Classement



Contenu populaire
Contenu avec la plus haute réputation dans 16/01/2023 Dans tous les contenus
-
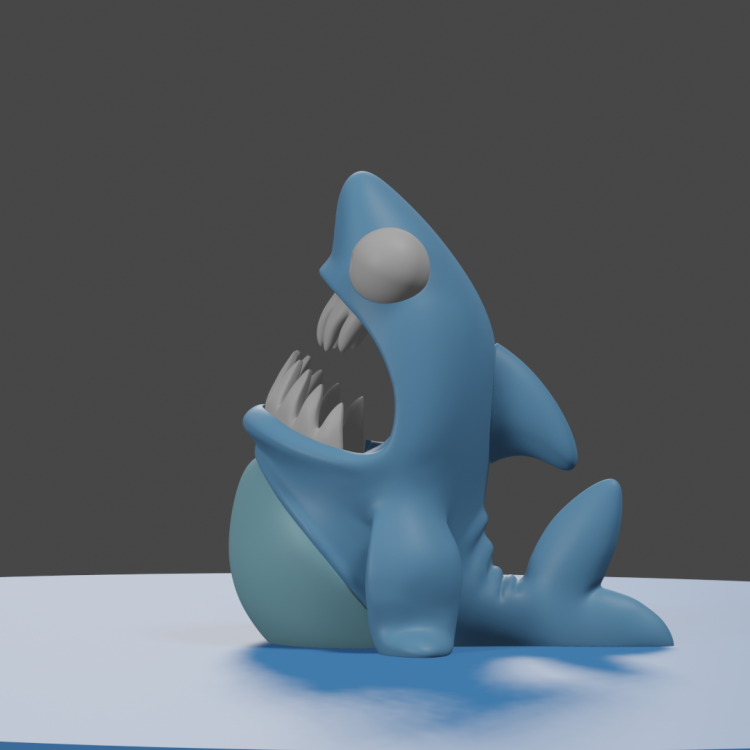
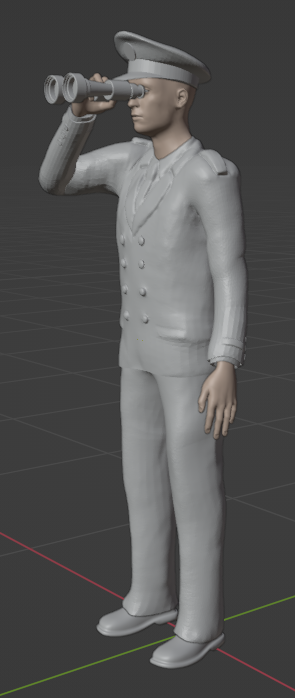
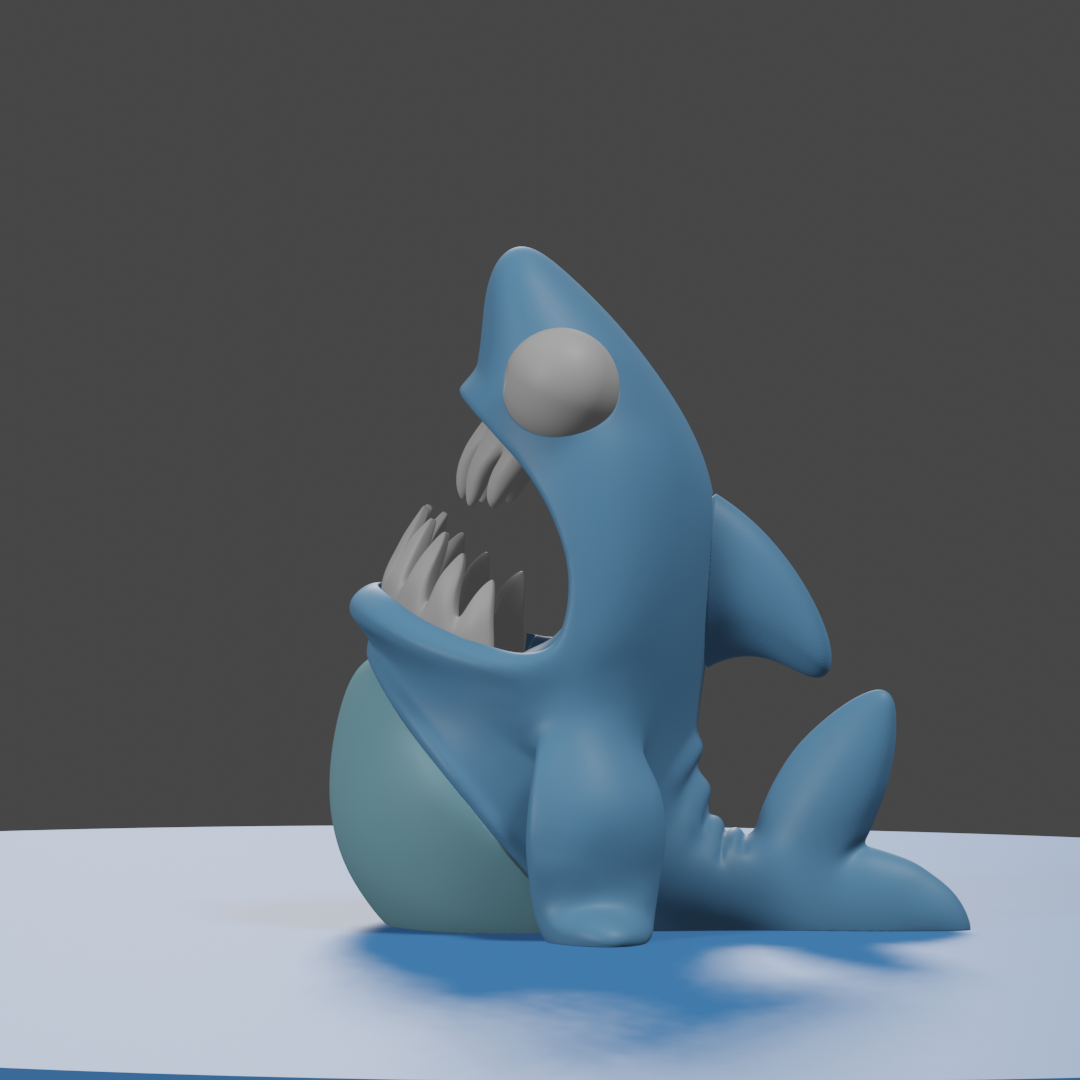
Bonjour, Voici ma dernière réalisation, un bébé requin, tout petit mais déjà très méchant... Hauteur 12 cm.


 5 points
5 points -
pas en chocolat mais j'aurais presque préféré Bravo tu as trouvé. C'est un cadeau de Creality Cloud car je suis un Designer Certifié sur leur plateforme Voila maintenant si vous croisez un Shadok avec cette médaille ... c'est surement moi



 5 points
5 points -
On continue les modélisations.


 3 points
3 points -
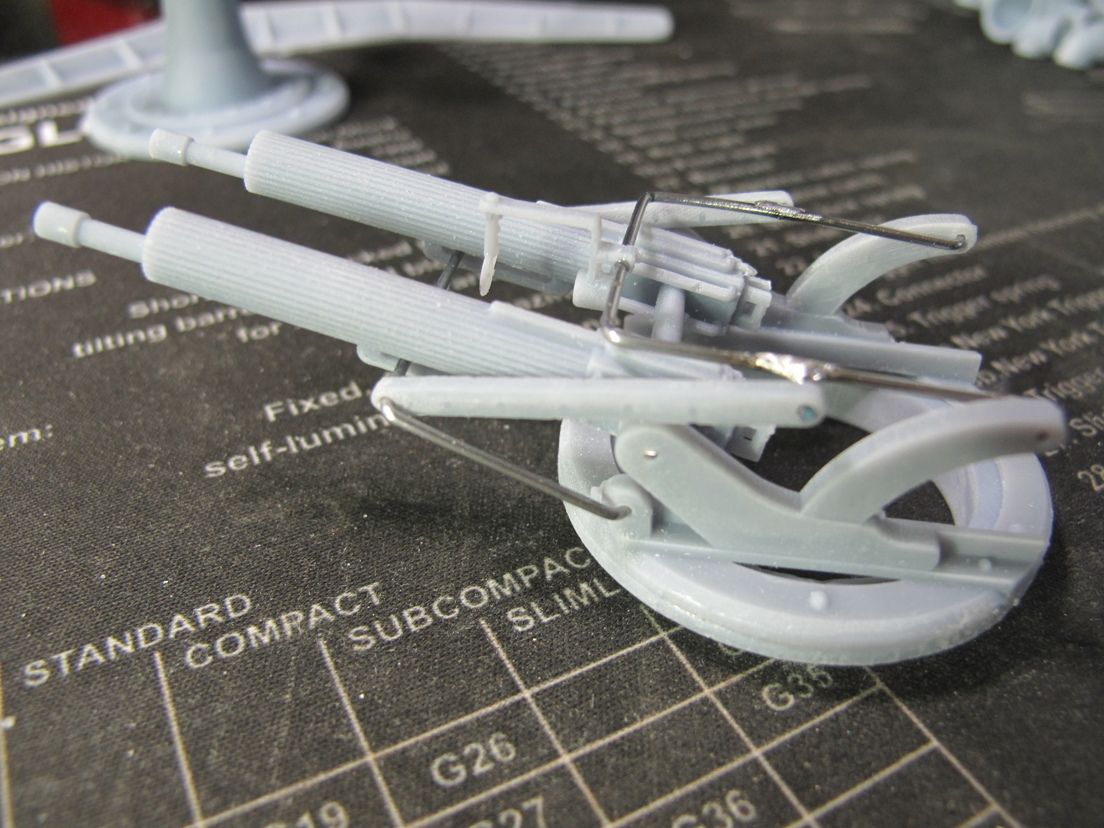
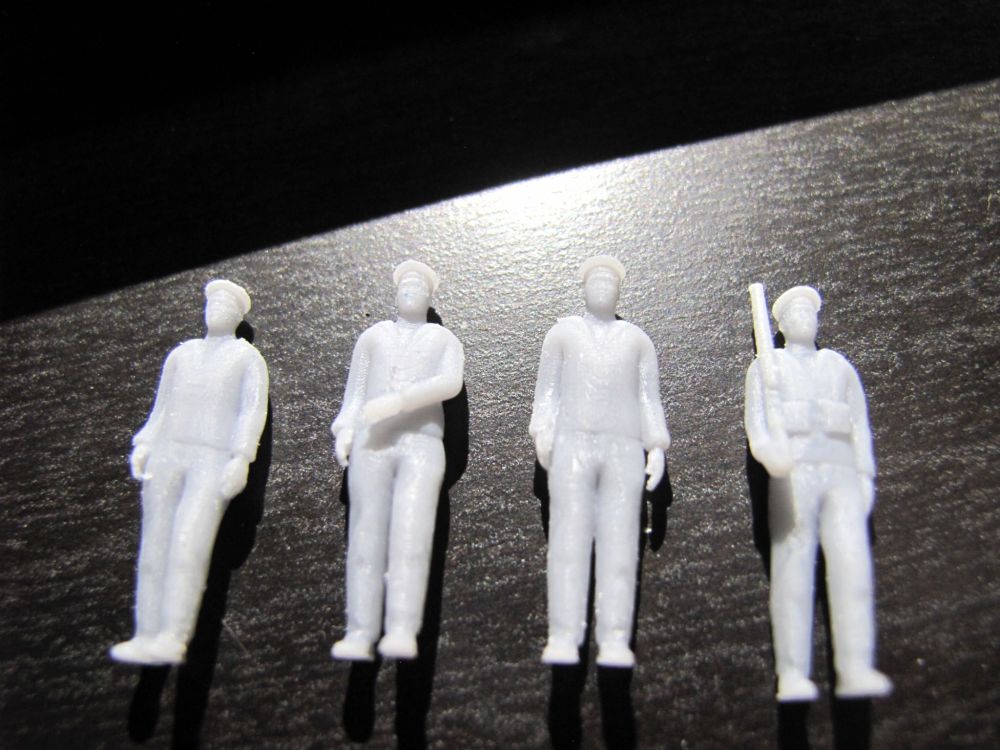
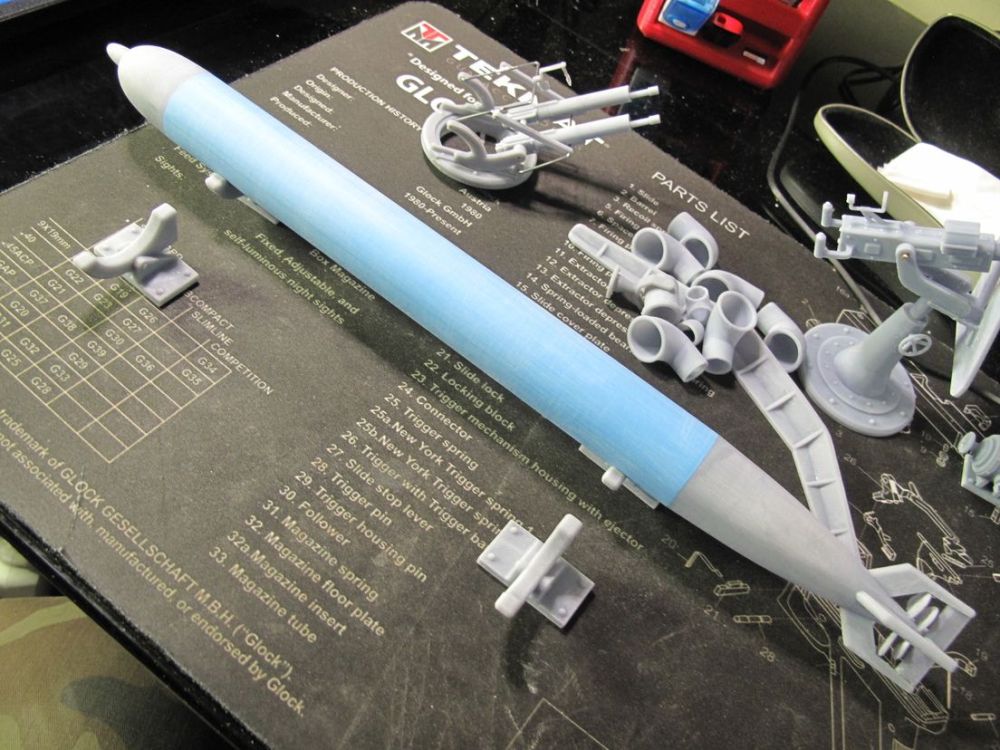
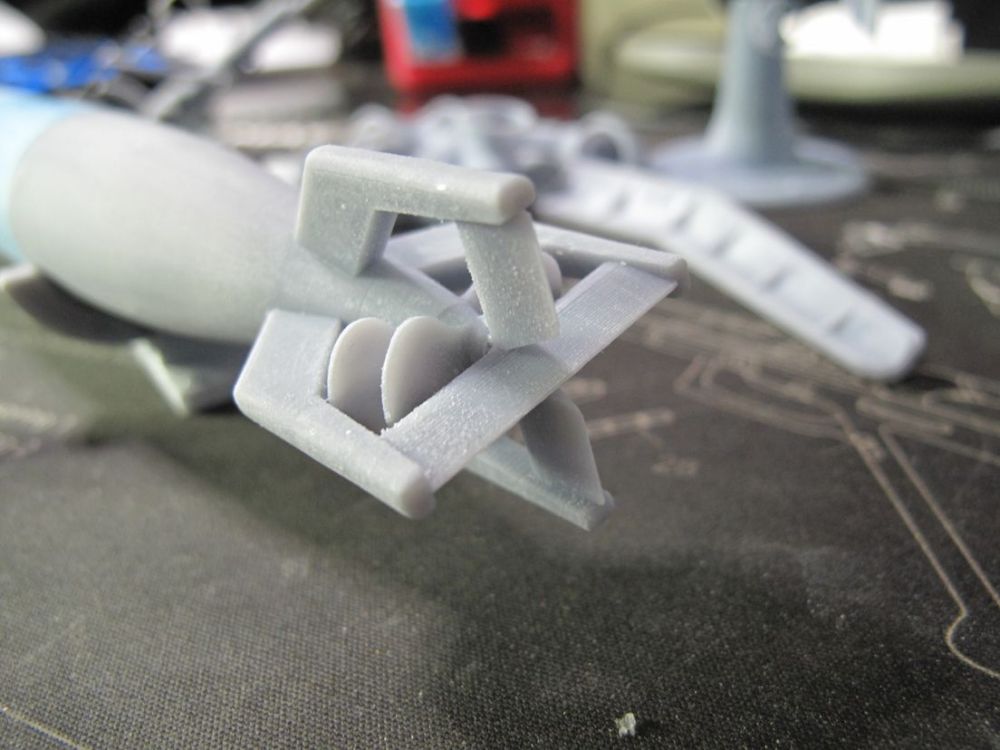
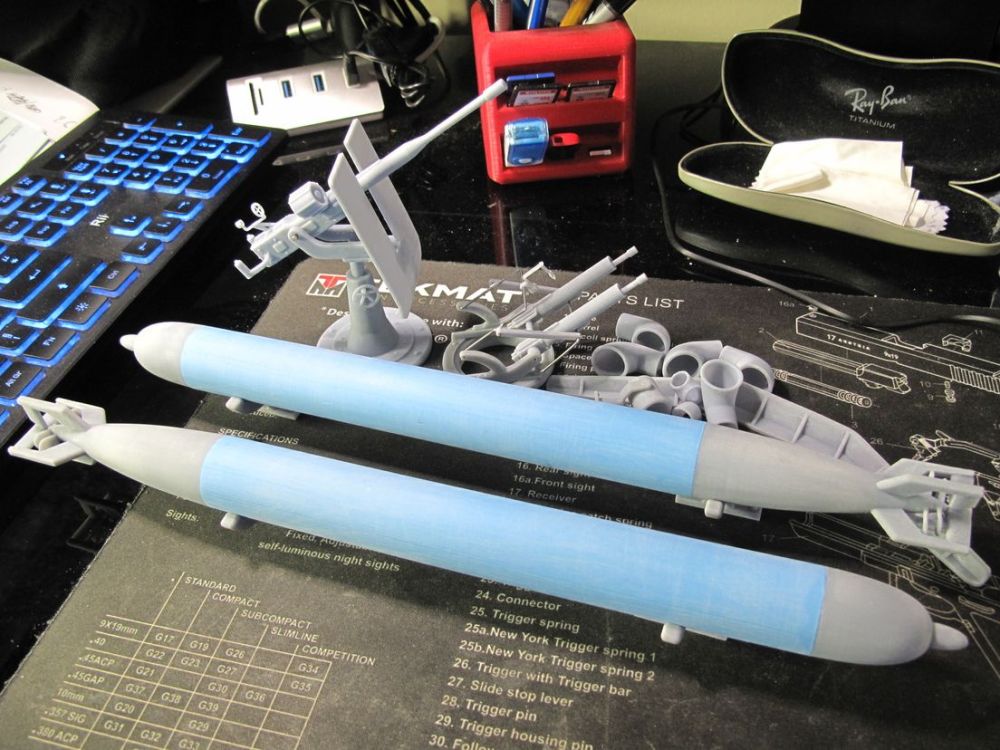
Echelle 1/76 (22mm) c'est très chiant à prendre en photo.... en tout cas je suis impressionnée par celui avec la cigarette, il en manque un bout mais elle est la quant même... Je vous dit pas la galère pour enlever les supports même si il y en a pas beaucoup à cette échelle....



 3 points
3 points -
Oui, ok, je ne savais pas, en effet le form factor est déjà différent. Le branchement aussi, ai-je vu après coup, n'est finalement pas le même (je crois que c'est via une nappe sur la P1P et via un port USB (en interne) sur la X1C). Pour info sur la X1C, au départ elle n'était aussi qu'en 720p à l'usage, et la capacité à avoir du 1080p a été "libéré" sur une upgrade du firmware (bien sûr, le capteur sous-jacent était d'emblée capable de faire du 1080p niveau acquisition). Je ne sais pas s'il en sera de même pour la P1P, mais il serait surprenant qu'en 2022 ce soit le capteur qui soit limité à 720p - c'est soit la capacité CPU de la P1P qui pose problème (encore que, à l'identique, traiter un flux 720p versus 1080p, on n'en n'est plus là, à chercher à optimiser pour gagner qqs cycles CPU), soit c'est un pur choix commercial pour différencier les machines niveau gammes / tarifs. Et je crois qu'un des problèmes aussi, toujours en "logiciel", est que le timelapse n'est PAS activé / activable : du coup la P1P génère des vidéos full (longues, volumineuses) systématiquement. Pour rappel les prochains firmwares (le prochain, mais aussi ceux d'après) sont censés apporter des améliorations sur l'aspect réseau / caméra sur la P1P.3 points
-
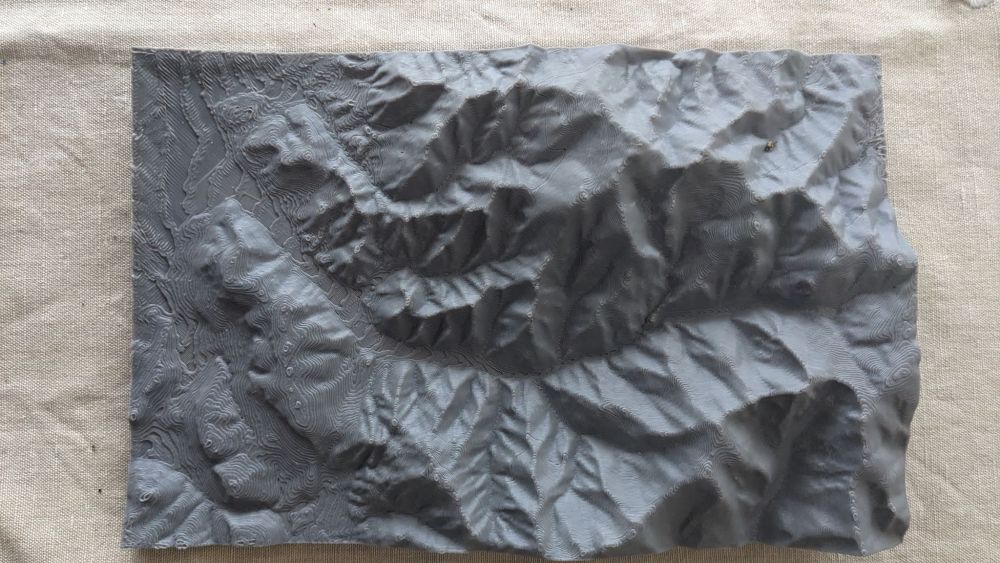
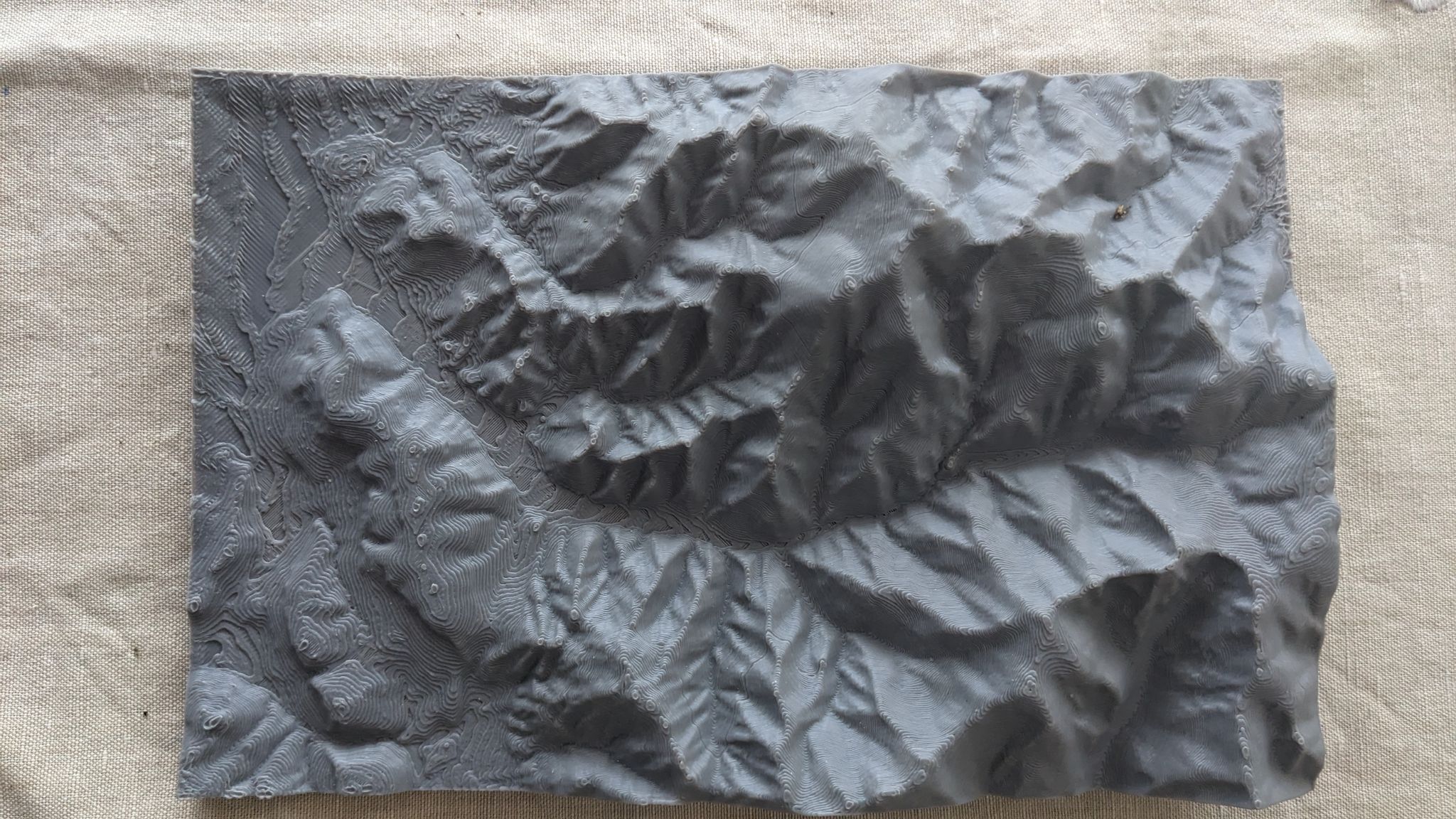
Bonjour, depuis début 2022, l'IGN a mis en ligne les données Lidar pour l'ensemble de la France et territoires OM au pas de 1 m. Cela veut dire que l'altitude du sol est connue tous les mètres. Les données sont disponibles par département puis par dalles de 1000 m de coté. Pour exploiter ces données, on trouve sur le site de l'IGN un logiciel gratuit "IgnMap" qui permet de manipuler toutes ces données. Ce site permet aussi d'exporter les données au format .stl pour attaquer une imprimante 3D. Vous trouverez ci-joint deux exemples de réalisation: - Les carrières de Buhl ( 68 ) -La vallée de Guebwiller avec le point culminant : Le Grand Ballon.

 2 points
2 points -
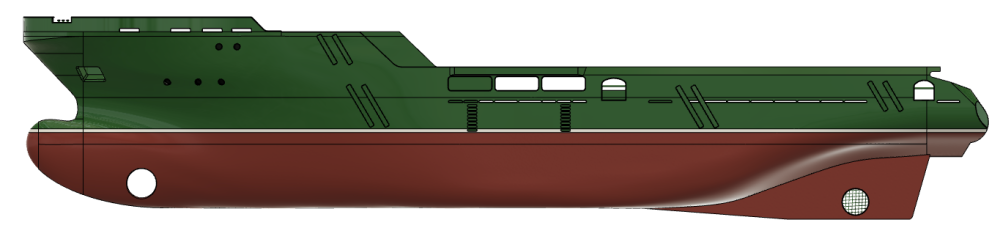
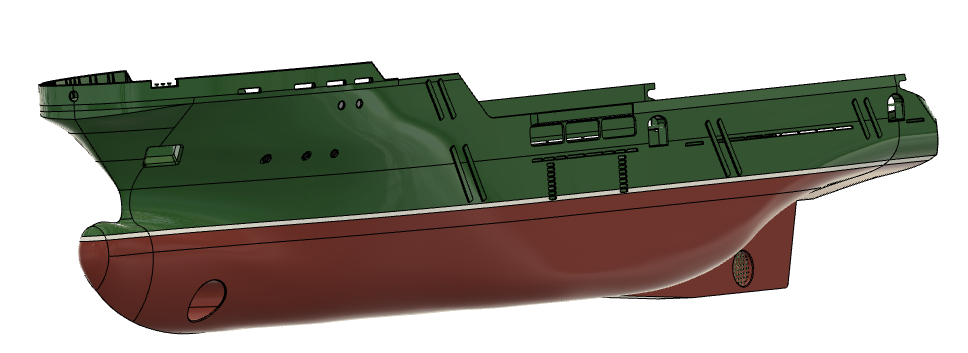
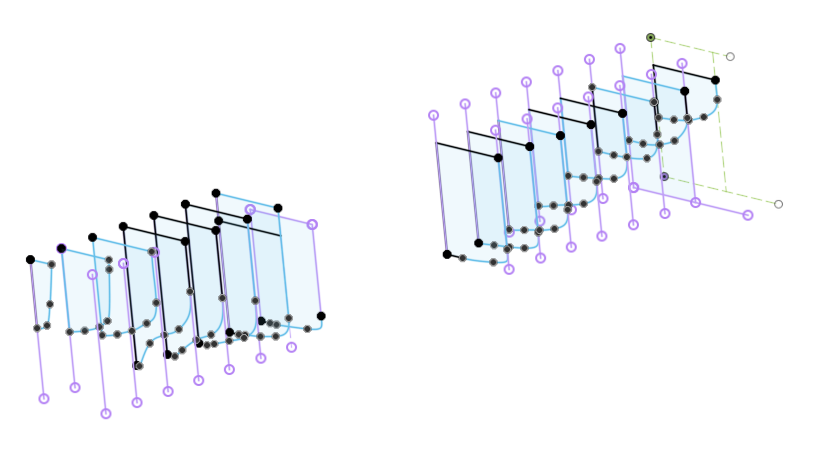
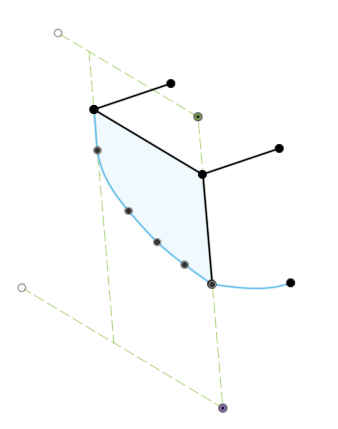
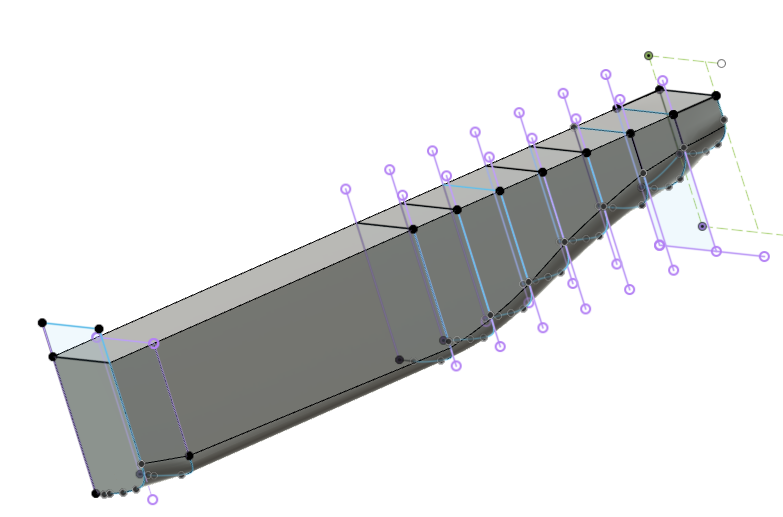
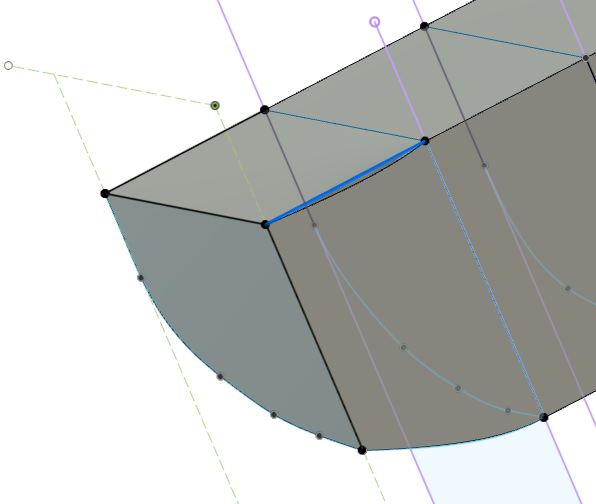
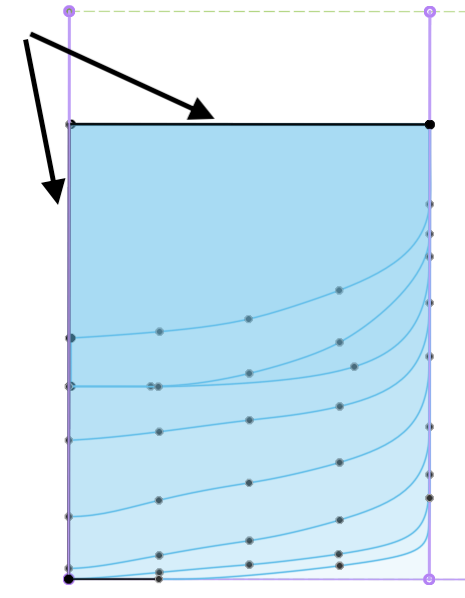
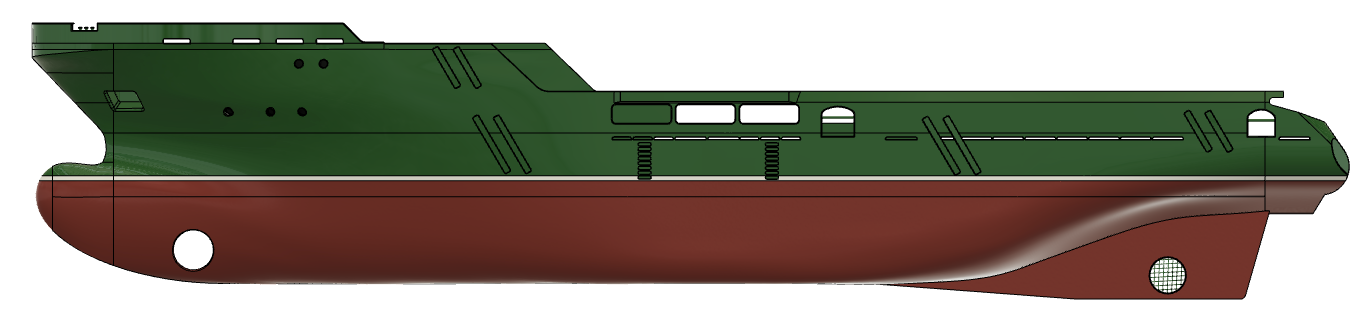
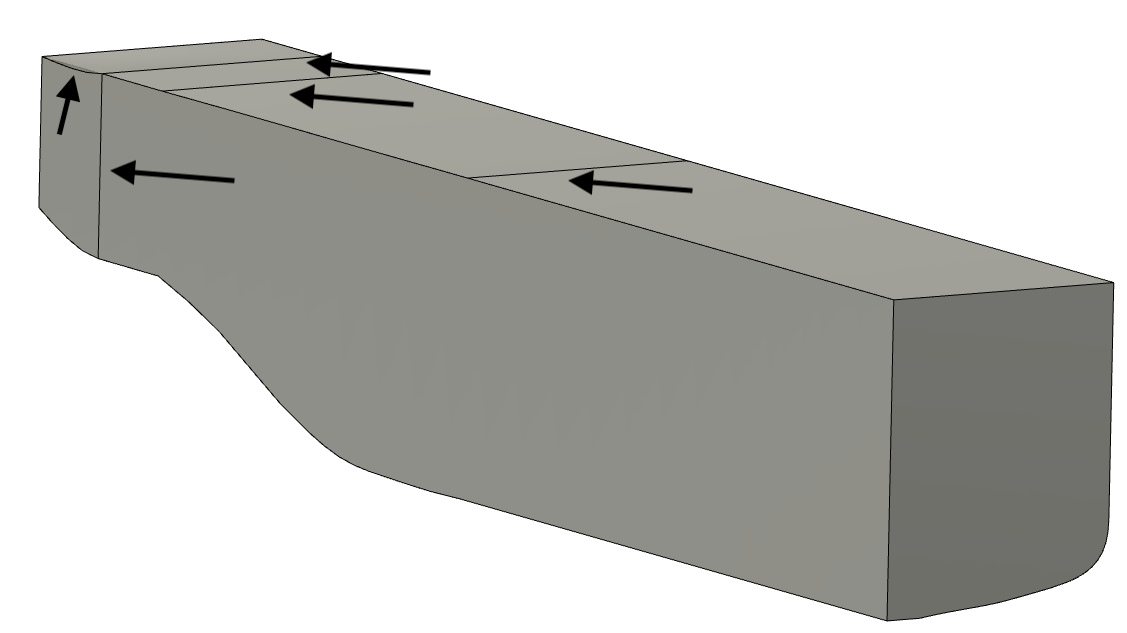
Bonjour camarades! (ca fait tres soviet et ca va avec mon peudo ) Cela fait plusieurs mois que je galere a designer une coque de navire type oil@gas sur Fusion 360. J'en suis a me demander si ce logiciel est vraiment adapte pour cela. La forme voulue est complexe et pas comme les tutos que l'on trouve sur youtube. L'objectif est de realiser ce genre de coque (c'est juste un exemple), d'en sortir un moule et de faire la coque en fibre de verre: Le modele ci-dessous provient de grabcad et malheureusement c'est juste un ensemble de forme, il n'y a pas l'historique pour voir comment cela a ete fait et le createur ne repond pas a mes messages. Le modele sur lequel je travaille est plus simple au demeurant, j'ai en ma posession les plans avec les couples. Mon process actuel: Il faut savoir que j'ai essayer au moins 10 facons differentes (loft avec profiles uniquement, loft avec profiles+guides, loft avec 2 profiles + 3 ou 4 rails...) en utilisant les fonctions solid, surface ou form. A chaque fois j'arrive a sortir une forme mais impossible de travailler dessus, l'evider ou en sortir une contre-forme sans faire bugger F360. J'importe les couples en canvas dans F360 pour servir de reference et j'en sors un sketch par couple (tout est aligner sur l'origine). Un autre sketch (3D) me sert pour les rails utilises dans la fonction loft (juste pour l'arriere dans cet essai) Ensuite je fai les lofts et j'en sors une forme. Des le 3eme loft il est impossibe d'evider la demi coque et dans le cas present il y a une aberration sur le dernier loft (tout a droite), malgre un rail droit la forme est courbee. On voit que F360 fait plusieurs plan sur le dessus et l'interieur alors que touts les sketch sont alignes sur la meme reference. Je pense que le probleme vient de la. Le projet est pour un ami et il a meme paye des designers sur Malt et Fieverr pour faire le boulot et a chaque fois ils ont le meme probleme. Tous ont laisse tomber ou proposer de le faire sous Rhino, Blender ou autre... Bref je cherche un Jedi niveau Windu pour m'aider. Cdt SoM


 2 points
2 points -
Bonjour, Passionné de modélisme je me lance dans l'impression 3D pour pouvoir faire quelques petites pièces pouvant m'aider à la construction de mes modèles. Novice en impression 3D, j'espère pouvoir trouver un soutien pour quelques petites questions techniques au sein de ce forum Bien cordialement2 points
-
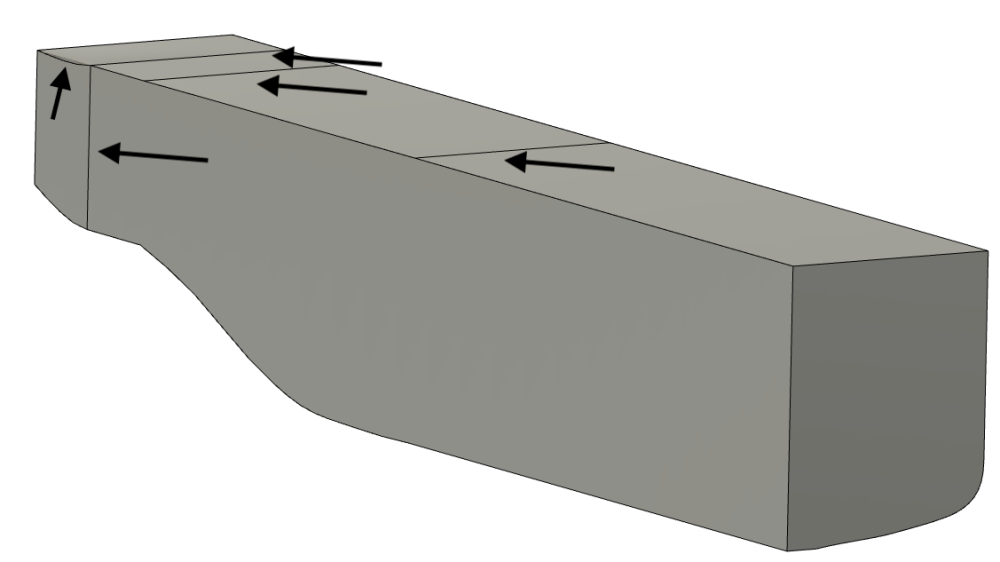
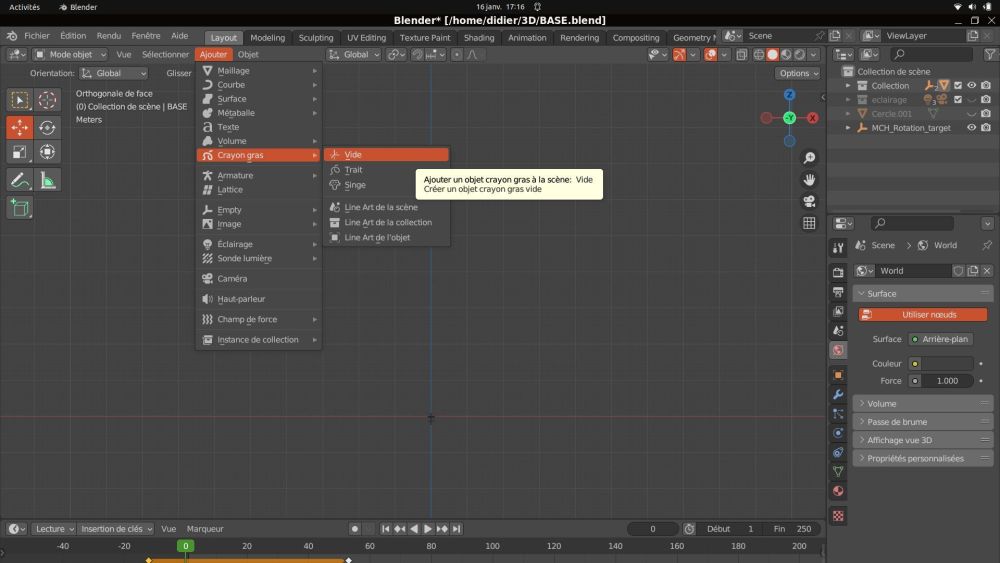
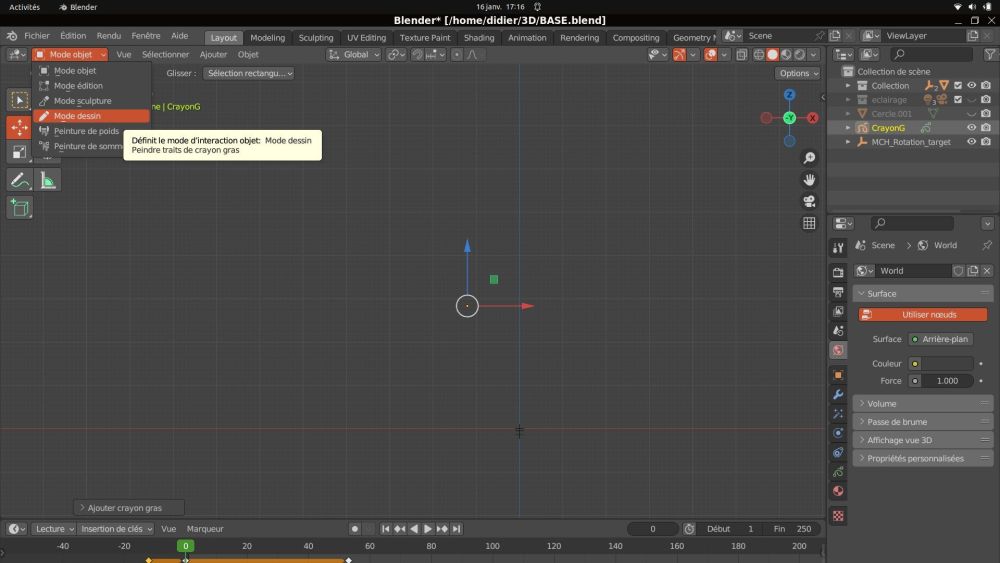
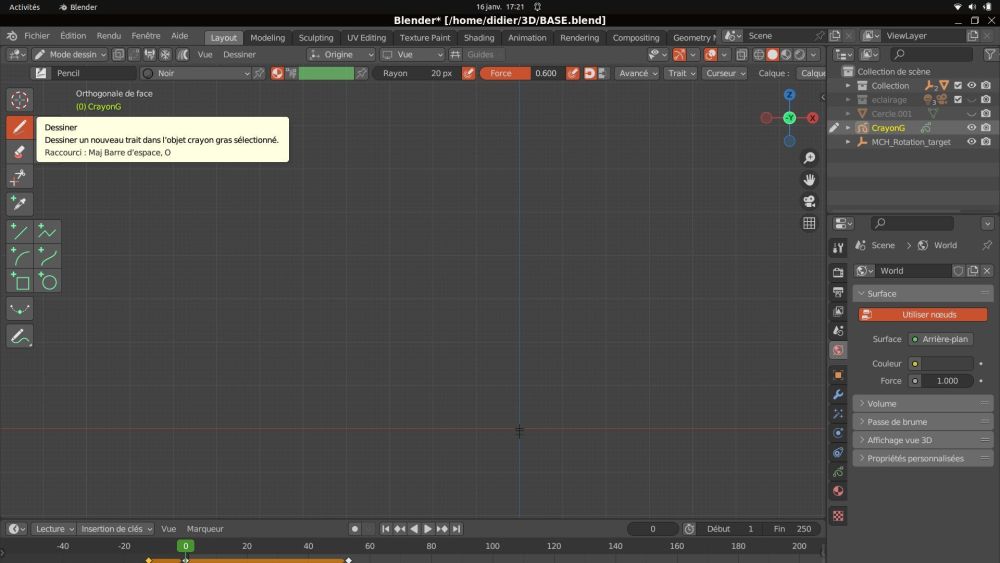
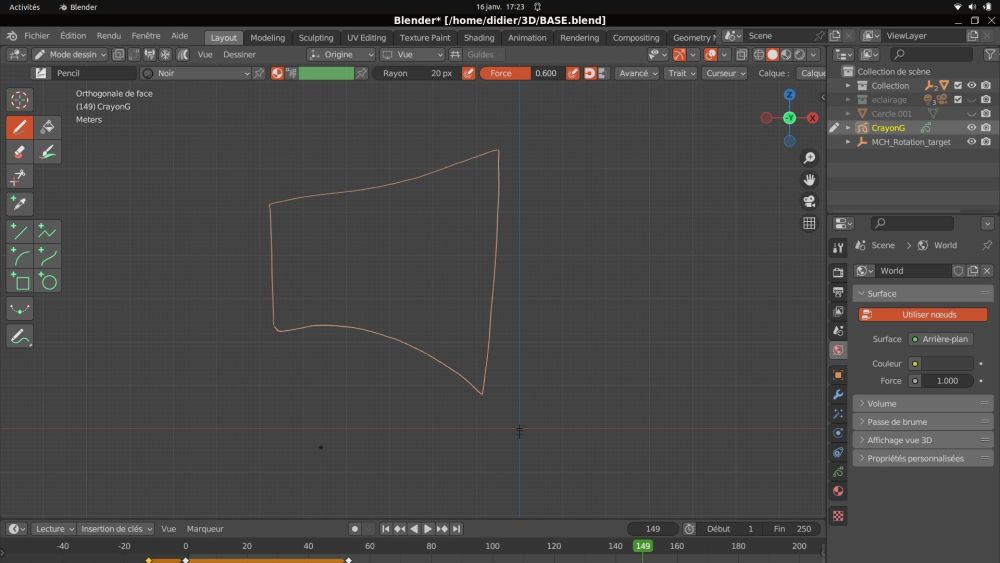
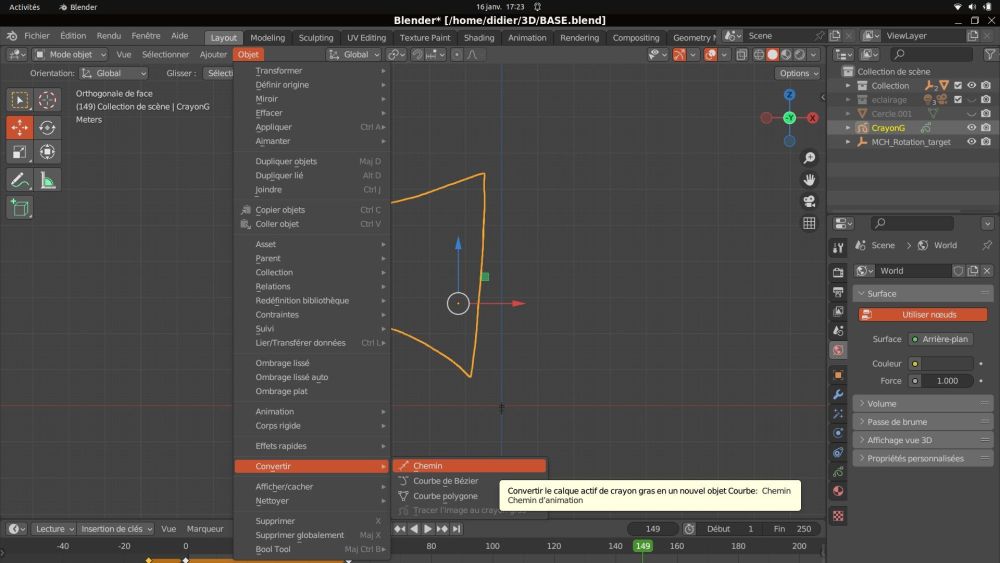
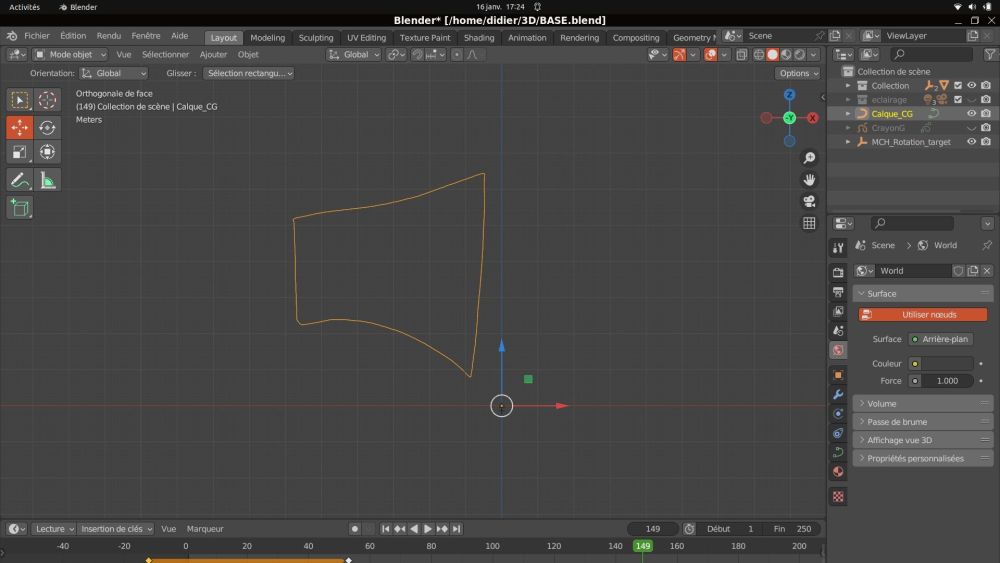
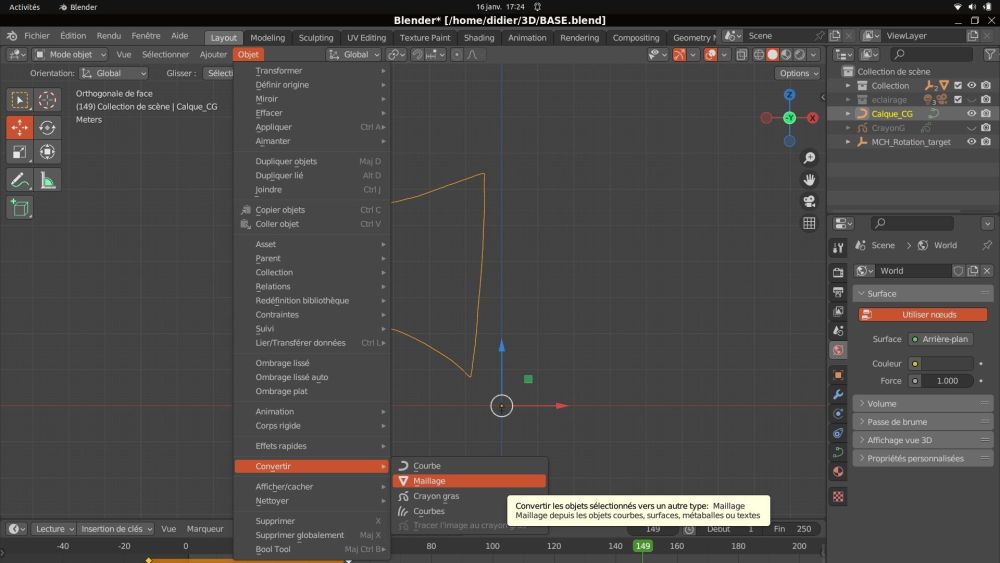
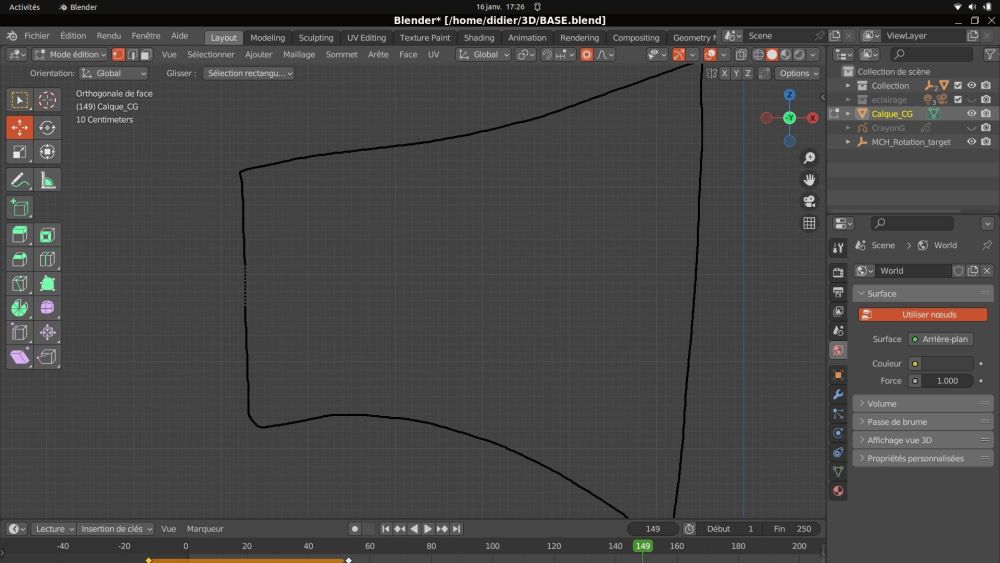
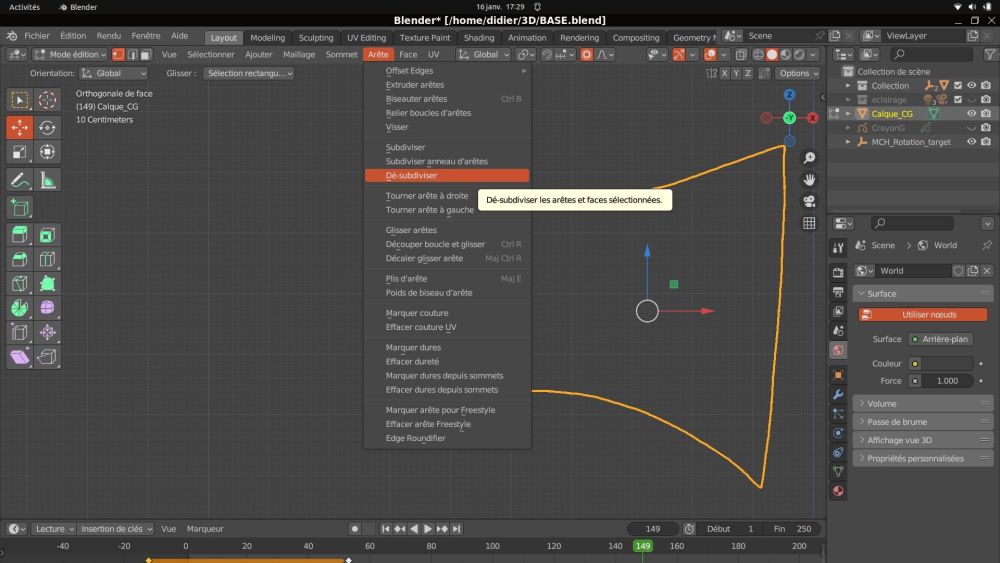
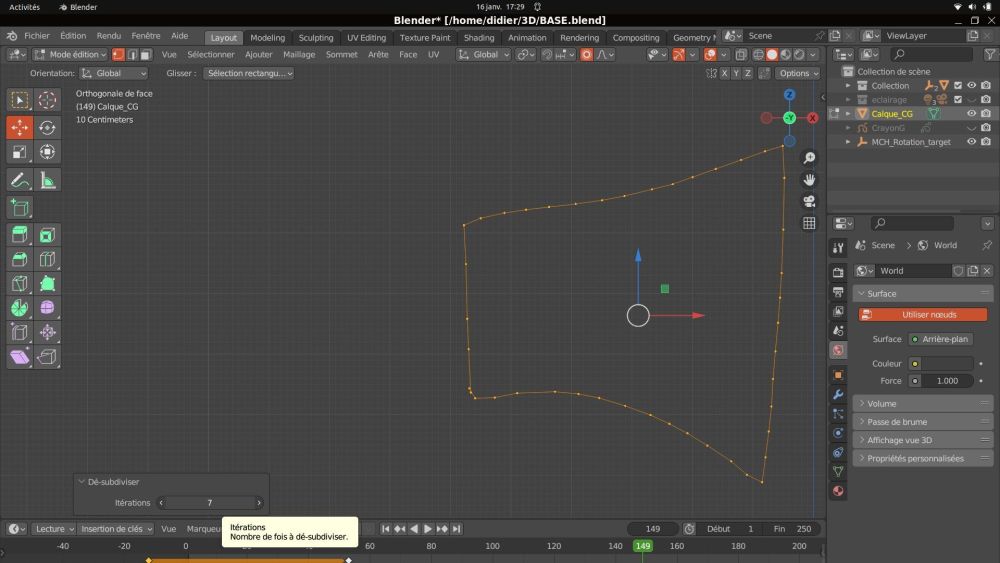
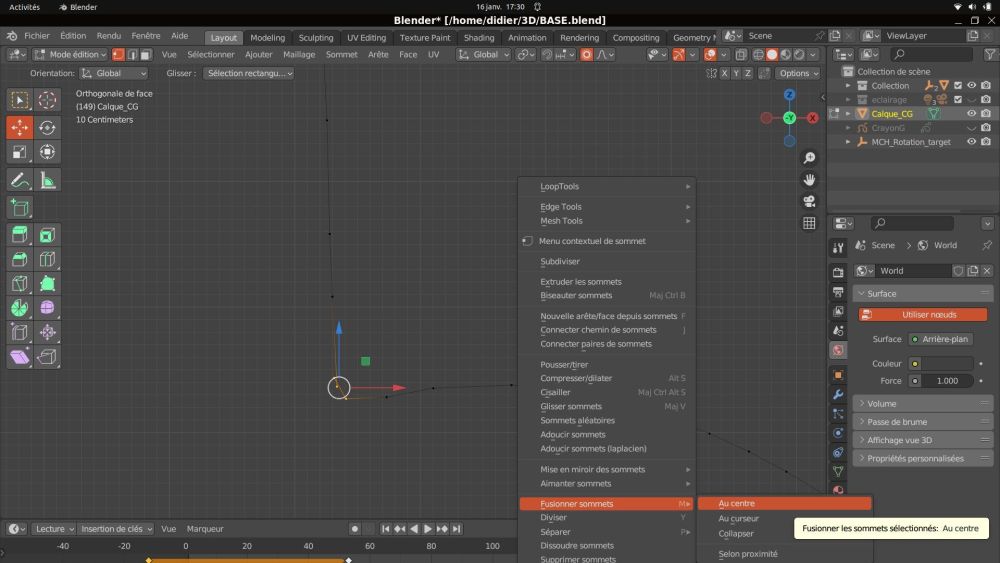
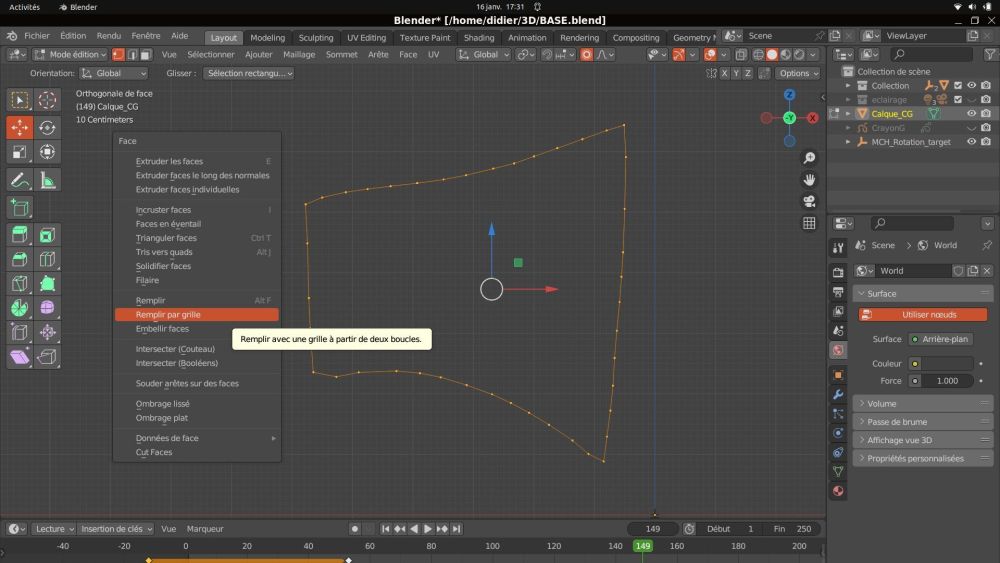
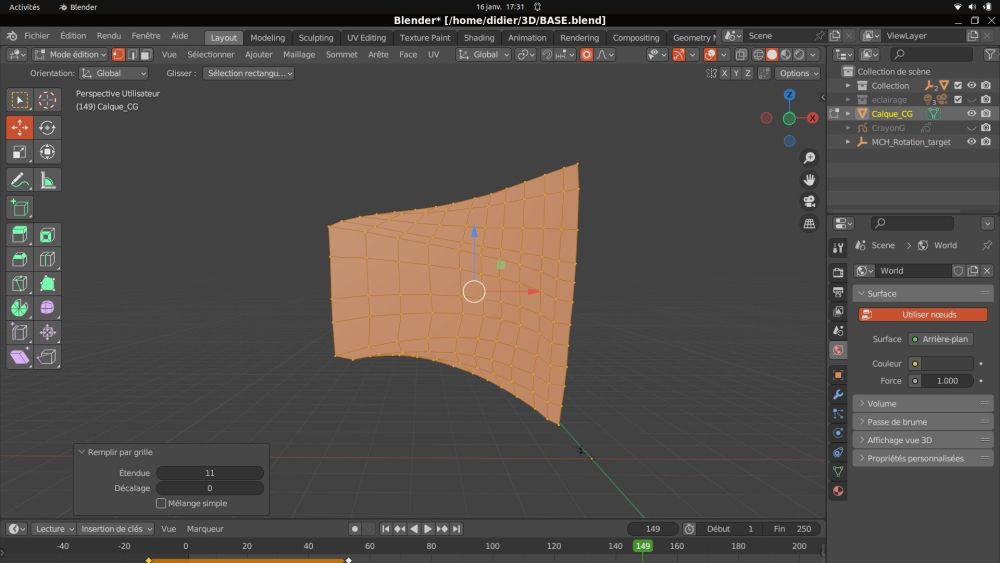
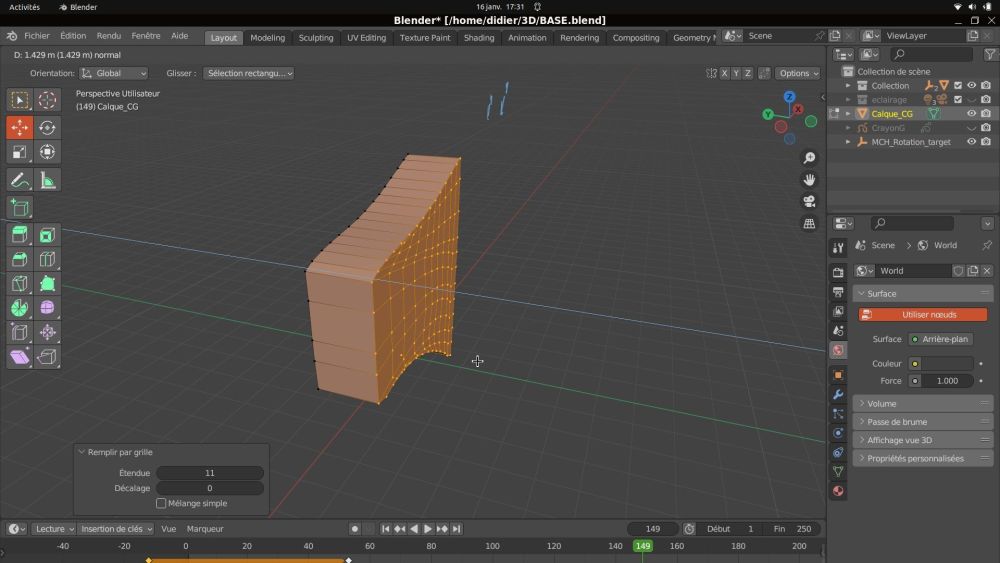
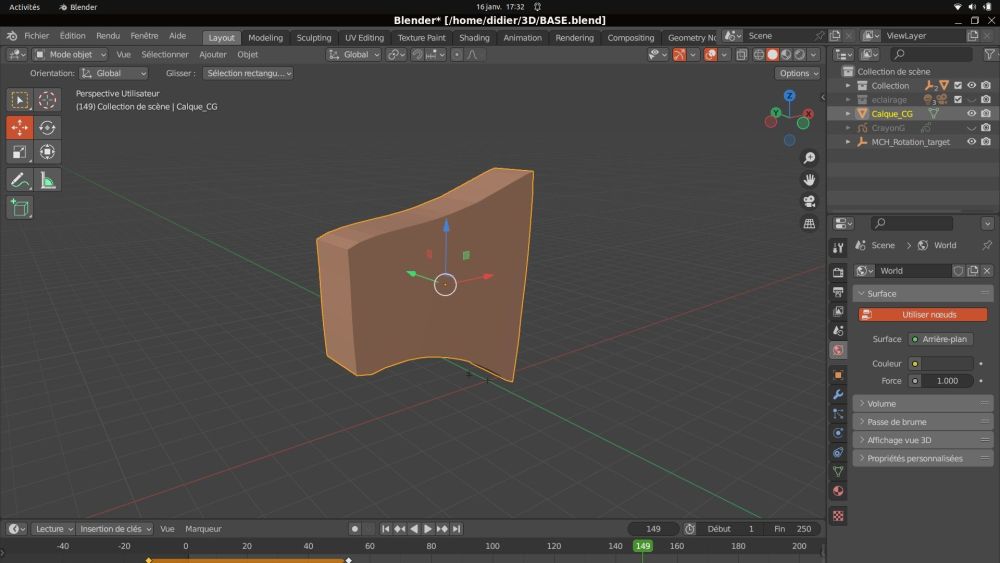
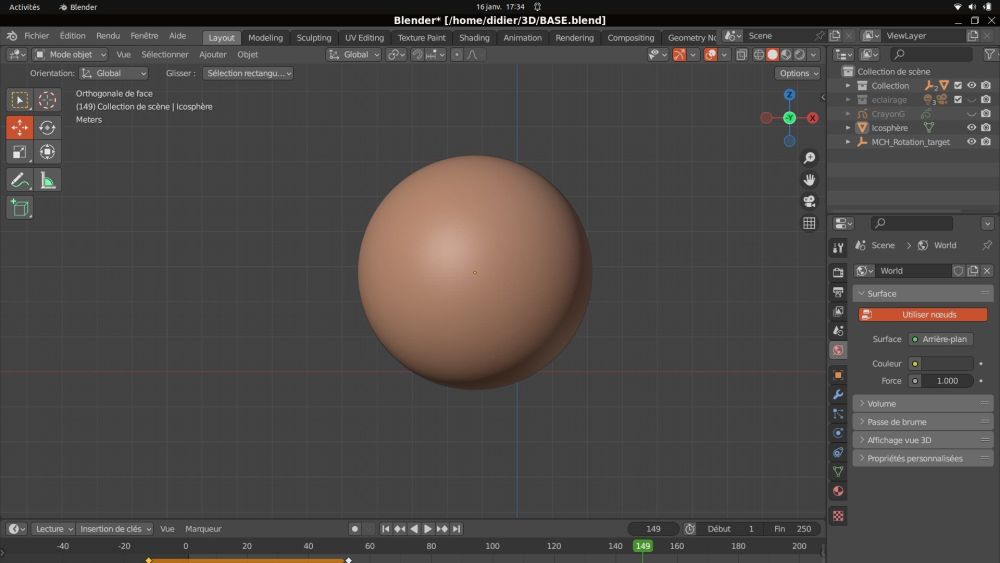
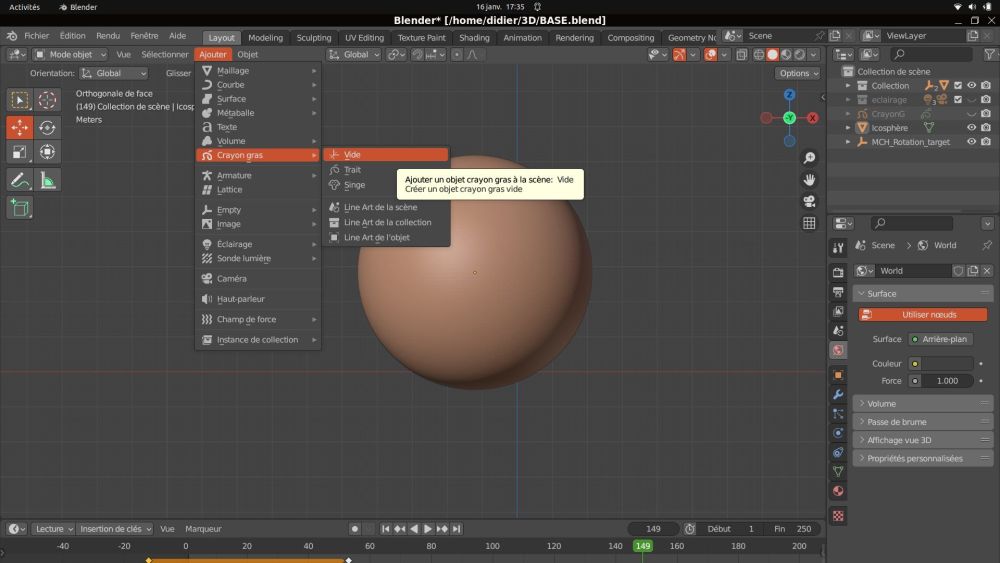
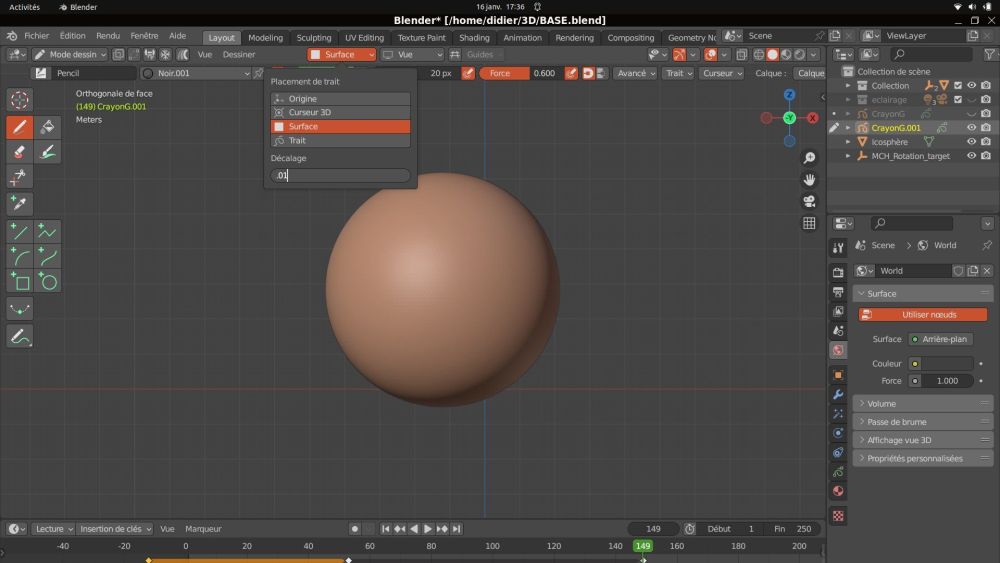
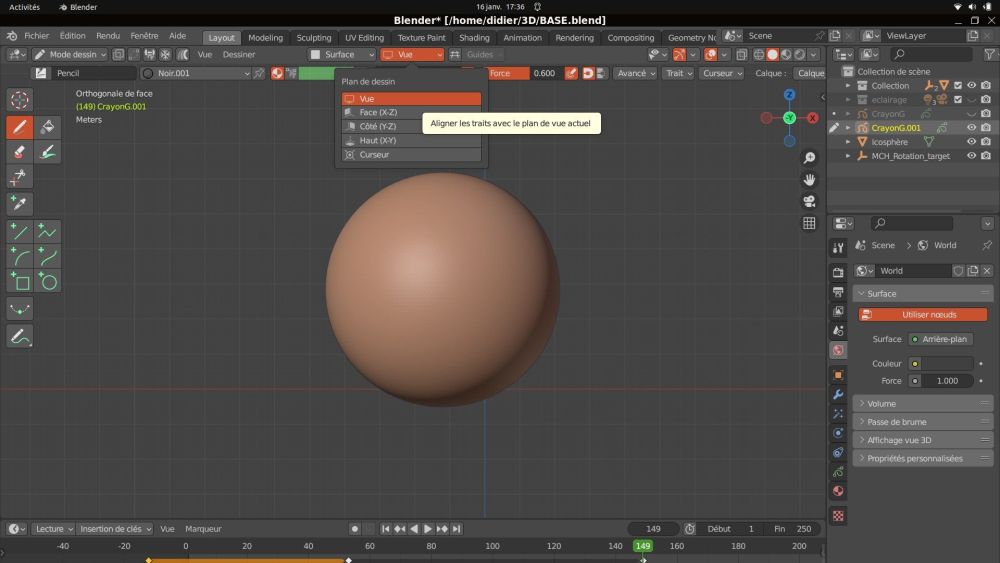
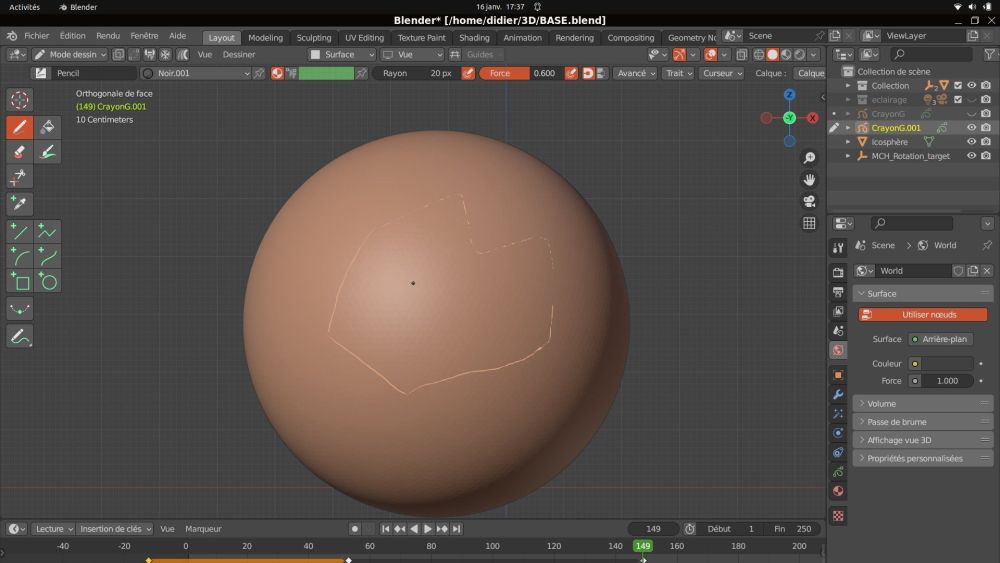
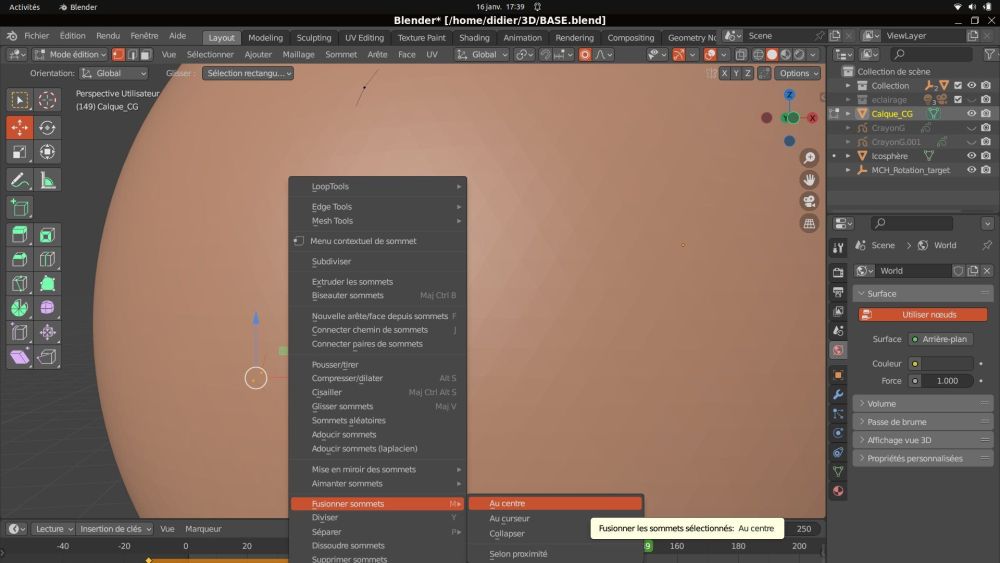
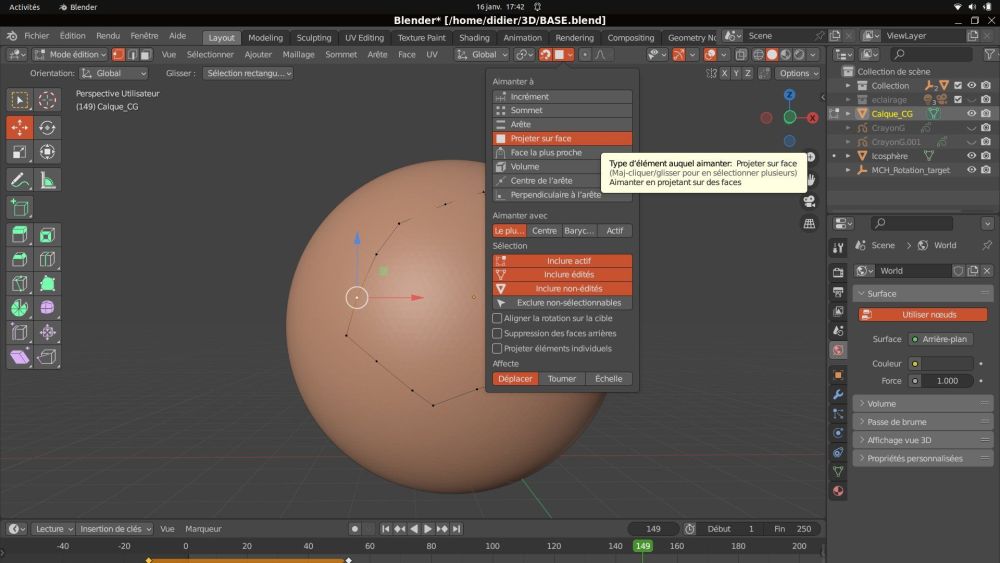
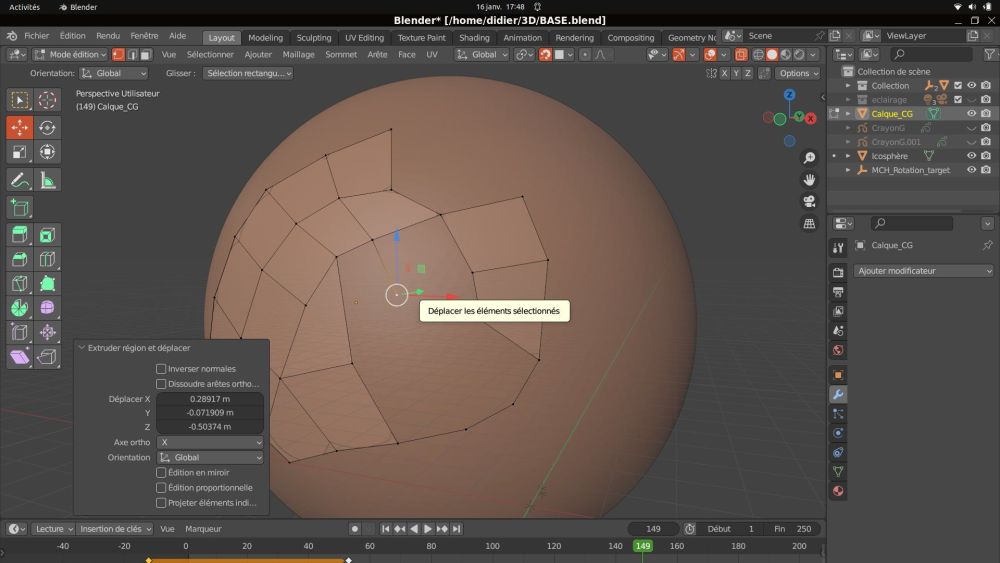
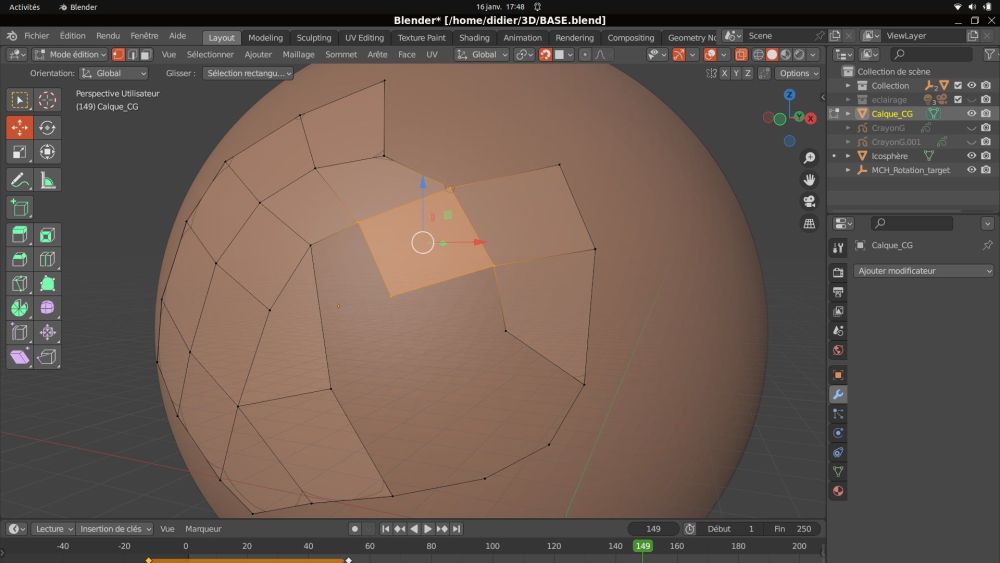
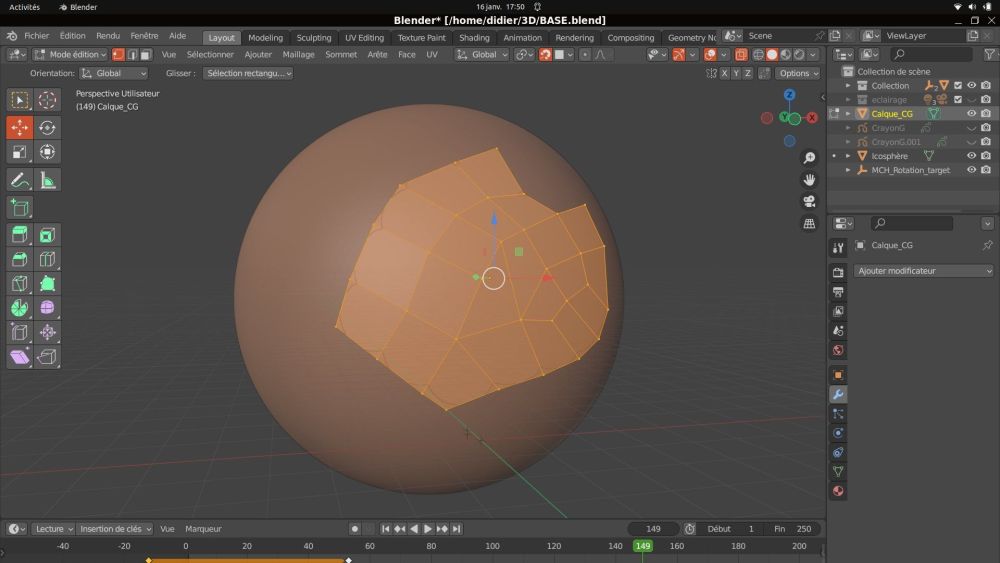
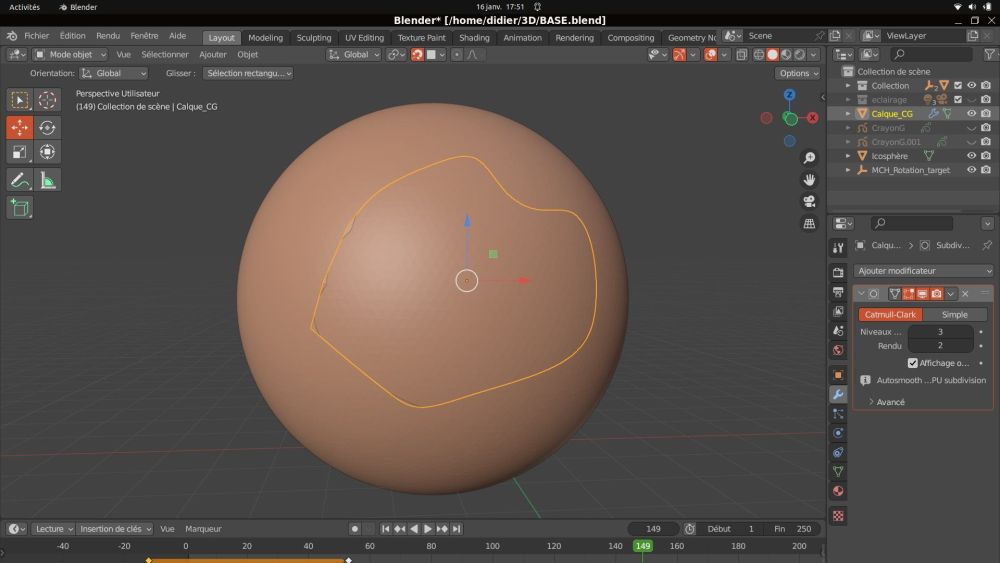
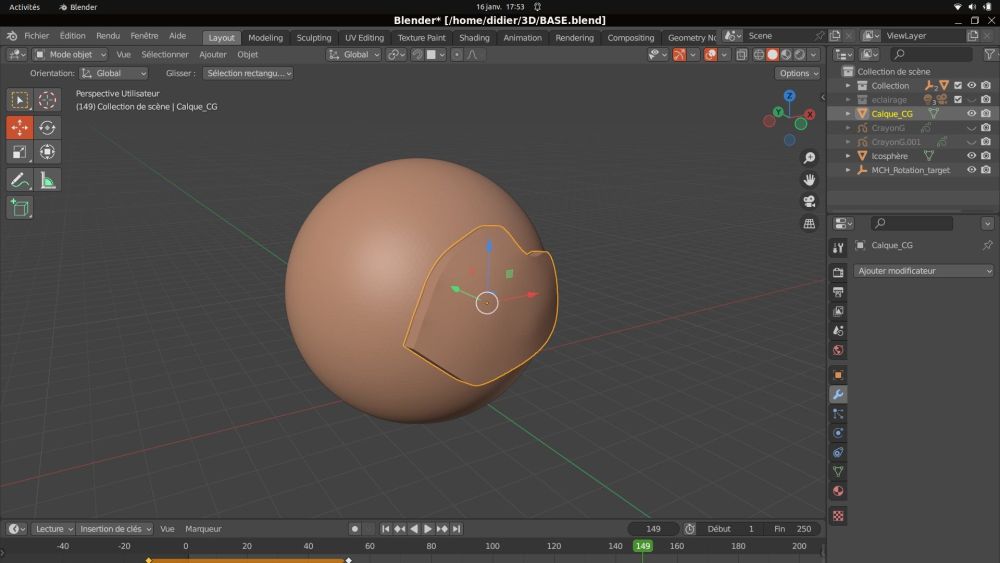
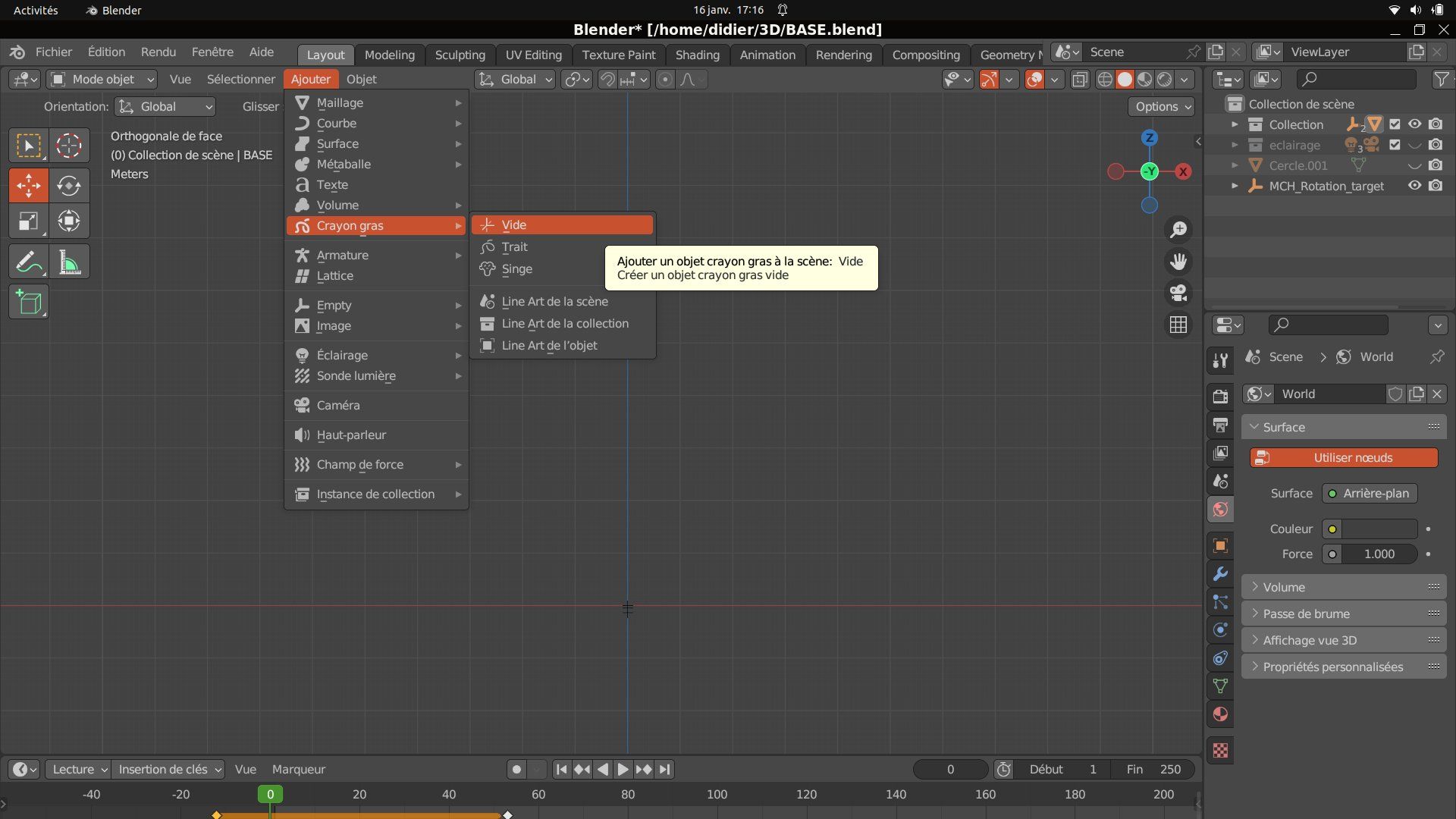
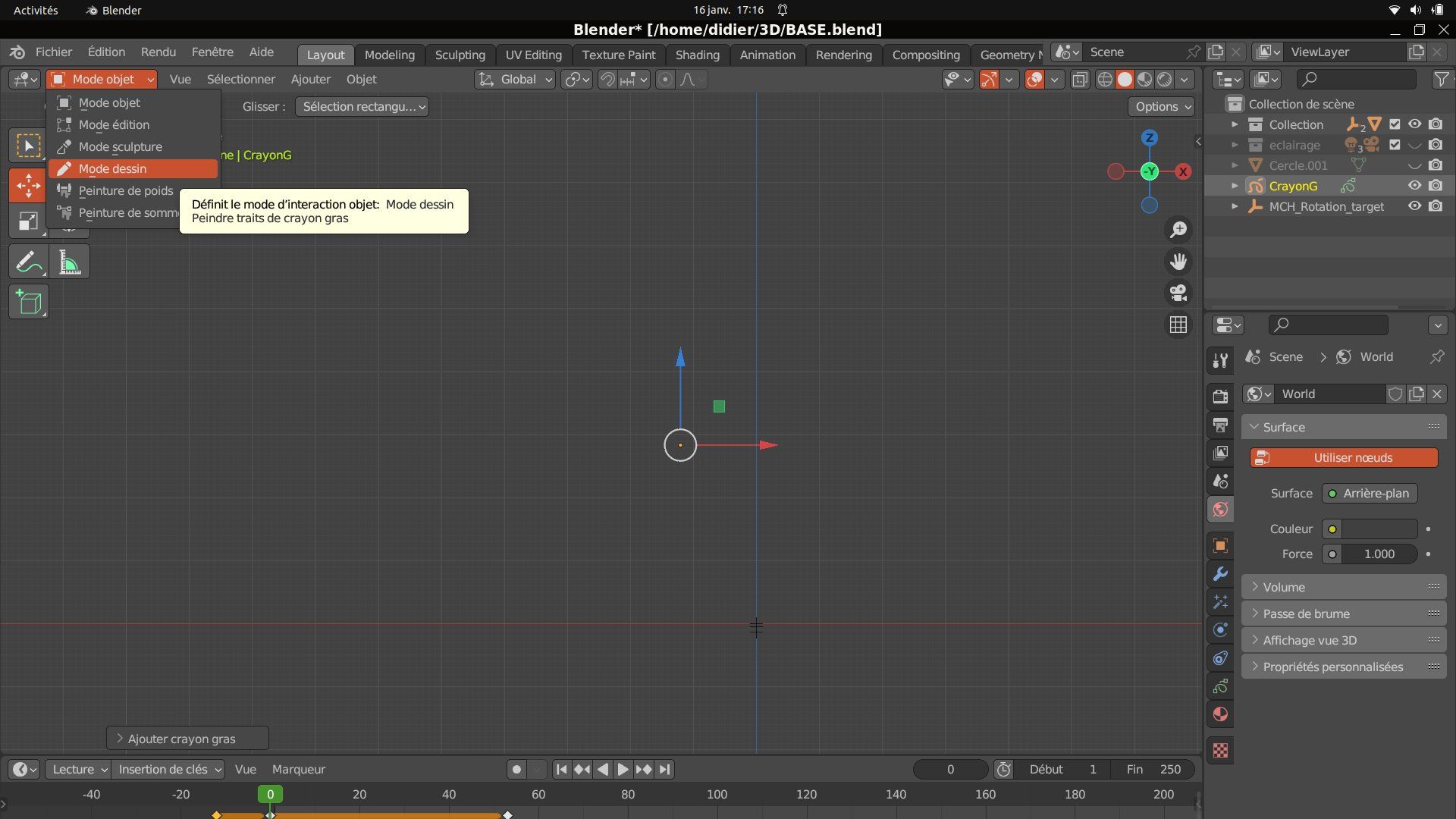
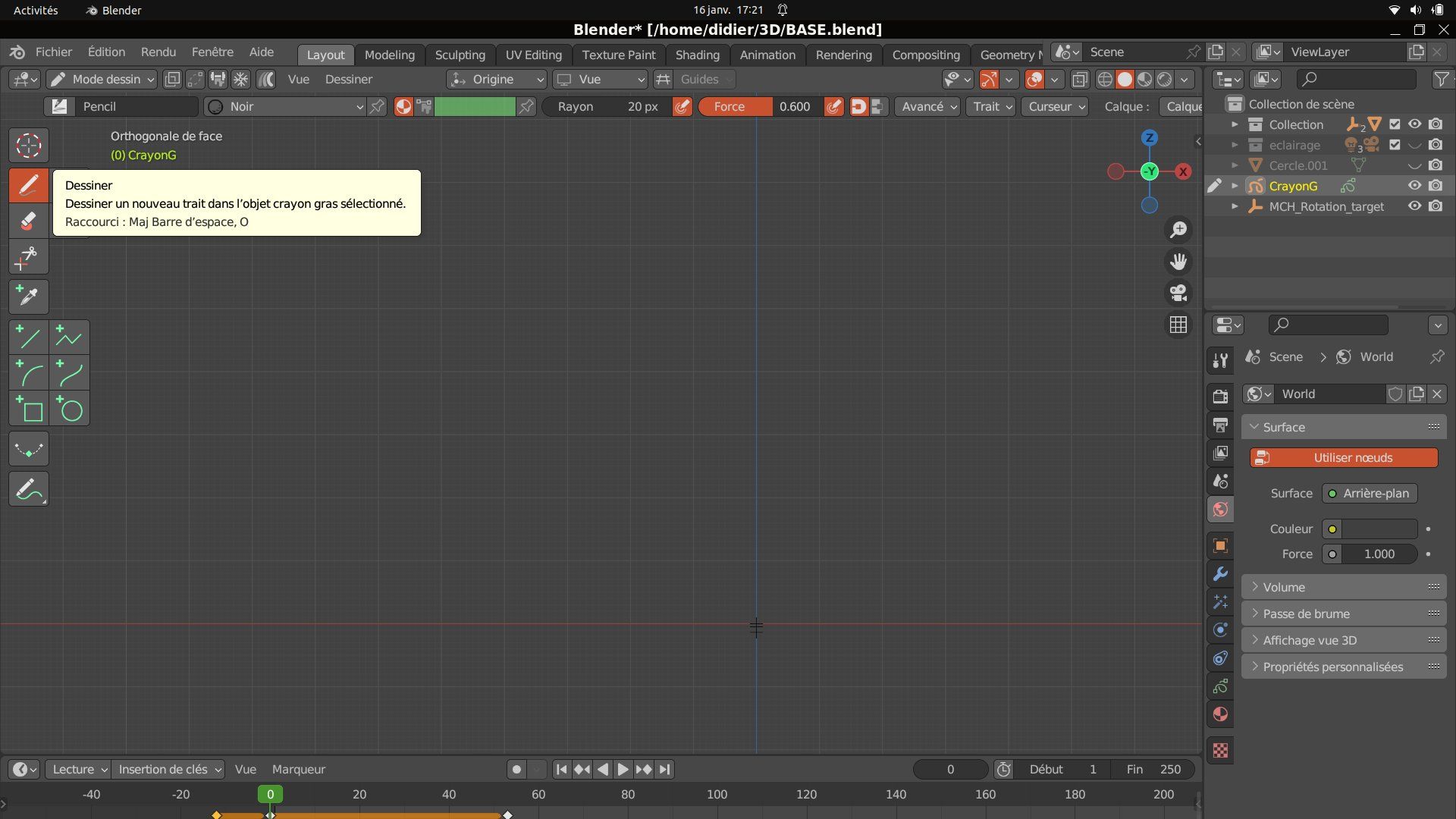
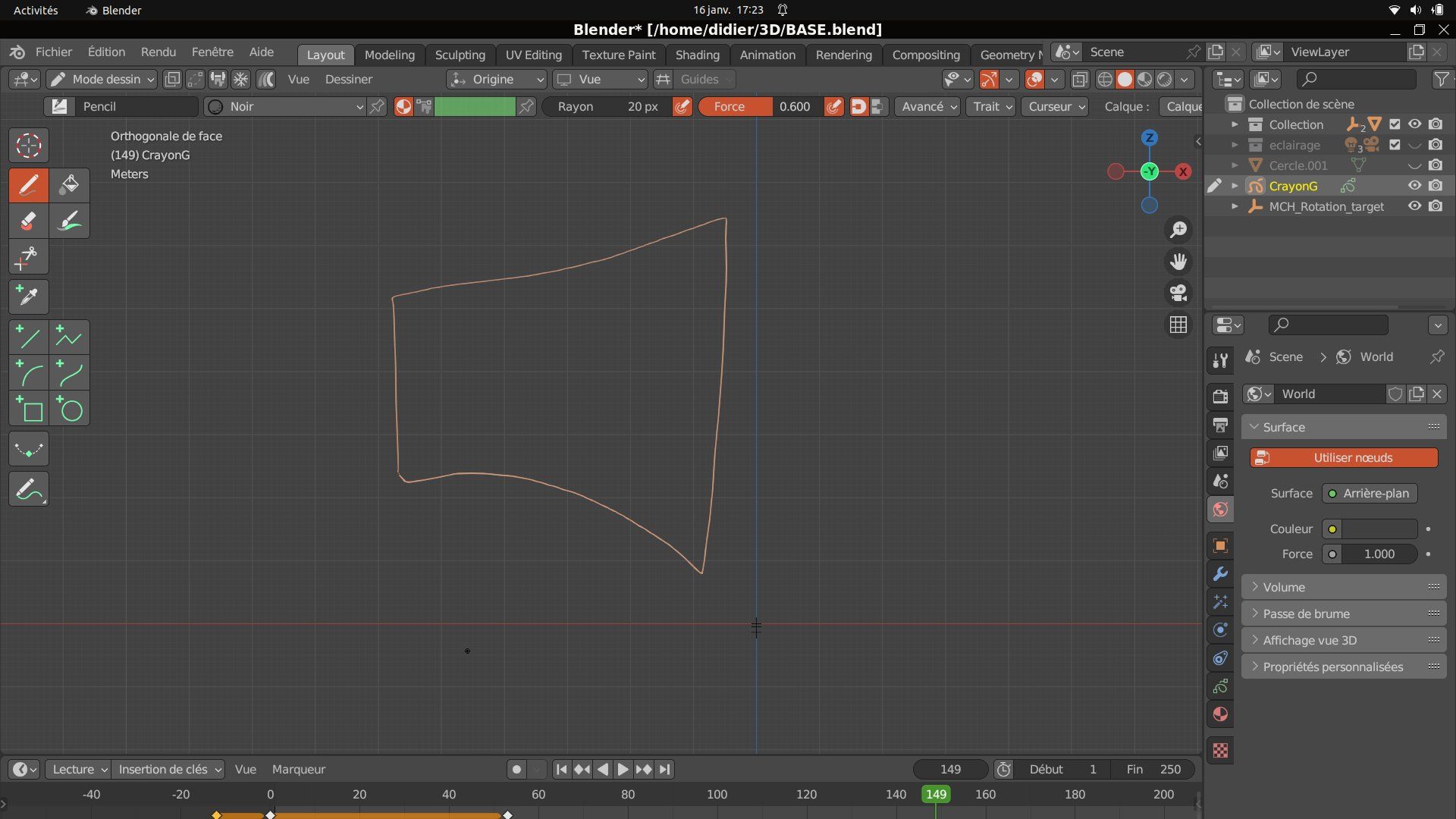
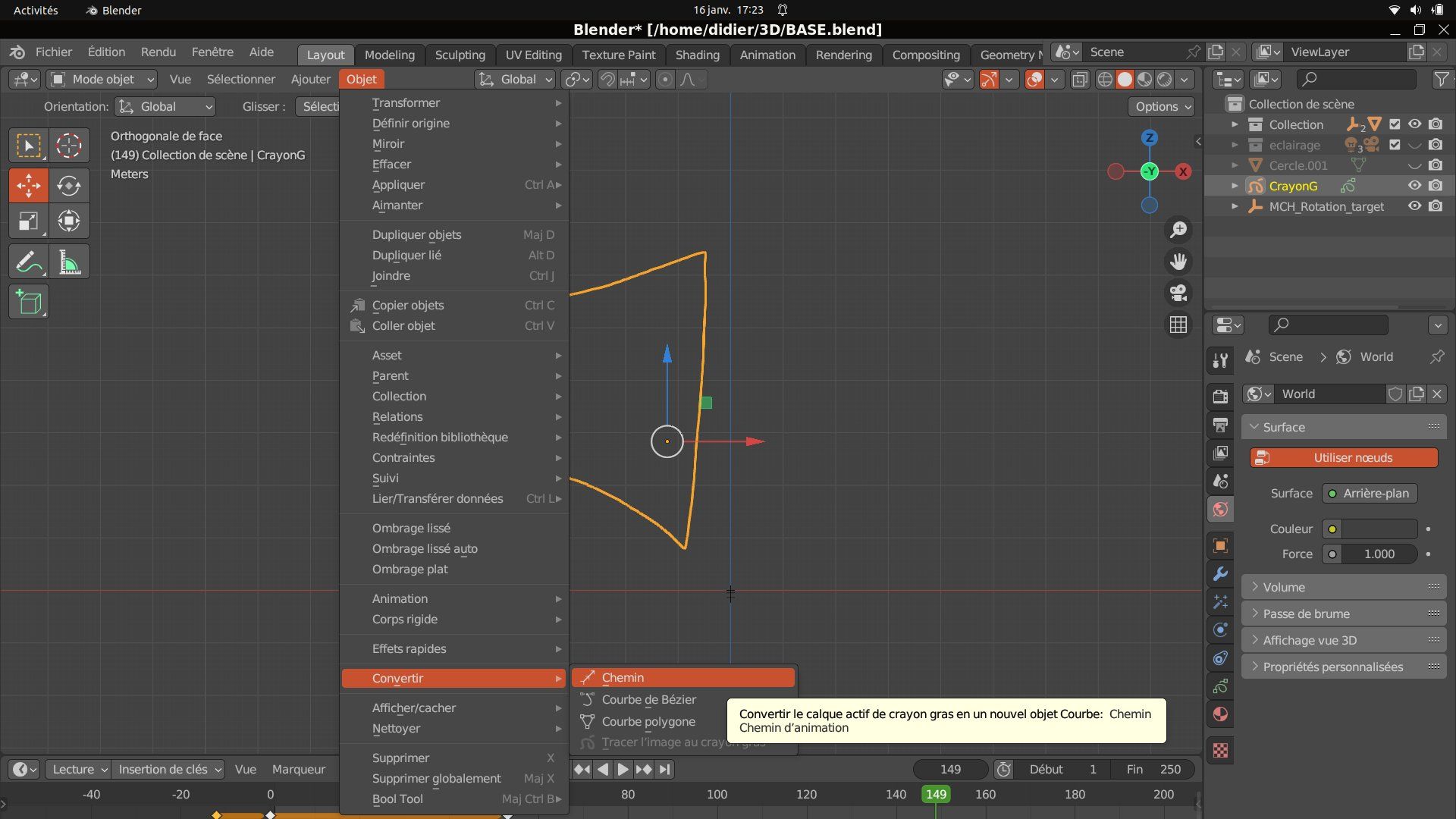
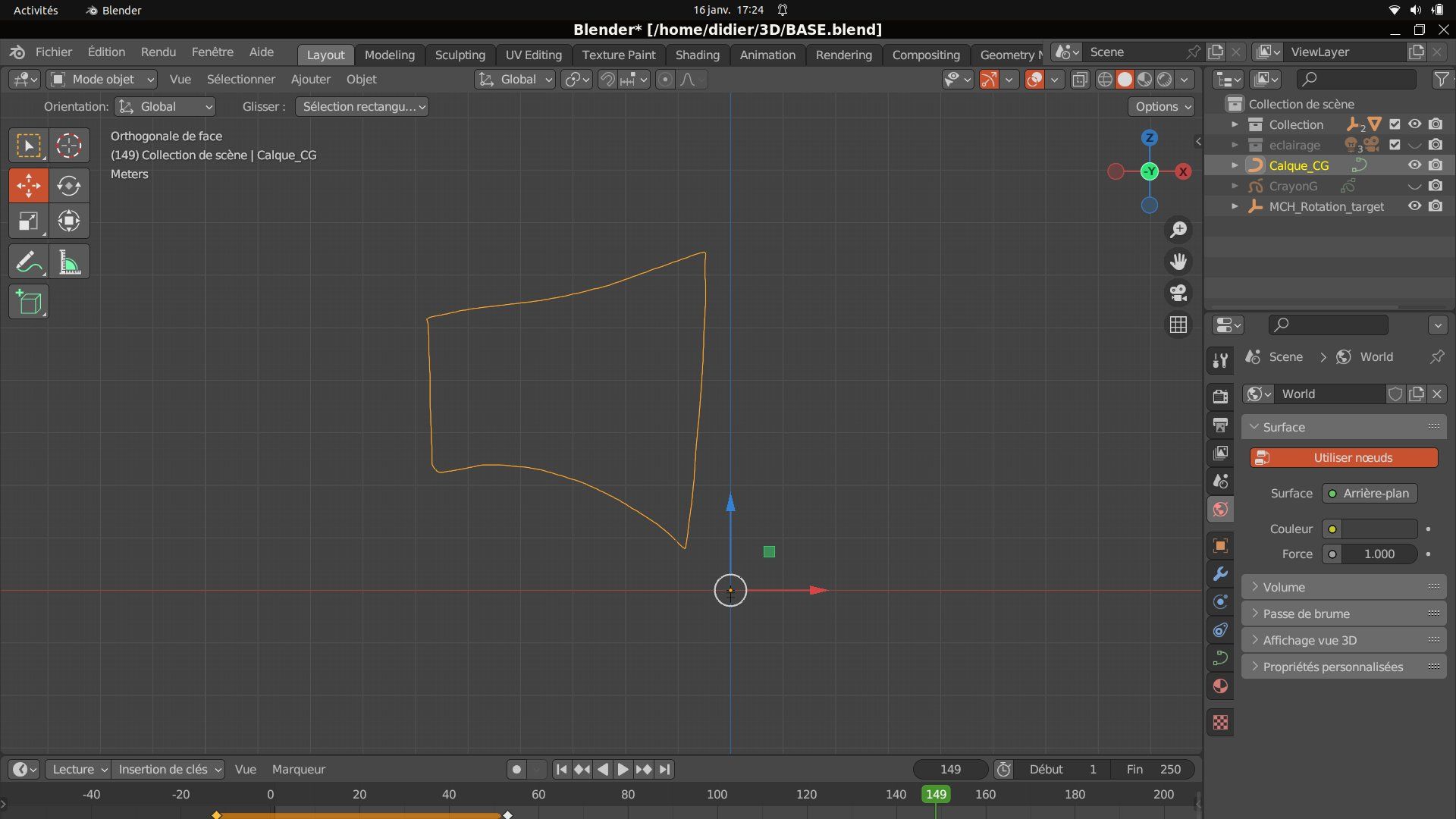
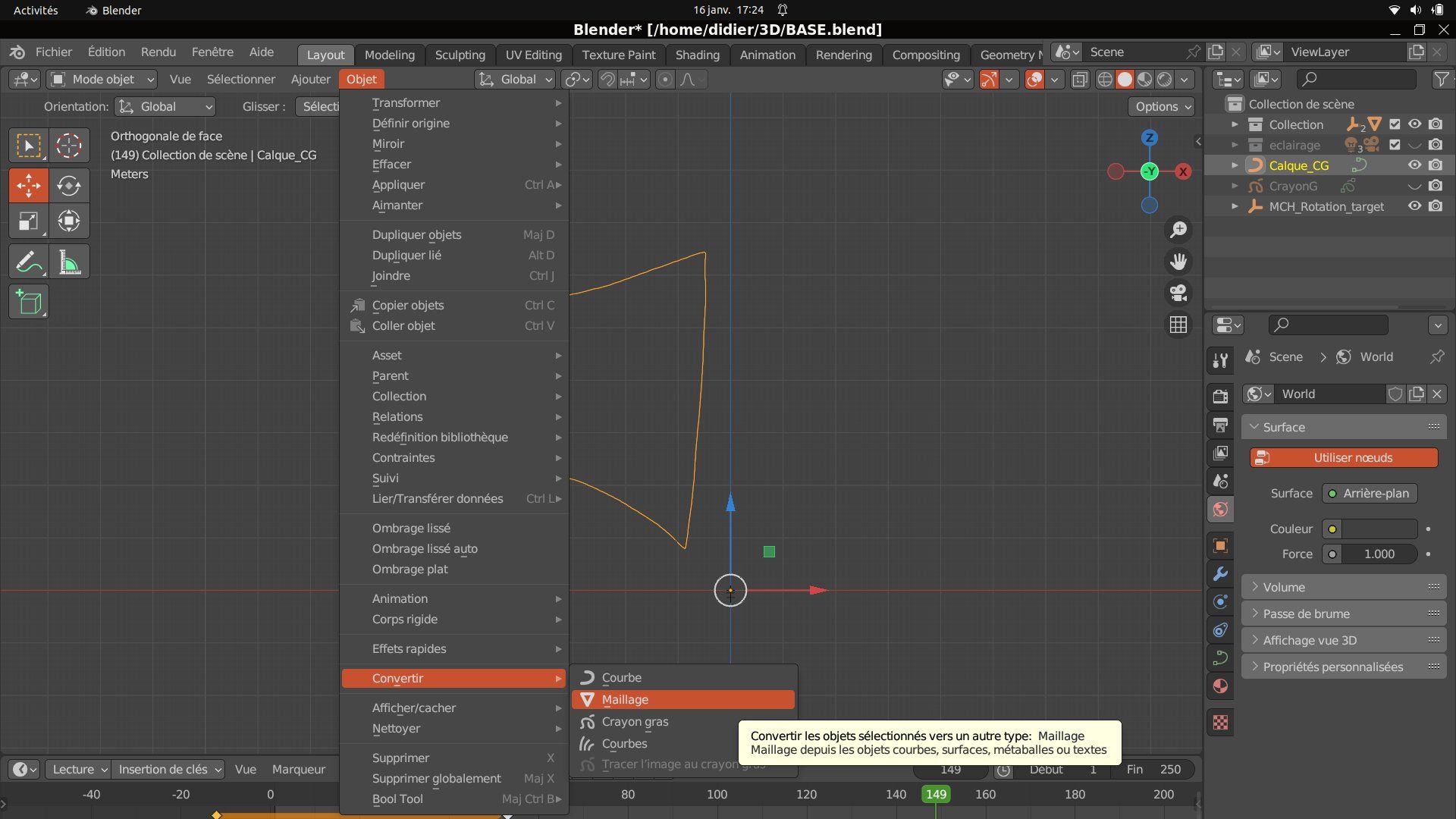
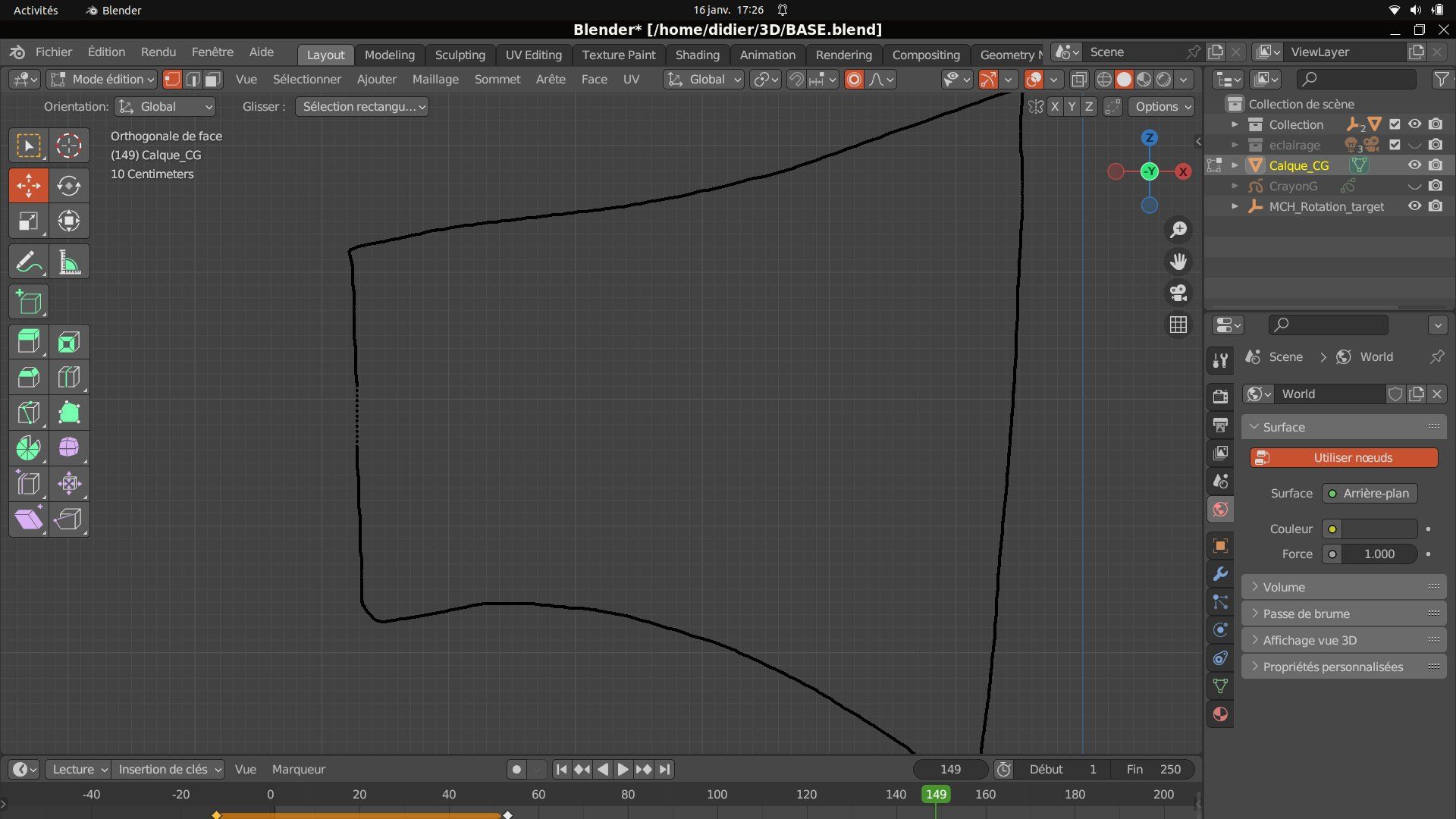
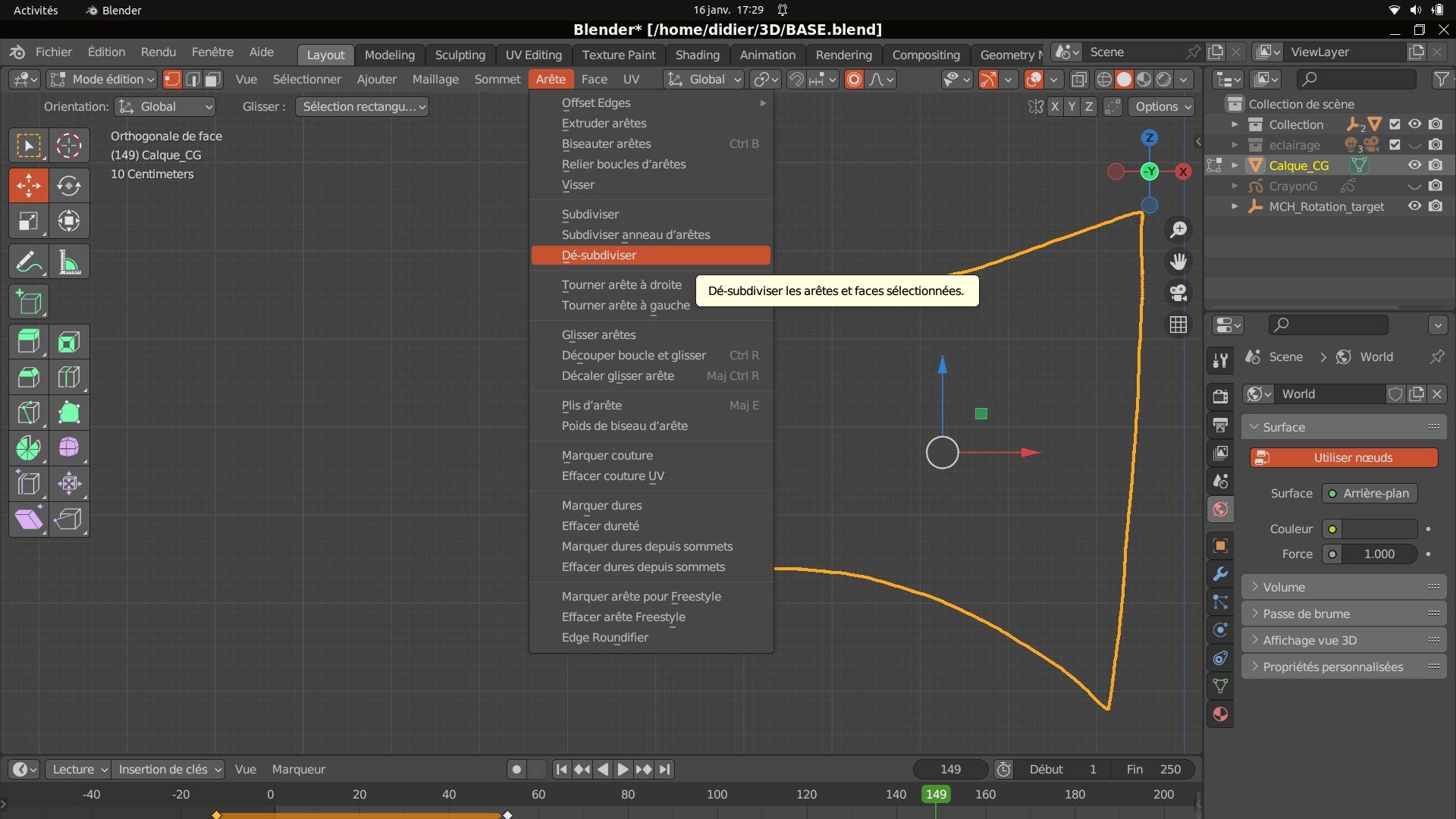
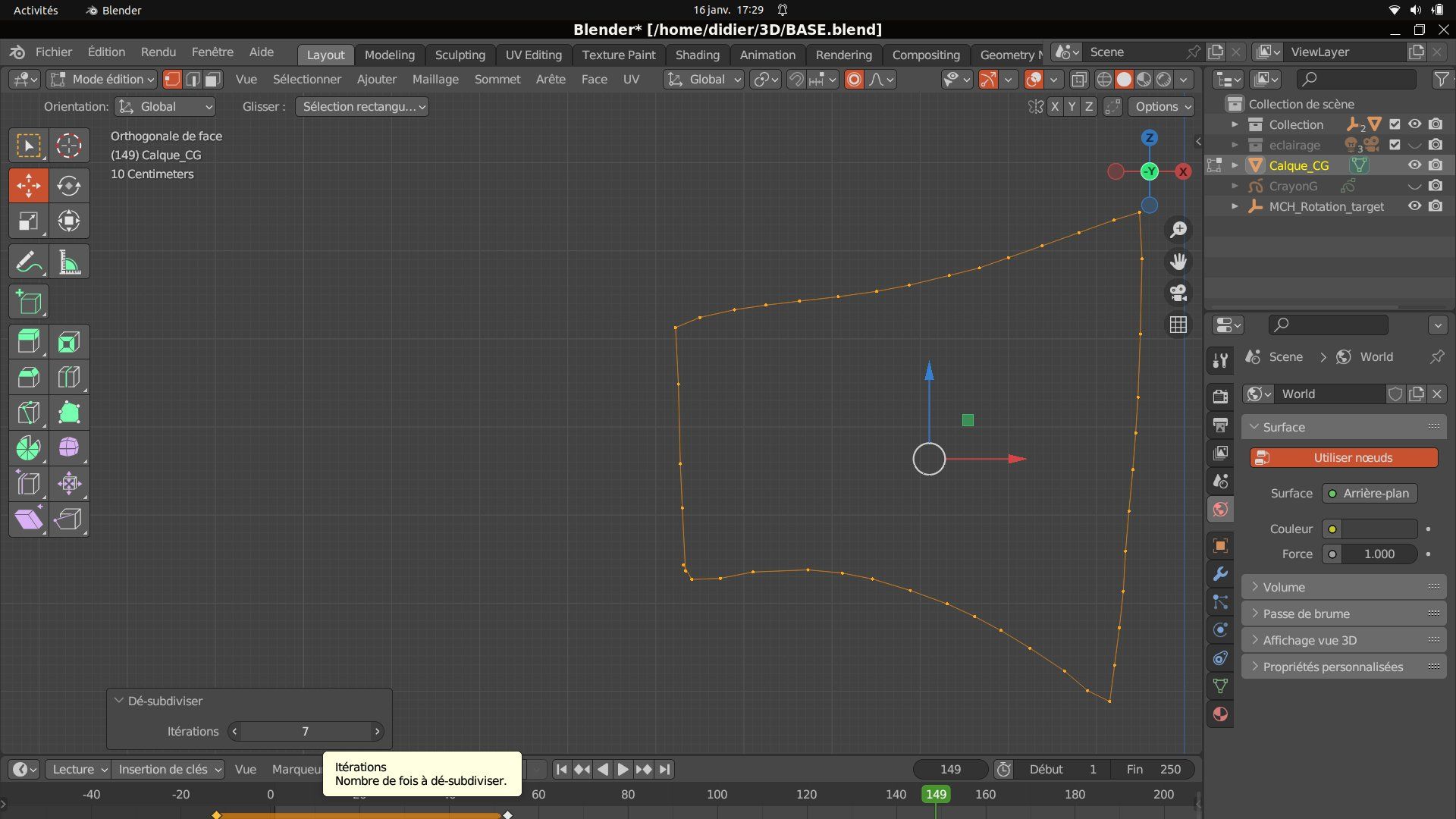
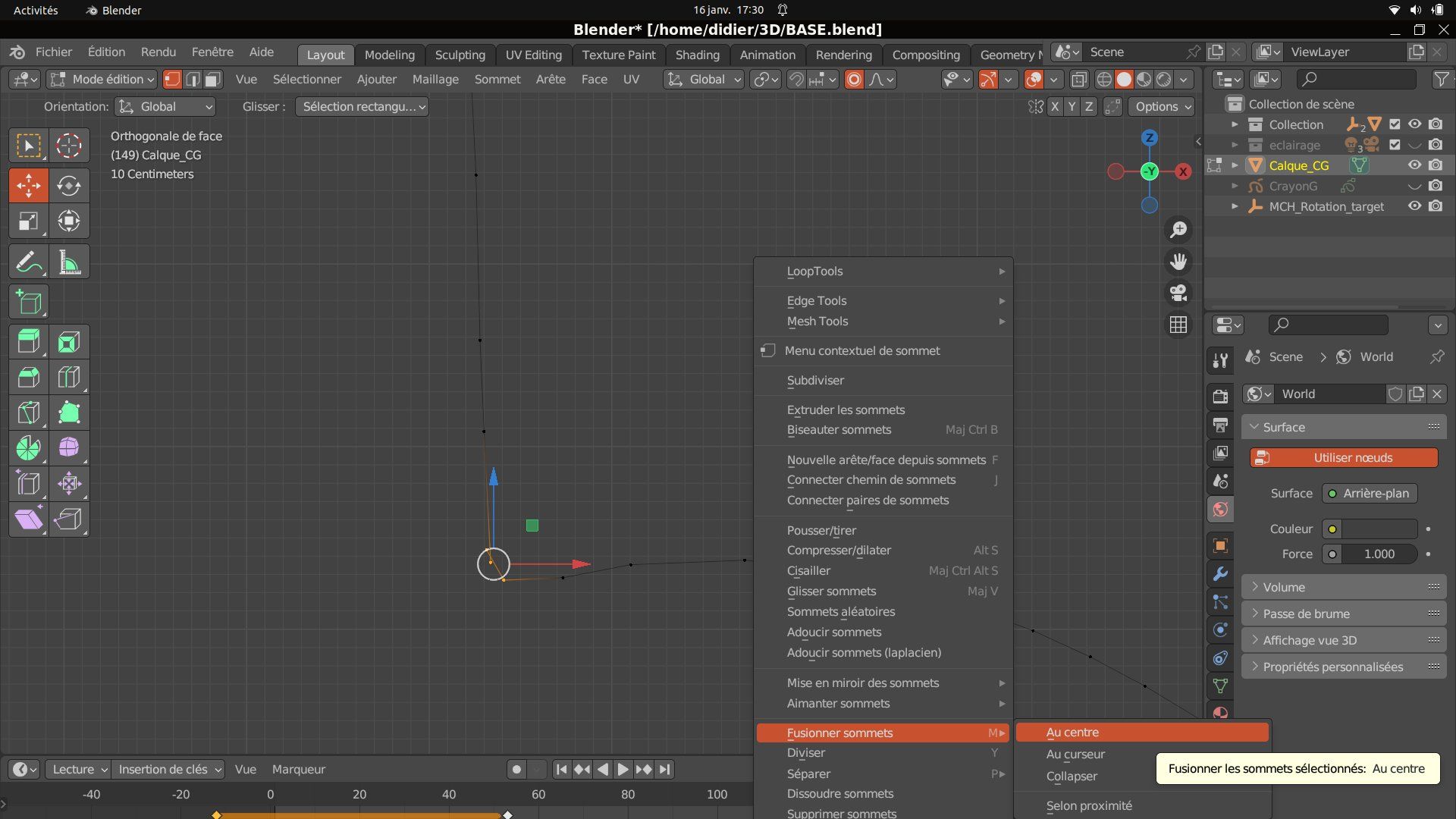
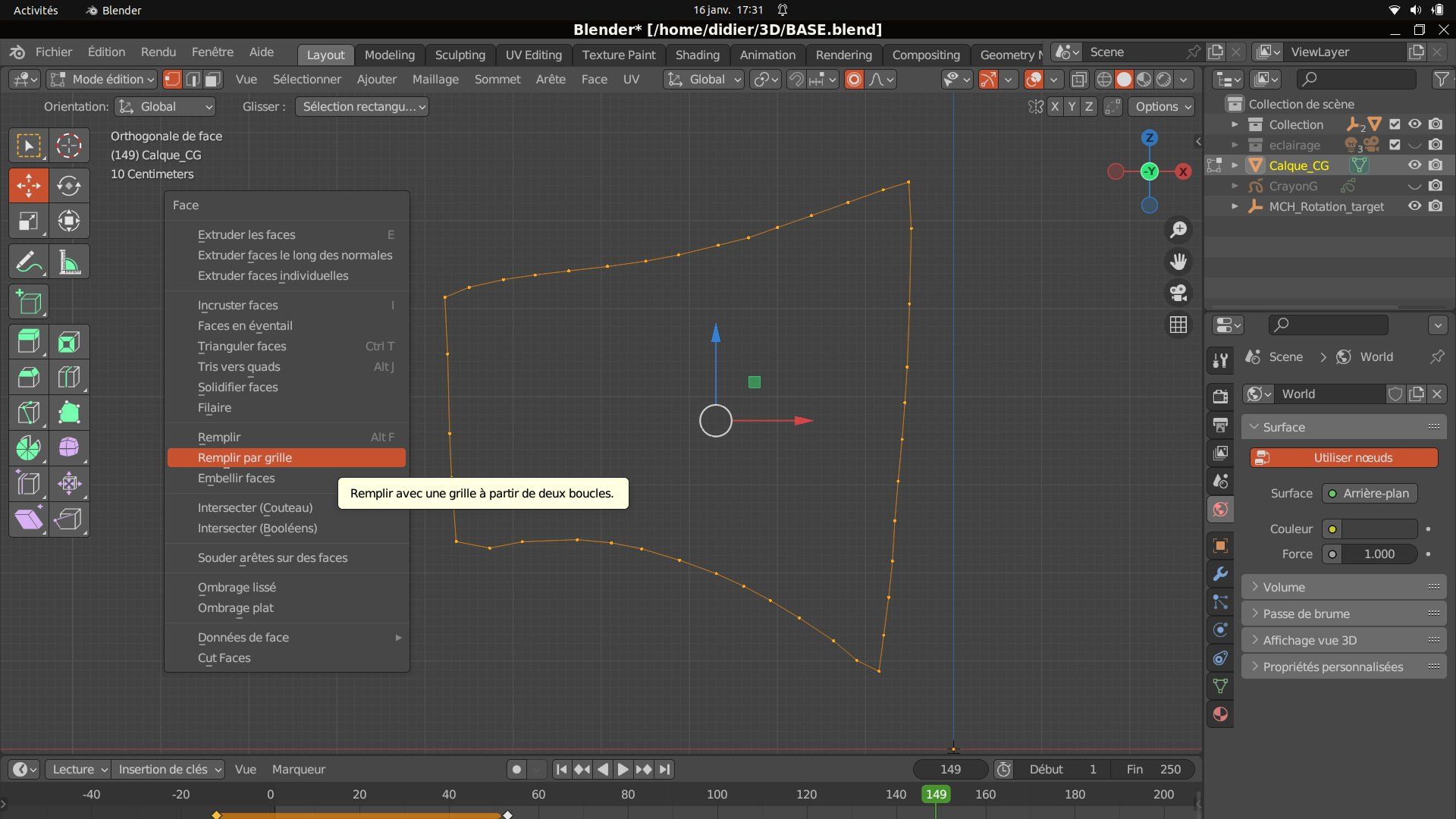
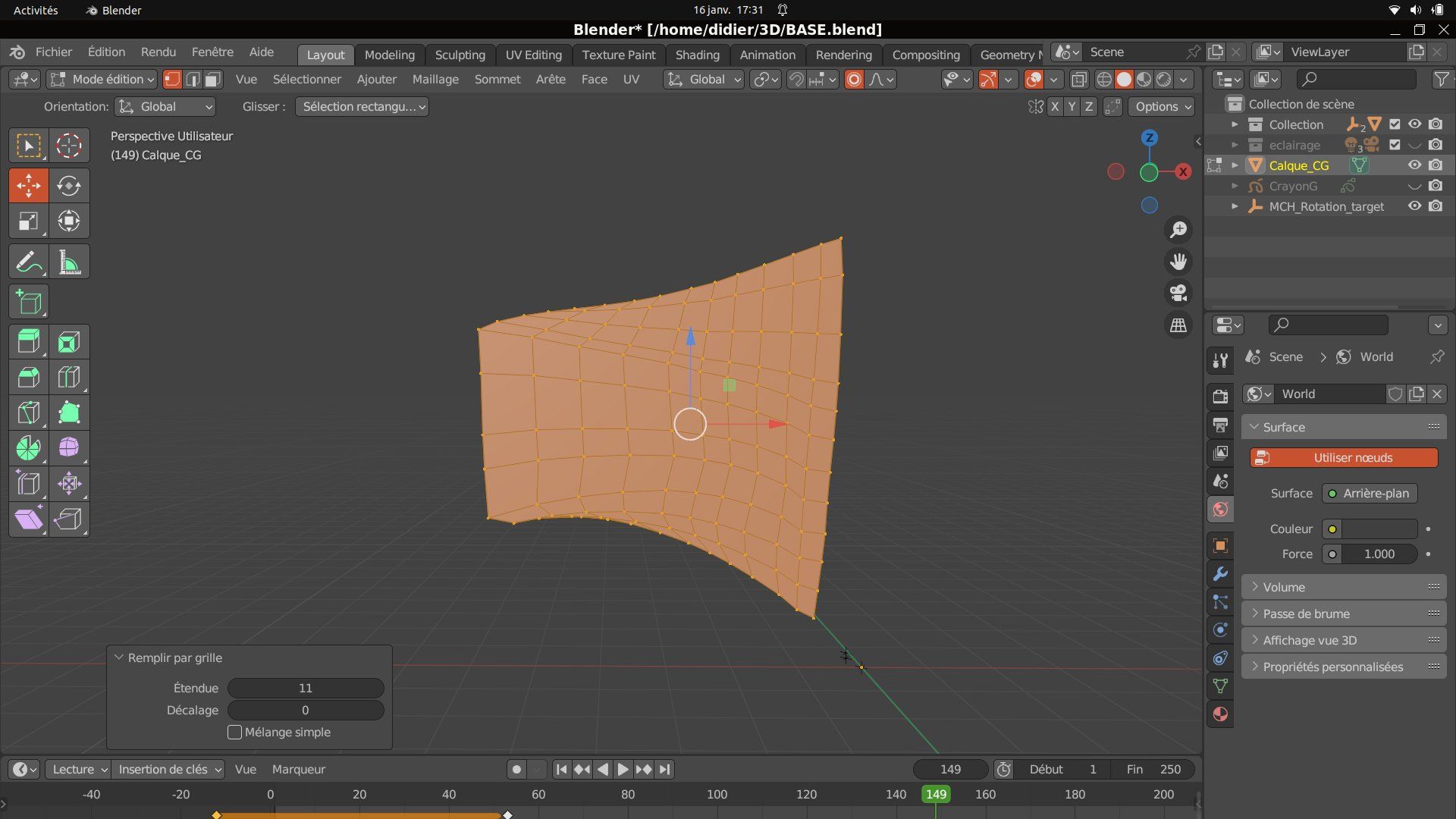
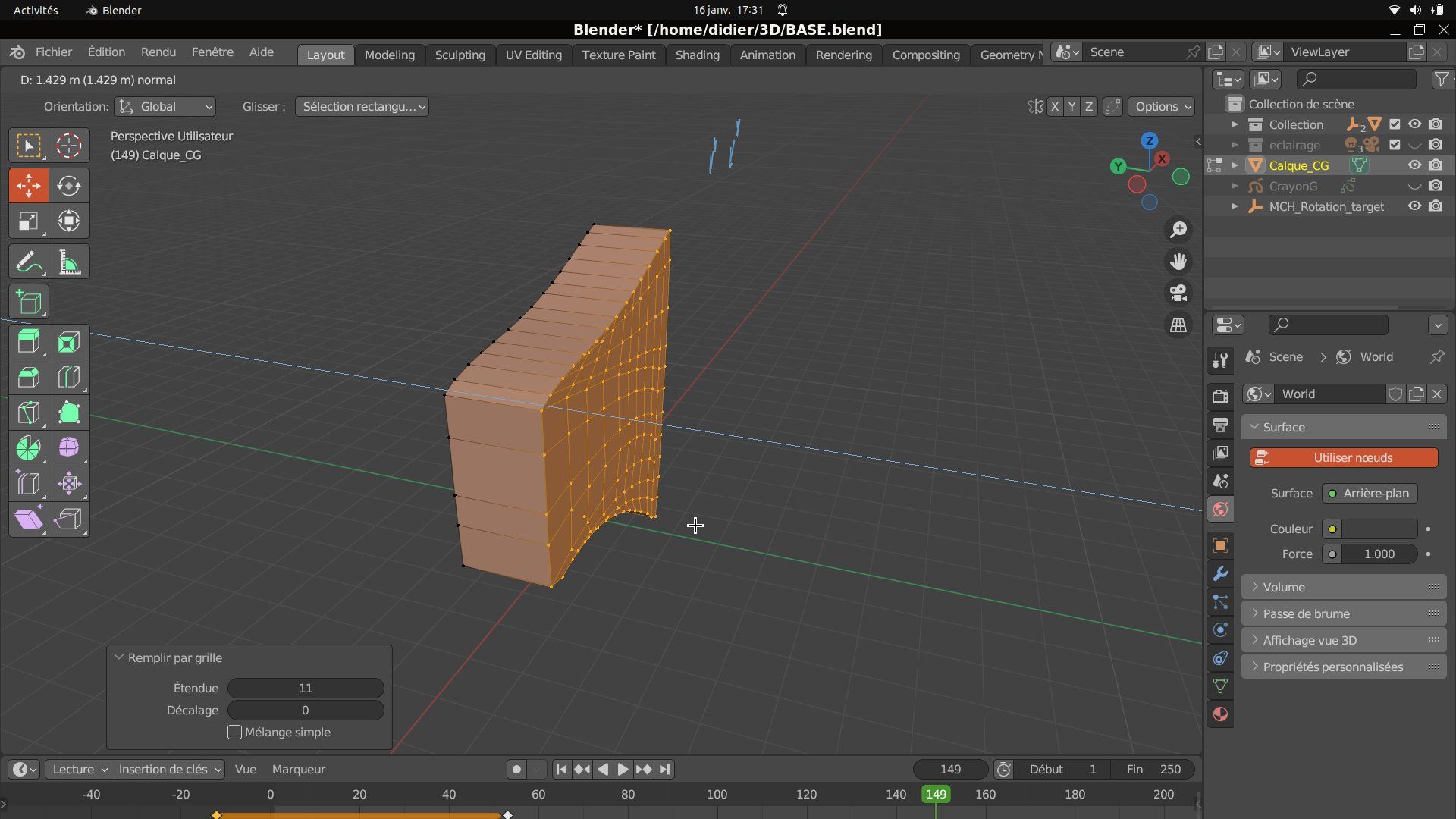
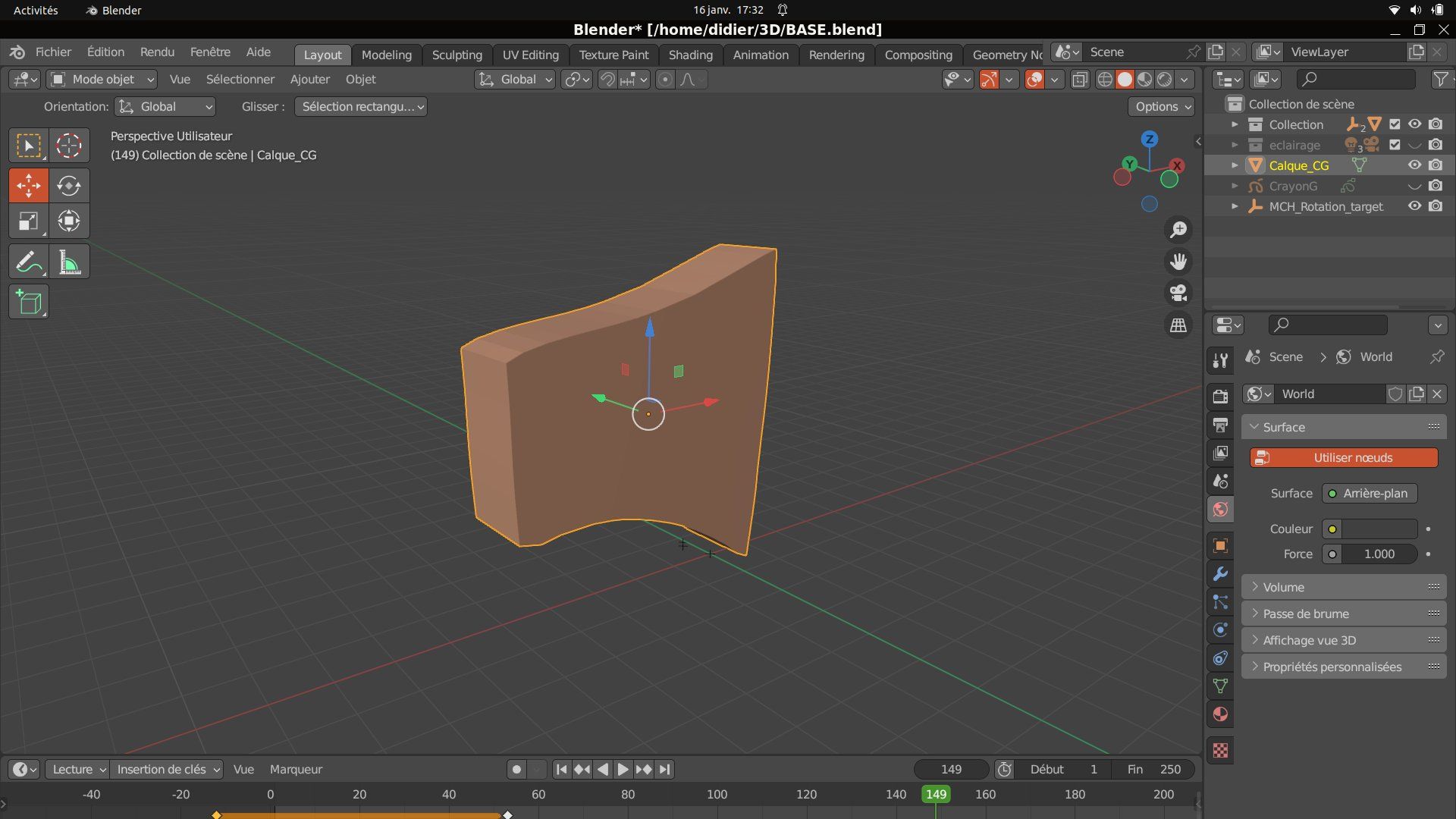
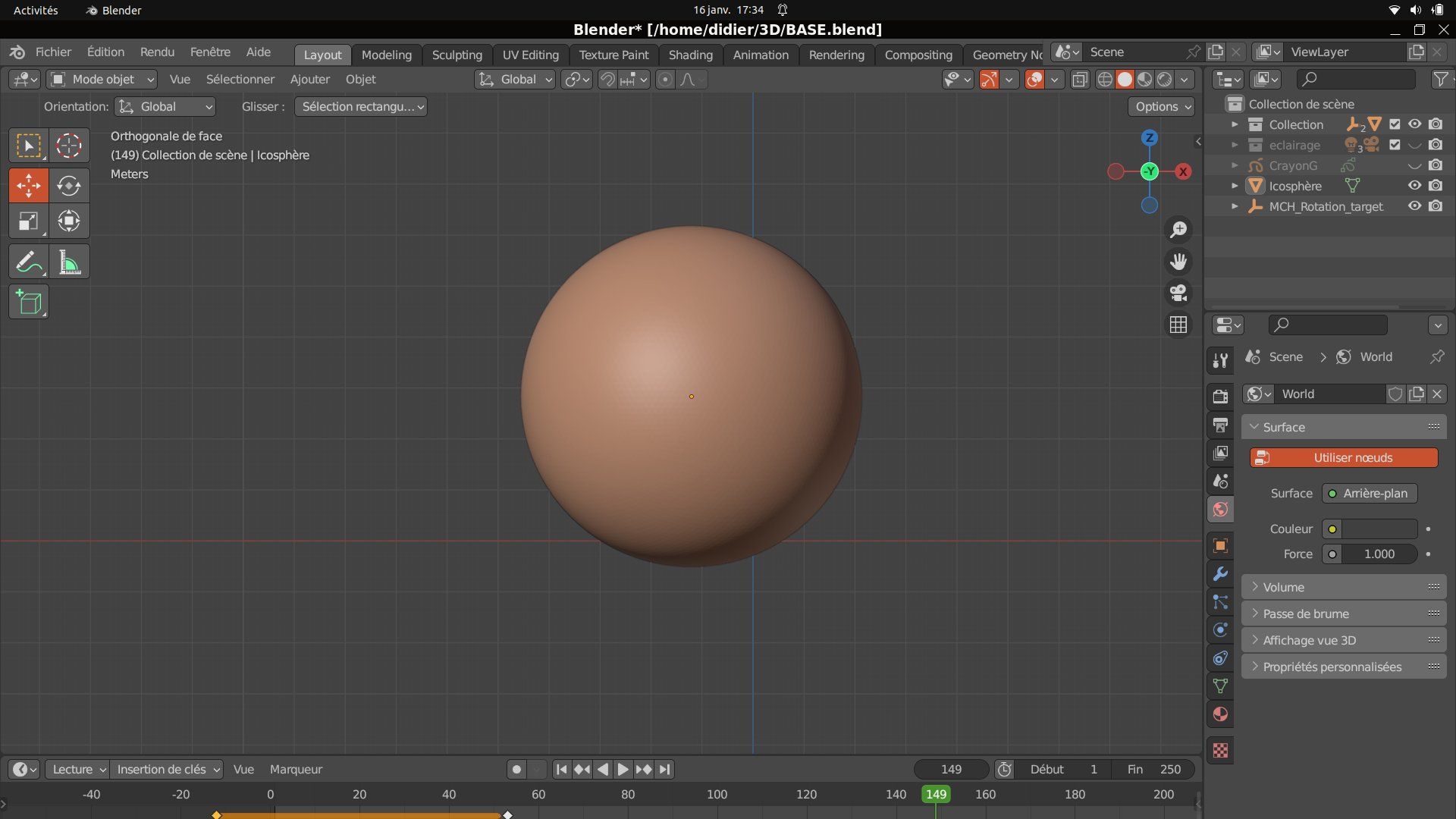
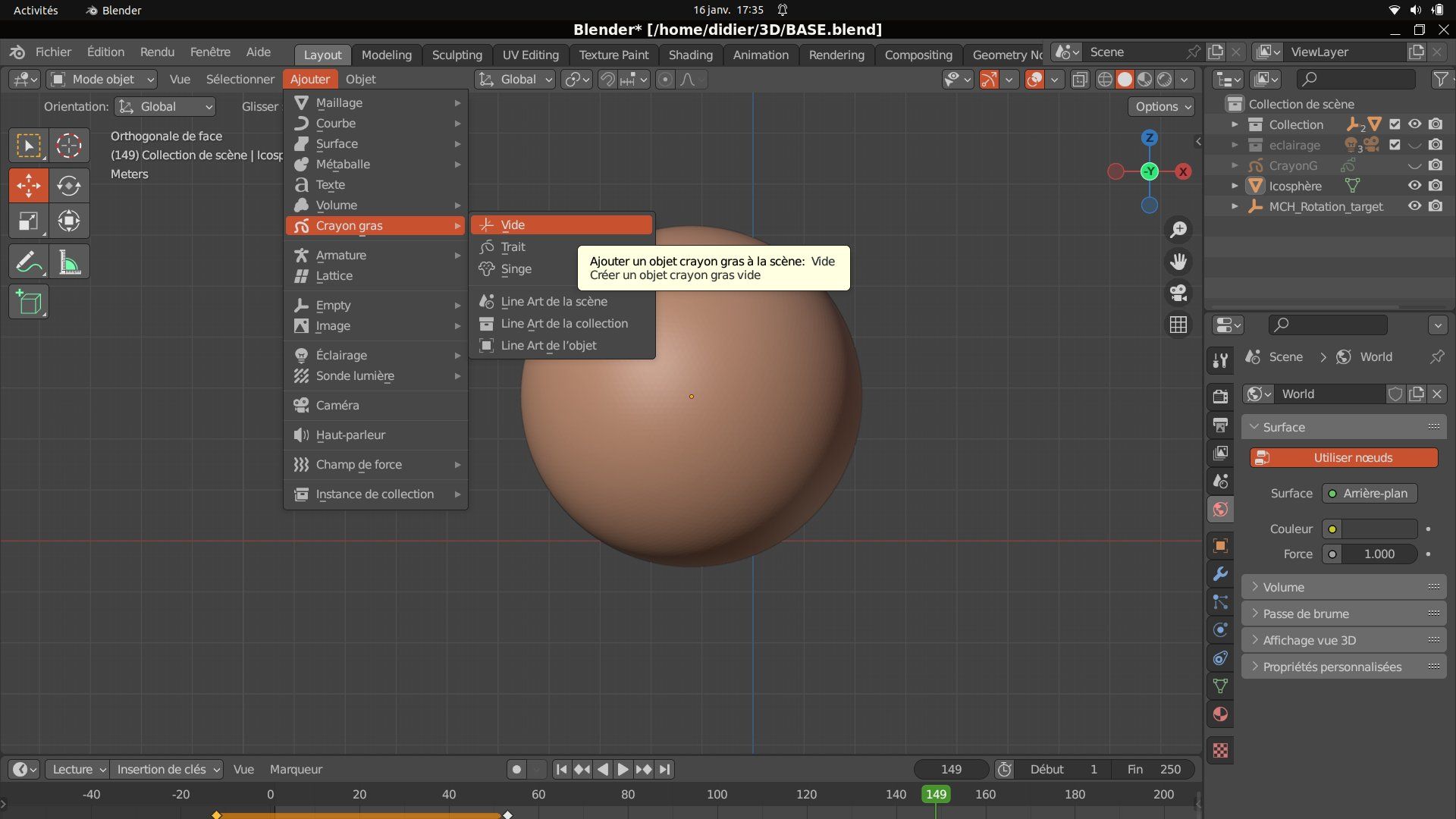
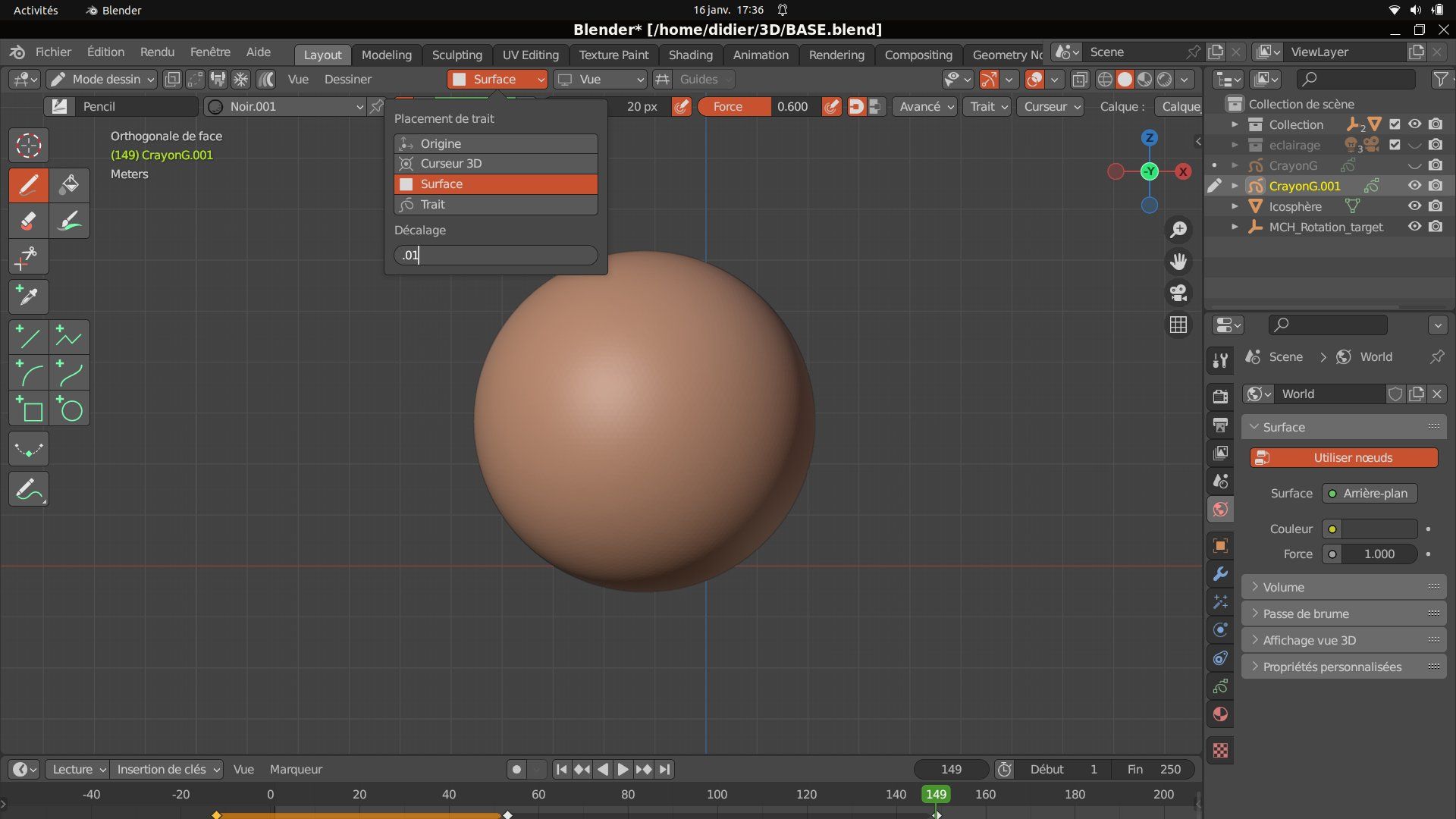
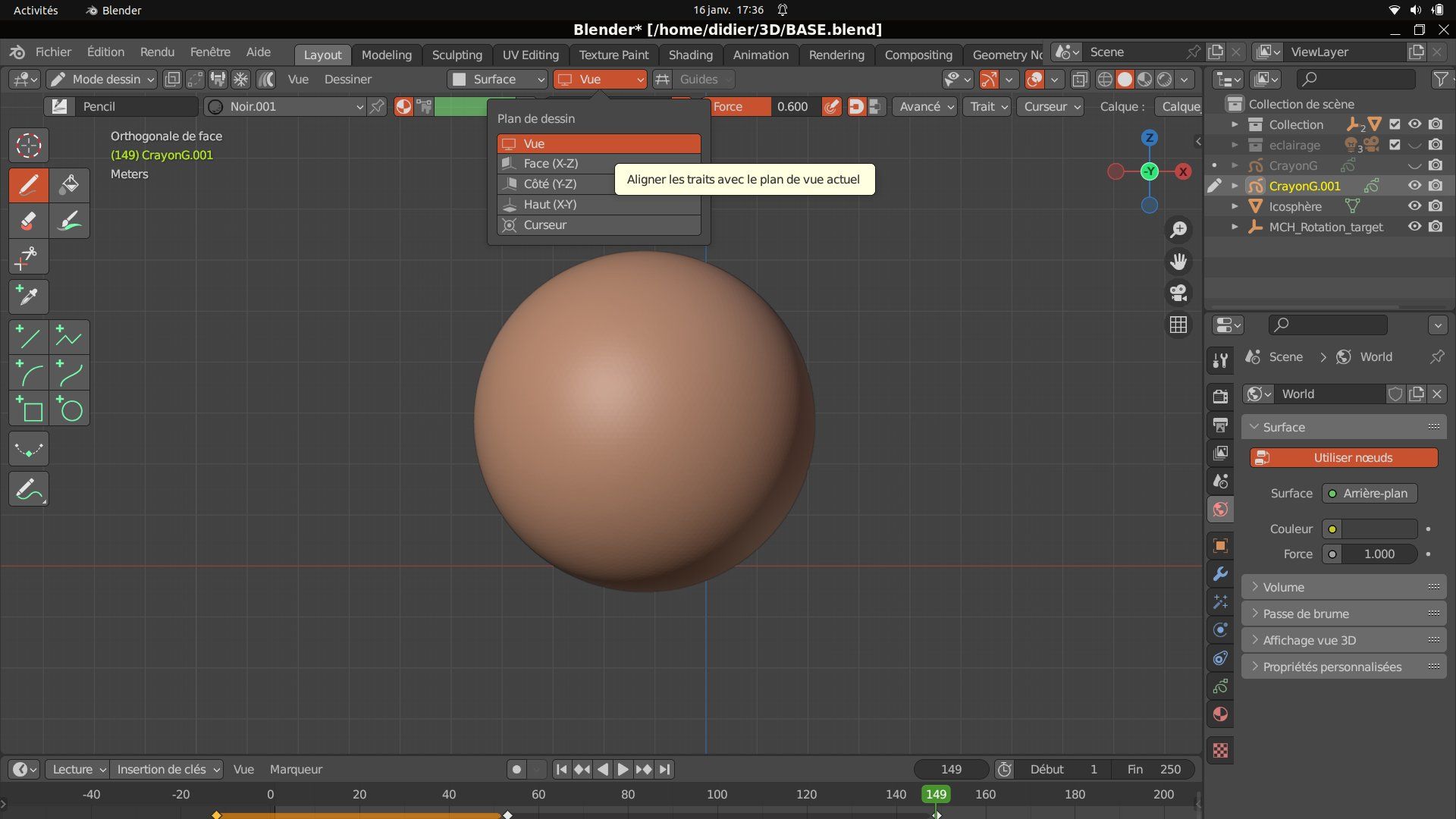
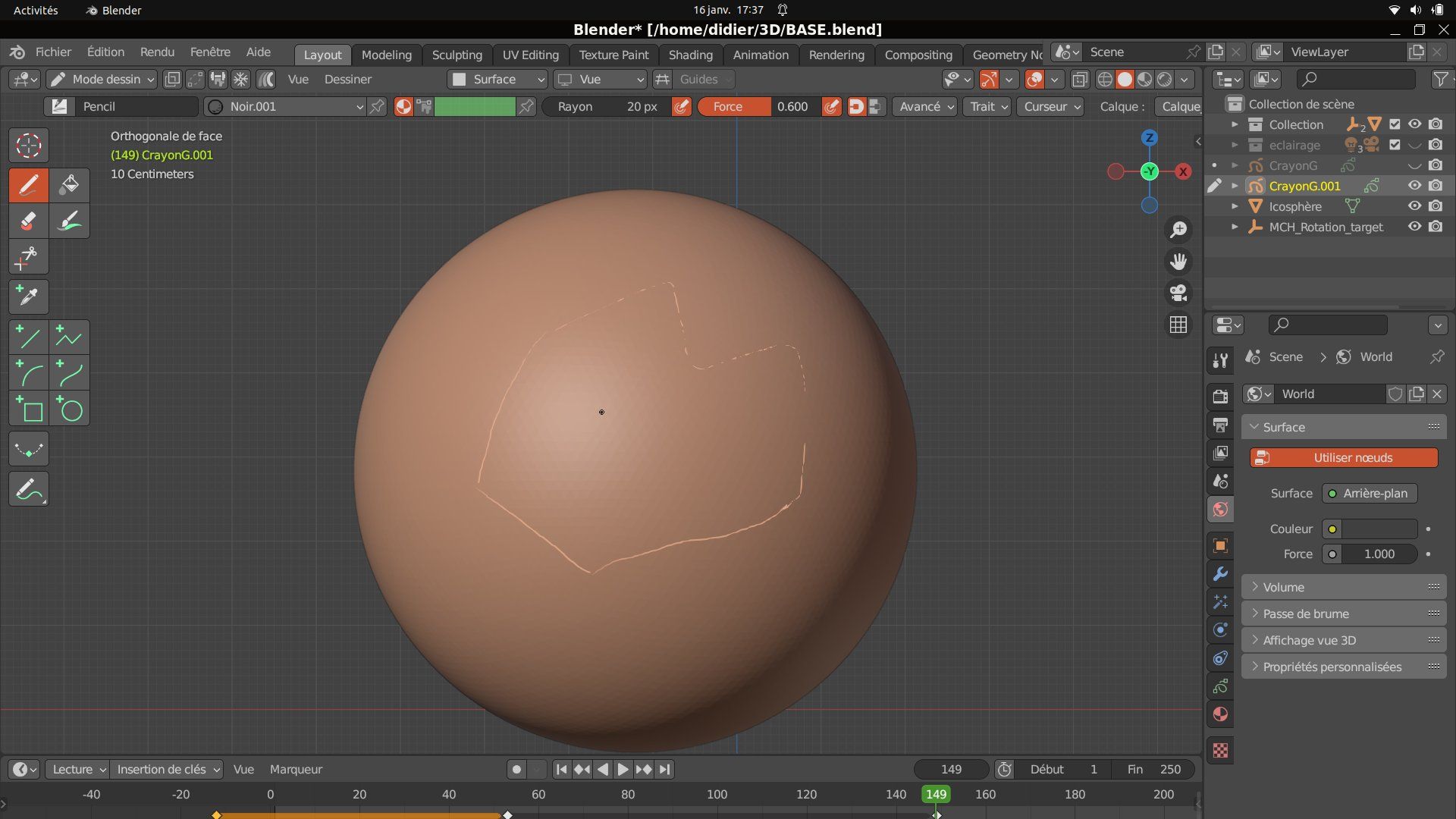
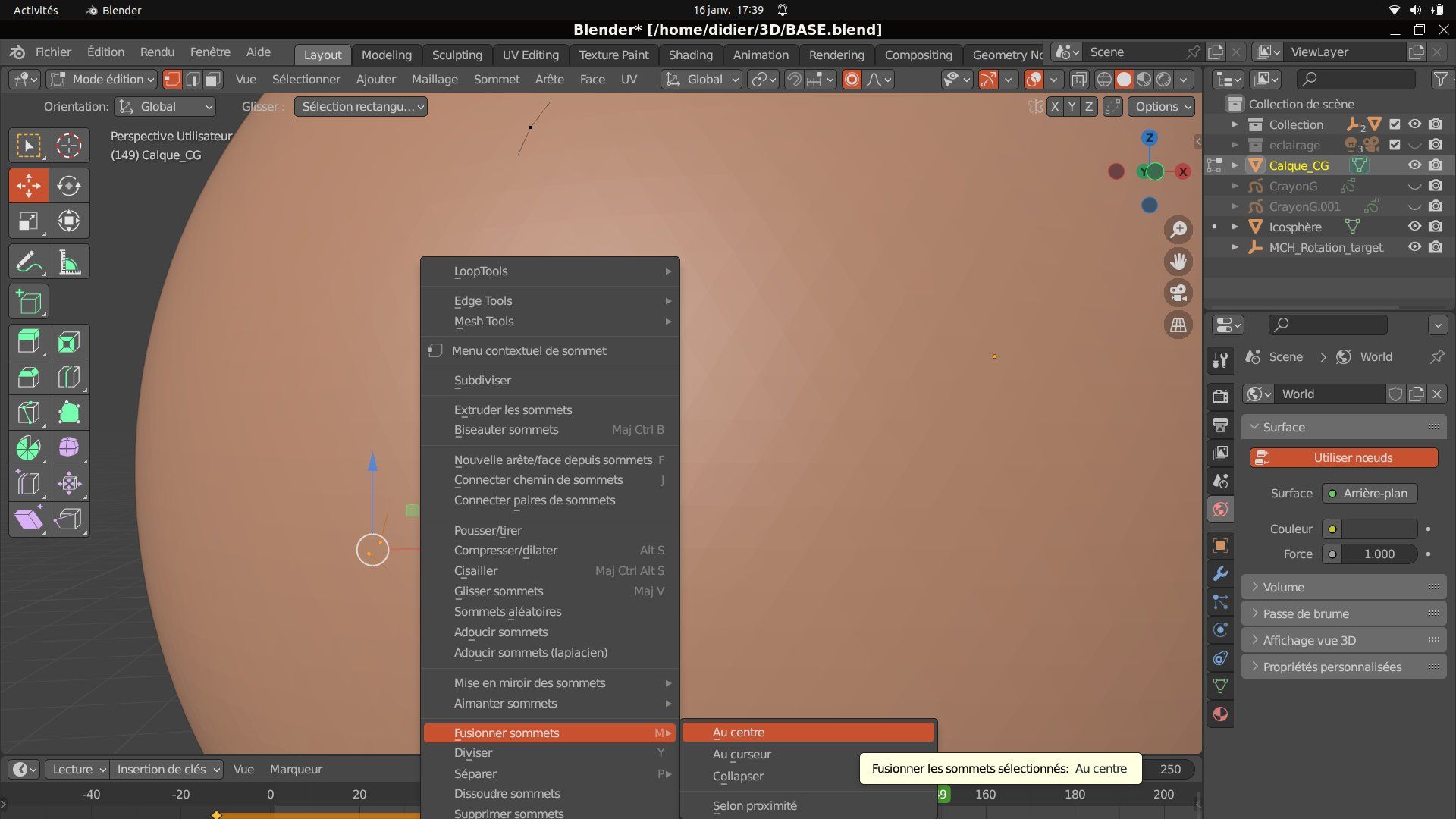
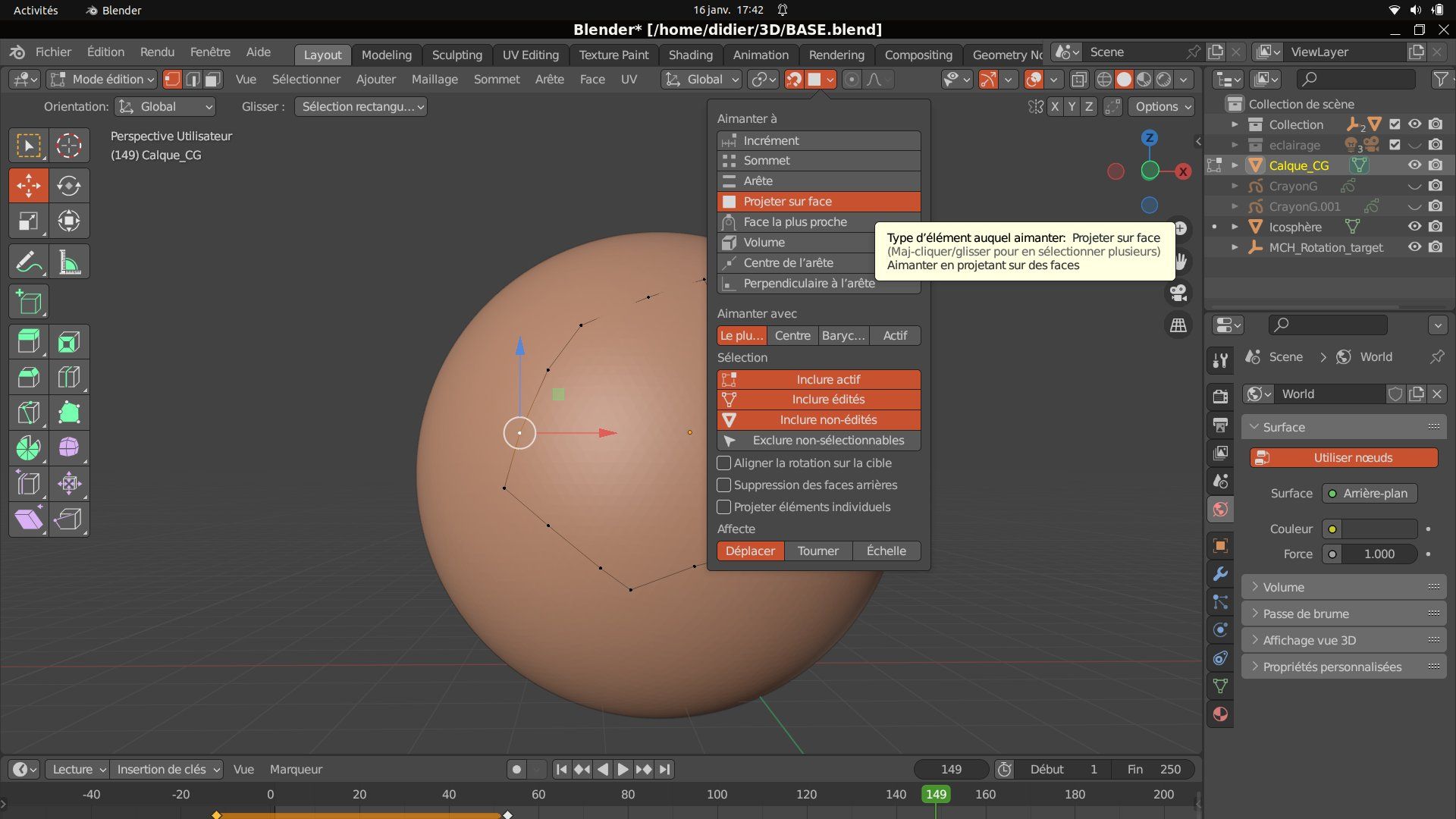
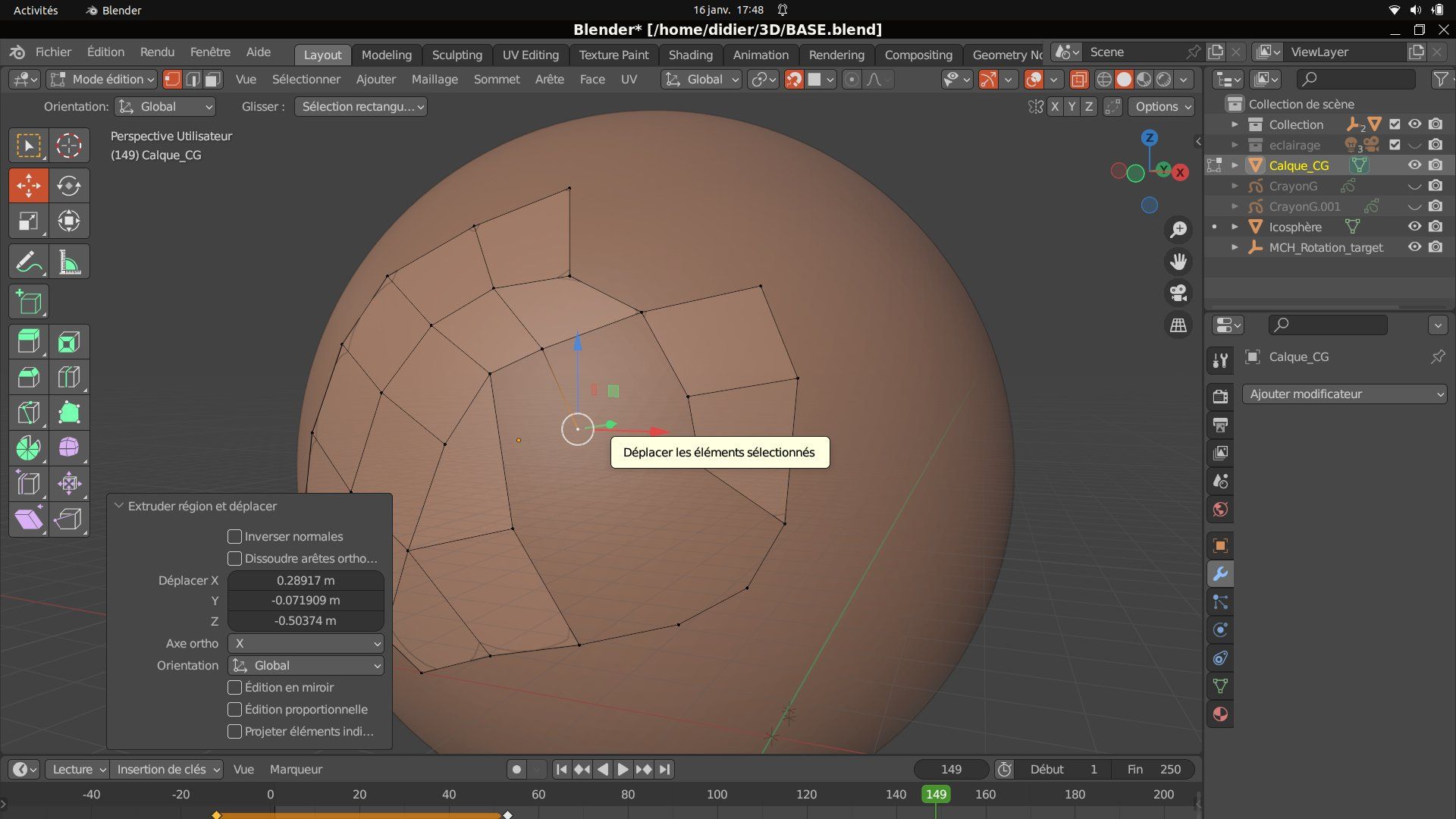
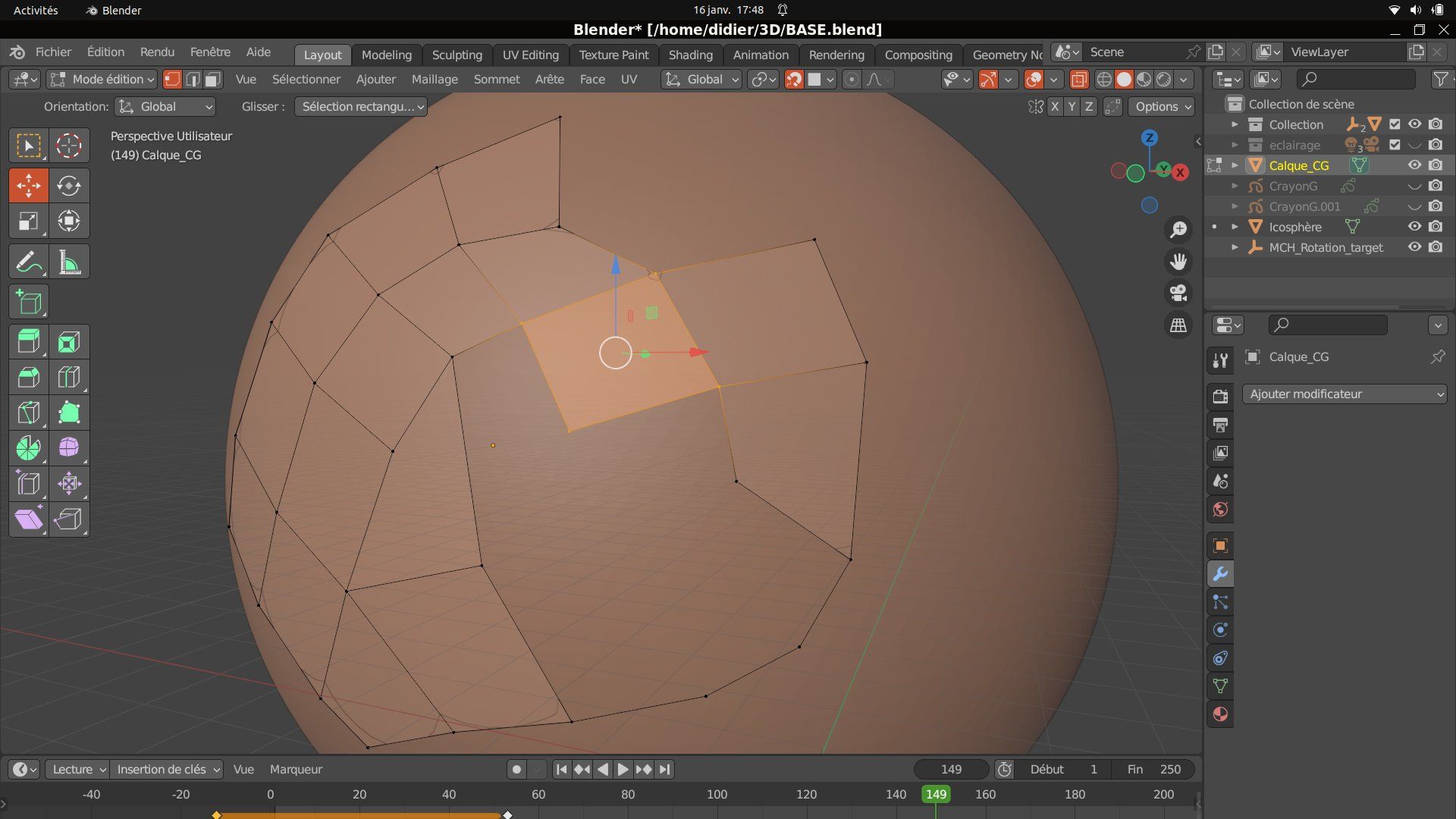
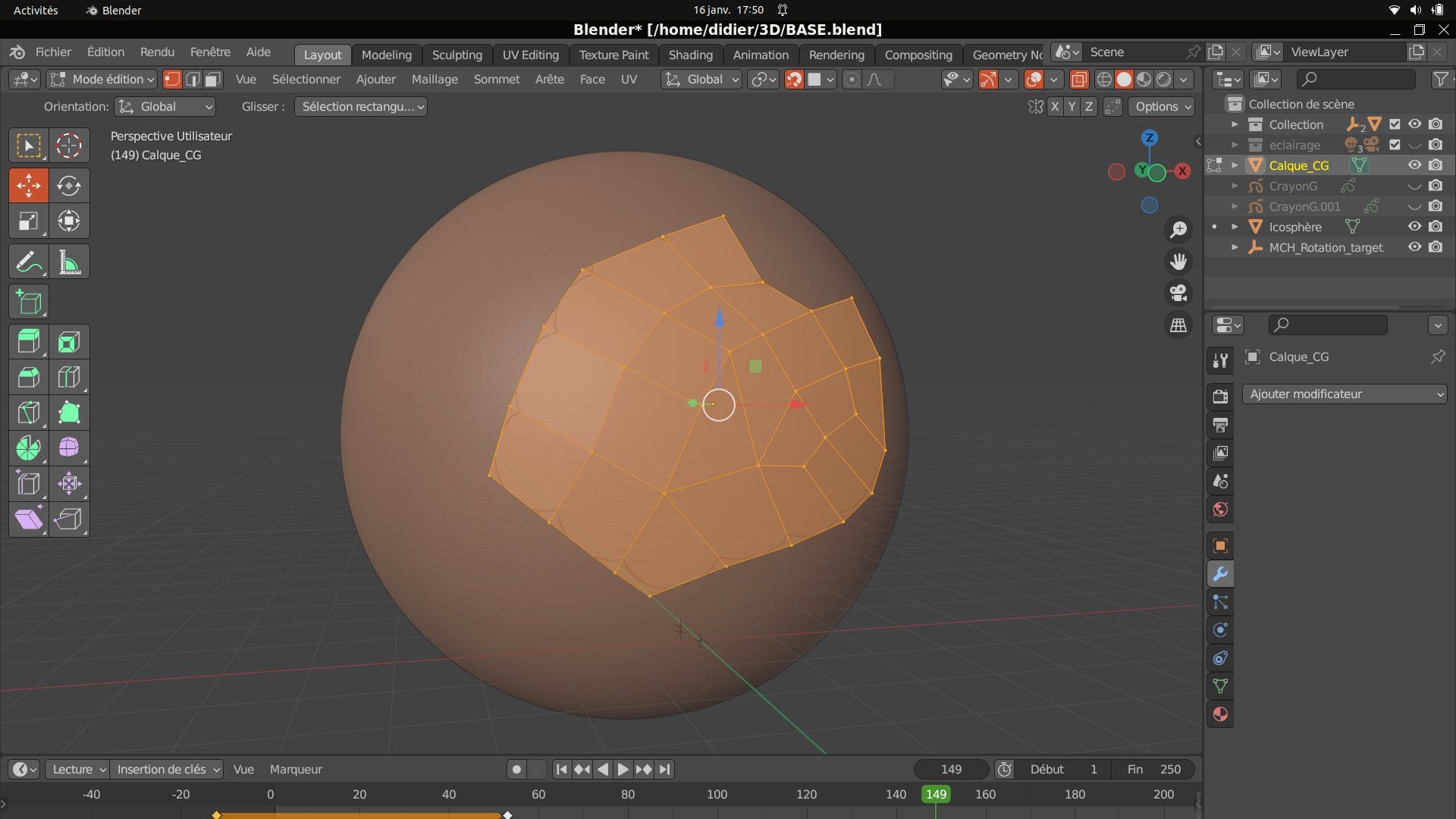
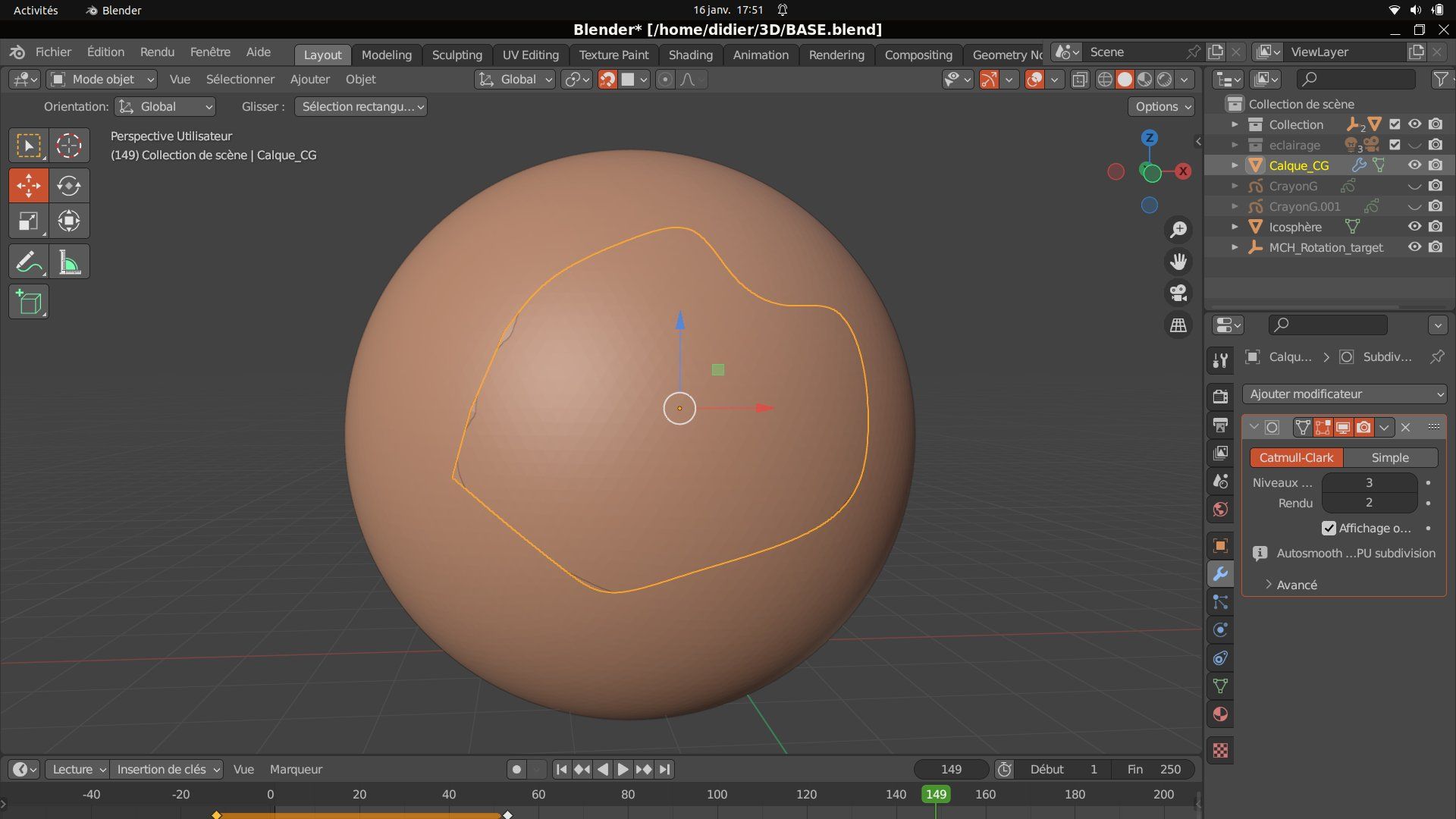
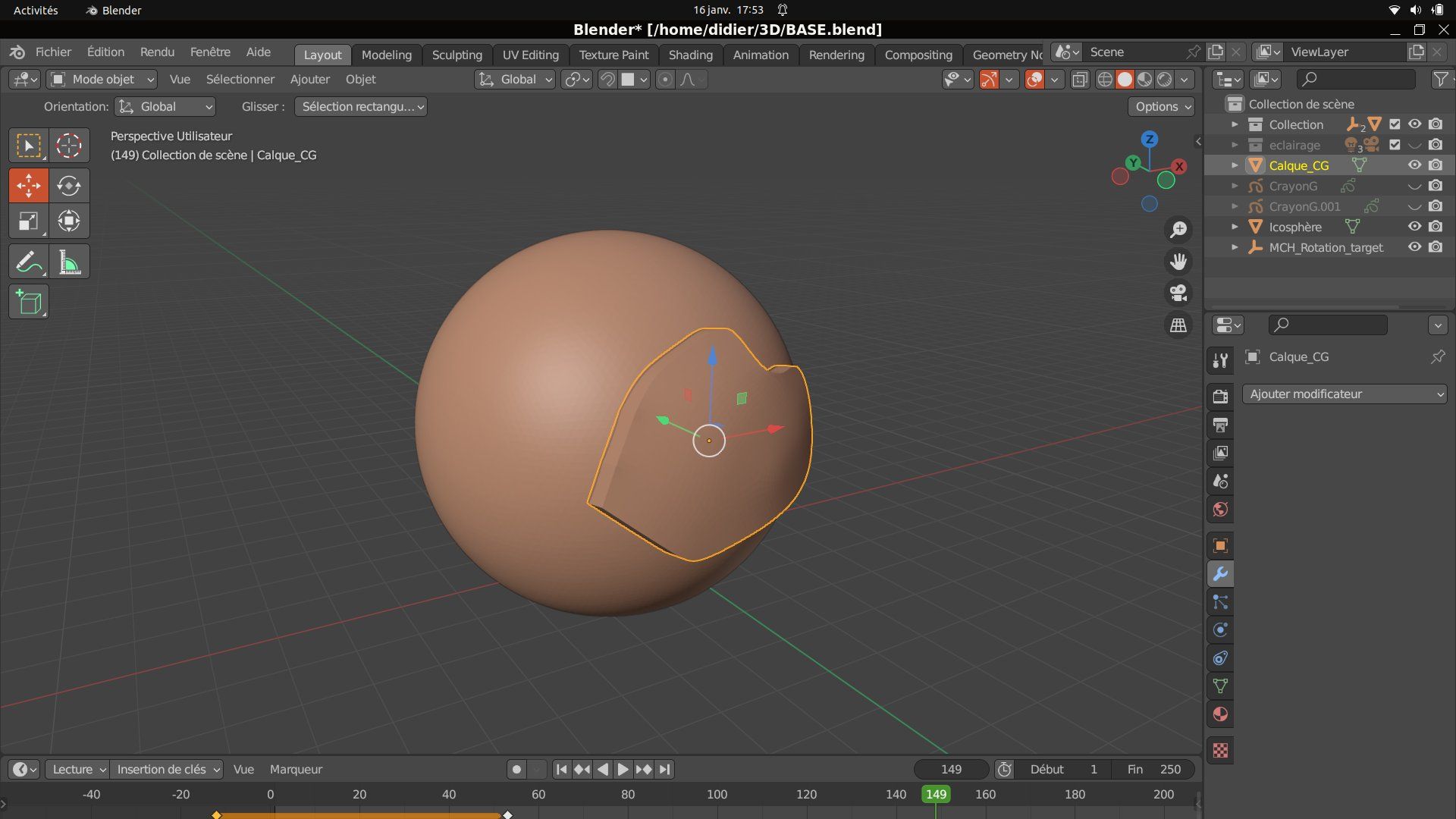
Bonjour, à tous, Petit tuto sur quelques possibilités d'utilisation du crayon gras... Tour d'abord on ajoute un crayon gras (vide)... On passe ensuite en mode dessin... Là nous sommes dans une application classique de dessin, pas de 3D. On sélectionne un outil... On trace une forme, si elle n'est pas complètement fermée, ce n'est pas grave on pourra la modifier dans les étapes suivantes... On repasse en mode objet et dans un premier temps on convertit notre dessin en chemin... Il est supperposé au dessin au crayon, donc soit on supprime celui ci soit on le cache en cliquant sur l'oeil (fenêtre en haut à droite)... Maintenant on convertit le chemin en objet (maillage)... Il n'est pas possible de convertir directement un dessin en objet. On passe en mode édit, là on peut voir que notre maillage est composé d'une multitude de point, beaucoup trop ! On sélectionne le mode point, puis on ouvre le menu déroulant arête et on clique sur dé-subdiviser... On choisit le niveau d'itération... Là on peut faire des modifications pour améliorer la figure, en fusionnant des point et en reliant les point qui ne le sont pas (touche f, après avoir sélectionné les deux points). Si les points ne sont pas trop nombreux et correctement positionnés on peut faire MAJ et F et remplir par grille...Si cela ne fonctionne pas il faudra faire le maillage manuellement comme je l'explique plus loin... Voilà notre object avec un maillage correct... On peut par exemple l'extruder (touche E) pour lui donner du volume.. Dans l'exemple suivant Nous allon reprendre le même principe, mais cette fois nous allons plaquer notre dessin sur un volume... Pour l'exemple j'ai pris une sphère, mais cela s'applique à toute sorte de volume même complexe (par exemple un visage...) Comme précedement on ajoute un crayon gras... Nous passon en mode dessin, mais comme nous voulons dessiner sur une sphère il faut régler le placement du trait sur surface...et régler le décalage. Et le plan de dessin sur vue... Notre dessin épouse parfaitement la courbe de la sphère... Même principe que précédement, nous convertissons notre dessin en chemin et le chemin en maillage. Puis nous passons édit, nous réduisons le nombre de point en dé-subdivisant et nous relions les points qui ne le sont pas de façon à avoir une figure fermée... Là nous ne pouvant pas faire , comme dans le premier exemple, un remplissage par grille du fait de la courbe de notre objet (en fait nous pouvons mais notre objet ne sera pas plaqué à la sphère). Il faut donc faire un maillage manuel qui se plaque sur la sphère. Donc on clique sur le petit aimant et on choisit projeter en surface... Pour bien voir ce que l'on fait on active le mode rayon X (en haut à droite) et on extrude les points (touche E) puis on les sélectionne par quatre pour faire une face (touche F). Dans Blender un maillage correcte est composé de faces à quate sommets... Le résultat une fois le maillage terminé... On peut alors passé en mode objet pour ajouté le modifacateur subdivision de surface pour avoir quelque chose de plus lisse et arrondi... Voilà ce que cela donne après une extrusion pour lui donner du volume...
 2 points
2 points -
T'as oublié un moule à bronze2 points
-
un bracelet électronique ? la même chose pour animaux mais ça s'appelle un gps ? Un écarteur de lobes d'oreilles ? Un bassin ?2 points
-
Et tu oublies à configurer, j'y suis depuis une semaine (pas à temps plein) ... et sans l'aide de @Savate pour la partie flashage et configuration du firmware ce serait des mois. Bon j'ai eu droit à un EBB 36 dont le max 31865 était HS ce qui n'a pas aidé ... Il me semble également que le môssieur avait dit de préférence 2 têtes, cela devient compliqué avec ces volumes d'impression. Sinon il y a aussi la mythique prusa XL, possibilité d'avoir 2 à 5 têtes un jour (ou l'autre), en théorie plug and play également. Par contre la date de livraison c'est pas avant **/**/**** (date modérée par Josef Prusa).2 points
-
Top, va falloir passer au triple screen maintenant pour avoir une meilleure immersion2 points
-
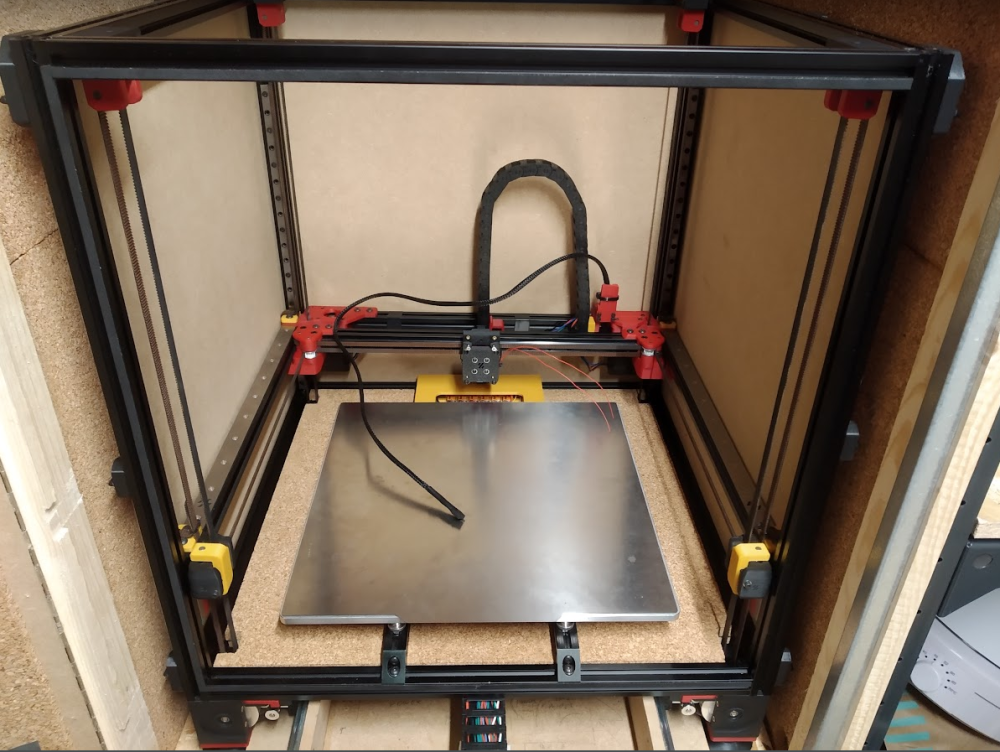
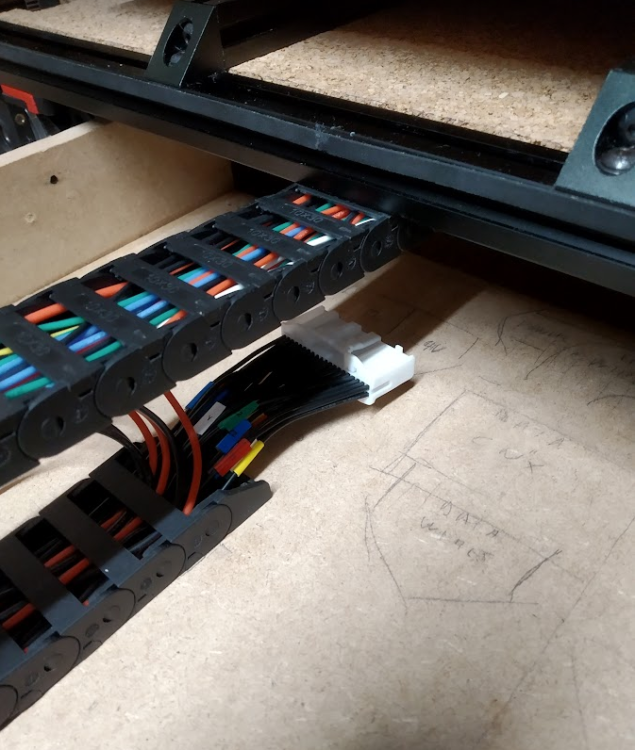
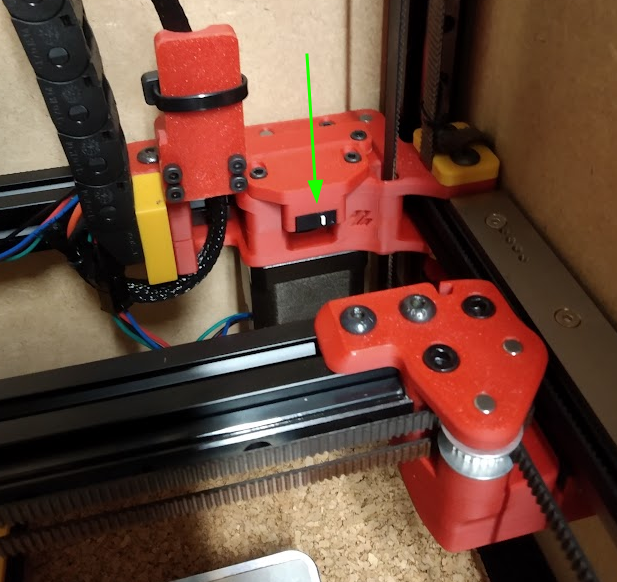
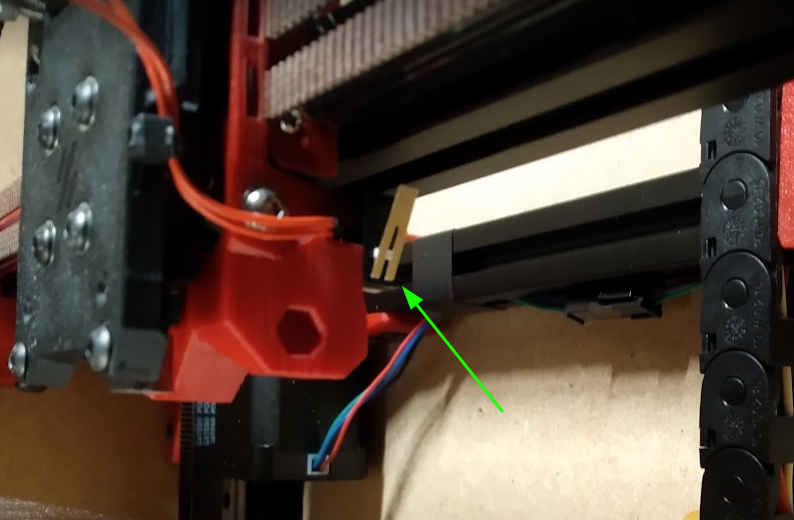
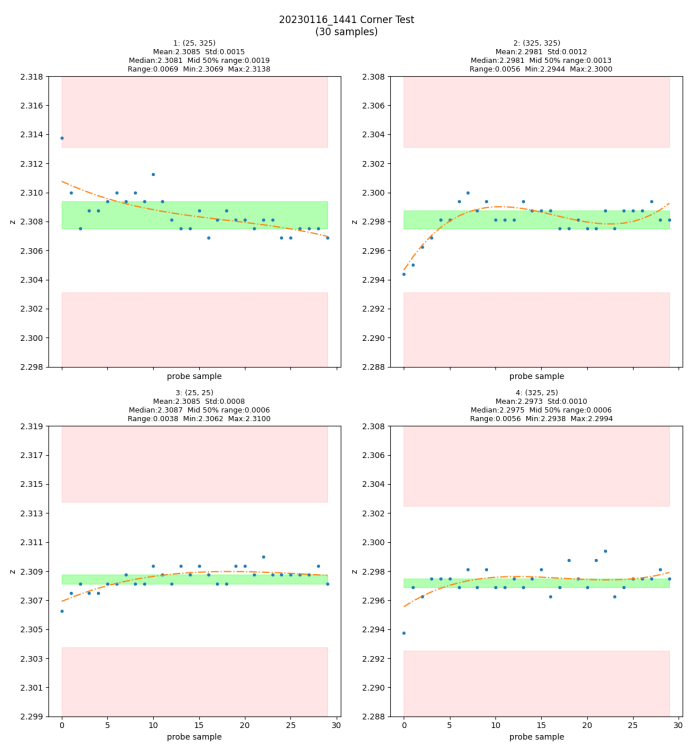
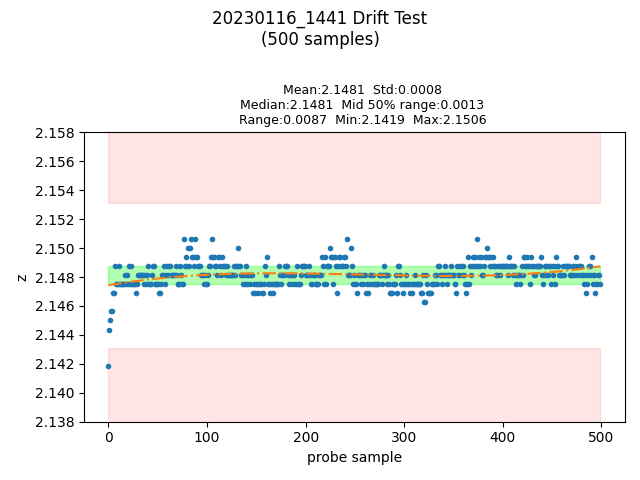
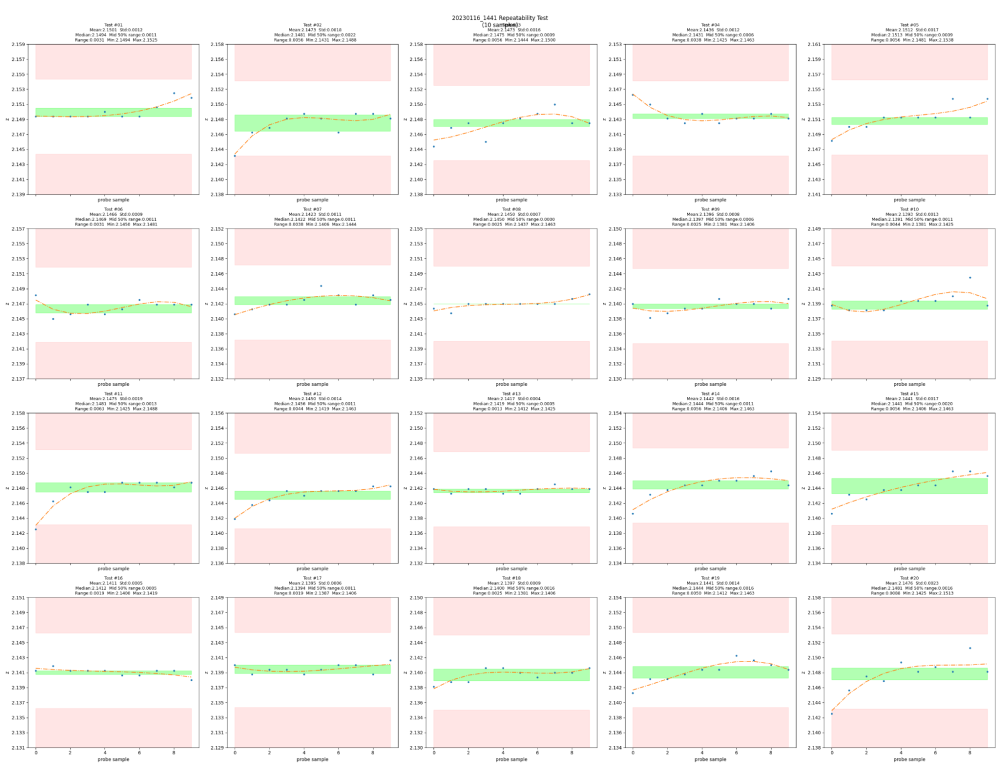
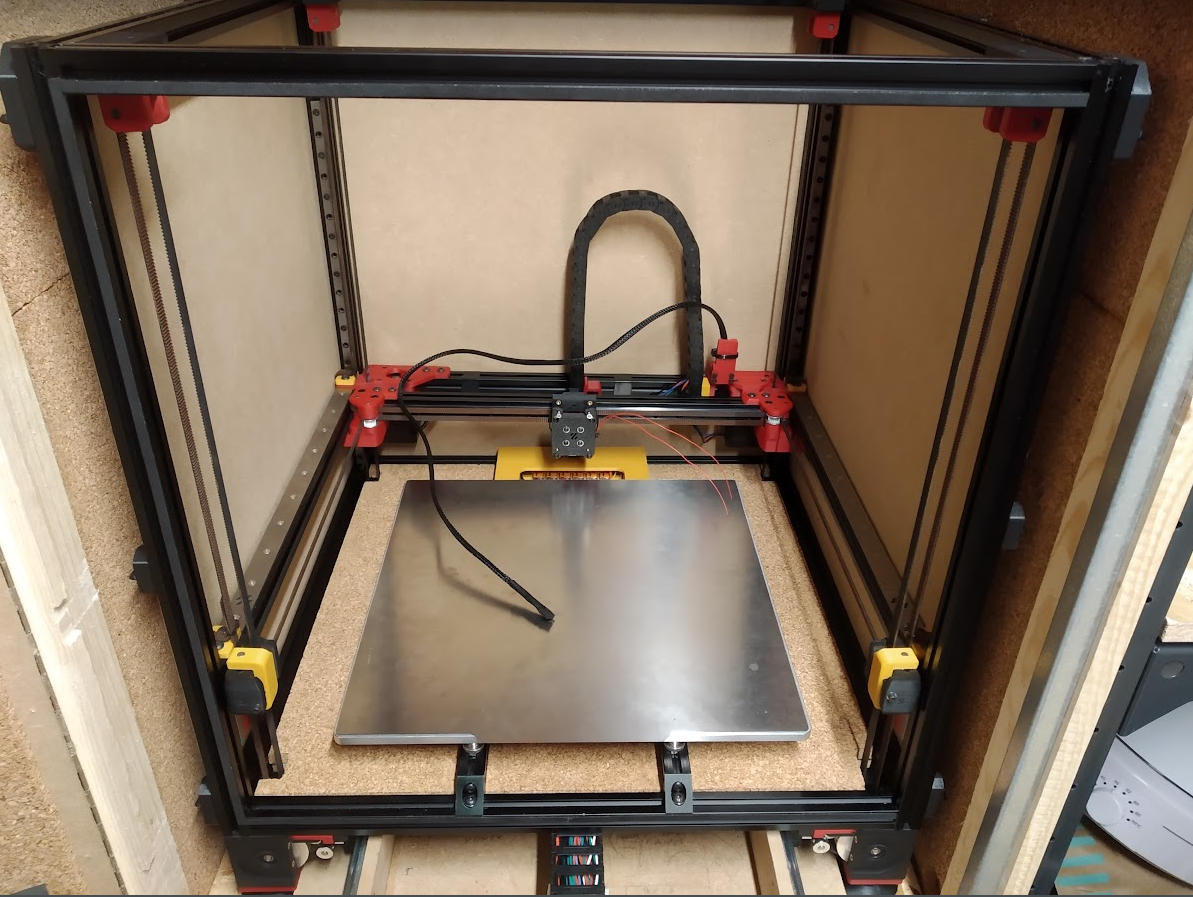
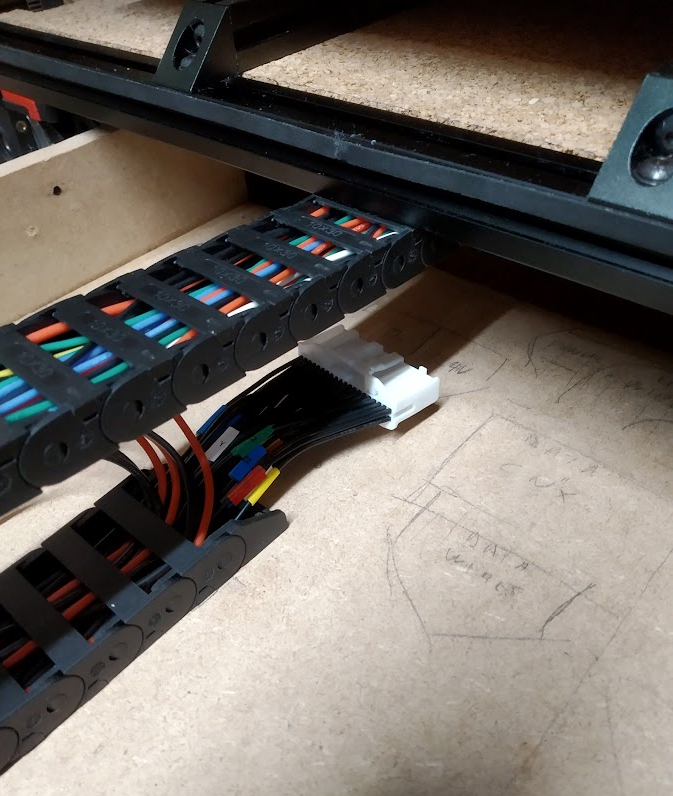
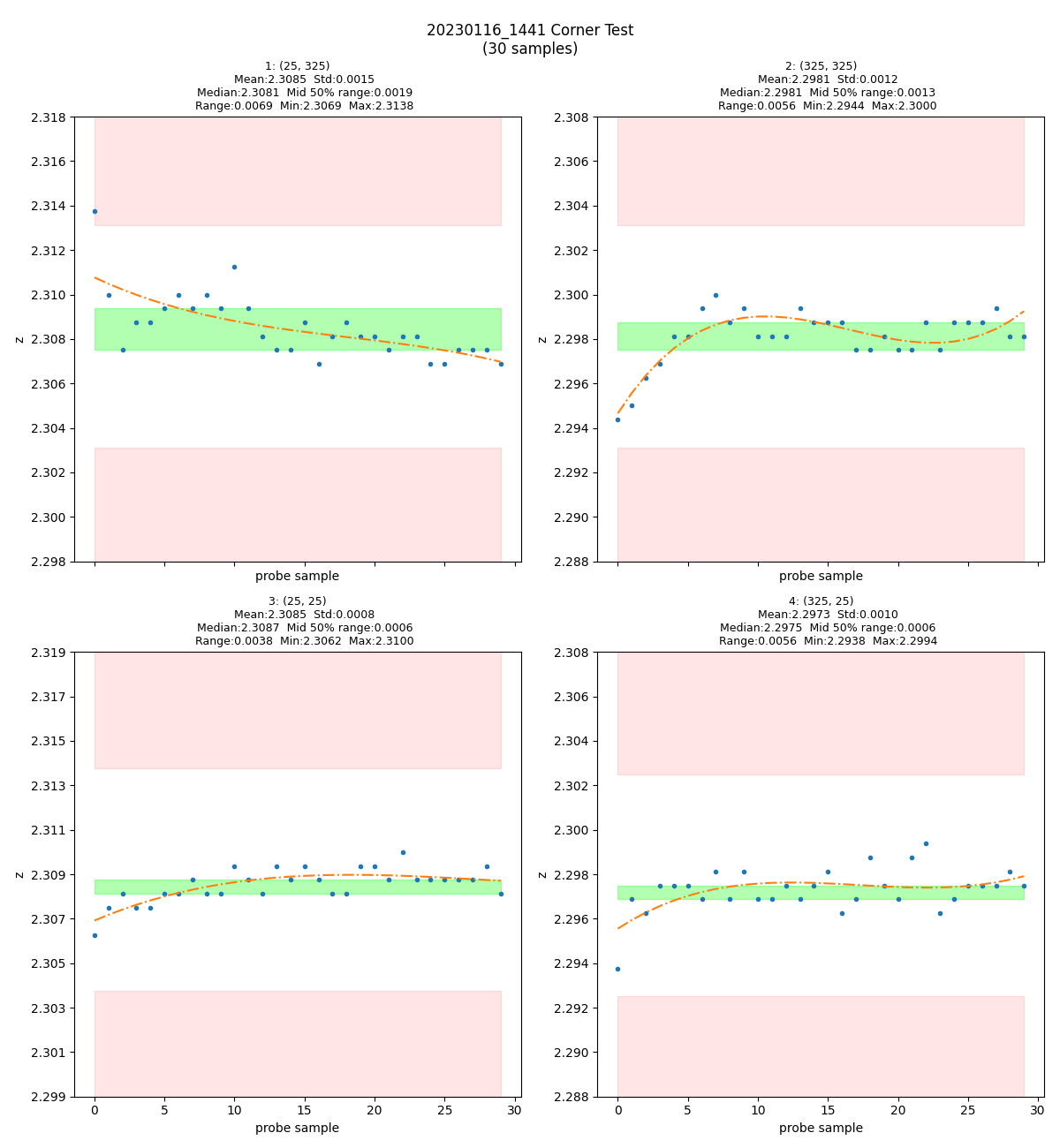
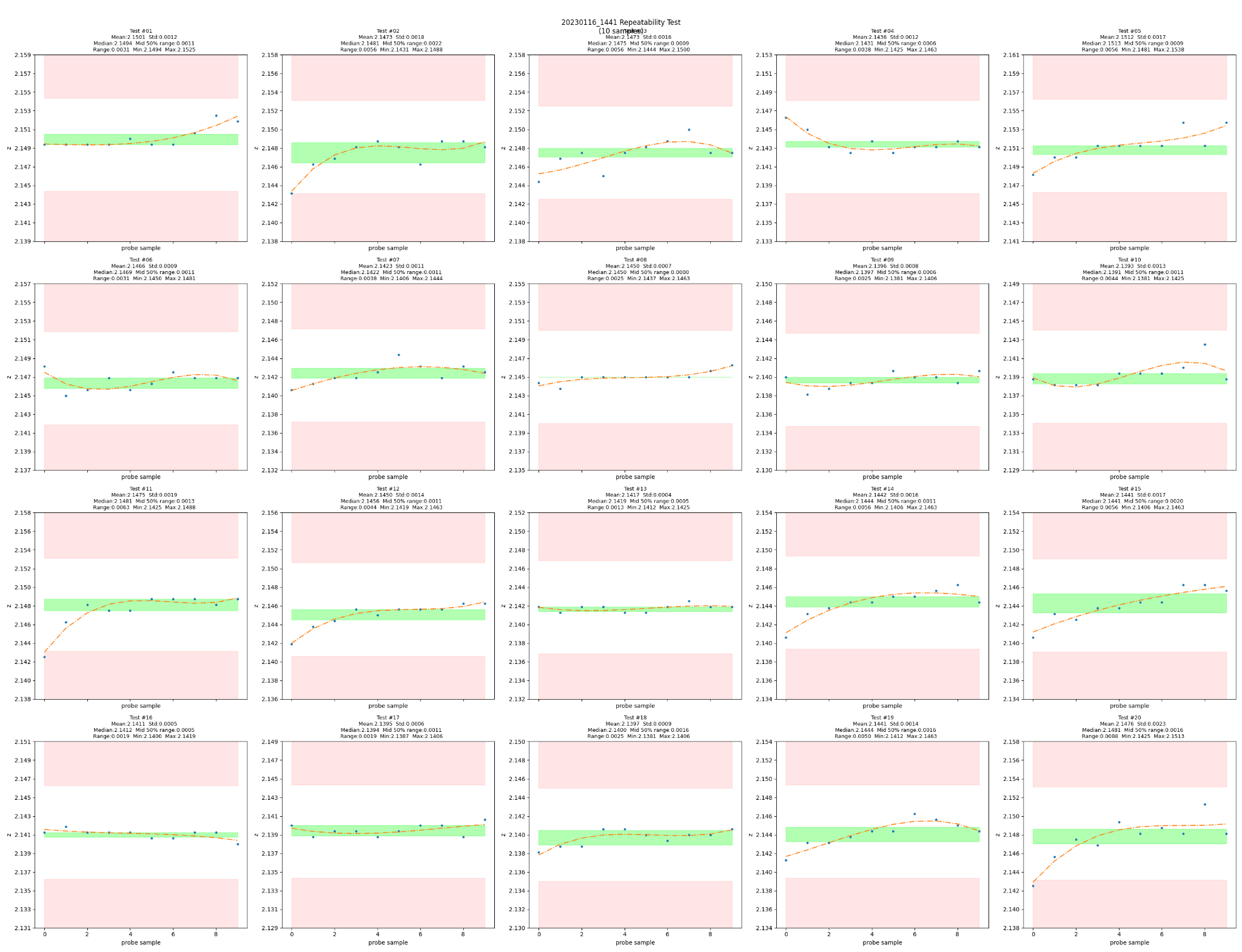
Bonjour, Depuis le mois de Novembre 2022 je me suis lancé dans de nouveaux mods pour ma Voron 2.4, à savoir: Passer la tête d'une AfterBurner à une Stealthburner [0] Utiliser Voron-Tap [1] (et donc plus de «Klicky probe») avec le mod Unklicky [2] pour éviter de chercher un composant introuvable (le détecteur optique). Remplacer tous les rails grâce à un bus CAN sur une FLY-SHT36v2 (de chez Mellow [3]) Donc on remplace le endstop-X sur la Voron-Tap et on déplace le Y sur le bloc moteur A => plus de chaînes! (enfin si... 1 seule au fond) Mettre des vraies glissières et utiliser une «drag chain» pour les câbles à la place de mon ancien bricolage pour le tiroir à électronique Bonus: passer au mod Z-Idler sans outils [4] ... soit pratiquement tout refaire ! Donc cela m'a pris presque 3 mois mais voici les résultats. Je vais profiter de ce post pour aussi décrire les trucs et astuces à savoir quand on passe en Tap. Précautions clairement c'est pas pour le premier venu ; vous aller être déçu des premiers résultats car vous risquez comme moi d' avoir qq chose de plus mauvais qu'avant ; cela demande beaucoup d'attention et de réglages fins mais les résultats en sont à la hauteur ; j'ai du réimprimé aussi mes blocs Z car ceux d'origine avaient des défauts faisant que la tension en Z varié Les problèmes (d'avant) Avant de me lancer j'ai détecté des problèmes dans mes «bed_mesh»: il y avais une sorte de "bruit", les valeurs n'étaient pas constantes (si je retrouve une image...). Quand j'ai découvert le script de «probing automatisé» [5] j'ai clairement vu: d'une part sur un des coins la répétabilité était très mauvaise ; que globalement l'écart type était bien trop élevé (> 0.05) indiquant que qq chose n'allait pas. En regardant de plus prés mes blocs Z je me suis aperçu que lors de leur impression une légère à force rétraction sur les coins faisait que la tension n'était pas celle attendu. Effectivement en appuyant sur les courroies reliées aux moteurs on sentait déjà des grosses différences entre les blocs. Ils étaient aussi un peu vieux et pas très bien imprimés... et pas dans la couleur que je voulais finalement: bref fallait les changer. C'est là que le StealthBurner puis la Voron-Tap sont sortis, mais aussi Klipper a une récemment l'ajout du support CAN en mode «bridge» USB donnant l'accès au bus directement sur mon MCU (une carte Octopus): les premiers résultats sur le net me donnaient l'eau à la bouche surtout dans la vidéo de l'équipe Voron présentant TAP [6]. Le passage en CAN allait aussi m'enlever ces disgracieuses et problématiques chaînes pour les cables: les miennes avaient un problème de "rigidité" et n'étaient j'aimais très droites, malgré mes coup de tournevis. Cela frotter sur différent endroits laissant des traces et poussières partout. Donc les planètes étaient toutes alignées pour me forcer à faire «quelques petits changements»... Les photos du montage Pour commencer il faut tout démonter! C'est le moment de tout revoir et tout re-graisser! La SteathBurner, le Tap, la SHT36v2 et un nouveau extrudeur (LGX-Lite): On enlève les chaînes passe-câbles, on refait TOUS LES CÂBLES (après 120 connexions refaites mes mains disaient «tuez nous»). Mais on en jette pleins (merci le bus CAN). On modifie le endstop Y pour le passer sur bloc moteur A, le endstop X passant sur la TAP avec le bus CAN. Reste à mettre un ombilical qui ne contient que le 24V, GND et les 2 fils CanH/CanL... et c'est tout! C'est pas plus joli? Alors comme j'ai un tiroir pour l'élec (plus besoin de soulever un monstre d'un quart de mètre cube et de 25kg) j'ai tout passer dans une chaîne passe-câble de 30x10 en R18 (très important car une hauteur max de tiroir de 65mm), j'ai refait tous les câbles et rajouté un connecteur de 40 pins pour facilité les déconnexions éventuelles. On fini par remettre l'électronique (photo bientôt, car j'ai pas tout fixé et je ne veux par avoir honte) et on se lance dans les classiques re-calibration de ... tout! Bah oui: les positions min/max X et Y ne sont plus bonnes, les Z on en parle pas, toutes les courroies sont à retendre, la config klipper à refaire complètement, etc. Mais tout fonctionne du premier coup ! Même le TAP au moment de faire le fameux "G28 Z" (sueur garantie). Les premiers résultats Bon c'est bien beau tout cela mais évidement je ne l'ai pas fait juste pour le plaisir de refaire tout ces p#t@!w de câbles. Donc après que le G28 passe bien, le QGL! Et là... le drame: il y a plein de «retry», la tête qui remonte sans arrêt sans redescendre, le QGL qui n'en fini pas et qui abandonne! NNNNOOOOONNN qu'ai je fait! J'ai lancé les tests et ce n'étaient vraiment pas bon: plage de plus de 3mm et je parle pas même de l'écart type!!! Alors je démonte la TAP et je m'aperçois que d'une part la Unklicky avait du frottement, que les vis étaient trop "en pointe" et que la surface du chariot où elles tapent était sale et rouillées, donnant une résistivité trop importante. Bref pas mal d'entretien, de ponçage et de tour de tournevis plus tard j'obtiens de bien meilleurs résultats, mais c'est pas stable. Un coin (le 3 ici) à 2mm de range (!!!) et drift de la mort. min max first last mean std count range drift 1:corner 30samples (25, 325) 2.2525 2.26125 2.25625 2.25875 2.258417 0.002022 30 0.00875 0.0025 2:corner 30samples (325, 325) 2.2700 2.27625 2.27250 2.27500 2.273792 0.001812 30 0.00625 0.0025 3:corner 30samples (25, 25) 0.2800 2.27500 0.28000 2.26500 2.202792 0.363168 30 1.99500 1.9850 4:corner 30samples (325, 25) 2.2100 2.22000 2.21000 2.21500 2.215875 0.002080 30 0.01000 0.0050 Je revois la tension des courroies en Z... min max first last mean std count range drift 1:corner 30samples (25, 325) 0.42000 2.30875 2.30875 0.42750 2.178750 0.477067 30 1.88875 -1.88125 2:corner 30samples (325, 325) 2.30125 2.30750 2.30250 2.30625 2.304333 0.001495 30 0.00625 0.00375 3:corner 30samples (25, 25) 2.30875 2.31375 2.30875 2.31125 2.311958 0.001073 30 0.00500 0.00250 4:corner 30samples (325, 25) 2.29125 2.30000 2.29125 2.29875 2.297750 0.001925 30 0.00875 0.00750 Mince cela à juste changé de coin!! Pourtant les tensions sont toutes propres! Bref, je re-démonte la TAP: c'était les vis, elles n'étaient pas parfaitement à la même longueur, une erreur de 0.5 mm faisait que plan était en biais. De même que les fils n'étaient pas bien attachés et touchés un peu partout, donnant des résultats erronés. PS: je suis en 64 microstep en Z... min max first last mean std count range drift 1:corner 30samples (25, 325) 2.291250 2.296250 2.291875 2.292500 2.293063 0.001081 30 0.005000 0.000625 2:corner 30samples (325, 325) 2.293750 2.300625 2.297500 2.295625 2.297146 0.001474 30 0.006875 -0.001875 3:corner 30samples (25, 25) 2.288750 2.296250 2.291250 2.290000 2.290417 0.001367 30 0.007500 -0.001250 4:corner 30samples (325, 25) 2.283125 2.290000 2.283125 2.285000 2.285896 0.001492 30 0.006875 0.001875 AH AH !!! Allez on lance tous les autres tests (répétabilité et drift sur 500 essais) Take 20 probe_accuracy tests to check for repeatability Test number: 20...19...18...17...16...15...14...13...12...11...10...9...8...7...6...5...4...3...2...1...Done min max first last mean std count range drift test 01: center 10samples 2.146875 2.153750 2.153750 2.148125 2.148750 0.001909 10 0.006875 -0.005625 02: center 10samples 2.144375 2.149375 2.144375 2.148750 2.147875 0.001565 10 0.005000 0.004375 03: center 10samples 2.151250 2.156875 2.151250 2.153750 2.153938 0.001642 10 0.005625 0.002500 04: center 10samples 2.146875 2.149375 2.148750 2.146875 2.147812 0.000793 10 0.002500 -0.001875 05: center 10samples 2.143750 2.149375 2.143750 2.148125 2.147563 0.001515 10 0.005625 0.004375 06: center 10samples 2.138750 2.140625 2.140625 2.139375 2.139875 0.000645 10 0.001875 -0.001250 07: center 10samples 2.138750 2.144375 2.138750 2.142500 2.142313 0.001888 10 0.005625 0.003750 08: center 10samples 2.137500 2.141250 2.137500 2.140625 2.138875 0.001311 10 0.003750 0.003125 09: center 10samples 2.142500 2.147500 2.142500 2.146875 2.145938 0.001510 10 0.005000 0.004375 10: center 10samples 2.136875 2.140000 2.140000 2.139375 2.139000 0.000894 10 0.003125 -0.000625 11: center 10samples 2.137500 2.143125 2.137500 2.142500 2.141000 0.001868 10 0.005625 0.005000 12: center 10samples 2.140625 2.142500 2.142500 2.141250 2.141625 0.000672 10 0.001875 -0.001250 13: center 10samples 2.133750 2.142500 2.133750 2.142500 2.139312 0.002420 10 0.008750 0.008750 14: center 10samples 2.143125 2.145000 2.145000 2.144375 2.144000 0.000844 10 0.001875 -0.000625 15: center 10samples 2.138125 2.148750 2.138125 2.148750 2.144625 0.003388 10 0.010625 0.010625 16: center 10samples 2.137500 2.141250 2.137500 2.139375 2.139250 0.000968 10 0.003750 0.001875 17: center 10samples 2.138750 2.141250 2.138750 2.138750 2.139813 0.001104 10 0.002500 0.000000 18: center 10samples 2.140625 2.144375 2.143125 2.141250 2.142625 0.001344 10 0.003750 -0.001875 19: center 10samples 2.138125 2.147500 2.138125 2.144375 2.144250 0.002514 10 0.009375 0.006250 20: center 10samples 2.138125 2.140000 2.140000 2.140000 2.139250 0.000645 10 0.001875 0.000000 Your probe config uses median of 5 sample(s) over 20 tests Below is the statistics on your median Z values, using different probe samples mean min max std range sample_count 0 2.141781 2.133750 2.153750 0.005013 0.020000 1 1 2.142062 2.135937 2.151562 0.004379 0.015625 2 2 2.142469 2.137500 2.151875 0.004088 0.014375 3 3 2.142828 2.137812 2.152500 0.004117 0.014687 4 4 2.143125 2.138125 2.153125 0.004136 0.015000 5 5 2.143156 2.138125 2.153437 0.004130 0.015312 6 6 2.143188 2.138125 2.153750 0.004224 0.015625 7 7 2.143344 2.138125 2.153750 0.004249 0.015625 8 8 2.143438 2.138125 2.153750 0.004212 0.015625 9 9 2.143516 2.138438 2.153750 0.004213 0.015312 10 Regardez le test #20: écart-type de 0.000645, plage de 0.001875mm et 0mm de drift! C'est magnifique!! Tests de drifts sur 500 samples: Take 500 samples in a row to check for drift min max first last mean std count range drift test center 500samples 2.141875 2.150625 2.141875 2.1475 2.14815 0.000846 500 0.00875 0.005625 Pour ceux qui n'aiment pas le texte, les graphiques sont ajouté à la fin du post. Alors tout n'est pas encore parfait: je n'arrive pas à faire un bed_mesh avec pleins de point de tests (genre 25x25) comme dans la vidéo de présentation de TAP. Je me prend des erreurs «Probe samples exceed samples_tolerance» car d'un coup j'ai 2mm d'écart. Je pense qu'il y a encore des soucis de frottement empêchant la unklicky de bouger librement ou des pb avec l'aimant. Je ne sais pas pour l'instant. Mais c'est très prometteur. Les liens utiles: [0] https://github.com/VoronDesign/Voron-Stealthburner [1] https://github.com/VoronDesign/Voron-Tap [2] https://github.com/majarspeed/Unklicky/tree/main/Unklicky_TAP [3] http://mellow.klipper.cn/#/board/fly_sht_v2/ [4] https://github.com/VoronDesign/VoronUsers/tree/master/printer_mods/Chaoticlab/Tool_free_tensioner [5] https://github.com/sporkus/probe_accuracy_tests [6] https://www.youtube.com/watch?v=JLUDLJQXZeU


 1 point
1 point -
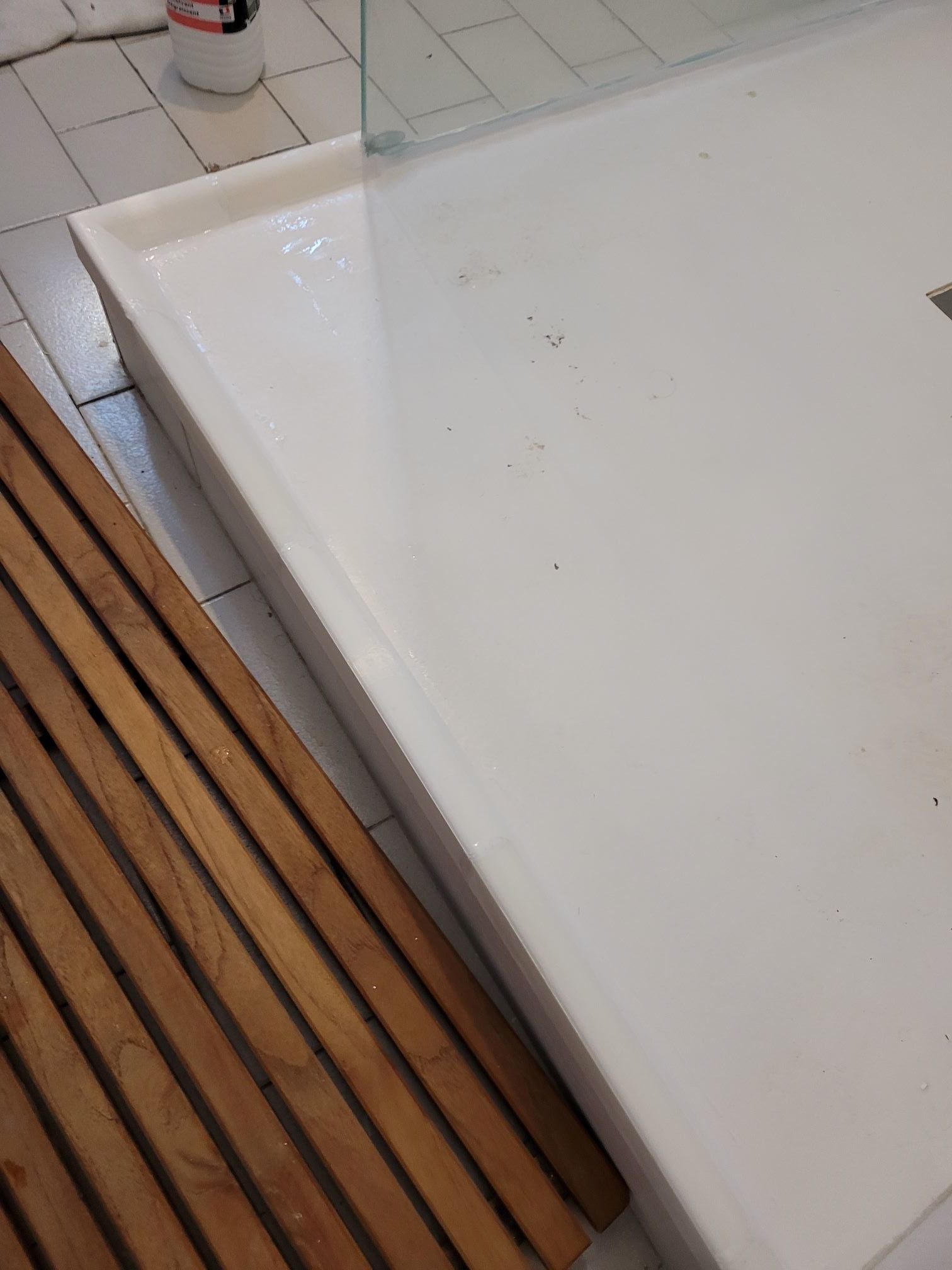
Bonjour à toutes et tous, Je vous partage ma dernière "création" : un seuil de douche anti-débordement afin, je l'espère, limiter la transformation de la salle de bain en piscine après le passage des enfants dans la douche. Je pense qu'à la base le receveur n'a pas suffisament de pente, c'est symap les douches à l'italienne mais ça peut vite déborder surtout si le siphon n'est pas nickel... Les pièces à assembler : Avant : Je colle le coin (au silicone spécial matières synthétiques) en premier Et voilà une fois terminé : J'ai refais un joint silicone pour bien étanchéifier le tout. Reste à voir la résistance du PLA à l'eau... Je vous en dirais plus à l'usage. Au pire j'enlève et je refais A+ Jeff




 1 point
1 point -
Très intéressant ce poste, je m'abonne pour rien louper des futures mises à jour.1 point
-
Pour remercier un utilisateur (ça fait toujours plaisir ), tu peux cliquer sur le cœur en bas à droite d'un post. Signification des souriants (smileys) :
 1 point
1 point -
Là vous êtes dans le Lidar HD...c'est 10 données par m². C'est une base énorme. La base qui contient les "mnt" ( modèles numérique de terrain) est la base RgeAlti 1m. On doit charger un département complet avec un logiciel genre FileZilla qui est un ftp mais mon dernier téléchargement s'est fait directement... Un département c'est 50 Go mais avec la fibre c'est assez rapide. Ensuite les dalles sont repérées par leur coin supérieur gauche en coordonnées Lambert que l'on trouve facilement avec Géoprtail. Dans le logiciel IgnMap ( de l'Ign et gratuit) on peut importer soit une dalle soit un répertoire contenant plusieurs dalles. Plein de traitements sont disponibles dont l'exportation en fichier .stl. Bon courage.1 point
-
Bonjour. J'ai augmenté le nombre de parois et le problème est réglé. Merci pour tout. Cordialement.1 point
-
Merci pour ces vidéo mais déjà dans la première, la première étape ou la personne fait descendre l'axe Z par pas de 0.1mm ne marche pas chez moi, il ne veux pas descendre plus bas il reste à 0 par contre je peux le remonter... Merci pour ces explications, je n'ai pas envie encore de faire des manipulations en live de l'axe Z même si je comprends que comme ca on voit exactement comment les couches se dépose et l'ont peux ajuster à la volée. Pour ton explication sur les supports et petite pièce j'y reviens a la fin de mon post sur mes aventures de ce midi... Oui si je part avec le réglage usine de mon imprimante Zoffset à 0 et que je veux rapprocher avec les molettes je suis dans les choux complet (je ne sais plus dans quel sens mais si je me souviens c'est dévissé a fond...) En fait j'ai voulu partir du réglage usine donc j'ai remis mon Zoffset à 0 (la buse est beaucoup remonté) et j'ai déréglé complètement au hasard mes molettes, et j'ai suivi la procédure de Creality qui est sur la vidéo de la carte SD ou sur la notice complète chapitre 6 et 7 de mémoire: -commencer par un réglage manuel sauf qu'il ne dise pas ce qu'ils font pour le point 1 au centre (moi ma feuille nage sous la buse, je pourrais en mettre 30 des feuilles) donc j'ai laissé ainsi puis j'ai réglé mes point 2,3,4,5 plusieurs fois avec les molettes et c'est la que j'étais vraiment dans les extrêmes... mais j'ai fait gratter légèrement ma feuille aux 4 coins, puis j'ai lancé un nivellement automatique sur les 16 points, puis je suis revenu au menu réglage manuel pour ajuster le Zoffset sur le point 1 et la je peux aller jusqu'a -5 (le max) et encore ma buse est loin de mon bed... C'est pourtant comment j'ai compris la procédure de la notice. Ca c'est le message que je voulais voir si tu regardes mon premier post c'est exactement le réglage que j'ai fait dés le début, comme le point 1 n'est pas réglable j'ai appliqué directement un Zoffset puis mes 4 coins plusieurs fois, je pensais avoir mal fait car ce n'est pas du tout ce que je vois partout c'est plutôt de niveller d'abord et de rajouter un Zoffset ensuite... c'est ce que j'ai voulu essayer en recommençant avec un Zoffset à 0. Par contre dans ta procédure tu fais le nivelage automatique à la fin de tout ca? et après j'ai compris que tu le lancais avec un g-code avant chaque impression. (pas encore mis les mains pour rajouter du g-code...) Ce midi j'ai re reglé l'imprimante avec cette manière et j'ai pu imprimé ma toute petite pièce en rajoutant une jupe et ca a fonctionné...1 point
-
une coupe ? un âne olympique ? un médaille en chocolat ? un médaille en plomb ? un médaille en bronze ?1 point
-
Bonjour @inferno2 Tes molettes ne doivent pas arriver en butée que ce soit au maximun de serrage ou au minimum. Je te propose de faire ce j'ai fait ou je fais sur ma ender 3 S1 plus qui est quasiment similaire à la pro. Tu as des ressorts orange qui sont pas mal du tout. Tu régles tes molettes grossièrement pour que les ressort soient à demi compressé. Tu prends un niveau à bulle que tu poses sur le plateau, un assez grand c'est mieux et tu régles avec les molettes pour le mettre plan dans les deux axes (X,Y) et aussi le biais. Tu allumes l'imprimante, sur "prêt", un autohome se fera (le zero du Z est celui du CRtouch pas de la buse) C'est à faire buse à 200°C et plateau 50_55 °) à chaud Tu vas dans le menu Levelling (ou mise à niveau), un nouveau home du Crtouch Tu "cliques" sur "aux lev", tu te mets sur la position 1 (centre du plateau 'référentiel Buse) Avec les flèches montantes descendantes du réglage du Z-offset, attention la valeur du Z_offset est négative (- xx en mm), tu régles jusqu'à toucher la feuille de papier grattage modéré. tu passes en position 2 coin avant gauche tu régles feuille de papier molette pour grattage, tu fais position 3 puis 4 et 5 tu recommences en 2 puis 3 ,...jusqu'au moment ou tes quatre coins seront réglés feuille de papier qui gratte Tu peux avoir besoin de le faire plusieurs fois de suite, Normalement une fois fait, cela ne se dérègle pas trop sauf si tes ressorts sont en position détendue ou très serrée. la tu repasses en position 1 et tu fais le réglage définitif du Z-offset l'autolevelling avec le CRtouch s'occupera de gérer les écarts de planéïté. Comme j'ai reçu cette imprimante le 31 décembre pour l'instant je vérifie le Z-offset (position1) avant chaque imlpression et j'ai mis dans le g-code du départ un G29 après le G28 qui me refais un niveau à chaque impression. Je navigue avec un Z_offset entre moins 2.30mm et - 2.45mm Tu peux aussi pour te faire la main, prèvoir une jupe de plusieurs millimètres au tranchage (Cura, creality slicer) qui te permettra de rectifier à la volée le Z-offset si tu est trop près ou trop loin, réglage avec les flèches z-offset sur l'écran en mode impression PS si tu passes par exemple de - 2.30 à -2.40 mm tu rapproches la buse du plateau et inverssement.1 point
-
Du scotch1 point
-
On dirait une bonde d'évier, mais je suis persuadé que ce n'est pas ça1 point
-
Salutation. ça c'est souvent qu'il faut aller décocher "origine au centre" du plateau dans le profil ( "Paramètres de la machine" ) de l'imprimante utilisé pour découpé sous Ultimaker Cura.1 point
-
Le PETG imprime a 30% ou moins de ventilation (perso je ferais 15 ou 20%) la ventilation est le pire ennemie du PETG.1 point
-
Bonjour, J'ai calé l'accélération sur 2500, la moitié préconisée par le résultat du test d'accélération. J'ai diminué du même facteur les autres paramètres. Cette mesure est une intention louable de la part de Creality, c'est même surprenant pour un appareil de ce prix. Seulement cette mesure s'effectue sur un spectre de 5Hz à 135Hz par saut de 5Hz sur les deux axes. Même si c'est déjà pas mal c'est insuffisant. Le passage de 20mm/s à 200mm/s de l'impression au déplacement, par exemple, peut-être très violent et ne peut-être reproduit en analysant uniquement le comportement vibratoire. Je reproche à Creality d'avoir calé le printer.cfg sur le maximum en laissant l'utilisateur régler le curseur à chaque impression, c'est pas très prudent. Merci à fan6p pour la prise du Sonic en root.1 point
-
Oui c’est même sûr je suis dégoûté Merci je vais regarder cela … mais j’ai vue qu’il y avait pas mal de tchapot à faire après également (de ce que j’ai traduit de l’allemand) notamment Ema ex des fichier et le firmware et j’avoue que je ne sait pas si je serait capable de modifier les fichiers et tout le tralala.. Oui pareil j’ai beau taper les références et/ou la marque je trouve rien mise à part celle-ci…. J’ai envoyé un mail au service support Mingda, je vais contacter 3djake pour avoir leurs avis.1 point
-
Bonjour à vous deux, j'ai trouvé pas mal de tuto pour les réglages d'impression, après plusieurs essais j'ai réussi à retrouver les bons paramètres du coup mes impressions sont nickel. Je vous remercie de vos efforts1 point
-
Bonne idée!1 point
-
Alors ce n’est pas le même rubis qu’en joaillerie. Il s’agit de rubis d’horlogerie moins coûteux et il me semble aujourd’hui synthétique, qu’on appelle corindon.1 point
-
Merci pour ta réponse et ta patience1 point
-
@Motard Geek @fran6p Je pense que le serveur a été attaqué et qu'il y a eu une fuite des mots de passes, j'ai du changer tous mes mots de passes car mon compte Google et mon compte Instagram ont été piratés (vers 20h 15/01/23), et que sur mon compte Instagram, une publication pour le serveur Télégram concernant les cryptos, a été publié à mon insu, le même serveurs que ces messages ci-joint: Il y a les comptes de @Damien Zd et de @olivier@assistpc.com qui ont été visiblement aussi touchés. EDIT : Désolé d'avoir posté ce message ici, il faudrait peut-être le déplacer...

 1 point
1 point -
Je pencherais pour de la sur-extrusion mais pas sûr. As-tu calibrer ton extruder ?1 point
-
Arrête @Kachidoki va pas leur dire comment on a résolu tous les problèmes qu'on a pu avoir ... Blague à part il est clair que prusaslicer doit être amélioré et tout comme toi je languis de voir comment ils vont résoudre ceux à quoi on a été confronté. Bon il y a pas le même nombre de personne au développement aussi .1 point
-
Moi je le fais ca marche très bien, je chauffe la pièce à 40° et aucun problème1 point
-
Salut à tous, bravo aux gagnants, je n'ai rien gagné mais je me referais pour le prochain! en même temps ça faisait même pas 1 mois que j'avais une imprimante ! Merci à LI3D pour ce concours...1 point
-
@banditos Merci ! ça y est en plus tout est monté je vais pouvoir en profiter maintenant ! A+1 point
-
S'il y a un "problème" sur lequel ils doivent encore bosser pour le multi-tête, à mon avis, c'est la remise en pression de l'extrudeur et surtout PrusaSlicer. Parce que même les dernières démos multi-tête visibles montrent cette tour de remise en pression, et que PrusaSlicer ne sait toujours pas gérer des tours indépendantes ou enchevêtrées de manière astucieuse (Ideamaker a de très bonnes idées à ce sujet). Problème : certains matériaux ne collent pas bien ensemble, et les imprimer une couche sur deux sur une tour n'est tout simplement pas fiable. Sans parler du manque de paramétrage de la tour, par exemple : le volume de purge n'est pas sauvegardé dans les profils, et vaut 70mm³ fois deux par défaut, c'est beaucoup trop pour une simple remise en pression. A l'inverse, une tour trop étroite, une fois arrivé sur de grandes hauteurs (Z=360mm je rappelle) ne sera pas stable. J'en ai d'autres comme ça en magasin, gestion indépendante des ventilos, gestion intelligente de la temperature des hotends en standby, qui mine de rien peut poser de gros problèmes. On a eu les même problèmes sur la RDX depuis 2019.1 point
-
Une autre potentielle source d'inspiration : https://www.printables.com/model/69291-mechanical-wall-clock Curieux de suivre ton projet en tout cas.1 point
-
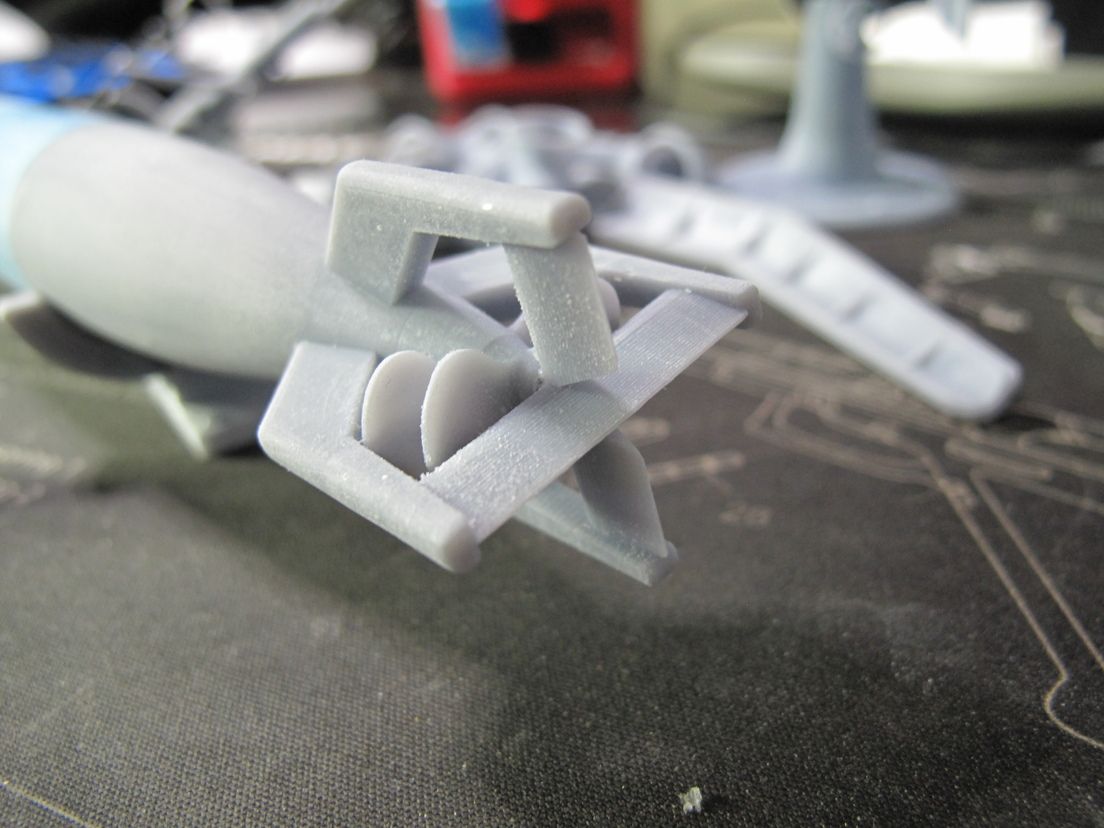
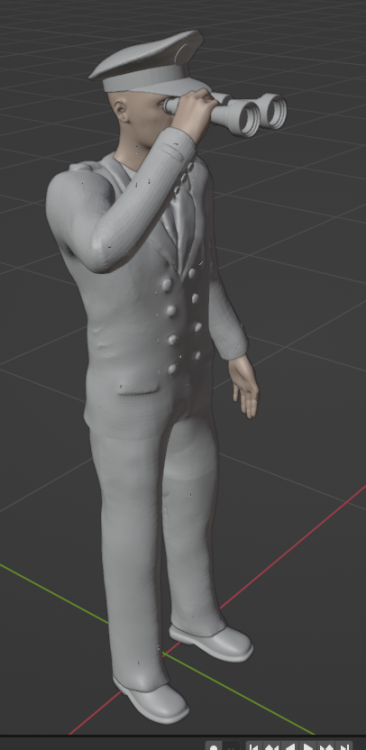
Reste plus qu'a faire 75 positions différentes avec ces 2 modèles (5 officiers et 70 matelots), je suis pas trop rentrée dans les détails car à cette échelle ça ne servira à rien, j'en mettrai plus quant j'en aurai besoin pour une plus grosse échelle.
 1 point
1 point -
Hello Il y JBV Creative qui a fait une horloge, avec un design un peu différente de ce qu'on voit habituellement : En espérant que ca puisse t'aider !1 point
-
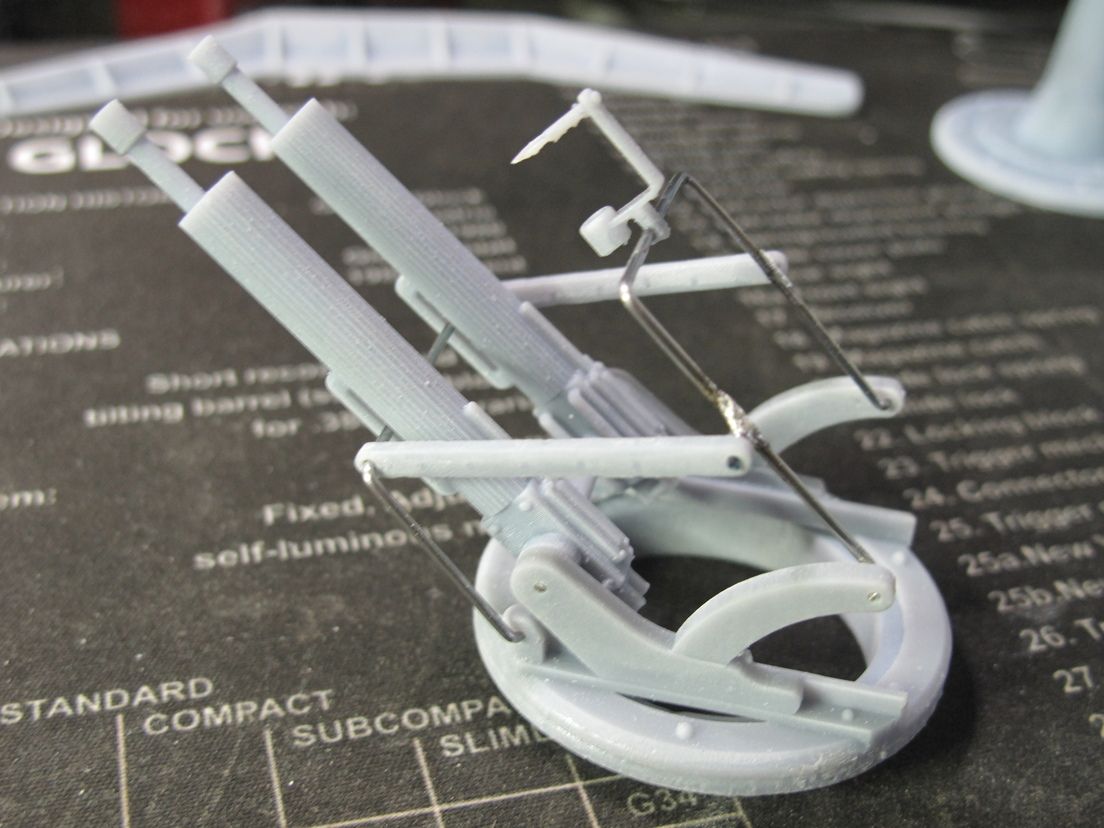
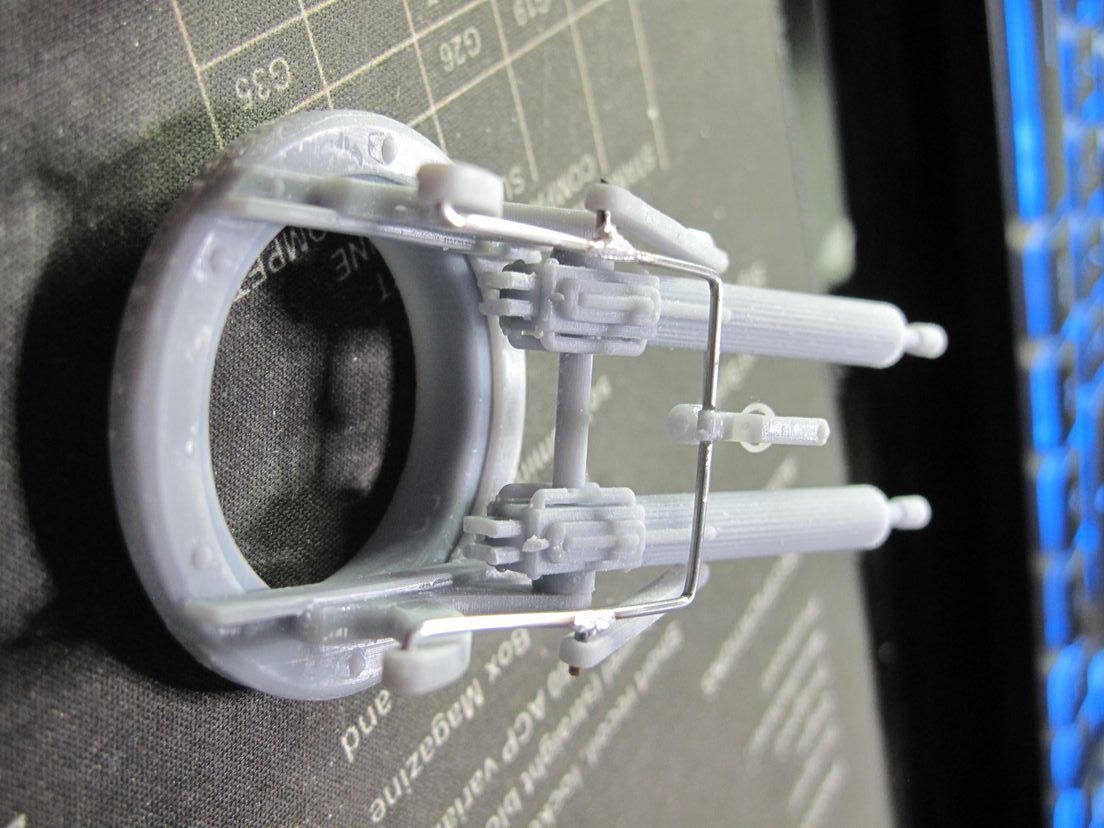
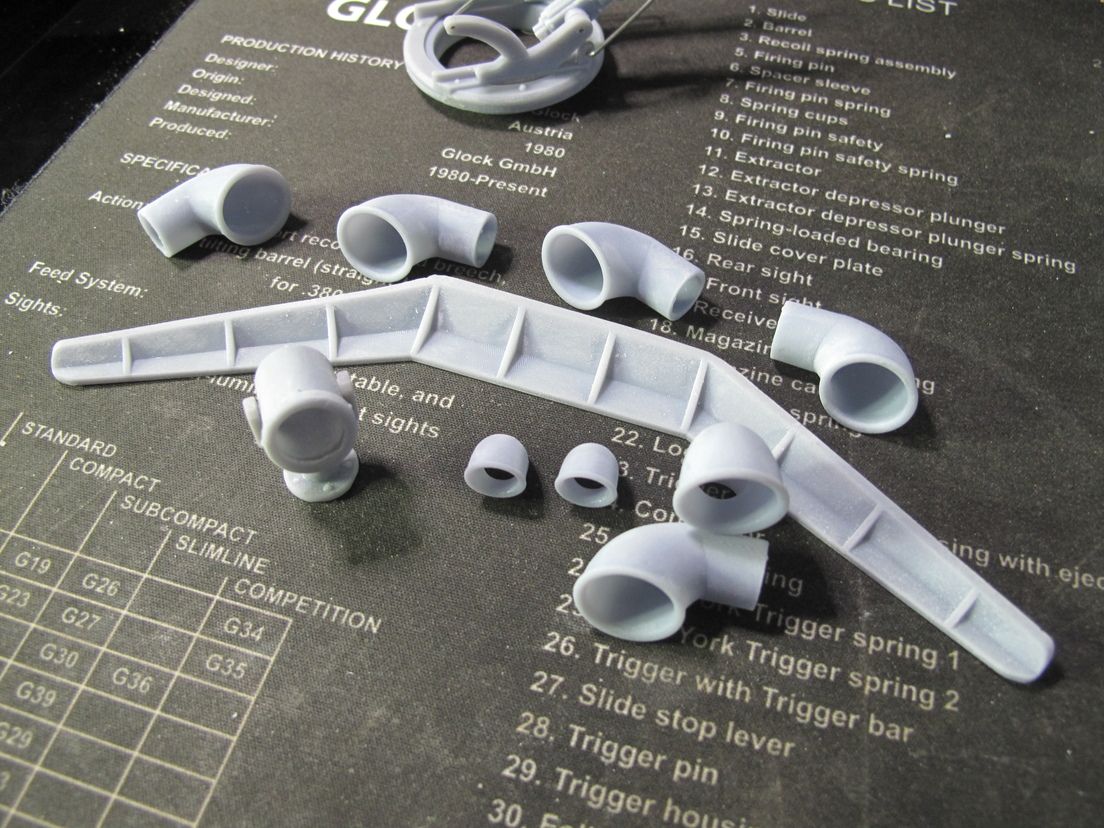
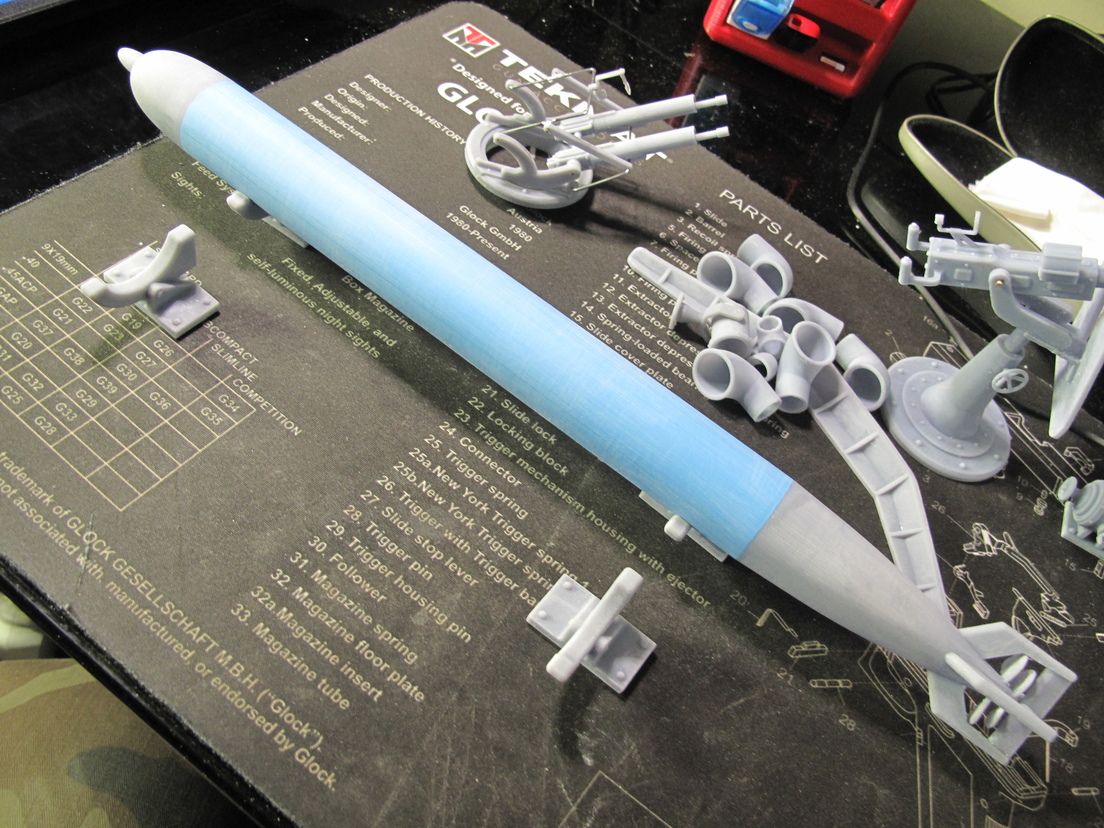
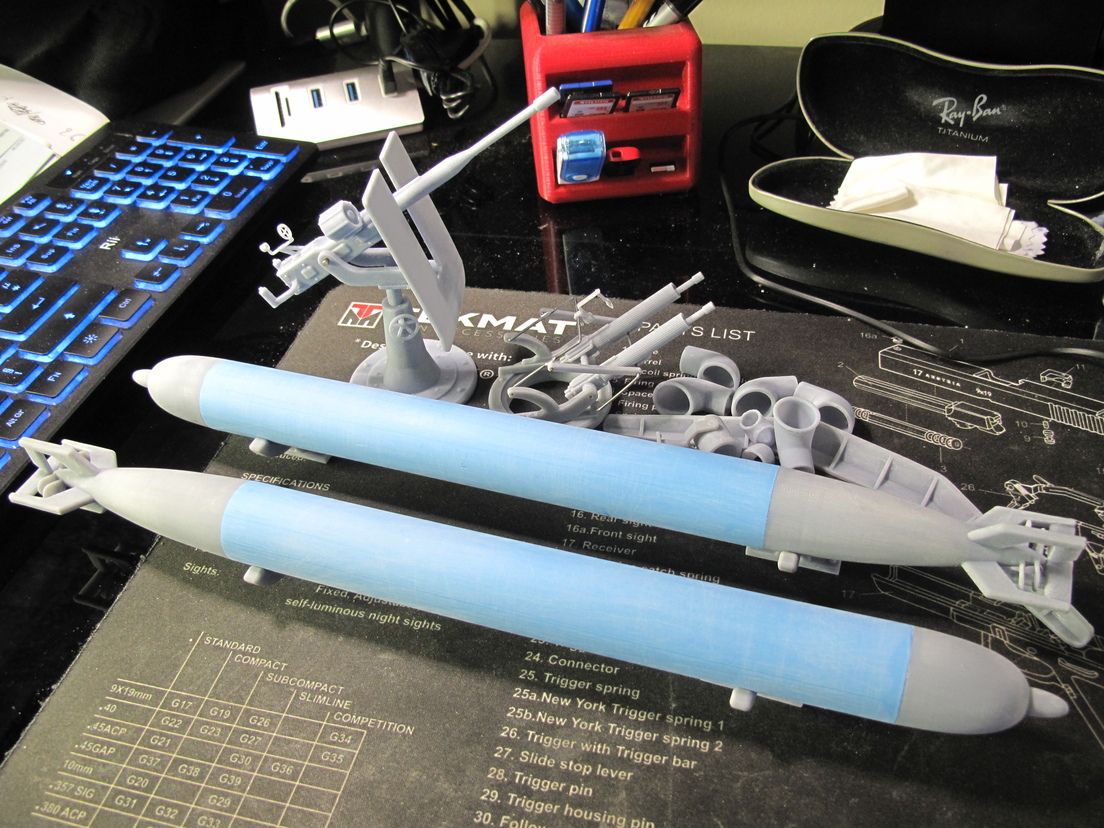
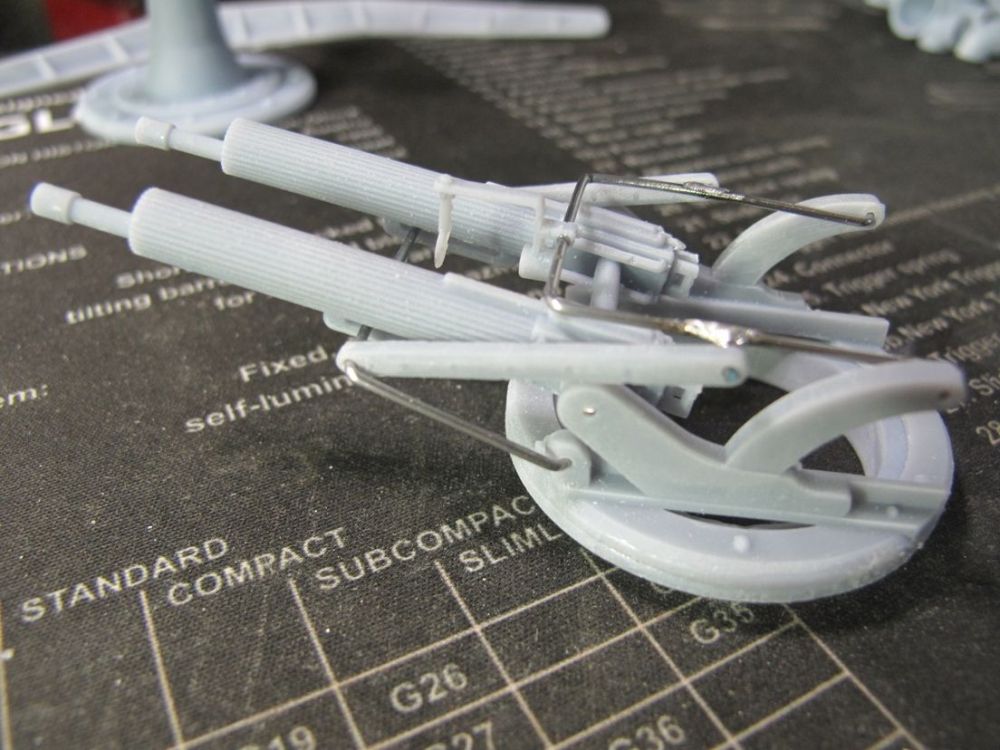
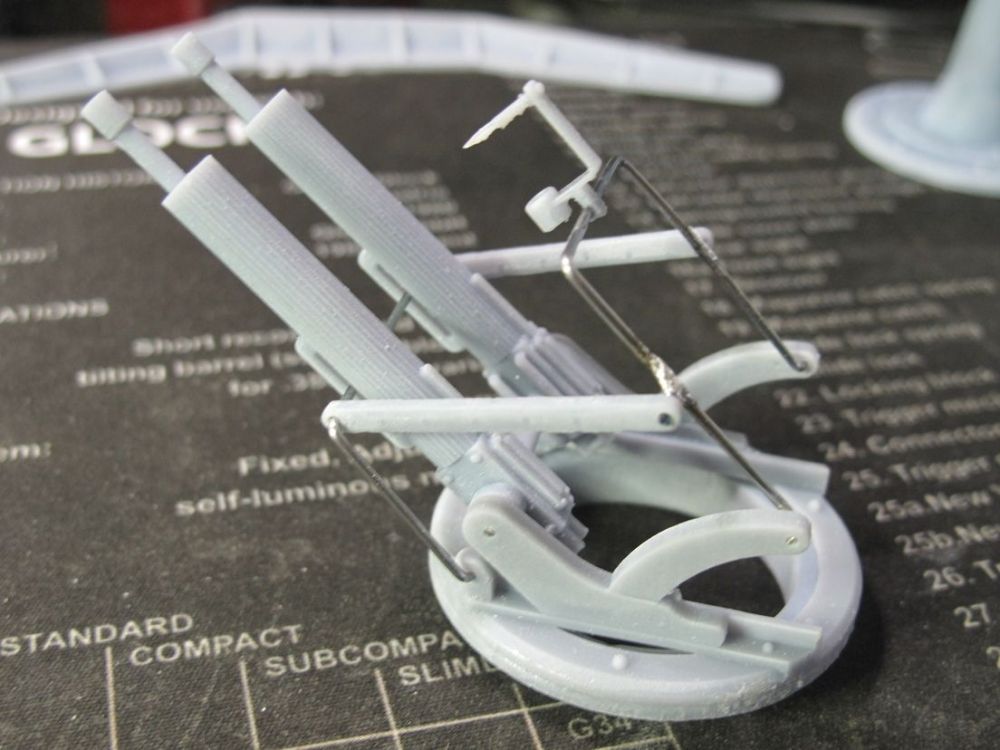
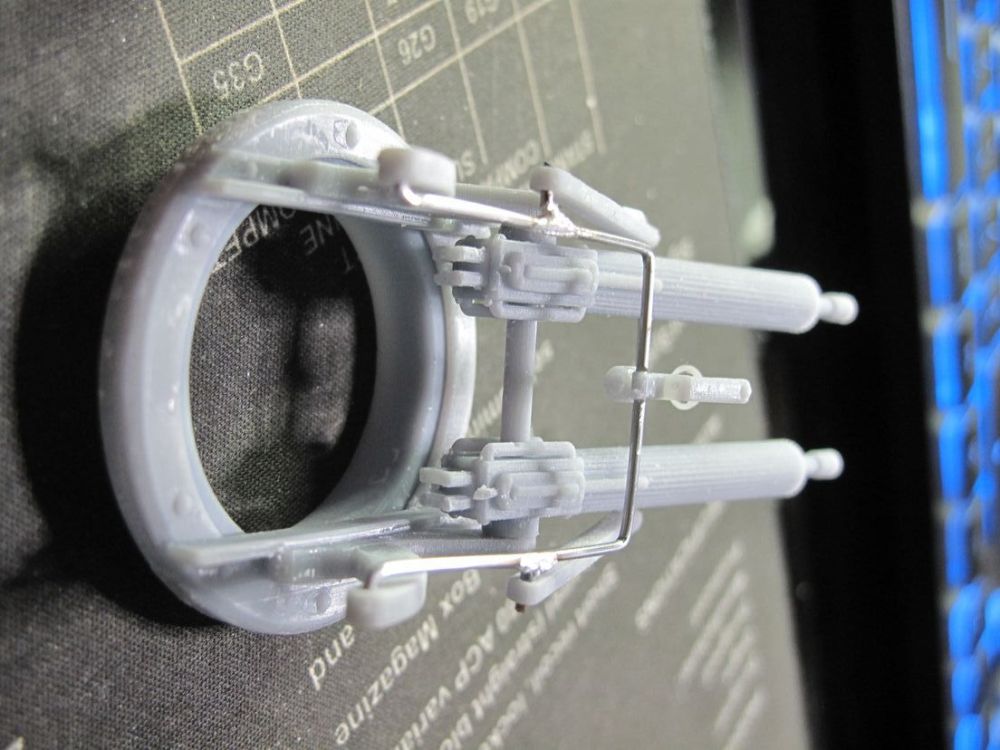
Impressions terminées et montage des mitrailleuses faites, plus qu'a faire un beau colis.


 1 point
1 point -
Si c'est la box qui donne le DHCP c'est sur la box que tu peux faire une réservation d'ip par rapport à l'adresse mac de ton périphérique réseau. Comme ça elle ne changera plus jamais . Sinon, il faut le paramétrer sur l'appareil qui est serveur DHCP sur ton réseau.1 point
-
je suis sur "working on updates don't turn off your pad" depuis plusieurs minutes... c'est long les maj? 10min... 20 min ... 1h je pense que soucis il y a , j'ai redemarré... tout est bon... enfin le paswword n'est toujours pas flsun... je retente, oui je suis joueur bon ca veut pas... quand je recupere la clé usb, windows me demande de la reparer et mon update.bin est devenu update.cue...0 points
-
C'est justement l'origine de ma panne : le 24V a traversé les différents régulateurs ils ont cramé, autant sur la Ruby que sur la TFT.0 points
-
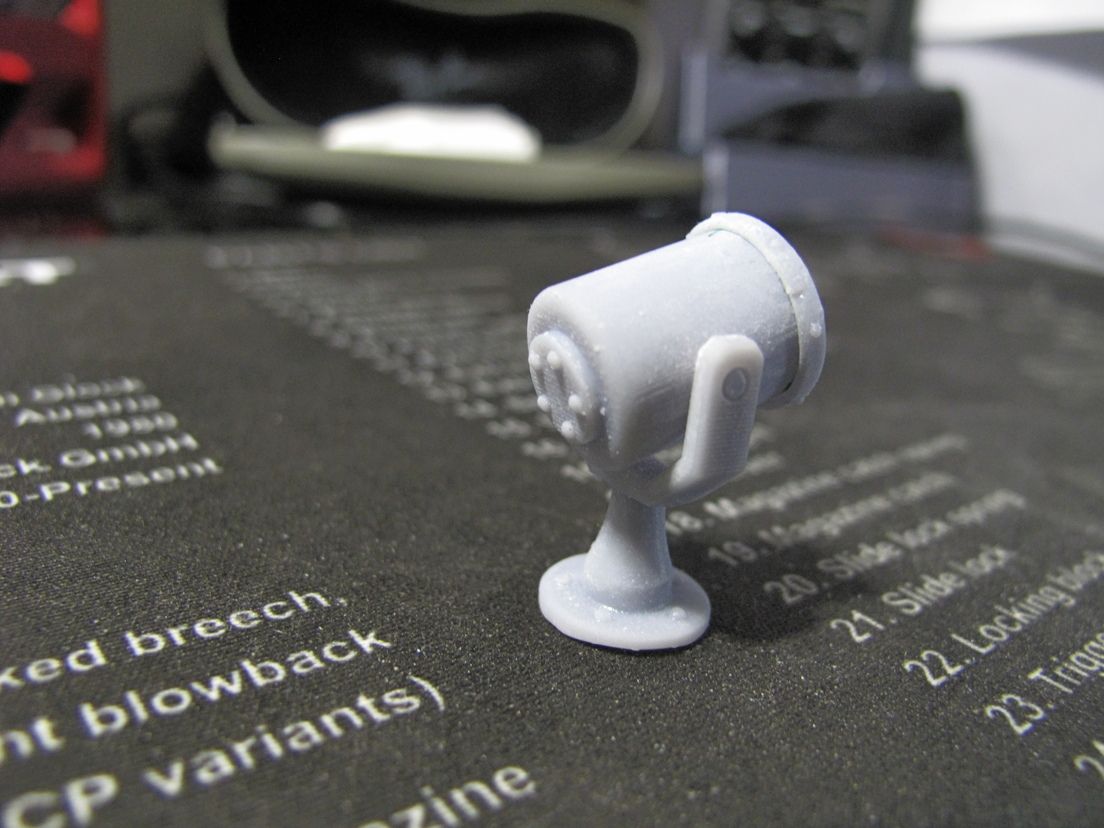
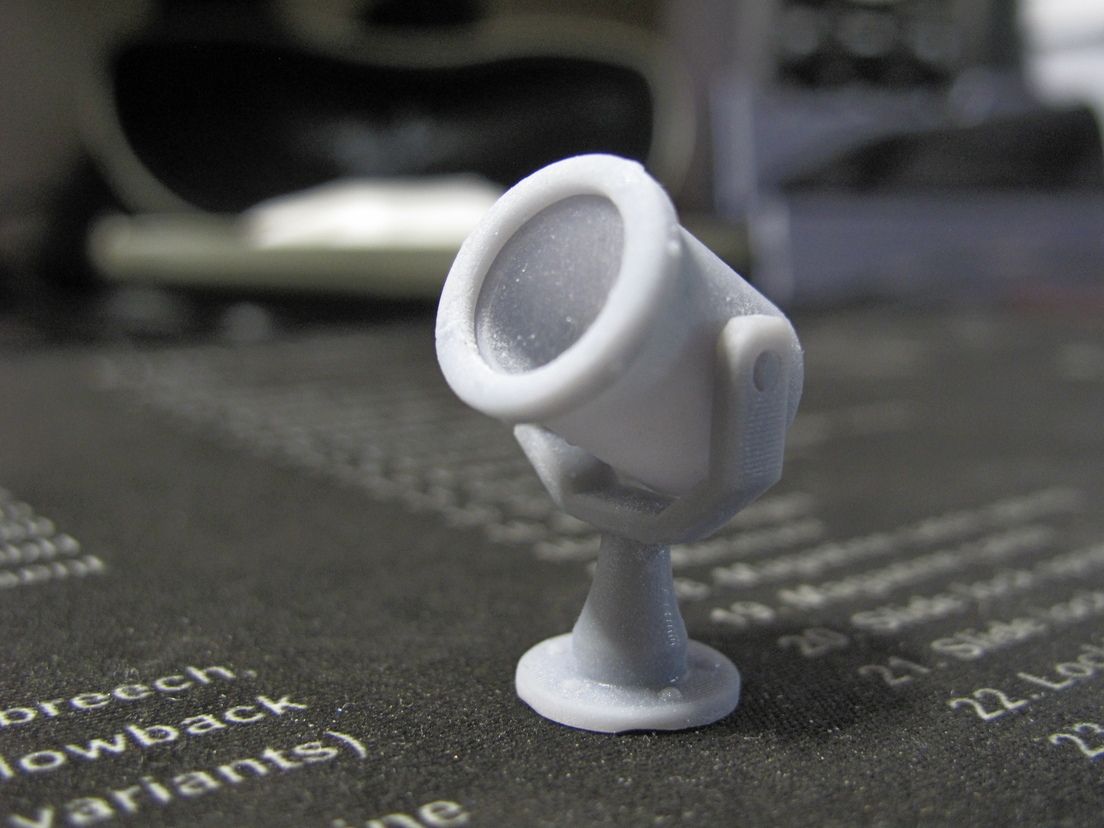
Salutation. Un autre truc vraiment pas habituel à deviner. Indice Pour moi, c'est a ranger dans la catégorie "Autre". Un peux comme le "coffee maker" Creality de Julien mais ce n'est pas une cafetière Des idées ?

 0 points
0 points







































.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)

.thumb.png.8892030d376f6d8b381c8c29dd7e0183.png)