Classement



Contenu populaire
Contenu avec la plus haute réputation dans 11/08/2021 Dans tous les contenus
-
Un os ? (ha non c'est pas le schmilblick ici ... mes excuses ) @landaisd, Je me demande si le fait de faire un timelaps, donc avec un park de la tête a chaque couche ne favorise pas les défauts d'impression rencontré (plus on fait de distance a "grande" vitesse (vitesse de déplacement) plus on a de chance d'avoir un petit défaut en cas de tension de courroie trop faible ou de glissement ou de points durs ou de pas sauté ... voir de suintement ou de blocage dans le heatbreak et donc obtenir une extrusion moins constante ... ) ?3 points
-
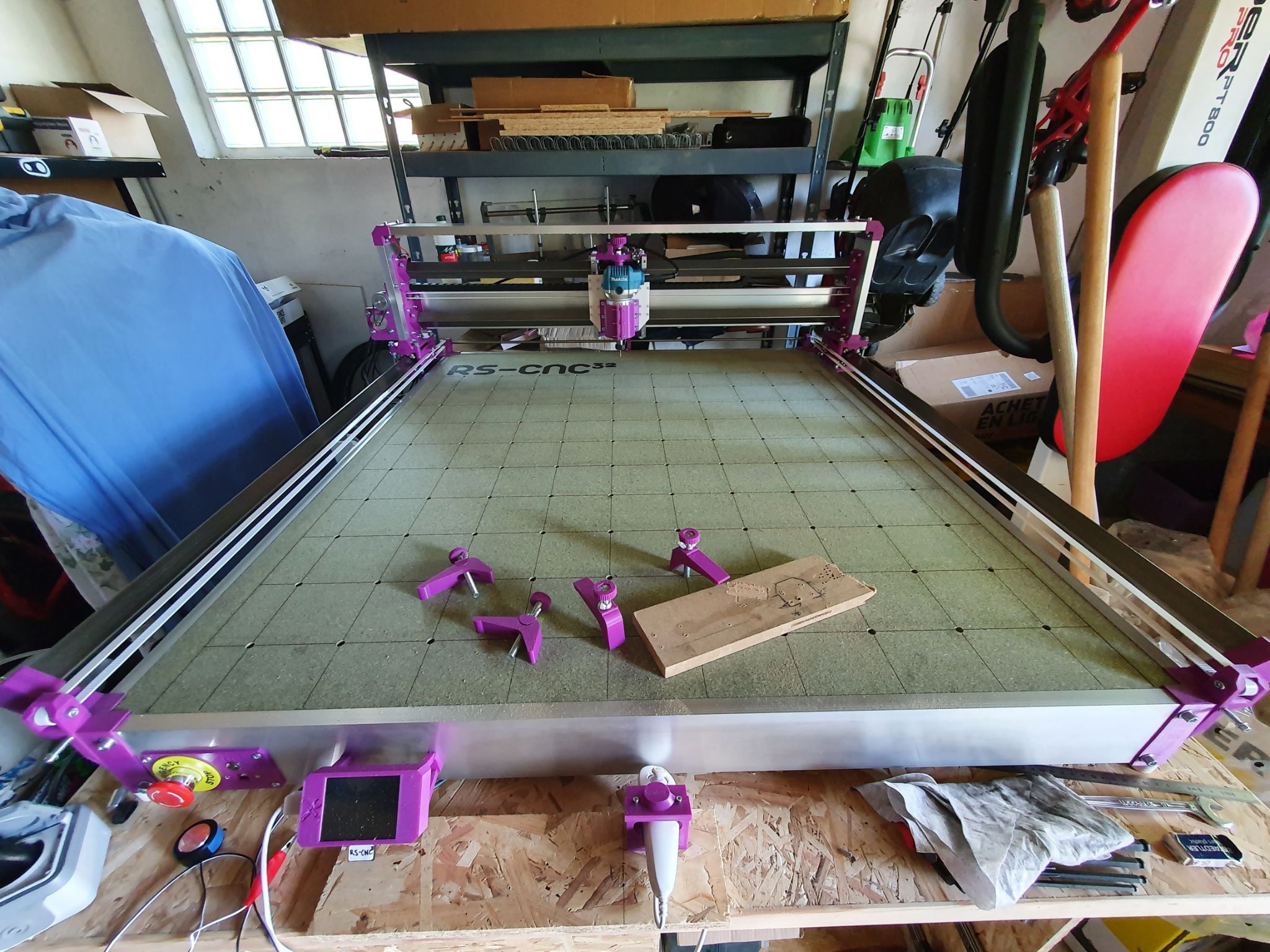
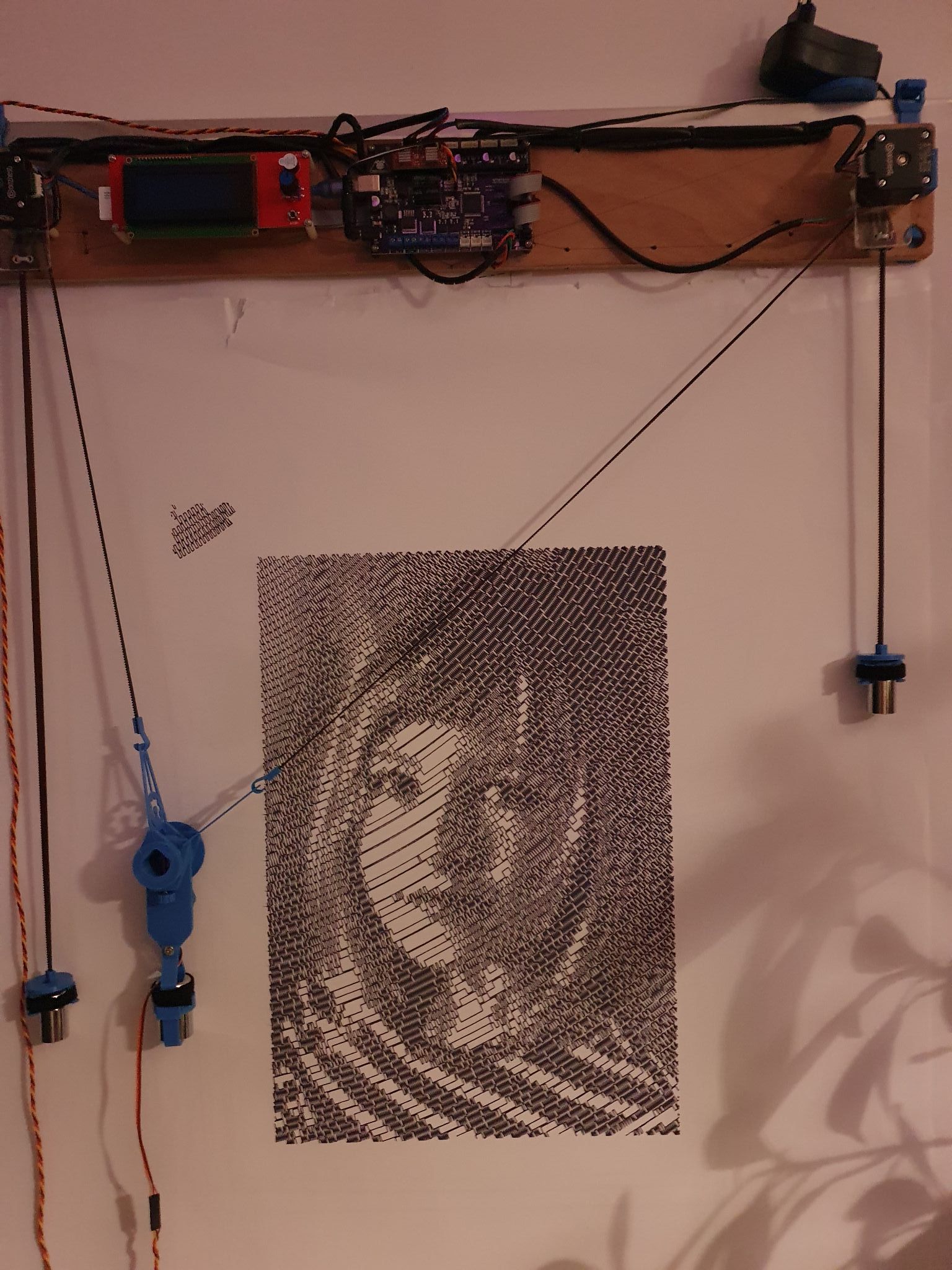
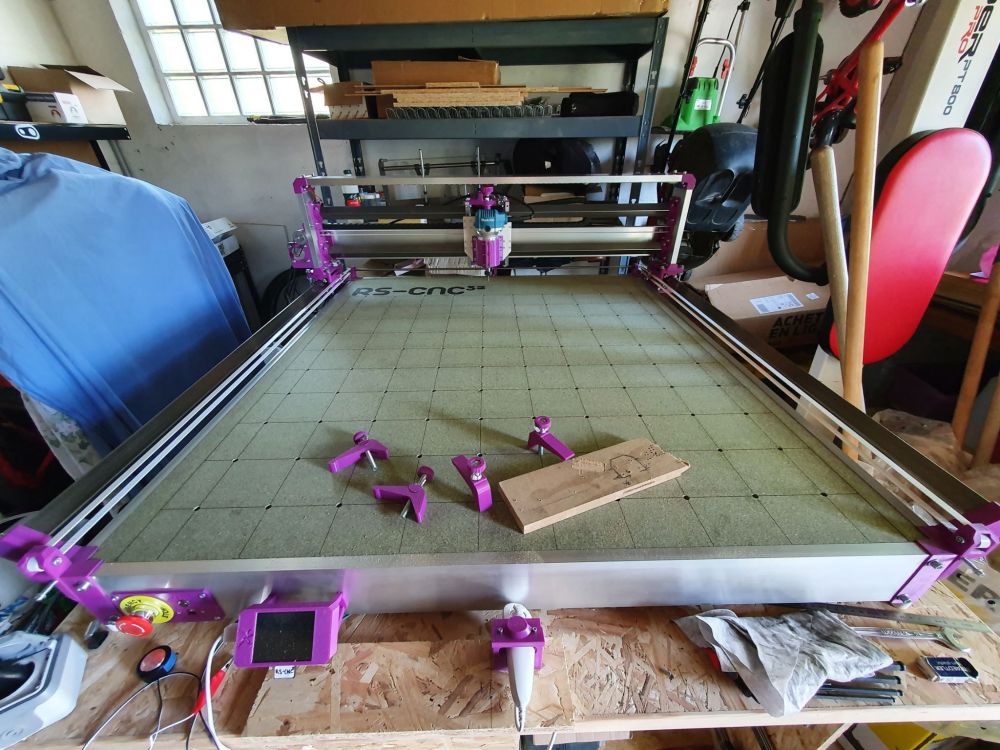
Salut à tous, suite à une recherche sur GoOgle sur l'imprimante 3D core XY "voron 2.4": La ch'tite Voron 2.4 par Klem1, un voisin justement! J'ai 40 ans, du "62" et depuis tout petit passionné par l'électronique et la technique, en 2017, j'ai découvert l'impression 3D avec une petite delta, la Dagoma Neva, je l'ai vendue depuis, puis je l'ai remplacée par une Anycubic Kossel Linear +, j'adore le mouvement des Delta! Pendant le premier confinement, je me suis acheté une Ender 3 pro, qui m'a permis de réaliser une "petite"RS-CNC32 de 1mX1m: Un exemple de réalisation: Elle me permet également de graver avec un laser. La Ender et la CNC, m'ont permis aussi de me confectionner un joli polargraphe (une machine à dessiner) Prochain projet, une belle CoreXY, comme cette superbe Voron 2.4 qui me fascine! Pour les curieux, vous pourrez voir quelques un de mes projets sur ma chaine Youtube. Adepte de DIY, j'ai remplacé la carte mére de ma Delta par une SKR 1.4 Turbo, l'ancienne m'as servie pour réaliser ma machine à dessiner. la Ender est en 32 bits maintenant (carte Fystec Cheetah), avec ajou des leds RGB.

.thumb.jpg.782f22b8048b2a129d1c317777ef8270.jpg)
 2 points
2 points -
attention si je peux me permettre les machines ne sont pas comparable la ender 3 est de type ouverte alors que la 4MAX est type ferme d'ou le fait que les parametres de ventilation et de retraction doivent etre ajustés le PLA ou autre en imprimante fermée va demander moins de temperature car celle ci va etre plus constante que sur la ender 3 je pense que cela joue fortement2 points
-
Salutation ! Je n'ai aucune des imprimante que tu compare donc je ne suis pas vraiment une référence. Mais il faut bien noter que même marque de filament, voir même pour une même couleur mais de lot de production différente, cela ne veux pas dire exactement même température d'impression adapté. ( Edit : donc un test avec la même bobine de filament après avoir fait des tours de température pour chaque imprimante pour trouver les températures idéal et aussi après un calibrage du débit serai surement plus adapté) Là en gros se que je remarque, tu dois avoir un moins bon refroidissement de l'impression sur la 4PM que sur la E3 et que le filament multicolor doit pouvoir s'imprimer plus bas en température sur la 4PM pour avoir moins de stringing. Et sur la 4PM tu semble avoir les angles moins nette car peut être un effet de curling du au manque de refroidissement mais aussi car peut être des max accélération et jerk non adapté ou une légère sur extrusion. (on le retrouve sur le V avec la E3 mais bien moins marqué ...) Mais aussi, il faut bien noter qu'une mesure de température, peut être sujet a des bais si les capteurs et les ventilations ne sont pas identique/équivalent et sont placé différemment ou si la conduction thermique se fait différaient dans le corps de chauffe.2 points
-
oui vous avez raison, je pense que c'est dû aux grandes vitesses de park de la tête pour le timelapse Je vais imprimer l'OS de Jonathan pour voir ce que ça donne. et si ça fonctionne pas, je le filerai au chien d'un ami2 points
-
Petite visite surprise hier en fin de journée juste derrière la roulotte !!
 2 points
2 points -
Y'a p't'être beaucoup de conneries proférées (doux euphémisme que celui-ci) sur ce forum, mais en ce qui me concerne j'ai appris un mot aujourd'hui ... encore une fois ou je me coucherais moins con !2 points
-
si tu as utilisé la carte sd d'origine, c'est normal. elle est de mauvaise qualité. il faut utiliser une carte de marque2 points
-
Heureusement qu'elle n'imprime pas à Z 0 Le filament ne pourrait pas sortir de la buse Par contre l'erreur souvent commise par les débutants, y compris lorsque j'ai commencé, c'est de mal comprendre le processus utilisé pour réaliser le réglage buse / plateau. En utilisant une cale, quelle que soit son épaisseur, la buse n'est jamais au zéro du Z mais à la hauteur de la cale utilisée. Donc quand on fait la mise à l'origine, le Z est plus haut que souhaité pour une adhérence «correcte». Exemple avec la feuille de papier 80g/m2 d'à peu près 0,1mm d'épaisseur. Après calibration avec celle-ci, les coins et le centre se situent dans le même plan à 0,1mm en Z. Si pour la première couche tu en utilises une de 0,24mm alors quand la buse va déposer le filament, elle sera à 0,34mm (0.10 + 0,24) de hauteur et l'adhérence ne sera pas celle attendue C'est ce qui est dit à l'étape 6 (avec des images) de ce tutoriel :2 points
-
Le dire c'est bien. Mais le fer c'est mieux ! Une bague de comptage pour propactylactète hachleboul ?2 points
-
Pas pour les rideaux, mais voici un nouvel indice: le schmilblick se fixe sur un tube en fer,(mais le fer à dix sous c'est pas cher, ou la barre de fer à tout faire)2 points
-
Artillery a donné plus d'infos sur la X2 ce week-end, on a résumé ça ici : https://www.lesimprimantes3d.fr/comparateur/imprimante3d/artillery/sidewinder-x2/2 points
-
Ici sur les Genius et X1, X2 ont pas de TMC2100 même si le drivers est fabriquer par un constructeur chinois la puce reste un TMC fabriquer par l'allemand Trinamic pour tous les TMC c'est le cas, cela assure un minium de garantie, ici on a pas de TMC mais une puce Clone AT2100 qui n'est pas fabriquer par Trinamic, de plus il ne s'agit même d'une AT2100 officiel mais d'un clone de AT2100 cela fait le Job, mais c'est pas les meilleur puce en fiabilité et efficacité, j'ai aider plusieurs personnes qui ont eu rapide un drivers HS, et j'ai un très bon pote qui lui a eu sur les drivers d'origine l'impossibilité d'ajuster le Vref il avait été obliger de remplacer les 5 drivers pour pouvoir ajuster ces vref. Pour ma part je l'ai ai remplacer par prévention vue que nombre de personne que j'ai aidé ou que je connais on eu quelques soucis avec ces drivers, et en passant sur les TMC2209, ont vois bien que cela n'a rien a voir, les déplacement sont bien plus fluide et bien moins silencieux qu'avec les AT2100. Pour le remplacement des drivers pour sur les Artillery tu devras en effet modifier le Firmware sous marlin tu auras 2 ligne a modifié par drivers définir les drivers TMC2208_standalone ou TMC2209_standalone suivant les drivers utilisés (même les Rubis 32bits d'artillery ne supporte pas l'uart si je ne me trop pas), puis il faut inversé le sens de rotation des moteurs pour les drivers, en effet le sens est inversé sur les 2208 et 2209 par rapport au 2100. Il n'y a rien de plus a modifié cela prend 5 minutes a faire si l'on connais Marlin.2 points
-
Je t'en prie @feuleudcmaker c'etait un plaisir de te venir en aide. Non n'insistes pas tu vas me faire rougir. Tu viens de gagner un point dans mon estime, ce qui t'amenes a un total de zero...2 points
-
Salut à tous ! Je suis dans le monde de l'impression 3D depuis quelques années déjà, j'étais tombé dedans pour le modélisme et finalement, ça perdure après mon arrêt de cette discipline Après avoir eu une série de soucis avec mon i3 Mega, j'ai décidé d'investir et de m'offrir une bonne imprimante CoreXY ! J'avais commencé il y a 2 ans à sourcer les pièces d'une Hypercube Evolution mais le temps m'a manqué. Quand j'ai vu la Voron, j'ai trouvé le principe génial et la qualité de l'ensemble ainsi que de la communauté ont fini de me convaincre ! A l'époque, j'écrivais des guides et des tutos sur mon site mais maintenant, plus personne ne lit les sites, tout le monde veut voir des vidéos donc je me suis pris au jeu et je vous partage la construction de mon imprimante 3D. C'est totalement sans filtres : je ferai des bourdes, je dirai des bêtises, et quand ça arrivera, je ferai des correctifs ! Du coup si ça vous intéresse, ça se passe sur ma page Youtube : https://www.youtube.com/c/TomsBasement Je publierai aussi d'autres vidéos au sujet de l'impression 3D, je ne vais pas rester bloqué sur la Voron si ça peut vous rassurer Et les vidéos jusque maintenant : https://youtu.be/wCyyn3hsWjE https://youtu.be/TCMxw5fH0VA https://youtu.be/MgJRYpRfd3Y A très bientôt pour la suite !1 point
-
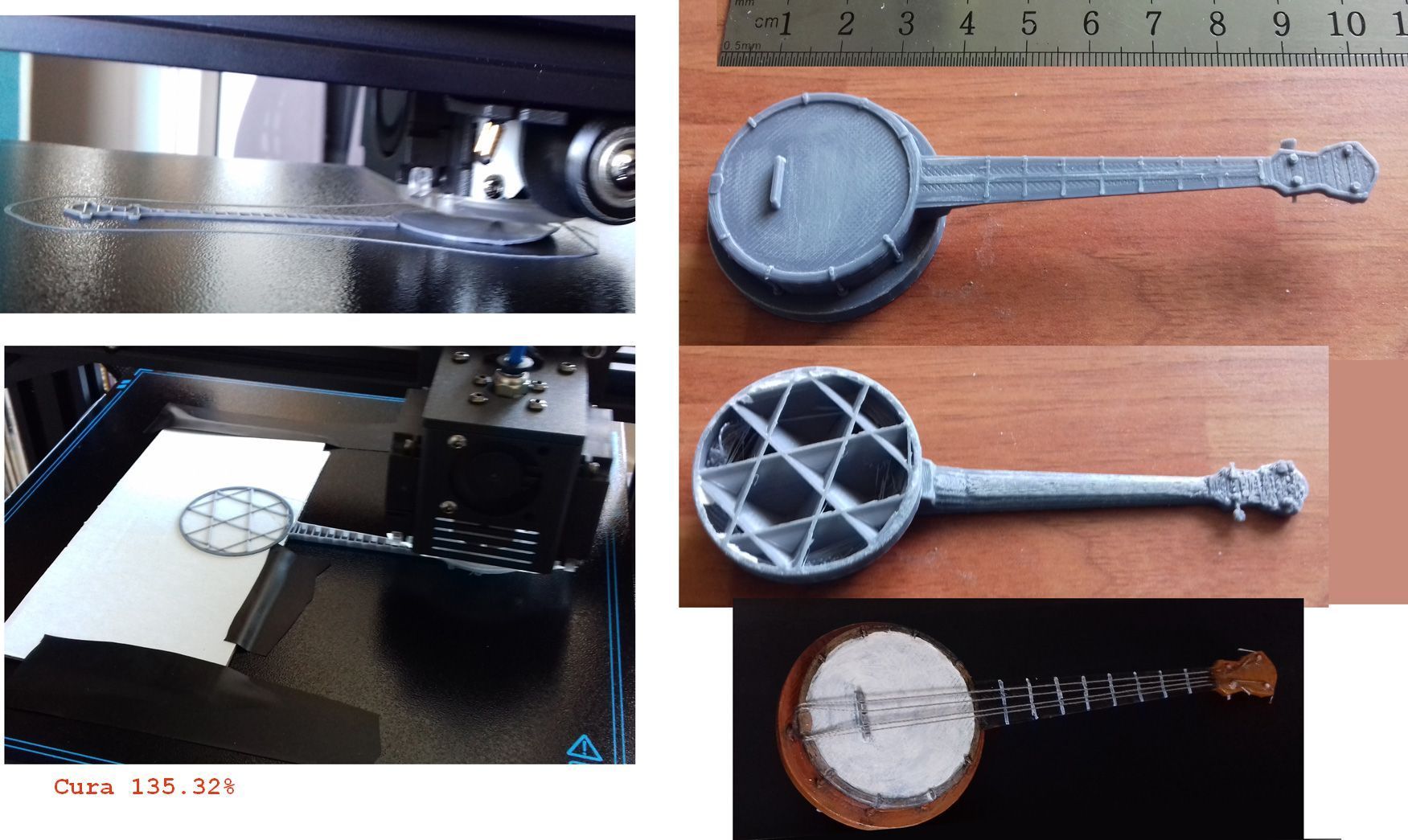
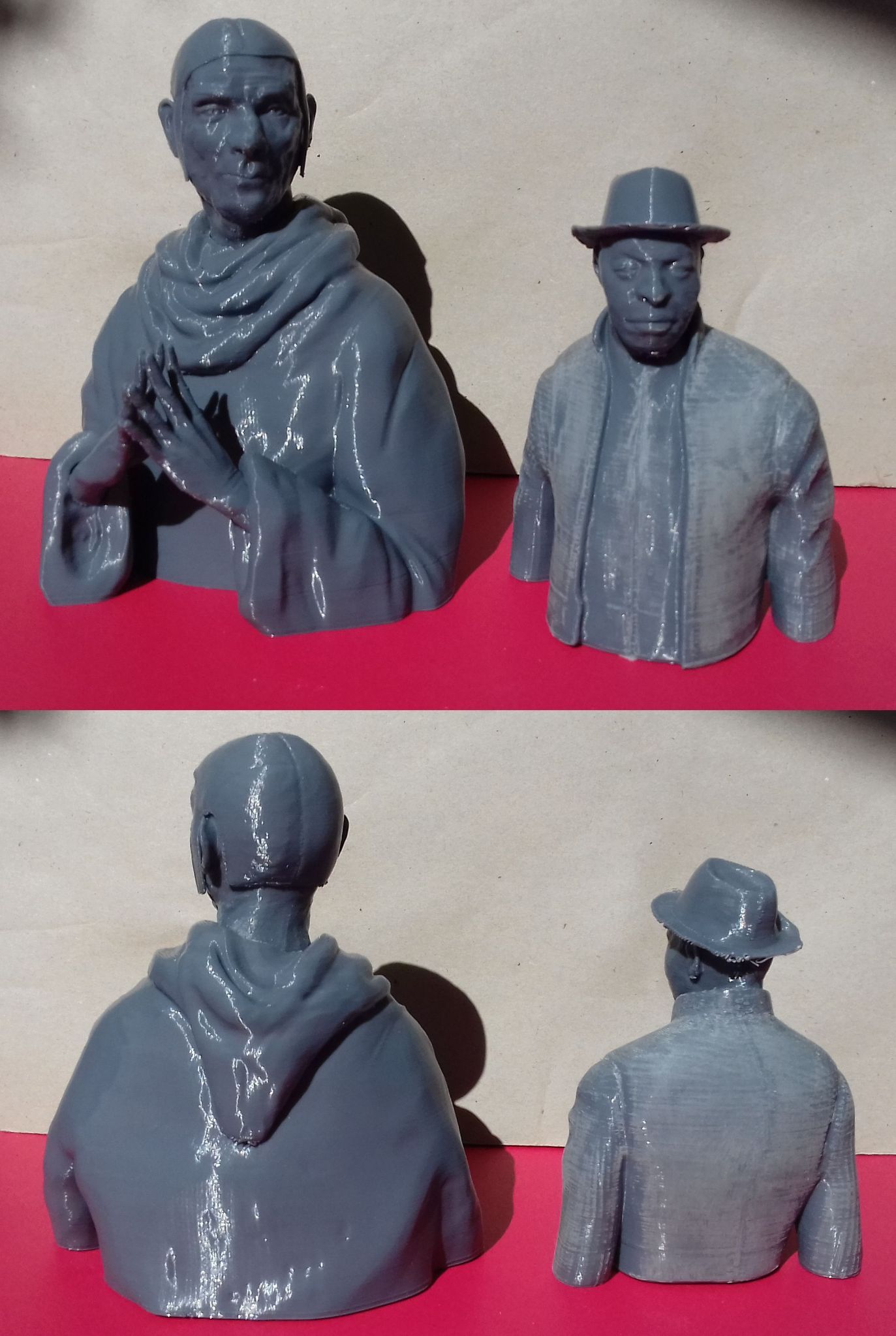
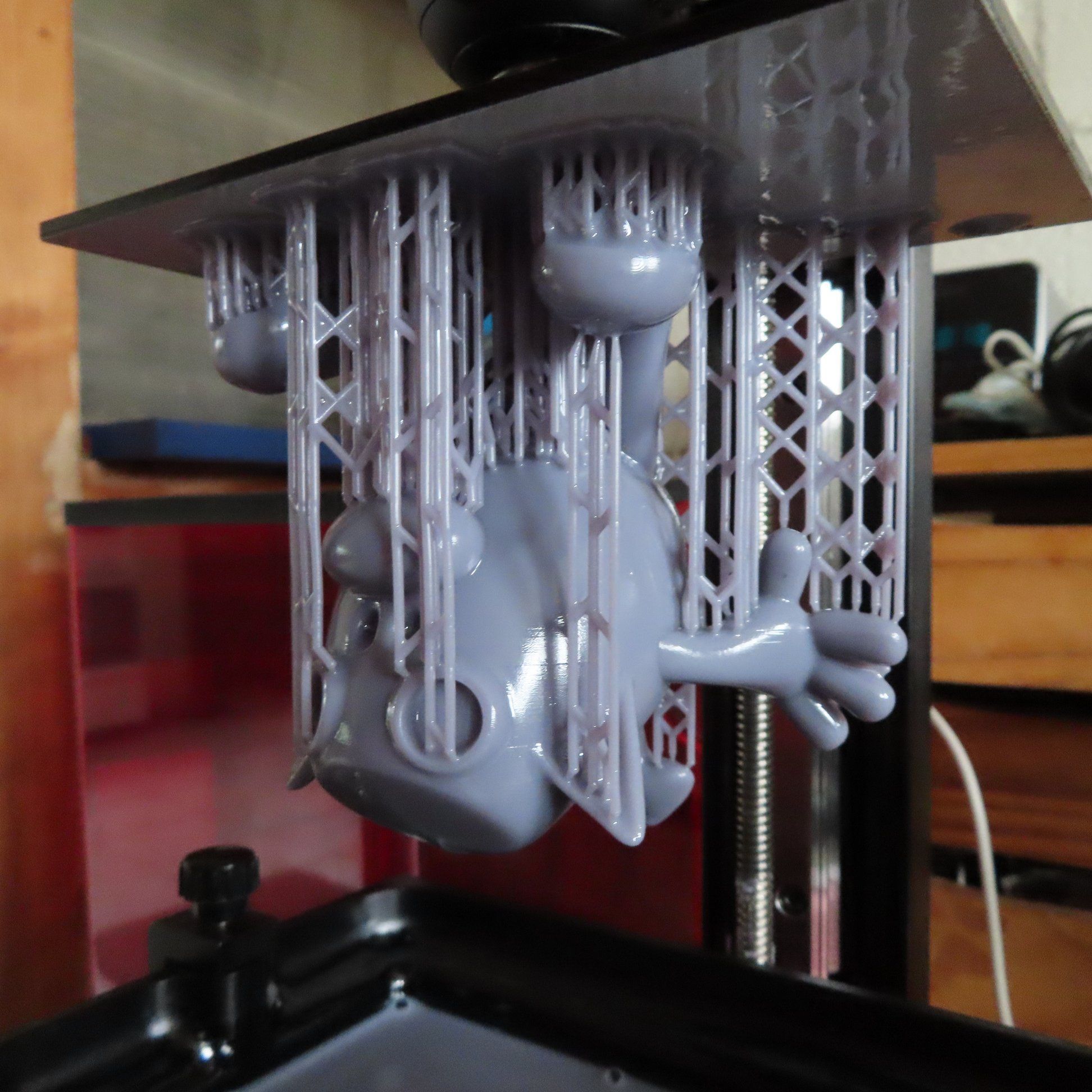
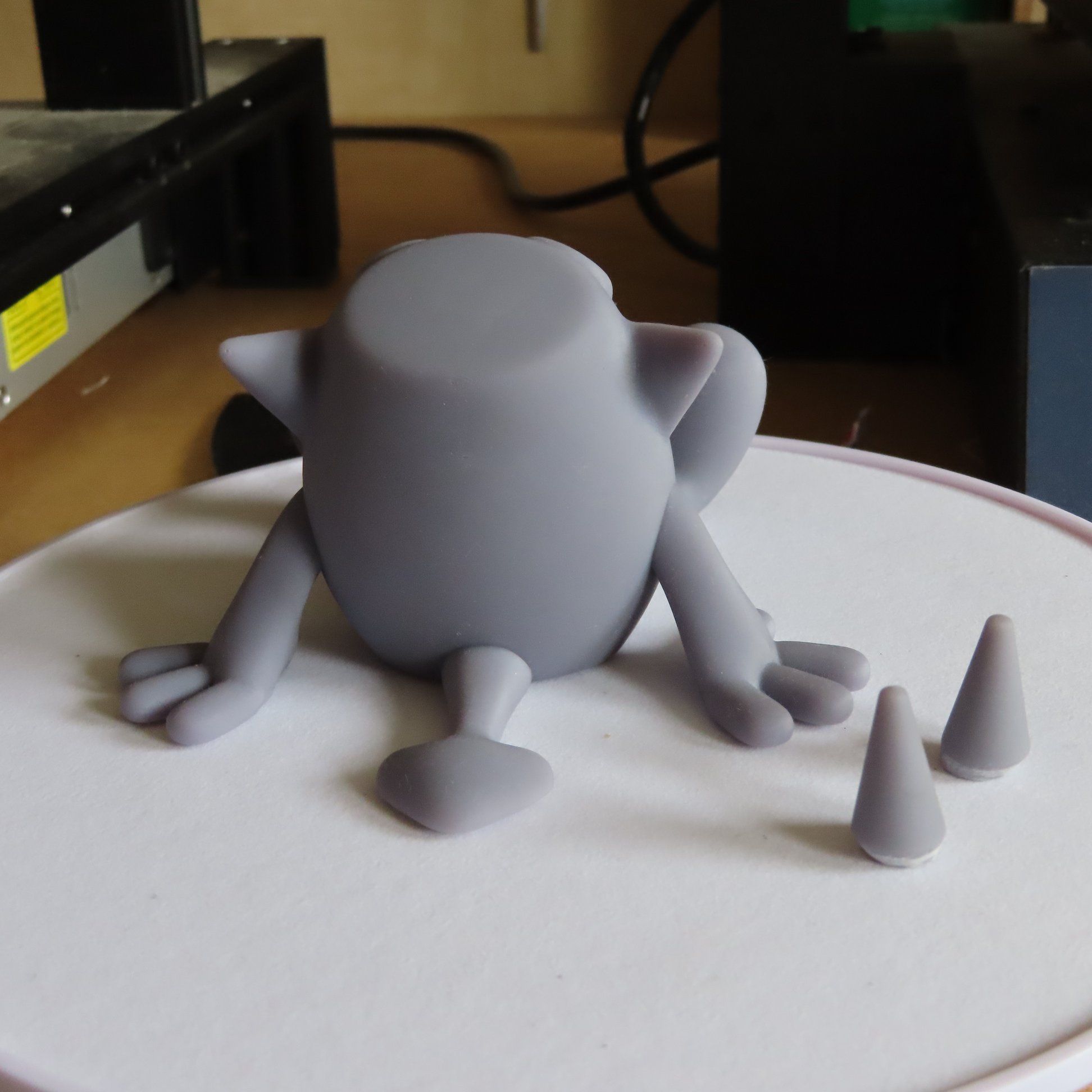
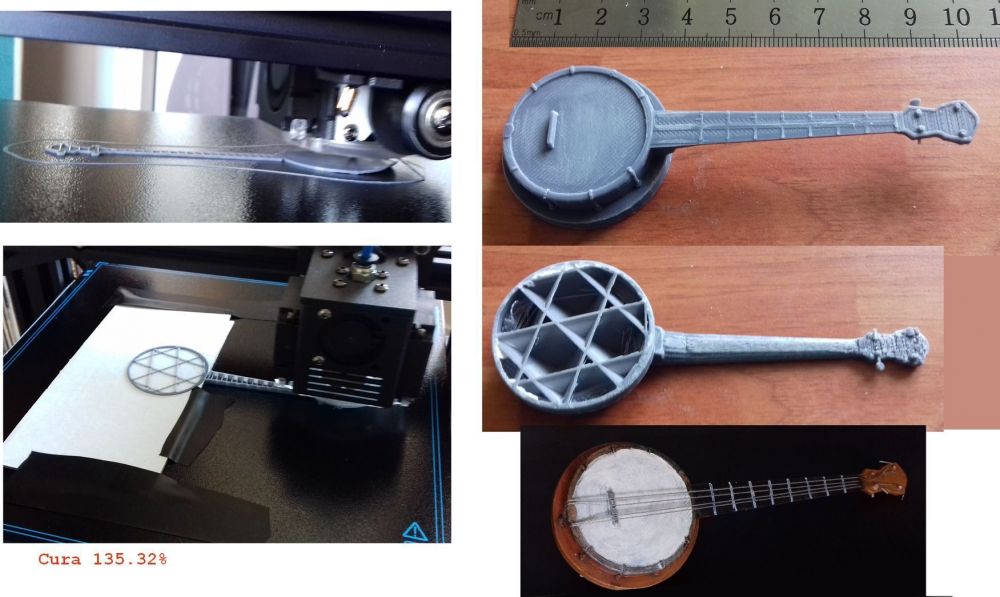
Bonjour à tous, je viens de mettre le premier pas dans le monde de l'impression en PLA. Aprés des débuts difficiles, je vous présente mes premières impressions Je fais de la 3d (3dsmax/zbrush) depuis + 20 ans, je me suis mis au modelage en pâte à modeler, enfin en argile polymère, c'est plus classe, il y a quelques mois, et j'ai finalement passé le pas d'avoir une imprimante 3d pour pouvoir imprimer des pièces trop compliquées à faire à la main. Imprimante BIQU B1, filament Esun PLA+ gris. Mon but n'est pas d'avoir une impression parfaite, je vais la poncer, peindre, reboucher les défauts au mastic... mais plutôt de Mon 1er test, un banjo pour un de mes personnage, les 1ères couches n'ont pas adhérer au bed et ont cornées, j'ai du faire une pause, et impoviser avec un morceau de carton pour rattraper la différence de niveau et pouvoir continuer l'impression. Ensuite j'ai fait deux impressions de buste de personnages qui trainent sur mes DD depuis trop longtemps, dans l'ensemble je trouve ça bien mais je vois des défauts similaires sur les deux: il y a une ligne de couche bien visible à +/- 1 cm en partant du bas, de même qu'il y a une sur épaisseur dans l'axe Z visible dans le dos, je ne sais pas si cela correspond au point de départ de chaque couche? Le + grand à été impimé avec support en deux parties (tête, et reste du corps) , le + petit en une seule pièce sans support d'où quelques défaut sous le menton et le chapeau Je ponce au papier de verre, le Dremel est trop violent, je compte peindre avec de la peinture à maquette enamel ou acrylique. Merci pour vos conseils
 1 point
1 point -
Bonjour, Je viens d'imprimer ma première pièce en PETG et ça s'est super bien passé ! J'avais un peu peur que ça se décolle ou d'avoir des fils de partout, mais non, rien du tout. Bon, je n'ai pas voulu jouer les aventuriers et je suis parti sur une valeur sure, du moins je pense, du PETG bleu Sakata. Vu la qualité du 3D870 et 3D850 je me suis dit que c'était pas mal pour commencer. J'ai repris mon profile pour le PLA que j'ai adapté pour le PETG : Buse 230 degrés (dans la moyenne de la température conseillée par Sakata) Bed 65 degrés Refroidissement à 0 pour la première couche et ensuite 25% Vitesse 50 mm/s Rétraction 4mm à 40 mm/s En réalité, c'est ma deuxième pièce parce que j'ai cassé la première en voulant retirer la jupe !! Sur le PLA, la jupe se détache facilement, mais là, elle tenait pratiquement aussi bien que le reste de la pièce !! J'ai donc recommencé sans aucune bordure et ça ne bouge pas même sur les tout petits bouts. Voilà ma pièce qui vient juste de finir de s'imprimer, j'attends que le plateau refroidisse pour la retirer. Je ne sais pas si tous les PETG sont plus ou moins translucides parce que je préfère un filament plus opaque, mais ça s'imprime bien et la pièce semble plutôt résistante. A+++
 1 point
1 point -
J'utilise prusaslicer car il me donne de meilleurs prints que cura, j'avais fait un poste avec tout les paramètres pour prusa. Le ventilos d'origine est suffisant, c'est le fan duct qu'il faut changer, j'ai celui la et il va pas mal. https://www.thingiverse.com/thing:3772311 Le pla faut l'imprimer portes ouverte et sans le couvercle, pour certains je descend à 180° mais 90% du temps je suis à 190° avec du Grossiste3D (quelque soit le couleur avec cette marque). La c'est clair que la 4 max pro devrait te donner de bien meilleurs print, en tout cas la mienne de fait pas tous ses défauts.1 point
-
Bonsoir @Toto87 Pour que tu puisses comparer, voici les gcodes Marlin utilisés pour les imprimantes 3D ((petite) ou tête CNC aussi) https://marlinfw.org/meta/gcode/ https://fr.wikipedia.org/wiki/Programmation_de_commande_numérique C'est sensé être normalisé,1 point
-
Bonsoir Méthylène 67. Je connais "Google traduction" je l'utilise pour traduire des articles radioamateur. J'ai peut être oublié de préciser que j'étais débutant dans l’impression 3D et que je ne connais pas encore tous les termes employés. J'ai passé des heures à chercher une solution à mon problème avant de" crier au secours". Ne pas oublier que tout le monde a été apprenti avant d'être maitre. Je vais suivre toutes les pistes que vous m'avez données et je reviendrai vers vous. Je vous souhaite une bonne soirée. F5HMS1 point
-
D'accord .. Donc en gros la tête complète reçu par Creality et les deux commande passé sur Amazon le mois dernier ont pu avoir le même soucis de montage si je comprends bien, parce que le tube était présent à chaque fois, c'est pour cela que ça ne m'a absolument pas inquiété, vu que je n'ai pas eu à changer de buse sur le bloc que j'ai reçu. Je ne sais pas si j'ai le droit de mettre des lien Amazon, j'ai raccourci l'url mais c'est pour montrer la commande que j'ai passé : http://urlr.me/GbRz4 (Si jamais le lien dérange je peux le virer, c'est la fiche produit de l'article concernant le hotend commandé deux fois, en ce qui concerne celui de Creality, je n'ai pas eu a passer commande étant donné que c'est le SAV qui me l'a envoyé mais je pense que vous visualisez le produit vu que c'est celle stock lors d'une commande d'imprimante Dans ce cas, je vais modifier ça sur la tête d'origine reçu par Creality et je vous tiens au courant1 point
-
Salutation ! Courage @methylene67 a force il va y arriver Oui : tube téflon = tube PTFE (cf : extrait de la titis procédure ) Et la grosse difficulté c'est que l'assemblage demande d’être très méticuleux pour obtenir une bonne jonction entre le tube PTFE et la buse dans le heatbreak. (et si tu a reçu un bloc "complet" la jonction Tube PTFE / buse peut malheureusement avoir un défaut ... même si le TUBE PTFE se trouve déjà en place et si tu utilise un tube PTFE qui a déjà servi, il faut vérifier qu'il na pas de défauts ...) D'où la titis procédure qui décris le b a ba https://www.lesimprimantes3d.fr/forum/topic/25380-tuto-titis-procédure/ Edit : et le mieux pour vraiment comprendre c'est de lire tout le sujet de la titis procédure (oui les 4 pages) car il y a des vidéos et plus d'explications/exemple. Tiens nous au jus !1 point
-
bonjour oui a voir mais question précision avec ce type de soft on doit être a babelwede sinon en laissant la précision de cote un scanner via un kinect est pas mal mais pas très mobile du coup cdlt1 point
-
J'ai pris un 5015 de chez Sunon. Modèle MF50151VX-A99, en 12V. :) Envoyé de mon IN2023 en utilisant Tapatalk1 point
-
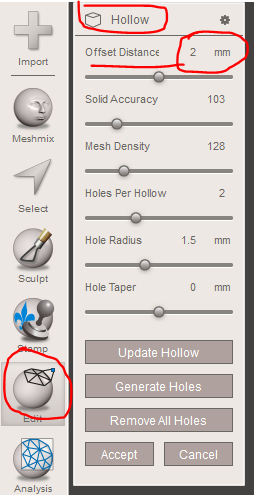
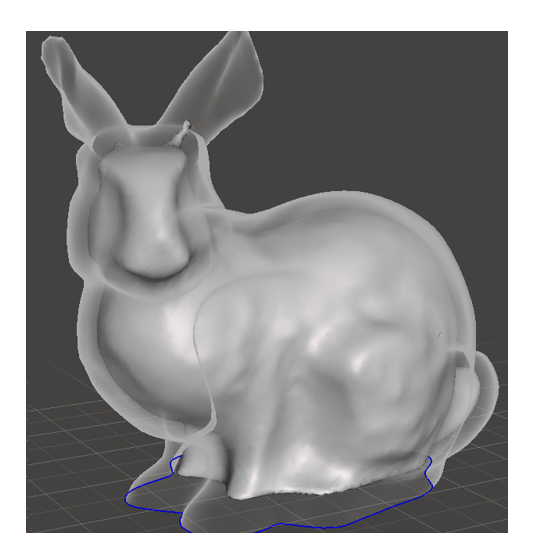
Je ne l'ai pas utilisé depuis quelques mois... Fonction Hollow un exemple avec le lapin -> épaisseur de 2 mm
 1 point
1 point -
Ouaip, je partage l'avis de@PPAC sur les différences de batch pour les filaments. D'usine, le ventilateur de buse des Anycubic n'est pas non plus super, c'est la première chose à changer dessus (j'ai eu le tour sur ma i3MS). Envoyé de mon IN2023 en utilisant Tapatalk1 point
-
Slaut @Orphee, le logiciel gratuit Meshmixer permet de récupérer du format .obj et il y a une fonction qui permet de mettre une épaisseur sur une peau.1 point
-
Bon courage pour tes différent projet mais un peu de challenge sa motive Pour l'extraction des particules la plus part des personnes font une extraction en directe sur l'impriment fermer ou le caisson avec filtration HEPA. J'ai donc un doute sur ton extraction, après n'aiment absolument pas l'ABS et congénère je ne suis pas le mieux placer pour te conseillé sur l'extraction.1 point
-
dans tous les cas je répond à la demande quand il y a des difficultés ou des besoins. Je peux dire que je connais très bien IDEAMAKER et je suis très satisfait des résultats ! Il suffit de regarder les voitures RC deux 4x4 Land Rover et deux COX réalisées avec précision et qualité. J'ai beaucoup imprimé des pièces techniques complexes et IDEAMKER à répondu à ma demande. Ce n'est pas le cas pour d'autres SLICER pour des parois fines ou des remplissages non désirés sans rentrer dans des détails techniques. Conclusion il faut foncer et oser à utiliser et découvrir les fonctionnalités qui ne sont pas toujours facile à comprendre ; les fonctions sont puissantes et compréhensibles une fois mémorisées c'est super. Hélas ce Slicer et dédié aux professionnels des imprimantes RAISE pour lequel chaque utilisateur a bénéficié d'une formation spécifique pour un besoin professionnel. Il faut être content que IDEAMAKER soit gratuit et combien plus puissant que S3D qui est payant et en fin de vie hélas ! sans mise à jour non actualisée ... Il ne faut pas oublier que l'impression 3D est un métier et nous sommes que des amateurs; le plus difficile c'est de comprendre et de surmonter les échecs c'est dans les difficultés que nous progressons tous ensemble. a+1 point
-
@Tekila63 Un autre moyen, sans remplacer un TMC par un Allegro A4988 (qui en plus nécessite, si changement il y a, d'inverser le sens de fonctionnement du moteur, de modifier la déclaration du moteur, …), si les pilotes TMC sont gérés en UART (donc pas en mode «standalone») est de forcer le mode de fonctionnement du pilote TMC en «spreadcycle» pour l'extrudeur (configuration_adv.h) :1 point
-
Fallait qu'ils laissent de quoi faire une X3 !1 point
-
comme dit au dessus il ne s'agit que d'une upgrade, amélioration Carte mère 32bits proprietaire (cela apport pas forcement plus que la GenL de la X1 a l'usage), amélioration de la tête via Heatbreak bi metal et buse cuivre, apport d'un 3Dtouch pour compensé les bed pas vraiment plat, cable d'alimentation du bed chaufant revue et chassis modifié pour un passage plus naturel, système d'autotension des Vwheels de l'axe Z, bloqueur de nappe de la tête. Ces améliorations sont des amélioration pour beaucoup qui sont bienvenue mais déjà mis en place par beaucoup de possesseur de X1 et, Genius. Le plus dommage pour moi est d'avoir garder le même extrudeur Titan et les drivers AT2100 identique au X1 qui sont pas de la meilleur qualité, il aurait du aller au bout dans l'upgrade. Les prix sont revue a la hausse 399€ pour la X2 et 270€ pour la Genius Pro, soit environ 50€ d'augmentation du prix des machines, elles imprimeront pas plus vite ou mieux que les modèle X1 et Genius, mais pour celui qui souhaitait un nivellement automatique et un heatbreak bi metal pour l'impression de PETG par exemple cela peux avoir du sens, après aucun intérêt pour les possesseur de X1 ou Genius comme moi qui peuvent ou ont deja réalisé les upgrade. (Pour ma part ma Genius est bien mieux upgrader que ce que donne la Genius Pro )1 point
-
Le "manque d'innovation", c'est l'avis de propriétaires du X1 qui ont leur machine depuis longtemps et ont souvent déjà apportés certaines des améliorations. La X2 ne s'adresse pas vraiment à eux, mais à ceux qui sont sur le marché pour acheter une nouvelle imprimante. La X2 ou la Genius Pro ont tout pour être meilleurs et plus fiables que les X1 et Genius. Au niveau du fonctionnement pour un débutant, ce sera exactement pareil et franchement je ne vois pas mieux pour le budget si tu as besoin de cette taille d'impression et d'un direct drive.1 point
-
Un rapport avec des rideaux ?1 point
-
Mes royalties s'élèvent à 10€43 TTC Je t'envoie mon IBAN par pm1 point
-
Hello @Tekila63 Les BMG que j'utilise sont montés sur des imprimantes µdelta (eMotion Tech), avec une carte eMotronic équipée de pilotes Allegro A4982 (équivalent A4988). Sur l'imprimante I3RS32, équipée de ce système d'extrudeur, j'ai des A2209 en mode STEALTHCHOP sur X, Y Z mais pas sur E, ça fonctionne sans problème.1 point
-
Bonjour, @icare Pour moi pas de soucis c'est juste les deux diagrammes sont parfaits. Il reste à découvrir la puissance de l'interface qui n'est pas ergonomique mais combien intéressante. Pourquoi j'utilise Ideamaker car ce Slicer fait bien ce qu'on lui demande avec précision et qualité. Les options sont intéressantes surtout pour l'utilisation de deux extrudeurs avec deux couleurs ou plus ! Il faut une période de rodage pour bien appréhender l'interface c'est le défaut... Je recommande d'utiliser Youtube pour une formation efficace. a+1 point
-
Je pense que la buse était clairement trop haute, en effet. J'ai réglé à nouveau mon plateau, j'ai redescendu pas mal l'offset et comme je le dis dans mon précédent message l'adhérence n'est toujours pas parfaite mais nettement mieux. Je continue à peaufiner les réglages1 point
-
En effet si tu doit faire des pièce pour un usage extérieure le PETG pourrait être utilise comme l'abs mais ni l'un n'y l'autre n'ai vraiment prévue pour la résistance UV. Dans ce type d'utilisation exposer au UV en Extérieur H24 il te faudra travailler avec de l'ASA qui est prévue pour mais ce n 'est pas le filament le plus simple a utiliser il est aussi chiant que l'ABS a imprimer température nécessaire 230 a 240°c je te recommande 2 choses fermer ton imprimante et placer une ventilation Efficace les vapeurs a l'impression son nocive de la santé. (le prix du ASA est variable mais en générale entre 30 a 45€, quand tu sera prêt a tester le ASA regarde le DailyFil qui me semble pas trop mal)1 point
-
Sur mon plateau en métal, je mettais de la 3d laque et ça ne se décollait pas, même pour les grandes pièces. Je mettais une vitesse faible 30mm/s, 240 la buse et le plateau à 90°C J'ai mis une feuille de pei, et depuis je n'ai plus besoin de laque. ça accroche super bien1 point
-
Tant fait pas si tu sais suivre des conseils et procédure, on pourra t'aider si tu avais des petits soucis, après beaucoup de monde qui fonctionne et imprime bien des réception ce qui a été mon cas avec la Genius, après les upgrade que j'ai effectué et visible dans mon topic en signature sont applicables a la X1, cela peux te permettre de voir ce qui peut être améliorable et fiabilisable par la suite. Mes conseils Prend le temps de la monter calmement, vérifie le serrage de la buse, la tension des courroies, le réglages des excentriques, il y a 2 prints absolument nécessaire que tu devra imprimer pour fiabiliser l'imprimante, un support pour le câble du bed chauffant même si sur les derniers X1 le cable a ete revue cela fait pas de mal, le second print est un bloqueur de nappe pour la tête d'impression (cela évite bien des soucis et de griller carte de la tête et nappe). Je te recommande de commencer a te faire la mains sur du PLA une fois bien maitriser l'imprimante tu pourra passer au TPU, et PETG mais pour le PETG je te recommande de changer le HeatBreak pour un model bi metal sinon a 230 240°c le PTFE rendra l'âme très très vite et tu auras de sacré déconvenue. En cas de soucis passe sur la section Artillery nous sommes un petit nombre a aider régulièrement les utilisateurs .1 point
-
oui, simplement de l'ABS dilué dans de l’acétone. Je ne connais pas les proportions mais ça doit être suffisamment liquide pour pouvoir l'étendre au pinceau sur le lit.1 point
-
Salut, ne connais-tu pas Google Translate ? Quand on ne parle pas bien anglais c'est déjà une bonne aide (mais bon de nos jours il faut de plus en plus prendre les gens par la main et limite faire les choses à leur place ...). Surtout qu'il t'a été dit également de vérifier les steps de l'axe Z, ce que tu n'as je pense pas fait. Sinon, rapidement pour le défaut #16 : The aim of every print is that the surface comes smooth layer by layer. If one of the layers goes wrong, it is clearly visible at the outside of the object. For example: one layer of ten is wider than the others. The consistent diameter of the filament plays a big role and an exact positioning of your axis could lead to lines on the surface (e.g.: z-wobbeling). A bad tuned PID controller would be another reason why these lines appear. In this case the heating of the nozzle is inconsistent. Le but de chaque impression est d'avoir une surface lisse couche après couche. Si une des couches a un défaut, ce sera visible à l'extérieur de l'objet. Par exemple : une couche sur dix est plus large que les autres. La régularité du diamètre du filament joue un rôle important tout comme le positionnement précis des axes, si ces points ne sont pas respectés cela peut mener à ce défaut de lignes sur la surface de l'objet. Une mauvaise calibration des PID peut également être une cause de ce défaut, entraînant une température de buse trop fluctuante. ADJUST THE BELT TENSION = réglage de la tension des courroies (à priori déjà fait) Many printers use belts for transmitting motors force. These rubber belts lose strength over time. If the tense is too low, the belts slips over the cogwheel/drive pulleys and your toolhead will lose the right position. Check if all belts have the same tension by pinching them together. Adjust the belt strength as described in your printer’s manual. Some printers like the prusa i3 have screws for strengthen the belts. Be aware of over strengthening your belts, this may cause other problems, like a not moving motor. If you are not sure about your printer’s belt strength, please read your printers manual or contact the manufacturer. If your printer’s belts are quiet too lose and old, keep in mind that you should maybe change them as a last option. CHECK THE RODS = vérifier les roues de guidage (idem tu sembles l'avoir déjà fait) Turn off your printer and try to move your printer´s tool head over the whole length of your X and Y axis. If you feel a higher resistant at some points, clean the rods and lubricate them as described in your printer´s manual. Don´t use oil or grease to smear every bearing! It depends on the bearing materials (e.g. metal/metal, metal/plastic, different plastics) which lubricate is the best. If lubricating the rods doesn´t help and you still feel a resistant at some points, the rods could be bent. Check if your rods are aligned. If they are in position and you still feel the resistance, you may remove the rods and roll them on a flat ground. If they are wobbling, your rods are bent, and it would be the best to replace them. CHECK THE Z-AXIS = Vérifier l'axe Z (peut-être un axe Z légèrement tordu ?) Check if the rods and spindle are aligned and in right position. Are the bearings and couplings ok? do they have a lash? If yes, try to fix them or replace them. We recommend you do a visual inspection first, then lubricate the rods and spindle as described in your printer´s manual. Don´t use oil or grease to smear every bearing! It depends on the bearing materials (e.g. metal/metal, metal/plastic, different plastics) which lubricate is the best. Perhaps you check first other solutions, because next step will be to remove your Z-Axis parts and roll them on a clean flat ground to see if they are wobbling. If they are wobbling, they are bent, and it would be the best to replace them. TUNE PID CONTROLLER = lancer un test de calibration des PID As often it is a combination between printing speed and nozzle temperature settings to get the best results for overhangs. We cannot give you a general solution, because different materials, printers and part cooling fans influences the outcome of the overhang very much. We recommend printing overhang tests to optimize your settings and to find out which angles of overhangs are possible. Du coup, pour le dernier point (que tu n'as pas du essayé), je vais te renvoyer vers ce lien : https://www.ender3.fr/reglage-du-pid-buse-et-plateau/ (c'est pour l'Ender 3, mais cela marche sur n'importe quel imprimante). Mais comme mes petits copains avant, je pense plus à un problème de step sur le moteur de l'extrudeur, sur-extrusion, éventuellement un Vref mal réglé ou un problème mécanique sur l'axe Z. Par ailleurs, la calibration de l'extrudeur, ce n'est pas que vérifier la quantité de filament passé. C'est aussi la vérification du flow/débit (ce qui pourrait être ton problème également).1 point
-
Bonjour, D'après le wiki ou le github, la carte possède un emplacement «probe» sur lequel il faudra connecter la prise trois (3) pins du Bltouch Creality (fils: rouge, noir, jaune pour le CR-Touch ou rouge, bleu, jaune pour Bltouch Antclabs) en vérifiant bien que les fils Signal, + et GND (-) correspondent un pour un plutôt que se fier aux couleurs des câbles. La seconde prise (généralement fil noir / blanc) se connectera sur l'emplacement X-mini Z-mini (le câble blanc est celui correspondant au Signal). Ensuite soit si tu es téméraire, tenter de flasher le firmware fourni par Fysetc (répertoire examples du Github en fonction de ta carte (v1.1 ou v1.2) et de ton imprimante) ou de compiler ton propre firmware à partir des sources également fournies par Fysetc. EDIT: une big «boulette» que notre cousin d'outre Atlantique a détecté, merci à lui1 point
-
Salut, Je pense que tu utilises un endstop pour le Z et que celui-ci deconne. Envoie un M119 et tu verras l'etat des enstops. Je suis sur que le endstop du Z va apparaitre "triggered" alors que la tete est loin du bed (c'est pour cela que la tete ne fait que monter). Ca peut venir d'un probleme de cablage ou meme la carte mere qui deconne. Si c'est la CM il te restera la solution de virer le endstop et de faire le Z home avec le BLtouch (ou equivalent). Il te faudra flasher ton firmware pour activier le Z_safe_homing. Cdt SoM1 point
-
Bonjour à tous, Nouvelle réalisation avec Blender, un petit démon sur lequel j'ai fait plusieurs essais de textures... L'impression en PLA... Et l'impression résine du modèle de base... Impression avec de la résine Elegoo lavable à l'eau. les fichiers stl sont disponibles sur Cults3d...

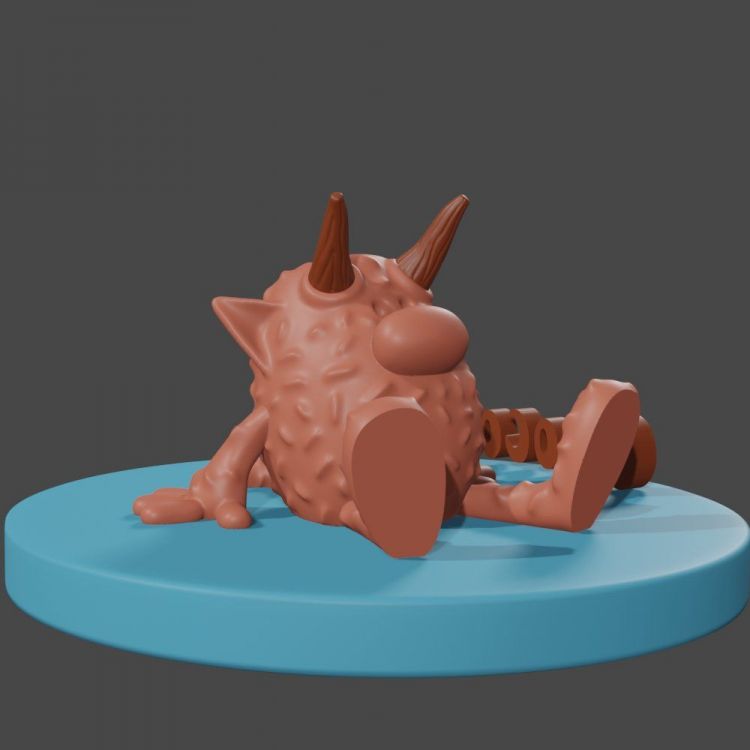
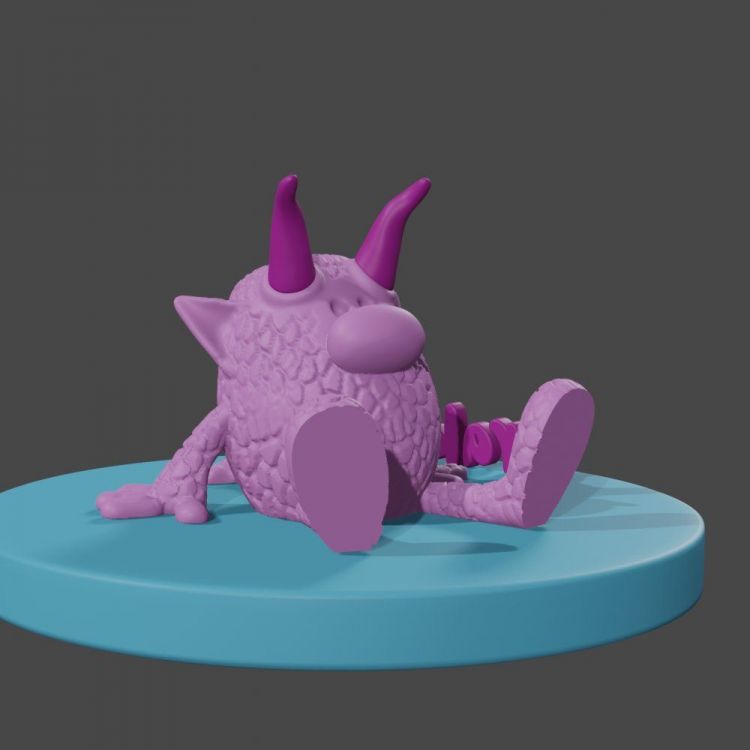
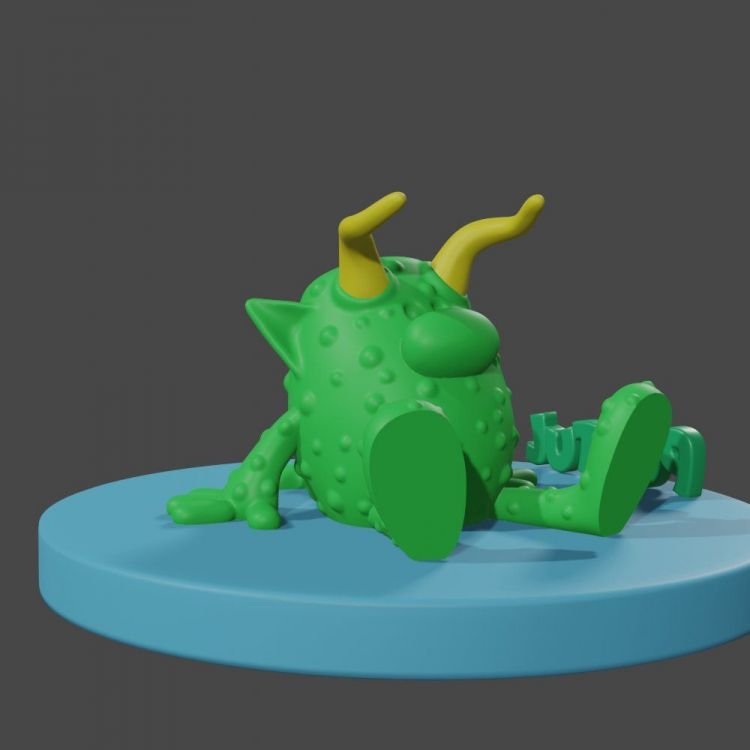





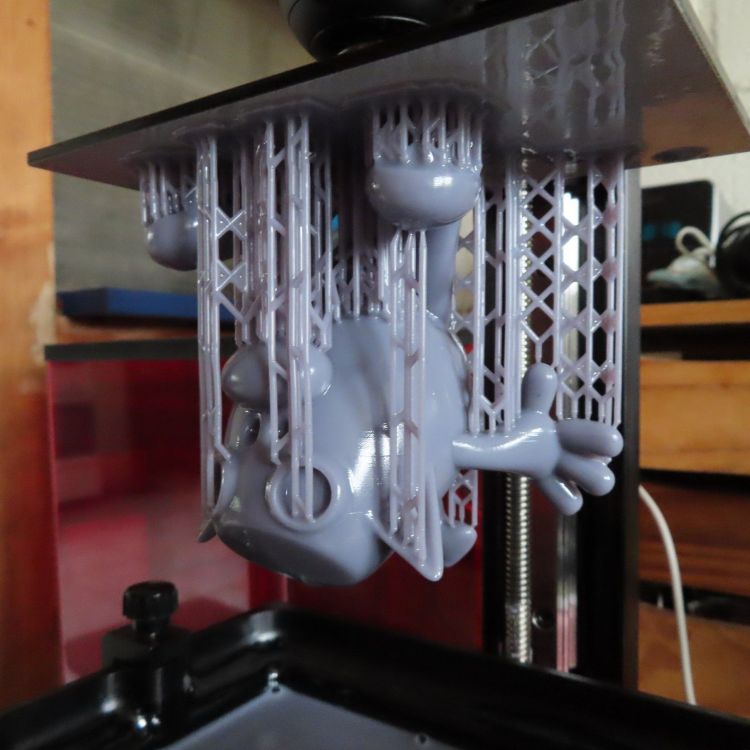


 1 point
1 point -
@Jeanpinou De rien A quoi servirait une connaissance / compétence si elle n'était partagée? Bien qu'à la retraite, je reste un enseignant : j'aime apprendre et partager ensuite.1 point
-
Marlin 2.0.8.1, configuration.h, section : «Filament Runout Sensors» ≃ lignes 1275 et plus1 point
-
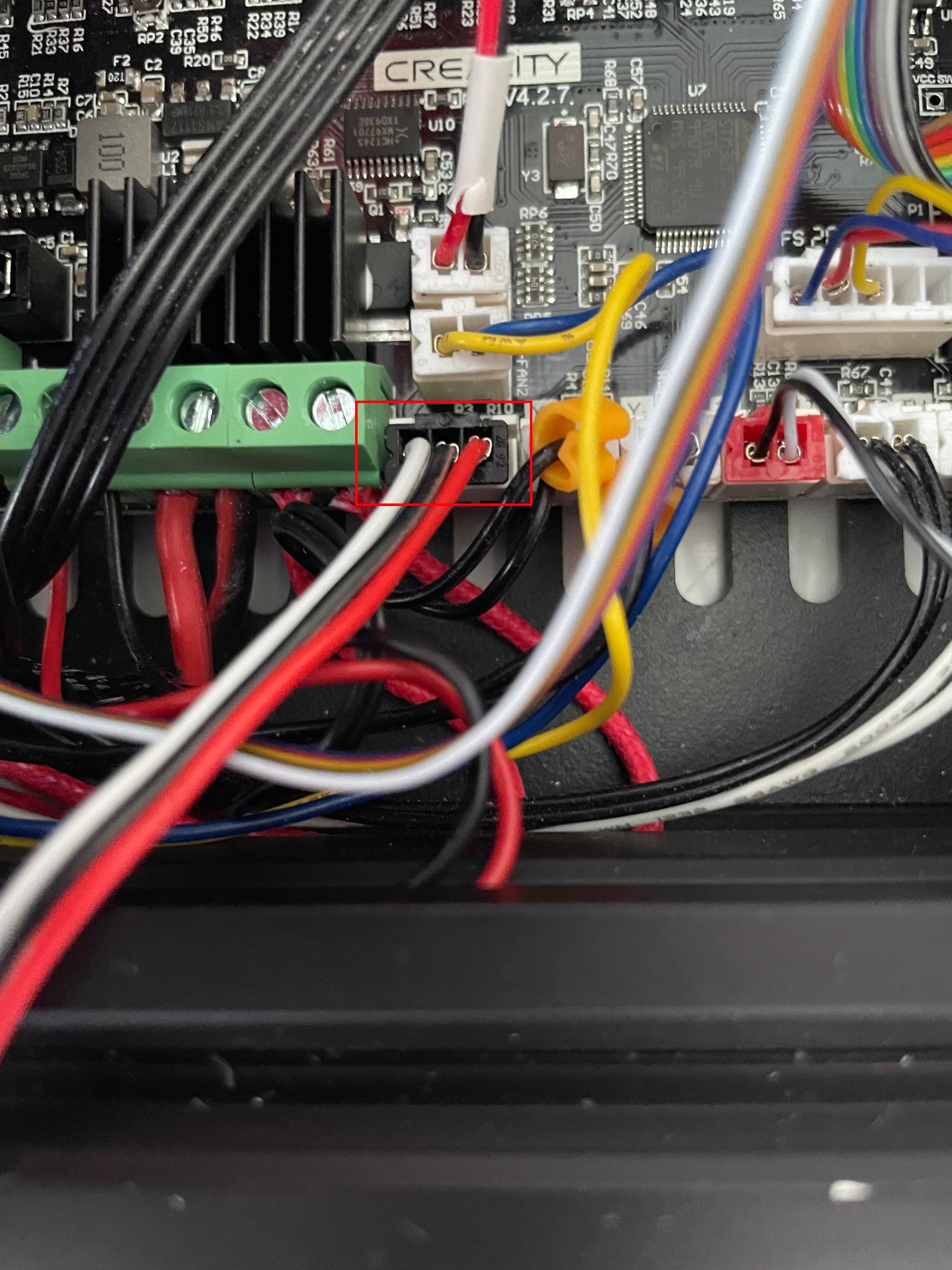
Re, Firmware basé sur Marlin 2.0.x, fichiers modifiés avec Visual Studio Code Je vais faire les modifications avec ce nouveau Marlin, Je ne trouve pas comment faire... Pfffff Voici le branchement du capteur : Bon, je n'ai absolument rien trouvé pour inverser la commande du capteur de fin de filament, celui-ci travail à l'envers... sniffff
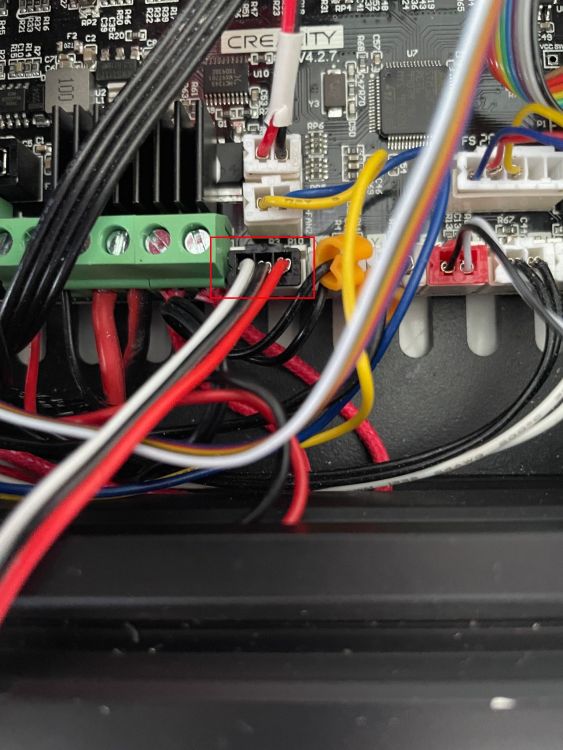 1 point
1 point


.jpg.5aa4721c9ab1a56f975fcc5a73b1be47.jpg)