
Toute l’activité
- Hier
-

faire attention aux faux sites bambu lab...
pascal_lb en réponse au topic de silvertriple dans Bambu Lab
Les gens ne regarde pas plus loin que le bout de leur nez, dernièrement j'ai vendu une imprimante sur le coin coin pour 350 € et je me suis fait insulté par un mec qui était persuadé que l'on trouvait la même à 150 € sur alichose sauf que c'était juste le kit enclosure pour le prix là, je lui ai prouvé par a + b qui se trompait et bien sur pas de réponse pour s'excuser -
Yes c'est aujourd'hui
-
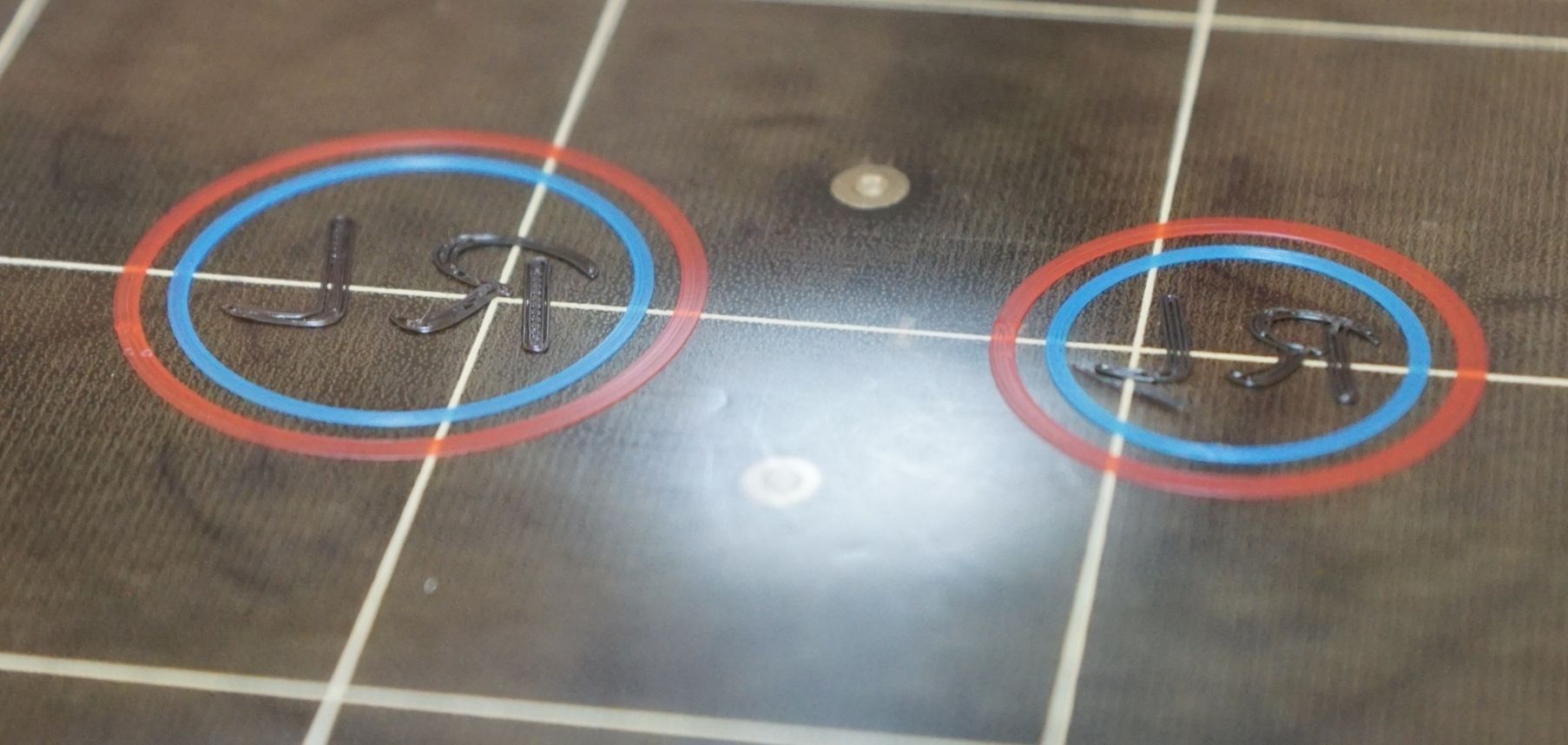
 Bonjour, Je réalise de temps en temps des impressions multicouleurs "manuelle" mais c'est fastidieux. A noter que je n'utilise pas le changement de couleur à une certaine hauteur de couche. Ce que je fais est différent, et ça permet d'obtenir plusieurs couleurs sur une surface lisse, en l'occurence celle en contact avec le lit chauffant. Exemple avec cette pièce : Voici comment elle est réalisée. Il y a 4 fichiers STL : - un pour le texte en noir, épaisseur une couche - un pour l'anneau en rouge, épaisseur une couche - un pour l'anneau en bleu, épaisseur une couche - un pour le reste de la pièce en blanc ; la pièce blanche contient les "gravures" en creux du texte et des anneaux. Je génére séparément 4 fichiers GCODE, que j'imprime les uns par dessus les précédents, en respectant une certaine procédure décrite après. D'abord, une première complication : dans PrusaSlicer, il faut que chaque partie soit positionnée correctement l'une par rapport à l'autre. Comme PrusaSlicer centre le modèle par défaut sur le lit, je dois ajouter, dans chaque fichier STL, un "bord périphérique" qui a pour seul objectif de centrer chaque fichier STL exactement au même endroit. Ces bords périphériques doivent être retirés après l'impression de chaque couleur. Je dois aussi modifier le GCODE personnalisé de l'imprimante, pour qu'à la fin d'une impression, la buse, le lit et l'enceinte restent chaudes. Donc, après avoir créé les fichiers STL, puis générer les GCODE correspondant à chaque couleur : - je charge le filament noir - je lance l'impression du GCODE correspondant au texte en noir - après impression, l'imprimante reste en chauffe - je retire délicatement, avec une spatule, le fameaux bord périphérique mais aussi la ligne de mise en pression (appellée "intro line" par Prusa) - je décharge le filament noir - je charge le filament bleu - je lance l'impression du GCODE correspondant à l'anneau en bleu - après impression, l'imprimante reste en chauffe - je retire délicatement, avec une spatule, le fameaux bord périphérique mais aussi l"intro line" - je décharge le filament bleu - je charge le filament rouge - je lance l'impression du GCODE correspondant à l'anneau en rouge - après impression, l'imprimante reste en chauffe - je retire délicatement, avec une spatule, le fameaux bord périphérique mais aussi l'"intro line" - je décharge le filament rouge ; le lit contient maintenant tous les motifs en couleurs, et on va imprimer le reste de la pièce par dessus : - je charge le filament blanc - je lance l'impression du GCODE correspondant au reste de la pièce en blanc Voilà c'est terminé ! Il y a beaucoup d'étapes manuelles, il ne faut pas se tromper... L'imprimante serait capable de faire toutes ces opérations avec UN SEUL fichier GCODE, où le rôle de l'utilisateur se limiterai à décharger et à charger les filaments lorsque l'imprimante le demande ; en effet : - des GCODE existent pour faire une pause et changer les filament ; il y a même un GCODE pour afficher un message (le nom de la couleur) - l'impression et le retrait des "bords périphériques" pour le centrage n'est pas nécessaire si j'arrive à aligner les différentes parties dans PrusaSlicer (mais comment faire ?) - les "intro lines" de chaque filament pourraient être imprimées chacune avec un décalage pour n'avoir à les retirer qu'à la fin de l'impression. Il y a deux façons de faire : - soit réussir à importer et à positionner correctement (et facilement) chaque fichier STL dans PrusaSlicer, à attribuer à chacun un filament, mais pour ce faire PrusaSlicer doit avoir un certain nombre de fonctions de présentes - soit faire une sorte de SCRIPT contenant des instructions, que PrusaSlicer pourrait exécuter, et fasse un seul fichier GCODE. Pour modéliser mes fichiers STL j'utilise un programme maison, dans lequel je pourrais ajouter une fonction pour générer ce fameux script. Bien sûr ça ne remplace pas le "vrai" multicouleur, mais cette méthode est très efficace pour tous les objets nécessitant des marquages indélébiles et lisses (faces avants, boutons, signalétique, ...) Une version améliorée de cette méthode permettrait d'avoir des motifs colorés et lisses aussi sur n'importe quelle surface parrallèle au lit chauffant de la pièce. Car ma méthode actuelle ne permet d'avoir une coloration seulement sur la face en contact avec le lit chauffant. Il faut donc parfois faire des assemblages : par exemple si on veut un bouton avec une collerette comportant des graduations, il faut imprimer la collerette à l'envers, puis ensuite l'assembler au bouton par collage, en prévoyant une rainure de centrage. Qu'en pensez-vous ? A bientôt
Bonjour, Je réalise de temps en temps des impressions multicouleurs "manuelle" mais c'est fastidieux. A noter que je n'utilise pas le changement de couleur à une certaine hauteur de couche. Ce que je fais est différent, et ça permet d'obtenir plusieurs couleurs sur une surface lisse, en l'occurence celle en contact avec le lit chauffant. Exemple avec cette pièce : Voici comment elle est réalisée. Il y a 4 fichiers STL : - un pour le texte en noir, épaisseur une couche - un pour l'anneau en rouge, épaisseur une couche - un pour l'anneau en bleu, épaisseur une couche - un pour le reste de la pièce en blanc ; la pièce blanche contient les "gravures" en creux du texte et des anneaux. Je génére séparément 4 fichiers GCODE, que j'imprime les uns par dessus les précédents, en respectant une certaine procédure décrite après. D'abord, une première complication : dans PrusaSlicer, il faut que chaque partie soit positionnée correctement l'une par rapport à l'autre. Comme PrusaSlicer centre le modèle par défaut sur le lit, je dois ajouter, dans chaque fichier STL, un "bord périphérique" qui a pour seul objectif de centrer chaque fichier STL exactement au même endroit. Ces bords périphériques doivent être retirés après l'impression de chaque couleur. Je dois aussi modifier le GCODE personnalisé de l'imprimante, pour qu'à la fin d'une impression, la buse, le lit et l'enceinte restent chaudes. Donc, après avoir créé les fichiers STL, puis générer les GCODE correspondant à chaque couleur : - je charge le filament noir - je lance l'impression du GCODE correspondant au texte en noir - après impression, l'imprimante reste en chauffe - je retire délicatement, avec une spatule, le fameaux bord périphérique mais aussi la ligne de mise en pression (appellée "intro line" par Prusa) - je décharge le filament noir - je charge le filament bleu - je lance l'impression du GCODE correspondant à l'anneau en bleu - après impression, l'imprimante reste en chauffe - je retire délicatement, avec une spatule, le fameaux bord périphérique mais aussi l"intro line" - je décharge le filament bleu - je charge le filament rouge - je lance l'impression du GCODE correspondant à l'anneau en rouge - après impression, l'imprimante reste en chauffe - je retire délicatement, avec une spatule, le fameaux bord périphérique mais aussi l'"intro line" - je décharge le filament rouge ; le lit contient maintenant tous les motifs en couleurs, et on va imprimer le reste de la pièce par dessus : - je charge le filament blanc - je lance l'impression du GCODE correspondant au reste de la pièce en blanc Voilà c'est terminé ! Il y a beaucoup d'étapes manuelles, il ne faut pas se tromper... L'imprimante serait capable de faire toutes ces opérations avec UN SEUL fichier GCODE, où le rôle de l'utilisateur se limiterai à décharger et à charger les filaments lorsque l'imprimante le demande ; en effet : - des GCODE existent pour faire une pause et changer les filament ; il y a même un GCODE pour afficher un message (le nom de la couleur) - l'impression et le retrait des "bords périphériques" pour le centrage n'est pas nécessaire si j'arrive à aligner les différentes parties dans PrusaSlicer (mais comment faire ?) - les "intro lines" de chaque filament pourraient être imprimées chacune avec un décalage pour n'avoir à les retirer qu'à la fin de l'impression. Il y a deux façons de faire : - soit réussir à importer et à positionner correctement (et facilement) chaque fichier STL dans PrusaSlicer, à attribuer à chacun un filament, mais pour ce faire PrusaSlicer doit avoir un certain nombre de fonctions de présentes - soit faire une sorte de SCRIPT contenant des instructions, que PrusaSlicer pourrait exécuter, et fasse un seul fichier GCODE. Pour modéliser mes fichiers STL j'utilise un programme maison, dans lequel je pourrais ajouter une fonction pour générer ce fameux script. Bien sûr ça ne remplace pas le "vrai" multicouleur, mais cette méthode est très efficace pour tous les objets nécessitant des marquages indélébiles et lisses (faces avants, boutons, signalétique, ...) Une version améliorée de cette méthode permettrait d'avoir des motifs colorés et lisses aussi sur n'importe quelle surface parrallèle au lit chauffant de la pièce. Car ma méthode actuelle ne permet d'avoir une coloration seulement sur la face en contact avec le lit chauffant. Il faut donc parfois faire des assemblages : par exemple si on veut un bouton avec une collerette comportant des graduations, il faut imprimer la collerette à l'envers, puis ensuite l'assembler au bouton par collage, en prévoyant une rainure de centrage. Qu'en pensez-vous ? A bientôt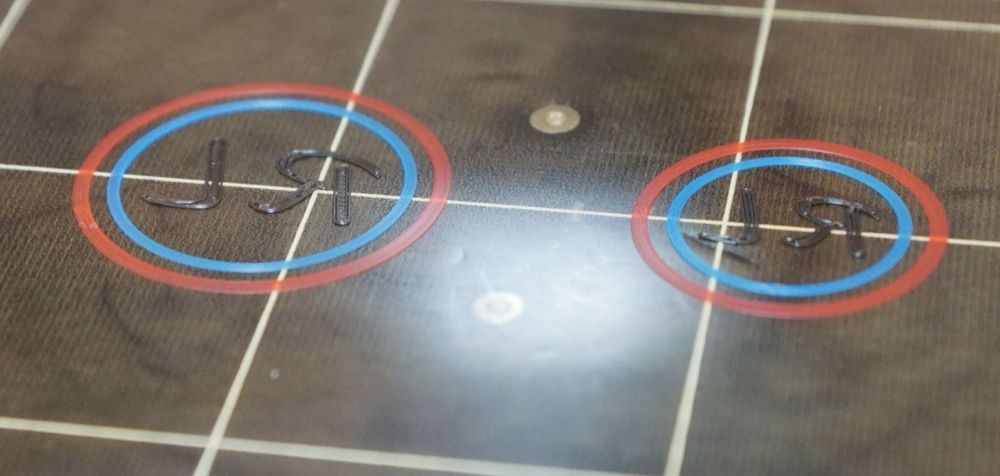

-
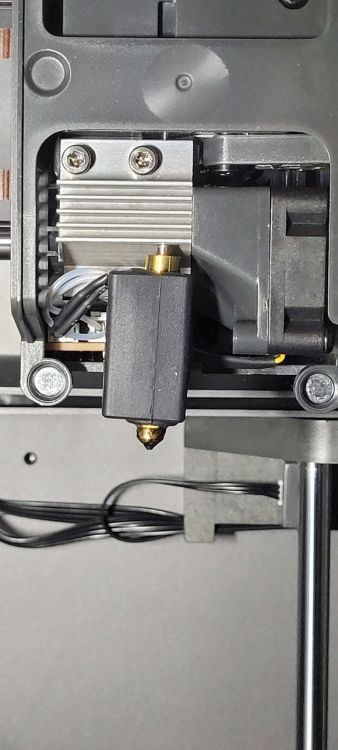
Panne sonde température hotend Prusa Original MK2s
electroremy en réponse au topic de electroremy dans Discussions sur les imprimantes 3D
Si j'ai bien compris, le firmware Klipper transforme l'imprimante 3D en périphérique "esclave" et c'est un ordinateur (ou un raspberry PI) sur lequel est installé le logiciel principal Klipper qui fait le gros du travail. L'intérêt est la puissance de calcul bien supérieur du Raspberry qui permet de nouvelles fonctionnalités. C'est intéressant mais l'imprimante ainsi modifiée est inutilisable seule (sans l'ordinateur avec klipper) et bien sûr il faut acquérir le raspberry PI et l'afficheur qui va bien. Mon projet de base* est une autre alternative : permettre une amélioration avec un cout minimal. Seul l'achat de la super pinda est requis, et les fonctionnalités optionnelles (chauffage de la chambre notamment) peuvent être obtenues avec le nombre minimal de composants externes, sachant que ces composants seraient aussi requis avec Klipper : alimentation du chauffage, résistances chauffantes, transistors de commande, CTN, connecteurs pour le câblage. Les deux sont complémentaires, c'est toujours mieux d'avoir le choix Le cout minimal de mon projet de base pourrait être intéressant car ça ne vaut peut-être pas le coup, en 2025, d'acheter le matériel nécessaire pour Klipper pour améliorer une MK2s (à moins d'avoir un Raspberry PI et un écran qui prennent la poussière sur une étagère) * projet de base = mon firmware modifié + en option les composants câblés en direct sur l'imprimante. Car mon boitier externe avec Arduino MEGA et écran tactile est moins intéressant que Klipper, ça c'est sûr ! Cette partie là restera un projet perso -

xTool F2 Ultra en approche
Motard Geek en réponse au topic de Motard Geek dans Discussions sur les graveurs laser, les CNC et l'usinage
En TPU sur la Elegoo Giga -
C'est certainement la meilleure option si on garde une alimentation de 450 W car elle est sollicitée et chauffe, donc perd en puissance délivrée (ca s'appelle le derating) Si on met une alimentation de 600 W comme celles commandées, elles vont être moins sollicitées, donc chauffer moins et délivrer une puissance proche du nominal. Cela évite aussi le problème de la sécurité, car normalement ces alimentations industrielles ne doivent pas être accessibles aux opérateurs.
-
puré encore une soirée de reve... apres 2-3 protos, je lance l'impression finale d'une piece dont j'ai besoin pour mercredi matin... et là buse bouchée... pfff je change la buse avec une buse (pas neuve mais que j'avais debouché) et rebelotte... apres x changements de buse le resultat est: * 2 buses pétées * x buses débouchées mais dès que j'essaye d'extruder elles se rebouchent Personne ne serait à proximité de cannes/sophia antipolis pour me dépanner d'une buse neuve demain par hazard???? Pour CP 6.2 et le mapping automatique du CFS au fait il faut cliquer là pour que ca fonctionne: allllllllllllllllllélouya, carlito a vaincu la machine
-
xTool F2 Ultra en approche
RT36 en réponse au topic de Motard Geek dans Discussions sur les graveurs laser, les CNC et l'usinage
dommage qu'on puisse pas les imprimer -
xTool F2 Ultra en approche
pascal_lb en réponse au topic de Motard Geek dans Discussions sur les graveurs laser, les CNC et l'usinage
Waouh je suis fier de toi Je vais passer aussi mon tour j'ai 2 pneus à changer sur ma voiture -
Apparemment ce problème est déjà arrivé à plusieurs personnes, je croise les doigts pour l'instant ça ne m'est pas arrivé, je te conseille de contacter Elegoo, ils sont très réactifs et n'hésitent pas à envoyer des pièces de rechange par contre envoi des photos ou vidéos du problème
-
.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)
Conversion de positions "cartésiennes" en autres
Guillaume3D en réponse au topic de Guillaume3D dans Discussions sur les logiciels 3D
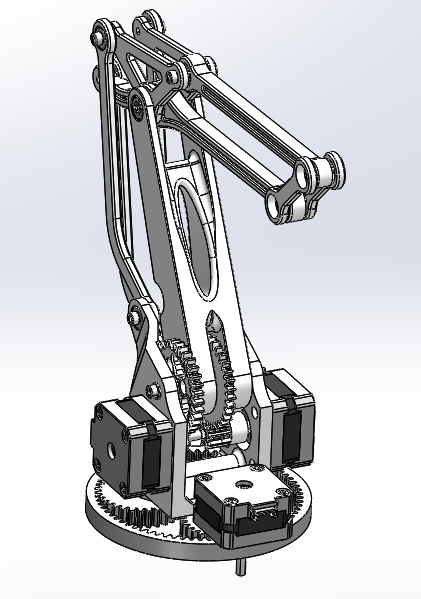
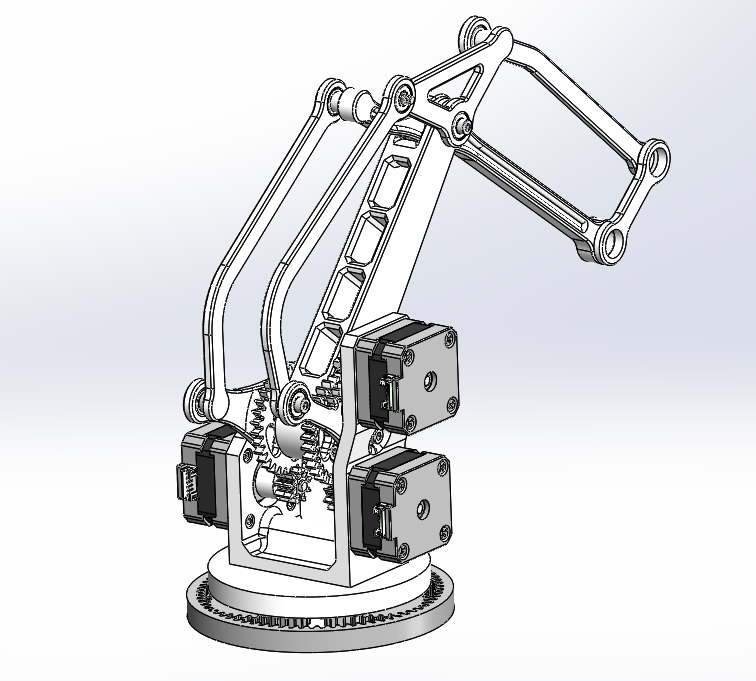
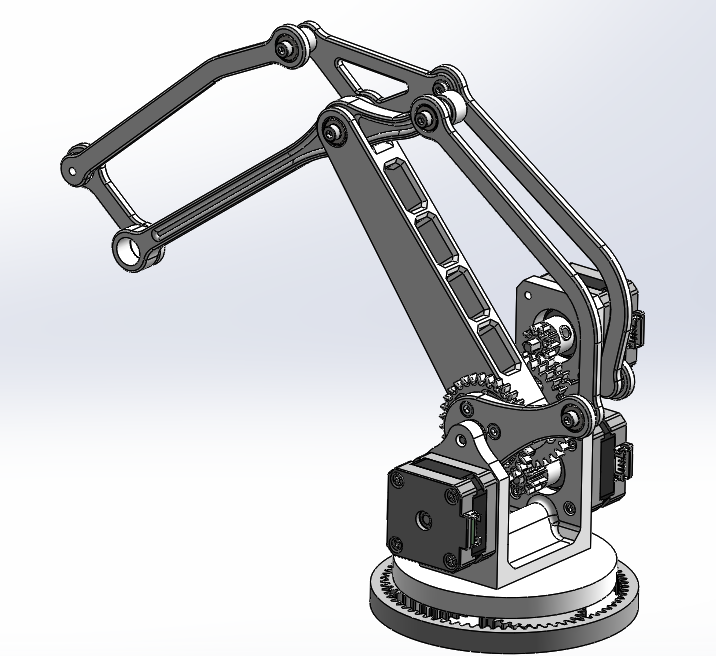
Salut, nop le projet est en pause depuis avril Je manque affreusement de temps depuis quelques mois, et ça commencer même à faire bien longtemps que je n'ai pas imprimé de pièces... Dès que j'aurais un peu de temps libre, j'installerai la v2 de mon imprimante résine, c'est mon projet prioritaire. Mais je suis étonné de ne pas avoir partagé des captures de ma CAO du bras robot ici, j'avais casiment terminé de mémoire et il ne me restait plus qu'à dessiner un petit effecteur pour un E3Dv6, et à améliorer la fixation du bras robot sur son support (car la majorité des projets consistent à visser le bras sur une planche en bois, ça ne me plaît pas trop). Bon, voici quelques captures d'où ça en est aux dernières nouvelles haha, honnêtement j'avais presque oublié le projet : J'avais conçu une version 4 axes, mais bon le 4ème axe était casiment inutile et compliquait tout, alors je l'avais viré pour repasser à une version 3 axes plus basique, et bien plus simple à piloter. D'ailleurs à ce que je vois, j'avais commencé à explorer les engrenages planétaires La vieille version 4 axes :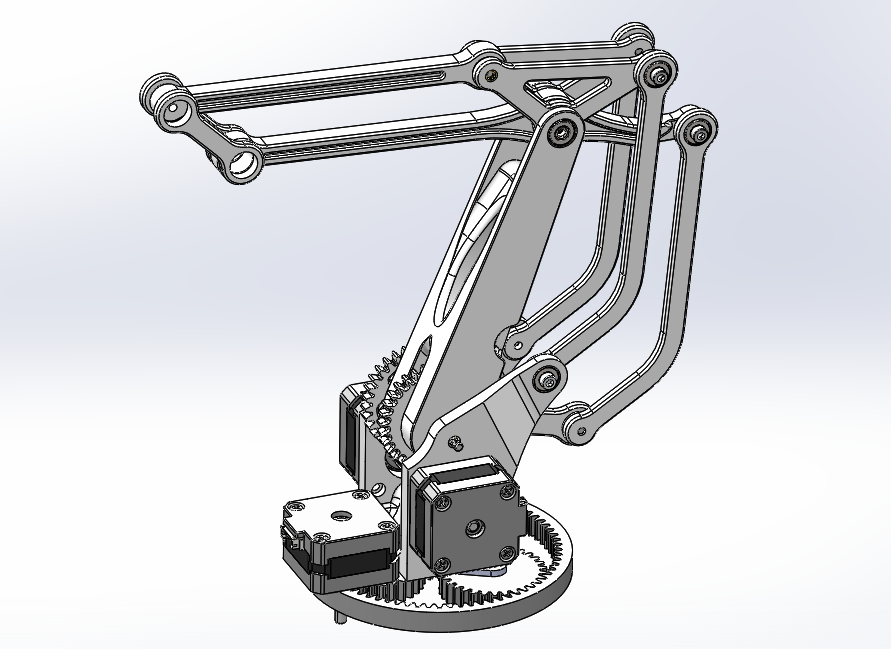
-
Merci encore
-
La résistance mécanique dépend aussi de ton slice le nombre de parois le taux de remplissage et sont type on aussi un impact.
-
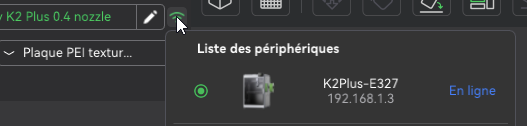
L'affichage de "FreeDi" et la réactivité de l'écran est formidable. Oups, moi je ne mets plus les doigts dedans, je ferai la mise à jour que @fran6p m'a faite un peu plus tard. Mais effectivement il faut être réactif avec le clavier Bon courage pour la suite en espérant que cela va se résoudre assez vite.
-

Qidi X Max 3 - Probleme de shutdown de Klipper
souriceaux en réponse au topic de V3DP dans Qidi Tech
Comme il y a une utilisation "Pro" avec des impressions assez importantes, peut être envisager de déplacer l'alimentation en dehors du caisson et lui mettre une ventilation plus forte. Bon courage pour la suite. -
oui, plusieurs fois et j'ai même suivi la vidéo pour remettre le plateau a zéro.
-
 lauglo a rejoint la communauté
lauglo a rejoint la communauté -

xTool F2 Ultra en approche
divers en réponse au topic de Motard Geek dans Discussions sur les graveurs laser, les CNC et l'usinage
Il faut que cela murisse, ça évite de dire des conneries ou de passer pour un vantard, donc on verra en septembre. -

problème déplacement des axes SW X2
pommeverte en réponse au topic de Sine dans Entraide : Questions/Réponses sur l'impression 3D
Salut, oui, ligne par ligne -
As tu fait comme indiqué dans un des post précédent ?
-
ok merci encore, je vais donc réfléchir encore, car j'aimerais avoir le plus de possibilité possible, mais je suis conscient qu'on ne peut pas tout favori en une seul imprimante
-
pas que la résistance mécanique de l'objet imprimé est liée par exemple pour certains filaments à l'utilisation d'une chambre chauffée et régulée
-
Bonjour, merci de vos renseignements. " de résistance mécanique, de souplesse, résistance à la température, aux UV, aux produits chimiques" cela dépends des filaments non ?
-
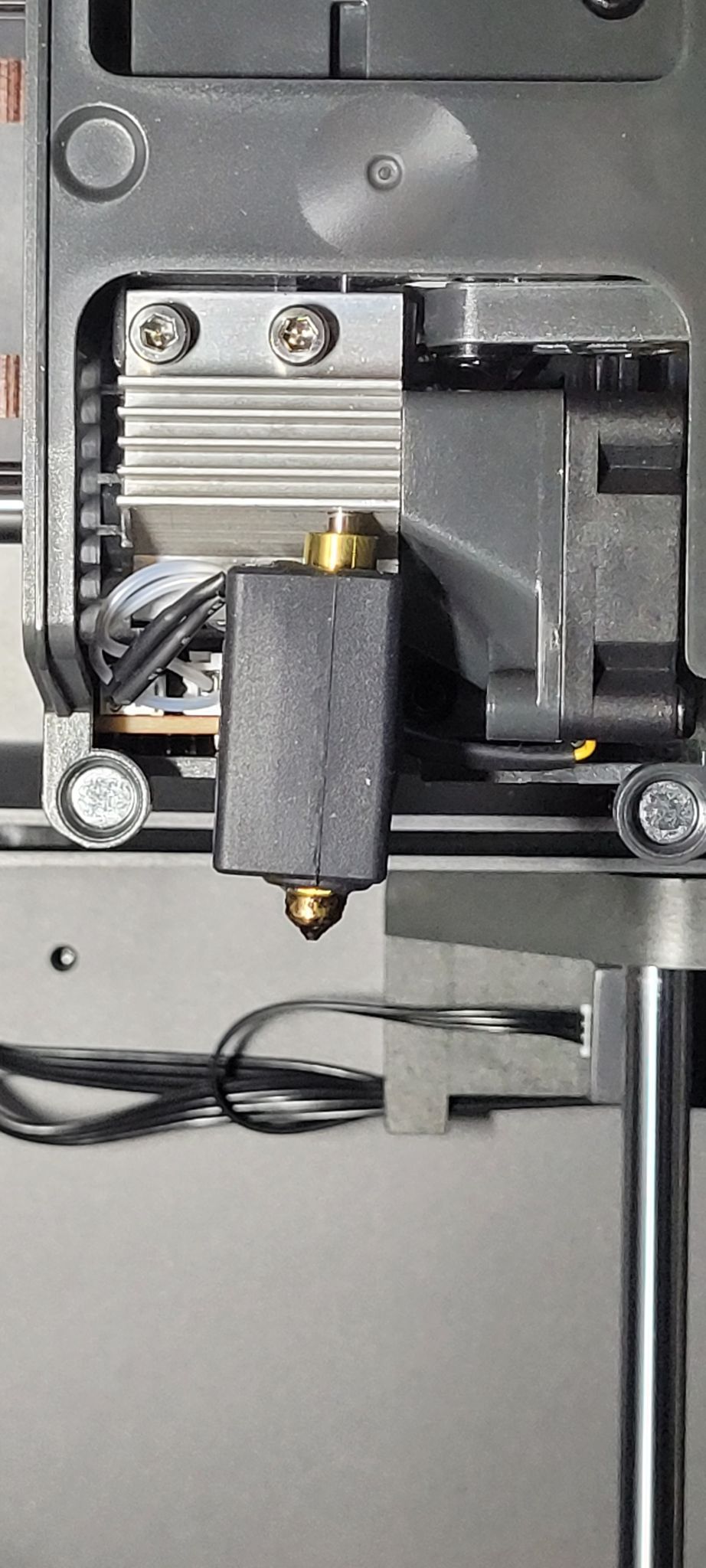
après a peine 2 semaines première grosse galère , erreur 502 , j'y ai droit . Tout allait bien, j'ai lancer un nivellement de contrôle et patatras erreur 502 . j'insiste plusieurs fois et finalement ca passe. Je lance une impression tout a l'air de bien se passer, mais une fois terminée la buse avait raclé le plateau et plié la buse. je refais un nivellement la buse vient ecraser le plateau a l'avant gauche et la bloqué plus rien . impossible de niveler le plateau 502 a chaque fois.

-
 Orélien86 a rejoint la communauté
Orélien86 a rejoint la communauté -
xTool F2 Ultra en approche
Motard Geek en réponse au topic de Motard Geek dans Discussions sur les graveurs laser, les CNC et l'usinage
faut nous en dire plus si ça a sa place sur le forum -
xTool F2 Ultra en approche
divers en réponse au topic de Motard Geek dans Discussions sur les graveurs laser, les CNC et l'usinage
Pour une fois, je vais passer mon tour. J'ai un autre achat en tête dans quelques mois.








-
Qui est en ligne 1 membre, 0 anonyme, 114 invités (Afficher la liste complète)
-
Statistiques des membres
49 204
Total des membres6 937
Maximum en ligne
-
Statistiques des forums
55,1k
Total des sujets622,5k
Total des messages -
Sujets les plus vus





-
-
-


-
Images
-
Sujets récents
-
-
Contributeurs populaires
-
1

-
2

-
3
-
4

-
5
-
-
Sujets actifs
-
-
Sur le blog
-
Soutenir le forum




Les liens affiliés
Certains liens affichés sur le site et le forum sont affiliés. En tant que partenaire Amazon entre autres, nous pouvons recevoir une commission mais le prix que vous payez ne change pas, il reste au plus bas.








