Classement



Contenu populaire
Contenu avec la plus haute réputation dans 14/01/2022 dans Messages
-
Cela avait été proposé dès le début... Toujours bien prendre le temps de tester car sinon, on part chercher midi à quatorze heures!2 points
-
Les PEI sont aussi très bien (enfin celui que j'ai , les autres j'en sais rien), en lisse ou texturé (cela dépend avec quel matière tu imprime), le texturé est un peu plus chiant à régler. La marque ENERGTIC sur aliex est très bien.2 points
-
De ce que j'ai vu sur le net, ça ressemble pas mal aux vieilles i3 Pro B au niveau de la hotend. Avec un gros capteur capacitif à la dagoma. Un seul Z avec un coupleur ressort, et des tiges lisses pour les guidages. En gros, que du vieux pas cher (technos datant d'une dizaine d'années) dans un carénage en plastique pour faire neuf. Moi je veux bien des photos des pièces qu'elle sort, par curiosité. Pour l'erreur MINTEMP, pareil que mes collègues, un classique, sonde arrachée lors du changement de buse.2 points
-
Pour information pour le TPU, tout dépend ton support, je ne chauffe pas le plateau sur plaque PEI, donc plateau à froid, et je suis à 230° ou 235° pour la buse, en effet 220 est peut-être un peu bas. Par contre je pousse (et tu dois pouvoir également) la vitesse d'impression à 60/80 mm/s, parce qu'à 30 mm/s on s'endort ... Cependant, vu que le filament est flexible il ne va pas aimer la rétraction, donc pas plus de 1.5 mm chez moi.2 points
-
Bonsoir, J'utilise les même sur ma x1 depuis quasiment 1 an et pas de soucis. Cordialement. Aldo2 points
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
Bonjour à vous, je m’appelle Dorian et je vis à la réunion. Ça fait 2ans que je me dis que je dois acheter une imprimante…cette fois c’est la bonne. j’allais partir vers la photon mono à 176e sur le site anycubic mais voila que j’aperçois en promo une autre imprimante https://www.banggood.com/fr/Creality-3D-Halot-One(CL-60)-Resin-3D-Printer-127+80+160mm-Print-Size-with-Integral-Light-Source-or-Strong-Kernel-or-OTA-Online-Upgrade-or-5_96Inches-Monochrome-LCD-p-1838434.html?aff_key=11k6_f51qm&utm_source=ShareASale&utm_medium=aff&sscid=11k6_f51qm&SSAID=745788&cur_warehouse=ES a 115e. la Halot one est plus récente moins chère mais les pièces de rechange sont ils aussi facile à trouver? Et quel est la différence au niveau du prix, service client ,machine en elle même , comparer à la photon mono acheter directement sur le site anycubic? Je vous remercie par avance et vous souhaite un bon week Ps : ne soyez pas jaloux de la localisation ici on a 30 degrés sous la pluie c’est invivable en ce moment haha1 point
-
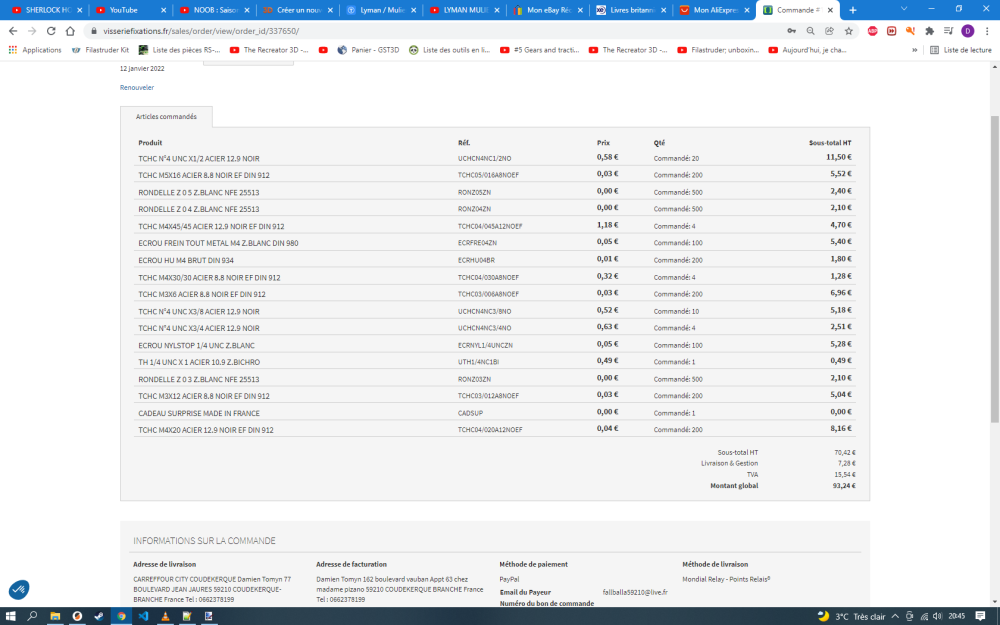
Bonjour je me suis lance dans le projet fou de construire le lyman filament extruder pour pourvoir transformer mes dechets plastiques en filament 3D pour infos : https://www.thingiverse.com/thing:380987 https://www.youtube.com/watch?v=vL9zDOdRqBo je suis en train de commander quasiment toutes les pièces et je me heurte déjà a un problème pour trouver les pièces mécanique c'est une vrai galere car toutes les dimensions sont en pouces et je n'ai pas envie de les commander aux etats-unis car plus de 25 euros de frais de port par articles sans compter les frais d'importations c'est hors de questions donc si vouqs avez des astuces je suis preneur voici les sites sur lequel je commande et le total auquel je suis a l'heures actuelle Ebay = 157.60 euros AliExpress = 43.69 eur FixnVis = 93.24 eur impression 3D = 77.43 eur et 10 kG de PLA+ Grand Total Pour l'instant = 371.96 eur ( il y a seulement la moitié des pièces nécessaires) des que les impression 3D sont terminé je posterai des photos a la suite de ce post si vous avez des conseils des astuces n'hésiter pas je suis preneur cdlt
 1 point
1 point -
Salut à tous Etant donné que l’on me demande régulièrement une liste de pièces de rechange pour l’anycubic i3 mega, donc je vous fais une petite liste vite fais, si vous avez qu’elle que chose à ajouter, dite le moi est j’éditerais mon poste Les lien que je vous donne servent de repère pour les références des pièces après commander sur le site que vous voulez , les lien que je vous donne ne sont pas spécialement les meilleurs tarifs d’autre site fournisse les mêmes articles. Ou trouver l’imprimante anycubic i3 méga http://www.isa3d.fr/ https://mp3d-france.fr/ https://fr.aliexpress.com/ https://fr.aliexpress.com/ Ventilateur pour la tête d’impression d’origine (une grosse daube au passage) https://fr.aliexpress.com/ à remplacer par celui-ci par exemple qui fais très bien son boulot pour un bruit plus que correct https://www.amazon.fr/ Buse de rechange laiton 0,4 en origine http://www.isa3d.fr https://fr.aliexpress.com/ Buse de rechange inox http://www.isa3d.fr/ https://fr.aliexpress.com/ Tête d’impression de rechange (modèle B) https://fr.aliexpress.com Tube téflon 2/4 http://www.isa3d.fr/ https://fr.aliexpress.com/ Raccord rapide pour tube PTFE sur extruder http://www.isa3d.fr http://www.ebay.fr Outil pour débouché la buse http://www.isa3d.fr/ https://fr.aliexpress.com/ BuildTak origine http://www.isa3d.fr plateau ultraBase https://fr.aliexpress.com Anycubic 5 Pcs 3d imprimante Pneumatique Raccords PC4-M6 Alésage 4.3mm Pour 4mm PTFE Tube connecteur Coupleur https://fr.aliexpress.com/item/2Pcs-Pneumatic-Fittings-PC4-M6-Bore-4-3mm-For-4mm-PTFE-Tube-connector-Coupler-Feed-inlet/32581575673.html?spm=a2g0s.9042311.0.0.XfWXox5 pcs 2GT 20 dents poulie roue Perlin passive fou poulie bore 5mm Pour imprimante 3d Livraison gratuite https://fr.aliexpress.com/item/Good-quantity2GT-20-teeth-pulley-wheel-Perlin-passive-idler-pulley-wheel-bore-5mm-For-3d-printer/32585003100.html?spm=a2g0s.9042311.0.0.XfWXox ANYCUBIC GT2 courroie de distribution largeur 6mm 2 meter/5 mètre/10 mètre pour 3d imprimante 2GT imprimante ceinture https://fr.aliexpress.com/item/ANYCUBIC-GT2-timing-belt-width-6mm-2meter-5meter-10meter-for-3d-printer-2GT-printer-belt/32819064262.html?spm=a2g0s.9042311.0.0.XfWXox Roulement Linéaire LM8LUU http://www.isa3d.fr/roulements/108-roulement-lineaire-lm8luu.html buse 1.75 E3DV6 http://www.isa3d.fr/mega-i3-pieces-detachees/46-buse-e3dv6-pour-filament-175-mm.html buse acier 1.75 E3DV6 http://www.isa3d.fr/mega-i3-pieces-detachees/205-buse-acier-e3dv6-pour-filament-175-mm.html1 point
-
Salut, je vous raconte là une de mes mésaventures que je viens, je crois, que dis je je l’espère, réussir à résoudre ! Cela fait quelques temps que mes impressions "foiraient" car les mouvements de l'axe Y s'arrêtaient, avec pour conséquence un artistique étalement du PLA de gauche à droite. c'était au début relativement aléatoire, le moment ou cela se produisait n'était ni fonction de la durée d'impression,ni du niveau de couche, ni de rien. Puis cela se produisait plus régulièrement. Pensant à des problèmes d'abord de slicer, je suis passé de cura à prusa, cela marchait.Évidemment, de temps en temps cela déconnait à nouveau, je retranchais, en modifiant 2 - 3 paramètres (notamment le pourcentage de remplissage et/ou le motif) , cela marchait à nouveau ( j 'ai compris pourquoi après. Puis, il y a 2 semaines, ça ne suffisait plus. sur des grosses impressions. Évidemment. pour info, l 'imprimante est (était, il n 'y a plus grand chose d'origine) une tevo tornado, équipée entre autre d 'une carte SKR PRO v1.2, un TMC 5160 sur l'axe Y. J ai d'abord pensé à un problème sur le driver. après changement par un autre 5160, même problème. je pense ensuite à un problème de moteur. Je le remplace, même problème ( bien sur je re teste sur des impressions qui dur au moins une nuit, vous comprenez bien l'énervement le matin au réveil lorsque je vois ce gros paté étalé de gauche à droite ). La je me dis qu" il y un peu être un problème avec les TMC 5160 et ma config marlin (ce qui est très c*n, puisque cela marchait avant). Je remets alors un 2208, pour voir. je relance un impression, une croix de calibration. cela ne s'arrête plus, mais ca perd des pas. évidement, je règle les Vref , ca perd toujours des pas. Un peu prés au même moment, j aurais du en prendre compte à ce moment là. je change le endstop, me disant que peut être celui ci foutait le bazar. toujours les mêmes problèmes. Je me dis alors que mon marlin est quand même très trafiqué, je repars de la dernière version. toujours des pertes de pas. En revanche, j 'entant le moteur Y "claqué" et , hasard, quand je touche la connexion cela ne le fait plus . Me me ensuite alors que le problème et du à cette connexion. Je refais le câblage et là... CA PERD TOUJOURS DES PAS. J 'hésite alors. Entre le marteau ou le feu . Est ce la carte? je modifie alors le fichier pin de marlin pour connecter l'axe X sur le connecteur E2 de la carte, et le endstop sur un autre port également. AAAAAHHH ça déconne toujours! je suis à deux doigts de passer tout ça par la fenêtre. AU SECOURS !! J 'inspecte quand même la quinzaine d'impressions foirées . je les compare . je les maudis. je me rend compte quand même que cela par en vrille lors des remplissages, vous savez quand les mouvement sont rapides et saccadés. Qu 'est ce que ça peut bien être? est ce mécanique ? le moteur , je le change à nouveau ! le câblage, je le refait à nouveau! Est ce que ça pourrait être la courroie, détentue ? je la retend . ça suffit pas. je la tend un peu plus. elle se décroche du plateau . J ouvre la fenêtre, je prend un marteau ou des allumettes?? Finalement j inspecte la courroie. Elle est .. USEE. AAAAAAHHHH. je retourne la courroie, pour que le moteur prenne sur la partie pas trop usée, relance une impression. ça marche ? CA MARCHE!!!! Voila . je vais relancer 2 3 impressions pour être sur puis il me restera à : -commander de la courroie -re modifié marlin pour remettre le driver et l'axe Y sur le connecteur Y, et peut être le 5160 refaire la cable management. recalibrer les steps/mm reniveler le plateau brefs, des jours passés à se prendre la tête pour une simple courroie. moralité : pour résoudre un problème , toujours partir dans la direction opposée à celle qu' on pense au départ ! a+1 point
-
Bonjour, Tel que l'avait anticiper l'un de vous. J'ai acheté la Tina2 à Carrefour = nouveau membre sur le forum! Après l'impression de quelques pièces, j'ai changé la buse. Je n'y suis pas allé de main morte... Je n'ai plus réussi à imprimer depuis; "mintemps" erreur. Elle affiche -14°C. Qu'en pensez-vous? Sonde débranche? C'est jouable de réparer?1 point
-
salut @jcjames_13009, je pense que l'usure est normale, la machine a au moins 4 ans, et quelques kilomètres de filaments avalés . je mettrais des photos quand je changerai la courroie, pour l'instant je l'ai juste retournée pour que la friction avec l'engrenage du moteur se fasse sur la partie qui n'était pas solicitée ! a+1 point
-
Une tour est composée de X fois la même partie empilées. Dans le slicer il faut affecter des températures différentes à chaque étage (via des 'modificateurs'). Si la tour est d'une pièce, il y a moyen de la découper ou de définir des zones dans le slicer (suivant celui utilisé). Ainsi le gcode sera généré avec les températures et l'imprimante fera un changement de température pour chaque étage.1 point
-
Réponse: non, ce n'est pas possible.1 point
-
C'est en anglais et c'est la documentation officielle: https://www.raspberrypi.com/documentation/computers/raspberry-pi.html#usb-mass-storage-boot Le RPi4 lui possède une EEPROM que l'on peut paramétrer pour choisir le stockage de masse qui sert de démarrage . Pour les autres versions de RPi se référer à la documentation plus haut.1 point
-
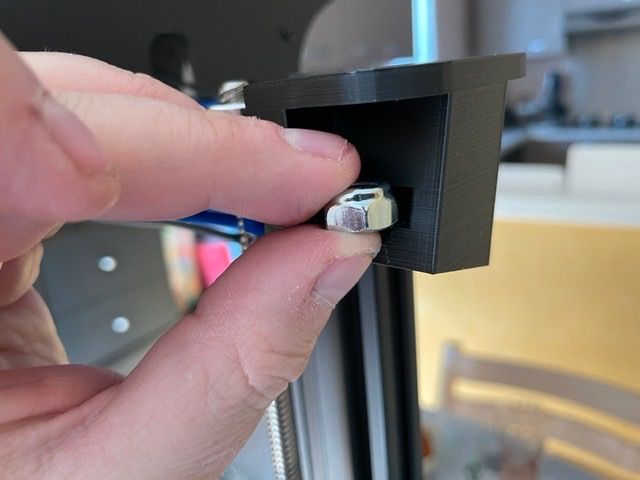
Bon j’ai imprimé toutes les pièces en PLA 30% de remplissage et monté le bazar. J’ai quelques remarques à faire: _ Les chanfreins pour les vis M3 ont été crées du mauvais côté de la pièce. On le vois bien dans la vidéo. _ Les écrous nylstop ne rentre pas dans les supports hauts (voir photo), je ne vois d’ailleurs pas trop à quoi ils servent. Je n’ai mis que des écrous classiques. _ Le PLA c’est vraiment pas le top, surtout pour serrer des vis. On a vite fait d’écraser la pièce. Le PETG serais sans doute mieux. Plus qu’a tester le tout en imprimant les pieds de ma grande fusée Tintin. j’attends juste la bobine qui doit arriver fin de semaine prochaine. On verra l’efficacité….

 1 point
1 point -
facile, je n'ai pas d'imprimante résine ok, je sors ->1 point
-
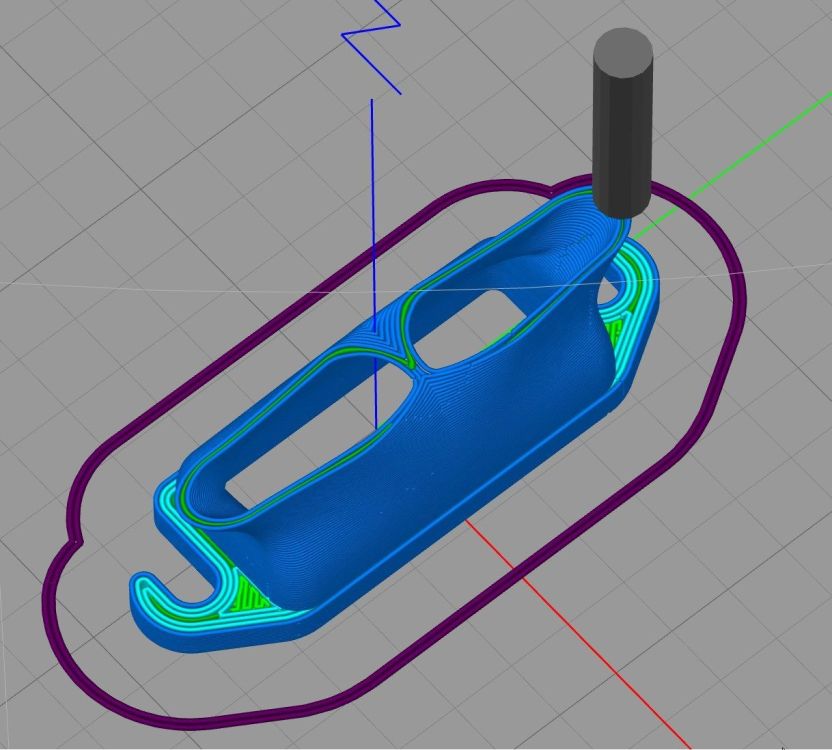
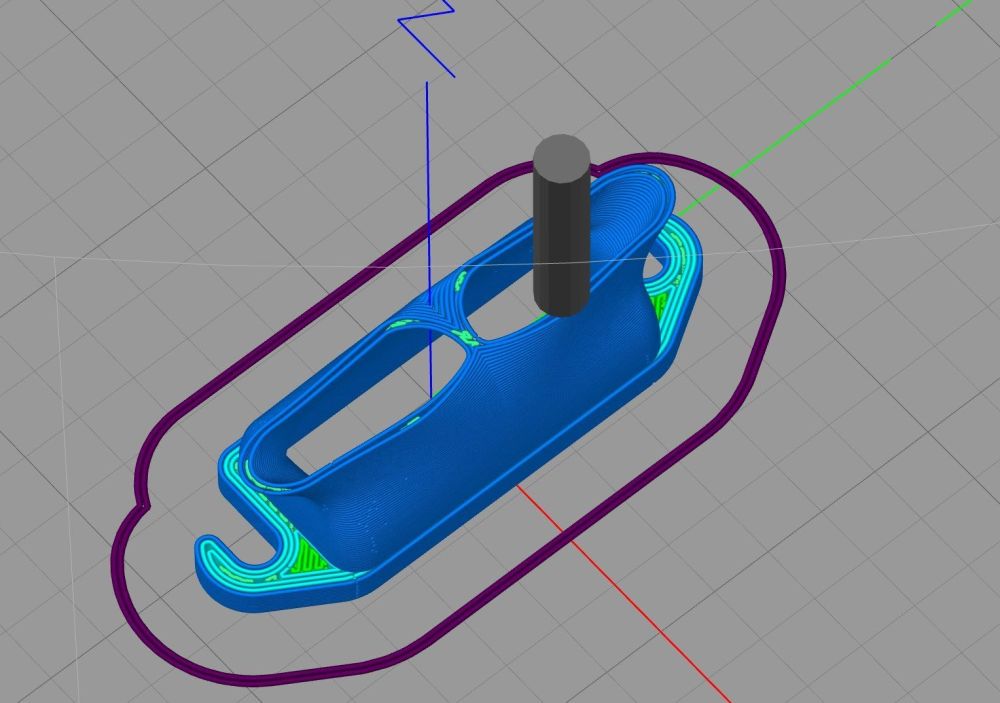
pas grand chose mais tu peux imprimer ta pièce dans une autre position et sans supports, il me semble que le modèle en photo doit s'imprimer très bien en vertical et sans aucuns supports.1 point
-
Quand bien même la pièce ne coute pas grand chose nous avons la chance dans notre (beau) pays d'avoir un droit de la consommation très protecteur. C'est pour cette raison que je passe toujours par des revendeur en France quand c'est possible. Si le revendeur (Artillery 3D expert) veut m'envoyer les pièces défectueuses et un nouveau plateau je veux bien essayer de la réparer moi même, mais ce n'est pas ce qui est écrit dans le code de la consommation En tout cas, un grand merci à toi pour ton temps et tes précieux conseils. Je ne manquerai pas de te tenir au courant des suites de mon aventure. Je ne suis pas découragé de me lancer dans l'aventure de l'impression 3D même avec cette marque et ce distributeur parce qu'étant chef d'entreprise moi aussi je sais que ça arrive d'avoir des produits défectueux.1 point
-
Oté, komen ilé ? Bon j'y connais rien en résine, je ne pourrais pas t'aider, mais bienvenue quand même.1 point
-
Lol, Google qui marche mieux que le moteur de recherche interne, pas toujours le réflexe (de faire la démarche ^^'. Merci !1 point
-
Salutation ! Surement une histoire de z-offset a régler dans un menu ( ou via une connexion USB ) mais comme je n'ai jamais fait je ne sais que te proposer de rechercher sur le forum https://www.google.com/search?q=site%3Alesimprimantes3d.fr%2Fforum+Ender+Z-offset Tiens nous au jus !1 point
-
Bonjour à tous. D’accord avec Motard Geek, les pneufits sont mettre à la poubelle. Beaucoup de personne incriminent cet extrudeur qui n'est, certes pas le meilleur, mais le souci majeur sur ce montage viens du pneufit de sortie qui fini rapidement par créerdu jeu avec le ptfe. Si possible, passez sur un système hotends avec le magnet Mk10 V2 et tube capricorn et vous n'aurez plus aucun souci à ce niveau. Vu les photos, même conseil que les autres, desserez la vis de réglage de l’extrudeur et ne serrer légèrement que si ça patine. Perso elle est juste vissé pour accrocher le pas et pas du tout serré. Je lui donne un quart de tour selon le filament si j'entends que ça patine,mais pas plus.1 point
-
Oui @savate tu as un Ventilo de la tête d'impression branché sur le HE1 je ne me rappel plus de mémoire si c'est le Fan du HeatSink ou le 4020 de refroidissement des matériaux. Le ventilo du boitier est sur le port 24v continue en haut a gauche sur la CM et le second ventilo de la tête sur le port fan blanc au dessus du HE1. Il leur fallait 2 port de ventilation commandé indépendant Le changement du mosfet agit que sur la chauffe de la tête mais comme dit plus haut il n'y a pas que le mosfet qui rentre en compte sur le circuit de chauffe. Mais cela n'agit pas sur les soucis de mouvement. Tu as plus de chance de succès de solution en remplacement la carte mère. Les MKS GenL V2.1 sont plus fiable côté circuit de chauffe mais demanderais un firmware adapter le plus simple est de prendre une MKS GenL V1 et d'installer le firmware qui va bien pour la X11 point
-
Je sais ça parait curieux mais je crois me rappeler que j'avais une erreur de compilation si je ne mettais pas ces valeurs en plus comme si les variables X_BED_SIZE et Y_BED_SIZE n'existaient pas. Ou j'ai laissé cette conn...rie sans m'en rendre compte. Le temps fait son œuvre. De toute façon c'est pas ça qui doit bloquer son Z. Et bien sur ça ne bloque pas ma machine.1 point
-
Car le tuto que j'ai suivi implique l'utilisation d'une carte SD en plus du SSD. J'aurais dis comme toi et les choses ont évolué à priori en 2018 : https://www.inpact-hardware.com/article/993/suptronics-x850-utilisez-ssd-plutot-quune-carte-microsd-pour-stockage-votre-raspberry-pi J'ai fait la modif en 2016 et depuis, je n'ai plus touché au RPi vu qu'il fonctionne bien (comme 3ieme NAS et serveur DHCP). C'est énorme ! Y'a pas une option -verbose ou similaire qui est activée au lancement de certains programmes ?1 point
-
Les pneufits d'origine sont pas géniaux... Mais tu sers trop ton ressort également A ce sujet, le levier de tension des Bondtech est vraiment pratique1 point
-
Le radiateur n'est pas fixé a l'effector comme a l'origine. C'est juste la cage. J'ai modifié la petite pièce qui se fixe sous le LGX Lite pour qu'elle prenne en sandwich le haut du radiateur. Comme sur les montage qu'on trouve sur les Cr10/Ender... avec le Petsfang par exemple. J'ai aussi dû augmenter légèrement la taille de la cage en hauteur car le Rapido est un peu plus long. Ça ne bouge pas d'un mm pour le moment. La modification est assez simple. J'ai mis su temps pke j'ai une lime de merde mais avec un truc neuf ca ira assez vite. Il suffit de supprimer la partie en noir.
 1 point
1 point -
Je disais juste qu'un SSD c'était beaucoup plus gros qu'une carte SD (même en m2) Mais booter dessus ne pose aucun problème (surtout si ce n'est pas un pi 4) même sans carte additionnelle.1 point
-
@Savate, @PPAC, j'ai pas compris vos réponses, désolé. Perso j'ai un SSD sur carte suptronic qui boot directement, donc je ne comprend pas l'utilité d'une SD pour booter.1 point
-
Salutation et bienvenu sur le forum ! Comme le dit Savate, normalement l'erreur MINTEMP c'est que la sonde se trouve débranché ( ou qu'un de ses fils se trouve sectionné ou mal enfiché dans un connecteur) Je voudrais bien avoir des photos de l'intérieur d'une Tina2 (juste pour découvrir les entailles de cette machine ... Merci ! ) Et pour éventuellement t'aider des photos de la tête (un angle où l'on voie la thermistance et ses fils et aussi une de son branchement sur la carte mère.) Sinon si tu a un multimètre tu aura des pistes pour tester la thermistance avec (pas pour la même imprimante mais même principe pour tester au multimètre une thermistance.)1 point
-
J’espère que tu iras au bout de ce projet, pour lequel tu vas dépenser du temps et de l’argent. Je suis curieux de savoir si tu arriveras à calibrer le filament, ce qui sera je pense, la partie la plus compliquée de la ligne. pour la mise au point de ta ligne, je peux te donner 50 ou 100 kg de matière à broyer type PP ou autre suivant ton besoin ou directement du broyé à très bas prix (coût de production). L’intérêt est que tu serais certain d’avoir une seule référence de plastique dans le lot complet. Je suis à moins de deux heures de chez toi.1 point
-
oui la sonde de température est soit débranchée, soit en court circuit. Je ne connais pas les dessous de tina2, mais il n'y a (normalement) aucune raison de ne pas pouvoir rebrancher/changer la sonde de température tant que tu y es vérifie aussi que la cartouche de chauffe n'a pas souffert. La question qui me viens comme ça : pourquoi avoir changé la buse ?1 point
-
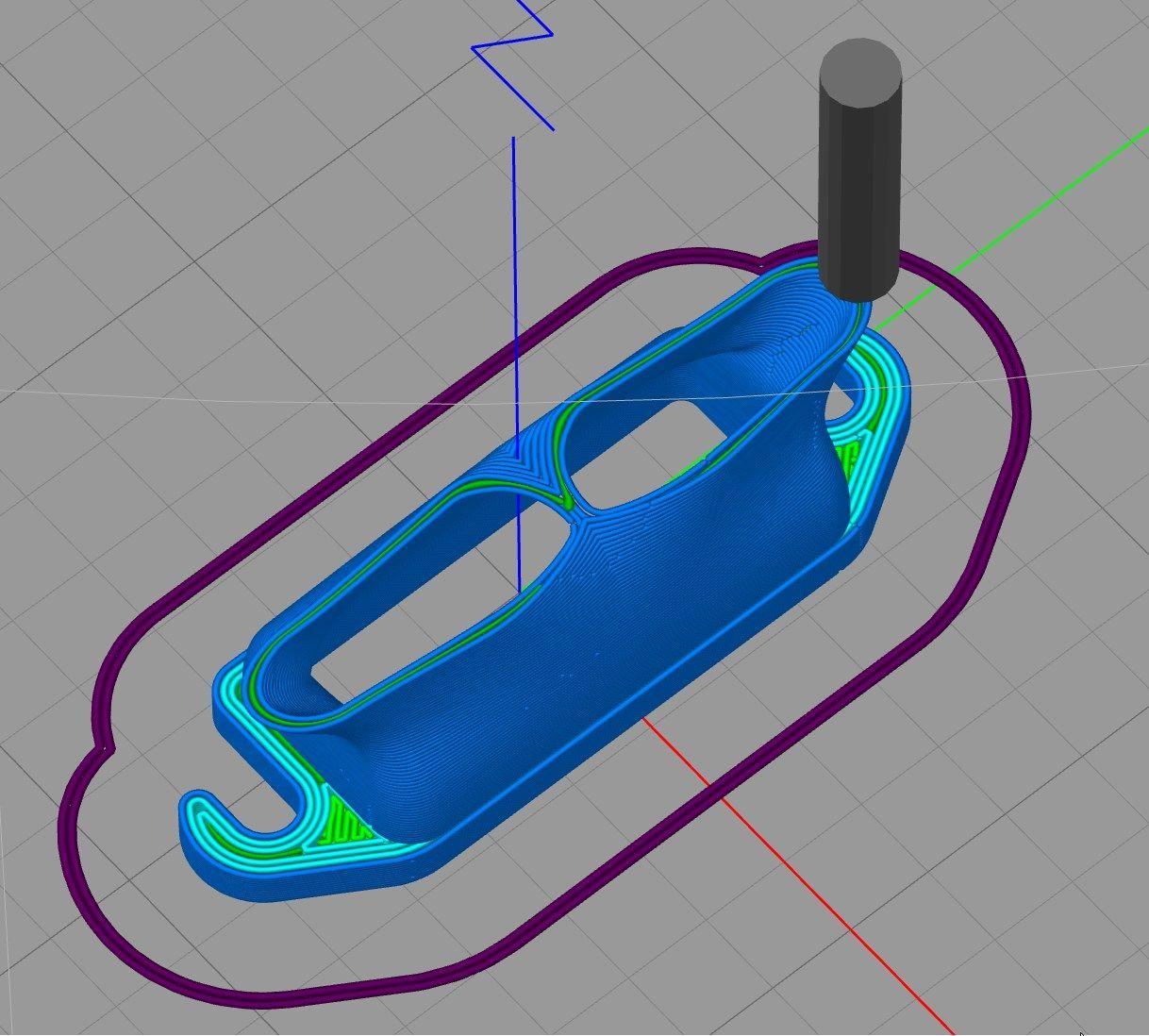
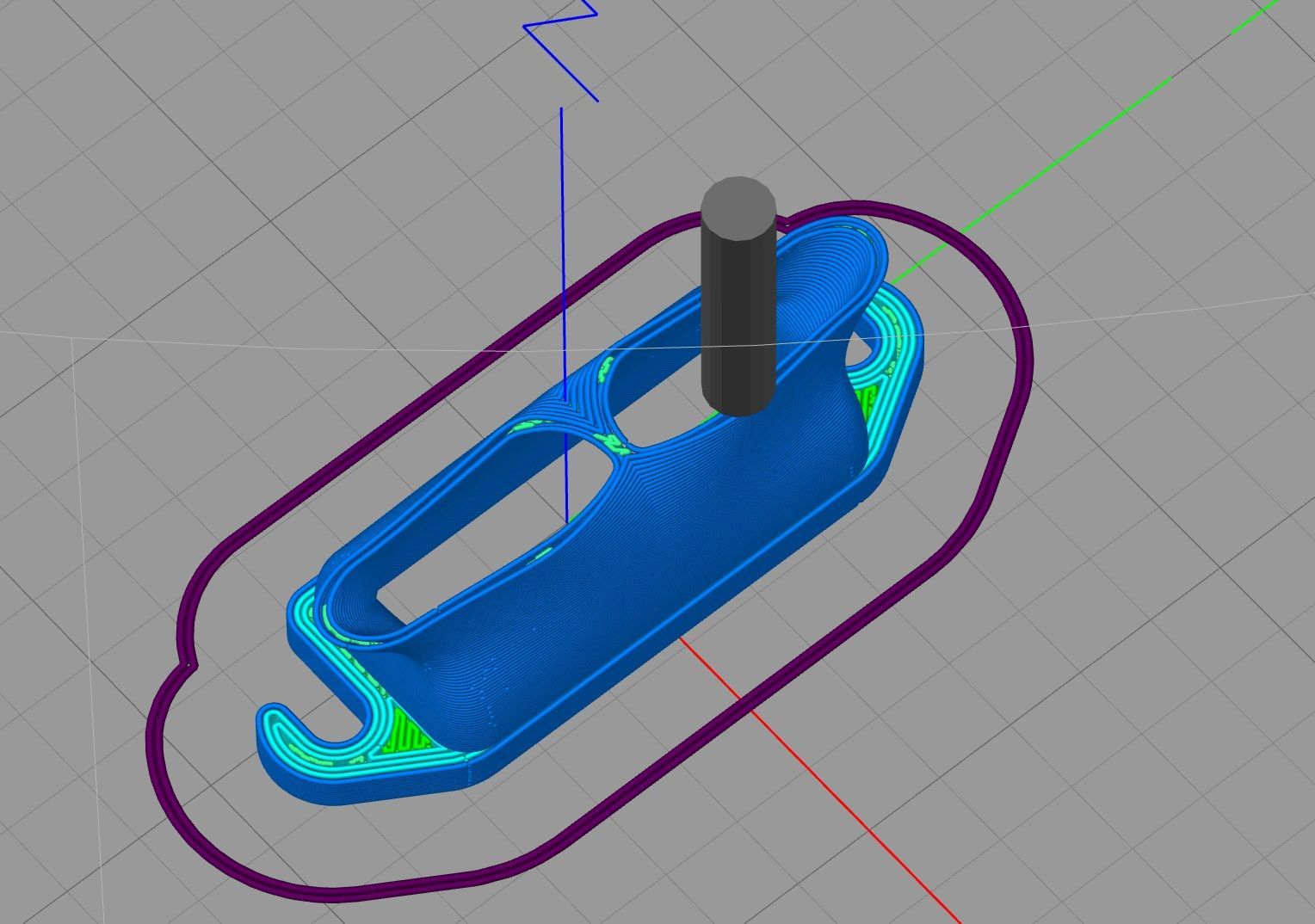
Pour le TPU, je met: 225° pour la buse, et, 40° pour le Bed, vitesse d'impression, 30 à 40 mm/s Pour ne pas avoir de décollement de couches, il te suffit de réduire les parois, à ce que je vois elles sont très épaisses, plus elles seront fines, plus elle vont se soudées l'une sur l'autre et donner une pièce ferme et solide. Je dis ça car j'ai imprimé une coque pour IPhone 6S, et j'avais ce problème à mes début, en réduisant la largeur des parois, je n'ai plus jamais eus de soucis. J'espère avoir pus t'apporté un peux d'aide.1 point
-
Dans S3D je l'ai imprimé en activant "allow single extrusion fill" : VS Après si t'as une vieille panne, un bout de filament, un coup de fer à souder et hop c'est bouché
 1 point
1 point -
Bienvenue le meldois La première question à se poser c'est "pour quoi faire" ? Non, parce que si c'est pour faire des figurines, des pièces utilitaires ou de l'art, ça va être assez différent1 point
-
@PPAC J'ai peut être été un peu "brutasse", mais j'ai fait les choses suivantes: sudo mount -o remount, rw / puis je suis allé dans le dossier /var/log sudo rm syslog ensuite un reboot et de nouveau un sudo mount -o remount, rw / puis sudo service octoprint restart de la j'ai retrouvé mon serveur Octoprint, et j'en ai profité pour faire un backup, maintenant je peux bidouiller plus sérieusement pour comprendre d'où viennent ces 27Gb de logs. En tout cas un grand merci PPAC si une procédure de vérification pour comprendre ce syslog de dinge te passe par la tête n'hésites pas, en tout cas, savoure bien ton dîner avec le sentiment d'avoir sauvé mon serveur Zip1 point
-
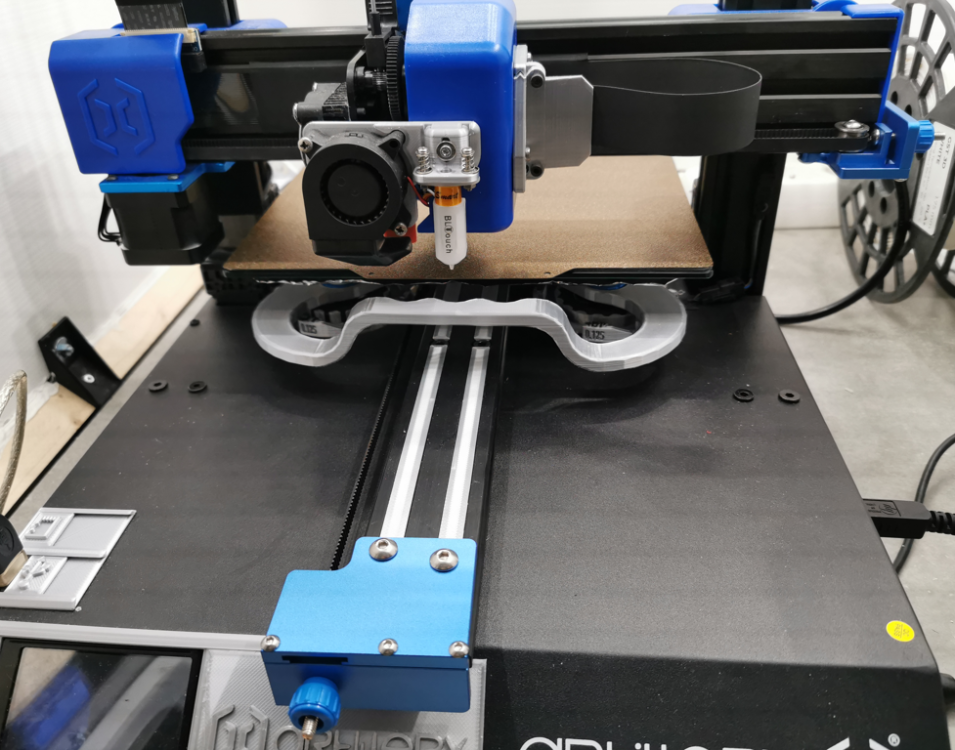
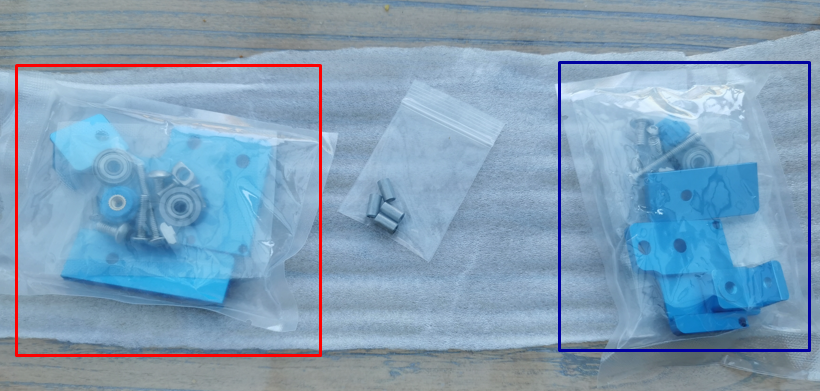
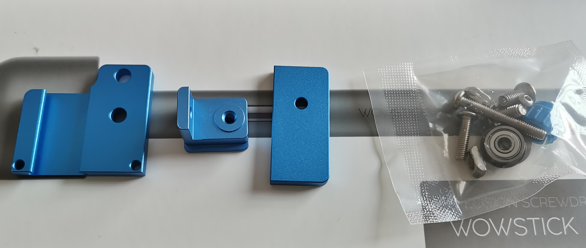
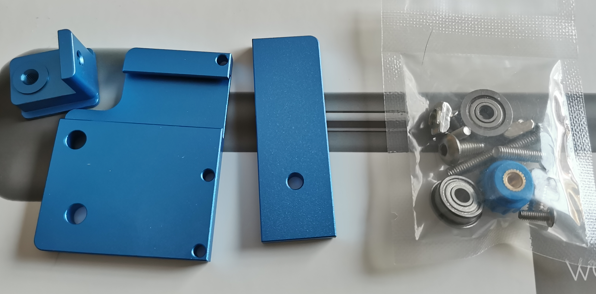
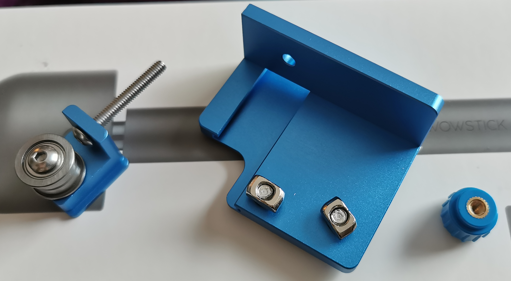
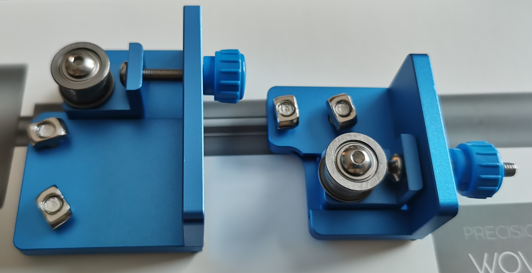
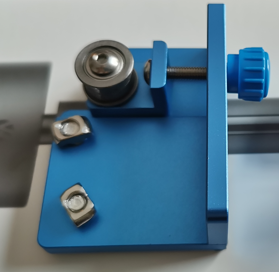
MAJ 13/01/2022 : Voici les dernières upgrade mécanique l'ajout de Tendeurs de courroie X et Y pour la Genius, provenant de la boutique Haldis sur Aliexpress, je les ai payé 21€ en promo en novembre dernier. Voici le résultat final (et oui je vous spoile ) Voici le kit a l'arriver, en rouge le tendeur Y et en bleu le tendeur X, le sachet avec les spacer au centre ne a pas été utile (et d'ailleurs je ne vois a quoi il servirait). Tendeur X Tendeur Y Pour le montage, commencer par retirer l'ancien système de tension du X, pour ma part j'ai fini sur le X par utiliser les t-nut d'origine au lieu de ceux fournit dans le kit pour le X (je les trouve mieux pour la stabilité du tendeur X). Le cache Bleu devra être retirer aidez vous d'un petit tournevis plat. Pour le montage du tendeur Y retirer les Vis complètement et retirer la pièce. Cette fois utiliser les t-nuts fournit avec le kit ce sera plus simple, placer la courroie et insérer le tendeur Y puis serrer les vis. Il ne reste que la tension des courroies a adapter. Et voila




 1 point
1 point -
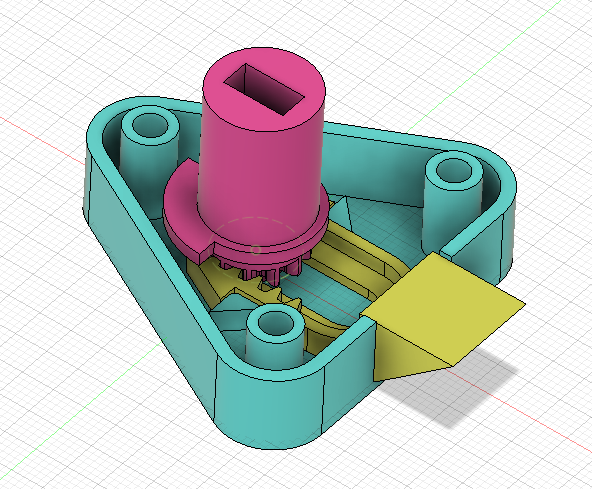
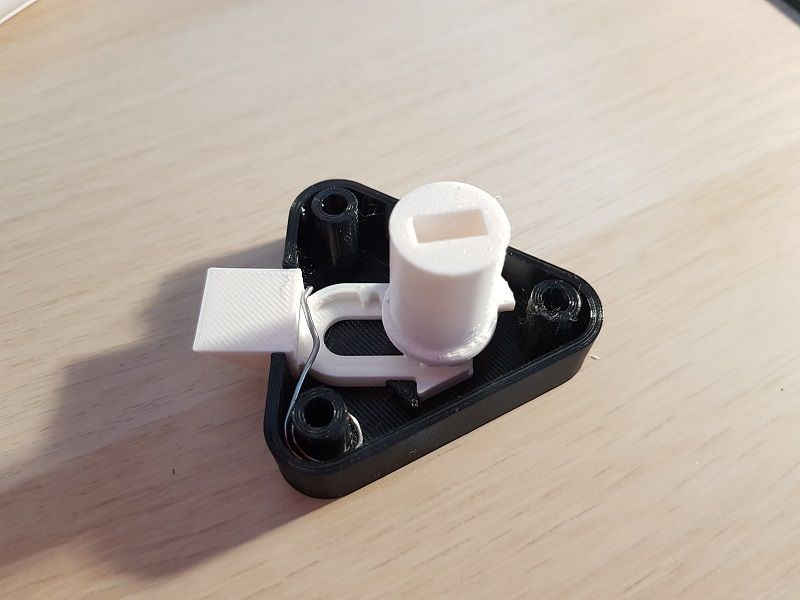
Nouvel épisode de la série Après le le coffret EDF, je me suis attaqué au coffret Gaz. La serrure et les 2 charnières sont HS. Par contre des systèmes différents. Peuvent pas faire des trucs standards ? Pour la charnière le boîtier était aussi cassé. Seul le couvercle était récupérable. Il y a aussi une petite pièce cassée en forme de S que je n’ai pas réussi à identifier. Sans doute la partie qui fait office de ressort. Mais là je sèche… Etape de modélisation avec Fusion 360. Je l’adore de plus en plus ce logiciel. Pourvu qu’il ne devienne pas payant... Je me suis amusé à refaire le système d’entraînement d’origine pignon et crémaillère. Pour cella j’ai utilisé le script "SpurGear" de Fusion 360 qui permet de modéliser des engrenages et un des excellents tutos de CrazyMaker pour la crémaillère C'est pas beau ça ? Impression en PETG (Prusament Jet Black et Signal White) avec paramètres PrusaSlicer par défaut. Montage à blanc et essais ça fonctionne. Pour le ressort qui doit maintenir le pêne sorti, n’ayant pas trouvé comment c’était fait à l’origine, j’ai fait un ressort à partir d’un morceau de corde à piano. Pas très joli amis ça fait le job La serrure est montée sur le coffret et fonctionne plutôt bien. Juste le système de ressort qui doit être perfectible. Il y a un point dur avant d’arriver en butée lors de l’ouverture. Mais bon ça fera l'affaire comme ça Prochaine et dernière étape les charnières… @+ JC



 1 point
1 point -
Bonjour @juliodemeaux Bienvenue à toi sur le forum. Tu as une rubrique dédiée pour le choix des imprimantes 3D : "Bien choisir son imprimante 3D" Je t'invite à la parcourir et, si tu n'arrives toujours pas à faire ton choix, y poser tes questions en indiquant bien besoin/utilisation/budget/expérience/... Au delà de la machine elle-même, il y a la question du revendeur. C'est un point essentiel qu'on oubli assez souvent lors de l'achat d'une première machine. A bientôt1 point
-
Je pose un drapeau ici. Ca pourrait être un excellent outil pas cher dans cadre du tri des déchets d'impression. Ne serait-ce que pour contrôler qu'il n'y ait pas de gros mélanges avant recyclage. Pour discriminer les 4 ou 5 matières principales utilisées en impression 3D, ça peut suffire en précision. Bon après j'imagine qu'il existe aussi une version industrielle de ce type d'appareil, plus adapté à une chaine de recyclage...1 point
-
Retour de mon expérience perso sur le mode vase, autre machine Ender 3 v2. En mode vase mis dans le slicer ex Cura la paroi ne fait qu'une couche tu as l'air d'après la photo d'en avoir plusieurs. Es tu vraiment en mode vase ou fais-tu un vase. J'ai essayer aussi avec du PETG, je n'ai pas réussi à faire un vase étanche à l'eau, même en réduisant la vitesse et la ventil. En PLA çà marche à condition de choisir un STL (un modèle de vase avec des angles pas trop saillant autrement c'est là qu'il peut y avoir un prblème comme toi. Je suis parti d'un STL de vase trouver comme modèle sur la carte SD de creality ender3 récupérable sur leur site. quye j'ai fait de différentes dimensions (réduction dans cura 75%, 50%, moins)(original 250 mm en hauteur). ils restent étanches, quand même réduire la vitesse et mettre une épaisseur de dessous au moins de 1mm, (du dessus 0 certain modèle te font un vase plein) . j'en ai fait en PLA transparent, Blanc (mais tu vois toujours le niveau d'eau) En pla silk c'est un peu plus délicat selon la forme ou mettre à la jonction fond début mode vase un peu de vernis marine) certains que j'ai fait même si on dit le PLA n'aime pas l'eau on fait en cumulé plus d'un mois en continu avec fleurs et eau (mi hauteur, je fais comme cela aussi pour les vases en verre. Pour moi ce qui est important : réduire la vitesse vers 30 mm 40mm PLA épaisseur dessous au moins 1mm. modèle à angles pas trop saillants. Maintenant si c'est pour de la déco pure peu importe.1 point
-
tu peux aussi essayer de baisser la vitesse , en PETG on va moins vite , et on voit que la liaison intercouche n'est pas optimale.1 point
-
L'idée c'est d'avoir la même valeur sur les 4 coins. indépendamment de la valeur qui peut être positive ou négative. Le but étant uniquement d'avoir un plateau de niveau. Pour le reste, c'est le Z offset qui définir la hauteur du plateau par rapport a la buse.1 point
-
Cela arrive souvent que les plateaux soit creux ou bombé. Il y a plusieurs possibilités : Tu peux dans un premier faire une réglage du bed plus serré sur la buse en utilisant un ticket de caisse par exemple sur les coins cela permettra d'avoir d'avoir le centre plus prêt du bed, cela peu permettre d'être bon sur des prints pas trop grand focaliser sur le centre. Une autre possibilité, Flasher ton imprimante avec un firmware activant le Mesh Bed Leveling, cela permet de mettre en place tu méthode de réglage du Z offset (distances buse / Bed) sur 9 point différents du Bed donc ainsi tu peux expliquer a ton imprimante qu'elle devra légèrement monter ou descendre, suivant la zone. Cela coût rien mais demande de Flasher le Firmware. Autre possibilité, presque la même que ma précédente activité l'Auto Bed Leveling et mettre un BLtouch ou 3Dtouch de qualité, dans ce cas palpations en 25 ou 49 points, ici Flash du firmware et achat du capteur de nivellement, un BLT officiel 40€ ou un 3DT de qualité 20€ maxi. Dernière possibilité, Prendre une feuille d'acier PEI avec base magnétique, placer un morceau de papier d'alu dans le centre du bed pour corriger le creux, puis coller la base magnétique par dessus et placer la feuille d'acier PEI. Ici aucun Flash de Firmware nécessaire mais achat de la feuille d'acier environ 40€.1 point
-
Premier "gros" print et résultat excellent, avec de l'EcoPLA blanc mat que j'utilise pour la première fois est qui est bien blanc, bel aspect aussi on dirait du plâtre. Coté bruit j'ai lancé un print avec les valeurs 500 et 5 et c'est plus serein pour être à coté (et pour la Ender coté vibrations)
 1 point
1 point -
Salut, ça serait du gâchis de mettre une Duet 2 wifi sur un châssis d'itopie ... a la limite une SKR V1.4 avec des TMC2209 ça pourrait être un bon compromis1 point
-
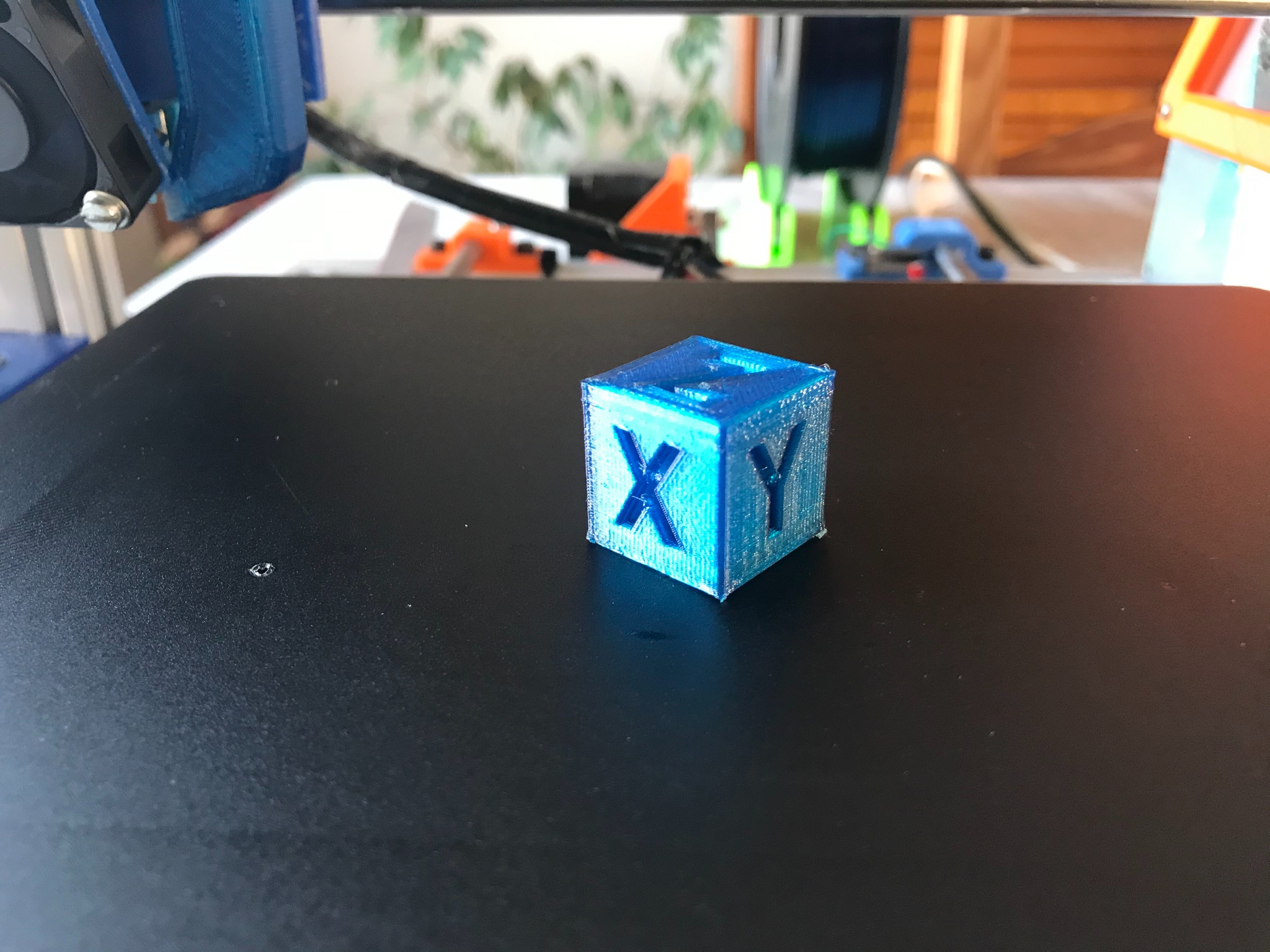
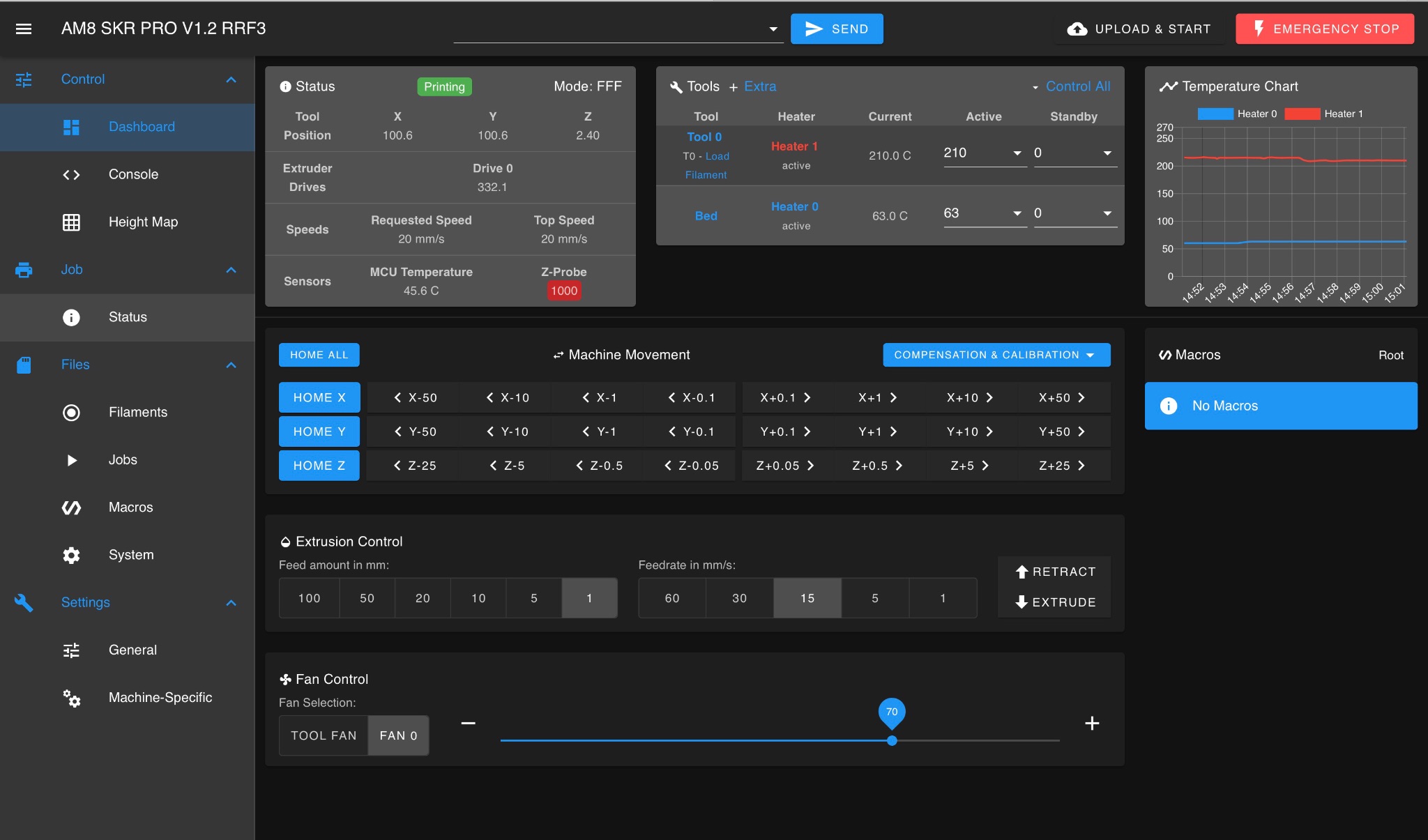
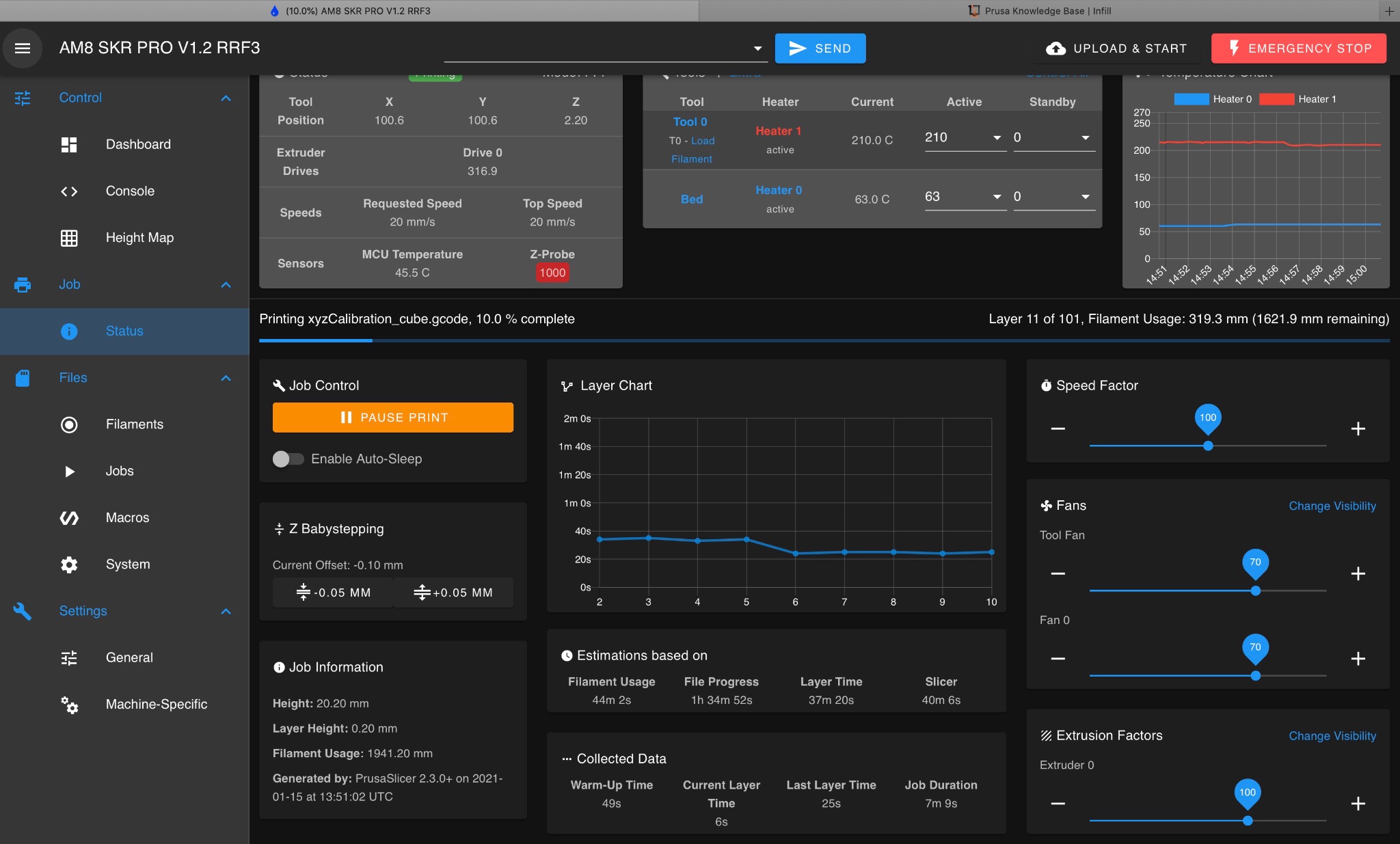
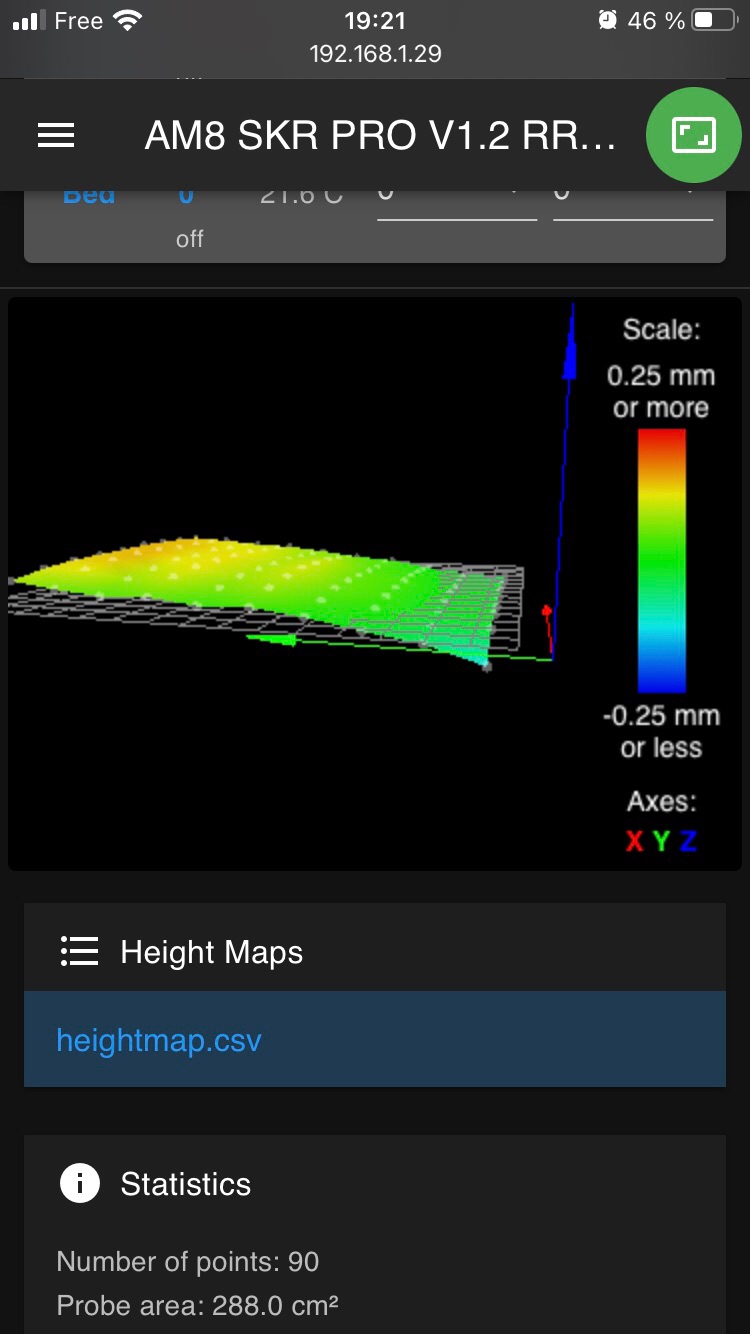
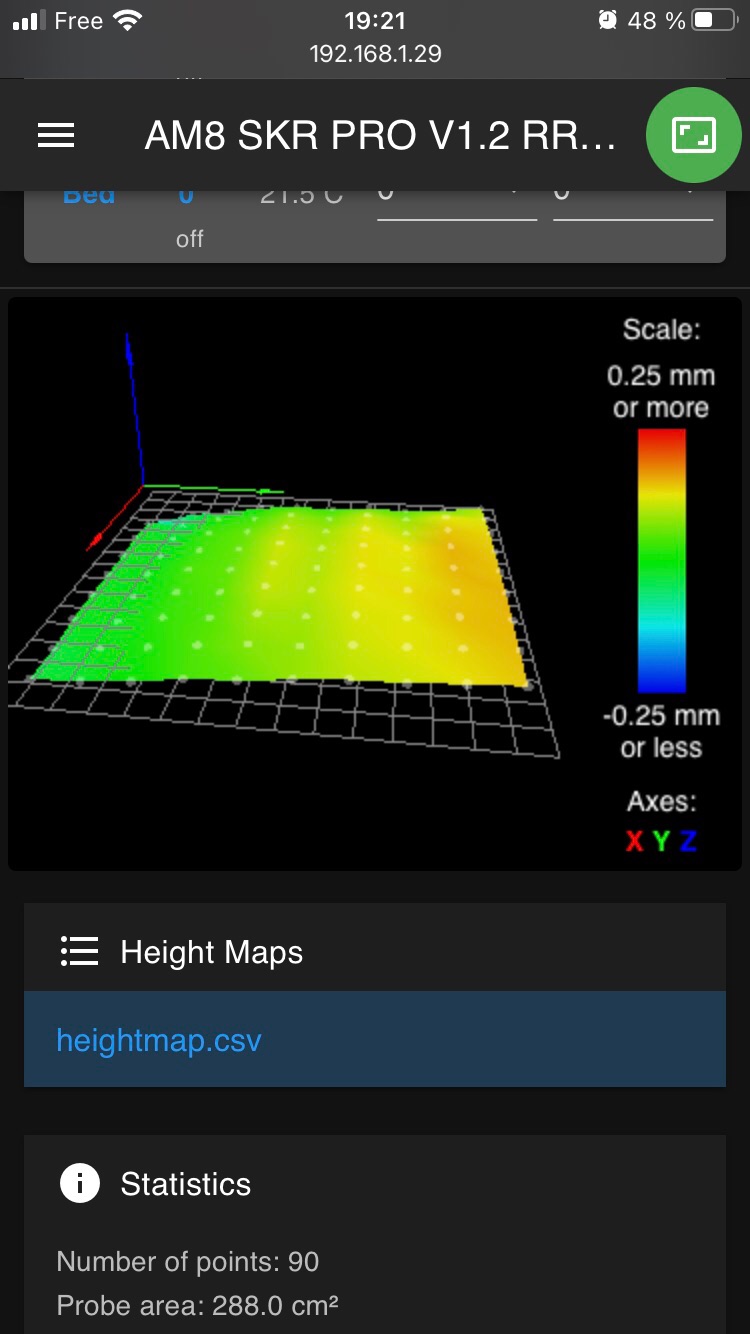
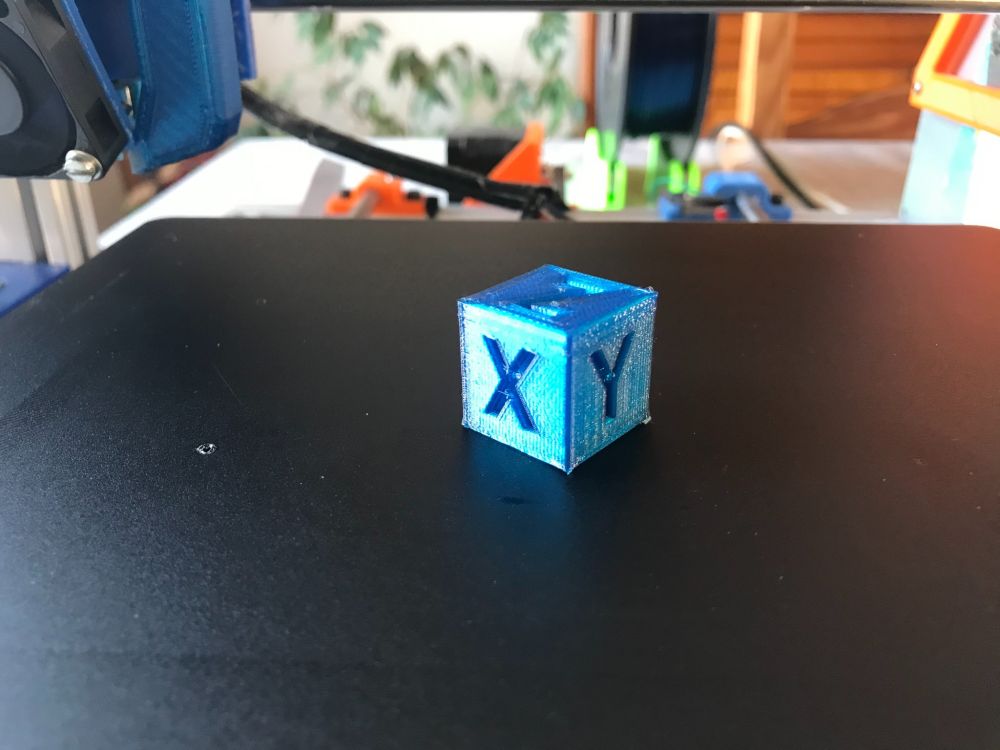
Bonjour à tous, Donc après avoir un peu galéré à paramétrer RepRapFirmware 3, surtout la partie pour mon Touch-mi.... et bien tout fonctionne. Je dois tout de même décalé mon plateau chauffant, en effet mon Touch-mi a un offset sur X de -47 par rapport à la buse ce qui fait que je ne peux pas palper l’ensemble de mon bed car j’arrive en buté sur X-max. J’ai pas trouvé de solution logicielle à ce petit soucis. J’ai lancé une première impression un cube 20x20 voir si tout fonctionne... et bien franchement c’est pas mal. Il est loin d’être parfait mais pour une première impression sans optimisation c’est plus qu’honorable. Voici quelques photos de l’interface web qui permet de contrôler l’imprimante. je dois dire que je trouve RepRapFirmware vraiment pratique, une fois qu’il est paramétrer, plus besoin de compiler à chaque modification et ça je dois dire que c’est top. Autre point intéressant à la fin du palpage du bed on a accès à un visualiseur très instructif Il me reste le bed à régler . Le plus compliqué (mais c’est une question d’habitude) tout ce fait via gcode, c’est ce qui m’a demandé le plus de temps . Voilà si jamais vous aussi vous souhaitez utiliser RRF 3 sur vos SKR en lieu est place de Marlin, je vous ai mis les liens dans le premier message. @+ Nico
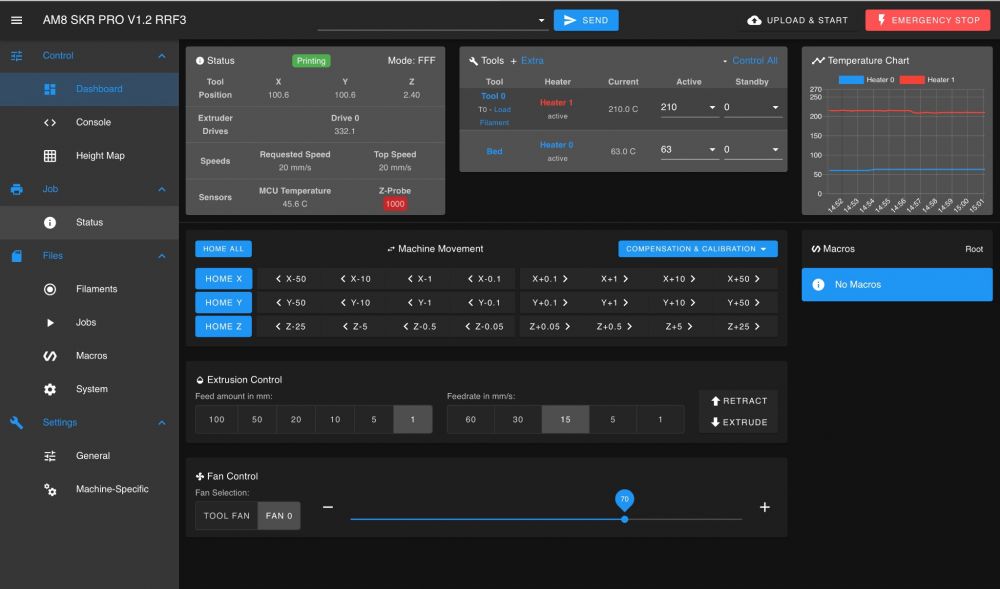
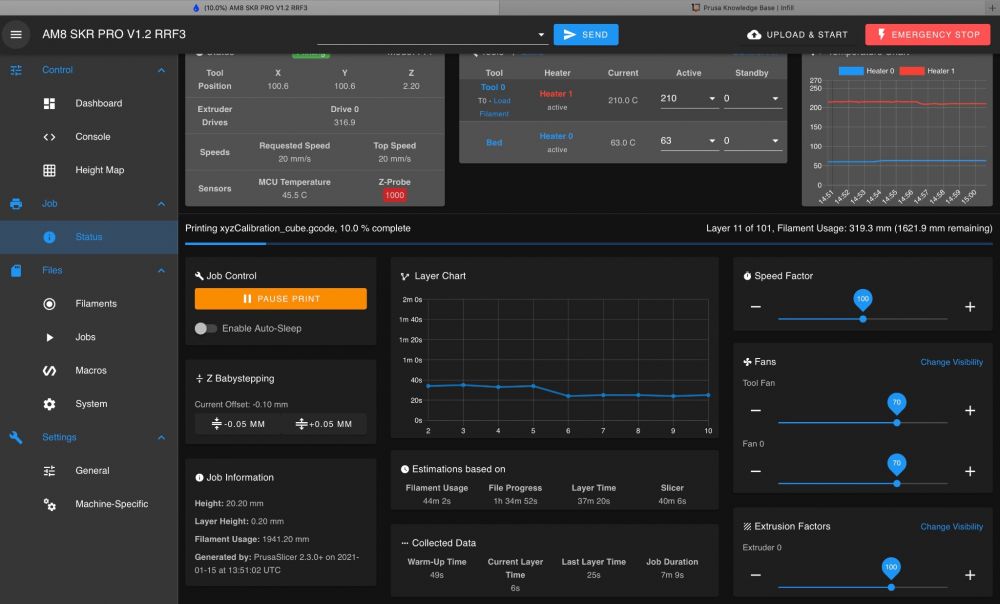
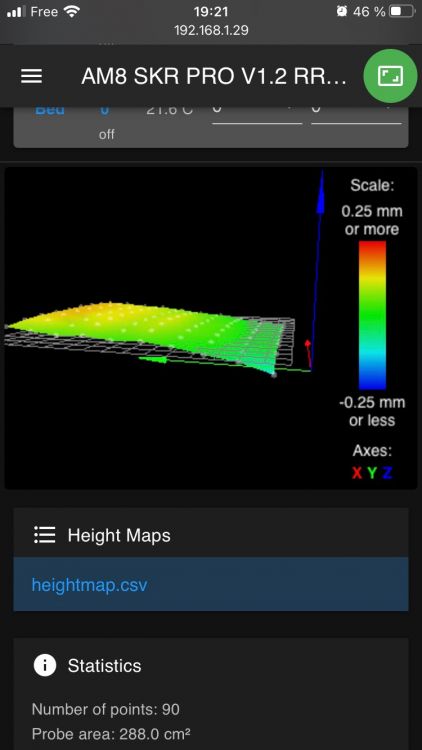
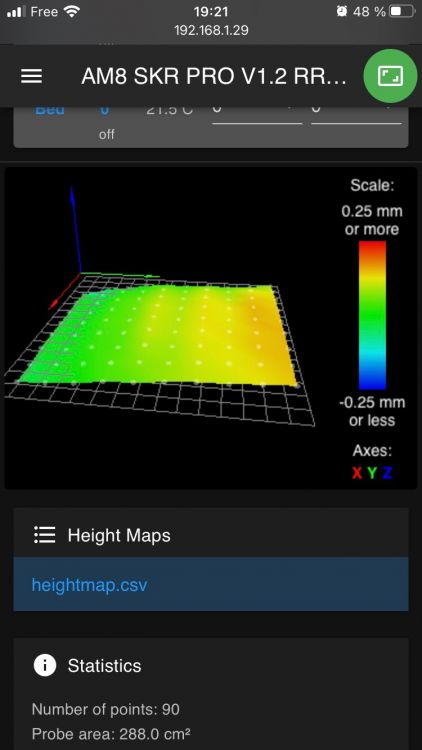 1 point
1 point