Classement


Contenu populaire
Contenu avec la plus haute réputation dans 16/05/2020 Dans tous les contenus
-
Salut ! Je m'étais inscrit il y a un an pour avoir des infos sur les mécanismes déformables. Malheureusement, vu que ce domaine en était qu'à ces débuts, je suis reparti broucouille. A l'époque j'étais un gros noob, mais aujourd'hui j'ai un peu plus d'XP (un peu). Du coup je reviens vers votre superbe communauté, que j'ai lâchement abandonné durant tous ces mois, et soyez-en sûr je m'en veux énormément. C'est pourquoi je compte me rattraper avec ce petit print tout con qui pourrait vous être utile: Une pince à linge full 3D avec ressort intégré. La forme du ressort permet de la pendre à n'importe quelle corde ou tige de 6mm de diamètre ou moins. Après si vous pendez vos caleçons sur des baramines... Je suis clairement trop faible pour vous. Dispo en 3mm, 5mm et 8mm d'épaisseur. Plus c'est épais, plus ça pince! Ce design, il vient du fait que j'en avais un peu marre d'acheter des pinces à linge conçues avec les fesses par des ingénieurs qui osent mettre un ressort en acier qui peut durer plus d'une vie sur une structure pastique faite pour durer moins d'un an. Au final tu te retrouves avec un ressort dont la forme est difficilement exploitable, et des débris de plastique qui vont finir dans le bide d'une tortue pas loin de la Nouvelle Calédonie qui a d'autres problèmes que le séchage de tes chaussettes. BREF. Du coup, confinement aidant, j'ai bourriné cette idée pendant une vingtaine d'heures (conception et impression), et voici une photo des différents prototypes: Il est préférable d'utiliser du PETG pour son élasticité. Car avec du PLA, vous allez pouvoir sécher pas mal de caleçons... Mais rapidement, la pièce va perdre sa forme initiale et il faudra retendre manuellement la pièce, jusqu'à la rendre inutile. En PETG, aucun problème. Deux pinces comme ça de 3mm d'épaisseur permettent de suspendre un jean humide sans problème. Si vous les utilisez en extérieur, préférez des couleurs claires. Sans ça, le soleil va chauffer la pièce jusqu'à la rendre molle. Conseils d'impression: Ça marche très bien en 0,3mm. La version 3mm d'épaisseur prend 10 min d'impression par pièce. Soyez pas trop gourmands et préférez une vitesse faible pour la première couche. Perso pour être peinard j'utilise 15mm/s puis 40mm/s pour le reste. Si votre adhésion au bed n'est pas optimale et que vous avez besoin d'écraser la première couche, paramétrez la première couche avec un retrait de quelques dixièmes de millimètres pour compenser l'écrasement. Sans ça, vous allez avoir un effet "patte d'éléphant" et c'est pas fou. Dispo sur Cults pour très exactement pas un rond: https://cults3d.com/fr/modèle-3d/outil/compliant-clothespin Non je déconne. Les fichiers sont dispo en PJ directement sur ce post. Gros bisous à vous, j'espère que ça vous sera utile. La suite du projet arrivera bientôt. Clothespin 8mm.stl 24x clothespins 3mm.stl Clothespin 3mm.stl Clothespin 5mm.stl3 points
-
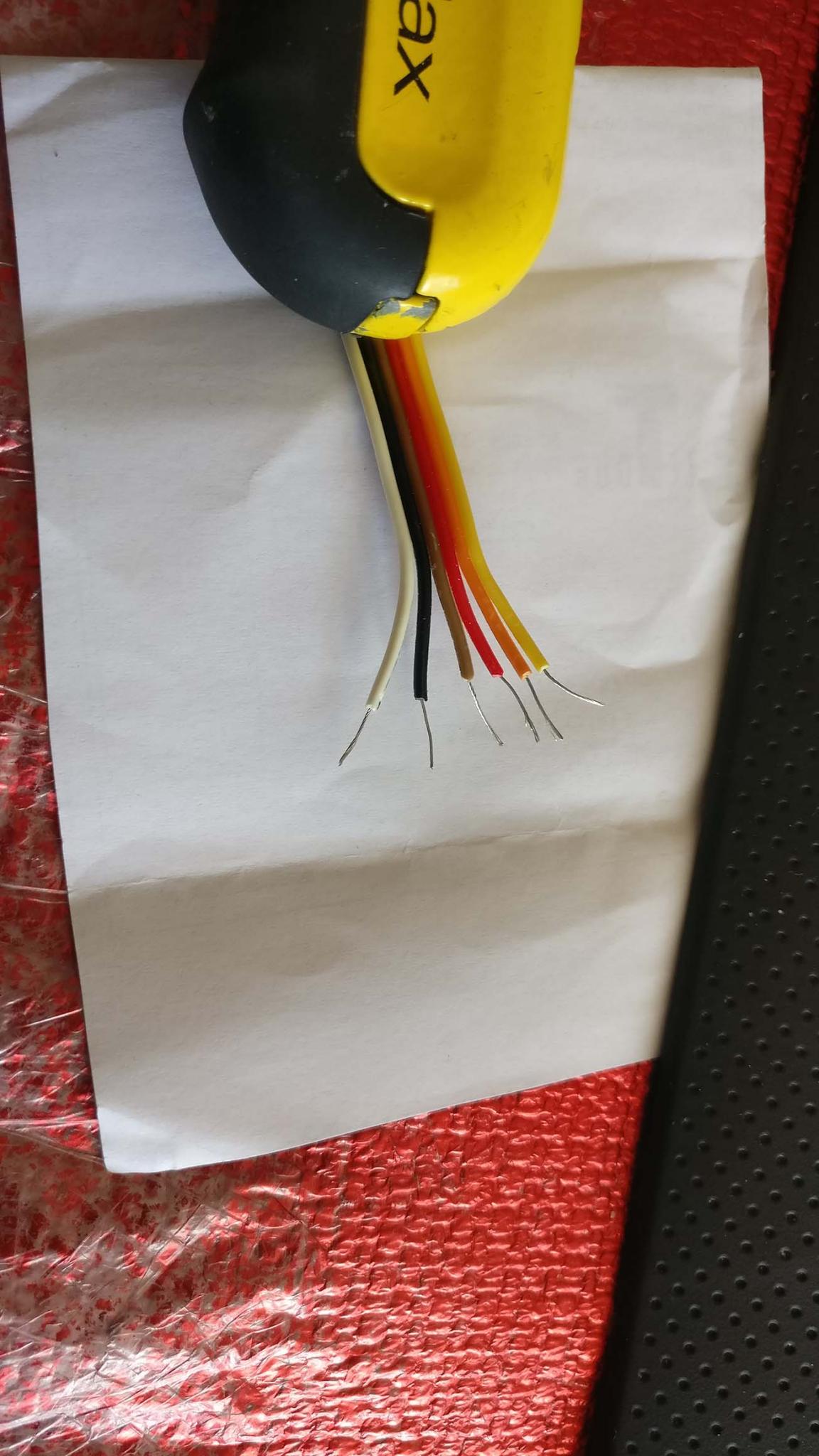
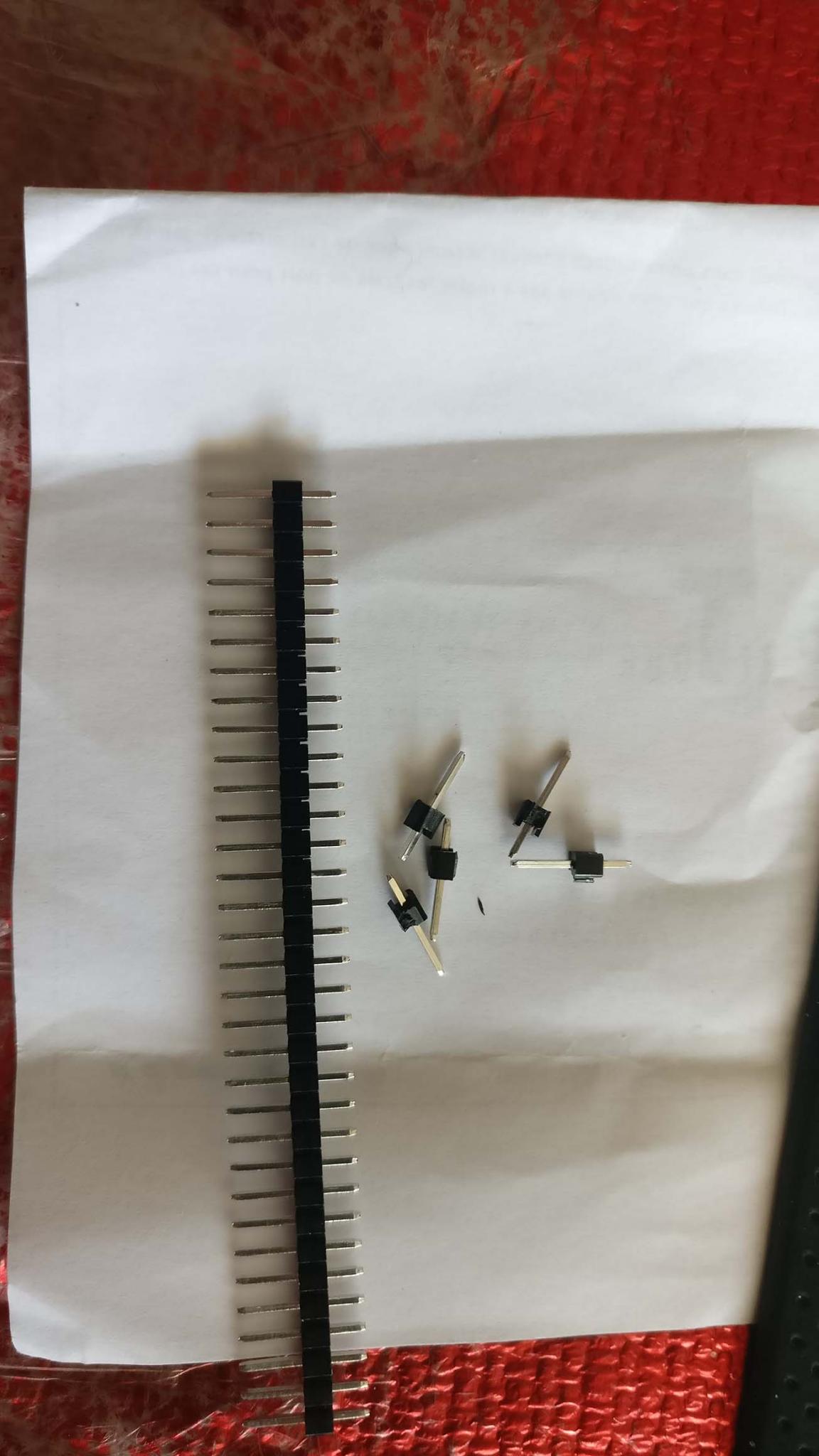
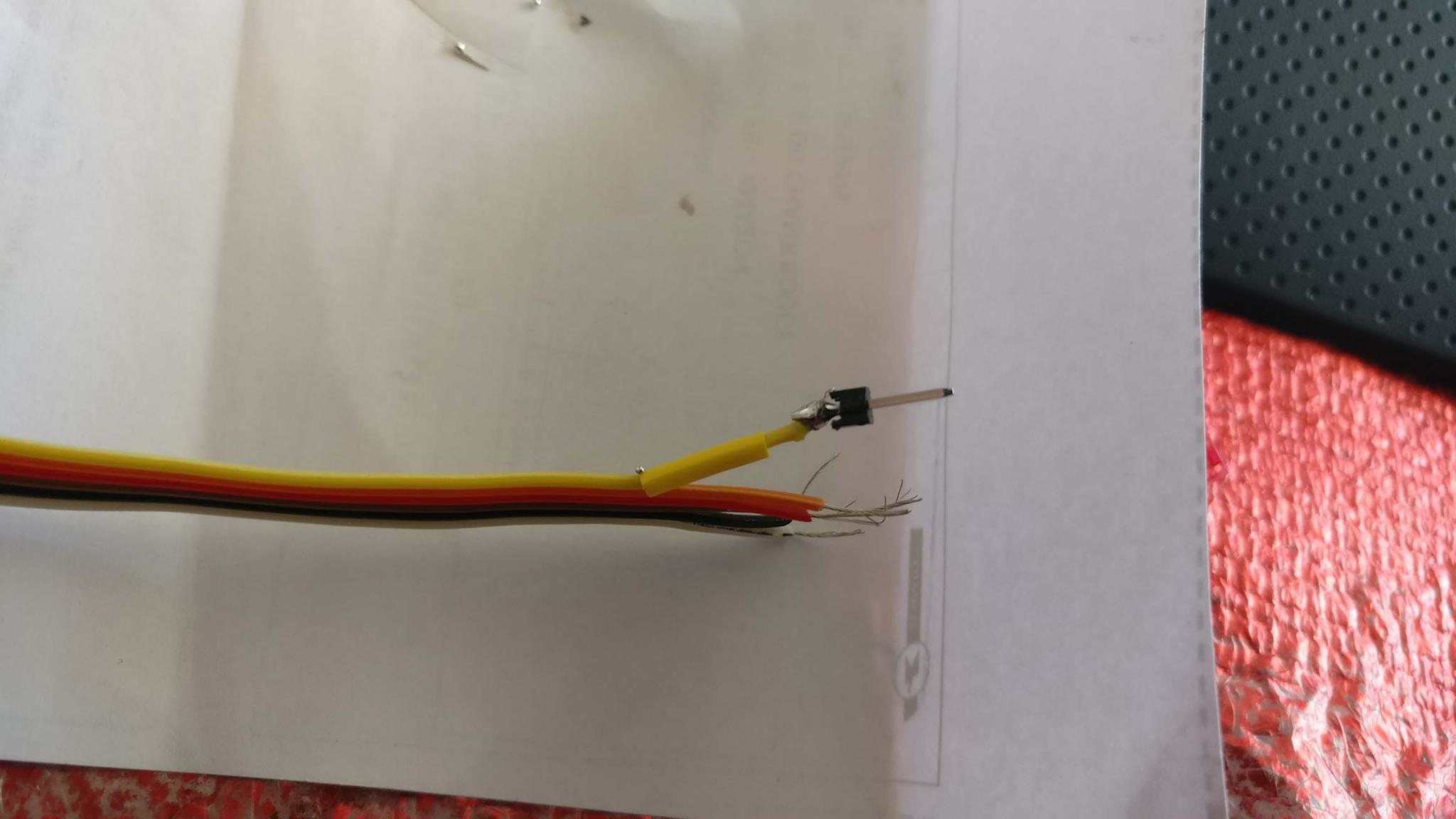
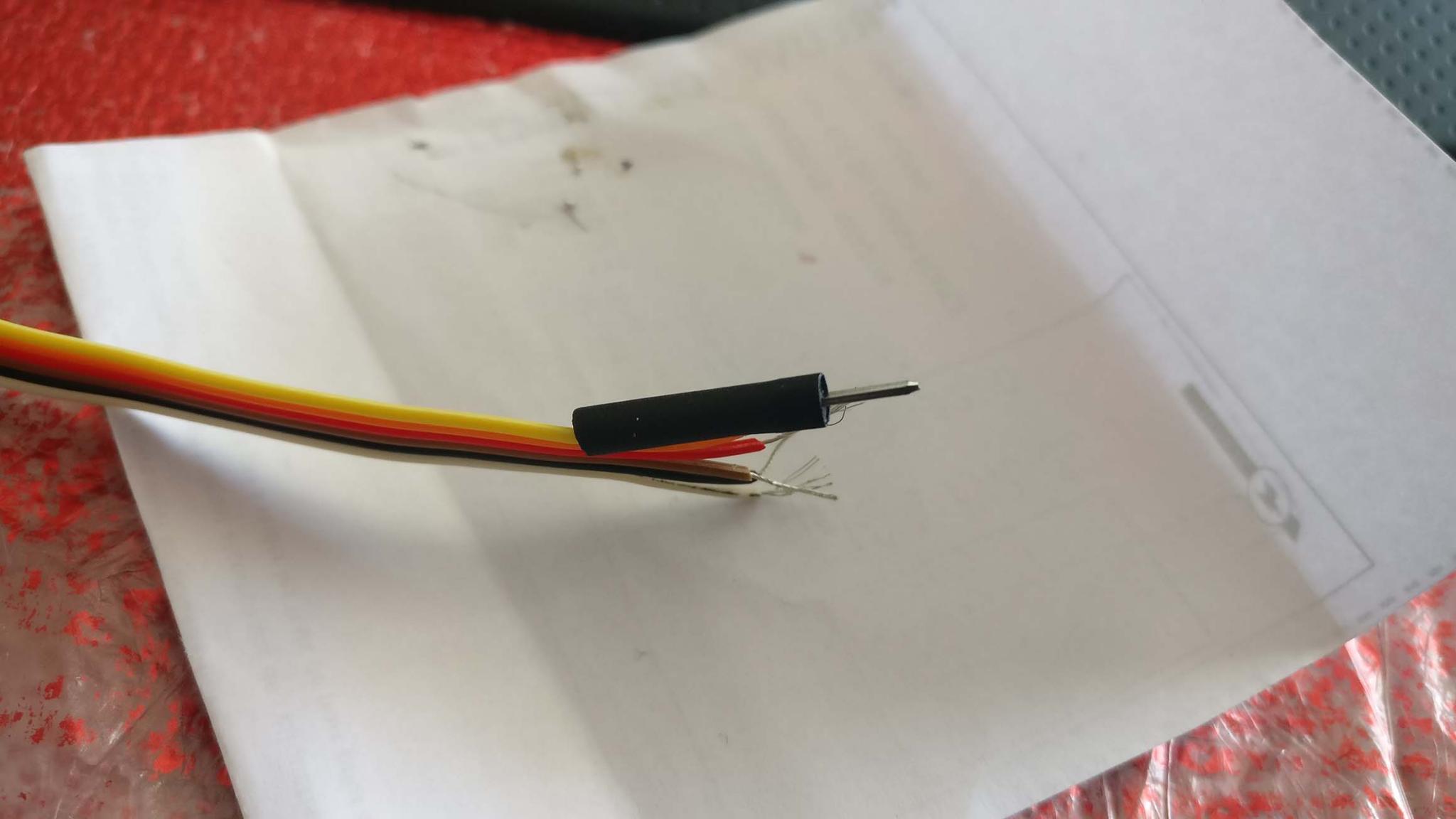
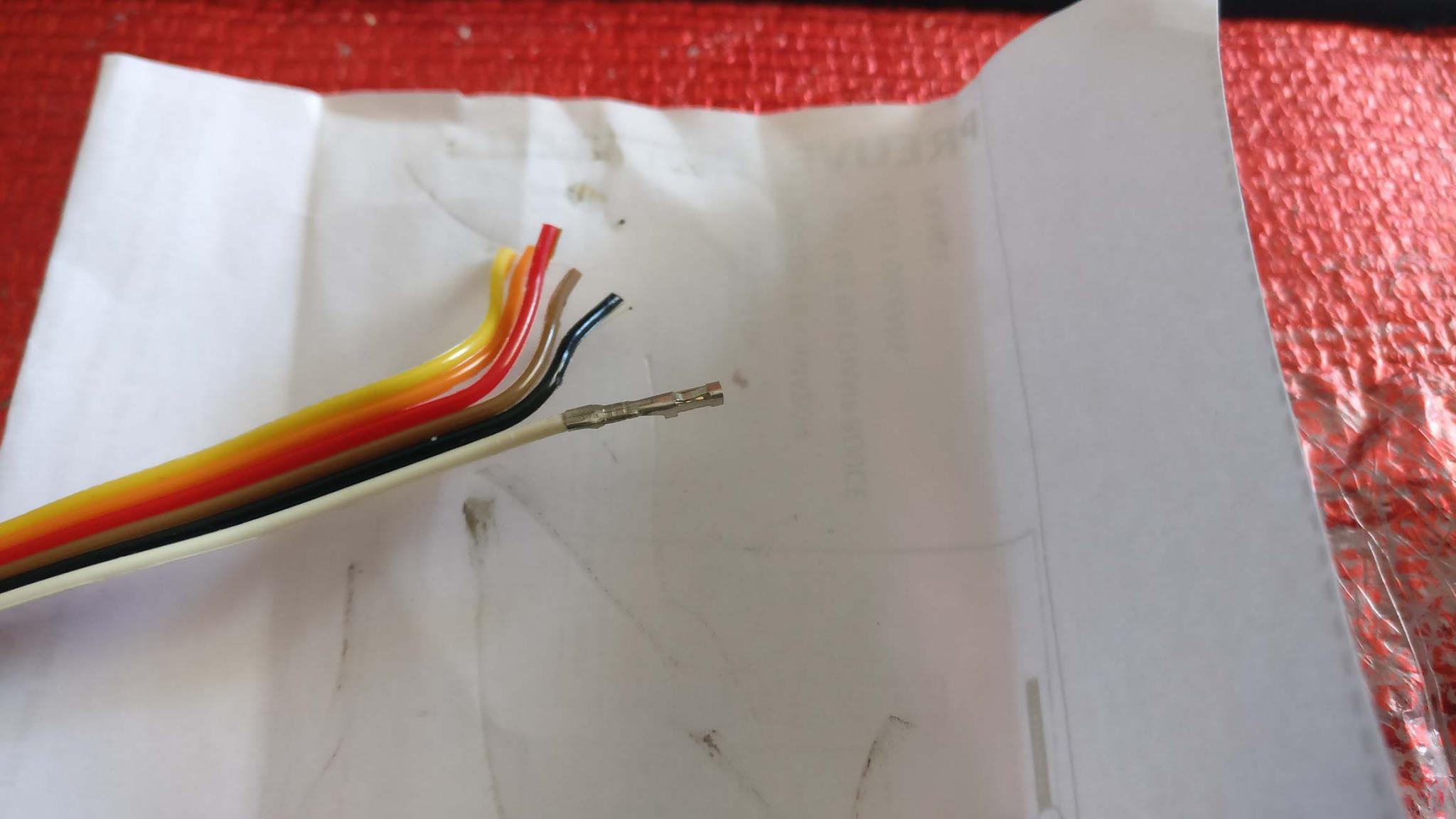
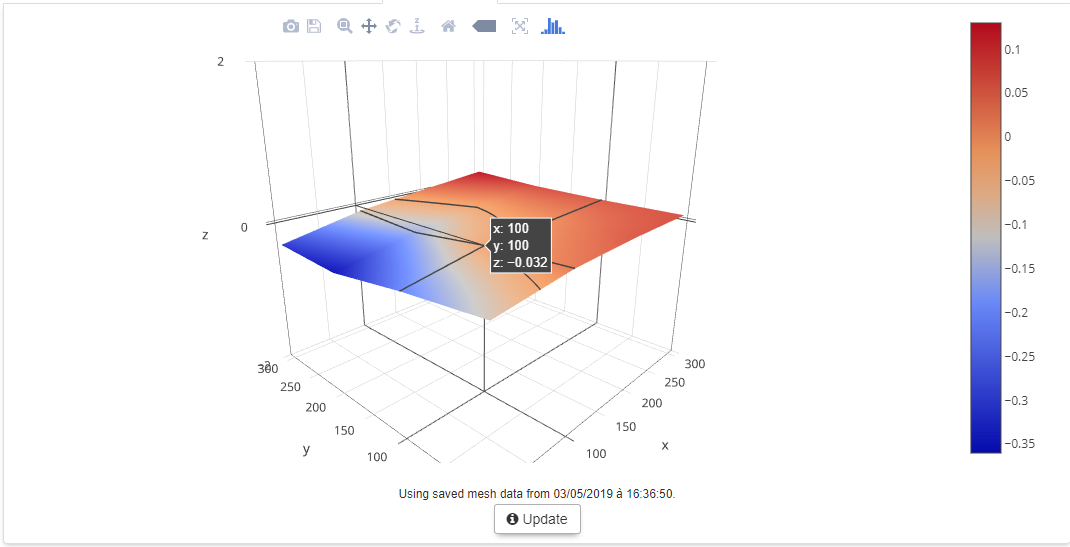
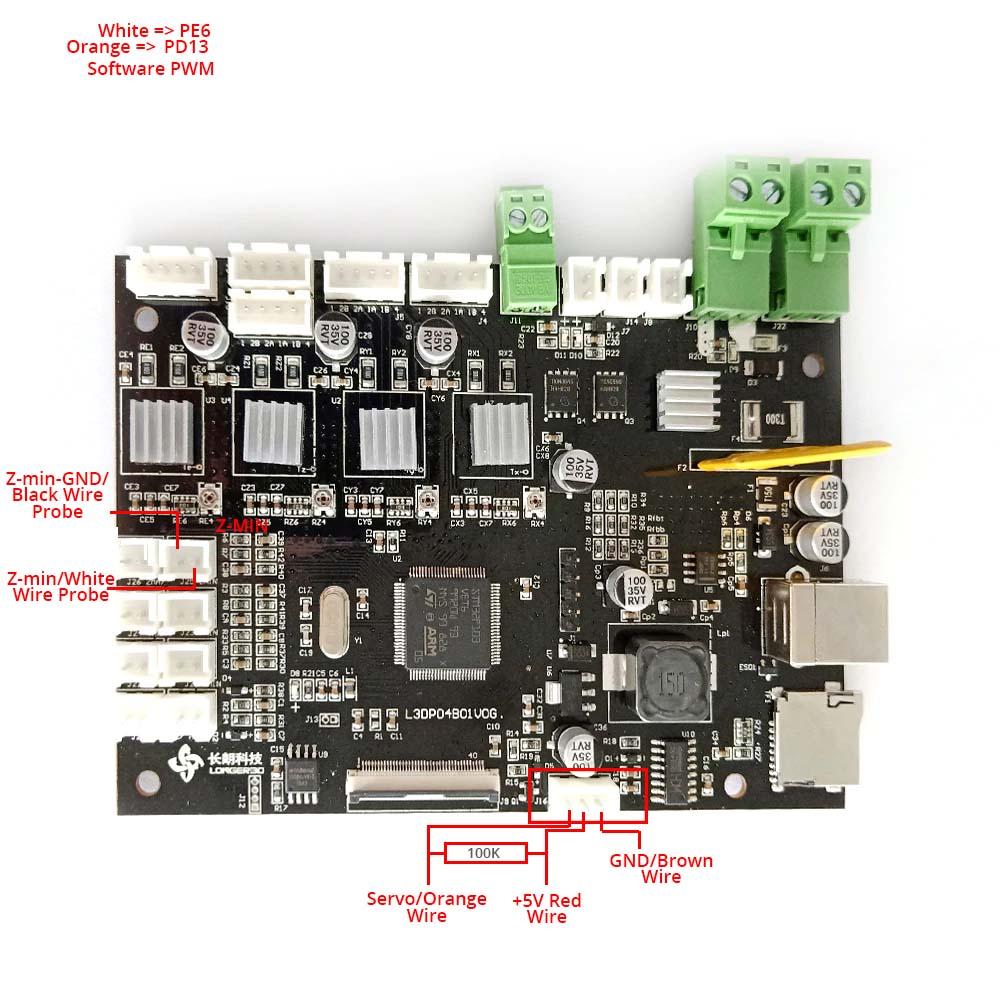
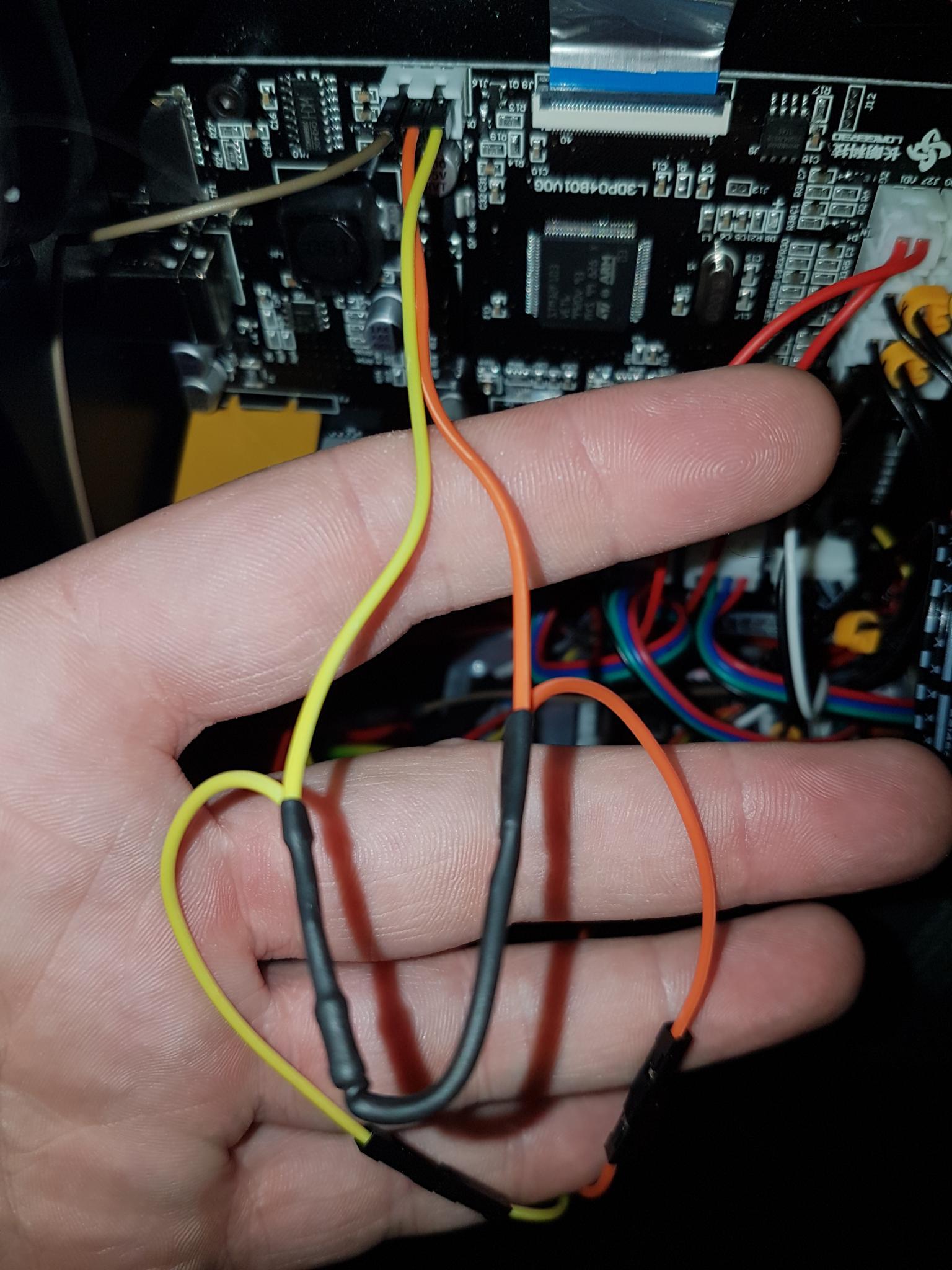
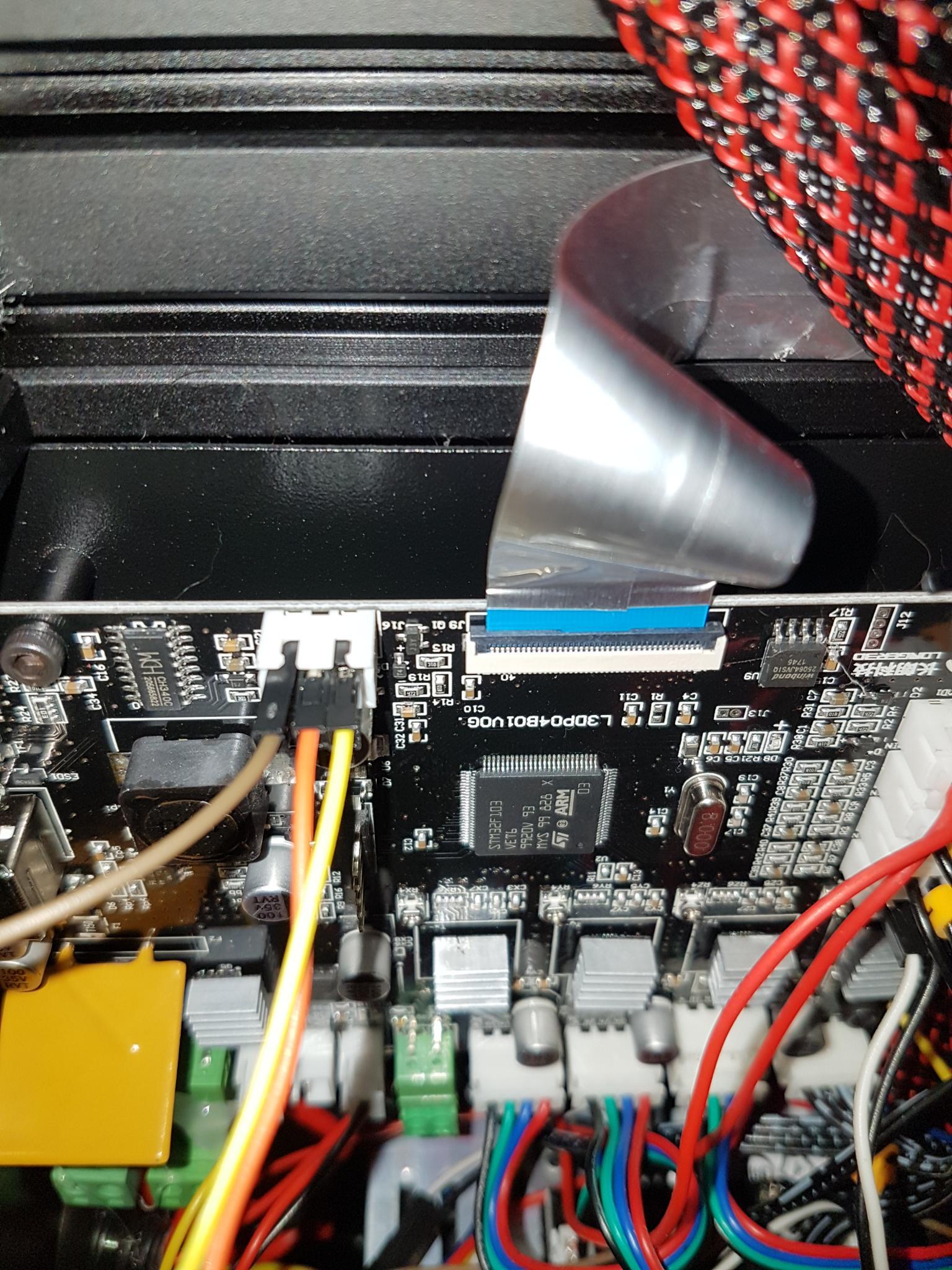
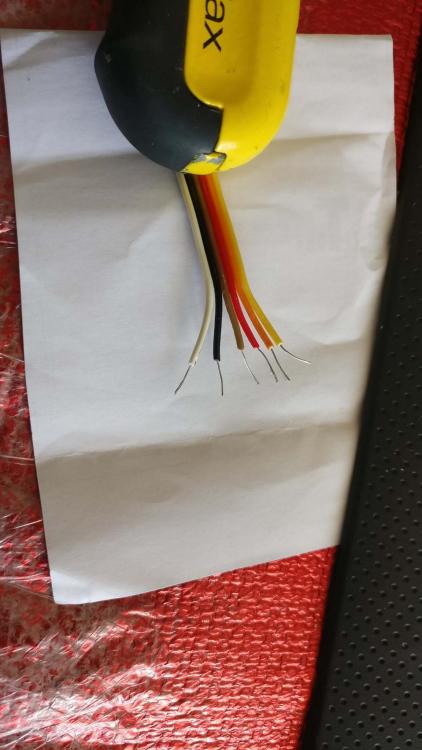
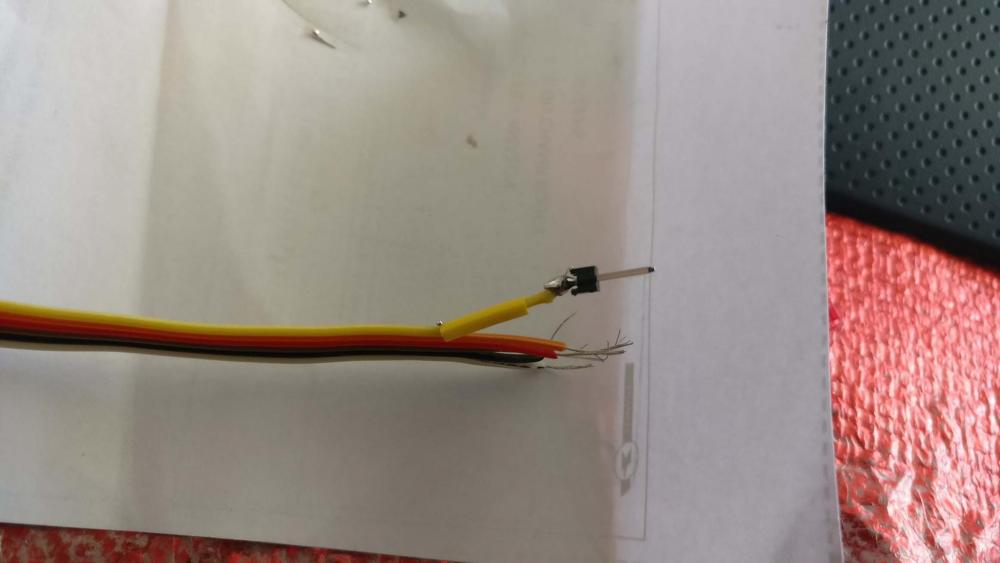
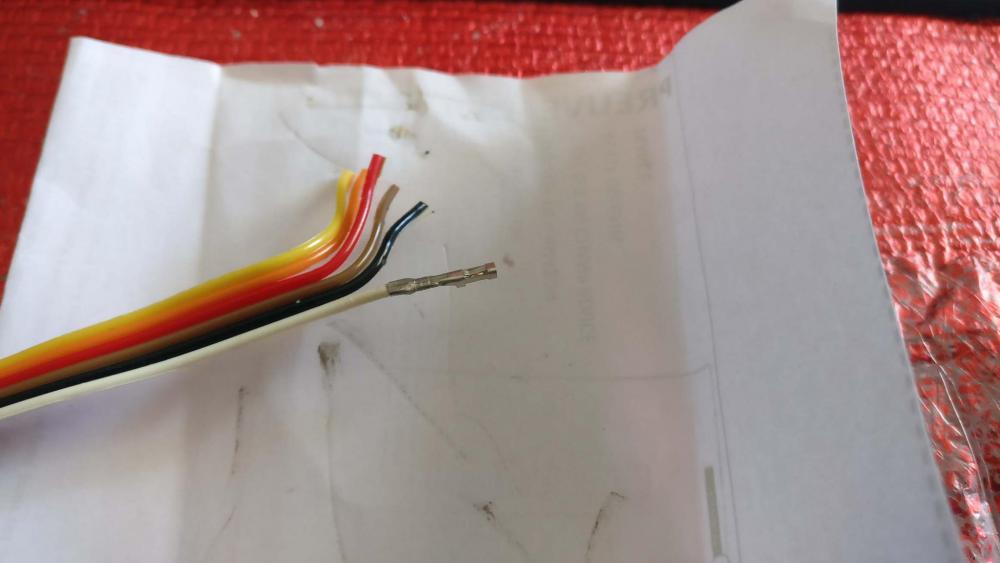
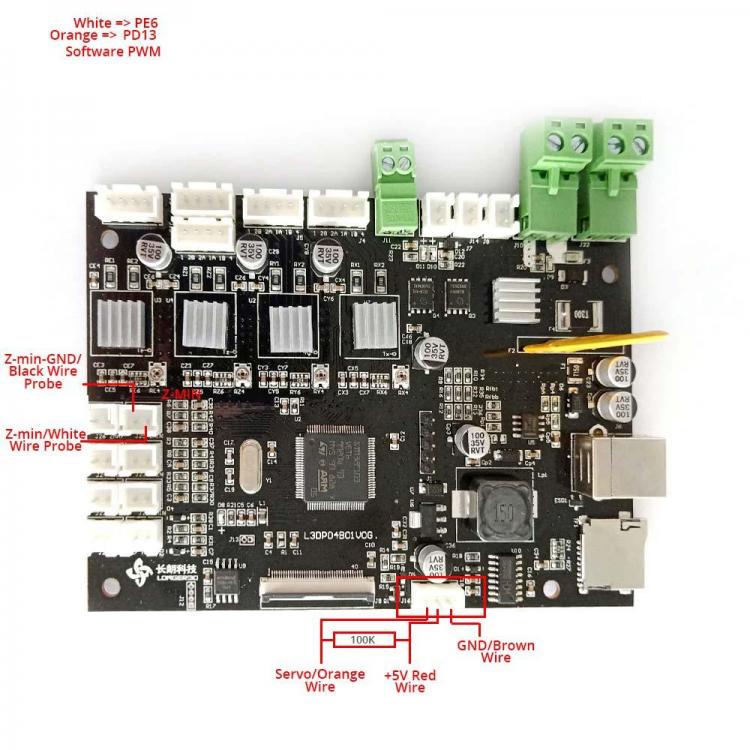
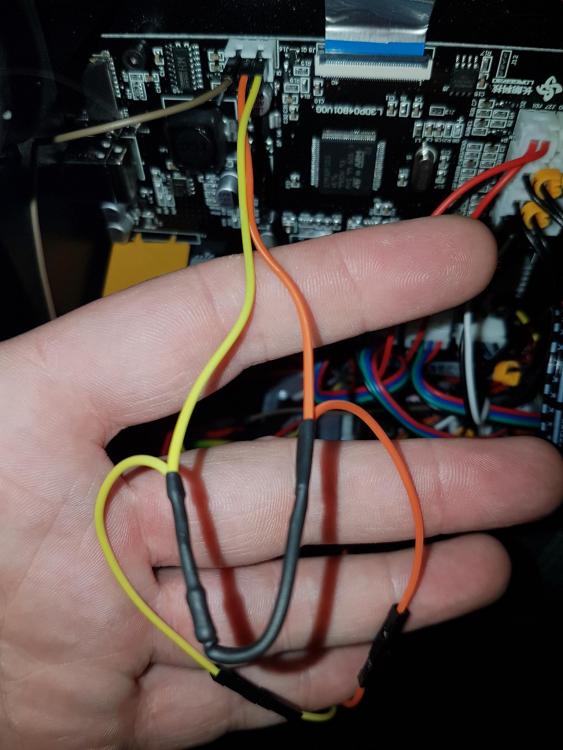
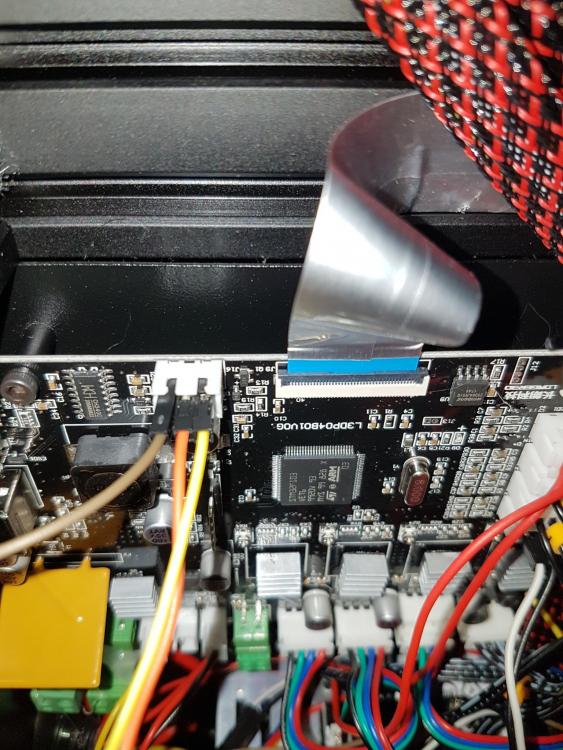
Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents ==================================================================== Mini tuto : Installation du TouchMi par @sensei73 ================================================================================ Installation du BL-Touch : Version 4.5 du 24/08/2019 (Update nouveau fichier .pins). De quoi ai-je besoin : Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez ! Savoir déjà compiler et flasher Marlin sur une Alfawise. Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D. Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici. Un peu de doc sur le BL-Touch (V3) Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici. Un fer à souder avec un peu d'étain. De la gaine thermorétractable. Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision. Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également. Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement. Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut : Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto. >>> On y va ! <<< Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" : Si vous avez une carte-mère en version V0G : Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) : Configuration Marlin 2-x Allez on passe enfin à la configuration ! Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent. Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29. Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé. On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 : Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 : Et on compile Marlin ! Tests Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ. Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel. Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto. Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations ! GCode de démarrage : Mini tuto Z-Offset pour BL-Touch ENJOY ! Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !





 2 points
2 points -
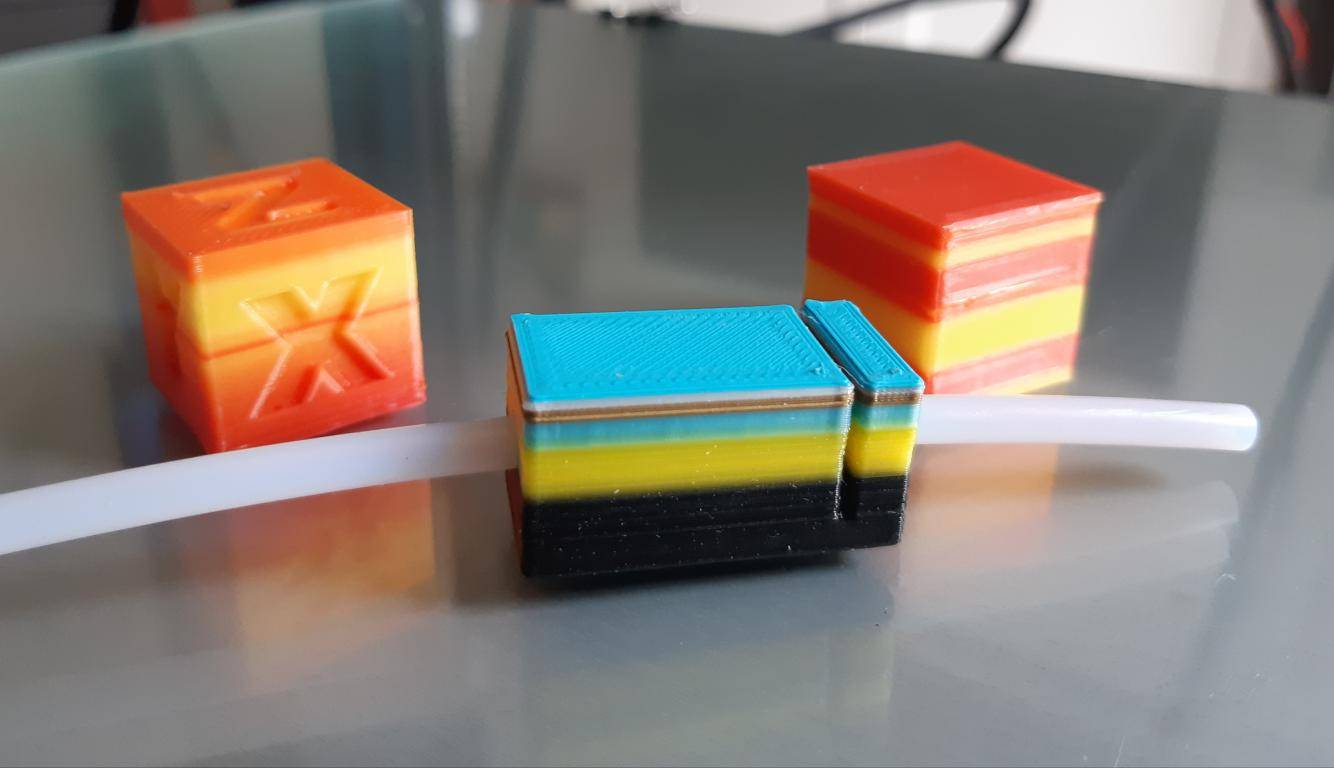
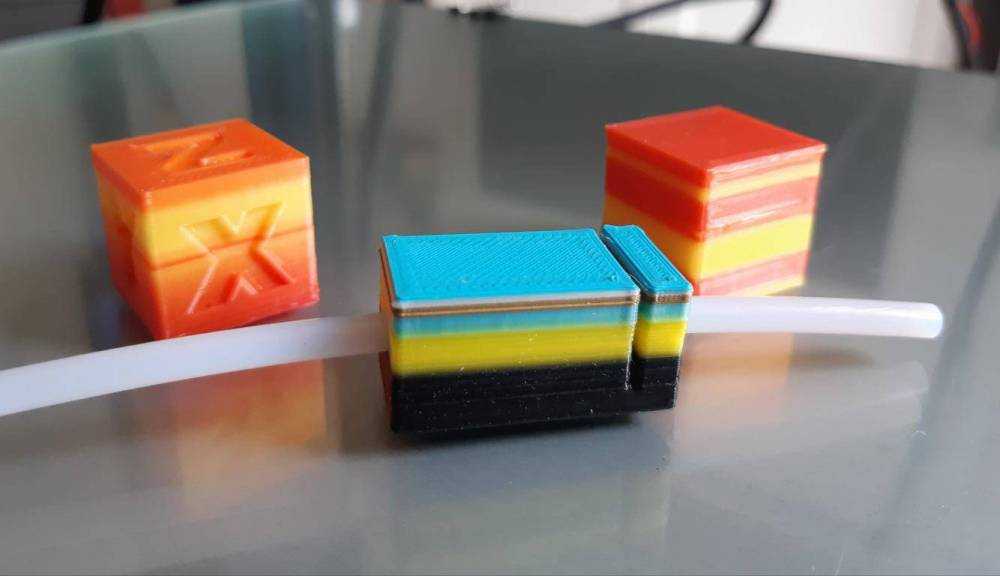
Bonsoir, Avec ma soudeuse électronique j'ai réalisé un test réel de soudures bout à bout des chutes de différentes couleurs ! J'ai surtout calibré rapidement toutes mes soudures. C'est facile j'ai passé mon filament au travers d'un tube PTFE pour vérifier toutes les soudures. évidemment j'avais quelques grattages à effectuer pour enlever des adhérences. Après j'ai tout simplement imprimé plusieurs cubes , une visières arlequin et un coupe tube PTFE. le résultat est sympa et jolie en plus; çà permet de recycler les chutes de filaments ou des fins de bobines. Remarques grosse surprise avec un PLA noir il est devenu cassant comme du verre. Il était resté depuis très longtemps resté à l'air libre.? donc il faut bien préserver les chutes de l'humidité J'ai vite refait la jonction en cours d'impression en éliminant les 20cm cassants. Avec un mélange approprié nous pouvons réaliser de beaux sujets en mixage couleurs. pour ce test j'ai fait n'importe quoi ...
 2 points
2 points -
Bonjour Je suis vos échanges avec intérêt, je suis moi aussi d'accord avec Bernard (dont j'admire le travail dans les autres sujets), mon expérience perso est que, avant d'acheter une imprimante, je m'étais donné le défi de dessiner une pièce en 3D. J'ai réussi (sur FreeCad), j'ai été la valider dans un FabLab et ensuite j'ai acheté ma 1ère machine. Parce que, même si on trouve beaucoup de fichiers sur le net, il y a toujours un truc qui va pas, alors, à défaut de corriger, pas toujours facile avec un STL, il faut souvent la redessiner. Je rajouterai une précision pour le choix, chaque soft a sa spécialité, pour des pièces mécaniques (Boutons, supports, vases, etc ...), ce serait plutôt FreeCad ou Fusion 360, pour des personnages et l'animation, ce serait plutôt Blender. Bien qu'on peut faire tout avec tous, mais +/- facilement. Bonne continuation2 points
-
@Titi78 te voilà même le STL Ce weekend on doit en produire 150 pour la gendarmerie :). V30B-SCHOOL-EP17.stl2 points
-
Et voilou Les Imprimantes 3D.fr (Rectangle).svg Les Imprimantes 3D.fr (Carré).svg
 2 points
2 points -
Au delà du choix de la machine qui doit effectivement correspondre à tes besoins, il faut aussi savoir que d'abord, 90 % de la difficulté réside dans la modélisation 3D des objets que tu souhaites créer. A moins de prendre sur internet des modèles tout fait. Les procédures d'impressions sont beaucoup plus accessibles que l'utilisation d'un logiciel 3D. Peut-être avant d'acheter une machine faut-il estimer tes compétences dans ce domaine ? Bernard2 points
-
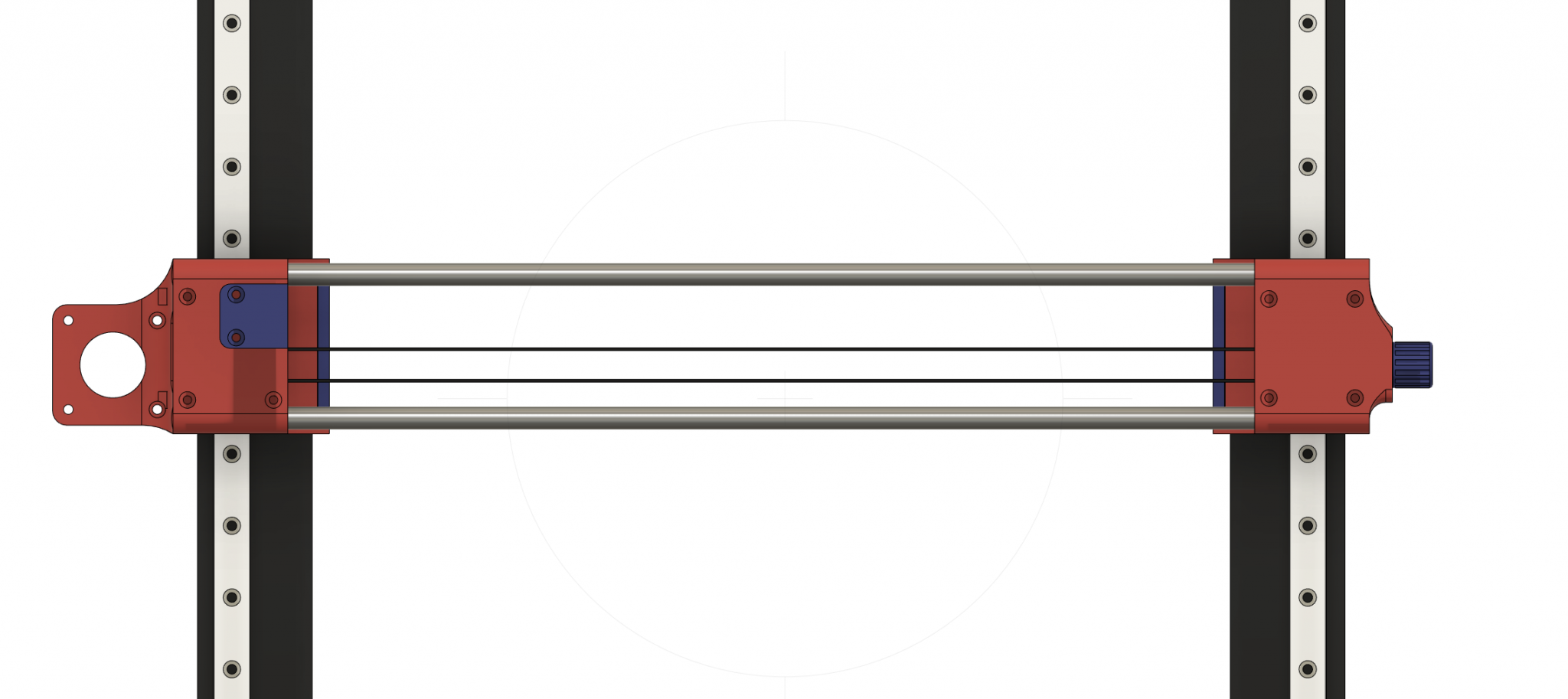
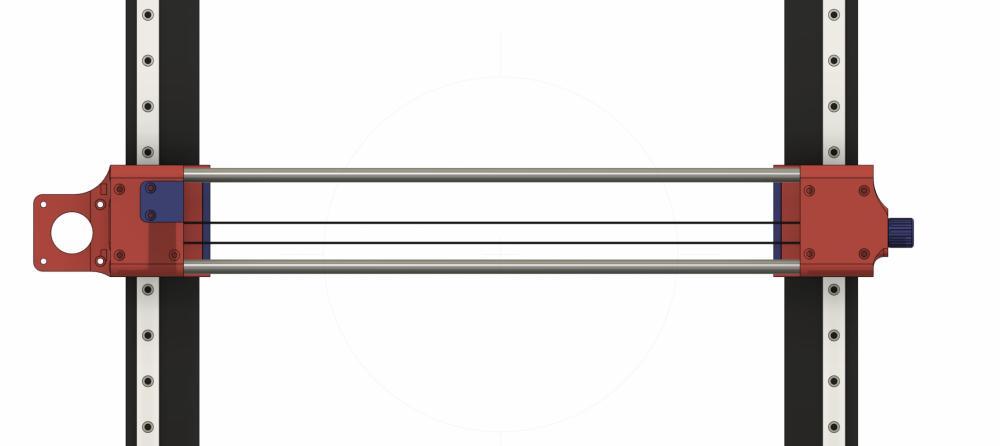
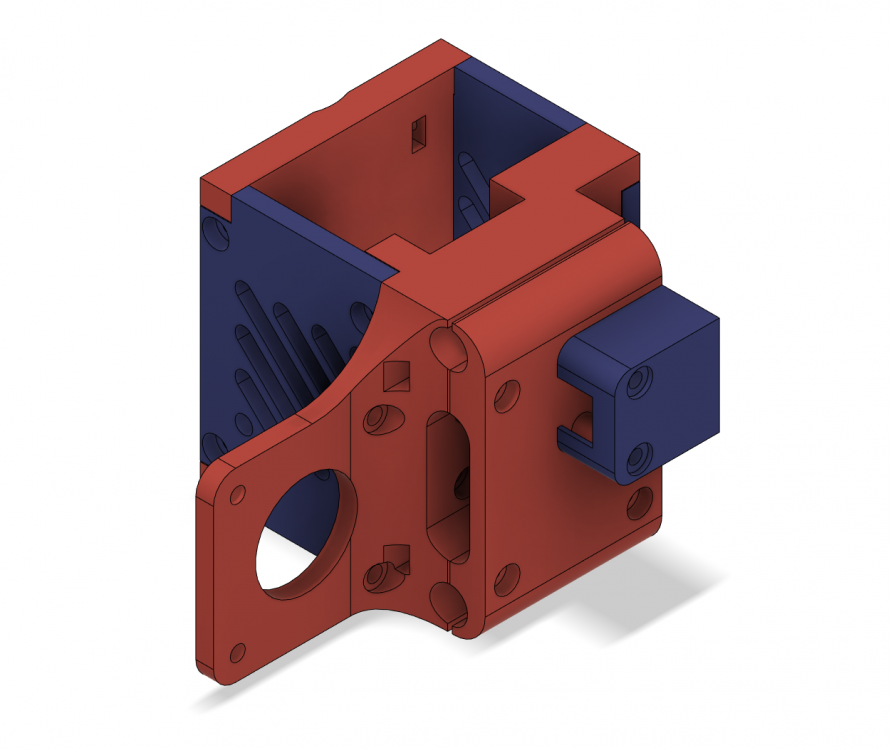
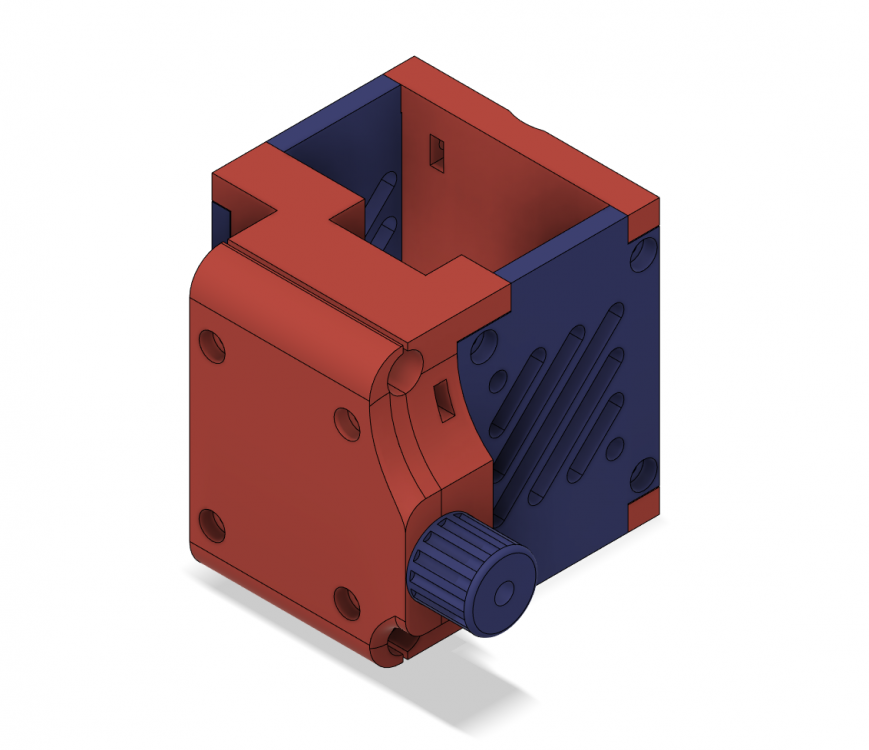
Après quelques ajustements, voila mon 'premier' modèle retenu : Toutes les pièces sont imprimées et assemblées. Je devrait tester ce weekend ^^
 2 points
2 points -
Et voila, brut de détection de contours de Inkscape qui a très bien marché. J'ai vérifié (c'était le plus long à faire ) : ça s'extrude très bien à partir des dxf dans n'importe quel logiciel 3D. Li3D-rectangle.svg Li3D-carre.svg Li3D-carre.dxf Li3D-rectangle.dxf2 points
-
ah c'est bon à savoir ça! j'vais finir par tester le 2.0 pour me faire un avis définitif sur l'intérêt que ça apporte sur une 8 bits du coup. Si il y a au minimum les mêmes fonctionnalités... ça devrait être tout benef finalement. @Ellionas par la doc ou plus simplement par un tuto, comme ceux de teaching tech. perso j'ai utilisé ceux pour la Ender 3. mais il en a aussi fait un pour la ender 5 visiblement. Avec Marlin ou TH3D. (a priori, sans rentrer dans le détail du pourquoi, je conseillerais plutôt Marlin. TH3D est réputé plus simple à configurer mais en pratique, bien guidé, Marlin est tout simple également, et plus détaillé. Au moins on comprend à quoi on touche. Et pour limiter les quiproquo, et si j'ai bien compris: TH3D est juste une version légèrement réécrite au niveau config de Marlin, mais au final c'est la même chose)1 point
-
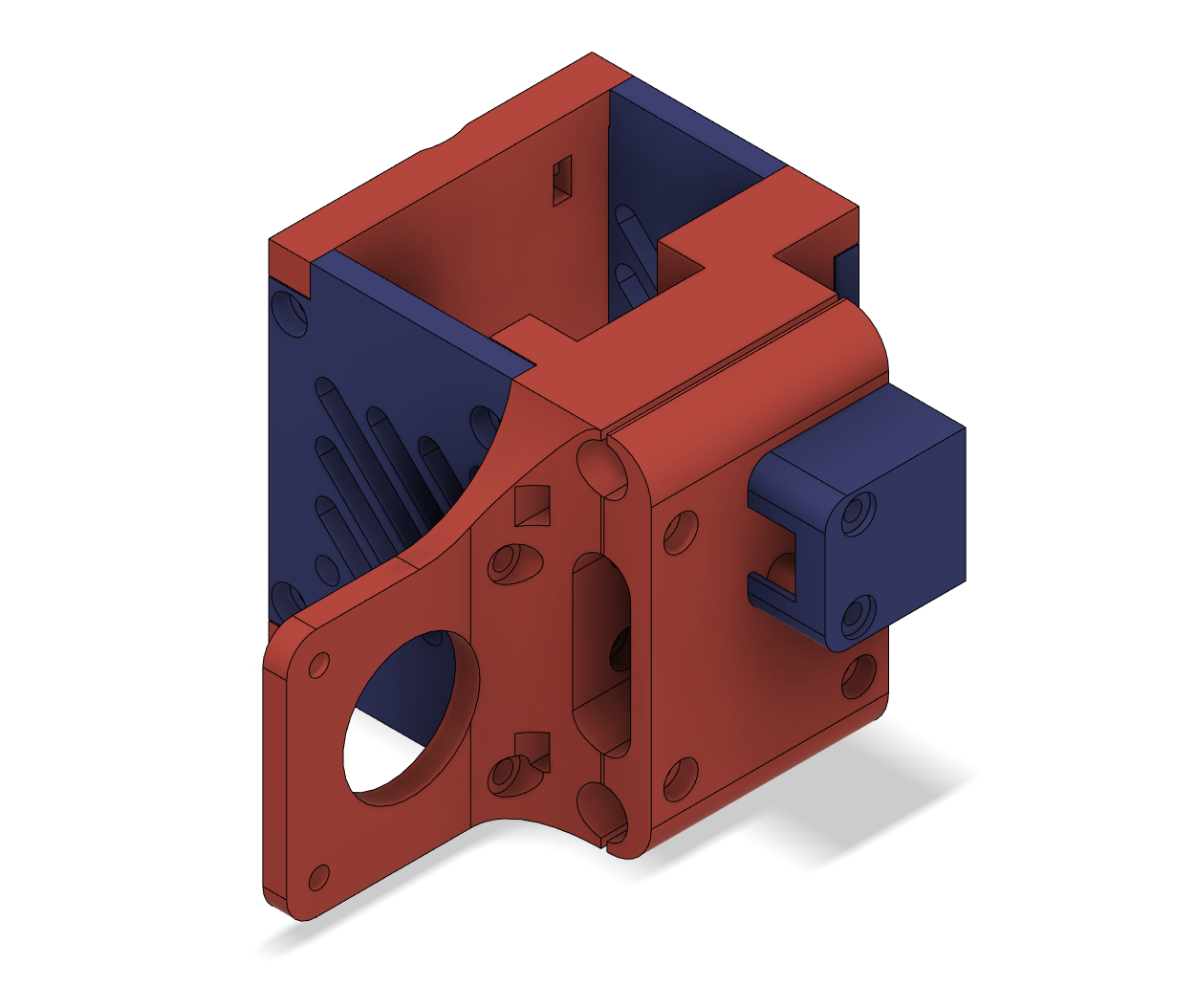
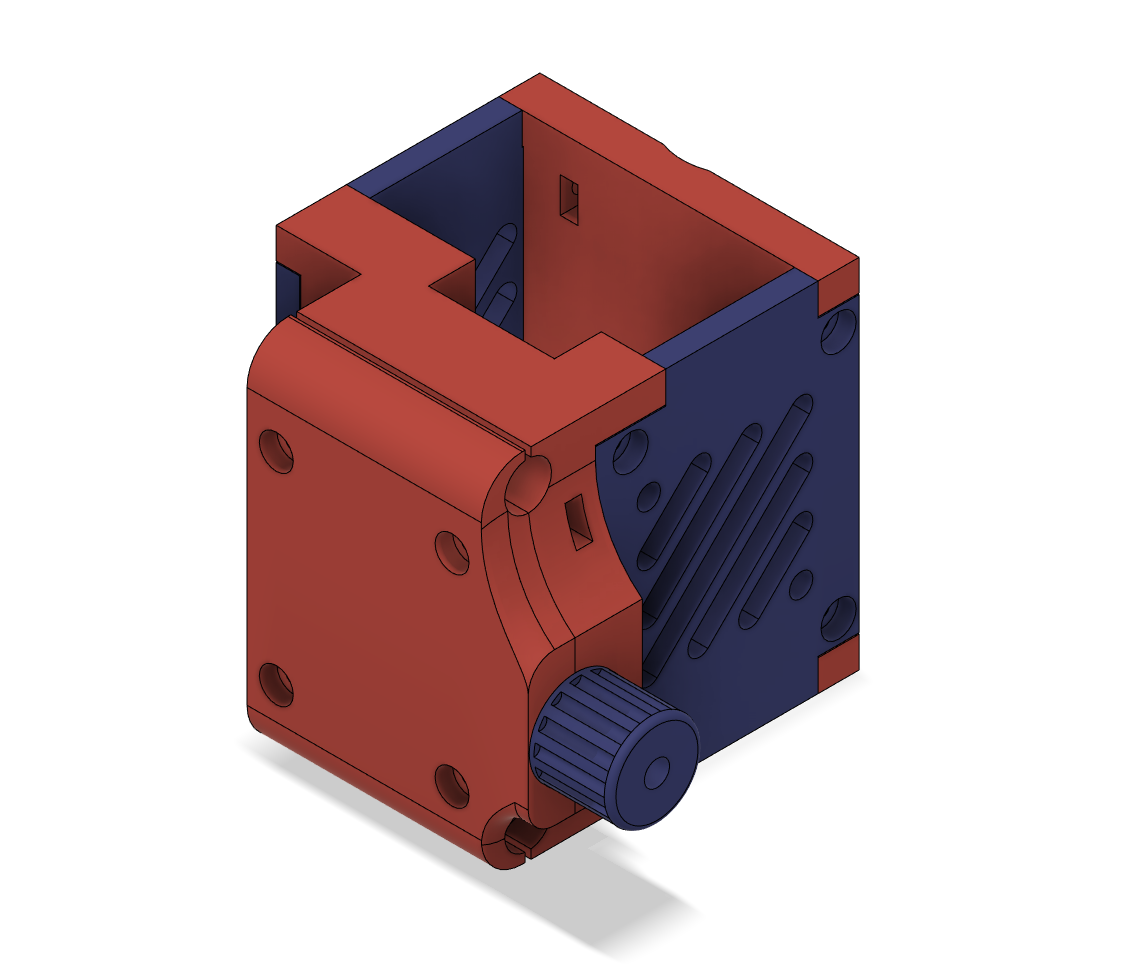
Voici le prototype que je m’apprête a imprimer en PETG pour lui faire passer une batterie de test avant le montage sur la machine . Ces tests consisteront à : -valider le montage de la tête E3DV6 sur le support -Valider la direction du flux d'air pour le refroidissement du filament -Vérifier si il y a déformation ou pas des conduits de ventilation lorsque la buse est en chauffe (l'essai sera fait avec une température maxi de 260°) Assemblage tete e3d 2.PDF1 point
-
regarde ici le lien du modèle plus petit 230x230x250mm utile 220x220x250 poids 13 Kg Machine Size(W*D*H) 50cm*42cm*66cm https://www.tenlog3d.com/tenlog-hands-2-multi-color-3d-printer-dual-color-black-and-silver-for-choice_p34.html1 point
-
Salut @Vector, voici quelques petits.... tous petits truc (7mm de haut) echelle 1/300 si je ne me trompe pas ^^1 point
-
Emeres je ne sais pas si tu as des enfants, moi j'en ai trois grandes (entre 20 et 30 ans) maintenant elles ont le réflexe (pièces imprimées) pour l'aménagement de leur maison. Papa tu peux me faire des pieds pour le micro-onde que j'ai récupéré, tu peux me faire des supports muraux pour une tringle, tu peux me faire cette pièce qui a cassée, etc. etc. En peu de temps c'est devenu normal d'utiliser des pièces imprimées.1 point
-
Si j'ai du temps demain, j'essaierai de créer un modèle. Le but serait donc d'obtenir quelque chose de suffisamment flexible pour ne pas avoir mal sur l'arrière du crâne tout en empêchant le contact sur la jonction du haut de l'oreille avec le crâne. J'ai bon où pas ?1 point
-
Je m'amuse à faire des tabs pour les menus... sympa les animations!
 1 point
1 point -
y'a aucun soucis pour faire tourner marlin 2.0.x avec un bltouch que se soit un marlin de base, vanilla marlin ou TH3D1 point
-
Un fichier STL ... Les Imprimantes 3D.fr (Carré).STL1 point
-
Et bien tu en auras sans pour jour d'impression (voir semaine si tu fais des pause) , mais c'est faisables ... J'ai un pote qui a fait un gremelins à peu de la même taille .. Pour la découpe et l'assemblage tu peux éventuellement utiliser Microsoft 3D Builder. Regarde ici:1 point
-
tout a fait d'accord pour concevoir des objets il faut déjà maîtriser des logiciels tels que Fusion 360 ( qui est maintenant en français ) ou Freecad ou Blender qui sont gratuits mais il y en a beaucoup d'autre la liste serait trop longue pour les citer tous . dans tout les cas bon courage . tout un monde s'offre à toi .1 point
-
Du coup il y a le choix1 point
-
Combien de bobines et combien de temps il va falloir ? Quand on sait qu'il faut environ 5H pour faire un mug, combien pour une figurine statue de 1.80 m1 point
-
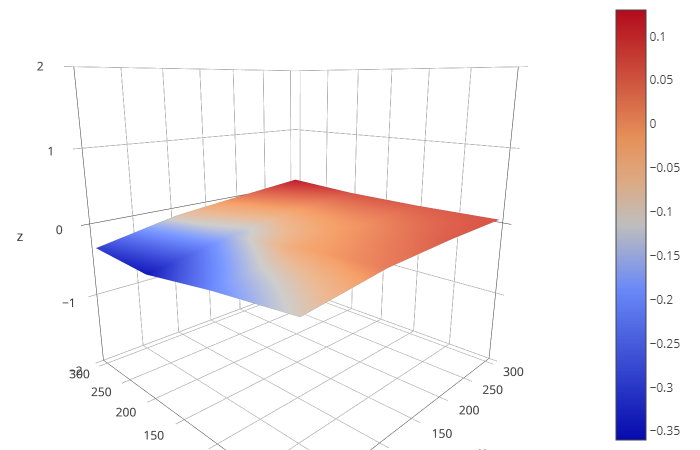
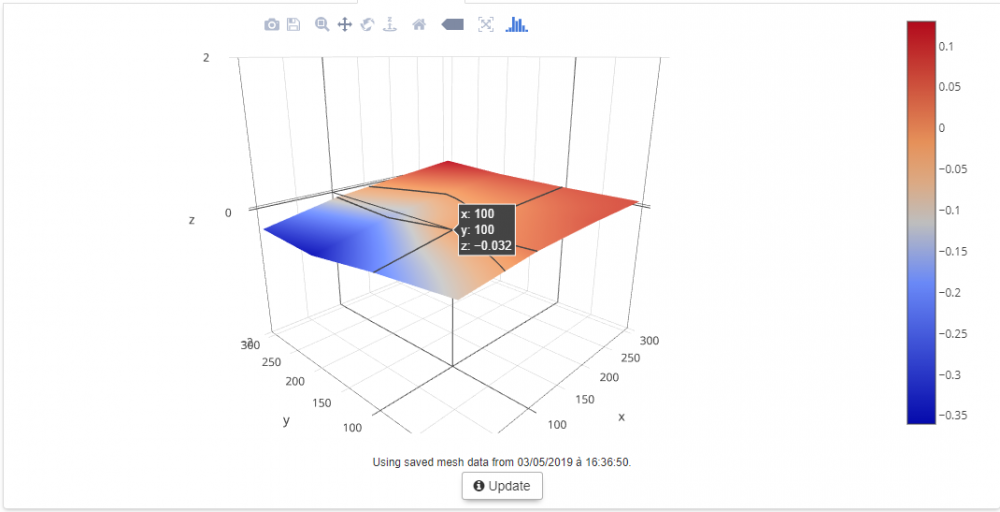
Bon, J'ai fini l'installation de mon BLTouch (v3.1). Pfiou. Je suis reparti du firmware U30Pro d'origine (https://github.com/LONGER3D/Marlin1.1.9_LGT0.3.x_Alfawise_Ux0Pro ) et j'ai appliqué les modifs suivantes : 539c539 < #define ENDSTOPPULLUP_ZMIN_PROBE --- > //#define ENDSTOPPULLUP_ZMIN_PROBE 552c552 < #define Z_MIN_PROBE_ENDSTOP_INVERTING true // set to true to invert the logic of the probe. --- > #define Z_MIN_PROBE_ENDSTOP_INVERTING false // set to true to invert the logic of the probe. 749c749 < #define BLTOUCH --- > //#define BLTOUCH 798,799c798,799 < #define X_PROBE_OFFSET_FROM_EXTRUDER -35//-23 // X offset: -left +right [of the nozzle] < #define Y_PROBE_OFFSET_FROM_EXTRUDER -5//0 // Y offset: -front +behind [the nozzle] --- > #define X_PROBE_OFFSET_FROM_EXTRUDER -30//-23 // X offset: -left +right [of the nozzle] > #define Y_PROBE_OFFSET_FROM_EXTRUDER -3//0 // Y offset: -front +behind [the nozzle] 845c845 < #define Z_MIN_PROBE_REPEATABILITY_TEST --- > //#define Z_MIN_PROBE_REPEATABILITY_TEST 925,926c925,926 < #define X_MAX_POS (X_BED_SIZE + 30) < #define Y_MAX_POS (Y_BED_SIZE + 10) --- > #define X_MAX_POS X_BED_SIZE > #define Y_MAX_POS Y_BED_SIZE 944c944 < //#define MIN_SOFTWARE_ENDSTOP_Z --- > #define MIN_SOFTWARE_ENDSTOP_Z 1022c1022 < #define AUTO_BED_LEVELING_BILINEAR --- > //#define AUTO_BED_LEVELING_BILINEAR 1030c1030 < #define RESTORE_LEVELING_AFTER_G28 --- > //#define RESTORE_LEVELING_AFTER_G28 1070c1070 < #define GRID_MAX_POINTS_X 6 --- > //#define GRID_MAX_POINTS_X 3 1075,1078c1075,1078 < #define LEFT_PROBE_BED_POSITION 10 < #define RIGHT_PROBE_BED_POSITION (MAX_PROBE_X) < #define FRONT_PROBE_BED_POSITION 10 < #define BACK_PROBE_BED_POSITION (MAX_PROBE_Y) --- > #define LEFT_PROBE_BED_POSITION 50 > #define RIGHT_PROBE_BED_POSITION 210 > #define FRONT_PROBE_BED_POSITION 47 > #define BACK_PROBE_BED_POSITION 247 1195c1195 < #define Z_SAFE_HOMING --- > //#define Z_SAFE_HOMING J'ai volontairement agrandi le X_MAX_POS pour permettre à la sonde d'aller tester la partie la plus à droite du plateau. Par contre pour permettre ça, il a fallu faire quelques modifs : un M48 me donne : Send M48 Receive M48 Z-Probe Repeatability Test Finished! Mean: -0.004000 Min: -0.008 Max: -0.000 Range: 0.007 Standard Deviation: 0.002000 Ce qui semble être pas trop mal. Et mon GCODE de start pour CURA (qui fait le leveling pendant la chauffe car c'est chiant d'attendre!) ; -- START GCODE -- G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G92 E0 ;zero the extruded length again M140 S{material_bed_temperature} ; start preheating the bed WITHOUT wait to what is set in Cura M104 S{material_print_temperature} T0 ; start preheating hotend WITHOUT wait to what is set in Cura M280 P0 S160 ; BLTouch alarm release G4 P100 ; delay for BLTouch G28 ; home G29 ; auto bed leveling M190 S{material_bed_temperature} ; start heating the bed to what is set in Cura and WAIT M109 S{material_print_temperature} T0 ; start heating hotend to what is set in Cura and WAIT G28 X0 Y0 ;move X/Y to min endstops G1 Z1 F1000 ;move up slightly G1 Y60.0 Z0 E9.0 F1000.0 ;intro line G1 Y100.0 E21.5 F1000.0 ;continue line G92 E0 ;zero the extruded length again G1 F80 M117 Printing...

 1 point
1 point -
+1 A mon avis on risque d'en avoir encore besoin... le System D est la seule façon de résoudre les problèmes dans l'urgence et aider quand on a besoin. Les écoles risquent d'attendre encore longtemps des protections que le Ministère de l’Éducation mettra des mois à fournir et oubliera avec les vacances. J'ai équipé les 9 écoles (primaire et maternel ) et les 2 centres de loisirs de ma commune cette semaine et j'e n'ai eu que des grands merci ! ça fait plaisir. Maintenant c'est le tour des services municipaux (à partir de lundi) et peut être le collège (mais la ya beaucoup de profs) Avec ma seule machine j'ai réussi à protéger tous les médecins et dentistes. J'ai reçu du pla, des élastiques des transparents en échange pour pouvoir fournir (et comme tout le monde j'y suis de ma poche en partie). Même la Mairie a fait les fonds de tiroirs pour les transparents ! Alors maintenant si faire des visières est devenu un délit , je suis un délinquant qui a sa conscience tranquille et qui dors sur ses 2 oreilles et si besoin je suis prêt à recommencer (d’ailleurs ça imprime toujours....)1 point
-
Un peu plus de 1100 visières produites par ma société à ce jour dont 305 en gratuit. L'expérience la plus enrichissante et la plus émouvante pour moi à été de livrer une école stéphanoise qui accueille des enfants de maternelle atteins de surdité. La personne à laquelle j'ai eu affaire était tellement gentille que j'étais tout gêné Je dois y aller bientôt pour avoir un retex et définir une adaptation des visières si besoin. La problématique était qu'avec le masque il n'était plus possible de lire les expressions des enfants, expressions qui sont une composante essentielle de la langue des signes. Je n'y avais absolument pas pensé et ce fût vraiment intéressant d'en apprendre plus à ce sujet. J'ai appris beaucoup pendant ce confinement et bourlingué pour mes livraisons en main propre plus que je n'aurais crû possible. Si j'ai un regret, c'est bien d'avoir commencé en retard par rapport à vous tous.1 point
-
Ok, donc je rejoins l'avis des collègues, tu pars pas sur la bonne techno d'imprimante. Pour l'instant la résine ça sert surtout à faire des objets de déco, des petites pièces de modélisme, des figurines, des statuettes. Pour faire des objets du quotidien avec une certaine utilité et soumis à des contraintes il vaut mieux une imprimante à filament.Bon l'idéal c'est d'avoir les 2. La résine c'est trop cassant.1 point
-
Bon, ça sent la fin ("this is the end", un des thèmes d' Apocalypse Now) Salut à tous et respect à ceux qui ont produit depuis 2 mois ! Pour un petit post que j'ai démarré "en mode Bizounours", commencé le 17 mars, je trouve qu'on a quand même bien bossé, malgré un début "orageux" où les critiques sont tombées drues..; ---> Bizarrement, les auteurs des critiques ne sont plus revenus, et tant mieux. Pour ma part, depuis que je compte ma fabrication, c'est à dire au bout de 15j !...., j'en suis à plus de 700 masques distribués, plus une bonne cinquantaine pour des petits patrons qui m'ont promis de me "renvoyer l'ascenseur" sous forme de kilo de PLA ou ABS (on verra s'ils ont de la mémoire...). Ca s'épuise un peu depuis cette vague de règlementations "anti-bricolos-makers", mais je suis fier d'y avoir posé ma pierre. Il me restera comme souvenir: - un tas de bobines vides (pas toutes de ma poche ), - une centaine de masques complets (avec écran) que je distribuerai dans les cantines ou autres lieux de ce type. A+ pour de nouvelles aventures... (ou pour la 2eme vague ..)1 point
-
AH mais ça c'est sur, et dans le lots tu aura des merguez complètement flinguée a imprimé H24 dans des conditions de merde sans entretiens ...1 point
-
Bon ... ben à moins que tu trouves un script, je ne trouve pas plus de scripts, donc il va falloir le faire je pense ... Déjà, pour commencer, est ce que tu peux tenter de récupérer une image depuis ta caméra ? Si tu fais qqc comme ça : raspistill -o cam.jpg et que tu regardes cam.jpg, est ce que c'est bien ce que ta caméra voit ? est ce que ça met une erreur ? est ce que tu as autres choses qui regardais la caméra qui à planté ?1 point
-
Va bientôt y avoir de bonne occas sur LBC d'imprimante 3d que certains avaient acheter pour imprimer des visières....1 point
-
En même temps, quand tu vois la quantité de personnes qui les vendent à coté, ceux qui en font "don" mais avec l'idée d'en tiré profits derrière ... je ne remets pas en doute la parole des personnes ici présente, mais a pleins d'autres endroits j'ai constaté des gens qui venaient se plaindre et faire des groupes afin de faire des "réclamation" (surtout des fablab en plus) car les maker n'avait rien en retour sur les don de visières ... C'est pas plus mal que cela soit encadré maintenant, de toutes façons c'est un système nuisible et pervers que de compté sur la production de particulier, depuis le temps les usines ont eux largement le temps de mettre des productions en route et feront le travail qu'il auraient du faire dès le début ! Alors oui c'est vrais, on perd le coté "épique" du maker chez lui qui protège les gens, le héro du village comme dirait certains (comme tous ceux passé aux info etc...) mais déjà de base c'est pas a nous de faire ça hein ...1 point
-
Fichiers transmis en MP1 point
-
Bonjour, Voici un lien pour lequel je propose le firmware MARLIN version 2.01 sans Bugs. GEEETECH A10M La version 2.53 n'est pas tout à fait finaliséE prudence ! J'ai préféré utiliser la version 2.01 pour la GEEETECH a10M a+1 point
-
Bienvenue chez les imprimeurs fous déconfinés ! Et sortez couvert1 point
-
Bienvenue sur le forum !1 point
-
Bonjour, si vous branchez 2 ventilateurs de 12V en série sur la sortie 24V, ça fonctionnera sans problème et sans convertisseur. C'est beaucoup plus simple ! Bon bricolage.1 point
-
18 mn à 134° le PETG va vraiment se ramollir. Le PC peut tenir, mais il ne faut pas qu'il soit sous contraintes car à partir de 120° ses caractéristiques mécaniques diminuent rapidement et il va se déformer suivant l'importance de la charge qui lui est appliquée et ce sera une déformation permanente. Normalement il faudrait que tu utilises du PEEK mais cela coute un bras et l'imprimante coute deux bras donc déjà il va te manquer un bras pour commencer.1 point
-
Je suis d'accord avec Ironblue, pour les petites pièces simples j'en mets plusieurs, si la durée d'impression unitaire dépasse une ou deux heures, j'en mets une seule. Pour le cout, je calcule simplement avec la CAO. Je prends comme base une densité de 1, je parts de 25 €/Kg pour le PLA et je multiplie par trois pour englober l'énergie, l'amortissement machine, les pièces de rechange et les éventuelles erreurs. donc une pièce de 50g cout 3.75 € Pour le PETG je parts sur 30€/kg.1 point
-
Si un modo veut améliorer/condenser/réécrire/ajouter des images sur ce post c'est avec plaisir, j'aurai aimé faire un truc plus fini mais je manque terriblement de temps en ce moment Installation du Kit BL Touch 3.1 de chez Creality sur ma ender 3 équipé d'une carte mère v1.1.5 (Tuto fait de mémoire pas le temps de refaire la procédure et prendre des photos pour le moment l'imprimante ne cesse de fonctionner donc n'hésitez pas a me dire si j'ai fais un oubli ou une erreur :)) La carte mère vient de chez creality, elle possède déjà un Bootloader. Cette vidéo peut aider pour la connection et le lancement de progisp pour téléverser un firmware https://www.creality3dofficial.com/products/creality-bl-touch Liens/fichiers logiciels: - Progisp - Firmware TH3D (https://www.th3dstudio.com/knowledgebase/th3d-unified-firmware-package/) J'ai utilisé la version TH3D_UFW_U1.R2. A6 donc vous pourriez avoir quelques trucs un peu différent sur les nouvelles versions - Mon firmware (a utiliser a vos risques et périls :)) Alors 2 inconvénients: - L'imprimante va faire un auto-level sur 9 points a chaque print mais vous êtes sur qu'au moindre changement cela est pris en compte pour le print - Lorsqu'il va faire son auto-level la buse va suinter du fil donc il faut la nettoyer manuellement Dés que j'ai du temps (je pourrais faire appel au fofo qui de suite me donerrai la soluce lol mais j'aime bien le faire moi-même ou du moins essayer): - Inclure l'option d'un Auto-Level dans mon firmware sur 12 points qu'il garde en mémoire et que je lance quand je le souhaite - Qu'il commence la ligne de purge à une température choisie afin d'éviter un suintement trop important 1) Avant l'installation du BL Touch, il faut régler son Bed au mieux possible puis on débranche électriquement par sécurité. 2) Ensuite on installe matériellement le BL Touch (on passe son cable dans la gaine, un peu chiant mais ça se fait ^^) et on retire le EndStop Z 3) On mesure la distance entre la Buse et la pointe du BL Touch dans le sens du X, Y 4) J'ai installé Progisp et choisi le firmware unifié TH3D (j'ai essayé d'autres firmware mais pris par le temps TH3D est le seul qui a fonctionné parfaitement de suite, donc je me pencherai sur d'autres plus tard :)) 5) Configurer le firmware TH3D - Dans le dossier TH3DUF cliquer sur "OpenfirmwareWindows" - Cliquer sur l'onglet "Configuration.h" puis faites CTRL+F, dans la fenêtre de recherche tapez "ender 3" - Cliquer sur "trouver" jusqu'à "Creality Ender 3 ... 'Sanguino 1284p' ...", puis décommentez la ligne "#define Ender3" (décommentez signifie surpprimer les // devant #define Ender3) - Descendez quelques lignes et décommentez "#define Custom_probe" - Faites CTRL+F, notez "silent" et décommentez la ligne "#define TMC_CREALITY_BOARD" - CTRL+F, notez linear, vérifiez que "//#define Linear_advance" soit bien commenté c'est important (il faut que les // soit présent) au risque d'endommager votre machine - CTRL+F, notez BLTOUCH, décommentez "#define BLTOUCH" et "#define SERVO0_pin 27" - CTRL+F, notez X_PROBE, regardez le schéma N (nozzle/buse) c'est a cet endroit qu'il ait expliqué la mesure buse/BLTouch. En dessous du schéma notez les mesures que vous avez faites. Pour ma part cela donne #define X_PROBE..._EXTRUDER -42 ; #define Y_PROBE..._EXTRUDER -17 - Cliquez sur Outils -> Type de carte : Sanguino 1284p - Cliquez sur Programmateur et sélectionner "AVRISP mkII" "USBasp" (si vous téléverser en USB directement sans clé USBasp choisir "AVRISP mkII") - Onglet Croquis Cliquez sur "Exporter les binaires compilées" - Une fois la compilation terminée, cliquez sur Croquis -> Afficher le dossier des croquis. puis rechercher *.hex. - Sélectionner et copier le fichier without_bootloader, celui nommé TH3DUF_R2.ino.hex Collez le sur le bureau 6) Connection de l'imprimante avec le l'ordinateur via le cable USB ISP (USBASP) et son adaptateur (bien respecter le sens, une lumière bleue doit s'allumer si c'est pas le cas le branchement est mauvais) 7) Lancement de Progisp - Vérifier que ATmega1284P soit bien sélectionné dans "Select Chip" - Cliquer sur le bouton "..." - Changer les valeurs: LowValue "D6" HighValue "DC" ExtValue "FD - Cliquer sur Write puis fermer la fenêtre - Cliquer sur Load Flash - Sélectionner le fichier du firmware que vous avez collé sur le bureau TH3DUF_R2.ino.hex - Cliquer sur Auto - Quand c'est fini débrancher la clé USB ISP 8- On utilise l'adaptateur pour brancher le BL Touch ATTENTION au sens du branchement la vidéo le montre très bien, fiez-vous aux couleurs. 9) Il peut être difficile de refermer le boitier (j'ai légèrement plier les broches pour diminuer la pression mais cela est à vos risques et périls) 10) Positionnez l'axe X en hauteur 11) Branchez l'imprimante puis allumez 12) Procédure de Sécurité: Allez dans PREPARE puis AUTO-HOME et là lors la descente de l'axe X mettez votre doigt sous l'aiguille du BL-Touch voir si ca réagit et que tout va bien 13) Si tout est ok, une fois qu'il est placé en Auto-Home allez dans PREPARE -> MOVE Z -> Baissez pour vous mettre a 0 14) PREHEAT PLA (attention qu'il n'y ait pas de filament qui coule, puis on prend une feuille de papier, CONTROL -> MOTION -> PROBE Z-OFFSET et on descend jusqu'à ce que se soit au top en frottement (vous pourrez l'ajuster après un print ou 2) 15) STORE SETTING Et c'est fini. (Dés que j'ai un moment je completerai mon post avec quelques images) TH3DUF_R2.ino.hex progisp+1.72.zip1 point
-
Application de 2 couches de mélange colle blanche/eau, je dois attendre 24h de séchage avant de mettre en peinture


 1 point
1 point -
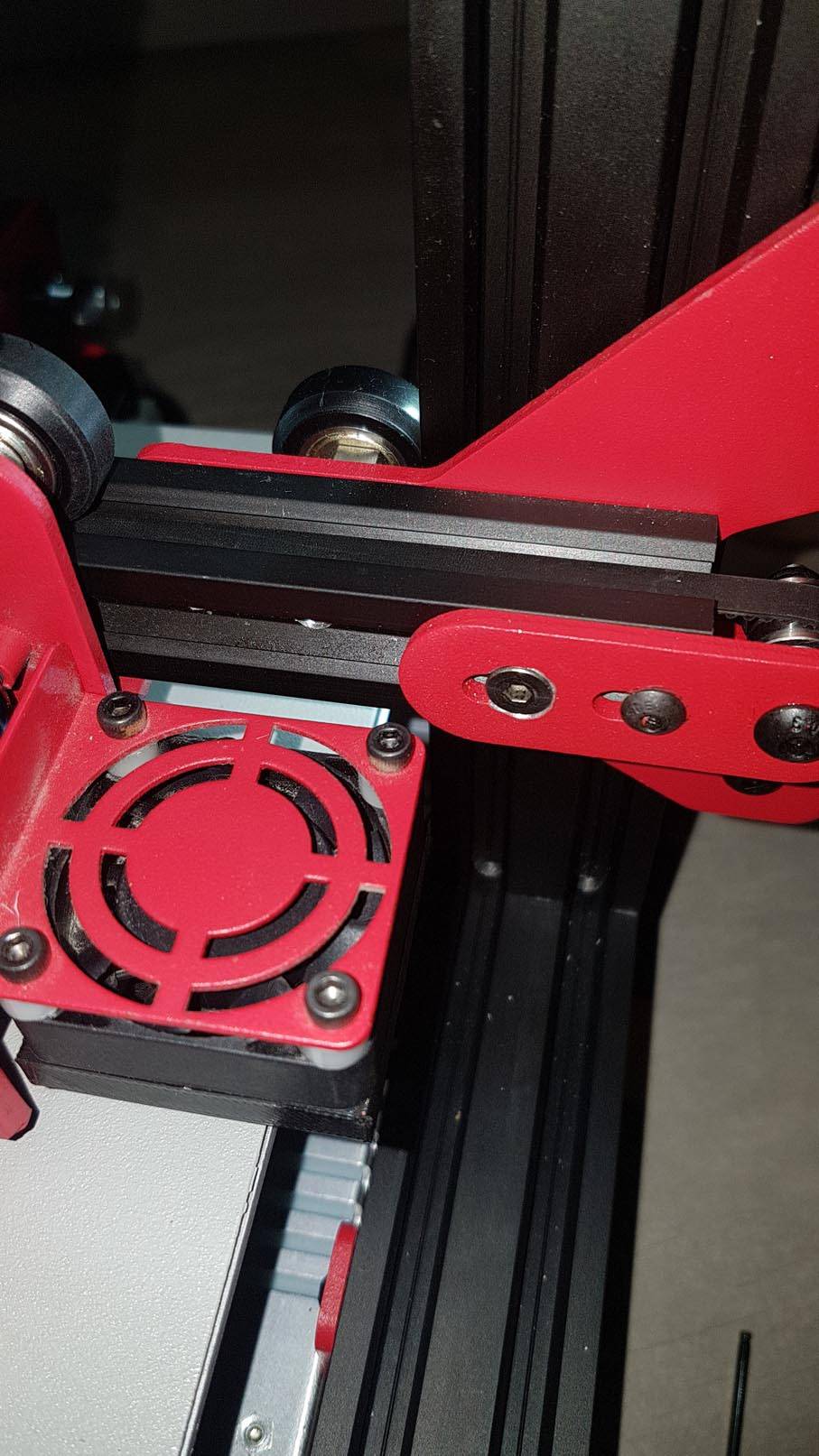
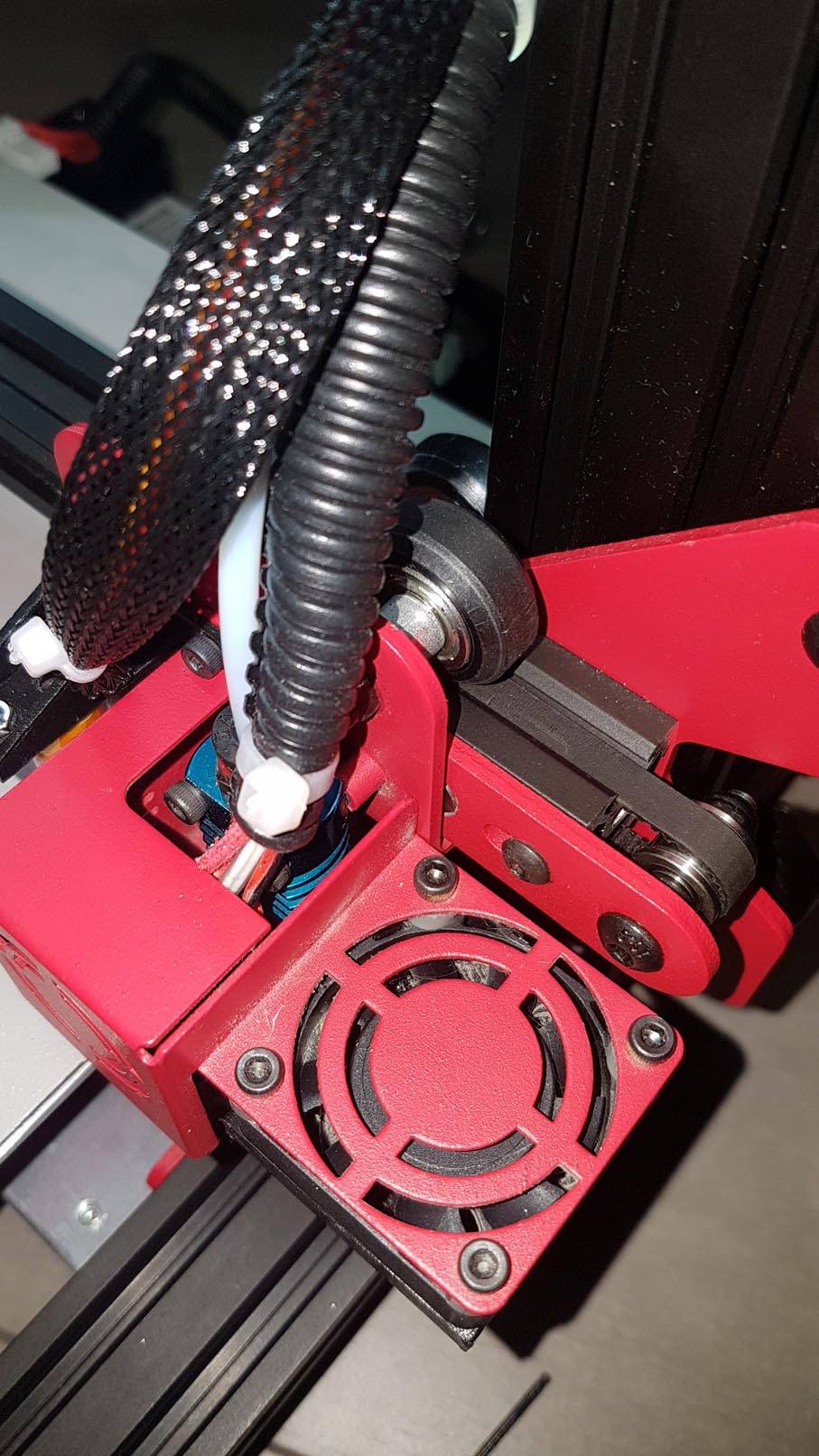
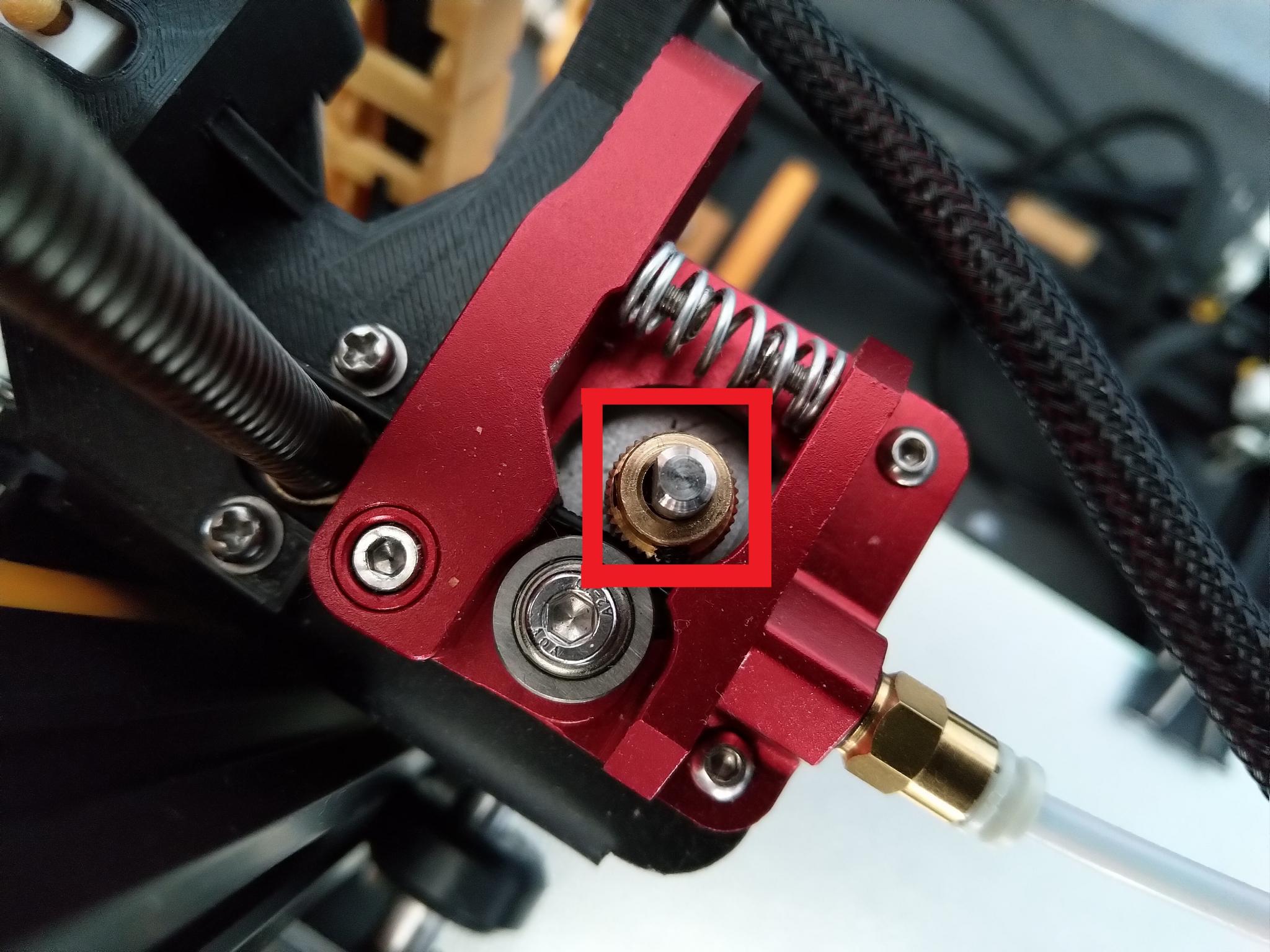
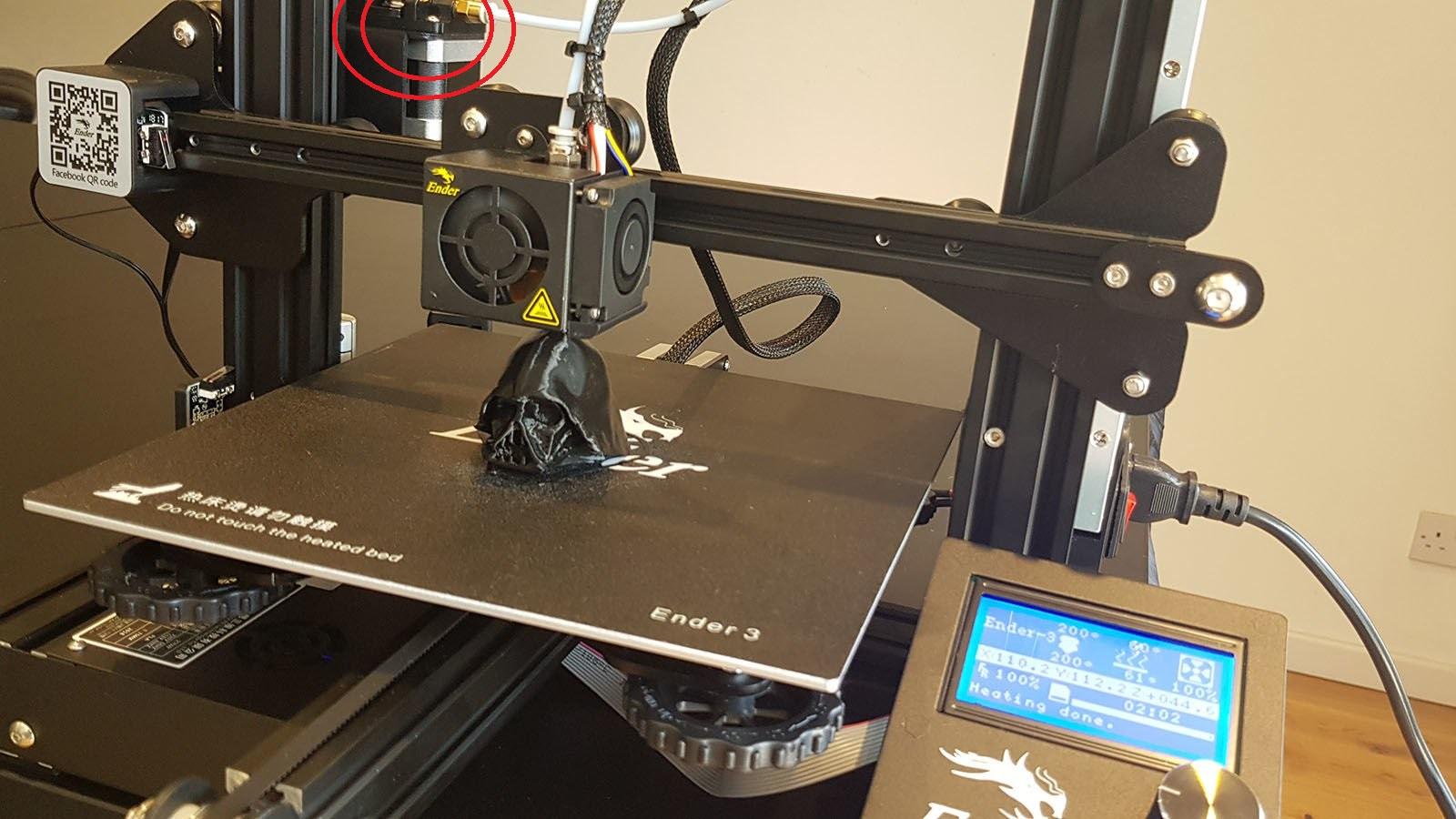
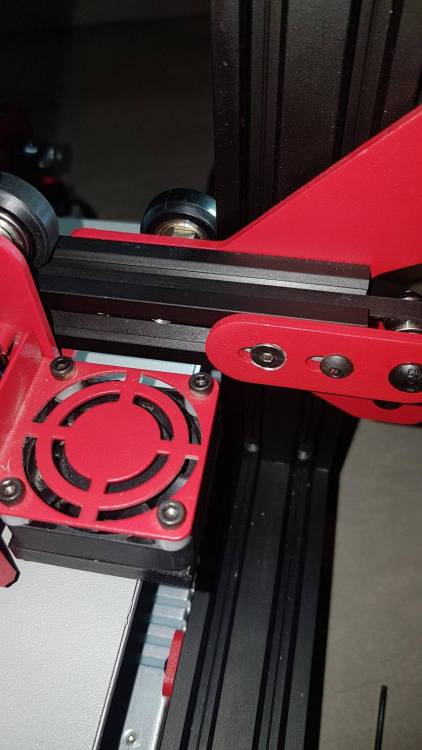
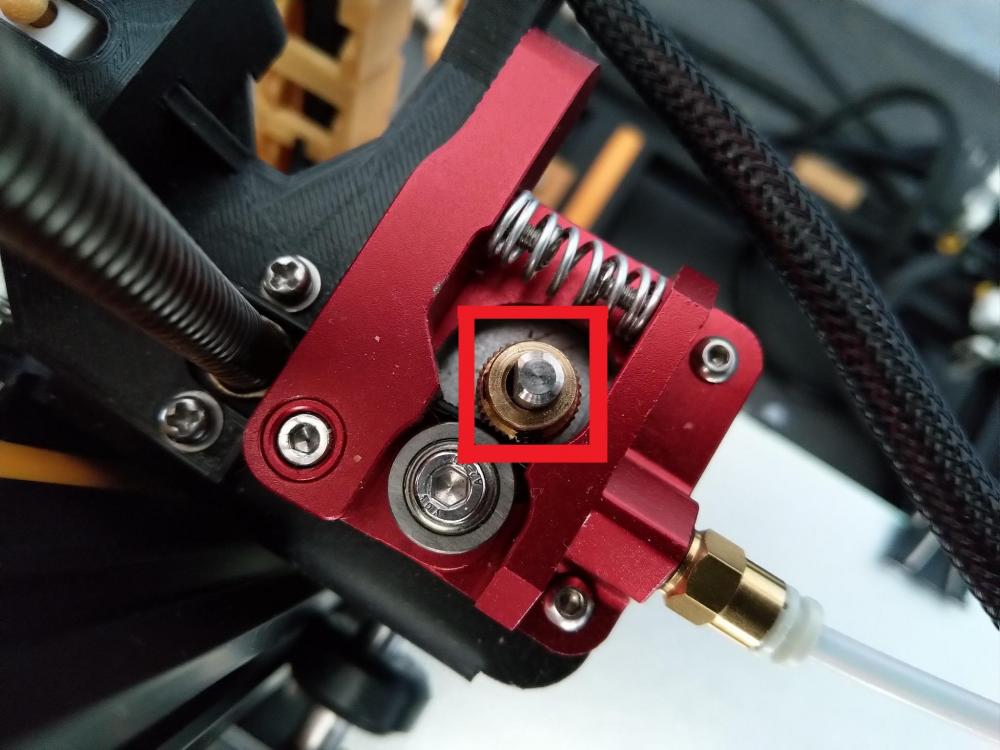
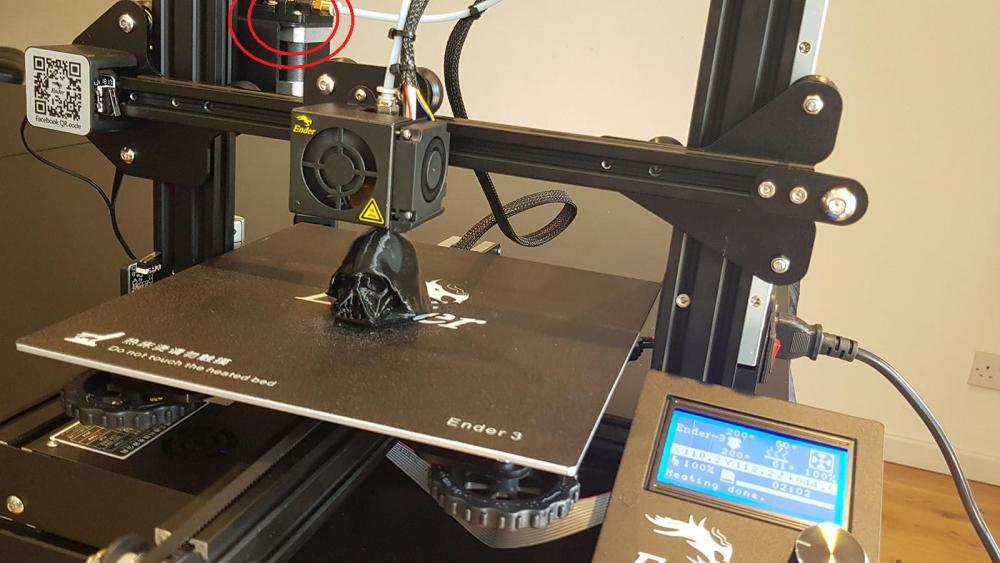
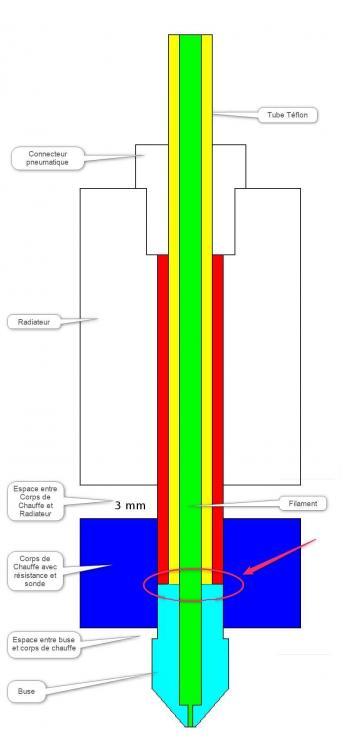
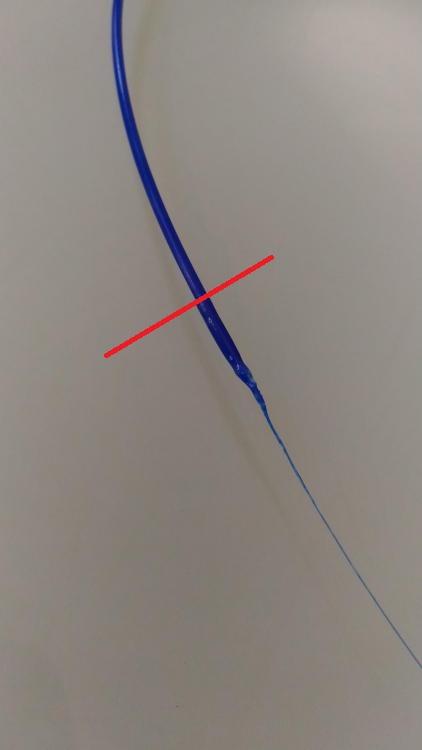
Salut ! Bienvenue sur le forum ! On voit clairement depuis 24-48h que Noël a apporté des imprimantes 3D sous les sapins... Hum... hum... pas besoin d'une loupe pour voir la sous-extrusion... reste plus qu'à en trouver la cause. Pour cela... il va falloir s'armer de patience et... d'une bonne huile de coude (tes 2 mains si tu ne connais pas ce terme). Première possibilité : La sous-extrusion peut être causé par plusieurs causes... on va commencer par la première : La bobine. Elle se déroule correctement sur son support ? Pas de noeuds ? Pas de filament qui s'entrecroise lui-même ? Deuxième possibilité : L'extrudeur... c'est lui qui pousse le filament dans la tête d'impression. Il est fréquent qu'après la première impression le pignon d'entrainement se soit desserrer (voir photo ci-dessous). Le pignon est la partie en laiton jaune, que j'ai encadré en rouge (ici présent sur l'extrudeur en aluminium rouge). Là pas de secret... prendre la clé adéquate fourni et resserrer le pigon d'entrainement, si il s'est desserrer (et accessoirement le remettre en face du filament si il a bougé). Ne pas oublier que le resserrage doit se faire avec la partie plate de l'axe du moteur. Et si tu ne sait pas où se trouve l'extrudeur, voici une photo ci-dessous, l'extrudeur est entouré en rouge : Alors ensuite... Troisième possibilité : Le tube de guidage n'est plus enfoncé jusqu'à la butée de la buse... ce qui provoque une boule de filament et... peut entrainer un bouchage de buse. Là... un petit schéma de rappel : La solution pour vérifier... est de chauffer la buse à 180-185°C, en mode préchauffauge (attention les doigts, c'est chaud)... retirer le tube Teflon... retirer le filament. Attention de bien faire ceci à chaud... sinon il y a risque d'endommager le corps de chauffe ! Un tube de Teflon mal enfoncé... cela donne cela généralement : On coupe bien proprement le filament pour enlever la partie abîmé... par exemple en coupant suivant la ligne rouge que j'ai indiqué ici. Puis on remonte le tout. Accessoirement ce problème peut avoir provoqué un bouchage de buse... je conseil de chauffer à 200°C pendant 20 à 30 minutes, sans filament dans l'extrudeur... la chauffe d'un PLA à 200°C, par exemple, fera fondre le "bouchon" qui se sera former... et coulera par la buse... et débouchera la buse. Et pour finir... Quatrième possibilité : Il y a une fuite sur le corps de chauffe... et sur la tête d'impression... Attention ! Il y a danger d'incendie si c'est le cas ! Voir photo ci-dessous pour exemple de fuite : Si la tête d'impression est déjà dans cet état... il y a urgence à nettoyer ! Solution : Démontage complet de la tête d'impression. Il va falloir gratter et retirer tout le plastique qui y sera présent. Une fois tout nettoyé on remonte le tout et on relance un cube de calibration pour vérifier que tout est remonté correctement. Et... Cinquième possibilité : Cela peut être les 4 précédentes en même temps (ou plusieurs en même temps)... c'est pour cela que mon dernier conseil est : TOUT VERIFIER ! PS : Au passage, essai de passer par la rubrique "Présentation" du forum, et de faire une courte présentation de toi et de ton imprimante, histoire de savoir un peu à qui on a en face de nous. Ce n'est pas très bien vu, par les plus vieux membres du forum, que de s'inscrire sans se présenter... c'est une question de politesse.
 1 point
1 point