Classement




Contenu populaire
Contenu avec la plus haute réputation dans 11/05/2020 Dans tous les contenus
-
Voici ma première grosse réalisation, quelques pb suite à une usure de buse, mais sinon impec, je suis surpris de la répétitivité de la LK4-Pro, car chaque élément est imprimé en 6 exemplaires, et aucune dérive entre les 6. je n'ai pas noté le temps total d'impression mais il avoisine en cumulé les 100h. réalisation en PLA de chez grossiste3d temp 210 / bed 60 / vitesse 65 les pieces sont collées à la loctite. voici le lien pour ce que ça tente. https://cults3d.com/fr/modèle-3d/maison/flowing-bird-temple
 3 points
3 points -
Je plaide coupable ! Mes yeux n'étaient rivés que sur 2 choses (et pas sur ce que vous pourriez penser) : 1. Les 4 piliers Scanners (on dirait ces vieilles enceintes home cinéma que tout le monde se débarrasse aujourd'hui) 2. Les 2 écrans du PC qui ont servi à scannés Naomi (je suis curieux de savoir quel logiciel ils utilisent) Que voulez-vous... on me refera pas... je suis plus intéressé par les machines et les mécaniques... que par la "plastique de Noami".2 points
-
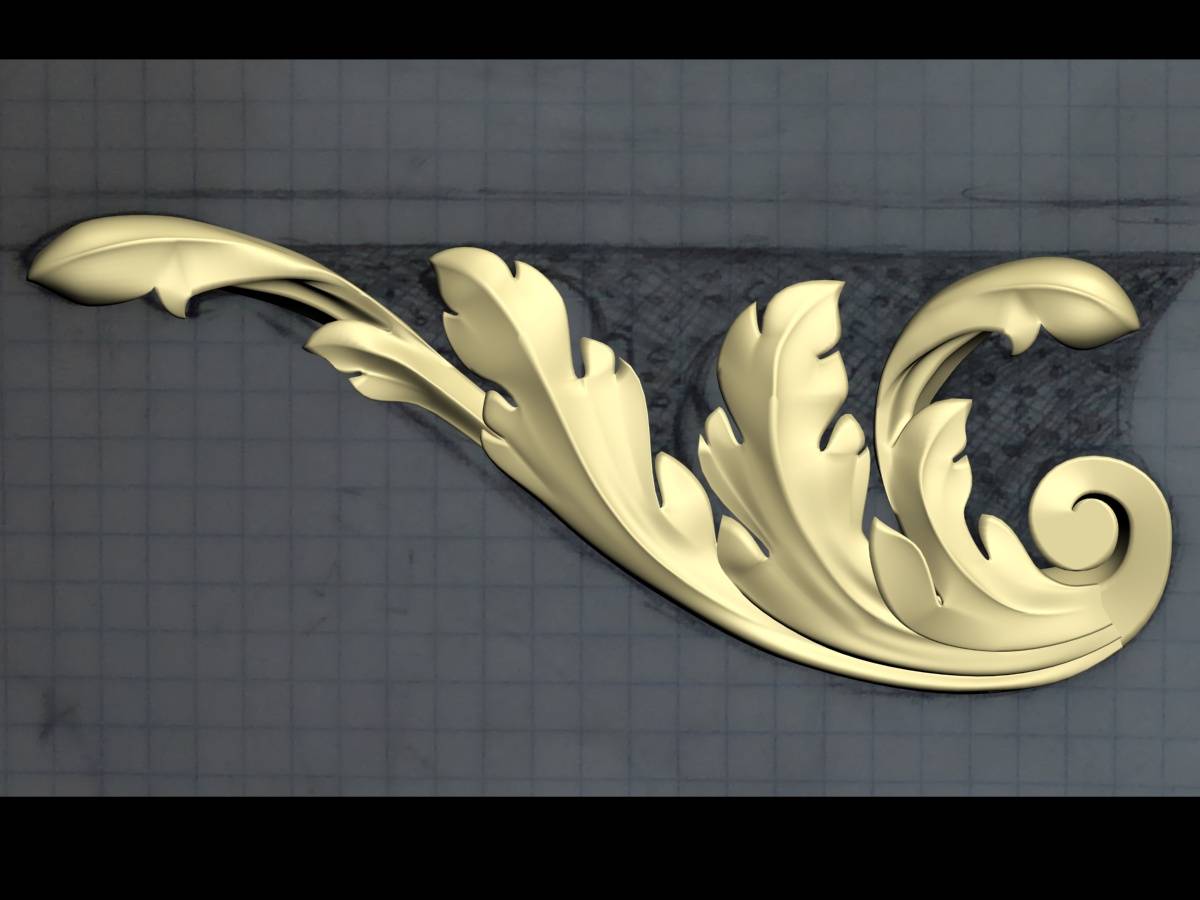
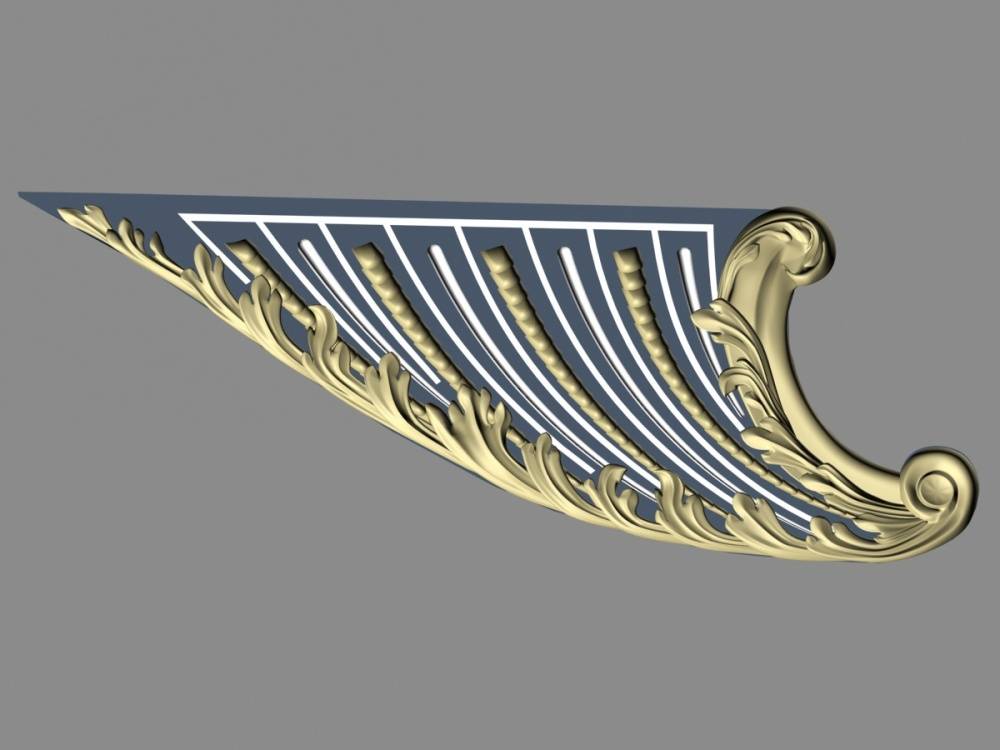
Pour l'instant je n'en ai fait qu'une que tu peux voir là : https://www.lesimprimantes3d.fr/forum/topic/32556-décorations-du-commerce-de-marseille/ Par ailleurs j'ai fait des cul de lampes, la partie décorée située sous les bouteilles de poupe. Elles sont intéressantes parce que composées essentiellement de feuilles d'acanthe XVII, XVIII. Je dois avouer que j'ai mis un "certain" temps à maîtriser ces formes baroques. Finalement je ne me sers, dans 3DsMax, que de splines 3d pour les dessiner. J'avais essayé avec Zbrush et Mudbox sans succès. L' Aurore, navire négrier de 1784 : Le Gros Ventre : Le commerce de Marseille : On voit bien la différence entre la version fil en bas et la résine en haut: Avec les feuilles d'acanthe de la herpe : Et un projet en cours, La poupe de la Belle :







 2 points
2 points -
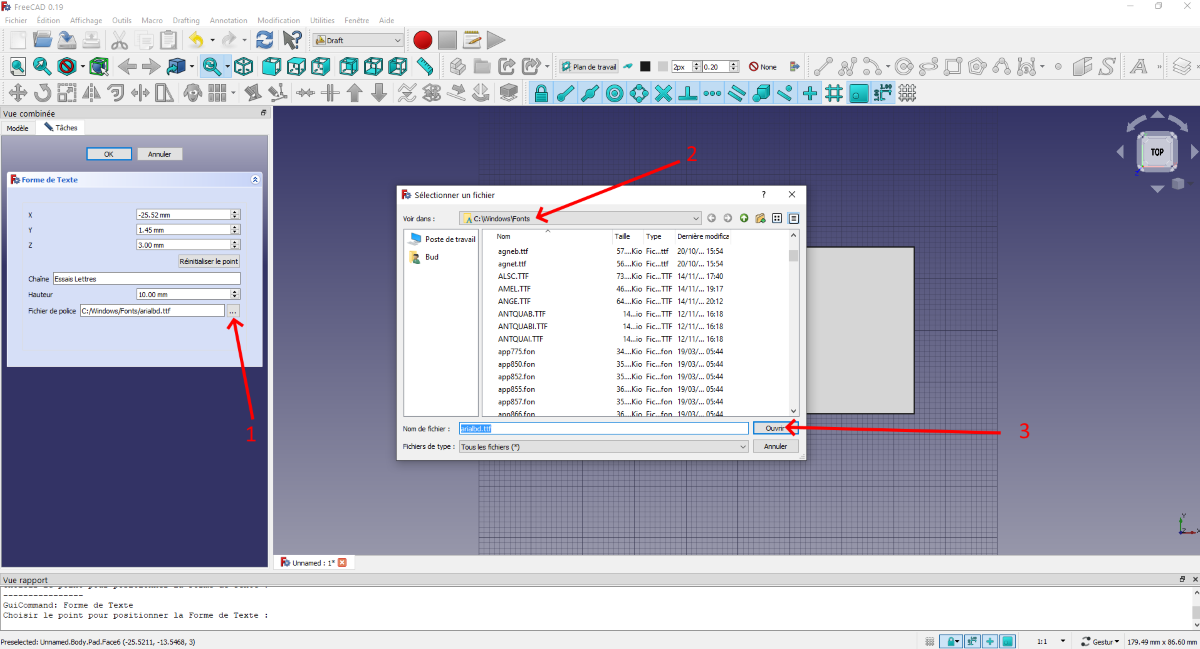
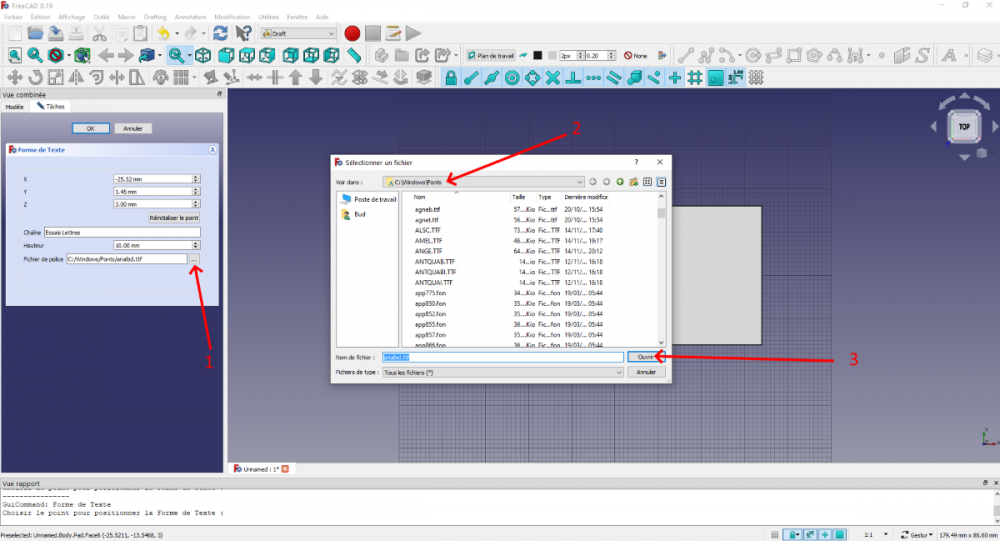
Le principe est simple: Créer une forme avec Part ou Part Design. Aller dans l'atelier Draft. Sélectionner l'outil Shape (le grand S jaune). Écrire le texte. Il faut sélectionner une fonte sinon rien n'apparait! Déplacer le texte en repassant dans l'atelier Part ou Part Design (le texte est nommé ShapeString si on ne l'a pas renommé). Donner du relief au texte (avec l'outil d'extrusion). Placer le texte où on veut, il se déplace comme un autre objet. PS. La dernière version de FreeCAD est la 0.18, la dernière beta la 0.19 (c'est celle que j'utilise). Il y a de grandes différences d'une version à l'autre (améliorations), malgré leur numéro 0.xx2 points
-
Oui, comme dit Pascal il faut juste faire attention au petit bourlet (pied d'éléphant) qui se forme à la base de la pièce (partie en contact avec le plateau). L'avantage avec la résine c'est que ça se lime bien... Et important aussi, faire en sorte que la partie en contact avec le plateau soit proportionnelle avec le reste de ta pièce. Si c'est trop petit à un moment l'adhésion du FEP sera supérieur à celle du plateau et la pièce se décollera. Pour le Y de la video par exemple au début pas de souci, mais quand ça commence à imprimer les 2 bras la surface en contact avec le FEP devient plus importante et donc sa résistance au décollement aussi. Et il ne faut pas que cette resistance dépasse celle du plateau sinon ça se décolle. Bon le FEP est justement prévu pour être le moins adhérent possible, mais avec la force de succion faut être prudent.2 points
-
La prochaine étape de ce projet est de réussir à faire jouer le robot à partir d'images de la télé . J'ai donc mis à jour le design que j'ai basé sur un de mes perso de jeux préféré . Pour une foisj'ai fait l'effort de peindre (certaines) mes pièces . Maintenant y a plus qu'a programmer !


 2 points
2 points -
Marlin 2.0.x guide pour CR10-V2, carte mère originelle (v2.5.2) ATTENTION: Post très long (mais j'espère complet ), TLDR : en fin de post. les fichiers utilisés pour compiler Modifications réalisées à partir d’un Marlin originel 2.0.9.3 pour une Creality CR10-V2 avec sa carte mère d’origine (Atmega2560, v2.5.2). Utilisation de ce guide avec un autre version de Marlin à vos risques et périls. En modifiant quelques directives (environnement de compilation, carte mère utilisée, pilotes moteurs, …), il est possible d'adapter ce «firmware» pour qu'il fonctionne avec une autre carte que la Creality v2.5.2 Modifications effectuées après lecture approfondie de la «Bible du Marlin» Chapitres Débuter Fichiers modifiés PID autotune BLTOUCH Mesurer NOZZLE_TO_PROBE_OFFSET Unified Bed Leveling (UBL) Mesh Bed Leveling (ABL du «pauvre» mais tout de même bien pratique) Effectuer le nivelage du lit Détection de fin de filament et remplacement du filament Linear Advance Junction Deviation Test «Tout en un» de la rétraction Compiler le firmware Flasher le firmware Mettre à jour / reflasher le firmware Changelog Débuter Installer VSCode and Git (Installation guide) Ouvrir le dossier Marlin comme dans la vidéo d’installation ou Cloner Marlin via PlatformIO (Cliquer sur l’icone «Alien», puis cliquer sur "Cloner Projet Git», coller l’adresse "https://github.com/MarlinFirmware/Marlin/", presser Entrée, sauvegarder, finalement cliquer ouvrir quand le téléchargement est terminé) Ou vous pouvez cloner mon dépôt en fin de post Vous pouvez choisir la version de Marlin en bas à gauche de la fenêtre, par défaut la version la plus récente sera activée Modifier votre Marlin en vous basant sur ce guide Vous pouvez utiliser les fichiers de configuration des exemples de votre carte pour une édition plus facile / rapide. La CR10V2 n’étant pas actuellement recensée parmi les modèles de Creality, vous pouvez utiliser ceux d’une CR10S (ou ceux tout à la fin). EDIT: @thinkyhead a inclus les fichiers de configuration dans la dernière version stable de Marlin (2.0.6 attention, c'est prévu pour la branche bugfixes ). Fichiers modifiés Modifications des fichiers platformio.ini, configuration.h et configuration_adv.h . A - Activer | C - Changer | A&C - Activer et Changer | D - Désactiver ( Activer/Désactiver en enlevant / ajoutant les «//» en début de ligne ) platformio.ini C default_envs = mega2560 Configuration.h A #define SHOW_CUSTOM_BOOTSCREEN A #define CUSTOM_STATUS_SCREEN_IMAGE Vous devrez copier les fichiers _Bootscreen.h / _Statusscreen.h de Marlin\config\examples\Creality\CR10S\ dans le dossier Marlin\Marlin mais en ce cas, la fenêtre de statut indiquera «CR10S 300» alors qu’on souhaiterai «CR10 V2» (utiliser ceux en fin de post). Les fichiers «examples» du dossier config « peuvent être récupérés à partir de Marlin GitHub. ou vous pouvez utiliser ceux fournis dans le fichier compressé en fin de post (je les ai modifié afin que soit affiché «CR10 V2). C #define SERIAL_PORT 0 C #define BAUDRATE 115200 250000 ATMega2560 baudrate par défaut C #define MOTHERBOARD BOARD_RAMPS_CREALITY A&C #define CUSTOM_MACHINE_NAME "CR10-V2" ou le nom que vous voulez (ex: MA CR10 à MOI qu'elle me plait vraiment beaucoup ) C #define DEFAULT_NOMINAL_FILAMENT_DIA 1.75 C #define TEMP_SENSOR_BED 1 C #define HEATER_0__MAXTEMP 255 C #define BED_MAXTEMP 120 A #define PID_EDIT_MENU A #define PID_AUTOTUNE_MENU C les valeurs de P.I.D. pour la tête : #define DEFAULT_Kp 19.47 #define DEFAULT_Ki 1.59 #define DEFAULT_Kd 59.40 A #define PIDTEMPBED Vous n’êtes pas obligé d’activer PIDTEMPBED, si vous êtes satisfait de votre lit chauffant. Mais en calibrant celui-ci, il montera en températures plus rapidement et maintiendra celles-ci plus finement N’oubliez pas de réaliser un autotune du PID du lit après l’avoir activé dans le firmware sinon la protection contre l’emballement thermique pourrait se déclencher lors de la mise en route. Allez consulter le guide dans la section PID autotune, plus bas dans ce post C les valeurs de P.I.D. pour le lit : #define DEFAULT_Kp 690.34 #define DEFAULT_Ki 111.47 #define DEFAULT_Kd 1068.83 C #define EXTRUDE_MAXLENGTH 435 Mesurez la longueur à partir de la roue crantée de l’extrudeur jusqu’à la buse comme longueur de tube PTFE C #define Z_MIN_ENDSTOP_INVERTING true false C #define Z_MAX_ENDSTOP_INVERTING true false C #define Z_MIN_PROBE_ENDSTOP_INVERTING true false Le BLTouch v3/3.1 peut fonctionner soit avec true soit false, mais une erreur est signalée à la compilation si réglé à true A&C #define X_DRIVER_TYPE TMC2208_STANDALONE A&C #define Y_DRIVER_TYPE TMC2208_STANDALONE A&C #define Z_DRIVER_TYPE TMC2208_STANDALONE A&C #define E0_DRIVER_TYPE TMC2208_STANDALONE C #define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 93 } si vous avez monté en lieu et place de l’extrudeur d’origine un autre modèle, remplacez 93 par le nombre de pas de celui-ci (BMG / Titan 415, BMG sans réducteur (CR10S Pro) 140, …) pour une CR10-V3 avec un Titan comme extrudeur; le pas de l'extrudeur est de 415. ATTENTION: dans le dépôt Github fourni plus bas, mon extrudeur étant un pseudo BMG (celui des CR10S Pro), le pas est de 140, mon extrudeur est un BMG à réduction (3:1), le pas est de 415 (monté en «extrudeur volant»), pensez à le modifier si vous avez l'extrudeur métallique d'origine (pas initial de 93 qu'il est préférable d'affiner en effectuant un réglage de celui-ci). C #define DEFAULT_MAX_FEEDRATE { 750, 750, 15, 75 } C #define DEFAULT_MAX_ACCELERATION { 2000, 2000, 100, 5000 } C #define DEFAULT_ACCELERATION 800 C #define DEFAULT_RETRACT_ACCELERATION 1000 C #define DEFAULT_TRAVEL_ACCELERATION 800 A #define CLASSIC_JERK Utiliser «Classic Jerk» au lieu de Junction Deviation, car JD ne fonctionne pas correctement actuellement et peut parfois engendrer de mauvais résultats particulièrement lors d’impression de courbes (https://github.com/MarlinFirmware/Marlin/issues/17146) A&C #define TRAVEL_EXTRA_XYJERK 5.0 A #define S_CURVE_ACCELERATION C #define INVERT_X_DIR false C #define INVERT_Y_DIR false C #define INVERT_Z_DIR true C #define INVERT_E0_DIR false Si vous avez une CR10-V3 avec son direct-drive, le moteur possédant un réducteur (3:1), le sens de rotation de celui-ci est inversé. la ligne au-dessus devra donc être à «true» C #define X_BED_SIZE 310 C #define Y_BED_SIZE 310 C #define Z_MAX_POS 400 A #define LCD_BED_LEVELING C #define HOMING_FEEDRATE_Z (6*60) (directive d'anciennes versions de Marlin, maintenant les vitesses de mise à l'origine sont regroupées en une seule directive : #define HOMING_FEEDRATE_MM_M { (50*60), (50*60), (4*60) } ) Augmentez si vous trouvez que c’est trop lent mais ne dépassez pas 10*60 pour l'axe Z. A #define EEPROM_SETTINGS A #define NOZZLE_PARK_FEATURE C #define NOZZLE_PARK_POINT { (X_MIN_POS + 5), (Y_MAX_POS - 5), 10 } A #define PRINTCOUNTER D #define LCD_LANGUAGE fr pour passer l’interface de l’écran en français si vous préférez A #define SDSUPPORT A #define INDIVIDUAL_AXIS_HOMING_MENU A #define REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER Configuration_adv.h A #define QUICK_HOME A #define BLTOUCH_SET_5V_MODE C #define SLOWDOWN_DIVISOR 2 A #define LCD_INFO_MENU A #define STATUS_MESSAGE_SCROLLING A #define SCROLL_LONG_FILENAMES D #define LIN_ADVANCE L’activation du Linear Advance sur les cartes Creality «silencieuses» mènent à l’arrêt de l’extrusion, il ne faut donc pas activer cette option. C #define LIN_ADVANCE_K 0.00 Le guide pour calibrer la valeur K se trouve plus bas dans la section Linear Advance. C #define EMERGENCY_PARSER C #define ADVANCED_OK A #define CANCEL_OBJECTS PID autotune Rien ne vous oblige à activer PIDTEMPBED, si vous êtes satisfait de votre lit chauffant. Mais en calibrant celui-ci, il montera en températures plus rapidement et maintiendra celles-ci plus finement. Connectez l’imprimante au PC (USB, Octoprint, etc.) Utilisez n’importe quel logiciel capable d’envoyer des commandes gcode à l’imprimante (Octoprint, Pronterface, Repetier, etc.) Connectez l’imprimante via le logiciel si la connexion n’est pas automatique (COM ??, 115200 250000) En envoyant un M301/M304 à l’imprimante vous récupérez les valeurs actuelles du PID de la HOTEND / LIT CHAUFFANT, prenez note de celles-ci Pour débuter un autotune, il faut envoyer un M303 C<nb cycles> A<index> S<température> U à l’imprimante. Pour la hotend j’utilise M303 C10 E0 S220 U (Hotend: E0) Activez la ventilation de refroidissement du filament pour l’autotuning du PID de la hotend C5 est normalement suffisant, mais C10 n’augmente pas le temps énormément, S<température> devrait être 5-à 10° plus haut que la température le plus souvent utilisée Pour le lit chauffant j’utilise M303 C8 E-1 S65 U (Lit chauffant: E-1) C5 est normalement suffisant, mais C8 n’augmente pas le temps énormément, S<température> devrait être la température la plus souvent utilisée. Si après le M303 ... vous obtenez "PID Autotune failed! Temperature too high", envoyez un M304 P0.00 I0.00 D0.00 à l’imprimante, puis refaites l’autotune du PID. Attendez que les opérations soient terminées (quand c’est fait, le cycle de chauffe s’arrête et la température baisse) Prenez note des nouvelles valeurs du P. I.D. affichées Envoyez un M500 pour sauvegarder ces valeurs dans l’EEPROM Pour vérifier que ces valeurs ont bien été sauvées, envoyez un M301 / M304 pour afficher les valeurs actuelles Si les valeurs actuelles de PID ne correspondent pas aux nouvelles, alors vous devez les fixer manuellement: Hotend: Envoi d’un M301 P<valeur> I<valeur> D<valeur> à l’imprimante Lit chauffant: Envoi d’un M304 P<valeur> I<valeur> D<valeur> à l’imprimante Envoi d’un M500 pour sauvegarder ces valeurs dans l’EEPROM Dans Configuration.h mettre à jour les valeurs de PID pour une prochaine mise à jour du firmware (DEFAULT_Kp, ...Ki, ...Kd, DEFAULT_bedKp, ...bedKi, ...bedKd) The 3D Print General PID Autotuning BLTOUCH Configuration.h A #define Z_STOP_PIN 19 (renommé en Z_MIN_PROBE_PIN ) Le BLTouch est «précâblé» sur le Z_MAX_PIN, le endstop originel lui est connecté sur le Z_MIN_ENDSTOP_PIN A #define BLTOUCH C #define NOZZLE_TO_PROBE_OFFSET { 47, 0, 0 } Éditez ces valeurs en fonction de votre matériel et de sa position par rapport à la buse, aide dans la section Mesurer NOZZLE_TO_PROBE_OFFSET C #define MIN_PROBE_EDGE 10 ( renommé en PROBING_MARGIN ) Si vous avez des clips pour maintenir la surface d’impression (verre, miroir, …), augmenter à la taille des clips +5 C #define XY_PROBE_SPEED 6000 9000 ( renommé en XY_PROBE_FEEDRATE ) Avec 6000 le 9000 BLTouch fonctionne de manière plus fiable (9000 mm/min = 150 mm/s) A #define MULTIPLE_PROBING 2 permet d’améliorer le résultat en effectuant plusieurs palpages A #define Z_MIN_PROBE_REPEATABILITY_TEST A #define AUTO_BED_LEVELING_BILINEAR ou utiliser AUTO_BED_LEVELING_UBL / MESH_BED_LEVELING, liens vers des guides plus loin dans ce post A #define RESTORE_LEVELING_AFTER_G28 A #define Z_SAFE_HOMING Configuration_adv.h A #define BABYSTEPPING C #define BABYSTEP_MULTIPLICATOR_Z 4 1 monte l’axe Z de 1 microstep (0.0025), 4 montera l’axe Z de 0.01 A #define DOUBLECLICK_FOR_Z_BABYSTEPPING Double-clic avec l’écran de Statut pour éditer le Z Babystepping pendant une impression A #define BABYSTEP_ZPROBE_OFFSET A #define BABYSTEP_ZPROBE_GFX_OVERLAY Mesurer les valeurs à saisir pour NOZZLE_TO_PROBE_OFFSET Mesurer approximativement les écarts / distances entre la pin de la sonde et la buse dans les directions X et Y La pointe de la sonde devrait être 2.3-4.3mm plus haut que la buse (quand la sonde est rentrée) Modifier les valeurs NOZZLE_TO_PROBE_OFFSET en fonction de vos mesures Compiler - flasher - redémarrer ... Effectuer le Homing (G28) Prenez note des coordonnées X et Y (réalisable via le menu «Move Axis» de l’écran) Déplacez l’axe Z vers le bas jusqu’à ce que la buse touche ou pratiquement touche le lit Marquez le point où la buse touche le lit (assurez-vous que ce marquage ne se déplacera pas sur le lit (utiliser du scotch de marquage par exemple)) Déplacez les axes X et Y via le menu de l’imprimante jusqu’à ce que la pointe de la sonde soit sur la marque Prenez note des coordonnées X et Y Soustrayez les coordonnées X/Y originelles des coordonnées X/Y de la position de la pointe du BLTouch pour obtenir le NOZZLE_TO_PROBE_OFFSET. Exemple pour la CR10V2: après le homing, la buse est en (150,150); en déplaçant le pointeur de la buse à l'emplacement marqué sur le plateau, la position affichée à l'écran devrait être (103,150); donc 150-103=47 pour le X et 150-150=0 pour le Y Unified Bed Leveling (UBL) Marlin UBL guide Chris Riley UBL video guide Mesh Bed Leveling (ABL du «pauvre» mais tout de même bien pratique) Configuration.h Ce type de nivelage n'est à utiliser que si vous n'avez pas installé d'ABL automatique. Donc, à n'activer que si #define BLTOUCH (ou un autre ABL) ne l'est pas déjà sinon Marlin vous signalera une erreur. A #define PROBE_MANUALLY C #define NOZZLE_TO_PROBE_OFFSET { 0, 0, 0 } A #define MESH_BED_LEVELING A #define RESTORE_LEVELING_AFTER_G28 C #define GRID_MAX_POINTS_X 5 (Ou modifiez selon vos préférences) A #define LCD_BED_LEVELING En complément (remarque de @Darkneo (merci à toi )) il faut désactiver certaines directives qui autrement conduisent à une erreur de compilation : D #define Z_MIN_PROBE_REPEATABILITY_TEST et D #define BABYSTEP_ZPROBE_OFFSET (configuration_adv.h) Effectuer le nivelage manuel du lit (Mesh Bed Leveling) Chauffez votre lit à la température d’impression habituelle (ex : 60°C). Assurez-vous qu'il n'y a pas de plastique sur la buse, ce qui modifierait la distance de la buse par rapport au lit Sélectionner: Prepare - Bed Leveling - Level Bed Attendre que le Homing XYZ soit terminé Lorsque le bouton "Cliquer pour commencer" apparaît, appuyez sur le bouton du contrôleur pour vous rendre au premier point Utilisez la molette de commande pour régler Z afin qu'un morceau de papier puisse passer sous la buse en frottant Appuyez sur le bouton du contrôleur pour enregistrer la valeur Z et passer au point suivant Répétez les étapes 4 et 5 jusqu'à ce que vous ayez terminé. Sélectionnez : Configuration - Enregistrer les paramètres pour sauvegarder le maillage dans l'EEPROM Sélectionnez : Mouvement - Hauteur de fondu : Régler sur 10 Sélectionnez : Motion - Stocker les paramètres Faites un test d'impression et, pendant l'impression, vous pouvez modifier la distance entre la buse et le lit en mouvement via les molettes de réglage du plateau Ne surtout pas toucher aux mollettes sinon le maillage ne sera plus correct Utiliser plutôt le réglage des babysteps via «double clic» sur le bouton de l'écran Sélectionnez : Configuration - Stocker les paramètres Plus d’infos : Marlin Bed Leveling (Manual) Teaching Tech Manual Mesh Bed Levelling Crosslink Ender 3 Mesh Bed Leveling Détection de fin de filament et changement de filament Configuration.h A #define FILAMENT_RUNOUT_SENSOR A&C #define FILAMENT_RUNOUT_DISTANCE_MM 5 C #define EXTRUDE_MAXLENGTH 435 Longueur de la roue crantée de l’extrudeur à la buse A #define NOZZLE_PARK_FEATURE C #define NOZZLE_PARK_Z_FEEDRATE 3 Configuration_adv.h C #define ADVANCED_PAUSE_FEATURE C #define PAUSE_PARK_RETRACT_LENGTH 6 Modifiez par votre distance de rétraction C #define PAUSE_PARK_RETRACT_FEEDRATE 30 Modifiez par votre distance de rétraction C #define FILAMENT_CHANGE_UNLOAD_FEEDRATE 40 C #define FILAMENT_CHANGE_UNLOAD_LENGTH 435 Longueur de l'engrenage de l'extrudeuse à la buse OU régler sur 0 pour l'extraction manuelle du filament A #define FILAMENT_CHANGE_FAST_LOAD_FEEDRATE 30 A #define FILAMENT_CHANGE_FAST_LOAD_ACCEL 15 C #define FILAMENT_CHANGE_FAST_LOAD_LENGTH 435 Longueur de l'engrenage de l'extrudeuse à la buse OU régler sur 0 pour l'insertion manuelle du filament A #define ADVANCED_PAUSE_PURGE_LENGTH 20 A #define ADVANCED_PAUSE_FANS_PAUSE A #define FILAMENT_UNLOAD_PURGE_RETRACT 4 C #define FILAMENT_CHANGE_ALERT_BEEPS 2 3 peut être trop / énervant, si oui, diminuez à votre convenance A #define PARK_HEAD_ON_PAUSE A #define HOME_BEFORE_FILAMENT_CHANGE A #define FILAMENT_LOAD_UNLOAD_GCODES Ajoute le gcode (M701/M702) et Charger/décharger dans le menu de préparation de l'écran LCD. A #define HOST_ACTION_COMMANDS A #define HOST_PROMPT_SUPPORT Plus d’infos : Voir la partie M600 - Filament Change Chris Riley Marlin Filament Change M600 Filament Runout Sensor Linear Advance Linear Advance K-factor Calibration Teaching Tech Linear advance video guide Chris Riley Linear advance video guide Junction Deviation Computing Junction Deviation for Marlin Firmware Test «Tout-en-un» de la rétraction KARL JOHNSON How to Easily Calibrate Retraction in 3D Printers Compilation du firmware J’utilise VSCode avec l’extension PlatformIO ainsi que Git GUI. Le sujet ci-dessous décrit l'installation des logiciels nécessaires à la préparation / compilation d'un firmware Marlin : Pour les anglicistes, Chris Riley VSCode installation guide for Marlin 2.0. Le fichier du microprogramme issu de la compilation qui sera installé se trouve dans «../Marlin/Marlin/.pio/build/mega2560/firmware.hex» Flashage du firmware Plusieurs méthodes sont possibles : Octoprint avec le plugin idoine (Firmware Updater), des programmes (Xloader, ProgISP, Avrdudess, Avrdude (ligne de commande pour les purs et durs)…), via le trancheur (Cura, Prusaslicer,…). directement via VSC en cliquant sur l’icone à droite de celle utilisée pour lancer la compilation. La condition pour que ça fonctionne étant que l’imprimante soit reliée à un matériel informatique via USB pour la liaison et le transfert et qu'elle soit reconnue (son pilote est correct). On utilise le fichier firmware.hex pour flasher. Éviter toute coupure de courant durant ce flashage, attendre que le transfert soit terminé (le processus prend quelques minutes). Normalement à l’issue de celui-ci, la carte doit redémarrer. Mettre à jour / reflasher un firmware Il est inutile de refaire tous les changements à chaque fois que vous voulez mettre à jour une nouvelle version de Marlin, vous devez simplement copier vos fichiers de configuration modifiés dans le nouveau marlin et les comparer dans VSC Source Control (Ctrl+Shift+G), et copier tout ce qui est nouveau ou modifié dans vos fichiers. Tous les changements ne seront pas appliqués sur une mise à jour du microprogramme, pour cela vous devrez réinitialiser vos paramètres d'imprimante : en allant dans le menu de l'imprimante - Configuration - Restaurer les valeurs par défaut, ou en envoyant un M502 à l'imprimante suivi d'un M500 Cela réinitialisera vos paramètres en fonction des valeurs par défaut du microprogramme. Cette réinitialisation est à faire après chaque installation du firmware afin d’éviter toute déconvenue. <EDIT> Depuis la version stable 2.0.9.3, une nouvelle directive «EEPROM_INIT_NOW» permet de réaliser automatiquement la réinitialisation de l'EEPROM après flashage d'un nouveau firmware : Quelques explications sur les commandes M500 à M503 : Changelog 20200414 : version initiale 20200510: corrections, compléments, version «problématique» pour certains désactivation totale du LINEAR_ADVANCE qui ne l'était pas vraiment réactivation du CLASSIC_JERK ajout détecteur fin de filament, directives concernant INVERTING, PULLUP, PIN complément information sur la connexion du BLTouch (Z_MAX_PIN 19) ajout dans la section Flashage, programme AVRDUDESS, possibilité de flasher via VSC si ordinateur relié via USB à la carte (détection automatique du port). 20200619 : corrections, modifications cosmétique : mise en évidence de certains points précisions diverses la vitesse de connexion à passée de 115200 à 250000, précision sur la désactivation du «linear advance» modification du BLOCK_BUFFER_SIZE, BUFSIZE et TX_BUFFER_SIZE dans le fichier configuration_adv.h (des valeurs trop élevées amènent à un dépassement de la capacité de stockage de la RAM pouvant conduire à un écran «bleu» suite au flashage), mise à jour des fichiers de configurations suppression du fichier binaire (chacun devra compiler son propre firmware) 20200801: version de Marlin, dernière en date (2.0.6) suppression du fichier compressé du Marlin lien vers mon dépôt Github (pour les plus curieux, j'ai d'autres branches de Marlin pour d'autres imprimantes / cartes mères) suppression du fichier binaire (je préfère que les utilisateurs progressent en effectuant la compilation eux-mêmes) ajout explications M500 / M503 202020815: corrections mineures (orthographe principalement) complément / rectification concernant les fichiers exemples de configuration fournis par Marlin (la CR10-V2 fait désormais partie des imprimantes à partir de la version stable 2.0.6) 20200918: corrections mineures (orthographe principalement) passées inaperçues passage de mon extrudeur à un BMG à réduction (3:1) dont le pas est de 415 20201012: version de Marlin, dernière stable : 2.0.7.1 20201026: version de Marlin, dernière stable : 2.0.7.2 complément sur le Mesh Bed Levelling (ABL du «pauvre») 20210111: complément pour ceux possédant une CR10-V3 20210815: version de Marlin, dernière stable : 2.0.9.1 20210822: Complément afin d'indiquer les directives de compilation qui ont changé de nom depuis la mise en ligne de ce tutoriel basé à l'origine sur un Marlin 2.0.3 : HOMING_FEEDRATE_Z, Z_STOP_PIN, MIN_PROBE_EDGE, XY_PROBE_SPEED sont dénommées autrement (merci à @Pyroadu signalement ) 20210927: Ajout d'un lien vers un tutoriel de ce forum sur l'installation de son environnement de travail afin de faire son propre firmware 20220103: version de Marlin, dernière stable : 2.0.9.3 ajout d'une nouvelle directive permettant de réinitialiser l'EEPROM automatiquement lors du premier lancement du firmware après flashage Les fichiers ayant servi à la compilation : à récupérer sur mon dépôt Github .1 point
-
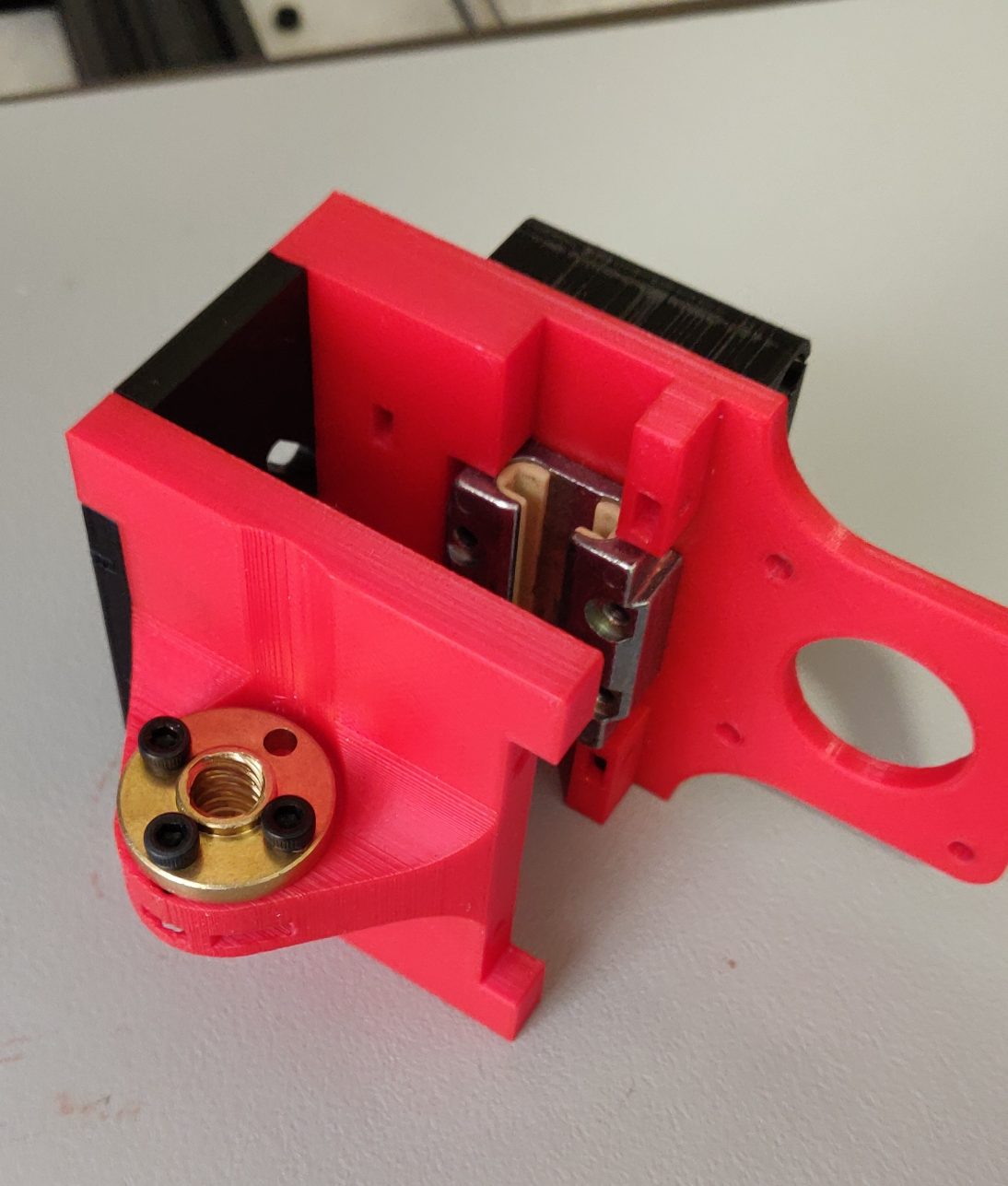
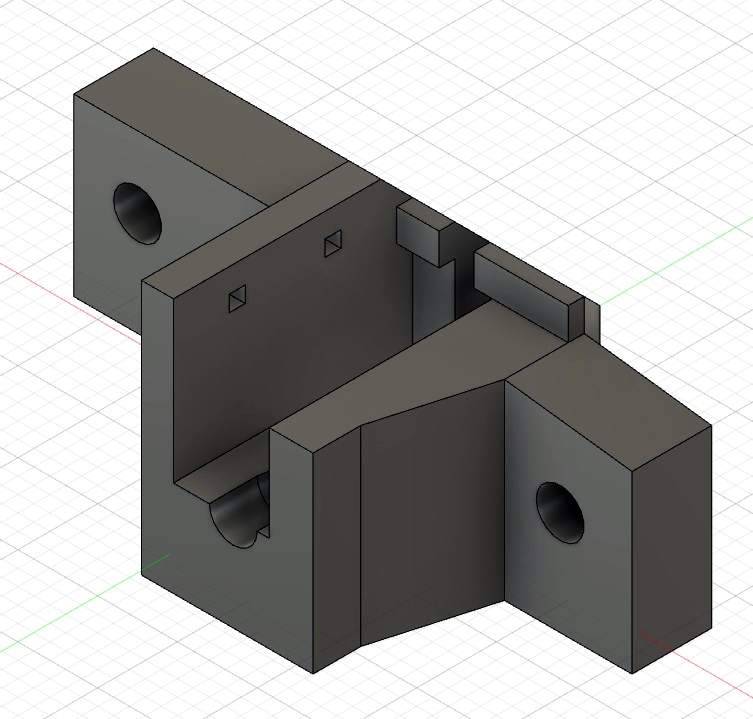
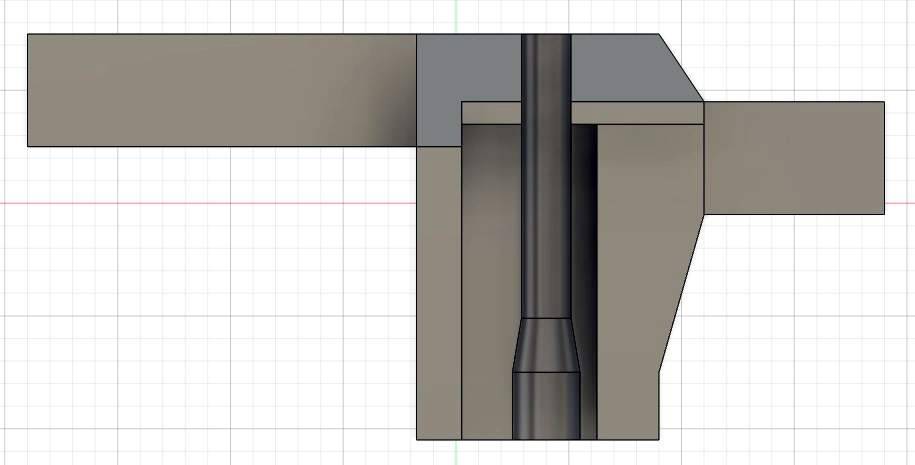
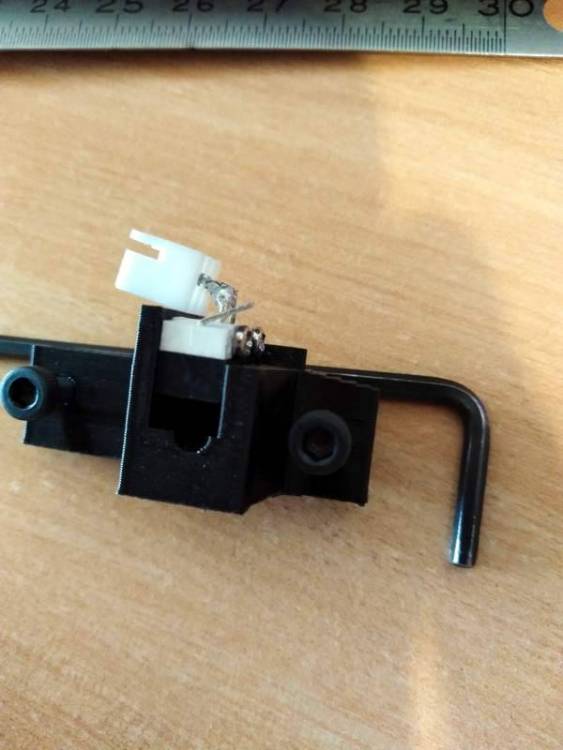
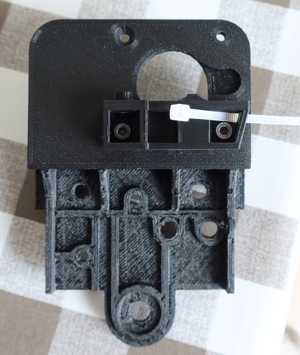
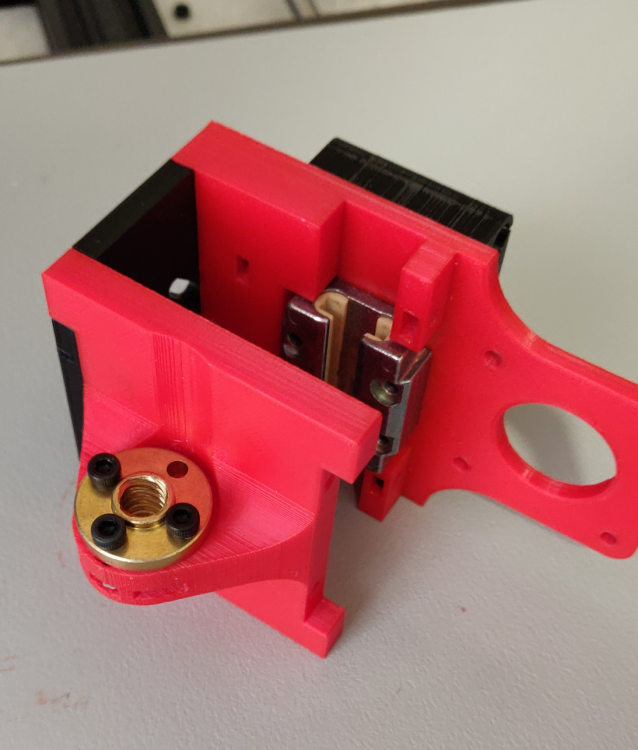
Salut les gars, comme beaucoup, mon détecteur de fin de filament a rendu l'âme... (très rapidement en ce qui me concerne d'ailleurs... ) Ve le tarif de la pièce (dans les 15€) je me suis dis qu'il y avait mieux à faire ! J'ai donc détourné un détecteur de fin de course en fabricant une pièce qui vient en lieu et place de l'origine. Les fin de course ont une languette en inox, donc, ils devraient beaucoup moins s'user Je vous mets le STL en P.J. Support de detecteur de filament.stl

 1 point
1 point -
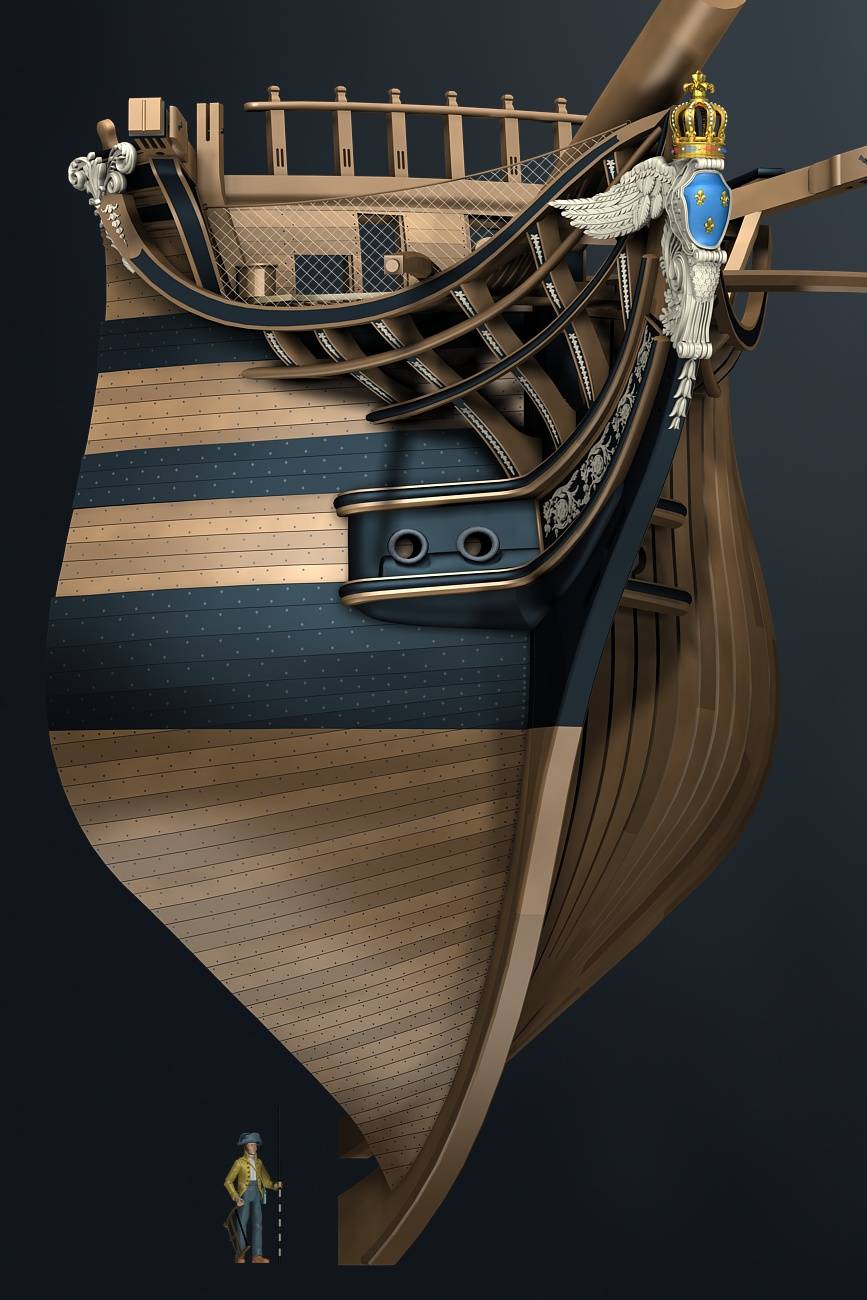
Bonjour, Nouveau venu, je vous présente un projet commencé il y a quelques années. Il s'agit des éléments décoratifs d'un modèle d'un vaisseaux du XVIII, Le commerce de Marseille. La modélisation 3D a été faite sur 3DsMax d'après la monographie de Gérard Delacroix. La charpente du bateau , uniquement la poupe et la proue, est réalisée en poirier dans les règles du modélisme d'arsenal. Les premières impressions ont été faites avec une Ultimaker 2 et CURA. Les éléments de la bouteille tribord : Les balustres et pilastres sont en ABS, les fenêtres en fil bois. Les balustres du tableau arrière : La figure de proue : Ca ne se fait pas du premier coup : Le projet dans son état actuel : J'ai acheté une Photon il y a 10 mois. Fini les 100 réglages qui se mordent la queue de Cura. En résumé aujourd'hui en résine : je vais 10 fois plus vite. C'est quasiment 10 fois plus précis. Ca m'a couté 10 fois moins cher.











 1 point
1 point -
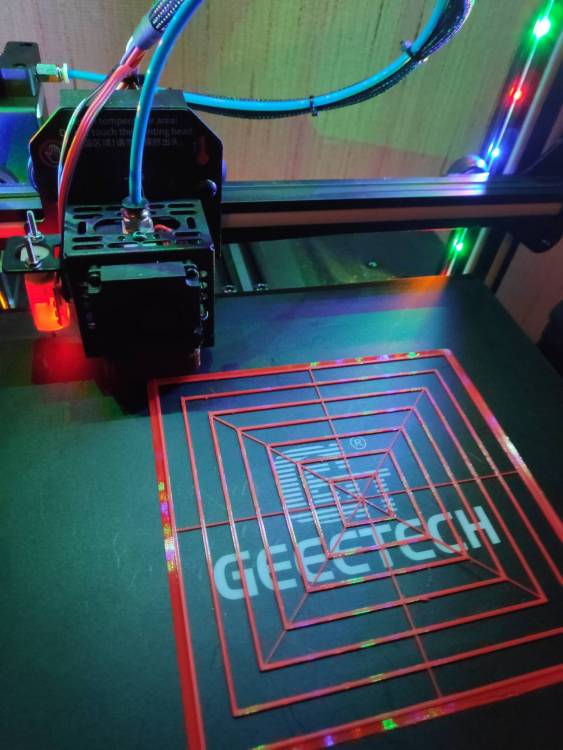
à ta place je laisserai comme ça, je trouve que ça donne un style as tu contrôlé la tension de tes courroies ? c'est une machine neuve ? as tu déjà imprimé quelque chose qui soit bien sorti ? du style les tests qui sont sur la carte SD ? Modération : je déplace dans la bonne section1 point
-
Salut p**ain je viens de voir cela sur LBC, je tape imprimante 3D pour voir si il n 'y a pas une bonne occase, et la qu 'est que je vois? des types qui vendes des visières, de 2 à 7 euros !! et ils disent que s 'est prix coutant !! du coup je suis venir voir ici et la qu' est que je vois pas? @Bosco2509, @Vector et vous autres qui avez aussi vu cela aussi . je n' ai pas rêvé... halala je suis pas content, mais pas du tout du tout... je m'étais déja dis il y quelque jours, quand la GD avait annoncée des millions de masques chirurgicaux en vente en supermarché, alors qu'on entendait des appels solidaires aux "petites couturières" 'réf (musicale à qui comprendra), qu 'il y avait de l'abus dans tout ça... des visières j 'en ai fais une paire, sur mes propres deniers, ce n'est pas un problème,au contraire... en fait cela s'appelle... la solidarité...bah ouais... et ces gens la, je n'aurais pas aimé les croiser en des temps plus sombres encore ... Franchement, les mecs qui les font et les vendent au prix fort,ils ne sont pas passionnés, ils sont juste intéressés.. excusez moi mais c'est pas des "makers"... c'est des rats. et les types qui se font passer pour des personnes ayant un réel besoin et qui les revendent après... houlala ils me rendent limite "nervous breakdown" (référence cinématographique à qui comprendra). Ah oui, c'est le délire, il vendrent aussi les attaches-masque 1e piece, des ouvres portes à 5 €, enfin la totale quoi. avec des modèles qui viennent de TH évidemment. nous qui les donnons, mais jnous sommes c*ns ou quoi? y a du bizness à faire, pourquoi je n'y avais pas penser? Ah oui, la solidarité... quel c*n! et quand je vois des annonces à moins de 100 km de chez moi, j 'ai bien envie d 'aller voir tiens, 3 € la visière : bah 3 baffes dans ta g***le. et c 'est proportionnel au prix... profiter de la peur des gens, je trouve cela ...Grrr j vais faire comme l'ami @Titi78, assurer le réseau de distribution.... Désolé les gars de m''emporter, désolé la modération si j'abuse , désolé de réagir à chaud mais ... bref ..... allé la bise (quand même)!1 point
-
L'avantage des sunon comme des marques reconnues c'est que le niveau de db et d'air est plutôt respecté là ou d'autres marques on en est loin lol. Il brasse bien c'est d'ailleurs le même qui est installé pour refroidir la tête d'impression. Après je n'ai fait aucun calcul car pas je n'ai aucune surchauffe.1 point
-
oui là c'est plus rapide bon courage pour la suite....1 point
-
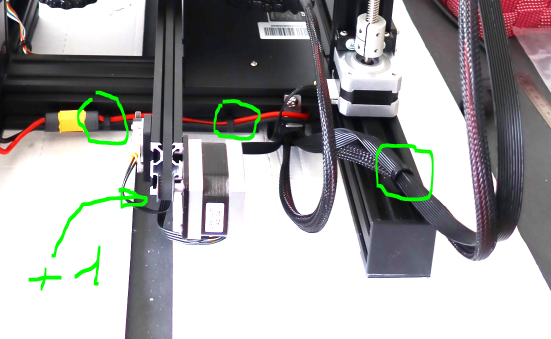
Je l'utilise aussi pour le moteur Z , le moteur Y et les fils de l'alim...nickel pour les 3, plus rien ne traine derrière ma E3 + une petite patte faite maison + un collier pour tenir le câblage en sortie de carte mère et éviter que les mouvements se transmettent aux dominos soudés sur la carte et finissent par les dessouder.
 1 point
1 point -
Ya peu de chance que du pla "bouffe" ta buse. Si la buse de droite sur ta photo est une d'origine fournie avec l'imprimante, y a un souci quelque part ! perso je vois que deux possibilités : 1- adepte de la gravure sur Bed ? 2- ta buse racle souvent tes prints (ca s'entends quand ca racle) donc mauvais réglage du bed1 point
-
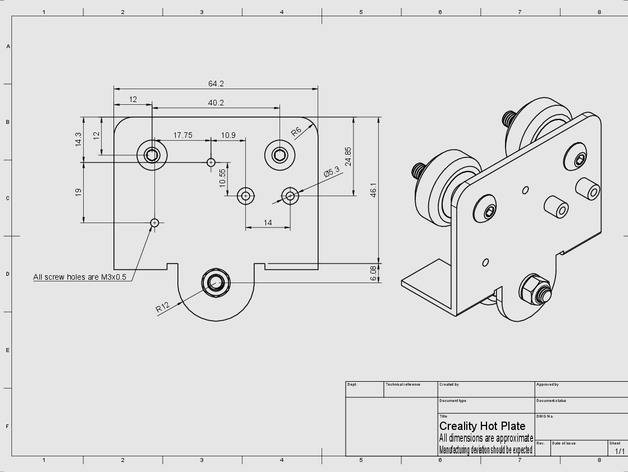
ok je peux voir pour essayer, le mien est complètement enlevé de la machine depuis un moment. Si tu ne les as pas voila le plan du chariot.
 1 point
1 point -
Dans la série "trucs et astuces", une idée toute simple pour se créer des passes câbles sans trop se fatiguer (ou les imprimer ): Utiliser des colliers plastique de 5 mm de large. La tête fait 8x8 et se glisse dans les rainures pour constituer un passe câble efficace. On passe le collier autour du câble à tenir, on coupe la lanière avec quelques mm de plus, on recoupe au besoin mm par mm jusqu’à ce que le collier se glisse dans la rainure du profilé sans pouvoir en sortir. Si coupé trop court, on reprend 1 cran sur le réglage du collier.


 1 point
1 point -
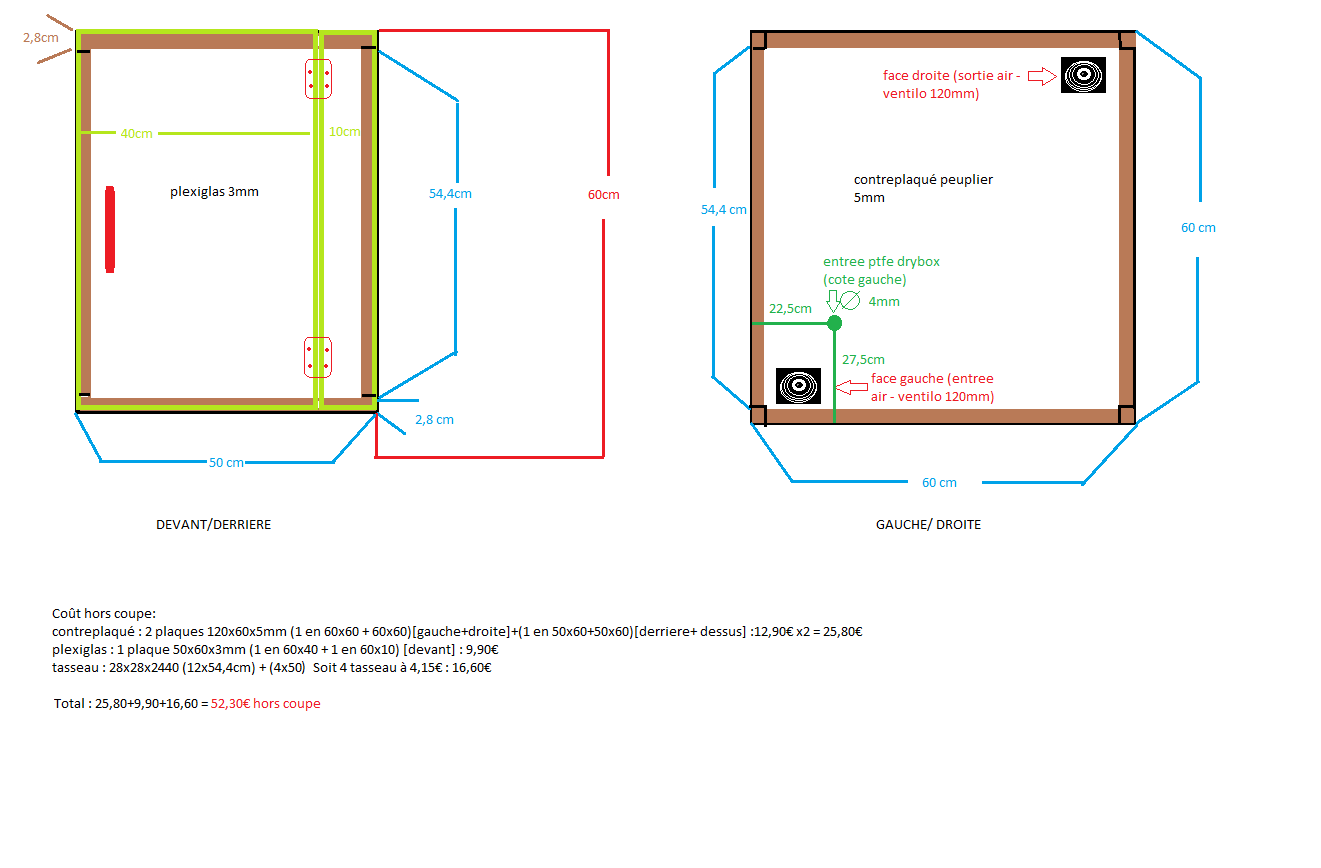
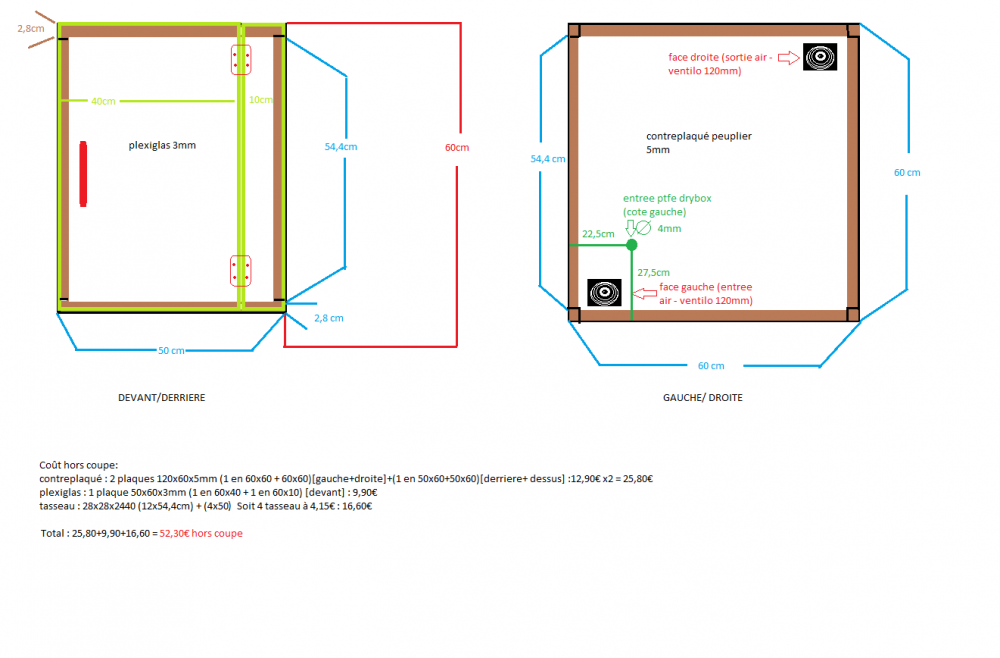
Enfin ! Après plus d'un mois d'attente mon 3dTouch est enfin arrivé, bon j'ai bravé mes appréhensions pour l'installer Y a pas eu mort d'homme xD Prochaine étape le caisson, mais pas pour tout de suite, faut que je peaufine mon idée ^^ Edit : Projet caisson : si vous avez des remarques sur ce projet, ou des conseils, je suis a votre écoute
 1 point
1 point -
Ton extrudeur ne claque pas quand tu imprimes ?le déroulement du filament se fait sans efforts ?coté extrudeur tu as vérifié que tout était bien serré (roue crantée bien solidaire de l'axe du moteur avec la vis serrée sur le méplat de l'axe du moteur) ,que le bras de levier était bien libre de son mouvement circulaire ? Si tu as un heatbreak avec PTFE il est peut être déformé ou partiellement bouché auquel cas il faudra faire la super procédure a @Titi781 point
-
Oui car en mettant 2 mosfets ta carte ne va servir qu'à piloter les mosfets, la puissance ne va alors plus passer par ta carte, donc plus de surchauffe1 point
-
Alors la franchement, il est pollué ton PLA. Il y a un mélange de matière car ce que je vois c'est impossible avec une matière normale. A l'entreprise, il arrive que nous ayons de telles pollutions (souvent un mélange de PP et d'ABS), cela donne des peaux qui se détachent comme sur ton fil. Bobine poubelle.1 point
-
C'est pas bien de réveiller des sujets de lus d'un an (ça porte malheur ). Dans les sujets récents :1 point
-
Si jai bien tout compris la version bugfix a toujours une longueur d'avance sur la version officielle, le seul risque c'est que des bugs soient present. Donc la version 2.05.xx est plus stable car sans bug. Bon je reste sur les versions stables qui sortiront , plus sage pour moi et mes imprimantes.1 point
-
auteur indique qui faut jouer aver le bautrate de communication de l inprimante sur le menu de l ecran pour reconnecter l' ecran j ai eu le message une fois en branchant l ordi jai appliqué la methode depuis plus de pb1 point
-
Salut Dans Draft, on clique sur l'icône en forme de S, et puis dans le menu qui s'ouvre, on clique sur les 3 petits points (1), ensuite on va chercher les fonts de Windows (2) et on choisis la font de son choix (3) A+
 1 point
1 point -
C’est à cause de Naomi etc....1 point
-
Pensez-vous qu’il est préférable de demander la carte en 32 bites.1 point
-
#define Z_SAFE_HOMING #if ENABLED(Z_SAFE_HOMING) #define Z_SAFE_HOMING_X_POINT X_CENTER // X point for Z homing when homing all axes (G28). //#define Z_SAFE_HOMING_Y_POINT Y_CENTER// Y point for Z homing when homing all axes (G28). #define Z_SAFE_HOMING_Y_POINT MIN_PROBE_EDGE #endif dans Marlin/Configuration.h pour faire le test Z au milieu devant...1 point
-
Salut Sous Windows : C:\Windows\Fonts A+1 point
-
@Idealnight Changer toute la tête coûte assez cher, non ? Comment la nettoyer correctement, sinon ? Merci pour les conseils, en tout cas. @fran6p Je n'ai jamais touché à cette vis, jusqu'à ce démontage, du coup. Merci pour le lien du revendeur et pour l'explication ! La vis sert juste de maintien ferme mais jamais strangulant, je note.1 point
-
Salut voisin1 point
-
Bienvenue !1 point
-
Bienvenue !1 point
-
Avec plus de 8000 messages, il faut dire que tu a bien roulé ta bosse depuis.1 point
-
je suis rassuré tu m'as fait peur1 point
-
Bravo vraiment du beau boulot !!!1 point
-
Bienvenue chez les imprimeurs fous déconfinés !1 point
-
salut les gars . je comprends votre dégout pour ceux qui profitent de la situation pour s'engraisser sur le dos de bénévoles . mais je vous en conjure , nous avons besoin de vous ! je suis dentiste ,et grâce à vous j'ai pu faire quelques visières qui me permettrons de vous accueillir plus sereinement . il y aura toujours des pourris qui profiterons de la situation pour ce faire un petit ;voir un gros pécule . bon nombre de professionnels de la santé vous remercie de votre engagement . demain je vais reprendre le boulot avec pour simple protection supplémentaire pour moi et pour vous, ces masques que vous avez conçu , alors je vous en remercie encore pour les sur blouses il faudra que je me contente de simples sacs poubelles que j'aurai assemblé pour :vous , me; protéger . alors ne voyez pas uniquement le mauvais des choses . nos fournisseurs habituels ont doublé voir quadruplé leurs prix pour tout avec des délais et des conditions innommables . et pour un peut détendre l'atmosphère voila comment vous risquez de retrouvez votre dentiste demain n'ayez pas peur de lui c'est toujours la même personne derrière ce masque ( ou cette visière ) faite gaffe n c'est tout ce que je vous demande
 1 point
1 point -
Rien n'interdit de faire à plat biensur! Mais il faut que ton Z soit correctement calibré, sinon, tes premières couches seront trop écrasées. Il y a aussi le fait que tes premières couches soient sur-exposées qui fait que tu te retrouveras avec un bourrelet tout autour de la pièce. Mais c'est effectivement au cas par cas et avec l'expérience, tu verras ce qui est faisable à plat ou pas.1 point
-
quant tu as générer le g-code tu click sur aperçu et sur le côté droit il va y avoir une "barre" de défilement ça va te servir à faire défiler toutes les couches. pour le nombre de couche 4 c'est un exemple, tu peut en mettre plus généralement j'en met 6 quant je veux avoir une belle surface, après il y a aussi le remplissage qui influe sur la couche supérieur plus il est dense et moins tu les verra sur les couches supérieures.1 point
-
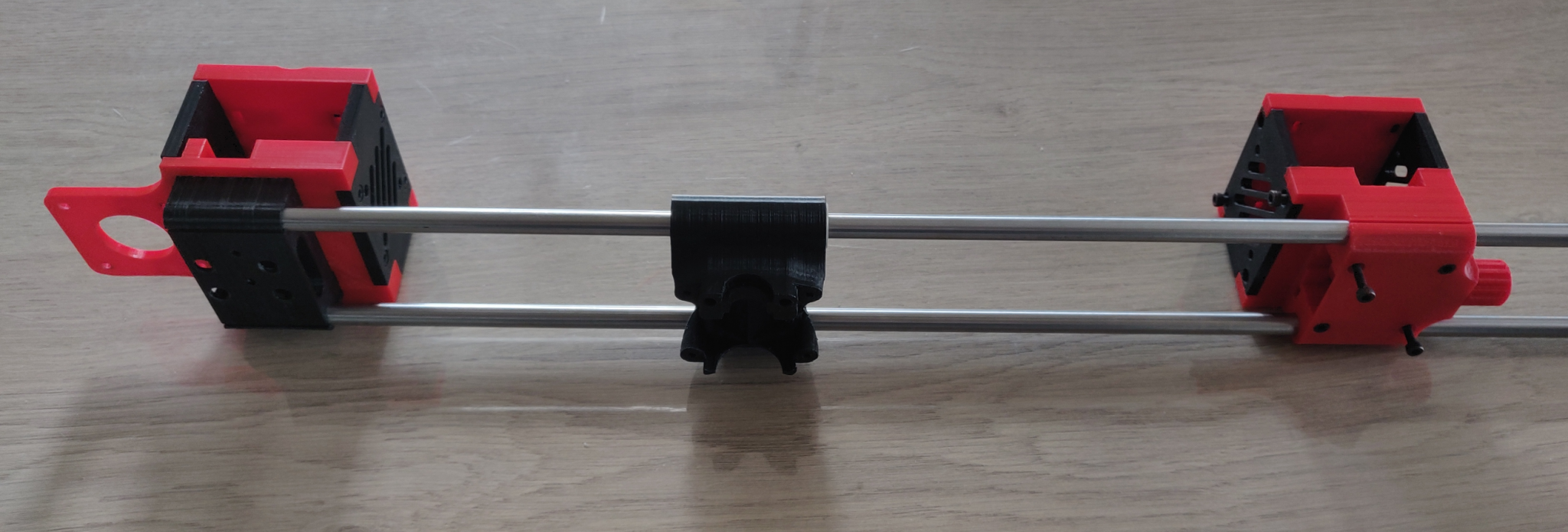
ça y est, ça devient concret. J'ai assemblé le tout hors imprimante pour me faire une idée concrète : Mon système de tendeur de courroie est plutôt satisfaisant :
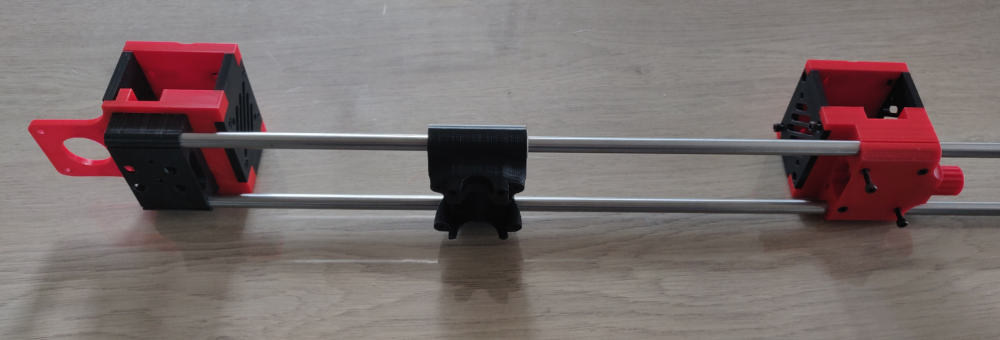
 1 point
1 point -
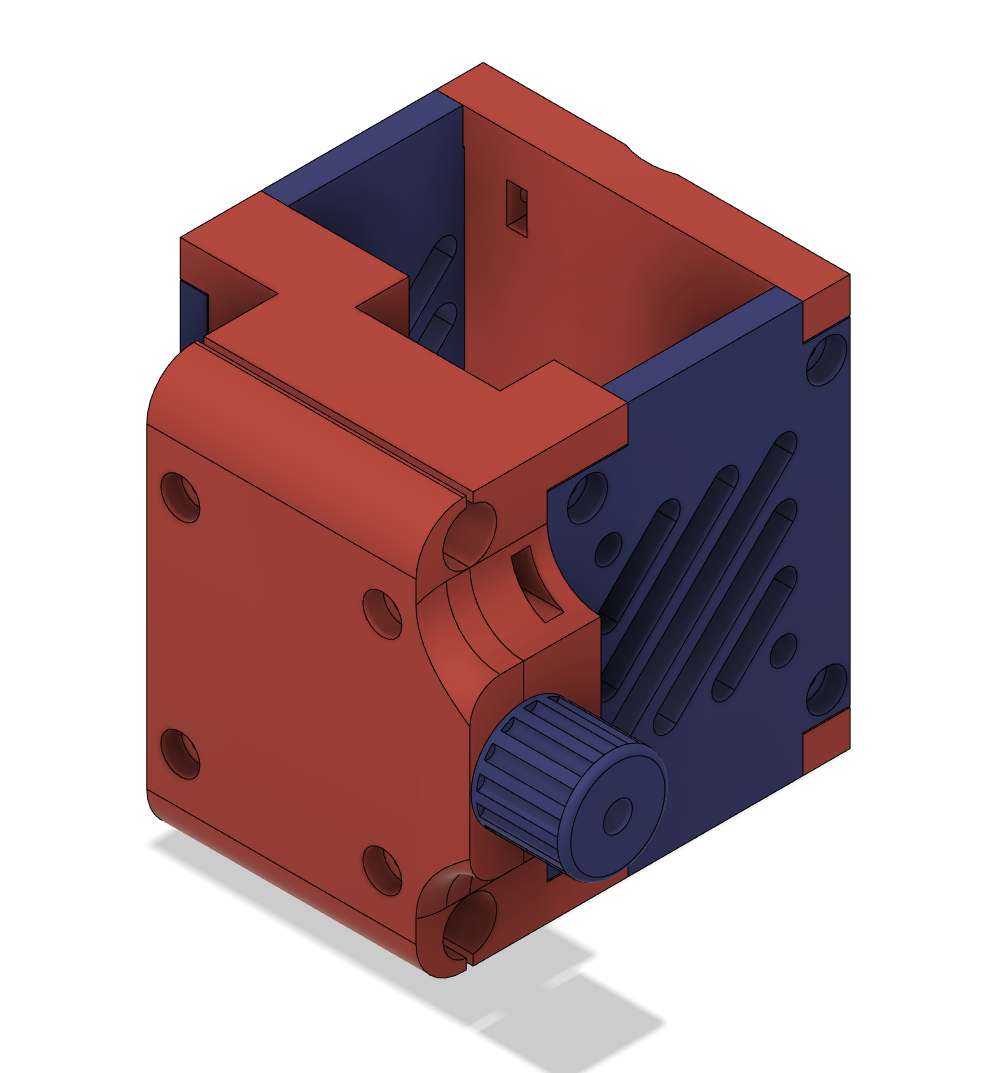
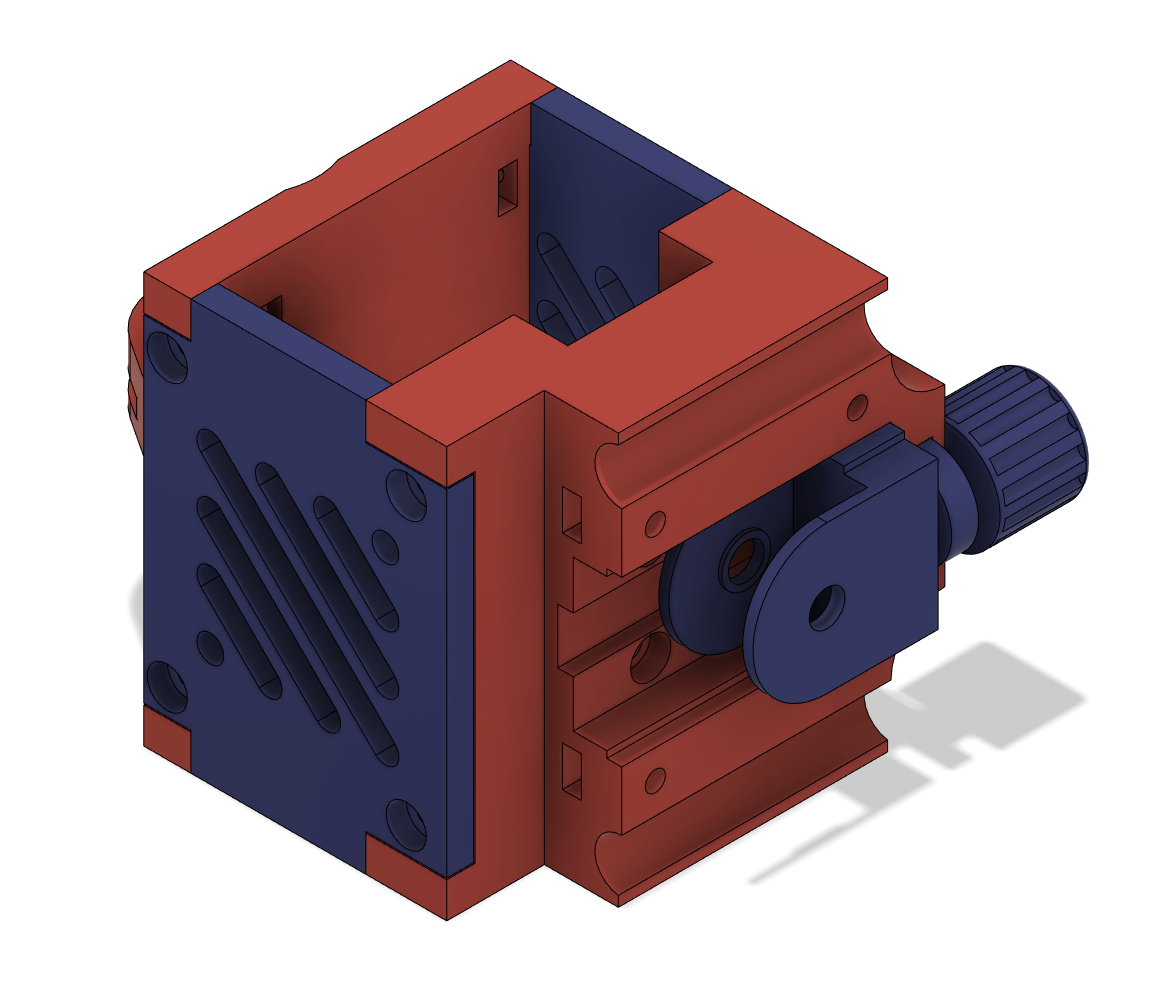
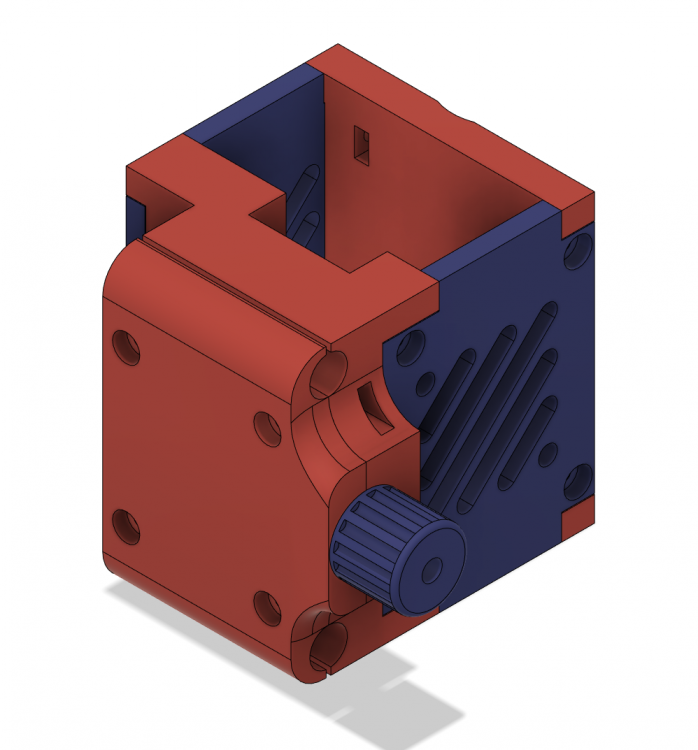
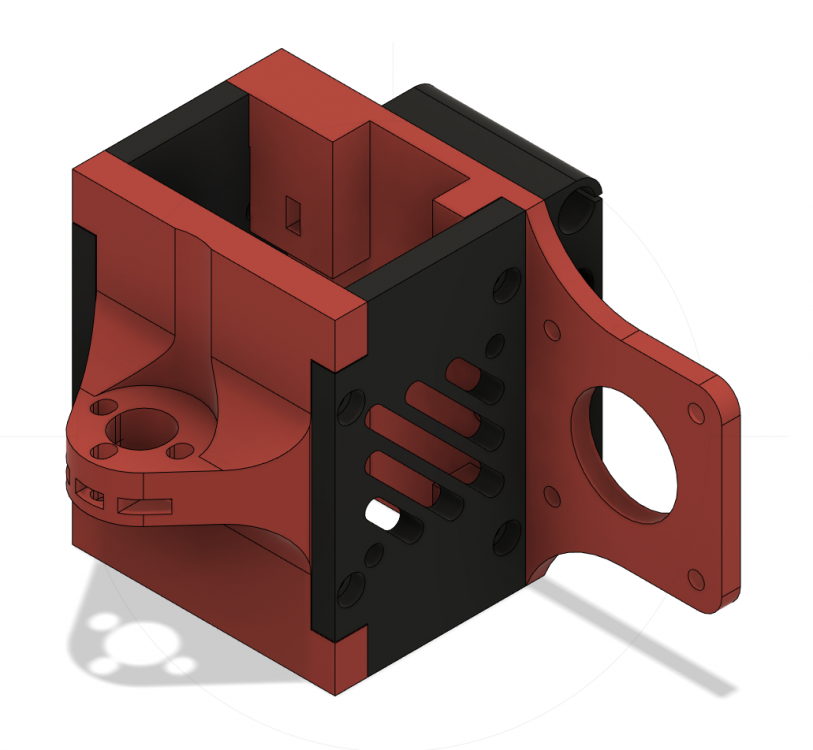
Work in progress. Pièce 2 ,la partie fixe de l'extrudeur: En place sur le support moteur + vérification passage colson pour fixation des câblages ventilo + sonde +thermis.

 1 point
1 point -
mais alors la bravo!!! un trieur de skittles, non seulement c'est indispensable mais la réalisation est parfaite! vraiment super!1 point
-
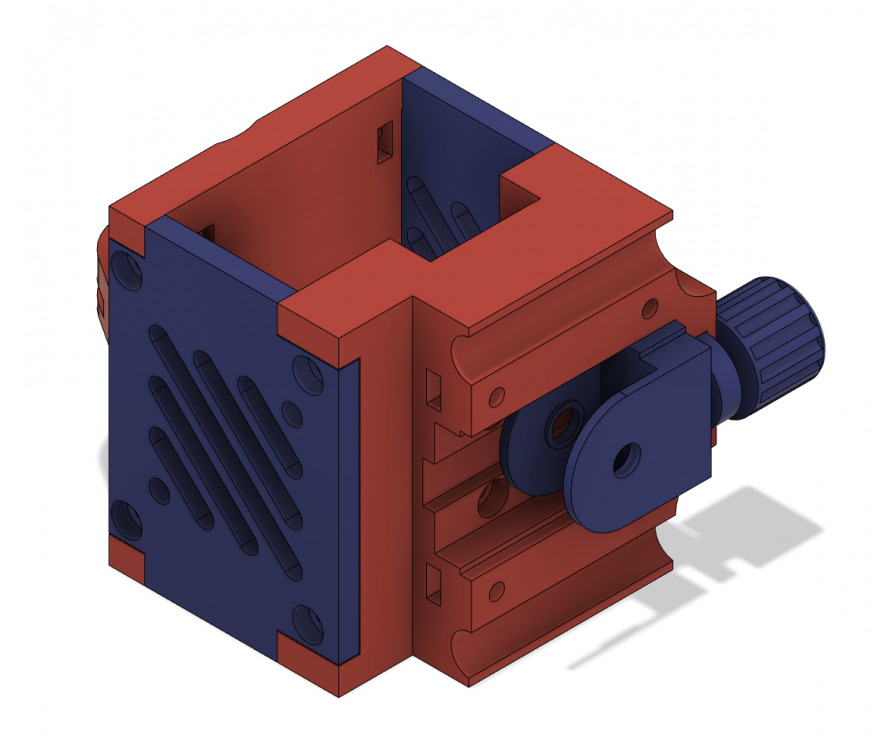
Bonjour, Sujet mis à jour avec les dernière avancées. Guide X/Z presque finalisé :

 1 point
1 point -
Bienvenue chez les imprimeurs fous confinés !1 point
-
Hello, voici une des différence entre les deux types de drivers:1 point
-
Bienvenue !1 point
-
7mm ça commence à faire pas mal en direct drive, après le risque c'est que le filament chaud se retrouve dans le heat break et bouche.1 point
-
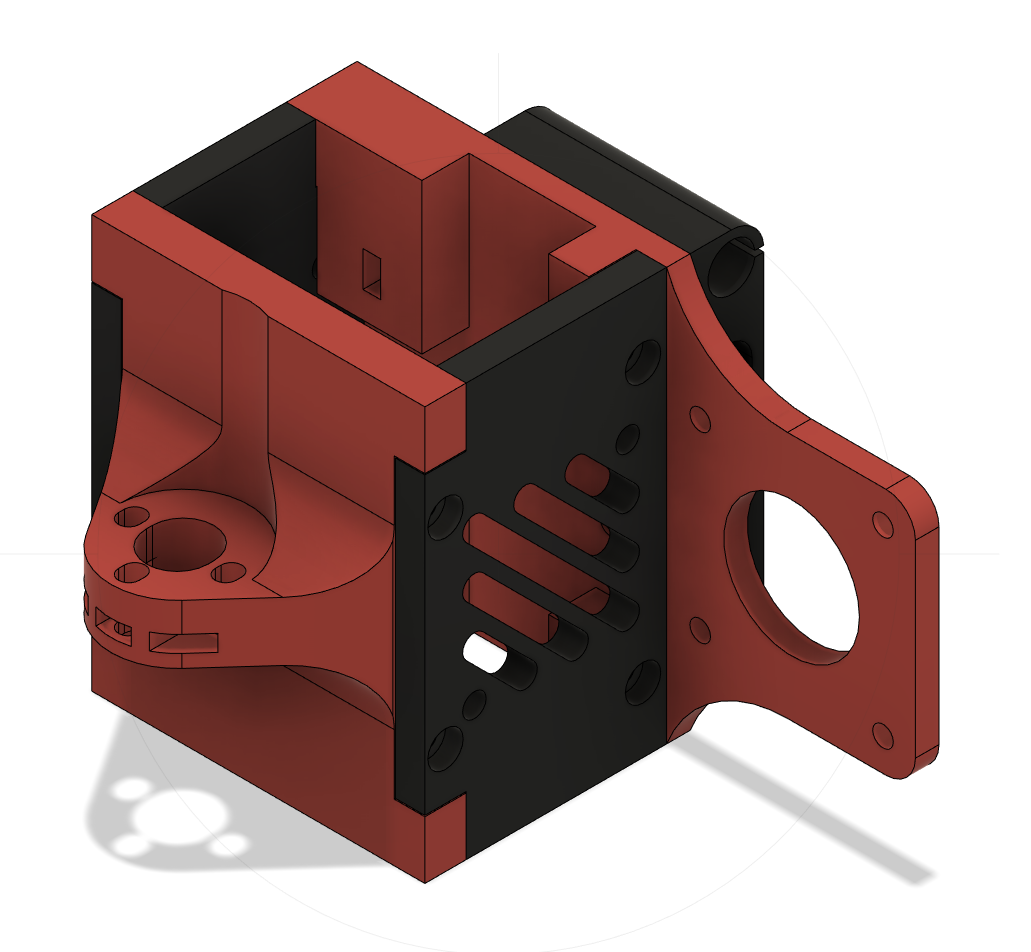
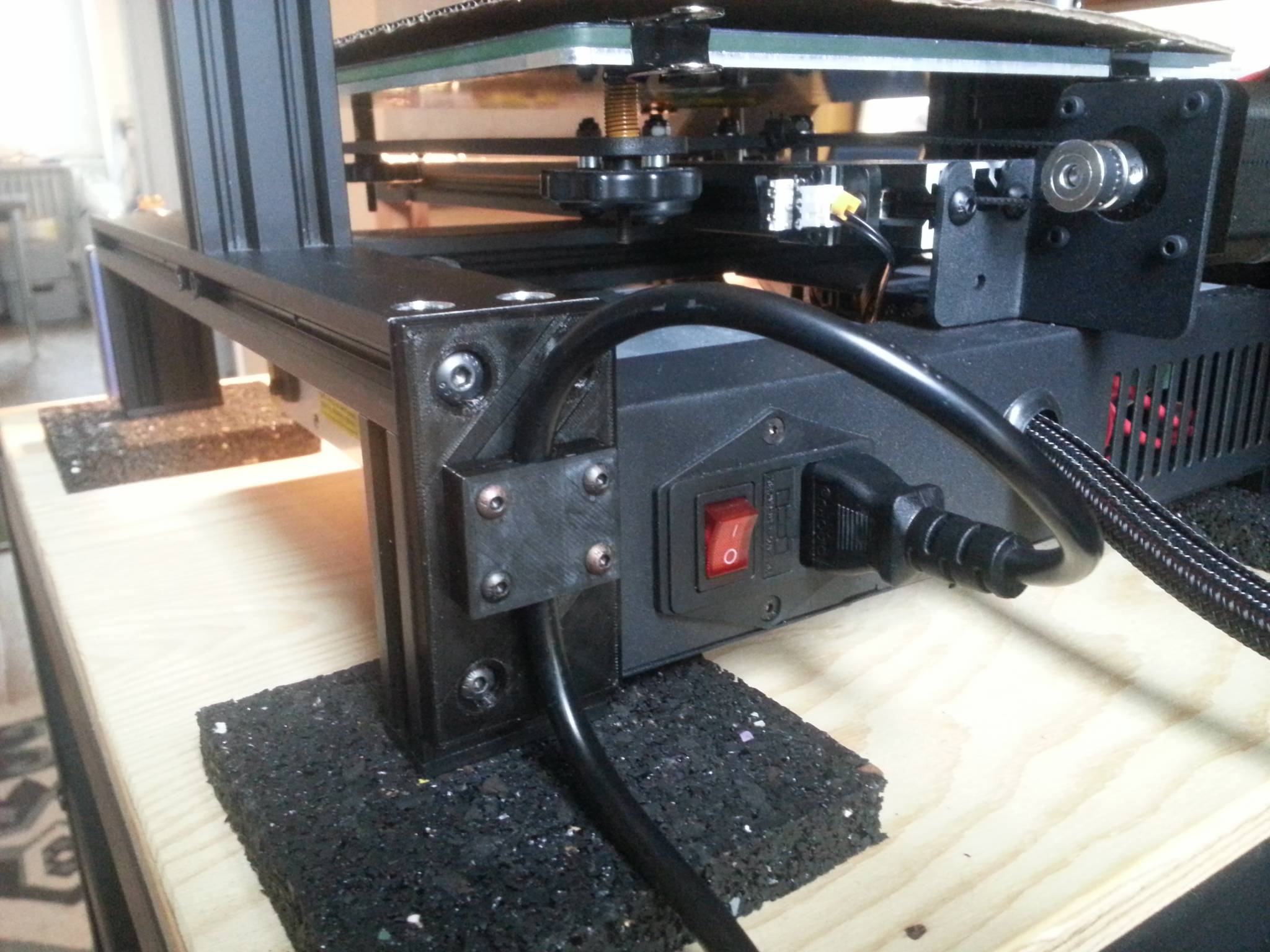
Salut tout le monde, Si, comme moi, vous pouvez faire le tour de votre imprimante, voici une pièce pour sécuriser la prise secteur sur la machine : La base utilise les vis déjà présentes sur le pied et le "capot" tient avec 4 vis M3 jusqu'à 12 mm. En pièce jointe un zip avec les STL et le fichier Fusion360 si vous avez besoin de modifier la chose. Bon confinement à tous ! SecuSecteur-LK4pro.zip
 1 point
1 point -
Après énormément de problèmes toute la semaine avec le système de téléchargement de mon site , j'ai enfin pu sortir et mettre à disposition ce projet !!! Et tout a l'air de fonctionner correctement (pour l'instant du moins). trieuse à Skittles
 1 point
1 point