Classement




Contenu populaire
Contenu avec la plus haute réputation dans 27/02/2023 Dans tous les contenus
-
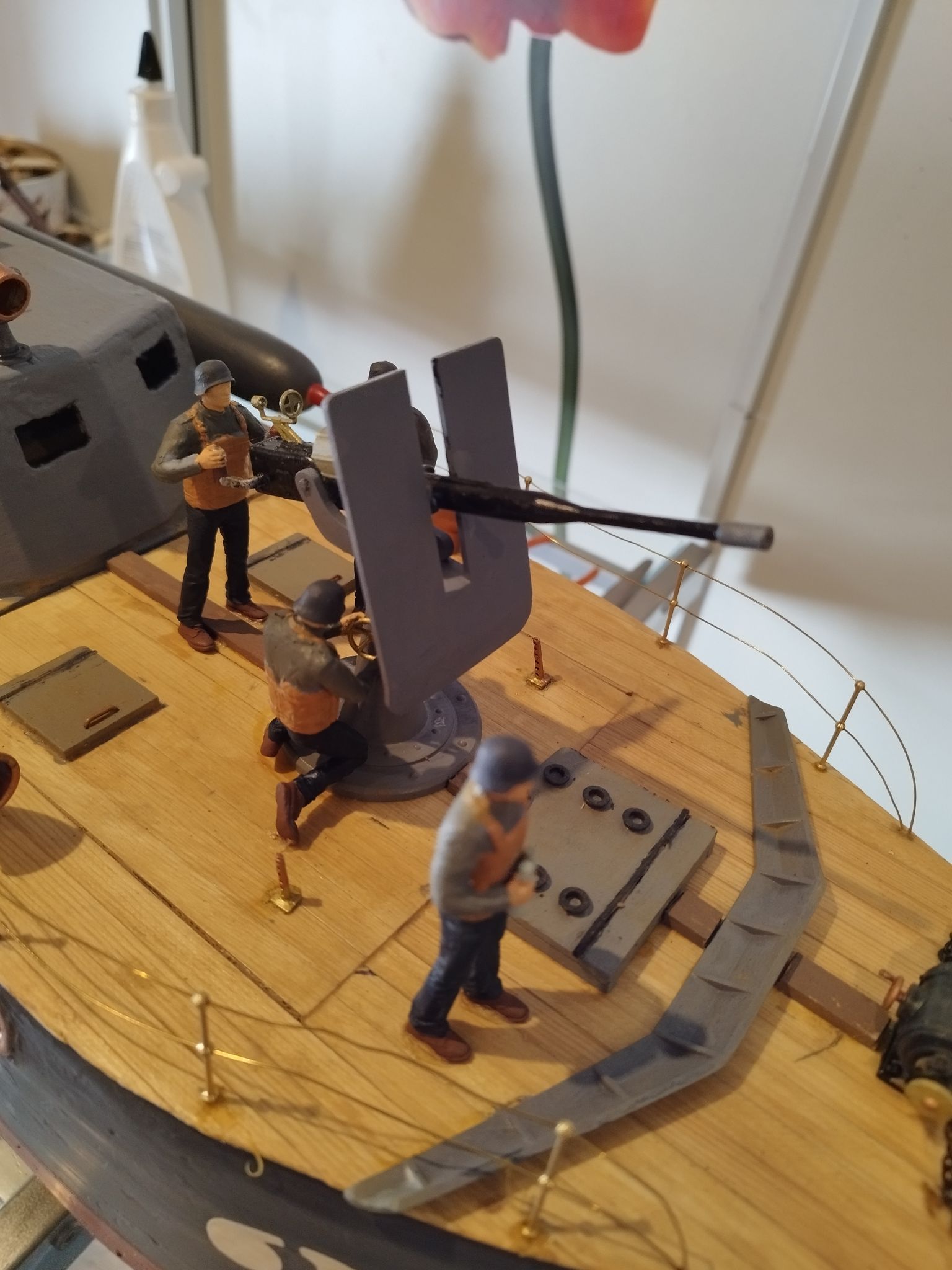
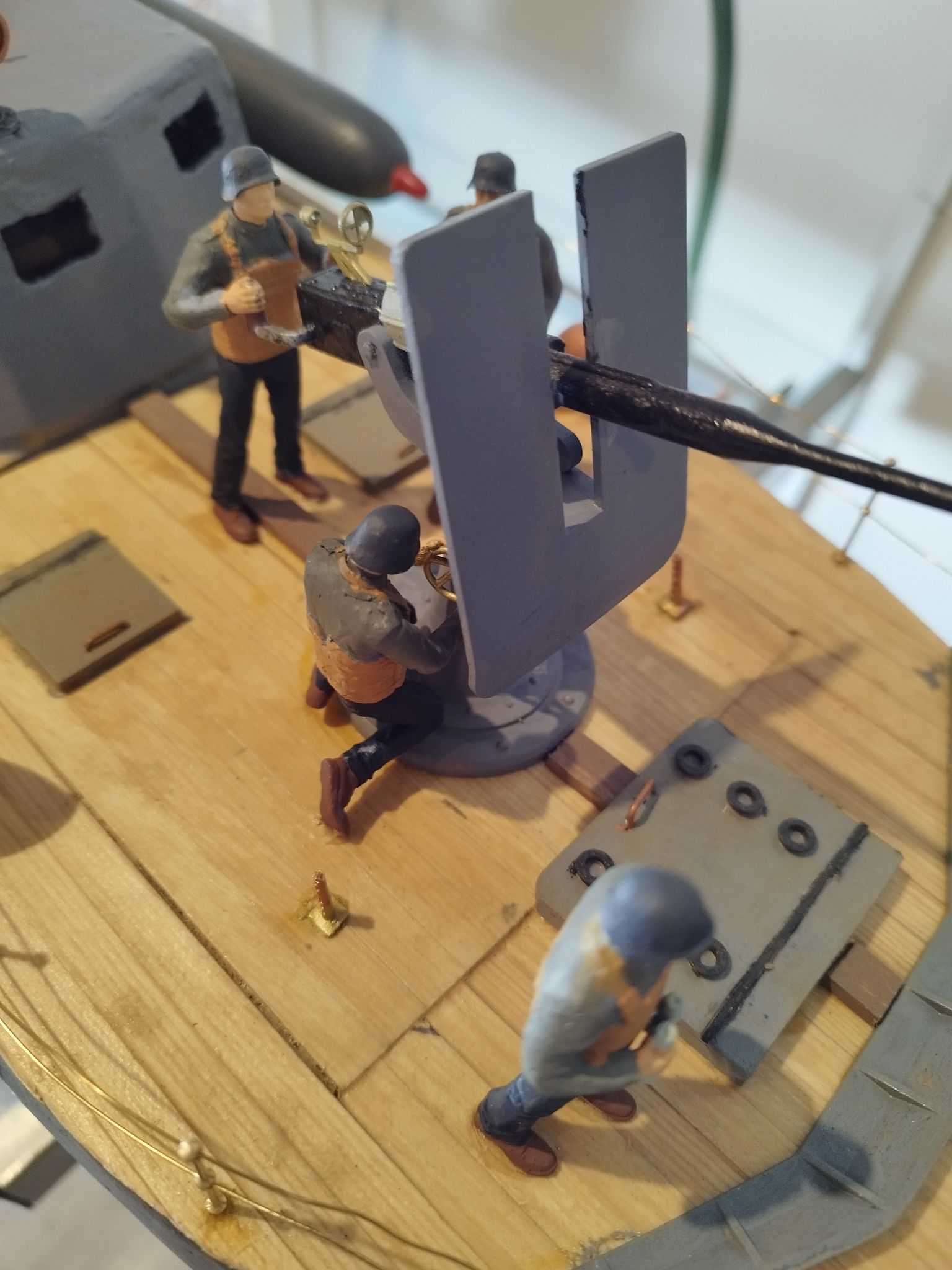
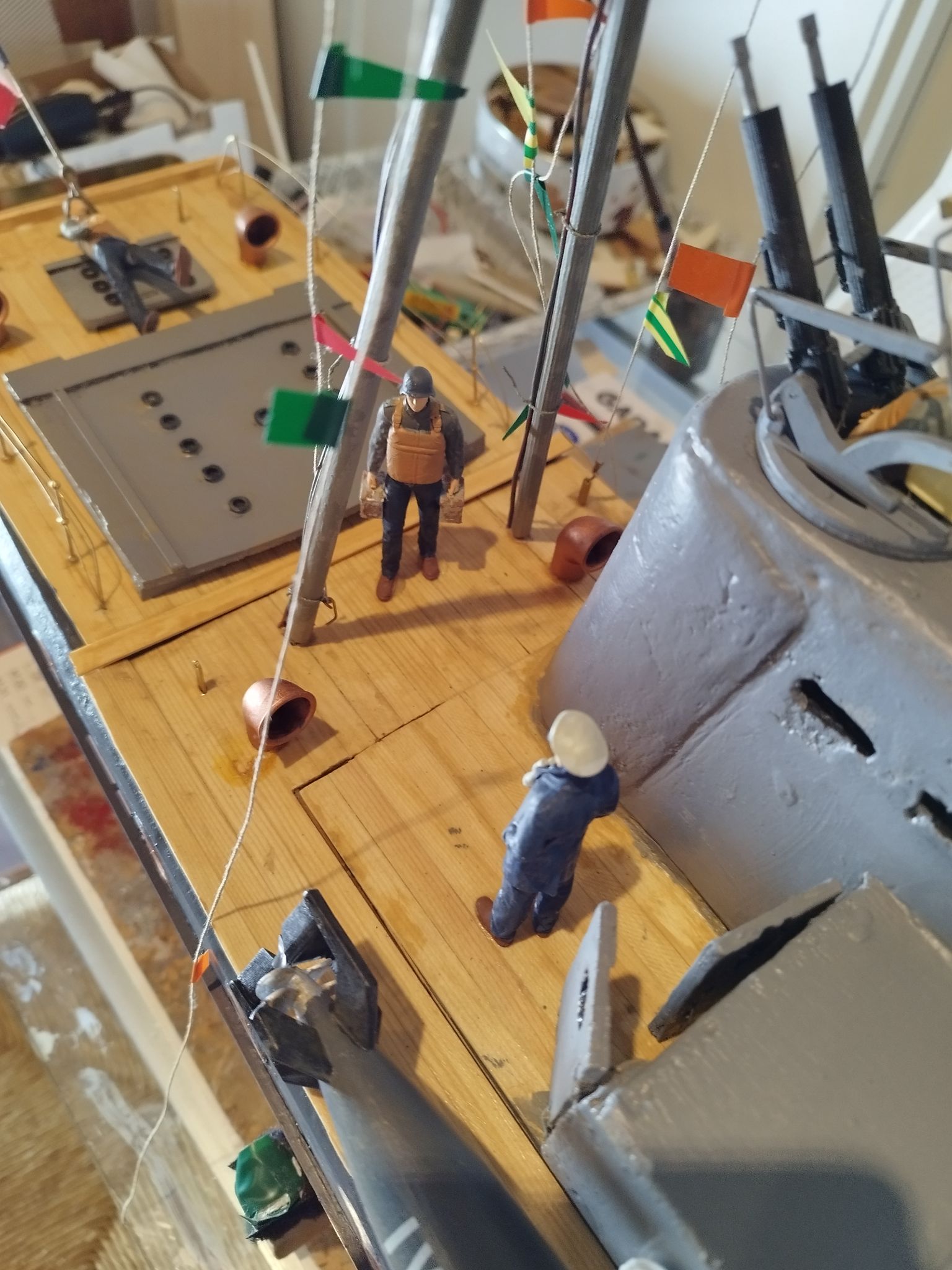
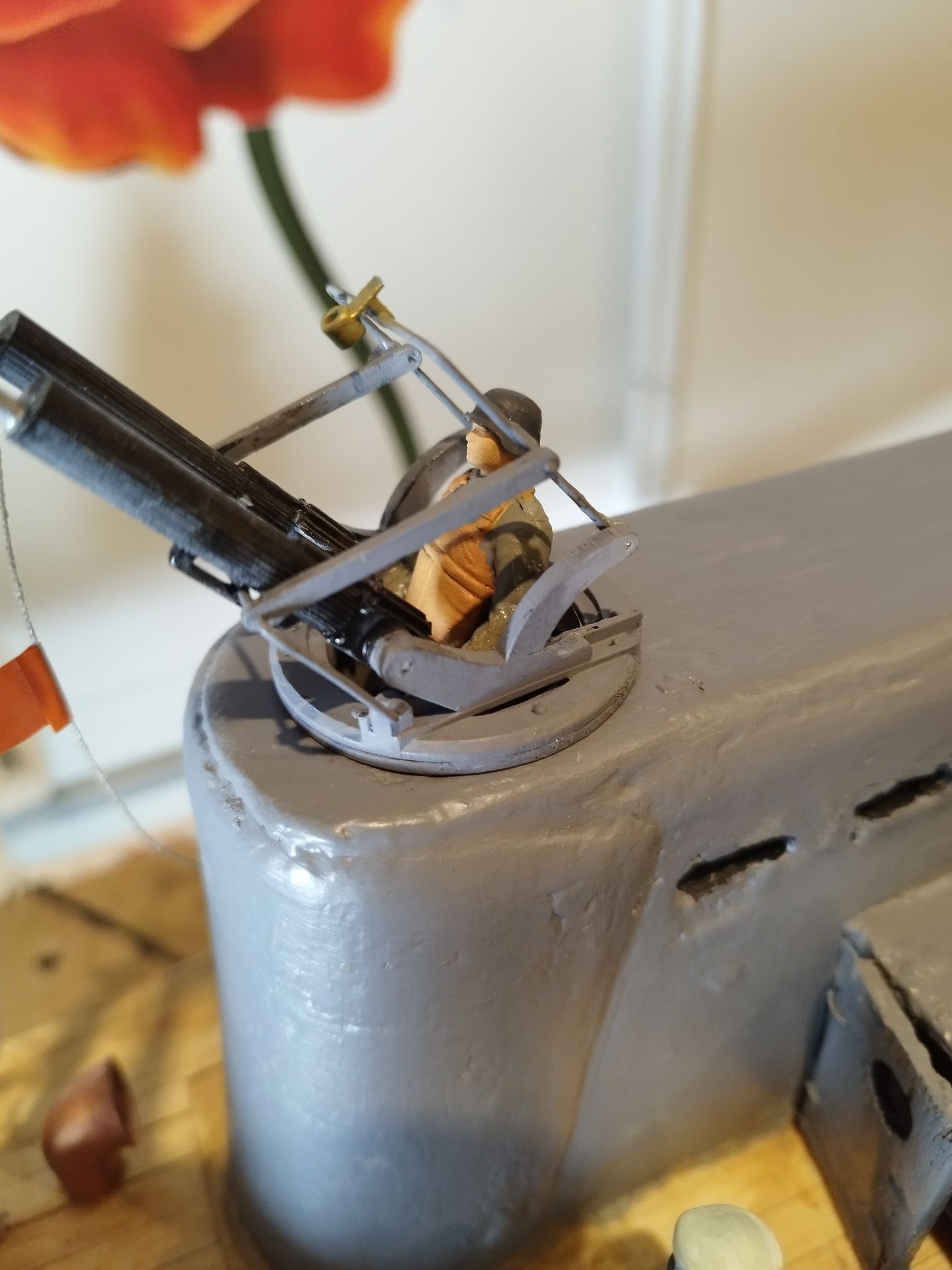
Equipage bien arrivé et opérationnel.




 4 points
4 points -
Merci et demain dernier jour à aller au boulot Dernières modélisation échelle 1/85 (22mm), je ne sais pas si tout va passer à cette échelle, j'ai peur pour la caisse à outils...
 3 points
3 points -
Bonsoir, je viens de recevoir un mail m'annonçant pour mercredi 1er mars une livraison portant le n° de la commande de mon "artisan"... Je vous tiens au courant2 points
-
Bien joué Et joyeux anniversaire a toi @Ironblue !2 points
-
https://www.printables.com/fr/model/392134-hydra-ams-enhanced-bambu-lab-ams2 points
-
Alors ... on va les séparer en plusieurs groupes : Les basiques : PLA - PETG Impression facile, imprimante ouverte, température raisonnable. le PETG étant un peu moins dur et cassant que le PLA, résiste un peu mieux à la température, et revient un peu mieux en place après avoir été contraint. Les basiques "+" : ABS - TPU L'ABS demande une imprimante fermée pour qu'il soit au chaud pendant l'impression et sa température d'impression flirte avec les limites des imprimantes basiques. Il résiste mieux à la température et est moins cassant que du PLA. Le TPU, c'est le flexible. Son grade 95A ou 85A par exemple définit sa souplesse (plus c'est bas, plus c'est souple). Mieux vaut une imprimante en direct drive (pas de long tube bowden pour amener le filament de l'extrudeur à la tête), mais en 95A ca reste jouable quand même en bowden. En dehors de ça, faut imprimer lentement mais rien de bien compliqué. J'adore le 95A, car il n'est vraiment souple que sur de fines épaisseurs, sinon il est plutot comme du pneu et résiste très bien. Les chargés : Bois - Carbone Généralement sur base de PLA - ABS - PETG, même contraintes pour l'impression que la base qu'ils utilisent. Par contre attention, ils bouffent les buses. Le bois reste raisonnable, tu peux rester sur une buse laiton si tu ne fais pas que ça. Mais un carbone va la tuer bien avant que tu n'aies atteint la moitié d'une bobine d'1kg : il est très abrasif. Dans ce cas, des buses renforcées sont nécessaires : acier trempé par exemple, mais cela nécessite de corriger un peu les paramètres d'impression (conductivité inférieure au laiton). Le bois c'est pour la couleur et la texture, mais honnêtement, j'en ai été déçu (mais j'ai comme hobby la menuiserie, ceci explique peut être cela). Le carbone, pas encore testé, il me semble que c'est pour augmenter la résistance. Les "solubles" : HIPS et PVA Soluble dans le D-Limonene pour l'HIPS et l'eau pour le PVA. Initialement destiné à faire des supports facile à enlever (simplement par immersion), l'HIPS est parfois utilisé seul par certains. Dans le cadre des supports, cela impose généralement une imprimante pouvant travailler avec 2 filaments simultanément (IDEX ou autre). Les techniques : NYLON - ASA - PC - POM etc... Je ne les connais pas trop et jamais utilisés : car la plupart sont inaccessibles à la grande majorité des machines grand public : température d'impression trop élevée. Donc je laisse d'autres en parler ou je te laisse chercher sur le web, il y a pléthore de site qui en traitent.2 points
-
Salut @Andre Oudard, Ceci est une réponse à ton message posté ici. Tu peux y arriver en mixant les fichiers de config de la Ender 3 munie d'une SKR mini E3 V3 et de la CR10 v3. Tu devrais arriver à ces fichiers et ce firmware: Configuration_adv.h Configuration.h platformio.ini firmware.bin PS: à ma connaissance, la SK3 Mini E3 v3 n'existe pas. Par contre la SKR Mini E3 v3, oui. Tu peux demander à un des @Modérateurs Globaux de corriger le titre de ton sujet, cela te permettra d'avoir plus de visibilité.2 points
-
@icare @dan40 @Jeff78s @Zep57 @methylene67 @Coyote94 @mysterd2006 @studiolab39 officiel Oui je conseille l'arrêt coup de poing en 220v avec le câblage qui est simplifié avec le kit pas de soucis. c'est un élément de sécurité qui trouve sa place au lieu d'un interrupteur inaccessible en cas d'intervention immédiate ! Il est vrai que la connectique n'est pas expliquée mais je peux faire un schéma vite fait ! voici les avantages de changer la carte mère 32 bits V3 WIFI. impression de meilleure qualité, vitesse de déplacements optimisés, gain de temps entre 15 à 20%, les ventilateurs E1 et E2 fonctionnent de façon indépendante, tous les paramètres y compris le PID sont modifiables sur le menu setting, paramétrages vitesse de déplacement et vitesse maxi + jerks etc... je pense que j'ai oublié de préciser qu'il est possible de tout paramétrer assis dans son fauteuil avec la WIFI L'imprimante est plus silencieuse du aux ventilateurs optimisés . Enfin pourquoi s'en passer quand pour une fois TENLOG fait des efforts le fil noir et rouge c'est l'alimentation en 220v pour la led d'éclairage du coup de poing (pas de sens de branchement) il faut couper un fil d'alimentation du 220 v qu'il faut relier au fil blanc et bleu c'est en fait l'interrupteur qui coupe le 220V voilà c'est facile il suffit de rallonger le câble d'alimentation qui relie l'entrée 220v au coup de poing. et de bracher l'alimentation de la LED directement sans résistances bien évidemment. Vous avez le choix de la couleur pour la LED. C'est très facile à faire !!! je recommande d'utiliser un câble adaptateur pour la carte micro SD cette modification facilite l'introduction et permet d'utiliser les cartes SD standard le lien pour commander Adaptateur de câble d'extension de carte SD femelle vers TF Micro SD mâle SD vers SD/TF vers TF Flexible, 10CM 60CM | AliExpress j'ai également réaliser deux fichiers STL pour adapter la prise USB de type C et le cache pour la micro SD CACHE USB-C.STL support_SD.STL2 points
-
Bravo pour le travail réalisé et aussi la coopération avec ld'autres passionnés du bout du monde @+ JC2 points
-
Merci @PPAC J'ai par mégarde cassé un coq. Mais bon suffit que je réimprime. Voici une vidéo de l'objet à 95% terminé https://3dminfographie.com/images/impression_3d/zootrope_finalt-00.mp42 points
-
ça c'est pas idiot, j'vais y penser
 2 points
2 points -
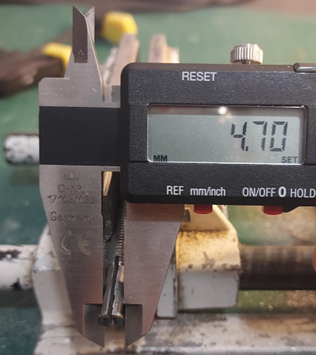
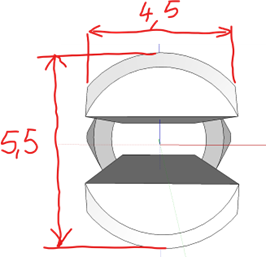
Allez hop, on y va ! ETAPE 1 : préparer la tête de la vis M6 Récupérez une vis M6 de longueur de 40 mm ou plus. La tête doit être cylindrique. Une tête fendue pour tournevis plat aura l'avantage de centrer la scie à métaux comme on va le voir. Positionnez la vis dans le mandrin de la perceuse. Utilisez un serre-joint ou un adhésif pour caler la gâchette à une vitesse de rotation assez modérée. Utilisez la lime avec des mouvements de va et vient pour réduire la tête à un diamètre proche de 7 mm. ETAPE 2: usinage de la partie fileté sous tête. Il faut réduire le diamètre de la vis sous la tête à un diamètre légèrement inférieur à 5 mm sur une longueur proche de 15mm Procédez comme pour l'étape 1 avec des mouvements de va et vient jusqu'à ce que les filets M6 disparaissent presque complètement. ETAPE 3: fendre à la scie à métaux la tête de la vis sur 15 mm à 20 mm Utilisez un étau pour tenir la vis, la fente dans la tête permet de bien commencer le découpage Utilisez une scie à métaux classique et découpez 15 mm à 20 mm (cote prise à partir du dessous de la tête) ETAPE 4: Réduire l'épaisseur de la tête à 1 mm Le plus simple est la aussi de mettre un coup de scie Attention, il faut mettre un peu de ruban adhésif autour de la zone fendue avant de scier la tête pour éviter de déformer la vis pendant le sciage. Repassez la vis dans la perceuse pour ajuster l'épaisseur de la tête à 1 mm avec la lime et réalisez un léger chanfrein ETAPE 5: former la tête pour qu'elle passe par la cage centrale du roulement. Limez les 2 cotés de la tête en face du trait de scie pour obtenir une cote de 4,5 mm Limez ensuite la partie restante pour réduire sa hauteur vers 5,5 mm ETAPE 6: Impression de la cloche et mise en place de l'écrou M6 Impression la tête en bas, sans support et avec bordure, couche ep 0,2 mm, remplissage à 100%, du PLA suffit. L'écrou M6 prend place dans le logement situé sur le petit coté arrache_625.stl Utilisation prendre la vis seule et le galet. Recentrez la rondelle laiton entre les deux roulements du galet pour faciliter la mise en place de la vis. Utilisez une pince pour rapprocher les 2 cotés de la tête et passer la tête dans la cage du roulement. Relâchez et poussez la vis jusqu'à ce que la tête soit bien calée entre les 2 roulements. Vissez la vis + le galet dans la cloche. Utilisez le petit tournevis plat en le passant par le roulement libre jusqu'à la tête de la vis. Vissez pour sortir le roulement, le tournevis va maintenir la tête ouverte, ce qui assure l’extraction du roulement. Voila, c'est fait !












 2 points
2 points -
Bonjour, je viens de réaliser un extracteur de roulement pour nos galets standards de V-Slot. Pour le réaliser, il faut une vis M6 de 40 mm de long au mini, un écrou M6 et imprimer la cloche de maintien. Le plus gros boulot, c'est la modification de la vis M6x40 afin de la transformer en pince qui s’ insère dans la bague inter du roulement. Au niveau outillage pour modifier la vis: un pied à coulisse Une perceuse Une lime (mieux si on a aussi une petite lime de modélisme pour les finitions) une scie à métaux un étau un peu de papier de verre Pour utiliser l'extracteur: une pince un petit tournevis plat et c'est tout Petit tuto à venir.
 1 point
1 point -
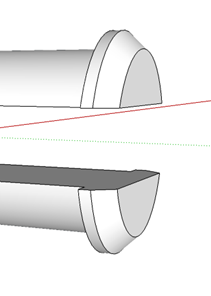
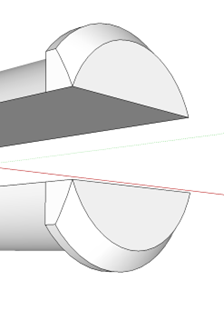
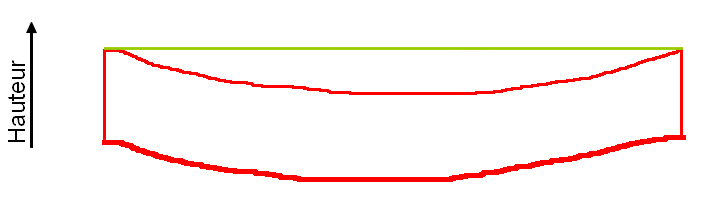
Petit tuto sans prétention pour qui veut comprendre quelques aspects de Marlin, et surtout comment trouver de la place pour ceux qui, comme moi, ont une carte mère limitée. Les plus assidus du forum n'y apprendront rien ou presque, pour le reste, j'espère que ce post pourra être utile. Je suppose dans ces lignes que le lecteur sait déjà comment flasher sa machine avec le logiciel Arduino, et modifier les fichiers configuration.h et configuration_adv.h Je vais essayer de suivre l'ordre des fichiers de configuration, pour ne pas avoir à chercher trop longtemps les lignes correspondantes, mais il faut savoir que je ne détaillerai pas tout : Bien des lignes doivent rester telles quelles si l'on veut garder une imprimante fonctionnelle. Pour info, je me base sur une version de Marlin 1.1.9. Fausses idées toutes faites Tout d'abord, je souhaitais tuer dans l’œuf les fausses croyances que j'ai déjà pu lire ici et ailleurs : Il est inutile de supprimer les commentaires, cela ne vous fera que perdre votre temps Les fonctions commentées (celles commençant par '//'), ne sont pas incluses à la compilation, il est tout aussi inutile des les supprimer Fichiers de langues inutilisées : Dans language_fr.h par exemple, on voit que des tas de lignes concernant le détecteur de fin de filament, l'utilisation de l'UBL (Unified Bed Leveling), etc qui ne sont pas commentées. Même si vous n'utilisez pas ces fonctions, il est inutile de supprimer ou commenter ces variables de langue, elles ne seront pas incluses dans la compilation de Marlin. Lors de la compilation, Arduino va aller chercher et compiler uniquement les informations qui sont nécessaires, aucun superflu ne sera mis en mémoire. Dans la même lignée, rien ne sert de supprimer les lignes vides. Pour la bonne compréhension : - Chaque ligne qui commence par '//' est un commentaire ou une fonction commentée. Cela veut dire qu'Arduino ne lira pas cette ligne, et passera à la suite. - Chaque ligne qui commence par '#' est une instruction. Seules ces lignes seront lues, interprétées et compilées pour votre imprimante. Configuration.h Je ne détaillerai ici que le fichier configuration.h. J'espère avoir le temps dans les jours à venir de faire la même chose pour le fichier configuration_adv.h. Jacky Tuning On commence avec du superflu, l'écran de démarrage : Ligne 80 du fichier : #define STRING_CONFIG_H_AUTHOR "Schyzo, Anet E12 BLTouch" // Who made the changes. #define SHOW_BOOTSCREEN #define STRING_SPLASH_LINE1 "V1.1.9 for Anet E12" // will be shown during bootup in line 1 #define STRING_SPLASH_LINE2 "Adapted For Schyzo" // will be shown during bootup in line 2 Ces 4 lignes ne font qu'afficher l'écran de démarrage ( Boot Screen). L'imprimante n'a pas besoin de ça, et moi non plus. Sans cet écran, l'imprimante sera lancée environ 5 secondes plus rapidement. Commentez-donc ces 4 lignes (en ajoutant '//' devant chaque ligne) si vous voulez gagner plus de 1000 octets (1282 chez moi). Toujours dans le look, ligne 97 : #define SHOW_CUSTOM_BOOTSCREEN Ceci ne sert qu'à afficher une image personnalisée définie dans le fichier Marlin/_Bootscreen.h au démarrage. Certains fournissent une image comme TH3D qui ne fait qu'alourdir le firmware. Vous pouvez commenter Puis, à la ligne 100 : #define CUSTOM_STATUS_SCREEN_IMAGE Même combat, une image personnalisée sur l'écran d'accueil, définie dans le fichier Marlin/_Statusscreen.h comme ici : Vous pouvez commenter cette ligne pour gagner de précieux octets (voir plus). PID Le PID (Proportional Integral Derivative) est un procédé de Marlin et autres firmwares qui permet une montée en température optimisée des éléments chauffants (buse et lit). Lorsque le PID de ces éléments n'est pas activé, la montée en température est définie en 'bang-bang', comprendre en gros en binaire : "Si c'est trop froid, j'envoie du courant à fond, si c'est à bonne température, je coupe". Aussi la température ne fait que monter et descendre, ce qui peut poser une dégradation de l'impression notamment avec la température de la buse. A titre d'exemple, j'ai trouvé cette image sur le forum reprap.org : Page en question : https://reprap.org/forum/read.php?262,782815 Exemple de courbe de température en bang-bang : Avec utilisation du PID : Bref, si j'en parle ici c'est que l'utilisation du PID pèse quand même quelques kilos dans la bataille du gain de mémoire. Pour ma part, j'ai activé le PID de la buse et du lit, quitte à supprimer d'autres fonctions. PID de la buse : Pour l'activer, il faut se rendre à la ligne 362 : #define PIDTEMP Puis environ 20 lignes plus bas, il faut définir les valeurs Kp, Ki et Kd : #define DEFAULT_Kp 28.94 #define DEFAULT_Ki 2.37 #define DEFAULT_Kd 88.30 Si ces lignes sont commentées, décommentez-les. Ces valeurs que je n'expliquerai pas faute de compétence (et ce n'est pas le sujet), sont MES PROPRES valeurs. C'est elles qui définiront la montée en température de votre élément chauffant. A chaque changement de buse ou matériel chauffant (cartouche chauffante par exemple), il faut redéfinir ces valeurs. Pour cela, je vous renvoie vers un tuto du forum qui explique pas à pas la marche à suivre pour récupérer ces 3 paramètres selon votre machine : A noter que l'utilisation du PID pour la hotend requiert environ 3300 octets. PID autotune : Marlin propose d'ajouter un menu dans l'imprimante afin de lancer un autotune, c'est à dire que vous pourrez lancer directement depuis l'écran de l'imprimante un autotune qui calculera et enregistera les meilleurs valeurs pour votre imprimante. Cette fonction lancera une montée en température de la buse (température que vous définirez via l'écran de l'imprimante directement), jugera et enregistrera dans l'EEPROM des meilleurs valeurs obtenues. Pour cela, décommentez la ligne 367 : #define PID_AUTOTUNE_MENU Lors de l'autotune, sélectionnez une température que vous employez le plus. Par exemple si vous n'imprimez que du PLA et PETG, prenez une moyenne haute à 230° par exemple. Le PID autotune occupera 600 octets environ de plus. PID du bed : Pour le lit, l'utilisation du PID reste identique, à savoir une température constante. En mode BED_LIMIT_SWITCHING en revanche, on retrouve la chauffe binaire : On chauffe à fond ou rien du tout. Si vous souhaitez activer l'utilisation du PID pour le lit chauffant, décommentez la ligne 407 : #define PIDTEMPBED Et n'oubliez pas de commenter la ligne 409 afin de libérer un peu de place : //#define BED_LIMIT_SWITCHING Puis comme pour la buse, définissez les valeurs de Kp, Ki et Kd ligne 424 : #define DEFAULT_bedKp 255.01 #define DEFAULT_bedKi 17.39 #define DEFAULT_bedKd 934.85 L'utilisation du PID pour le lit chauffant occupera environ 1400 octets de plus que le mode BED_LIMIT_SWITCHING. A noter qu'il ne sera pas possible, même en ayant activé l'autotune, de lancer un test autotune pour le bed depuis l'écran LCD (vous ne devrez pas avoir à le changer régulièrement, je l'espère pour vous ). Là encore, je vous renvoie vers le tuto de neoraptor pour récupérer les valeurs Kp, Ki et Kd pour votre lit : Protection contre vous-même : Si jamais vous avez confiance en vous, sachez qu'il est possible de désactiver la protection d'extrusion à froid, ligne 445 : #define PREVENT_COLD_EXTRUSION // Permet de ne pas faire tourner l'extrudeur si la température de la buse n'est pas d'au moins 170° (EXTRUDE_MINTEMP) et la protection d'une trop grande extrusion manuelle, ligne 452 : #define PREVENT_LENGTHY_EXTRUDE // Protection pour ne pas extruder plus de 200mm (EXTRUDE_MAXLENGTH) en dehors d'une impression Ces 2 fonctions commentées vous feront gagner presque 1000 octets, à vous de jauger votre confiance en vous Je ne détaillerai pas la désactivation des protections thermiques du bed et de la hotend, qui sont à mes yeux essentielles et donc non négociables. Bed leveling Si certains ont déjà du mener la bataille des octets avec Arduino, ceux-ci savent combien l'utilisation d'un palpeur est lourd. Pour avoir fait quelques tests pour ce tuto, j'estime à 18ko le poids de l'utilisation d'un BLTouch par rapport à un simple endstop. Mais saviez-vous que vous pouviez tout de même espérer libérer un peu de place ? Chaque mode de leveling pèse plus ou moins lourd, et est plus ou moins complet forcément. Bi-linéaire Ligne 982 : #define AUTO_BED_LEVELING_BILINEAR Le mode certainement le plus utilisé et adapté à la plupart des plateaux. Grâce à un palpeur/sonde (BLTouch ou autre), il fait 3 palpages (points) ou plus dans chaque axe (X Y) et en détermine grossièrement ou finement selon le nombre de points déterminés les défauts du plateau, qu'il corrigera pendant l'impression. Nécessite 11 ko sur la carte. 3 points Ligne 980 : #define AUTO_BED_LEVELING_3POINT Avec un palpeur, sonde 3 points déterminés et détermine le nivellage du plateau. Plus léger (6 ko), à n'utiliser que si vous êtes sûrs que votre plateau est bien plat. Linéaire Ligne 981 : #define AUTO_BED_LEVELING_LINEAR Semblable au mode bi-linéaire, corrige un défaut de lit qui ne serait pas correctement incliné. Ce mode ne corrige pas les défauts d'un lit déformé (creux au centre par exemple). Nécessite 11 ko sur la carte, je cherche l'intérêt de ce mode. Unified Bed Leveling (UBL) Ligne 983 : #define AUTO_BED_LEVELING_UBL Ce mode est trop gros pour ma carte, aussi je n'ai pas pu le tester. Quoi qu'il en soit, celui-ci permet de créer une matrice très précise de votre lit et d'en enregistrer les relevés dans l'EEPROM. Puis à chaque impression, palpe 3 points pour déterminer l'inclinaison et les défauts du lit puis s'appuie sur les valeurs précédemment enregistrées pour corriger très précisément l'impression en fonction des défauts de votre lit. Pèse approximativement 48 ko. Mesh Leveling Ligne 984 : #define MESH_BED_LEVELING Un mode que j'ai découvert il n'y a pas longtemps. Celui-ci permet de corriger une déformation du lit, sans nécessiter de palpeur. Vous faites le sondage à la main (aidé par Marlin bien sûr) avec votre feuille de papier, vous jouez avec le Z depuis l'écran LCD et celui-ci corrige les défauts du lit pendant l'impression, comme si vous aviez un BLTouch. 9.7 ko nécessaires pour ce mode. Hauteur lissée (fade height) Avec certains bed leveling activés (Bi-linéaire, Mesh leveling ou UBL), vous avez la possibilité de définir une hauteur lissée, c'est à dire que pendant l'impression, Marlin va au fur et à mesure corriger la pièce pour que le défaut du lit ne soit plus visible à partir de X mm (définie via l'écran LCD ou par la commande M420 Z(hauteur). En exagérant, si votre lit est creux au centre, on peut imaginer imprimer une boite ainsi : En rouge en haut le résultat sans la hauteur lissée, en vert ce que donnera l'impression avec la hauteur lissée. Nécessite 1600 octets. Bed leveling via le LCD Ligne 1106 : #define LCD_BED_LEVELING Permet de faire le leveling si vous avez un des modes cités au dessus activé. Si vous avez activé le Mesh Leveling (manuel), Marlin vous guidera étape par étape via l'écan LCD pour faire le leveling. Requiert environ 1 ko. Déplacement de la tête automatique Ligne 1114 : #define LEVEL_BED_CORNERS Depuis l'écran LCD, permet de faire bouger la buse automatiquement pour faire le réglage aux 9 points du plateau en leveling mauel. Nécessite 1200 octets. Fonctions additionnelles Préchauffage J'ai lu encore récemment qu'on pouvait gagner de la place en commentant les fonctions de préchauffage de PLA et ABS. Bien que je les trouve utile, voilà comment gagner 40 octets. Oui, pas un de plus, 40... Commentez les lignes 1262 à 1268 : #define PREHEAT_1_TEMP_HOTEND 210 #define PREHEAT_1_TEMP_BED 60 #define PREHEAT_1_FAN_SPEED 0 // Value from 0 to 255 #define PREHEAT_2_TEMP_HOTEND 235 #define PREHEAT_2_TEMP_BED 80 #define PREHEAT_2_FAN_SPEED 0 // Value from 0 to 255 Il vous faudra également commenter ces lignes dans le fichier configuration_store.cpp, à la ligne 1820 : #if ENABLED(ULTIPANEL) lcd_preheat_hotend_temp[0] = PREHEAT_1_TEMP_HOTEND; lcd_preheat_hotend_temp[1] = PREHEAT_2_TEMP_HOTEND; lcd_preheat_bed_temp[0] = PREHEAT_1_TEMP_BED; lcd_preheat_bed_temp[1] = PREHEAT_2_TEMP_BED; lcd_preheat_fan_speed[0] = PREHEAT_1_FAN_SPEED; lcd_preheat_fan_speed[1] = PREHEAT_2_FAN_SPEED; #endif Notez que mes valeurs ne sont plus celles par défaut. Plutôt que de les virer, j'ai renommé 'ABS' en 'PETG' dans les fichiers de langue, bien plus utile que de tout supprimer pour gagner une misère. Je ne recommande absolument pas de toucher aux fichiers cpp, à vos risques et périls. Modifier les valeurs de l'EEPROM Ligne 1230 : #define EEPROM_SETTINGS Permet depuis votre PC relié à l'imprimante ou l'écran LCD de modifier la vitesse max, accélérations, jerk, steps/mm, offset Z etc etc Si vous êtes certains de ne plus toucher à ces réglages ou de flasher à chaque fois votre imprimante pour les modifier, vous pouvez commenter cette ligne afin de libérer 5.7 ko Récupérer les valeurs de l'EEPROM Ligne 1231 : #define DISABLE_M503 Pour gagner 2800 octets, il faut ACTIVER (ne pas commenter) cette ligne. Permet depuis un terminal de récupérer les paramètres de l'EEPROM (accélération, vitesses, steps/mm, ...). Nettoyage de la buse Il existe une fonction permettant avant chaque print de nettoyer la buse en l'envoyant à un point spécifique de votre plateau (ou légèrement en dehors). Voilà par exemple la réalisation de notre ami @Jean-Claude Garnier qui envoie sa buse se faire polisher sur une brosse à dent : Pour l'activer, ligne 1328 : #define NOZZLE_CLEAN_FEATURE Nécessite 1.7 ko Carte SD Pour ceux qui n'impriment que via PC ou Raspberry, sachez qu'il est possible de désactiver le support de la carte SD. Commentez la ligne 1433 : //#define SDSUPPORT Cela vous libérera presque 17 ko dans la carte de l'imprimante, mais impossible d'utiliser la carte SD.. Pour les extrêmes Encore une fois, si vous n'imprimez que depuis le port USB de votre imprimante, il se peut que vous n'ayez même pas besoin de l'écran. Par exemple, en désactivant l'écran LCD de mon Anet, ligne 1757 : //#define ANET_FULL_GRAPHICS_LCD Cela me fait économiser 39 ko de mémoire que je peux réutiliser ailleurs. Mais je n'ai plus d'écran, tout se fait depuis le PC ou le Raspberry. Voilà pour le fichier de configuration.h, j'essayerai de faire configuration_adv.h dans les jours à venir. N'hésitez pas d'y aller de vos retours si des passages sont à améliorer, réctifier ou clarifier.
 1 point
1 point -
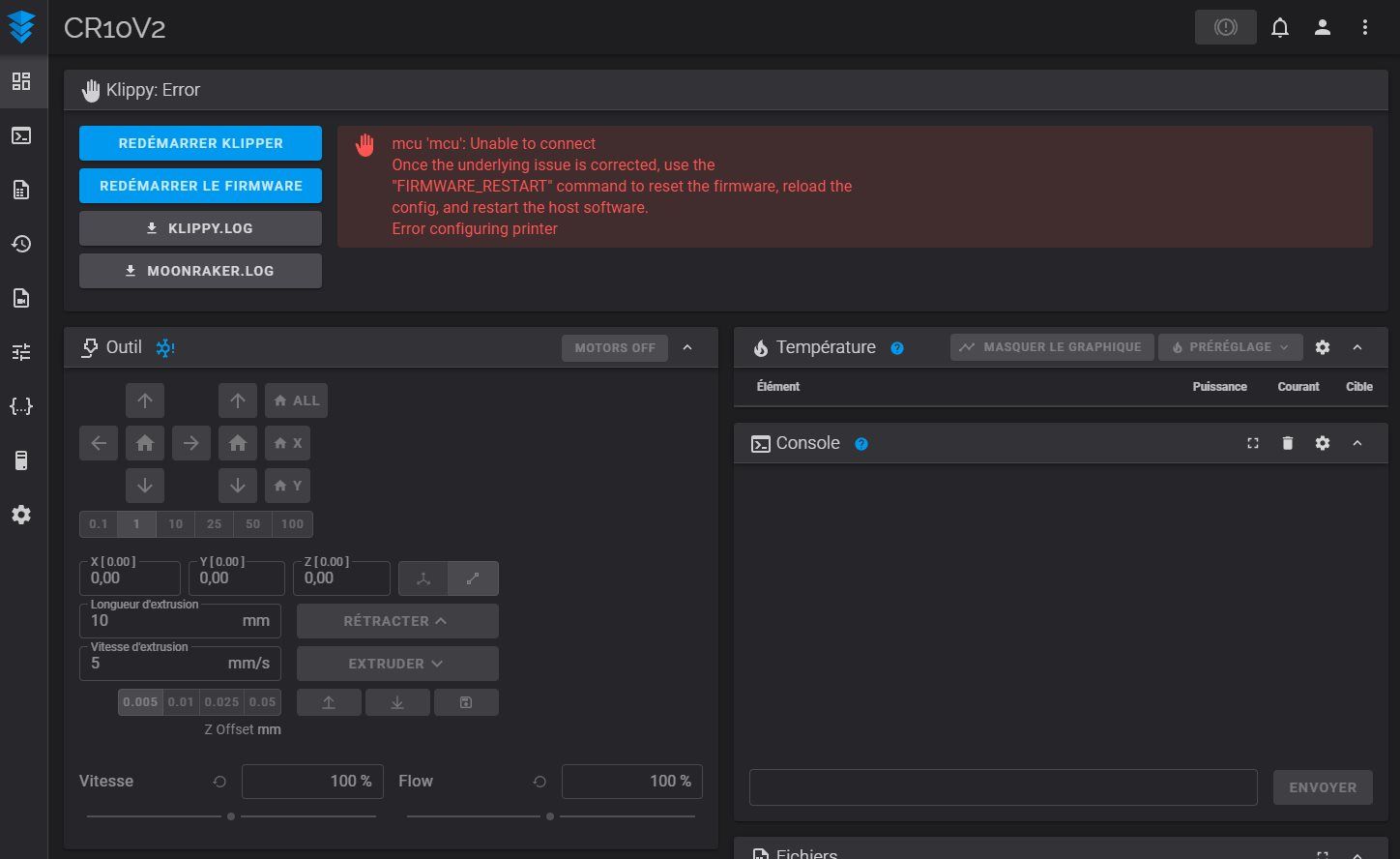
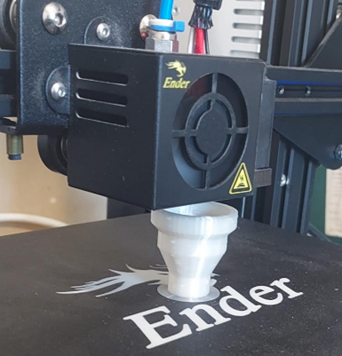
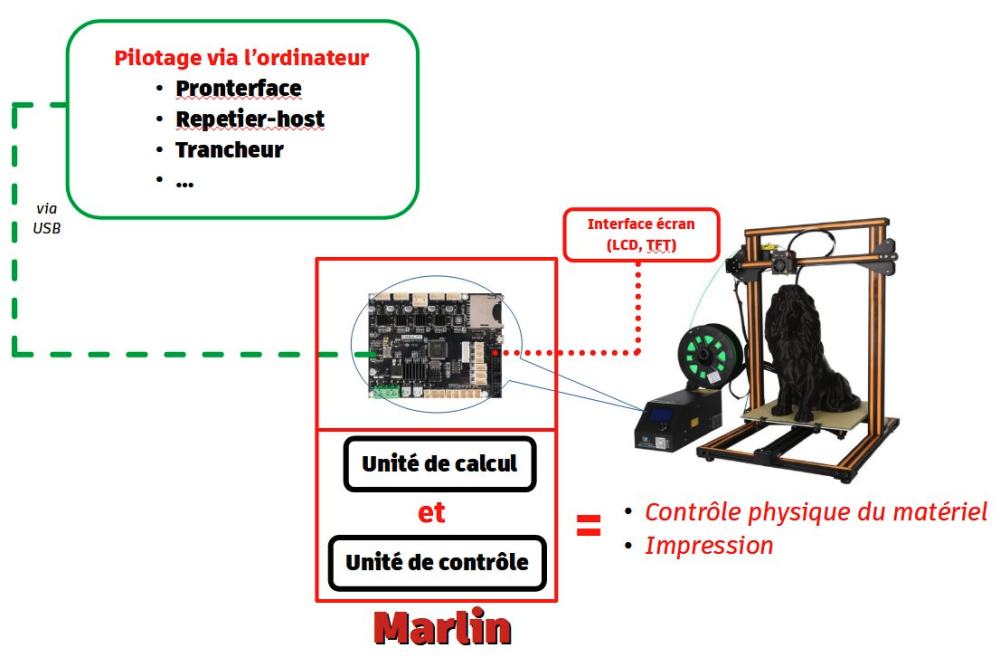
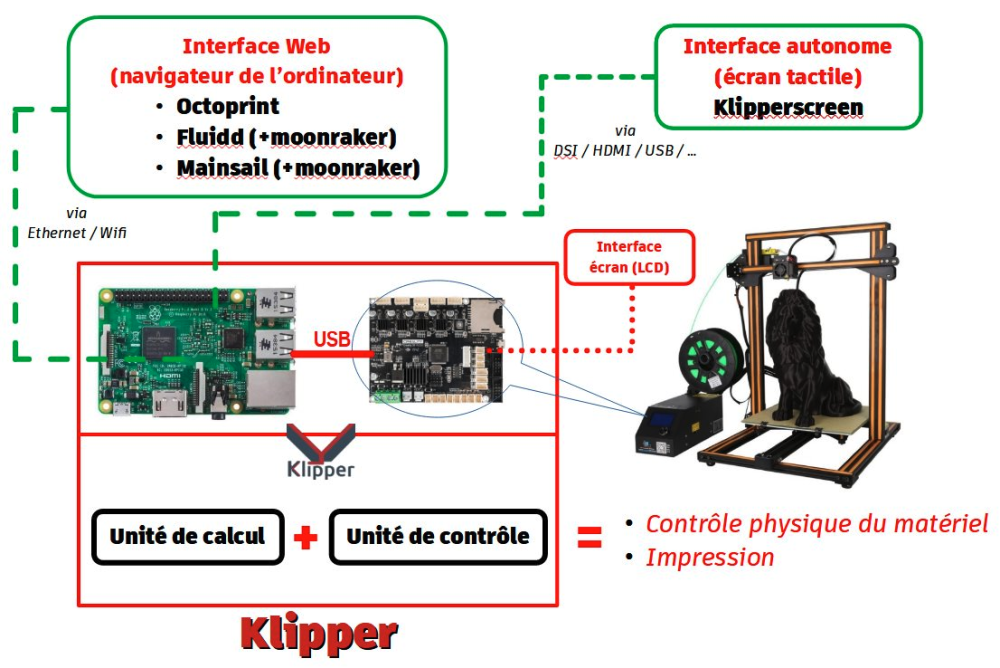
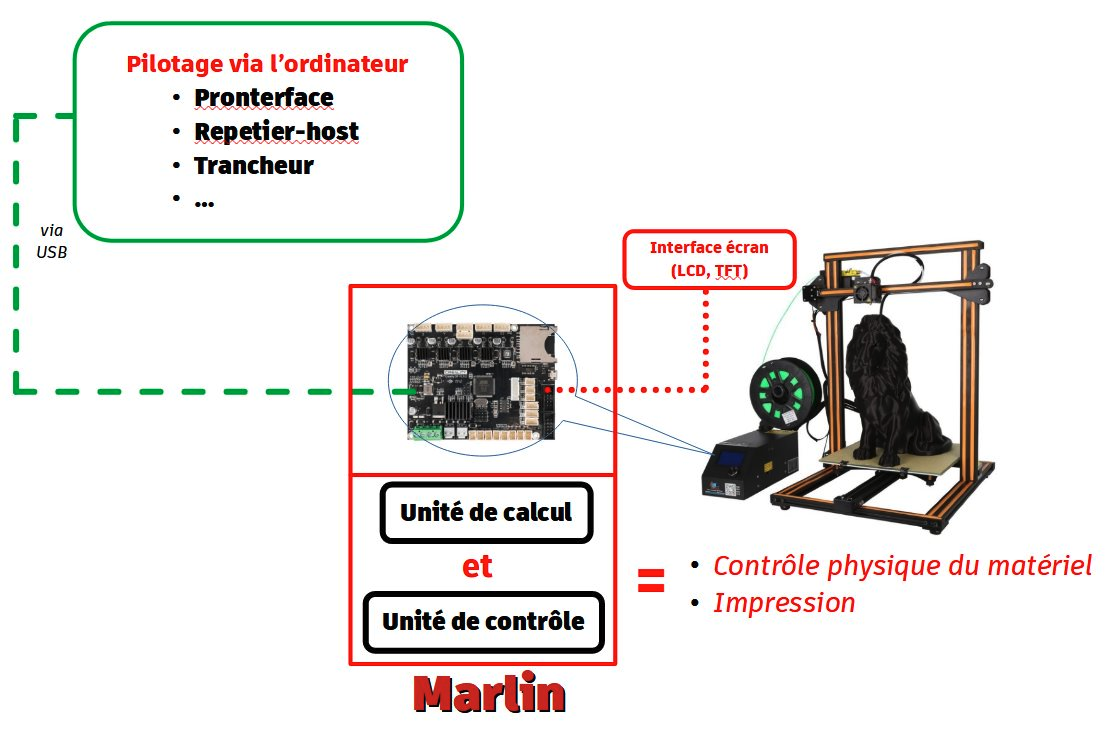
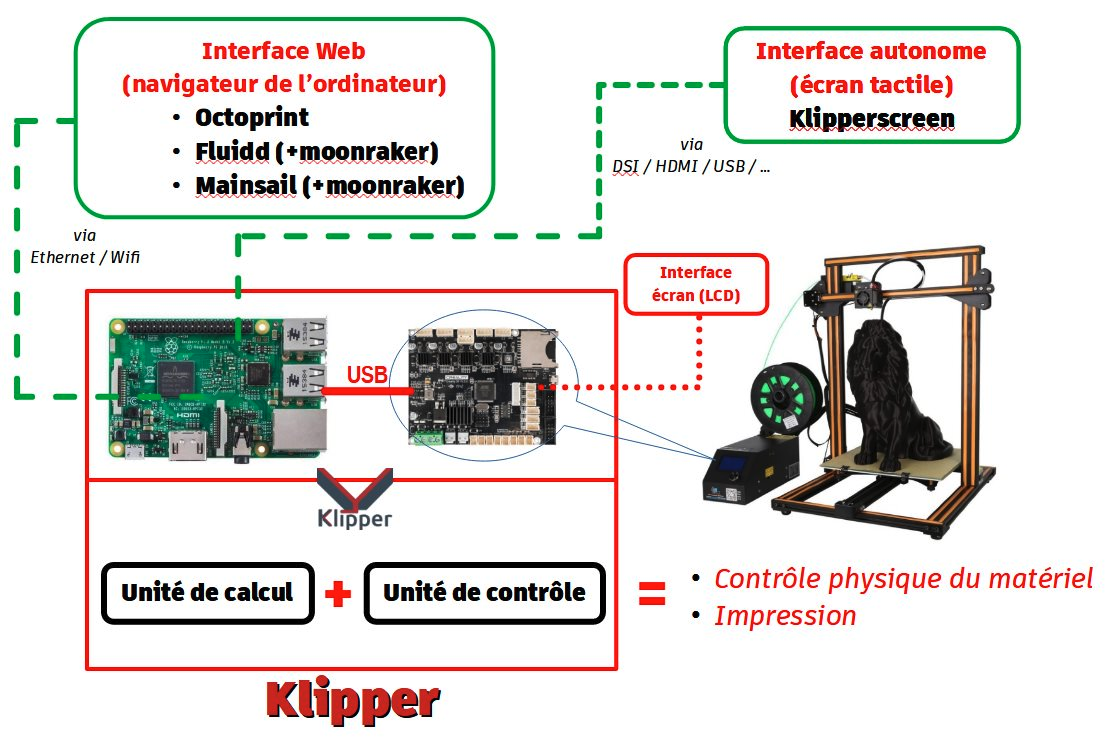
Dans le monde de l’impression 3D, le microgiciel (firmware) Klipper devient de plus en plus populaire. Peu d’imprimantes en sont équipées d’origine, l’exception étant les machines Voron ou Ratrig (RatOS) qui ne sont pas vendues telles quelles : il faut d’abord sourcer toutes les pièces nécessaires, attendre la livraison d’icelles et finalement procéder à leur assemblage / montage / calibrage. Heureusement, quelques fabricants d'imprimantes 3D commencent à produire et vendre des imprimantes fonctionnant avec ce microgiciel Klipper au lieu de l’habituel Marlin : Flsun avec sa V400 , Biqu / Bigtreetech avec sa Hurakan et d'autres à venir. Avant de céder à cette « mode », un petit rappel me semble nécessaire afin d’éviter toute déconvenue et/ou désillusion. Qu'est-ce que Klipper ? Klipper est le logiciel pilotant l’imprimante 3D à l’instar de Marlin. Le microgiciel (firmware) Marlin actuellement équipe la majorité des imprimantes 3D amateurs. L’imprimante pour peu qu’elle soit équipée d’un écran de contrôle est entièrement autonome. Un matériel informatique peut toutefois être relié à l’imprimante via un câble USB pour permettre de la contrôler plus agréablement. Klipper, contrairement à Marlin, ne s'exécute pas uniquement sur la carte de l'imprimante, mais répartit le travail entre un matériel informatique et la carte mère de l'imprimante. Sans ce matériel informatique supplémentaire une imprimante «klipperisée» ne peut fonctionner seule. Dans les dessins ci-dessus, tout ce qui est encadré en vert correspond à des compléments facultatifs, les éléments indispensables et suffisants sont eux encadrés en rouge. Dans la suite de ce document, j’utilise l’acronyme RPi en lieu et place de RaspberryPi pour indiquer simplement le matériel informatique accueillant le système d’exploitation Linux (unité de calcul ci-dessus). Ce matériel informatique peut être une Raspberry Pi (actuellement difficilement trouvable à cause de la pénurie de composants électroniques actuelle) ou n’importe quel autre matériel informatique « récent » : autres SBC (Small Board Computer), AndroidTV, PC (terme générique pour Personal Computer indépendamment du système d'exploitation), un smartphone Android, des tablettes « tout-en-un » genre Flsun SpeederPad ou Creality SonicPad, … Un RPi possède plus de mémoire et plus de puissance de calcul qu’une simple carte d'imprimante 3D munie de son microcontrôleur. Le système d’exploitation sous-jacent est une distribution Linux. Ce qui offre plus de possibilités que ce qu’offre le système de gestion des cartes à microcontrôleur de nos imprimantes 3D. Linux offre : un accès au système de fichiers, l’utilisation de langages de programmation (python, …), une connexion réseau (Ethernet et/ou Wifi), la gestion du multitâche, … NOTE IMPORTANTE Pour tout système Linux, au moins un utilisateur possédant des droits élevés est nécessaire à l’accomplissement de certaines tâches sur le matériel (mises à jour du système, installation de logiciels, …), nommé «root» (un peu l’équivalent de l’administrateur système de Microsoft Windows). Cet utilisateur « privilégié » est tout-puissant à l’intérieur du système, il peut donc faire tout ce qu’il souhaite y compris des dégâts ; raison pour laquelle quand des tâches potentiellement « dangereuses » doivent être réalisées, il faut les faire en toute connaissance de causes en précédant ces commandes du terme «sudo» ( ex : « sudo rm -rf / » (commande à ne pas tenter évidemment)). Le mot de passe sera alors demandé avant d’exécuter la commande. Ces capacités avancées d’un RPi sont utilisées par Klipper (langage Python) pour effectuer une analyse GCODE plus approfondie ainsi qu’une planification plus précise des mouvements basée sur des modèles cinématiques. Aucune carte 32 bits de nos imprimantes même équipée de plus de mémoire et de puissance CPU ne peut rivaliser. La partie microprogramme de Klipper (microgiciel) de la carte de l'imprimante contient un très petit noyau de traitement. Microgiciel qu'il faudra flasher (installer) sur la carte de l'imprimante. Celui-ci est chargé de gérer les périphériques (moteurs pas à pas, chauffage, écran LCD, ventilateur, capteurs de température, etc.). Cela correspond à l’unité de contrôle (dessins ci-dessus). Avantages de Klipper Les mouvements de l'imprimante semblent plus fluides et plus rapides. Même avec de simples pilotes Allegro A4988, le bruit du moteur est réduit, cependant pas autant qu'avec des pilotes TMC (2208, 2209, … par exemple). La configuration de l’imprimante est facilement modifiable (via un fichier « texte » : printer.cfg) sans devoir installer un nouveau firmware (compiler, flasher). D'autres avantages méritent d'être mentionnés, par exemple : la «Pressure Advance». À l’identique du «Linear Advance» de Marlin, il s’agit d'un modèle physique de commande du moteur de l'extrudeuse. En gros, cette modélisation tient compte du fait que l'extrusion réelle suit les mouvements du moteur en tenant compte de l’accumulation et de la diminution de la pression dans le filament liquide/rigide. Il est même possible de compenser, atténuer, voire supprimer, la résonance afin de réduire le "ringing", «ghosting» (≃ phénomène d’écho) via l’«Input Shapping». Ce paramètre peut être calculé manuellement ou bien automatisé via l’adjonction d’un composant électronique comportant des accéléromètres (ADXL345). Possibilité de gérer plusieurs matériels / cartes en même temps (mcu). La carte initiale n’a plus assez de sorties pour l’ajout de nouveaux moteurs, il suffit d’ajouter une deuxième carte et de paramétrer / compléter le fichier printer.cfg pour en tenir compte. Large compatibilité avec le GCODE des trancheurs courants (Cura, Superslicer, Prusaslicer, …). Ainsi le flux de travail habituel peut être maintenu. Utilisation de macros GCODE, que l’on peut assembler pour traiter des séquences de commandes à la manière d’un "script". Par exemple, réduire au minimum le GCode de démarrage ou d'arrêt (START_PRINT, END_PRINT), émuler des GCodes inexistants. Possibilité d’utiliser les paramètres transmis par le trancheur (par exemple, les valeurs de température dans le code de départ). Grâce aux Gcode étendus, Klipper permet de gérer facilement de nombreuses étapes d'étalonnage / calibrage : aide au nivellement du plateau, recherche des bons paramètres de pression-avance, … Dans de nombreux cas, c’est plus confortable que ce à quoi Marlin nous a habitué. Inconvénients de Klipper L'imprimante ne peut être utilisée qu'en conjonction avec un RPi. Ce qui signifie que l'imprimante perd son indépendance. Il reste possible de remplacer la carte contrôleur par une autre, incorporant les deux unités (calcul / contrôle, voir plus haut) comme : la Bigtreetech (BTT) Manta, la Mellow FLY-Gemini, la Mellow FLY-Puppet, la MKS SKIPR, la PandaPi, … Le port série (port USB) de la carte imprimante n'est plus disponible pour l'envoi de GCODE, ce port est nécessaire à la communication entre le RPi et la carte imprimante. Les écrans TFT, tactiles ou non, de plus en plus courants sur de nombreuses imprimantes 3D ne sont pas pris en charge. Si votre imprimante en est équipé, vous ne pourrez plus l’utiliser. Klipper ne gère que les écrans LCD simples avec encodeur à bouton (contrôleur graphique RepRap 2004 ou 12864 et ses variantes). Klipper n'est pas aussi répandu (actuellement) que Marlin. Le risque existe d'obtenir moins d'aide en cas de problème qu'avec la norme de facto Marlin. Klipper fournit une abondante documentation assez technique (en très grande partie en anglais, des traducteurs sont les bienvenus pour d'autres langues ) qui peut (pourrait) rebuter un novice. Passer de Marlin à Klipper nécessite un réel effort d’apprentissage, cependant de nombreux canaux permettent d’obtenir de l’aide (Github, Documentation, Discord, Discourse (forum), Reddit,…) Klipper fonctionne sur des systèmes équipés de Linux comme OS. Une connaissance et maîtrise minimale de Linux (ligne de commandes) est évidemment utile. La copie / recopie d’exemples proposés sur divers sites peut évidemment fonctionner, tant que l’on ne rencontre pas de problème. Je ne suis aucunement un expert, mais un simple amateur avec quelques connaissances / compétences dans plusieurs domaines (Linux, Klipper, Marlin, …), connaissances acquises par la pratique que je souhaite simplement partager. « Seul on va plus vite, ensemble on va plus loin. » Proverbe africain En écrivant ces lignes, j’espère simplement accroître la popularité de Klipper auprès de la communauté de l'impression 3D et faire en sorte que le passage de Marlin à Klipper relève d’un « educated guess » (expression anglo-saxonne signifiant peu ou prou « en toute connaissance de causes ») plutôt que la poursuite d’une mode au risque de déceptions. Ce fil se poursuivra avec le test de plusieurs matériels « tout-en-un ».
 1 point
1 point -
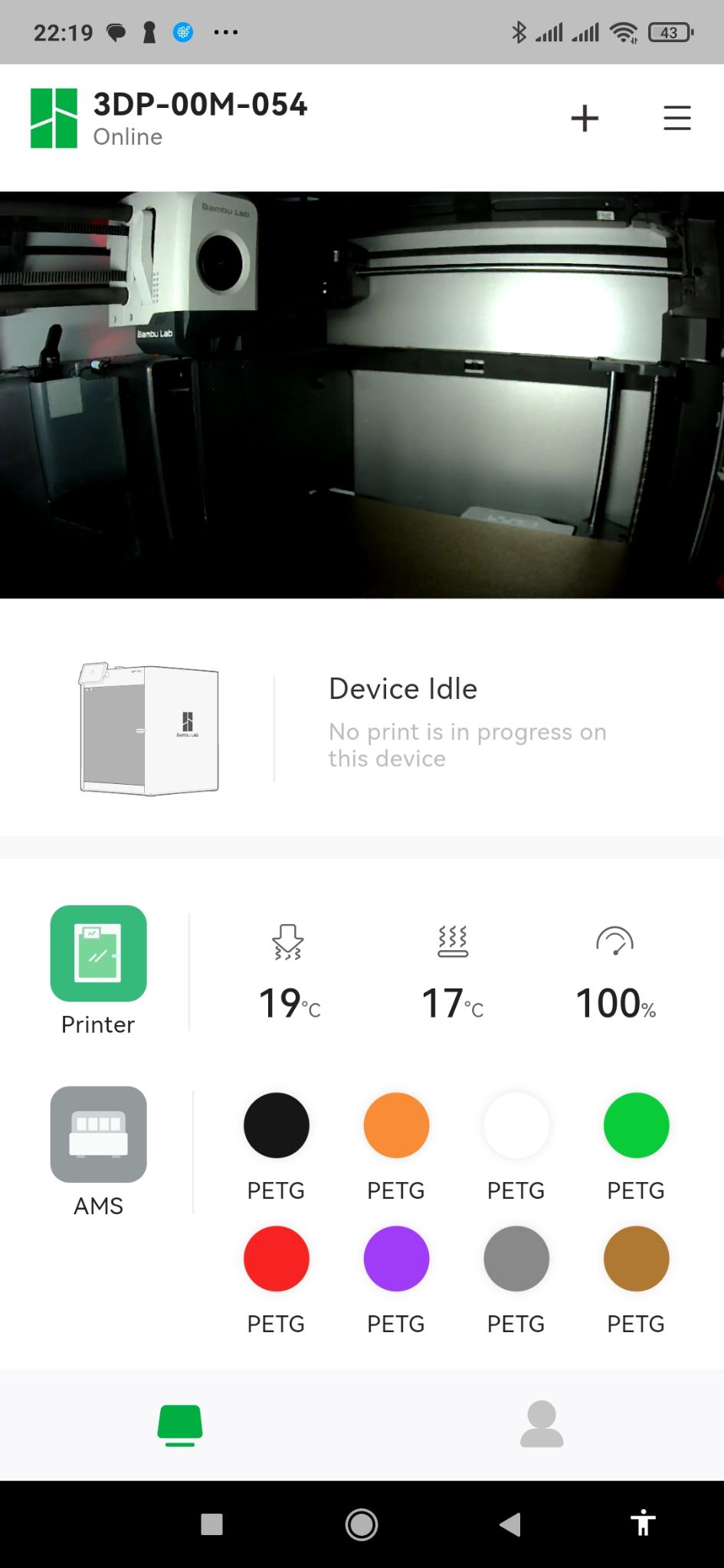
Update faite sur X1C de mon côté ce soir, pas de soucis à déplorer à priori. La vidéo est opérationnelle sur Bambu Handy sur un XIAOMI REDMI 9 PRO.
 1 point
1 point -
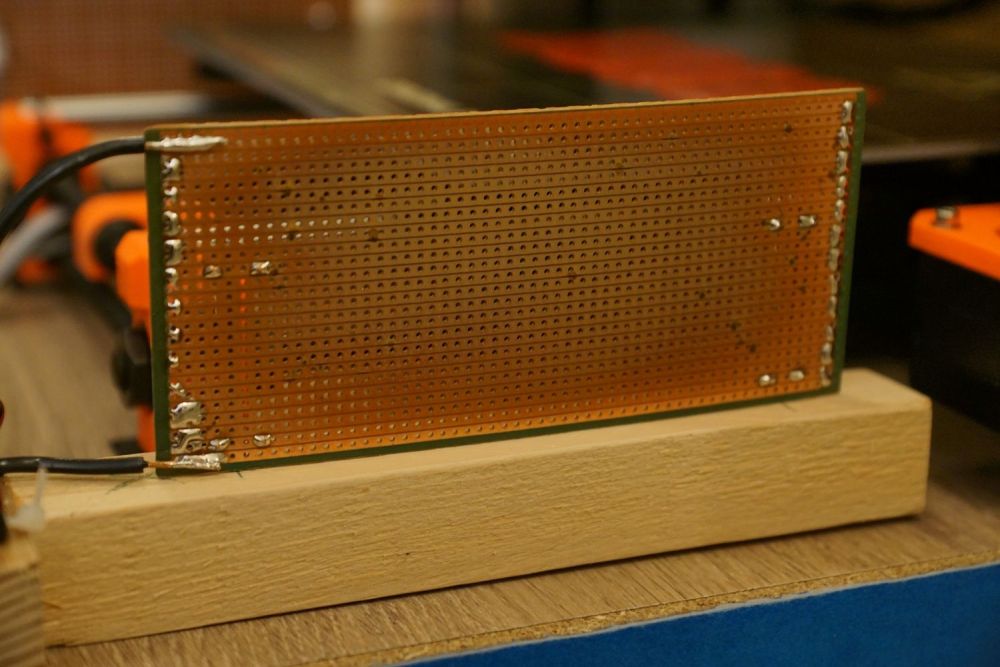
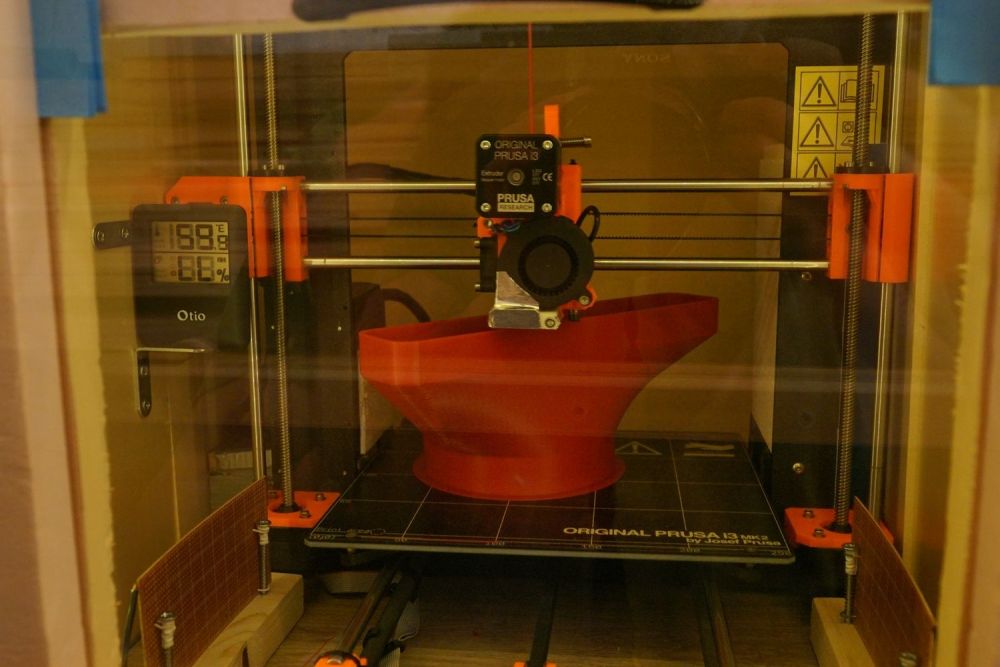
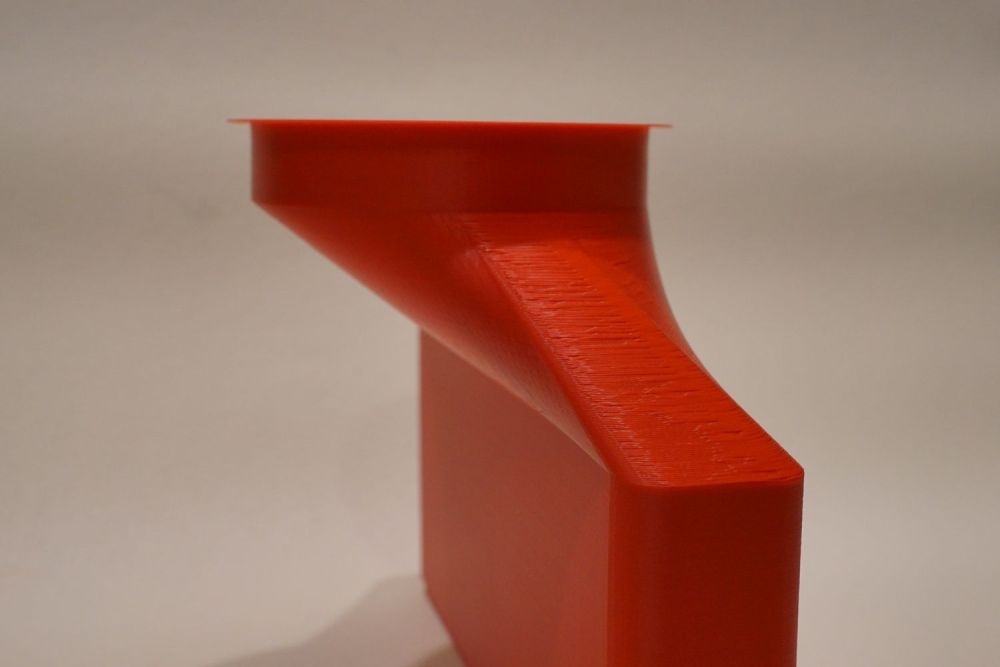
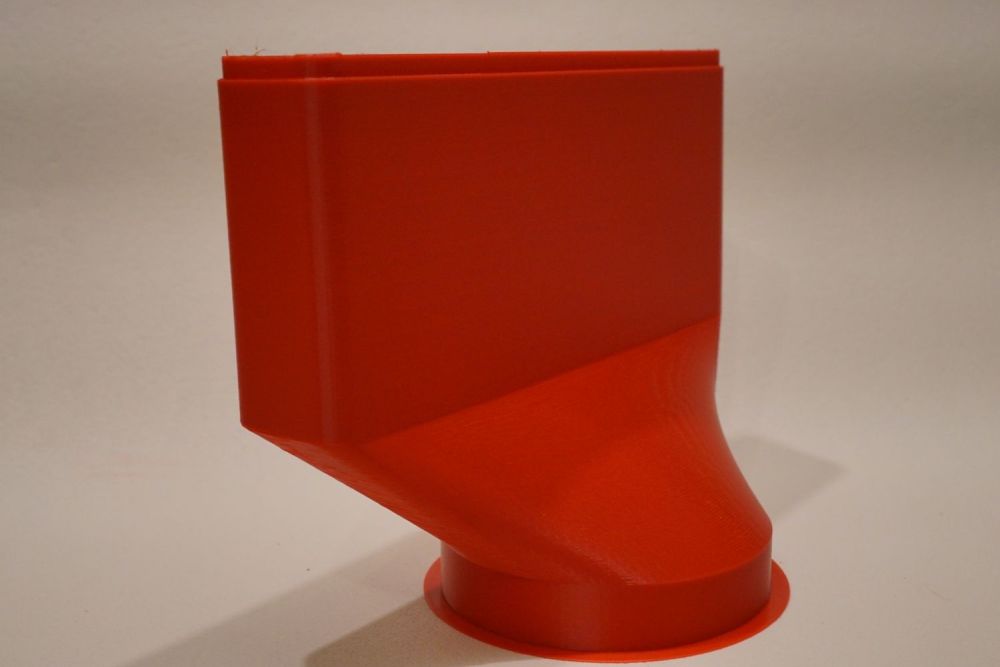
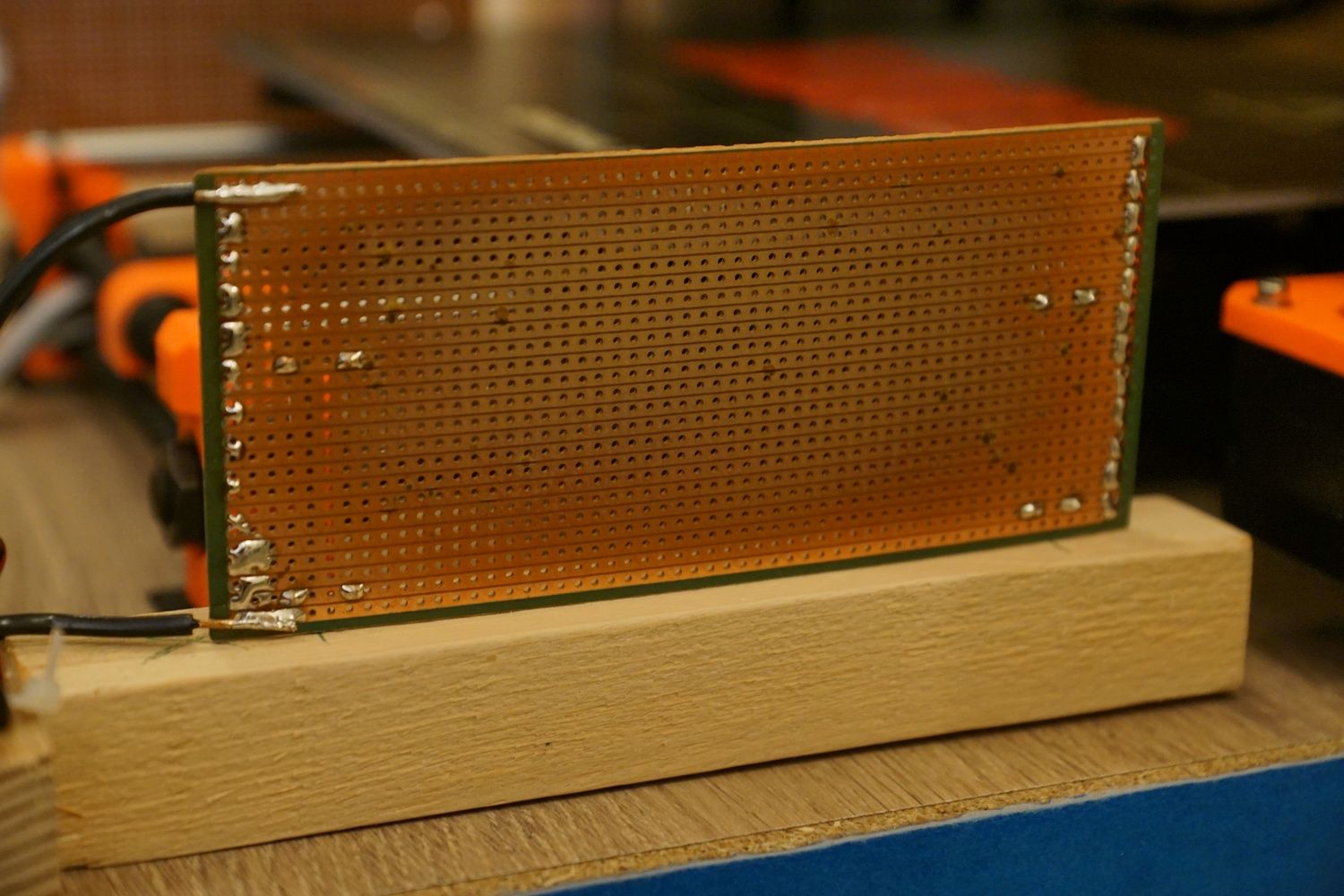
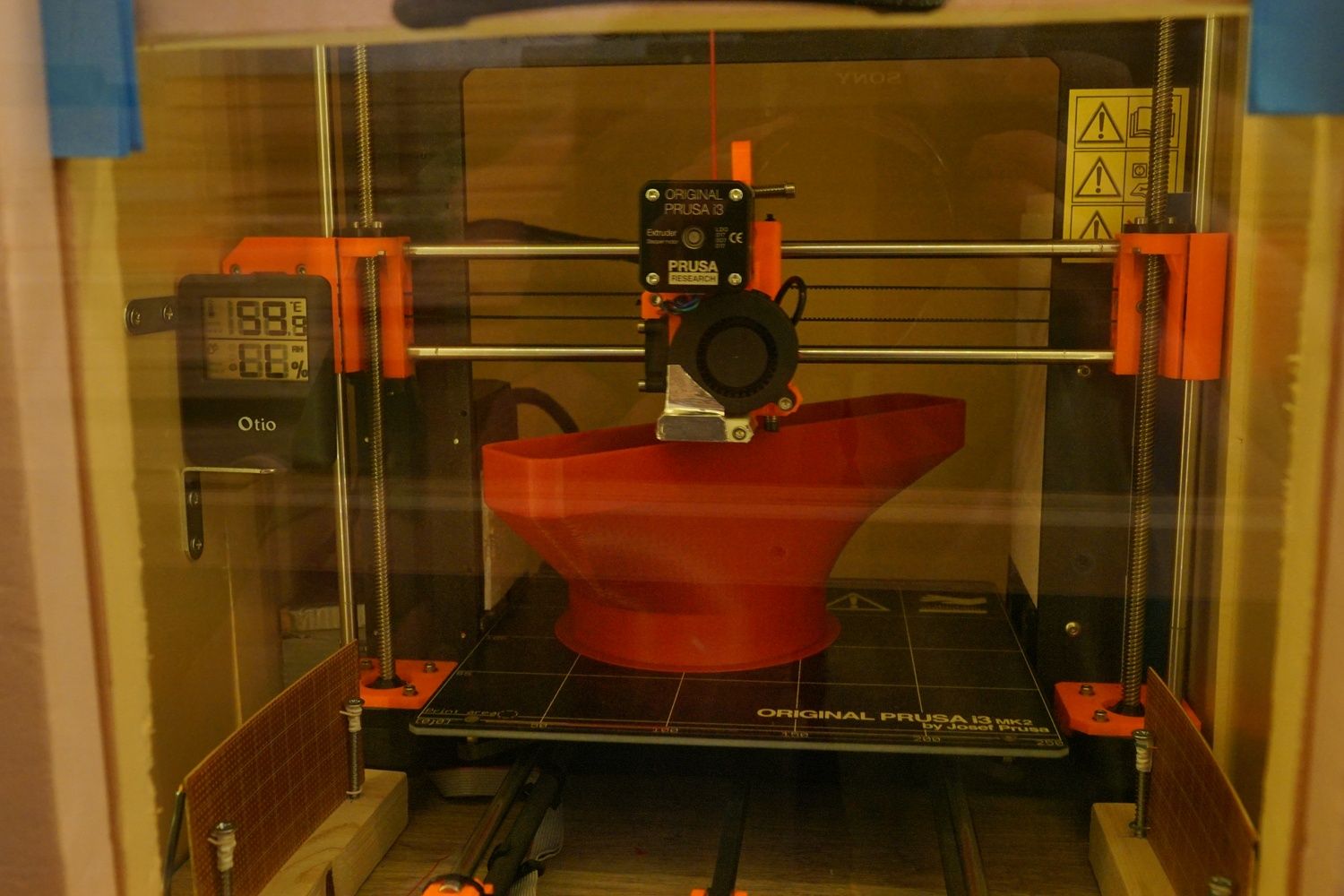
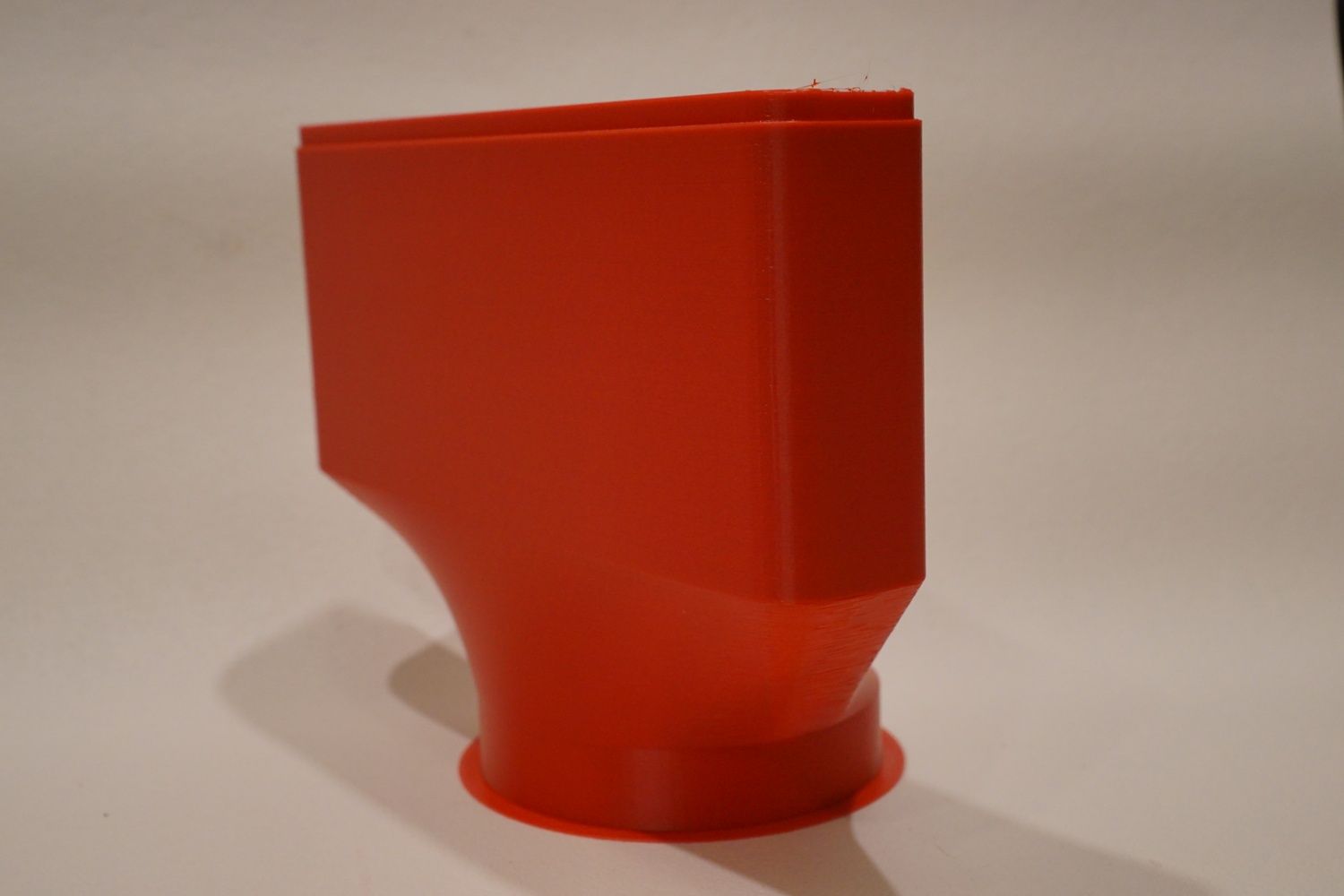
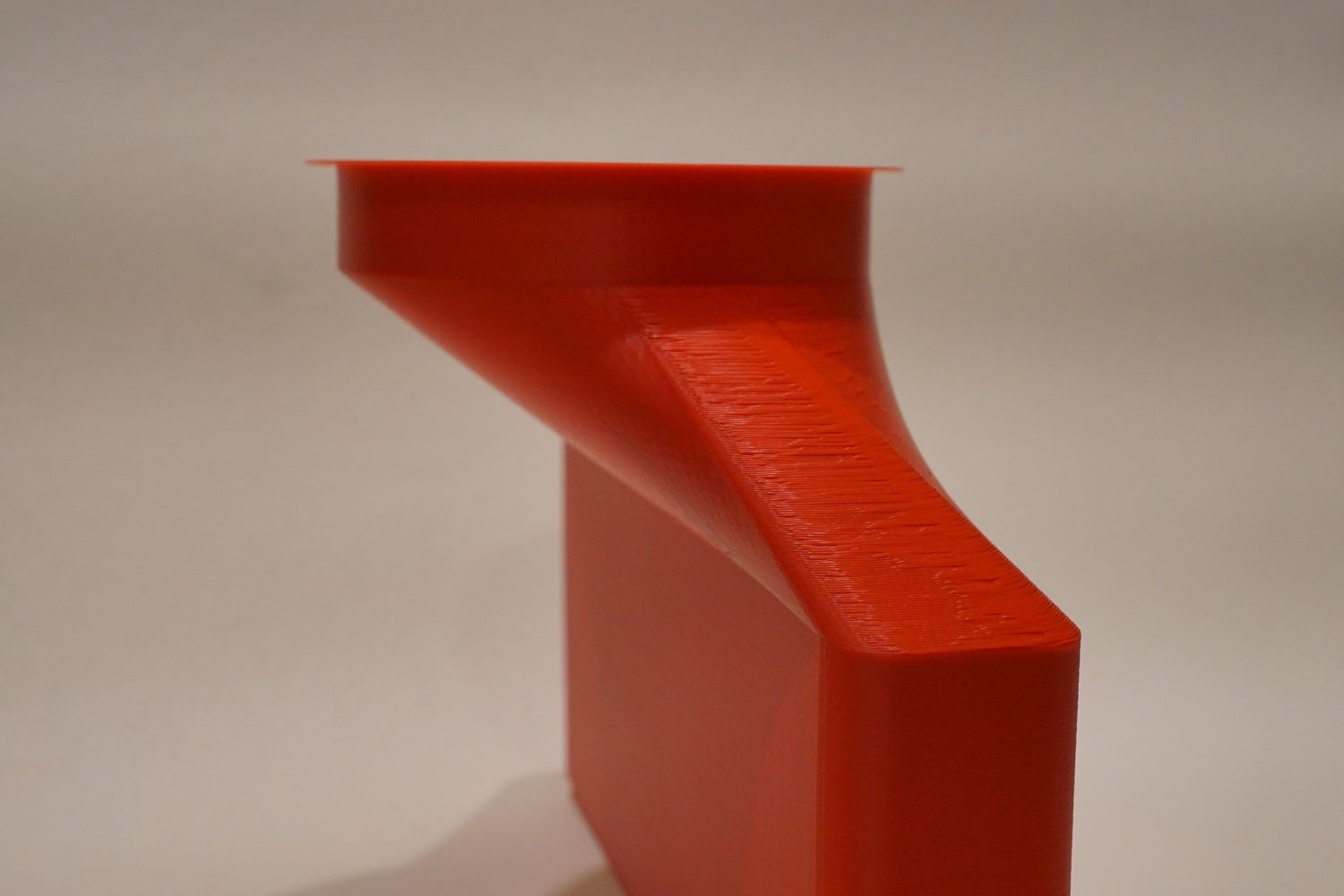
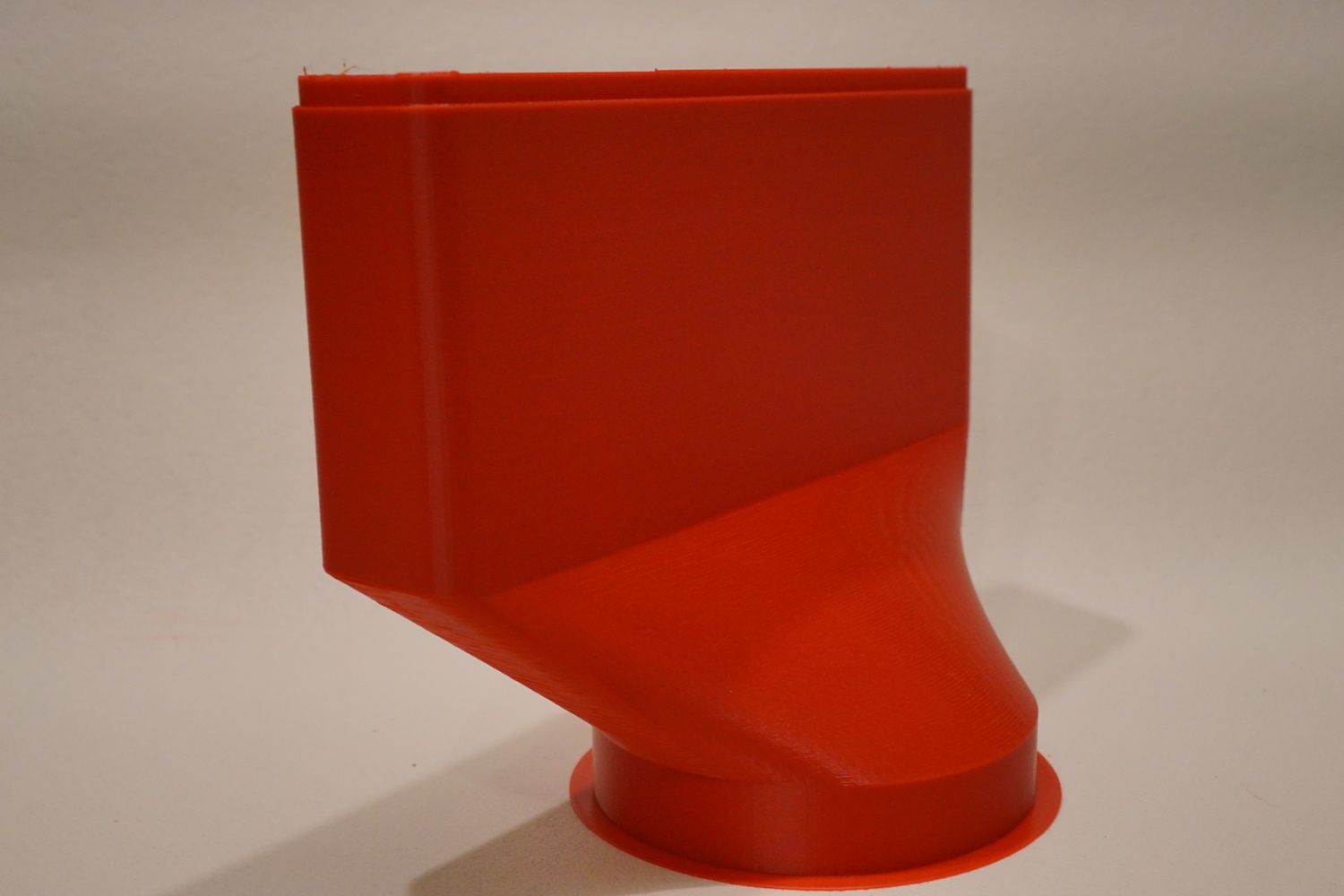
Bonjour, Alors le challenge est réussi ! Vu la taille de la pièce, je me suis dit qu'il fallait augmenter la température dans mon caisson pour que ça fonctionne. Habituellement, la température se stabilise autour de 45°C. J'ai donc ajouté des résistances de chauffage, faites avec des morceaux de veroboard (plaque d'essais). C'est économique, cela évite d'avoir recours à des résistances de puissances associées à un dissipateur thermique. Il suffit de faire des points de soudure aux extrémités pour relier toutes les pistes en série : Pour une puissance de 20 watts, la température de la plaque de véroboard monte à 110°C ! J'ai placé deux plaques verticalement de chaque côté (la chaleur s'évacue mieux verticalement, comme un radiateur électrique dans une maison) : J'ai donc 40 watts de chauffage supplémentaire. La température se stabilise autour de 60°C C'est beaucoup, mais mon caisson est conçu pour que l'alimentation et la carte mère soient isolées de l'intérieur thermiquement et refroidies via des ventilateurs externes. Pour la sécurité, j'ai alimenté mes "chauffages" avec une alimentation de laboratoire, en réglant à la fois la tension et le courant maxi ; de cette façon, en cas de court-circuit, la limitation de courant entrera en jeu et il n'y aura pas de surchauffe : Ci-dessus l'alimentation fonctionne en régulation en tension mais si le courant consommé augmente à peine, elle bascule en régulation de courant (et donc la tension baisse). On peut, en plus, ajouter un fusible, mais les fusibles ne sont pas très précis. J'ai imprimé ma pièce en ABS avec une hauteur de couche de 0.35mm ; l'impression a duré 12h30 La pièce occupe tout le volume d'impression, j'ai même du réduire un peu ses dimenssions. La pièce est parfaite, pas de déformation (hormis un défaut d'aspect lié à une pente en porte à faux un peu trop élevé et l'absence de support à cet endroit. Après refroidissement, aucune déformation non plus. Voyez les photos : A bientôt





 1 point
1 point -
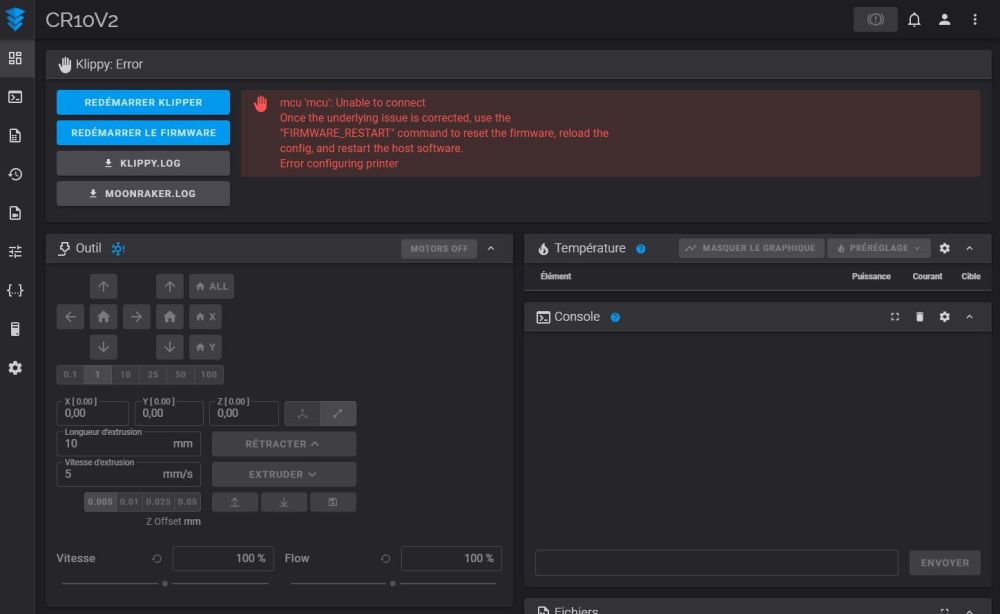
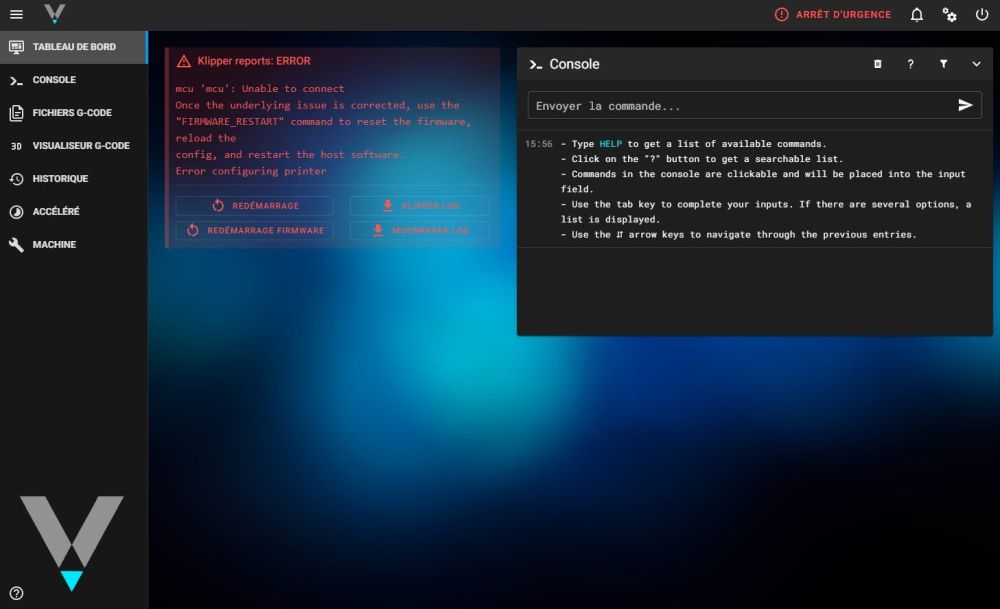
Klipper n'utilise pas tous les gcodes auxquels tu étais habitué avec Marlin. Ces M201,M203, M205 lui sont inconnus car pour réaliser ce que font ces Marlin's Gcodes, Klipper utilise des «Gcodes étendus». La documentation de Klipper, désormais en français l'explique plutôt bien : https://www.klipper3d.org/fr/G-Codes.html#g-codes Actuellement, le plus simple serait de modifier le Gcode de démarrage de ton trancheur (probablement Cura) pour n'y garder que quelques lignes, la principale étant celle débutant par START_PRINT . Exemple celui que j'utilise pour mon Ender3 S1 (et pratiquement le même pour ma CR10V2) : Les lignes avant START_PRINT bien que débutant par un point virgule (considéré comme un commentaire) sont toutefois utiles à Moonraker et Fluidd / Mainsail et les deux M190 et M109 permettent à Cura de ne pas ajouter ses propres valeurs de chauffage car il ne sait pas interpréter la macro START_PRINT1 point
-
Chacun à son avantage et son inconvénient, je dois avouer que j'utilise Cura depuis des Lustres. Très longtemps resté sur la version 4.8.0, avant de passer à la 5.2.1, la dernière version (5.3.0) ne me donnant pas satisfaction. Mais faisant pas de pièce avec des trous j'avoue que c'est un régla de ne pas avoir à repercer, par contre cette correction n'intervient que sur le plan des "X-Y" pas celui du "Z", mais normalement c'est OK. Une version est a télécharger avant quelle ne disparaisse des radars c'est la version spéciale 5.3.0 alpha+xmas. Au niveau support arborescent c'est absolument le Top, et fait gagner pas mal de temps en plus d'être plus rapide et plus efficace que les même supports dans Cura 5.2.1 ou au dessus. Cerise sur le gâteau, avec les options tu peux modifier une partie de partie de ta pièce au niveau des vitesses d'impression avec les add-ons. J'ai essayé c'est fonctionnel et pratique dans certains cas. Bref.. Vive Cura, qui suffit pour la majorité des impressions. Mon Fiston utilise Slicer 3D, mais la version pro à son boulot. Bon là c'est une autre monde, mais trop puissant.1 point
-
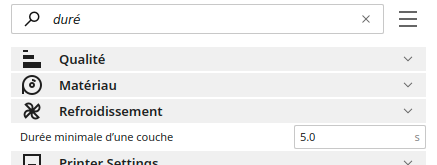
Salutation "Durée minimale d'une couche" Sinon sous Ultimaker Cura, installer le plugin "Settings Guide" via le marché en ligne pour avoir plus d'info sur chaque paramètres Enfin ne pas oublier l'aperçu ( pour visualiser le résultat avant impression, il y a une vue "vitesses" si tu a une carte graphique compatible et sinon PrusaSlicer le fait aussi (plus ou moins bien selon la version) avec sont gcode-viewer )
 1 point
1 point -
Salut, est-ce que c'est le moteur qui fait trembler le plateau ou bien un problème de jeu dans le guidage linéaire ?1 point
-
Si tu as un TFT avec ecran equipé de MC STM32F107 alors dans ce cas en installant le firmware BTT tu as les options accéssibles. Sinon tu peux le faire via pronterface et un PC, ajouter dans le Gcode de démarrage des ligne avec le M92 et les valeurs adapter pour des Axes X, Y, Z, E en fonction de ce que tu as ajouter. Ou encore créer un fichier .gcode avec les commande M92 adéquat + une ligne M500 et lancer le fichier comme un print.1 point
-
oui j'ai utiliser pendant plusieurs semaines la 3950B avec une déclaration dans marlin de Epcos 100K d'origine sans jamais voir de différence, j'ai pas la suite ajuster en me configurant un marlin avec de nouvelle fonction a l'époque sinon j'aurais pas refais juste pour changer cela vue que cela fonctionnait parfaitement.1 point
-
j'ai eu le même soucis au 2eme print j'ai vu qu'il mette la p1p par default1 point
-
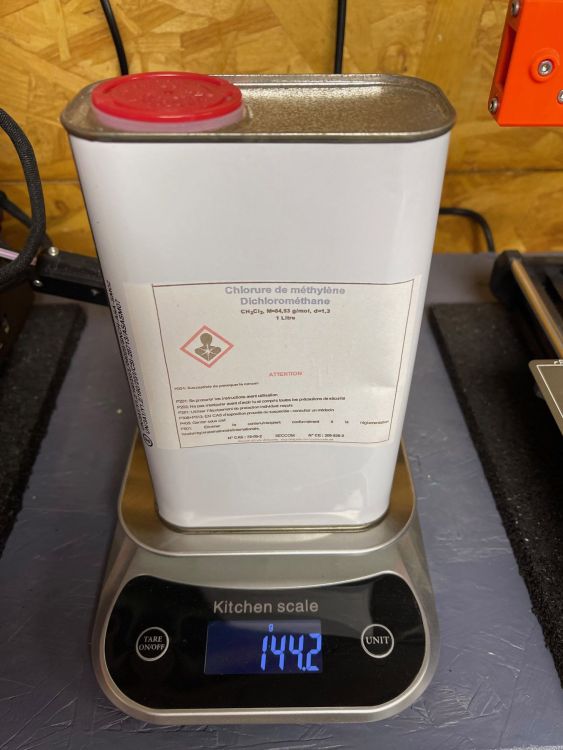
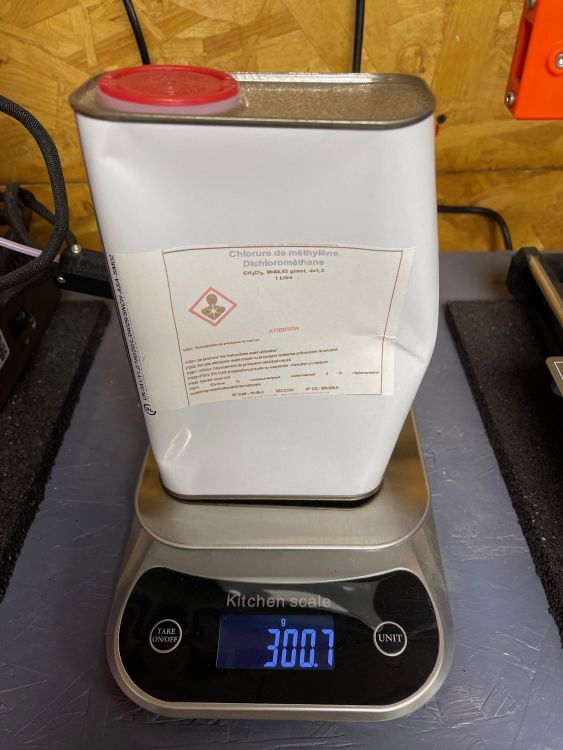
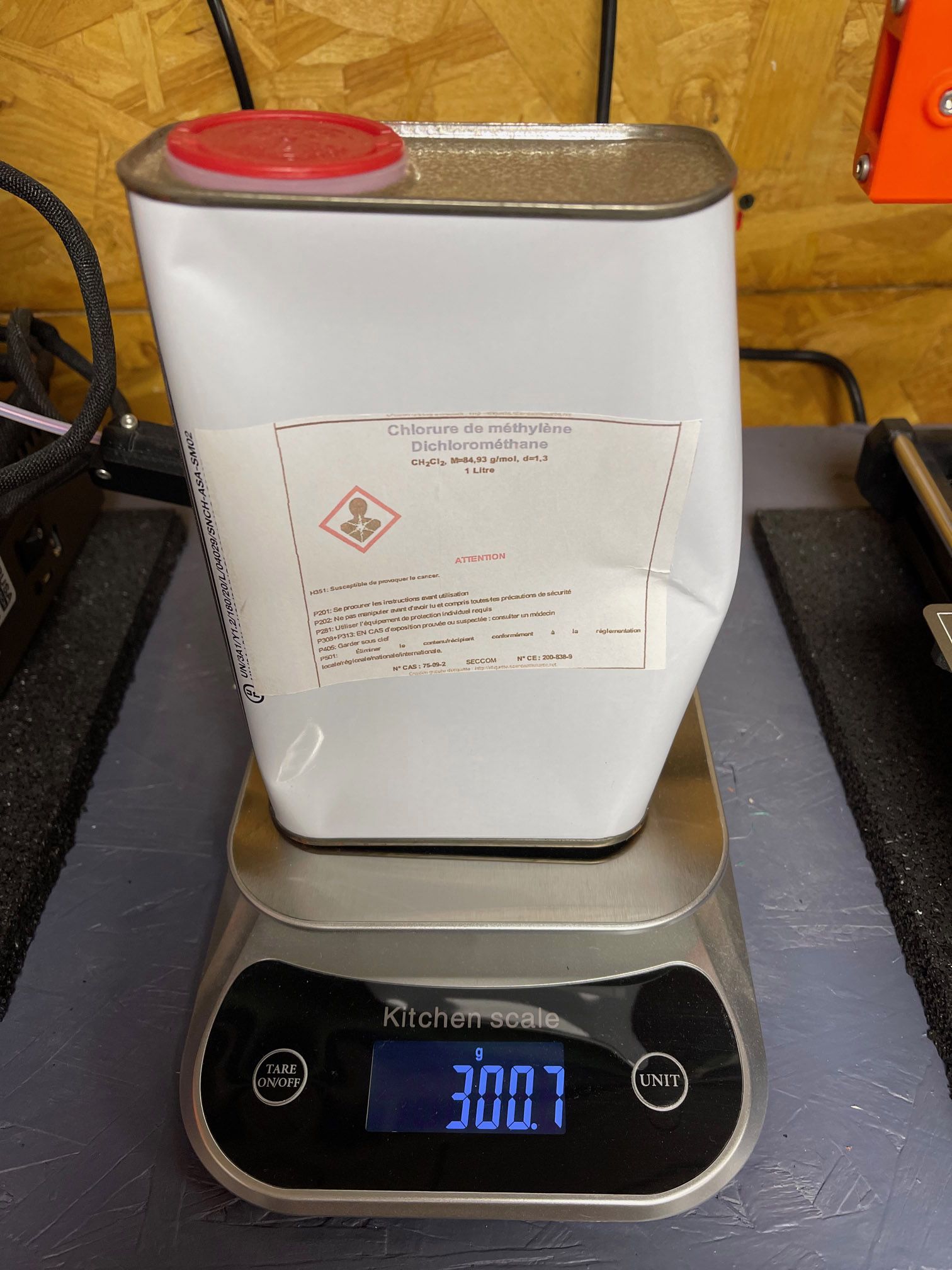
Suivant les conseils de @Ironblue j'ai acheté le produit dangereux, mais efficace pour polir les pièces en PLA. J'en ai commandé deux bidons d'un litre (bidon métallique avec bouchon plastique type bidon d'huile moteur). N'en ayant pas besoin lors de l'achat, je les ai stockés dans mon garage. Hier j'ai voulu faire un essai avec ce produit magique, et bien, il est vraiment magique car bidon toujours fermé d'origine le produit c'était envolé (voir les photos). Le premier complétement vide tare 144 gr le second, il reste un peu de produit dedans (le bidon s'est contracté). Tout cela pour vous prévenir qu'il ne faut pas stocker ce produit dans une pièce d'habitation, car sans vous en rendre compte vous en respirez (et pourtant le Logo est explicite). Je trouve cela inadmissible de commercialiser ce produit avec ce conditionnement inadapté.
 1 point
1 point -
Donc le contenant était inadapté au stockage à long terme Peut-être écrire au fabricant ? Une remarque importante, que j'ai oublié de faire. J'ai suggéré que transférer les produits dans un contenant en verre pourrait être une bonne idée. Mais si la bouteille vous échappe des mains elle se cassera en tombant au sol, ça peut être dangereux pour vous et aussi pour le sol Aussi, il peut être utile de fixer autour de la bouteille une protection en mousse (ça existe tout fait, on s'en sert notamment pour le transport d'échantillons prélevé en flacon en verre) Il y a aussi des capsule de goulots réduisant le débit, utile en cas de chute (on en trouve notamment sur les bouteilles d'acétone)1 point
-
Voici le lien du compteur Compteur numérique de puissance. oui effectivement je ne laisse jamais une impression sans surveillance et j'ai une détection incendie reliée à mon alarme domotique. Je peux même vérifier mon équipement avec ma caméra de télésurveillance sur mon téléphone mobile si je suis dans mon jardin. En cas de fumée je suis immédiatement avertie !1 point
-
Merci @vap38 Cela conforte également le fait de ne pas laisser nos imprimantes tourner sans présence à la maison. Un bouton d'arrêt d'urgence sans personne pour appuyer dessus ne servira pas à grand chose... A+1 point
-
Merci, et je te confirme que je ne regrette absolument pas tout ce temps passé en modélisation... Depuis ces trois première machines, plusieurs autres sont passées à la moulinette... Et pour toutes celles-ci, seule une partie des test prints est commencée... Sachant que j'aime faire rouler mes voitures... Maintenant, je modélise avant tout autres choses...1 point
-
tkt ça va viendre1 point
-
Je suis un GOLEM de plomb je viens de trouver les options, j'étais toujours dans le menu "aperçu" forcément je pouvais pas modifier les dimensions....1 point
-

From the album: Impressions par trotro
CAD Sketcher - Modélisation de précision paramétrique pour Blender, CAD Sketcher (Blender Addon) - Download CAD Sketcher: https://makertales.gumroad.com/l/CADsketcher ********** - CAD Modeling In Blender - https://www.youtube.com/watch?v=1jNDLUDL0gc - CAD Sketcher - https://www.youtube.com/watch?v=941iYxf3HuM1 point -
+1 car vous avez le droit à 10Mo de fichiers joints par post parmi les extensions suivantes (je viens de rajouter le webp) :
 1 point
1 point -
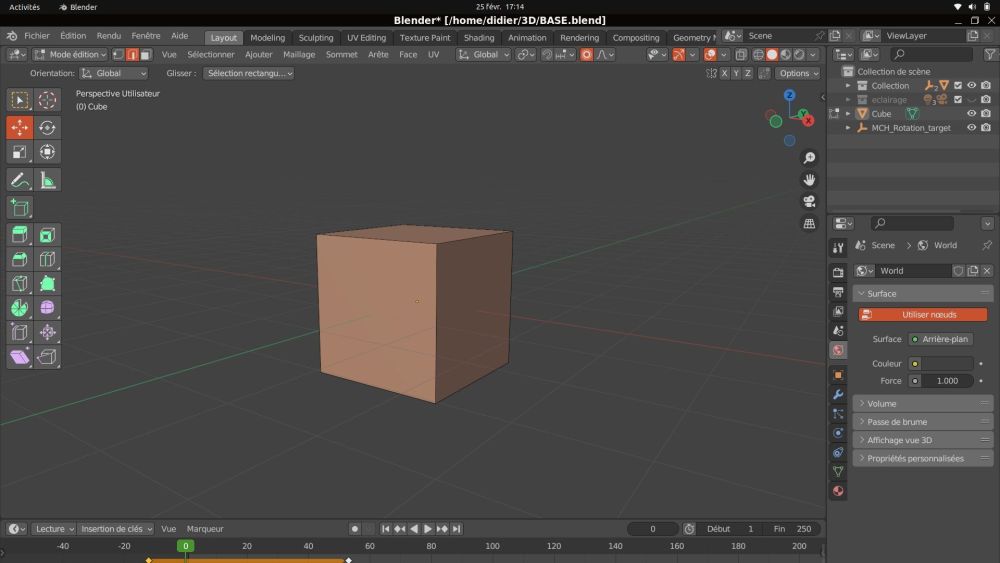
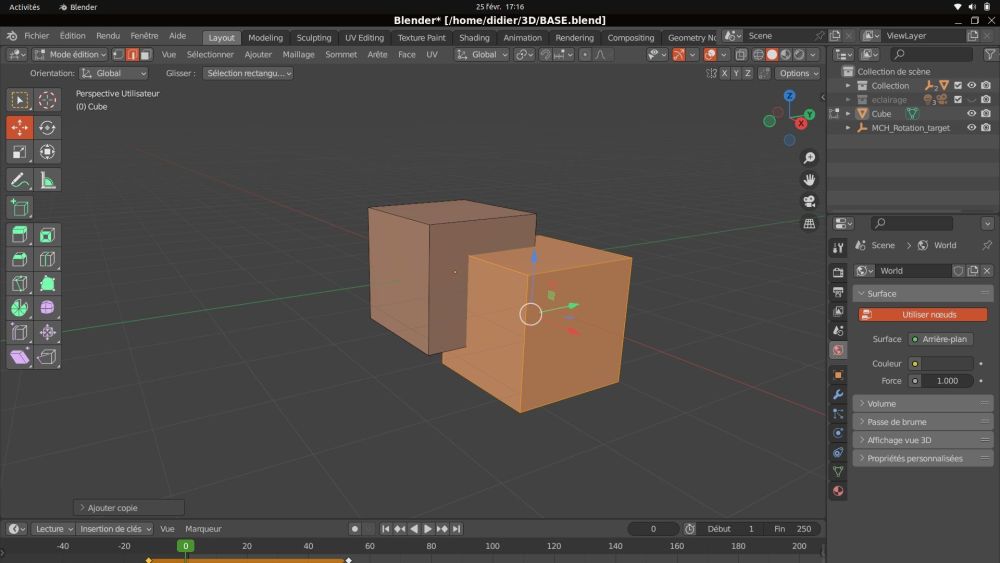
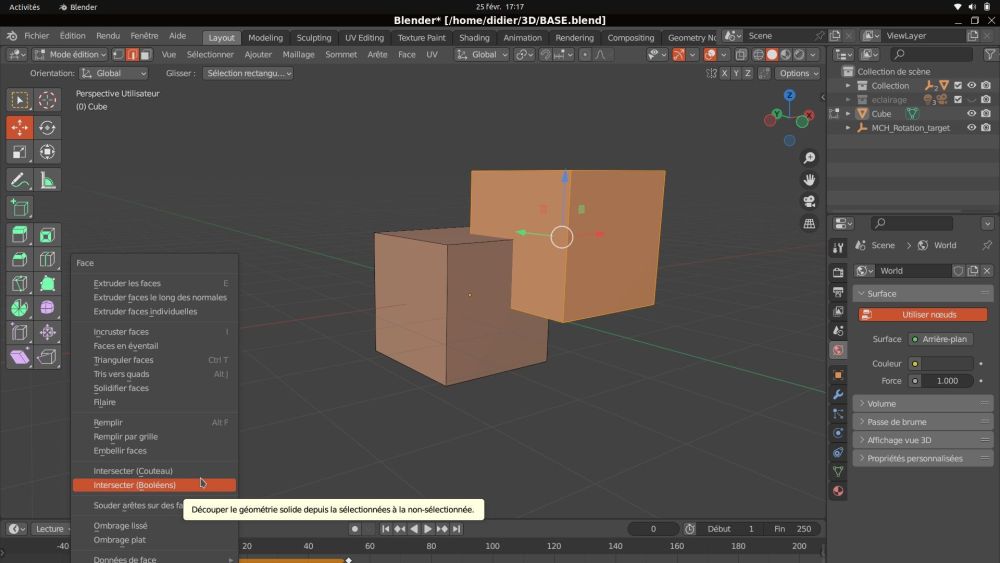
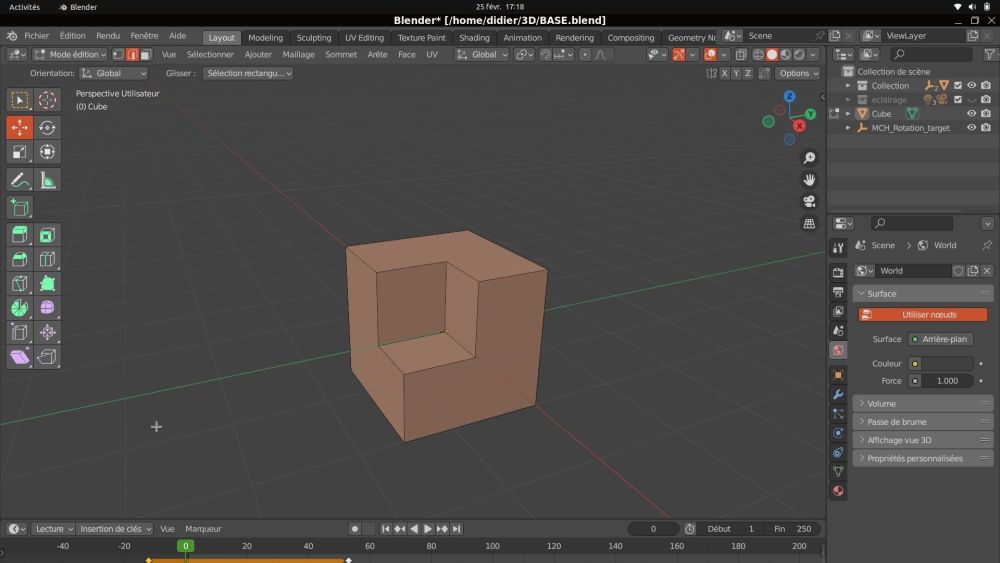
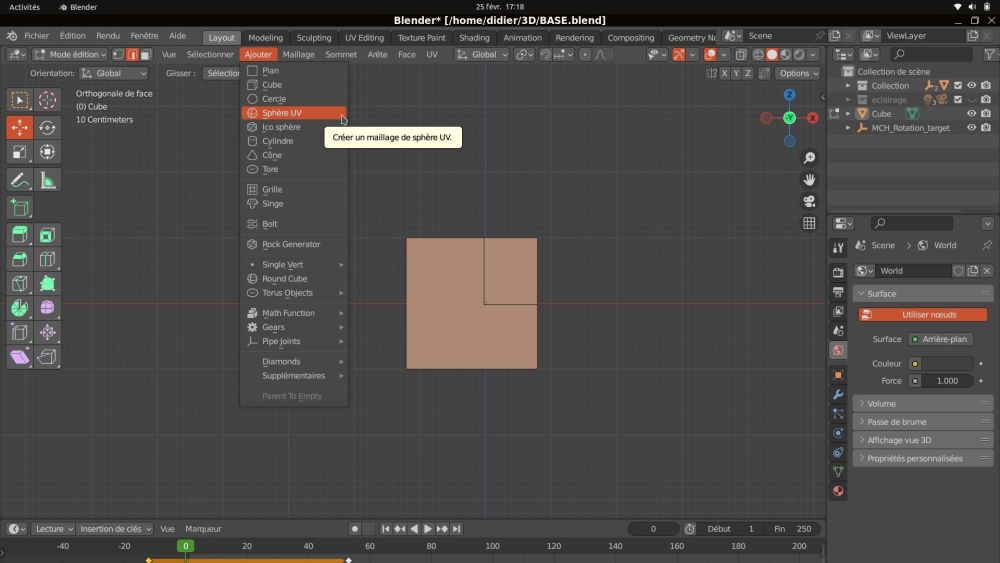
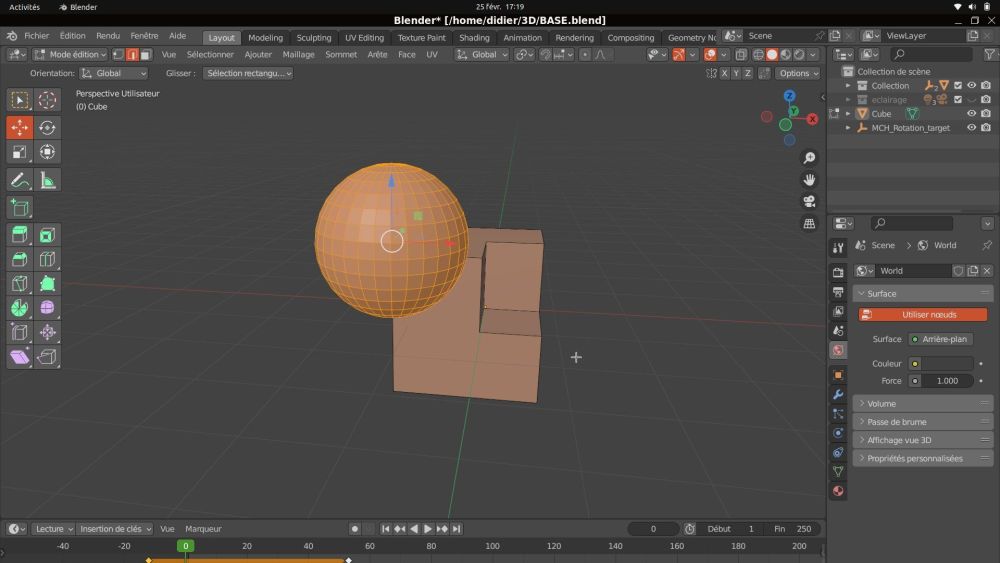
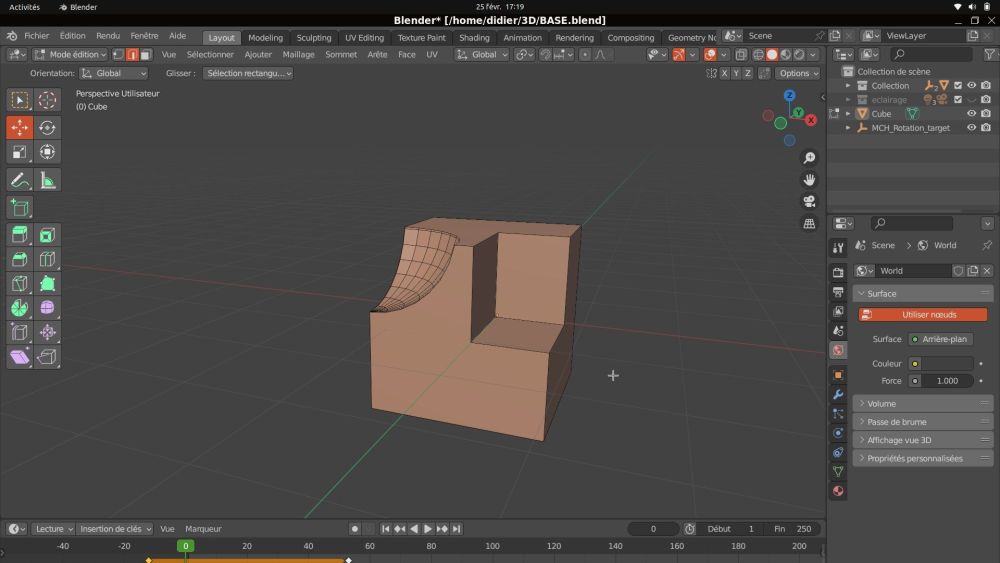
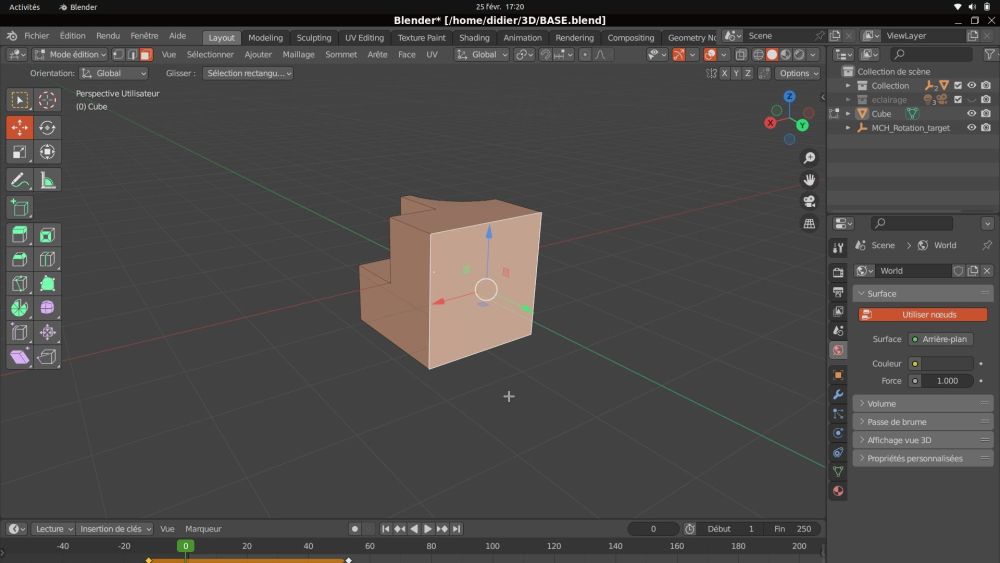
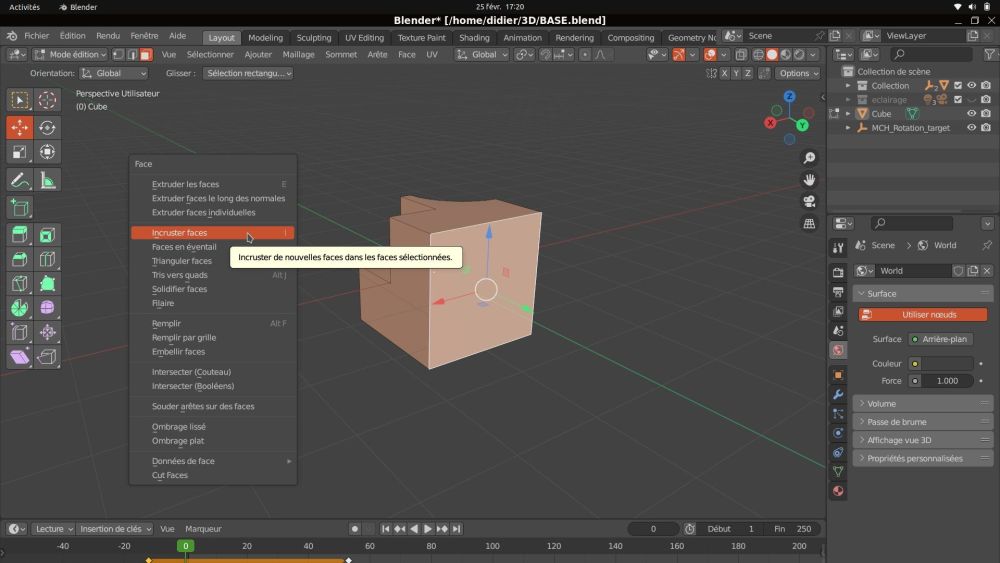
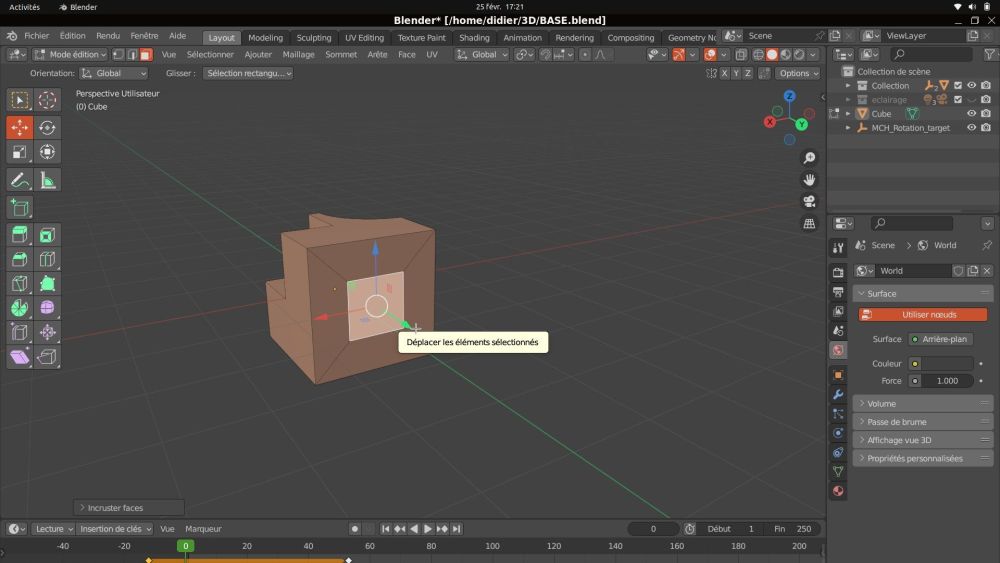
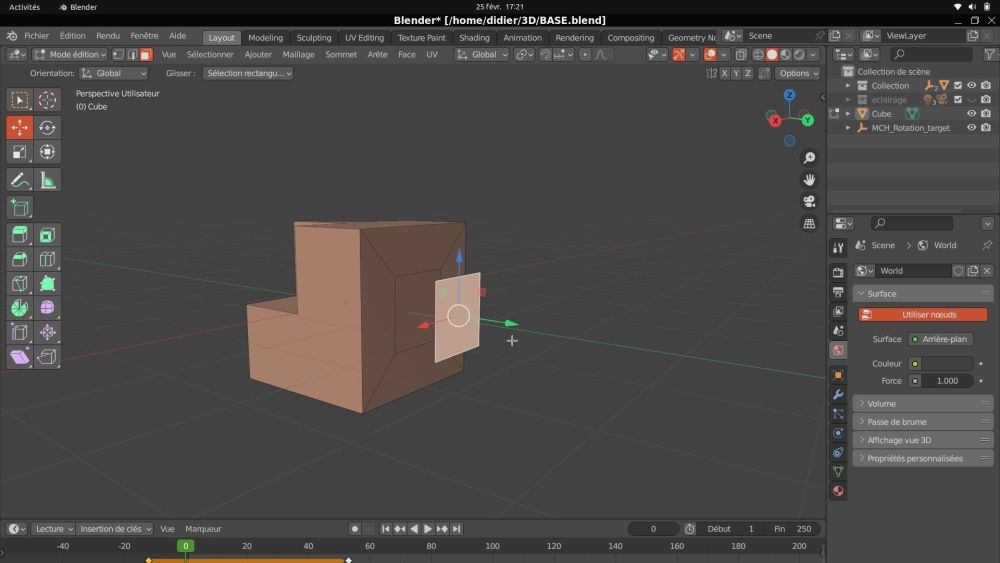
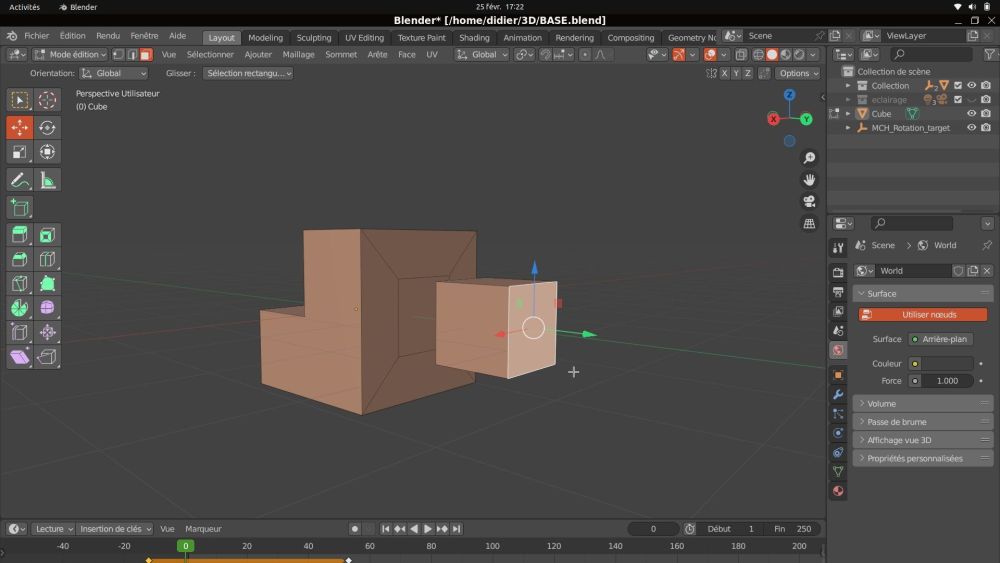
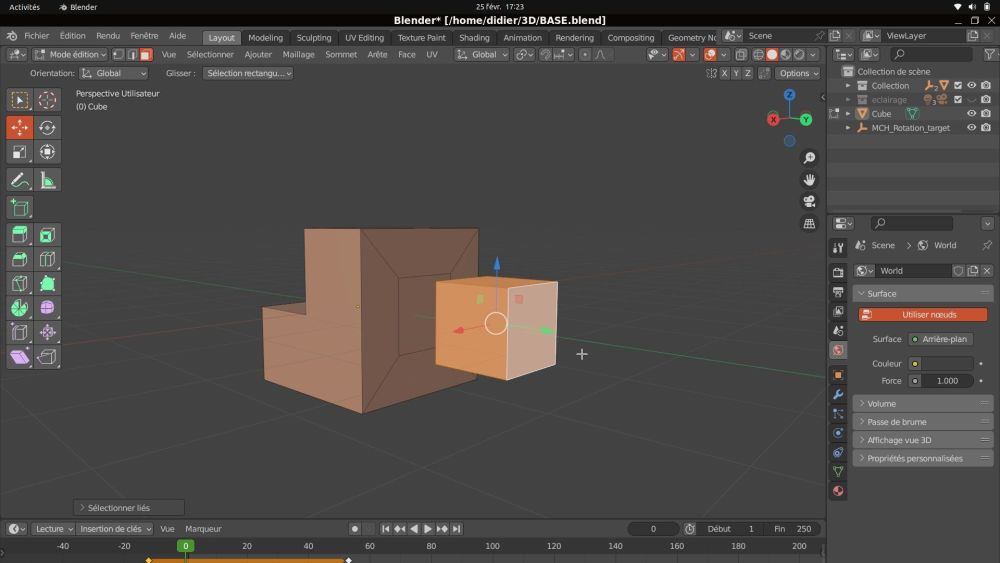
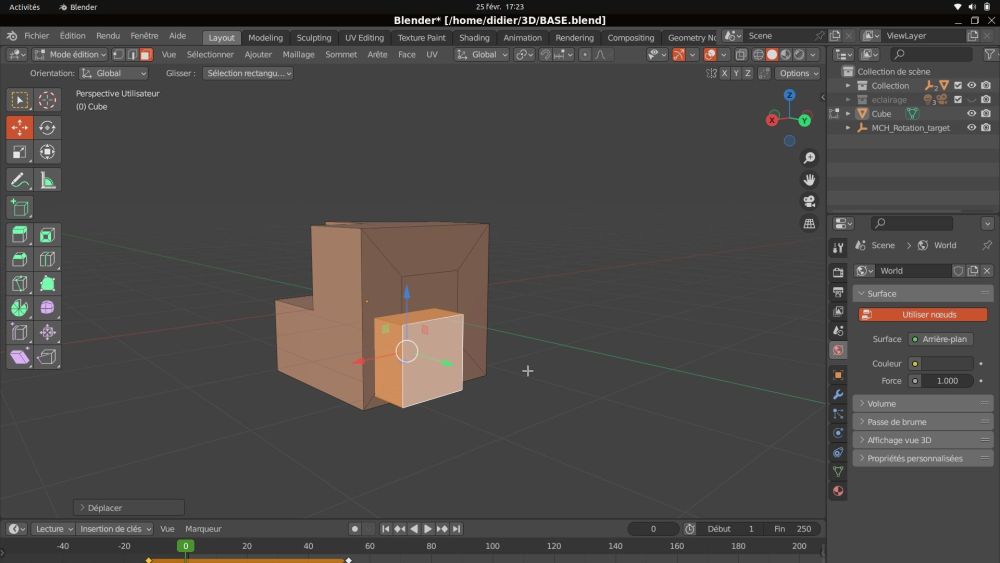
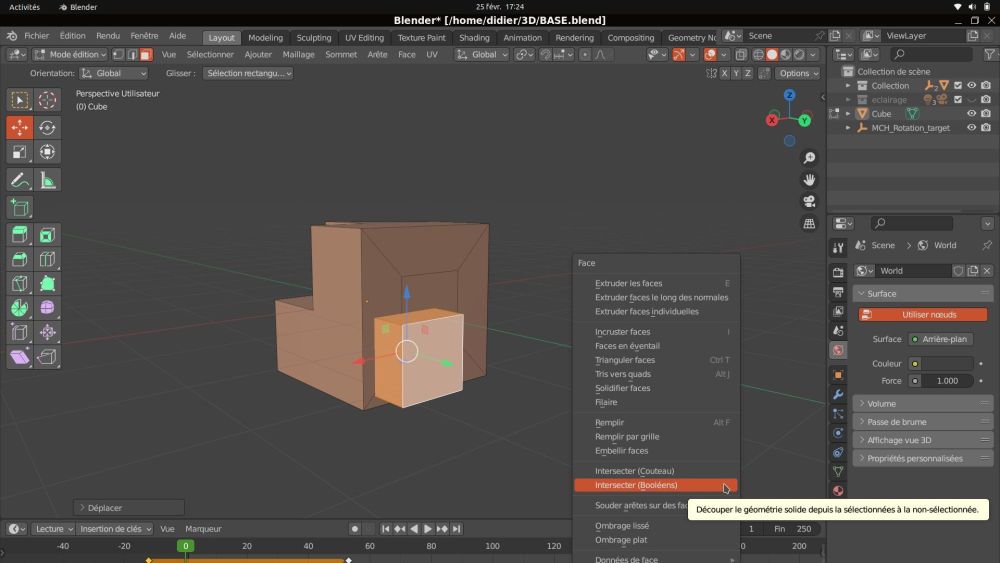
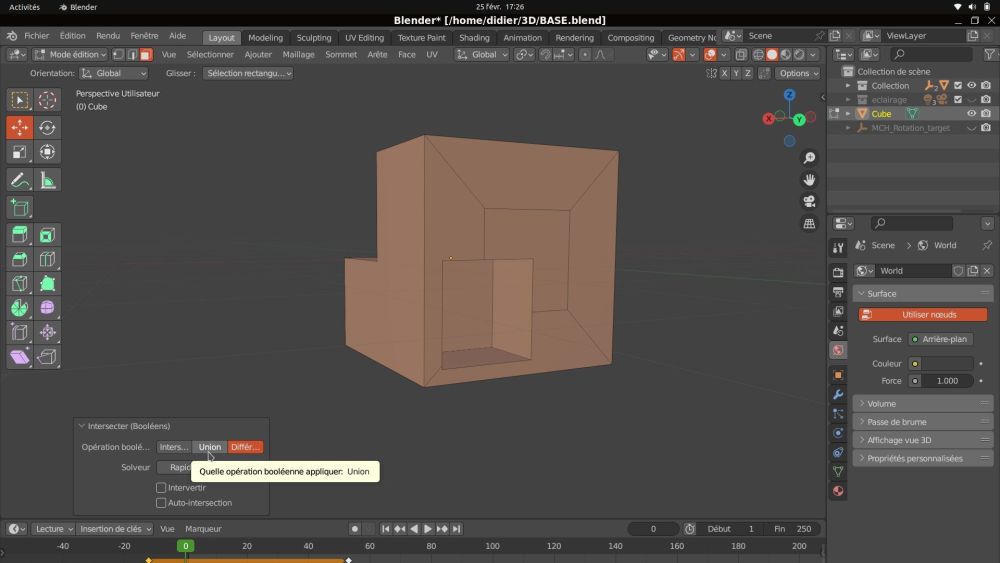
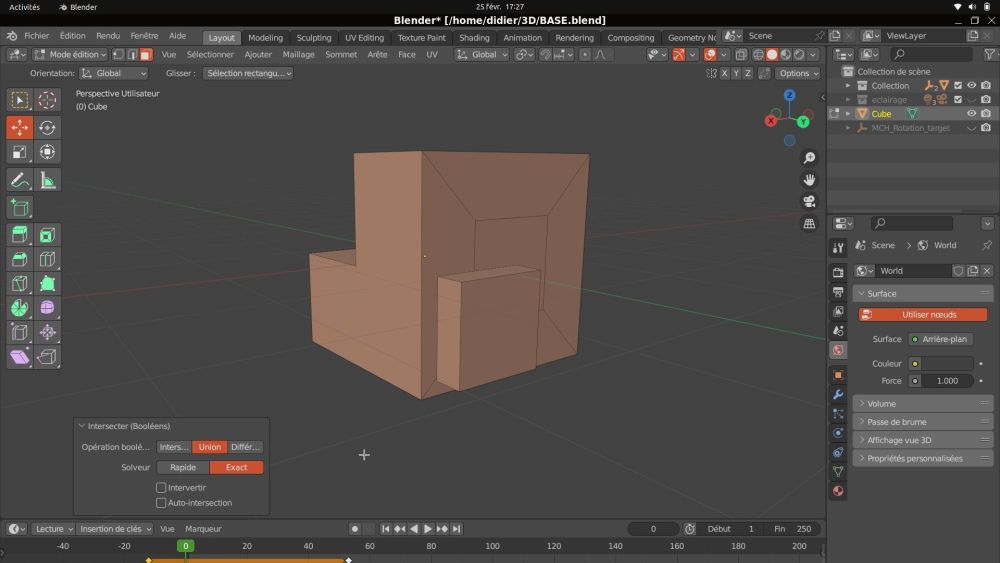
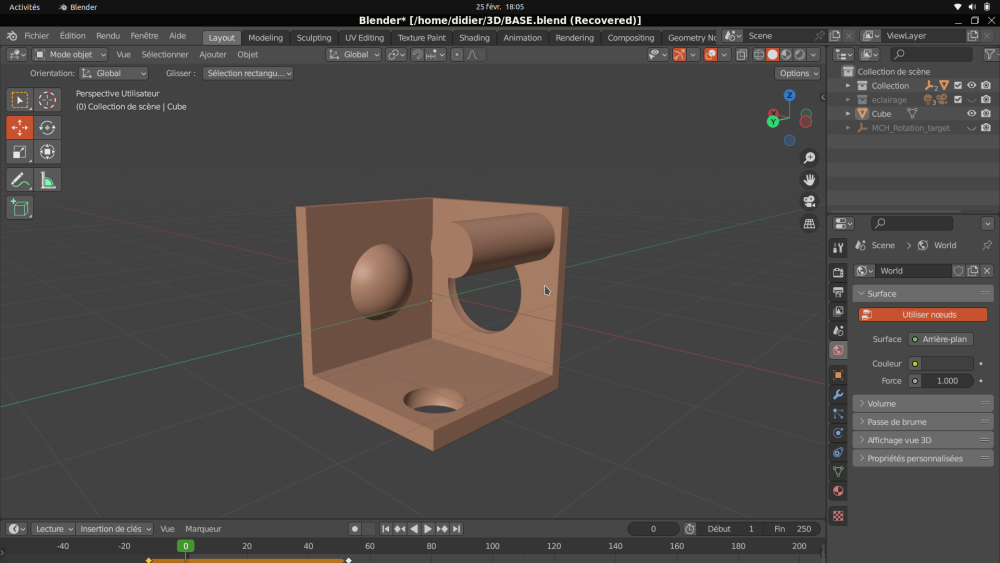
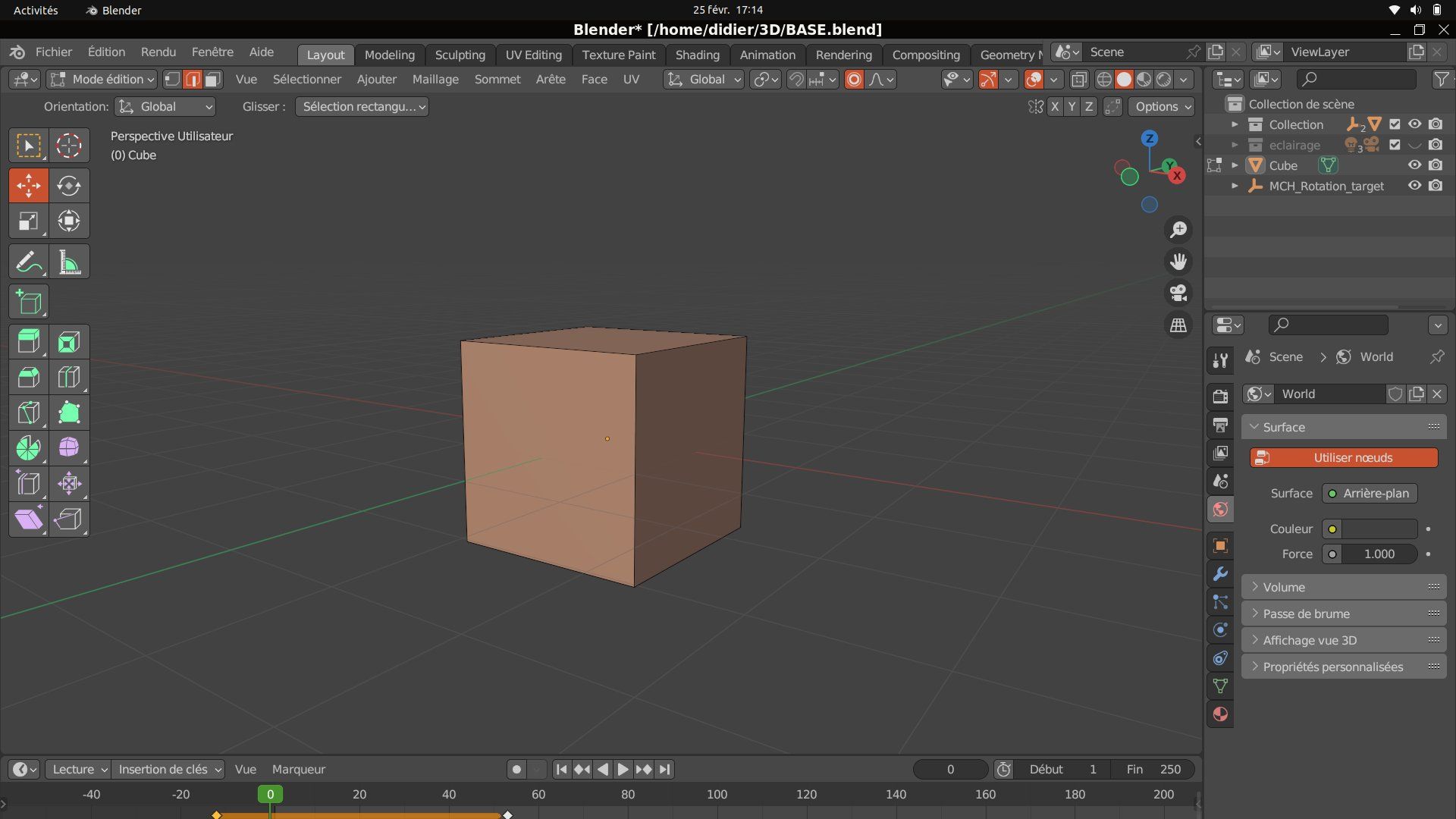
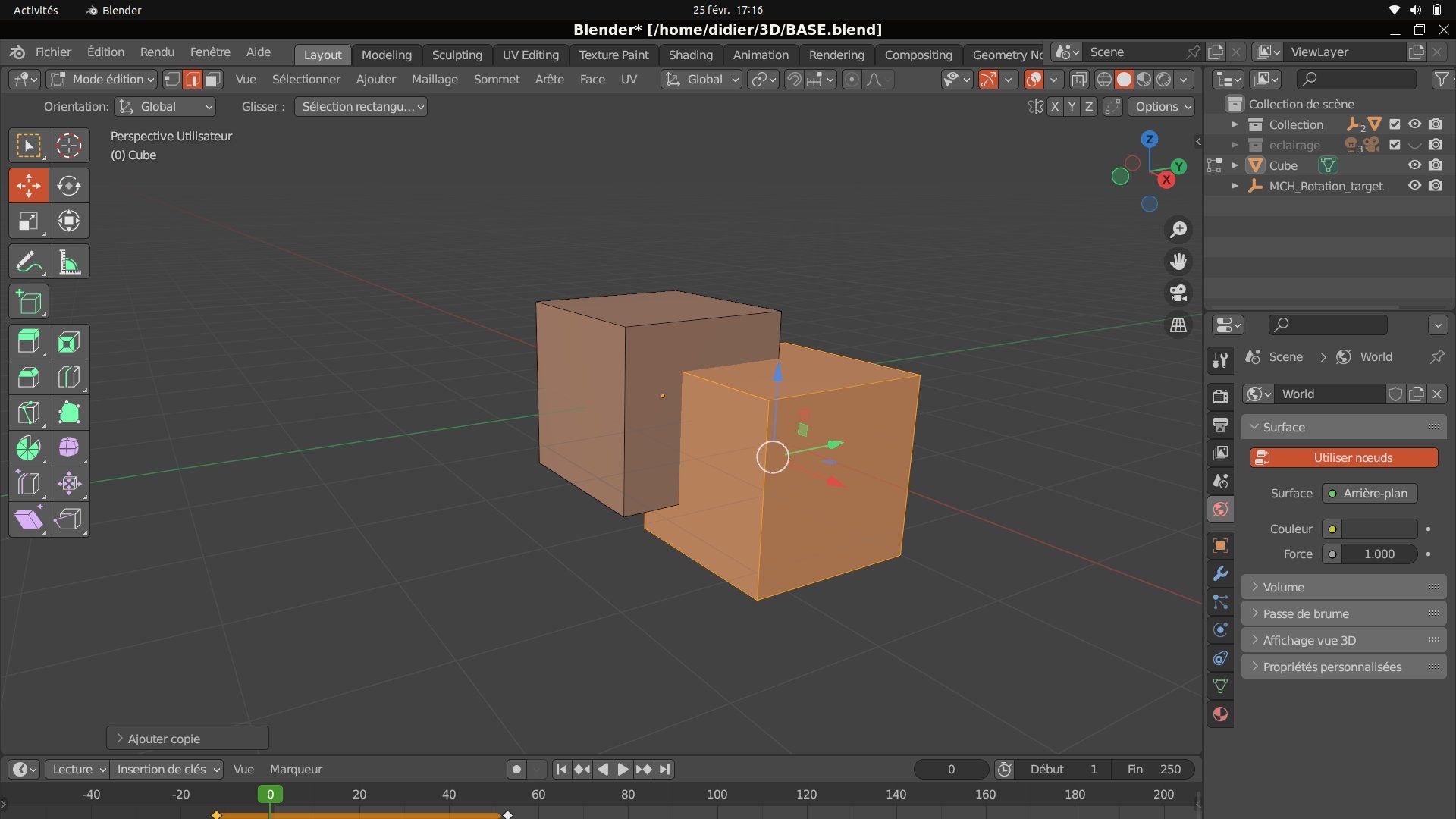
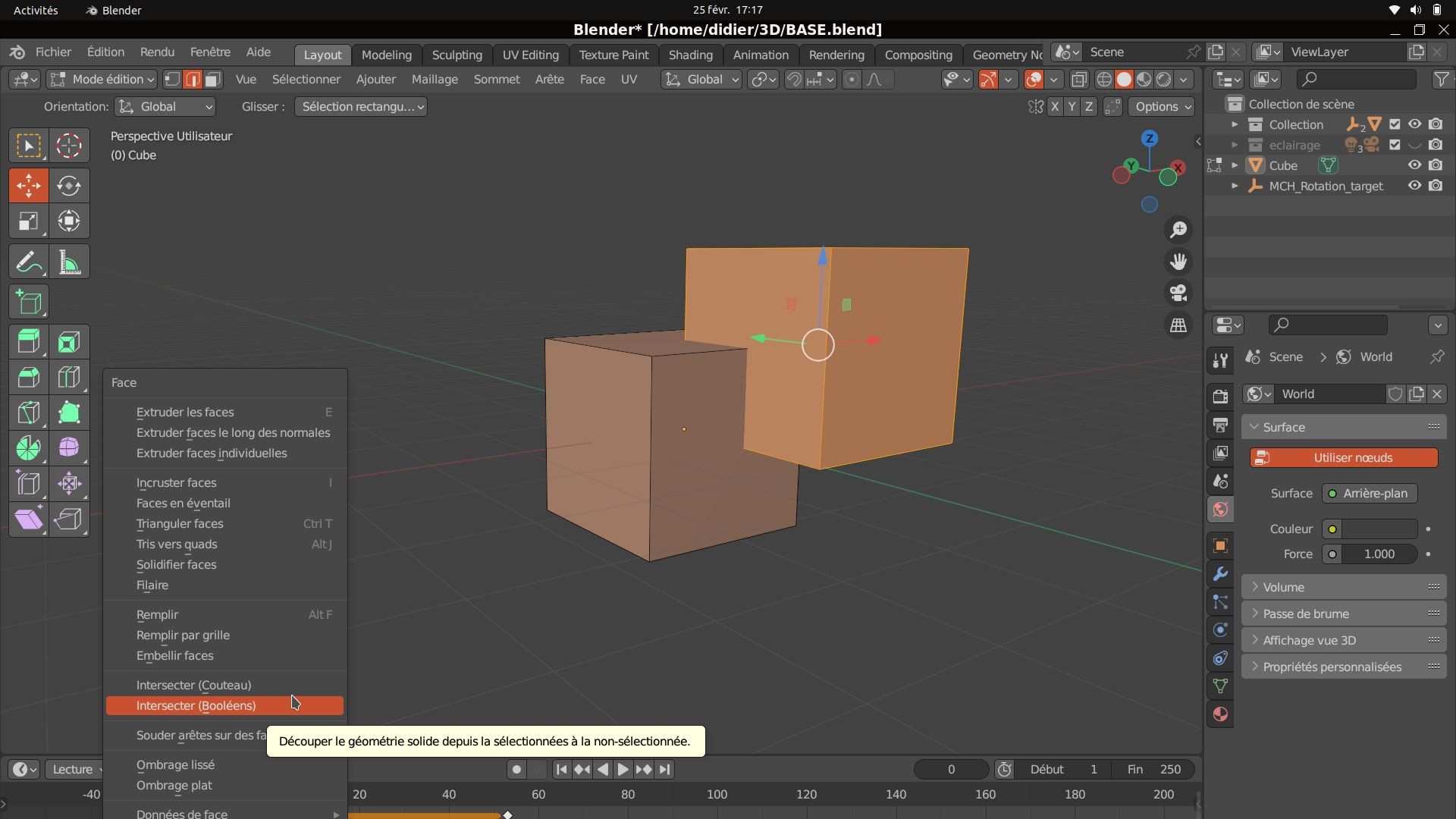
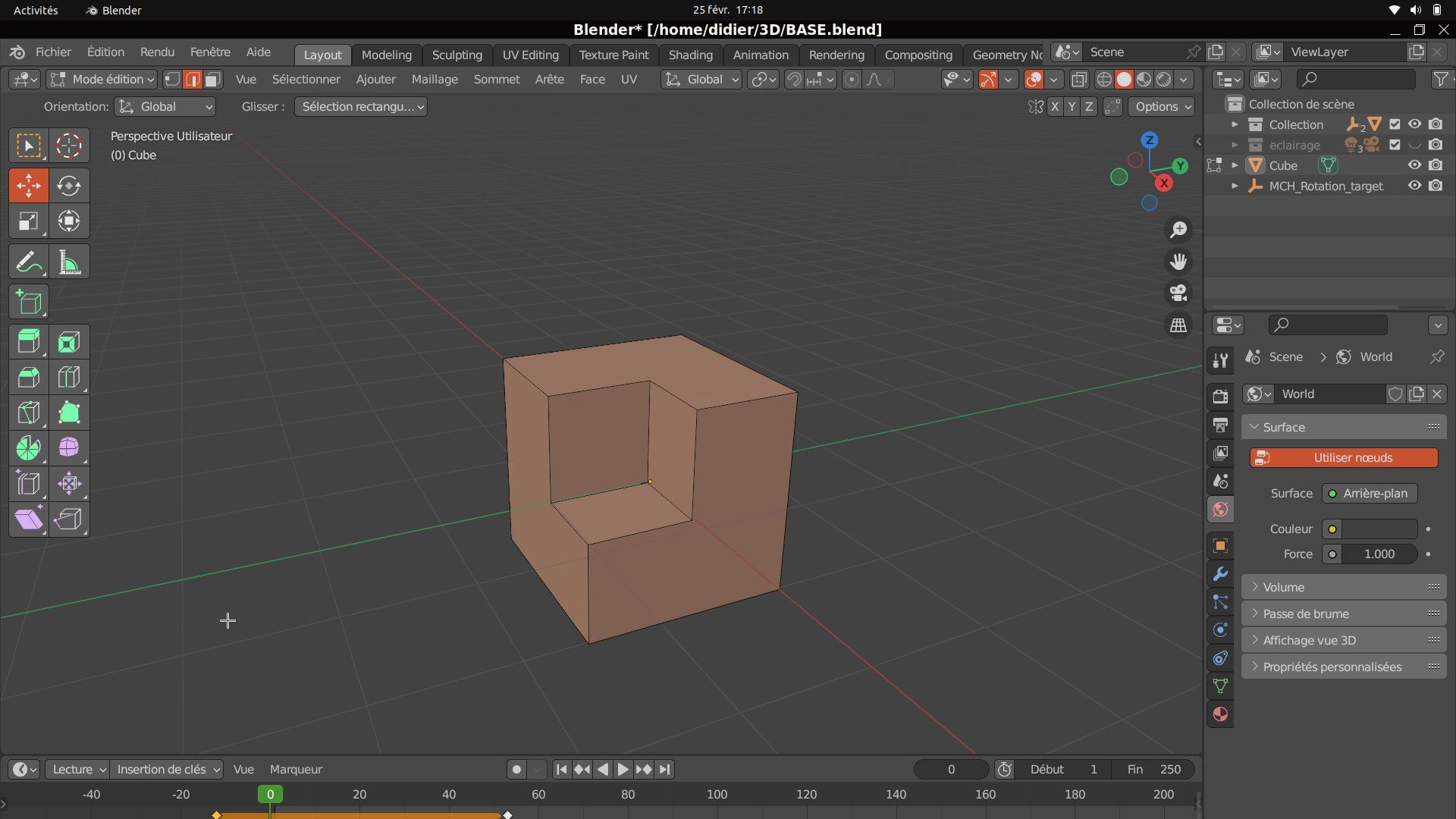
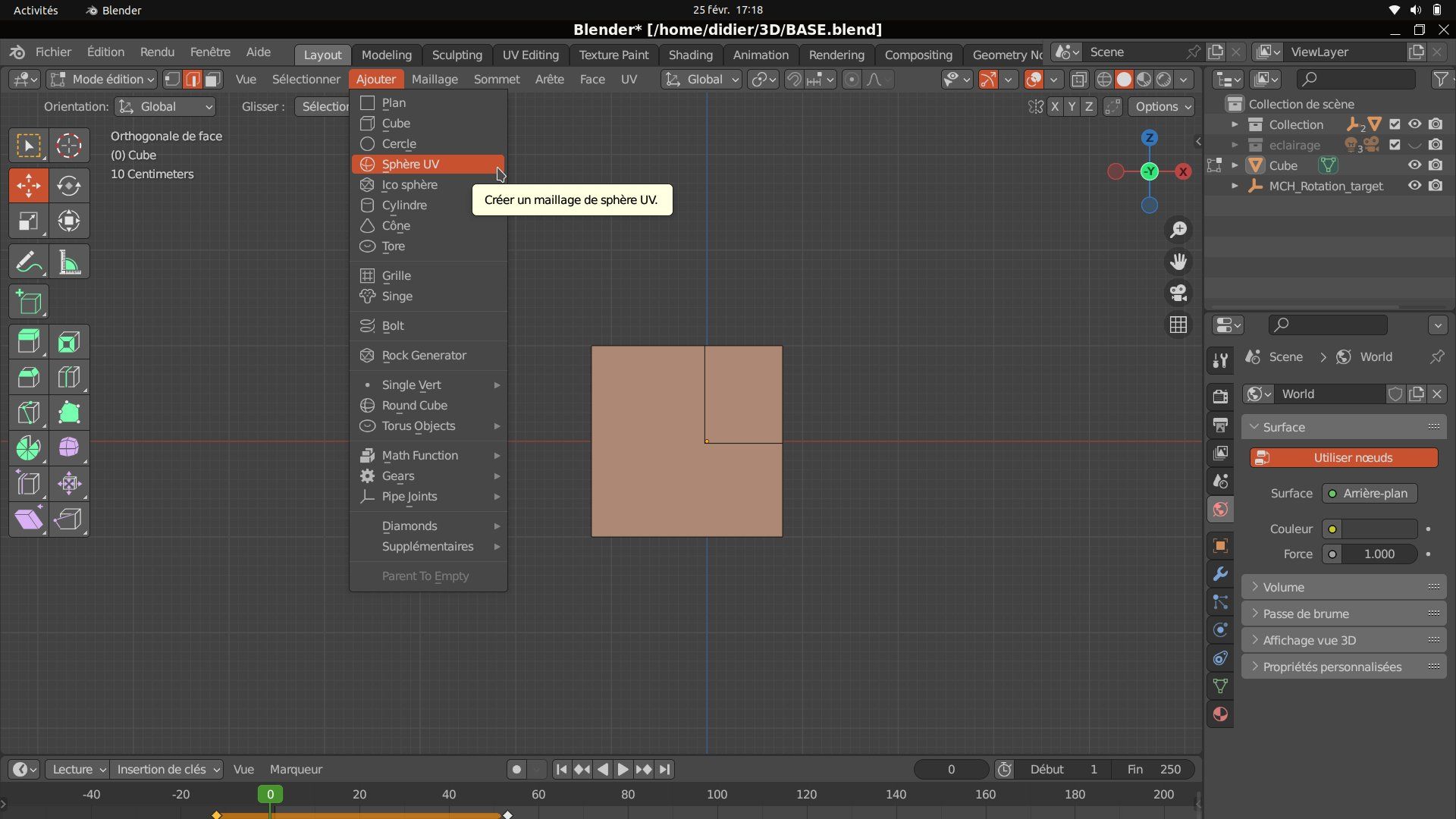
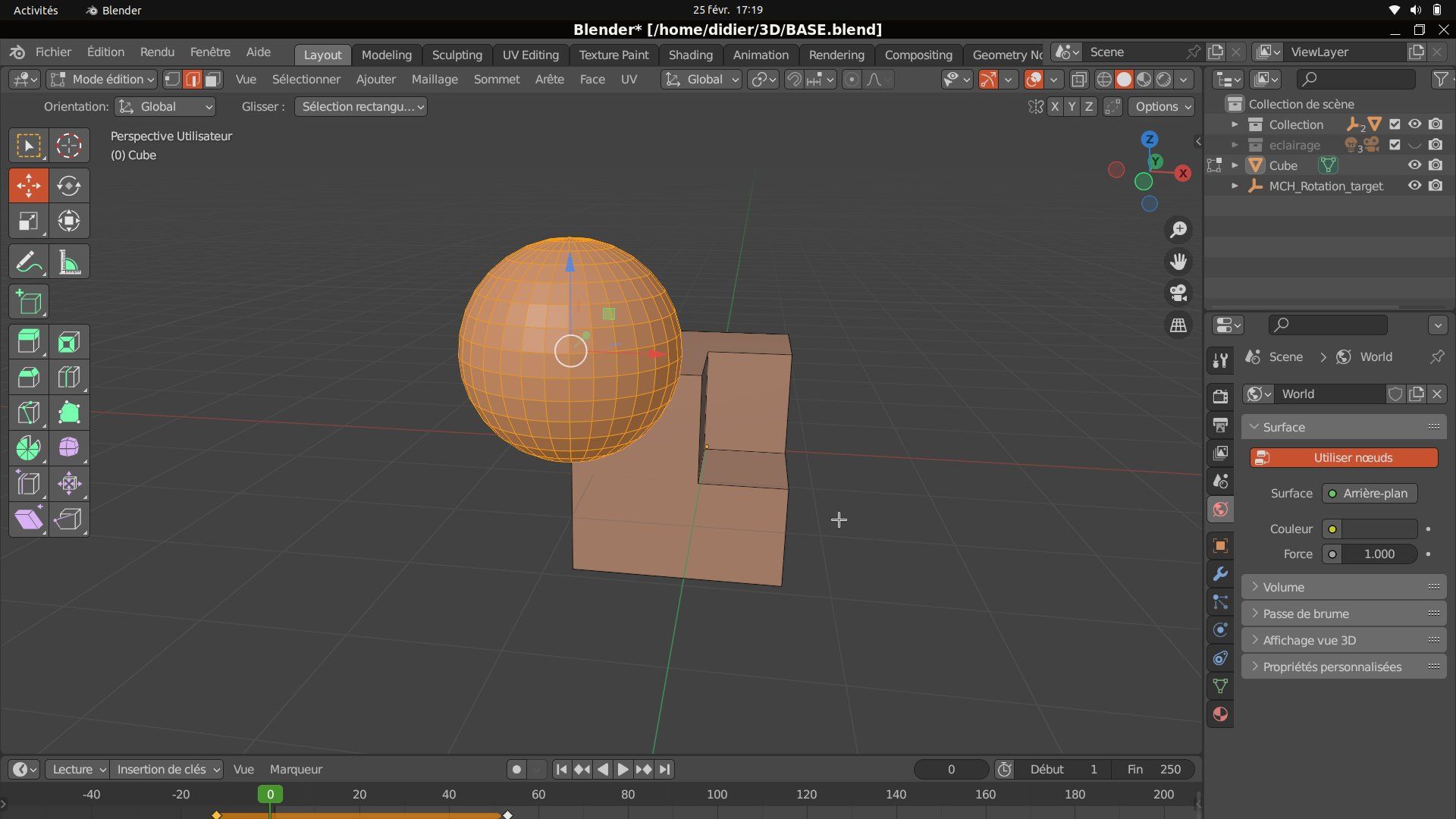
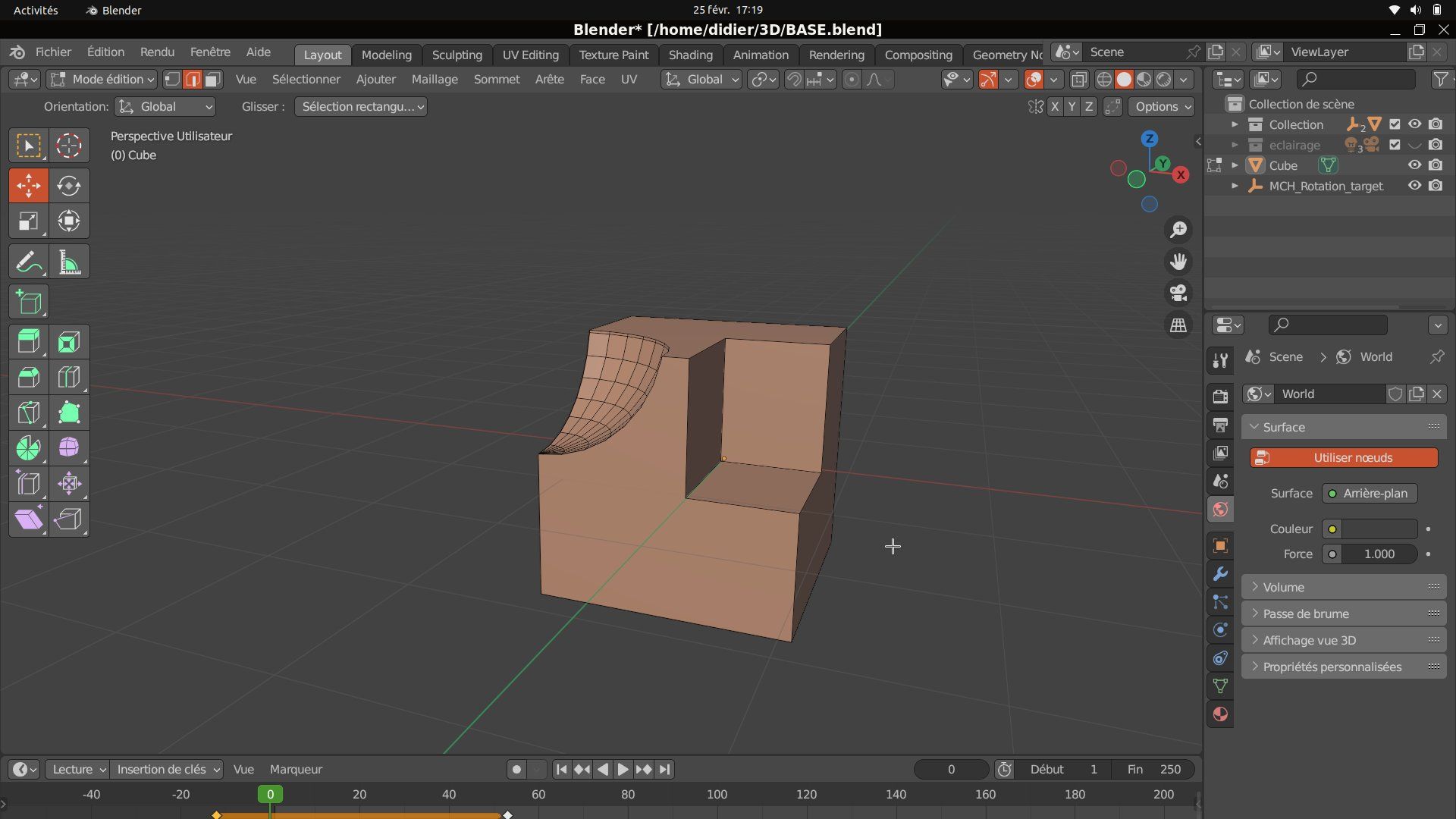
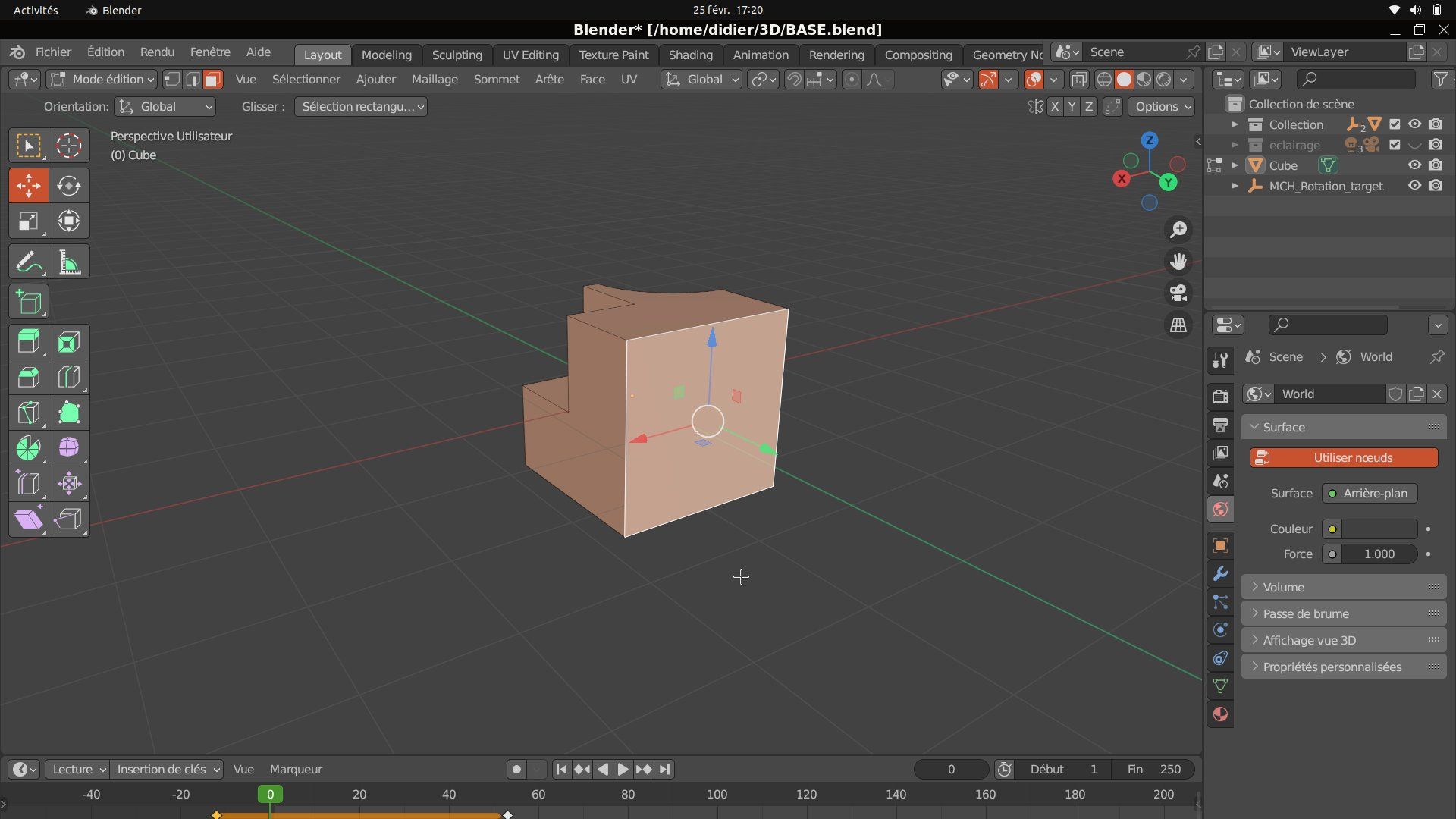
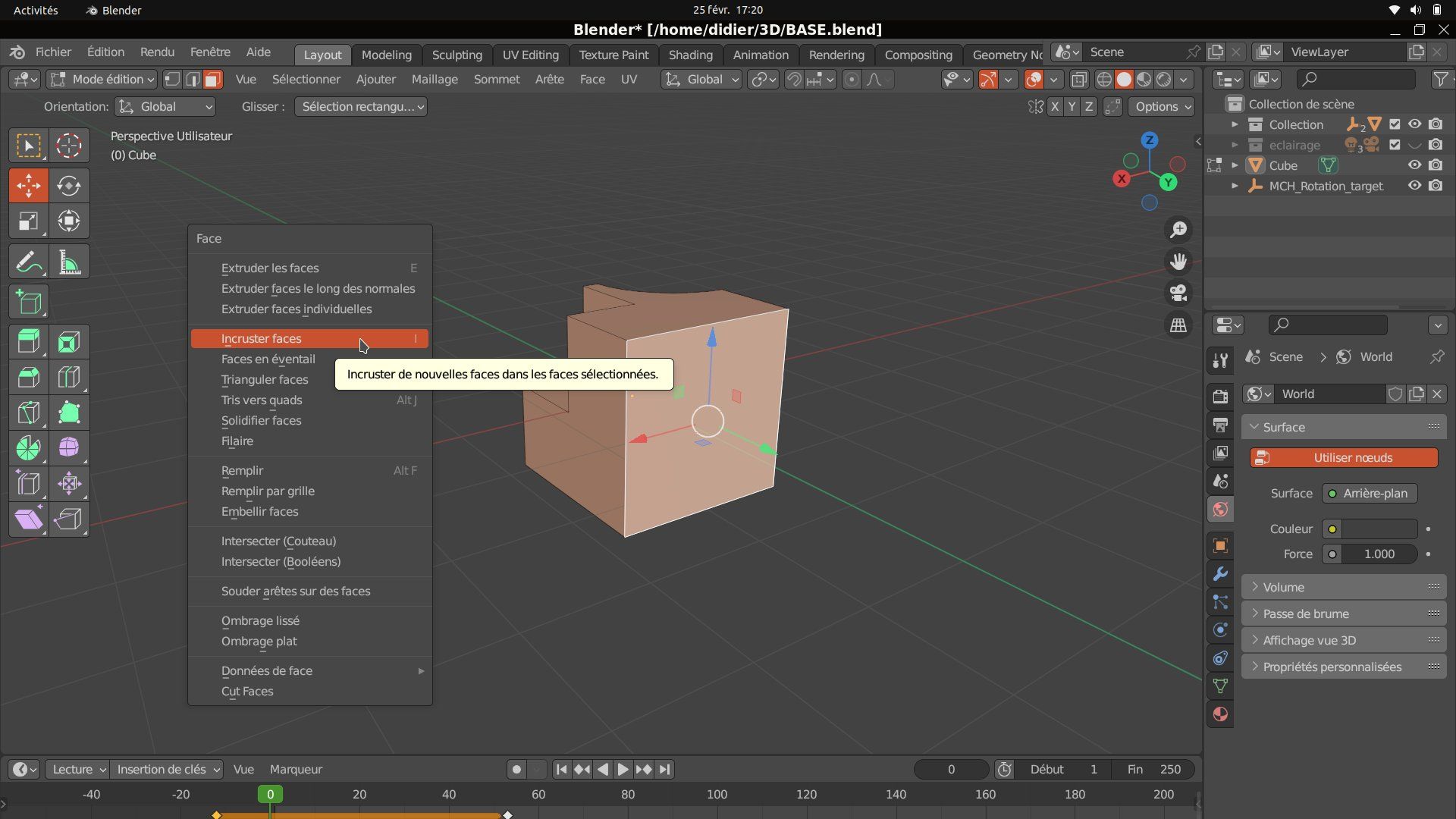
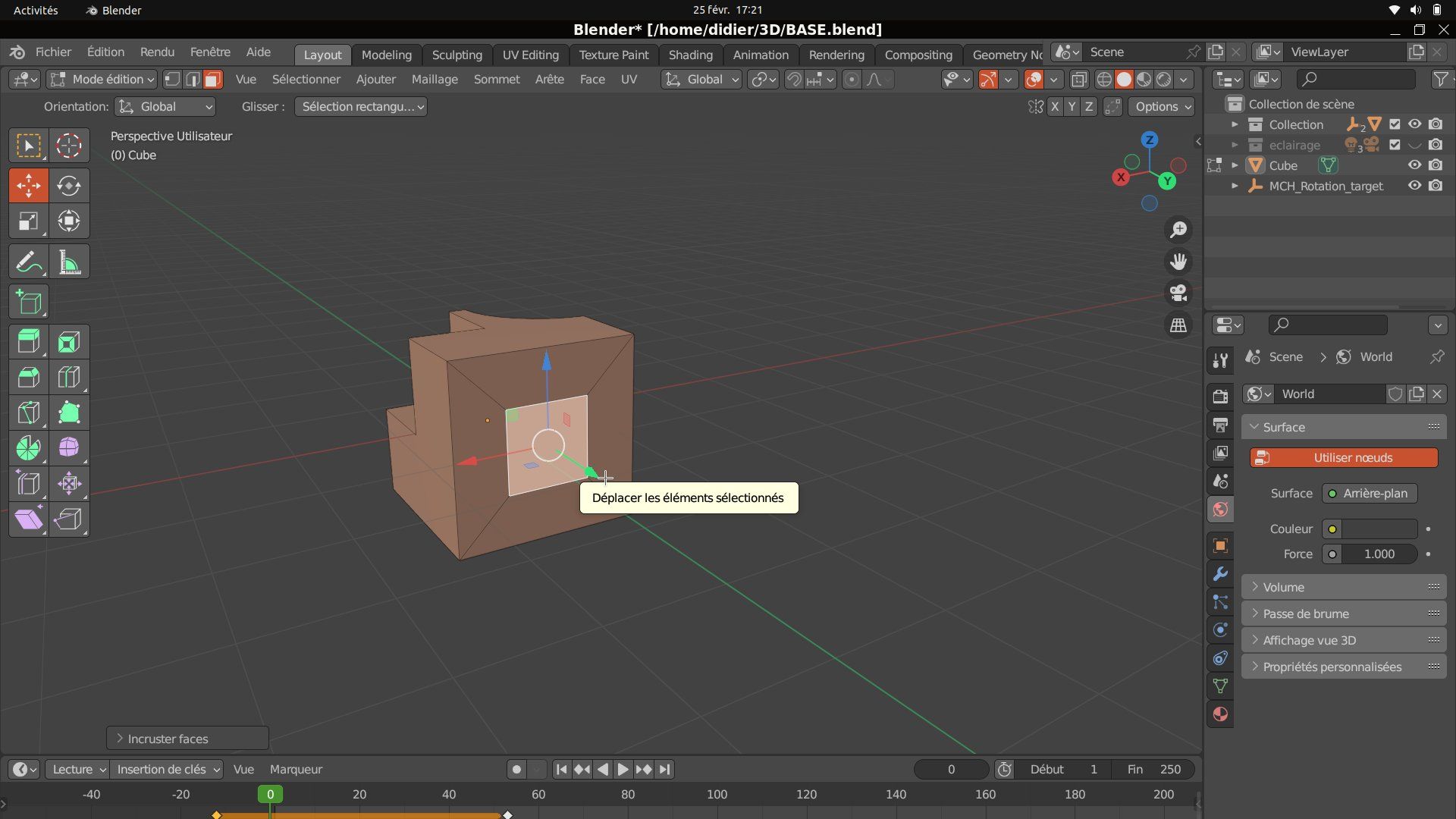
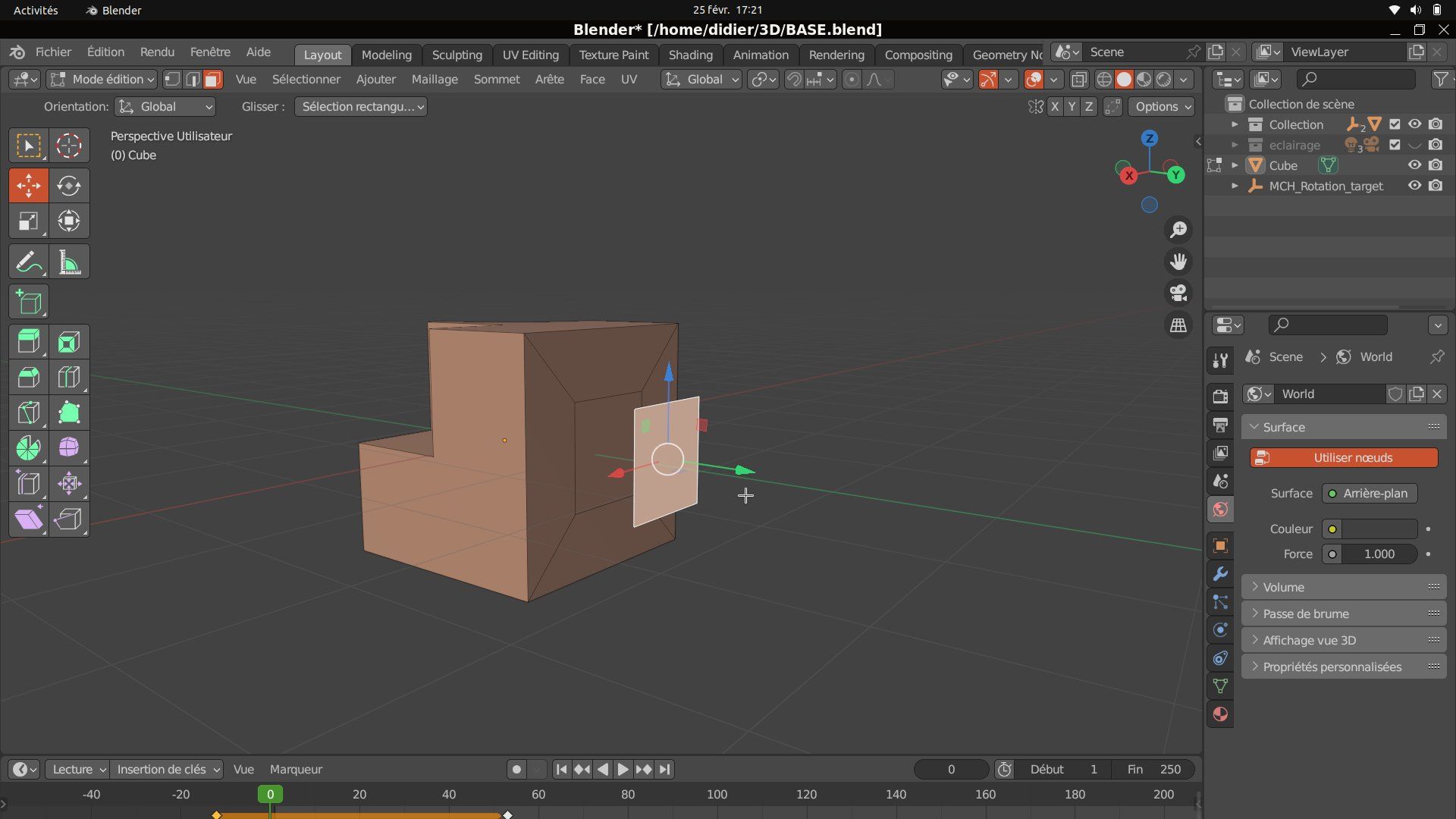
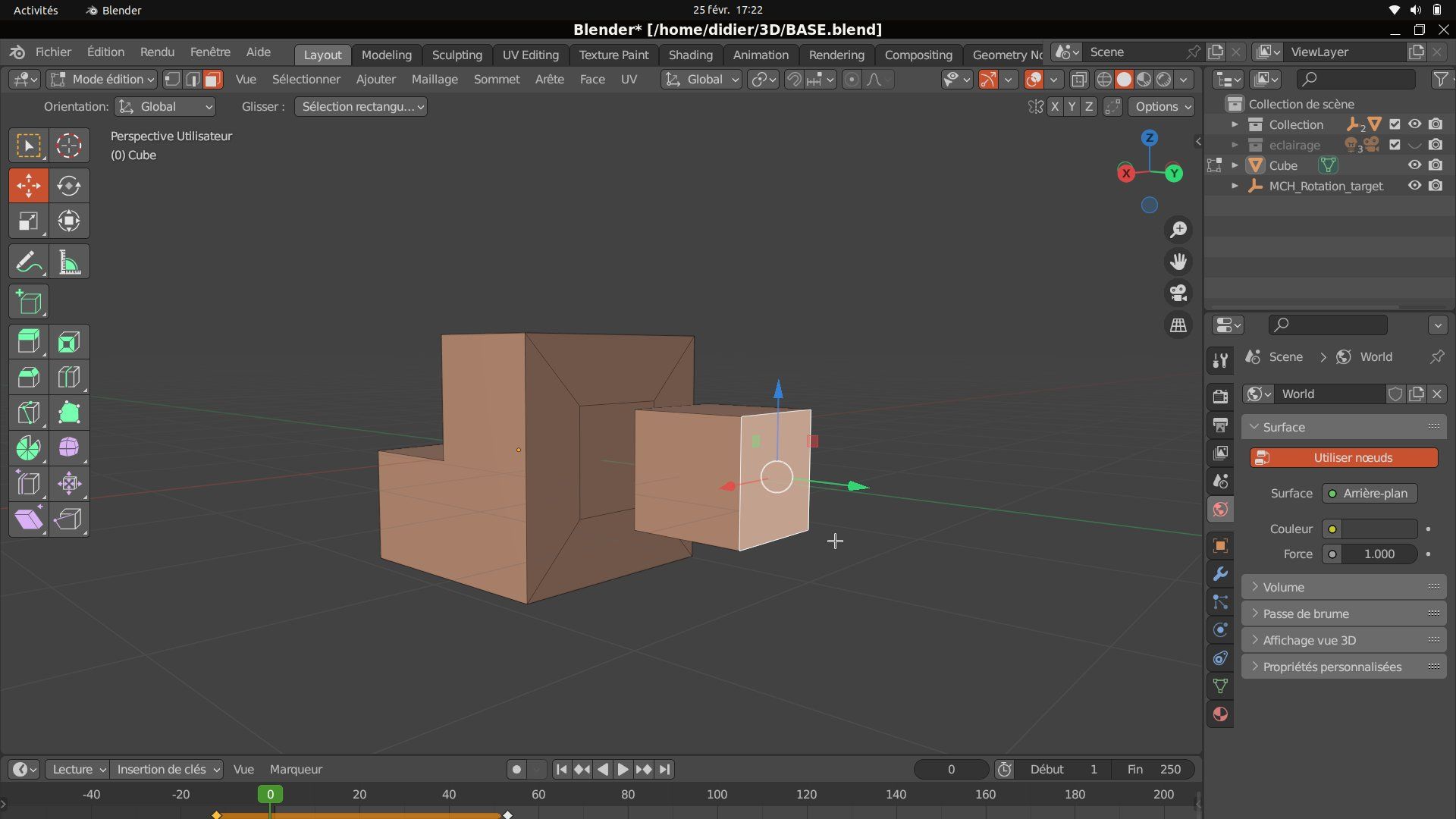
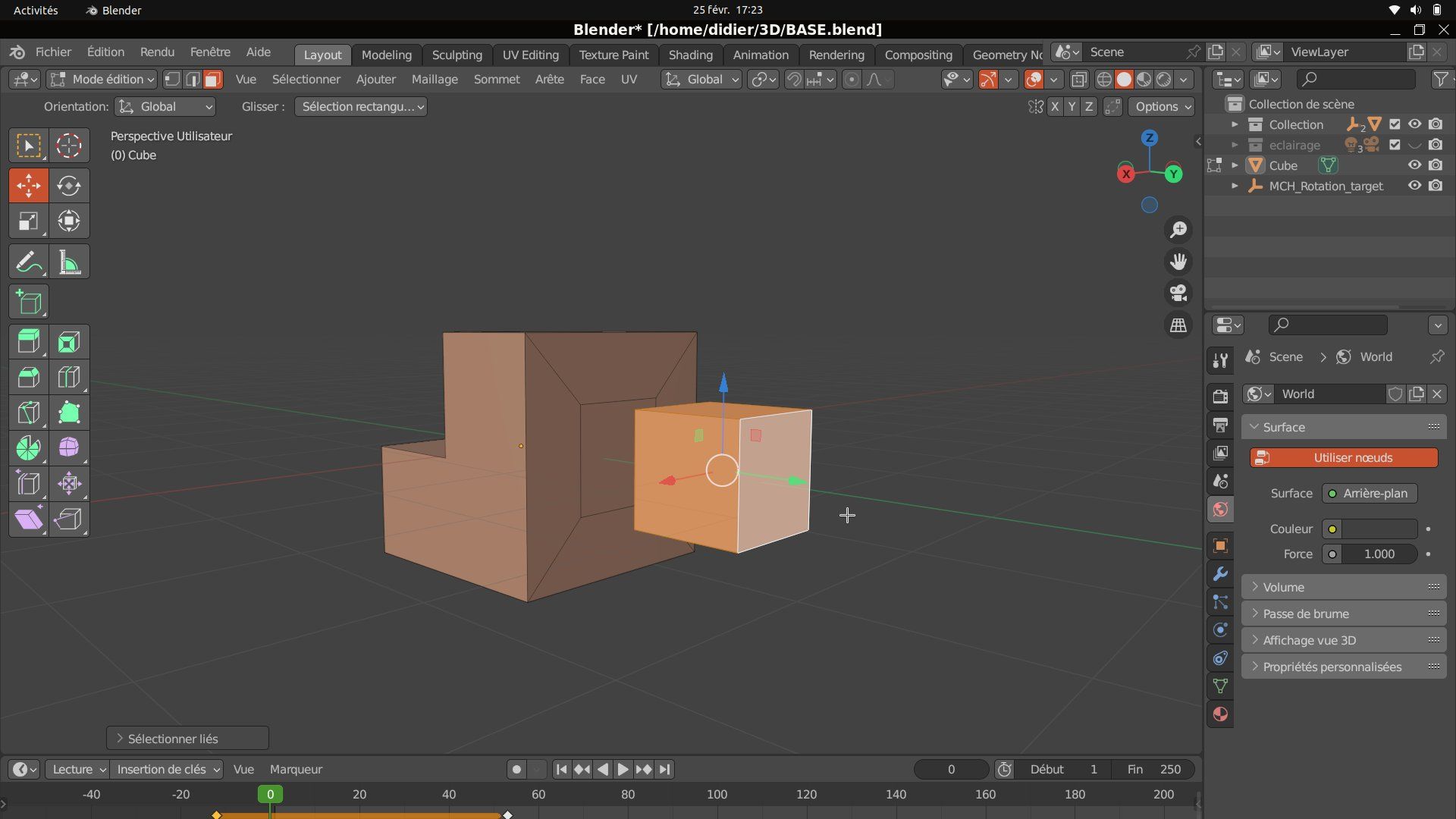
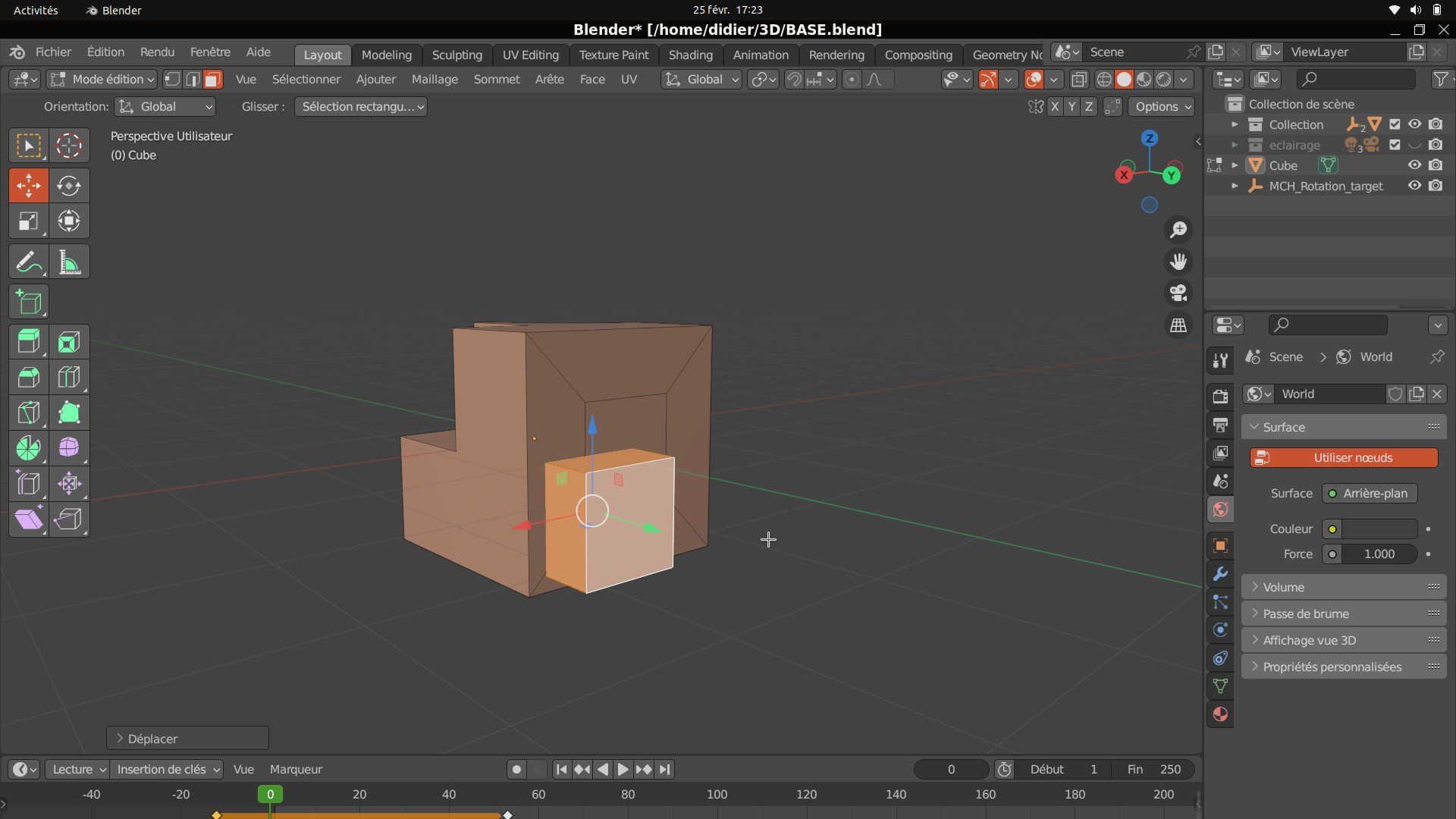
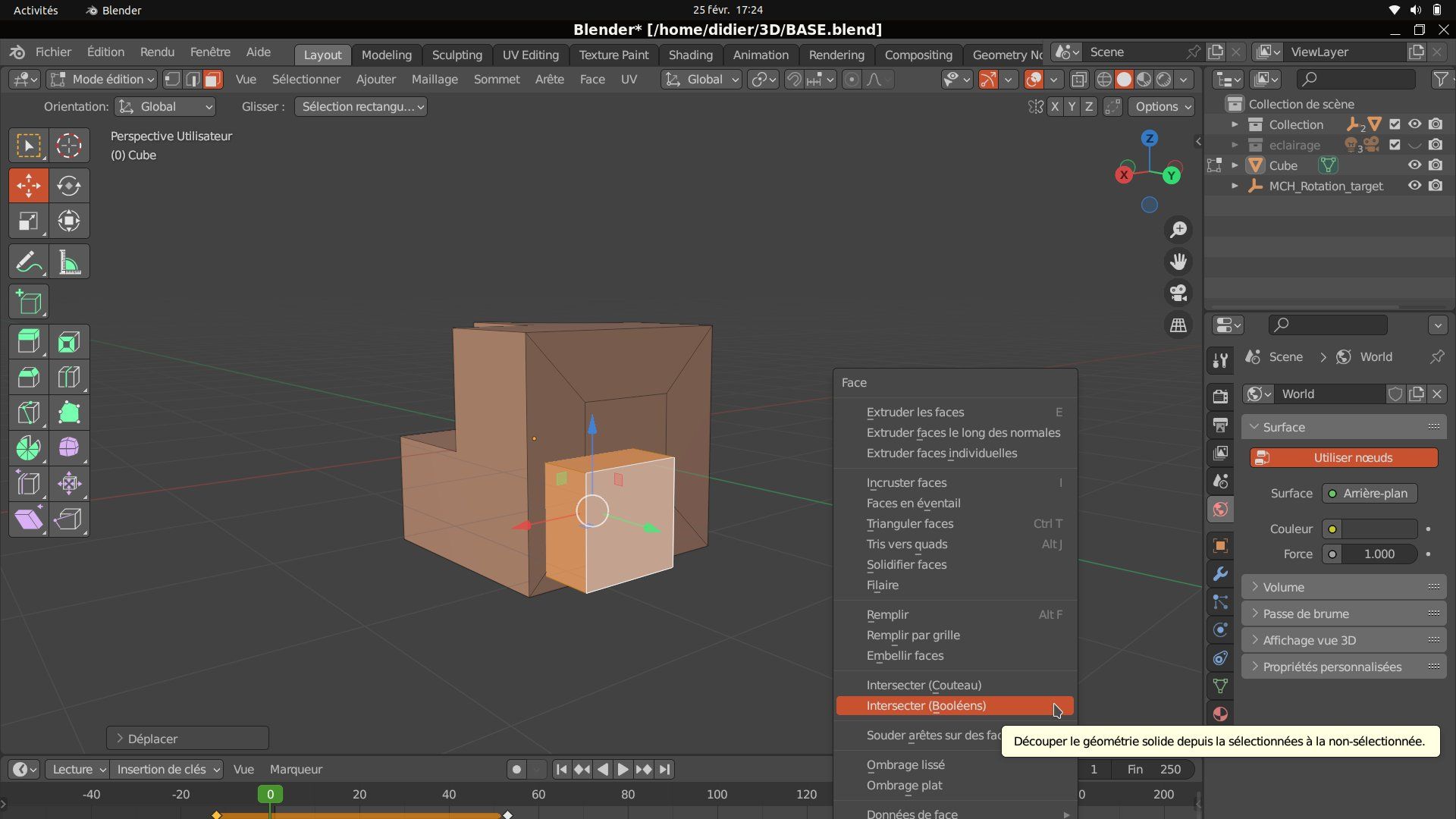
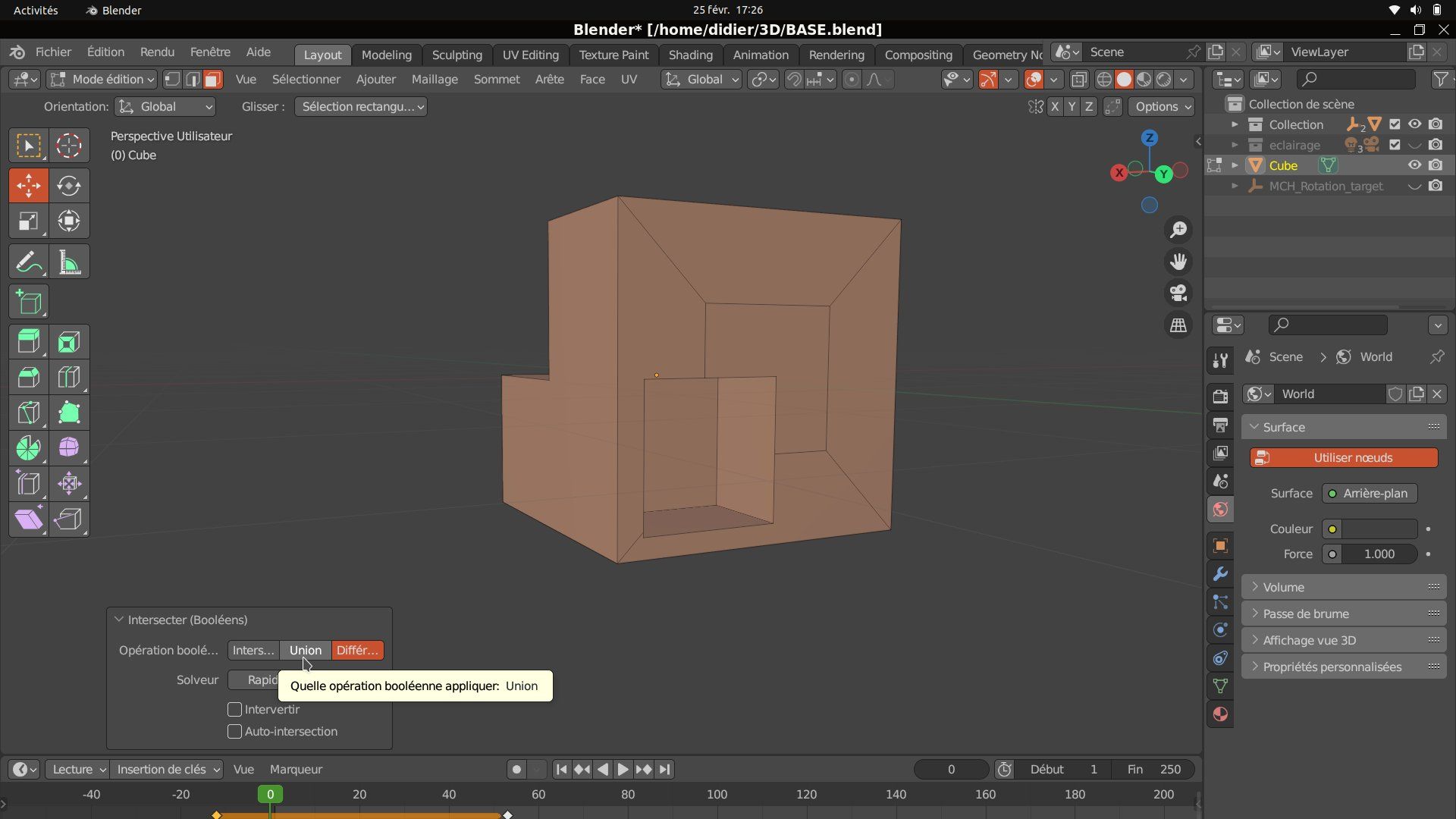
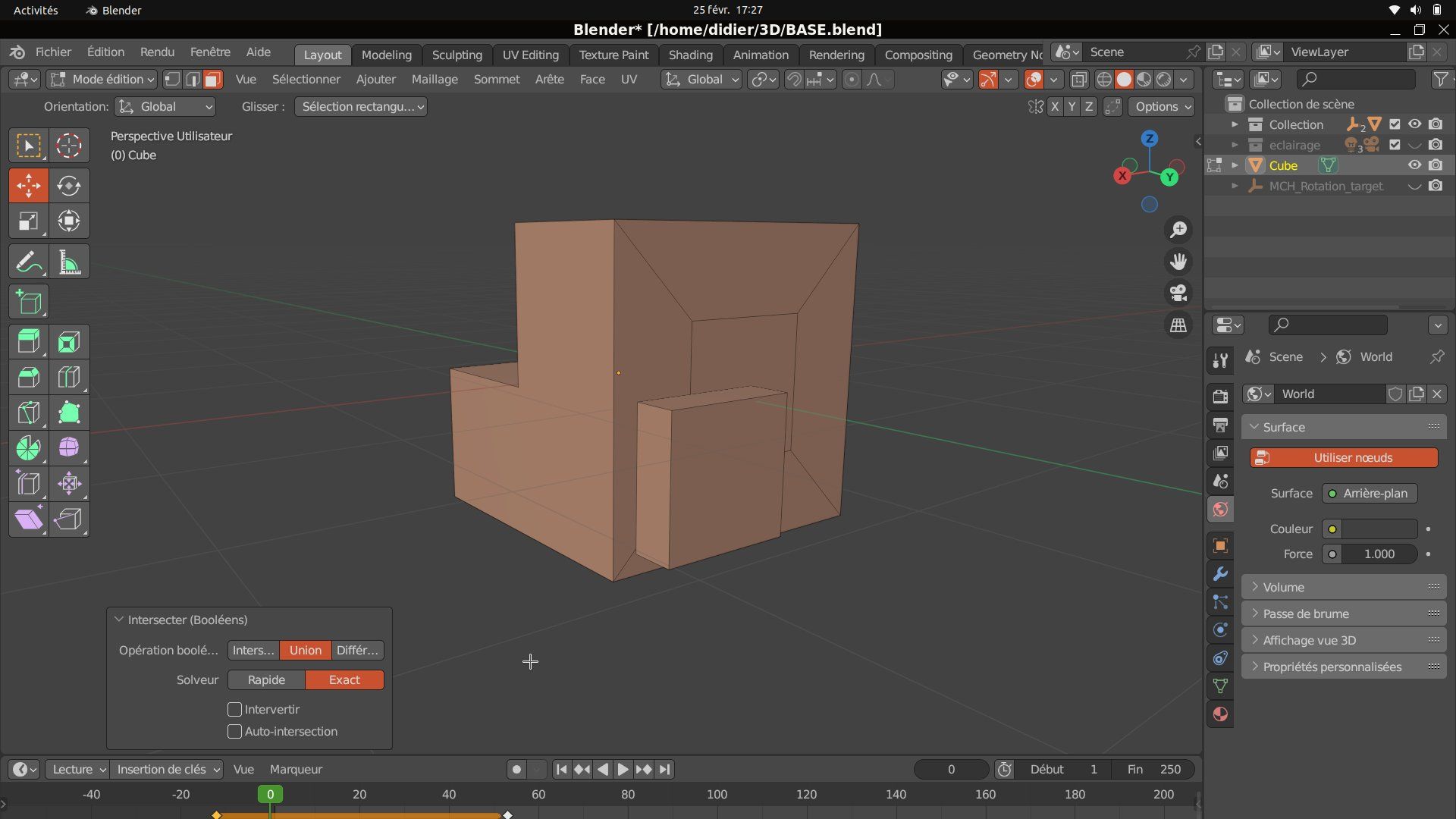
Bonjour, Petit tuto sur les opérations Booléennes en mode EDIT... Pour l'exemple on part d'un cube, on passe en mode édit. On sélectionne le cube on le duplique (raccourcis clavier MAJ et D). Pour avoir accés au opérations booléennes raccourcis clavier CTRL et F... Le résultat... On a aussi la possibilité de rajouter un autre maillage... On positionne la sphère avec les flèches directionnelles ou avec le raccourcis clavier G, suivit de la direction si nécessaire (x,y,z)... On fait de même que précédement, CTRL et F et sélection opé Booléenne. On peut aussi sélectionner une face... Faire ensuite CTRL et F et selectionner incruster face... On duplique la face (MAJ et D), on la déplace (G)... On fait ensuite une extrusion (touche E)... On obtient ainsi un nouveau volume, on clique sur une de ses faces et on fait L pour le sélectionner... On peut ensuite le déplacer si nécessaire (G) et faire une opération booléenne (CTRL et F)... Les opérations booléennes sont réglées sur différence à la base...en ouvrant la fenêtre en bas à gauche on peut modifier cela...
 1 point
1 point -
Le firmament, rempli d'étoiles, pourra à lui seul éclairer ta lanterne1 point
-
Tu as plusieurs guides disponibles sur internet, je trouve celui du site filimprimante3d.fr assez clair et détaillé, il y aussi celui de polyfab3d.fr ou encore la table des matériaux sur le site de Prusa (avec des petites barres pour indiquer visuellement les points faibles et forts de chaque matériau). C'est compliqué de faire un descriptif plus précis de tout ce qui existe, je pense qu'il vaut mieux se baser sur une utilisation à 90/95% PLA (surtout pour débuter) et ensuite quand tu auras des besoins spécifiques (pièce qui sera en extérieur, dans un environnement chaud, etc.) tu pourras te poser la question de quel filament pourrait être adapté à cet usage spécifique.1 point
-
Bonjour, @Julien @mich0111 @Zep57 Voici pour se distraire un peu une vidéo Lamborghini Aventatdor hélas mon jardin est trop petit pour faire une démonstration convenable avec un RUN à grande vitesse. La voiture est très rapide et demande un pilotage sans faille car le poids du véhicule est d'environ 4 Kg. Toutes les pièces sont imprimées à 80% en PLA; PC Blend pour les engrenages; ABS pour des pièces proches du moteur qui chauffe; PETG Carbone pour les cardans et arbres de transmissions. Pas de soucis particulier mais cette voiture est assez difficile à imprimer; je ne recommande pas ce modèle pour des débutants. L'orientation des pièces demande une réflexion et une aptitude technique à gérer le Slicer pour des résultats de qualité . ouf c'est un beau véhicule qui techniquement est difficile à réaliser déjà par une multitudes de vis et de pièces à assembler.
.thumb.jpg.5ab6abfed30d5d338e890eb0df1e325e.jpg) 1 point
1 point -
J'ai une FERRARI F40 en cours de réalisation, la garde au sol est très basse utilisation uniquement sur piste ! C'est aussi une propulsion avec une motorisation d'un moteur de drone... ensuite la prochaine étude une R8 GORDINI c'est plus facile à réaliser la carrosserie est carrée
 1 point
1 point -
Salut, Petit complément d'information: nativement, oui, mais des solutions existent en ajoutant un convertisseur USB/UART, au moins pour les écrans DGUS, dont le DWIN T5L qui équipe les CR10S PRo, Ender5 plus, Ender7 notamment et d'autres versions utilisées chez anycubic par exemple. Voir ici1 point
-
Je passe par le site Weblate. Sinon le dépôt des traductions se trouve >>> là <<<. Le document CONTRIBUTING donne les informations. La traduction «sommaire» et incomplète en français Actuellement, on peut se faire une idée de la localisation en français : https://github.com/Klipper3d/klipper-translations/tree/translations/docs/locales/fr
 1 point
1 point -
Ce serait bien J'ai commencé à le faire mais ça représente une somme assez conséquente. La traduction en français n'apparaitra que quand au moins 74% aura été réalisée, actuellement on en est à 14 % Pour RatOS, je l'ajoute (je l'avais oublié, oups ). Comme toi, je vois beaucoup de nouveaux vouloir se lancer dans l'aventure Klipper (ceux par exemple s'étant équipés de SpeederPad ou SonicPad), un bon nombre y arrive, d'autres rament pas mal faute de bases et surtout d'avoir céder aux sirènes du marketing: le soi disant « plug and play ». C'est la principale raison, outre le fait que j'aime partager, de ce fil.1 point
-
Très bonne intro à Klipper Si je peux me permettre une précision : les Voron ne sont pas les seules à embarquer Klipper par défaut. Les RatRig (notamment les V-Core) l'incorporent par défaut aussi via RatOS (combo Raspbian + Mainsail customisé + Moonraker + Klipper, presque plug'n'play). Par retour d'expérience, c'est vrai que Klipper peut paraître assez déroutant au début. Etant dev moi-même avec un anglais quasi bilingue, passer de Marlin à Klipper n'a pas posé de souci, mais je croise sur les différents réseaux sociaux beaucoup de personnes, débutantes ou pas en impression 3D, qui rament un max pour effectuer la transition. Donc oui, il faut être très prudent et patient quand on souhaite essayer et succomber à Klipper, car la voie n'est pas nécessairement sans obstacles. Dans mon cas, sur une Anycubic i3 Mega-S, la transition a été simple, et j'ai fini par retirer l'écran d'origine. Il a certes été remplacé par un modèle 12864 (Fysetc, je crois ?) mais au final ne me sert que très peu, ayant un PC portable directement dédié pour le bricolage et siégeant dans mon atelier à proximité de l'imprimante 3D et de la routeuse CNC. L'absence d'écran ne me dérangerait pas plus que ça, quelque part. La doc en anglais de Klipper peut rebuter beaucoup de monde, ça c'est très vrai, surtout quand on est pas un technicien. Je n'ai pas nécessairement beaucoup de temps disponible, mais si je peux aider à traduire (une partie de) la doc de Klipper dans notre bonne vieille langue de Molière et aider un peu, je le ferai, il suffit de demander.1 point
-
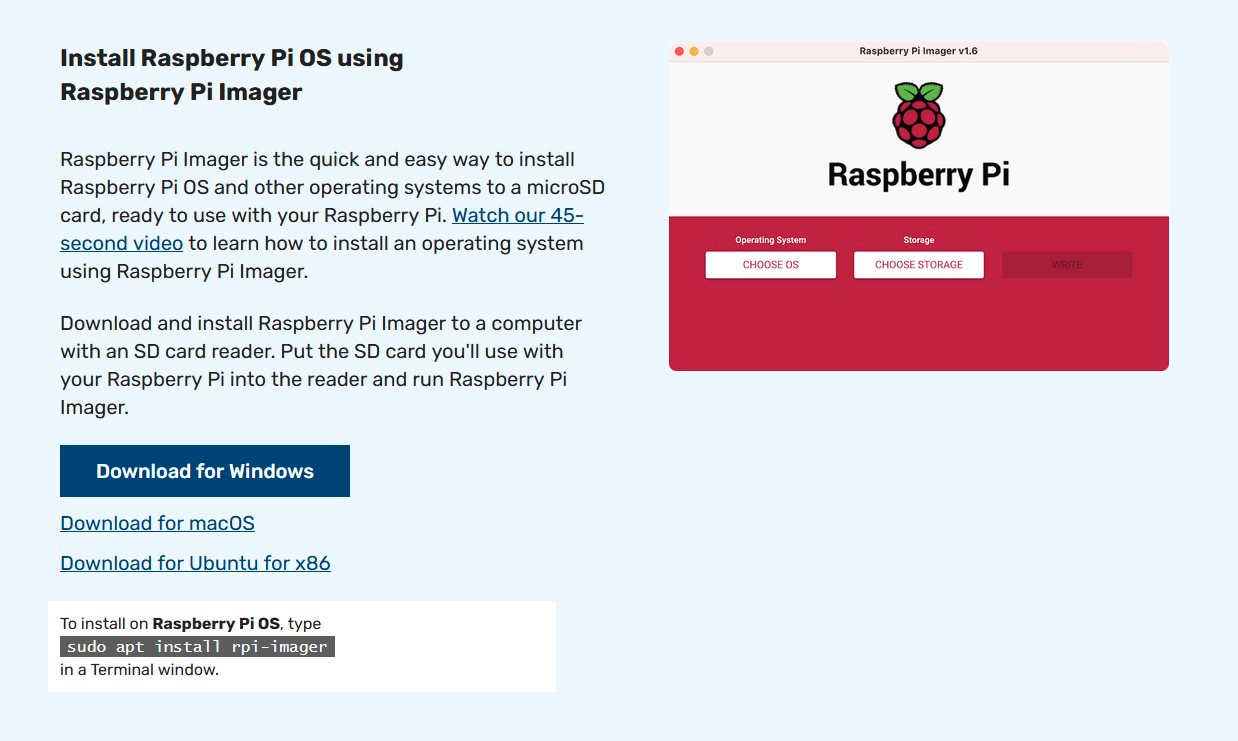
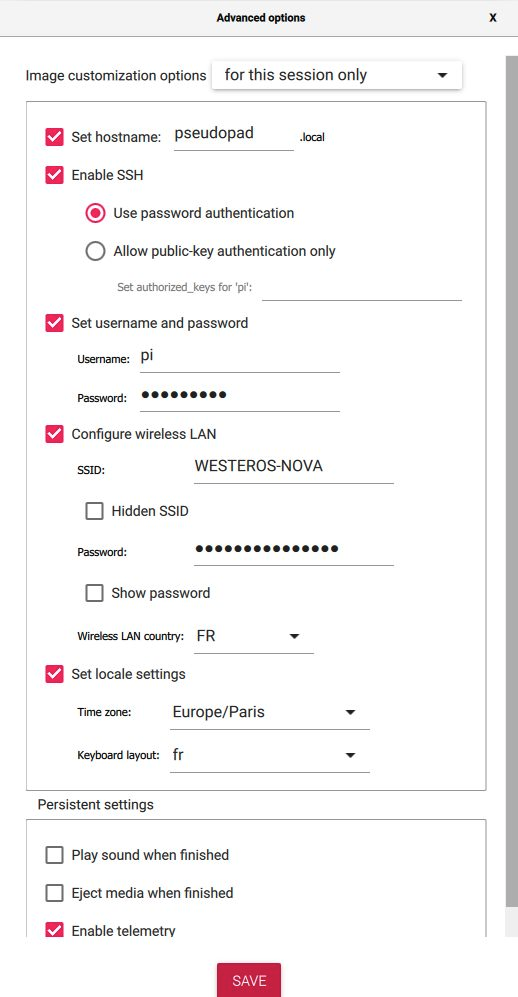
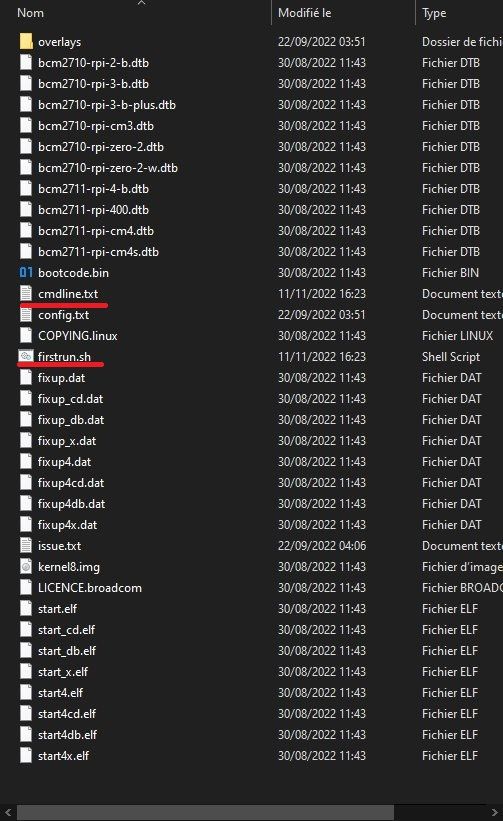
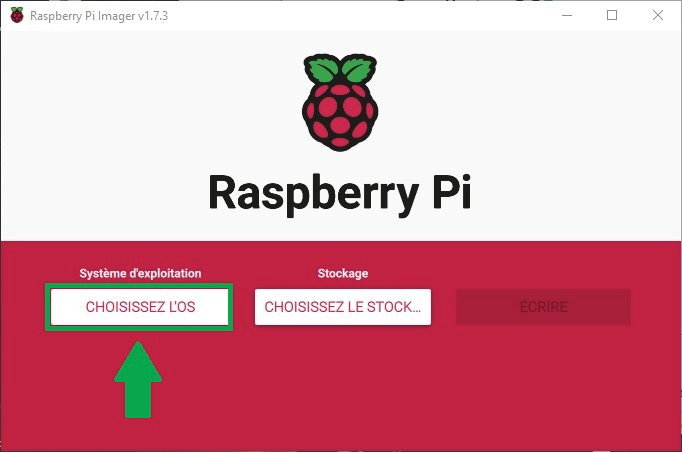
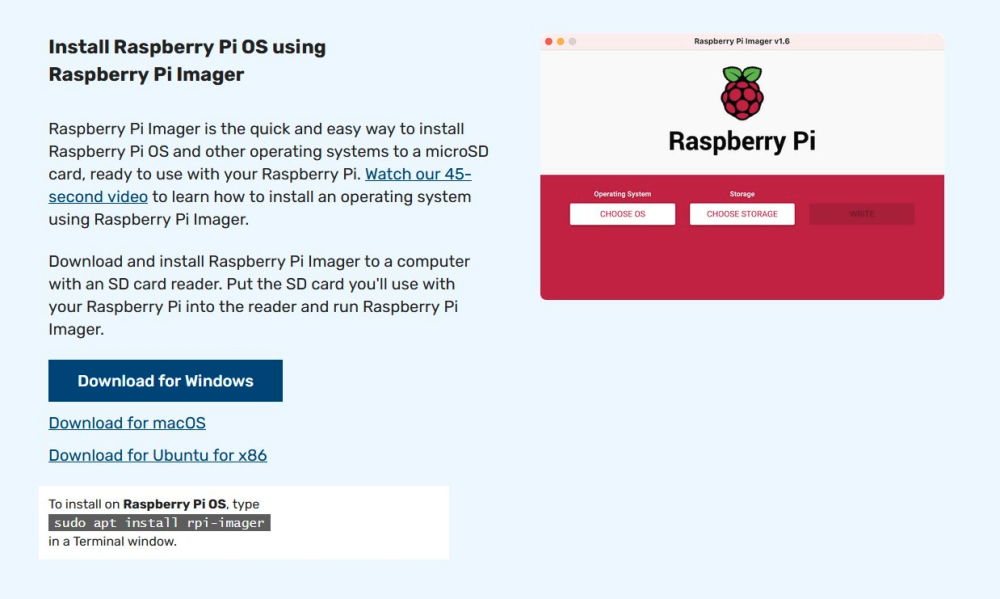
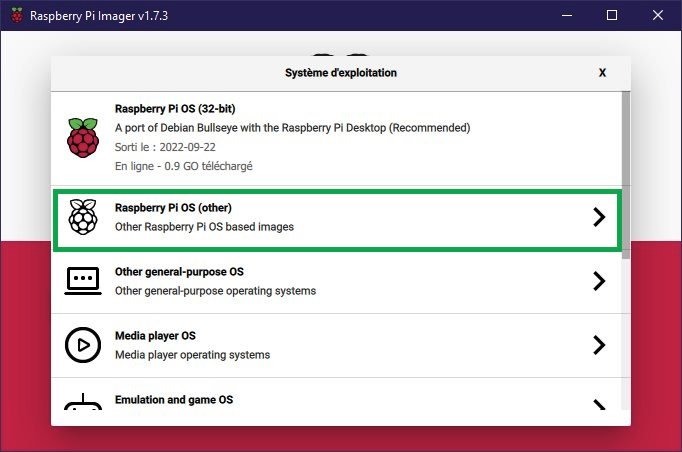
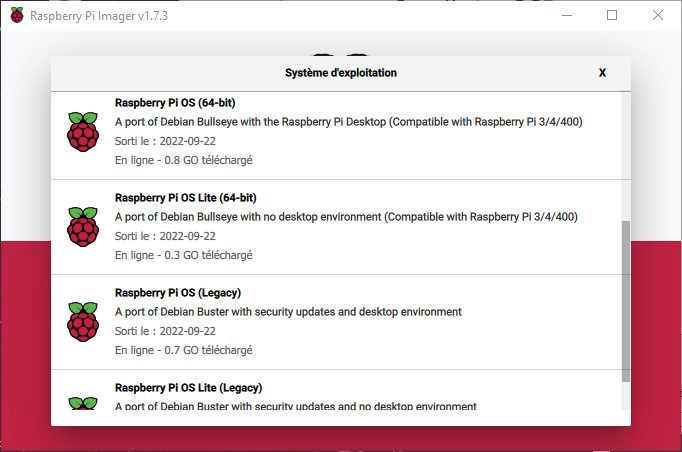
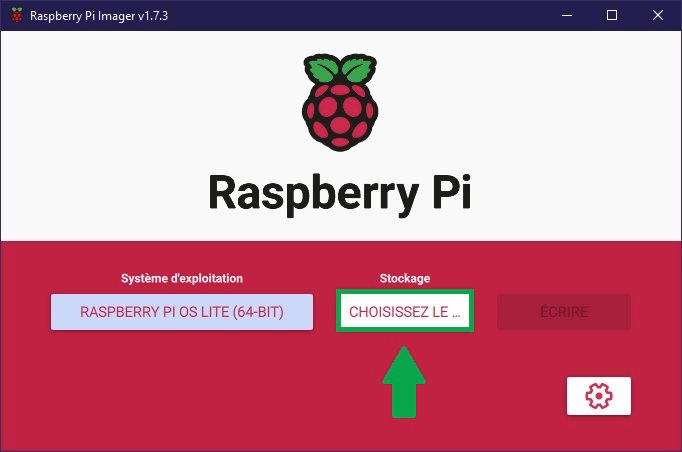
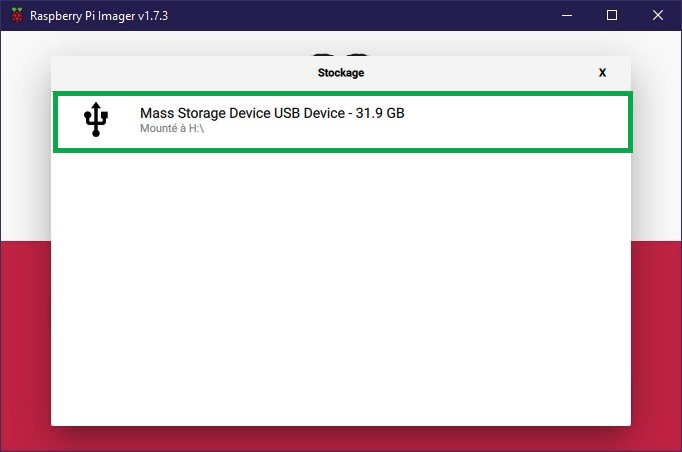
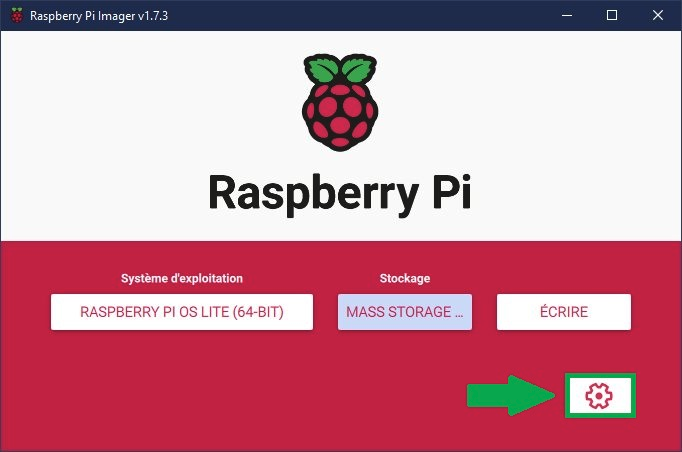
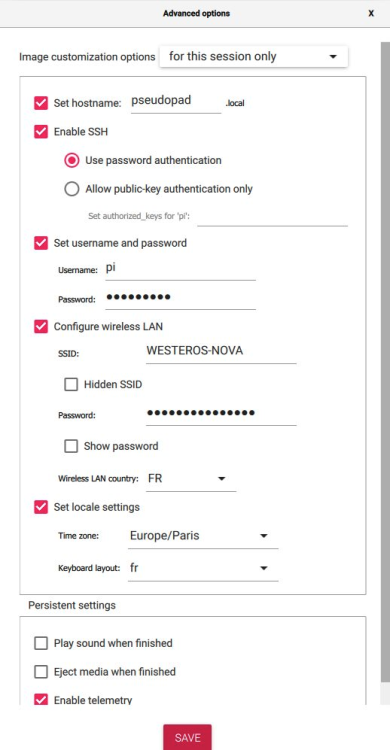
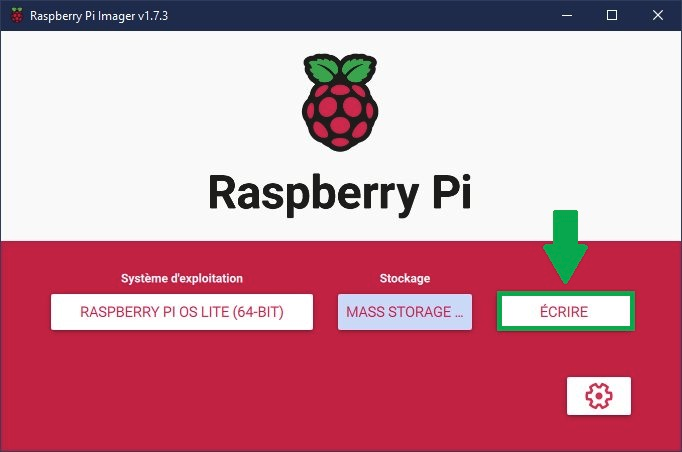
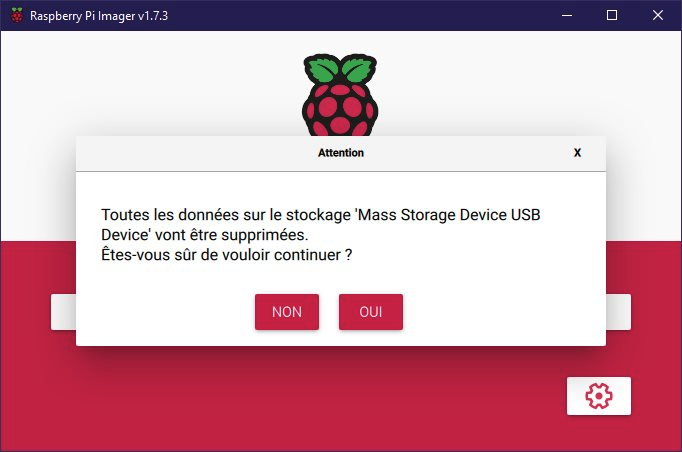
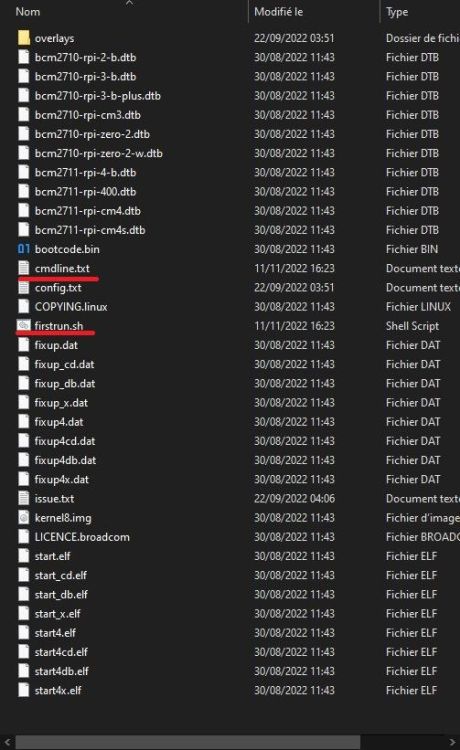
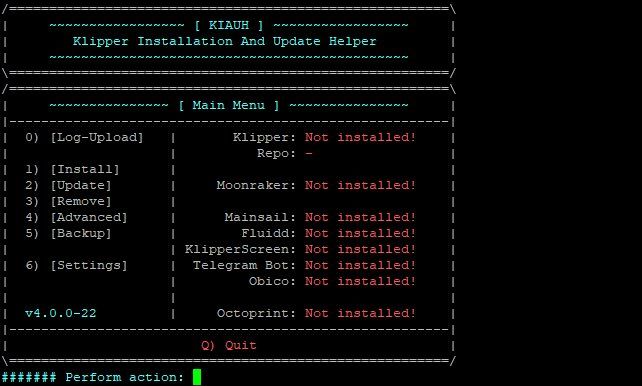
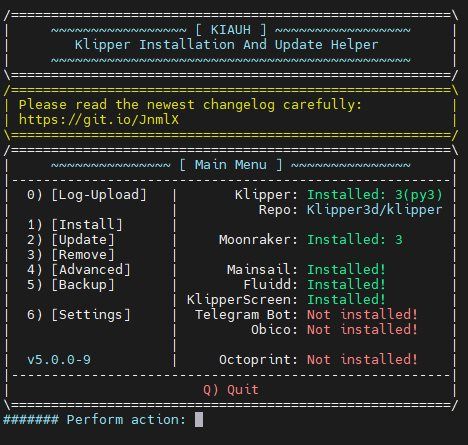
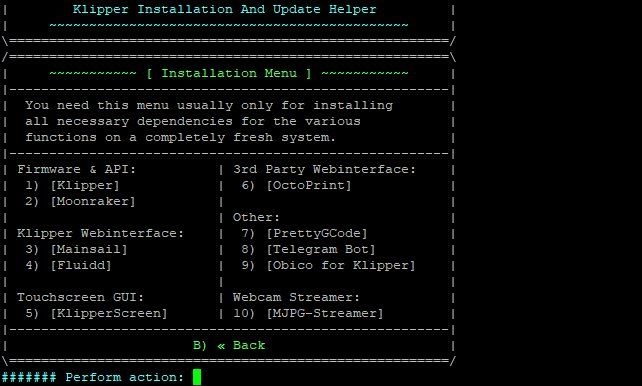
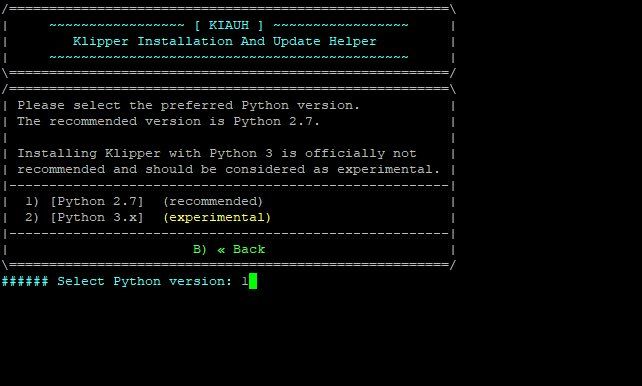
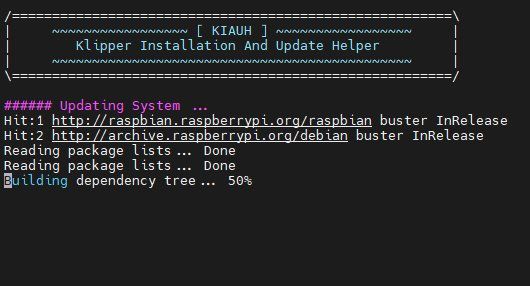
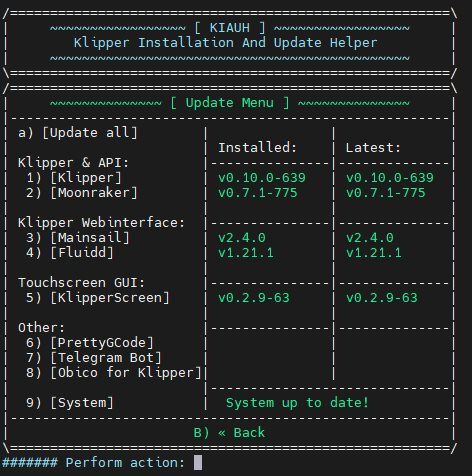
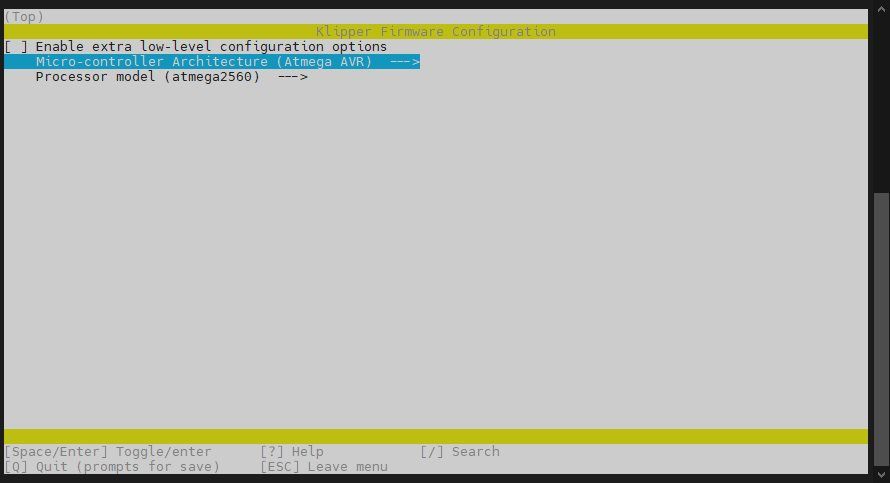
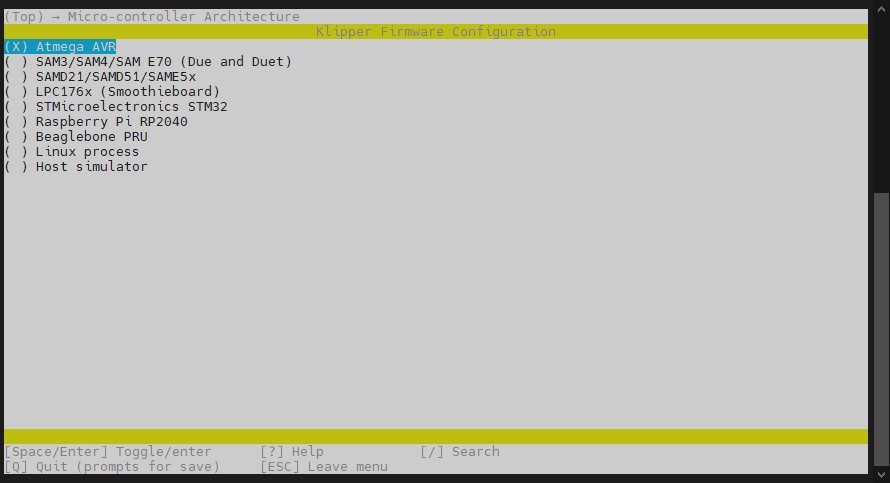
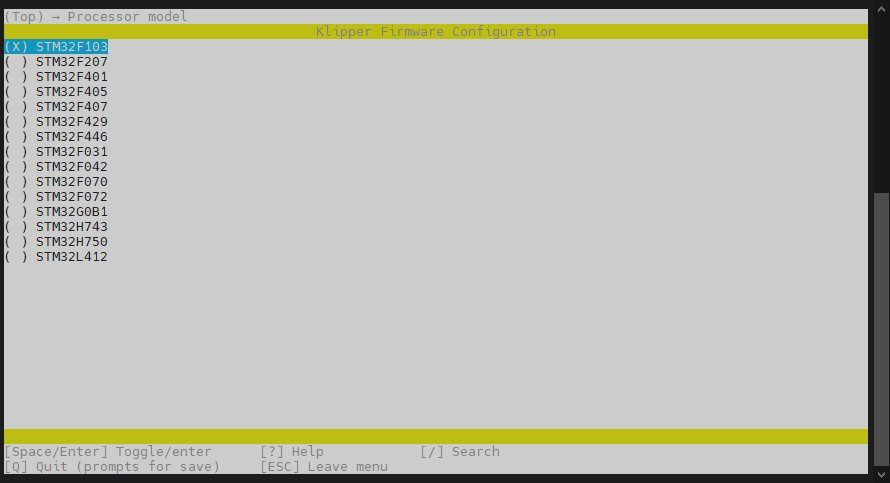
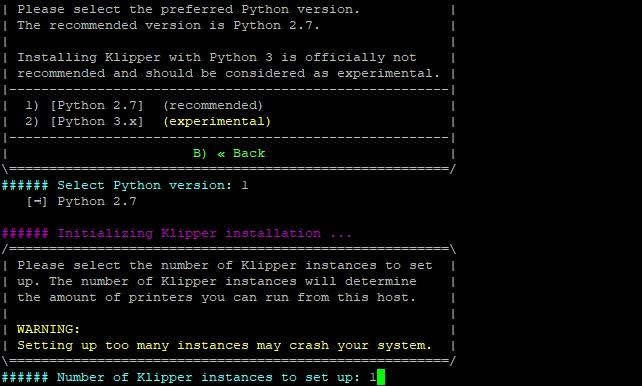
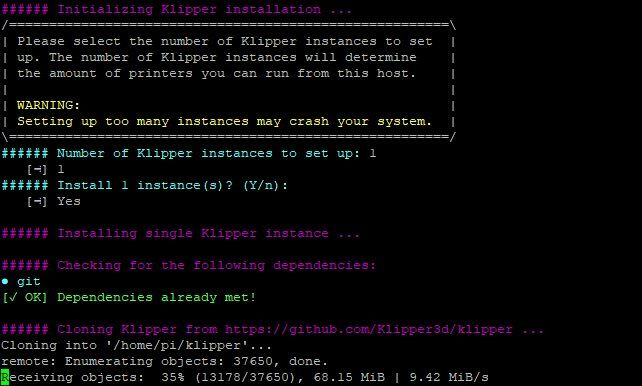
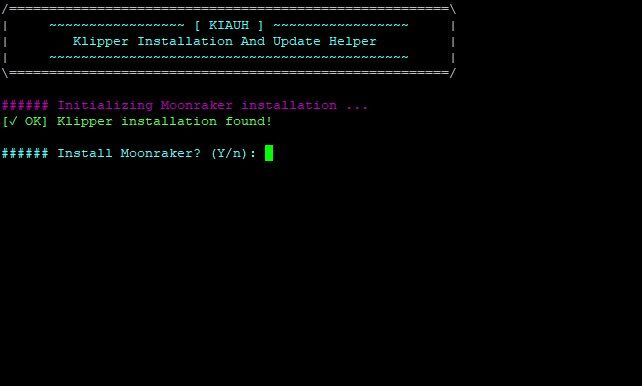
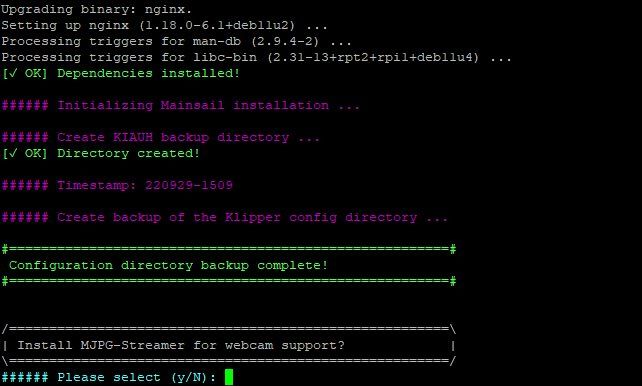
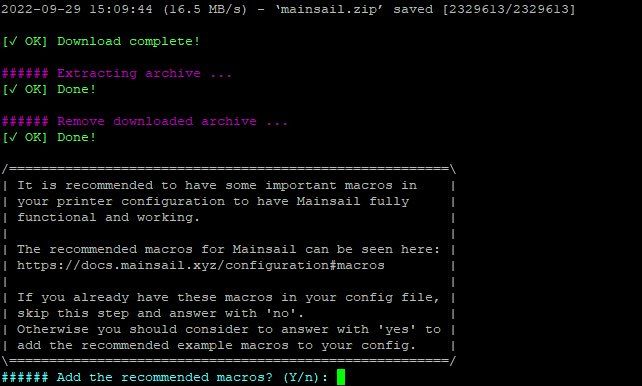
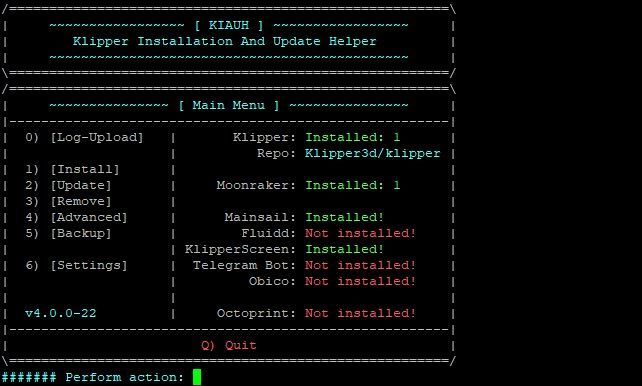
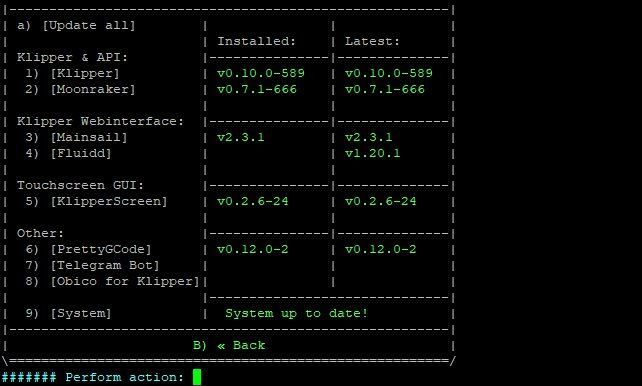
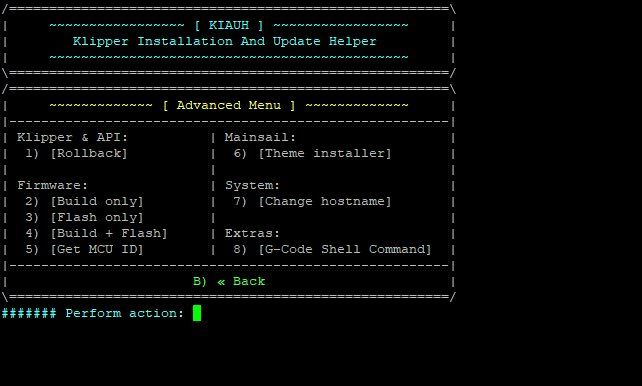
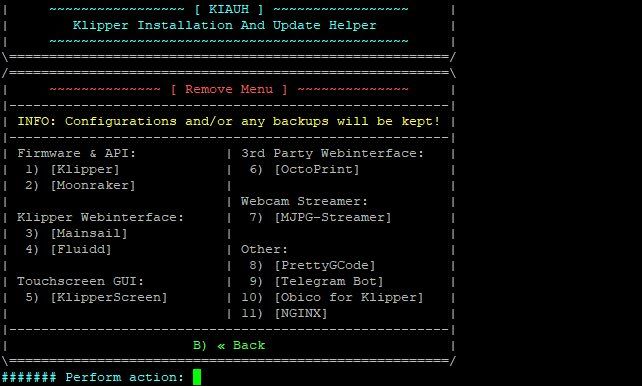
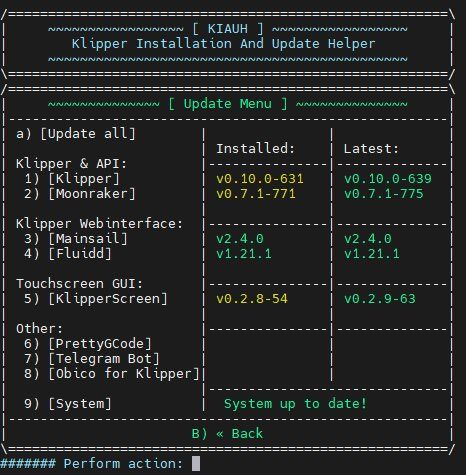
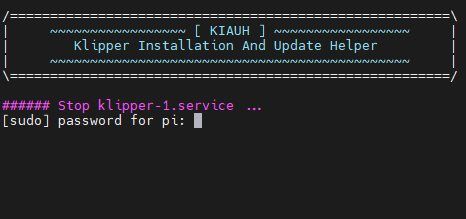
Pour pouvoir utiliser Klipper, il faut d'abord l'installer sur le RPi (rappel : acronyme indiquant simplement le matériel informatique accueillant le système d’exploitation Linux), La Palice n'aurait pas mieux dit L'installation de Klipper est très bien décrite sur la page d'accueil du projet. En gros : récupérer le «programme» sur le dépôt Github, l’installer en fonction de la distribution du système d’exploitation (OS) utilisé. Une fois cette installation réalisée, avant de pouvoir utiliser Klipper avec l’imprimante, trois étapes sont nécessaires : Configuration, compilation et flashage du microgiciel adapté à la carte de l'imprimante (unité de contrôle), «make menuconfig, make, …» Configuration de Klipper sur le RPi afin de gérer l’imprimante : «printer.cfg» (déclaration des éléments physique / électronique permettant le pilotage de l’ unité de contrôle) Gestion de l’imprimante «klipperisée» via l’écran LCD, une interface Web (Octoprint, Mainsail/Fluidd) et/ou une interface «autonome» (Klipperscreen). La partie essentielle est la préparation du fichier «printer.cfg» du point 2, c'est là que se font les étapes de configuration, réglages, paramétrages et étalonnage. Pour en revenir à l’installation de Klipper sur le RPi, plusieurs manières de le faire sont possibles : manuellement (à partir d’un système d’exploitation Linux minimal (les commandes ci-dessous sont celles adaptées à une distribution basée Debian), puis utilisation d'un terminal pour saisir les commandes (pas de «clicodrome» donc) : mise à jour du système de base ( apt update && apt upgrade), installation du programme «git» (apt install git), clonage des dépôts Github souhaités (Klipper, Octoprint, Moonraker, Fluidd, Mainsail, …) puis utilisation de scripts shell (bash, généralemen) pour finaliser … «automatique» : récupérer une image système complète incluant tous les éléments nécessaires (MainsailOS, FluiddPI, Octopi, OctoKlipperPi, …) et installer cette image sur une carte SD. semi-manuelle ( semi-automatique ? ) à partir d’un système d’exploitation Linux minimal (ex: Debian) : mise à jour du système de base ( apt update && apt upgrade), installation du programme «git» (apt install git), clonage du dépôt KIAUH puis utilisation de celui-ci pour installer les éléments voulus. Il y a quelques années, afin de passer ma CR10-V2 sous Klipper, j’avais relaté cette installation dans ce sujet. Cette fois-ci, je vais utiliser une autre méthode à l’aide de l’outil « clé en main » : KIAUH. Une fois l'installation d'un système minimal (Raspbian nue (lite)) effectuée, le reste des installations se fera avec l'aide de KIAUH ("Klipper Installation And Update Helper"). KIAUH, qu'est-ce que c'est ? KIAUH est une collection de scripts (jeu / liste de commandes) utilisés dans un shell Unix permettant : d’installer automatiquement Klipper (une ou plusieurs instances), d’installer une (ou plusieurs) interface utilisateur : Octoprint, Mainsail, Fluidd, A noter que Mainsail / Fluidd, nécessitent l’installation d’un composant nommé Moonraker effectuant la liaison entre Klipper (klippy (les scripts Python) = unité de calcul ) et ces interfaces Web. de mettre à jour tous ces éléments installés : Klipper, etc, ainsi que le système d’exploitation sous-jacent (Octoprint possède lui son propre mécanisme de mise à jour), de faciliter / alléger quelques tâches d’exploitation / maintenance (sauvegardes, …) … Pour plus d'informations à propos de scripts shell : https://developpement-informatique.com/public/index.php/article/476/introduction-au-programmation-shell-scripts-shell Le script shell le plus fréquent est «bash» (ce n'est pas le seul, il en existe bien d'autres (ash, zsh, oh-my-zsh, …) y compris pour Windows (la ligne de commande, Powershell). Allez, c'est parti. Préparation du système Linux accueillant les programmes (exemple avec une Raspberry Pi) Matériel nécessaire : une RPi (3, 4, 0V2, CM4, …), une carte μSD : capacité à votre convenance (minimum 8 Go), marque reconnue (Sandisk, Kingston, Samsung, …), classe 10 un logiciel capable de préparer l’image système sur la carte SD : Raspberry Pi Imager, Balena Etcher, … un peu de temps, quelques neurones fonctionnels et votre boisson favorite à portée de main Partie 1 : préparation de l’image système Prérequis : une connexion internet fonctionnelle, le logiciel Raspberry Pi Imager, préalablement téléchargé et installé, boisson favorite (café pour ma part), musique (ou pas) en fond sonore (n’importe quel album de Frank Zappa par exemple), … 1) Démarrage de RPi Imager : 2) Choix du système d’exploitation. Si le débit de la connexion Internet est correct, inutile de télécharger au préalable une image système, il suffit de sélectionner celle voulue dans la liste, Raspberry Pi Imager se chargera de la récupérer au moment de l’écriture sur la carte SD. Ici, je pars d’une Raspberry Pi OS lite, 64 bits : 3) Choisir la carte SD sur laquelle écrire le système : 4) Avant de lancer l’écriture, il faut au minimum déclarer un utilisateur (pi ou autre nom) et son mot de passe. D’autres paramètres peuvent évidemment être pré-réglés (SSH, Wifi, nom de la machine, localisation (timezone, clavier), …). Ne pas oublier d'enregistrer ces paramètres pour qu'ils soient pris en compte ( [SAVE] ) : 5) Démarrer l’écriture, une vérification de celle-ci sera effectuée. A la fin du processus, ne restera plus qu’à démonter la carte SD proprement, l’introduire dans la RPi, allumer celle-ci, patienter un peu, le temps que les paramétrages soient réalisés et se connecter en SSH sur celle-ci pour continuer l’installation ASTUCE: Si vous pensez refaire une installation à l'identique, vous pouvez éviter l'étape de personnalisation de la distribution en récupérant deux fichiers situés dans la partition FAT32 (la seule lisible sous windows), /boot : cmdline.txt firstrun.sh Il suffira de recopier ces deux fichiers dans la partition /boot d'une nouvelle carte préparée pour appliquer vos modifications. Opération à effectuer avant le premier démarrage sinon l'un sera effacé (firstrun.sh), l'autre sera modifié (cmdline.txt). Je vous conseille la lecture du magazine HACKABLE (novembre/décembre 2022, n"45 ) pour en apprendre plus. Le reste des installations se fera sur le RPi via ssh. Pour pouvoir le faire, il faut évidemment connaitre l'adresse IP du RPi Pour se connecter en ssh sur le RPi, je vous laisse le choix de votre programme favori (PuTTY, MobaXterm, le ssh natif de Windows, …). Linux étant mis à jour régulièrement, la première étape consiste à vérifier que c’est bien le cas : $ sudo apt update && sudo apt upgrade -y Installation du programme «git» au cas où il ne soit pas déjà présent dans le système, programme dont on aura besoin pour la suite : $ sudo apt install git -y Installer et exécuter KIAUH avec ces commandes: $ cd ~ $ git clone https://github.com/th33xitus/kiauh.git $ ./kiauh/kiauh.sh ou encore après le «git clone« $ cd kiauh $ ./kiauh.sh Vous êtes maintenant dans le menu principal de KIAUH (version 4.x), qui ressemble à ceci (première utilisation, aucun programme installé) : Depuis fin octobre 2022, «Moonraker» a introduit quelques changements importants, Kiauh est peu de temps après passé en version 5 pour en tenir compte. Le journal des modifications précise ces modifications >>> ici <<<. L'interface de Kiauh le rappelle via le lien https://git.io/JnmlX : Commençons par installer Klipper via le choix 1 [Install] puis à nouveau 1 [Klipper] Quelle version de Python veut-on utiliser (sachant que la version 2 n'est plus maintenue mais toujours fonctionnelle. Klipper fonctionne également très bien avec la version 3 de Python ), puis combien d'instances (imprimantes pilotées), on valide ensuite (la touche ENTRÉE du clavier permet de choisir l'option par défaut (Yes), la lettre en majuscules) : L'installation de certaines parties doit être réalisée en tant que super-utilisateur (root), le mot de passe de l'utilisateur (généralement «pi») faisant partie du groupe «sudo» sera demandé pour pouvoir continuer : Le menu d'installation se ré-affiche, on passe alors à l'installation de Moonraker. Moonraker est un serveur Web se chargeant d'effectuer la liaison entre Klipper et les interfaces Web (Fluidd / Mainsail), extrait du README : On confirme le choix d'installer Moonraker puis l'installation est enclenchée : Si plusieurs instances de Klipper ont été installées, Moonraker le détectera et vous demandera si vous souhaitez installer également plusieurs instances de lui-même. Ensuite retour à nouveau au menu d'installation pour choisir et installer votre interface de prédilection (Fluidd et/ou Mainsail), les deux pouvant être installées, seule l'une des deux sera accessible via le port standard «Web» (80), port que l'on peut omettre de l'adresse ( http://adr.ess.e-ip.interface-web au lieu de saisir http://adr.ess.e-ip.interface-web:80 ), l'autre devra être accédée via un autre port que vous devrez préciser (préférable de le choisir au-delà de 1024, ex: 1234, 6789, 8123, 18080, 65535 (max)). Exemple d'installation avec Mainsail : Il est également possible d'installer KlipperScreen si le RPi est muni d'un écran HDMI / DSI tactile ou si vous envisagez de réutiliser un smartphone ou une tablette. Une fois ces installations faites, retour au menu principal de KIAUH qui vous affichera ce qui est installé Kiauh permet également de faire les mises à jours des composants installés ainsi que du système d'exploitation via l'option 2 [Update] du menu principal (à gauche tout est à jour, à droite quelques composants peuvent être mis à jour) : Dans le cas où des mises à jour sont détectées, il suffit de choisir le numéro du composant à mettre à jour (1 pour Klipper, … 9 pour le système) ou l'option «a» pour tout mettre à jour. Exemple avec le choix 9 : Une fois les mises à jour réalisées: le menu [Update] s'affiche en tenant compte de celles faites (Installed = Latest)… du vert partout : Via Kiauh, il est possible de supprimer des installations (option 3, [Remove]). Il suffit de choisir le composant à supprimer du système, attention car certains composants dépendent d'autres, exemple Fluidd ou Mainsail nécessitent Moonraker) : Le menu [Advanced], option 4, section Firmware, permet de préparer et (ou pas) flasher le firmware adapté à la carte contrôleur (de l'importance de connaitre son matériel) Exemple option 2 (Build only), correspondant à la commande manuelle «make menuconfig suivie de make» : Choix par exemple des contrôleurs : Choix des variantes STM : Un dernier mot à propos de Kiauh: c'est un programme qui continue d'évoluer. De temps en temps, il est lui-même mis à jour et vous le signalera alors à sa prochaine exécution (./kiauh/kiauh.sh). Libre à vous de le mettre à jour (ou pas), c'est tout de même préférable de le faire Voilà, le système est prêt à fonctionner. Les interfaces Web (Fluidd / Mainsail) peuvent dorénavant être utilisées pour peaufiner la configuration. Il suffit dans votre navigateur préféré (Firefox, Vivaldi, … on évitera évidemment Internet Explorer ou Mosaic pour les plus âgés du forum ) de saisir l'adresse IP locale attribuée par votre routeur dans la plage d'adresse iP privées de votre (vos) réseau(x) (192.168.0.0/24, 172.16.0.0/16, 10.0.0.0/8). Ce post étant déjà long, nous verrons dans une prochaine étape le fichier de configuration de l'imprimante : printer.cfg A suivre…



 1 point
1 point -
Un modeste rangement pour mes contenants de liquide de vape, designé sous fusion en qq minutes :

 1 point
1 point -
Marrante comme approche, superficielle mais marrante1 point


































.jpg.69fd6059d6dc2375e03a37891300d83e.jpg)