Classement


Contenu populaire
Contenu avec la plus haute réputation dans 11/11/2019 Dans tous les contenus
-
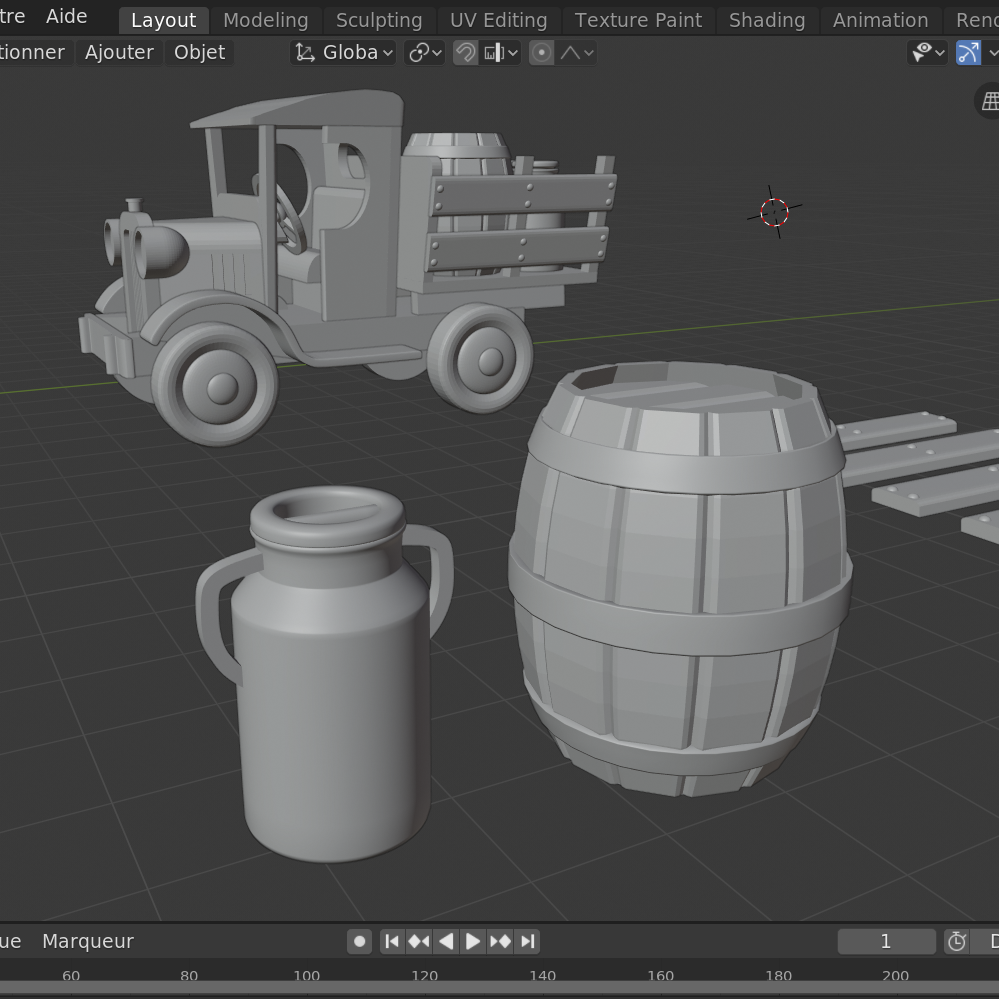
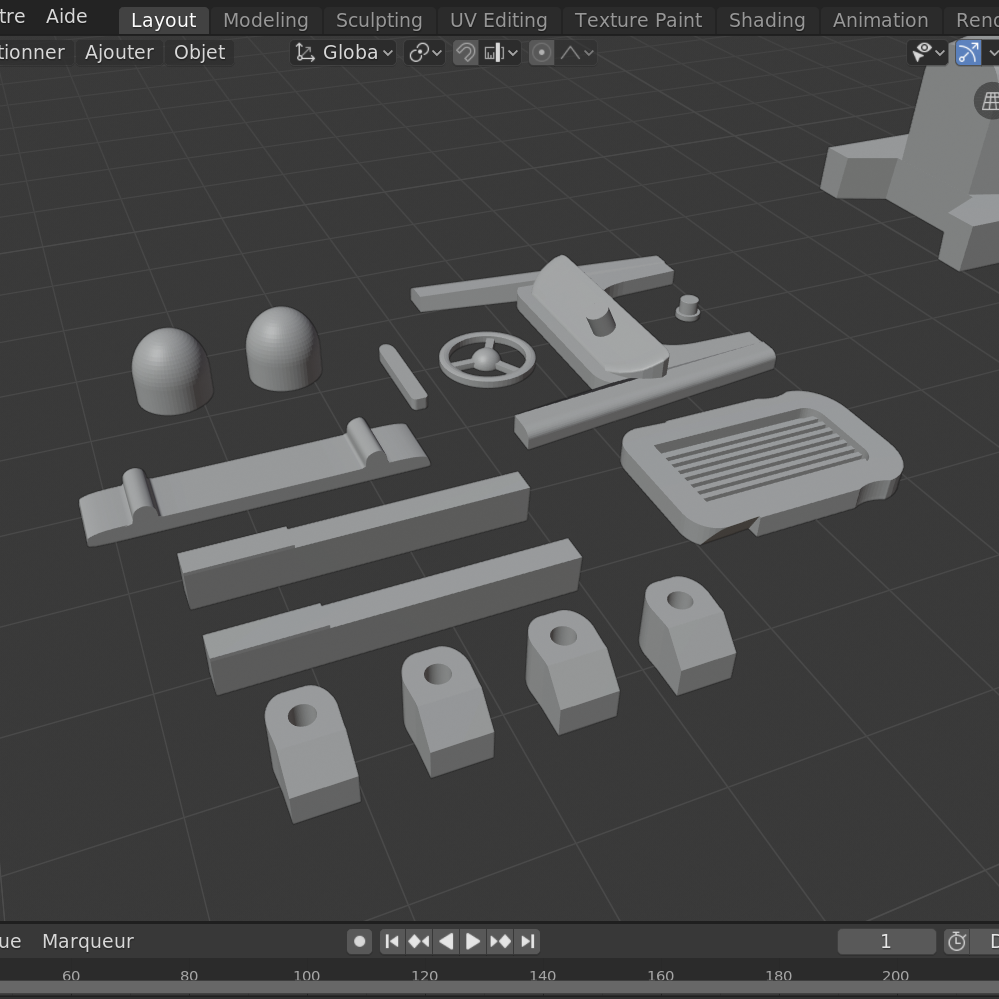
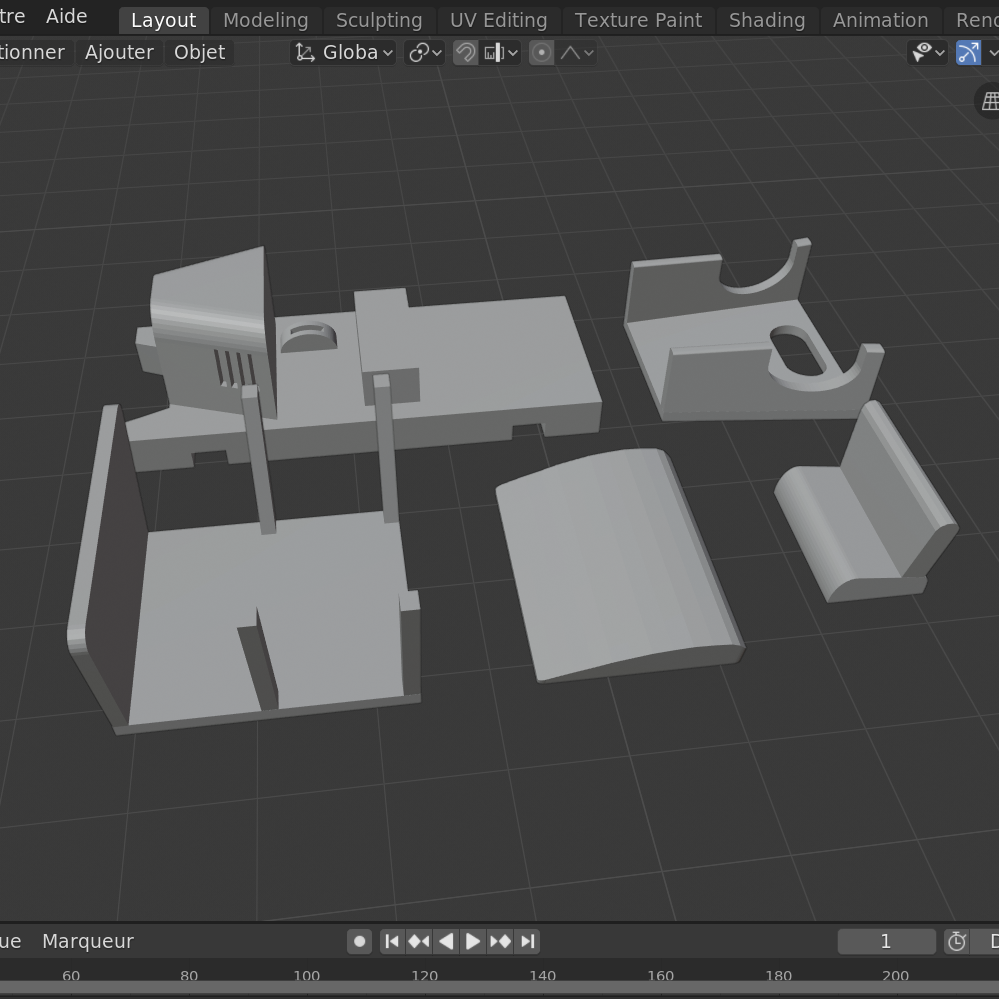
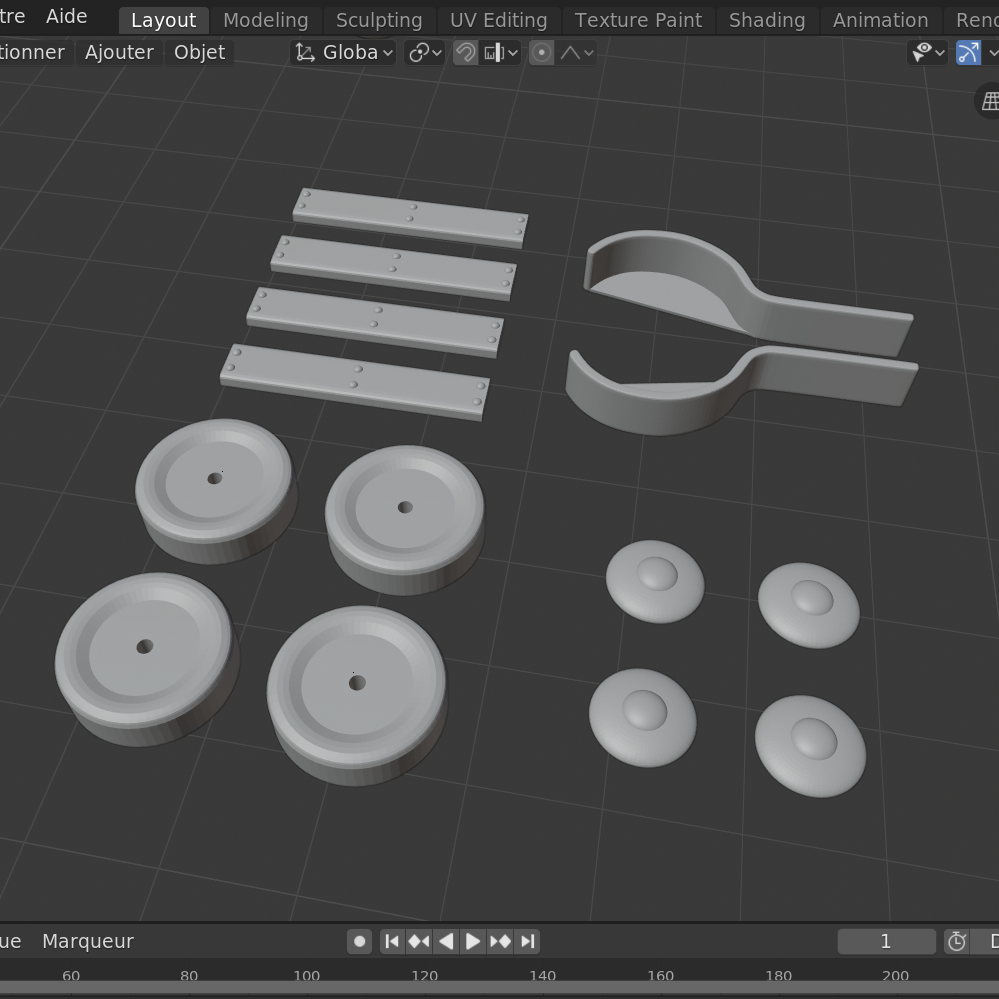
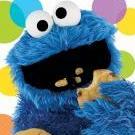
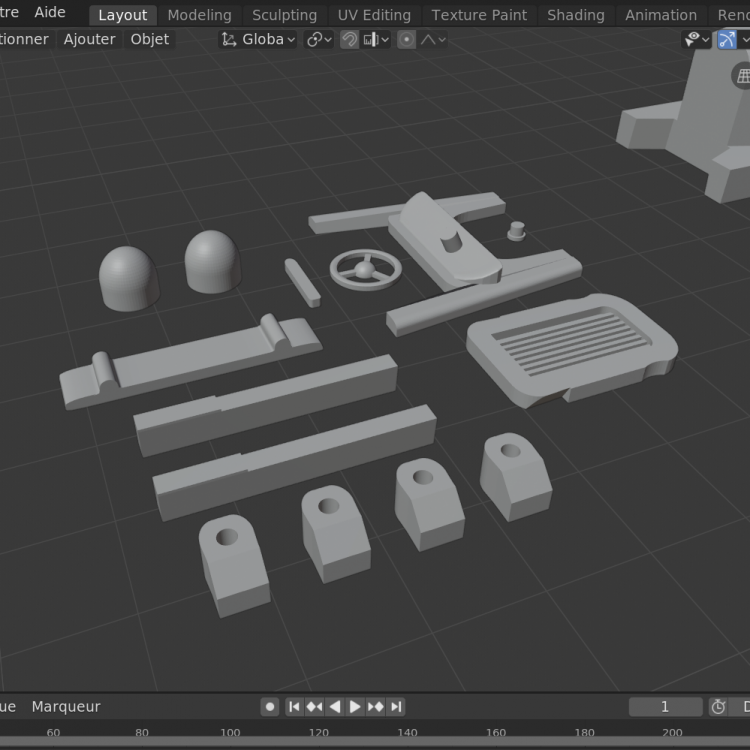
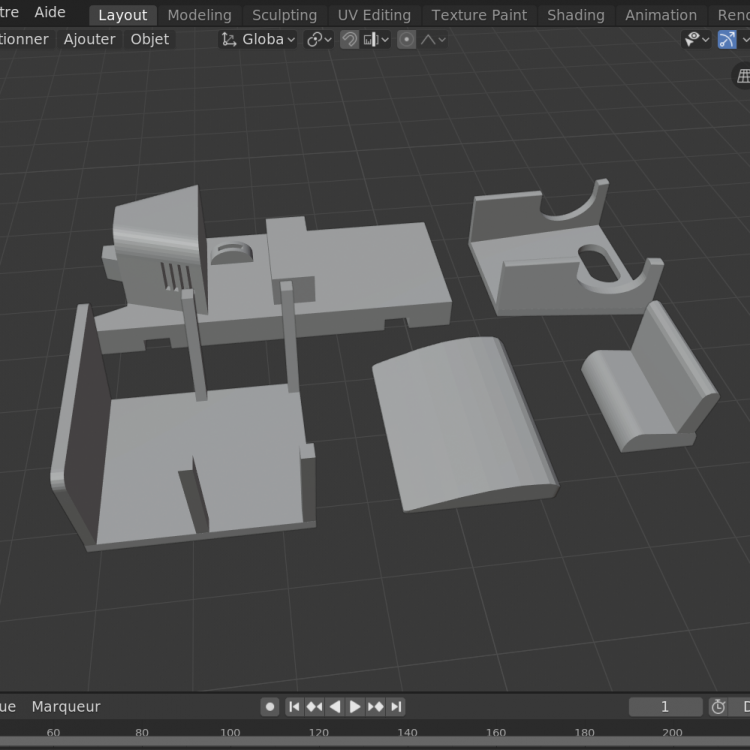
Bonjour à tous, voici ma dernière création... Une petite camionnette dans un style cartoon modélisée avec Blender. Je me suis inspiré de ce plan de jouet en bois pour la réalisation :https://www.canadianwoodworking.com/plans-projects/“c”-cab-stake-truck Le modèle est composé de 29 pièces plus 1 tonneau et 2 bidons. Le tout collé à la Loctite. Les dimensions du véhicule 18cm x 9cm pour 12 cm de haut. Les bidons font 4 cm de haut et le bouchon de radiateur qui est la plus petite pièce 5 mm. Finition teinte à bois chêne clair (plus clair que sur les photos en fait...) Je suis en train d'en imprimer une seconde que je vais peindre. Les fichiers STL pour l'impression sont disponibles sur Cults3D.








 3 points
3 points -
Si tu regardes bien, j'utilise un procédé repositionnable de haute précision pour régler ce problème. Le scotch 3M de peintre bleu.3 points
-
Bonjour à tous ! Encore merci à tous, grâce à votre aide j'ai pu progresser. Voici ma dernière réalisation. Anycubic Photon S. Resin Elegoo. Un petit commentaire sur votre impression ? Bruno




 2 points
2 points -
Yes Hobi The -- force reinstall flag resolve about this. I have tested boot U20 and U20Plus compilations two time and now is ever flashed ok. To follow the platformio directives and avoid multiple core platformio vers in the platformio settings there is a check box : Use builtin PioCore must be checked. https://docs.platformio.org/en/latest/faq.html#multiple-pio-cores-in-a-system2 points
-
Okay, until the bug is fixed, I've found a solution. As I wrote before it's about downgrading the platformio version but in my previous tests you didn't have use the flag -- force reinstall. To get platformio back ok, do this: Open Visual Studio Code Wait for platformio to be loaded click on the platformio icon on the left from the choices that open up choose Miscellanous -> new terminal in the terminal window that opens type pip install "platformio==4.0.3" --force-reinstall press enter Wait for the command to end. then check the version change with platformer --version press enter must show PlatformIO, version 4.0.3 I didn't need to restart, but do it for safety. Now build as usual and you'll see that the project.bin will load perfectly on the printer2 points
-
oui juste quelques réglage de rétraction voila le code pour simply je l'ai un peut modifier ;; Start custom tool change script M211 S0 ; disable software endstop G91 ; Switch from absolute positioning to relative positioning G1 Z0 F1000 ; Lift nozzle by 1 mm in relative positioning mode G90 ; Return to absolute positioning G92 E-1 ; Reset extrusion distance (needed for following steps) G1 E-5 F1800 ; Retract filament 3mm at 30 mm/s (1800 mm/min) on old tool G1 X-9.5 F6000 ; Go to X=-9.5 at 100 mm/sec G92 E-5 ; Reset again extrusion distance on old tool {IF NEWTOOL=1}T1 ; Activate tool 1 {IF NEWTOOL=0}T0 ; Activate tool 0 G92 E0 ; Reset extrusion distance on new tool G1 E51 F180 ; Extrude x mm of filament at 3 mm/s on new tool G92 E0 ; Reset extrusion distance on new tool G1 E-8 F1800 ; Retract filament by 3 mm at 30 mm/s G1 X[current_position_x] Y[current_position_y] F6000 ; Move to next position on print at 100 mm/s G91 ; Switch from absolute positioning to relative positioning G1 Z0 F1000 ; Move down nozzle by 1 mm in relative positioning mode G90 ; Return to absolute positioning M211 S1 ; enable software endstop ;; End custom tool change script
 2 points
2 points -
Une récap des différences entre la V1 et la V22 points
-
Et la première impression a été un succès, je suis soulagé
 2 points
2 points -
Wahouuu du bois, c’est hyper réaliste, tu as mis combien de temps à l’imprimer ? Tu l’as trouvé sur quel site ? Tu as eu un code promo ? comme quoi on a tendance à oublier les choses les plus simples.2 points
-
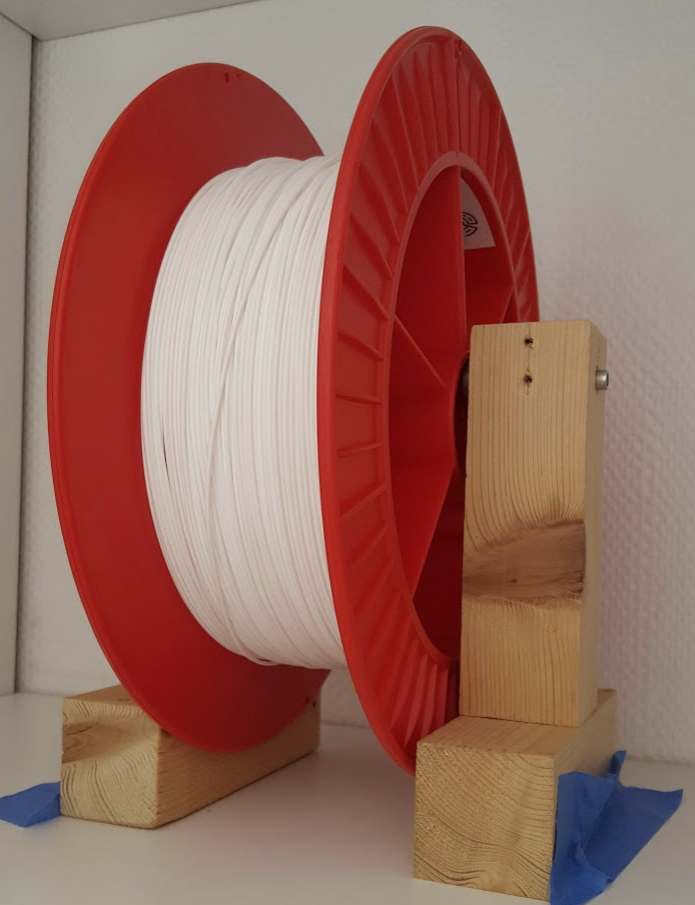
J'utilise un truc ultra high-tech, du bois : J'ai mis un tube (fixe) faisant office d'axe, et entre les deux piliers j'ai mis 2 roulement 608. Le moyeu de la bobine est posée directement sur les roulements. Un tube PTFE passe derrière, entre la planche et le mur, car la machine est à l'étage en dessous : Système très simple, monté en 5min chrono dans l'urgence à l'époque, et j'ai fait passer quelques bobines de 2.3kg depuis par ce biais.

 2 points
2 points -
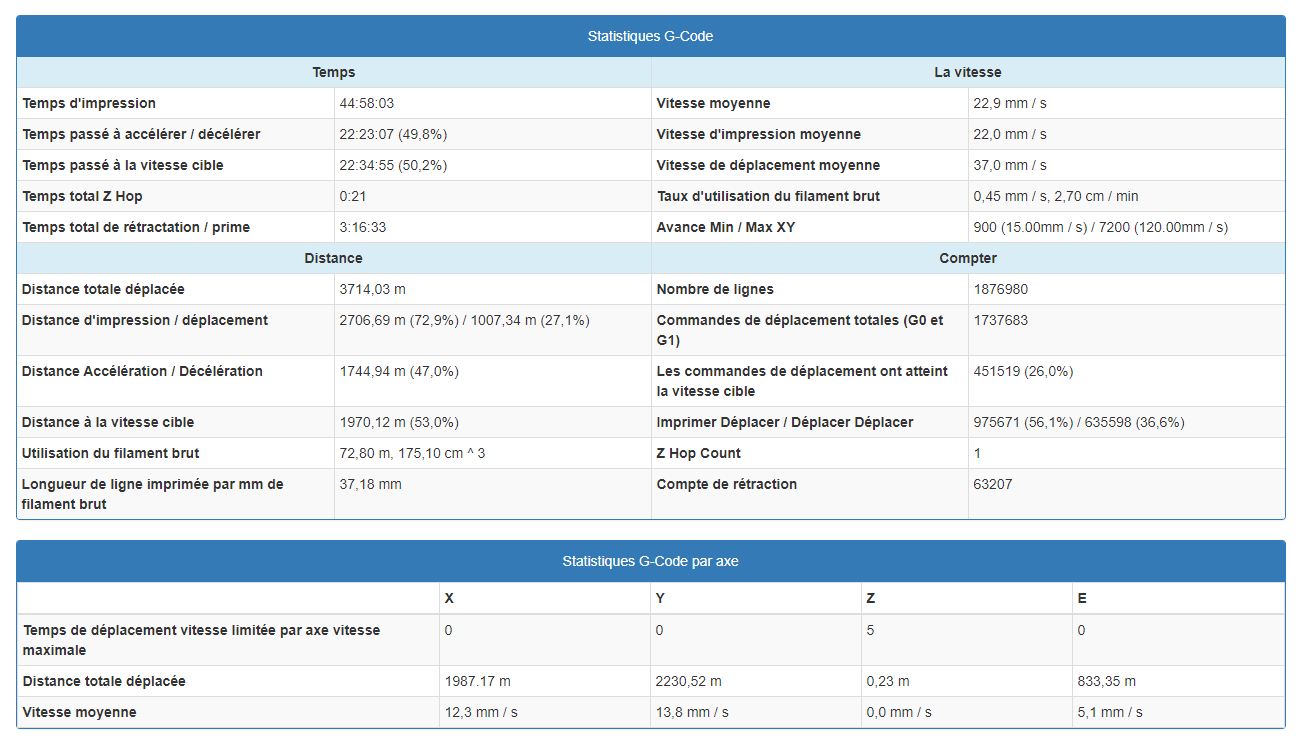
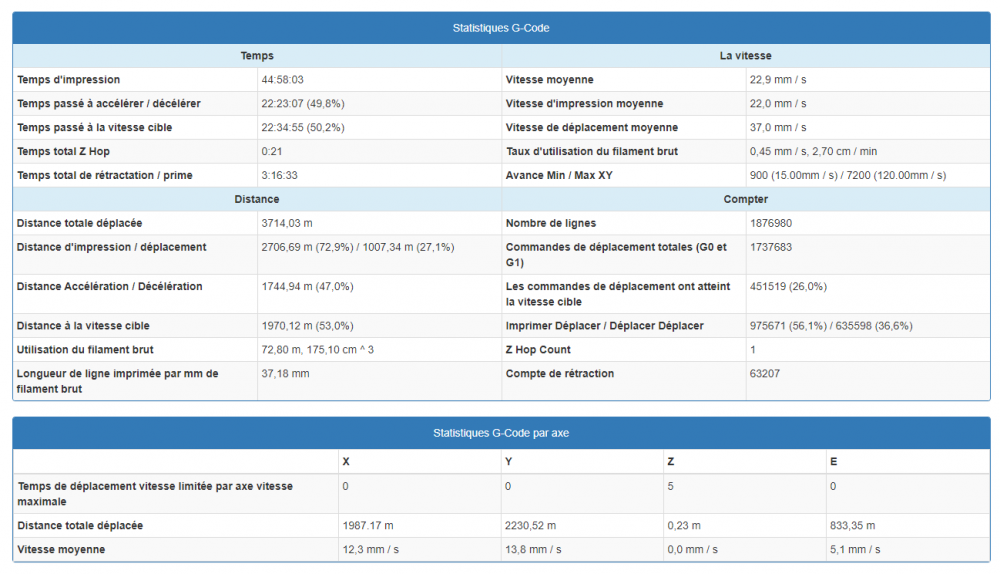
Salut ! Est-ce qu'il y a un plugin a installé pour avoir les détails du fichier déjà tranché, parce que le comble je tranche un fichier avec cura, dans l'entête du fichier il y a bien le temps total estimé et la quantité de filament, mais quand on le recharge dans cura il affiche: "Aucune information de coût ou de temps n'est disponible" ... Du coup je suis tombé sur une page sympas https://www.gcodeanalyser.com/ ça donne vraiment beaucoup de détail
 2 points
2 points -
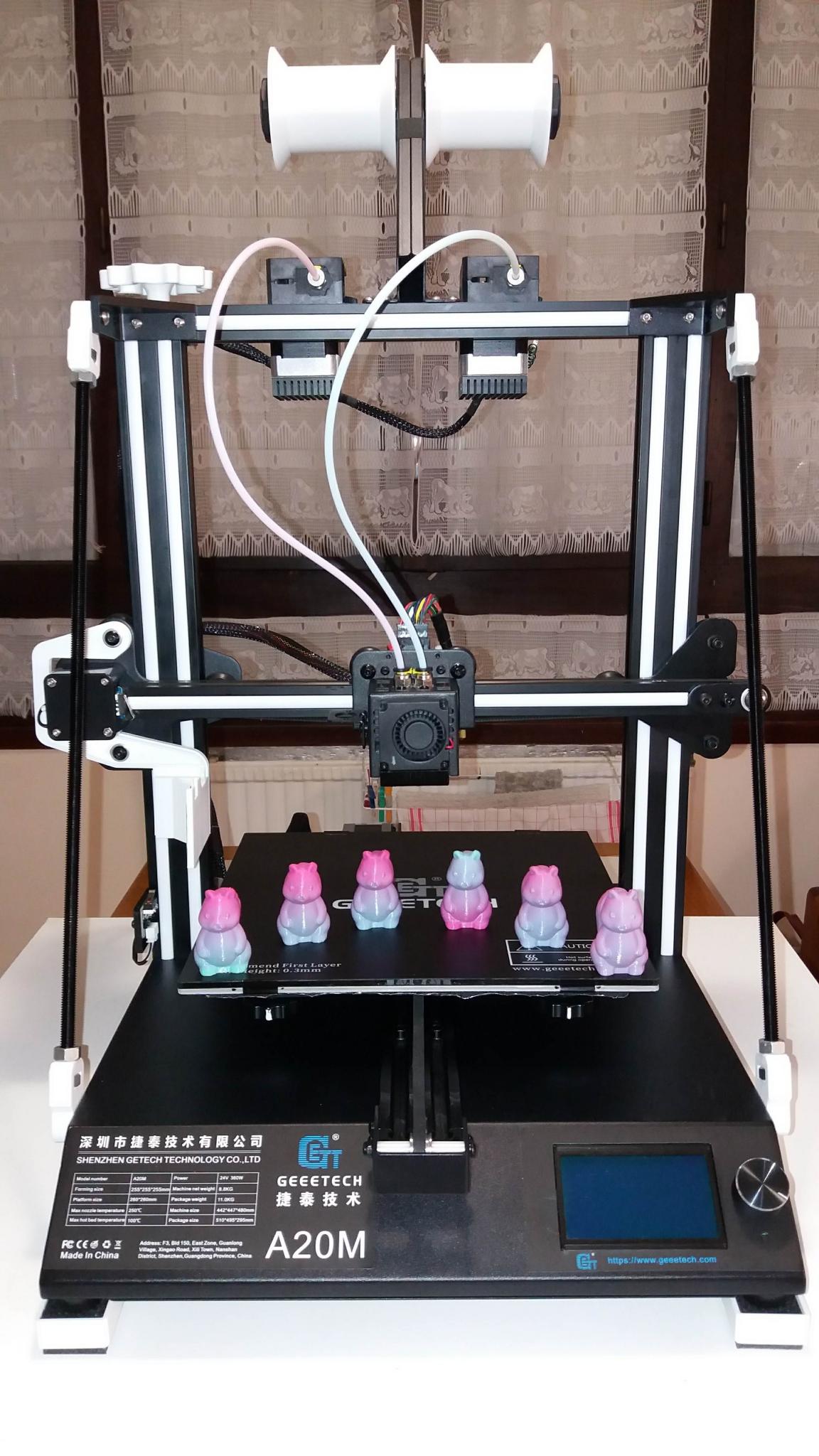
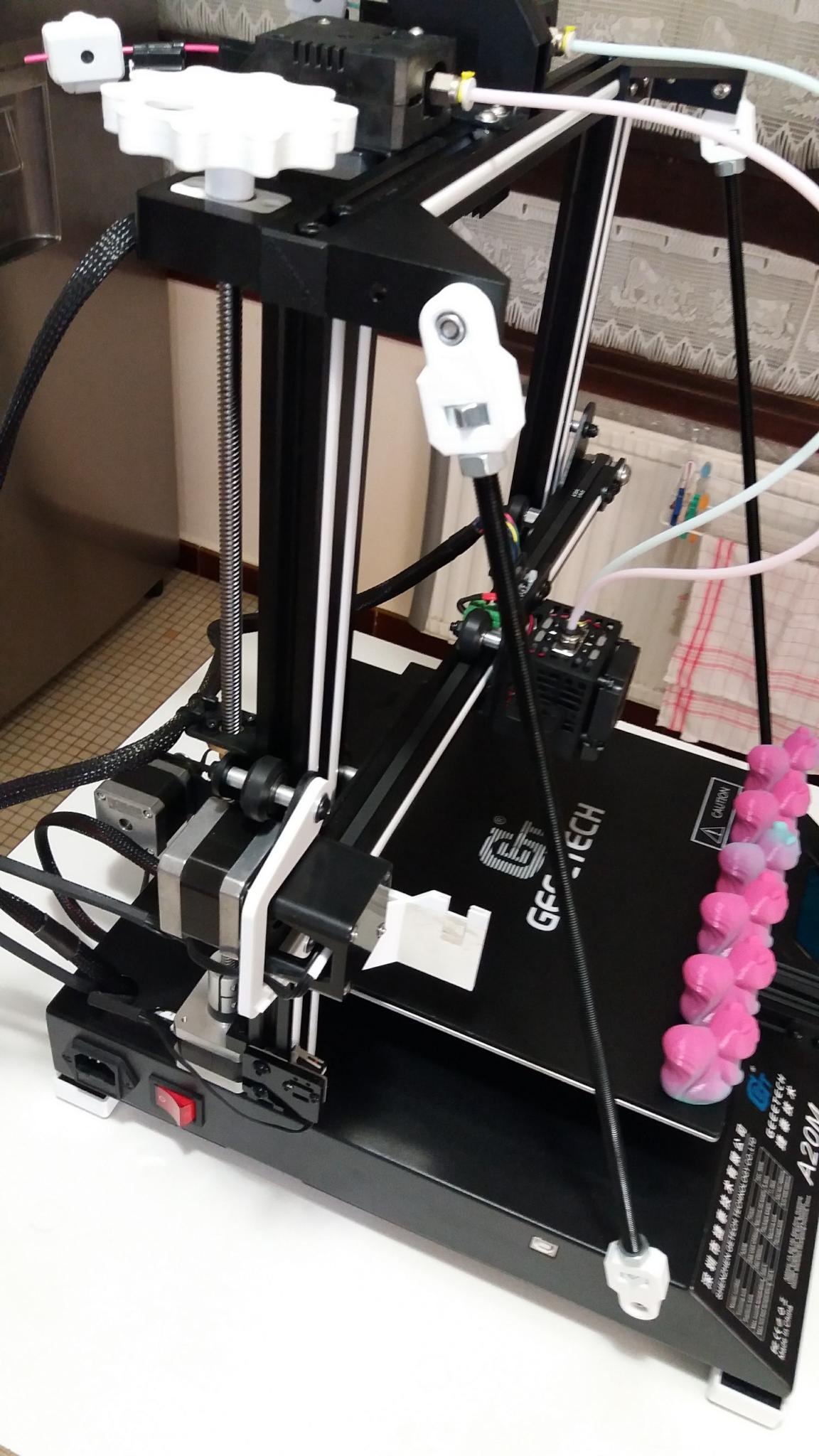
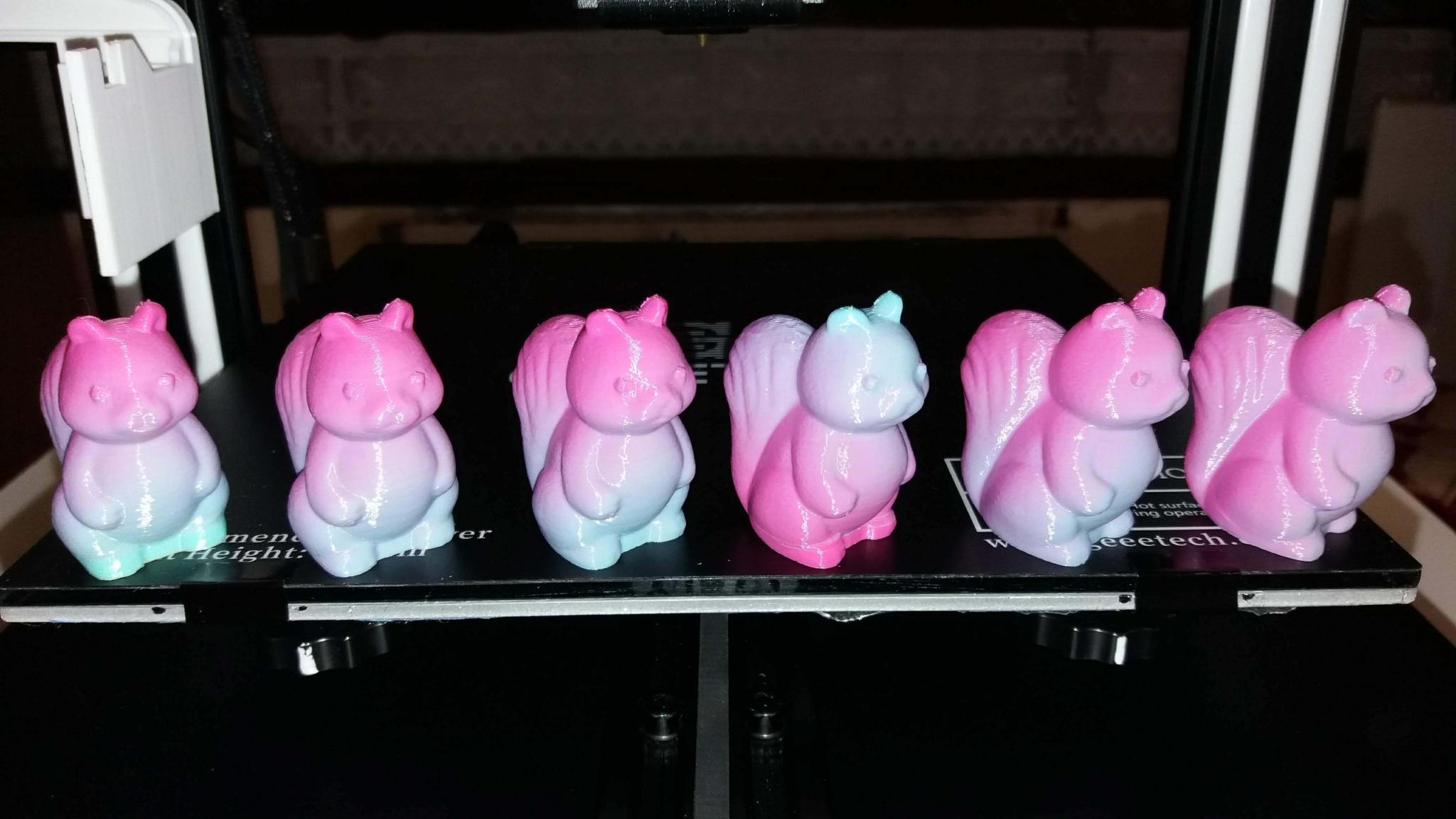
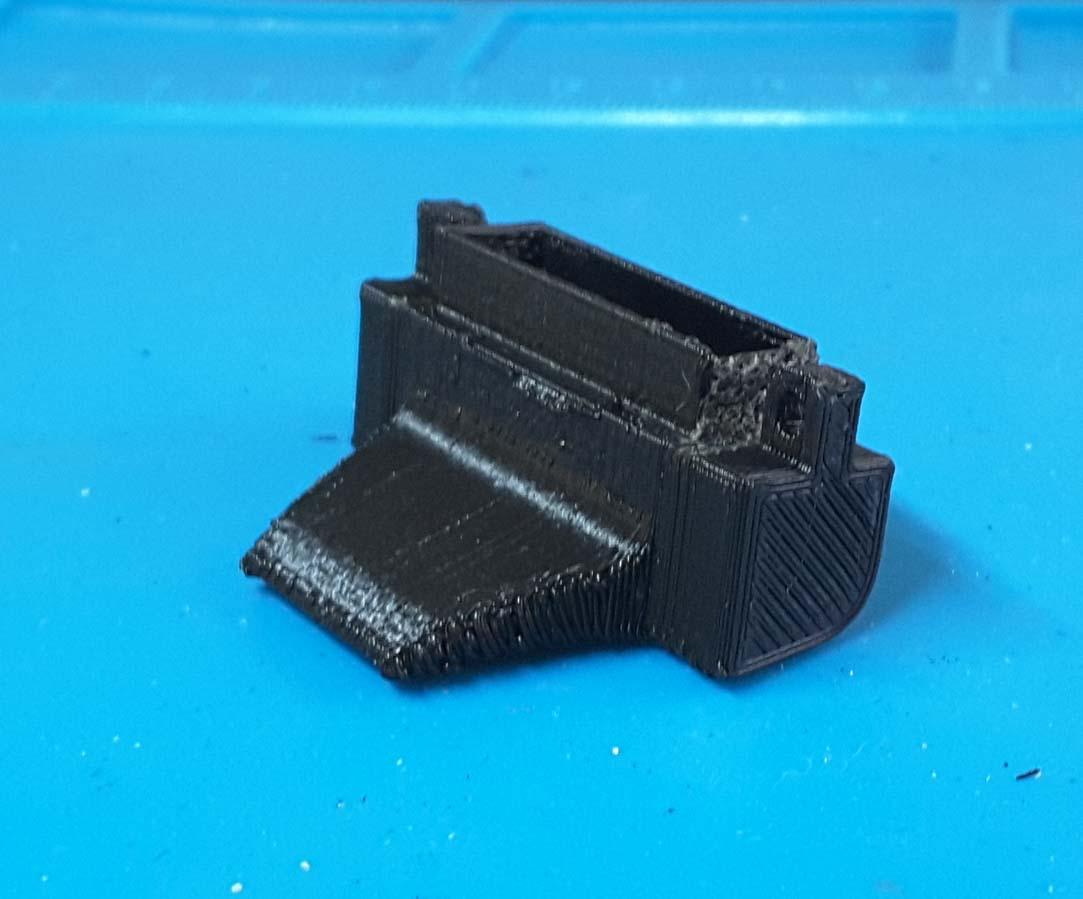
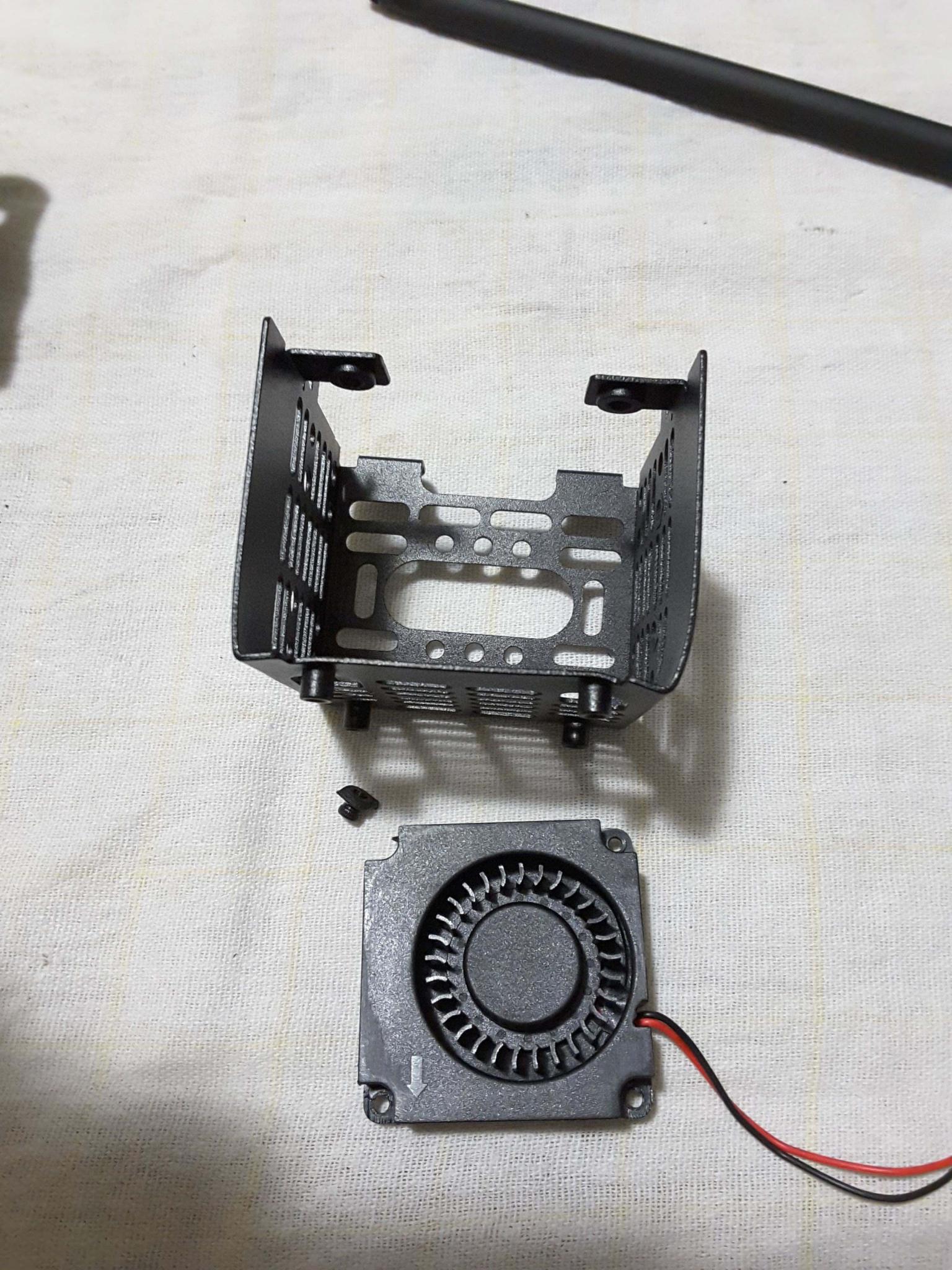
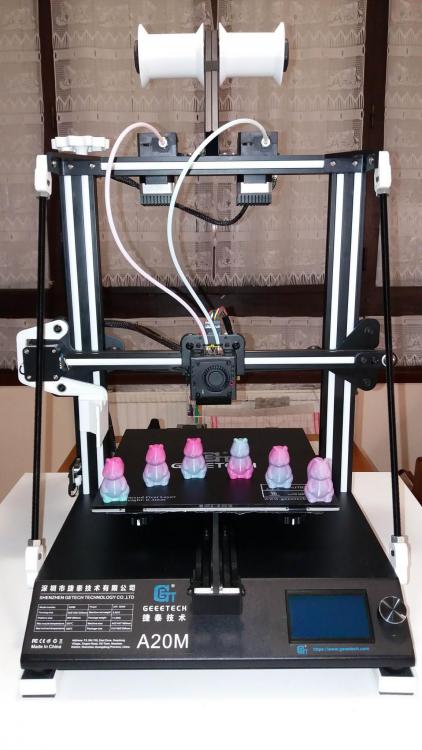
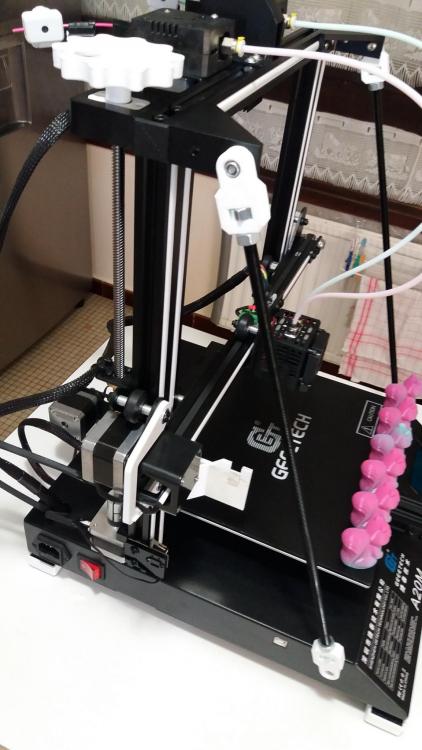
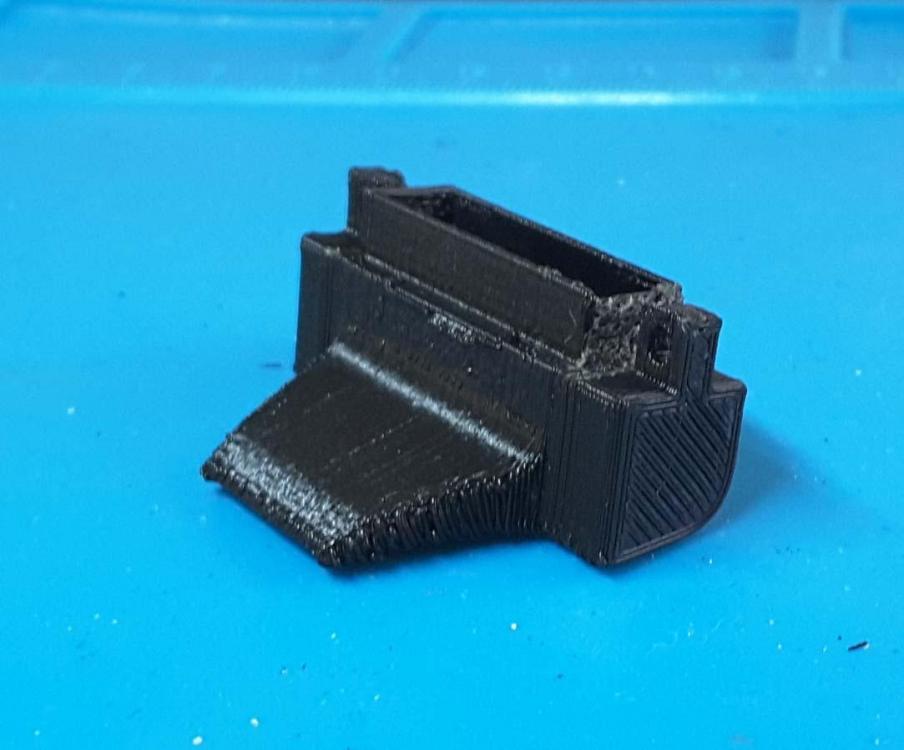
Bonsoir, Je présente la dernière arrivé à la maison la Geeetech A20m, arrivé début juillet Amélioration effectué dessus: - Renfort du portique - Isolation de bed avec de la mousse + aluminium - Le bassin de purge - Support bobine sur roulement - Silent-bloc sur les moteurs Y et X - Bouton pour relever plus facilement le Z - Rehausse de pied pour permettre une meilleure circulation d'air et permettre de faire passé le swiffer dessous - Mise en place d'une grille sur le ventilo de l'alim et montage souple du ventilo de la CM. - Surtout un montage soignée et vérification d'aucun point dur ou du jeu ( courroie du Y vrillée a l'intérieur du profilé ) Petit souci avec le conduit de refroidissement qui fuit, il va falloir que je trouve le fichier pour le ré-imprimé Sinon la qualité d'impression est très bien pour une machine d'origne la possibilité de faire des dégradés est génial sans pour autant gaspillé du pla Les prochaines étapes seront de finaliser le bassin de purge et mettre en place le 3d touch. Je tenais a remercié les sav de geeetech, que j'ai contacté pour un problème sur le cache de la tête qui était assez tordu et une patte du ventilo cassé, il me l'on renvoyait sans aucun problème. Colis reçu très rapidement D.L, mais malheureusement il était encore tordu pire que celui d'origine, je les ai recontacter et il m'on renvoyé un autre, celui-là ok.






 1 point
1 point -
Salut à tout ceux qui suivront ce nouveau sujet (normalement, les deltas font fuir et les suiveurs sont moins nombreux que pour les cartésiennes...) Non, relisez bien le titre: Ce ne sera pas une delta EN CHOCOLAT, mais une machine pour imprimer du ou des chocolats... Une petite présentation pour commencer: même si j'ai le titre de newbie sur ce forum, ce qui est normal puisqu'inscrit depuis 15j, je ne suis pas tout à fait débutant en impression 3D et en delta. j'en ai 3 , dont 2 que j'ai construites en DIY que je vous montrerai peut-être un jour. et 4 autres imprimantes plus classiques puisque cartésiennes et une imprimante SLA toute récente. La dernière, celle qui nous intéresse aujourd'hui, est une "ex" EZT T1 que j'ai acheté chez "OUICHE" en 2018 mais dont la carte mère a sauté au bout de 2 semaines, comme la plateforme OUAICHE ne pouvait pas contacter le vendeur, il me l'on remboursée INTEGRALEMENT ! Je dispose donc d'une DELTA GRATUITE sur laquelle j'ai collé une carte Ramps et un Arduino avec Marlin 1.9 (coût env 15€) j'ai décidé, depuis peu, de me faire une imprimante Delta pour imprimer des sujets en chocolat..... le chocolat sera fourni par une saucière SEB, récupérée neuve en déchèterie, et passera par une pompe péristaltique issue d'une imprimante HP et motorisé par un moteur pas à pas Neima 17, le même que nos classiques extrudeurs. Le tuyau de la pompe arrivera dans une tête E3DV6 que je ne pense pas devoir chauffer ni refroidir, car le chocolat doit sortir à 41°C, selon les professionnels du secteur, pour être bien brillant. Il est même possible, selon les résultats des essais, que je me passe de la tête et que je ne garde que la buse en 0.4 mm.... avec sa sonde de température quand même ! Pour faire tout ça, je prévois de faire fonctionner la delta "à l'envers", les bras en carbone tournés vers le haut, avec le plateau monté sur l'effecteur, les fins de course "max" montés en bas et la buse de 0.4mm fixée sur la tablette supérieure de la machine avec pompe et saucière... et refroidissement. Je n'aurai pas besoin de plateau chauffant, donc il va virer, mais le plateau ( en alu ?) aura peut-être droit à recevoir une diode à effet Peltier pour le refroidir... Ca risque d'être marrant, non ? la prochaine fois, j'essaierai de mettre quelques schéma ou photos [ a suivre ]1 point
-
Bonjour à tous ! Comme promis, voici un petit retour d'expérience à propos de l'E3Dv6 de chez TriangleLab. La marque est déjà bien connue chez les makers pour ses clones d'extrudeurs Titan et BMG entre autres et ses produits jouissent d'une très bonne réputation notamment pour leurs rapport qualité prix. En effet, le clone (puisque c'est bien ce dont il d'agit) dont nous allons parler aujourd'hui nous est proposé a un tarif plus qu'alléchant : Moins de 14€ port inclus sur Aliexpress ! Alors je vous voit venir, à ce prix là, le pack doit pas être complet ou la qualité doit être médiocre... Et bien détrompez vous, non seulement le pack est bien fourni mais il est même plus que complet et la qualité est bel et bien au rendez vous ! Le pack en lui même comprend donc le hotend complet avec un radiateur en alu, une buse de 0.4mm avec un usinage vraiment très propre, la cartouche de chauffe 12 ou 24v, une thermistance, un ventilateur 30mm et son support et visserie, un heatbreak à choisir entre trois modèles différents selon vos préférences, les clips pour le PTFE et TriangleLab vous offre même la chaussette en silicone ! Bref, malgré le prix étonnamment bas, rien ne manque et on ne se moque clairement pas du client. Alors tout ça est bien beau mais en print, ça donne quoi ?! Et bien là encore, la marque est à la hauteur de sa réputation, la tête fait vraiment du beau travail. La chauffe est très rapide (25 à 210° en moins d'une minute) et la température (après réglage du PID) est parfaitement stable, personnellement lors d'impressions j'ai moins de 0.6° de variations, ce qui est plus qu'acceptable ! L'extrusion est très propre et bien maîtrisée et les rétractations se passent sans aucun souci, personnellement avec du PLA je tourne avec 5mm de rétractation à 25mm/s (BMG oblige, pas besoin de plus vu la démultiplication !) et je dois dire que c'est absolument impeccable. En fait je pourrais probablement réduire la distance sans avoir de suintement, mais ça marche bien comme ça alors... En ce qui concerne le refroidissement du heatbreak, je n'ai malheureusement pas de quoi prendre de mesures mais j'ai toutes les raisons de penser que tout se passe parfaitement bien et ce malgré un ventilateur certes extrêmement discret mais pas forcément puissant (Cooltek 12v), donc là encore, le clone fait vraiment bien le taf ! Pour le reste, couplé au fang modulable, le tout fait vraiment de l'excellent travail, les ponts se passent sans soucis et l'ensemble permet d’atteindre des vitesse élevées sans broncher ! --------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- Le j'aime/j'aime pas : J'aime : J'aime pas : - Les usinages très propres, les photos Ali ne mentent pas. - Le ventilateur fourni, 30mm c'est juste pour un bon débit d'air... - La buse d’excellente qualité... - ...Mais j'aurais peut être préféré de l'acier, quitte à payer un peu plus. - Le dissipateur en alu pour une bonne conductivité. - C'est tout ! - Le choix du type de heatbreak. - Kit plug and play, on monte on branche et ça roule ! - La chaussette fournie, elle aussi de très bonne qualité. --------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- En conclusion si vous souhaitez changer de tête sans vous ruiner, je ne voit pas de choix plus indiqué que cette TriangleLab E3Dv6, tout y est pour un prix assez dérisoire aux vues des qualités certaines de ce hotend ! Voilà c'est tout pour moi, enjoy ! Kev.
 1 point
1 point -
Salut @frenesik je pense pas m’être trompé , j'ai utilisé les même entraxes que pour le mgn12 mais a 15 mm au lieu de 20 mm fichiers retiré , erreur de mesure y a version en une pièce ou en deux pièces, par contre j'ai laissé les guides pour le coté gauche ou il y a le diamètre 7 mm pour le passer a 5 mm (sinon utiliser 2x le coté droit ) si tu voit un truc qui cloche fais moi signe , je viens juste de passer ma journée sous fusion 360 donc pas a l'abri d'une erreur1 point
-
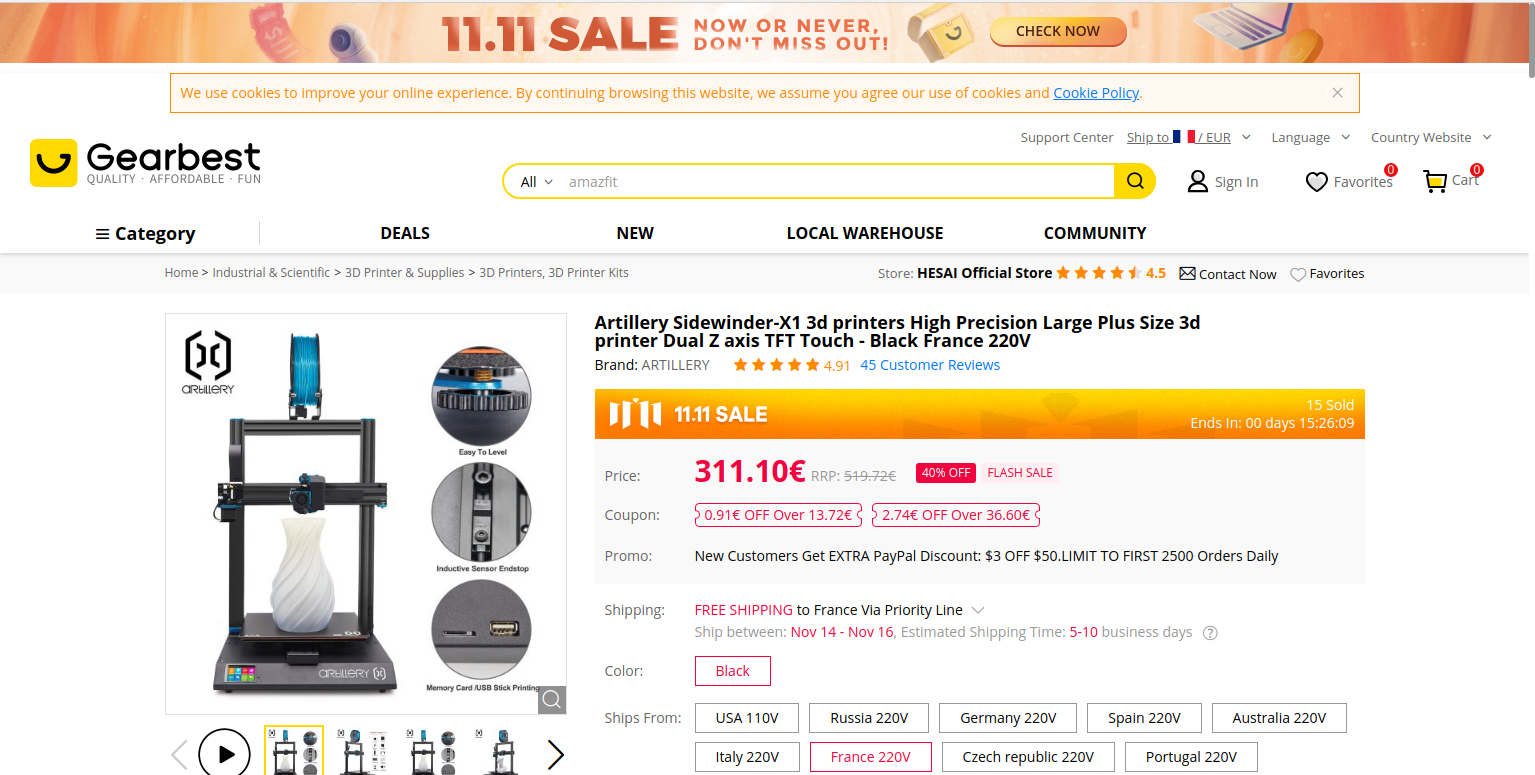
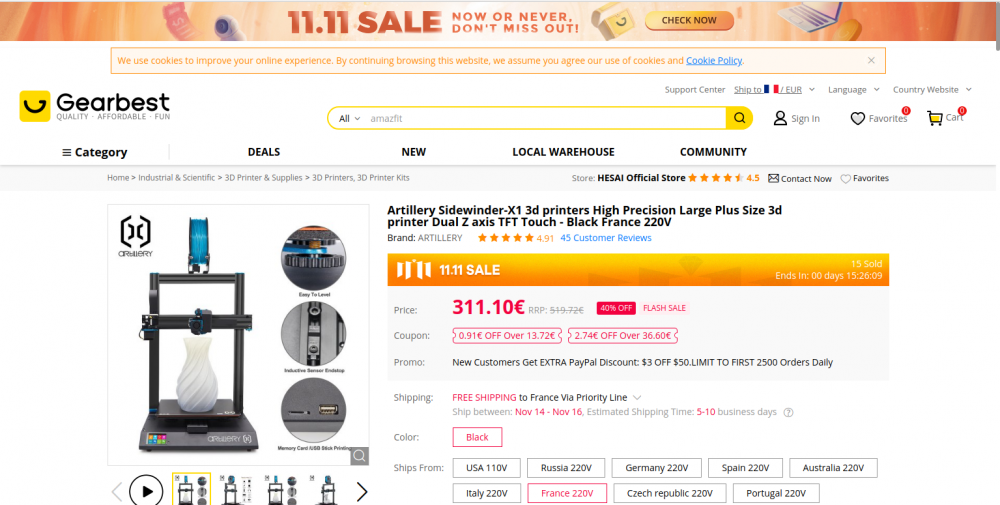
Salut à tous ! Je parcourrais tranquilement le web et je suis tombé sur ça : La X1 à 311€ FPC. Perso je l'ai eu à 350€ il y'a deux mois. https://www.gearbest.com/3d-printer/pp_3001447641849895.html?wid=2000001
 1 point
1 point -
@miserovitch répondu sur ton post ! Il me semble que c'est nickel ! Je laisse sécher et je te tiens au jus !
 1 point
1 point -
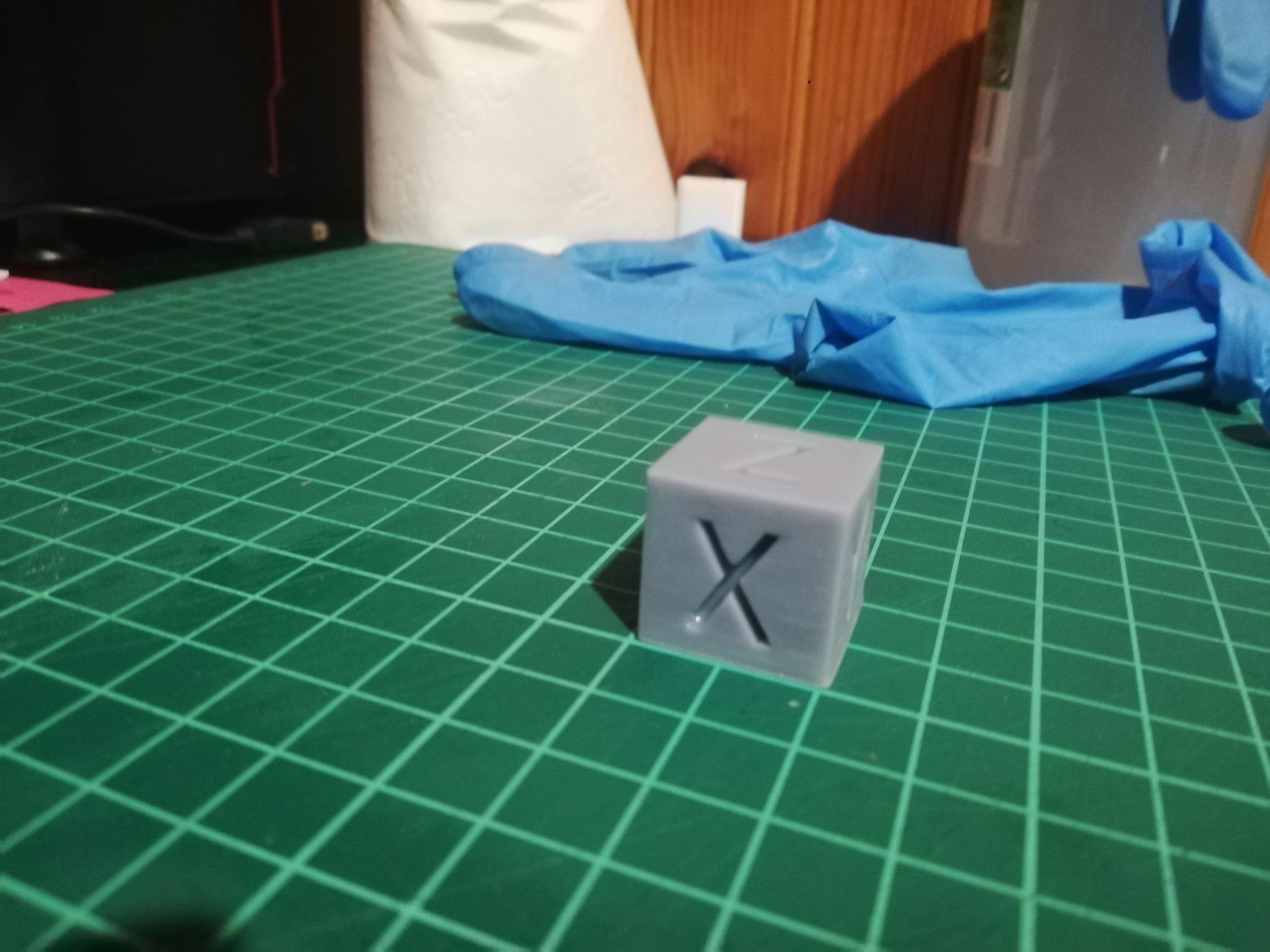
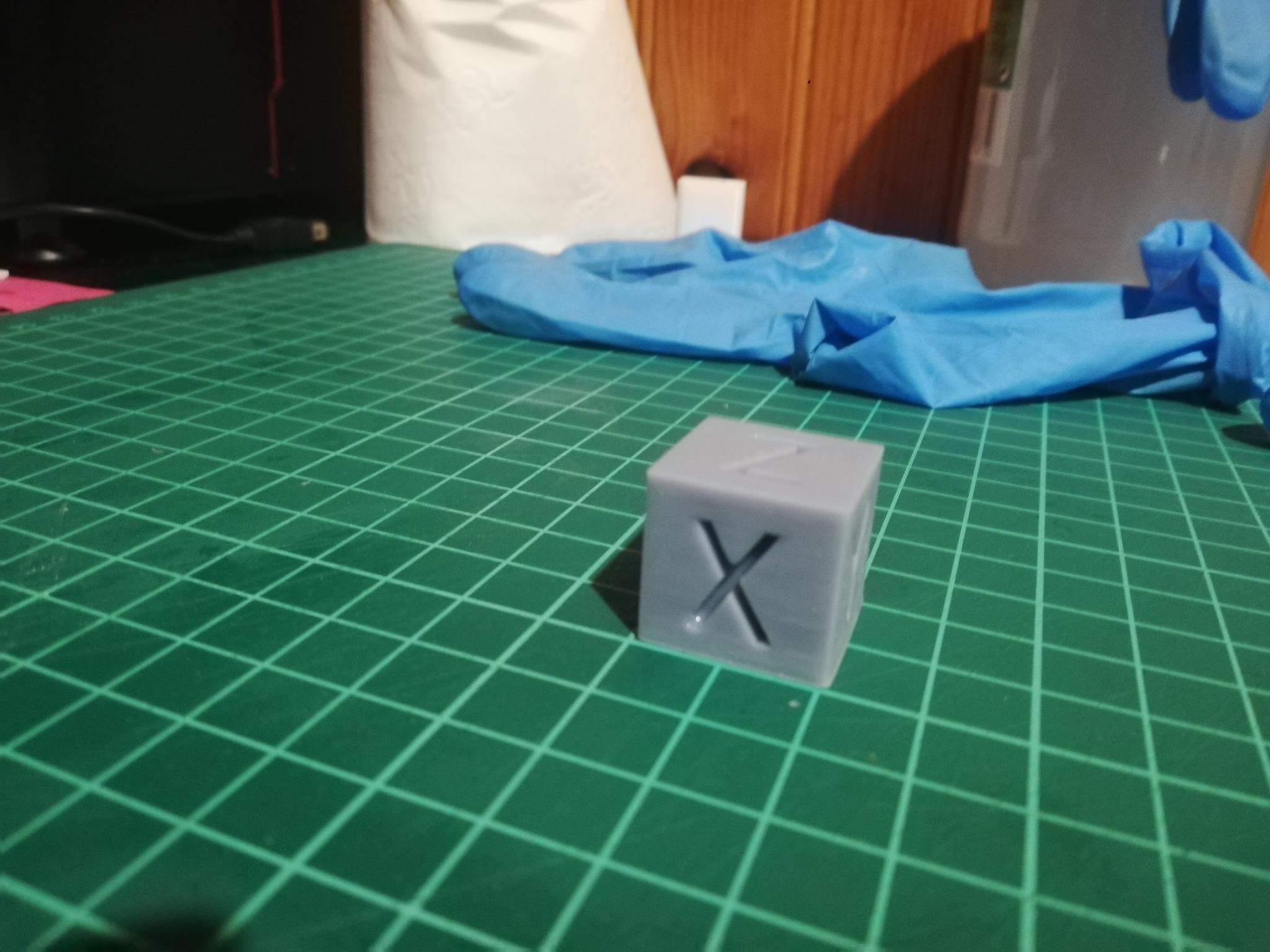
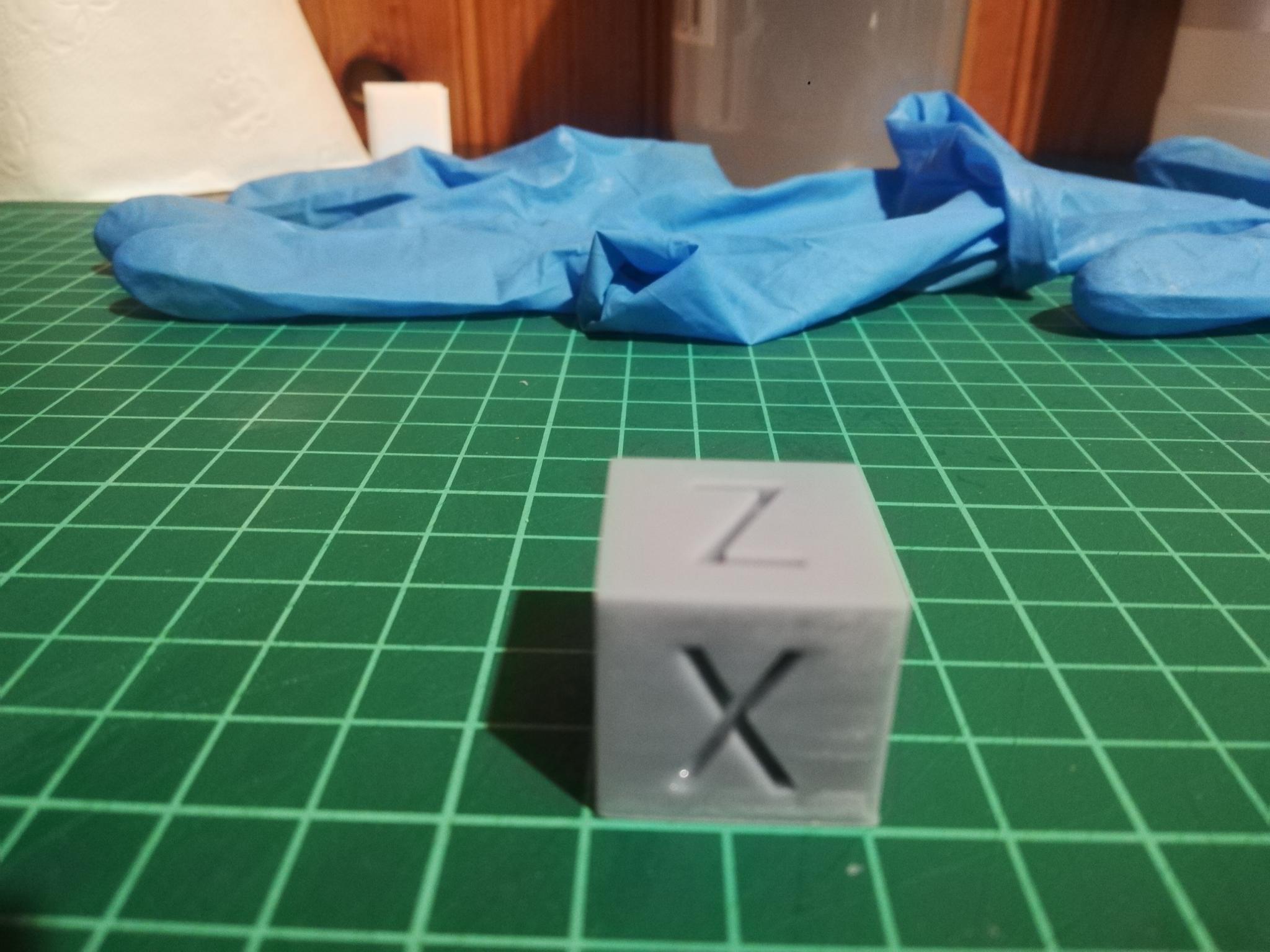
Voilà voilà ! Résultat plus que propre, sur le tapis de coupe pour montrer la régularité Mais plus que nickel à mon sens, sans UV pour le moment direct sorti du bac d'alcool ! EDIT : c'est un peu flou, dis moi si tu préfères des photos plus nettes, je suis très mauvais en prise de vue ! Et il reste un peu d'alcool dans les lettres, sur la photo ça fait bizarre, mais "en vrai" tout va bien !

 1 point
1 point -
La CR2020 comme la Wanhao Duplicator 6, elle disponible à un prix moindre que la CR2020 (quand on la trouve), ressemblent énormément à la Zortrax M200 . A choisir (mais ce n'est pas moi qui en décide ), je prendrais la Wanhao qui est suivie par son constructeur et pour laquelle on trouve des "améliorations" sur Thingiverse.1 point
-
Salut, Soit tu mets un module 24V/12V. Soit tu mesure la consommation de ta led, pour obtenir sa résistance, et tu mets une résistance en série de même valeur pour diviser la tension par 2.1 point
-
La source n'est pas exempte de conneries, regarde plutôt ce bel exemple : Moi je prèfère la "left hand rule" où les doigts pointent tous dans le bon sens (positif) des axes et où on est pas obligé de se contorsionner la main :
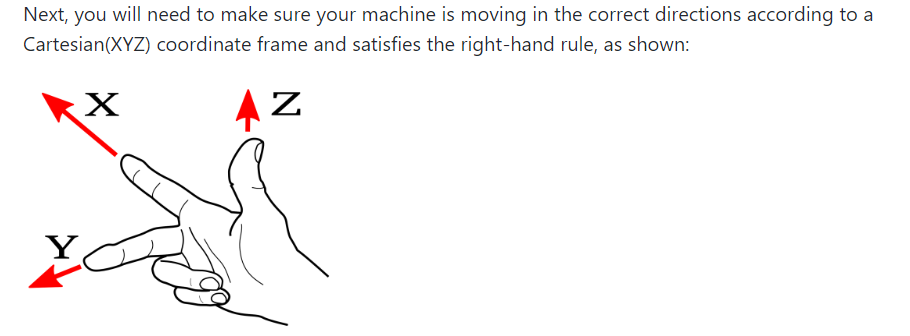
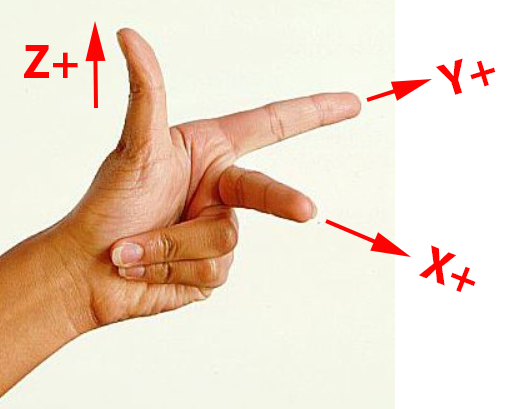
 1 point
1 point -
Bah , pas loin , parfum pomme J'ai commandé de l'alcool IPO à 99.9% , la au moins , plus de doutes possibles .1 point
-
A ma connaissance, pour la surface supérieure d'une pièce, je n'en connais pas d'autres via le trancheur. Éventuellement en utilisant des largeurs de lignes plus faibles. Quand j'utilise l'étirage, je sélectionne un motif différent (concentrique) de celui pour faire les couches inférieures / supérieures (lignes /zigzag) Si tu utilises de l'ABS, l'acétone permet de lisser celui-ci MAIS l'ABS à imprimer, sans caisson c'est problématique, ça sent rarement bon, ça émet des particules moyennement bonnes, l'acétone c'est pas mieux... Pour le PLA, il existe des produits de lissage mais ils nécessitent une post-production:1 point
-
Effectivement... remarque judicieuse... c'est à Mérignac, en Gironde (33)1 point
-
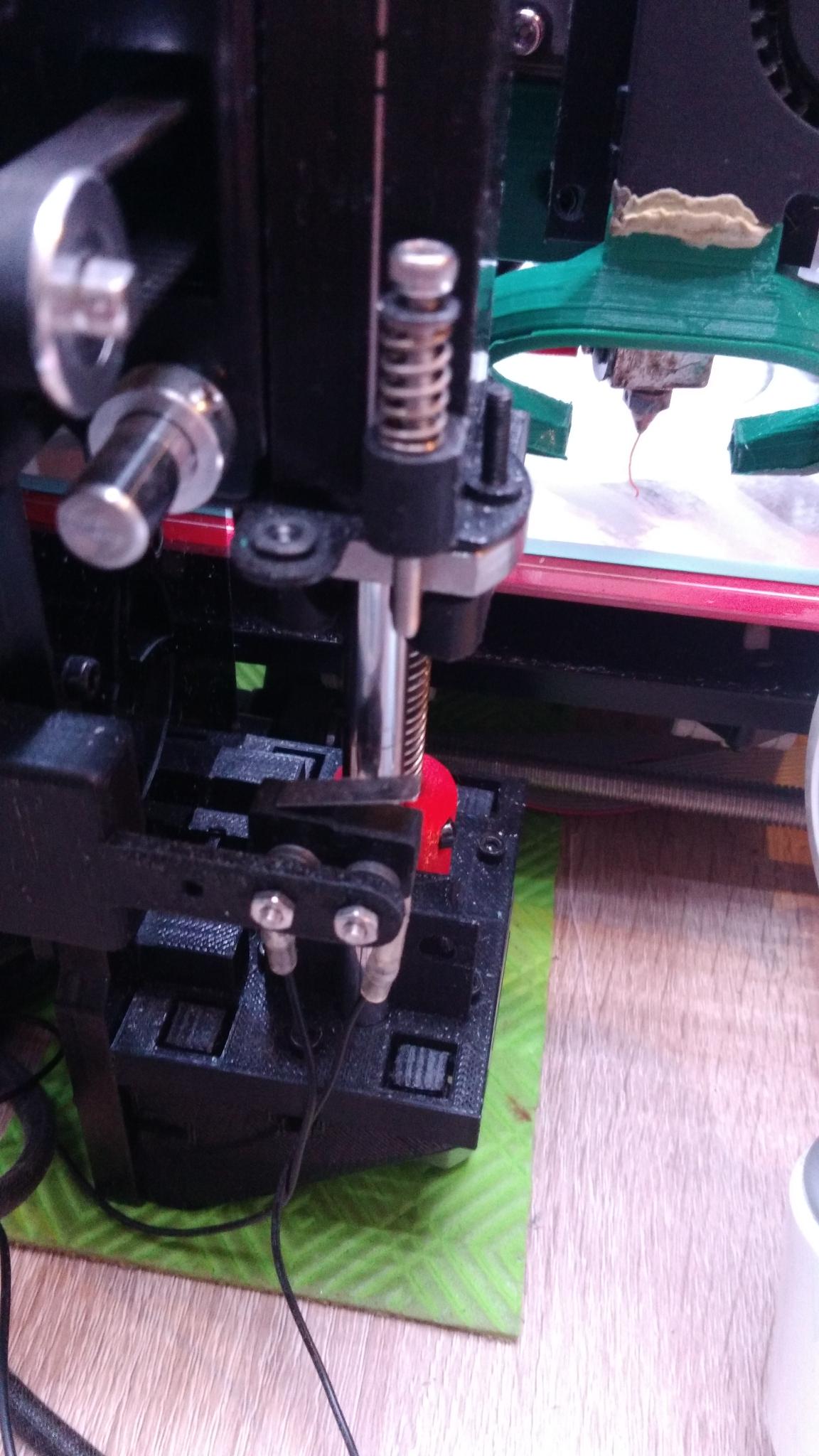
Pour commencer, est ce que tu as du wobble ? Si la réponse est non, ce n'est pas la peine de corriger un problème que tu n'as pas . De plus, généralement, brider la tige trapézoïdale induit une contrainte qui crée du wobble. J'ai imprimé quelques upgrade je ferai le détail plus tard. Nope, je me suis concentré sur l'utilisation de l'imprimante de manière autonome. Le test avec un PC est au programme.1 point
-
Bonjour, Sur place où ?1 point
-
J'en profite pour vous présenter mon "AM83S", un mix de AM8 (chassis) et de Prusa MK3S (extrudeur). En fait, tout ce qui reste de l'Anet ce sont les moteurs et les tiges. La carte est une MKS Gen 1.4 sous Klipper.
 1 point
1 point -
Ce qui est marrant c'est que même 13 heures apres ton post (donc tout produit aurait du cesser son effet ) et 2 réponses tu ne vois pas qu'on ne comprend pas ou tu veux en venir.1 point
-
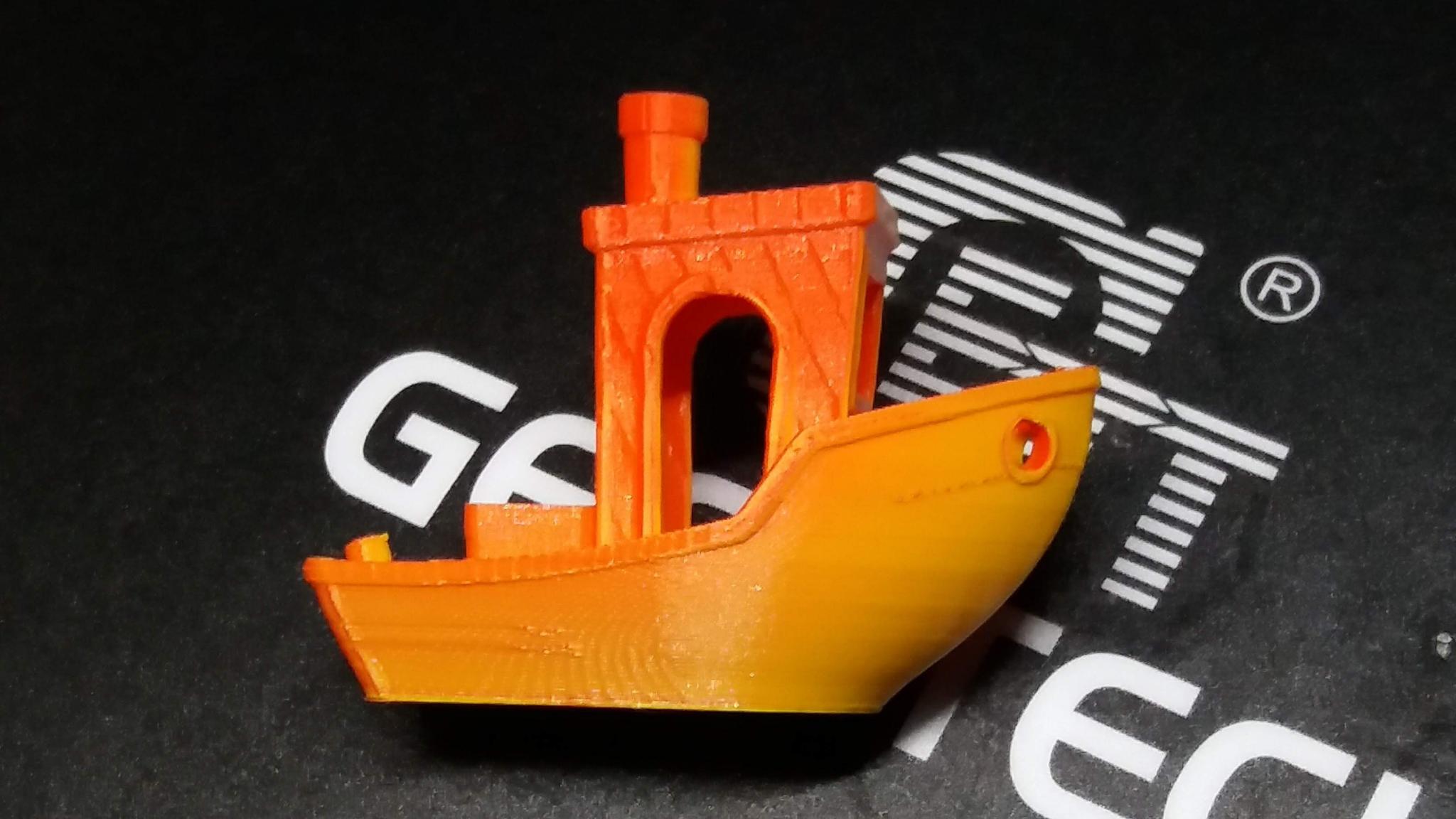
Bonsoir, Aujourd'hui prise de tête, au programme réglage des step/mm des extrudeurs qui aurait du prendre minimun 30mn. Malheureusement non, impossible d'avoir la même extrusion sur les 2 moteurs et même sur 1 moteur a chaque fois une valeur extrudé différente, quand un était réglé l'autre n'allait pas, un cauchemar. J'ai fini par débrancher les tubes de ptfe, demandé 100mm extrudé 100mm après une seule modifs des steps. Extrusion égal sur les 2 extrudeurs, j'ai redemander 200mm extrudé 200mm égal pour les 2. J'ai remonté les ptfe, puis refait la procédure d'extrusion et là rebelotte la cata rien de cohérent demandé 100mm extrudé sur E0 87mm et E1 93mm.J 'ai fini par sortir le ptfe du côté de la buse, remi et resorti est là un petit morceau de filament de 8mm de long coincé dans le tube, je refait la même chose pour le deuxième tube, pareil il ressort avec un petit morceau de filament . Vu que les tubes était enlevés j'en ai profité par les remplacés par des capricorn. Remarque : Quand j'ai sorti les deux tubes j'ai trouvé qu'il était très chaud, même quand j'ai remis le capricorn et ressorti 10 s après il était déjà chaud, je me demande s'il y aurait pas un manque de refroidissement du corps?. Une fois tout remis en place je relance un procédure demandé 100mm extrudé 100mm sur les 2 extrudeurs, enfin. Méfiant, je refait pour être sur, nikel 100mm pour 100mm . Remarque : au début quand j'extrudé le filament avais tendance a remonté vers la buse et faire des petites grappes. Une fois avoir enlevé ces petits morceaux de filament du corps et changé les ptfe le filament sortait bien droit et faire de beau cercles sur le plateau. Maintenant que mes extrudeurs sont réglé, je vais pouvoir réglé mon extrusion multiplier. Après une bonne série de cube pour finir cette journée un petit benchy





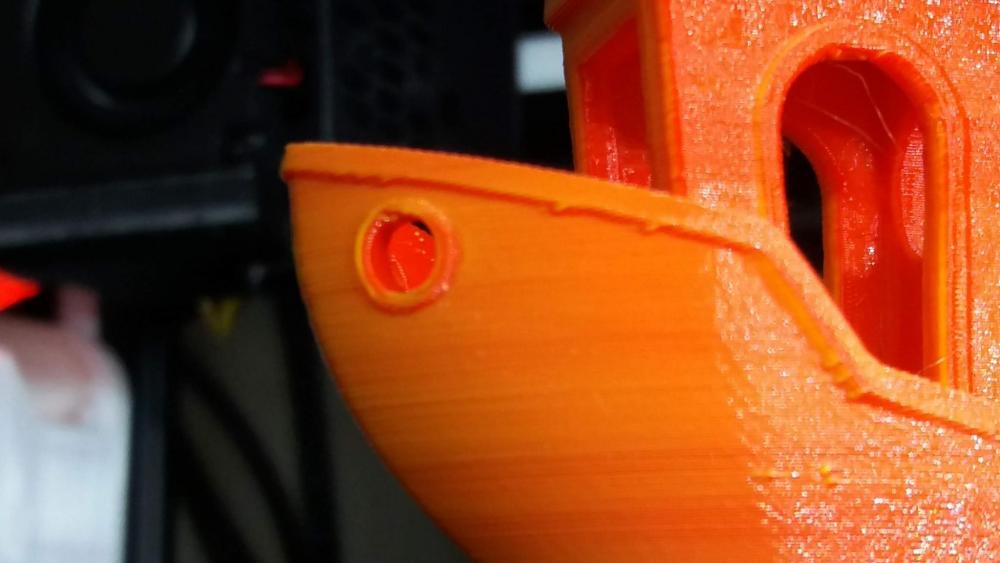
 1 point
1 point -
faut se méfier de la réaction des modos... c'est plus pour indiquer que le mode HS doit être passagé et ne pas prendre le pas sur le sujet initial (comme on le fait actuellement...)1 point
-
le problème est juste avec les bobines de la marque Anycubic, à part ce souci le pla s'imprime bien et a un bon rendu. J'attends que l'impression soit fini pour la réenrouler, je me suis fabriquer un petit système pour le faire plus facilement. Pour l'imprimante j'ai aucun souci avec, elle imprime pratiquement 24/24 en ce moment et aucun souci, c'est ma première imprimante et malgré mes erreurs de débutante, elle sort de très bonnes impressions sans avoir besoin de changer quoique se soit comme pièce. Pour moi c'est une bonne première machine qui fait des impressions très propre sortie d'usine. Sinon cette après petite connerie du jour, j'ai du filament sunlu qui va plus très bien (c'est même une cata pour l'accroche) donc j'ai voulu la faire "sécher" au cas ou le problème viendrais qu'elle ai pris l'humidité, j'ai voulu profité de la chaleur du poêle à bois tout c'est bien passé pendant 2 à 3h, tirage au mini, température stable. puis il à fallu remettre du bois et la.... J'aurai du l'enlever le temps que la température se restabilise... bon la bobine à pris cher mais le pla apparament n'a pas trop souffert (de toute façon j'arrivais plus rien avec donc foutu pour foutu...)

 1 point
1 point -
@isoweakz La distance buse / plateau n'est toujours pas "idéale". Hors ce réglage est primordial pour réussir tes impressions. C'est un apprentissage qu'il faut arriver à maitriser. Avec de la pratique (essais /erreurs), au bout d'un moment on y arrive et alors à toi les impressions qui réussissent. Sur ma CR10, pour les dépôt de la première couche avec du PLA, mon plateau est à 65°, la vitesse est très lente à 20 mm/s, épaisseur de 1ère couche identique à celle des autres (0,2mm).1 point
-
le tout dernier en cours de print

 1 point
1 point -
Salut ! Je trouve que tu te contredit sur les deux premier point. Tu veux un SAV, réactif, efficace pour le premier point, et sur le second point A quoi bon un SAV alors ? Cela reste relatif. Ce qui peut être facile pour toi ne l'ai pas forcément pour moi et inversement Sinon toutes les autres infos (hormis pour le dernier point sur les pro) tu peux les trouvés en lisant les commentaires de clients sur les sites de ventes des dites machines1 point
-
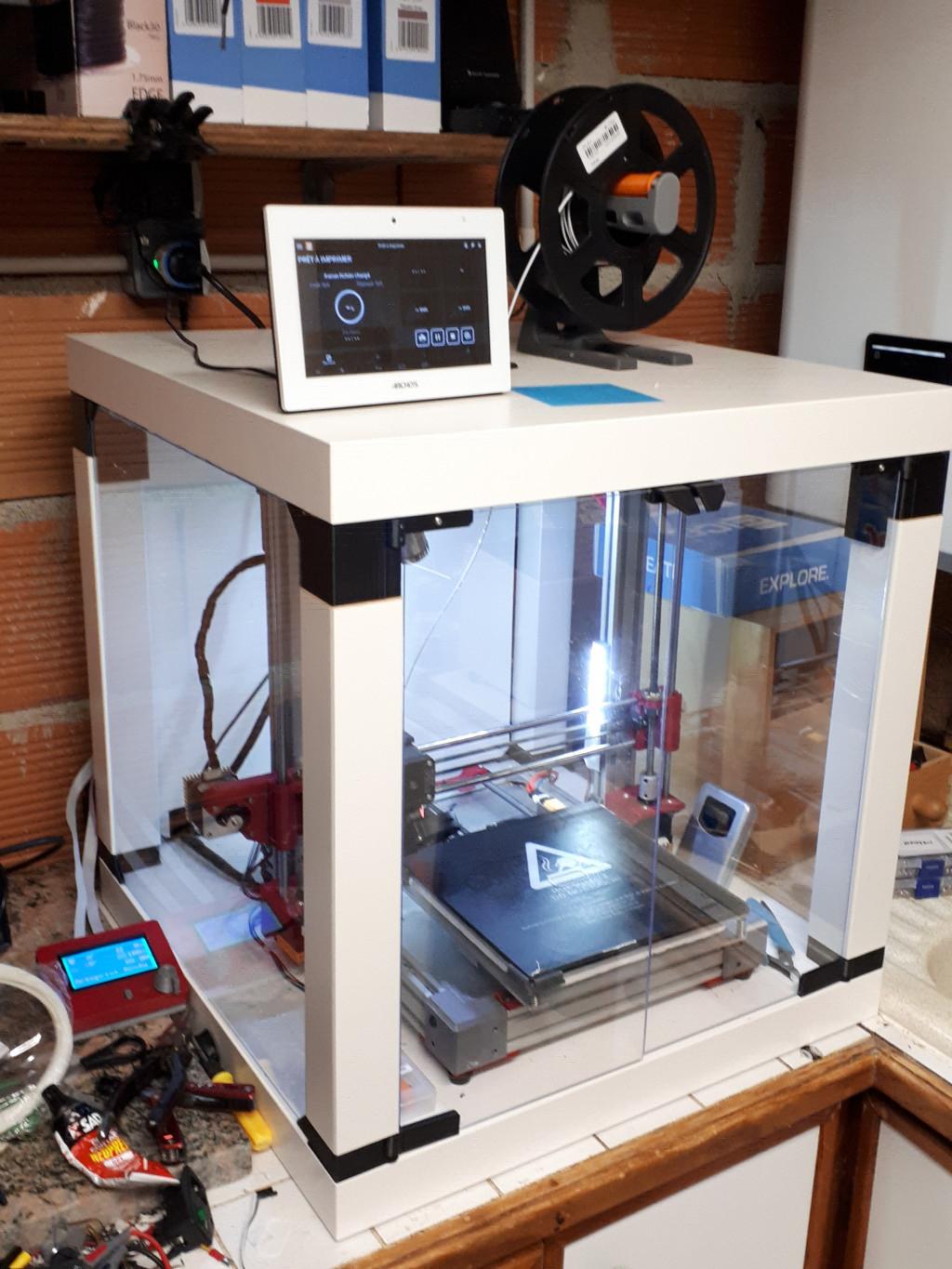
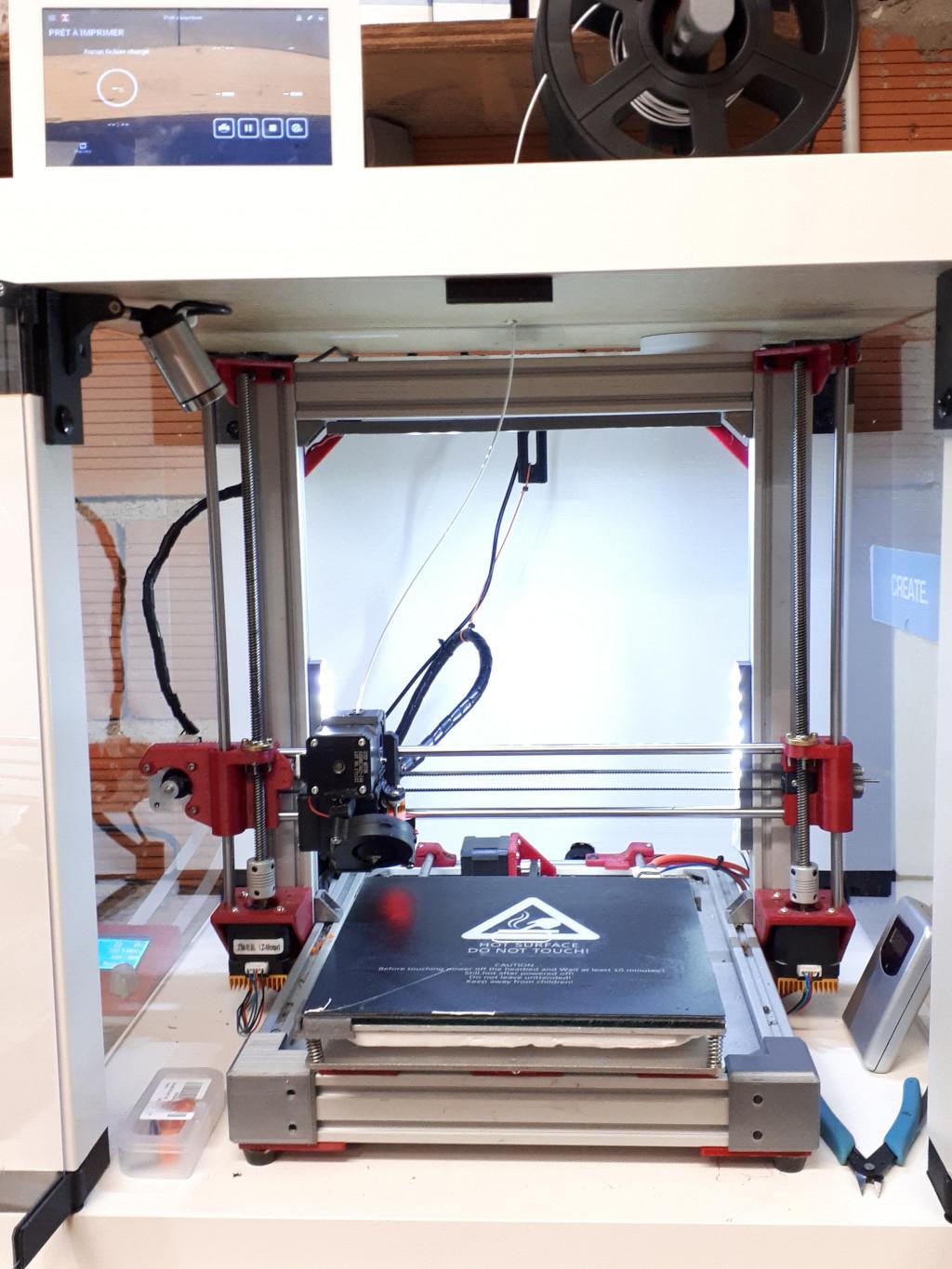
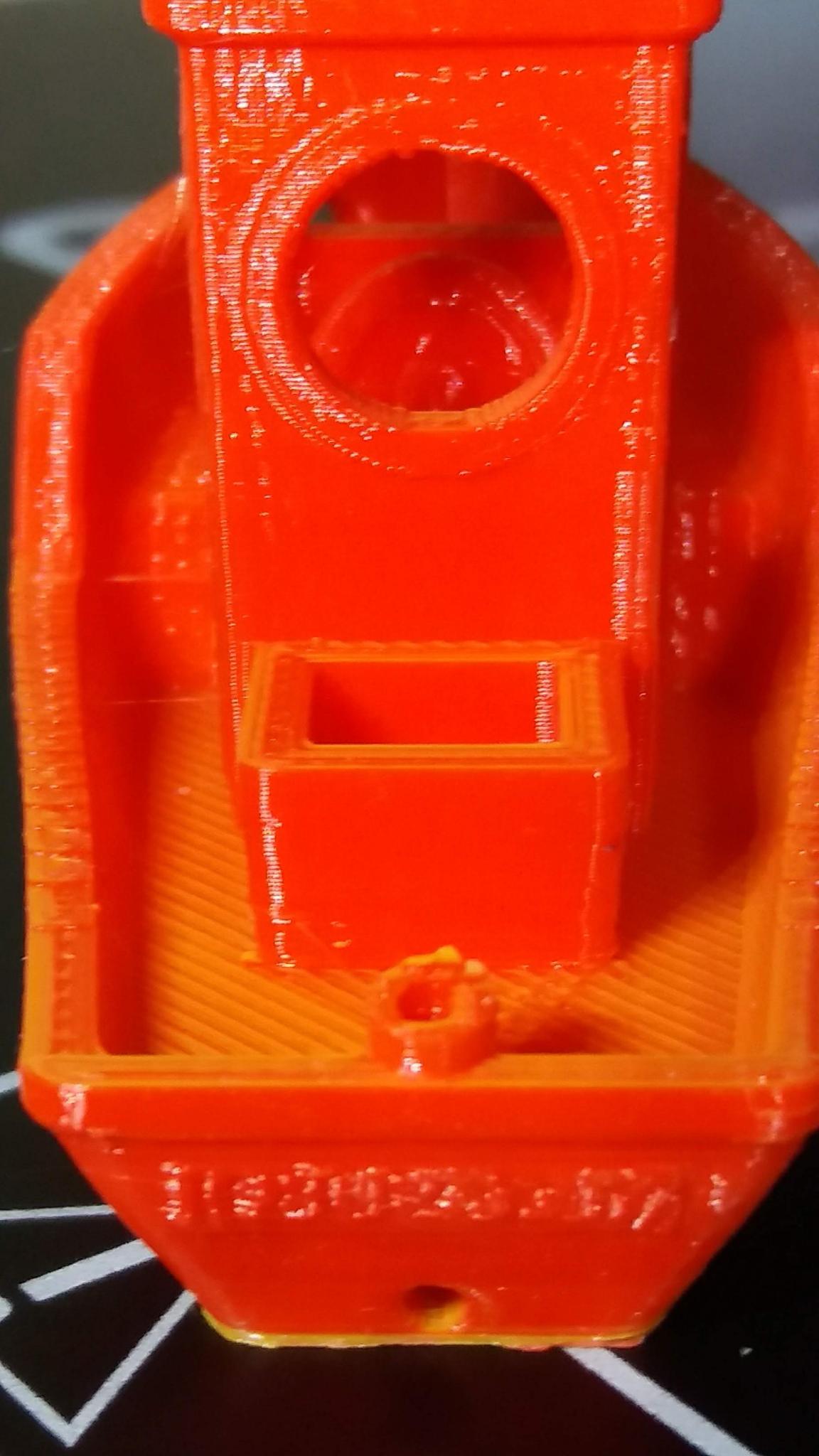
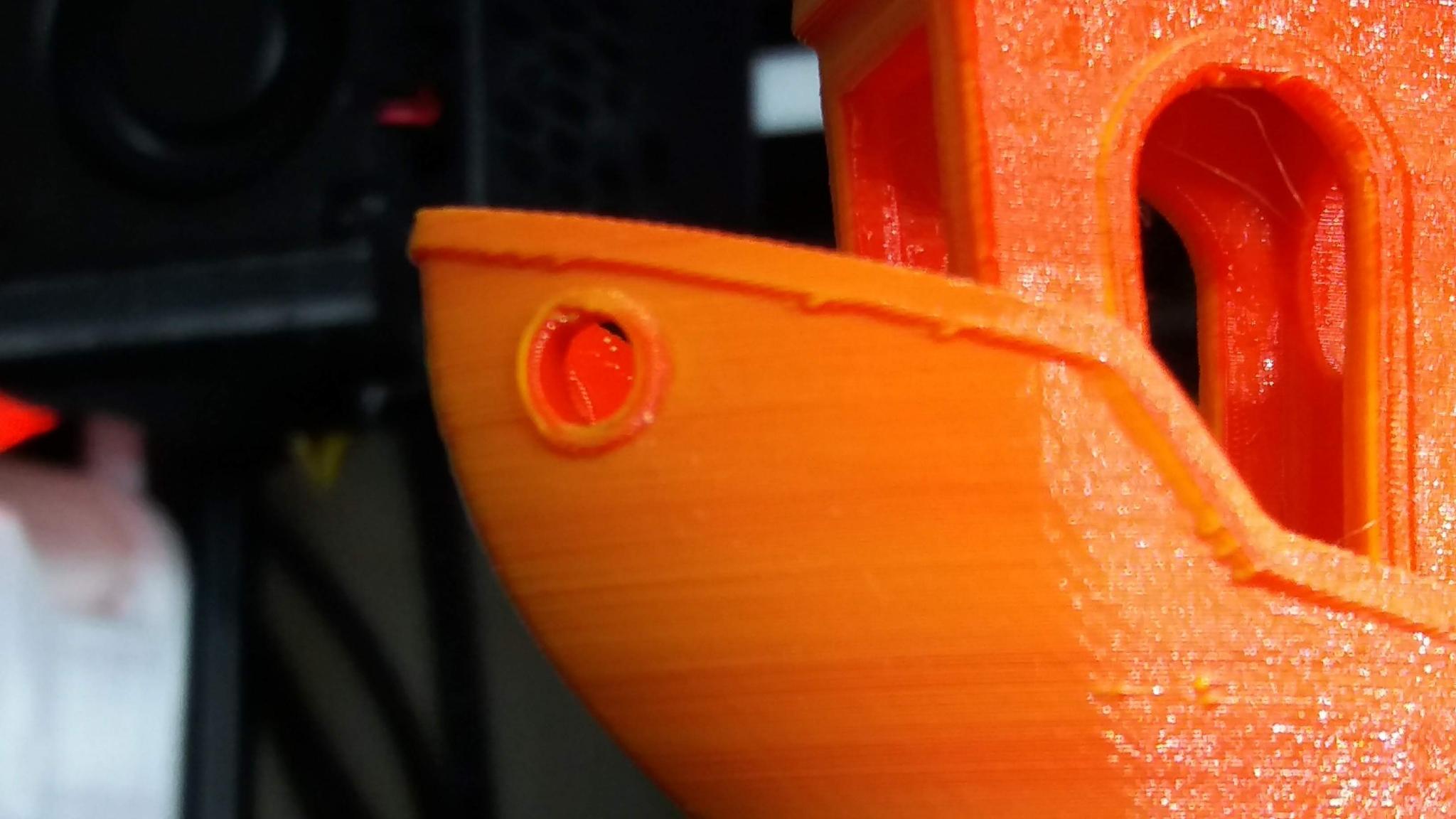
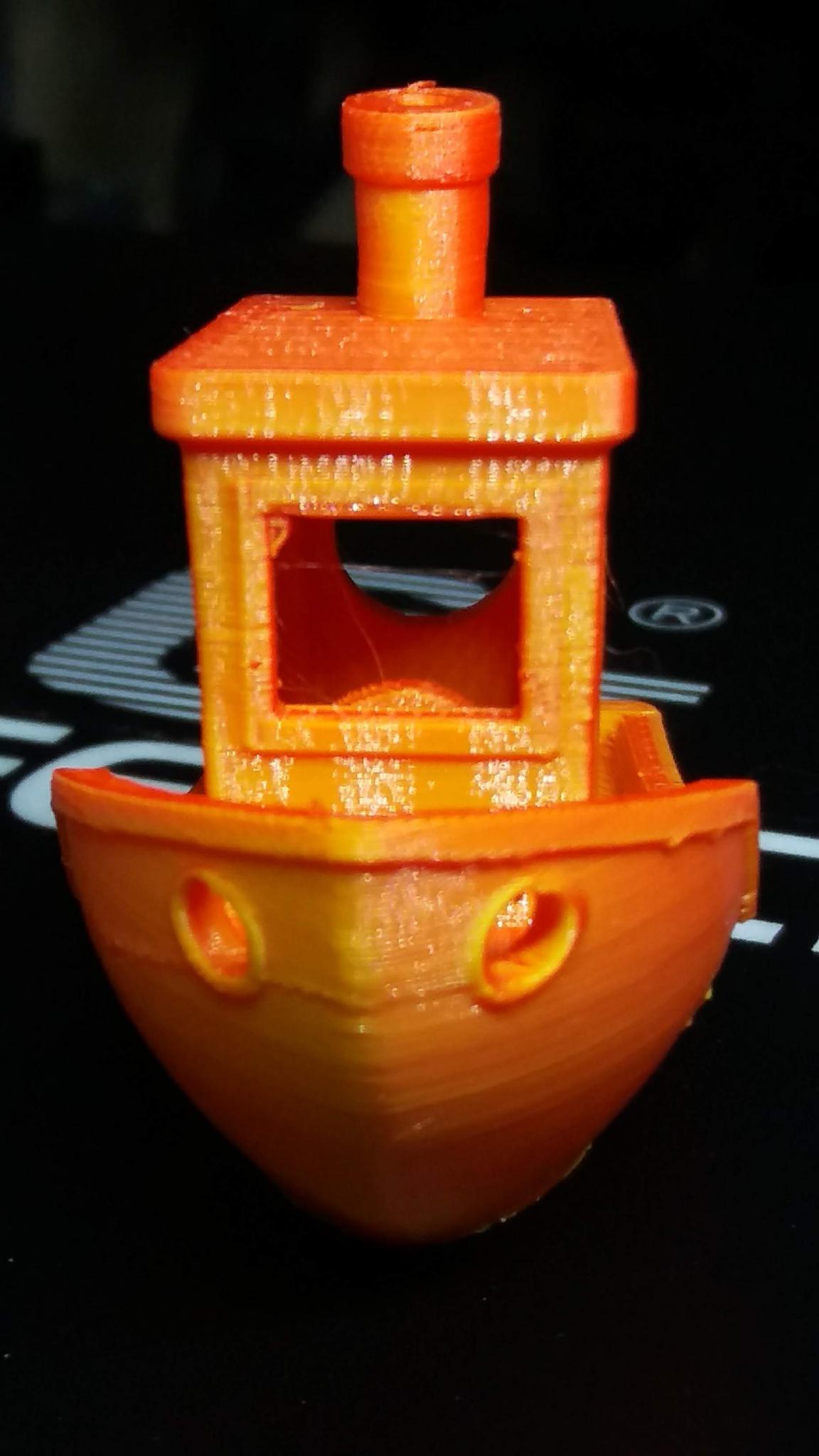
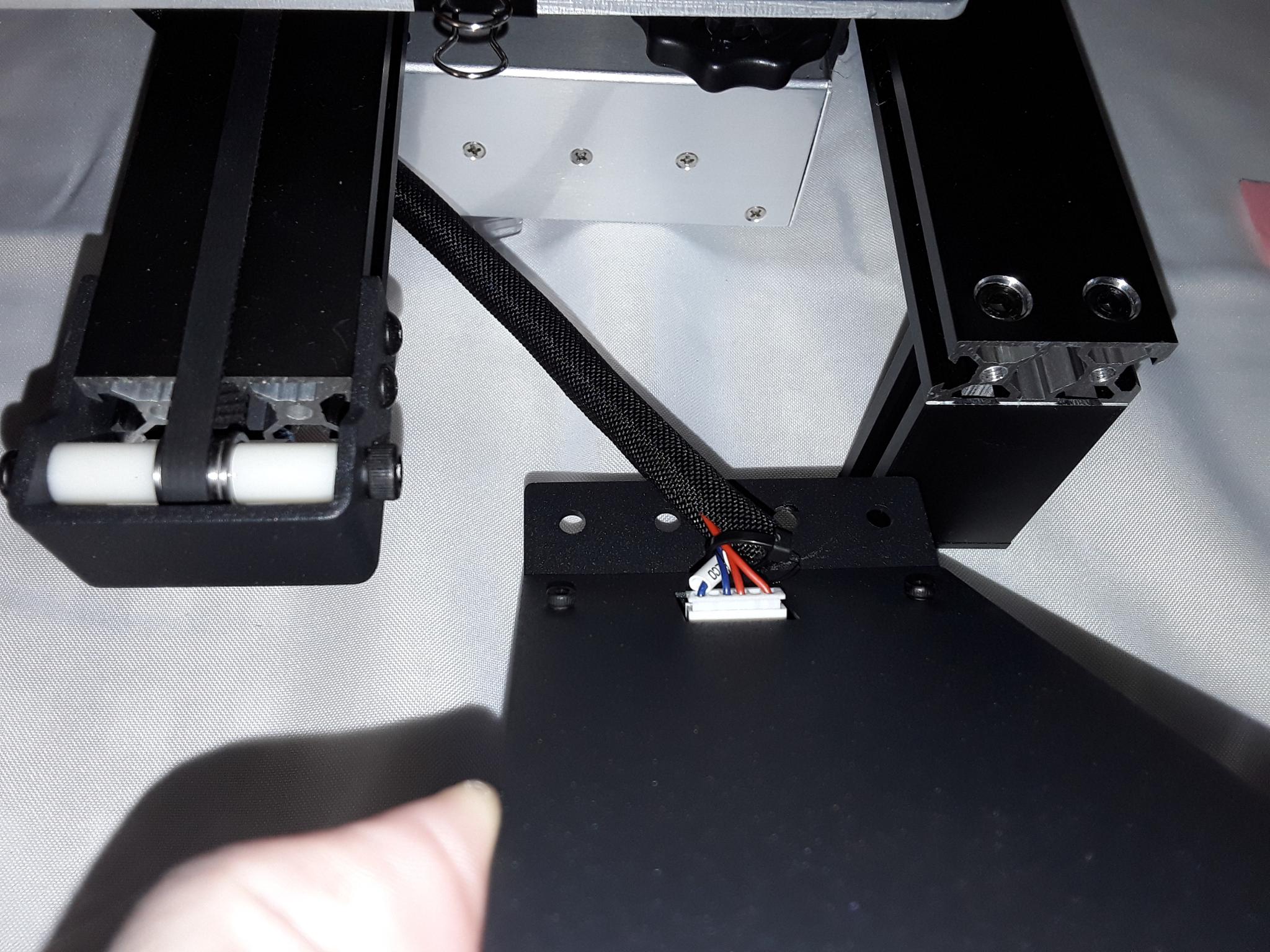
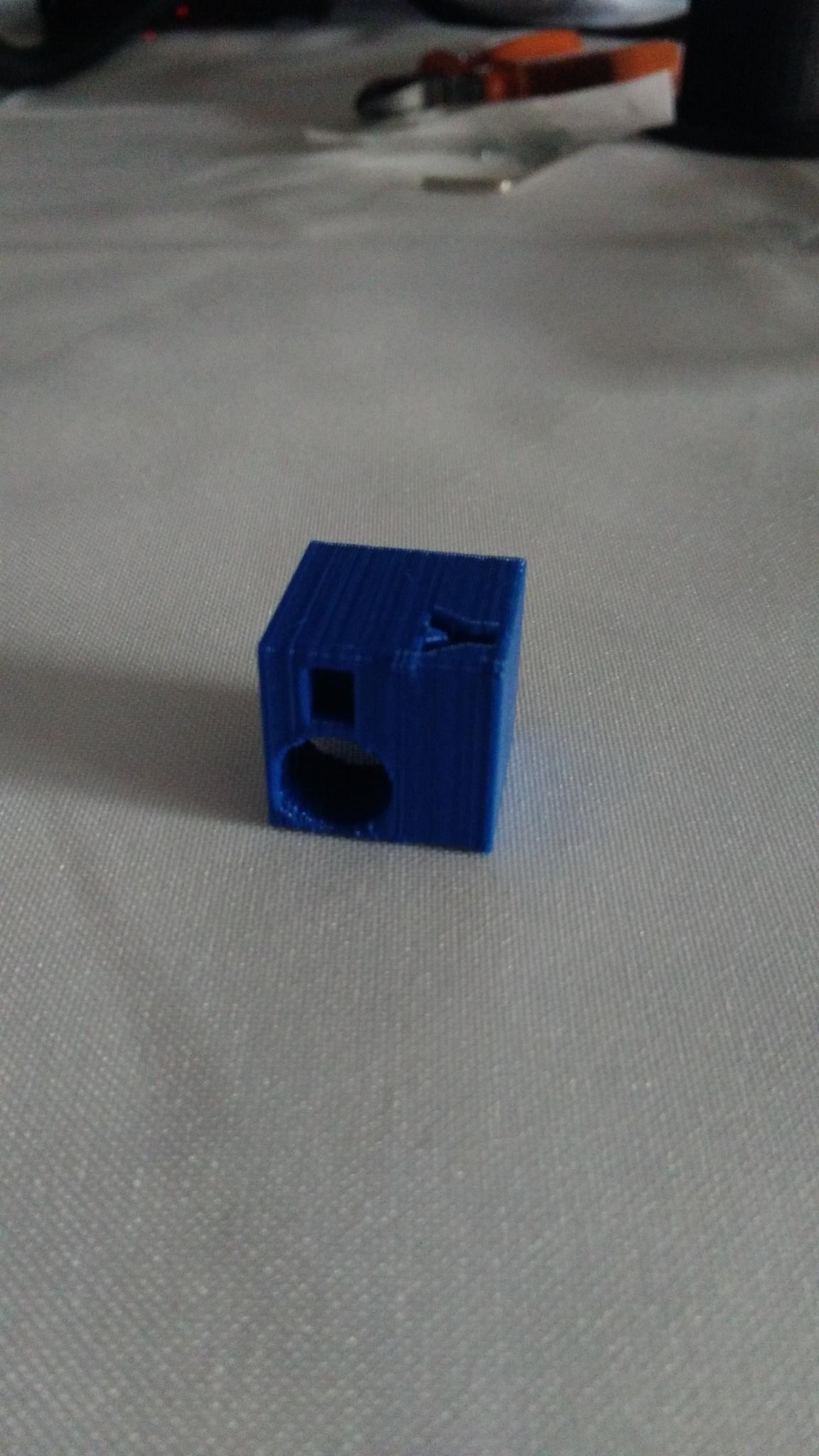
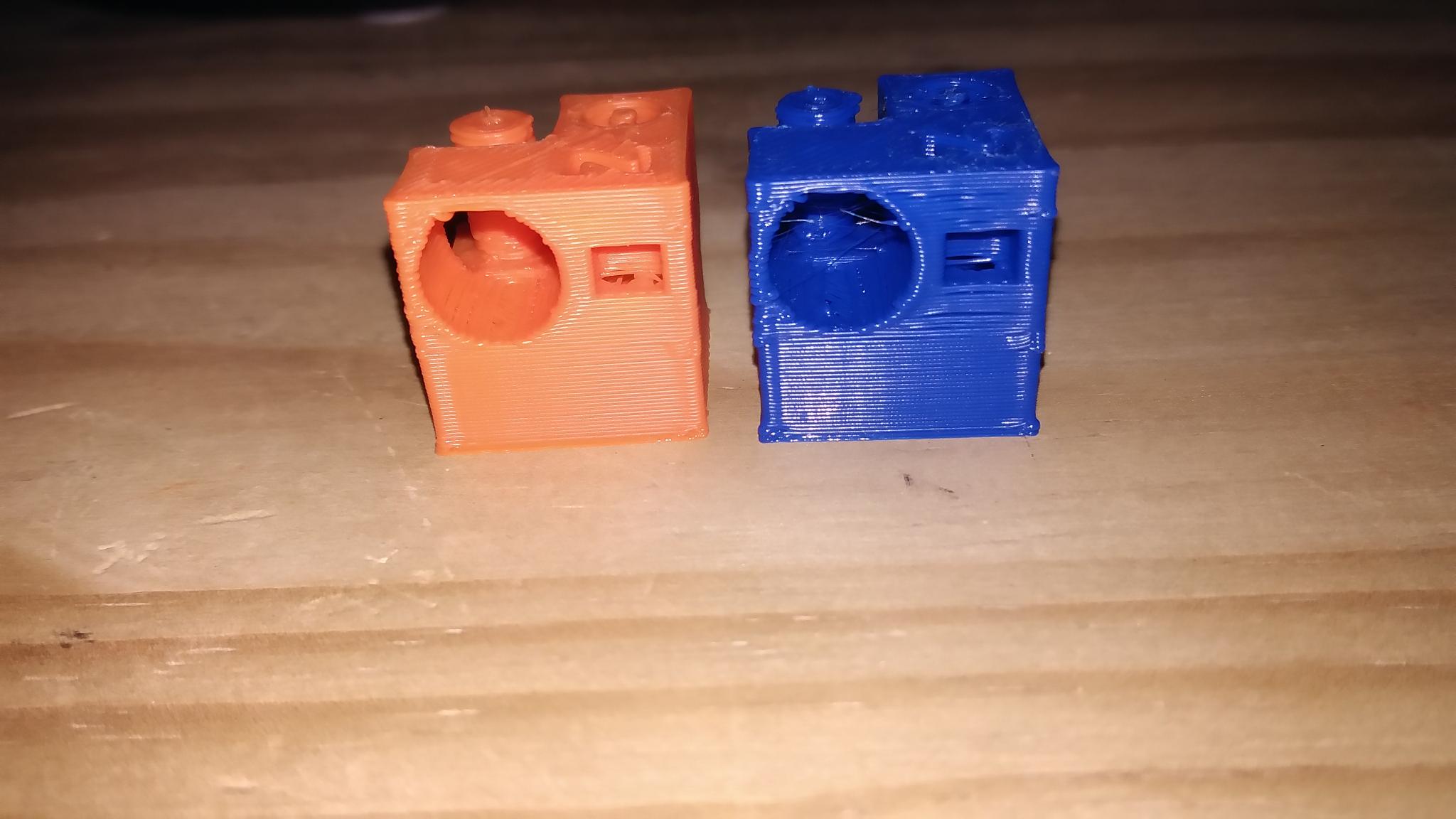
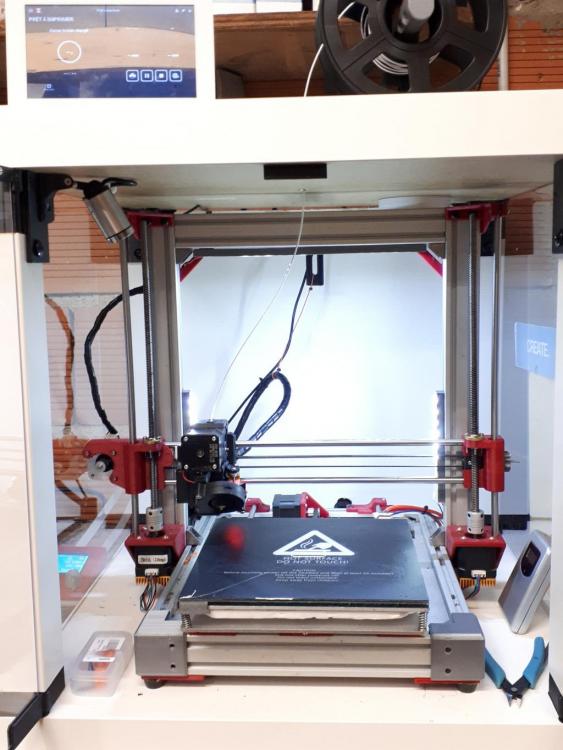
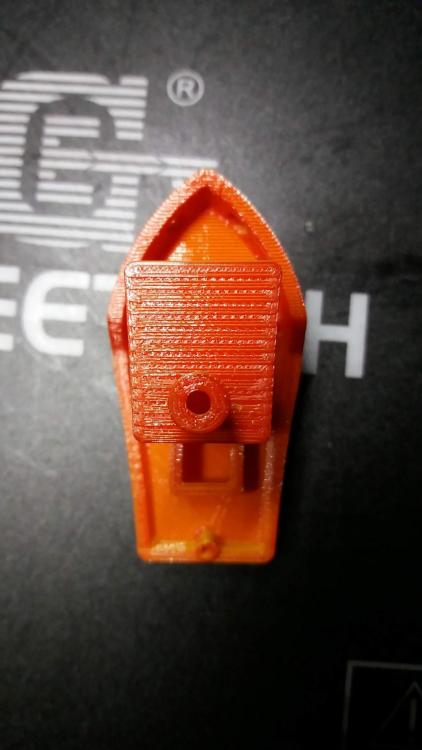
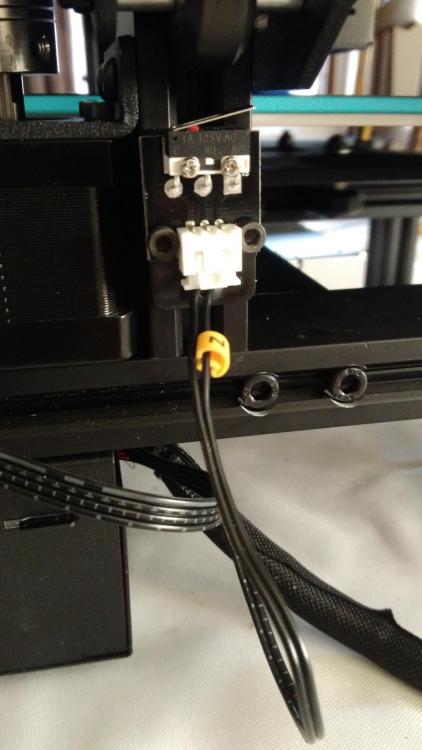
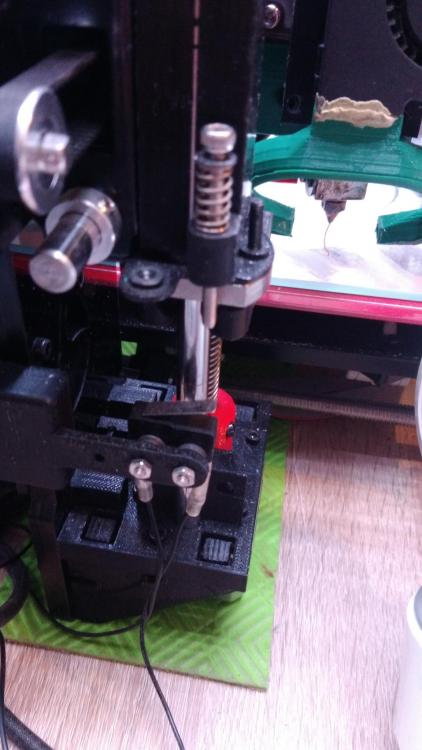
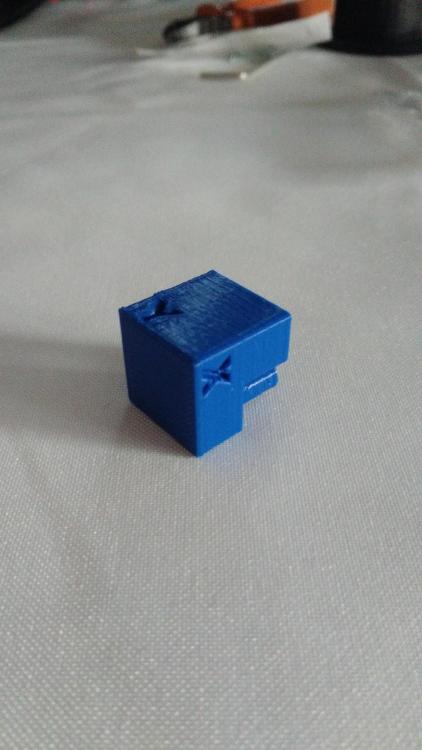
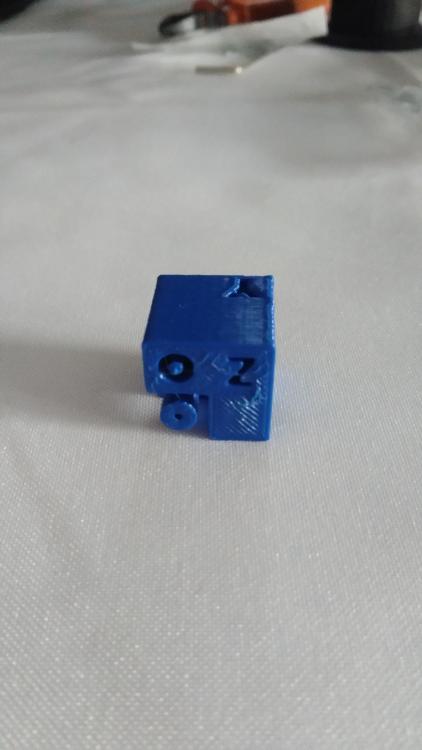
Hello, Aujourd'hui, réglage de la machine, inspection un peu plus en détail et impression. Tout d'abord, les trucs qui m’énervent. Sur la U30 testée par @pascal_lb j'ai vu qu'il est possible de fixer l'écran sur la gauche ou sur la droite. D'origine, sur la LK4 Pro, l'écran est fixé sur la gauche et j'ai voulu le fixer à droite. Avec 6 cm de câbles en plus, ça serait passé. Ensuite, le réglage de Z. Pour modifier la distance buse plateau (dans son ensemble, pour éviter de toucher aux 4 molettes), il faut bouger de capteur. Pour le desserrer, la vis se trouve juste en bas du connecteur, sous les câbles. Un système comme celui me parait plus adapté pour régler en finesse. Pareil pour tendre les courroies. C’est pas pratique. Le capot de la tête m'ennuie sérieusement. Je ne peux pas passer ma pince pour retirer le filament qui coule avant le début d'impression. De plus, il m’empêche de voir correctement le déroulement de l'impression. Un coup de scie devrait régler le problème. Sur mon Marlin 1, je peux modifier pas mal de réglages (vitesses max, accelérations, jerk, etc...). Là, c'est mort. Je mettrais bien la photo du ventilateur qui fait un boucan d'enfer, mais ça ne servirai à rien. La bonne nouvelle, c'est qu’apparemment LONGER 3D a modifié ce point sur les nouvelles machines. Je devrais recevoir les nouvelles références sous peu. Je suis également un peu déçu par ce détail, qui va de pair avec la tôle pliée, en photo sur mon premier message. La patte de fixation de l'alim est tordue, tout comme le flanc de alimentation. La carte SD livrée avec l'imprimante contient plusieurs fichiers, document et programmes (dont Cura). Malheureusement, il n'y a que des programmes pour Windows, pas pour Linux. Maintenant, la fonction première de l'imprimante. Est ce qu'elle imprime ? Première impression, avec le filament que j'ai reçu de chez ArianePlast. La pièce a été tranchée avec le profil que j'utilise pour ma GeeeTech. Les photos ne représentent pas la réalité et font ressortir les défauts. L'impression est vraiment bonne, et pour une première impression, sans avoir fait de réglages spécifiques, ni de tour de température, l'impression est très bien et les cotes sont justes. L'impression du dessus était à 20mm/s. J'ai refait la même pièce à 100mm/s sur ma Geeetech (en orange) et sur la LK4 PRO (en bleu). Les faces ne sont constituées que de deux couches. Sur la LK4 Pro, la ventilation ne refroidit qu'un coté de la pièce et ça se voit. Un benchy, dont le gcode se trouve sur la carte livrée avec l'imprimante, est en cours d'impression. Je le posterais une fois fini.
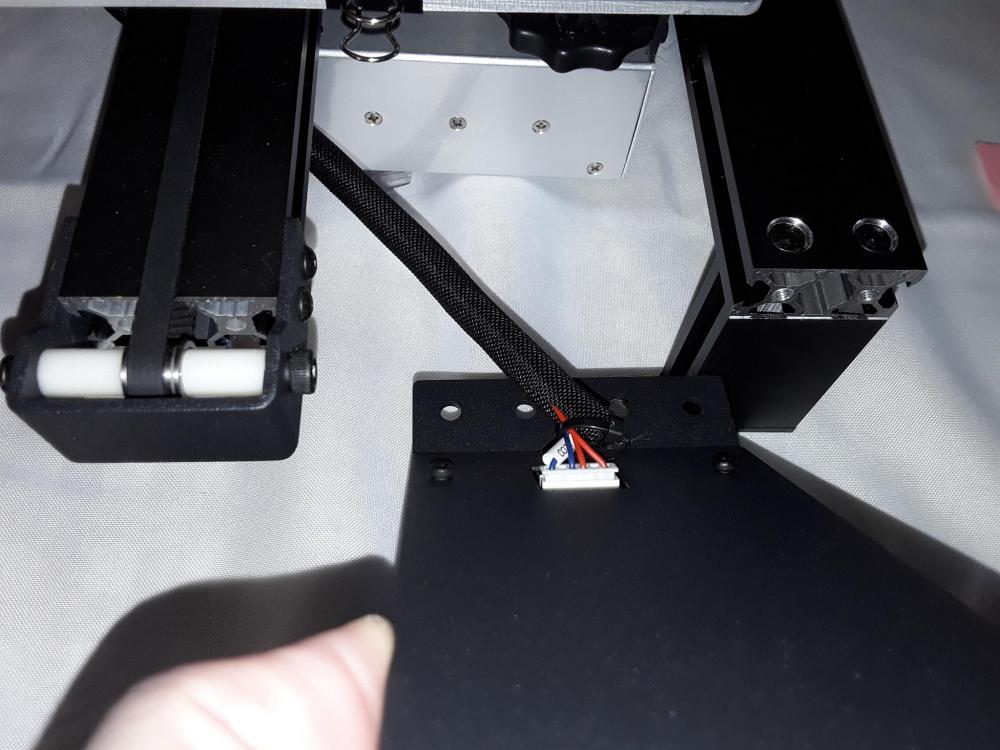




 1 point
1 point -
On peut faire çà aussi !! https://www.thingiverse.com/thing:3437284 ou encore çà : https://www.thingiverse.com/thing:1695214 Enfin, le plus original : https://www.thingiverse.com/thing:1827667 Enfin, je donne mes bobines vides à un copain qui les vissent sur un mur pour enrouler ces fils électriques !1 point
-
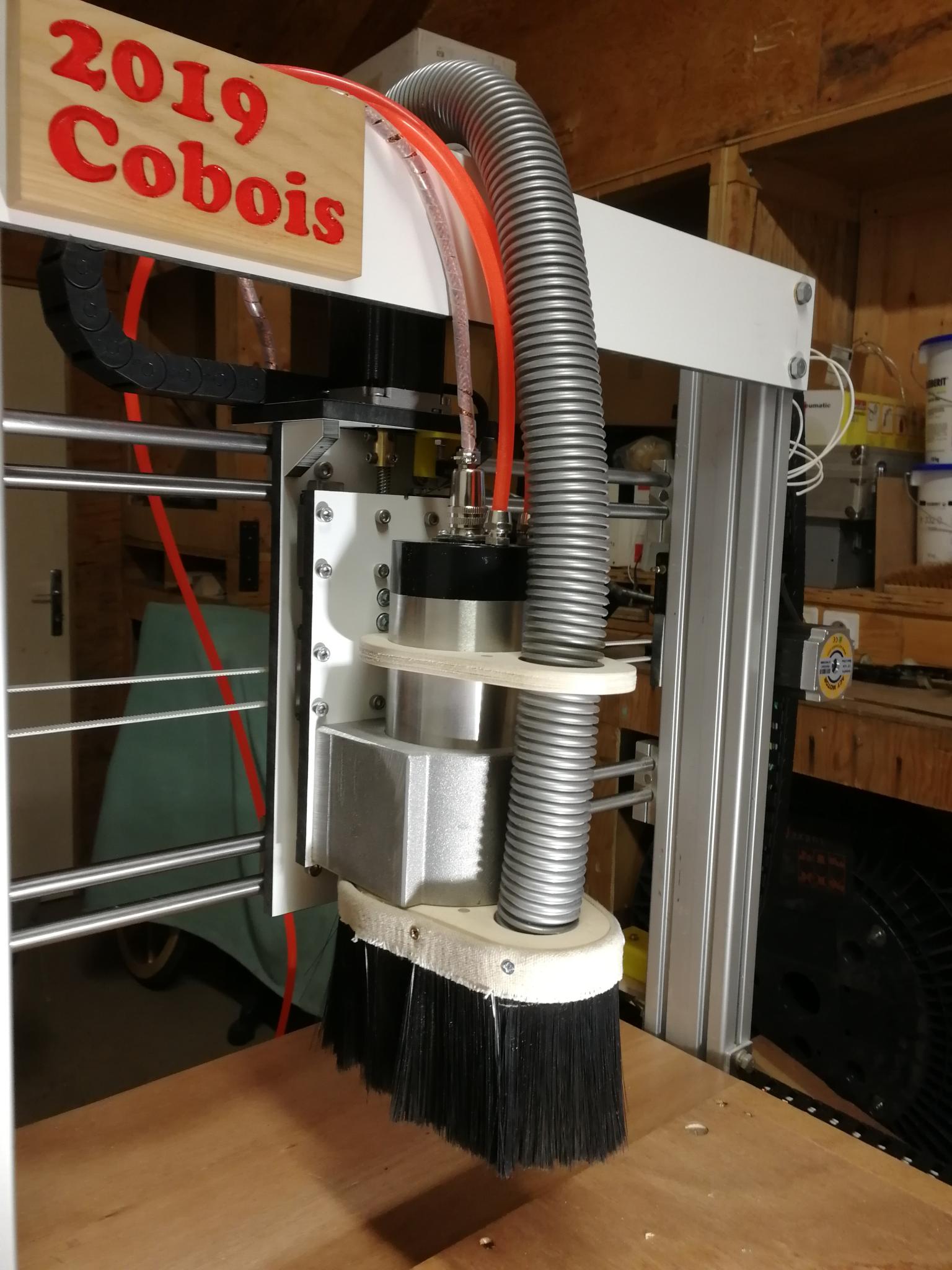
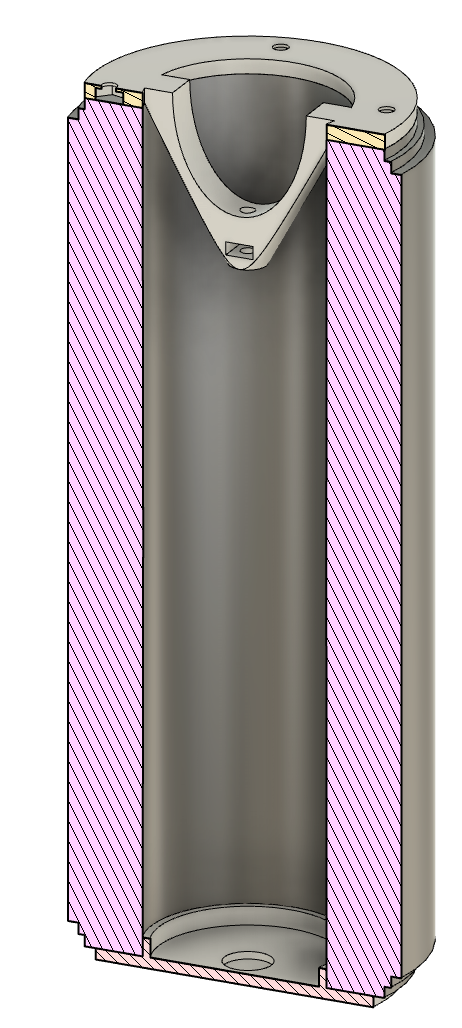
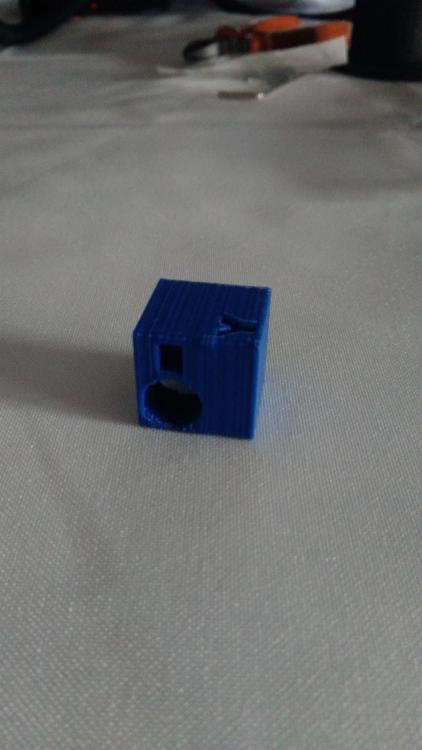
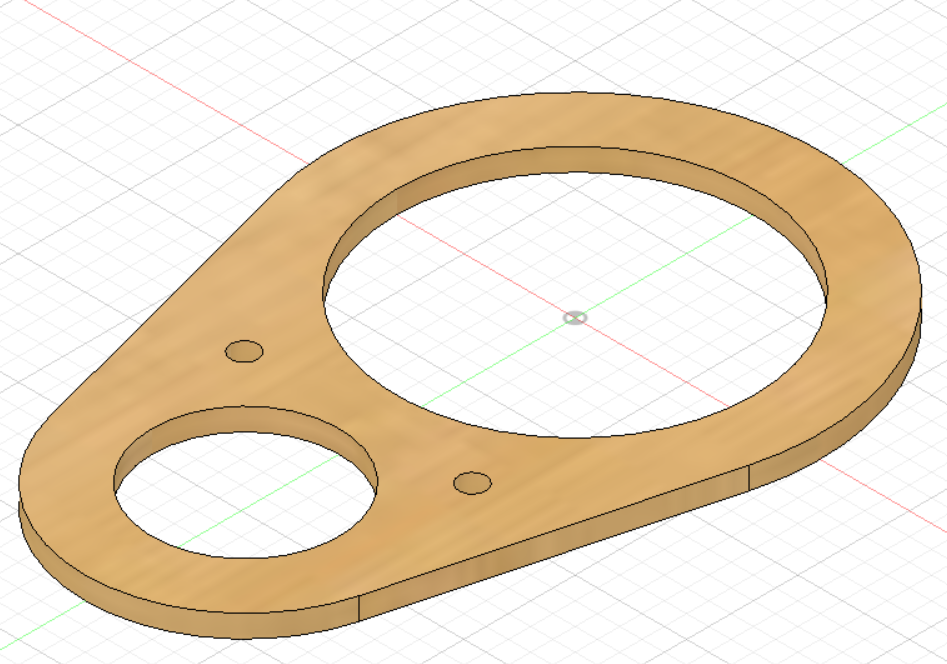
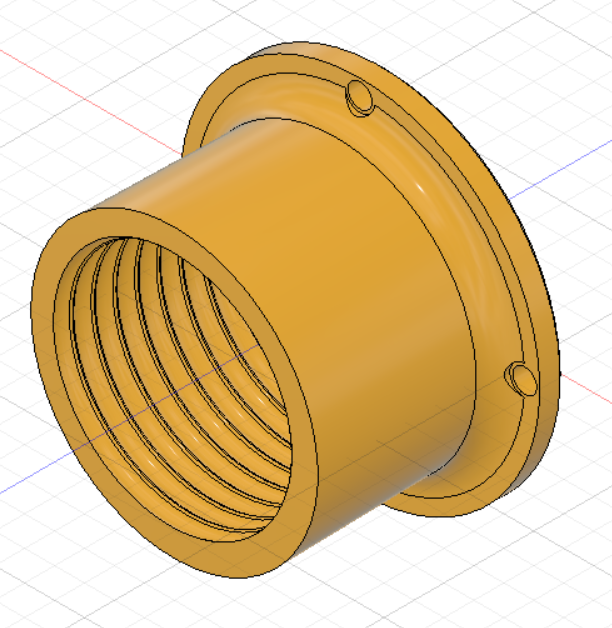
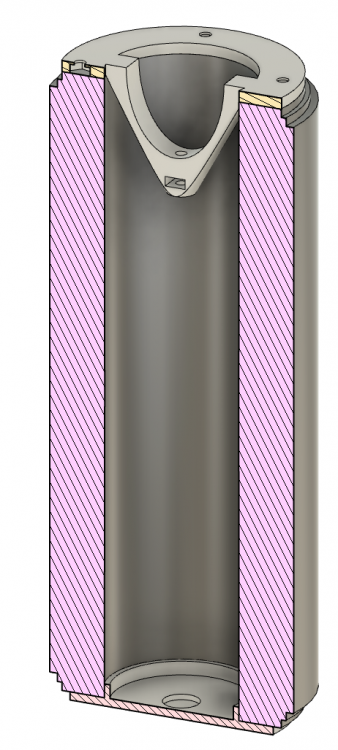
@BourrinDesBois pour la gamme d'usinage, j'ai fraisé les inserts sur 6mm de profond dans un bout d'ipé épaisseur 20 et j'ai coupé le talon Traçage de la pièce et des axes avec un feutre dans la broche, puis approche du contour à 5mm à la scie à ruban (en gardant une partie droite vers le "menton" pour dégauchir la pièce sur la CN. Collage au double-face avec dégraissage du martyr et de la pièce à l'acétone (le martyr a été verni après surfaçage général pour que le double face tienne) Contournage de l'extérieur avec une fraise carbure de défonceuse diamètre 19, par passes de 2mm, F1000 mm/mn Une fois contournée, pose de brides vissées dans le martyr pour éviter que ça parte, voir photo Ebauche de la cavité principale et des oreilles avec la même fraise en gardant une surépaisseur de 0.5mm pour la finette Creusage des logements pour les yeux le nez et la bouche, cote pour cote, une passe à vide. Insertion des inserts (!) au maillet et collage : ils dépassent de 0.5 à 1mm Finition globale à la fraise boule avec un "scallop" de 0.5mm Le système d'aspiration, c'est une sorte de "pagne" en poils qui était livré avec la broche J'ai fraisé 4 pièces de contreplaqué comme ça : (pour avoir davantage d'épaisseur je les ai goupillées deux par deux et collées ensemble Le gros trou est au diamètre du fût de la broche, 80mm Je mets une pièce sous le support de broche et une au-dessus pour maintenir le tuyau vertical Faut que je trouve un truc extensible pour le fixer au plafond et qu'il puisse suivre le mouvement (genre élastique de calbute, tu vois ?) Le petit trou c'est pour le tuyau de l'aspi (qui démarre tout seul avec un M8 et un relais) Au départ j'avais collé le tuyau dans la partie poilue au pistolet à colle chaude, mais c'était chiant car indémontable Comme le tuyau est une sorte de "filetage rond", j'ai fait ultérieurement un adaptateur avec Fusion dans lequel je le visse : On le voit sur la photo de l'assiette Ça va pas mal, ça avale bien les copeaux, et en finition ça ramasse bien la poussière

 1 point
1 point -
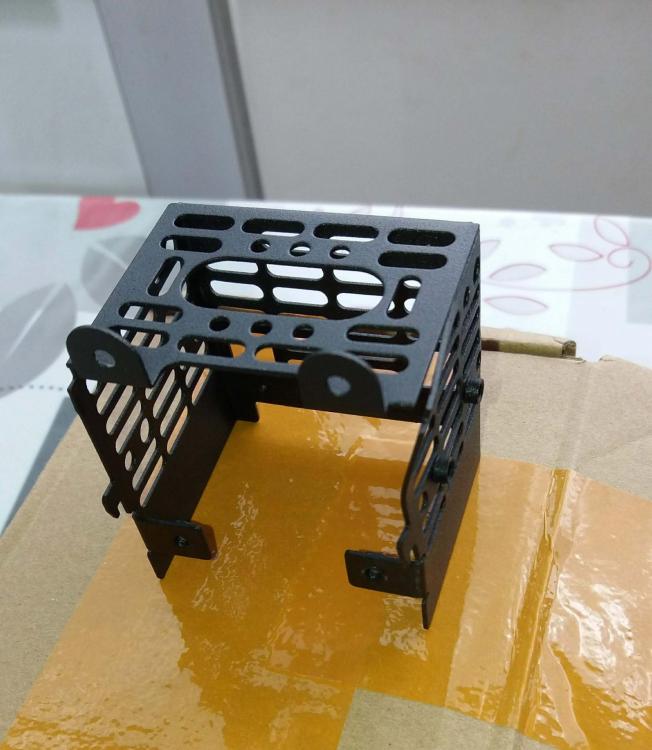
Salut, Je vous présente ma version du filtre a air. J'en ai besoin car il y a quelques semaines lorsque j'ai termine de carrener ma Delta j'ai lance une impression de quelques heures et l'air dans mon atelier etait irrespirable a mon retour (ABS powaa)! J'ai pas un besoin vital d'imprimer en ABS mais je possede un stock de 15Kg de filament qui date de mon avant dernier demenagement. La peur de manquer et a l'epoque j'imprimais beaucoup en ABS (par habitude car j'ai commence par ca). Donc bref, mon carenage est loin d'etre etanche et je ne peux pas laisser la fenetre ouverte pendant les impressions, il fait trop chaud et humide ici. J'ai donc chercher un filtre EPA grand mais pas trop et je suis tombe sur ce genre de chose. Il s'agit d'un petit systeme pour utiliser en direct les filtres a air pour interieur Xiaomi. Je possede l'appareil original et des recharges (souvenir de Shanghai), c'est tres efficace mais malheureusement beaucoup trop gros pour l'integrer dans l'imprimante. J'ai ensuite decouvert la version voiture du filtre a air de Xiaomi et la ca rentre. Rapide design sur F360 et ca donne ca. L'idee est d'avoir un aimant (non visible) dans la partie basse, une tige filetee (non visible) qui remonte jusqu'en haut et un enfin un ventilo qui souffle vers l'exterieur du filtre. Le montage se fait a l'envers de la capture F360. Installe dans l'imprimante sans le carenage. et enfin avec le carenage en position fermee et ouverte (le carenage se deplace avec 3 rails de tiroir sur les colonnes). Il ne tient qu'avec 2 aimants, 1 dedans qui garde egalement la partie ventilo en place et 1 dehors pour le suspendre au plafond de la machine. Il me reste a le brancher sur le 12V et commander un testeur de particule PM2.5 pour verifier si ca change quelque chose. J'ai teste sans brancher et ca ne gene pas les deplacements, il n'y a aucun moyen que les bras ou cable ne le touchent. ps: Desole pour la taille des photos mais j'en avais pas mal a mettre. Si trop petit dites-le. Cdt LC



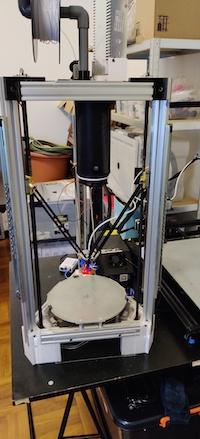
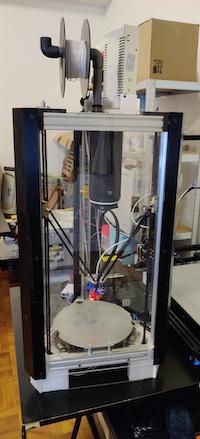

.jpg.7cbfb72b4b33408711c2a186480030e4.jpg) 1 point
1 point -
Salut @Yo' Où bricoler un truc de ce genre pour "déshumidifier" le filament en direct:1 point
-
Salut, C'est pas un problème de forum, c'est un problème de spammeur. Problème réglé.1 point
-
Bonjour, Je participe depuis peu de manière un peu plus active qu'a mon inscription et une chose me frappe en particulier, l'absence d'une zone d'échange multi-user. Nous avons donc une zone ''discussion'' sur les imprimantes 3d, qui est très bien mais semble avoir vocation à parler de détail technique, nouveauté,etc... ce qui est parfaitement son rôle. Les sous-forum concernant les fabricants sont remplie de topic concernant des problème ou autres détail technique spécifique à une marque cette fois-ci. Le souci est que ces zones abritent aussi les topics de publication de print et les topics d'user présentant leurs imprimantes. Et qu'on se retrouve donc avec un ''Vos plus beau print sur XXX machine'' très peu vivant avec parfois un seul user qui publie ses créations moi après moi sans grande interaction. Et des topics intéressant noyer dans la masse. Mes début d'idées pour favoriser l'échange autres que sur les problématiques: - Regrouper tous les topics concernant les print, avec comme seul règle de justifier l'imprimante, filament,etc... (le minimum syndical pour ne pas se perdre). Pour voir ce que l'imprimante du voisin est capable de faire sans devoir faire le tour de 10 topic. Ainsi les échanges entre les utilisateurs de marque différent sera grandement simplifier uniquement sur le domaine de la création. - Dissocier la parti ''aide techniques'' sur les topics constructeur de la parti discussion (présentation de son imprimante , de son caisson si elle en possède un,amélioration autre,nouveauté de la marque, etc...). Voir pourquoi pas une section tuto propre à chaque constructeur pour réorganiser un peu tout ça? Mais je pense que ça pourrait vraiment être sympa d'avoir un lieu pour échangé sans ''problème'' entre imprimeur fou. Où seul la bière et le plastique fondu couleront à flot! PS: J'ai déjà prévu le stock, je suis en route. (oupa...)1 point
-
Même si je ne suis pas trop maladroit bien qu'étant gaucher , j'utilise soit une pince à perforer soit plus simple encore une perforatrice de bureau (sert à faire des trous dans les feuilles de papier pour les ranger ensuite dans un classeur... matériel qui a retrouvé une utilité (peu fréquente toutefois) depuis ma retraite de l'EducNat ). Sinon les chaussettes silicone c'est bien aussi à condition de prendre la bonne pointure (MK7/8/9 pour les corps de chauffe de 20x20x10 mm ), hein @Bosco2509 .1 point
-
Sinon, la méthode MacGyver / bidouille sauvage : une fois installée, avec un câble métallique (récupéré sur un faisceau de câble téléphonique, par exemple) dont on enlève l'isolant, on fait le tour en haut de la chaussette et on torsade le tout pour que ça tienne (suis-je clair, je n'en suis pas sûr ). Un peu comme ce que propose @Djam en mode humour mais avec un matériau qui tiendra la chaleur ou alors un collier rilsan métallique (est-ce que ça existe en petite dimension ?). Les chaussettes sur ma CR10 avec corps de chauffe 20x20x10 tiennent seules, elles sont aux bonnes dimensions et avec elle je n'ai plus froid à la tête1 point
-
Ça c'est le terme que nos amis asiatiques utilisent pour leurs copies faites avec des dimensions au petit bonheur la chance (à partir de photos floues). Ils utilisent aussi le terme d'amélioration... D'ailleurs souvent dans les descriptions des matériels vendus ils précisent que les dimensions sont à + ou - quelques millimètres. Tiens par exemple chez ce vendeur d'après la copie écran suivante, il indique que pour une "originale" ça tient (fit en anglais) et pour la non originale ça peut tenir (suitable): je sais c'est subtil mais comme la plupart d'entre nous ne sommes pas des native english men, on peut se faire avoir
 1 point
1 point -
Merci à toi ! Je viens de mesure le bloc de chauffe... il fait environ : 20 x 16 x 11,2mm Donc après recherche sur "Gogole"... j'ai trouvé celle-ci qui devrait être de la bonne taille (je croise les doigts): https://fr.aliexpress.com/item/New-V6-Silicone-Sock-3D-printer-Support-E3D-V6-PT100-Original-J-head-hotend-1-75/32897125912.html?spm=a2g0w.search0104.3.299.2e6163627ABWAg&ws_ab_test=searchweb0_0,searchweb201602_3_10065_10068_10843_10059_10696_100031_310_10084_10083_10103_10618_10304_10307_10820_10821_10302_526,searchweb201603_2,ppcSwitch_7&algo_expid=57b74ff4-0941-4d6d-abec-0f6d2ba5d692-46&algo_pvid=57b74ff4-0941-4d6d-abec-0f6d2ba5d692&priceBeautifyAB=01 point
-
Bonjour @Bosco2509 Les chaussettes originales sur le site officiel : ici . Certains vendeurs sur Amazon en proposent mais avec des dimensions différentes (19x26x13 comme celui-ci ) ou (24x18x15 comme celui-là ). Donc apparemment il vaudrait mieux mesurer les dimensions du corps de chauffe1 point
-
Alors cette SD card ! En parcourant par curiosité Repetier Host je me suis aperçu que l'on pouvait envoyer un fichier depuis l'ordi vers la Sd placée sur l'imprimante. Dans la partie droite Repetier , il y a plusieurs onglets, dont 1 marqué SD qui permet de gérer la carte, envoyer ou effacer les fichier de la sd1 point
-
Une petite image trouvé sur fb qui pourrait aider. Le doc étant éditable par tous le monde je ne le donnerais pas sur le forum qui peut être lu par tous le monde1 point
-
Merci à tous. Et voici la version peinte après ponçage et avoir passé plusieurs couches de la solution de lissage Optimus. Peinture acrylique



 1 point
1 point -
Bonjour’ pour le 11/11 vous pouvez gagnez une CNC Alfawise C10 avec laser. https://wn.nr/B36Swz0 points