Classement




Contenu populaire
Contenu avec la plus haute réputation dans 13/05/2020 Dans tous les contenus
-
Rien Peut-être, peut-être pas. Mes réponses peuvent te sembler «ironiques» mais sans plus d'informations (quelle carte cr10s v2?, un lien ? …) tu demandes à ce qu'on fasse le travail pour toi2 points
-
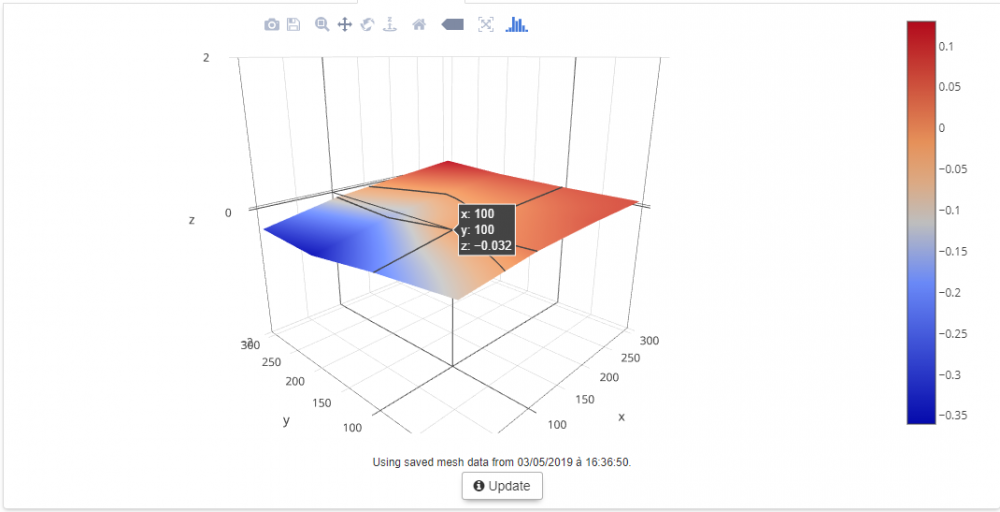
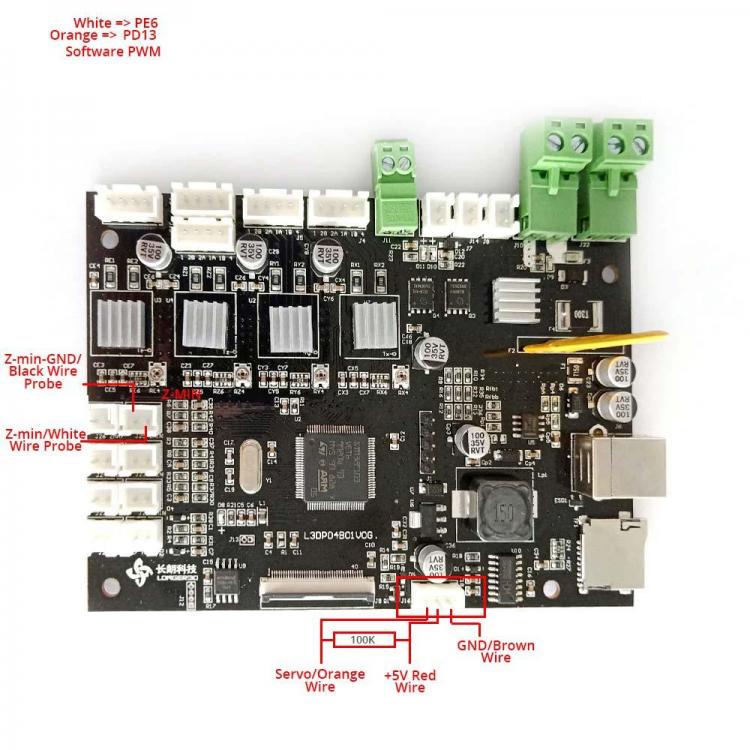
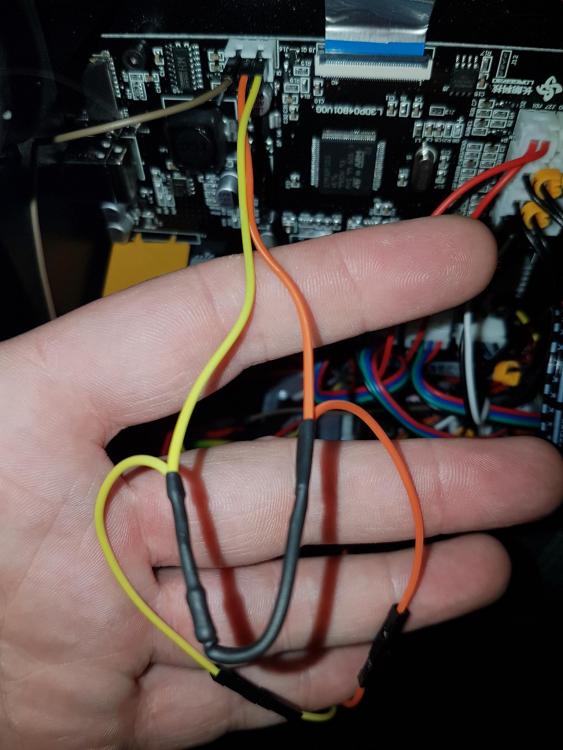
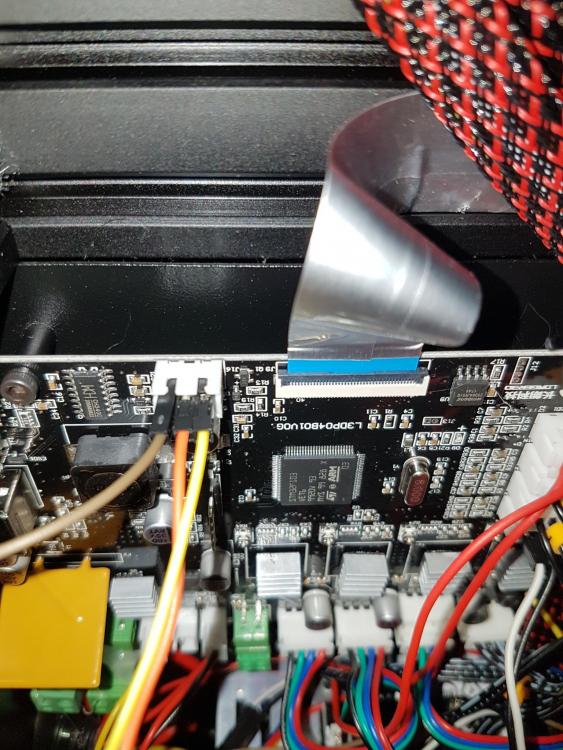
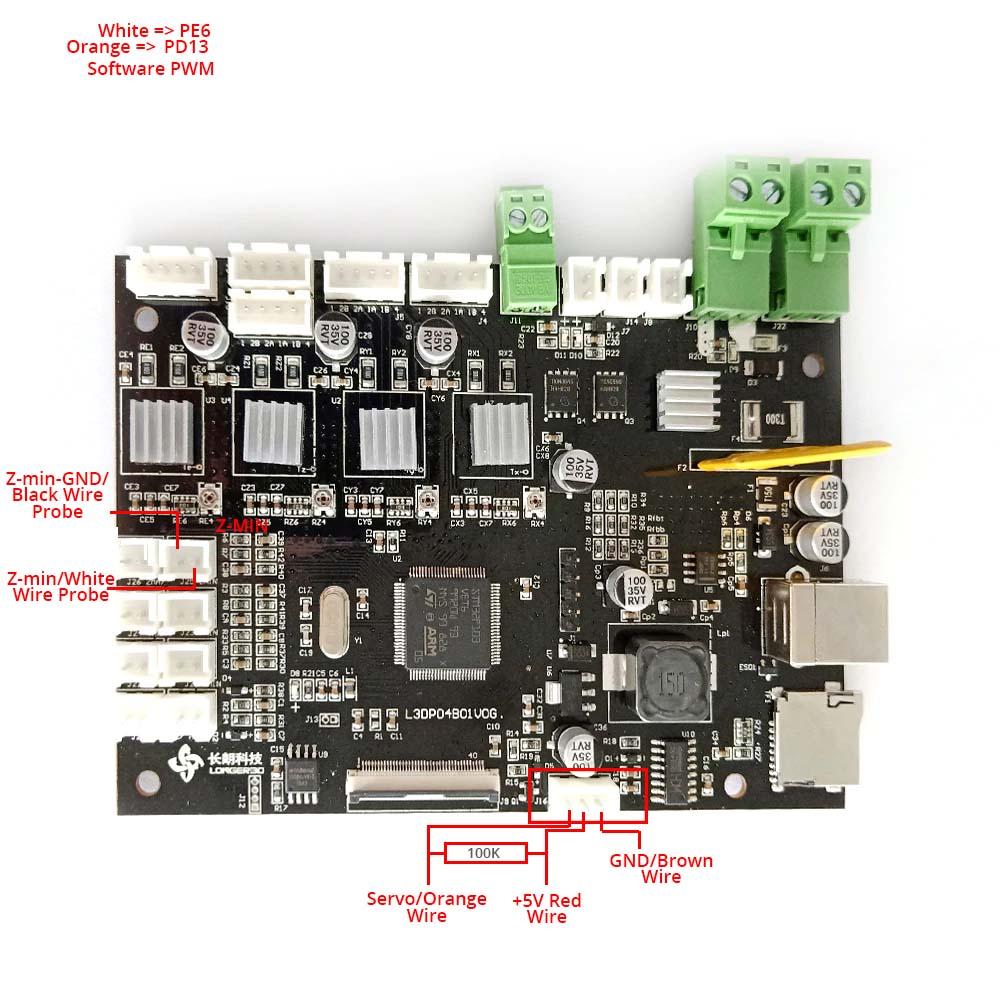
Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents ==================================================================== Mini tuto : Installation du TouchMi par @sensei73 ================================================================================ Installation du BL-Touch : Version 4.5 du 24/08/2019 (Update nouveau fichier .pins). De quoi ai-je besoin : Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez ! Savoir déjà compiler et flasher Marlin sur une Alfawise. Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D. Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici. Un peu de doc sur le BL-Touch (V3) Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici. Un fer à souder avec un peu d'étain. De la gaine thermorétractable. Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision. Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également. Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement. Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut : Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto. >>> On y va ! <<< Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" : Si vous avez une carte-mère en version V0G : Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) : Configuration Marlin 2-x Allez on passe enfin à la configuration ! Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent. Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29. Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé. On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 : Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 : Et on compile Marlin ! Tests Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ. Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel. Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto. Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations ! GCode de démarrage : Mini tuto Z-Offset pour BL-Touch ENJOY ! Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !





 1 point
1 point -
Topic Officiel du portage Marlin 2-x pour Alfawise U20, U20+ et U30 AVERTISSEMENT : Ce Topic est dédié aux aspects techniques du portage de Marlin sur les AlfaWise, développement, bugs spécifiques. Il ne s'agit en aucun cas d'un topic ou tuto sur comment flasher Marlin ou Marlin et sa configuration générale. >> Pour tout ce qui est optimisation, ajouts de périphériques et configurations diverses c'est ici << >> Pour le tuto comment flasher Marlin sur les Alfawise, c'est ici << Developpement in progress : Des problèmes de décalages sur l'axe Y (sauts de pas) ont été rencontrés sur un grand nombre d'utilisateurs Marlin. Des investigations intensives sont en cours. M500 (sauvegarde de paramètres dans l'EEPROM/Carte SD) : En cours SD card reader ==> OK (13/04/2019) Touch Screen ==> OK (13/04/2019) Retour arrière vers firmware d'origine ==> OK. Procédure à écrire. Tuto à update USB port ==> OK ! (14/04/2019) USB port Full speed ==> OK ! (250K) (14/04/2019) BL-Touch ==> Config et schéma OK. Attente et tests prévu le 25/04/2019 Flash via carte SD ==> OK ! (20/04/2019) (v7, update du 29/04/2019). =================================================================================================================================================================== ##### Remerciements ##### Aux tauliers du forum et du site, A @Hobi et @Epsylon3 @jmz52 pour leur remarquable travail de Recherche & Développement, A tous les bêta-testeurs @Crzay, @Oniric, @Sylvain37, @wipeout85800, @BarthDVS, @beber75 désolé si j'en oublie... Cliquez sur le petit bouton merci, ça fera du bien à tous les participants ! ########################################### >> ======================================================================================================================= Archive/Genèse du projet 1 : Archive/Genèse du projet 2:
 1 point
1 point -
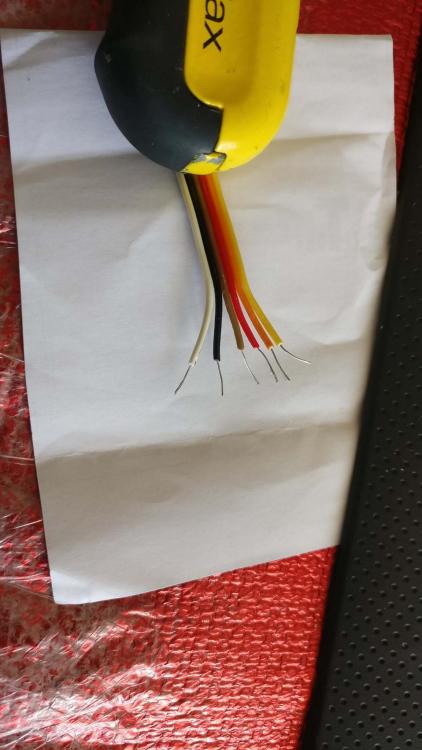
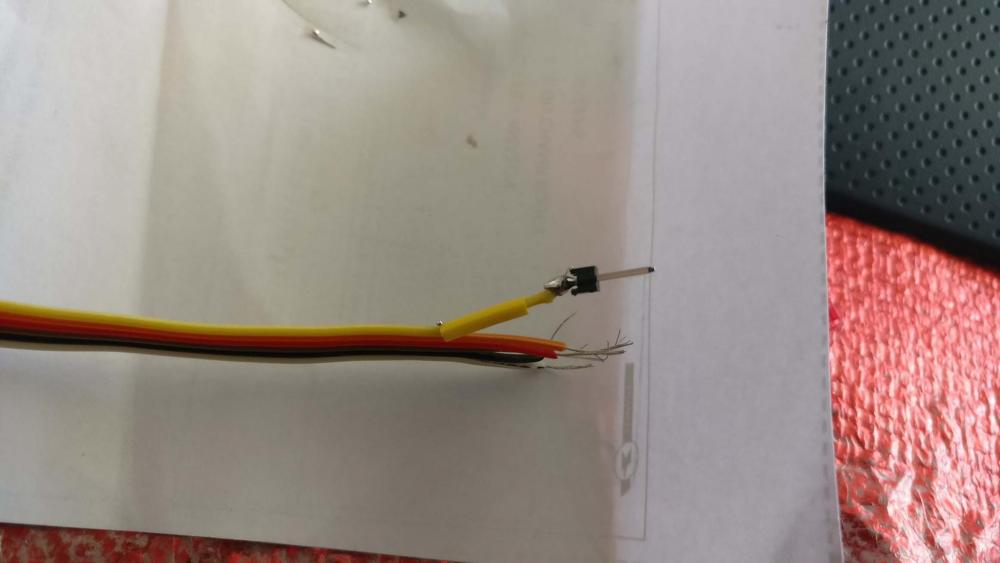
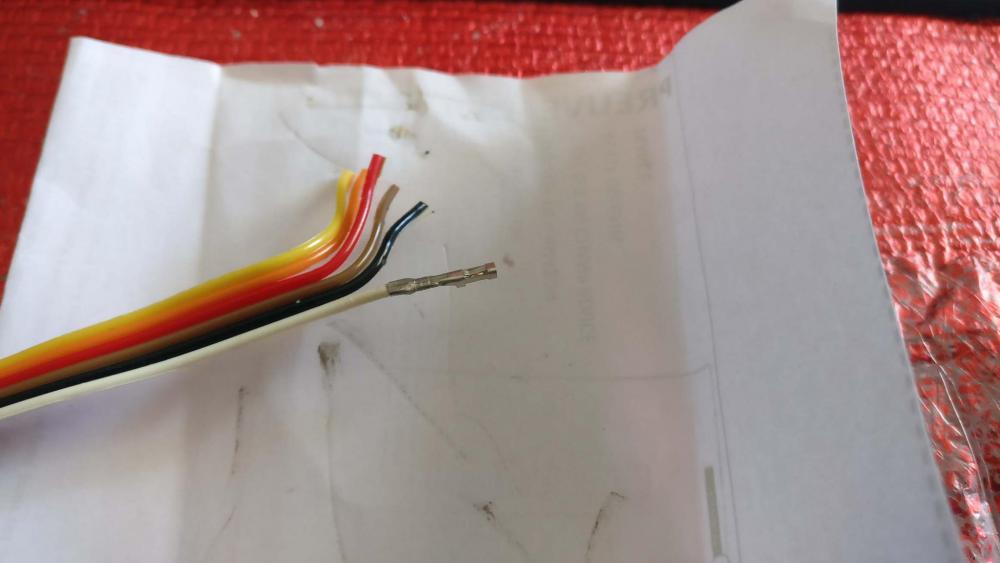
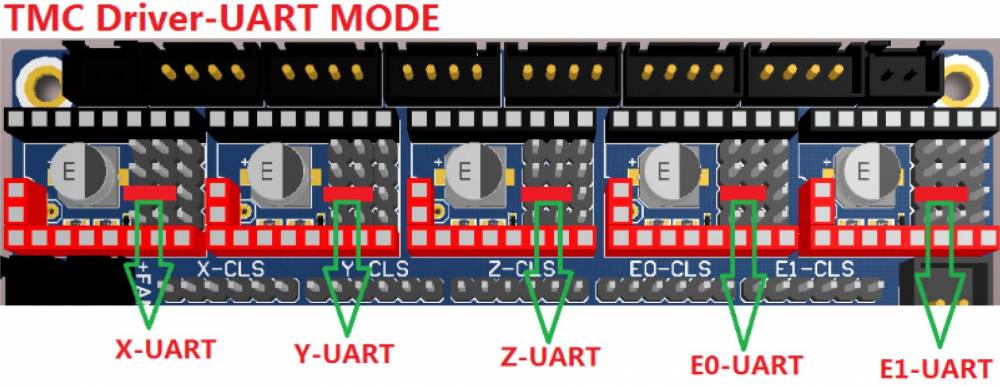
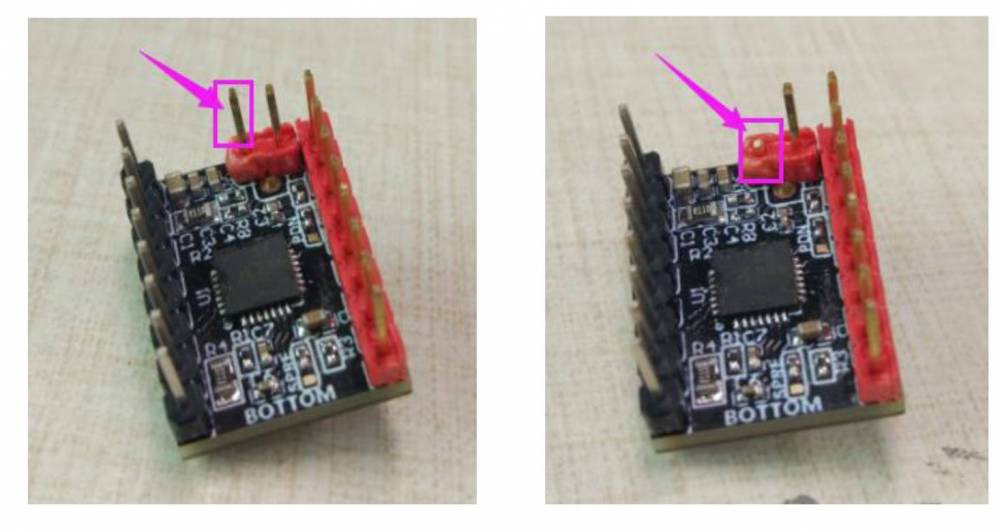
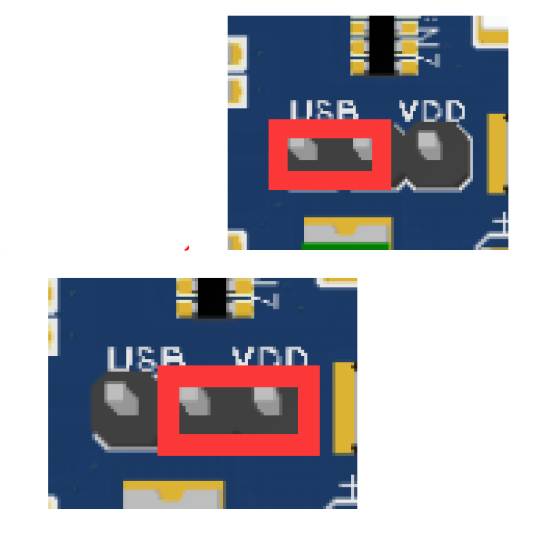
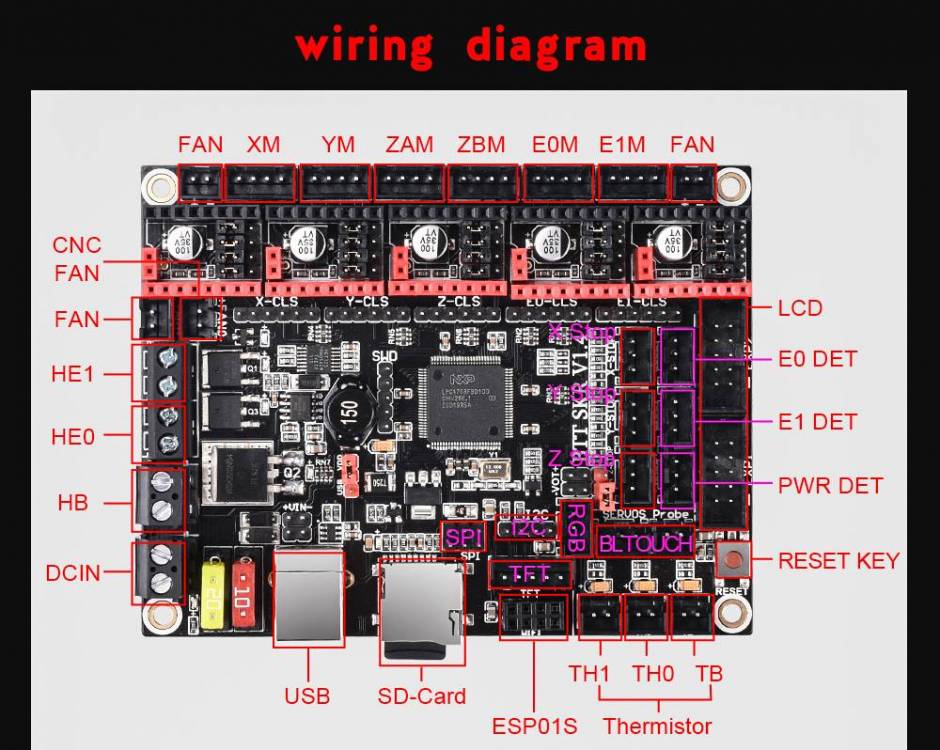
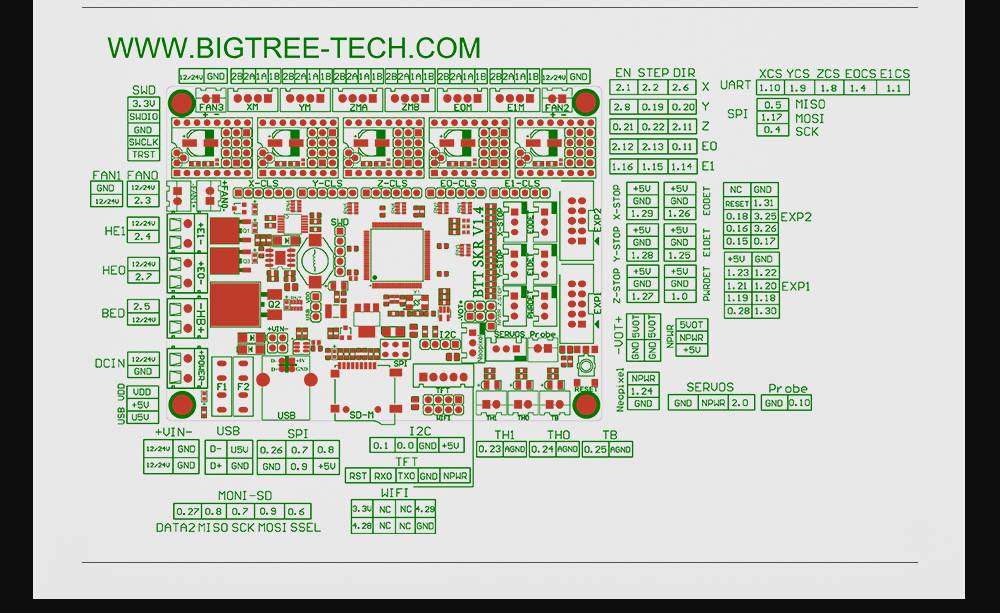
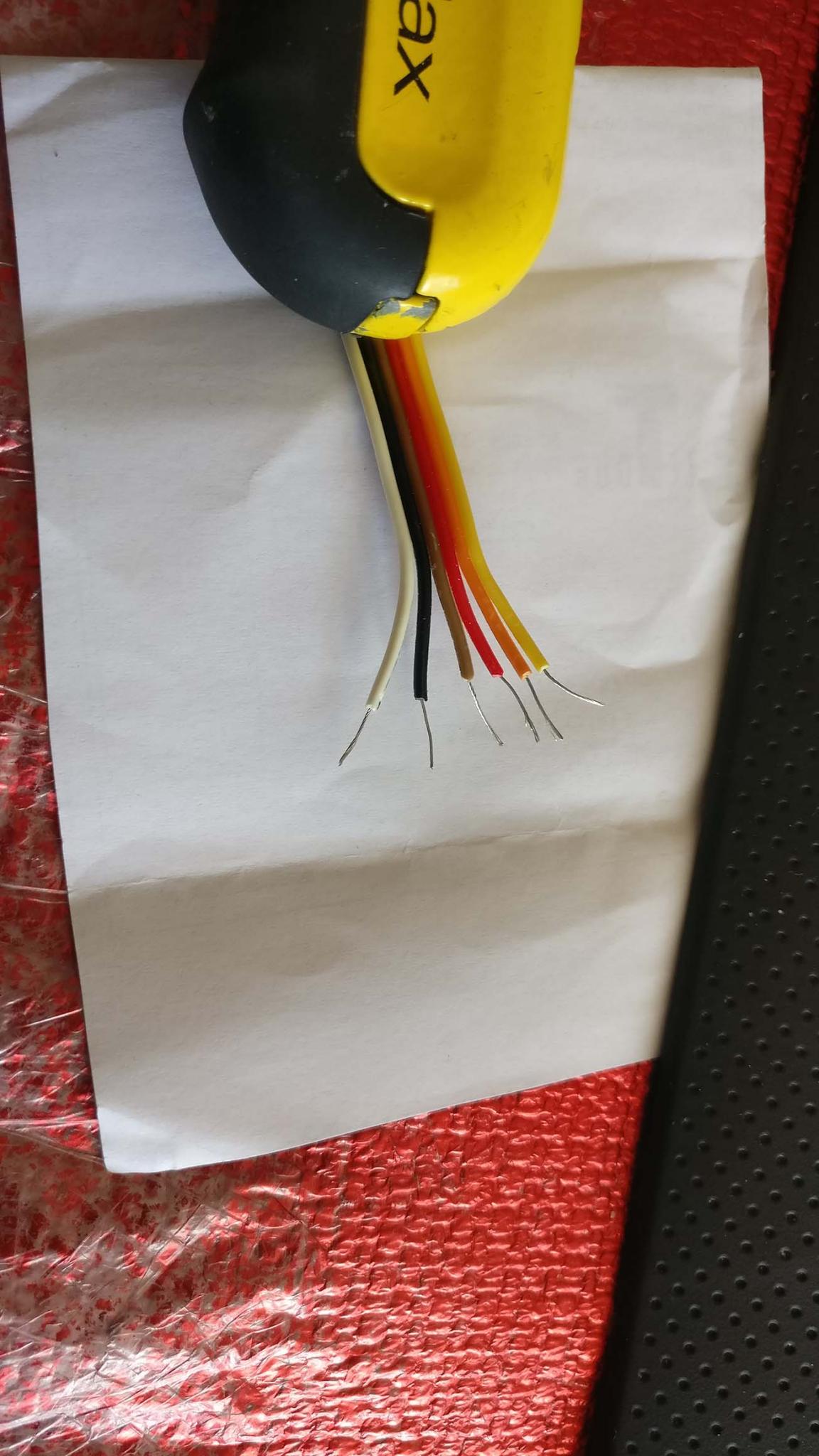
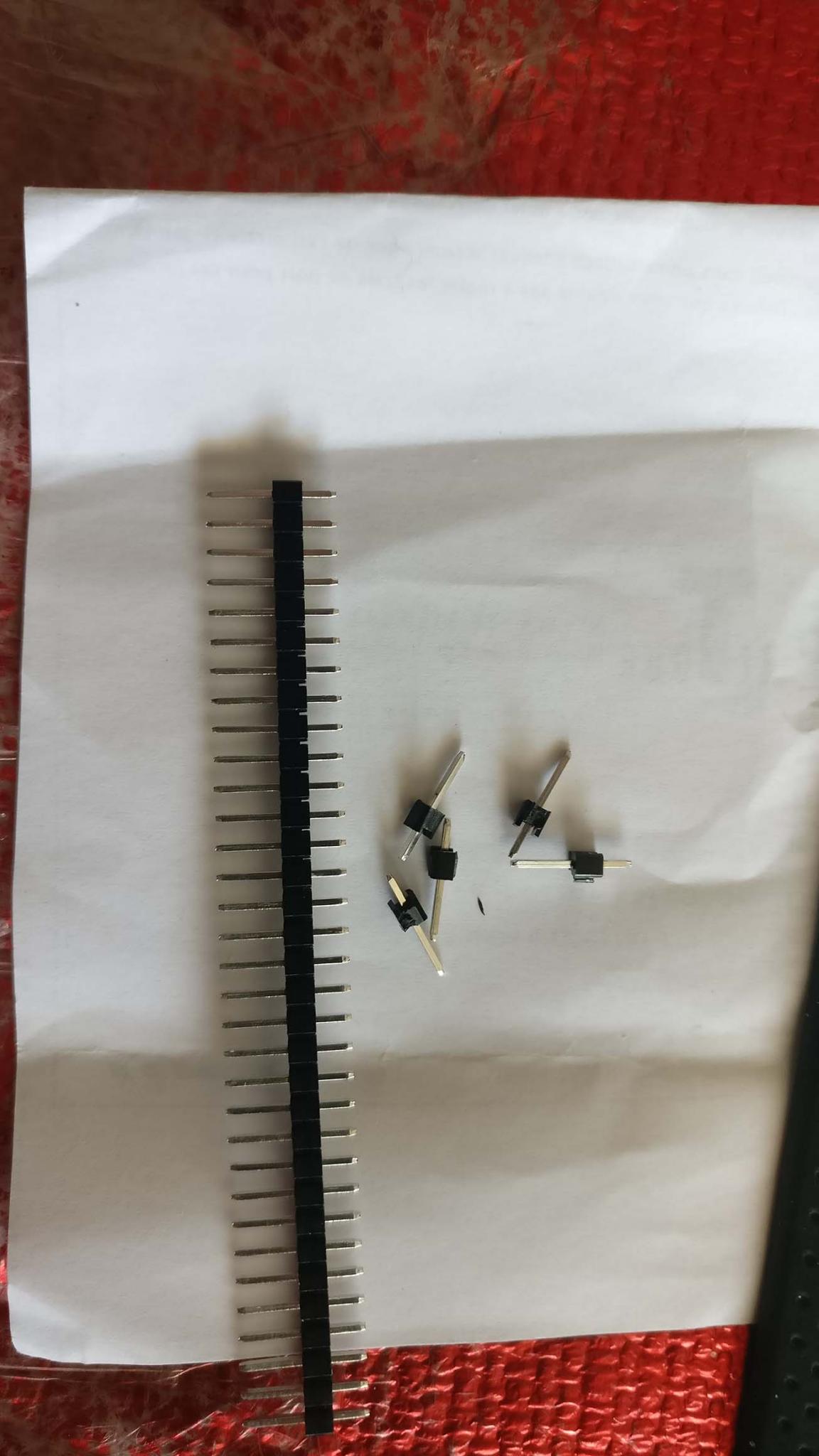
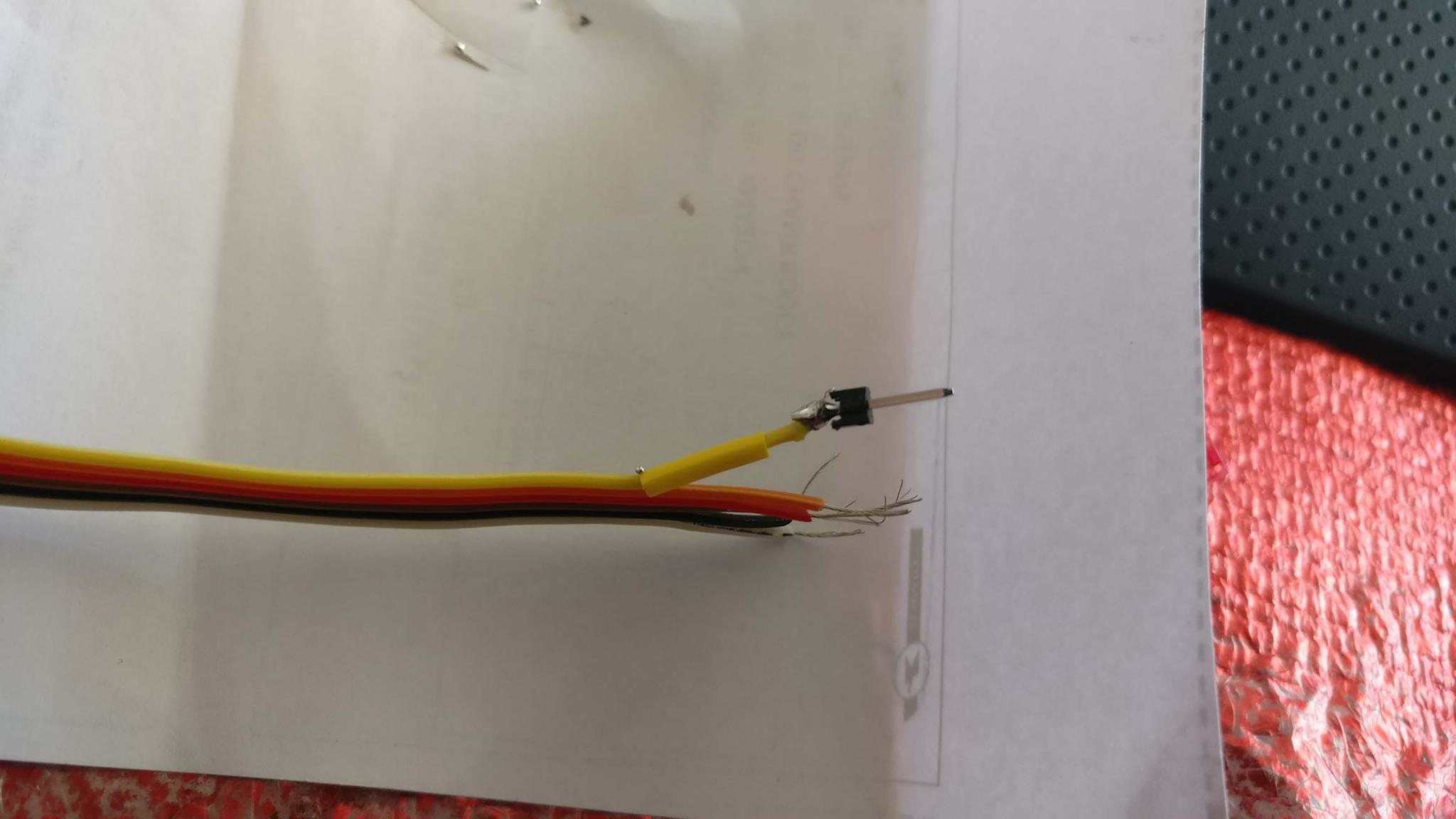
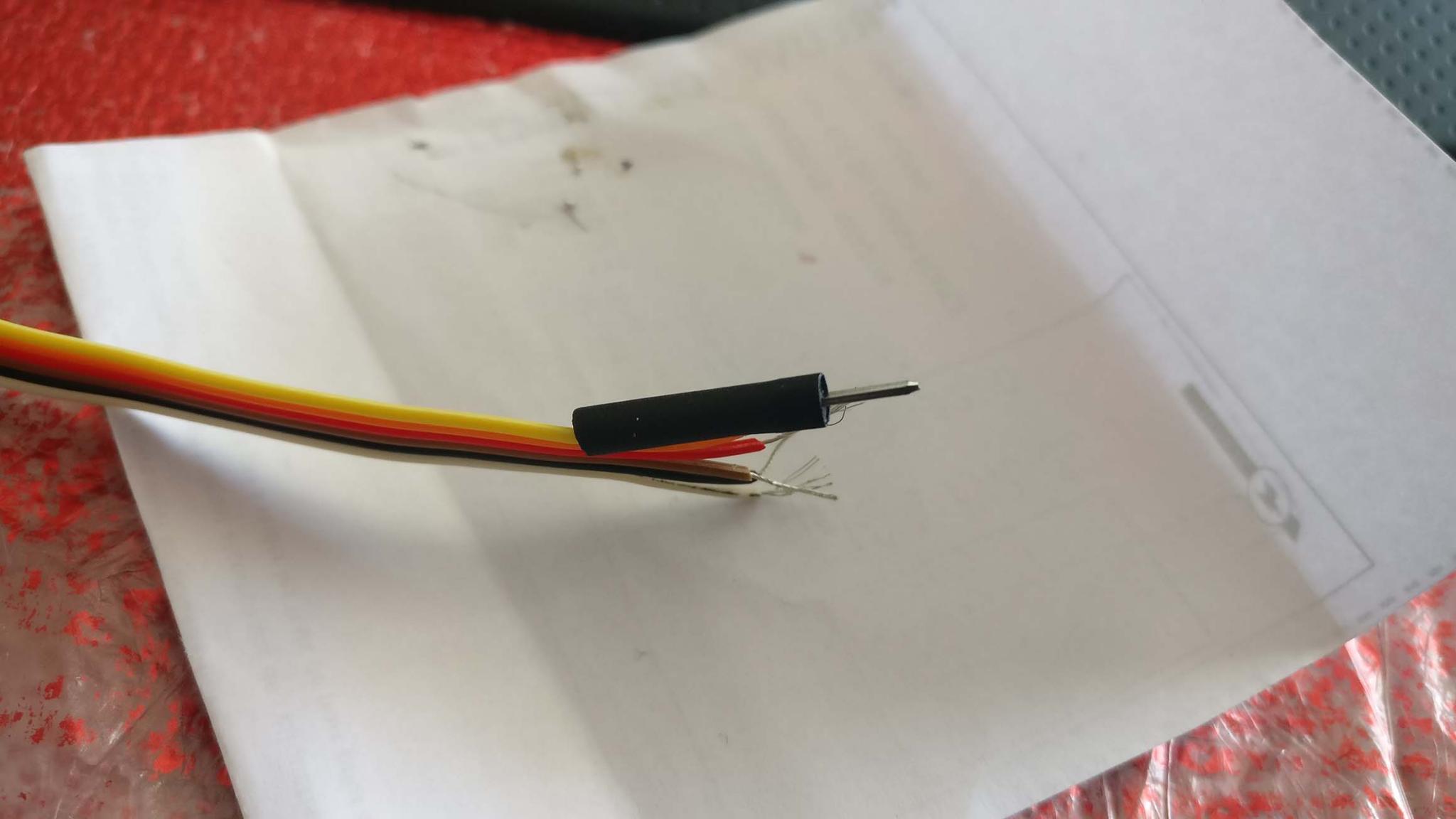
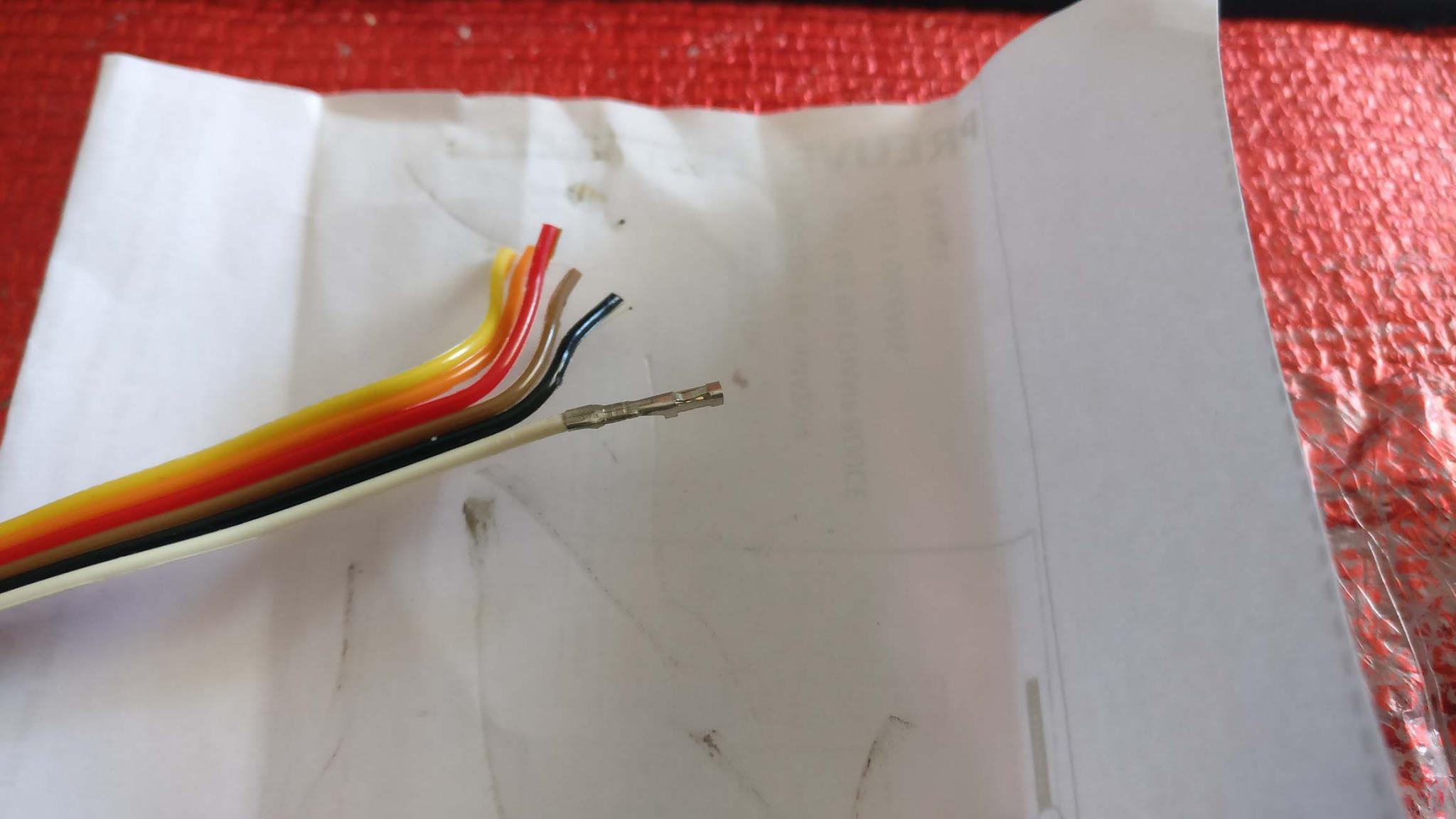
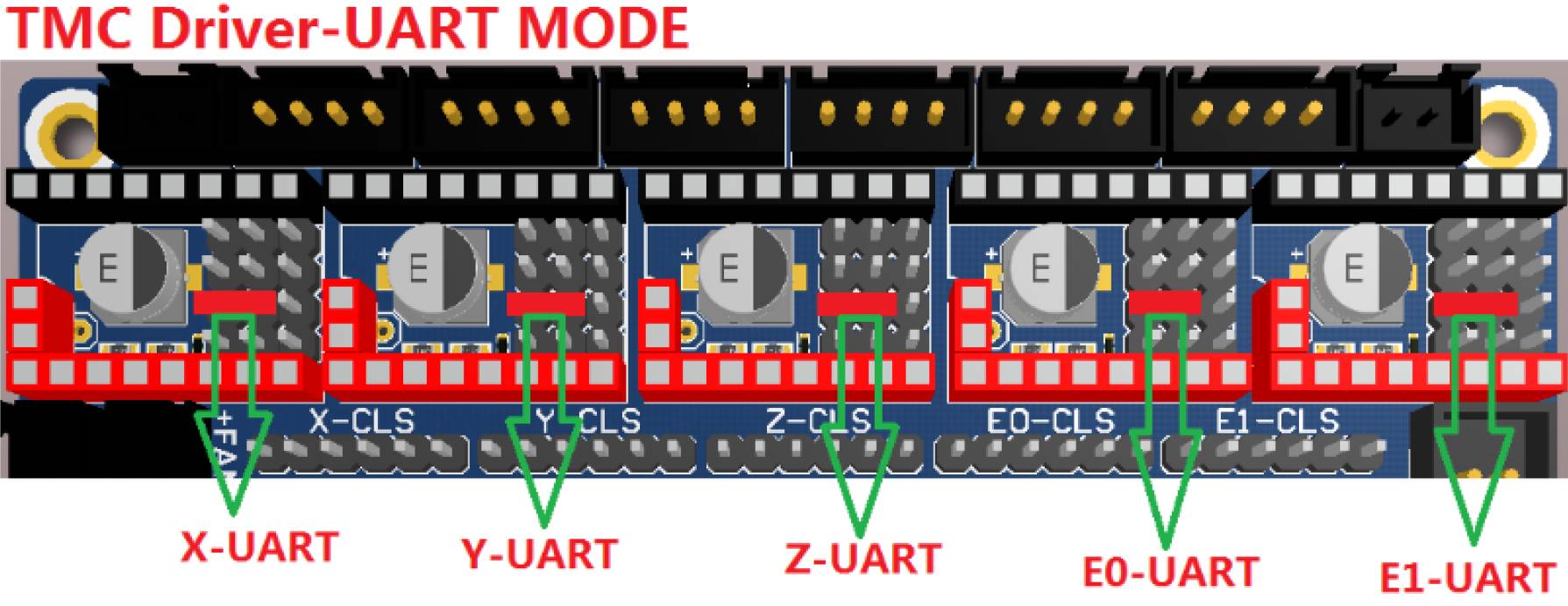
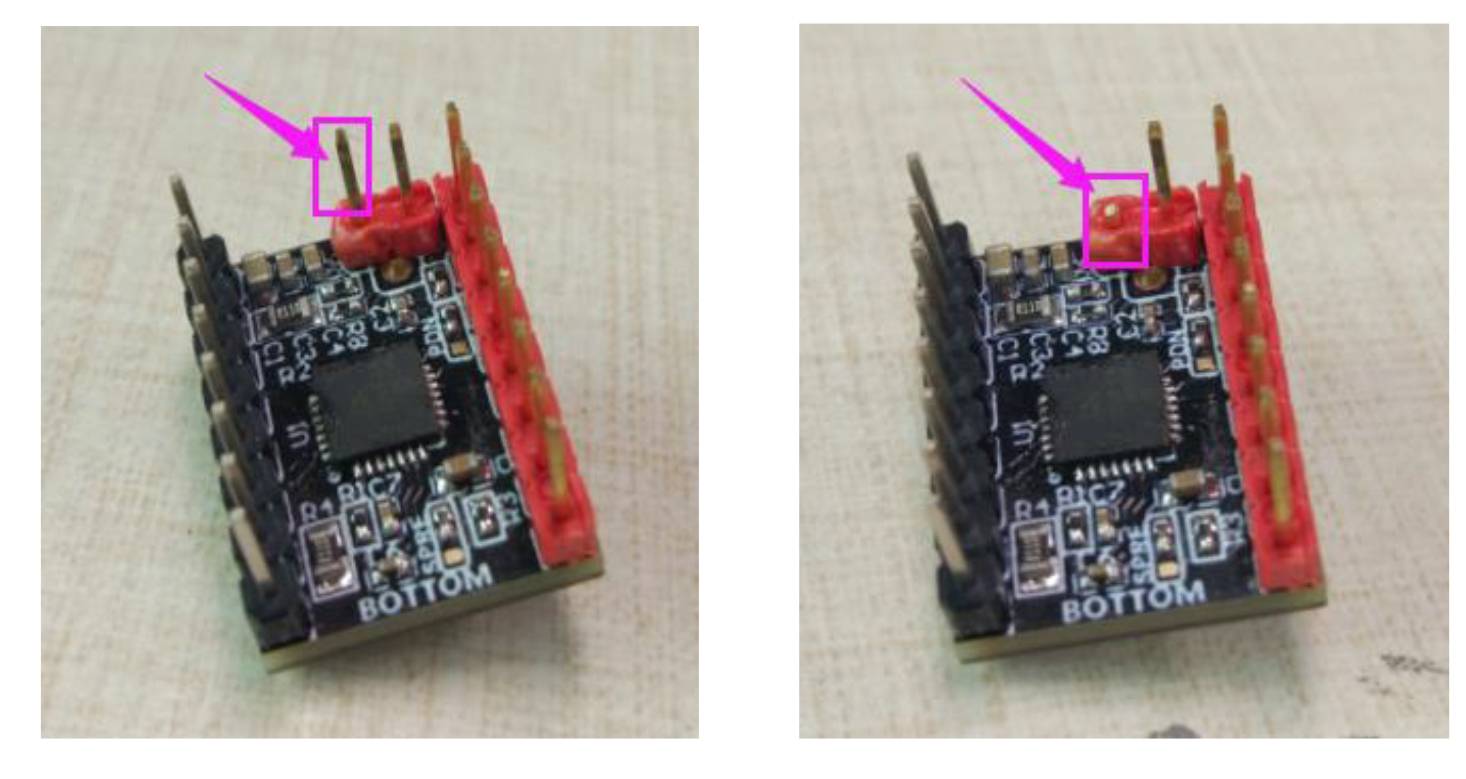
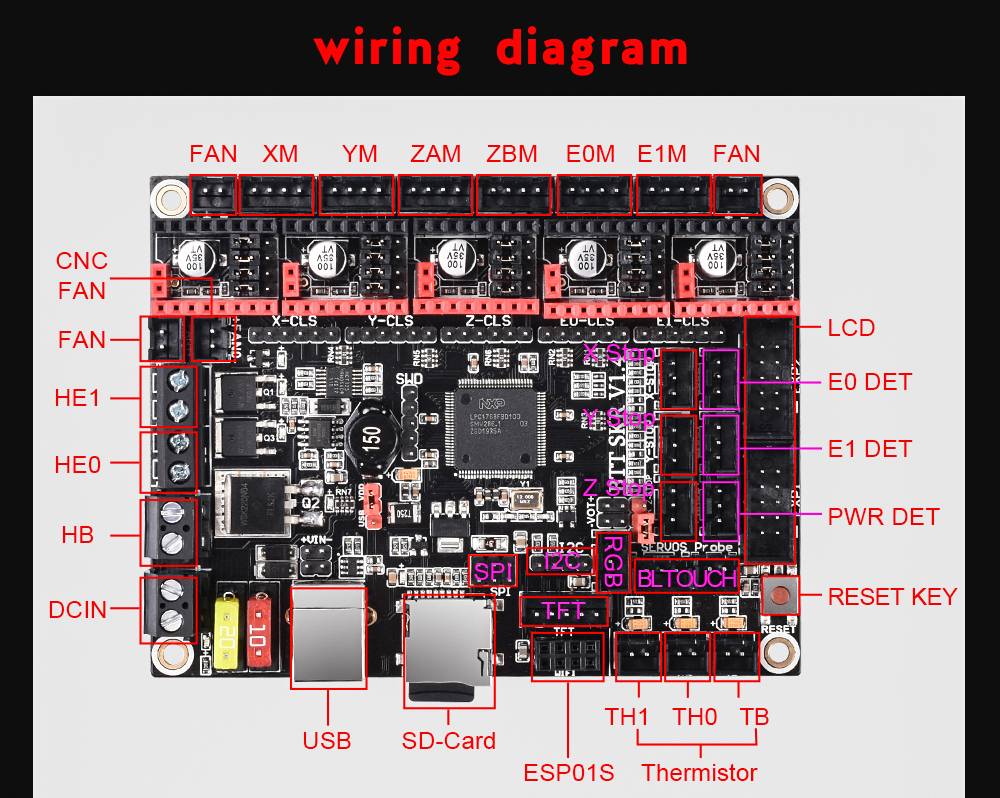
Bonjour à tous, Comme demandé dans le tuto concernant le montage d'un BL-TOUCH sur Alfawise U30 Pro, je viens vous faire un tuto sur le montage d'une SKR 1.4 TURBO sur cette imprimante. NOTA : Le firmware marlin disponible ci-dessous est prévu pour la configuration suivante : U30 Pro, Bl-Touch, Extrudeur BMG clone, Capteur de fin de filament, FANG HERO ME et E3Dv6 Clone. Libre à vous de modifier le firmware en fonction de votre configuration. Ps : Mon firmware risque d'avoir les moteurs tournant en sens inverse du vôtre, vous avez juste a modifier les lignes suivantes et compiler. Origine : 1059 #define INVERT_X_DIR true 1060 #define INVERT_Y_DIR false 1061 #define INVERT_Z_DIR true Modifiées: 1059 #define INVERT_X_DIR false 1060 #define INVERT_Y_DIR true 1061 #define INVERT_Z_DIR false Matériel nécessaire : - Un kit BIGTREETECH SKR 1.4 TURBO + TFT35 + TMC2209 ICI (65€ environs le kit) - Un boitier pour SKR 1.3 ou 1.4 imprimé ICI - Un boitier pour TFT35 imprimé ICI (THINGIVERSE) ou ICI (modélisé personnellement pour passer sous le cadre de l'imprimante) - Quelques vis de 3mm de diamètre - Des connecteur JST femelle 3 trous X3 - Un firmware MARLIN 2.0.5.3 ICI (Mon google drive) - Un firmware pour le TFT35 ICI - Une bonne dose de courage. Préparation : Avant de commencer le montage, assurez-vous d'avoir imprimé tout les fichiers pour monter votre carte mère et écran et d'avoir retiré le filament de l'imprimante Installation : 1°) Débranchez l'alimentation du secteur. 2°) Allongez l'imprimante sur le flanc droit de façon à avoir accès à la carte mère. 3°) Retirez le capot de protection d'origine 4°) Débranchez tous les câbles pour pouvoir retirer la carte mère d'origine. 5°) Placez les cavaliers sur la SKR en mode UART 5°) Installez les TMC2209 sur la SKR en ayant bien pris soin de couper la tige comme sur la photo pour être en UART. 6°) Changer le cavalier d'alimentation sur le VDD 7°) Installer votre SKR dans le boitier imprimé. 8°) Branchez dans un premier temps le 24V sur DCIN en respectant les polarités et testez le bon fonctionnement de la carte mère. 9°) Si C'est OK et que vous avez bien de le voyant rouge, débranchez électriquement l'imprimante !!!! 10°) ATTENTION ETAPE IMPORTANTE !!!!! PAUSE BIERE 11°) Branchez le bed sur HB(Gros fils rouge sans connecteurs) ne vous inquiétez pas il n'y a pas de polarité. 12°) Branchez la hotend HE0 (Petits fils rouge sans connecteurs ) ne vous inquiétez pas il n'y a pas de polarité. 13°) Branchez vos moteur sur les emplacement prévu. (Info : Z = ZAM et E = E0M) 14°) Nous allons avoir besoin du plan suivant pour pouvoir continuer et comprendre le pourquoi du comment de certains changement : 15°) Avant de brancher les endstops je doit vous expliquer pourquoi il va falloir les changer de connecteurs : Tout d'abord comme vous pouvez le voir, à l'état actuelle des choses, sur la carte mère d'origine, nous sommes en connecteurs JST double ... Or sur la SKR c'est des connecteurs triple. De plus sur la SKR le signal et le GND sont inversés par rapport à notre CM d'origine. Donc pour faire quelques chose de propre, je préfère vous faire changer de connecteurs. Pour ce faire voici comment faire et ce sur les trois endstop que nous allons brancher (X, Y et E (Capteur de fin de filament)). Ceci est la configuration d'origine. Faite bien attention aux dessins présent sur les câble car c'est eux qui donnent leur utilité : Les traits = Signal Les points = GND Et voici comme les placer sur le connecteur triple : 16°) Une fois que tout vos endstop ont été modifiés, vous pouvez les brancher. 17°) Maintenant nous allons brancher le BL-TOUCH, ce dernier va sur les PINS notés SERVO et PROBE cependant, avant de brancher il va falloir inverser le rouge et le marron sur le connecteur dupont car là aussi sur la SKR c'est inversé ... et c'est un bug reconnu sur GITHUB. Une fois fait vous pouvez le brancher sur la prise SERVO en mettant le fil jaune sur le PIN 2.0 de la carte mère et aussi brancher le PROBE en respectant le GND (Fil noir) et 0.10 (fil blanc). 18°) il ne reste plus qu'à brancher les deux thermistor du bed et du hotend. Bed (fils rouge avec connecteur JST double) = TB Hotend (fils blanc avec connecteur JST double) = TH0 19°) Branchez les ventilateurs (HOTEND = FAN0 et FANG = FAN) 20°) Il ne vous reste plus qu'à mettre tout ce petit monde sous tension pour tester si cela fonctionne. Si ok passez à l'étape 20 Sinon, débranchez composant par composant pour voir lequel pose problème et identifier le soucis. 21°) Branchez le TFT35 et les port correspondant (EXP1 et 2 et TFT) 22°) Importez le firmware.bin sur la carte micro SD formaté en FAT32 puis inséré la dans la SKR. Alimenté la SKR et attendre 10 secondes puis l'éteindre. Si le fichier .bin est passé en .cur alors votre CM est bien flashée sinon recommencez. 23°) Importez le firmware.bin du TFT35 sur la SD (MAJ ne fonctionne pas par USB) ainsi que le dossier TFT35 pour les icones. Insérez la SD Alimenté la SKR et l'écran devrait se mettre à jour. 24°) Enjoy !!!! Vous avez installé une SKR 1.4 TURBO sur votre Alfawise U30 PRO. big-tree-tech-skr-v1.4-32-bit-control-board-3d-printer-pins-1000x1000__28291.1578624715.1280.1280.webp

 1 point
1 point -
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
Salut ! J'ai trouvé un article qui parle de la Ender6. L'article étant excellent, j'ai décidé de vous le livré traduit par mes soins : Creality a développé une imprimante 3D CoreXY économique - l'Ender 6. La nouvelle Ender6 prétend être la machine la plus performante et la plus précise de l'offre bas de gamme selon Creality - non seulement dans la gamme Ender, mais aussi dans la série CR-10. La Ender 6 succède aux populaires Ender 5 / Ender 5 Pro (imprimantes cartésiennes avec cadre cube) et prétend offrir une impression 3 fois plus rapide. Ender 6 - Spécifications techniques Mécanique: CoreXY Cadre: profils 2020 et 2040 Mouvement linéaire: roues en V Vitesse d'impression: jusqu'à 150 mm / s Volume de construction: 250x250x400 mm Taille de la machine: 495x495x650 mm Alimentation: Meanwell 24V / 350W Extrudeuse: Bowden Build platform: Cantilever bed Stock précision: 0,1 mm Hauteur de couche avec buse d'origine: 0,1-0,4 mm Affichage de contrôle: écran tactile 4,3 ″ Pilotes pas à pas: TMC2208 Fonctionnement silencieux: Oui Capteur de fin de filament: Oui Fonction de reprise d'impression: Oui Fonction ABL: N / A Surface d'impression: Verre au carborundum Option de boîtier: Oui, semi-fermé avec des feuilles acryliques Ender 6 peut être commandé en configuration standard ou étendue. La configuration étendue est livrée avec des feuilles acryliques et une porte pour enfermer les côtés de l'imprimante. Cela permet de supprimer le bruit et de maintenir l'imprimante propre. Le haut reste cependant ouvert et si vous souhaitez imprimer de l'ABS ou d'autres filaments qui rétrécissent lors du refroidissement, vous devrez faire un couvercle supérieur. Ender 6 - quelques réflexions Sur les spécifications, Ender 6 semble une excellente imprimante 3D et je suis sûr qu'elle offrira les performances promises pendant un certain temps. Je vois cependant une menace pour une qualité d'impression constante - la stabilité du lit en porte-à-faux. Il se déplace sur des roues en V et celles qui s'usent pendant quelques mois d'utilisation quotidienne, ce qui entraînera une inclinaison du plateau. La taille du lit est déjà grande pour un cantilever (les dimensions optimales pour cette architecture seraient de 200x200 mm), et si vous imprimez des modèles hauts (hauteur 400), le poids de l'impression perturbera davantage la stabilité. Certains diront que les imprimantes haut de gamme populaires utilisent de grands lits en porte-à-faux et n'ont pas de pente, comme l'Ultimaker 2 (lit de 230 × 225 mm). Eh bien, ceux-ci ont une mécanique beaucoup plus robuste et une hauteur plus petite. Donc, je suis sûr que les premiers mods que nous verrons sur Thingiverse viseront à améliorer la stabilité du lit en mettant en œuvre des tiges ou des rails linéaires. Ender 6 - devrait-on l'acheter? Ender6 est certainement une machine économique très performante avec une architecture mécanique CoreXY. Il offre la plupart des fonctionnalités modernes telles que la reprise d'impression après une panne de courant et un capteur de fuite de filament et est équipé de composants de qualité tels que le bloc d'alimentation Meanwell et les drivers TMC2208. D'autre part, Creality bénéficie d'une grande communauté contribuant à de grands mods et mises à niveau. Peu importe si vous commencez avec l'impression 3D ou si vous êtes un passionné expérimenté, vous ne pouvez pas vous tromper avec Ender 6. Il fournit des impressions de qualité à des vitesses allant jusqu'à 150 mm/s hors de la boîte, et quand les choses commencent à vous casser peut le mettre à niveau avec des modifications apportées par l'utilisateur. Doit-on acheter l'Ender 6? Oui, si le prix est inférieur à 400 $ pour la version Standard. Creality comptera sur le crowdfunding sur une campagne Kickstarter pour sa production et vous pourrez la précommander. La production normale devrait commencer le 15 mai et vous pourrez trouver l'imprimante 3D sur Amazon et Aliexpress en juin. _______________________________________________________________________________________________________________________________________________________ Mon avis : Comme l'auteur de l'article, je ne suis pas vraiment intéressé par la version semi-fermée, car je pense également qu'il est plus facile de trouver une meilleure solution de bricolage, pour fermer n'importe qu'elle imprimante, une fois que le design permet de l'enfermer.1 point
-
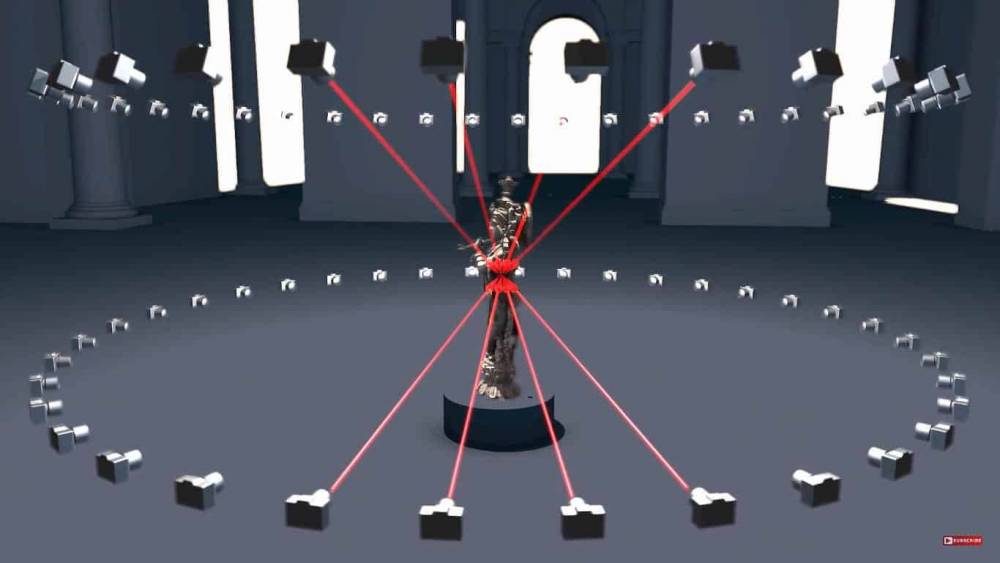
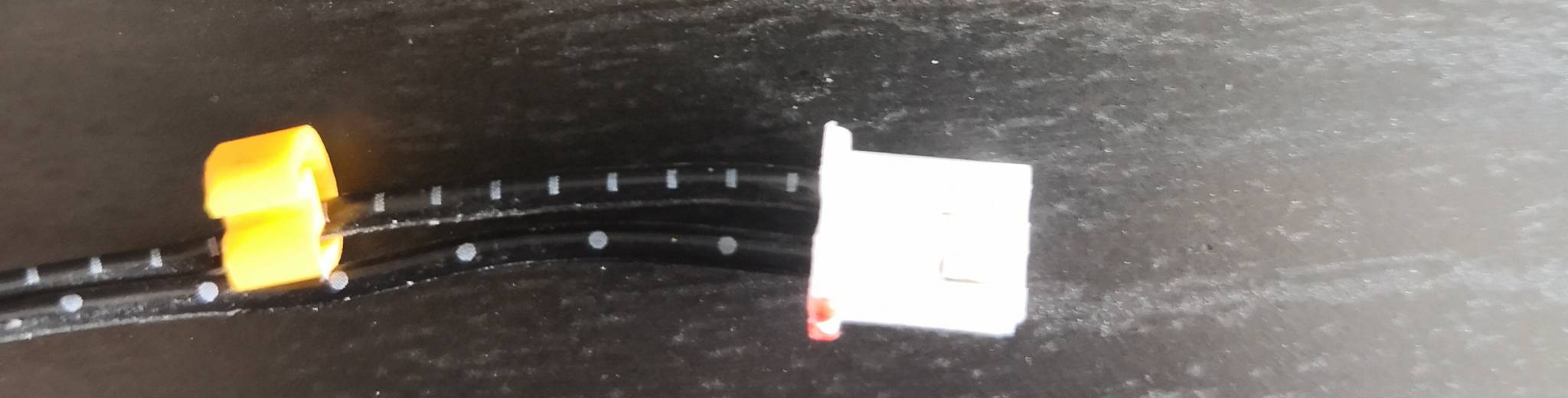
Bonjour à tous et à toutes ! Pour ceux qui me connaissent sur le forum, je me suis quelques peu passionné pour la Photogrammétrie. J'ai fait pas mal d'investissement pour me doter du matériel informatique adéquate pour "accélérer" les temps de photogrammétrisation (ce nom est barbare) ou plus exactement : l'art de transformer des photos en modèles 3D. Je dispose donc d'un PC performant pour traiter un volume de photos plus que conséquent rapidement et transformer ces photos en modèle 3D. Je peut traiter plus de 600 photos dans un délai relativement court. Rappel sur comment prendre des photos pour la Photogrammétrie en image : Le Service de Photogrammétrie - Comment cela va fonctionner ? C'est assez simple, vous avez 3 formules au choix : 1 - La Formule Low Cost - Forfait à 6€ A - Vous faites vous mêmes les photos de l'objet que vous souhaitez modéliser. Je précise qu'il est impératif de faire un nombres de photos minimum. Pour réaliser cette tâche, je vous demanderai donc de faire 60 photos, c'est le minimum. Je précise un autre point : Il faut 60 photos minimum, prise en tournant autour de l'objet, et à intervalles régulier. Je recommande d'ailleurs de prendre votre modèle en tournant autour 2 à 3 fois sous un angle différent. Puis vous stocker vos photos sur un cloud (ou espace de stockage, exemple : Google Photos) B - Vous me communiquez le lien de partage de l'album photos que je téléchargerais C - Puis je passerais vos photos dans mon PC, qui effectuera la transformation via un logiciel de Photogrammétrie. Cela ne comprend pas le nettoyage du modèle, il vous sera restituer brut. A vous de le nettoyer. D - Une fois le modèle en 3D créer (en format STL, PLY ou autre selon votre choix), je vous communiquerais un lien vers lequel télécharger le modèle en 3D. A noter que vos photos ne seront pas conservés, et seront supprimés après usage. Le modèle en 3D réalisé est conservé durant une durée de 30 jours, passez ce délai, il sera supprimé. Vous restez ainsi le propriétaire du modèle en 3D créer. E - Une fois le modèle en 3D (ou le lien vers ce dernier reçu) vous me serez alors redevable du service rendu. 2 - La Formule - Premium 1 - Forfait à 40 € (hors sur-coût éventuel de l'envoi de l'objet) A - Vous disposez d'un modèle que vous souhaitez modéliser en 3D via la Photogrammétrie, mais vous ne disposez ni temps, ni du matériel photo pour réaliser des photos. Alors, je vous invite à me contacter en MP, je vous communiquerai mon adresse ou l'adresse d'un point relais où je prendrais livraison de votre objet. B- Je réaliserais les photos C - Je passerais les photos dans le logiciel de photogrammétrie. Cela ne comprend pas le nettoyage du modèle, il vous sera alors restituer brut. A vous de la nettoyer via le logiciel adéquate. D - Une fois le modèle en 3D créer, votre objet vous sera restituer (selon le transporteur choisi au préalable). Je vous communiquerais un lien vers lequel télécharger le modèle en 3D. Comme pour la formule Low Cost, aucunes photos ne sera conservés après usage. Le modèle en 3D lui est conservé durant une durée de 30 jours. Vous restez toujours propriétaire du modèle en 3D créer. E - Une fois la confirmation que le colis vous aura été restituer, vous me serez redevable du service rendu. 3 - La Formule - Premium 2 - 40€ forfait Premium 1 + 30€/heure de post-traitement Identique à la formule Premium 1, a 1 détail près : Cette formule comprend le nettoyage et le post traitement du modèle en 3D, qui vous sera alors facturé au tarif de 30€ de l'heure en supplément. Il vous sera alors livré un modèle en 3D prêt à être imprimer dans un délai de 30 jours maximum. A qui est destiné ce service ? A ceux d'entre-vous qui n'ont ni le temps, ni le matériel informatique nécessaire pour réaliser un modèle en 3D, via la Photogrammétrie. J'ai fait des photos, mais ces dernières ne permettent pas d'obtenir un modèle en 3D, suis-je redevable du forfait ? Si la transformation en modèle en 3D n'est pas possible... vous ne me devez rien. A vous de décider si vous souhaitez me faire parvenir de nouvelles photos pour une nouvelle tentative. Vous m'êtes redevable uniquement que si un modèle en 3D est donné par le logiciel. J'ai reçu le modèle en 3D, mais je ne suis pas satisfait de ce dernier, puis-je être remboursé ? La réponse est : OUI ! Je ne suis pas un escroc. Si le modèle en 3D qui vous est rendu ne vous convient pas, vous serez alors remboursé (moins les frais Paypal et/ou d'envoi de l'objet). Vous avez 15 jours passé la restitution du modèle en 3D pour décider si vous êtes satisfait ou non. J'ai envoyé l'objet, mais celui-ci est arrivé cassé, que se passe-t-il dans ce cas ? Vous restez responsable si l'objet lors de votre envoi, si ce dernier me parviens endommagé ou cassé. Je vous le restituerais tel quel. A vous de le réparer et/ou de voir avec le transporteur. De mon côté, je prendrais soin de très bien emballé l'objet pour son retour. Il y a peu de risques qu'il vous parvienne endommagés. Si cela arrivait, vous recevrez une indemnisation forfaitaire de ma part. Je suis membre de ce forum et je suis un membre actif, ai-je droit à une réduction ou une négociation sur le prix ? La réponse est : OUI ! Si vous êtes modérateur ou membre actif ou même très actif de ce forum, j'accepte de négocier le prix... tout dépendra du modèle, du temps à traiter les photos et de la négociation... et/ou des services que vous avez rendu à la communauté de ce forum. Si vous avez d'autres questions... contacter moi en MP, et je vous répondrais dans les meilleurs délais.
 1 point
1 point -
c'est la méthode donnée par Wanhao Avantage, c'est gratuit et l'eau c'est pour éviter une surchauffe de la pièce1 point
-
Très vieux modèle, c'est dépasser de nos jours, je déconseille, vaux mieux prendre une ender 3 ou un truc du genre a ce prix la ...1 point
-
a part leur poser la question , je ne vois pas comment tu sauras1 point
-
Imprimé Anycubic Mega I3, résolution 0.1 Non, je rigole, c'est fait à la Photon, hauteur 5cm, mais maintenant il faut passer à l'étape peinture.... ça viendra plus tard...
 1 point
1 point -
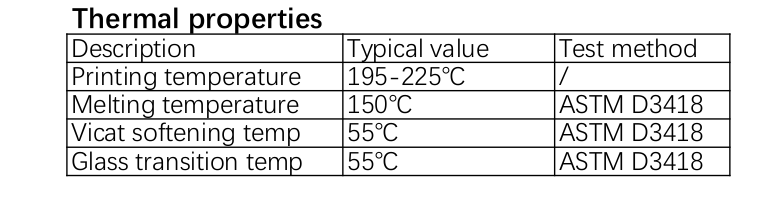
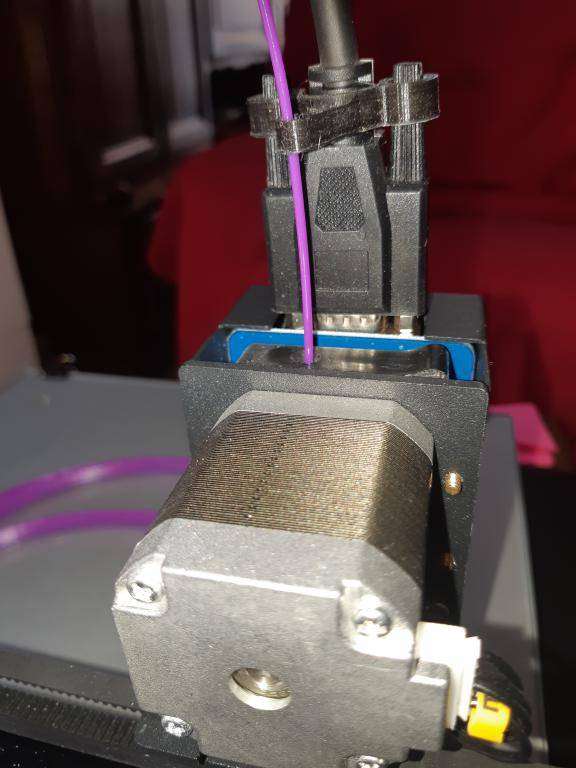
je n'ai pas trouvé pour le satin gris, j'ai trouvé la fiche du silver par contre: donc là.. température vitreuse à 55°C. du coup à 60... bah t'es au dessus la température vitreuse dépend de pas mal de facteurs et diffère donc d'un PLA à l'autre. idéalement, faudrait trouver la température de transition du filament satin gris, mais bon.. même marque, même type de coloration a priori, il y a des chances qu'elle ne soit pas bien loin. passe sur du 50°C, tu devrais déjà voir une nette amélioration. pour les galets, si ils sont neufs, ils sont peut être un peu trop serrés. Sinon ils sont peut être usé. Enfin tu peux avoir de la poussière dans les rails qui génère ces points dur (je viens de nettoyer les miens ça a fait un sacré changement sur les points dur ^^)
 1 point
1 point -
que tu imprimes sur un lit chauffé au chalumeau XD ce que tu as en bas c'est ce qu'on appelle des "pieds d'éléphant" et ça vient d'un seul soucis: la température. Celle du lit essentiellement et dans une moindre mesure celle de la buse. En gros le PLA (si c'est du PLA) a une transition vitreuse aux alentours de 80°C. Si ton lit est à 80°C ou plus, le PLA reste mou. et plus ton lit est proche de 80°C plus il est molasson. or, tu lui imprimes un cube, tout en hauteur. Ce cube a un poids.. faible certes mais présent. Du coup les couches d'en dessous, qui sont maintenues en température par le lit, ont le temps de s'affaisser a cause du poids du cube pendant toute la durée de l'impression. c'est pour ça que les températures de lit du PLA sont plus faibles que celles , par exemple, du PETG qui a une transition vitreuse à une température plus haute. normalement il faut éviter de dépasser les 60°C grand max avec du PLA ça n'empêchera pas un léger pied d'éléphant (lié à la température générale du cube notamment parce qu'on chauffe quand même le plastique à 180-190°C en sortie de buse) mais il sera très léger une astuce si tu veux une pièce dont la première couche est parfaitement à la taille prévue c'est soit d'adapter le modèle à imprimer (en faisant un petit chanfrein à la base pour absorber l'élargissement) soit, et c'est le plus simple, en imprimant un raft comme support d'impression. C'est le raft qui encaissera la chaleur du lit et la déformation qui va avec. Je te conseille de faire un raft quand tu fais un cube de calibration. Sinon la mesure que tu vas faire de la hauteur en Z sera faussée par cet affaissement et tu vas régler tes steps/mm sur une valeur fausse qui ne sera valable du coup que pour les premiers cm d'une impression et variable en fonction des températures/matériaux d'impression pour ton pattern apparent, ça s'appelle du ghosting, je te laisse chercher sur google, mais c'est lié à des vibrations résiduelles de la structure/tête d'impression (courroies pas assez tendues par exemple ou structure métallique mal serrée) lors des changement brute de direction. et vu que t'as pas une couche au dessus de l'autre... je dirais que tes courroies doivent avoir un sérieux besoin de tension1 point
-
Bonjour, En prévision de la réception de mon imprimante j'avais imprimé cette notice en complément de celle du fabricant. J'ai reçu et monté mon imprimante hier. Je me suis grandement aidé de cette notice en complément de celle de Creality (qui n'est pas si horrible que ça, il manque quelques précisions mais en connaissant un minimum on s'en sort je pense). Il me reste à étudier la notice de réglage pour parfaire le tout. Un grand merci pour ce travail1 point
-
Merci. J'ai changé le ventilo de la carte mère et effectivement, c'est largement mieux. Mais ou bout d'une heure d'impression... j'ai craqué... je vais de pas voir ce fang.1 point
-
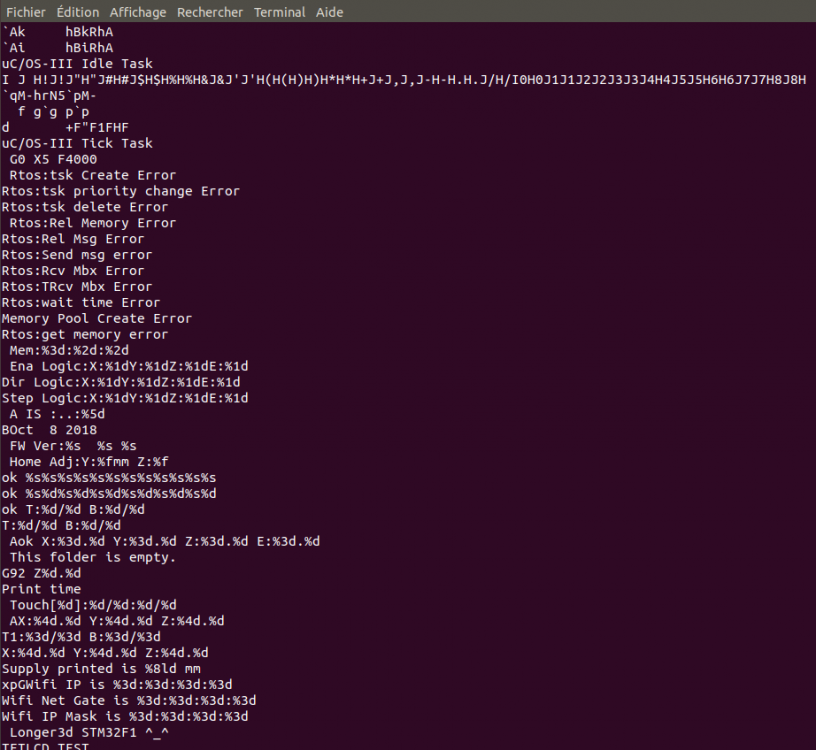
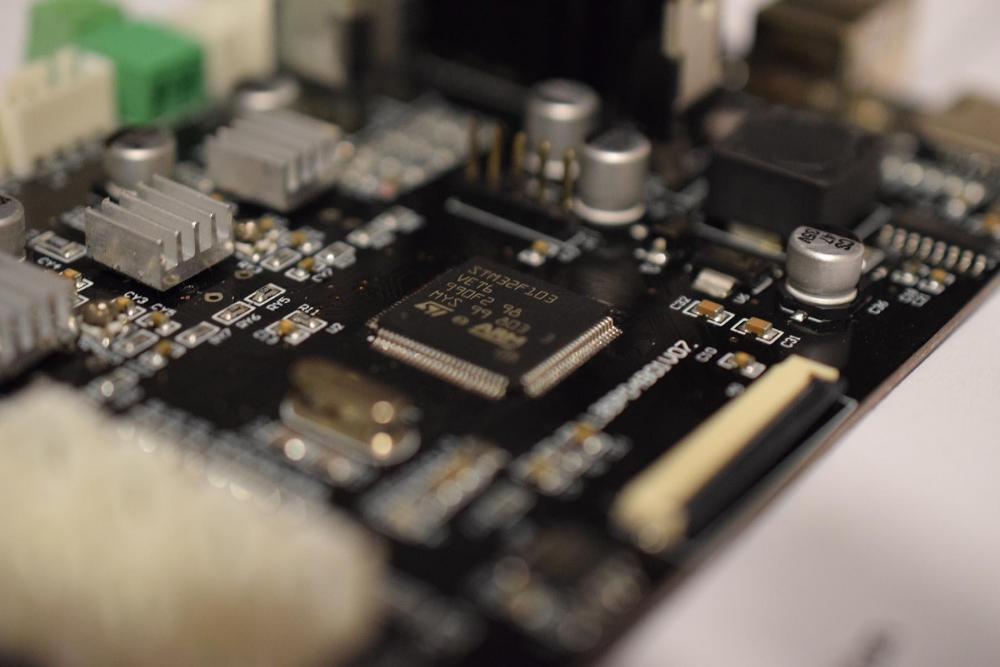
320x240 RGB 16 bits ( 5/6/5)1 point
-
Hélas, tellement de choses peuvent en être la cause!!! Un mauvais code, l'interface que tu utilises (octoprint etc...)... le seul truc à faire, c'est d'activer le mode log et debug https://marlinfw.org/docs/gcode/M928.html et https://marlinfw.org/docs/gcode/M111.html Comme cela tu pourras voir (normalement) quelle est la commande qui bug et comprendre pourquoi!1 point
-
Salut @Falandr, Tout en bas de page tu as les STP du capteur ( PIN en bas et PIN en haut) pour positionner dans ta conception. https://www.hotends.fr/fr/home/64-capteur-auto-leveling-touch-mi.html @++1 point
-
Ah Autocad, sa hauteur de ligne et 3D Studio sous DOS. Que de souvenirs. Tu as raison, il faut persévérer, mais j'ai bientôt 70 balais et l'envie est moins forte. Mais quand même, là ou tu passes 4h, j'en passerais peut-être 40... Un lien vers ce qui était ma principale activité, la création de films : https://www.youtube.com/watch?v=6JUS9zbd00o&t=162s Bernard1 point
-
J'ai pas redémarré mon pc, ni fusion, depuis le début de confinement. On peut tout de même revenir en anglais j'espère ?? Personnellement, je comprend tout à fait ceux que l'anglais rebute, mais je déteste les interfaces traduites, que ça soit les logiciels PC, les appareils de mesures en laboratoire, les documents de spécification, ou même simplement les commentaires de code. Pour du hobby ça peut passer, mais dans le professionnel j'ai du mal. Je passe mes journées à développer en ayant des documentations techniques en anglais sous les yeux, je trouve ça contre-productif de devoir chercher à quoi correspondent les termes techniques dans une interface en français. C'est pareil lorsque l'on commente du code, je suis bien content quand les allemands ou les biélo-russe m'envoient du code commenté en anglais. J'ai eu une fois un code écrit par un stagiaire d'une multinationale avec un centre de développement en Norvège, commenté en norvégien, je vous raconte pas. Sans parler des (trop) nombreuses erreurs de traduction, ou même des textes qui ne rentrent pas dans les cases. Ainsi je ne compte plus les "Silicon" qui deviennent "Silicone" à la place de "Silicium" (même dans les films ça m'horripile, diode en silicone, cerveau en silicone etc... et pourquoi pas des seins en silicium ?), ou de "Voltage" qui deviennent "Voltage", au lieu de "Tension" (celui là on le trouve partout chez les bricoleurs en électronique, il n'y a que la prononciation qui change). J'ai même vu sur un oscilloscope à 5k€, un "Check Probe" qui est devenu un "Sonde Cocher" (texto, même pas accordé) au lieu de "Vérification Sonde". Bon le top du top que j'ai eu, c'est dans l'autre sens, un commercial français qui n'y connaissait rien à la technique. A un moment quand ça parlait "32 ou 64bit ?", il a envoyé au client "32 or 64 cocks?"... Peu de temps après il a été remercié. Bref je pense que c'est une question d'habitude, moi j'aime pas, donc j'espère quand même qu'ils ont pas oublié l'option du choix de la langue.1 point
-
voila , je vais commander le matos et printer ca pour juillet
 1 point
1 point -
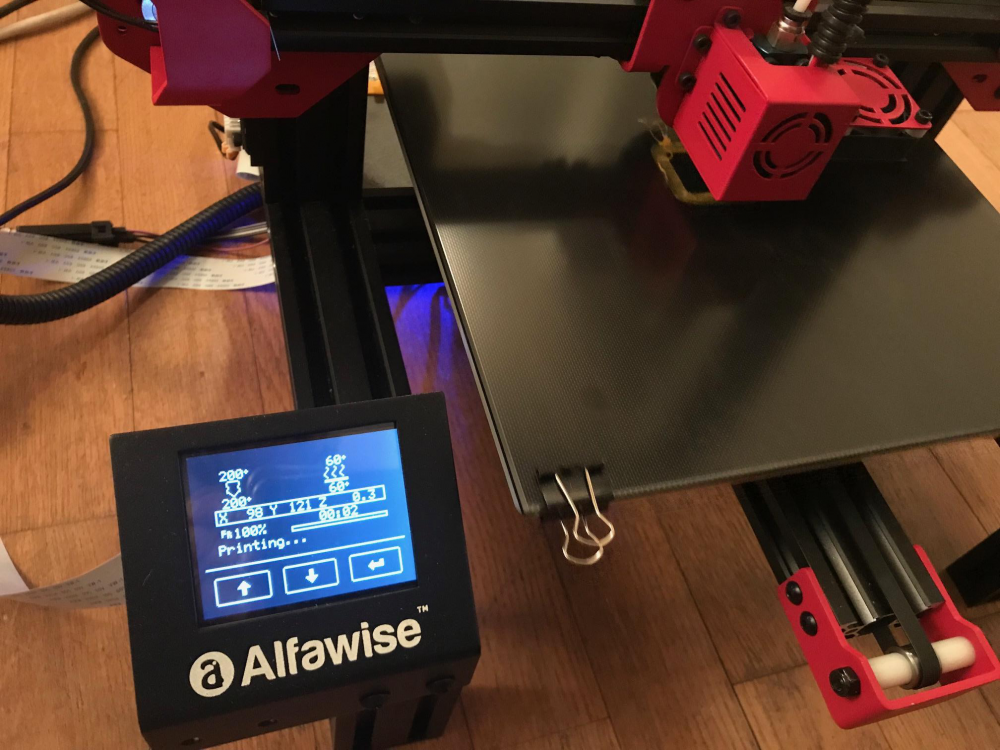
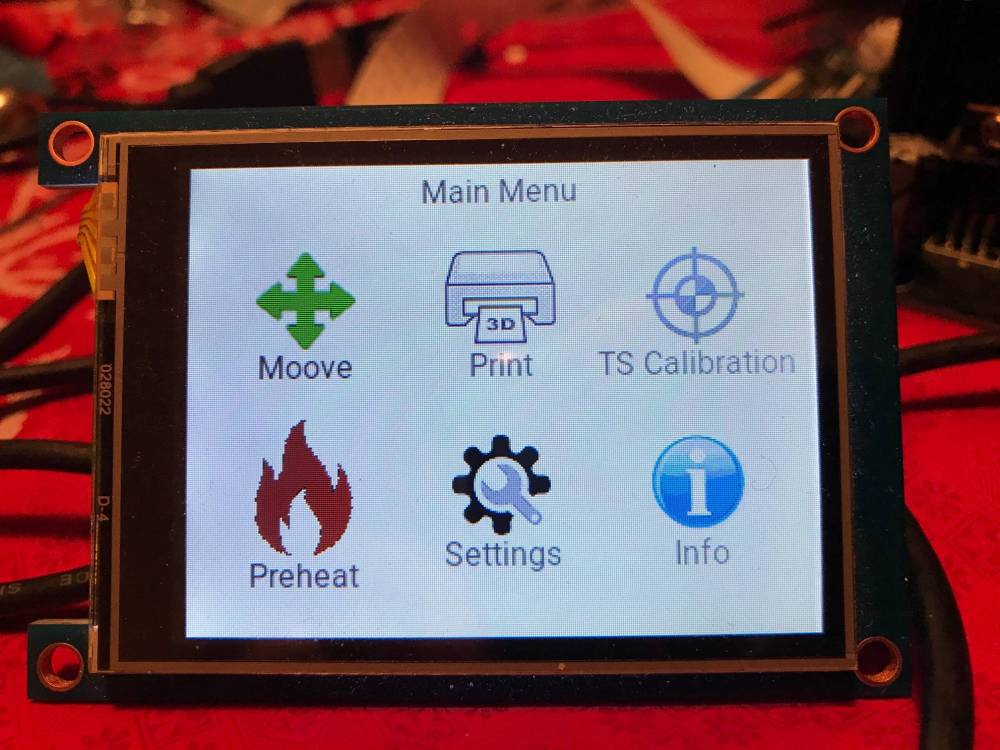
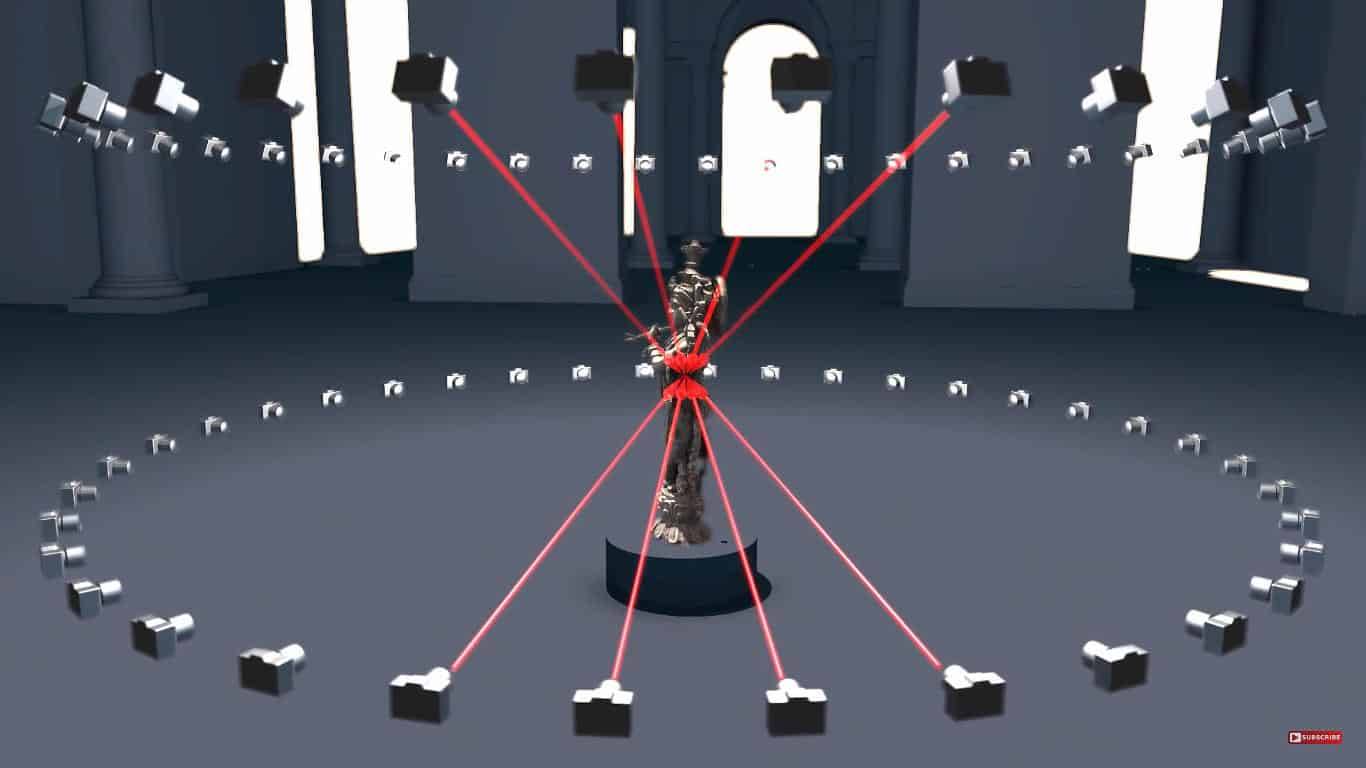
Grace au confinement j'ai eu le temps de faire des choses que je n'aurai pas faites autrement... On peut assez facilement faire des écrans de GUI... Apres, coté ergonomie... Pour le choix des menus, y'a de la place pour en mettre!.. Ça donne qqchose comme ça, et ça a pris 40kb de code avec les icônes + la lib pour la première page + écran de boot. Maintenant, faut tester en faisant des prints pour voir si le GUI gène l'impression. c'est assez ludique a faire!
 1 point
1 point -
Je met ci dessous le lien pour marlin en français et AVERDUDESS Tu installe AVRDUDESS sur le pc , tu relie pc et imprimante avec un câble USB , tu ouvre AVRDUDESS et tu rempli TOUT comme sur la photo dans le lien , a part le port qui sera peut être diffèrent chez toi , quand tout est bon tu clic Programme et en 1 minute c'est fini . Si tu veux mon Marlin dit le moi . http://www.ender5.fr/mise-a-jour-firmware-ender-5-ecran-en-francais/1 point
-
Jai aussi de temps en temps des problèmes avec include, je ne comprends pas pourquoi, J'ai installé VSC sur un autre PC et plus d'erreur donc pas toujours lié a MARLIN.1 point
-
Hello, T'as un raspberry avec octoprint? Je sais que tu es à l'aise avec linux, ça te prendra 5min d'essayer klipper. Si c'est bien de ta CR10 dont tu parles il y a des config toutes faites, un rapide contrôle de la cohérence et zou. Le 8bit te limitera encore sur la vitesse max d'impression mais t'auras déjà de quoi t'amuser avec. Petite anécdote: ces deux dernières semaines j'ai (enfin) mis en route ma cubique IDEX (voir Mon projet en signature). Et sous Klipper bien entendu. Avant de tout refaire avec une SKR PRO, triple Z, j'ai voulu me prouver que ça pouvait fonctionner et voir ce qui ne marchais pas dans mon concept. Donc j'ai 2 drivers X indépendants, 2 drivers Y synchronisés, 2 extrudeurs et 1 driver de CNC (TB6600) pour le NEMA23 en Z et le tout sur une MKS GEN qui ne peut en accueillir que 5... Ce n'était encore pas assez compliqué, et surtout je n'avais pas envie de régler le petit potard alors j'ai pris les 6 TMC2209 de la Zatsit (RIP projet) et je les ai tous mis en UART... sur une MKS gen donc... pas vraiment prévue pour. Bref l'usine à gaz avec des fils un peu partout et pas mal de broches utilisées dans les emplacements extensions et servo. Avec Marlin je pense que je serai encore en train de paramétrer les broches à l'heure qu'il est. Avec Klipper, j'ai du passer 1h environ pour configurer, 1/2h pour tester, quelques ajustement par ci par là et tout fonctionne. J'ai même réussi à boucher 2 fois ma première tête et quand même sortir quelques prints utiles. Il me reste à régler les offsets des têtes pour qu'elles puissent imprimer en multicouleur sur la même pièce. J'ai déjà les macro de changements d'outils et l'offset Z est réglé, il ne me manque que les offset X et Y. J'aimerais aussi tester la connexion de l'écran sur un Arduino UNO. L'objectif serait de n'avoir qu'un câble USB entre le rpi et l'écran. Je suis encore plus convaincu par Klipper. Si je ne le conseille pas à tout le monde c'est que l'installation est un peu particulière (quoique) mais pour toi @fran6p ça te prendra moins de temps à faire que ce que tu as passé ici à me lire . Le seul défaut de ce firmware ce sont les immenses possibilités et l'imaginaire qui ne s'arrête plus. Ex: sur le groupe facebook Klipper, un membre travaille sur un PCB de la taille d'un NEMA17 (42x42mm) qui communique en bus CAN (4fils) et qui pilote toute la tête; refroidissement et driver du moteur direct drive inclus.1 point
-
Pour info, la version bugfix 2.0.x en ligne maintenant vient d'ajouter un correctif qui concerne les cartes SKR PRO https://github.com/MarlinFirmware/Marlin/commit/a06a0c5b88edb923db5b45414226ad20fdcfda1d1 point
-
Pour ma part la version bigfix-2.0.x téléchargée hier se compile sans problème. Pour la version 2.05.xx elle se compile aussi sans problèmes. Je pense que tu devrais déjà dans un premier temps mettre tes fichiers Marlin directement sur la racine de ton disque dur et non sur ton bureau comme cela à l'aire d'être le cas. Les chemins trop longs posent souvent des problèmes.1 point
-
personnellement je me base sur le datasheet du fabriquant du composant, c'est la seule source fiable1 point
-
Bonjour @écrou, J'ai aussi pensé développer une branche orientée vers l'impression 3D pour ma société. Déjà, s'orienter vers les particuliers est un choix surprenant. Un particulier va en général vouloir une copie d'un produit qui existe, et il y a très peu de chances qu'une impression 3D puisse être d'une part rentable comparée à la pièce industrielle ou encore, tout simplement, imprimable dans le cadre de la lois (imprimer des Mickey, Donald & co, ce n'est pas autorisé à moins d'acquérir les licences pour le faire). Les particuliers créatifs/inventeurs qui vont faire leurs propres pièces vont en général investir rapidement dans une imprimante d'entrée de gamme si le besoin s'en fait sentir (c'est quoi 200€ pour matérialiser une pièce que l'on a mis des dizaines d'heures à concevoir ?), sans compter les amis, proches ou connaissance qui au besoin pourront les dépanner. Autre demande possible d'un particulier, la pièce en plastique (au hasard, un engrenage) qui cède et qu'il ne retrouve nulle par (il a surement mal cherché mais bon). Avec une imprimante standard, outre le cout de la modélisation à ajouter qui rendra rapidement la pièce chère, la pièce reviendra chère et n'aura pas les mêmes propriétés mécaniques que celle d'origine, sans oublier que certaines pièces peuvent être protégées aussi, donc c'est s'exposer à des problèmes de garanties ou légaux. Dans le domaine pro, il y a je pense des possibilité, notament pour réaliser des prototypes, mais il faut avoir un élément différenciateur car il a de nombreux services d'impression qui existent. Dans mon cas, avec un budget de l'ordre de 30-40k€ pour investir en matériel, formation, stock initial de matières premières,... j'avais pensé à l'impression en couleur (en passant par une imprimante MCor par exemple) pour les maquettes de bâtiments, l'ajout de fibres continues de carbone (Anisoprint ou Markforged) ou encore l'impression de matériaux exotiques comme le PEEK ou l'Ultem (Intamsys funmat) pour la réalisation de prototypes et jouer sur la proximité. Avec un investissement de cet ordre l'imprimante devait fonctionner au moins 18 jours par mois (jours = 12h dans mon évaluation) pour espérer simplement l'amortir sur 36 mois sans espérer faire des bénéfices (qui seraient donc arrivés plus tard) en pratiquant des prix acceptables. Mon étude de marché m'a vite fait abandonner l'idée mais ma situation géographique y est aussi pour beaucoup. Pour des impressions plus classiques, n'importe quelle société aura plus vite fait de s'adresser à de grosses entreprises reconnues. Bref, mon opinion personnelle (et ce n'est pas plus), une personne seule qui s'y met et qui ne fait que ça (donc pas de création, modélisation), c'est peut être faisable, mais pour en vivre il va falloir un sacré investissement et du temps. Donc si tu veux te lancer, je te conseille au moins (comme pour toute création d'entreprise) : - de définir tes objectifs - de faire une étude de marché - de faire un prévisionnel sur 3 ans (ne pas oublier les charges, impôts, taxes, assurances & co...) et de voir si ça tient la route. Bon courage en tout cas !1 point
-
Salut ! Bienvenue sur le forum ! Ouep... bonne idée. J'y avais réfléchi perso... Mais si tu t'oriente uniquement vers les particuliers... sache que la concurrence est : Extrêmement rude ! Entre les particulier qui se dote d'imprimante 3D pour eux même et leurs proches... les entreprises spécialisés... et les Fablabs... je ne suis pas sûre que tu puisse en vivre. Tu l'auras compris... la concurrence est acharnée... déloyale... et quasi inégale. Il y a un vrai potentiel... après je te conseil de prendre rdv à la Chambre de Commerce et d'industrie de près de chez toi... ils seront plus à même de te renseigner. Oulalala... c'est une énorme question... qui demande une réponse aussi énorme qu'elle... Je vais essayer d'être bref... histoire de pas y passer 4 heures... Voici ce que je peut te répondre : Côté Scanner 3D : Il y a du côté de la "numérisation/modélisation 3D" via Scanner 3D ou Photogrammétrie, une vrai demande. Je pense aux agences immobilières (pour celles qui survivront au codid19). Ajouté à cela... les agences de mariage... les mairies et communauté de commune... les entreprises du bâtiment et de la voirie (quand celle-ci n'ont pas un ingénieur qui s'occupe de cela). Et il y a les Musées, les offices de tourismes, etc... Autant par les particuliers... que par les entreprises, il y a une vrai demande ! (Plus ou moins localement) Côté entreprises proposant des services de "Scan 3D", avec pignons sur rue... il y en a quelques unes. Après... ils sont dotés de moyens techniques plutôt important. On parle de Scanner 3D ou de Studio de Photogrammétrie à plus de 250 000€. Si je prend exemple de l'entreprise qui se trouve vers Clermont Ferrand, ils ont différents drones (à 75 000€ pièce) pour des survols... et ils ont l'agrément et la formation de la DGAC qui les y autorise à pratiquer des survols de zones habités. Si je prend exemple de l'entreprise du côté de Chambéry, Ils ont plusieurs équipes dotés de 1 scanner 3D "portable" chacune pour modéliser ce que demande leurs clients. Ou si je prend en exemple l'entreprise qui se trouve à Marne-la-vallée, qui est dotés de scanner 3d, utilisés pour le Cinéma... ils ont des équipements pour plusieurs millions d'euros. Mais uniquement réservés au Professionnel du cinéma. Après... il y a les "anciens Photographes" plus malins... pour éviter la "faillite" certains se sont reconvertis dans les Studios de Photogrammétrie. Si prend les exemples d'un Allemand et d'un Anglais, qui offrent chacun la possibilité à n'importe qui de se faire scanner en 3D, en 1 secondes, via un studio de photogrammétrie. Ils offrent tout 2 le service de scan 3D, mais aussi celui d'impression. Si je me souviens bien du reportage (qui doit trainer sur Youtube) sur l'un des 2 que je viens de cités, au niveau équipement, il a investit 2,5 millions d'euros en matériels et équipements. Là pour le coup... ils sont devenus, tout 2, des références et les meilleurs "Pro" en la matière. Après... là aussi... il y a une concurrence naissante : Celle de la Photogrammétrie via des applications mobiles. N'importe qui avec un smartphone assez récent, peut scanner en 3D. Et certaines (pour la plupart) des applications sont gratuites... donc grosse concurrence déloyale. Enfin bref... je te recommande de contacter ta Chambre de Commerce et d'industrie près de chez toi. Côté Impression 3D : Là... je vais être franc : Si tu souhaite en faire ton métier et en vivre uniquement de l'impression 3D, c'est peine perdu ! Entre les particuliers... les entreprises déjà installés... les universités (et oui certains utilisent leurs parcs d'imprimante) qui propose le service directement à prix coûtant aux particuliers et entreprises... les fablabs (association de makers) elles aussi à prix coûtant... et beaucoup d'autres... la concurrence est extrême ! Petit exemple récent et concret : J'ai 2 pharmacies près de chez moi... toutes 2 se sont très récemment dotés d'imprimante 3D (Alphawise et Creality), qu'ils utilisent pour fabriquer des visières de protection, qu'ils revendent dans leur pharmacie. Du coup... ils n'ont plus à faire appel à une personne extérieur. Après... c'est possible d'en faire tout de même ta profession et ton métier... mais pour cela, ce n'est pas 1 imprimante qu'il te faudra... mais plusieurs, et plusieurs différentes et utilisant différents procédés : Impression métal, impression résine, impression bois, impression plastique, injection, polymérisation... Plus tu sera diversifier, plus tu pourras répondre aux demandes diverses. Les formations : Alors là... tout dépend de tes compétences et dans quoi tu voudras te spécialisés ou dans le service que tu voudras proposer. Le service de Scan 3D via des vols de drones, il te faut obligatoirement la formation "payante" de la DGAC (coût différent en fonction de la région > 2500€ de moyenne) et à renouveler 1 fois par an ou tout les 2 ans... (voir 5 ans maximum), elle n'est pas à vie ! Les formations sur la Photogrammétrie : *Voir mon post sur le photogrammétrie*. La formation payante n'enseigne que les bases et les fondamentaux... bases et fondamentaux qui sont accessible gratuitement. Les formations à l'impression 3D : Oui ! Elle existe ! Certaines sont payantes, d'autres sont gratuites ou partiellement gratuite... je t'invite à te rapprocher d'une fablab. Pour toutes les autres formations... il y a assez de tutoriels sur le net... Les logiciels : Là aussi... il y a les gratuits... qui font aussi bien le travail que ceux payants. Chacun ses goûts. Je ne vais pas chercher à entrer dans ce débat...1 point
-
Malheureusement... c'est un nouveau modèle ! Et les premiers retours... seront des makers "Sponsorisés" comme Naomi... Si tu veut des "retours objectif" il faudra attendre que les membres du forum fassent les leurs... quand la date de commercialisation sera effective. Les premiers participants au kickstarter seront forcément les premiers livrés... même si la date de commercialisation effective est pour Juin, au niveau carnet de commande, il semblerait que l'on soit déjà à Août... Oh... si ! C'est dans ton budget. Il y a toujours des solutions à tout les problèmes... Dans ton cas... tout "pré-installé" va être mission impossible à trouver. Il te reste la solution : Tu l'installe l'auto-leveling toi-même. C'est pour cela que la plupart, comme toi, avec un petit budget, débute sur une Imprimante DIY Open-source, histoire ensuite de rajouter ce dont-ils ont besoin. Les tutos pour installer un auto-leveling... ce n'est pas de qui manque désormais... pour la plupart des modèles d'imprimante... +1 Après avoir vécu et vu des "financements participatifs" devenir de véritable "escroquerie"... on perd confiance en ce type de financement. Après... c'est justement une histoire de confiance : Faut-il faire confiance à une entreprise "spécialisé" dans la conception, le développement et la fabrication d'imprimante 3D, comme Creality ?... ou à un "particulier" qui veut se lancer à produire "artisanalement" une imprimante (comme le Projet Zatzit) ?... où beaucoup (de membres du forum d'ailleurs) attente leur exemplaires avec espoirs et rêves depuis bientôt 1 an. C'est à chacun de croire à ce qu'il veut croire... Je n'ai pas souvenir d'avoir entendu parler d'autant de problème sur le plateau... Après... pour être franc : Aucune imprimante n'est parfaite ! Le plateau "Superplate" de ma A10, est très loin d'être parfaitement "plat"... et j'ai vite trouvé la solution, comme à l'époque de la CR-10 (où j'avais le même soucis) : J'ai viré la Superplate, et j'ai mis un miroir à la place. Depuis bientôt 18 mois... plus de soucis (hormis les pièces détachées qui coûte une blinde)...1 point
-
Après... Rappel : Il y a quelques "indispensables" qui viennent à devenir réellement indispensable avec le temps avec nos imprimantes 3D : Voici la vidéo d'Heliox qui traite du sujet : Et voici mon retour pour la plupart d'entre-eux : 1. L'ébavureur : Je m'en suis servi 5 fois en 3 ans... a toi de voir. 2. Les pinces ZaBro : Il faut savoir qu'il y en a 1 avec ton imprimante. Elle fera bien le taffe. J'ai les Zabro, et vu que je fait des pièces "orientés technique/bricolage", j'utilise les pinces zabro pour nettoyer certains détails parfois. 3. La Pince coupante : J'utilise celle qui m'a été fourni avec ma CR-10... donc je l'avoue, je l'utilise beaucoup. 4. Le Lubrifiant WD40 : J'en ai 2 flacons chez moi, j'en utilise pour le boulot... donc je recommande d'en avoir en cas de nécessité de lubrifier une pièce ou roulement. 5. De l'huile 3 en 1 : C'est l'indispensable ! Il t'en faudra un jour ou l'autre > tu le paiera moins chez Edouard L. 6. Les Scalpels : J'ai un scalpel à lames interchangeable pour le travail... et je l'utilise pour la découpe et la finition de certaines pièces. 7. Les Brosses métalliques : j'en ai déjà usé à mort 3 pour nettoyer la buse... je te laisse alors te faire ta propre idée. 8. Des sachets plastique Congélation refermable à Zip : Très utile pour conserver son filament longtemps, à l'abris de l'humidité ambiante. 9. Le pistolet à air chaud : Pratique pour fondre les "cheveux" (sur certains pièces). 10. Les filaments : RESTE SUR LES GRANDES MARQUES ! Evite de payer trop "pas chère" ton filament. Si tu le paie pas chère... tu vas à la rencontre des problèmes ! Les marques que j'ai essayer personnellement : 1. Ice Filament : Excellente marque - Mais n'apprécie pas du tout l'humidité (à garder au sec) - Forte tendance au Warping en cas refroidissement trop fort. 2. SUNLU : Le PLA+... je l'adore ce filament... très facile à imprimer. Mais parfois des bobines défectueuses (défaut de calibration sûrement à la fabrication). Mais fuir le PETG de cette marque ! 3. ArianePlast : Très bonne marque, artisanale, mais stock limités. Les membres du forum ne jure que par cette marque. 4. Grossiste3D : Très bonne marque de filament - Sensible au fort refroidissement - A tendance au warping. - Grand Choix - Frais de livraison élevé. 5. Eryone (sur Amazon) : Excellent filament - Belle couleur - Facile à imprimer. 6. Esun : A fuir ! Je n'ai eût que des problèmes avec cette marque - Mauvaise calibration du filament. 7. XYZPrinting : Gros problèmes de Warping avec ce filament 8. Geeetech : Le 2e meilleur filament que j'ai eût (le 1er est SUNLU - 3e Eryone) 9. Le filament Amazon : Avis mitigé... sensible au refroidissement... tendance au warping et parfois mal calibré... Voilà... tu sera déjà informé sur ces marques...1 point
-
 Salut @Guillaume3D regarde dans la vidéo, tu as toutes les infos.1 point
Salut @Guillaume3D regarde dans la vidéo, tu as toutes les infos.1 point -
Pensez-vous qu’il est préférable de demander la carte en 32 bites.1 point
-
Salut ! Bienvenue sur le forum ! Désolé... mais je vais faire mon rabat-joie : 1. La Ender 3 (X- Pro), n'est pas "Plug & Print" ! Beaucoup de font de fausses idées. Je serai clair sur un point : Il faut prendre du temps à bien régler. Ceci dit : Il y a des centaines de tutoriels qui te seront d'une grande aide dans les réglages, réparations et diagnostic. 2. La Rupture... c'est la rupture, on y est pour rien. Mais les premiers réapprovisionnement commencent à peine à arriver... il faut faire preuve de patience. Le plus gros réapprovisionnement est prévu pour le 15 Mai 2020 > 4 jours à attendre, ce n'est pas la fin du monde... mais plutôt la fin du confinement. 3.Une Ender 3 X (3 Classique avec 2kg de PLA > attention les 2kg de PLA ne seront pas forcément de bonne qualité), à 245€, entrepôt Européen (sûrement celui de Répubique Tchèque ou d'Allemagne), c'est une bonne affaire ! Après... si tu est un débutant... perso, désormais je recommande un seul modèle pour les débutants : La Crealité CR-6 SE. Il y a un topic sur le sujet : Pourquoi je te la recommande : C'est la première "Plug & Print" ! Tu auras 6 boulons à montés... l'alimentation à branché et l'allumer... le filament à insérer... et tu seras déjà prêt à imprimer. Que demander de mieux ? Le soucis : C'est le tout nouveau modèle... et elle ne sera disponible pour les premières expédition pas avant Juin 2020... et plus la liste de pré-commande s'allonge, plus le risque d'être livré seulement pour Septembre se pointe à l'horizon... Enfin bref... tu feras comme tu voudras... c'est ton argent après tout...1 point
-
Bienvenue chez les imprimeurs fous déconfinés !1 point
-
Bonjour, A mes débuts j'ai eu moi aussi les mêmes problèmes d'adhérence au plateau, qui sont maintenant oubliés depuis longtemps avec ces points : - Température de lit à 60°C pour du PLA : même si un peu partout j'ai pu lire que pour ce matériau il n'y avait pas besoin de chauffer le plateau, les premières couches ont commencé à accrocher une fois que je l'ai fait. - Vérifier le parallélisme du chariot X par rapport au plateau ; réglage de la hauteur de buse à 0,1 mm (perso je le fais avec la classique feuille de papier, je n'ai pas d'autolevelling) - La surface du lit : j'avais très vite mis un buildtak ce qui, avec la chauffe du plateau avait réglé les problèmes d'accroche du filament. Mais comme ils finissent toujours par s'user, et pour compenser mon plateau creux au centre depuis le début, j'ai mis une plaque de verre et j'utilise de la laque 3d, que du bonheur ! - Hauteur de première couche plus fine, afin qu'elle soit écrasée par les suivantes pour une meilleure adhérence (j'imprime en général à 0,2 avec une première couche à 0,15 mm) Avec tout ça, pas de problème d'adhérence, et même le brim je ne le paramètre que pour des pièces très fines, sinon je n'en ai jamais besoin. Bonne journée.1 point
-
Bonjour, J'ai eu ce type de problème au début et voilà les pistes que j'ai exploré pour m'en sortir sachant que tu sembles avoir un problème d'adhérence au démarrage : 1. T'assurer que ton plateau est bien "plat", ce qui signifie à la fois de l'étalonner, à la fois de t'assurer que la surface est régulière 2. T'assurer que la buse va bien assez prêt du plateau pour déposer la matière (réglage en Z en incrémentant par pas de 0.1 mm pour t'approcher du support) 3. Un support qui n'accroche pas assez auquel cas il y a toute une ribambelle de pistes qui vont des plateaux d'adhérence à l'unité que tu colles sur ton plateau d'imprimante (bien mais cher), mettre de la colle en baton (pas essayé mais ça me semble délicat), mettre du scotch type BlueTape de 3M (essayé / pas top mais je m'y suis peut être mal pris), pulvériser de la laque à cheveu ou un spray spécialisé sur le plateau avant l'impression : je le fais régulièrement et c'est plutôt efficace. 4. Jouer sur les paramètres logiciels pour mettre une première couche plus épaisse (perso je mets 0.3 au lieu des 0.1 standard) 5. Ajouter soit un brim (une espèce de jupe autour de la base que tu retires ensuite), soit des plateaux (sorte de renfort dans les angles au niveau de la base) pour renforcer la fixation au plateau : j'utilise régulièrement le brim et c'est très bien. C'est encore une fois une option logiciel Voilà, j'espère que cela pourra t'aider. Bonne journée, goym1 point
-
Salut, oui c'est ça, il te faut un fang adapté. Il y a pléthore de modèles, il faut juste faire attention à ce qu'il soit compatible, et que le(s) ventilateur(s) se monte(nt) dessus.1 point
-
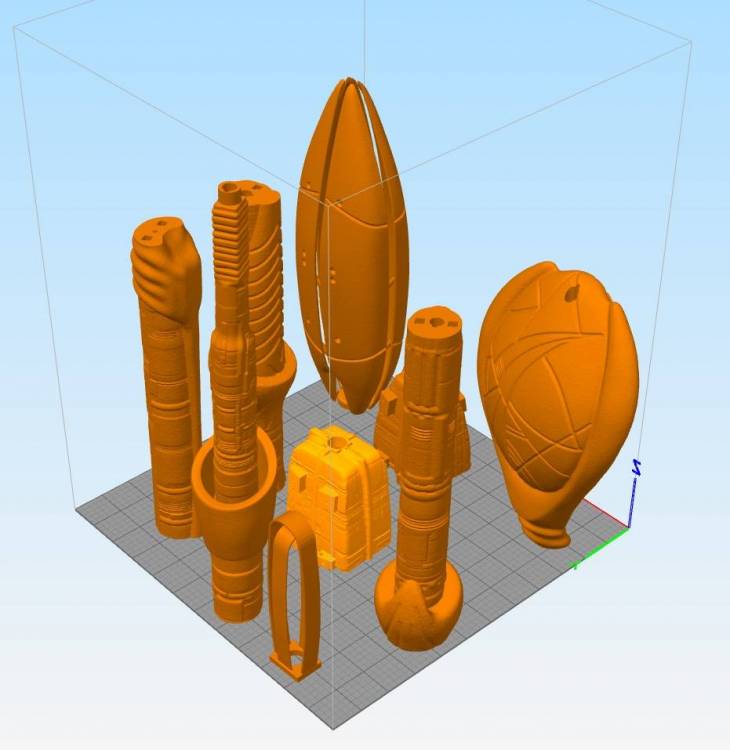
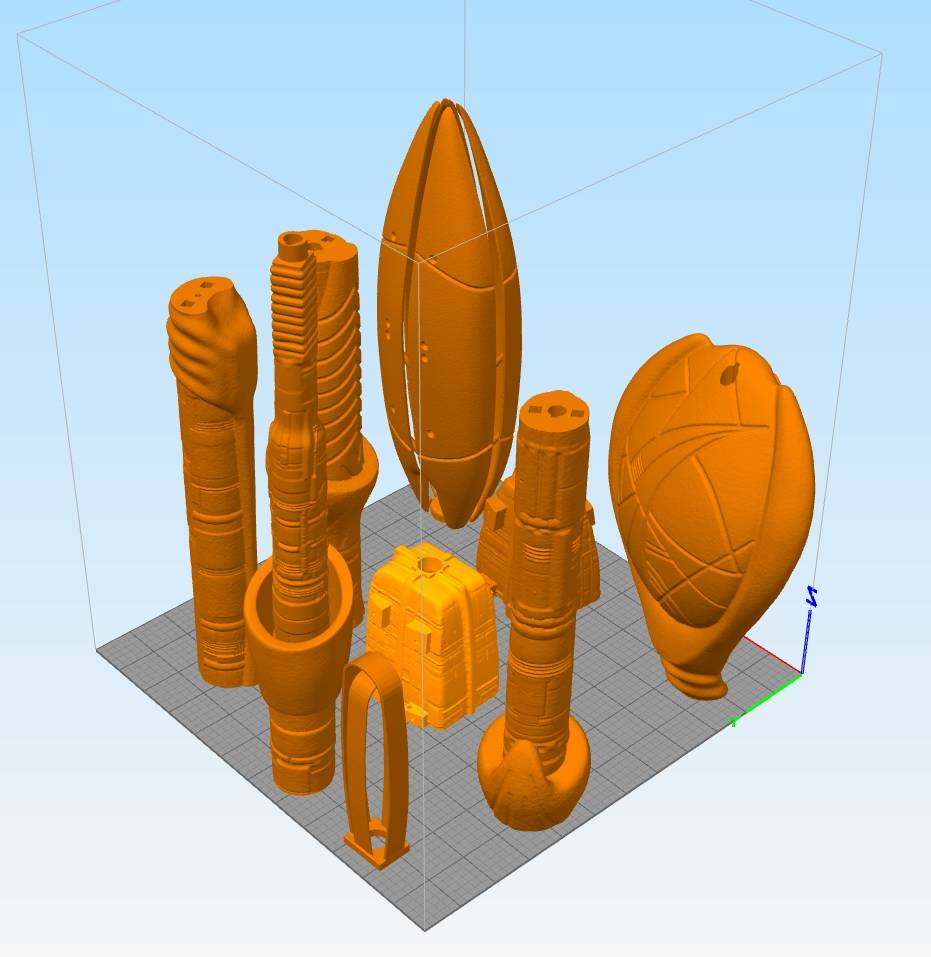
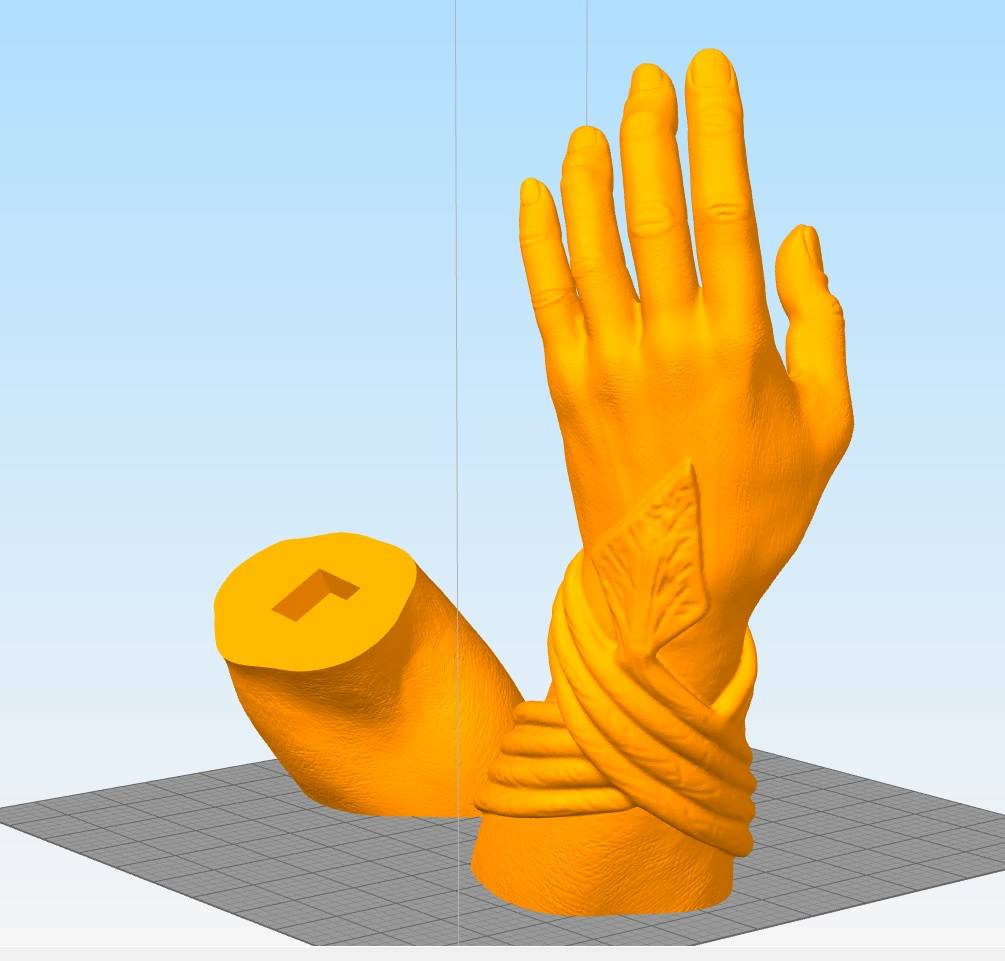
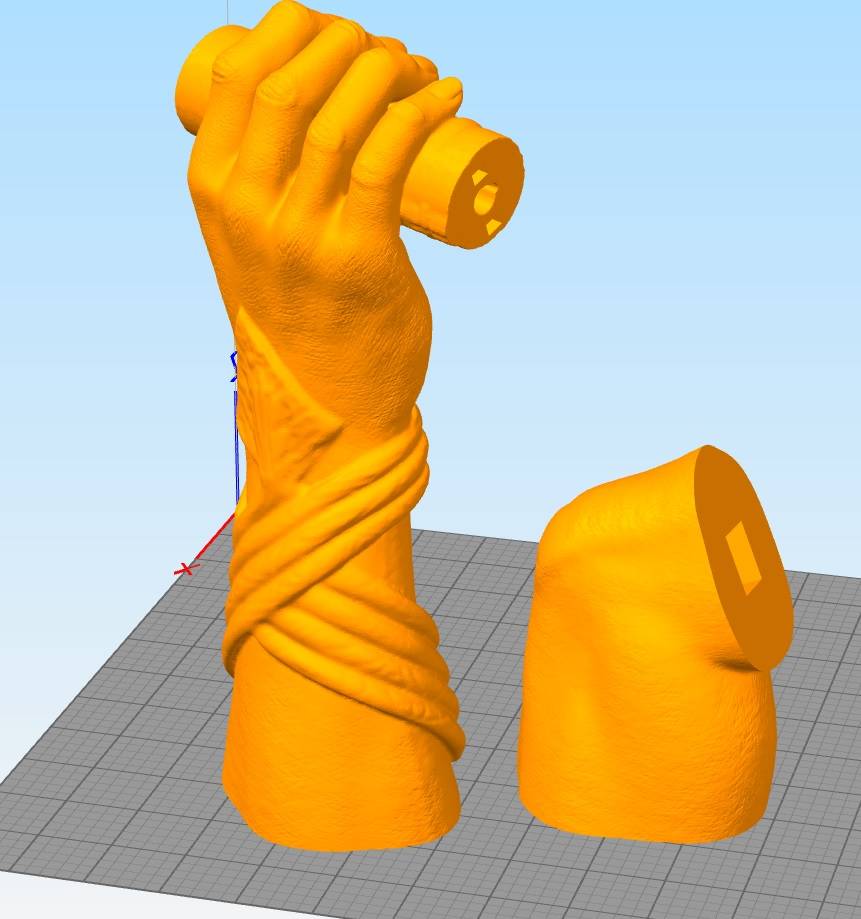
quelques screens des stl , hauteur complet du model socle compris et casque 195cm , socle 24 cm de haut et 84 cm de diamètre . tige de renfort pour arme et jambe ,.
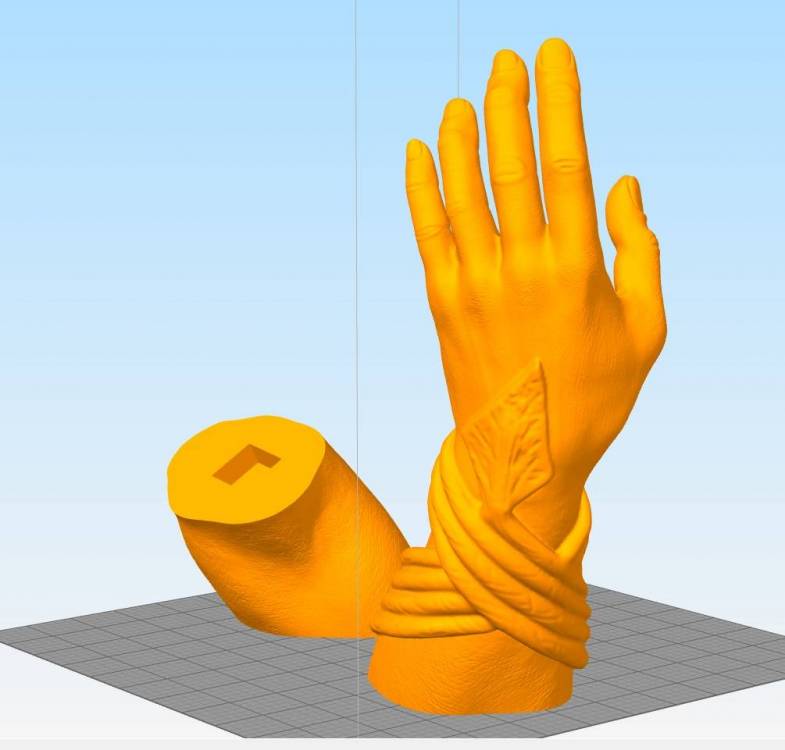
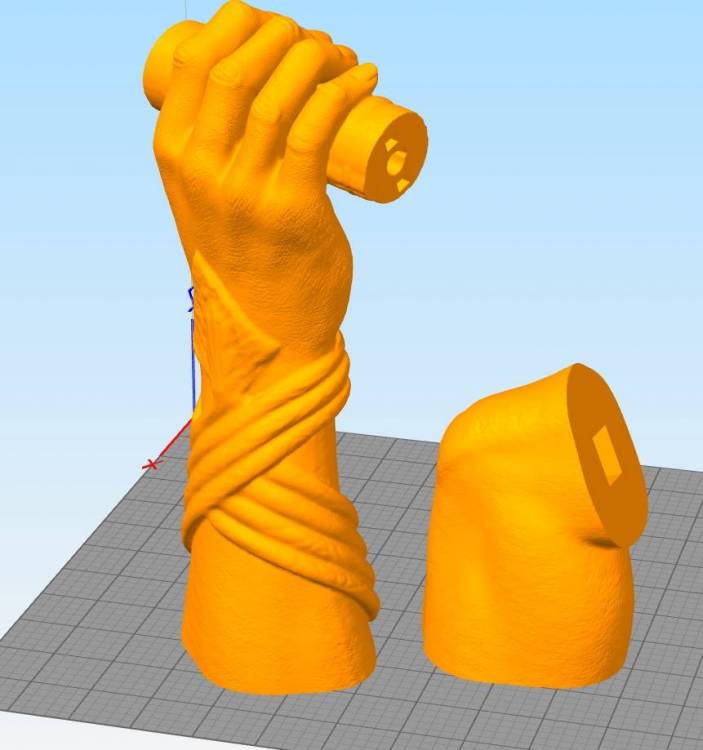
 1 point
1 point -
J'effectue le test sur Simplify3D !1 point
-
Le support d'outils d'origine pour la TENLOG vous intéresse ? Merci de me donner votre avis
 1 point
1 point -
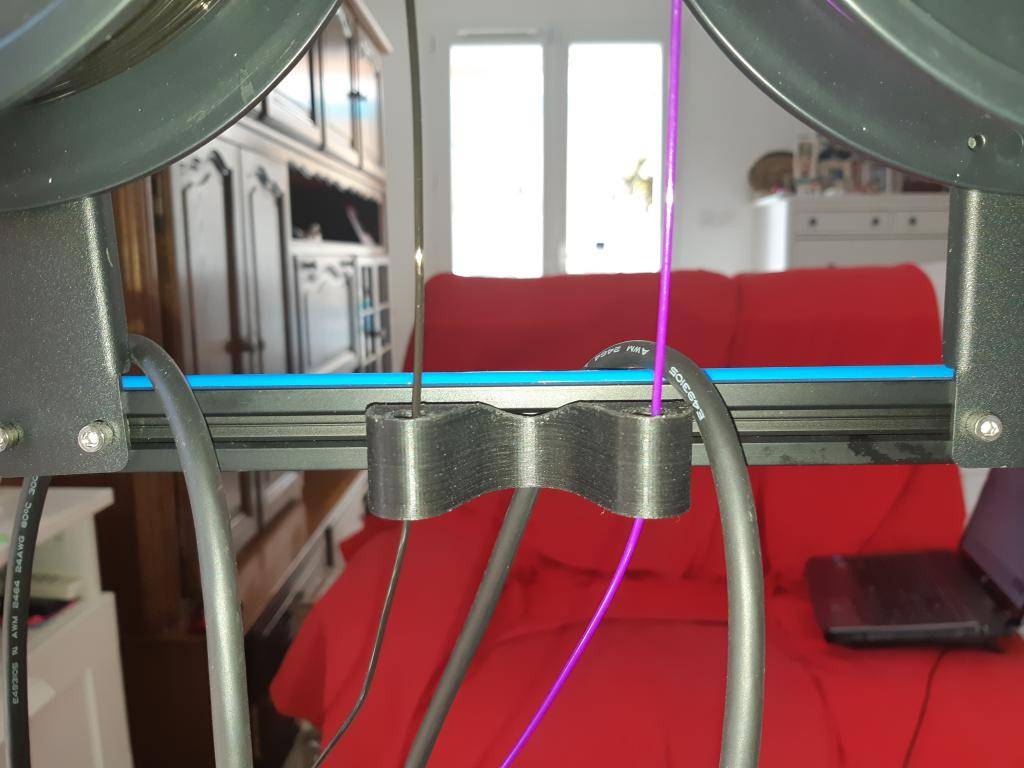
Voici quelques fichiers STL qui vont apporter un confort d'utilisation pour le guidage du filament. guide filament A pour l'extrudeur (fixation sur la visserie connectée gauche et droite) guide filament B pour le guide supérieur (fixation avec un adhésif ou vis tête marteau) le cleaner pour la purge des buses gauches et droites (lamelle en silicone ép 1mm) Capot de protection pour les fils électriques du bed (sécurité de la connectique) en final le logo Tenlog Bientôt le support d'outils ! cache alim BED.STL cleaner.stl Guide filament supérieur.stl guide L.stl guide R.stl TENLOG logo.STL
 1 point
1 point -
Voici le test d'impression sans tour de purge et sans écran anti gouttes. En premier plan l'impression sur la TL d3 PRO; en arrière plan l'impression avec la GEEETECH A10M. la différence est énorme ! durée d'impression 4h30 pour le panda. Conclusion l'impression en dual couleur en deux têtes c'est la solution comme quoi les techniques sont différentes pour un usage particulier. A vous de conclure sur le choix d'une imprimante en fonction d'un besoin spécifique !

 1 point
1 point -
Le test est parti comme j'avais une bobine de noir et de blanc voici le premier test en dual couleur. Pour l'impression température des deux extrudeurs 214° bed 50° vitesse 65 mm/s rétraction 3 mm vitesse 45mm/s rétraction entre les couches et le switch entre les changements d'extrudeurs. Refroidissement des extrudeurs à 205° préchauffage 10 secondes avant le changement de l'extrudeur. Adhérence bordure de 4 mm écran de protection anti-gouttes. Pas de tour ou bassin de purge Ci-joint la photo du démarrage de la pièce le cosmonaute. Constat pas de goutte ou fil à l'extérieur ou à l'intérieur, le Bed est propre pas de déchets. Le contraste des couleur est remarquable pas de mixage possible ou mélange des couleurs. Satisfaction totale en terme de qualité rien à dire. Conclusion test validé au démarrage pas de perte de filament avec la tour de purge, l'impression est véloce avec le changement des extrudeurs. ci-joint la photo début de l'impression. a+
 1 point
1 point -
Jai trois imprimante a resine, 2 MSLA ( micromake L2, elegoo Mars) une vrai DLP, Muve 3d. j.imprime en résine depuis plus de 5 ans intensivement, j’ai nettoyé mon lot de membrane FEP en utilisant tout et n’importe quoi, ... le FEP c’est super resistant. a L’alcool, a l’acetone, au triclo ect.... Je change mon FEP uniquement quand il est pratiquement opaque ou endommagé . Je le plonge dans de la bonne vielle alcole ménager a 95. histoire de diluer la résine, ensuite je nettoy au liquide veisellle , et ensuite a la fin seulement j’utilise un tout petit peut d’isopro histoire d’avoir une surface sans particule residuelle. le truc c’est de comprendre pourquoi on recommande l’isopro... et pas simplement recommander a l’aveugle... C’est un alcole qui ne l’aisse pas de residue apres evaporation, donc extemement utile pour tous ce qui est optique. l‘écran et le FEP. mais pour dilué la résine une basse alcole ou acetone suffit complètements et c’est surtout mon chère...1 point
-
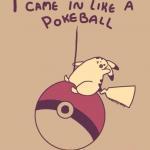
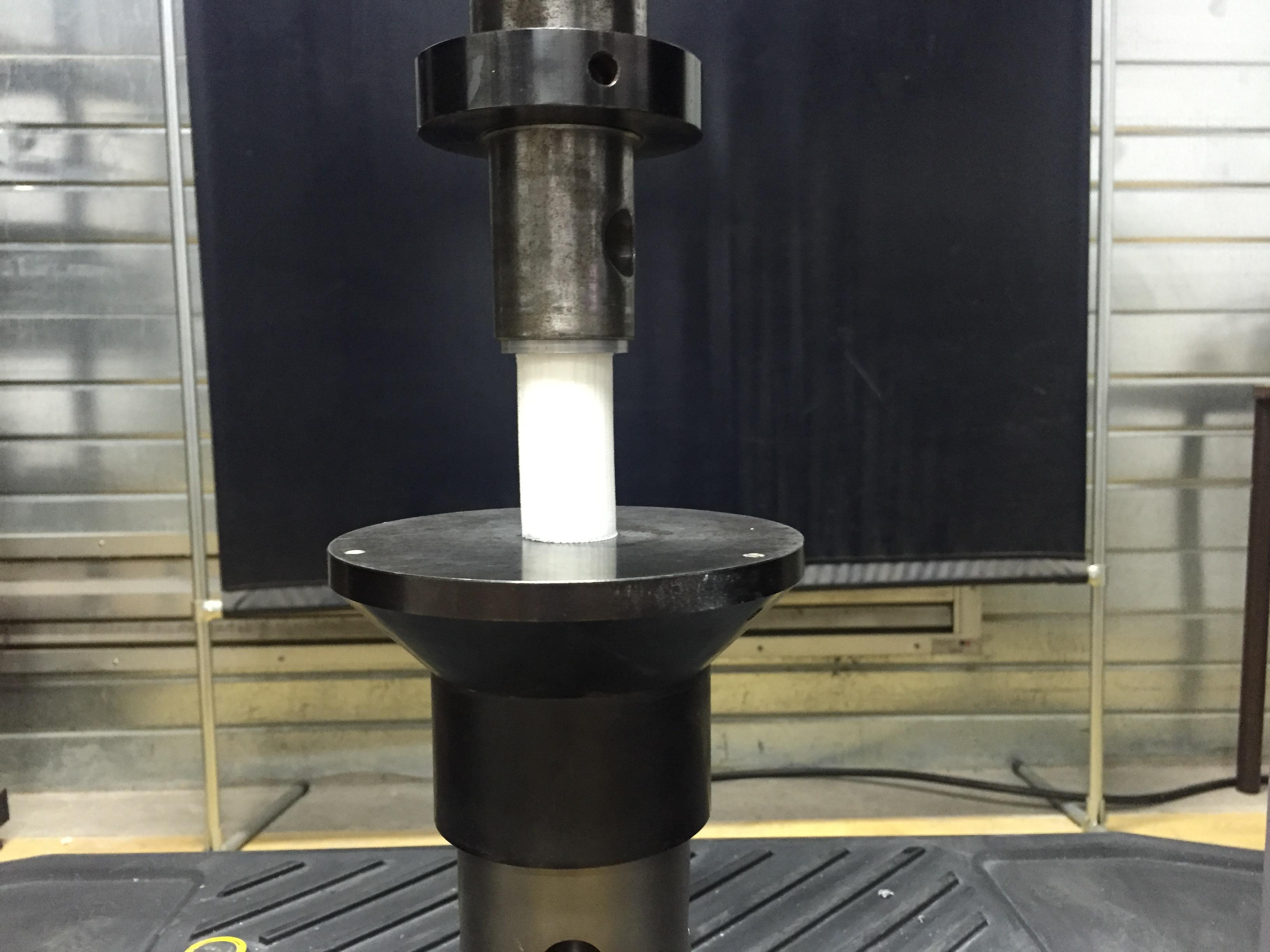
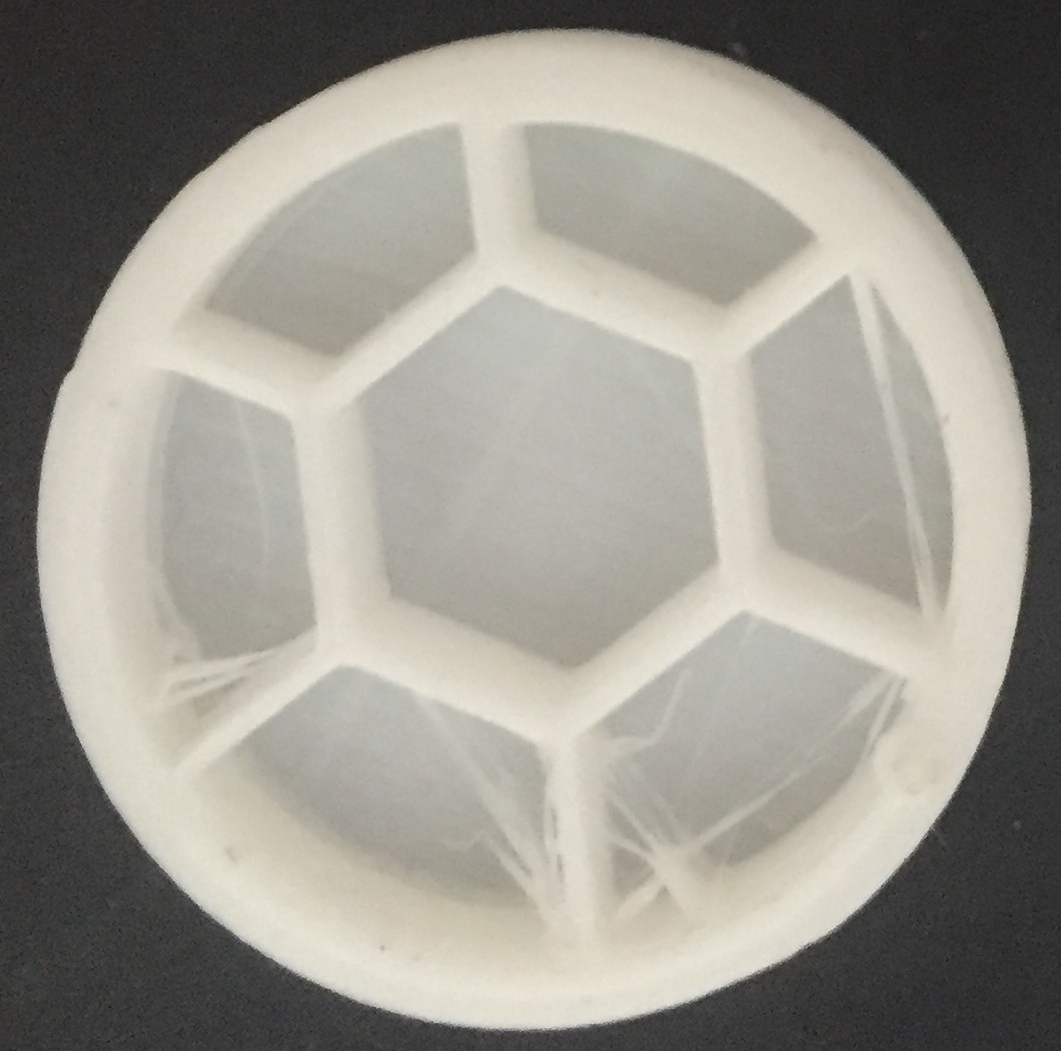
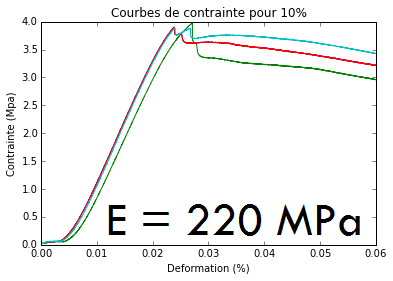
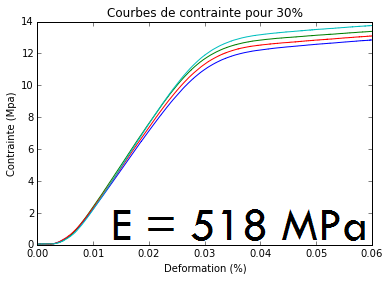
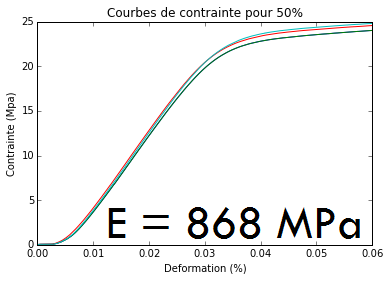
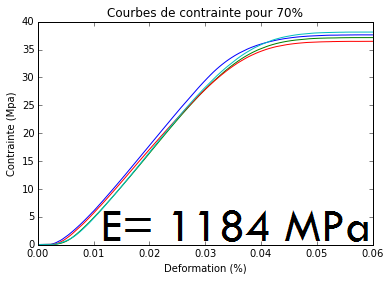
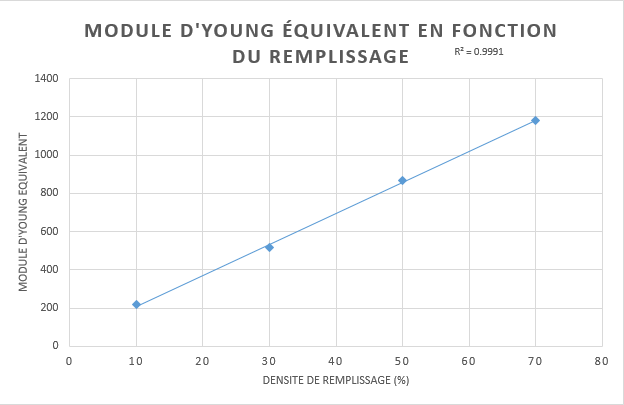
Bonjour, dans le cadre de mes études j'ai décider de réaliser des compression d'éprouvettes de PLA imprimées en 3D pour savoir s'il y avait un taux de remplissage privilégié. J'ai voulue vous partager mes résultats, le sujet est un peu long mais j'espère qui vous intéressera . Pour réaliser cette expérience je suis allé dans un laboratoire de recherche sur les matériaux : Le but était de déterminer s'il y avait un taux de remplissage limite au-delà duquel il n'était pas rentable de remplir plus les pièces imprimées. Pour ça, comme j'avais pas forcément énormément de temps sur la machine, j'ai testé 4 taux de remplissage différent à partir d'une géométrie hexagonale : 10% / 30% / 50% / 70% (coupe transversale) Comme on peut le voir sur les coupes, l'échantillon a 10% n'a pas beaucoup de contact avec la surface latérale (périphérie) et cela se traduit qualitativement par une rupture non linéaire de cette surface latérale assez rapidement et une perte total des propriétées mécanique après rupture. Tandis que pour les autres taux de remplissage (30% , 50% et 70%) , la surface latérale reste intact même après rupture et donc toutes la matière interne se condense / se tasse à l'interieur de l'éprouvette, subissant une déformation uniquement selon la hauteur. Le diamètre de l'éprouvette reste inchangé. ==> on a une conservation des propriétées mécanique même après rupture. Cela se confirme par les courbes ci-dessous, avec le module d'Young (E) déterminé par un calcul de pente lors de la première phase de contrainte, la phase d'élasticité. courbes de contrainte (1courbe = 1 éhantillon) Que nous disent les courbes ? cela confirme nos observations qualitative. En effet, les courbes pour 30,50 et 70% on exactement la même allure, seul leur pente et donc leur module d'Young diffère. On remarque pour ces courbes que, après rupture de la courbe (donc de nos échantillons), on conserve une pente croissante qui confirme également une conservation des propriétées mécaniques après rupture, puisque cela montre que l'échantillon montre encore une résistance face à la machine. Les observations pour 10% sont également confirmé par ces courbes puisque l'ont voit que les courbes font un peu chacune leur vie après une chute nette de contrainte ce qui montre la perte des propriétées mécaniques. Les courbes nous révèle en plus l'aspect aléatoire de la rupture pour les échantillons à 10% puisque l'on peut voir le point de rupture se fait jamais au même point de déformation alors que pour les autre taux de remplissage, les courbes sont très similaire. Pour l'anecdote, le technicien du laboratoire m'a confirmé n'avoir jamais vu des courbes aussi rapproché pour différent échantillons. On a donc une régularité des propriétées mécanique à partir de 30%, alors que pour 10%, la résistance est incertaine, et on aime pas vraiment ça ! Que révèle alors le module d'Young noté E sur les courbes ? En physique, le module d'Young est déterminer par une relation de proportionalité, appelé loi de Hooke : où : est la contrainte, exprimé en MegaPascal (MPa) , c'est à dire la force appliqué à l'échantillon par rapport à sa surface. (rapport Force / Surface) est la déformation, exprimé en %, rapport de la différence de hauteur engendré par l'expérience sur la hauteur initiale () est le module d'Young, exprimé en MegaPascal (MPa) est une grandeur caractéristique des matériaux / échantillon testé. Comme le module d'Young n'est pas forcément très parlant à tout le monde, je vais vous donner un équivalent du poids nécessaire qu'il aurait fallu pour arriver à une rupture : 10% : 290 kg 30% : 940 kg 50% : 1670 kg 70% : 2600 kg Si je vous donnais l'équivalent en twingo, votre première remarque serait : Merde, c'est que du plastique ! Vous vous souvenez du but de l'expérience ? On voulait déterminer s'il y avait un taux de remplissage au-delà duquel il était pas rentable de remplir plus, il faut donc tracer là courbe qui exprime le module d'Young en fonction du taux de remplissage, à partir des 4 valeur que l'on à ici et essayer de voir si on peut remarquer si la courbe admet une rupture de pente notable. Et bien il se trouve que l'on obtient une courbe parfaitement linéaire, on peut supposer que l'on obtiendra éventuellement une rupture de pente au delà de 70% mais bon, 70% c'est déjà beaucoup. Donc quelles sont les conclusion de tout ça ? Au final, 10% est à proscrire ( si la pièce est soumise à une contrainte de compression plus ou moins importante, au quotidien pour des pièces quelconque, 10% peut amplement suffir) puisque on arrive à une rupture qui détruit totalement la pièce. On peut alors recommander 30% pour avoir des propriétées mécaniques régulière et qui peut encaisser une déformation sans forcément détruire le système. En revanche, sauf nécessité mécanique, il n'est pas nécessaire d'aller au delà, vous connaisez tous les contraintes en terme de temps d'impression et de coût en matière que cela engendre de monter à 50 ou 70% Cependant, il aurait été intéressant de réaliser de nouveau test entre 10% et 30% pour voir jusqu'où on pouvait descendre pour obtenir des résultats similaire. J'ai fait une machine pour des essaie de compression pour d'autres expériences lié à ces travaux, j'essaierais de le faire si j'ai du temps à perdre cet été . Voilà, j'espère que cela aura été intéressant, encore une fois je précise que les résultats obtenue sont par rapport à des pièces qui serait soumise à des contraintes, je ne dis pas qu'il faut bannir le remplissage à 10% pour tout type d'impression.
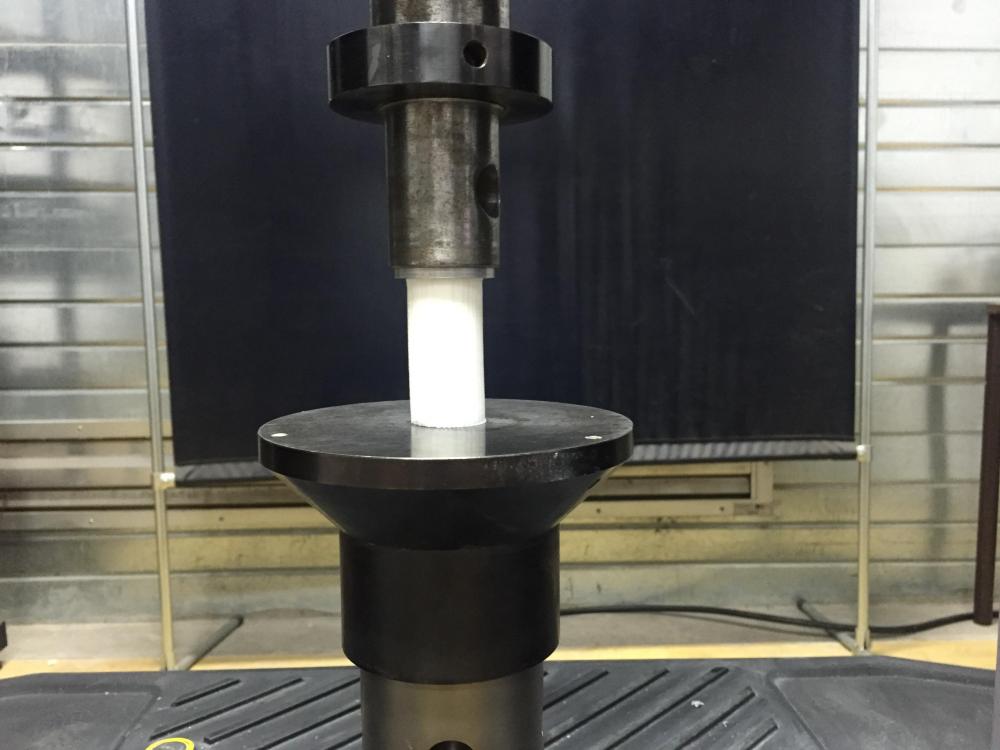
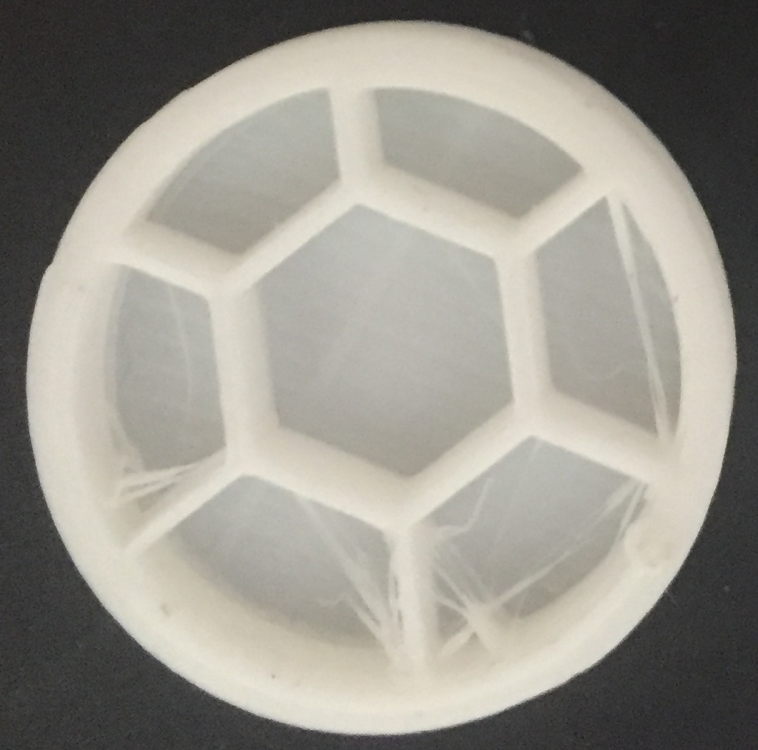
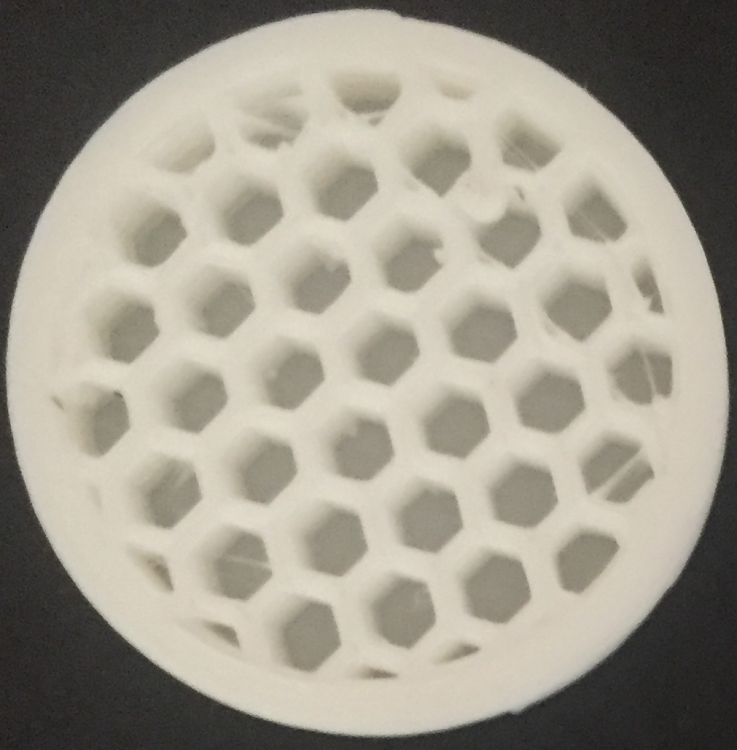

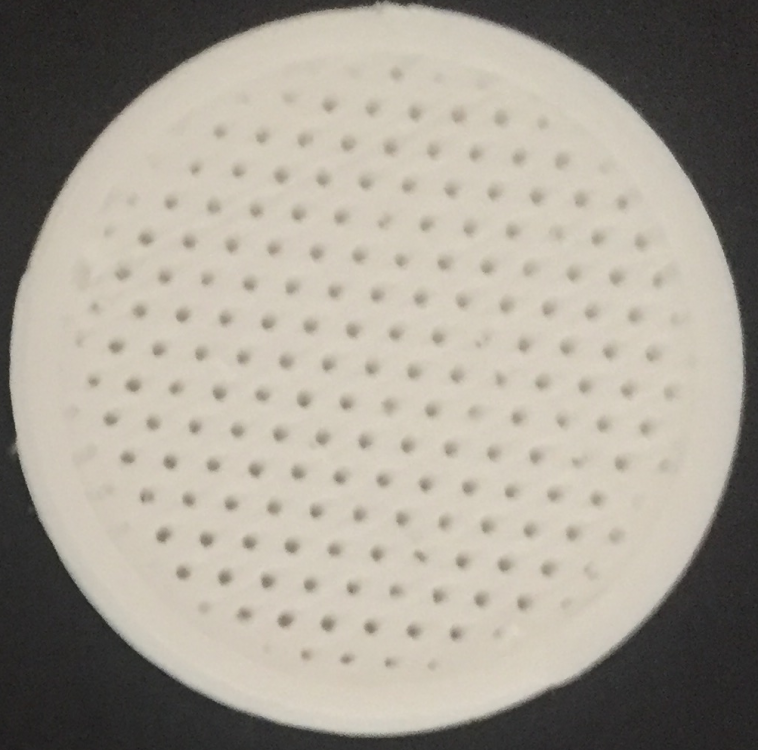



 1 point
1 point -
ah oui super paint! On voit même les défauts d'impression avant d'imprimer1 point
-
Salut, super partage, je suis donc tranquille avec mes 40% que je mettais je pense descendre à 30. Merci Philippe1 point



































.thumb.jpg.bcdc612e85e38d1fe7a7d23f4b959955.jpg)