Classement




Contenu populaire
Contenu avec la plus haute réputation dans 03/01/2022 Dans tous les contenus
-
Encore un qui se croit sur un SAV et qui veux une réponse dans la minute, premier poste, il y a 14h, deuxième il y a 13h même pas une heure de patience.... et tu aurais chercher un peu sur le net tu aurais eu ta réponse en quelque click mais ça aussi ça doit être c'est trop chiant de chercher.3 points
-
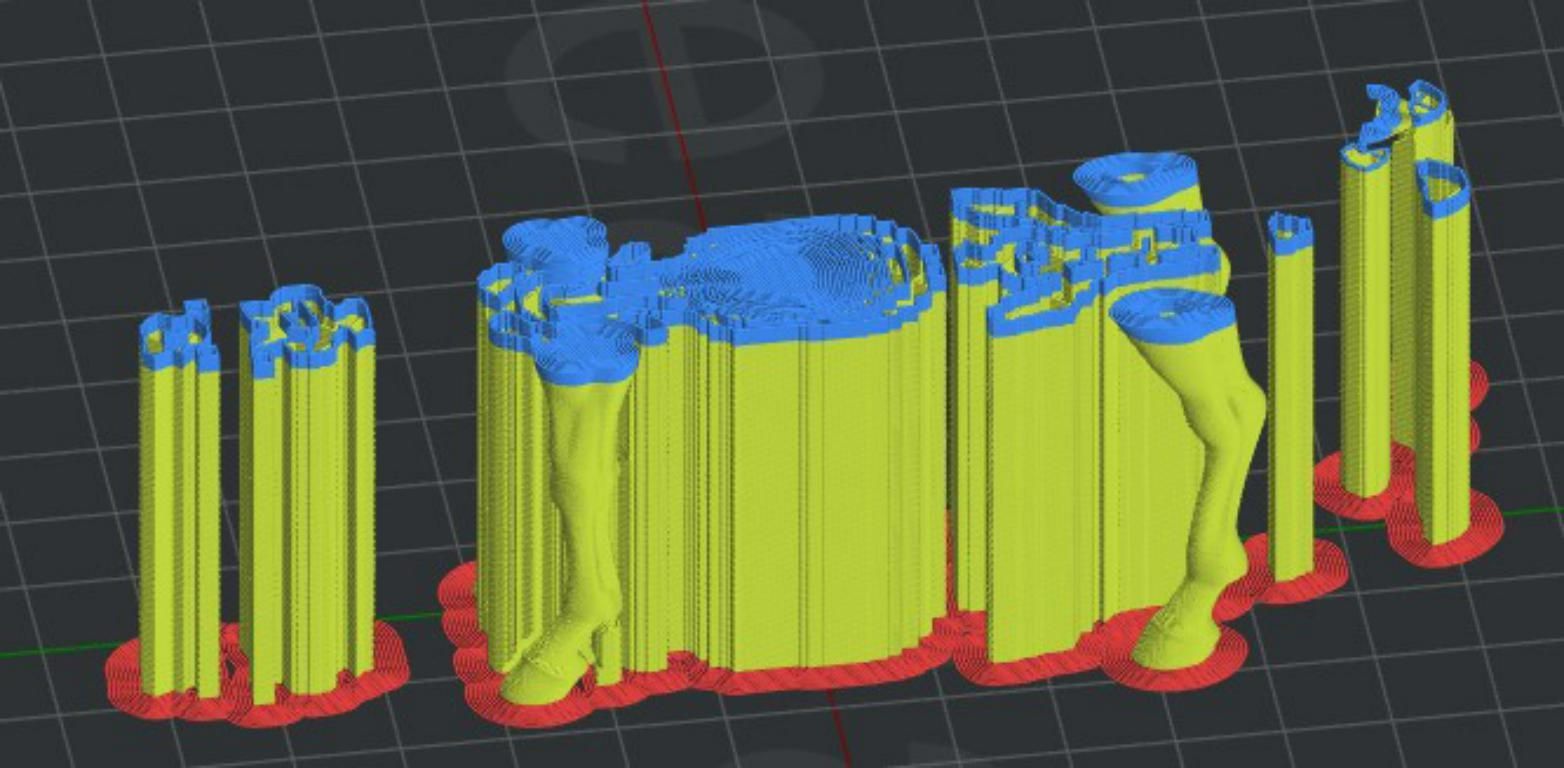
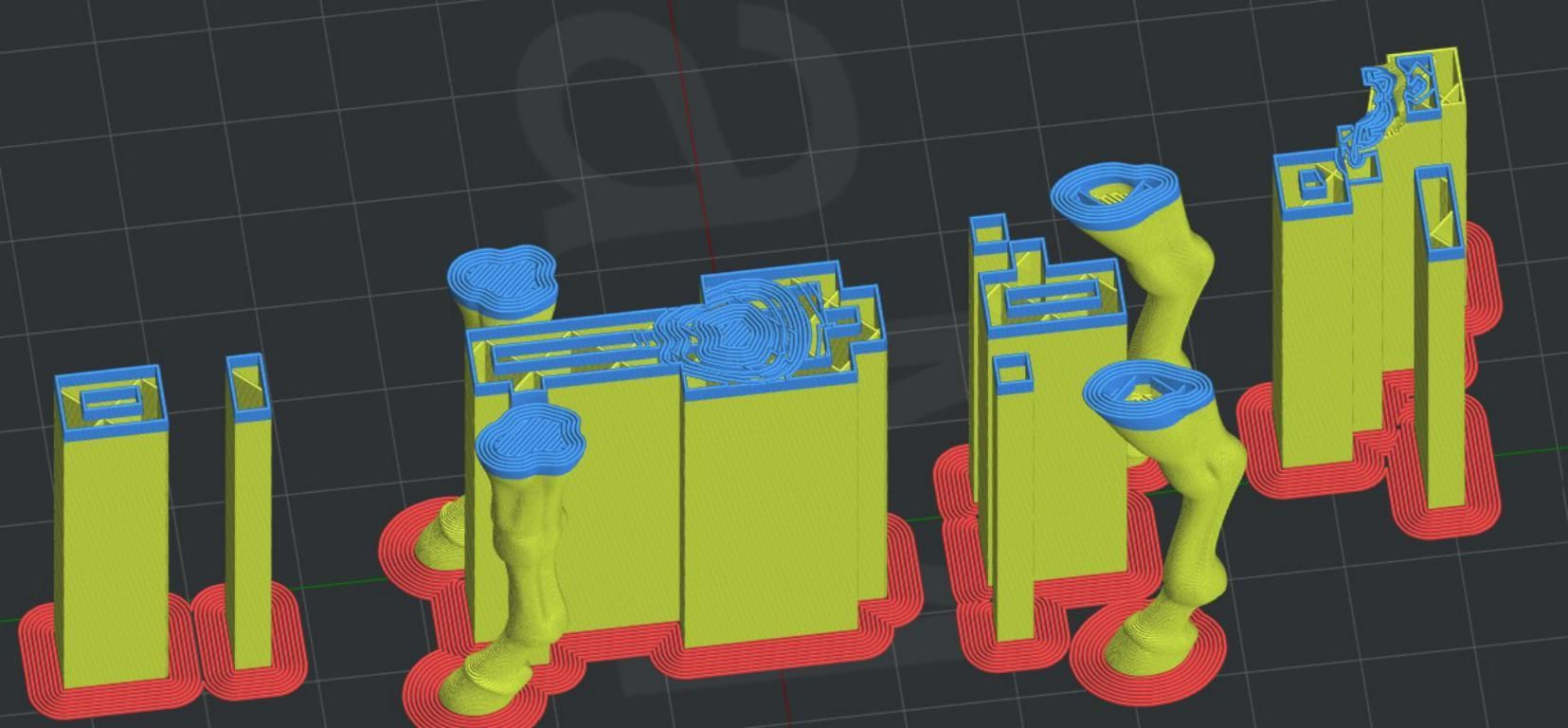
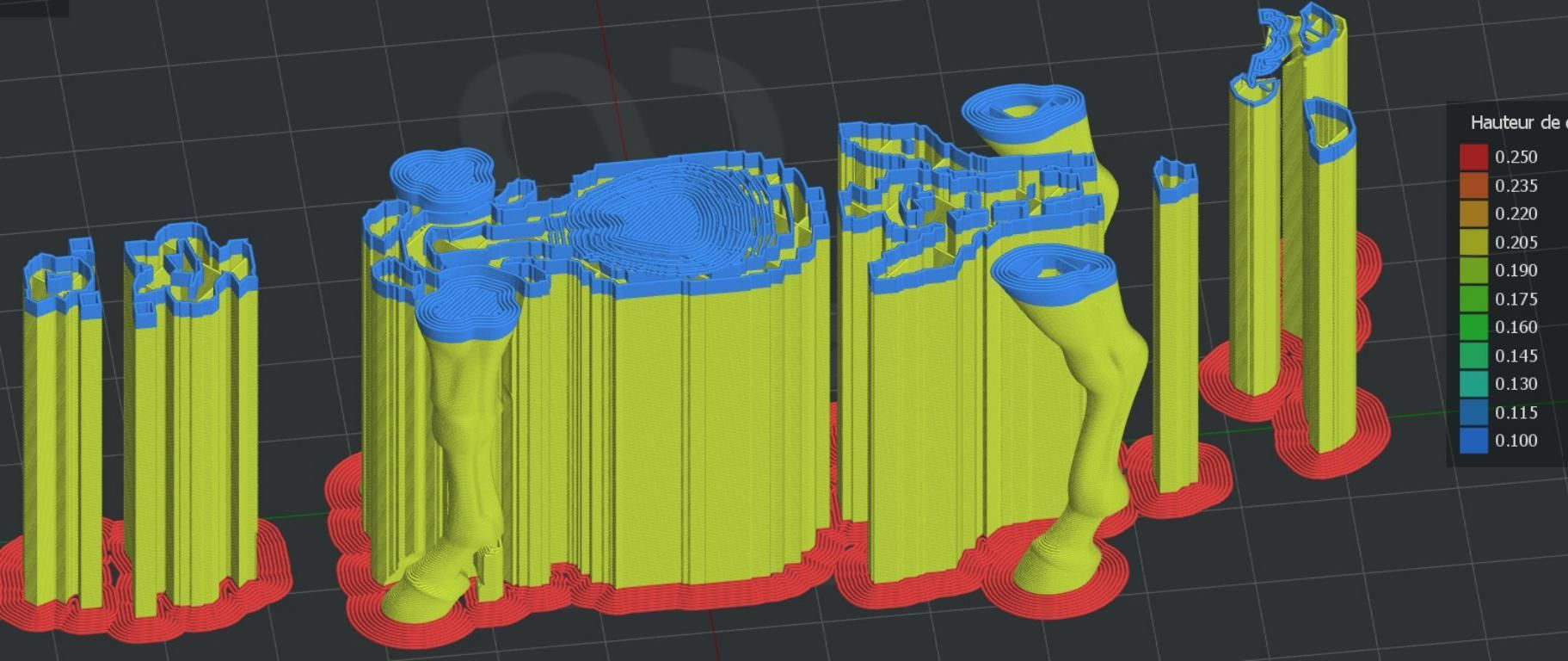
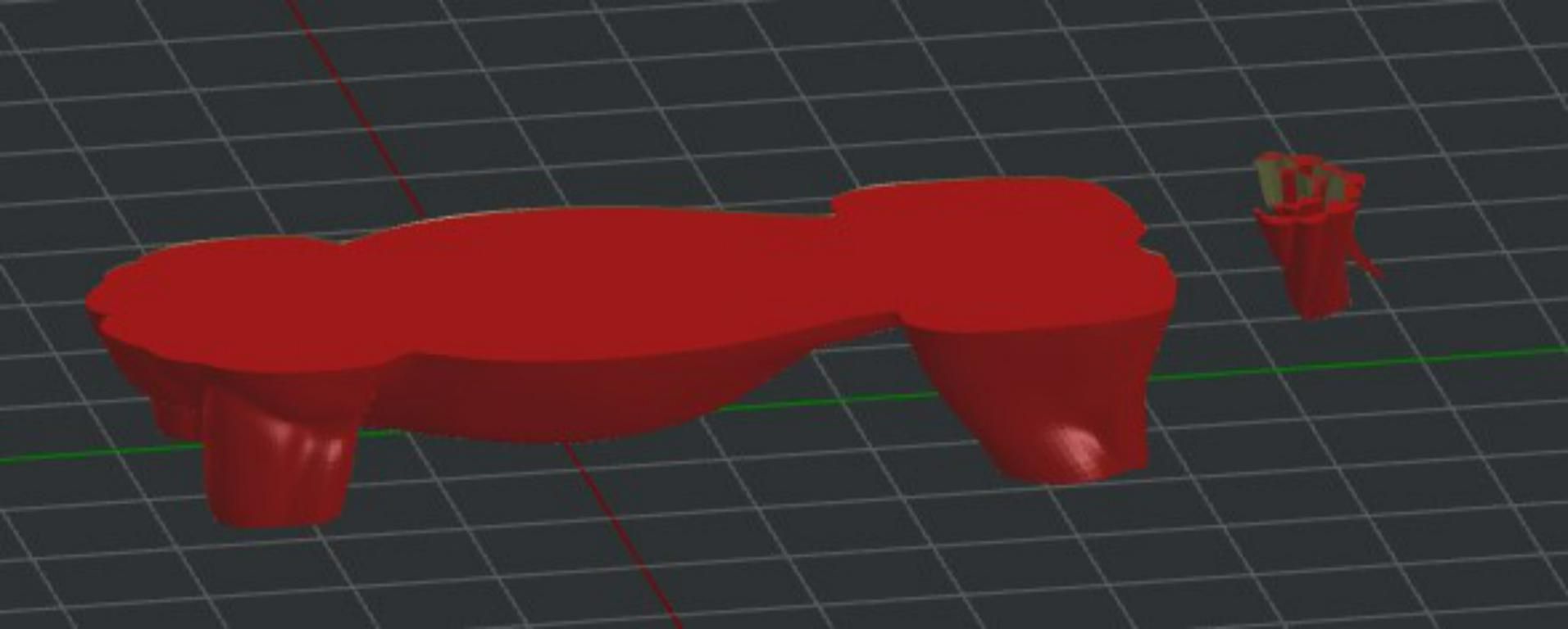
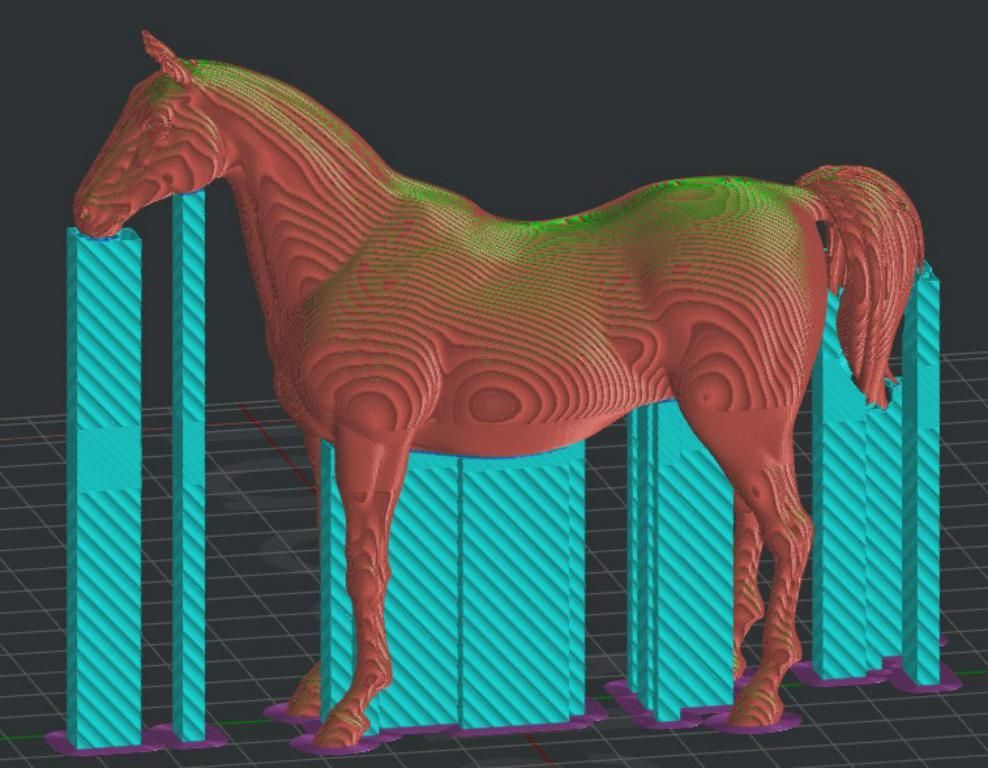
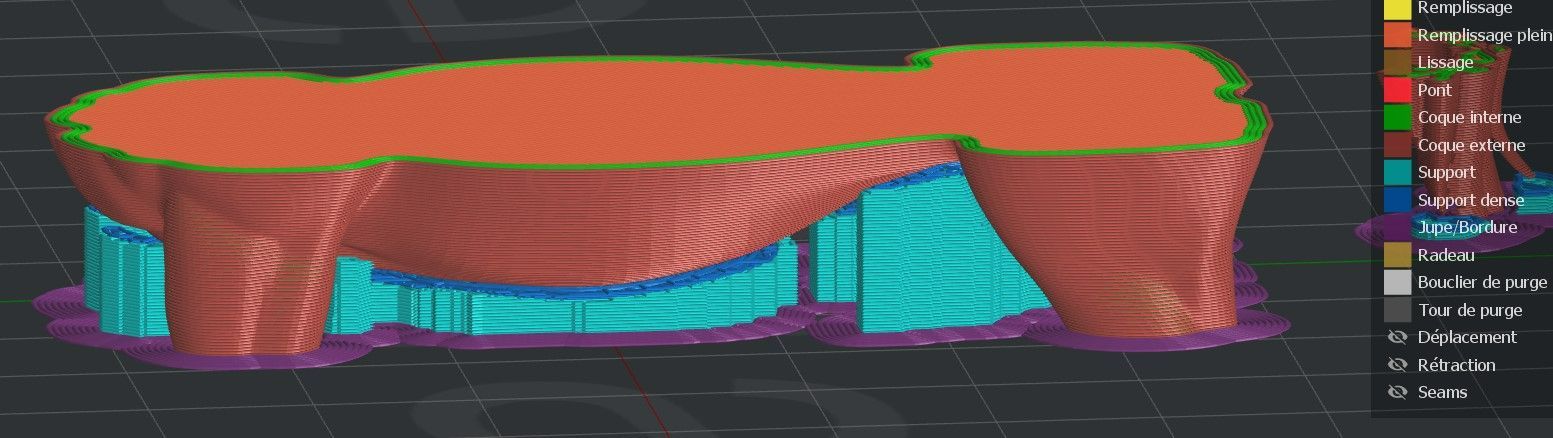
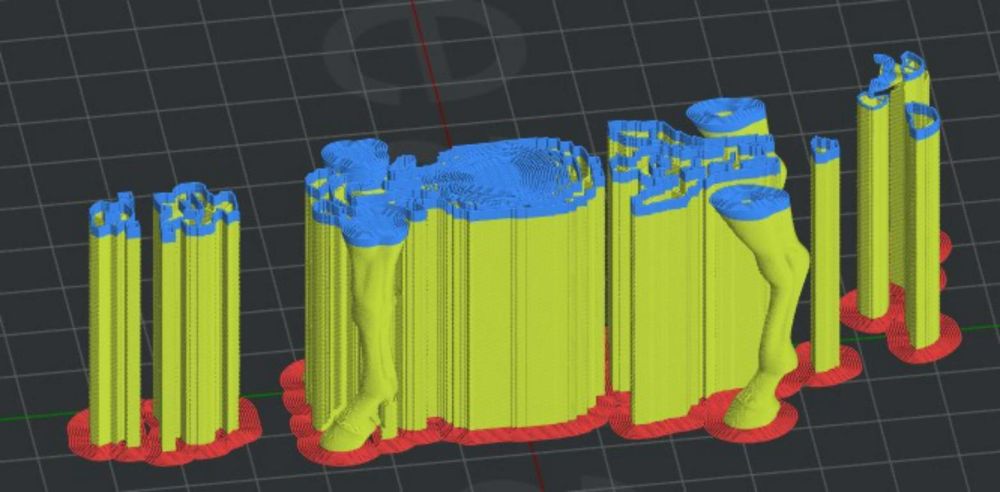
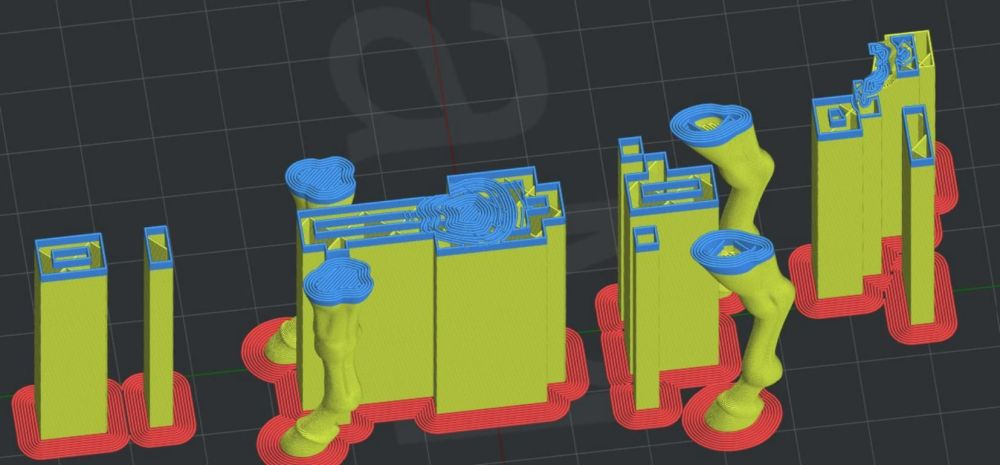
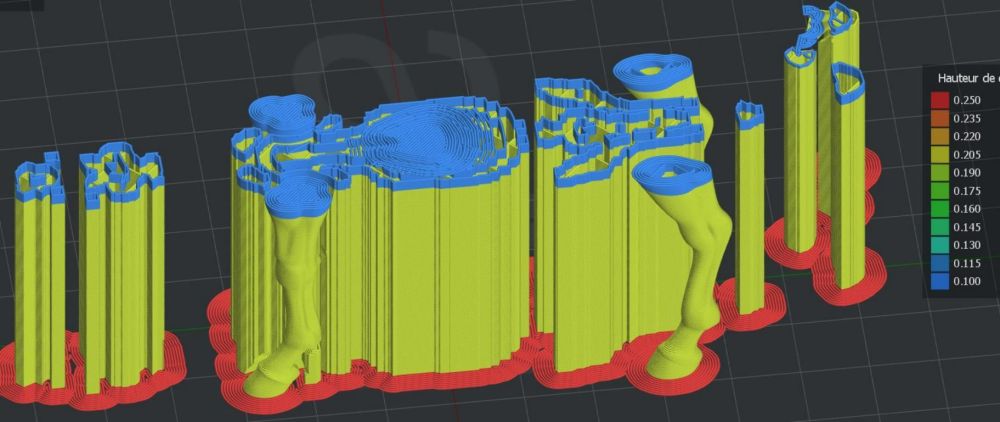
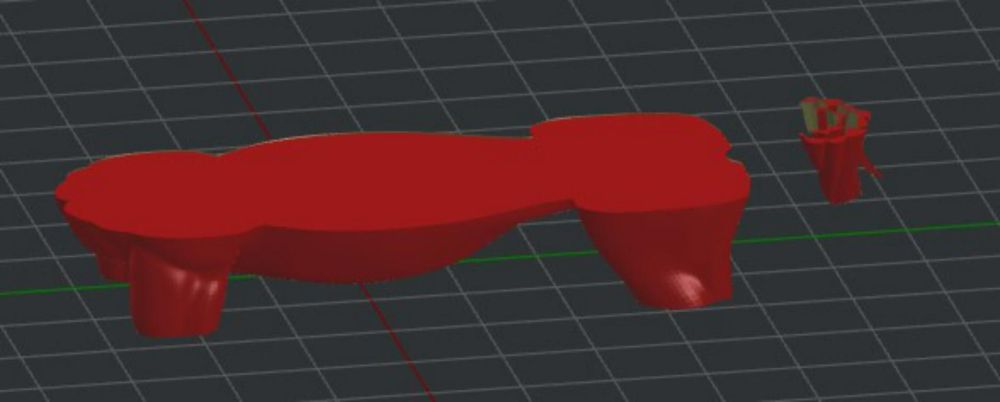
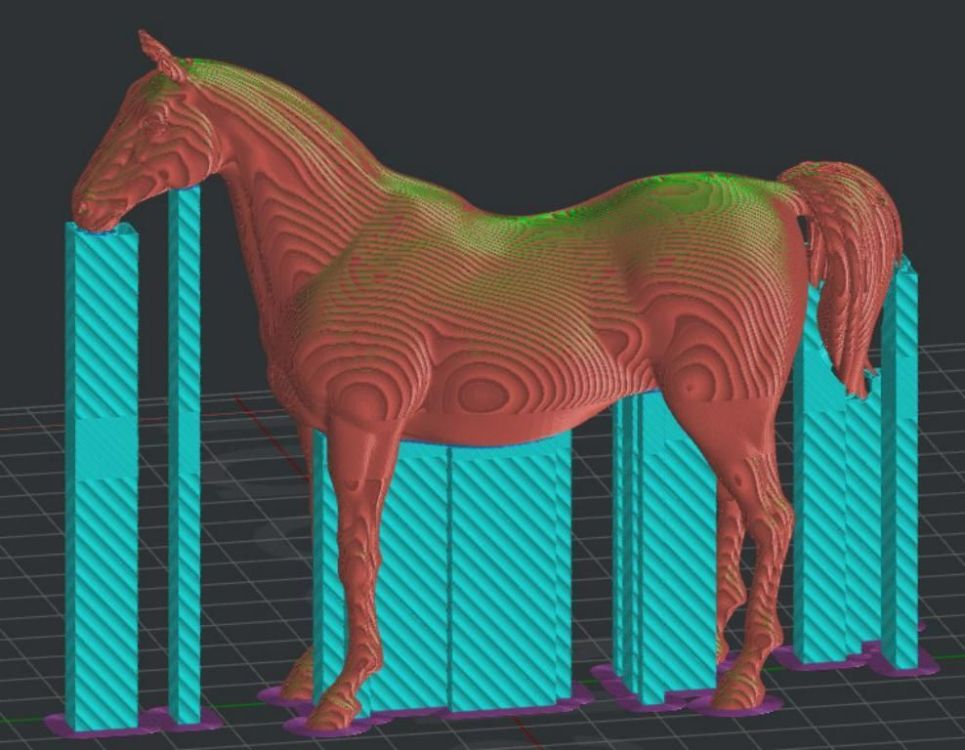
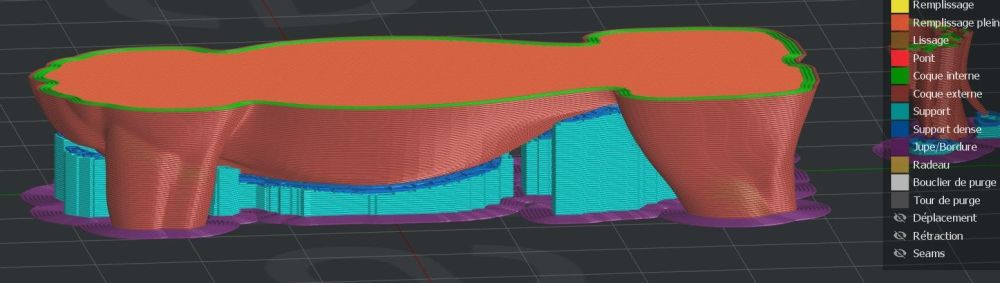
Bonjour, @Jeff78s @hcl28 Voici mon conseil je propose d'imprimer le cheval sur ses pattes avec un support manuel en mode colonne de 3mm de section en plaçant judicieusement les supports seront à peine visible si l'option support dense 3 couches avec une densité de 80 % ou moins çà doit le faire ! L'intérêt du support manuel permet de placer des éléments en parcimonie sans nuire au soutien et à la stabilité du sujet. Après il est possible de gérer des couches de début et de fin avec des options personnalisées comme la résolution et la densité du support etc.... Tout est possible avec Ideamaker il faut une bonne pratique et faire des essais de réglages avec des martyres sans utiliser le sujet définitif pour gagner du temps et de la matière ! La technique de réaliser des martyres est possible en utilisant l'option de découpe d'un sujet sans pour autant tout imprimer Voici quelques exemple avec supports auto et manuels j'utilise aussi l'option martyre pour faire des tests de supports pour des sujets délicats à imprimer ! (cela fait gagner du temps et permet de révéler des défauts rapidement) ce n'est pas un toto mais j'essaie d'apporter des idées de paramétrages et astuces. Nota les couches bleues représentent le changement de résolution qui passe de 0.2 à 0.1 pour éviter les effets de décalages des couches convexes a+ Voici ce que nous pouvons obtenir en découpe martyre pour visualiser les supports après les résultats; il suffit de reprendre le sujet en entier avec les bons réglages. Cette technique permet d'éviter de perdre du temps pour l'impression d'un sujet technique. bien évidemment nous pouvons découper sur tous les plans mêmes dans des angles variés en découpe. a+
 3 points
3 points -
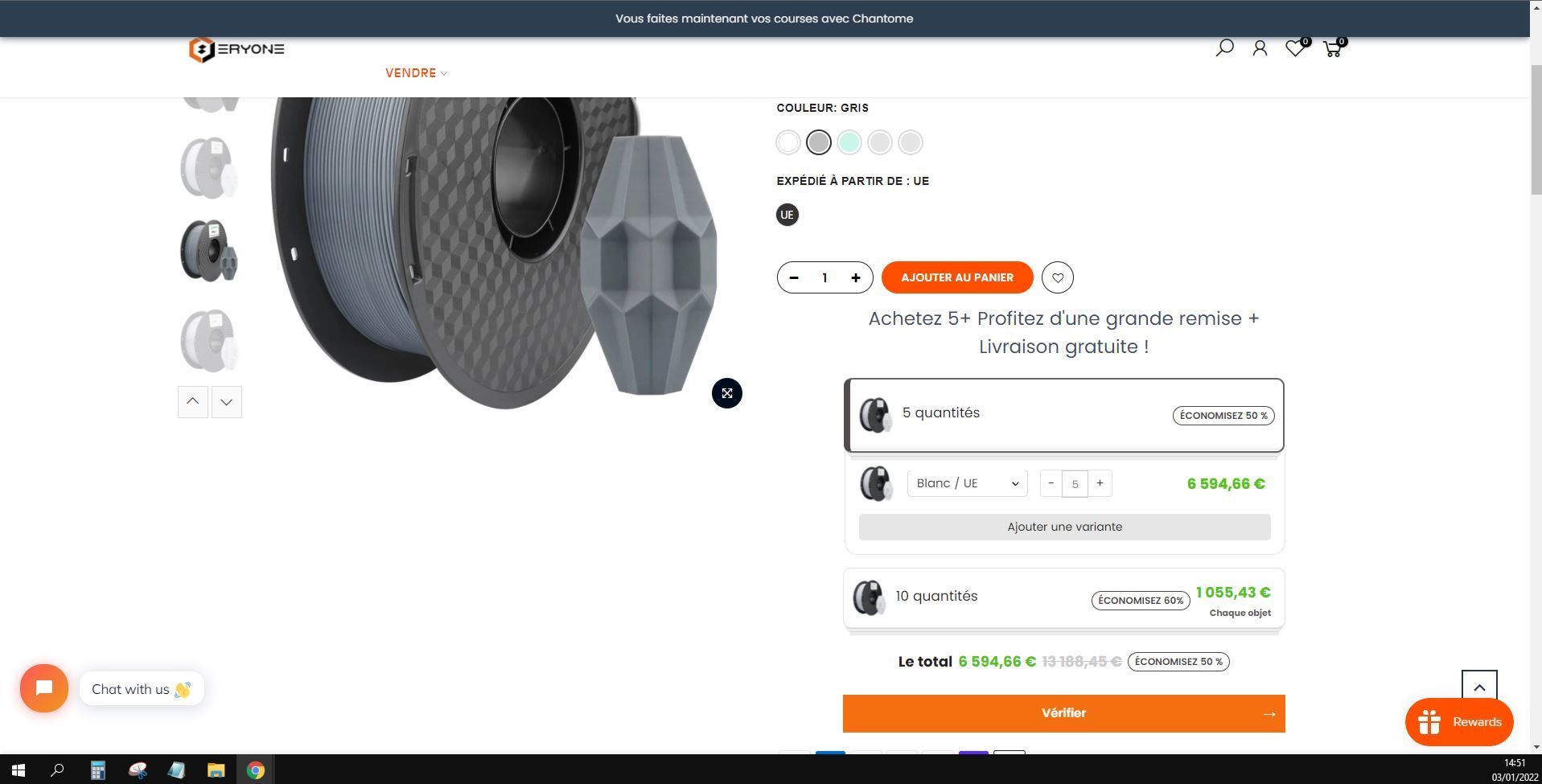
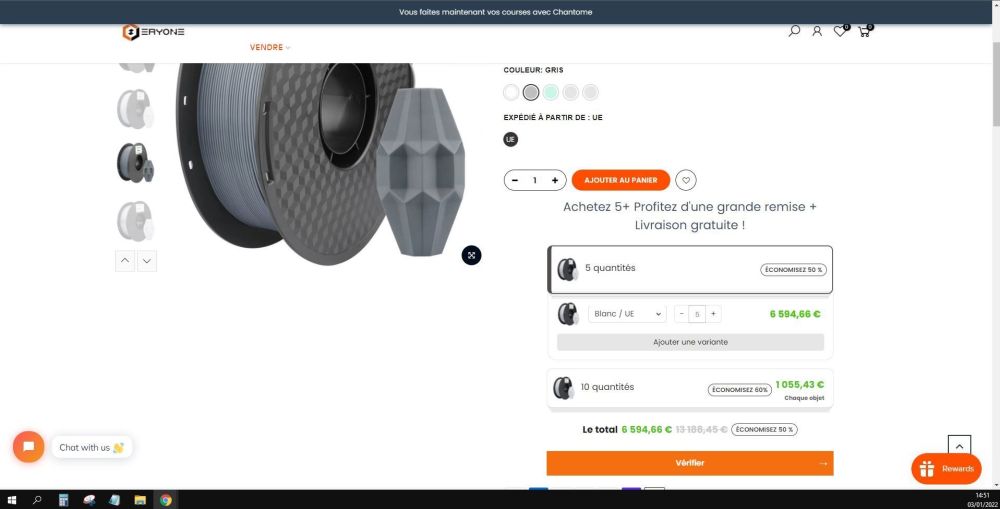
Pour les gros consommateurs de PLA et PETG, Eryone3D fait de belles réductions à partir de 5 et 10 bobines CERPRiSE (leur sous-marque) de 1kg : Pour profiter du bon plan PETG, c'est ICI. Pour profiter du bon plan PLA Silk, c'est ICI. Ces bobines sont disponibles en différents coloris : bleu, rouge, gris, noir, blanc, doré, cuivre, bronze... N'hésitez pas à regarder côté "promos" également, ils y mettent de temps en temps de bonnes affaires
 2 points
2 points -
Nan mais sérieusement comment on peut poster un message si incompréhensible, je me demande si tu te comprends toi même ?2 points
-
Bonjour à tous, Je ne sais pas si cette information vous aidera, mais après avoir installé Octoprint afin de vérifier la calibration du plateau sur ma SW X2 STOCK (FW Origine Marlin) Je vois que la commande M21 semble désactivé dans le FW d'origine Artillery :
 2 points
2 points -
Il doit y avoir une couille dans le pâté car côté promos sur le PETG c'est pas top...
 2 points
2 points -
Bonjour Yono, bien que débutant aussi dans l'impression 3D, je ne vois pas les clips des tpe comme le dit Yonis. Ensuite, ayant travaillé dans la maintenance informatique je me permet une remarque, je penses que tu travaille dans un atelier avec des machines à bois proches de l'imprimante et que tu risques d'avoir un autre problème et pas des moindres: la sciure dans le ventilateur et des poils (chien ou chat??) et ça ne fait pas bon ménage avec les ventilateurs.... Meilleurs vœux et bien amicalement2 points
-
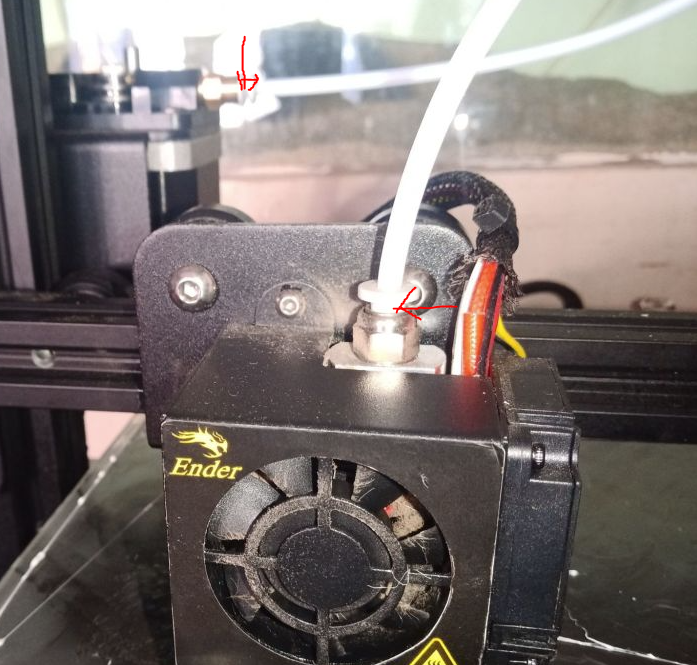
les circlips ne sont pas mis. ou collet cela ressemble à cela (voir lien cid-dessous), cela empêche le tube PTFE de bouger, c'est peut-être la cause ou en partie des bourrelets sur ta ligne de démarrage. https://www.filimprimante3d.fr/buse-extrudeur-175-mm-imprimante-3d/1898-clips-collet-pour-fixation-bowden-175-mm.html vois aussi la vidéo. tu dois les mettre là et là. flèches @Morganne46, j'ai retrouvé c'est le tuto de super pat, il y aussi le leien pour la vidéo que tu as mise.
 2 points
2 points -
Sur d'autres forums, moins conviviaux, moins respectueux de leur prochain, la réponse aurait très certainement été: tu sais ou tu . . . . . . . . . Rien de tout cela dans ce sanctuaire de l'impression 3D ou les fondements judéo-chrétiens sont pieusement suivis, donc : Cher @Orange_BuD je souhaite très sincèrement que ta quête de la meilleure façon de convertir le PLA soit couronnée d'un franc succès et t'apporte la béatitude que tu mérites. (j'en fais peut-être un peu trop en ce début d'année, il faut que je me reprenne)2 points
-
Salut, sujet maintes fois débattu. De ce que je me souviens la dernière fois que j'ai regardé, la partie la plus compliquée en DIY et/ou en prix est la broyeuse. Obtenir des copeaux réguliers utilisables par une extrudeuse de manière homogène et sans tout bloquer n'est pas évident. L'extrudeuse en elle-même, partant de granulés frais en forme de billes, ça se trouve et/ou ça se fabrique assez bien de nos jours. Ne pas oublier de faire le bilan à la fin, car trier les matières, souffler les poussières, laminer, broyer, chauffer, extruder, réparer les machines, les maintenir, les nettoyer et je ne sais encore quelle étape on peut inventer, tout ça consomme de l'énergie (et des euros et de l'espace), pour un résultat probablement très moyen, avec un filament sans aucune propriété à la sortie. En gros ça va revenir très cher le filament recyclé (en euros, et en bilan énergétique). L'idée n'est pour le moment viable qu'à une échelle industrielle, et encore, les fabricants recyclent leur propres rebuts, dont ils connaissent la composition. Le mieux reste de ne pas produire de déchets, donc d'améliorer les processus de production existants... La meilleure solution actuellement pour recycler les déchets d'impression, c'est de connaitre une structure qui les reprend pour en faire d'autres choses, comme des règles des équerres ou des rapporteurs (ce qui est fait avec les masques). Mais se posent alors d'autres problèmes, comme le tri et la provenance des matières. Sinon, l'incinérateur reste la solution la plus simple, s'il est moderne et vaguement écologique, l'énergie produite par la combustion sera réutilisée pour d'autres choses, comme le chauffage ou la production d'électricité (a ne pas faire chez soi !).2 points
-
2 points
-
J'ai testé (gratuitement) le CERPRISE blue, silkpla cooper et gold et PETG blue, ce sont de bons filaments, facile à utiliser et les résultats du gold et du cooper étaient bluffants... Merci pour le partage du bon plan. Et bien sûr, Meilleurs voeux à tous.1 point
-
Ah tu penses qu'avec le type d'imprimante on comprendra le message ?1 point
-
Bonsoir @yono @Morganne46 a raison c'est bizarre. Ce que tu peux essayer de faire : Tu détends bien le tendeur de courroie, la courroie est fixée dans deux encoches sous le chariot de la hotend qui est mobile sur l'axe des X. Tu la retires et tu la remets en la tendant plus, les crans de la courroie la bloqueront dans les encoches. En gros tu fais une prétension. si cela ne tient pas et qu'elle est toujours trop longue tu peux essayer de rajouter après la cosse en laiton, une" cosse " pour les fils électriques de voiture à sertir qui servira de bloqueur.1 point
-
tu démontes et tu revérifies bien les branchements! Si il marche normalement de temps en temps, c'est qu'il va bien.1 point
-
Hé bien je ne comprends pas ta question pour le coup, tu peut être plus précis ?1 point
-
Salut, Avec le plateau d'origine je n'ai jamais réussi à être plat partout. La solution radicale pour moi ça a été d'aller dans un magasin de bricolage et de demander la découpe de deux miroirs aux dimensions exactes du plateau (histoire d'en avoir un de rechange. Le miroir remplace le plateau d'origine, je ne l'ai pas mis par-dessus). Ca m'a couté 10 euros total. Ensuite à la place des ressorts du plateau j'ai mis quatre colonnes en silicone (ça coûte dix euros aussi environ sur le net). Le plateau comme dit plus haut je le nettoie à l'alcool isopropylique et surtout je rince avec de l'eau déminéralisée et du sopalin (sinon je peux avoir des problèmes d'adhérence). Le plateau je le chauffe désormais à 65 degrés. Il faut bien sûr régler ton plateau avec l'auto home et l'axe Z. (j'ai un BL Touch c'est encore mieux). A partir de là mes pièces ont toujours adhéré, alors qu'avant c'était une fois sur cinq.1 point
-
Je t'aiderai bien, mais j'ai pas de bras télescopique. .1 point
-
je parlais du gcode de ton trancheur Mais la solution avec le terminal d'octoprint devrait résoudre tous tes problèmes.1 point
-
J'ai une modélisation du boitier supérieur de la Q5, je peux l'exporté en STL mais faudra le modifié pour ajouté les colonnes et la base.1 point
-
@fran6p tu as un véritable œil de "larynx". Bonne année à tous.1 point
-
Bonsoir, les poulies serties n'ont pas de vis de blocage et sont identiques des 2 cotés...donc pas d'erreur sur ce coup là.1 point
-
J'ai essentiellement investi sur une imprimante 3d pour créer des objets que je ne trouve pas pour ma crèche provençale. Voici les premiers résultats la croix camarguaise et une girouette pour mon moulin à vent le tout sera peint par la suite en noir. Je suis surpris par la précision de l'impression sur de si petits objets la croix fait 3.5 cm de haut Température d'impression : 195Température du lit : 50Support : Surface d'impression : support magnétique crealityFilament : Amazon pLASlicer : Cura
 1 point
1 point -
a première vue oui, les conseils du forum ont été très utiles....1 point
-
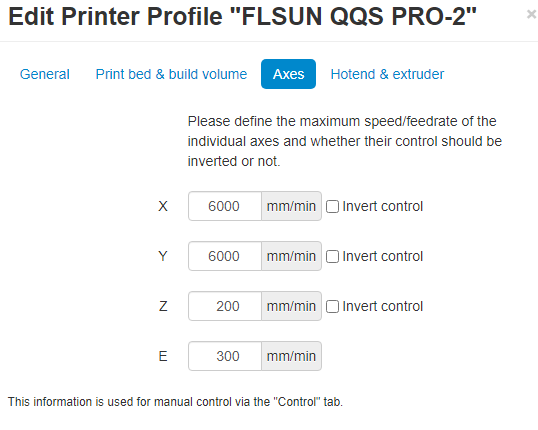
Normalement ces infos ne servent pas à grand chose dans Octoprint (uniquement pour le contrôle manuel dans l'onglet Contrôle) Sur mes octoprint j'ai laissé la valeur par défaut sans aucuns soucis de sous (ou sur) extrusion. Ce qui est bizarre c'est le M92 suivi d'un M203 Le M92 force les valeurs Le M203 Lit les valeurs de l'eeprom (donc pas les forcées saisies juste au dessus) il faudrait un M500 entre les deux ou pas de M203 ou le M92 après le M203.
 1 point
1 point -
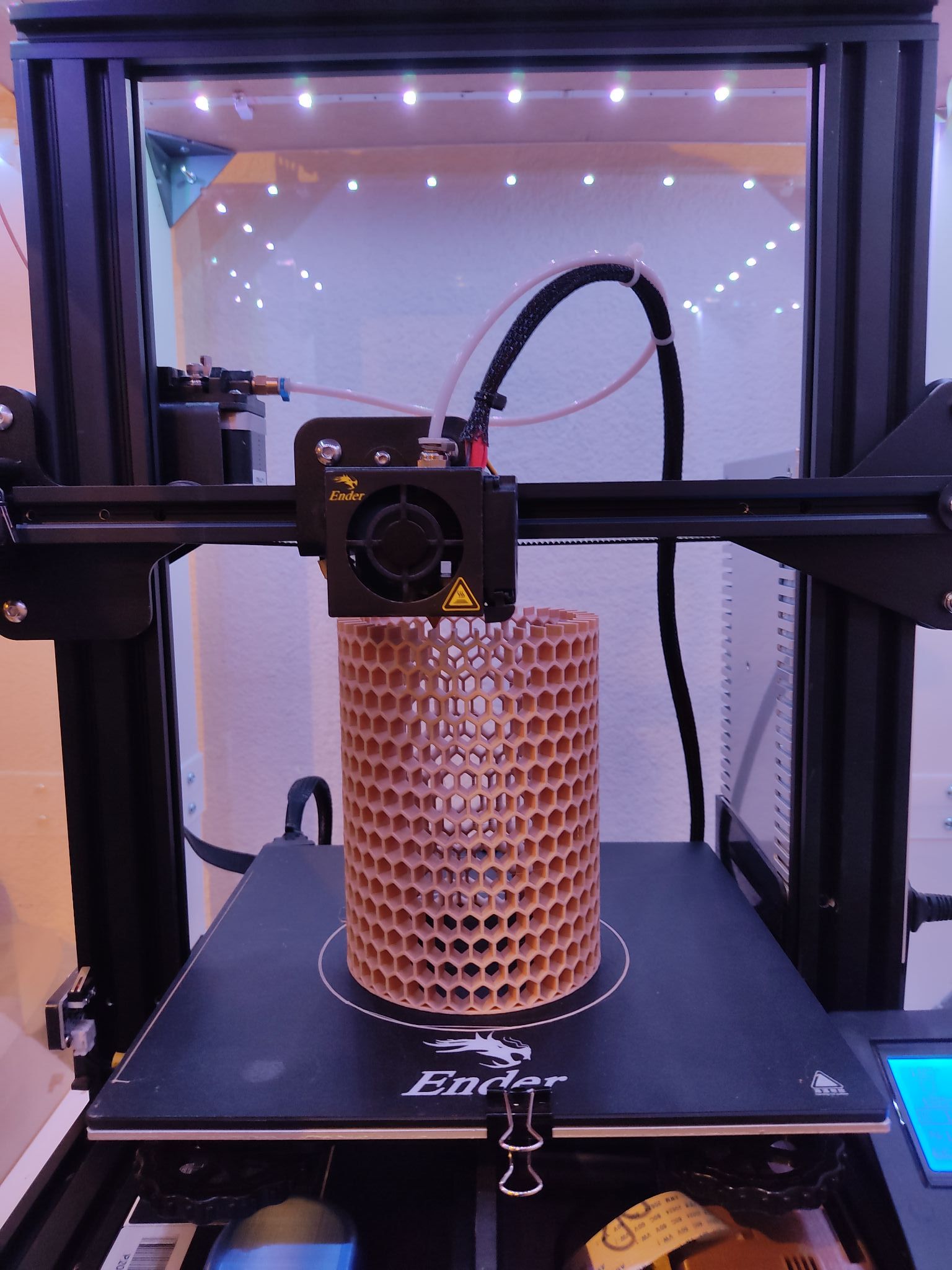
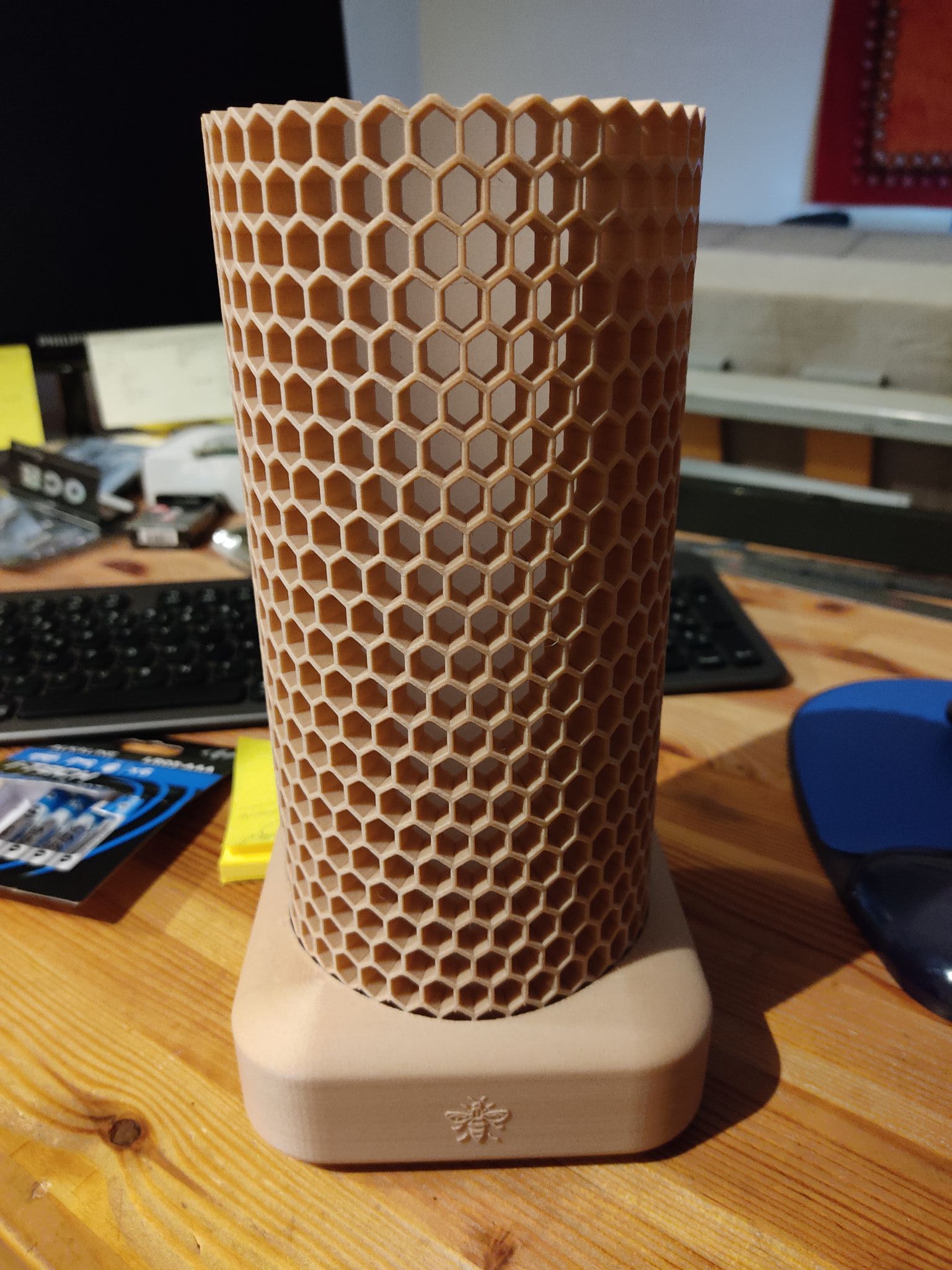
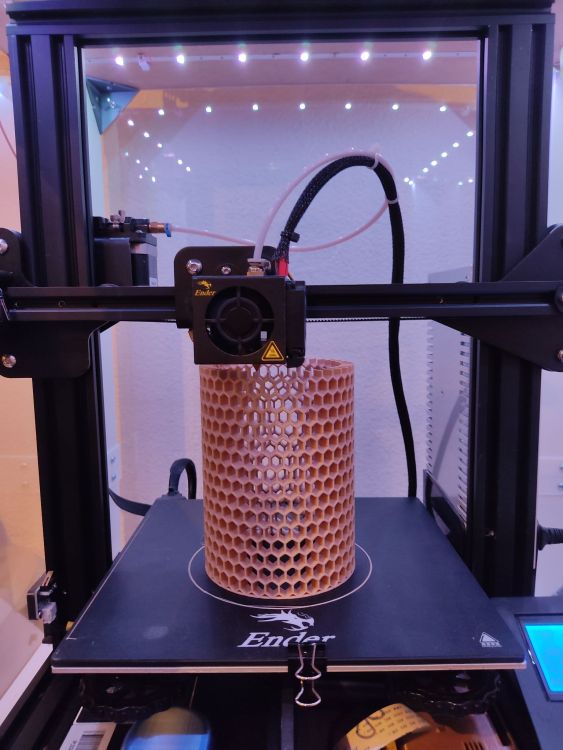
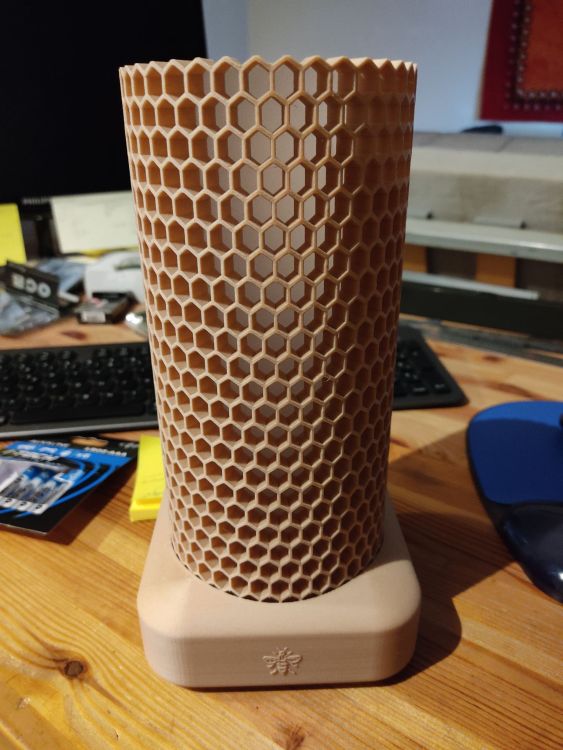
Ayant une mère reconverti dans l'apiculture a sa retraite je voulais lui faire un cadeau original. Chose faite avec du filament bois de chez Geetech. J'étais pas très content du résultat mais la lampe a eu du succès dans la famille et les commandes sont tombé a ma grande surprise. Je me suis inspiré d'un petit modèle trouvé sur Thinkgiverse et je l'ai retouché a ma sauce pour en faire une lampe avec son support, les dimensions sont 230mm X 125MM, Une feuille de papier calque rouler pour tamiser la lumière, ampoule Edison, du cordon électrique "vintage". Si certains veulent les stl aucun problème, je les posterai sur Thinkgiverse en rentrant, bonne journée et fêtes a tous https://www.thingiverse.com/thing:5150469

 1 point
1 point -
Waouwww ta courroie des X est beaucoup trop tendu si tu es déjà en fin de course, je ne sais pas ce qu'en pense les autres, mais, tu devrait avoir de marge en principe: Pour la plateau, règle tes 4 coins un peux plus haut, et le centre le plus propre possible, ce seras déjà ça de gagné, tu à la surface de base ?. Tu peux te rabattre sur un miroir à 2€ bien droit pour pallié à ce problème, ou prendre un PEI1 point
-
Non mais c'est un bon tuto, tant que l'on régle pas l'imprimante sur 110 Volt tuto canadien. je pensais au tuto de "papi ...? ender 3 pro. pas très sûr. mais je l'ai vu passé et conseillé sur le forum il y a peu.1 point
-
Tu parle de ça ?1 point
-
Le nivellement du plateau à feuille de papier et à chaud BED et hotend. Il y a un tuto pour le montage et réglage ender 3 Pro sur le site, mais je n'ai pas le lien sous la main. Tu n'as pas monté le cerclip de blocage du pneufit (blocage du tube téflon) côté hotend côté extrudeur ? tu dois en avoir dans la boîte. (en plastique bleu ou noir). voir photo ci-dessous.
 1 point
1 point -
@yono Est tu sur que ton plateau soit bien réglé là, parce que soit il est mal réglé, vu que ça à l'air de ne pas accroché, soit tu fais de la sous extrusion, ou de de la sur extrusion, difficile à savoir en fait, ensuite pour tes décalages de lignes, c'est les courroies qui sont pas tendus correctement, ta machine est bien stable, bien serrer partout, pas de points durs. Personnellement je vérifiré : 1 la buse qu'elle ne soit pas bouchée 2 le Plateau qu'il soit bien droit 3 les courroies qu'elles soient bien tendu mais pas trop 4 nettoyé le bed correctement 5 l'extrudeur, voir si il n'envoie pas trop de filament, ou à l'inverse si il envoie pas asser. Ces décalages de couches ressembles à une imprimante mal calibrée1 point
-
Bizarrement, sur une Genius aussi. Je dis ça, je dis rien.1 point
-
Je pense qu'il faut que tu face un essai où tu "imprime" mais sans bac et sans résine avec juste une feuille de papier pour ne pas te cramer les yeux et vérifier que si tu appuis un peux sur les bords de l’écran LCD cela ne génère pas un défaut d'affichage. Si les câbles rubans de l'écran bouges un poils car mal enfiché ou trop plié / abîmé cela créé peut être un faux contactes et donc pourrais expliquer le problème que tu rencontre. En fait, je me demande si tu n'a pas un truc du même genre que dans la vidéo suivante1 point
-
Bonjour, A l'extrudeuse de filament, il faudra en outre ajouter une broyeuse et une sécheuse : 3Devo les vend aussi et le prix en est multiplié...1 point
-
ok tu l'avais donc depuis le début ! Il semble qu'il faut augmenter le feedrate pour E cf la capture d’écran que tu a mise 960 mm/min / 60 = 16 mm/s or d’après t'on firmware le M503 nous donne un M203 avec E60.00 mm/s du devrait donc plutôt avoir du E60 * 60 = E3600 mm/min et là je pense que octoPrint ne limitera plus le débit ...1 point
-
je sais que OctoPrint se permet de réinterpréter les GCodes ( par exemple les argument d'un M16: Expected Printer Check sont mis en majuscule or quand on a un nom de machine avec des minuscule cela pose problème ... ) ... et là sauf regarder les logs pour comparer a la virgule et majuscule prés avec le fichier .gcode d'origine je ne sais pas quoi vérifier...1 point
-
Salutation ! Donc tu tranche avec OctoPrint (donc Slic3r) ? (si oui vérifier la taille de la buse renseigné sous slic3r et le g-code de démarrage ? ) Éventuellement passe nous les logs détaillé de OctoPrint (les commandes qui passent avec leur retours) du début d'une impression il y a peut être un M92: Set Axis Steps-per-unit ou un M221: Set Flow Percentage ou autre qui met le bazars voir simplement un G90 qui manque ?1 point
-
Salut Savate J'ai réussi avec l'aide de vap38 En fait déjà (firmware dowloader) que ma envoyé tenlog ne trouvait pas le chemin. Du coup j'ai tt repris à zéro. Réinstaller les drivers, installer (xloader) Augmenter la vitesse de transfert qui était trop basse . Et après c'est un jeu de chemin entre les dernières mise à jours posé au préalable dans un fichier sur le bureau. Rien de bien compliqué après coup. C'était surtout un problème de connaissance . Je suis encore au niveau débutant1 point
-
Ou bien, elle est tombé en marche1 point
-
Bin écoute... pas trop mal ! J'espère aussi et j'en profite pour la souhaiter bonne et vigoureuse à tous ceux qui me liront Et surtout : soyez POSITIFS !1 point
-
Bonsoir, Je ne peux pas trop m'avancer là dessus comme il a été spécialement conçu pour la Ender 3 Pro. On ré-utilise quelques vis de la Ender 3 Pro, il y a aussi le cache moteur de l'axe X. Il faut que les 4 vis de fixation du Bed aient le même entraxe que l'Ender 3. Le moteur du Z doit être dans le même alignement aussi. Je pense que ça doit s'adapter moyennant du bricolage, regarde les vidéos de montage dans le 1er message pour comparer point par point.1 point
-
Et bien me voici rassuré, moi qui pensais que notre ami @Savateétait parfait, je me rend compte qu'il est aussi bordélique que moi et dans les mêmes endroits.1 point
-
fait gaffe, la Twingo peut encore servir ^^1 point
-
@jodepex Bonjour, J'ai séparé tes interventions du fil où tu t'étais incrusté afin de créer un nouveau sujet (il aurait été préférable que cela fût fait dès le départ ).1 point
-
Bonjour @jodepex Le HS est pour High speed, c'est donc plus rapide pour faire le nivellement, je n'ai pas essayé cette version. Dans le mode HS "l'aiguille" du BLtouch n'est pas relevée entre les palpations, donc si ton plateau est quasiment parfait c'est bon, autrement le palpeur peut toucher (frotter sur) le plateau et être tiré lors des changements de points de mesure. Surtout en débutant évite la version high speed pas la peine de tordre la pointe du BLtouch pour gagner quelques dizaines de secondes au max. tu pourras toujours changer après.1 point
-
Oui le ventilo fonctionne bien, j'ai mesurée le joint qui doit faire 16cm de diamètre intérieur, le mien fait 17.5cm, j'en ai commandée un, j'en aurais un d'avance si le vendeur me remplace celui d'origine, vu qu'avec l'iso je ne sais pas combien de temps il va tenir. En tout cas la résine cramée ça pue et ça pique si on respire la fumée, faut vraiment mettre un bon masque même dehors, j'ai des FFP2 ils ne servent à rien (même pour l'aérographe, c'est pas terrible), j'en attends un avec cartouche.1 point
-
Bonjour @jodepex Sur la ender 3 V2 le réglage du z-offset est dans le menu "Prepare" dans ma version de firmware "Jyers" https://github.com/Jyers/Marlin/releases/tag/v2.0.1 E3v2 bltouch 3x3 v4.2.2 il y a déjà un premier save dans le menu Z offset. Cette version t'affiche aussi sur l'avant dernière ligne à droite le Z offset réglé (pas sur le FW creality) Au démarage de l'imprimante tu as toujours un Z=0 d'afficher (en alternance avec des points d'interrogation) quelque soit la hauteur rélle du Z qui peut être de 100 mm par exemple tant que tu n'as pas fait de Homing. Au démarage ni le la buse ni le plateau ne monte en température, tu as juste le ventilo de refroidissement du radiateur de la hotend qui fonctionne (ceux de la carte mère et de l'alim peuvent tourner aussi) La buse et le plateau ne se mettront à chauffer que si tu lances dans le menu Prepare/preheat... Pla, ..ABS avec les paramètres pour ces matériaux que tu auras définis dans le menu Control/temperature PLA...ABS faire un srore settings après. Tu peux aussi lancer la chauffe par le menu control/temperature /hotend et BED. Bien sûr si tu lances une impression ils se mettront en chauffe. Faire un préchauffage avant de lancer une impression laisse plus de temps pour que la température du plateau soit plus homogène en surface.1 point
-
Sans rien faire de particulier ? Le principe du forum c'est qu'après avoir demandé de l'aide et que cette aide a été bénéfique d'en faire le retour mais pas simplement avec un : ça remarche (elle a retrouvé ses jambes ?).1 point
-
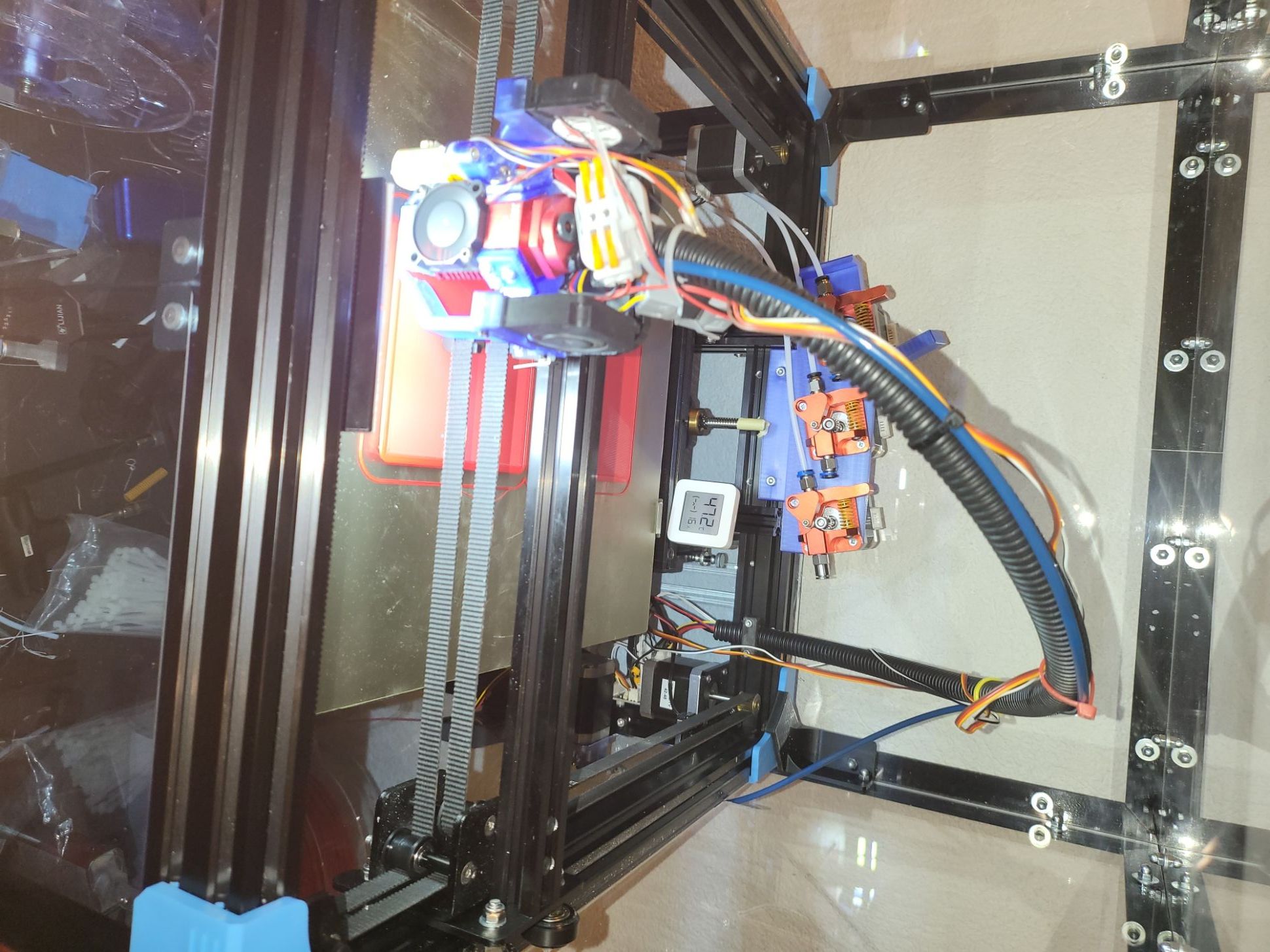
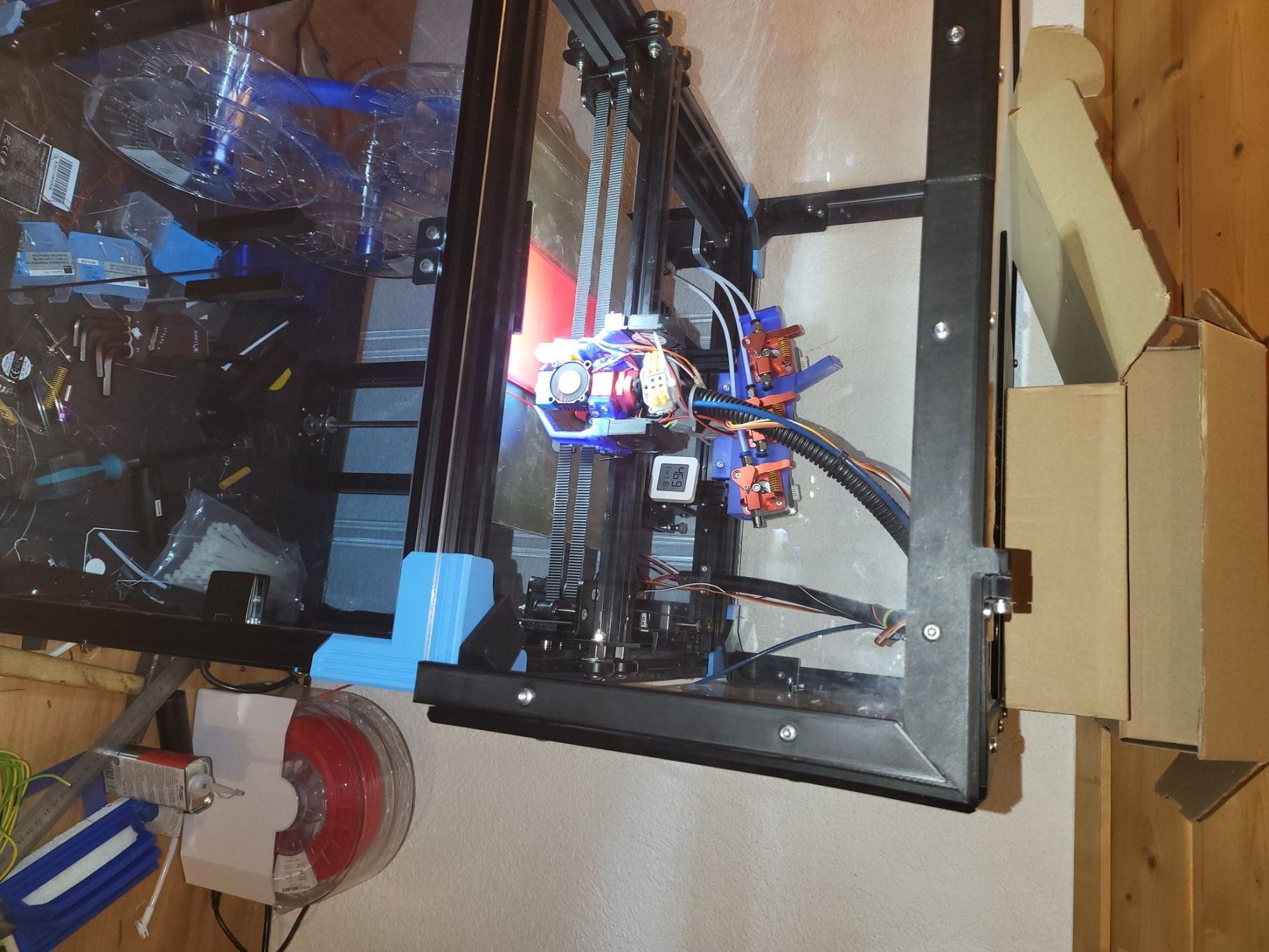
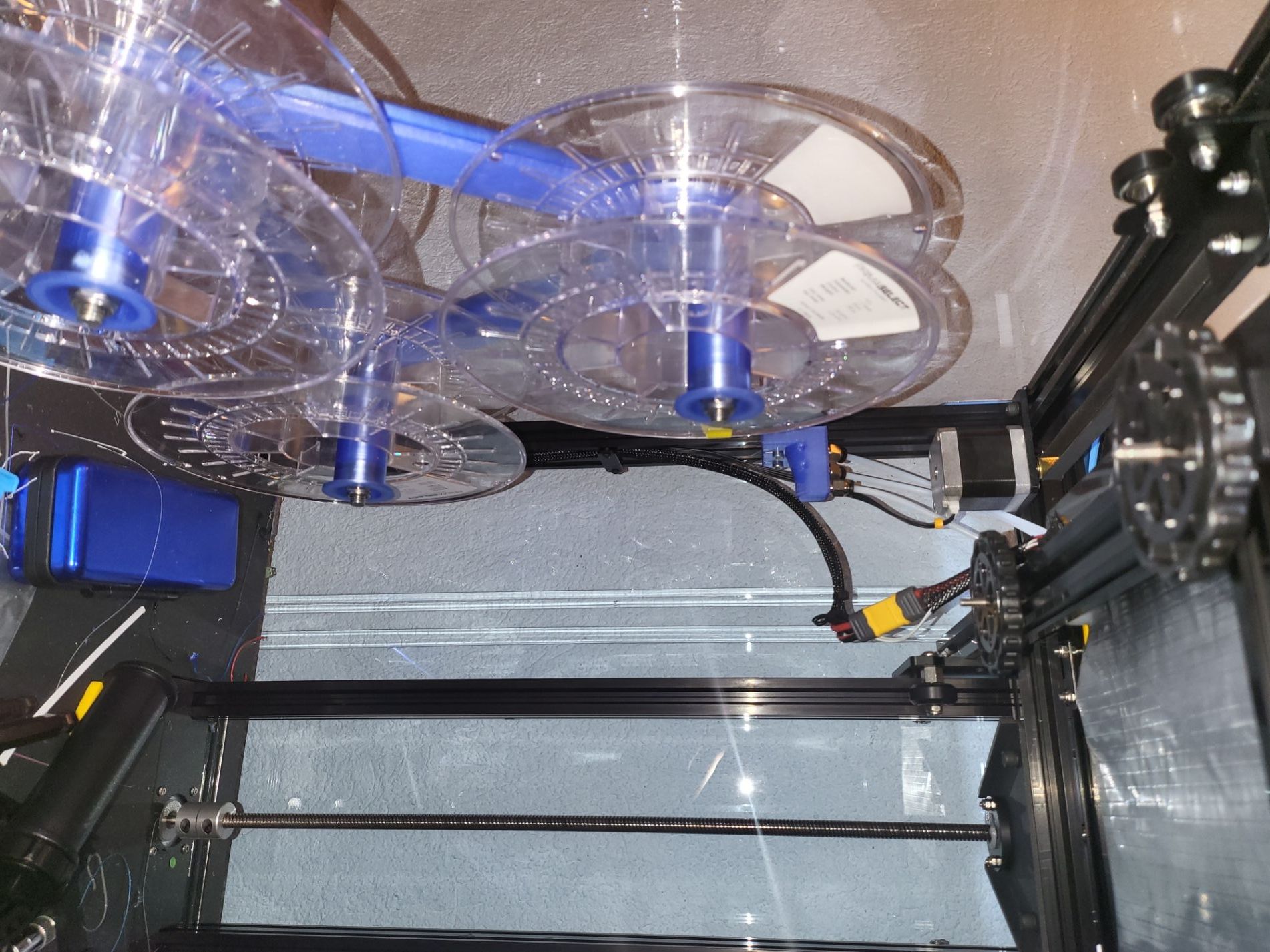
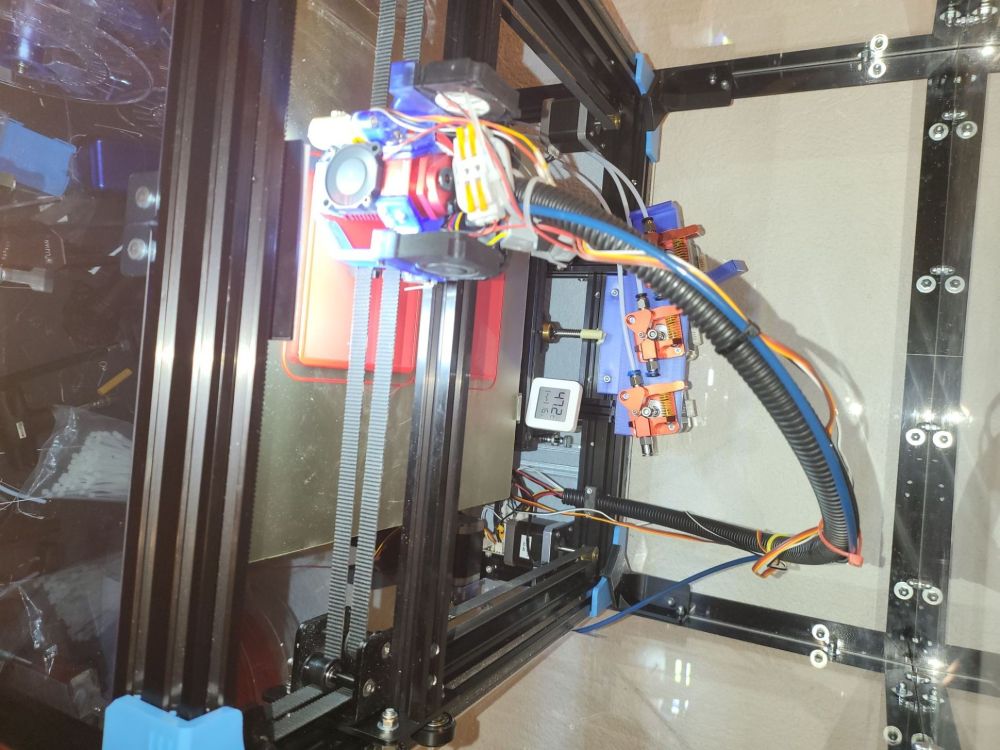
Bonjour, voici pour la première encore connectée a l'extrudeur d'origine et le 3 autres en arrière plan. Aperçu de la fermeture. emplacement des 3 bobines au chaud et au sec à l’intérieure. la skr pro et le tft43 en attente de temps libre pour le montage.
 1 point
1 point -
Merci pour l'info ! J'ai revendu la mienne perso... Et je me suis repris une Biqu BX Ortur ne répond plus à aucun ticket ou email donc je pense que la machine n'aura jamais d"évolution ...1 point