Classement



Contenu populaire
Contenu avec la plus haute réputation dans 30/03/2021 Dans tous les contenus
-
Salut ! Triste anniversaire... 1 an après... on en est toujours au même point à sortir masquer. Et que cela en déplaise à certains... l' "Acte 3 - Le Retour du Covid" est en cours... (petit clin d'oeil au "Retour du Jedi" qui était aussi à l'origine l'acte 3 ) Revenons au sujet : Je ne sais pas si comme moi... vous devez porter votre masque toute la journée... avec "la transpiration" et autres facteurs, nos oreilles en font les frais. Certaines personnes... que je citerai pas... choppe des infections derrière les oreilles dû aux élastiques des masques. Et... j'ai alors dit à cette personne : Porte un masque avec des liens, ils te blesseront pas les oreilles. Et la personne m'a répondu : Ils ne sont pas pratique à porter quand on doit l'enlever et le remettre souvent. Tu ne peut pas me trouver quelque chose que tu imprimerais avec ton imprimante 3D. Alors... j'ai cherché... j'y ai trouvé les "Ear Saver", en français "Sauveur d'oreille" (en vente parfois dans certains commerce à 2€) Mais souvent nécessitait du filament flexible et/ou de déformer le PLA à la chaleur du plateau ou de l'eau chaude. Et mon cerveau... a fait "Tilt" : Pourquoi ne pas en faire un articulé ? J'ai cherché, j'en ai trouvé 2... mais pas assez grand pour "les grosses têtes" ou au motif "tortue" Et voilà comment j'en suis arrivé à dessiné celui-ci : https://www.thingiverse.com/thing:4810450 Il s'imprime simplement en PLA, sans supports. Il est articulé et imprimable d'une seule pièce. Voilà... je partage si certains remarquent que le port du masque blesse leurs oreilles. "Impression d'un autre sujet en cours... impression de celui-ci demain !" PS : Tiens encore une idée : j'ai bien envie d'en faire une version avec 2 aimants pour faciliter la mise en place derrière la tête.
.png.1a90683a46d7ffe8f2890a8c28462b1e.png) 2 points
2 points -
méthode de @Forthman Tu peux ne dessiner que 1/4 de la pièce et faire deux symétries ou une rotation avec copies de 90°.2 points
-
ça sent la nappe cramée, tu les avais sécurisées ?2 points
-
Mea Culpa, j'avais lu un peu trop vite. Une solution pour @esloch serait peut être d' éloigner son capteur de l'entrée de l'extrudeur pour avoir un peu plus de "souplesse" pour retirer son filament ?2 points
-
Ce que j'aimerais que tu essayes c'est de déplacer les points de jointure dans un coins par exemple. Essaye de mettre dans cura les coordonnées x et y à zéro pour forcer le changement de couche à un autre endroit pour voir si le phénomène se déplace ou pas... [EDIT]Question: tu n'aurais pas le Linear Advance d'activé dans ton Firmware?2 points
-
@flavien05 ... Mais ça se fait pas ça !!! Tu viens de leur enlever leur occupation du jour !!! Si tu leur enlève l'énigme, les réflexions, les propositions, l'attente febrile du résultat des tests demandés, etc ... Comment on va les occuper maintenant ??? Pffff ... Aller aller ... Tout le monde au schmilblick ! PS : content que tu ai pu résoudre ton souci, ce qui prouve une fois de plus qu'un commerce de proximité à toujours son intérêt et ses avantages !1 point
-
Forte sous-extrusion voir aussi ici : Et là qui est également cité dans celui plus haut:1 point
-
Salutation ! Il semble préférable si tu début en impression 3D de te faire la main avec une seul buse / couleur au début ... cf : https://www.wanhaofrance.com/pages/start Moi, imprimer en dual avec une K8400 (donc machine complètement différente, mais tu aura qq idées de pistes de recherches ) était expliqué comme cela par mon fabricant : https://manuals.whadda.com/article.php?id=137 Et tu trouvera surement plus d'informations adapté a ta machine si tu recherche sur le forum. De plus tu ne précise pas le slicer que tu utilise ... donc pas simple de t'orienter ! Si tu utilise cura, créer un compte ultimaker pour accéder au "marché en ligne" et installer le plugin "Settings guide" (il ai en fr) te sera surement d'une grande utilité. Aussi Le GüeroLoco a fait qq vidéo sur la D12 peut être les regarder te sera utile. : Wanhao D12/230 2 couleurs : Évaluation complète ! Wanhao D12/230 : Complément d'information Bonne continuation !1 point
-
+1 pour fluidd. Pour l'installation fluiddpi et octopi sont très similaire sur le fonctionnement. Fluidd évolue très vite et tu n'es pas à l’abri d'un bug. Récemment l'upload par formulaire ne marchait plus pendant quelques heure en attendant le nouveau patch. Mais rien de très grave (il restait le drag&drop). @fran6psi tu te bases sur le screenshot pour dire que c'est mal traduit: @Buscicchioutilise visiblement un traducteur automatique sur le navigateur. J'utilise encore octoprint sur la voron mais pour une seule et bonne raison: le plugin cancel object qui permet d'annuler juste une pièce sur le bed et continuer toutes les autres. Bon après pour du lifesize avec une seule pièce sur le plateau je comprend que ça n'ait aucun intérêt1 point
-
je ne pense pas car toute les mega i3 chez anycubic sont identiques aux niveaux des connexions des sondes, tu as bien un firmware qui viens de chez any ? la thermistance de la tète passe par le hub, donc arrive sur la carte fille par le connecteur 6 points. ça fait quand même une belle chaine de connecteurs pour y arriver (celui de la th, du connecteur d'arrivé et de départ du hub de tête, les 2 connecteurs verts du câble , celui du hub arrivé (vert) et départ (blanc), les deux du câble interne, le connecteur de la carte fille (blanc), et le connecteur 2 points qui va sur celui de la trigorilla (A13) ... j'en compte 12... quand a la th du bed, il arrive directement sur la carte (A14) https://cdn.thingiverse.com/assets/32/8c/6d/ab/5b/TriGoRiLLa_PINs.pdf pour la brasure, comme le circuit est sur une plaque d'alu, il faut un fer qui chauffe beaucoup, mon JBC 30 n'y arrive pas, faut que je prenne la station en la mettant au max1 point
-
Est-ce que tu as calibré ton extrudeur (avec ce tuto par exemple)? tu n'aurais pas un patinage au niveau de l'extrudeur? (tu le verras en faisant 3 x le test des 100mm lors de la calibration de l'extrudeur). Je dis ça parce que dans ton fichier, après avoir fait les 2 lignes de purge, l'extrudeur rétracte 5mm de filament, la buse se déplace et l'extrudeur "pousse" 5mm de filament. Si le filament ne sort pas, c'est peut-être parce que qu'il y a un problème d'entrainement du filament... . Est-ce que tu as essayé d'imprimer une pièce avec une bordure pour voir si le filament se met à couler après quelques millimètres?1 point
-
J'avais plus de vert sous Paint ... et comme la photo de la prise avec l'interrupteur avait un fil jaune...1 point
-
OK, si les 2 lignes de purge se passent très bien (filament qui sort de la buse) alors il n'y a pas de raisons pour que l'impression ne fonctionne pas. Tu peux éclaircir ces points: tu veux-dire que le moteur de l'extrudeur ne tourne pas? ou que rien ne sort? pourrais-tu fournir ton GCode de démarrage?1 point
-
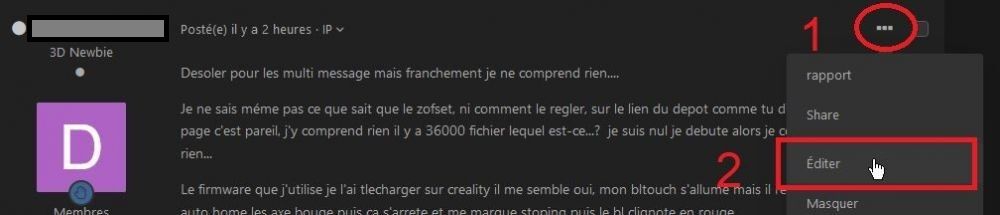
@esloch Tes photos ne sont pas accessibles. Il est bien plus simple si elles font moins de 9Mo de les coller dans le post directement. D'autre part le tube n'est pas en PVC mais en PTFE Il est en outre préférable d'éditer ses interventions plutôt que faire du «multipost» (rarement bien vu ni toléré sur un forum). En haut de chaque post, se trouve un bouton « … ». Quand on clique dessus, un menu déroulant apparait dans lequel se trouve l'option ÉDITER. Cette option comme son nom l'indique, permet de modifier, corriger, compléter son propos durant une période de 12 heures après parution.
 1 point
1 point -
La localisation en français laisse à désirer (au moins Octoprint lui est correctement traduit ).1 point
-
Désolé, je n'ai pas tout compris. Est-ce que ça veut dire que tu l'as fait et que la montée en température de ton plateau est toujours très lente? à priori non vu que tu écris: Non, cette ligne doit être envoyée en USB avec Pronterface par exemple (tout est expliqué ici) . Les fichiers de config, c'est au cas où tu voudrais compiler ton firmware mais tu peux tout à fait t'en passer pour faire fonctionner ta machine. tu veux-dire que le moteur de l'extrudeur ne tourne pas? ou que rien ne sort? pourrais-tu fournir ton GCode de démarrage?1 point
-
@remibora Une raison pour laquelle le fil jaune n'est pas vert/jaune tout du long ? OK,
 1 point
1 point -
@davidhtz, Est-ce que tu peux imprimer la pièce ci-joint avec ton profil? si tu constates le même défaut qu'avec ta pièce, peux-tu essayer d'imprimer avec mon profil (tu l'importes en allant dans le menu préférences->Configurer Cura->Profil bouton importer)? Ton soucis a déjà été constaté ici. Le tranchage avec Ideamaker avait été efficace contrairement à ton test Pour ton problème d'impression des supports, il est possible que ce soit un problème de paramétrage (distance X/Y des supports trop élevé,...) Peux-tu fournir le STL et une photo de tes supports personnalisés? test cube perce.STL Profil_RBora202103.curaprofile1 point
-
Regarde la Grille HP1 point
-
C'est le problème (et l'avantage) de tous les plateaux ultrabase du monde ou presque : il collent quand ils sont chaud et libèrent la pièce quand ils sont froids. Là je ne vois pas, un bon nettoyage à l'alcool ça aide beaucoup ... à avoir une bonne accroche Et de temps en temps un petit peu d'eau chaude et de savon plateau chaud pour bien décrasser (ET un bon rinçage à l'eau chaude)1 point
-
Salut, Il me semble que tu as posé ta question sur le forum Freecad aussi non ? (au passage il y a une section Française sur ce forum) Pour ton exemple, le plus gros problème que je vois c'est que le trous sont toujours entiers, et donc avec un réseau tu ne pourras pas avoir ce résultat. Pour moi, le plus simple c'est - définir la forme de base par une révolution - faire un réseau de cube - dégrader ce réseau pour obtenir des cubes indépendants - tu efface les cubes qui posent problème (ceux qui seraient coupés) - fusion de tous les cubes restants - opération booléenne de soustraction entre la forme de base et les cubes ça semble compliqué comme ça mais ça se fait en moins de 10 minutes Si tu veux je peux te faire un modèle1 point
-
c'est fait le message, j'attends son retour1 point
-
Celui que j'ai acheté chez Bluerolls j'ai eu des déboires avec une des pièces plastique (SLS en PA12), le levier a cassé au montage de la pièce BMG (sans compter la non communication du vendeur quand son stock de moteurs n'était pas approvisionné (plus de deux mois d'attente)) donc première et dernière commande chez Bluerolls. Je continuerai d'acheter chez Trianglelabs et Mellow store1 point
-
Celle sur ma CR10 y est depuis fin 2017 et n'a pas pris une ride donc c'est du consommable qui dure, dure, dure Une bonne partie des bases magnétiques est capable de tenir bien plus de 80° sans subir de démagnétisation. En tout cas c'est mon cas, provenant de Chine (à pieds par la …), vendu pour tenir jusqu'à 140° (que je n'ai pas essayé mais 100-90° oui) et surtout bien moins cher que le «Wham Bam» Il existe aussi la solution de coller sous le plateau un bon nombre de magnets.1 point
-
@Jeanpinou Bonjour, Sur ce forum, comme sur la plupart des fora, il est mal vu et rarement toléré de faire du multipost (plusieurs posts à la suite sans réponse d'autres intervenants). J'ai donc regroupé tes multiples interventions en une seule. En haut de chaque post, se trouve un bouton « … ». Quand on clique dessus, un menu déroulant apparait dans lequel se trouve l'option ÉDITER. Cette option comme son nom l'indique, permet de modifier, corriger, compléter son propos durant une période de 12 heures après parution. En tant que débutant, tu ne le savais peut-être pas. Désormais tu es au courant et je te demande donc de l'utiliser . Merci d'avance
1 point
-
Alors merci pour vos réponse Donc j'ai mis la retraction à 1.5mm et 45mm/s Vitesse d'impression entre 10 et 15 mm/s Pour le 8 et 100 ce sont les valeurs par défaut sur crealitycloud La température, j'ai mis 230° pour la couche initiale et 210° pour le reste et le plateau m'a donné un bon résultat de collage à 100°, vers 50-70° ça se décolle tout seul même avec de la laque forte Voici mes impressions avec ces réglages et une adhérence bordure...1 point
-
Connais-tu ce site pour régler les paramètres ? Si ça peut te rassurer, je suis aussi à 6mm vitesse 45mm/s pour la rétractation avec un extrudeur déporté (bowden). Par contre, je n'ai pas ce défaut. Quelle marque de filament utilises-tu? PS: les modérateurs apprécient moyennement les multi-posts (commentaires consécutifs de la même personne). Tu peux modifier ton commentaire pendant 12h en cliquant sur l'icone "..." en haut à droite puis sur Editer.1 point
-
Laisse tomber ! Mauvaise idée ! > Après test, en cas de mouvement brusque les 2 aimants de détache et le masque tombe... c'est pas le but. Donc idée à la poubelle ! ___________________________________________________________________________________________________ Voilà ce que donne la pièce imprimé : Résultat : Approuvé à l'unanimité par 4 testeurs ! _________________________________________________________________________________________________________ J'en profite pour l'uploadé sur YouMagine : https://www.youmagine.com/designs/covid-ear-saver-flexi-mask Je ne sais pas vous... mais Thingiverse deviens de plus en plus contraignant... le site fonctionne mal depuis quelques temps et c'est de pire en pire...





 1 point
1 point -
Salut, Est-ce que tu as réglé le PID du lit, et pendant que tu y es, celui de la buse? (voir la fin de mon tuto) Si la commande M303 E-1 S70 C8 échoue, tu peux faire le réglage à 60°C, c'est à dire M303 E-1 S60 C8. Pour le problème de palpage, as-tu spécifié le décalage X,Y du BLtouch par rapport à la buse? Lors de la prise d'origine, le BLTouch est-il au centre du plateau ou c'est la buse qui est au centre? Si le problème persiste, je joints une mise à jour du firmware (et le fichier de config modifié) où j'ai augmenté la marge de sécurité "autour du plateau" = les points de palpage seront plus regroupés au centre du plateau. PS: les modérateurs apprécient moyennement les multi-posts (commentaires consécutifs de la même personne). Tu peux modifier ton commentaire pendant 12h en cliquant sur l'icone "..." en haut à droite puis sur Editer. firmware-ender3Pro2.bin Configuration.h1 point
-
@Buscicchio Plutôt que nous mettre des photos, tu ne pourrais pas faire des copié-collé ? Ma vue n'est plus de toute première jeunesse1 point
-
Comme l'a dit @PPACcette section du configuration_adv.h réalise deux choses: le changement de filament et/ou le parking de la tête lors d'une pause. La documentation, bien qu'en anglais, est une mine : https://marlinfw.org/docs/configuration/configuration.html#advanced-pause Extrait de celle-ci :1 point
-
@PPAC Tu as tout à fait raison, autant pour moi je devais être fatigué. Par contre 8mm et 100mm/s je doute que des tests l'aient amené là, ça paraît plus qu'enorme et à 8mm il va risquer les bouchages. Surtout que rien ne semble justifier ses valeurs puisqu'il mentionne quand même des cheveux d'ange. Dans ce cas peut être plutôt essayer de baisser un poil la température. Oui en fonction du shore 85a ou 95a par exemple (plus le chiffre est bas, plus le filament est souple), tu dois adapter tes paramètres ... Et éventuellement l'imprimante : du 95a peut passer sur une Bowden, mais pas du 85a ... Ses 8mm disent qu'il est en Bowden (les rétractions sont au max de 2mm en direct Drive généralement)... Par contre 100mm/s en Bowden avec un filament souple, ça doit être chaud ! Pour moi il fait qu'il baisse la rétraction et sa vitesse de rétraction. Un début à 5/6mm et une vitesse à 35/40 mm/s . Si problème de décollement, augmenter la température du plateau de 5 en 5 en commençant à 70 / 75 mini.1 point
-
Ba heu oui mais non ... (mais merci de dire que j'ai raison alors que je pense que non ) j'ai bien pensé a cela, regarder les paramètres de ADVANCED_PAUSE_FEATURE mais après relecture, je ne trouve pas de notion de longueur de filament pour continuer a imprimer normalement (comme si il n'y avais pas de fin de filament cela malgré la détection de la fin de filament) avant de stopper l'impression et réaliser le déchargement ... car si on met un PAUSE_PARK_RETRACT_FEEDRATE avec une valeur négative pour faire une extrusion plutôt qu'une rétractation cela va faire une grosse bavure et pas continuer l'impression ... En fait j'ai fait un mélange avec les détecteur de fin de filament qui on une roue entraîné par le filament qui permet de mesurer la longueur de filament qui passe et qui on un paramètre pour spécifier une longueur de sensibilité pour déclencher le filament_runout quand la longueur mesuré a une grande différence avec la longueur estimé ... Edit : @papaone j'avais pas correctement exprimé/expliqué mon idée, mes excuses ... en effet pour simplement continuer a extruder cela ai possible ! (donc tu avais bien raison de dire que j'avais raison ). De plus, très bonne idée de proposer de déplacer le capteur ! Merci !1 point
-
@PPAC bonsoir Oui, tu as raison, c'est faisable dans le configuration_adv.h : #define ADVANCED_PAUSE_FEATURE #if ENABLED(ADVANCED_PAUSE_FEATURE) #define PAUSE_PARK_RETRACT_FEEDRATE 60 // (mm/s) Initial retract feedrate. #define PAUSE_PARK_RETRACT_LENGTH 2 // (mm) Initial retract. // This short retract is done immediately, before parking the nozzle. #define FILAMENT_CHANGE_UNLOAD_FEEDRATE 100 // (mm/s) Unload filament feedrate. This can be pretty fast. #define FILAMENT_CHANGE_UNLOAD_ACCEL 25 // (mm/s^2) Lower acceleration may allow a faster feedrate. #define FILAMENT_CHANGE_UNLOAD_LENGTH 400 // (mm) The length of filament for a complete unload. // For Bowden, the full length of the tube and nozzle. // For direct drive, the full length of the nozzle. // Set to 0 for manual unloading. #define FILAMENT_CHANGE_SLOW_LOAD_FEEDRATE 10 // (mm/s) Slow move when starting load. #define FILAMENT_CHANGE_SLOW_LOAD_LENGTH 25 // (mm) Slow length, to allow time to insert material. // 0 to disable start loading and skip to fast load only #define FILAMENT_CHANGE_FAST_LOAD_FEEDRATE 20 // (mm/s) Load filament feedrate. This can be pretty fast. #define FILAMENT_CHANGE_FAST_LOAD_ACCEL 25 // (mm/s^2) Lower acceleration may allow a faster feedrate. #define FILAMENT_CHANGE_FAST_LOAD_LENGTH 380 // (mm) Load length of filament, from extruder gear to nozzle. // For Bowden, the full length of the tube and nozzle. // For direct drive, the full length of the nozzle. #define ADVANCED_PAUSE_CONTINUOUS_PURGE // Purge continuously up to the purge length until interrupted. #define ADVANCED_PAUSE_PURGE_FEEDRATE 3 // (mm/s) Extrude feedrate (after loading). Should be slower than load feedrate. #define ADVANCED_PAUSE_PURGE_LENGTH 50 // (mm) Length to extrude after loading. // Set to 0 for manual extrusion. // Filament can be extruded repeatedly from the Filament Change menu // until extrusion is consistent, and to purge old filament. #define ADVANCED_PAUSE_RESUME_PRIME 0 // (mm) Extra distance to prime nozzle after returning from park. //#define ADVANCED_PAUSE_FANS_PAUSE // Turn off print-cooling fans while the machine is paused.1 point
-
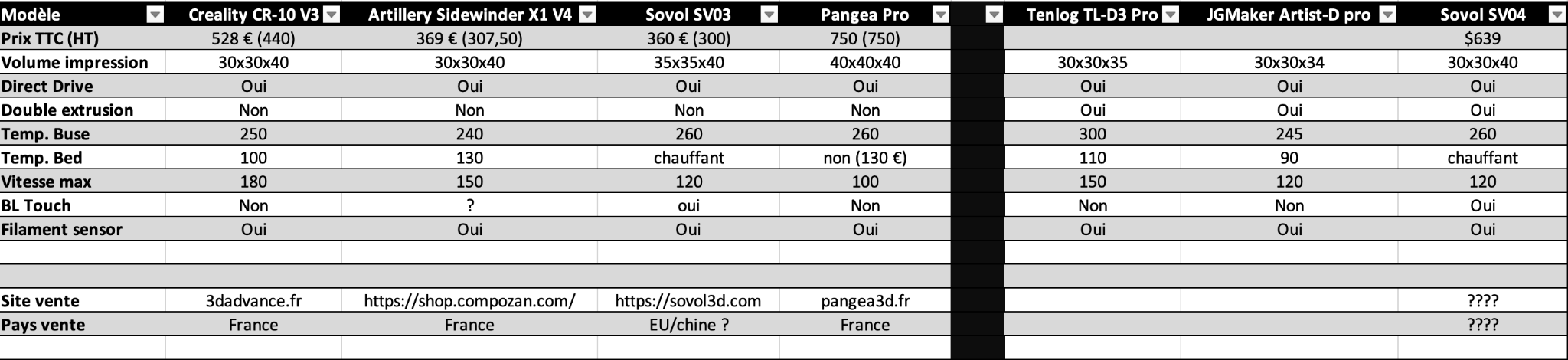
Bonsoir, Même si le sujet semble avoir dévié un peu de la question initiale (je n'ai pas lu en détail toutes les réponses) je me permet de répondre en tant que débutant. Je bricole avec une Ender 3 depuis quelques mois et envisage aussi prochainement de passer à une surface plus grande et en direct drive donc un peu le même besoin que toi. 2 choses : - il me semble avoir lu quelque part que tu avais un ami qui avait une imprimante inutilisée dans un placard, si c'est le cas, je ne peux que te conseiller de lui emprunter et te faire la main avec avant de te décider sur ton achat. Il y a pas mal de points pas facile à maitriser et ça ne sera pas une perte de temps. Au départ j'avais une idée "théorique" de mon besoin et m'étais orienté vers une Ender 5, mais ayant eu l'occasion de récupérer cette Ender 3, après usage pendant quelques mois, je me rends compte des possibilités que je n'avais pas envisagé avant, du coup j'ai oublié l'Ender 5 et pars, pour l'instant sur du direct Drive grand fromat ou pourquoi pas une double extrusion... - je suis en train de faire un tableau comparatif, qui pour l'instant ne contient que les critères techniques, je vais le compléter avec les différents pour et contre que je vais pouvoir trouver, si ça peut aider :
 1 point
1 point -
Salut, Voici le firmware compilé à partir de Marlin V2.0.7.2 et des fichiers ci-joints. Tu trouveras dans ce message les instructions pour câbler le BLTouch et le configurer. Le fichier cardreader.cpp est à rempacer dans le dossier \Marlin\src\sd. Il corrige un bug lors de la reprise après coupure d'alimentation. Configuration.h Configuration_adv.h firmware.bin platformio.ini cardreader.cpp _Statusscreen.h _Bootscreen.h1 point
-
Au vu de tes temps d'impression je te conseille ce mosfet https://www.amazon.fr/Imprimante-Régulateur-chauffage-chaleur-extrudeuse/dp/B074L1CMYB/ref=sr_1_37?__mk_fr_FR=ÅMÅŽÕÑ&dchild=1&keywords=Mosfet&qid=1617046287&sr=8-37 J'ai équipé mes deux imprimante pour plateau 30x30 en 24V et il ne chauffe absolument pas, juste un petit conseil en passant.1 point
-
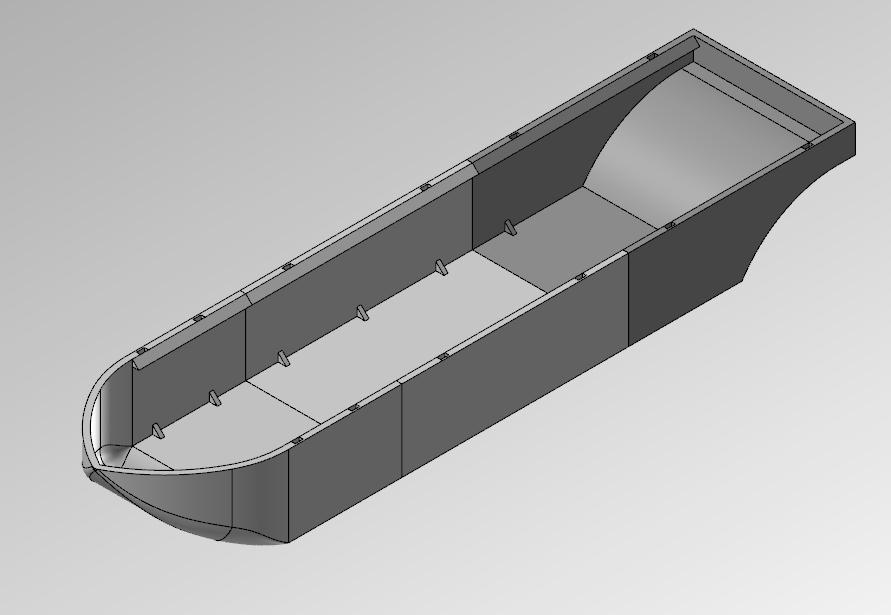
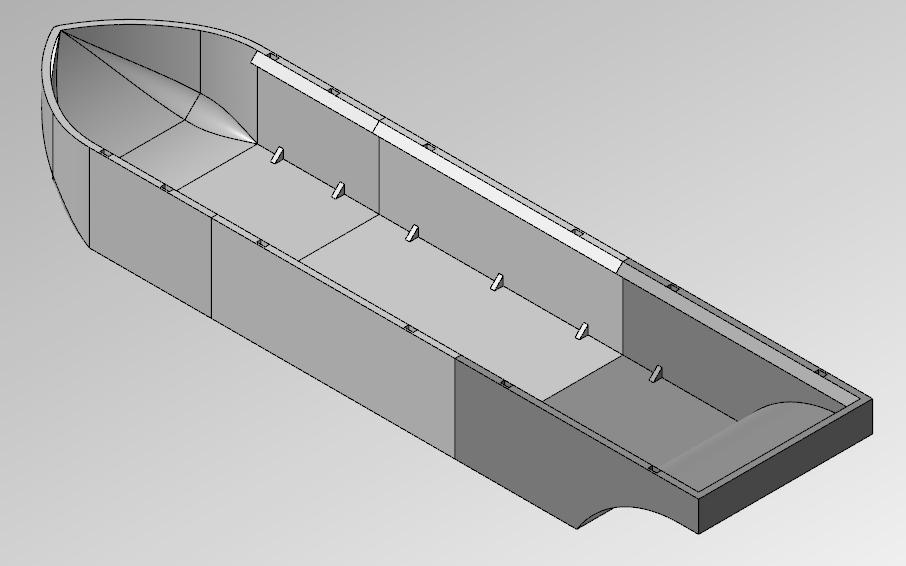
Bonjour, je progresse j'ai assemblé la partie avant avec la coque arrière; le train avant est opérationnel avec sa suspension. la direction fonctionne avec un servo moteur de 20Kg. Le train avant est réglable en hauteur pour s'adapter au profil du terrain. technique le modèle est au point car le train avant comporte un carrossage et un angle de chasse comme un vrai véhicule. j'attends des fournitures moteur, roulements pour finir l'arrière. a+
 1 point
1 point -
Le pas X et Y des Creality est à l'origine de 80 (valeur qui devrait être dans la cellule en jaune à gauche de la nouvelle valeur calculée d'après les données que tu as saisies). Une fois cette valeur saisie, la cellule en vert sera recalculée @Guizboyavait lancé un sujet sur cette croix de calibration1 point
-
Peux être que @Clément Bonfils ou @3dmodularsystems pourraient nous pousser les pdf ou sinon mettre toute la doc sur leur git?1 point
-
Salut, Ben non, pourquoi? avant de flasher le firmware tu fais un M503 pour noter les paramètres que tu as déterminés (M92 pas/mm des moteurs, M851 décalage BLTouch, M301 et M304 pour les PIDs,...). Après avoir flashé le firmware, tu envoies M502 (reset "usine") suivi d'un M500 (enregistrement de l'eeprom) et un M501 (applique les valeurs de l'eeprom à la SRAM) ou via les menus de la machine. Ensuite tu mets à jour les valeurs des paramètres machine (M92, M851, M301, M304,...). Montre en main, tu en as pour 1 minute avec 1 main dans le dos , bon allez, 2min si tu as perdu cette satané carte SD... Pour le GCode M420, si tu n'es pas à l'aise avec l'anglais, voici à quoi ça correspond: S1 ou S0: permet d'activer/désactiver le nivellement Z2: atténue le nivellement jusqu'à ce que la buse soit à 2mm au dessus du plateau. Après, le moteur Z ne tournera plus pendant l'impression d'une couche (sauf si tu actives le Z hop !) Pour le mal de tête, tu as ça malheureusement ...1 point
-
Problème résolu j'ai pu me débrouiller en connectant mon imprimante en wifi avec Cura.1 point
-
J'utilise Estlcam donc je sais pas avec candle ou autre logiciel fonctionnant avec GRBL, je procède comme ça : Je met le Z en appuie sur la matière, je note les positions d'axe X et Y en mm, je note la ligne ou le programme c'est arrêté. Je coupe, lorsque je relance je rentre les valeurs d'axes et je fais un Goto sur la ligne ou j'étais arrêté.1 point
-
![20210325_172633[2].jpg](https://www.lesimprimantes3d.fr/forum/uploads/monthly_2021_03/small.1979406333_20210325_1726332.jpg.8001d34e0dc237fd7929d46b10bb83e7.jpg) Bonjour, C'est le début d'une longue série de pièces je ne compte plus les heures d'impression !1 point
Bonjour, C'est le début d'une longue série de pièces je ne compte plus les heures d'impression !1 point -
@cocauw je pense que cela va être difficile surtout si tu commande ta CNC depuis ton ordi et que tu éteint celui ci ou ferme le programme. En plus en cas de coupure tes moteurs vont être désactivé, ton Z risque fort de descendre rien qu'avec le poids de ta broche, il faudra donc a la reprise que ta machine refasse un home, refasse son Z = 0 et retourne au coordonnée avant coupure. c'est pas impossible mais ça doit se faire avec une carte bien spécifique en activant une pause sans couper l'alim. en cas de coupure je sait pas.1 point
-
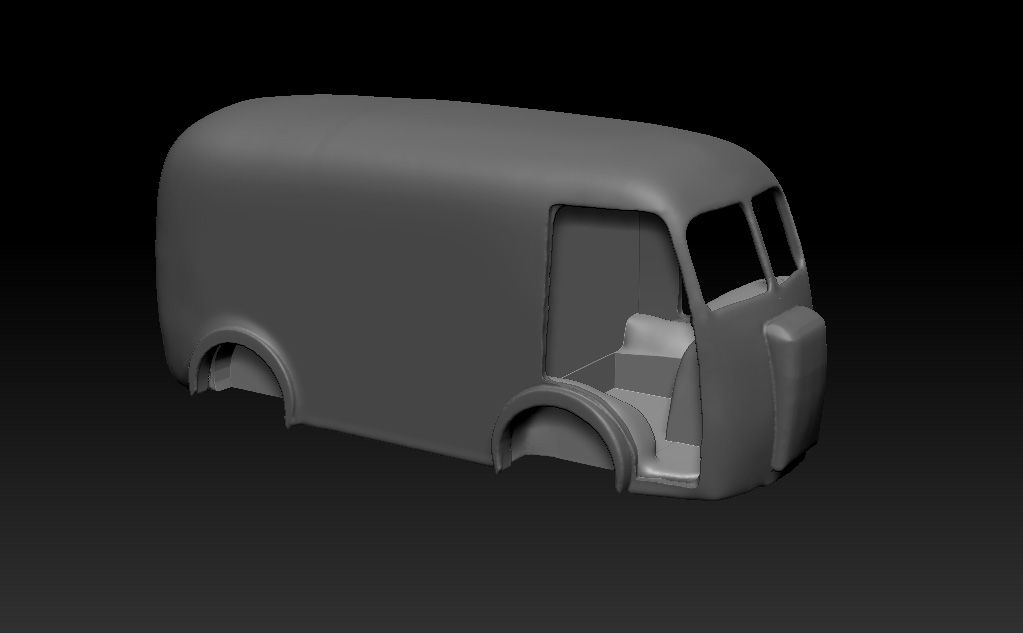
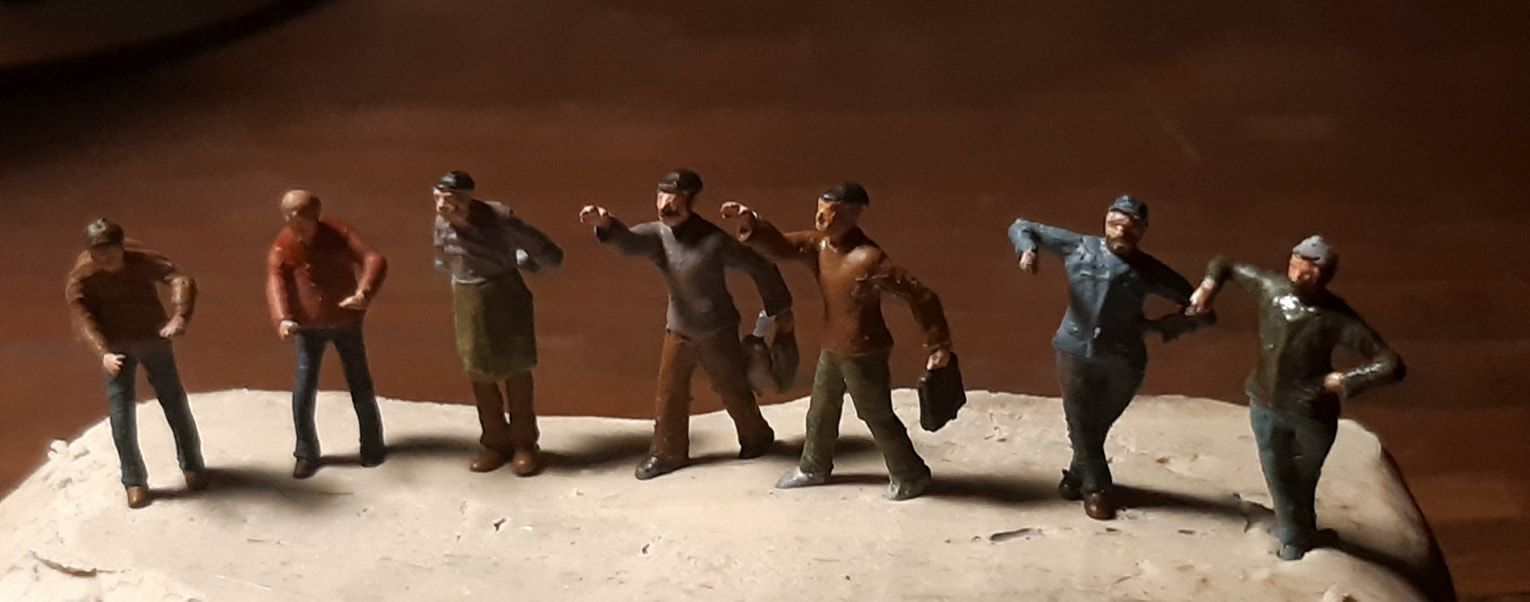
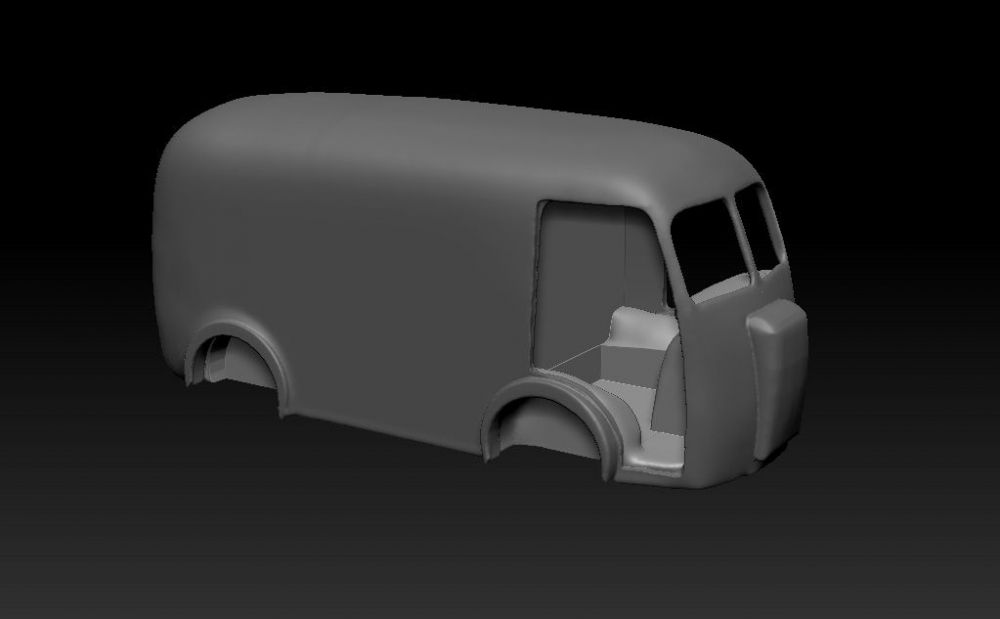
Bonjour, Comme beaucoup de ceux qui travaillent pour ou dans les musées, depuis le mois de Mars 2020 j'ai pas mal de temps libre Les grosses productions sont mises de coté pour le moment, alors je me suis tourné vers une autre activité qui me passionne :le modélisme. Ne faisant que de l'organique, j'ai un peu de mal à m'adapter à la modélisation mécanique, mais à force on arrive à sortir quelques bricoles. Pour commencer une Goélette Renault et un fourgon D3 Peugeot au 1/87 ème, ainsi que quelques personnages.



 1 point
1 point -
Alors déjà, merci beaucoup pour vos réponses! J'ai réussi à faire tenir la première couche sur le plateau, il semble que mon calibrage en hauteur était vachement haut alors j'ai re-calibré et maintenant ça roule impec !! De plus j'ai monté la température du bed à 60°C et je trouve que ça aide un peu aussi. Ensuite, j'ai toujours je soucis de filament qui se dépose un peu en retard, mais ça s'est amélioré car je suis passé sur Ultimaker Cura 4.X.X, du coup j'ai du paramétrer la MDR étant donné qu'elle n'était pas dispo dans la liste des imprimantes. Et là, incroyable, je redécouvre mon imprimante !!!! En gros, le filament a toujours un peu de retard mais clairement moins qu'avant et c'est presque insignifiant étant donné qu'avec une jupe c'est vite réglé. L'imprimante est beaucoup plus stable et dynamique je trouve, il y a beaucoup moins de déplacements inutiles, les trajets sont beaucoup plus ordonnés, j'ajoute qu'avec le nombre bien supérieur de paramètres disponibles, forcément, ça ne peut qu'être mieux si on s'en sert bien. Je recommande totalement! Seul bémol, le débit de l'extrudeur est à réajuster comme le logiciel n'est pas préconfiguré pour la MDR. Du coup je me suis retrouvé avec une sur-extrusion de malade. Du coup finalement mes soucis s'éloignent, j'espère bientôt arriver à des résultats optimaux! ( @sigiel, du coup plus besoin de vidéo haha mais merci quand même!!! )1 point
-
4 Depuis peu, on en trouve aussi en «Iglidur» (ça coûte un (voire deux) bras ) : https://www.aliexpress.com/item/4001188810154.html1 point
-
1 point