Classement




Contenu populaire
Contenu avec la plus haute réputation dans 20/12/2022 Dans tous les contenus
-
Si vraiment il faut le faire, le white sphirit est au top, avec une goutte sur un chiffon ça part seul. Perso, quasiment aucune préparation, sur les bouteilles que j'ai traitées actuellement j'ai laissé le peu qu'il y avait, à voir en imprimant si ça pose un problème, ensuite il y a des bouteilles ou l'étiquette n'en a pas. Pour ceux qui suivent, un petit avant gout d'une première vraie impression, reste le post traitement à faire, demain si tout va bien (la magie des congés).
 6 points
6 points -
Bonjour, Je vous suis depuis longtemps, mais je n'avais jamais fait l'inscription sur le forum. Je vous présente un très gros print qui était tout d'abord pour tester le volume et la vitesse hallucinante de la Flsun V400 (une fusée, seulement 4h pour ce print). Pour ceux qui veulent tester, le sapin est imprimé en 400%, il fait 40cm de haut. (lien https://www.printables.com/pl/model/322627-christmas-tree ) Ensuite c'était aussi pour faire plaisir à mon fils qui s'éclate avec son nouveau jouet ! Je vous souhaite à tous de bonnes fêtes de Noël ! Des bisous !!

 6 points
6 points -
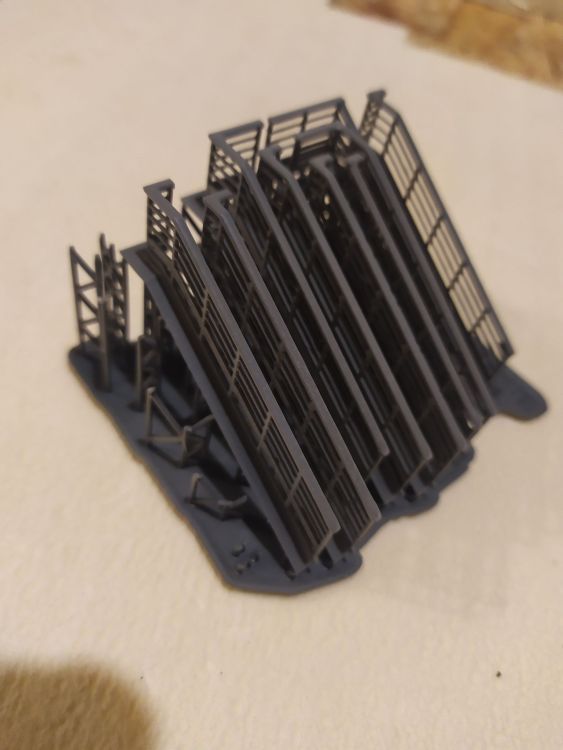
Bon allez je me lance, ne m'en veuillez pas d'être un peu minimaliste, mais je débute en I3D et malheureusement je n'ai que du fil noir (pour l'instant!) En tous cas, je vous souhaite à tous de bonnes fêtes de fin d'année... PATMON4 points
-
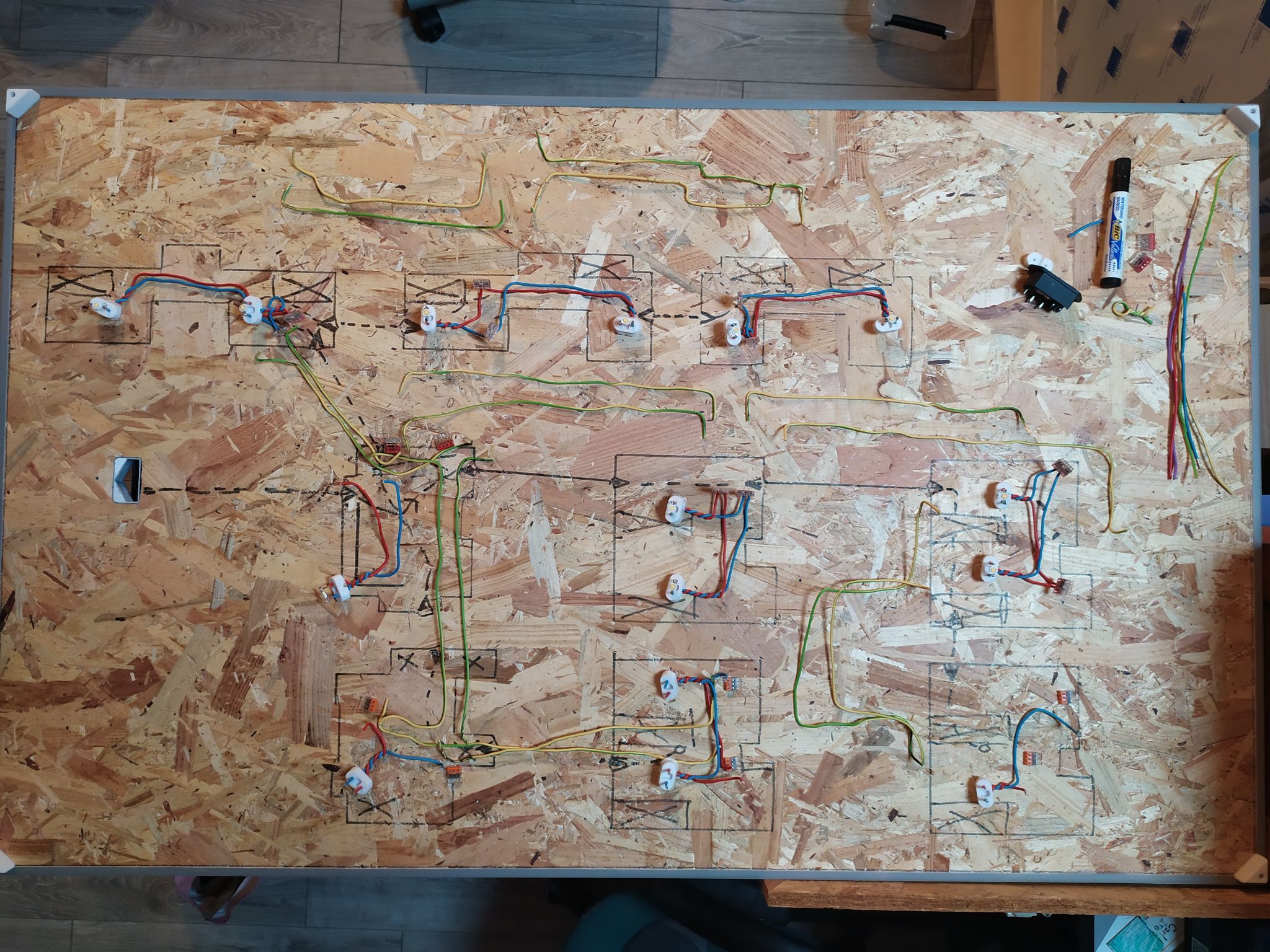
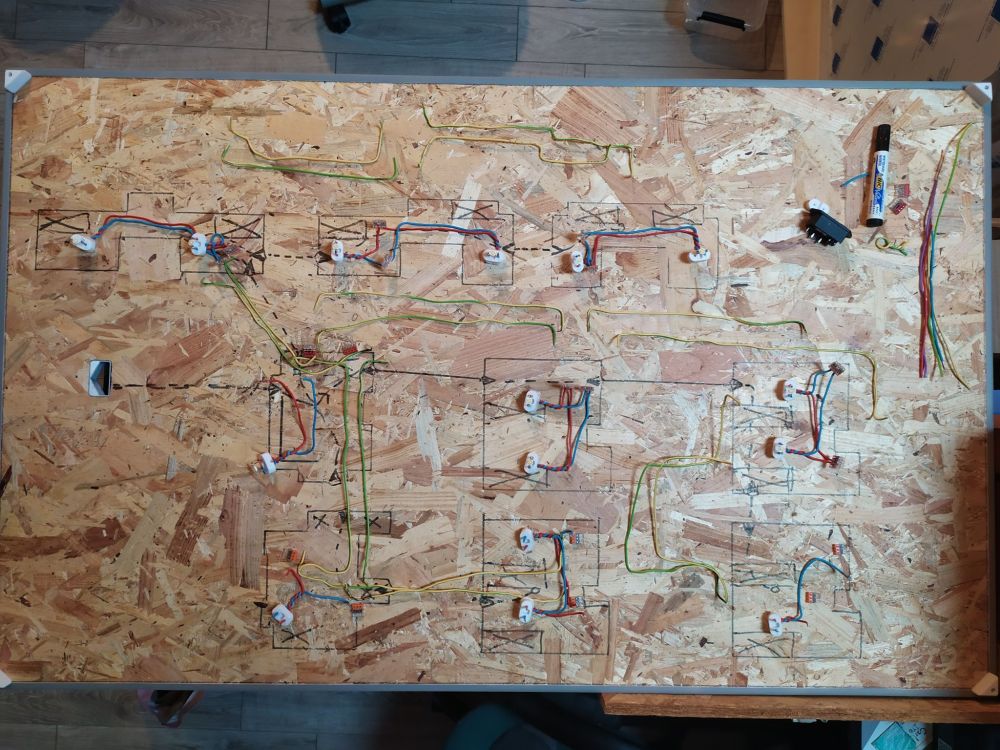
_ ESCALIERS PHASE ECLAIRAGE _ ECLAIRAGE LED 3.0V Couleur 3000K *type dôme (j'ai oublié le nom)* Fil de Cuivre 1.5mm (qui me reste du chantier) Couleur R ,B ,VJ Alimentation 3V 5A



 4 points
4 points -
Filament-abs.fr ? Il n'y a pas mieux !3 points
-
Bonjour à tous, mes dernières créations... Hi-Han hauteur 23 cm... Celui là a une grosse tête, il a fallu augmenter la densité de remplissage du corps pour qu'il ne pique pas du nez... Quelque chose d'un peu différent...mais toujours modélisé avec Blender.






 3 points
3 points -
Salut Voici un premier retour d’expérience sur les premiers mois d'utilisation de la MK3S+ du Fab Lab du boulot L'utilisation est principalement axée sur les réparation de pièces cassée et la réalisation de boîtiers ou autres accessoires pour des projets domotiques Nous sommes maintenant 3 personnes à savoir utiliser l'imprimante d'une manière autonome. Nous avons volontairement limité ce nombre pour éviter/limiter les risques de fausse manip ou de casse Même en possédant déjà une MINI+ j'ai été bluffé par la facilité d'utilisation de la MK3S+. Le direct drive facilite grandement le changement de filament. Il faut juste penser à changer le plateau Imprimante également très silencieuse et plus silencieuse que la MINI+. Et qualité d'impression au rendez-vous Pour la modélisation des pièces à imprimer l'idée est de coacher chaque participant pour qu'il modélise lui même sa pièce s'il ne la trouve pas prête à imprimer Pour le moment nous n'utilisons que PrusaSlicer. Nous allons tester Cura car déjà utilisé par d'autres membres du Fab lab Voici quelques exemples de ce que nous avons déjà réalisé Réparation d'une machine SodaStream. Le modèle a été trouvé sur le net -> https://www.printables.com/fr/model/166569-release-lever-for-sodastream-easy-indestructible Ce qui est intéressant dans ce projet c'est que tout d'abord la pièce imprimée a été renforcée sur sa partie fragile. Et le coût de revient est inférieur à 2€ alors que sur le net on peut la trouver à 20€ Réparation de casques JABRA que certains utilisent au boulot. Modèle également trouvé sur le net -> https://www.printables.com/fr/model/287518-jabra-evolve-65-mono-repair-part Là le gain est encore plus important. Le casque n'est tout simplement pas réparable ni pris en garantie par le fabricant. Pour quelques centimes nous les réparons Réparation du système de verrouillage d'une poussette Bébé Confort. Pièce modélisée sur Fusion 360 et renforcée pour une meilleure tenue. Imprimée en PETG La pièce est en cours de test sur la poussette Il y a d'autres projets déjà réalisés ou en cours comme des guides pour des portes de placards sur rail. Pièce également modélisées par l'utilisateur sur TinkerCad. Un poussoir pour un robot de cuisine Kenwwood introuvable car obsolète. Un boîtier pour une alarme connectée, etc... Donc pour le moment cette activité est un vrai succès et la MK3S+ remplie sa mission. Pourvu que ça dure.... @+ JC


 3 points
3 points -
Salut Effectivement. Le site est en maintenance. Mais il fonctionnait encore il y a 6 mois. Mais le catalogue n'était pas très volumineux. Et chaque fois que j'ai cherché une pièce pour réparer quelque chose, je ne le trouvais pas sur le site mais sur les Printables ou Thingiverse Après je ne suis pas sur que les industriels jouent le jeu et mettent en ligne les fichiers de leurs pièces qui cassent. Du coup ça se verrait que certaine pièces ne sont pas faites pour durer... Nous avons monté un petit Fab Lab au boulot. Avec entre autre un atelier de réparation électronique et Impression 3D. Ca tourne pas trop mal. Jusqu'à maintenant nous avons soit modélisé les pièces soit récupéré les fichiers .stl sur le net... Messieurs SodaStream, Kenwwod, Dyson ou autre ne sont pas très coopératifs Une belle initiative qui j'espère ne se cantonnera pas justement qu'au monde des makers. On peut rêver Longue vie à la rubrique Marques de Printables @+ JC3 points
-
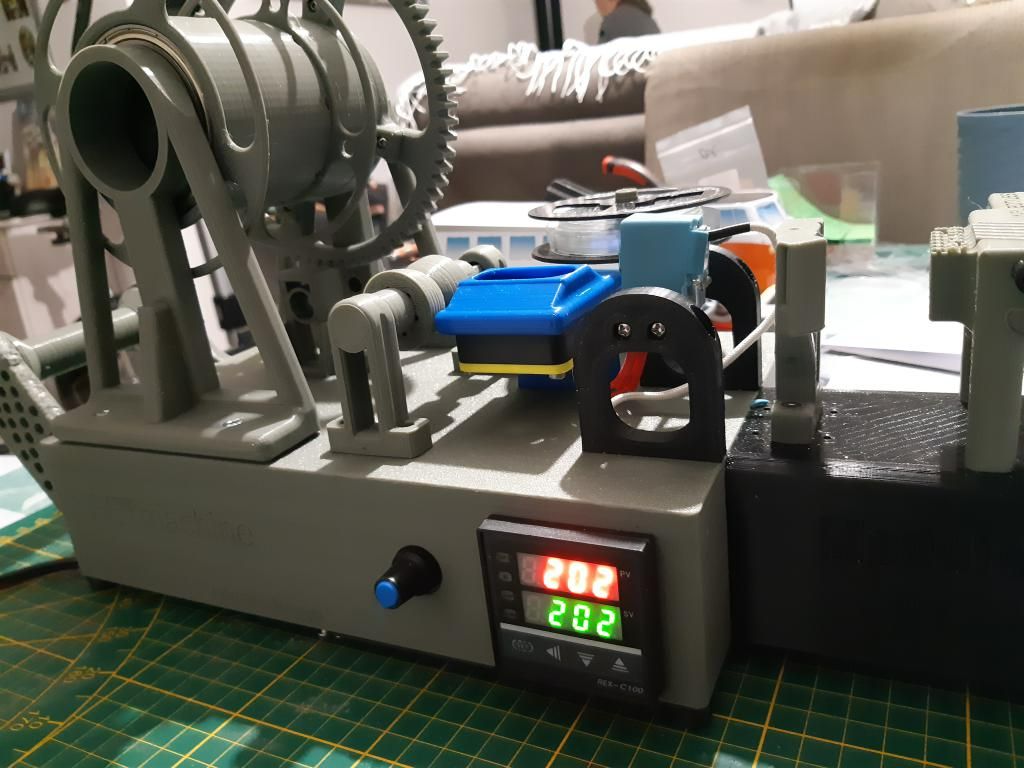
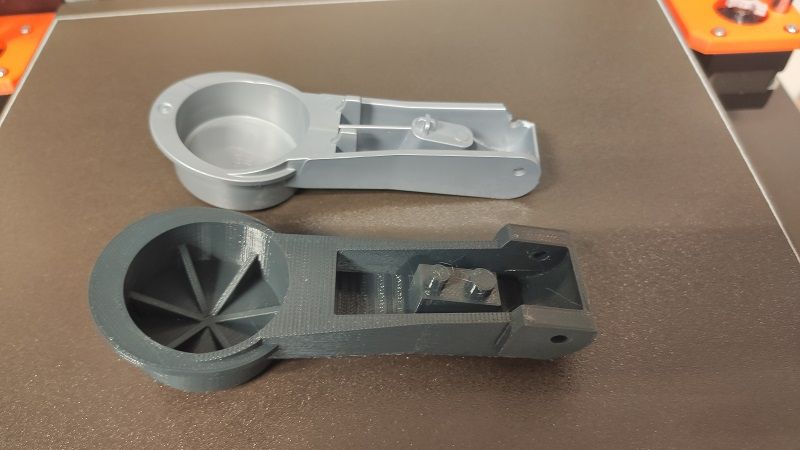
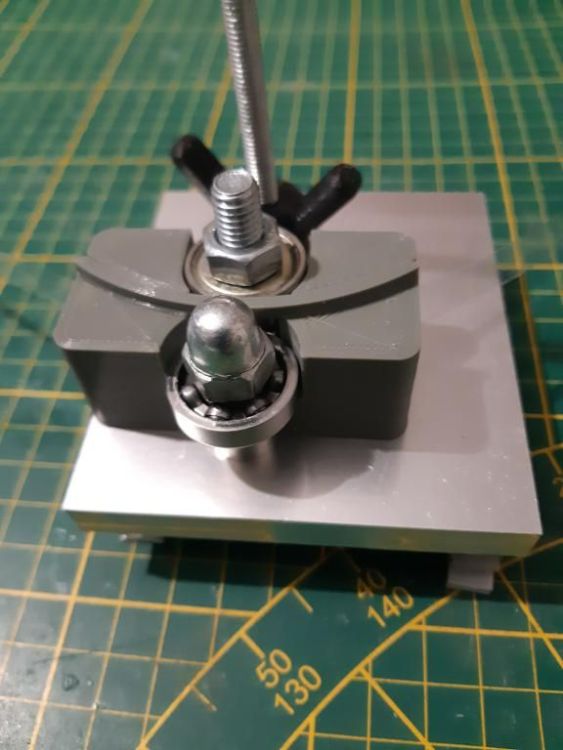
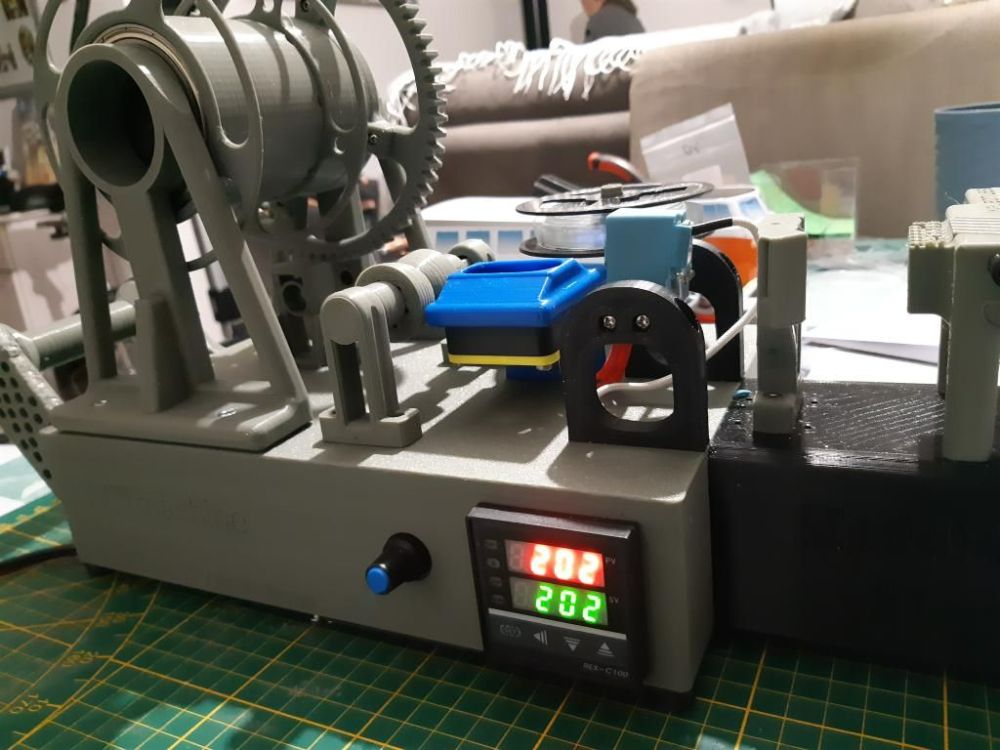
Bonjour, voici des nouvelles du projet le recycleur. la machine est presque terminée; le colis du moteur d'entrainement est bloqué depuis 2 semaines en Chine suite au COVID La partie mécanique et électrique fonctionne très bien; le PID reste à une température stable de 202° pour le test. Je ne peux pas pour l'instant commencer à étirer le PET faute de motorisation hélas . J'ai revu le coupe bouteille car je n'arrivais pas à obtenir une coupe constante en hauteur et aussi des blocages de la bouteille en rotation. J'ai amélioré le système par un guide qui prolonge l'engament su PET vers les roulements. La courbure du guide épouse la circonférence de la bouteille afin d'améliorer le guidage et la hauteur de coupe. Rien n'est parfait mais c'est en observant que je corrige le coupe bouteille J'utilise un étau pour l'instant pour maintenir le dispositif en blocage; les coupes sont propres et nettes c'est l'essentiel.
 3 points
3 points -
A l'origine, les CR (10, 10S) étaient celles de «grands» volumes d'impression (300x300x400 (10 s3 et 10S s3), 300x200x??? (CR10 mini), et les variations de tailles plus grandes: s4 et s5). Les Ender elles étaient plutôt pour les «petites» tailles (plateaux de 220x220 ou 235x235). Parmi les Ender, il y a des modèles dont la structure n'est pas de type «cartésien» (les anglais parlent plutôt de «bed slinger» (le lit se déplace sur l'axe Y)) mais cubique (Ender5 et variations, Ender 6, Ender 7 et leur ancêtre la Ender 4). Y-a-t'il vraiment une différence par exemple entre une Ender3 et une CR20 à part un carrossage plus «élégant» sur la dernière ? Bref, pas facile de suivre l'évolution des modèles d'imprimantes de Creality au fil des années. Sans oublier leurs modèles fermés (caisson) comme les Sermoon, les CR200, les CR5, CR2020 (4040, …) et autres qui me sont inconnues. Même la 3Dprintmill (imprimante «infinie») porte le nom de CR30 Quant à parler de philosophie, pas sûr de comprendre vraiment s'il y en a une, hormis celle commerciale2 points
-
Elle a de beaux yeux ta V4002 points
-
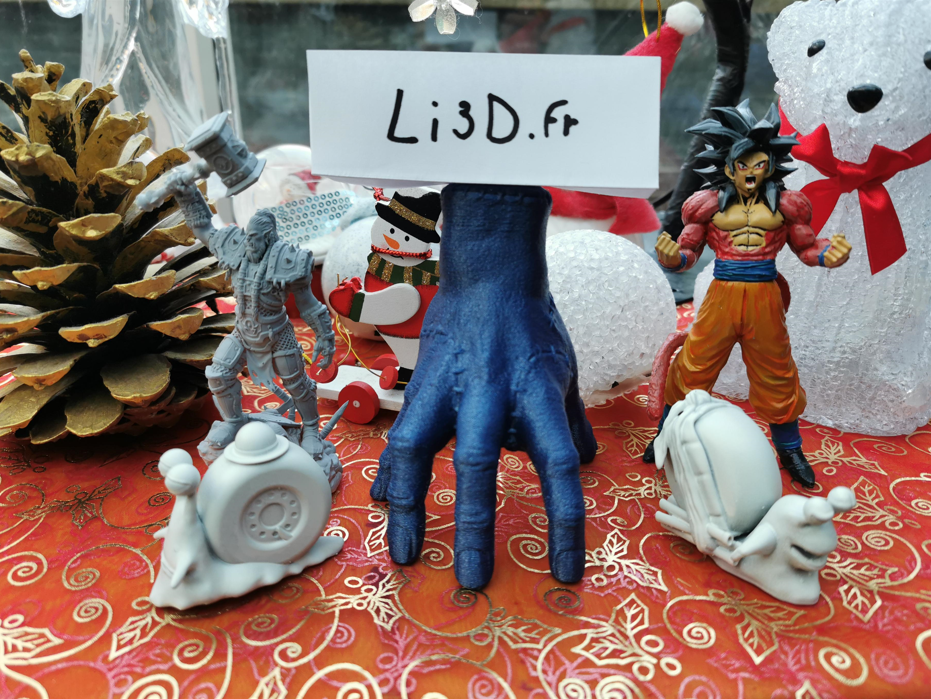
Aller je vais participer au concours Li3D.fr moi aussi, Voici quelqu'une de mes impressions pour noël ce sont tous des cadeaux pour les gamines ou amis de mes filles, Ici on retrouve "La chose" pour ma grande pour servir de stand pour sa montre (on la peindra ensemble après noël), 2 Den Den Mushi avec couche d'après à l'effigie de Luffy et de Zoro (les épées sont en séchage de la couche d'après) de One Pièce, nous avons aussi un thrall que je dois peindre encore. Et le dernier Un Goku en Super Sayan 4 qui est fini (j'ai un Bu et un Jiren qui sont en cours d'impression donc on les verra pas ici). Alors ce ne sont pas des décos mais des cadeau a offrir, mais j'ai aussi imprimer quelques déci des petit sapin et boules de noël, mais je voulais juste mettre une seule photo assez simple. J'espère que sa vous plaira et que vous me mettrez des j'aime
 2 points
2 points -
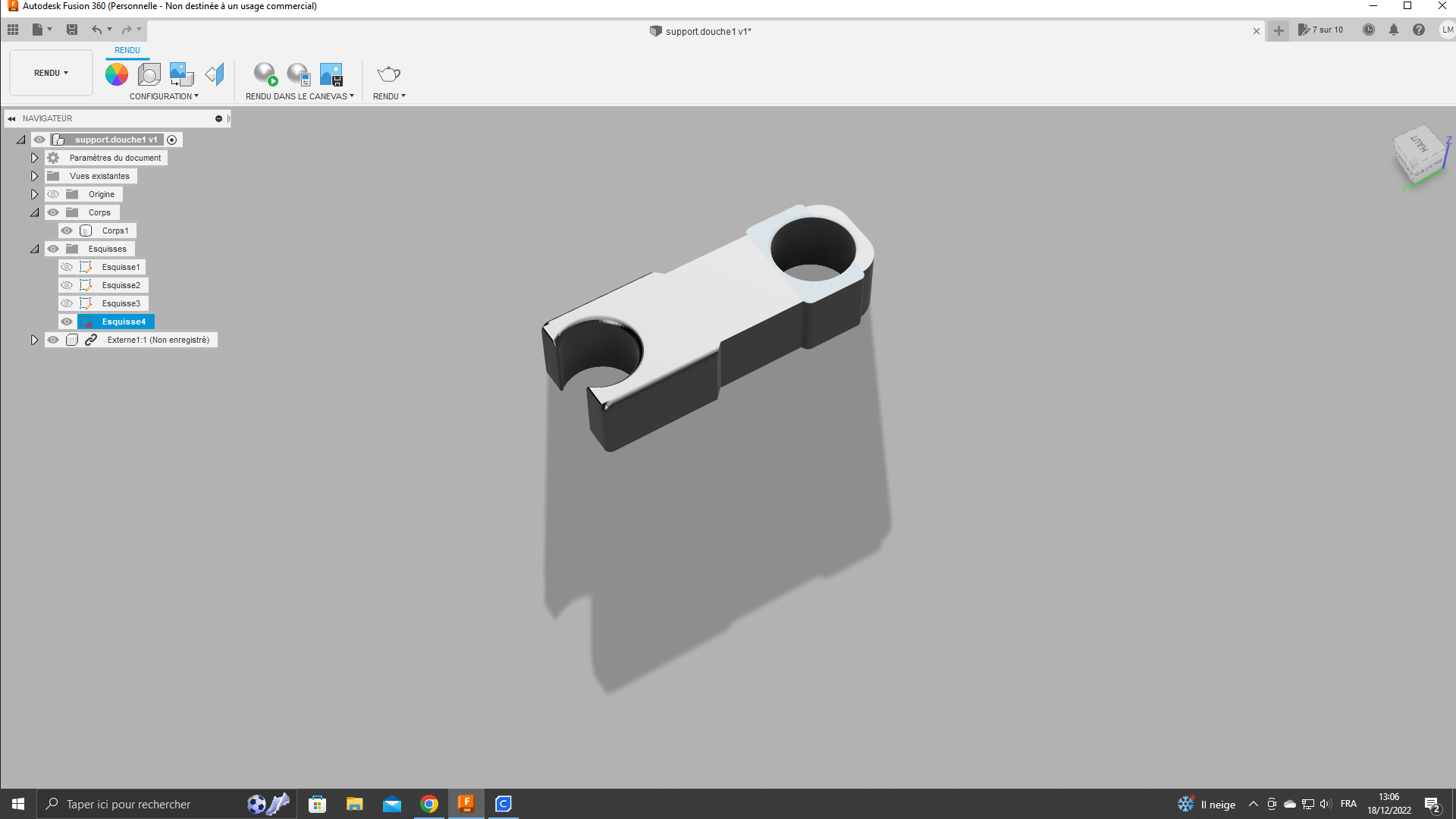
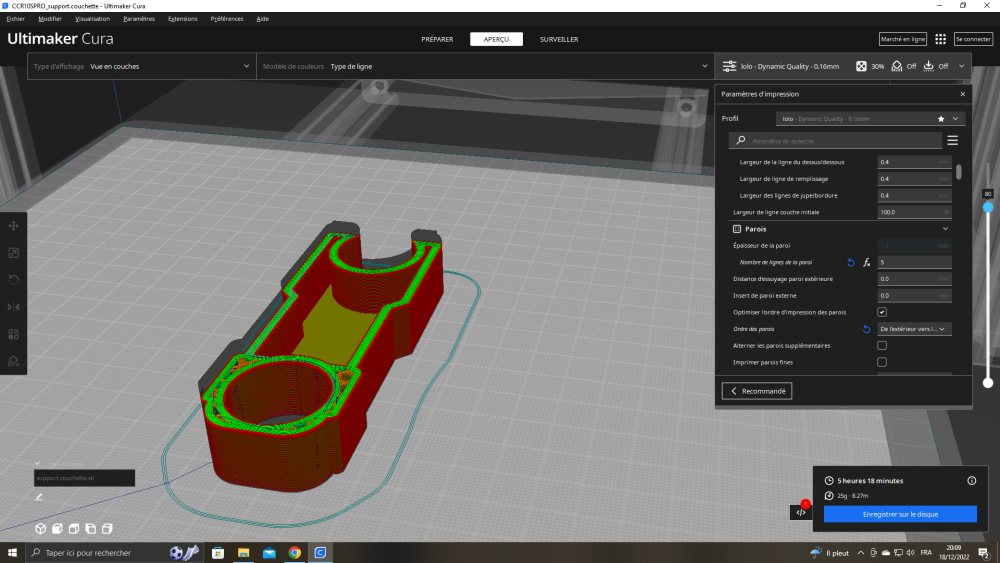
slt a tous, je vous poste mon 1er projet realiser a l aide de fusion 360 et de cura sur ma cr10s pro n hesitez pas a me dire si quelques chose ne va pas jsuis toujours novice dans le domaine. au fait, il s agit d un support de pomme de douche sous robinet de baignoire. j ai élargi les points fragile. merci,


 1 point
1 point -
@jremalors toi tu as choisi ton fil pour poser LA question ...1 point
-
Pour le coup l'imprimante en elle-même n'a rien d'open source, seul le slicer l'est par obligation vu qu'ils se basent sur Prusa Slicer. Tu peux sans problème mettre ton fichier sur un carte SD et la placer dans l'imprimante pour imprimer. Mais quand tu as pris goût à l'envoi direct sur l'imprimante difficile de revenir en arrière. Ils ont ajouté récemment la possibilité d'envoyer les fichiers directement sur la carte SD au lieu de la mémoire interne de l'imprimante, c'est un peu à mi chemin des deux techniques. Pour la mise en route je crois que maintenant ce n'est plus obligatoire de se connecter, mais je ne suis pas sûr à 100%. Et si ce n'est pas obligatoire c'est très fortement conseillé comme tu le dis. Même pour du PLA ils demandent de mettre de la colle sur le plateau de base. Ce n'est pas pratique, il faut y penser et ça fait du nettoyage mais ça permet de moins chauffer. Le plateau en PEI texturé par contre n'en a pas besoin, mais il faut le prendre en plus. C'est sûr qu'elle est plus bruyante, mais forcément vu qu'elle est bien plus rapide. Bien sûr tout dépend de ce qu'on imprime, mais il n'est pas rare que ça aille 4x plus vite d'imprimer sur ma X1C que sur la MK3S+ au boulot. Dernier point que tu n'as pas noté mais que j'aime bien rappeler, on est toujours loin d'égaler la fiabilité d'une MK3S+ pour le moment, c'est normal vu qu'elle est récente mais c'est à noter malgré tout. Quand passer le premier millier d'heure deviendra commun on y verra déjà plus clair.1 point
-
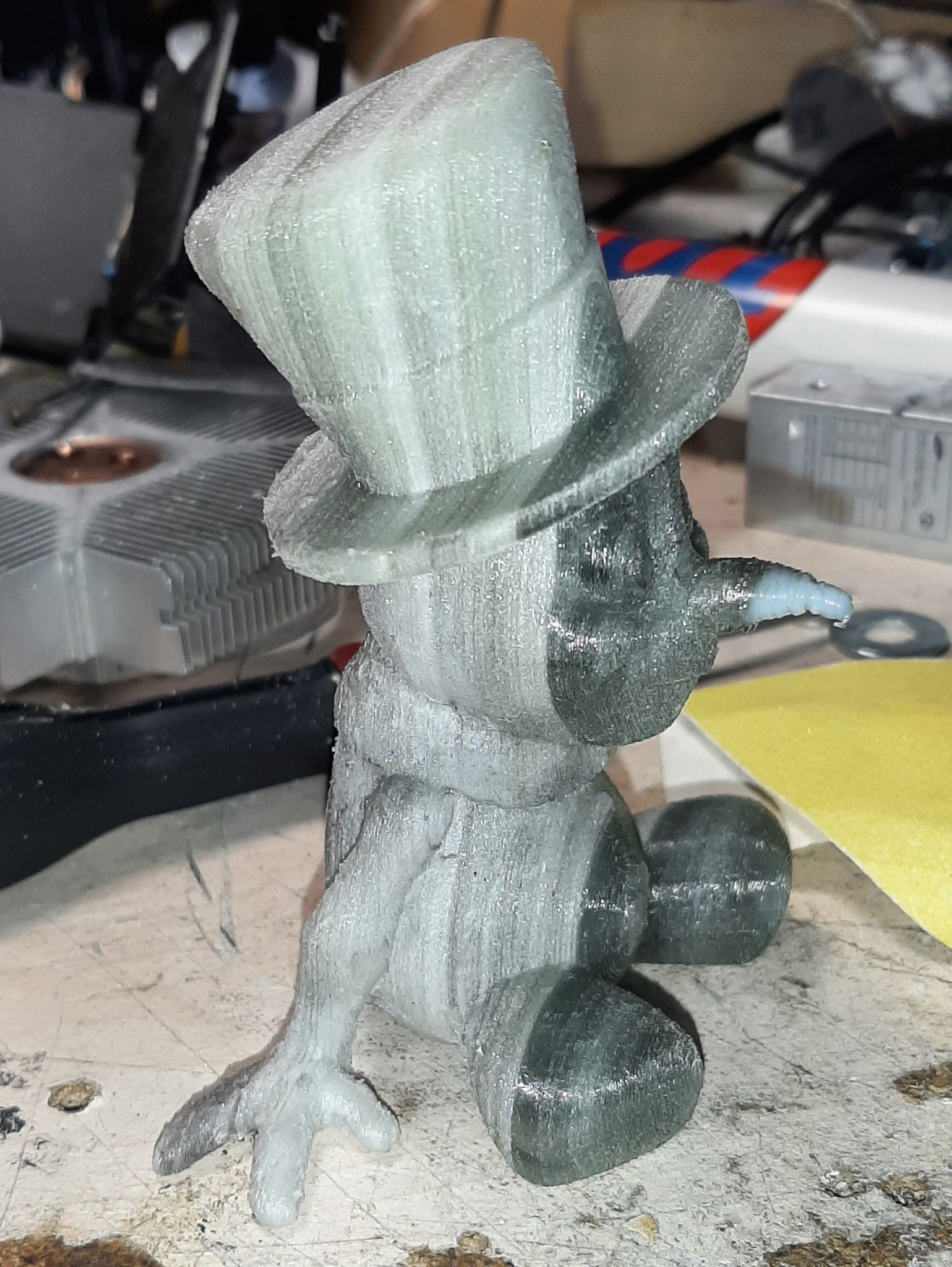
Très chouette Sinon, pas très citoyens tes mini locataires...hey, ho, ho, c'est pas Versailles ici !1 point
-
Désolé, je ne vais pas sur le blog et je n’avais pas vu passer l’info. Pour le moment, j’ai juste installé le logiciel et regardé s’il fonctionne, mais à l’ouverture je trouve l’interface un peu déroutante. Bon, je n’ai pas encore regardé à quoi servent toutes ces icônes, mais il va falloir s’habituer. J’aimais bien le côté simplissime de la version 4.x, mais il n’est peut-être pas plus compliqué à utiliser...... À voir à l’usage. À+++1 point
-
Le blog en a parlé la semaine dernière1 point
-
Toutes les pièces étant récupérables sur le site de Prusa cela facilitera ton boulot pour faire du Made in Fal Lab.1 point
-
En effet les industriels ne mettent pas de fichier en ligne surtout parce que, je pense, qu'ils ne produisent généralement pas de tels fichiers. En effet, on conçoit les pièces pour un procédé de fabrication donné, moulage, usinage ... ou impression. Si on conçoit une pièce moulée par exemple, on prévoit de la dépouille et le plan de joint du moule (souvent symétrique). Quand on fait de l'impression 3D, on tient, là aussi, compte du procédé. On cherche à éviter les supports, on ne conçoit pas la pièce symétrique mais la partie la plus large sur le "bed"... La conception a un coût, les fichiers STL auraient un prix. Ce que la loi pourrait toutefois exiger c'est que les plans cotés de pièces soient accessibles à ceux qui ont acheté l'appareil par exemple. Dans un monde idéal, la loi pourrait aussi encourager / rendre obligatoire la constitution d'une bibliothèque de fichiers STL et leur partage.1 point
-

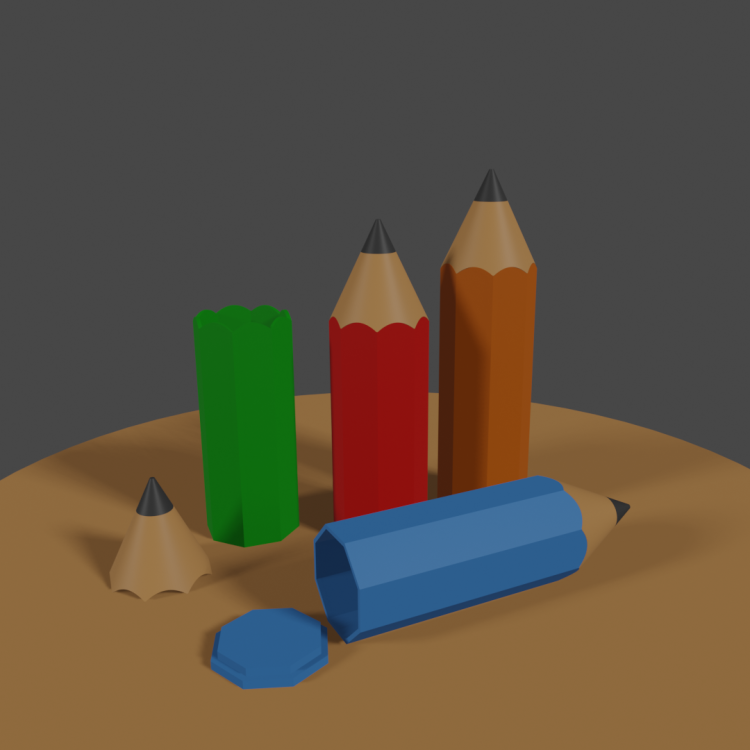
From the album: Voron01
Imprimante 3D VORON0 v0.1 - Filament SOVB3D PLA Jaune - Filament SOVB3D PLA Bleu Turquoise - Filament SOVB3D Violet - Filament PLA Eryone Silk Copper - Filament PLA Eryone Silk Gold Imprimante 3D I3RS32 MakerFr - Filament SOVB3D PLA Vert Mai - Filament PLA Eryone Glitter Black E3D Holiday Carousel https://www.printables.com/fr/model/337310-e3d-holiday-carousel1 point -
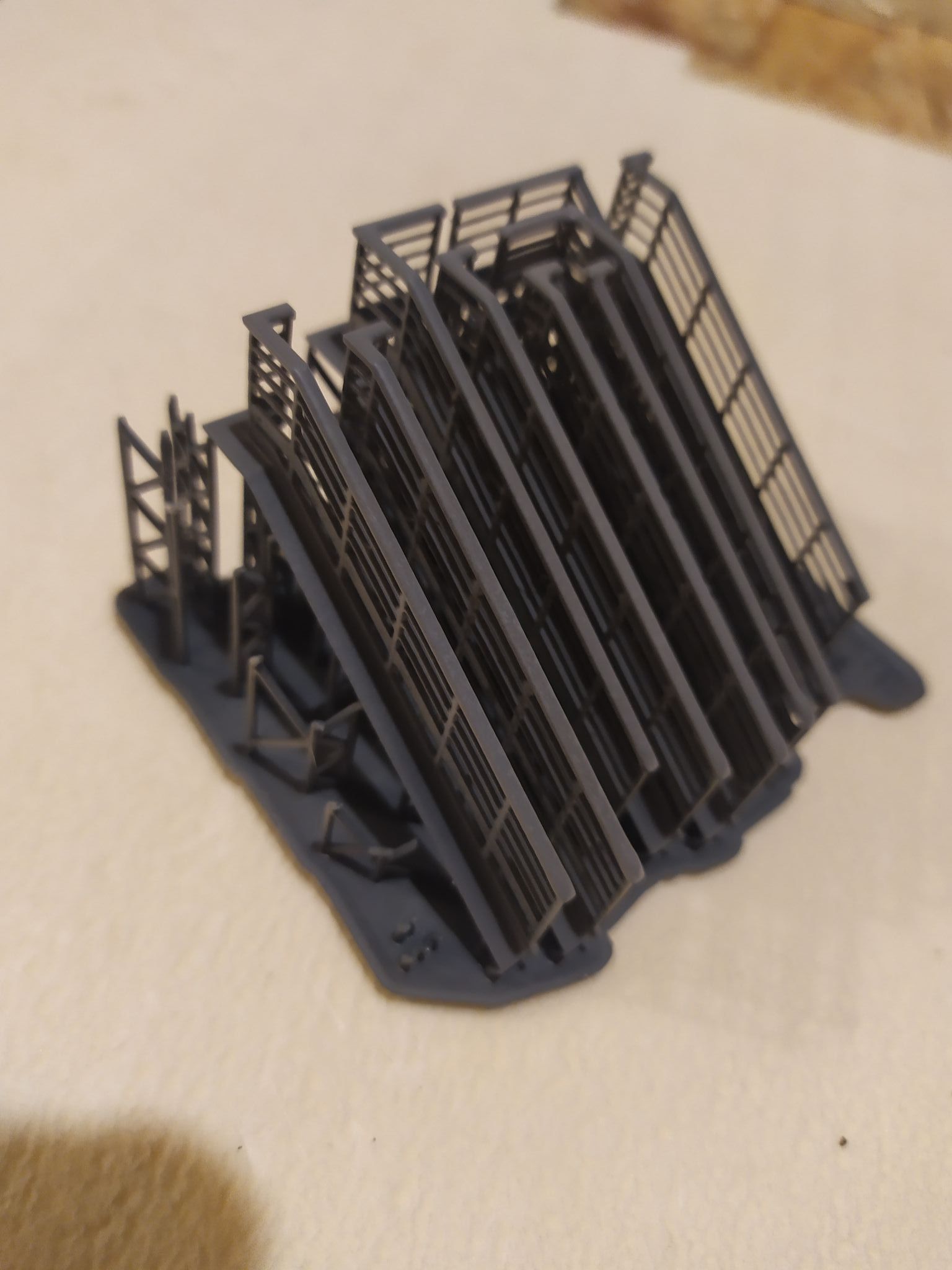
Salut Ne trouvant pas de fichier RERF en pwmx qui fonctionne, j'ai fais chaque print du motif avec des réglages différents jusqu'à arrivé au bon réglage . A plus1 point
-
Bonjour @pat30 Merci pour les infos ! pour l'instant j'ai un stock de crystaline épaisseur 0.2 mm. Oui je prévois d' étudier une cale mobile qui se glisse pour chaque épaisseur selon le type de bouteille à utiliser. Et hop c'est parti pour un nouveau design1 point
-
Je pense que dans un fablab, la Prusa enclosure a du sens (à condition d'avoir un peu de fonds dispo). Cela protège bien de l'environnement, de la poussière et surtout cela permet de jouer avec d'autres matériaux.1 point
-
@vap38 merci, tu prevois un modele par épaisseur? en parlant d'épaisseur, quelques chiffres: Oragina = 0.3 vichy = 0.4 Jus d'orange Joker = 0.4 ice tea = 0.2 Badoit= 0.31 point
-
Salutation et bienvenue sur le forum bien noter qu'il te faut transformer un fichier .stl (modele 3D ) en .gcode (suite d'instruction g-code ) avec un trancheur pour qu'il soit utilisable par l'imprimante. Sinon, a tu déjà lu Peut tu détailler ? Origine et Version de Ultimaker Cura ? ( préférer prendre une version stable et pour moi la version 4.13.1 reste la plus stable pour le moment mais je n'ai pas testé la v5.2.1 https://github.com/Ultimaker/Cura/releases ) OS ? installé en administrateur ? ordinateur qui colle aux minimum requis ? antivirus bien configuré pour ne pas bloquer Ultimaker Cura ?1 point
-
Merci pour ta réponse. Concernant ma taille ca me fait moins peur, j'ai installé une Elegoo Saturne 2 pour un pote et une Anycubic Mono 4K pour un autre, et c'est moi qui leur fait tous leur slices. Jusqu'à présent très peu de ratages même sur 2 très grosses figurines. J'ai pas mal évolué sur le slice depuis quelques semaines Merci pour tes réponses toujours très instructives.1 point
-
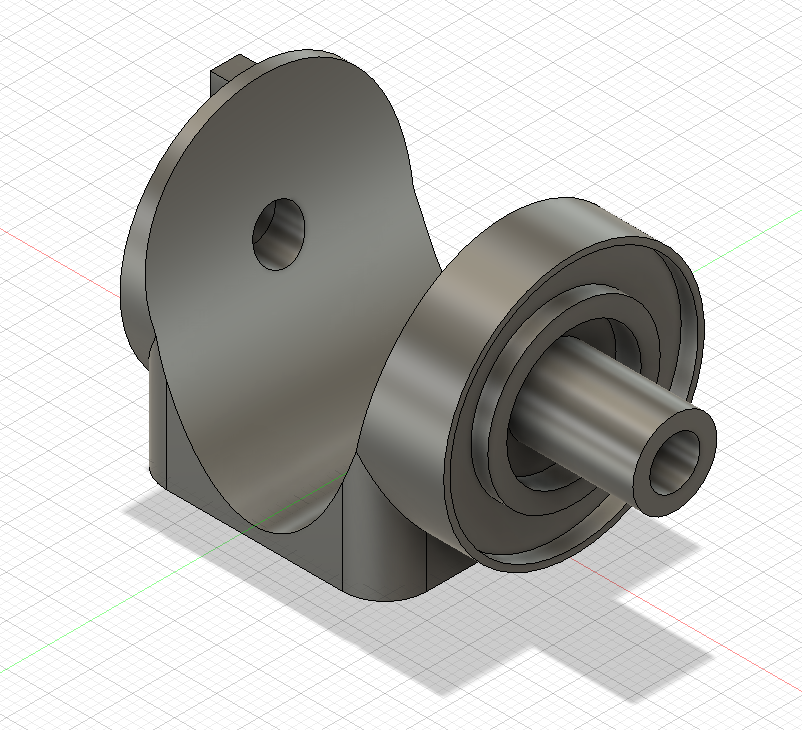
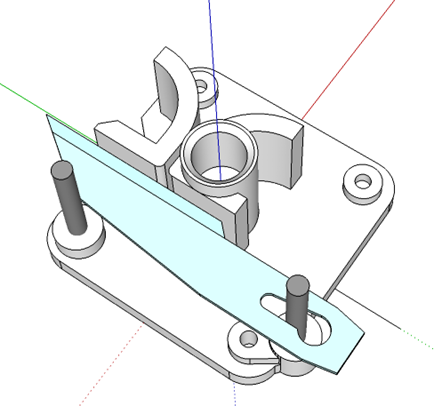
Oui @pat30dimension 8 x 22x7 mm voici un document PDF qui explique le montage avec le PDF. le roulement affuté fait 6 mm de hauteur les entretoises seront ajustées selon les cotes des roulements Il faut que les roulements exercent un contact serré entre eux pour obtenir une coupe parfaite. Il faut une tige filetée M6 pour maintenir la bouteille dans un plan vertical légèrement incliné vers l'arrière de 5° environ. (direction entrée du PET) coupe_PET.pdf guide 10mm.STL1 point
-
En effet ça reste léger, on sent/comprend bien que les marques n'ont pas d'intérêt à fournir les modèles. Peut-être que ça va changer... Heureusement, les principales bibliothèques de partage de stl contiennent pas mal de modèles pour imprimer des pièces de rechanges. Je vous laisse deviner ce qui n'est pas d'origine sur la photo suivante, en sachant que seul le tube complet était dispo en pièce détachée sur le site du fabricant pour environ 35€ hors fdp (a mettre en vis à vis du prix d'un aspirateur neuf...). Sinon, même si ce ne sont pas des pièces de rechange, voici (encore) un lien vers le blog de Prusa, j'y avais trouvé intéressante la proposition d'Ikea (il semble par contre que ça n'ai pas évolué depuis la publication) : https://blog.prusa3d.com/fr/les-produits-semi-imprimables-3d-chez-print-edelkrone-ikea-asus-et-autres_37978/
 1 point
1 point -
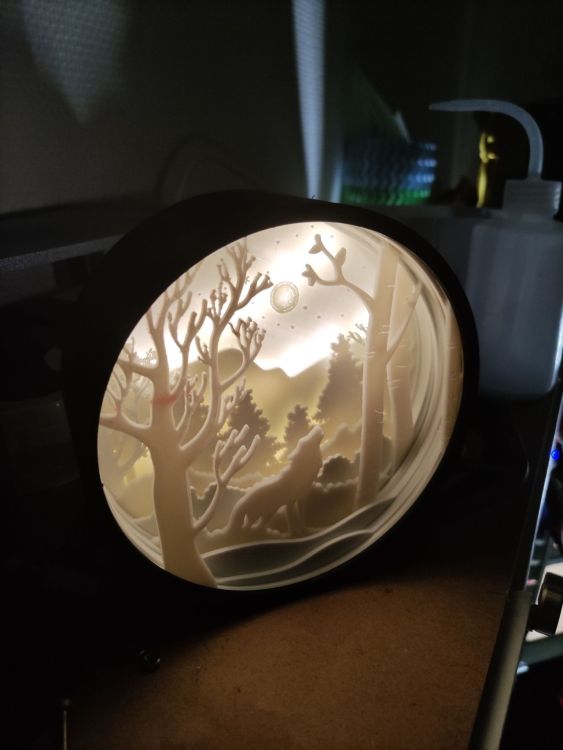
Je n'ai pas eu le temps la dernière fois, mais je voulais mettre d'autre photo du lithophane coloré partiellement ou sans coloration. Je dois avoué que j'ai toujours de la peine à me décider sur le meilleures rendu. D’abord, le litho éteint (oui, c'est moche): Ensuite, allumé sans coloration: Puis avec une coloration partiel: Et enfin complétement coloré: Voilà, j'aurai voulu éditer mon premier post, mais trop tard!


 1 point
1 point -
Salut. Voici ma petite contribution au concours. Merci https://thangs.com/designer/RetroMaker/3d-model/Snow Globe Votive Ornament - Winter Cabin-513732
 1 point
1 point -
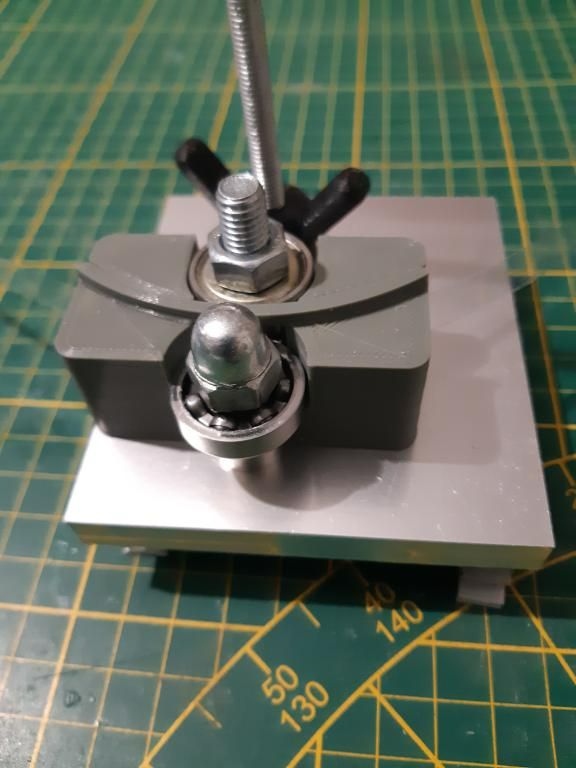
De mon coté, mon coupe choux bricolé à partir des trous existants sur le bâti I3 ne fonctionne pas de manière optimum. Je passe donc par la case support de lame Stanley imprimé sur mesure. Je garde le principe des 2 vis M3 pour régler la hauteur de la lame et donc de la bande afin de s'adapter à l'épaisseur de la bouteille. Allez, zou, on fait chauffer le matos.
 1 point
1 point -
Au final, le contenant devient le contenu de la bobine. C'est beau le recyclage.1 point
-
Il y a plein de petites initiatives du genre depuis des années, mais rien qui ne converge encore. Boulanger avait lancé la plateforme Happy3D en 2016, je crois qu'elle ne fonctionne plus. Dernièrement il y a Prusa qui s'y est mis également, avec quelques partenariats intéressants, mais limité au monde du maker pour le moment. https://blog.prusa3d.com/fr/le-debut-dune-revolution-de-limpression-3d-presentation-des-profils-de-marque-officiels-sur-printables-com_73408/ Au taf on a des machines à café qui sont réparées avec des pièces imprimées. Fait intéressant, la version imprimée en apparence tout à fait identique, est plus solide que la version originale car ça n'a jamais recassé depuis.1 point
-
En l'occurrence, vu le sujet, le contenant on le réduit en bandelettes.1 point
-
Utilise un seul potar, il est inutile d'en avoir deux, sauf prendre de la place. Voici deux photos de la buse, avant et après polissage (fraise diamant + brosse laiton sur Dremel), mes "écailles" ont disparu pour laisser place à un beau fil lisse et brillant, ça confirme l'utilité de la préparer un peu. Avant Aprés J'ai fait la même chose sur la partie arrière en augmentant un peu le cône d'entrée des bandes et le moteur force moins. En parallèle, je prépare une buse spécialement pour cet usage, taillée dans un bloc de cuivre (récup PC), avec un cône plus long et plus évasé.

 1 point
1 point -
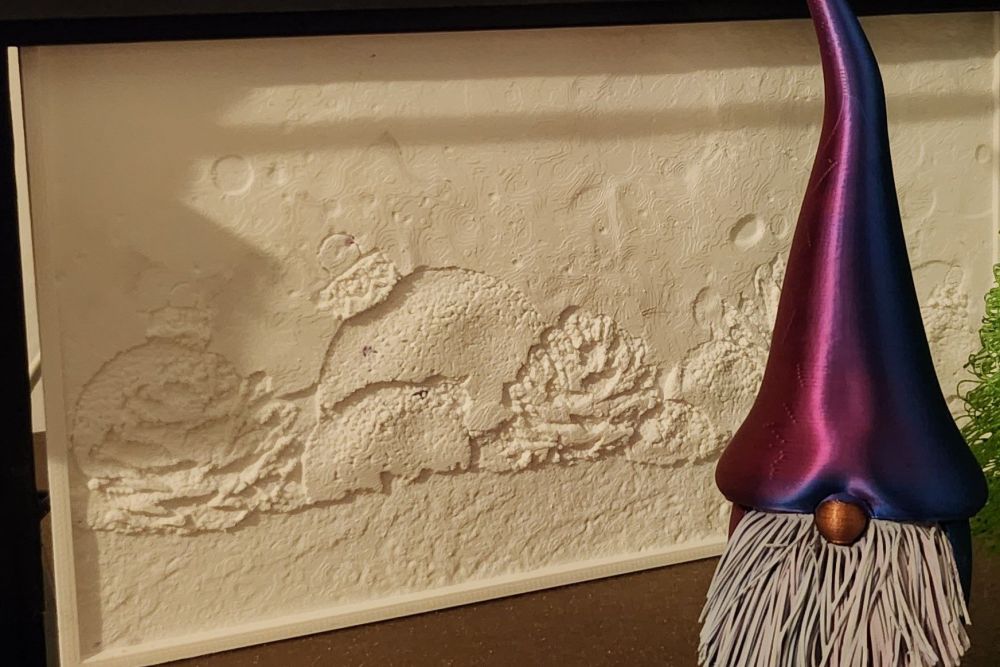
Bonjour a tous voici ma participation pour ce concours sur le theme de Noël. Je vous presente un "diorama" d'impression 3d decrivant la preparation du pere Noël avant son grand voyage pour la nuit de Noël. Bonne fetes a tous en espérant que vous avez été sages.
 1 point
1 point -
Lorsque vous faites des achats chez Hotends.fr n'hésitez pas à appliquer le code SYC57UYK_Li3D qui réduira votre facture de 10% (hors produits déjà en promotion)1 point
-
Hello! Alors voici mes petits prints de Noël! Avec: un sapin de noël et son étoile, Un petit Gnome (merci @Alpes86pour le liens , je le trouvais sympa) et un lithophane coloré. Le tout imprimé sur ma SX2. Joyeux Noël!
 1 point
1 point -
Bravo, Super boulot qui malheureusement n'a pas été félicité à sa juste valeur.1 point
-
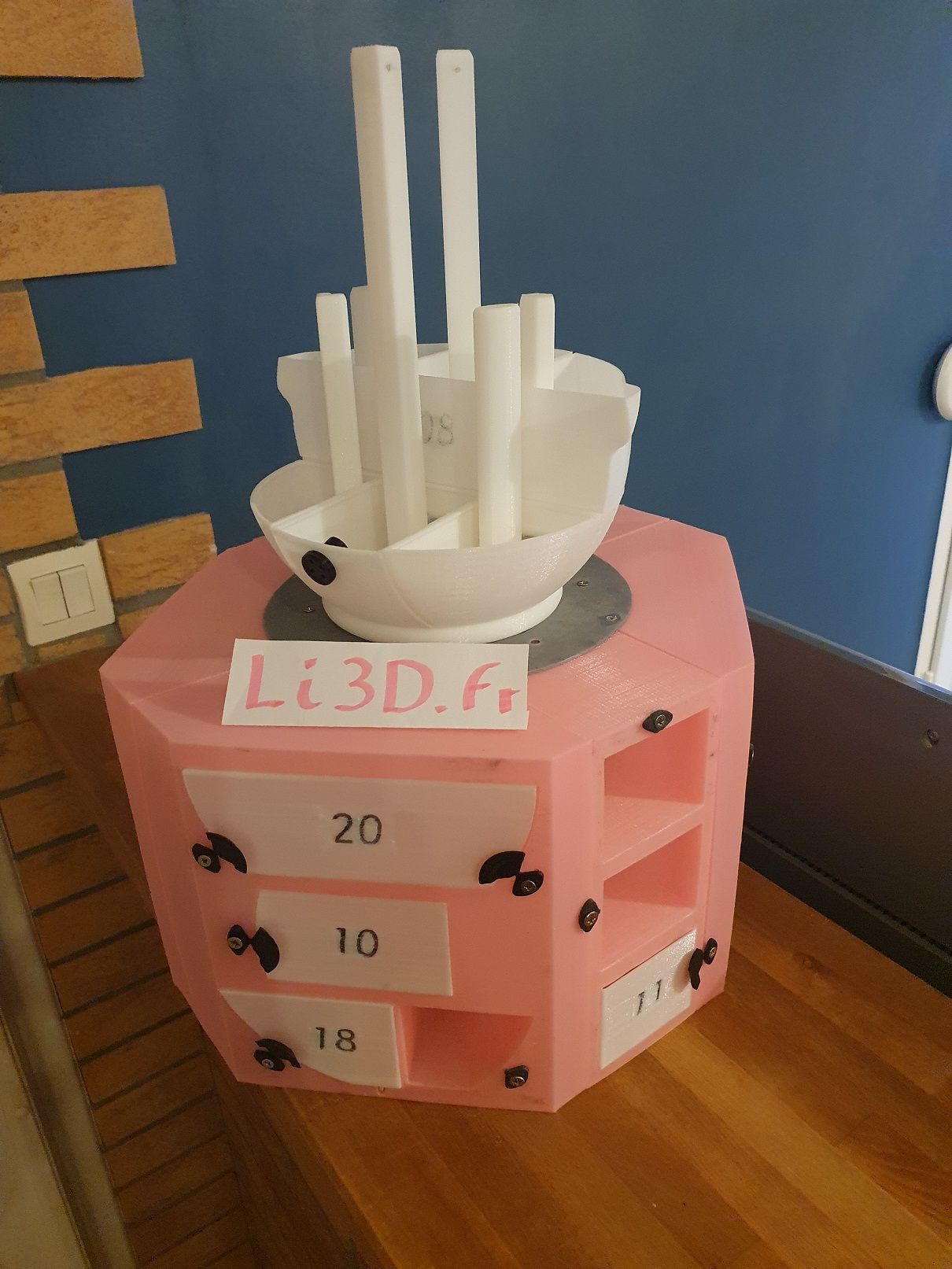
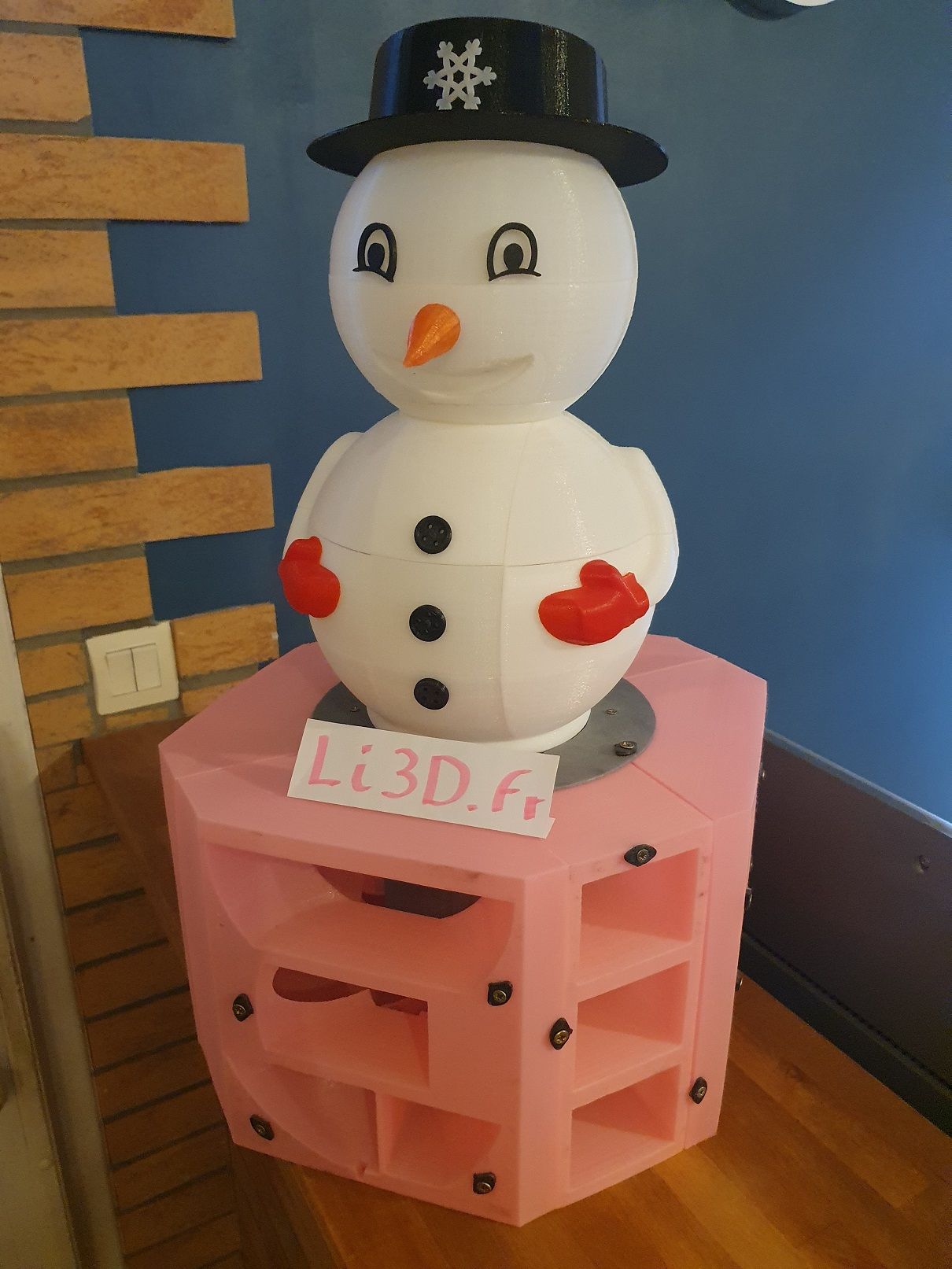
Bonjour Li3D.fr, Moi aussi je participe à ce concours avec mon calendrier de l'avent, 100% création maison. C'est un calendrier un peu différent des simples cases a ouvrir : chaque tiroirs renferment bien sure une surprise, mais au lieu de simplement récupérer le contenant des tiroirs, il faut enlever ces tiroirs et les déposer uns a uns sur un socle pour former petit a petit une figurine géante que je vous laisse découvrir en photo (attention le 24 décembre est spoiler ) . C'est très ludique pour les enfants, ils sont émerveillés devant l'avancé de la figurine et essai chaque jour de trouver ce que c'est . Jour 4 : J Jour 9 : Jour 16 : Jour 21 : Jour 24 : Pour les curieux, il y a plus de 100h d'impression, plus de 2Kg de PLA et surtout des heures et des heures de conception/modélisation. JOYEUX NOEL !




 1 point
1 point -
T'as rien compris a la philosophie du forum toi, c'est pas une democratie ici! Si tu ne suis pas ligne directrice du partie LI3D.fr c'est le ban au goulag direct! J'avoue que j'ai tellement l'habitude de S3D que pour ma creality je me force a utiliser Bambu Studio. Rendons a Caesar ce qui est a Caesar (deja une bonne salade) question facilite d'utilisation, gestion des supports et vitesse du slicing S3D reste devant meme en version 4. Cdt SoM1 point
-
Extrait du fichier configuration.h d'un Marlin 2.1, pour une Kingroon KP3S (carte MKS Robin Nano, pilotes déclarés A4988) : Le fichier configuration.h => Configuration.h Aucunes inscriptions sur les moteurs ? Avec un pas de 160, c'est ou des moteurs 0,9" (400 pas) avec une poulie d'entrainement de 20 dents pour une courroie GT2 et 16 μsteps ou moteur 1.8°, poulie de 20 dents, 32 μsteps ( calculateur ).1 point
-
Bonjour à tous, voici ma contribution. Une petite boule de Noël lumineuse à poser ou à accrocher au sapin Je vous souhaite de passer d'excellentes fêtes de fin d'année.

 1 point
1 point -
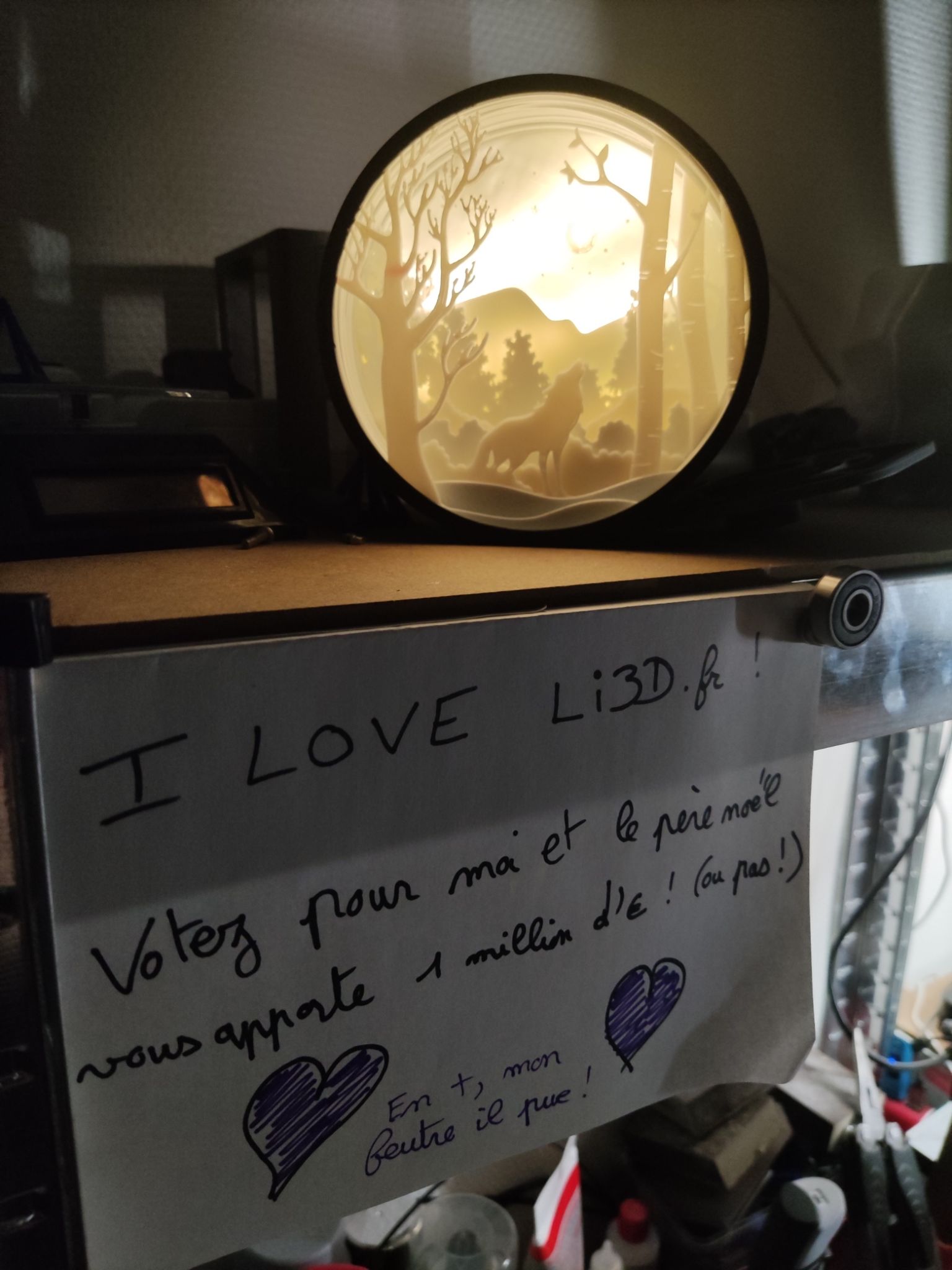
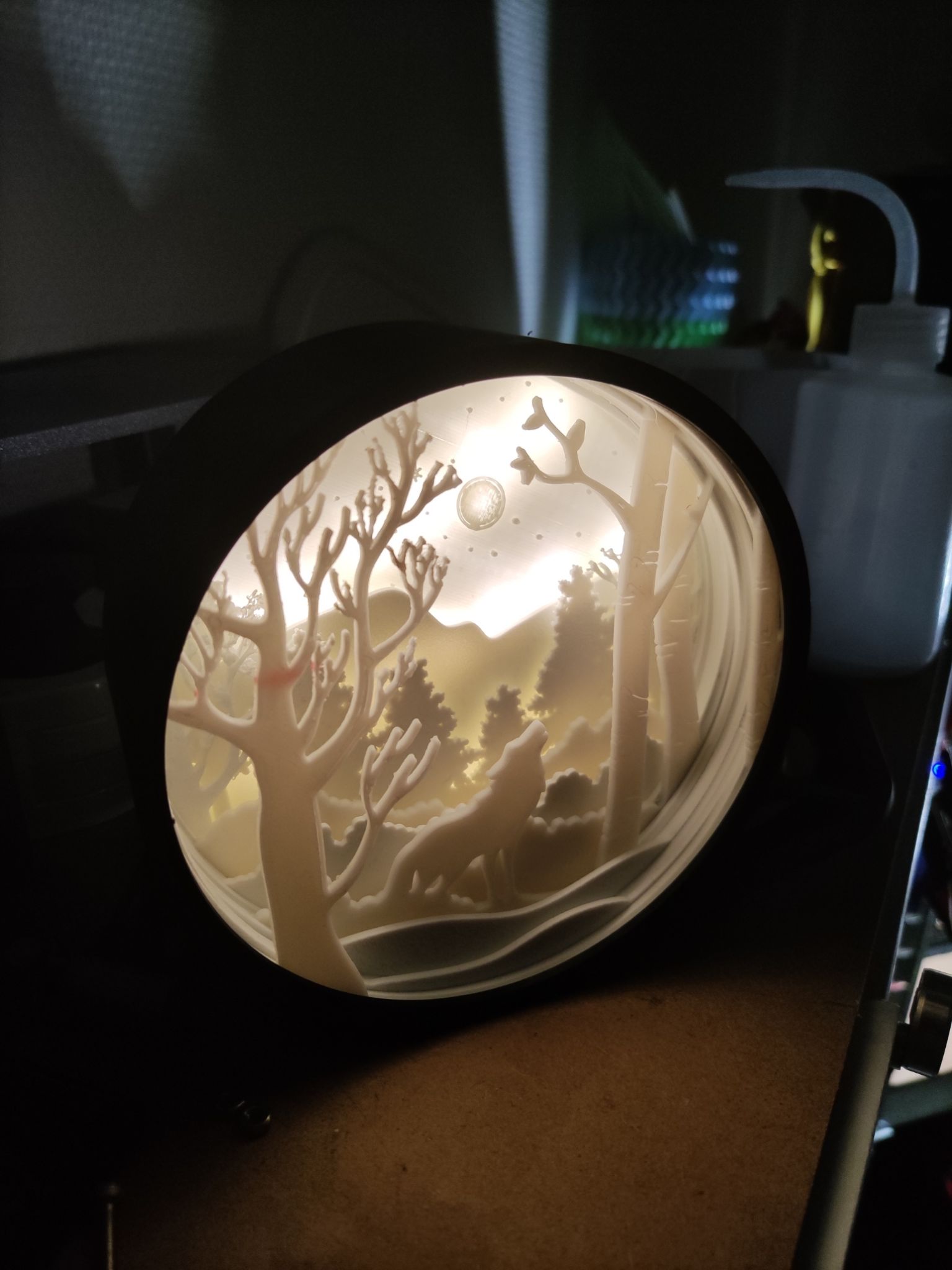
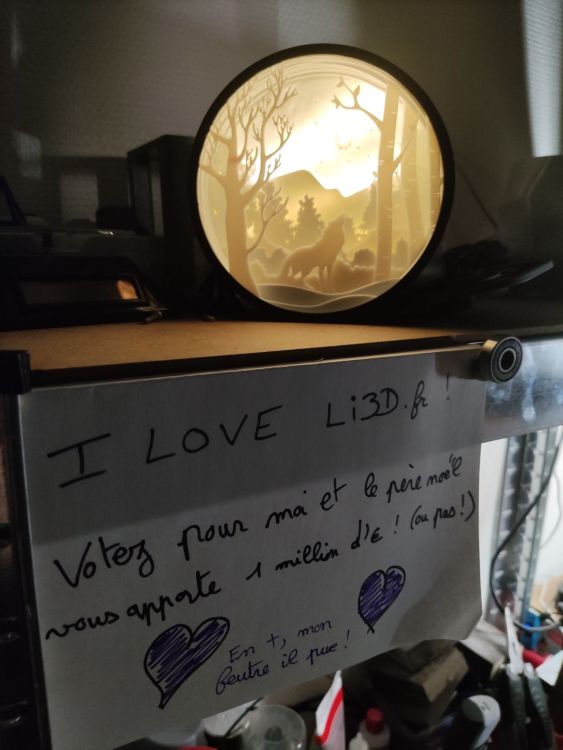
Voilà ma petite contribution avec ce print ! Lien: Printables (PS: Votez pour moi, car j'ai fait un effort, mon feutre sent vraiment très mauvais !)

 1 point
1 point -
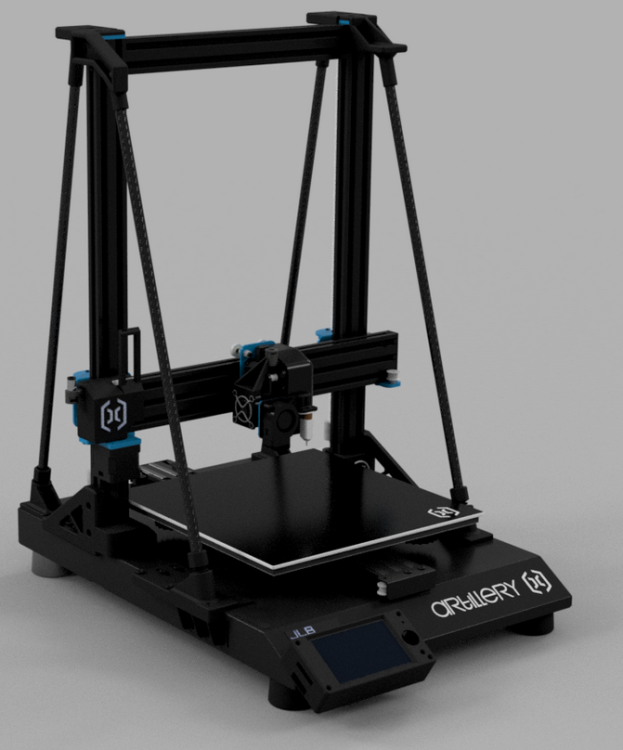
Content que tu aies pu trouver la solution pour ton extruder Je n'ai pas vraiment d'idées pour le portique, c'est sans doute l’extrémité du portique en cause ? Si ce n'est que ça, il faudrait recouper le bout du profilé ou refaire une mise à plat si tu es équipé. Sinon méthode Bricolage : rattraper l'équerrage en limant l’extrémité du profilé du bon côté, il faut un bon Feeling Avis aux autres, ce n'est pas vraiment mon rayon Si tu parles des Tiges de renfort comme sur l'image ci-dessous, j'ai peur que ton profilé fasse une flexion une fois redressé, un genre d'arc au lieu de rester droit ? Certes se serait minime, mais l'erreur d'équerrage serait progressive dû à la forme d'arc.
 1 point
1 point -
@Yamh et @MrMagounet Bon pour le portique je vais voir ce que je peux faire en forçant le redressement avec des tiges (mais pas gagné). Pour l'extrudeuse, j'ai exploré plusieurs piste. Ce n'est déjà pas Stealthchop, qui je ne suis pas sur soit pris en compte avec un TMC2100 car il n'y a aucune commande marlin pour les modifier. Mais même désactivé c'était pas cela. J'ai changer mes deux extrudeurs ensemble pas cela non plus J'ai changer les steppers du E et du Z par ceux de l'autre machine pas cela non plus J'ai donc poursuivi en modifiant ma configuration dans s3d. Descendu ma vitesse de rétractation qui était à 40mm/s pour la passer a 35mm/s (pas de changement un léger mieux) J'ai revu le flux aussi et la j'ai eu une surprise il devait être à 96% et dans ma config il était toujours a 100% j'en déduis un oublie d'enregistrement car sur l'autre machine j'ai bien fait le teste avec 96% .(en le redescendant à 96% c'était déjà bien mieux). J'ai refait mon calcul de flux et j'ai du encore dut le baisser légèrement à 95% pour un Estep à 931. Donc enfin une machine qui fonctionne :). Et des fois on s'acharne sur des problèmes alors que c'était juste une configuration mal enregistré. Pour le moment je regrette pas toutes ces modifications même si cela ma pris beaucoup de temps pour l'ajustement.Par contre je maudis ce portique en biais.1 point
-
Pour le vernis, j'ai essayé du vernis Bois (ça ne marche pas des masses. La couche est partis assez rapidement.), puis je suis passé au vernis automobile. j'ai utilisé la gamme plant clear de anycubic pour la résine pour le vernis : Vernis pour carrosserie de voiture transparent Auto K | Surdiscount voila le résultat : de gauche à droite : 1)sortie impression, 2)après ponçage (grain max utilisé 2500), 3) ponçage + vernis voiture, 4) brut + vernis voiture
 1 point
1 point -
Suite à une demande d'un membre du forum, voici ma technique pour imprimer en couleur avec ma prusa i3 MK2, adaptable à n'importe quelle imprimante acceptant la commande M600 (changement de filament) dans son Gcode: 1- Dans le slicer (j'utilise slic3r), je repère à quelles hauteurs de couche je veux un changement de couleur (indiqué en mm quand on fait glisser le slider) par ex 12mm et 13.4mm 2- J'exporte le Gcode en utilisant la fonction COLORPRINT disponible dans slic3r Prusa Edition dans l'onglet printer en haut à droite (en fait cette fonction supprime les mouvements sur l'axe Z tant qu'il n'y a pas de changement de couche) 3- J'ouvre mon Gcode avec n'importe quel éditeur de texte (wordpad par ex). J'utilise la fonction recherche et j'entre "z12" (pour 12mm) pour le 1er changement, et juste avant cette ligne, j'écris "M600". Je fais la même chose pour 13.4mm, je recherche "z13.4" et écris la commande M600 juste avant cette ligne. 4- Je sauvegarde mon Gcode nouvellement modifié et peut maintenant l'imprimer. L'imprimante va imprimer l'objet normalement jusqu'à ce qu'elle arrive à la hauteur 12mm, l'extrudeur va ensuite se mettre en pause pour permettre le changement de filament (suivre les instructions affichées à l'ecran de l'imprimante). Après le changement effectué, on valide, et l'imprimante va continuer l'impression là ou elle s'était arrêtée jusqu'au prochain changement de couleur (ici 13.4mm). On suit la même procédure que précédemment et voilà !! L'impression se termine après normalement. Ca peut paraître complexe expliqué à l'écrit mais c'est en fait très simple et très rapide. Je ferai prochainement une vidéo expliquant cette technique. En attendant vous pouvez voir des exemples d'impression couleurs que j'ai faites ici https://www.youtube.com/watch?v=DKTZFEgEn9Q&t=8s On peut faire la même chose différemment avec COLORPRINT (application en ligne disponible sur le site prusa) ou avec le nouveau slicer Prusa Control (disponible aussi en téléchargement gratuit).1 point
-
Salut à tous, j'ai enfin fait une vidéo expliquant la technique de l'impression couleur avec un seul extrudeur. J'espère que les choses sembleront plus simples à l'aide de cette vidéo. N'hésitez pas à laisser des commentaires ou poser des questions:1 point