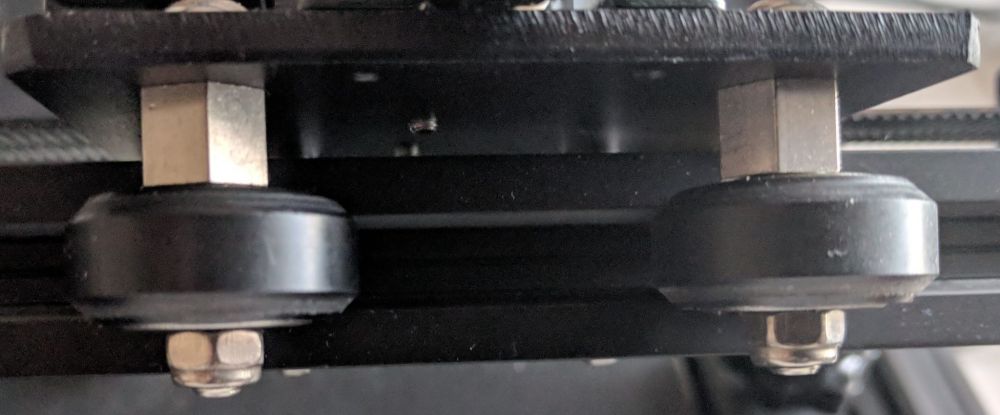
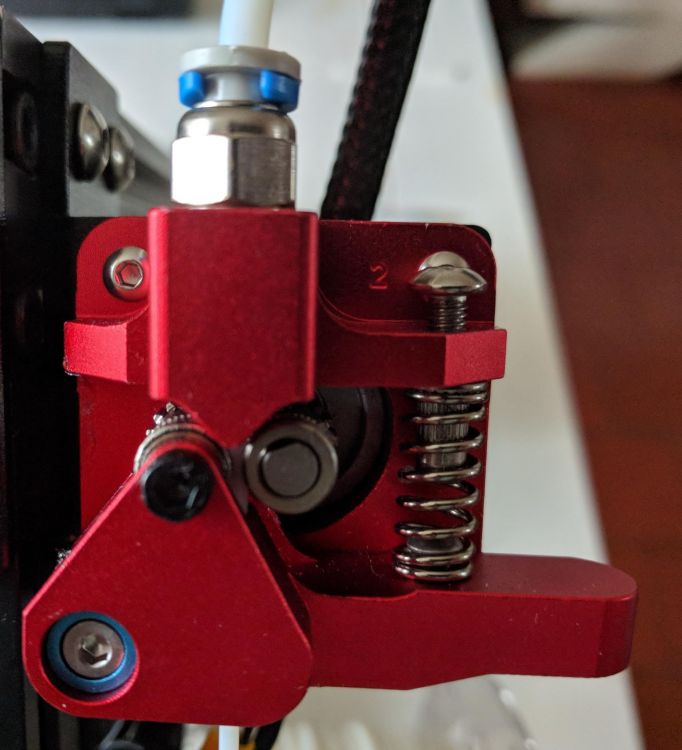
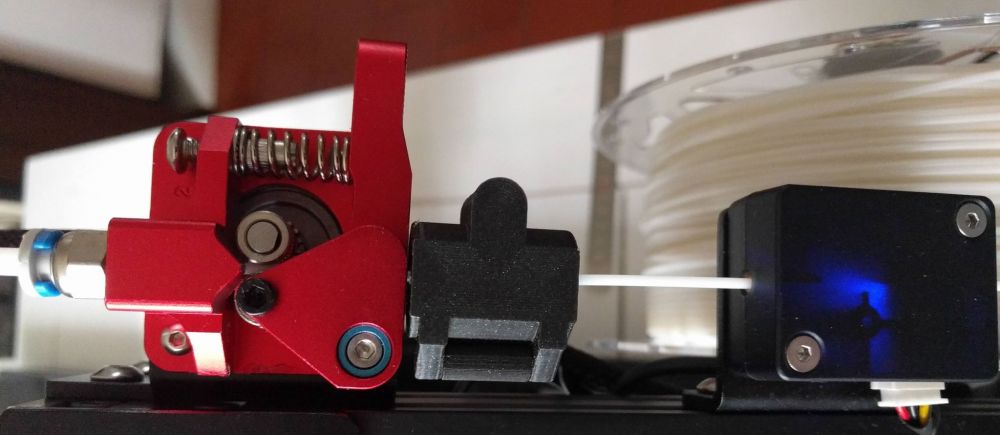
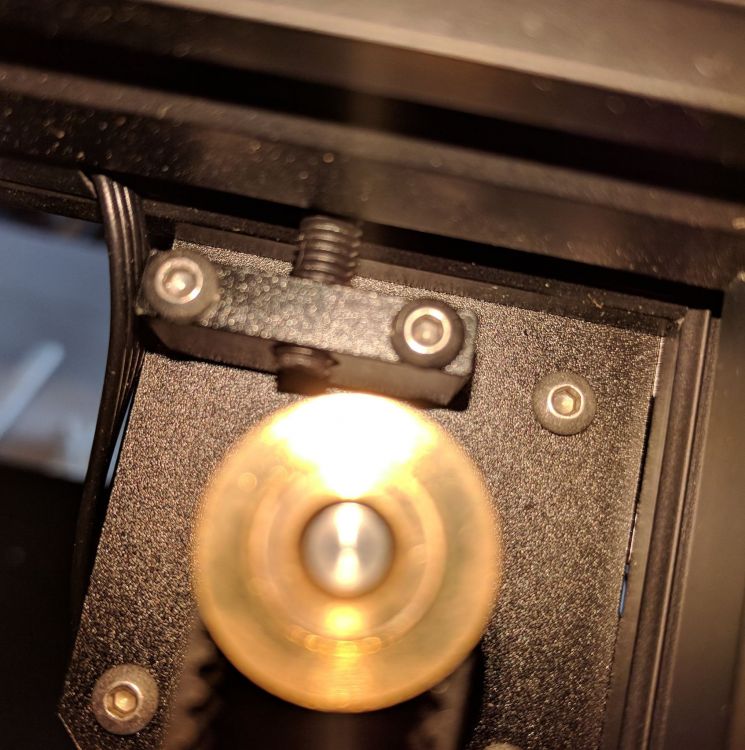
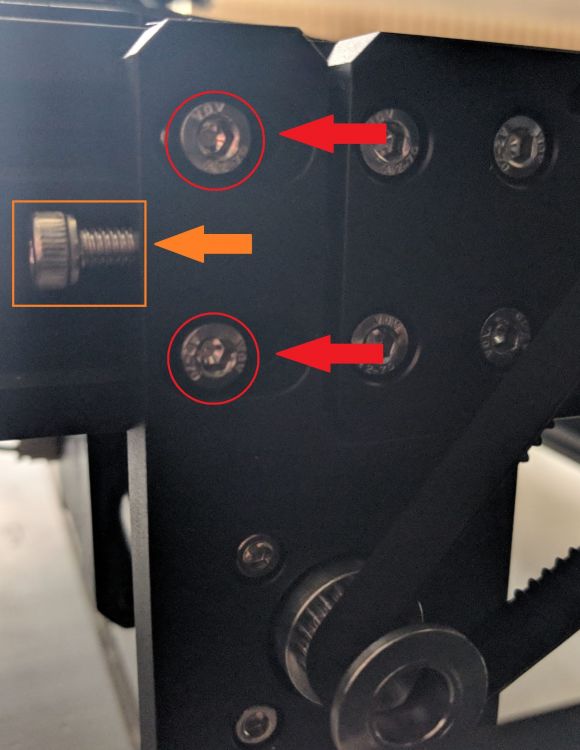
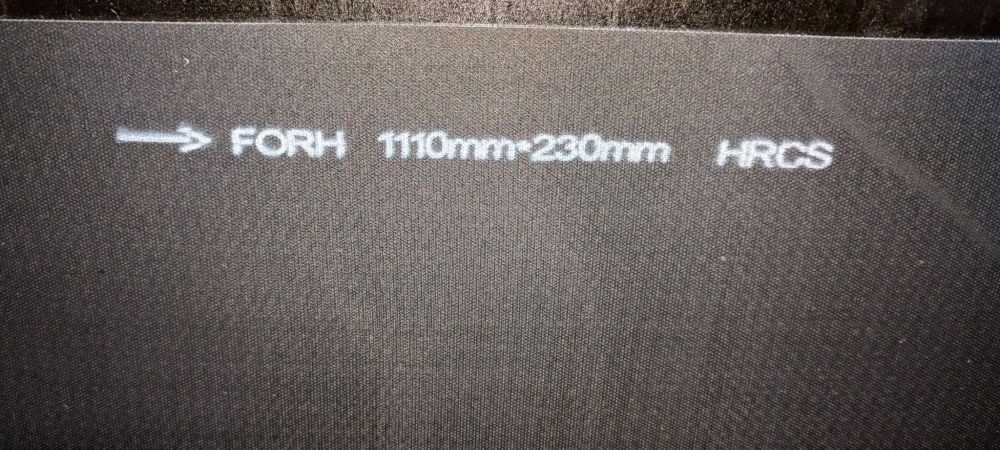
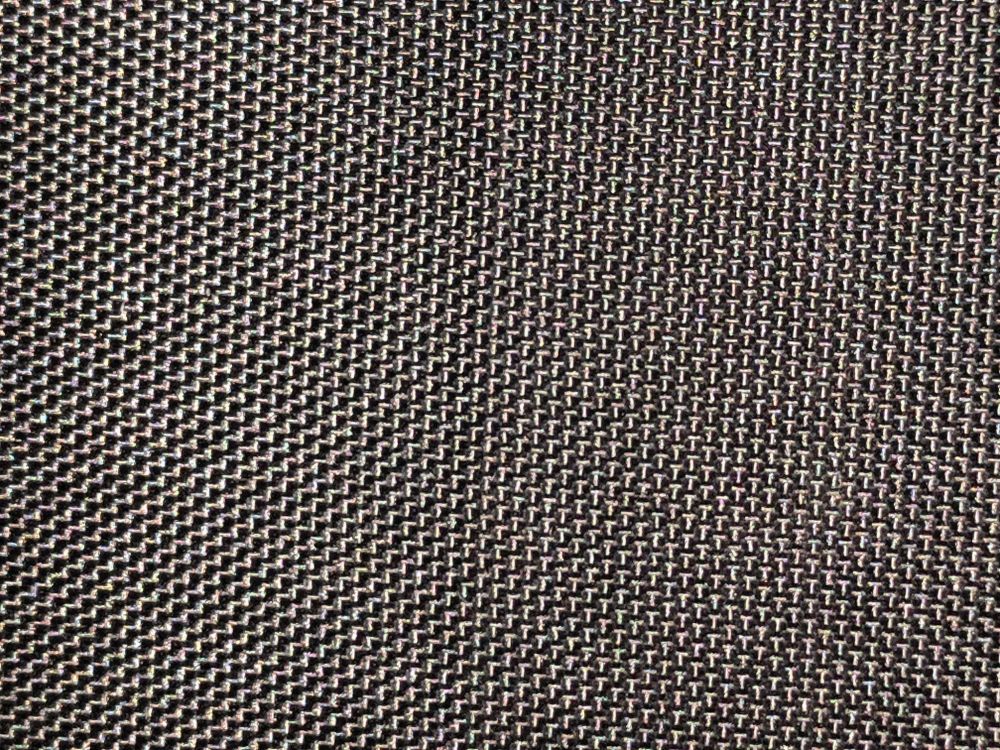
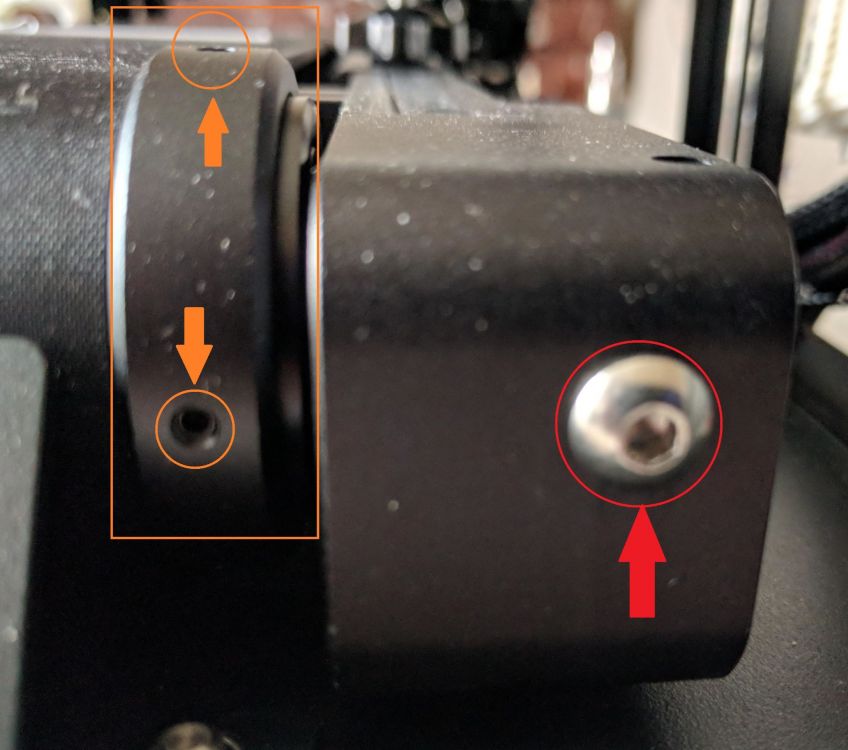
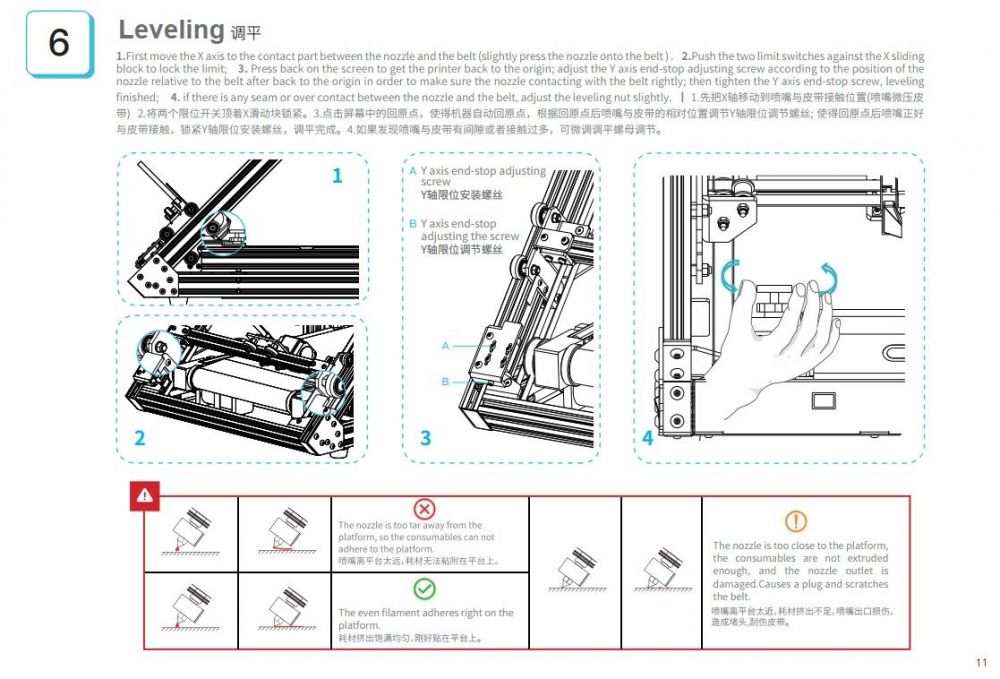
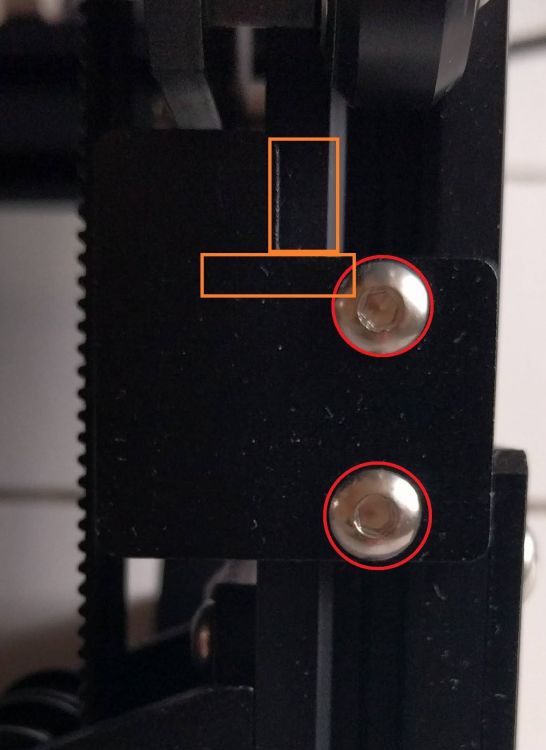
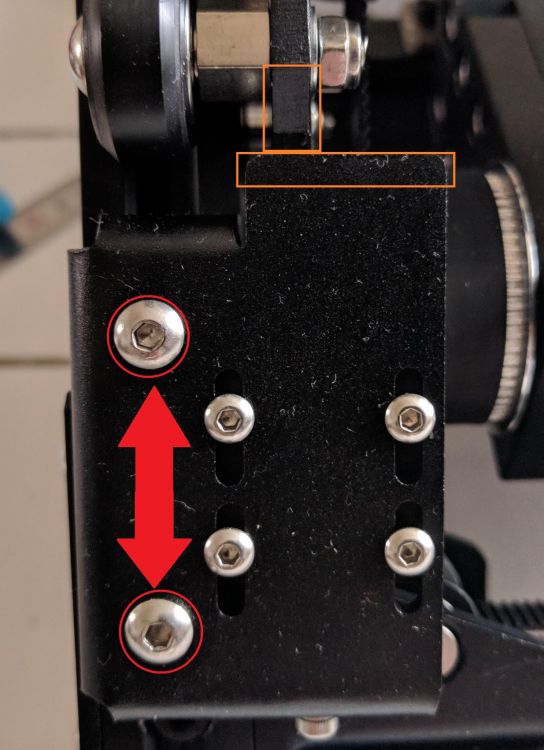
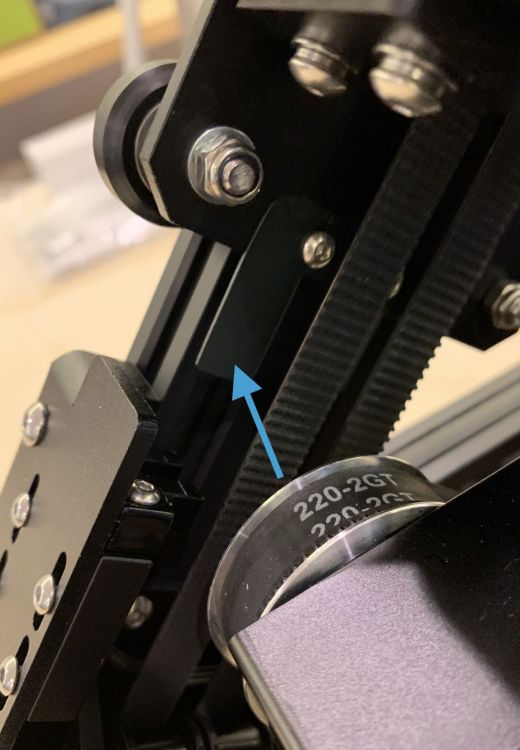
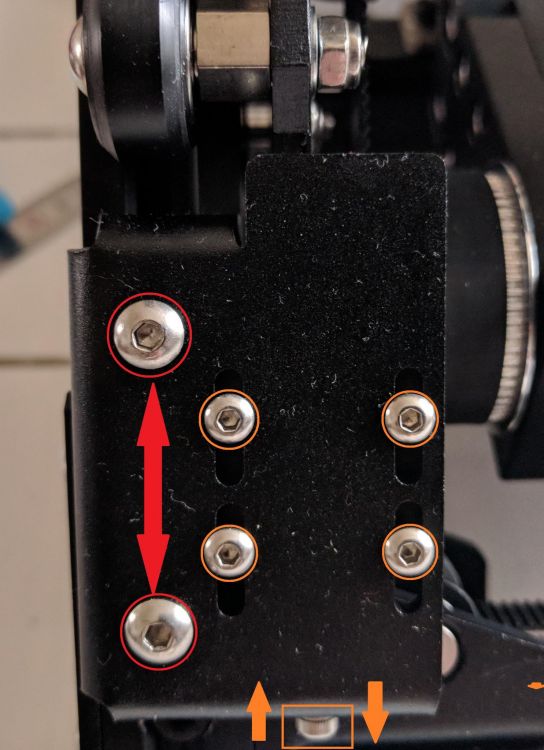
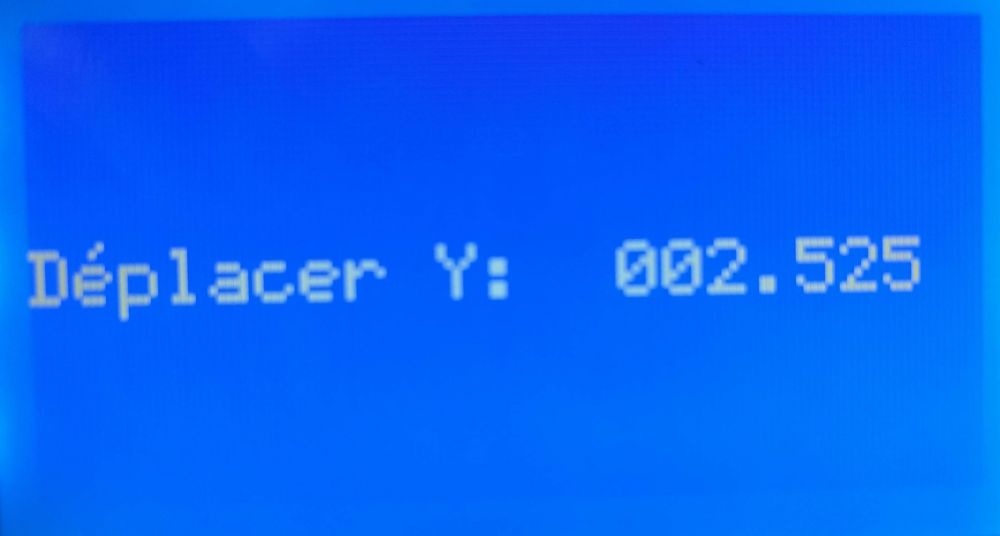
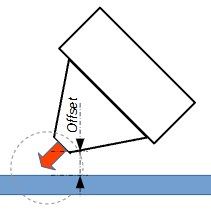
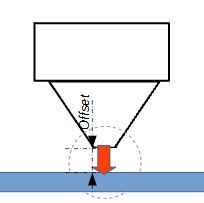
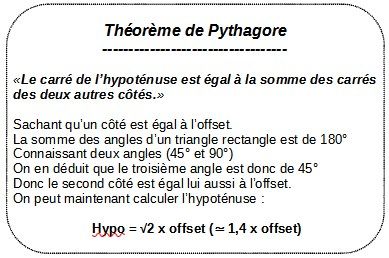
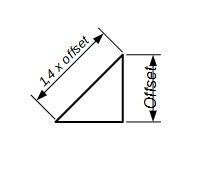
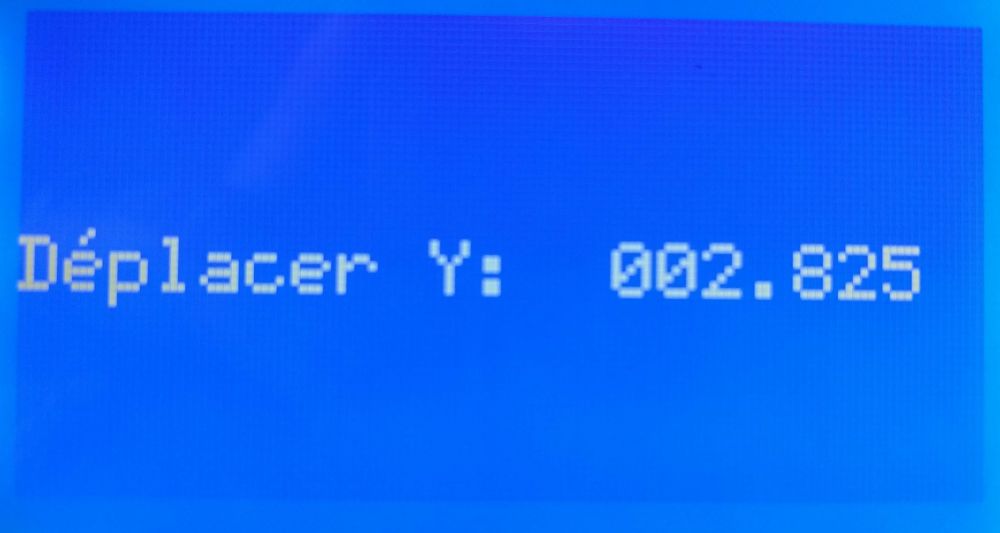
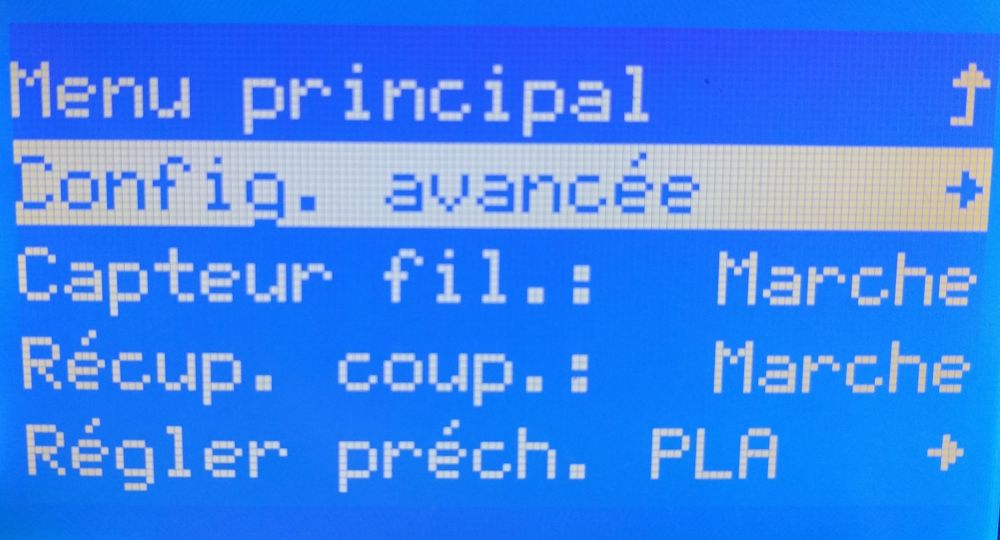
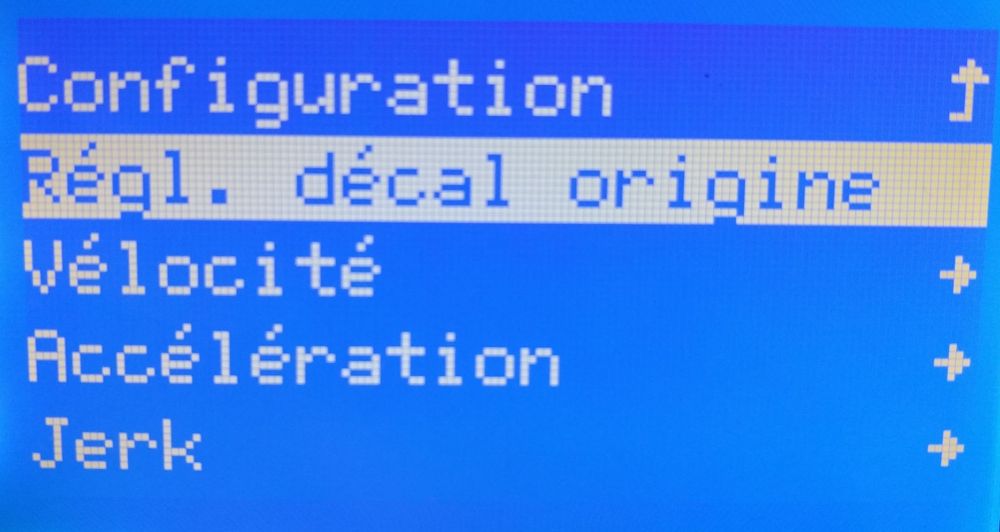
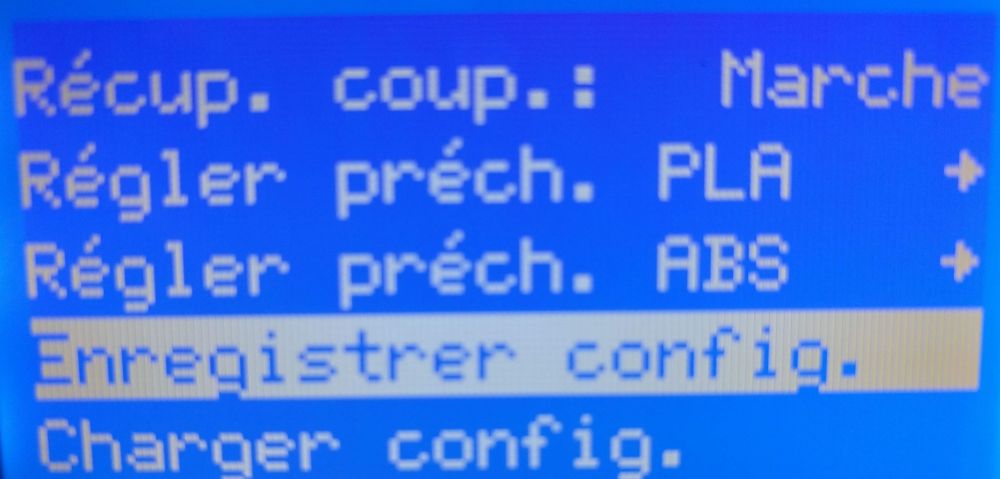
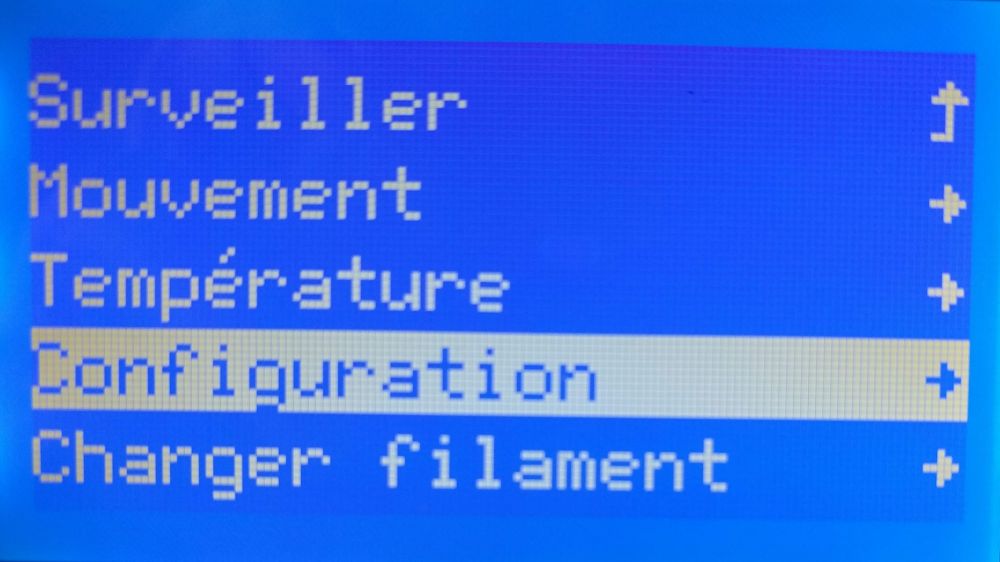
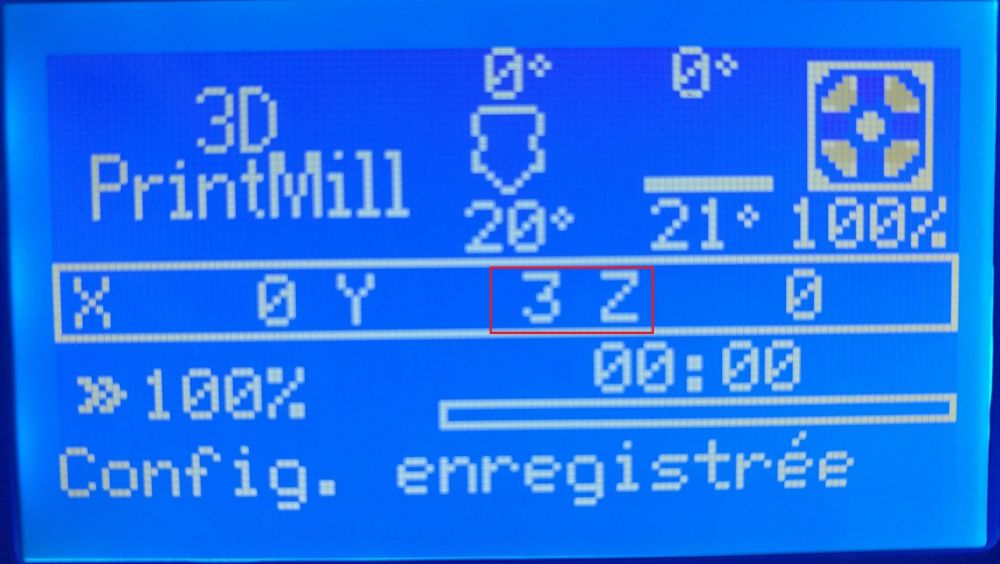
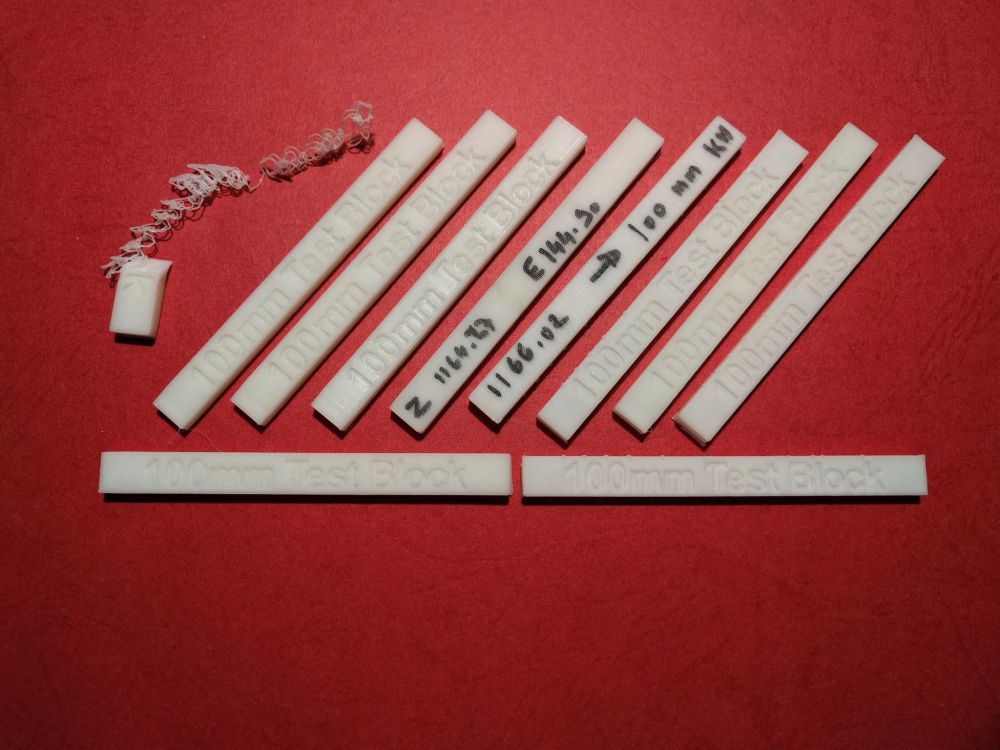
3) Réglages / calibration : Comme pour toute machine, un certain nombre de vérifications, réglages doivent être faits avant de se lancer tête baissée dans les premières impressions. A) le réglage des excentriques: Après montage, en déplaçant manuellement la tête, je ressens des à-coups. Le déplacement n’est pas fluide. Creality, probablement pour éviter des problèmes lors du transport (même si l’emballage permet de maintenir tous les éléments en place) a fortement serré les excentriques des galets de roulement. Sur les machines type CR10, Ender3, … les axes de ces galets sont montés sur des pièces métalliques via trois perçages formant un triangle isocèle (deux d’un côté, un muni d’excentrique de l’autre), ce que j’appelle un «tripode». Sur cette imprimante, les pièces métalliques accueillent quatre (4) axes (deux roulement au-dessous, deux avec excentrique au-dessus (un «quadripode»)). Quadripode CoreXY, axe Y Quadripode CoreXY, axe X (tête) Excentriques axe Y Excentriques axe X Le réglage permettant d’assurer une pression suffisante et un déplacement fluide est un peu plus difficile mais reste faisable en étant minutieux (ça me rappelle ma première CR10 avec son plateau de l’axe Y et ses six (6) roulements (trois d’un côté, trois de l’autre munis d’excentriques). B) Estep (pas de l’extrudeur): L'extrudeur de cette imprimante est le même que celui des CR10S Pro / CR Max: un BMG sans réduction. Le filament est entraîné par les deux roues crantées à gorge via le bas de celles-ci muni d'un engenage. La pression sur le filament est réglable par une vis permettant de comprimer plus ou moins le ressort sur le levier (plus on visse, plus le ressort est comprimé et plus fort est l'appui du levier): Extrudeur «BMG» sans réduction Entraînement double Cet extrudeur possède à l’avant de celui-ci un détecteur de fin de filament (activable / désactivable via une option de menu de l’écran (l’élément entre l’extrudeur et le détecteur n’est pas d’origine, c’est un «nettoyeur» de filament magnétique) : Pour réaliser le réglage du pas de l'extrudeur, j'utilise l'étape 1 de mon tutoriel. Le PTFE en sortie de l’extrudeur est enlevé, ce qui permet de ne tenir compte que des caractéristiques matérielles (diamètre des deux roues crantées). Le but étant que 100mm de filament demandés à extruder soient bien 100mm extrudés. Le pas originel du firmware est de 137.65, après règle de trois, le nouveau pas pour cette machine sera de 144.90 C) Tension des courroies de la partie CoreXY: N’ayant pas l’habitude des imprimantes CoreXY, je n’y ai pas touché. En pinçant les courroies de chaque côté, on peut sentir que la tension est à peu près identique. Il faudra que je me renseigne plus sur les CoreXY afin de trouver comment régler cette tension. Toutefois, chaque moteur pilotant les axes X et Y du système CoreXY est monté sur un support métallique qui rend possible le réglage de tension des deux courroies. Chaque support métallique est maintenu par deux vis qu’il faudra desserrer pour pouvoir régler la tension au moyen d’une troisième vis : Vis de maintien du support moteur Vis de réglage de la tension ( vue externe / interne ) D) Tension de la courroie d’entraînement du moteur du tapis roulant: Là aussi, c’est un réglage que je n’ai pas touché. D’origine, cette courroie est fortement tendue. En poussant dessus, la flèche est très faible. On peut évidemment procéder à son réglage si nécessaire. On desserre les deux vis (flèches rouge) au préalable puis en vissant (augmentation de la tension), dévissant (diminution) la vis fléchée orange. E) Réglage du tapis roulant (tension / déplacement): Le tapis roulant qui sert de plateau peut être lui aussi réglé. On peut augmenter / diminuer la tension à l’aide des vis située de chaque côté à l’avant de la machine. Ce type de tapis étant nouveau pour moi, je ne sais pas vraiment quelle tension appliquer. Ce sera donc par essai/erreur en évitant de trop tendre ce qui pourrait éventuellement déformer / distendre cette courroie fermée. Courroie qui mesure 230 mm de large et de longueur de 1110 mm (1,11m quoi)), épaisseur varie légèrement de 1,10 à 1,16mm. Sérigraphie à l'intérieur du tapis Texture du tapis côté impression Pour éviter que le tapis ne se déplace en crabe et ne vienne monter sur les butoirs (encadrés orange), ce réglage se fait en vissant / dévissant les vis de réglage (cerclée rouge) par petites touches et de même valeur pour chaque côté. Un test de déplacement de l’axe Z permet de se rendre compte du bon déplacement. Si le tapis se déplace trop vers la gauche c’est la vis de ce côté qu’il faudra dévisser (légèrement) et si déplacement à droite, il faut agir en dévissant la vis de droite. Une fois la tension du tapis satisfaisante, on pourra éventuellement déplacer les butoirs de chaque côté en laissant un espace entre le bord de la courroie et le butoir (une cale de 0,2mm pour ma part). Pour ce réglage, chaque butoir est fixé par deux vis (flèches orange). NB : si la tension du tapis a été modifiée, une vérification du Zstep devra être faite. F) Réglage de l'axe Y: Ici on va règler la distance buse / plateau permettant à une pièce imprimée de tenir sur le tapis. Creality donne des indications sur la manière de procéder dans son manuel papier (document PDF inclus également sur la carte SD): La mise à l’origine des axes X et Y (il n’y en a pas pour le Z) se réalise d’abord par l’axe Y puis par l’axe X. Si la buse est trop proche du tapis, il y a un risque de graver celle-ci dans la matière constituant la courroie/plateau. Karl Brown ( @NAK3D) a réalisé une vidéo concernant le réglage buse / plateau évitant ce risque de gravure de la buse sur la surface. Dans un premier temps, j’ai voulu faire de même en suivant les indications de la vidéo mais la version du firmware livrée avec la machine ne permettait pas de descendre sous le 0 de l’axe Y et le déplacement de l’axe Y ne pouvait se faire que par incrément de 10, 1 ou 0,1mm. Après contact via courriel avec lui, il m’a fait parvenir un firmware concocté par monsieur Marlin, Scott Latheine (aka @thinkyhead) ainsi qu’une invitation à rejoindre le Discord dédié aux testeurs (en quasi totalité de langue anglaise ) de ce modèle d'imprimante . Après flashage de ce nouveau Marlin (très simple puisque la 3DPrintMill est équipée d’une carte 32bits donc dépôt du firmware (fichier .bin) sur la carte SD, allumage de l’imprimante, un petit délai d’attente et le logo animé apparaît), on peut désormais descendre sous le 0 y compris avec des «babysteps» (0,025mm). Ce réglage se fait en trois étapes : les butées physiques (hardstop) : Deux pièces métalliques assurent l’arrêt de l’axe Y. Celles-ci peuvent être réglées via deux vis (cerclées rouge) qui maintiennent ces pièces sur les profilés Vslot 2040 Une fois ces deux pièces totalement abaissées, on amène l’axe X (tête) jusqu’à ce que la buse touche le tapis. A l’aide d'un serre-presse, l’axe X qui supporte la tête est bloqué afin de ne plus bouger dans le sens de l'axe Y (haut / bas). La cale d’épaisseur (celle livrée est une 0,1mm) et placée entre le haut de la pièce métallique et le bas de l’axe X (encadrés orange). On revisse alors les deux vis de maintien. On fait de même pour l’autre côté. le capteur optique de fin de course : C’est lui qui déterminera quand la course de l’axe Y doit être stoppée. Il est actionné par une languette métallique située à l’extrémité de l’axe X (flèche bleue). Ce capteur de fin de course optique peut lui aussi être réglé en hauteur. D’abord on dévisse les quatre vis (cerclées orange). Puis à l’aide de la vis de réglage au-dessous (encadré orange) on peut monter ou descendre celui-ci puisque les trous de fixations sont oblongs. Quand on visse, le capteur descend et inversement. Karl Brown recommande de le monter le plus haut possible (faire toutefois attention à ne pas trop dévisser au risque de désengager complètement la vis de réglage (vécu ) : réglage de la distance buse / plateau : Avant toute chose, on va régler les deux plateaux qui soutiennent le tapis roulant au plus bas. L’imprimante est munie de deux plateaux dont le premier est chauffant. Chacun peut être réglé en hauteur via une vis de chaque côté de celui-ci. Cette vis est munie d’un contre écrou pour éviter que le réglage ne soit modifié. C'est ce contre-écrou qui plaque la pièce métallique sur laquelle sont vissés les deux plateaux, sur le profilé Vslot. On desserre le contre-écrou puis on descend les plateaux en vissant la vis du haut (pour le remonter on dévissera donc) : On commence par la mise à l’origine des axes X et Y via le menu écran : Configuration => Auto home La cale d’épaisseur (en l’occurrence, une de 0,2mm de ma boite à outils, celle livrée étant une de 0,1mm) est placée sous la buse, Via l’écran, Configuration => Move Axis => Y axis => choix du babystep (0,025mm), on descend l’axe (permis dorénavant avec le nouveau firmware) jusqu’à ce que la buse touche la cale sans presser dessus. On note la valeur affichée à l’écran (ici, -2,525) Avant d’enregistrer ce décalage (offset), il faut y ajouter l’épaisseur de la cale. C’est ce que l’on aurait fait avec nos imprimantes habituelles où la tête est perpendiculaire au plateau (image de gauche). Mais là, la tête est inclinée de 45° par rapport au plateau (image de droite). La distance buse / plateau à ajouter n’est pas celle de la cale («offset» ci-dessous) mais plutôt l’hypoténuse du triangle rectangle (flèche rouge image de droite ci-dessus) : Un calcul simple permet de trouver cette valeur : 1,4x0,2=0,28 qu’on arrondit à 0,3 et qu’on ajoute à la valeur absolue plus haut, soit 0,3+2,525=2,825. Cette valeur sera donc l’offset appliqué pour éviter que lors de la mise à l’origine, la buse ne vienne graver le plateau. Il reste à indiquer que l’axe Y a un offset (M206) via l’écran : Configuration => Advanced settings => Set Home Offset (le dernier firmware permet de choisir entre trois langues: chinois, anglais et français ) : Et ne pas oublier d’enregistrer ces paramètres dans l’EEPROM (M500) via l’écran : Configuration => Store settings Une nouvelle mise à l'origine permet de vérifier que ce décalage d'axe a bien été pris en compte. La buse se situe maintenant au-dessus du plateau. Une demande de descente du Y à 0 abaisse bien la buse sur le plateau g) Zstep (pas de l’axe Z, le tapis roulant) : Le réglage de la tension du tapis en raison de la matière constituant celui-ci peut modifier la valeur du pas de l'axe Z (originellement de 1152.95). Karl Brown préconise d'utiliser une pièce de calibration (une barre de 100x10x5 mm) pour affiner ce calcul (disponible sur Thingiverse ) Là encore, une règle de trois, connaissant le pas originel, la longueur attendue de la pièce et celle effectivement mesurée, permet de calculer le pas «exact». Une fois ce nouveau pas fourni au firmware (M92 Z1166.02) puis enregistré en EEPROM (M500), une nouvelle impression de la pièce permet de vérifier que tout est bon. Il faudra certainement refaire le calcul du Zstep à chaque modification réalisée sur le tapis roulant. Quelques «barres de calibration» imprimées lors des tests de réglages : RAPPEL : Les pas moteurs calculés correspondent à cette imprimante après les différents réglages et seront probablement différents d’une machine à l’autre tout en restant dans des valeurs proches. Une fois ces réglages effectués, les premières impressions vont pouvoir débuter … à suivre …












 1 point
1 point -
J'ai pas l'intention de les vendre ou même de les donner sauf à mon neveu mais en même temps c'est des pièces pas plus petites que celle des legos... Après si cela fonctionne, les stl seront dispo et la chacun est responsable de se qu'il imprime et donne à ces gamins, on peut pas être derrière chaque personne qui va télécharger le truc mais si cela vous rassurer sur thingiverse je mettrais un petit message de mise en garde : ATTENTION CES JOUETS NE COVIENNENT PAS AUX GAMINS MAL ELEVES QUI METTENT TOUT A LA BOUCHE ET AU PARENTS TROP CON POUR NE PAS LES SURVEILLER. SI PAR MALHEUR UN DE VOS ENFANTS VENAIENT A S'ETOUFFER AVEC UNE DE CES PIECES CELA S'APPELLE LA SELECTION NATUREL ET JE NE SERAIS EN AUCUN CAS TENUE RESPONSABLE. Quelques photos des premiers essais. J'ai un peu trop de longueur sur les axes des roues mais sinon tout le reste est pas mal, je peux continue avec les accessoires (petits qui peuvent être avalés....)


 1 point
1 point -
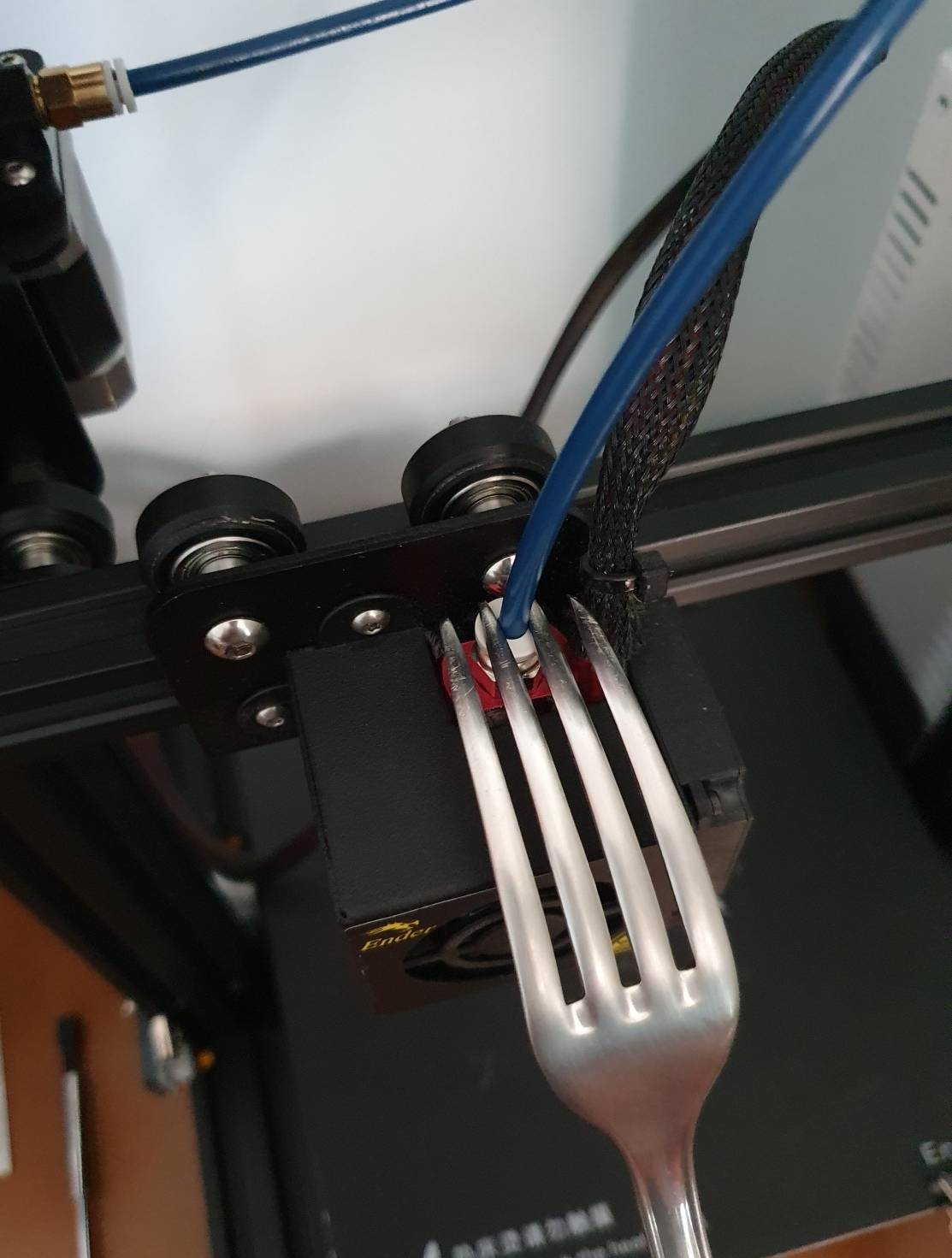
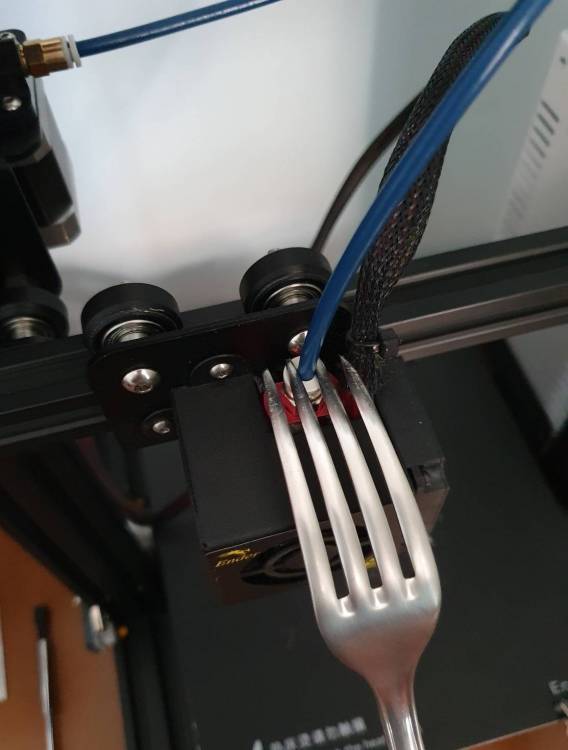
Bonjour, J'avais prévu des pièces de rechange et j'ai donc fait le remontage avec du neuf (PTFE - Pneufits - Buse). Tout s'est très bien passé quasiment du premier coup et mon premier objet est OK à 99% J'ai utilisé un outil magique (photo) pour appuyer sur le pneufit (appui stable et à distance laissant une main libre...), très pratique Merci encore à toi pour cette belle procédure sans fausse note. Cdt
 1 point
1 point -
Non je ne me suis servi du dichlorométhane uniquement pour nettoyer buse, heatbreak et corps de chauffe cyclop. ça ramolli bien le PLA, mais pour le collage, je pense que ce serait trop long à sécher. Oui on le trouve en vente libre comme ici : https://www.ebay.fr/itm/Chlorure-de-methylene-Dichloromethane-Flacon-de-1-litre/273234797113?hash=item3f9e102239:g:9BMAAOSwdUJcCO39 Pour coller le PLA j'utilise la colle 3D Glue de chez 3Donline : https://3donline.be/outillage-finition/652-colle-pour-pla-3doglue-30ml.html1 point
-
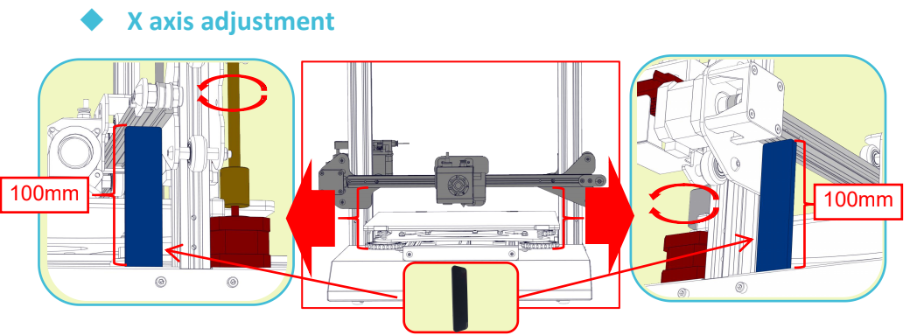
Bonjour, Etant nouveau dans le monde de l'impression 3D, je découvre ce monde avec surprise. Je m'attendais à des outils beaucoup plus rôder que ça ne l'est actuellement. Devoir aller chercher sur les forums dans la 1ere heure du déballage de l'imprimante pour comprendre son fonctionnement, n'est pas normal, a mon sens. Mais bref, pour le moment avec CREALITY c'est comme ça, faisons avec. Je souhaite donc mettre en place un post recensant les différentes informations concernant la CREALITY CR10 S PRO pour m'aider, et aussi aider les prochains nouveaux. J'ai besoin de votre aide pour corriger / compléter ce post. Merci d'avance. - PROCEDURE - Fonctionnement d'une imprimante 3D : Vidéo qui explique bien son fonctionnement Montage : Pour cela rien de plus simple suivre la notice. ( Ici le manuel en PDF ) Réglage de l'axe X : Pour le réglage de l'axe X, il faut utiliser la cale de 10cm fourni, la caler bien droite sous la courroie, et regler en fesans tourner la vis sans fin derriere. (Penser a tenir l'autre vis sans fin pour pas qu'elle ne tourne en même temps) Réglage de l'axe Z : Visser toutes les vis du plateau a fond sans forcer et desserrer de 1 tour. Allumer l'imprimante et chauffer le plateau à 60° et la buse à 200° (MENU : Temp > Manual > Nozzle 200° et Hot-Bed 60°) Une fois les températures atteintes, cliquer sur MENU : Settings > Level mode, la buse va se placer sur la position du milieu et avec les touches Z+ et Z- ajuster la hauteur avec une feuille de papier A4, il faut que la buse frotte le papier sans l’accrocher. On va régler le détecteur de leveling : dévisser la vis du dessus jusqu'à ce que la led rouge soit éteinte, et revisser jusqu’à ce qu'elle se rallume. Appuyer sur Z Home, la buse va se placer sur la position du milieu et ajuster de nouveau la buse avec une feuille de papier avec les touches Z+ et Z- et recliquer sur Z Home. Réglage de l'axe Y (Le Plateau) : 2 méthodes existe, le faire manuellement sans les moteurs et sans le mode AUX LEVELING, ou en automatique avec le mode AUX LEVELING. MANUEL : Désactiver les moteurs , cliquer sur MENU : Settings >Motor Off Déplacer manuellement la buse dans les 4 coins du plateau et régler la hauteur de plateau avec les vis en dessous. Avec une feuille de papier A4, il faut que la buse frotte le papier sans l’accrocher. Ne pas hésiter a le refaire 2x. A la fin valider le point du milieu. Automatique : Cliquer dans MENU : Settings > Level mode > AUX LEVELING Cliquer ensuite sur chaque coin, pour que la buse se déplace et ensuite régler la hauteur de plateau avec les vis en dessous. Avec une feuille de papier A4, il faut que la buse frotte le papier sans l’accrocher. Ne pas hésiter a le refaire 2x. A la fin valider le point du milieu (1). Une fois que c'est fait, cliquer sur Z Home, une fois que la buse s'est déplacé , cliquer sur Check level. La buse fera le chec kde 16 points. Ne touchez plus a ce menu ensuite. Les paramètres sont enregistré dans l'imprimante. Tester l'impression : Pour la première impression, utiliser le fichier Dog_Test contenu sur la carte SD. Au début d'une impression, regarder bien le départ, et ajuster la hauteur de buse avec le bouton Adjust > Z- et Z+ Ensuite vous pouvez essayer le Test Bed Calibration ici pour valider votre configuration : https://www.thingiverse.com/thing:3409848?fbclid=IwAR2Q3_BtI3UeNdZvZAobStS9_dGBbsSYJObGzkPBRsEdqdG9zqN2ktt7e3k Mise à jour du firmware : Télécharger le firmware ici : https://fr.creality3d.cn/creality3d-cr-10s-pro-p00253p1.html Tuto ici : https://www.youtube.com/watch?v=SBX30GmM3Qo Problèmes d'impression et solution : https://cults3d.com/fr/blog/articles/identifier-corriger-defauts-problemes-impression-3D

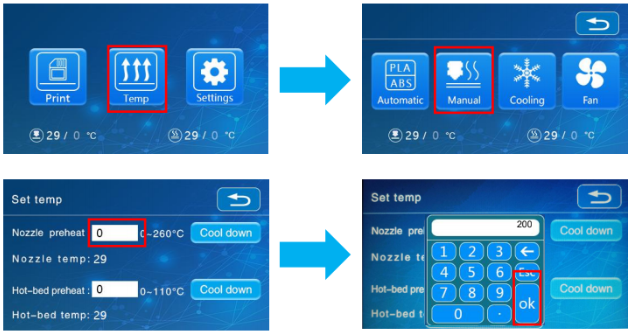


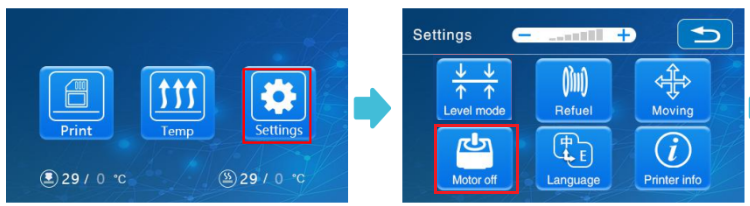


 1 point
1 point -
Hello, Avant tout, je tiens à préciser qu'il n'y a rien de révolutionnaire ici, vous pouvez passer votre chemin. Juste que je n'ai pas trouvé d'infos claires lorsque j'ai rencontré mes soucis. Du coup je poste, si jamais ça peut aider quelqu'un.. Et désolé les modos, je ne savais pas où poster ^^ En ayant marre de régler mon bed à chaque fois, j'ai pris la décision il y a quelques temps d'installer un ABL (Nivellage automatique du Bed). Comme je n'ai pas 60€ à mettre là dedans, je me suis vite décidé à prendre un 3D Touch sur Amazon. Malheureusement, je n'ai lu les critiques sur ce produit qu'après avoir effectué la commande, et j'ai pris peur. En effet, le 3D Touch, contrairement au BLTouch original, a une très mauvaise réputation. Fiabilité et sensibilité des plus douteuses, j'ai souvent lu que l'objet mourrait régulièrement au bout de 2 semaines, et que la précision était aléatoire. Et ces avis n'étaient pas infondés : Une fois en place, lorsque vous réglez votre offset, vous n'obtenez jamais le même résultat : Une fois la buse est trop haute, une fois trop basse, etc etc Pour avoir une bonne impression, j'étais sans arrêt en train de jouer avec le babystepping au début de chaque impression. Puis je suis passé à Marlin 1.1.9, et j'ai voulu me séparer de cette méthode chi***te et plutôt aléatoire. Si je me permets de faire un retour sur ce produit, c'est pour noter quelque part la configuration de cet ABL que j'ai réussi à dompter avec un peu de patience. Oui, mon 3D Touch est à présent fiable, reste à savoir pour combien de temps ^^ La première chose à faire, c'est de remagnétiser la tige métallique. Ce n'est pas systématique, mais il arrive que la tige tombe durant l'impression ou a du mal à remonter pendant le sondage, à cause d'un manque de magnétisme. Pour cela il faut dévisser la vis du haut (entre les 2 trous de fixation, avec une clé Allen), sortir la tige et la passer contre un aimant puissant (haut parleur par exemple) ou dans un magnétiseur : https://www.amazon.fr/C-K-T1350-Magn%C3%A9tiseur-D%C3%A9magn%C3%A9tiseur-lame-tournevis/dp/B000XJ6ZX4 . Le fait de rémagnétiser tout ça améliorera la précision de votre capteur mais évitera aussi que la tige tombe et arrache votre impression. Profitez-en pour magnétiser la vis également, c'est elle qui vient tirer la tige dès qu'elle est assez proche. Pour le remontage, insérez la tige dans le 3D Touch et revissez la vis. Attention de serrer assez mais pas trop : - Trop serré, la tige ne remontera pas beaucoup, et donc pas beaucoup de jeu entre votre buse en la tige rétractée : Risque d'accrocher le plastique déjà déposé. - Pas assez serré, la tige va mettre un certain temps à remonter sur la vis : Risque d'offset aléatoire Le mieux pour juger du serrage de la vis est de remonter la tige pour qu'elle 'colle' à la vis, et de serrer ou de desserrer la vis. Repliée, la tige doit se situer entre 2 et 2,5mm au dessus de la buse. Ensuite, il va falloir modifier Marlin. Dans sa configuration d'origine, l'axe Z va descendre à 8mm/s pour un premier palpage, puis à 4mm/s pour le second sondage du plateau. Si ça peut fonctionner avec un BLTouch, il est clair qu'avec mon 3DTouch le résultat n'est pas au rendez-vous. On va commencer par la vitesse de palpage. Rendez-vous dans le fichier Configuration.h et cherchez la ligne suivante : #define Z_PROBE_SPEED_SLOW (Z_PROBE_SPEED_FAST / 2) Z_PROBE_SPEED_FAST est définie plus haut à 8mm/s, donc notre vitesse de palpage est de 8/2 = 4mm/s. Cela veut dire qu'on cherche à se régler au micron près (ou presque), mais on se déplace à 4mm/s. C'est trop rapide, on va plutôt diviser par 8 par exemple, pour palper à 1mm/s. #define Z_PROBE_SPEED_SLOW (Z_PROBE_SPEED_FAST / 8) Pour des résultats encore plus fiables, vous pouvez encore descendre la vitesse si vous le désirez. Cela n'affectera que la vitesse de palpage, pas la vitesse d'autohome. Ensuite, on va définir comment et surtout combien de fois le 3DTouch va palper le plateau. Cherchez la ligne suivante : #define MULTIPLE_PROBING 2 Le 2 correspond au nombre de palpations du plateau. - A 2, le 3DTouch va effectuer un palpage rapide puis un plus lent. Seule la seconde valeur trouvée sera utilisée. - A partir de 3, le 3DTouch va effectuer 3 palpages ou plus du plateau à basse vitesse (celle définie au dessus). Puis au lieu d'utiliser la dernière valeur retournée, Marlin fera une moyenne de toutes ces valeurs. Je vous recommande de mettre 3 au départ et d'augmenter cette valeur au fur et à mesure si vraiment votre matériel n'est pas fiable. Méthode testée et approuvée uniquement par moi pour le moment, pas vu d'autre retour ici. Si jamais, n'hésitez pas à commenter si ça fonctionne ou pas ^^
 1 point
1 point -
Bonjour, Pour ceux que ça pourrait intéresser, voila mes dernières compilations pour : -U20 ou U30 -CM antérieur à V0G -Ecran V1.2 (Je ne vois plus cette notion dans les dernières sources ?) -BLTouch(original) -Sauvegarde sur EEPROM -Linear Advance (désactivé par défaut) : project(U20).binproject(U30).bin @CacaoTor après avoir travailler sur cette nouvelle compilation, je m'aperçois que l'on pourrait grandement épurer le tuto. Certaines choses sont maintenant présentes par défaut ou s'adaptent en fonction du modèle choisi. Si tu veux, je peux te fournir les notes que j'ai faites lors de cette dernière.1 point
-
super tuto pour un novice comme moi1 point
-
Bonjour, Je vends 2 imprimantes 3D résine (dlp) Duplicator 7 de la marque Wanhao. Elles sont vendues dans leurs cartons d'origine, prêtes à être envoyées ! Prix : 110 euros + frais de port0 points
-
Bonjour, Je vends mon scanner de visage d'occasion The bobble shop. Il permet de scanner un visage et d'en faire une petite figurines 3D personnalisée. Il est en excellent état, presque jamais servi. Vendu avec le scanner + un écran tactile pour faire fonctionner le logiciel Prix : 2500 + frais de port

 0 points
0 points