Classement




Contenu populaire
Contenu avec la plus haute réputation dans 24/05/2021 Dans tous les contenus
-
Gallou , on se détend, ton post est fondé vu que tu as parcouru le fofo, ces machines sont "infernales" à lire les problèmes de tlm. Mais pas d'inquiétude, ça peut le faire, surtout si ton compagnon maîtrise le côté informatique. En plus, bon plan pour communiquer inter génération, comme tout le monde va se prendre la tête pour faire tourner la bécane, du coup, ça cogite ensemble et ça discute. Puis y a les tutos, les conseils des anciens du fofo toujours dispos, donc toujours une solution au problème. ton gamin et ton compagnon vont s'éclater.2 points
-
Des pinces, de l’adhésif kapton https://www.google.com/search?q=polyimide+kapton ? ou oui changer de plateau comme proposé par @Jonathan062 points
-
Pas cool c'est pour ca entre autre que moi.... https://www.lesimprimantes3d.fr/forum/topic/41784-plateau-verre-d12-230/?do=findComment&comment=4378512 points
-
Tu cumul peut être plusieurs problèmes, Le curling peut jouer mais là il ne semble pas énorme ... et pas simple de le résoudre sans revoir entièrement le système de refroidissement de l'impression. Niveau déplacement, et réglage des excentrique et des tensions de courroies tu fait comment ? tu vérifie en titillant du doigts le plateau pour être sur qu'il n'y a pas de jeux ? tu teste de pousser a la main moteurs éteins ou sans courroies pour ressentir les zones de points dur ? Tu utilise quoi comme lubrifiant ? tu nettoie avec quoi avant de lubrifier ? De même une vitesse de déplacement trop rapide peut créer des décalages. tu a quoi actuellement ?
 2 points
2 points -
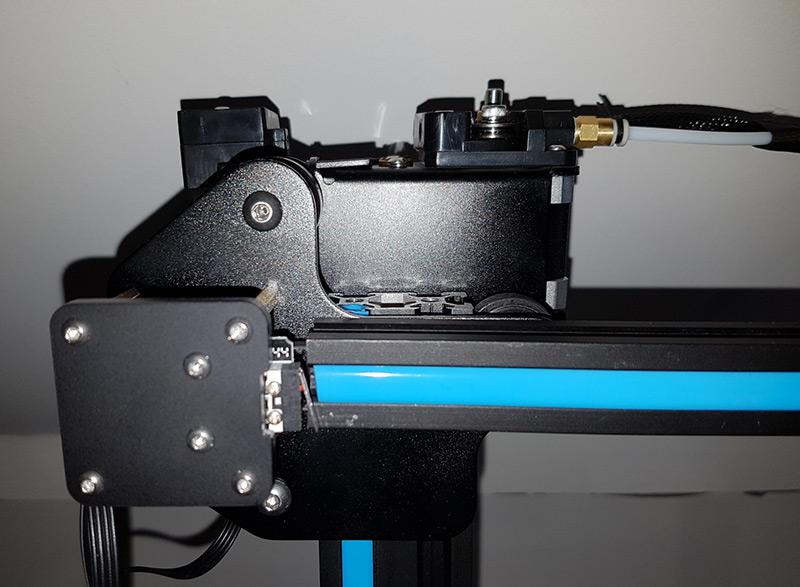
Bonjour les potos, Pour a part j'ai supprimé le Y audessus de hotend et j'ai le même Tube qui va de l'extrdeur jusqu'a la buse. Donc plus de problème de découpe de tube ptfe
 2 points
2 points -
Je ne pense pas ... les modification a la volé demande de retrancher et de retomber selon le contexte et l’avancement de l'impression sur le bon enchaînement de commande g-code. En théorie pourquoi pas, en pratique pas simple ... https://www.yeggi.com/q/oozing+test/ https://www.thingiverse.com/thing:1831946 Voir même pour une même matière, d'une bobine a l'autre, d'une couleur a l'autre ... et aussi si ton environnement change (en été ou en hiver ...)2 points
-
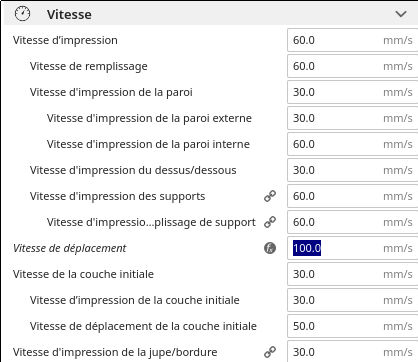
Les valeurs de vitesse rétractation etc sont dans le gcode. Je ne pense pas qu'il soit possible de les modifier via octoprint. Mais je n'y connais rien en octoprint. Pour la température il suffit de la modifier via le panneau d'affichage de l'imprimante2 points
-
De toute façon, avec aussi peu d'informations autre que : il aurait été difficile d'apporter une aide efficace. Je sais bien que quand on débute dans un domaine on ne peut pas tout connaître, particulièrement le langage idoine mais tout de même un peu plus de détails n'aurait pas été superflu, Exemple: La carte SD une fois introduite dans le lecteur de la carte n'est pas reconnue ou encore Le lecteur de la carte est trop petit pour accueillir ma carte SD etc. Par contre, ce qu'il faut féliciter c'est que @Lorenzo08088 a trouvé solution à son problème et l'a indiquée, ce qui n'est pas toujours le cas des utilisateurs demandant de l'aide qui une fois une solution trouvée ne reviennent plus jusqu'à leur prochain problème.2 points
-
Bonjour, Après quelques déboires, notamment une surchauffe du moteur de l'extrudeur qui s'est solutionnée par un remplacement du moteur (génial cette U20 2.0 ), l'imprimante équipée d'une BigTreeTech SKR 1.4 turbo, TMC2208 V3 UART, et d'un écran TFT 35 est fonctionnelle. Le firmware utilisé est le suivant, il a été compilé avec ces fichiers de configuration: configMarlinV2.0.7.2_U20_SKR1.4turboTMC2208UART.zip firmware.bin2 points
-
Salut, Du coup on fait un concours de l'imprimante la plus exotique ? @minoudedijon : Tu fais quoi mercredi ? J'organise un diner et je crois que je vais t'inviter .... PS : (Pour ne pas être totalement hors sujet) Alors l'avantage de celle la c'est de ne pas utiliser de guidage linéaire et d'être en grand partie imprimable. Le passage des fils de pêche est un peu galère, tout comme le réglage.1 point
-
Salut, Comme j'ai oublié ma boule de cristal dans mon autre veste, ça va être compliqué de te filer un coup de main. Tu peux copier/coller l'erreur que tu as ? Allez, à vot' bon coeur. Un tite capture d'écran ?1 point
-
@PPAC : merci pour les pistes. [EDIT] : 1h sans soucis. Visiblement c'était ça. Rien dans les logs Linux (a part quelques warnings sans importance). Effectivement bien vu pour la limite de consommation du RPI. Du coup J'ai fait la manip de @Bosco2509 : Donc le RPI n'alimente plus que la WebCam. J'ai relancé l'impression et elle a passé quelques couches. Je vous tiens au jus !
 1 point
1 point -
Salutation ! Alors tu semble a un niveau de bidouille bien supérieur au mien (firmware kliper, des machines de différent constructeurs ...) donc je vais surement donner des fausses pistes (mes excuses), de plus je ne connais pas la Palette2S[Pro]. Je suppose que tu parle des logs d'impressions donc sous OctoPrint. A tu regardé les log du système linux du OctopPi ? /var/log/* pas simple d'y trouver/comprendre quelque chose ... mais peut être y trouvera tu une erreur explicite ... Aussi la carteSD du OctoPi si elle se trouve utilisé depuis longtemps peut avoir un problème de secteurs défectueux ... une limite du nombre de lecture/écriture ... Un ampérage insuffisant pour l'alimentation du RPi ... comme tu a deux périphérique en USB + la cam tu doit peut etre te trouver aux limites ... ? Bon voila ... navré j'ai pas plus d'idée et je donne il me semble des pistes bien vagues. J’espère que tu va trouver la solution ! Bonne continuation !1 point
-
Bonjour, Tout d'abord, rassures-toi c'est la galère pour tout le monde au début. Vous avez fait un choix raisonnable selon moi. La Ender 3 n'est pas la meilleur machine du monde, mais c'est une bonne machine et surtout elle est très répandue. Donc tu vas facilement trouver de l'aide au cas ou. Je me permet de faire une réponse un peu longue à ta question : On va considérer que la partie montage de l'imprimante va prendre un certain temps. Le mieux sera de poser tes question au fur et à mesure. Comme il n'y a que des gens gentils sur le forum, ça ne devrais pas poser de soucis particulier. Pour imprimer une pièce en 3D il faut un modèle 3D (j'enfonce des portes ouvertes). Si vous n'êtes pas expert en modélisation 3D, pas de soucis. Il existe des sites ou tu vas pouvoir télécharger directement des fichier à imprimer : https://www.thingiverse.com/ et https://www.yeggi.com/ sont les plus connus. Tu vas télécharger un fichier dont le nom finit par .stl Pour imprimer ce fichier, il va falloir créer des instructions spécifiques pour ton imprimante 3D. C'est plus ou moins automatique et pour cela on utilise un "Slicer". Ce logiciel va prendre ton fichier .stl et le transformer en "G-code". Le G-code est le langage que ta machine va comprendre. Il y a pas mal de slicer. Mais pour débuter Cura est pas mal : https://ultimaker.com/software/ultimaker-cura L'avantage de ce logiciel est qu'il contient déjà les réglages pour ton imprimante. Donc tu vas lancer Cura, et importer ton fichier .stl. Si tout se passe bien tu vas voir ta pièce apparaitre. Il te suffit de "Trancher"/"Slicer" et le logiciel va créer le fichier g-code. La deux solutions : tu branches ton imprimante en USB, ou alors tu copie ton fichier G-code sur la carte SD de l'imprimante. Et normalement ca va te sortir un pâté infame ....'(je plaisante). Bienvenue dans le monde merveilleux de l'impression 3D !1 point
-
Bonjour @Gallou33 !! Je peut te rassurer, ton imprimante en l'état est fonctionnelle.... Oui on peut s'amuser à l'améliorer, mais on le fait si ca nous tente, et selon nos besoins. J'ai une Ender 3 Pro, et aussitôt assemblée, je pouvais débuter l'impression de quelques objets avec le filament fourni. Il y a quelques ajustements à faire au début, pour réaliser de belles impressions, et sur ce forum, tu va trouver tout les renseignements requis pour y arriver sans trop de prise de tête... Ton fils devrait adorer fabriquer des objets... Pour ce qui est des logiciels, vous aurez besoin d'un trancheur. Un trancheur est un logiciel qui prend les fichiers objets 3D, et qui converti ce fichier en séquence que l'imprimante va suivre à la lettre. Vous allez pouvoir utiliser des milliers de fichiers que l'on peut trouver sur internet (fichiers au format STL) et les passer au trancheur, mettre le fichier résultant sur une carte SD, et mettre celle-ci dans l'imprimante. L'imprimante va faire le reste. Quelques petits conseils pour bien démarrer : Utiliser une carte SD de bonne qualité (Kingston, Sandisk, etc) de moins de 32 Go, formaté en FAT32, 4096 secteur.... Vous allez vous éviter déjà quelques ennuis (la carte SD fournie avec l'imprimante est souvent de piètre qualité); Une bobine de PLA de bonne qualité, que vous gardez dans un sac refermable avec un sachet de gel de silice (pour conserver la bobine au sec le plus possible lors de longue période sans utilisation de l'imprimante); Nettoyer le plateau magnétique de l'imprimante avec de l'eau chaude et du savon à vaisselle et faire attention à ne pas mettre les doigts sur le plateau, pour éviter les traces de gras qui empêche le PLA de bien coller au plateau. Le nettoyage peut être fait quand on voit que la pièce commence à avoir de la misère à coller. J'espère avoir été rassurant, je crois que vous allez vous amuser à fabriquer plein de truc.... Et ne te gêne pas pour poser des questions, il y a plein d'expert sur ce forum !!!1 point
-
Les débuts pour compiler et téléverser un firmware ne sont jamais simple. Courage ! tu va y arriver ! Là l'erreur me semble explicite. le chemin est trop long ... pour résumer soit le projet que tu compile soit l'outil de compilation se trouve trop loin de la racine "c:\" Commence par déplacer ton projet dans par exemple c:\monProjetMarlin\ Sinon l'utilisation de VSCode + PlatformIO + Auto build Marlin peut aussi être une solution car ArduinoIDE semble avoir du mal avec certaine version de firmware marlin ... mais là aussi il peut y avoir des galères ... donc prend ton temps et ne stress pas si cela ne fonctionne pas du 1er coup. https://marlinfw.org/docs/basics/install_platformio_vscode.html +Auto build marlin Aussi pour ajouter de la difficulté, il faut des fois utiliser une ancienne version de ArduinoIDE 1.0.6 pour des version de firmware basé sur une version de marlin 1.0. Par exemple, si tu a une erreur avec une histoire de struct_f ... (je croise le doigts pour toi que tu n'a pas cela ) Tiens nous au jus et bonne continuation.1 point
-
Merci pour ta réponse, Effectivement, il fallait un câble USB neuf, blindé à 6euros les 3 sur amazon. Je l'ai reçu cet après midi, et c'est un jeu d'enfant d'installer le bltouch.1 point
-
il faut inverser la logique sous marlin ou modifier la maniére dont tu a connecter les fil sur ton capteur ( cf NO normaly open contre NC normaly close ... ) https://marlinfw.org/docs/configuration/configuration.html#filament-runout-sensor #define FIL_RUNOUT_INVERTING false // Set to true to invert the logic of the sensor. Enfin, si tu arrive a ouvrir une connexion a l'imprimante via un câble USB avec un programme comme Pronterface https://www.pronterface.com/ ou Repetier Host https://www.repetier.com/download-now/ , il existe la commande g-code M119 ( https://marlinfw.org/docs/gcode/M119.html ) pour avoir le statue des capteurs de fin de courses et capteur de fin de filament. Et tu poura vite savoir si tu a bien "open" ou "TRIGGERED" quand il le faut.1 point
-
Bon, ben on sera au moins 2 à se planter si ça fonctionne pas… j’ai craqué1 point
-
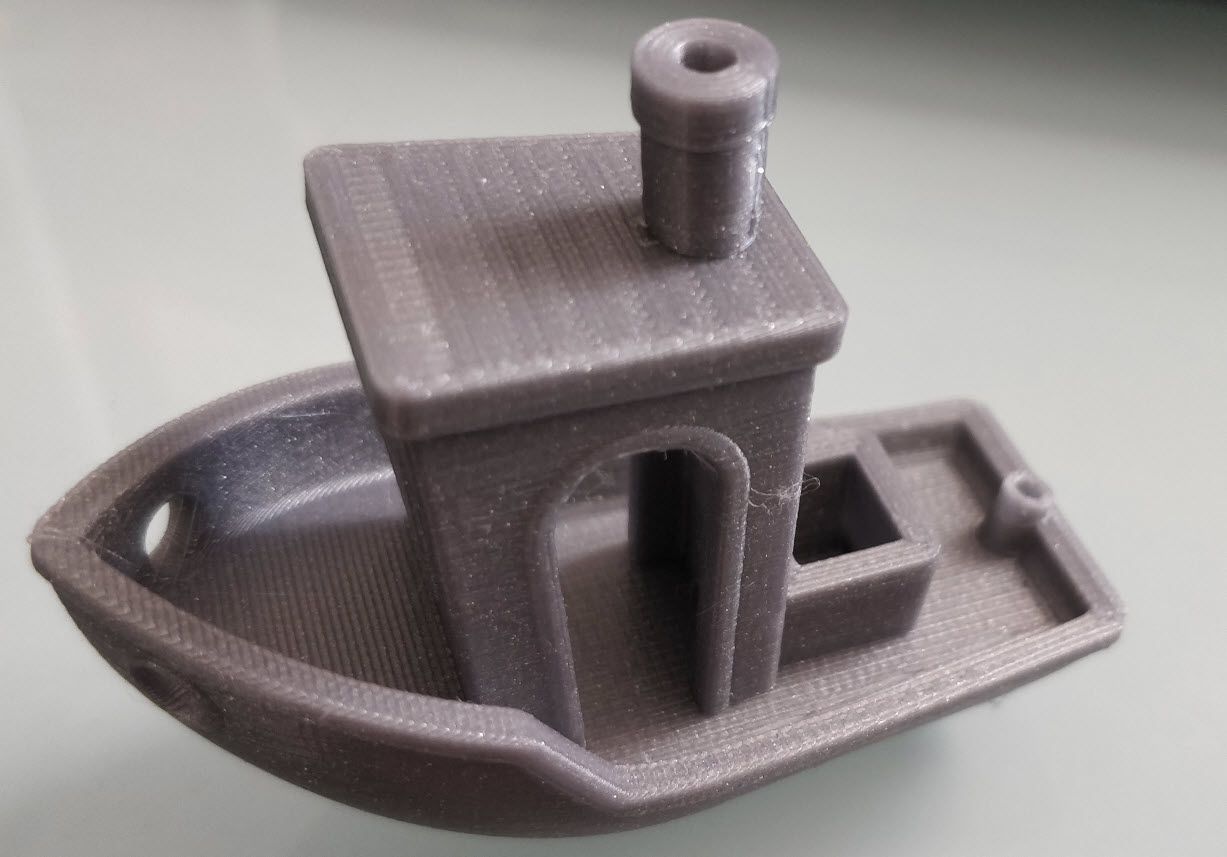
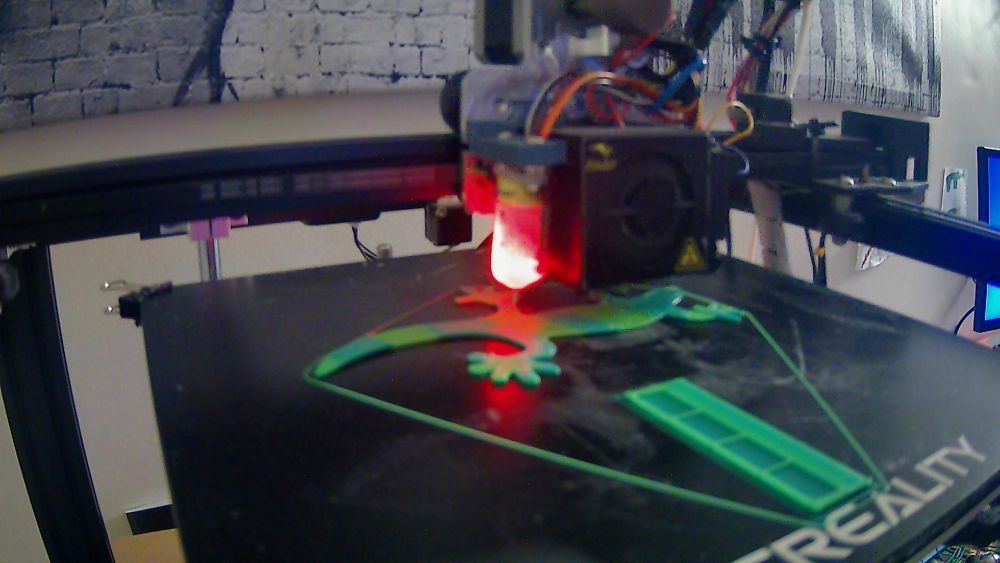
Après toutes les calibrations d'usage (step, pid....) j'ai enfin réussi à sortir mon premier sujet bicolore .
.thumb.jpg.80cd2fa120e16adbc1c632a6491b0d51.jpg)
.thumb.jpg.74ba7d1c585dc0ab21506d84699df338.jpg) 1 point
1 point -
J'ai tout simplement remplacé l'extrudeur moisi en plastique par celui en métal en identique (marque creality ou noname) ainsi c'est simple, juste refaire le test et réglage des 100mm.1 point
-
J'ai tenté le mode Mac Gyver, je répare déjà tout à la maison alors l'extrudeur ne devrait pas faire exception. Mais si cela a cassé c'est que y a une fragilité, donc j'ai aussi passé commande d'un kit en alu. La réparation doit donc tenir le temps de l'acheminement Merci de votre temps pour l'analyse du problème, je vous tiens au courant pour la suite, même si je ne doute pas que ce soit bel et bien la cause de la panne.1 point
-
Ah PPAC, ton truc de l'expansion horizontale de la couche initiale marche très bien. En prenant la même valeur que toi, même si je n ai pas la même machine, le résultat est très bon, les limites de la coupure et les trous de calage bien dimensionnées, les surfaces planes sont propres. Avec juste une petite jupe pour l'adhérence. Ce problème particulier pour cette pièce est résolu pour moi. Apres reste à savoir si couper ainsi est la meilleurs solution pour cette pièce particulière. J aimerais bien trouver un catalogue de pièces à imprimer/ solutions de positionnement, supports, ... tout cela en images fixes, car sur youtube j'ai du mal à réfléchir calmement. Toute cette expertise existe surement, mais je n ai pas trouvé le lien. Je n ai pas remercié pascal@91 pour sa photo de clé d assemblage. Le trou cylindrique est dû à la technique SLA, j'imagine. Mais casser les angles, et être légèrement conique, je garde l'idée.1 point
-
Tu aurais dû / pu mettre en application la recommandation que je donnais un message plus haut . J'ai donc regroupé en un seul message tes deux précédents. Pour citer / notifier un utilisateur dans ta réponse: tape l'arobase (@) puis commence à saisir son pseudo, au fur et à mesure de ta frappe tu pourras cliquer sur son pseudo (par exemple: @Jeanpinou si tout s'est bien passé, le pseudo apparait dans un cartouche. Il reçoit alors une notification et peut y répondre (ou pas ), il est prévenu, quoi1 point
-
C'est beau et efficace. Va falloir que je monte le mien sur la CR10-V2 . @Fourmi Une peinture tient-elle correctement sur la plaque alu ?1 point
-
Allez un petite video du MiniXtruder qu'un client nous a envoyé, Imprimé en résine ,ça claque ! video-1621796074.mp41 point
-
peut être : (citation de @Titi78 : ) Le bras de l'extrudeur en plastique doit être fendu au niveau de son articulations ou au niveau du galet presseur. Il faut démonter l'extrudeur pour le voir. Contrôle aussi de serrage de la roue dentée de l'extrudeur sur le meplat de l'arbre moteur1 point
-
Ok Nikel, c'est surtout pour que ceux qui ont le firmware d'origine ne se dise pas chouette le LinearAdvance marche!1 point
-
Bonjour @BozArt Évite les signes diacritiques (accents, …) et les espaces dans le nom du fichier gcode1 point
-
J'ai imprimé le "Benchy" et la qualité est exceptionnelle.... (malgré le petit fil que la photo fait apparaitre) Pour contrôler le respect des côtes, j'ai effectué le test suivant : j'ai crée sous Fusion 360 un pas de vis de 1 pouce ("pas du gaz"), je l'ai imprimé tel quel sur la I3, puis je l'ai assemblé avec une pièce "Gardena". Le résultat est parfait, l'assemblage se fait sans forcer. Voici les photos :


 1 point
1 point -
Tu as les deltas, qui sont réputées pour pouvoir atteindre aussi des vitesses supérieures aux cartésiennes, mais j'ai aussi vu passé des commentaires qui disaient qu'en contre partie la précision était un peu moindre (je n'ai pas dit mauvaise !). Par contre si le projet est alléchant, il n'en est pas moins complexe et ardu. Donc perso je dirais bien de commencer avec une machine simple, qui aura 3 avantages : 1/ t'apprendre pas mal de choses, notamment sur le fonctionnement et les réglages (ce qui te servira beaucoup dans sa mise au point et dans ses réglages de ta DIY) 2/ te permettre d'expérimenter par toi même un certain nombre de choses pour pouvoir mieux choisir (en connaissance de cause) les solutions technique qui te semblent êtres plus plus intéressantes : ce qui te servira beaucoup dans les choix de conception de ta future imprimante. 3/ te permettra d'imprimer des pièces pour ta future imprimante : genre un boitier pour l'écran, des supports (pour bobine par exemple), des renforts, des caches, etc ... Ne pas oublier non plus que si la partie mécano est très attirante et peut être très sympa, il y a une jolie partie "logiciel" qui est indispensable. Or sur du DIY, personne ne pourra juste te passer son firmware, car il ne correspondra pas à ta machine.1 point
-
Salut @cybot, Content que tu sois dépanné. Pour la variation de vitesse de ventilation, tu peux essayer de piloter le ventilateur avec une fréquence du PWM plus élevée en dé-commentant dans le fichier configuration.h, la ligne: //#define FAST_PWM_FAN la ligne suivante étant à commenter: //#define FAN_SOFT_PWM Le choix de la fréquence se fait dans le fichier configuration_adv.h, à la ligne suivante qu'il faudra dé-commenter: //#define FAST_PWM_FAN_FREQUENCY 31400 Tu peux essayer cette fréquence de 31.4kHz ou 7800. Attention: comme indiqué dans les commentaires de Marlin, la température du mosfet (transistor qui pilote la sortie) va augmenter.1 point
-
Replacer ton plateau verre par un miroir (si le verre est déformé) en le callant avec du papier alu entre le bed et le miroir. Un réglet sur la tranche permet avec une lampe de poche de visualiser les creux et bosse du plateau alu1 point
-
Salutation ! Quelle sont les températures d'impression préconisé pour le filament utilisé ? Car là pour moi tu imprime trop chaud (sur ma machine je suis souvent a 190°C pour du PLA mais cela n'est pas forcement adapté a la tienne) ... et 70°C pour le plateau semble trop, pour du PLA on évite de dépasser 60°C sinon le PLA reste trop mous ... (il semble préférable de laisser du temps avant de commencer a imprimer au plateau pour chauffer et que la température soit bien uniforme ... plutôt que d'augmenter la température du plateau ...) Aussi bien vérifier le placement de la sonde thermique sur le bloc de chauffe et qu'il n'y ai pas le souffle du ventilo qui fait quelle ne mesure pas correctement la température ... Et tu a peut être aussi de la sur-extrusion et/ou un réglage de la distance buse / plateau a revoir (mais si tu imprime trop chaud cela explique ceci ...) a tu déjà lu cela :1 point
-
@Kalindrogo45110 Pour remercier remibora tu peux sur ses messages faire -> Aussi pense a mettre dans ton profil utilisateur du forum ton imprimante. Bonnes impressions et bonne continuation !
 1 point
1 point -
Merci à tous les deux pour vos réponses !1 point
-
Oui tout est bon ! Merci beaucoup à Remibora qui a passé quelques heures à s'arracher les cheveux pour solutionner mon problème =D !!!1 point
-
Salut Ilopht, S'il est aisé de t'aider dans ton problème, ta comparaison entre une X1 à 350€ et une autre imprimante valant 20000 € (57/1 de rapport quand même) n'est pas flatteuse pour la Markforged Mark Two. Je présume aussi que les coûts d'utilisation, d'entretien, de maintenance et de consommables doivent être dans la même proportion. C'est donc vrai qu'une Renault Twingo fera pâle impression face à une Bugatti Chiron sur circuit fermé, mais sur nos routes urbaines la Chiron sera certainement la plus ridicule sur les dos d'âne de nos cités. Bref, comparons ce qui est comparable. Le problème sur ta photo d'impression sur la X1 est propre. Propre dans le sens où les structures sont respectées. Seul manque un élargissement de la première couche de + 5 à 15 % suivant la qualité de ton filament. Sinon, pourquoi aurais-tu besoin d'un cube de calibration ? J'ai un doute là ... STL ou Gcode ?1 point
-
Si on avait été dans une section impression3D pure: probablement le colorFabb LW-PLA qui est foisonnant en fonction de la température d'extrusion: https://richrap.blogspot.com/2019/04/colorfabb-lw-pla-expanding-foaming.html1 point
-
Pour info j'ai remplacé les ptfe d'origine par des pseudo capricorn qui trainaient chez moi (rabio de ce kit : https://www.amazon.fr/gp/product/B07PV9LCLY/ref=ppx_yo_dt_b_asin_title_o04_s00?ie=UTF8&psc=1 ) Et ça fait déjà une grosse différence niveau rétractation, donc avec un vrai capricorn je suppose que c'est encore mieux, c'est un bon upgrade sur cette imprimante. Ptfe d'origine : Ceux du kit : On vois bien la différence de diamètre intérieur ^^'1 point
-
cela s’appelle une plaque vitrocéramique.1 point
-
C’est bien parce qu’on est dans le bricolage que les réponses étaient simples et faciles à mettre en œuvre.1 point
-
Noooon . C'est pour la Ender 3 stock d'un pote. Il n'a pas envie de mettre les mains dans le cambouis alors que moi, ça m'amuse.1 point
-
Bonjour @Charlooze, Est-ce que tu as regardé les tutos en tête de liste des sujets ? L'un d'entre eux parle exactement du problème que tu décris. Voici le lien : Si tu suis la procédure de Titi78 à la lettre, cela devrait régler ton soucis.1 point
-
Le soucis c'est que tous les fabricants font la même promesse . Ce qui est intéressant c'est le retour utilisateurs !1 point
-
Zut, ma blague se retourne contre moi ... Alors comme je suis un bien mauvais prof, lecture de l'ensemble du site https://marlinfw.org/ avec un QCM de 10 minute a la fin et après lecture du code source sur le github de marlin de la 1er a la dernière version ... puis lecture des "Issues" ... Et si tout le monde est bien sage alors on regardera la vidéo du sujet suivant Il n'y a pas de secret, petit a petit, il faut prendre sont temps, et je suis encore perdu face a un Configuration.h ou des commande g-code si je n'ai pas internet pour m'aider. Bonne continuation !1 point
-
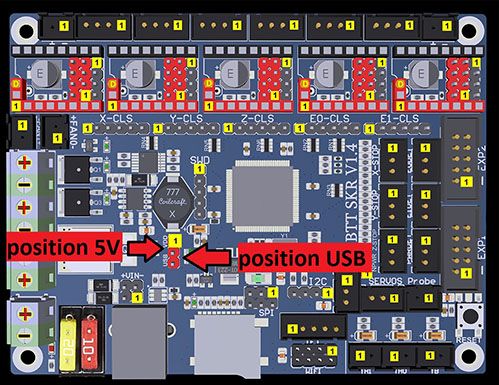
tu achètes un pack de 12 minimum ! tu copies le fichier bin que j'aurais préparé sur la carte µSD fournie avec la carte mère tu insères la carte dans le lecteur de la carte mère tu déplaces le cavalier sur USB (voir schéma ci-dessous) tu raccordes la carte mère à l'ordi avec le câble USB fourni tu siffles la 1ère canette une fenêtre devrait s'ouvrir sur l'ordi pour indiquer que le flash est terminé ! tu débranches la carte tu replaces le cavalier sur 5V et c'est tout une petite binouse pour fêter ça? plus que 10, ça va faire juste non? Après câblage, insertion des cavaliers sous l'emplacement des drivers pour les passer en mode UART,... Tu me diras si tu veux t'essayer au sensorless (perso, je te le déconseille car difficile à régler d'après ce que j'ai lu )
 1 point
1 point -
Je confirme ! Et... "récalcitrante"... le mot est faible... __________________________________________________________________________________________________________________________ Concernant le problème, voici quelques propositions : 1. Changer de câble USB qui relie l'imprimante au Raspberry Pi > et isoler avec un petit scotch le 4e contacteur de la fiche USB. (Voir cette vidéo) 2. Vérifier et revérifier tout les branchements > peut être que l'un d'eux est abîmé ou défectueux ou mal enfichés. 3. Vérifier la fiche 220V qui alimente l'alimentation > C'est un problème assez rare, peut être qu'elle a un soucis. 4. Vérifier l'alimentation > Si j'ai bien compris, tu as déjà changer le ventilo, est-ce que tu as eût un soucis avec ? > Peut-tu donner la Marque & modèle de l'alimentation > rappel : Rien n'est mieux qu'une Meanwell. 5. Vérifier la mise à la terre de le l'imprimante > Trop d'électricité statique peut provoquer des tas de soucis... Petites questions au passage : Cela fait longtemps que tu as ton imprimante ? Combien d'heures d'impression environ ? Ton alimentation est peut être en train de rendre l'âme...1 point
-
Salut, pour ma part, je n'ai pas procédé comme ça sur ma CR-10S. En fait le montage de cette barre est completement hyperstatique : l'equerre du coté gauche et ses 3 roulettes definit déjà l'angle de 90°, donc un reglage en touchant un des cotés force la barre à une forme en S, ça la met inutilement en contrainte... Donc j'ai demonté par le haut cette barre pour acceder aux 2 vis qui fixent l'equerre sur la barre coté gauche (et desserer les vis coté D mais elles sont accessible et ne necessiterait pas de demonter quoi que ce soit...) : Ci dessous le decalage qui apparaissait avant de regler entre les 2 cotés (barre alignée avec le profil à G, decalage de plus de 5mm à droite): Heureusement, les trous de passage des vis est assez large et on peut donc ajuster l'angle de 90° en jouant sur les jeux. Je ne sais pas si j'ai été clair. En fait je pense que tourner un axe permet de corriger un faible defaut (1 à 2 mm), et, pour moi, un reglage de l'angle des equerres (platines acier noires) est necessaire en cas de defaut plus important, pour ne pas mettre des contraintes et forcer inutilement sur 2 equerrages qui definissent toutes les 2 l'angle de 90° recherché... Après, on peut avoir une barre (et un plateau à regler après) qui soit bien perpendiculaire aux 2 montants verticaux. En esperant que ça puisse aider ceux dont l'imprimante est proche d'une CR-10S. A+ Marc
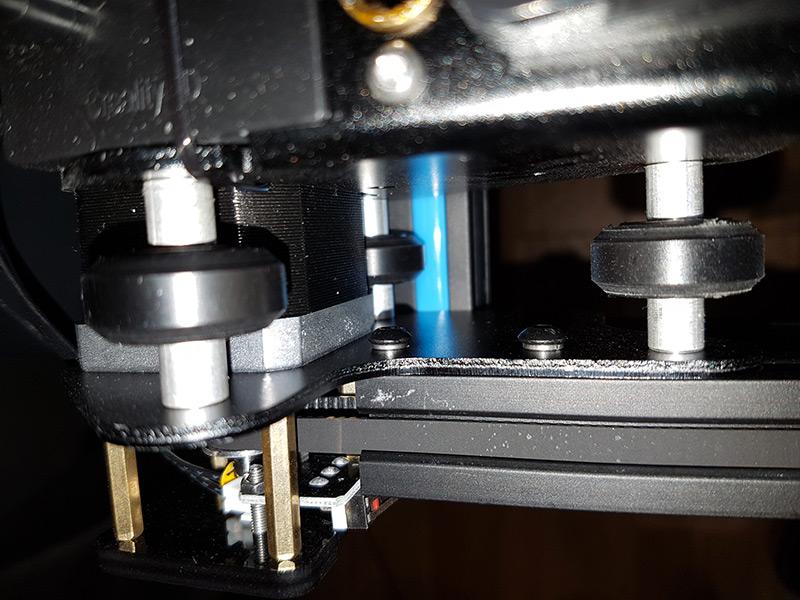
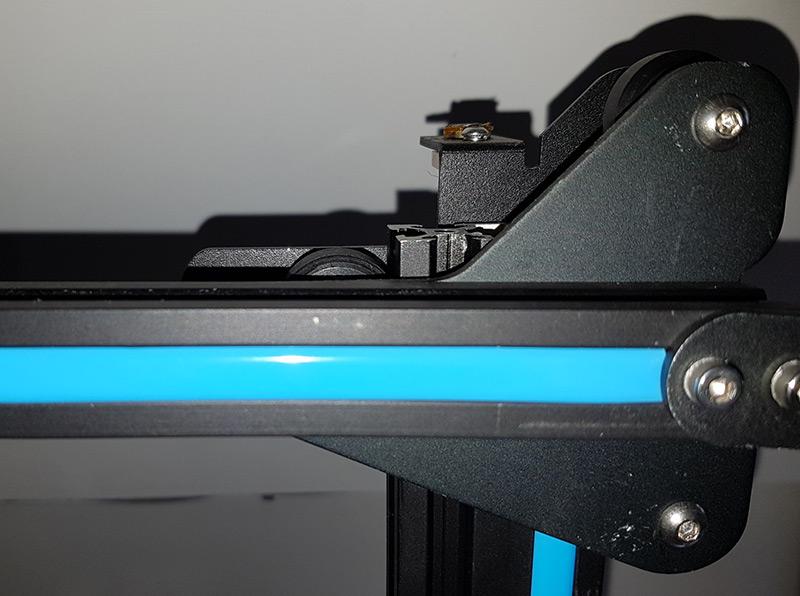 1 point
1 point -
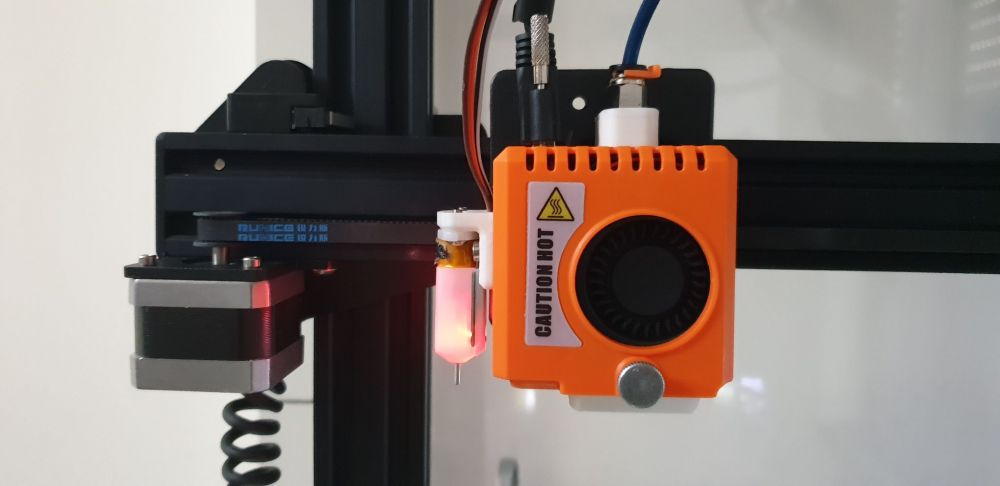
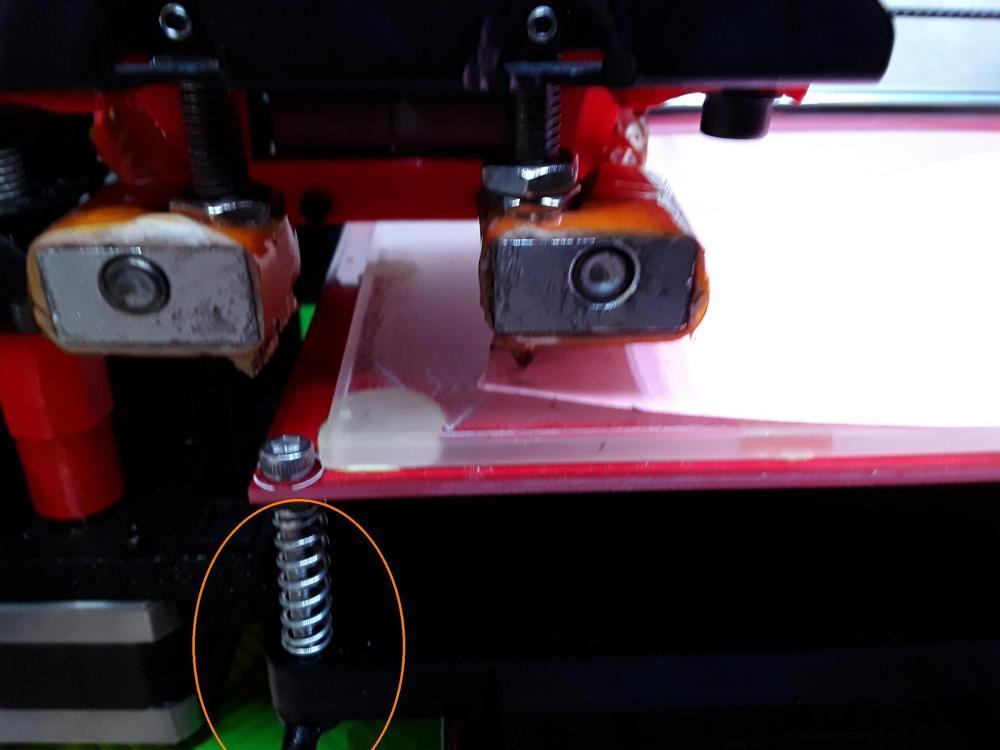
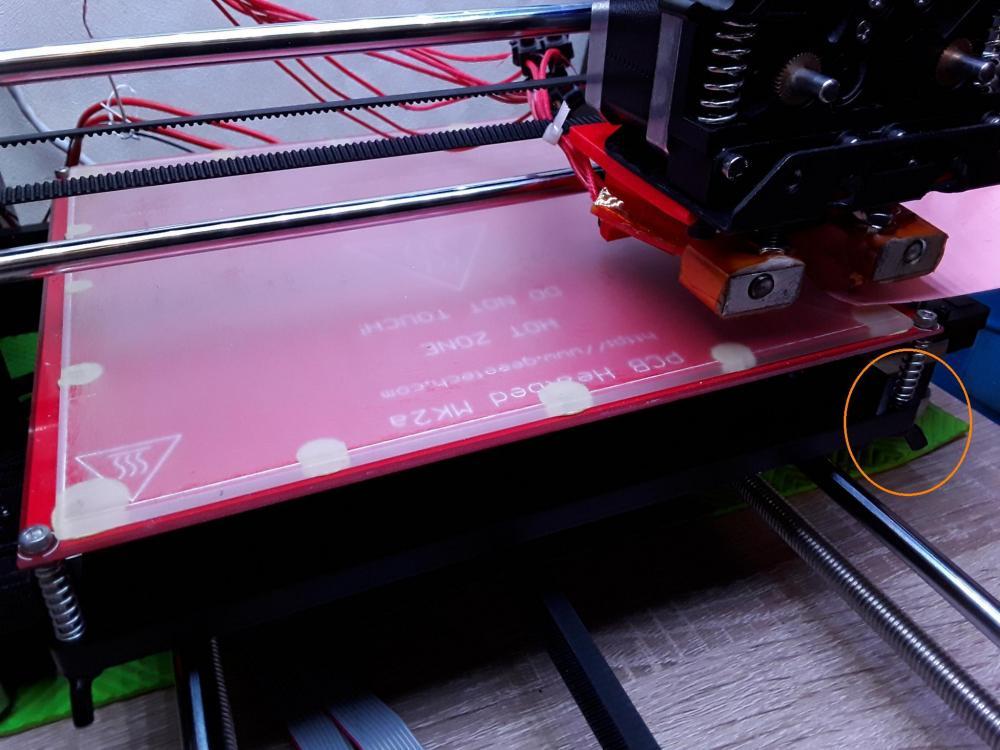
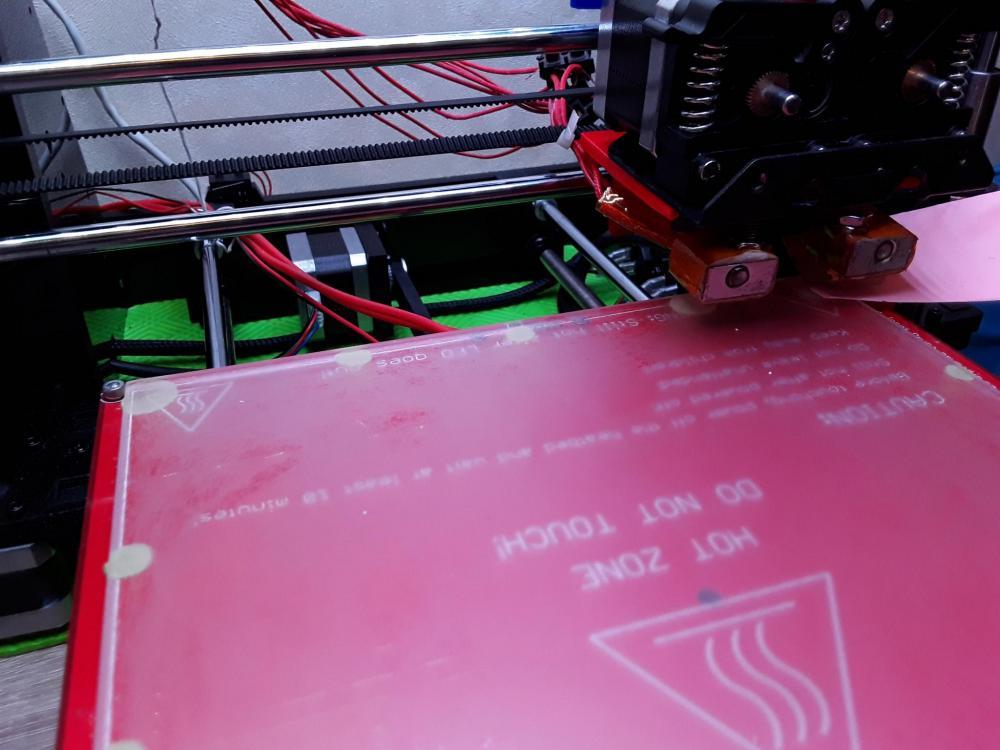
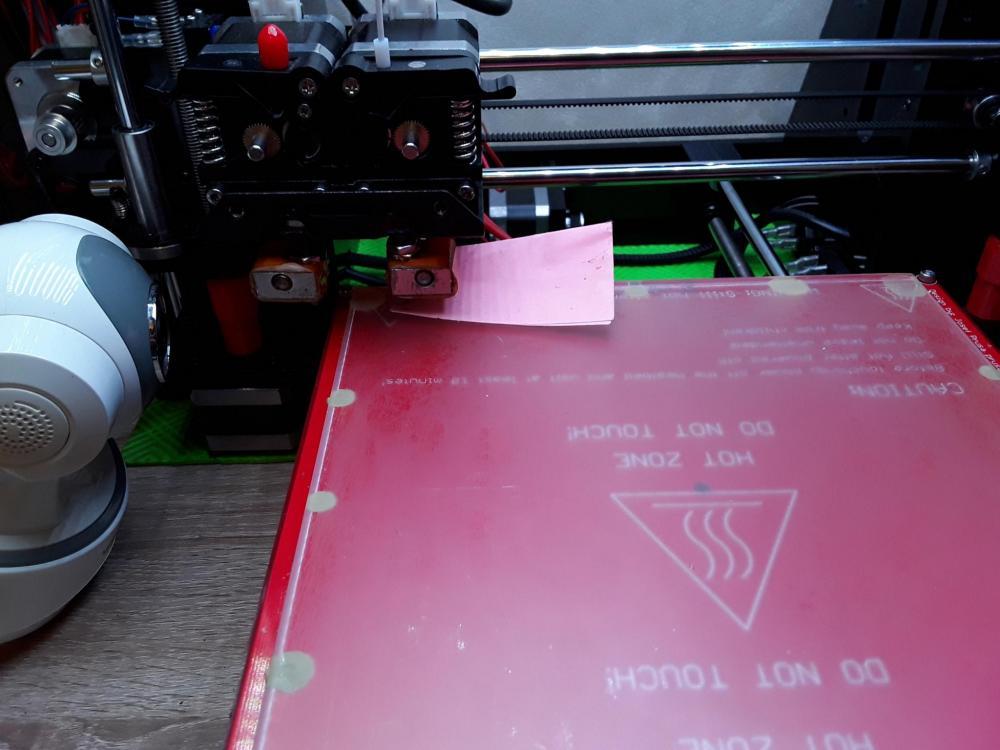
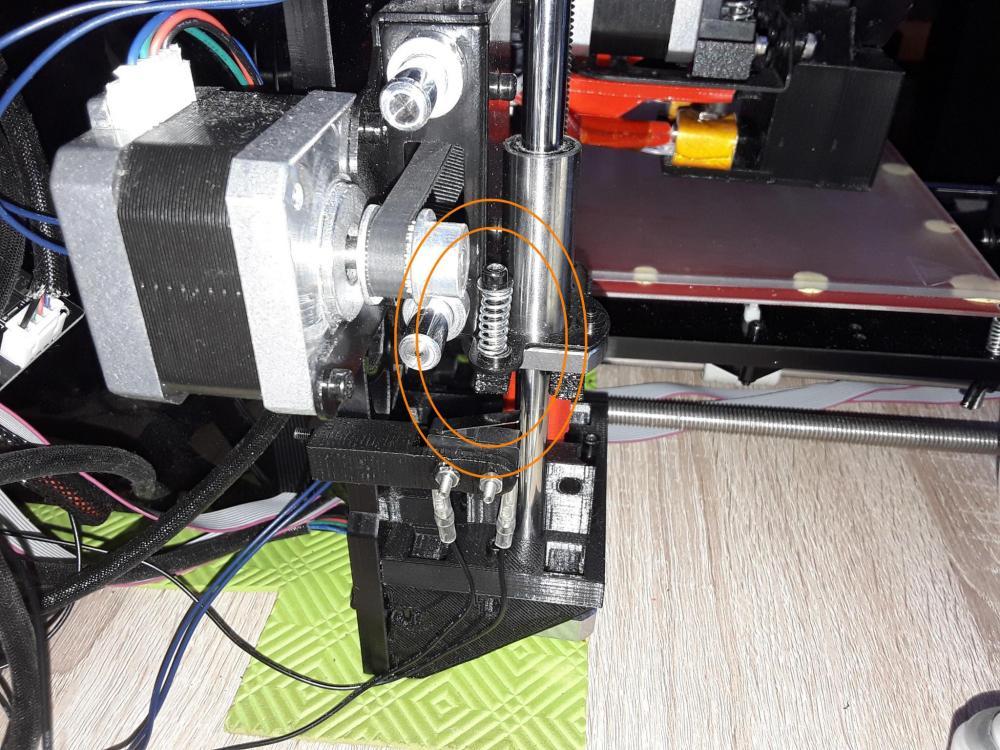
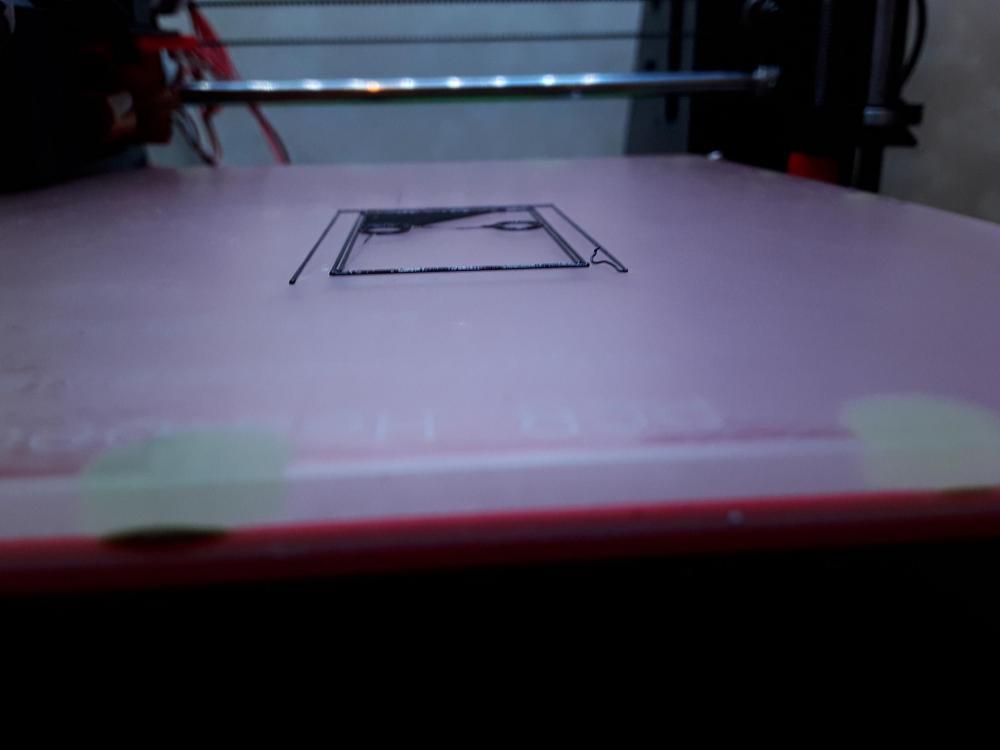
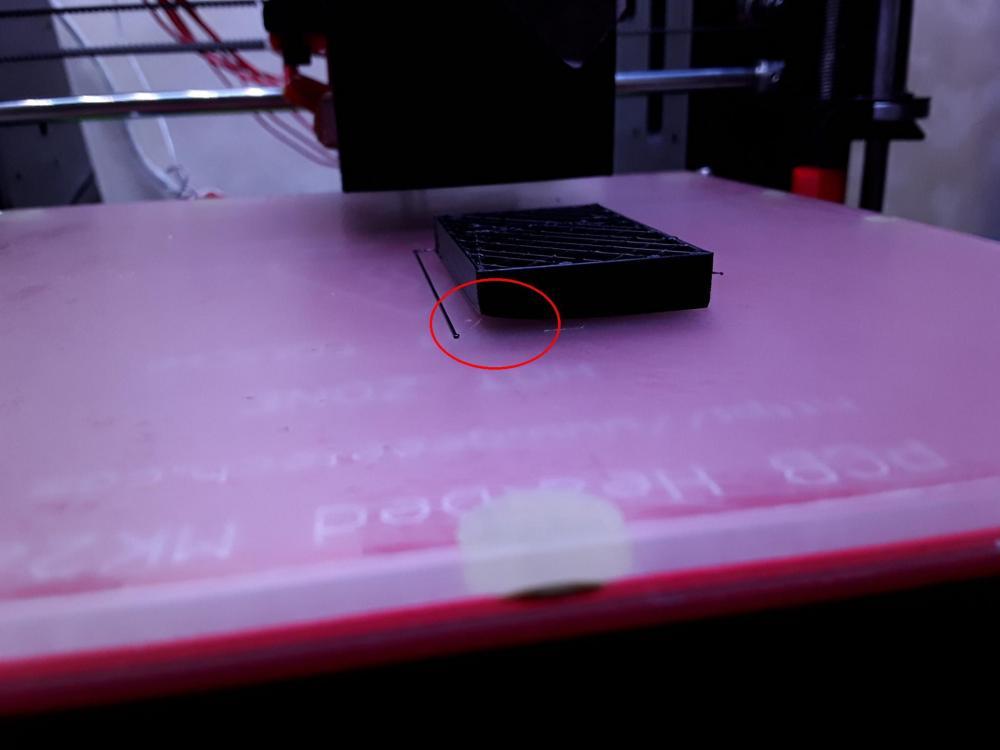
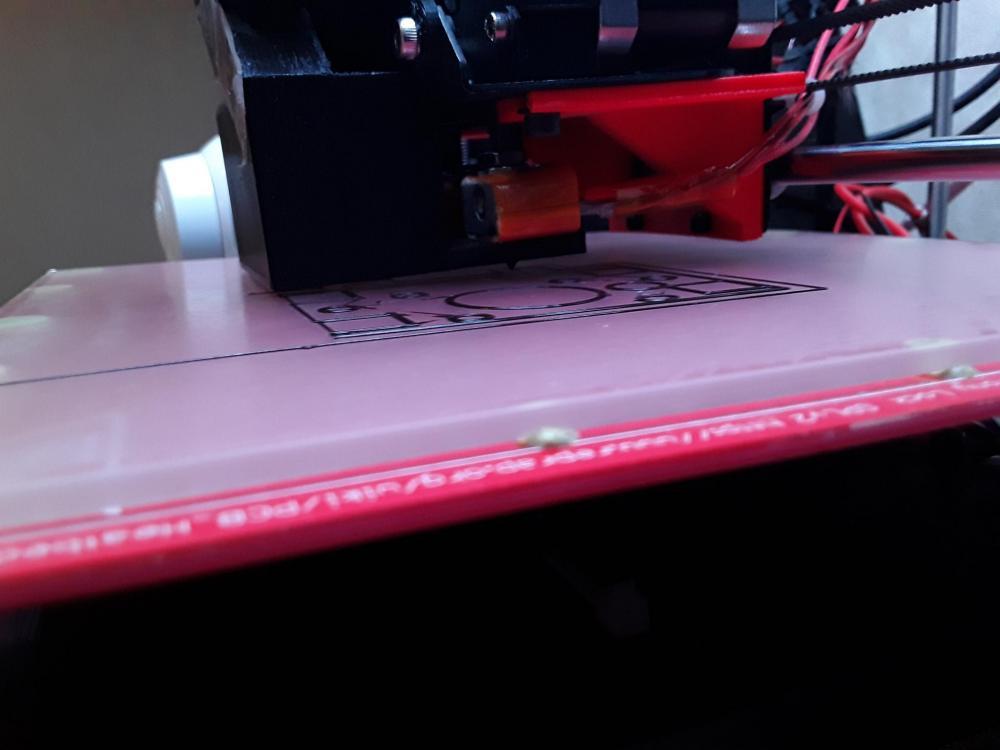
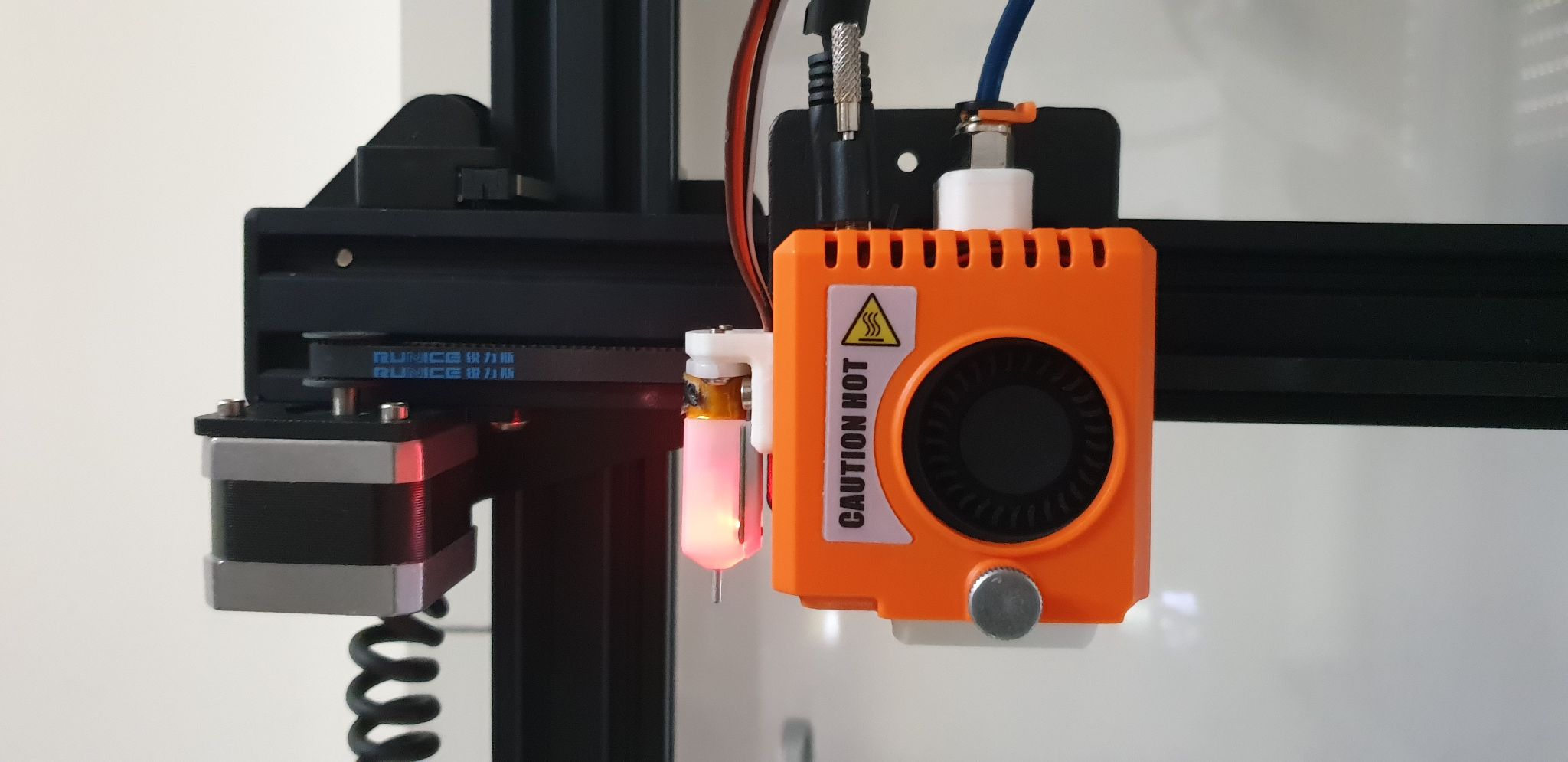
Hello, Dans ce tuto, on va procéder à 2 réglages essentiels pour avoir des belles impressions 3D. Mais avant cela assurez vous d’avoir fait le réglage des axes Z Le réglage du plateau s'effectue en 2 étapes 1) L'alignement du plateau avec les axes X et Y Pour ce faire, il vous faut une cale d’épaisseur qui peut avoir la forme de cales d'épaisseur, d'une feuille de papier, d'un post-it plié en 2, etc... Il faut ajuster la distance entre le plateau et la buse grâce aux 4 vis de réglages prévue à cette effet (entourées en orange). Glisser la cale entre le plateau et la buse. Le post-it, dans cet exemple doit simplement frotter, si le plateau est trop loin de la buse, desserrez la vis, si il est trop près, resserrez là. Faites de même pour les 4 coins. NOTA : si vous avez 2 buses, prenez toujours la même pour faire le réglage. Étape 2) Réglage de la distance entre le plateau et la buse (appelé Z offset) afin d'avoir une première couche parfaite. Si vous avez un 3DTouch, un BLTouch ou un autre capteur de ce type, le réglage du Z offset ne se fait plus par une vis mais par un réglage 'numérique' qui peut généralement se faire via l'écran de contrôle de votre imprimante ou dans votre trancheur (Cura, Ideamaker, Prusaslicer, Supersclicer, etc.). Mis à part ça, le principe reste le même. Ce réglage se fait dans les conditions d'impression : plateau et buse en chauffe. a) Faites un auto home (et coupez les moteurs via la ligne du dessus) ou un Z home b) Si ce n'est pas fait, déplacez la tête d'impression à l'endroit où votre pièce sera imprimée (en générale, c'est au centre du plateau) c) Prenez une cale, de 0.1 mm (l'équivalent d'une feuille de papier) et glissez là entre le plateau et la buse. d) Réglez la vis du endstop de Z (Attention, dans mon cas, la vis de réglage est une vis de 3mm au pas de 0.5mm. Donc, 1 tour de vis modifie le réglage de 0.5mm alors que l'on cherche a peaufiner le réglage en dessous de 0.1 mm. Ne tournez pas trop cette vis.) Si le plateau est trop éloigné de la buse, desserrez cette vis. Si le plateau est trop proche, serrez la vis Recommencer au point a) jusqu'à obtenir le réglage souhaité Tout ceci n'est que la partie préparatoire pour avoir une première couche écrasée comme il se doit. Vous devrez finaliser ce réglage en observant le début de vos impressions Si la première couche n'est pas satisfaisante, pas la peine de continuer. Voici une couche trop écrasée: Voici une couche pas assez écrasée. Qui peut être à l'origine de ceci : (du warping) Et voici une première couche pas mal Si vous voulez commenter ce tuto, proposer une amélioration, ou autre, suivez ce lien. Si vous ne parvenez pas régler votre plateau, suivez ce lien.


 1 point
1 point






.jpg.f5f11fbebfb5d57a357805ca311357e9.jpg)
.jpg.746e4431f34e0100033dfae9b81d0182.jpg)