Classement



Contenu populaire
Contenu avec la plus haute réputation dans 19/11/2019 Dans tous les contenus
-
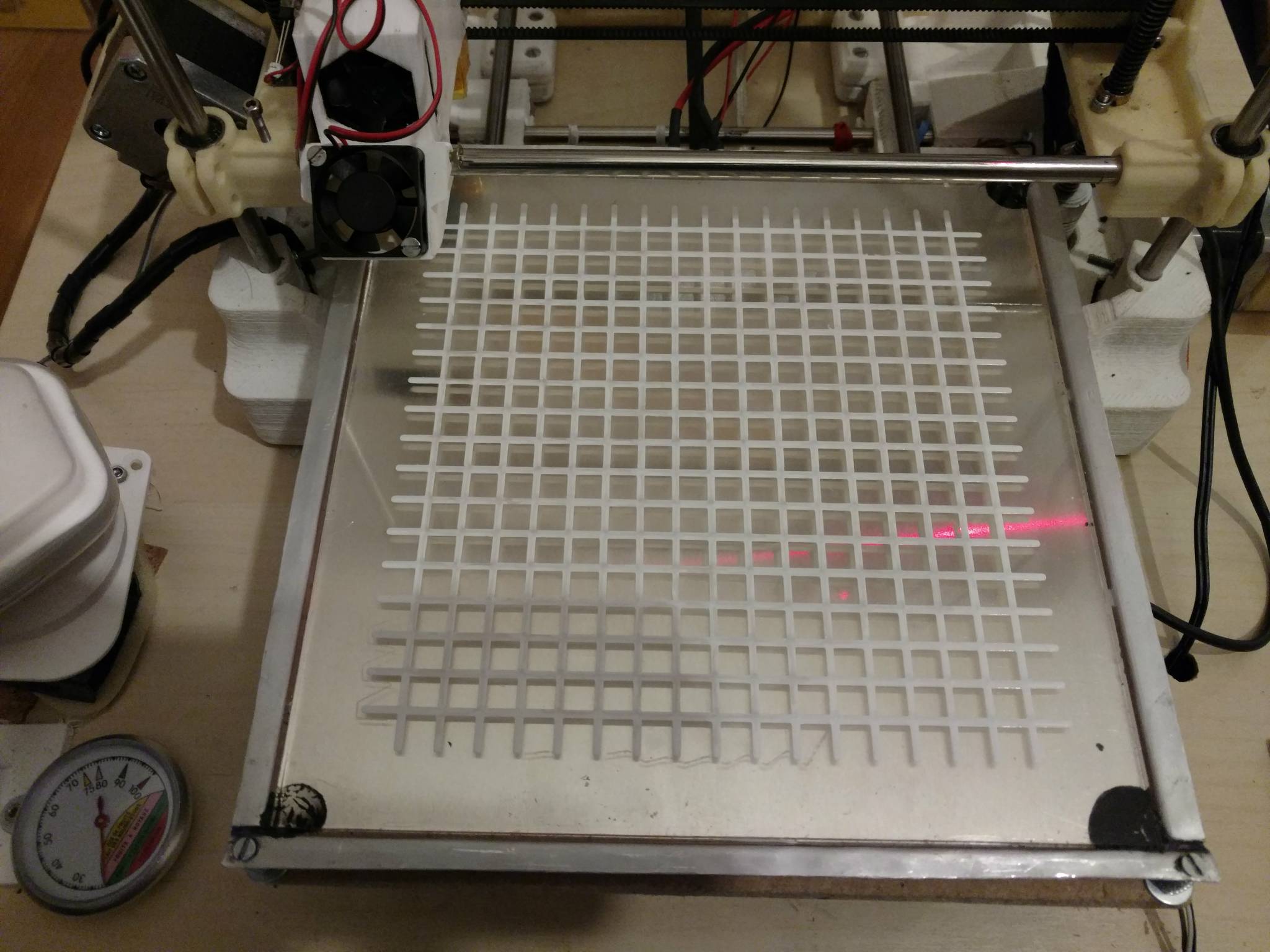
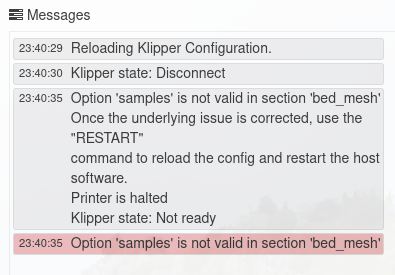
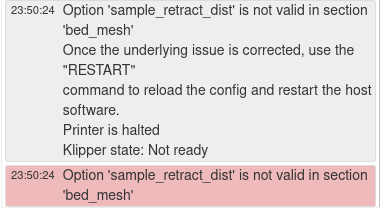
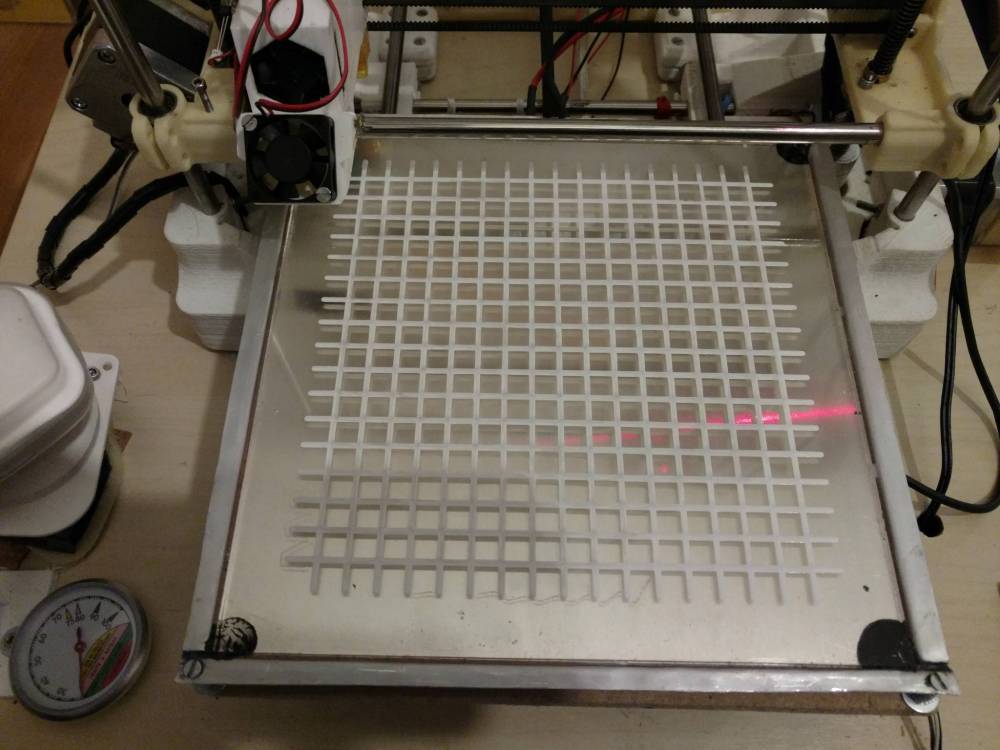
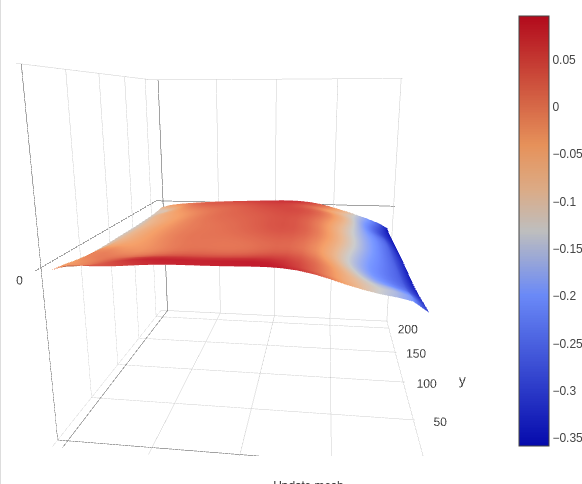
Hello, voici un petit retour. Le mesh bed leveling c'est montré comme je m'y attendais un peu plus difficile à mettre en œuvre que le reste, mais le résultat est là. En dépit d'un très important défaut sur tous le côté gauche de la vitre, 0.4 mm soit 2 fois l'épaisseur de la première couche, la correction est parfaite ! @Nibb31 La version de Klipper que j'ai installé semble avoir évoluée depuis la rédaction de ton tutos. dans la section [bed_mesh] les options 'samples' et 'sample_retract_dist' ne sont plus valides. . Voilà ma section [bed_mesh] [bed_mesh] speed: 150 probe_count: 15,15 min_point: 2,25 max_point: 201,227 horizontal_move_z: 7 mesh_pps: 0,0 A noté qu'il m'a fallut désactiver le rajout de points extrapolés entre les points physiquement mesurés par mon BL_Touch avec : "mesh_pps: 0,0" sans cela le plugin "bed visualizer" d'octoprint ne répond plus et Octoprint plante et s’arrête. Plus précisément jusqu'à 9*9 cela fonctionne encore avec les valeurs par défaut pour mesh_pps, qui sont 2 et 2 (2 point extrapolés en x entre deux mesures et idem en y). mesh 9*9 + 2 point extrapolés entre chaque mesure Au delà le plugin "bed visualizer" montre un mesh bizarrement erroné sur des bords qui font planter les impressions. mesh 10*10 + 2 points extrapolés KO ! mesh 13*13 de pire en pire Et pour de plus grandes valeurs encore le plugin fini par ne plus répondre et octoprint se crash (le crash est peut être à l'origine du blocage du plugin en fait, je ne sais pas...). Je n'ai testé que l'extrapolation bicubique et non l'autre option, l'extrapolation linéaire. Je ne sais pas où est le problème, les valeurs stockées dans le fichier de configuration de Klipper lorsqu'on sauvegarde les meshs ne sont pas erronées... Quoiqu'il en soit mon BL_touch est endurant et il a réalisé sans faillir les 15*15 mesures donnant au final un mesh 15*15 sans extrapolation bicubique pour le résultat sur la première photo qui me satisfait totalement. J'ai une question pour la communauté : quelqu'un comprend-t-il les options "fade_start", "fade_end" et "fade_target". documentées comme suit dans le fichier example-extras.cfg #fade_start: 1.0 # The gcode z position in which to start phasing out z-adjustment # when fade is enabled. Default is 1.0. #fade_end: 0.0 # The gcode z position in which phasing out completes. When set # to a value below fade_start, fade is disabled. It should be # noted that fade may add unwanted scaling along the z-axis of a # print. If a user wishes to enable fade, a value of 10.0 is # recommended. Default is 0.0, which disables fade. #fade_target: # The z position in which fade should converge. When this value is set # to a non-zero value it must be within the range of z-values in the mesh. # Users that wish to converge to the z homing position should set this to 0. # Default is the average z value of the mesh. Ce n'est pas super clair pour moi. Bonsoir à tous. Edit : fade_target me semble prometteur (avec un radeau ou pas d’ailleurs) mais passablement compatible avec les deux autres options.
 3 points
3 points -
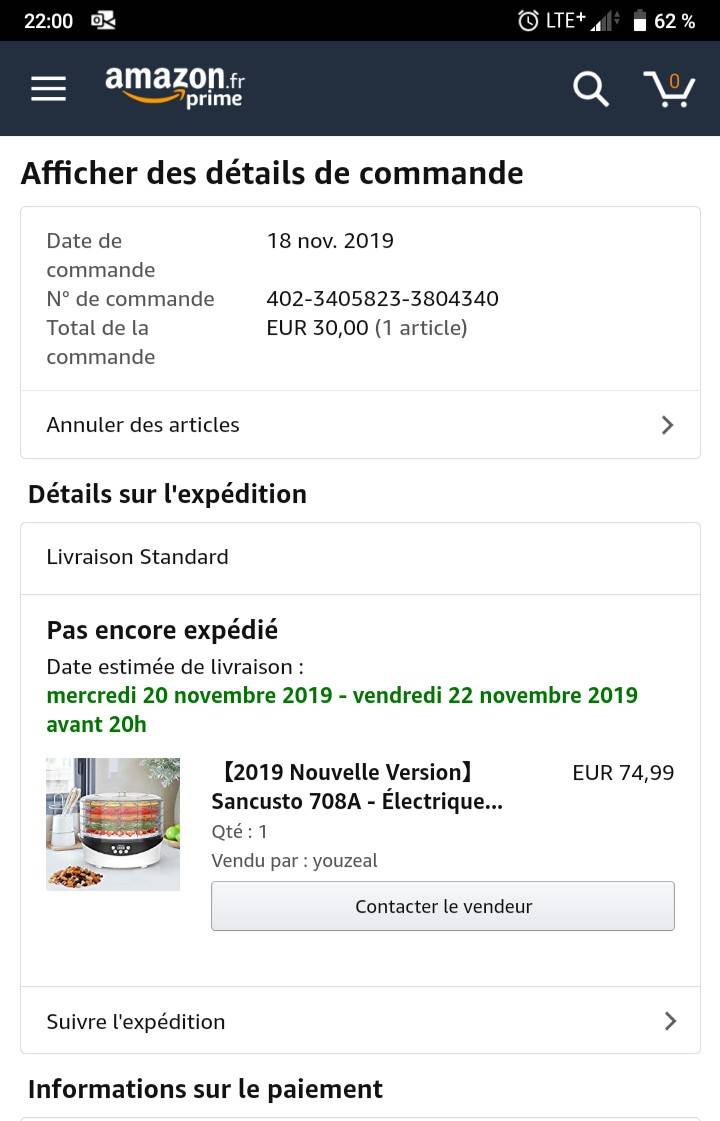
Hello. En cherchant un deshydrateur pour mes bobines je suis tombé sur cette offre: https://www.amazon.fr/gp/aw/d/B07B476CCN/ref=ya_aw_od_pi?ie=UTF8&psc=1 Sous le prix il y a une promo -60% (qui disparaît une fois l'article acheté) du coup je l'ai eu à 30€. On verra si c'est une bonne affaire mais je mets l'info ici au cas où.
 2 points
2 points -
fade_start: c'est la couche ou la position z en mm (ça je n'ai pas trop compris) où la compensation du mesh commence. fade_end: la fin de cette compensation. La valeur doit être suppérieure à fade_start sinon fade n'est pas activé. Il est question ici de partir d'une surface irrégulière pour finir progressivement sur une une surface bien plane. fade_target: est une valeur qui doit être prise entre le min et le max ce qui est mesuré par le mesh bed levelling. Au lieu de commencer le print à z=0, ça permet de décaler le départ à sa guise. Par défaut c'est la valeur médiane du mesh. Par exemple toi qui a l'immense majorité du plateau entre -0.05 et 0, tu pourrai mettre 0. Par défaut avec la valeur médiane, la partie bleue pourrai bien affecter la position de départ et te faire commencer plus bas alors que tu n'imprimes probablement que très rarement jusqu'à ce bord. Je me trompe peut être, mais c'est ce que j'ai compris de la config et de cette réponse du développeur de cette fonction: https://github.com/KevinOConnor/klipper/pull/944#issuecomment-4432860312 points
-
C'est confirmé par la personne qui a réceptionné mon colis
 2 points
2 points -
Pour en revenir aux youtubeurs cités plus haut, je ne pense pas qu'ils se disent experts, pas plus que nous. Ne vous attendez pas à un test de folie avec moi Si c'est pas clair je suis avant tout un amateur et passionné qui partage son expérience, rien de plus2 points
-
Mouais, je trouve que c'est normal pour un hérisson de donner des réponses piquantes. .. mdr2 points
-
Oui et le petit Jésus c'est un extracteur de Famas, son berceau c'est un bouchon de tir à blanc et le reste est fait avec des étuis de munitions de calibres variés, je travaille dans une armurerie fallait rester dans le thème.2 points
-
Bon, je vous préviens, j'ai plus l'habitude de suivre les tuto, mais avec l'expérience et le fait que le LK4 Pro soit très simple, j'ai pu installer mon 3d Touch (acheté chez trianglelabs) très facilement. Imprimer le modèle de support BLTouch https://www.thingiverse.com/thing:3526108 et l'installer Brancher le "3d Touch" à la carte mère Donc on branche le rouge sur le 5v, le marron sur le GND et le jaune sur le D7. (vérifiez que ça corresponde bien au niveau de la prise de votre machin "touch" ) Le noir sur Z- et le blanc sur Z+ (à la place de la prise du endstop Z en place, vous pouvez retirer définitivement le switch ). Ensuite il vous faut arduino IDE et un cable usb A, vous allumez l'imprimante, branchez le câble, dans le dossier que je vous ai joint vous lancez le "Marlin.ino" qui va lancer Arduino IDE. Vous choisissez dans le menu Outils le Arduino Mega 2560 en carte et en processeur, et en programmateur le AVRisp MKII. Vous téléversez et c'est presque fini Il va vous falloir régler le "Z offset" le distance que vous voulez entre la buse et le plateau, pour cela on va devoir ouvrir un terminal avec l'imprimante, soit via pronterface ou octoprint. Bref connectez vous, on lance un M502 pour remettre à 0 les settings (après le flash), M500 pour enregistrer. Etape dangereuse, vous pouvez lancer un G28 qui va faire un auto home en utilisant le 3d touch, gardez le doigts sur l'interrupteur de l'imprimante au cas ou ... C'est bon ? Pas de trou dans le buildtack ? Ok lancez un G0 Z0 pour centrer la buse, vous allez voir c'est encore un poil trop haut, c'est le moment de chercher le bon réglage du Z … du coup on y va tout doucement, G0 Z-1 … G0 Z-2, on se rapproche ? G0 Z-2.1 etc … jusqu'à ce que le papier frotte la buse comme vous aimez (une cale de 0.15mm c'est parfait) Ensuite un petit M851 Z-X.X, ensuite vous enregistrez par un M500 et c'est fini, vous pouvez faire un G29 pour le plaisir N'oubliez pas de rajouter un G29 dans votre gcode de début, mettez le après le G28. N'hésitez pas à revenir sur le Z offset si besoin (l'extrudeur claque à la première couche, diminuez le z offset, les objets se décolle, augmentez le ). J'ai pris le dernier firmware officiel de longer3d (identique chez alfawise), j'ai juste bidouillé la partie BLTouch, en principe c'est sur 25 points (sur la mienne c'est 16, c'est pas encore parfait). Marlin1.1.9_LGT0.3.1_LK4_Pro_BLTouch.zip1 point
-
Si j'en crois le manuel et les quelques photos du dos de la carte, le 5eme pin est utilisé sur le driver et ça correspond au pin RST/SDO des diagrammes de la carte.1 point
-
Quand on utilise des roulements à billes linéaires genre LM8UU's sur des tiges cylindriques en stub, on est bien métal sur métal aussi, et ça grippe pas pour autant ! Faut graisser un peu, aussi... Moi les roulements SGR >>> de la Ortur me plaisent beaucoup. Sûrement mieux que mes roues V-Slot1 point
-

From the album: Cookie Factory
1 point -
Comment faire du sensationnel en semant doute et confusion ...... Un article du Monde n'est pas une étude scientifique. Une notice d'utilisation d'imprimante 3D non plus. Ce n'est pas dirigé contre toi @Martial72, c'est juste mon quart d'heure de ras-le-bol de voir circuler encore et encore des âneries, des fake news ... Le "journaliste" entretien l'idée que l'ABS est 10x plus dangereux que le PLA parce qu'il n'a pas compris les chiffres en jeu (il n'a pas compris/lu jusqu'au bout l'étude en question ?). L'étude porte uniquement sur la quantité de particules émises par des modèles donnés d'imprimantes. Elle ne dit rien du devenir de ces particules, ni dans l'atmosphère, ni dans le corps humain. Les auteurs précisent : " However, both can be characterized as “high emitters” of UFPs. " c.a.d qu'ABS et PLA sont des émetteurs importants de particules fines. Le facteur 10 ne change rien à l'affaire ni aux conclusions qu'il faut en tirer. Il n'est jamais question de TOXICITÉ, de mort subite, d'extermination immédiate, de pulvérisation, de mort atroce par suffocation. Et si on lit jusqu'au bout, on comprend que la seule chose à retenir c'est d'avoir un comportement de bon sens : être dans une pièce suffisamment ventilée (comme pour le moindre pot de peinture, planche en MDF, meuble en kit ...).1 point
-
Jim tient fièrement sur son socle! J'ai mis un petit Ryu devant pour la comparaison (pas poncé le bras qui tiens l'arme lors de la photo). On se rapproche de la pierre protéger par son garde. Pas très jolie,jolie toutes ces stries. Après un ponçage en règle, la partie de gauche est déjà résiné l'autre non. Une fois résine et sécher Une fois sec, léger égrainage en 400 pour une meilleurs adhérence de la peinture. Puis deux couches d'apprêt plus tard. En théorie, je peux attaqué la peinture final du cailloux demain. Mais la pierre est une vrai calamité à peindre à cause de sa texture. Petit creux,etc... je ne vous refait pas le topo. Bref, j'en chie, je croise au maximum, j'étire un maximum,etc... On va donc tenter une première couche de noir demain à l'éponge si le résultat de l’apprêt après égrainage me plaît. On voie déjà que la délimitation entre les pierres est devenu invisible suite à l'apprêt, mais certaine strie semble faire de la résistance. La peinture final suffira-t-elle or no. That the question! J'aviserais une fois la peinture sèche demain.1 point
-
Je ne suis pas assez âgé pour te donner les premières utilisations, mais il y a quarante ans ce type de guidage existait déjà.1 point
-
Il y a un projet appelé PandaPi qui vise à faire tourner Marlin directement sur le Raspberry. https://github.com/markniu/PandaPi Le problème avec ça, c'est qu'un Raspberry sous Linux avec un CPU multi-cœur et plein de process qui tournent en même temps n'est pas fait pour du contrôle en temps réel, ce qu'un microcontrôleur à base d'Arduino fait très bien. Avec Klipper, tous les gros calculs en virgule flottante (convertir le gcode en mouvements et accélerations) sont faits sur le CPU du Raspberry, et le contrôle en temps réel est géré par le microcontrôleur. Chacun sa spécialité. Comme je disais aussi, l'intérêt de Klipper par rapport à Marlin, si tu veux faire évoluer ton imprimante, c'est le paramètrage directement dans Octoprint. Pas besoin de modifier les configuration.h, recompiler Marlin sur le PC et de reflasher la carte à chaque modif.1 point
-
Le mot expert était un peu fort, disons amateur éclairé Par rapport à moi cependant, vous êtes tous des experts PS: partager ton profil Cura apres ton test m'éclairerai un peu plus1 point
-
Bonjour, C'est clair que le meilleur logiciel c'est celui que l'on sait utiliser. Avec Inventor j'ai réussi à dessiner un cube, je suis content, je progresse !1 point
-
Re Clair que le dégradé est juste magnifique! Ça fait rire justement quand on compare le résultat avec les filament censé changé de couleurs tous les 15m. Puis bon une double extrusion à 400€... c'est vachement compétitif comme prix, faut pas se mentir.1 point
-
@juanpa C'est clair que Tommy Desrochers c'est pas le Guero Loco. On est d'accord. Cela dit, vu la pénurie de tests sur l'Ortur 4, je suis plutôt content qu'il y en ait un qui vous propose ce genre de vidéos. Mais peut-être que ça va changer si Motard Geek a enfin reçu la bête chez lui...1 point
-
Un firmware qui remplace Marlin et qui a la particularité de déporter les calculs sur le Raspberry. La carte de l'imprimante ne sert plus que pour piloter les drivers et les entrées-sorties. Ça permet des impressions plus rapides et de meilleure qualité, et en plus la configuration se fait dans OctoPrint sans être obligé de reflasher le firmware à chaque modif comme avec Marlin. J'ai fait un tuto sur le forum: https://www.lesimprimantes3d.fr/forum/topic/20330-tuto-installer-et-configurer-klipper1 point
-
Chacun voit midi à sa porte, pour la gravure de texte tout se fait en 30s, j'ai pas vu la limite encore, tu peux faire tout type d'usinage et même de la gravure 3D. C'est pas un soft de modélisation. Perso j'utilise freecad et topsolid sans problème et j'ai du mal avec Fusion, je sais vraiment pas dire pourquoi. Mais si on prend le temps avec fusion, c'est sur que c'est un super soft, surtout pour le prix!1 point
-
Bonsoir @Cwazy-Cookie, La A 20m reste une bonne imprimante, a mon avis pour une deuxième mais pas pour une première. Ce qui m'a fait craqué pour elle c'est surtout de pouvoir mixer les couleurs ce qui permet d'obtenir plus de couleurs avec un minimum de bobines, le dual-color c'est bien mais consomme beaucoup plus de filaments. Voilà un exemple de ce qu'on peut faire avec différents réglages est bien plus encore!. Dégradé obtenu avec le logiciel mix-color de geeetech, sinon tu peut le faire directement via l'écran de l'imprimante.
 1 point
1 point -
Comme prévu, sa ponce sec! J'ai commencé par les dégueulure de retoucheur sur la statu, qui se trouve prête pour le ponçage final qui aura lieu demain. Plus de force dans les bras. J'ai tout de même fini la base de la statu. Les quatre parties de la pierre ne font plus qu'une, avec un ponçage en règle avec papier de grain 60;80;120;180;240;400;600 et c'est tout. Me reste plus de papier plus haut. Le résultat au toucher est doux et bien lise. La textures de la pierre fut un enfer à poncer... Les petits creux de brigand, les arrêtes,les dénivelés,etc... Patience fut mère de vertu. Je vais faire quelques photo de la pierre et enfin appliqué une première couche de vernis. Rester dans les parages, on va mettre la troisième et monté dans les tours!1 point
-
@Gnaa Bonjour, Pour t'aider à comprendre le pourquoi du comment, tu peux éventuellement lire ce post : ou celui-là (clic sur Révéler le texte masqué ) :1 point
-
Bonjour, heu si c'est juste pour changer la tete, mettre un bltouch pas besoin de changer de carte mère avec une U20 suffit de mettre le marlin et sa roule.1 point
-
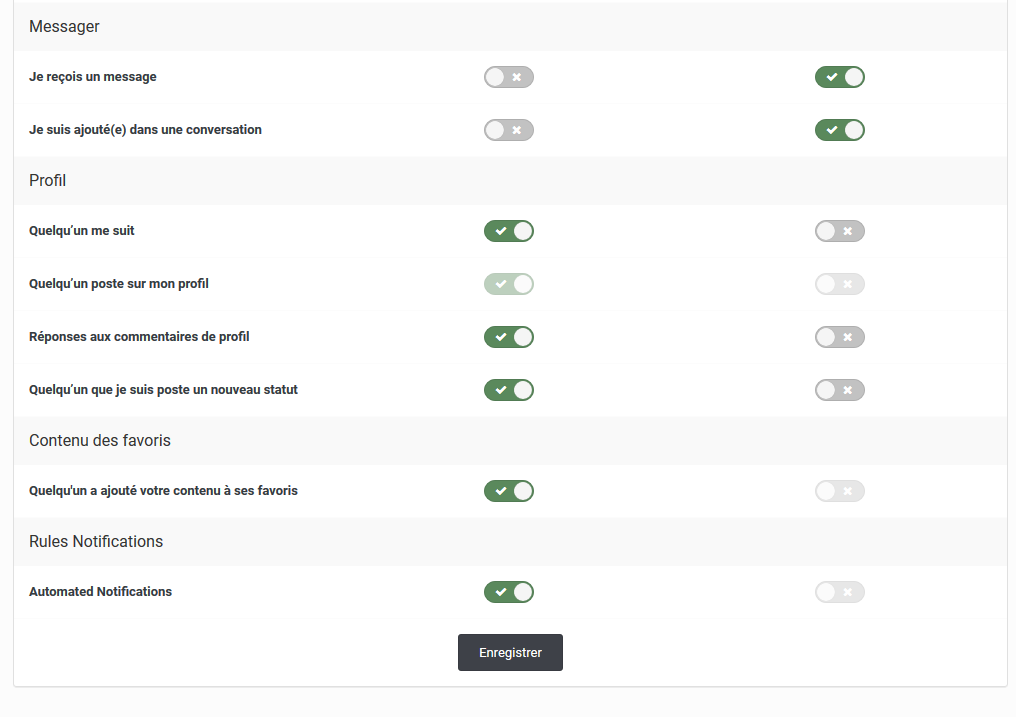
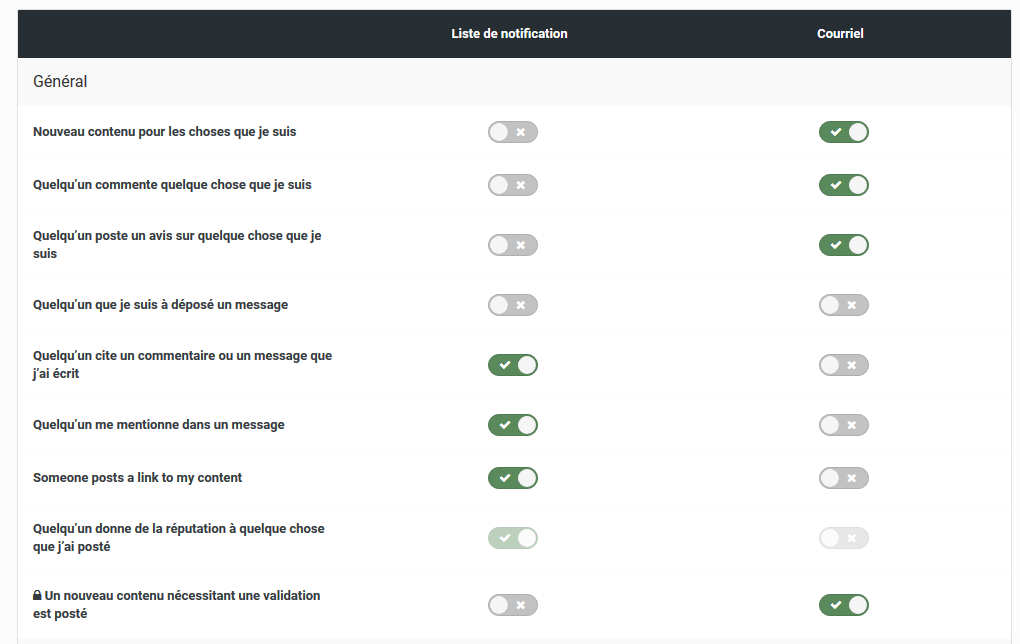
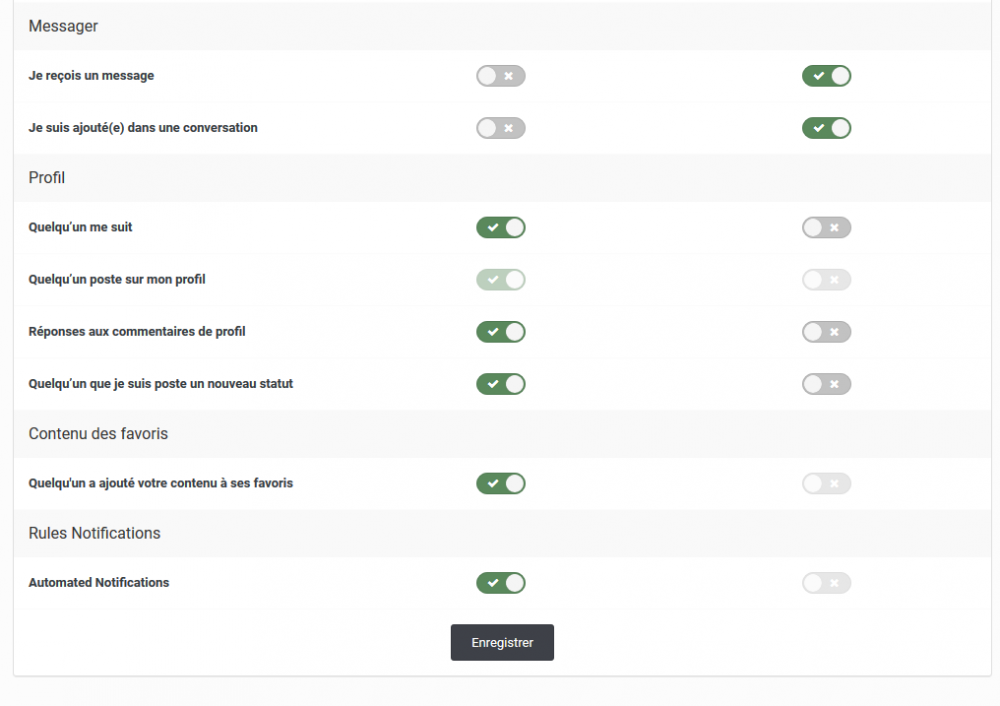
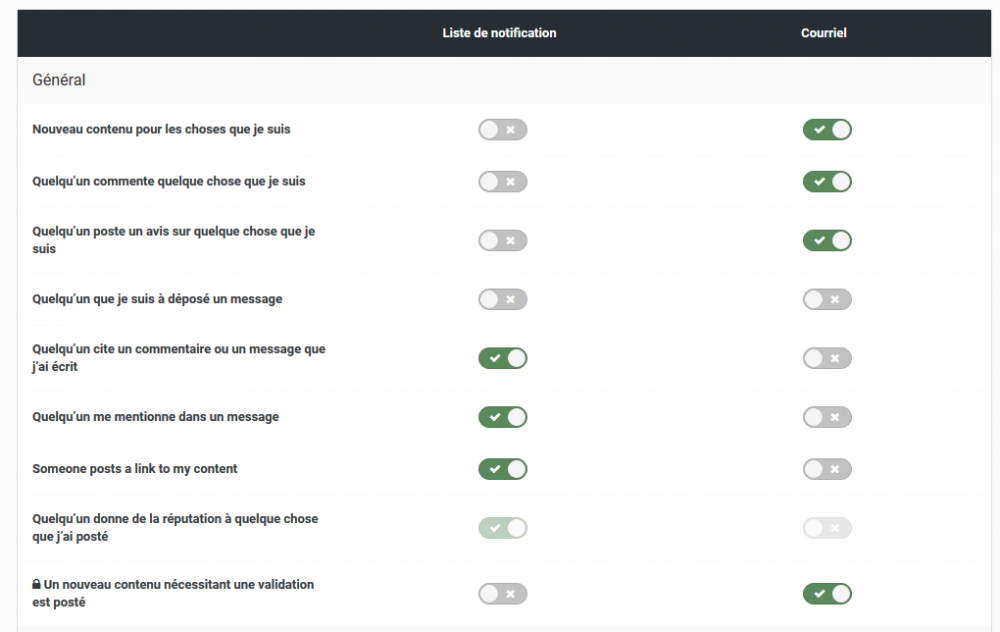
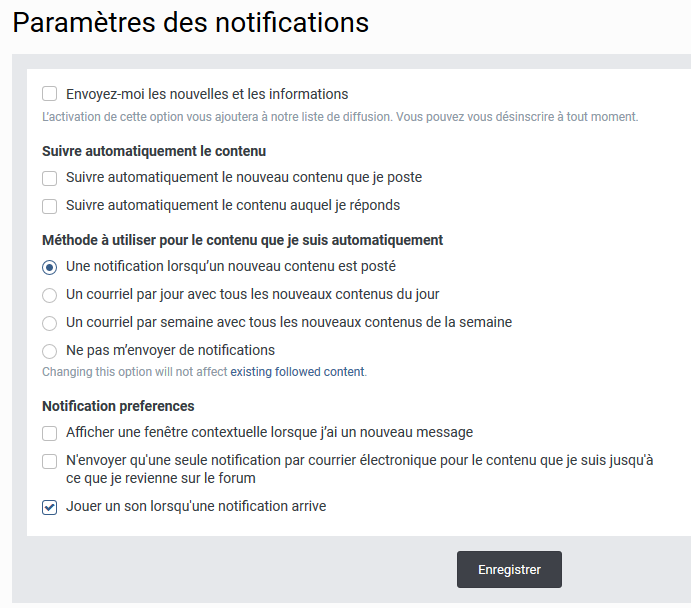
Peut-être. De la même manière que l'on peut gérer son profil, les notifications sont paramétrables via la roue crantée de la cloche : Paramètres généraux: Gestion notifications / emails: Il me semble, mais je n'en suis pas certain, que quand on crée un nouveau post, on peut paramétrer les notifications (pour le vérifier il faudrait que je crée un nouveau post mais je n'ai rien de nouveau à poster en ce moment ).
 1 point
1 point -
Pire! Singapour... Heureusement c'est l'hiver il ne faisait que 27 aujourd'hui [emoji3063] Envoyé de mon OnePlus 71 point
-
Bon ben j'ai découvert une nouvelle chose aujourd'hui, merci le forum !1 point
-
J'ai déjà essayé une variante de ce genre de système, pour gérer le retour des filaments éjectés du MMU2. C'était ce genre : https://www.thingiverse.com/thing:3691892 Arrivé en fin de course, la crémaillère "tombe" sur la dent suivante du pignon, ça marche pas trop mal, mais le clic clic était insupportable.1 point
-
Justement c'était comme ça que j'avais installé ma bobine (2.3kg) sur son axe à la base, mais le fil était toujours tendu. Le moteur d'extrusion entraîne bien le fil c'est pas un problème, mais c'est tout le chariot X qui se "soulève" par la traction générée. Du coup (et je suis un anti-roulement vétéran) j'ai ajouté les deux roulements sur lesquels repose le moyeu de la bobine, MAIS, il ne faut surtout pas que le moyeu devienne concentrique avec l'axe. Sinon là oui ça peut dérouler tout seul comme tu le précise, ne serait-ce que parce que la bobine n'est pas équilibrée, mais surtout au moindre à-coup (ex: la tête qui part à toute vitesse du centre vers une extrémité). Là avec des roulements, en restant décentré, c'est un bon compromis, ça se déroule bien, mais sans se vider tout seul. Après j'ai aussi la particularité d'utiliser un bowden derrière le placard pour guider le fil au plus près de l'imprimante. @Titi78 a conçu un système simplissime pour ça.1 point
-
@Gnaa Pour citer / notifier un utilisateur dans ta réponse: tapes l'arobase (@) puis commence à saisir son pseudo, au fur et à mesure de ta frappe tu pourras cliquer sur son pseudo (par exemple: @fran6p , si tout c'est bien passé, le pseudo apparait sur fond bleu foncé). Il reçoit alors une notification et peut y répondre (ou pas ). Tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Et cerise sur le gâteau, cela améliore sa réputation
 1 point
1 point -
ça dépend aussi des filaments certains (je parle de PLA) sont sensibles à l'humidité que d'autres1 point
-
Voilà la réponse que j'avais faite lors de compilation de Marlin pour d'autres utilisateurs (carte à base de ATMega 1284): @Gnaa J'ai essayé de comparer tes fichiers. Il y a des erreurs: deux écrans sont déclarés dans certains (ça ne peut pas fonctionner ). Pour l'ABL dans au moins deux fichiers configurations.h, tu déclares #define PROBE_MANUALLY, l' AUTO_BED_LEVELLING_BILINEAR n'est pas déclaré... Bref soit tu n'as pas suivi les instructions de Printsolid ou du site cr10.fr soit ils comportent des coquilles qui t'ont "enduit d'erreurs" . Je te joints deux comparaisons entre le Marlin officiel (1.1.9bugfixes) et le même que j'avais compilé pour @Pierrot31 qui fonctionne (les différences entre les fichiers sont surlignées en jaune). Sa carte mère est une Melzi à base de d'ATMega1284 et utilise un dérivateur connecté sur la nappe écran pour récupérer le SERVO0_PIN (27) qui est différent d'une carte 2560. Le détecteur de fin de filament n'est pas activé car Pierrot31 n'en a pas sur sa CR10-mini (dimensions d'impression: 300x220x300)... différences_marlin_CR10_CR10-mini_configuration.h..htm différences_marlin_CR10_CR10-mini_configuration_adv.h.htm A toi d'interpréter pour repartir sur une bonne base (le Marlin officiel évidemment ).1 point
-
C'est ce qu'il m'a dit : huile de pépins de raisins (ne pue pas, ne rancit pas, donne un belle couleur)1 point
-
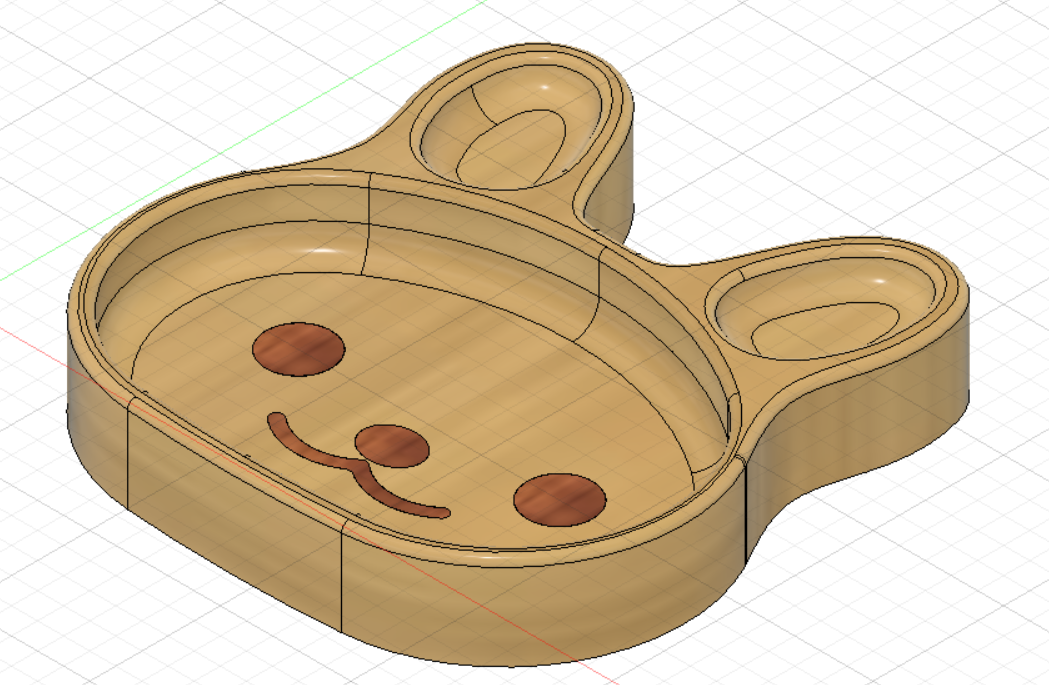
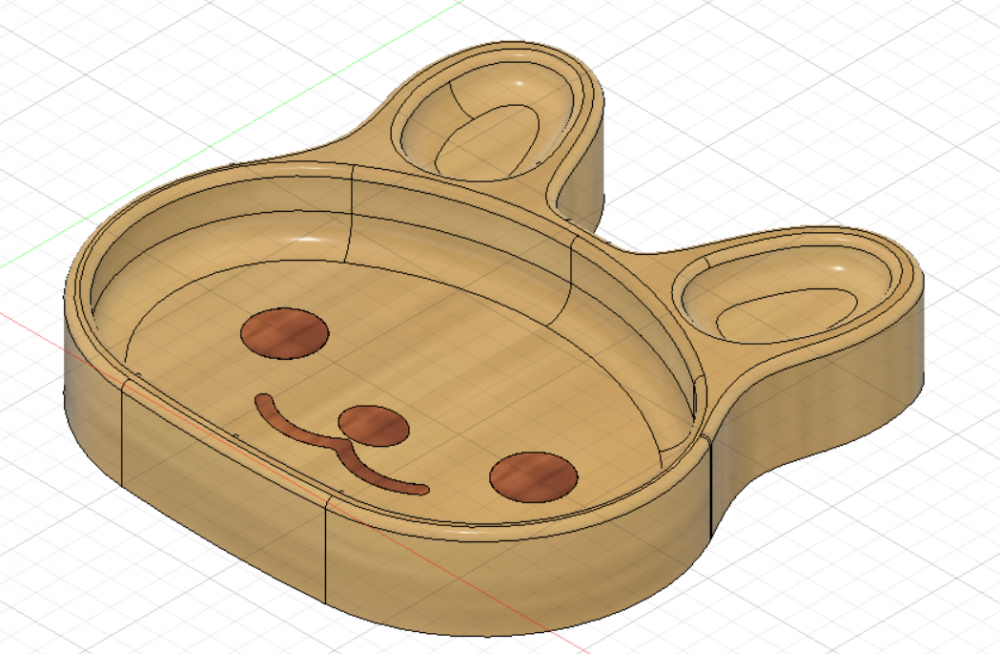
Assiette en bois pour cadeau de naissance : Hêtre, 220x220x35, inserts en ipé, finition 1h30 à la boule de 12.7 Modélisation Fusion 360

 1 point
1 point -
Sur ma CR10, j'imprime régulièrement à 70 mm/s (et de temps en temps à 80 mm/s) sans perte de qualité . Donc pour moi l'augmentation ne serait que de 43 % (70 mm/s) ou seulement 25 % (80 mm/s).1 point
-
Hoppla, J'ai réglé l'affichage du lcd et du coup, j'ai comparé tes fichiers et ceux de la version officielle de la 1.1.9 en y rajoutant les deux fichiers hex du BlTouch. (certains paramètres sont légèrement différents entre les deux machines. Donc, j'ai modifié pour la Ender-3) Je les mets en pièce jointe pour que cela puisse servir à d'autres. Encore merci PS : Pour changer le nom "Le Moko" il suffit de remplacer à la ligne 132 du fichier Configuration.h Tous les fichiers sources sont là : https://github.com/LetsPrint3D/ender-3-marlin-abl-firmware-1.1.9 Il suffit de remplacer les deux fichiers configuration.h et configuration_adv.h dans le répertoire et de rajouter les deux fichiers du BlTouch Configuration.h Configuration_adv.h Marlin119-cr10mini-bltouch-x-45-y-5.sanguino.hex Marlin119-cr10mini-bltouch-x-45-y-5.with_bootloader.sanguino.hex1 point
-
Le premier vrai test par Dominique, notre ami québecois. Il se confirme qu'il faudra compter avec Ortur à l'avenir.1 point
-
Bon, j'ai lu ton blog et vu ta vidéo de montage. C'est vrai qu'elle est tentant cette X1. Mais moi je trouve que la Ortur (sur la papier bien sur puisque je n'en ai pas) a quelques avantages. D'abord, juste pour t'embêter, l'auto-levelling d'origine (même sur l'Ortur 4 G1 et pas seulement sur la G2) Le marlin v2 et pas 1.9, même si ça ne doit pas être sorcier de le flasher Le plateau en 24v et pas en 220. Personnellement,je n'aime pas du tout voir du 220 se balader sur des pièces accessibles. Donc, pour moi le 220 c'est un moins Les nappes. J'ai peut-être mal vu mais ces nappes me semblent hyper fragiles. En tout cas ça me semble bien mieux sur la Ortur où tout est protégé et les connecteurs semblent costauds Le plateau magnétique d'origine sur l'Ortur. Ca c'est le top. Depuis que j'utilise un plateau comme ça sur ma Geeetech (et c'est même pas un ziflex, c'est un Sooway à 16€) , c'est le jour et la nuit. Finies laques, colle and co. Et surtout pas besoin d'attendre que ça refroidisse ! Sans compter que pour le coup un plateau magnétique ça se change très simplement en cas de pépin. Bon, c'est pas parfaitement lisse en dessous mais personnellement, ça ne m'a jamais posé de problème. Et bien sur comme je disais le plateau trop grand pour moi mais ça c'est une question d'usage personnel (et de place à la maison donc de waf) Je n'ai pas vu si l'extrudeur est en métal. Bref, je trouve que la Ortur tient la route face à cette x1. Reste à savoir ce que ça donne à l'impression. Ce que j'en ai vu sur le blog me donne l'impression que la barre est haute avec la X1. C'est vrai que les impressions sont super. A suivre donc...1 point
-
Sur le blog, comme je l'avais dit https://www.lesimprimantes3d.fr/test-artillery-sidewinder-x1-20190829/ Clairement le plateau et l'encombrement sont trop grand pour moi mais une fois moddée et réglée la machine est vraiment efficace. Je ne sais même pas si je la remplacerai par ça future petite sœur si jamais je suis amenée à la tester1 point
-
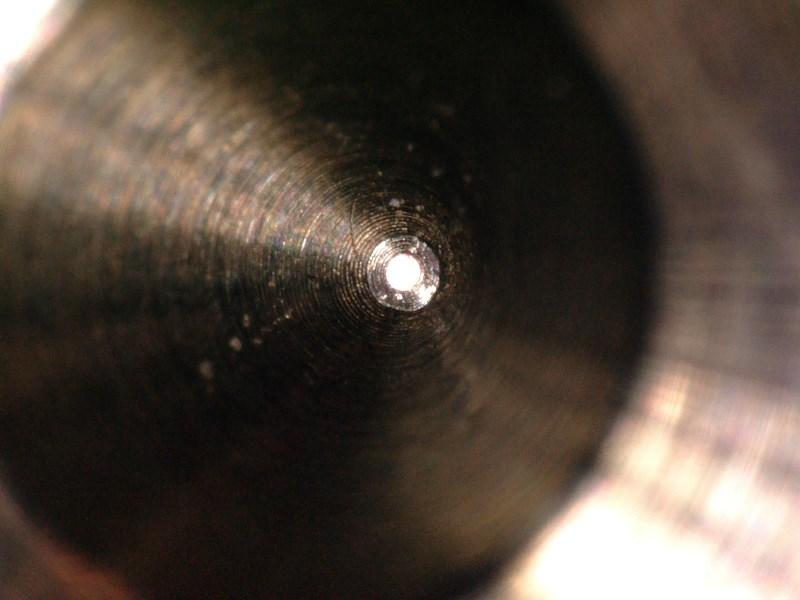
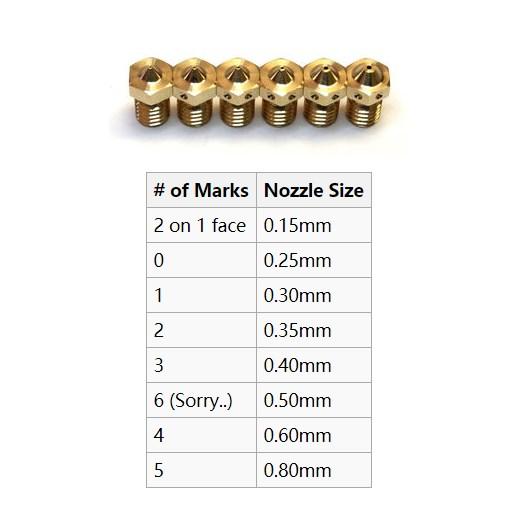
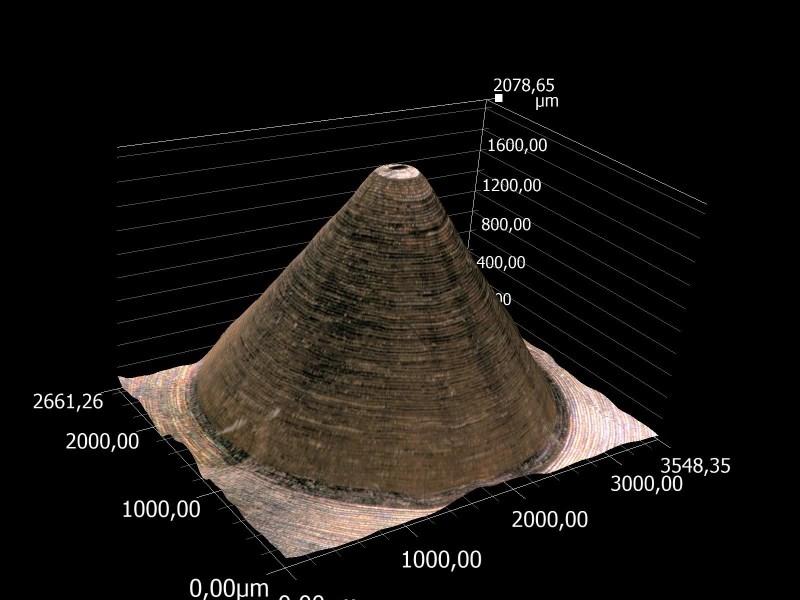
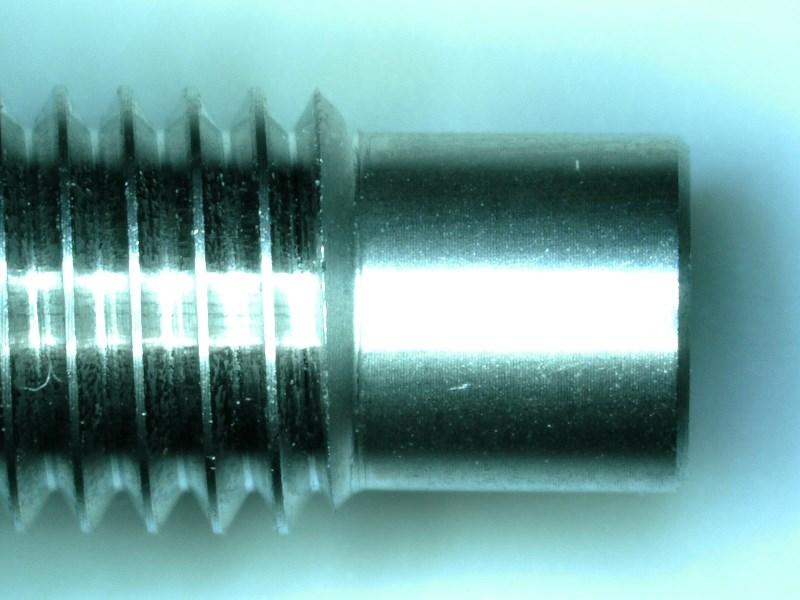
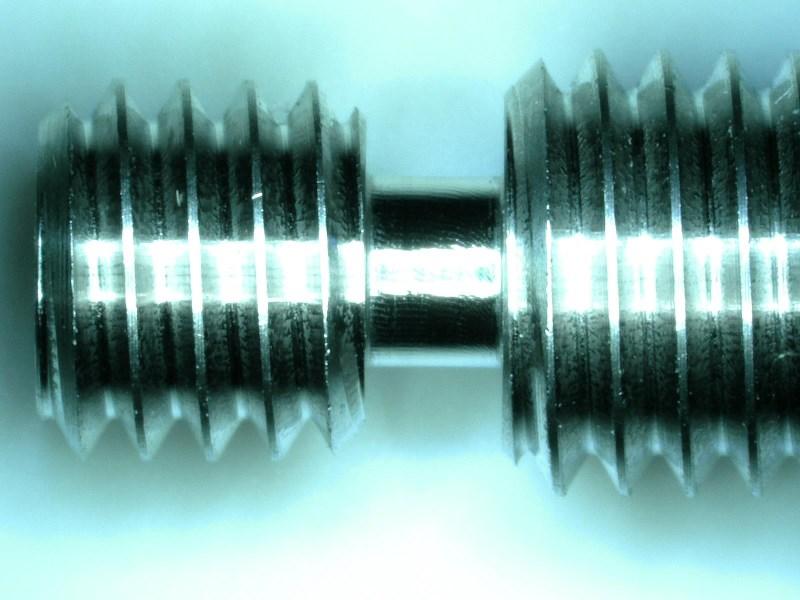
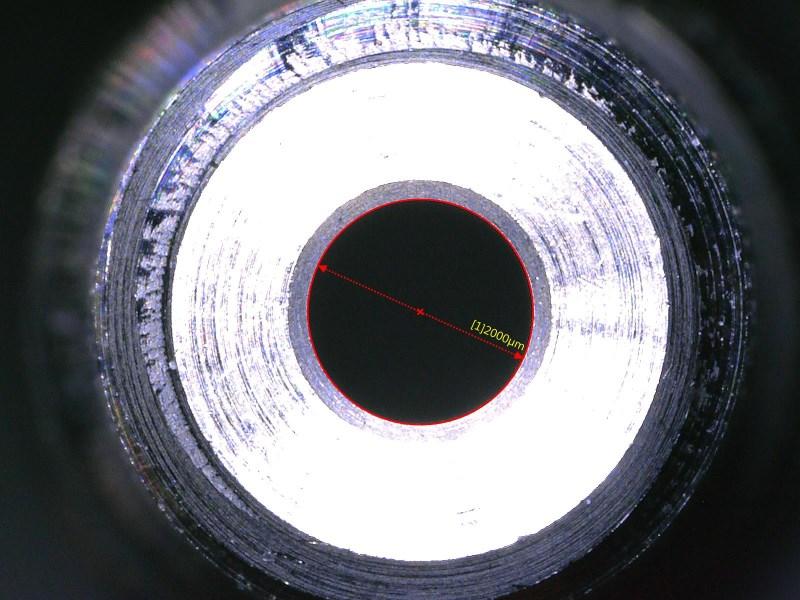
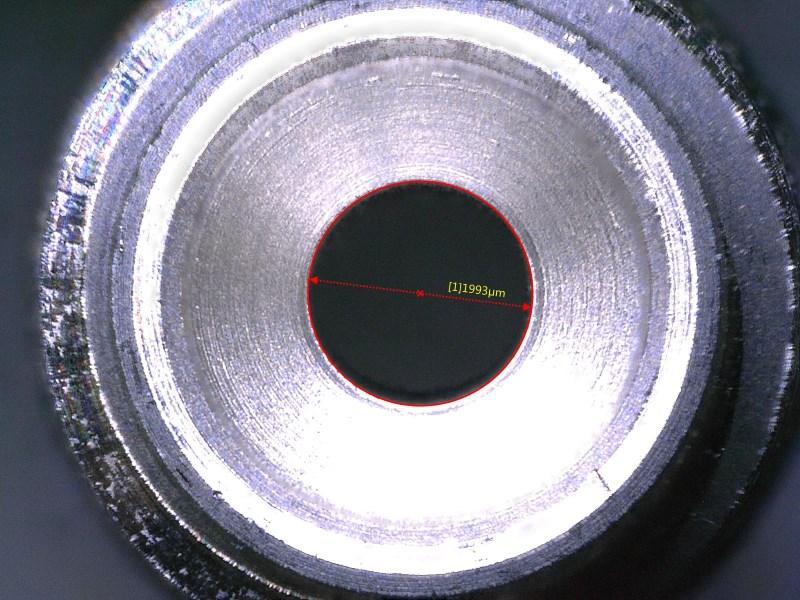
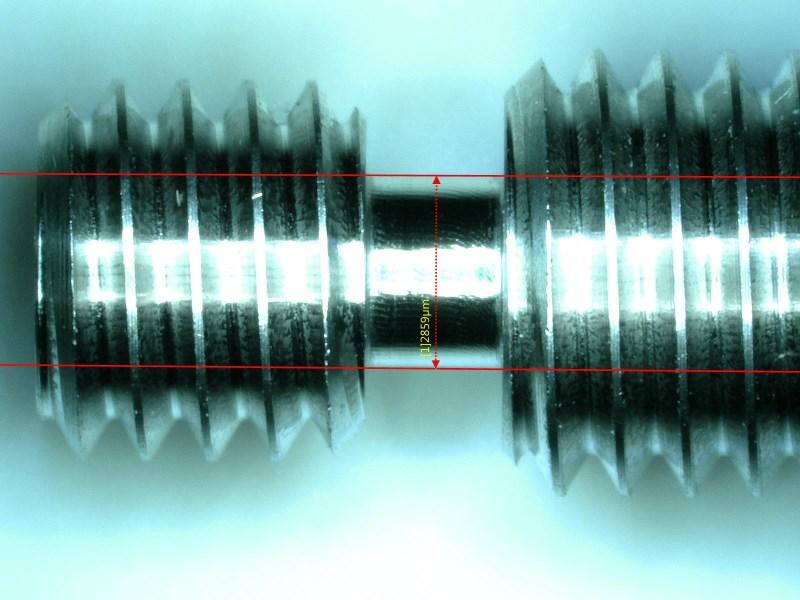
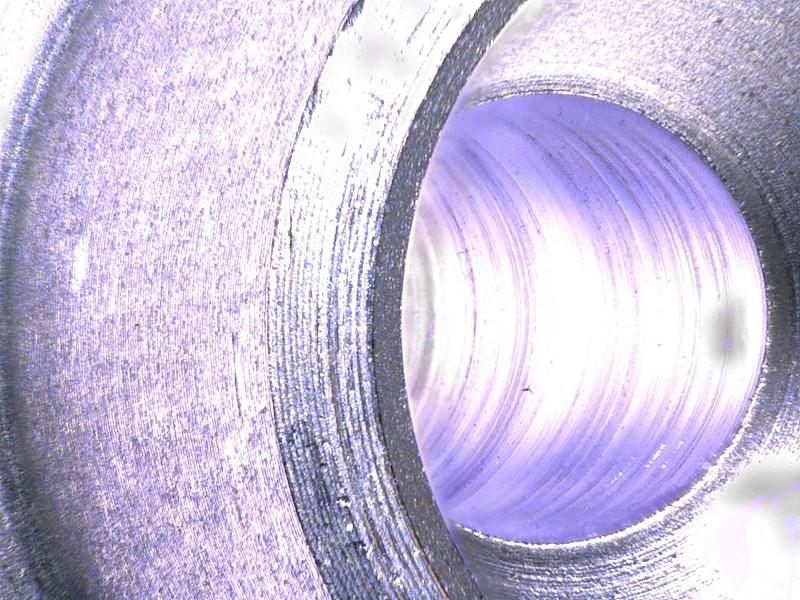
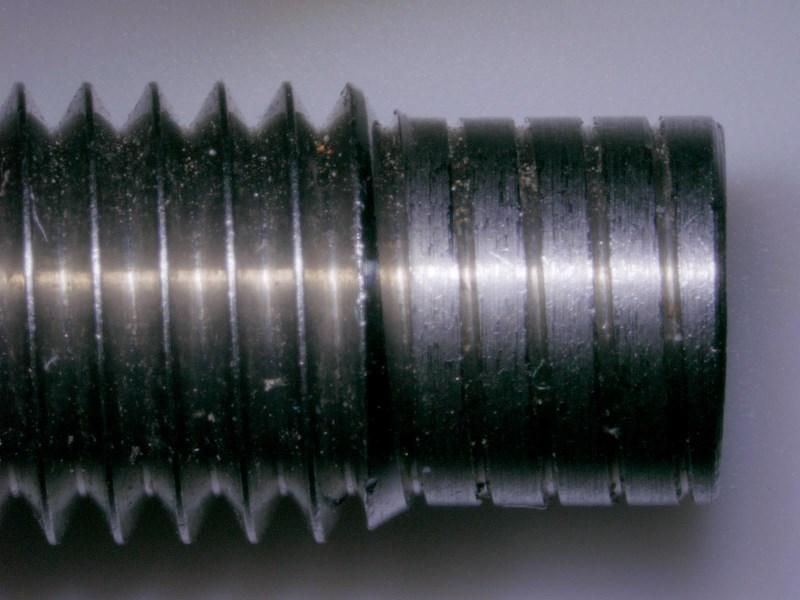
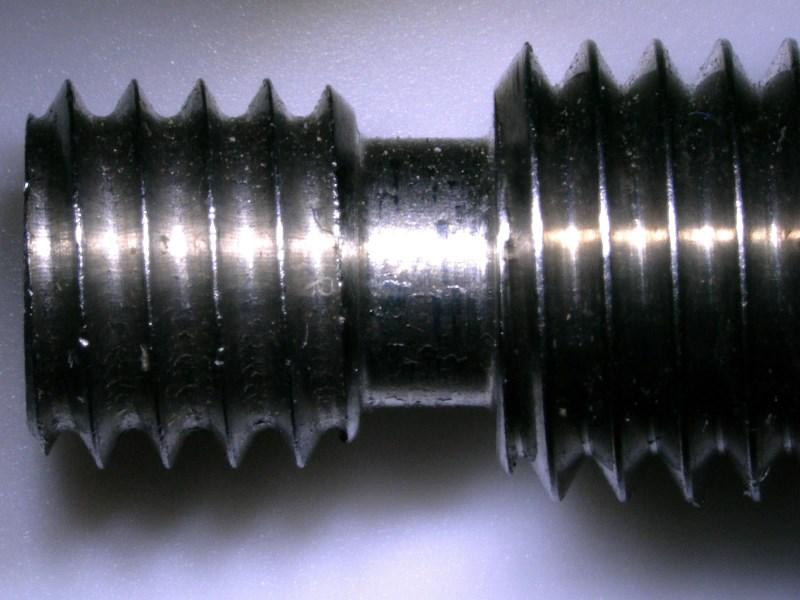
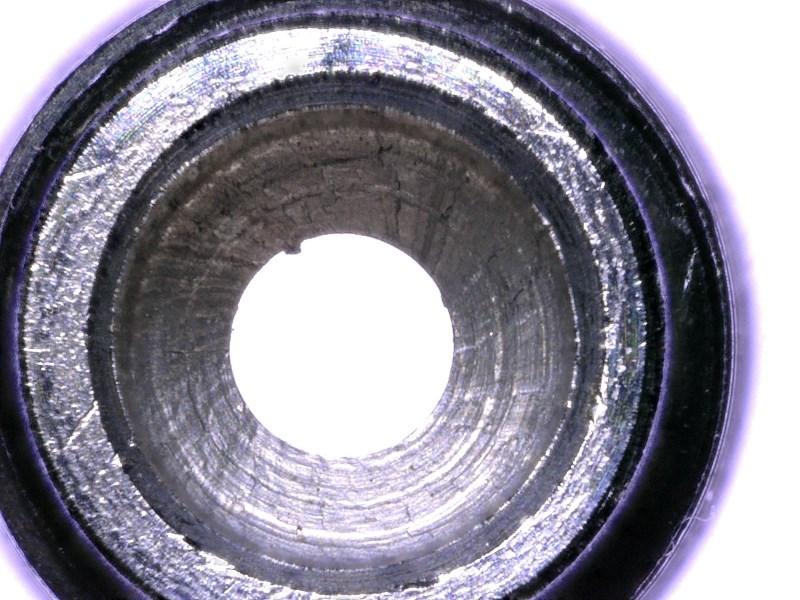
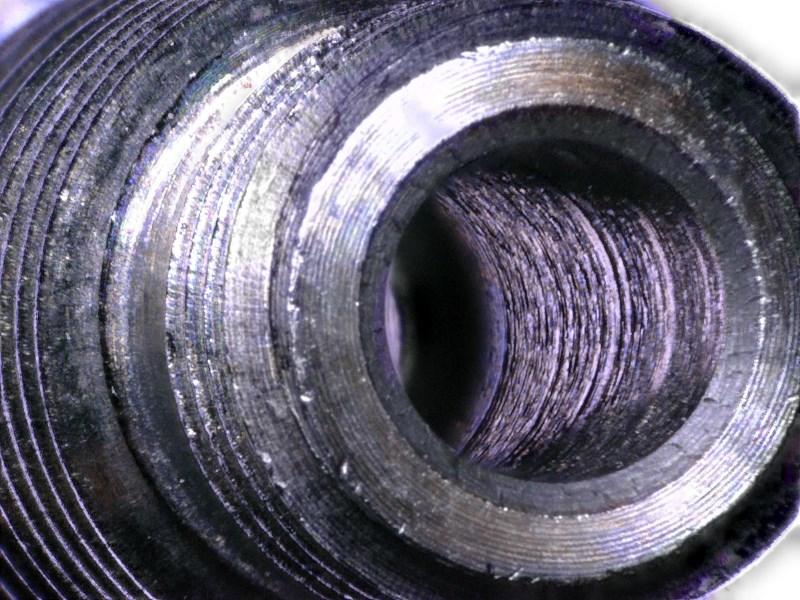
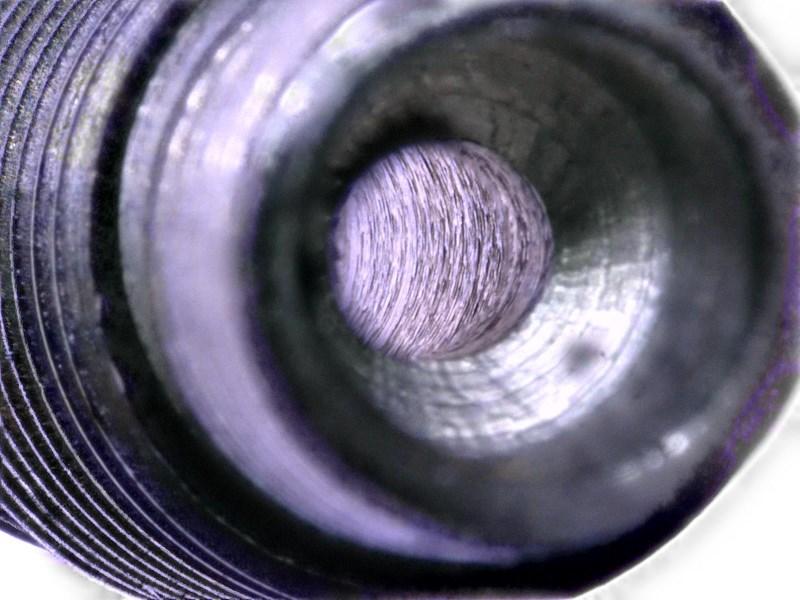
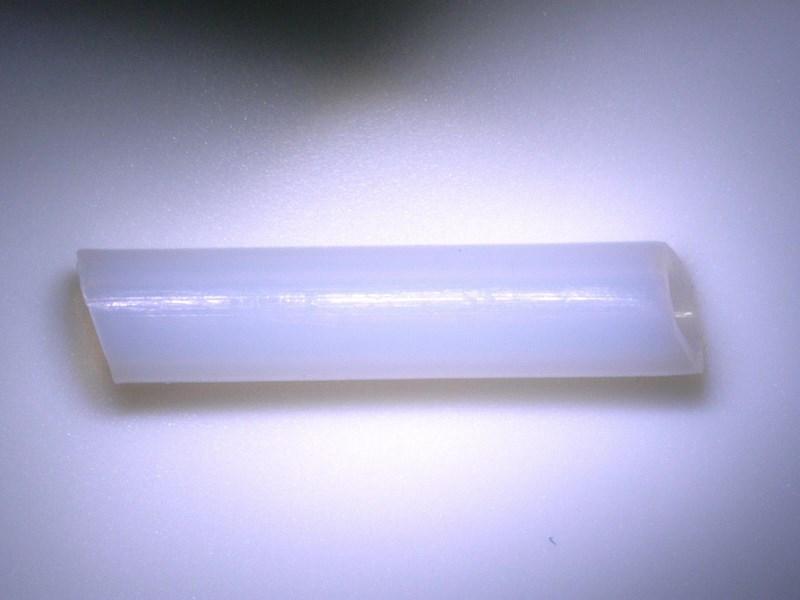
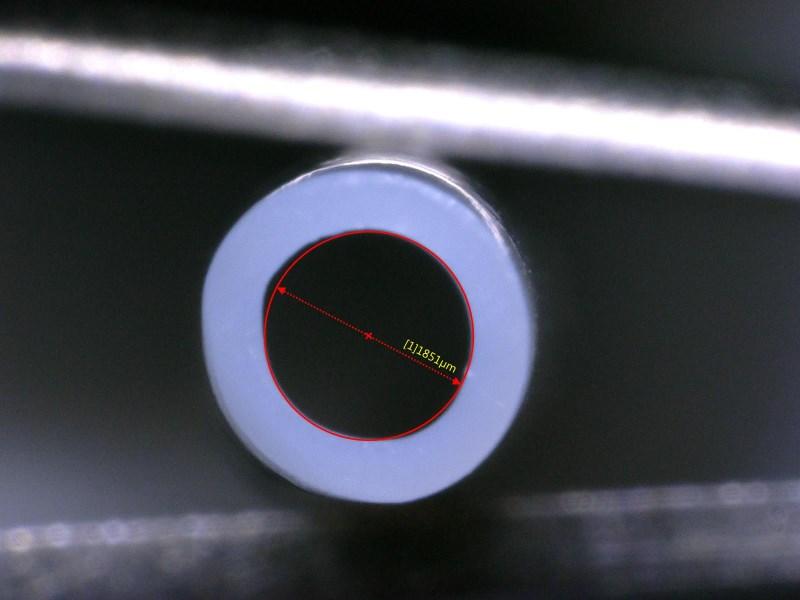
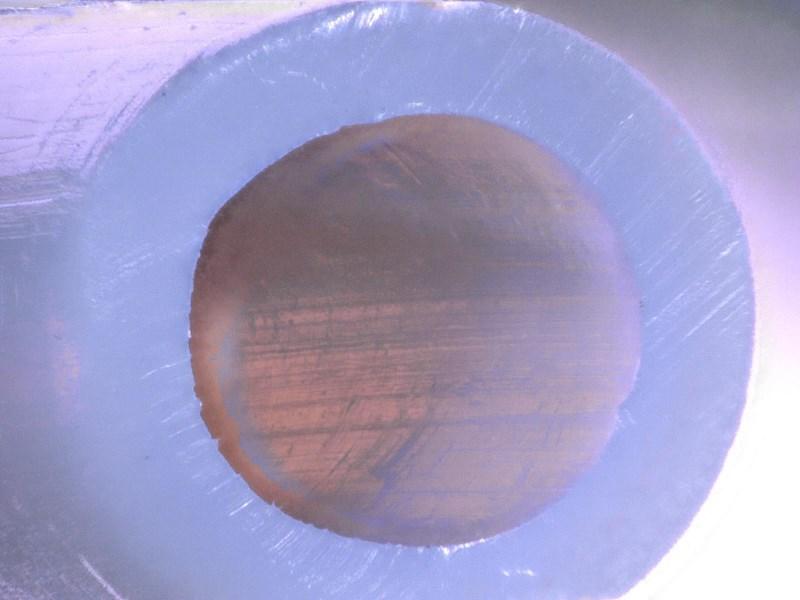
Bonjour à toutes et à tous, Aujourd’hui nous allons faire un petit tour du côté de chez Triangle lab en examinant un de leur heatbreak full metal, ainsi qu’une buse de 0.25mm grâce à la participation de @AlfiQue (je lui ai d’ailleurs sous-traité la prise des clichés ). Alors commençons par la buse. C’est une buse laiton tout à fait classique, le fabricant dit respecter scrupuleusement les spécifications de E3D pour l’usinage. Celle-ci ne comporte aucun marquage, ce qui correspond à une taille de 0.25mm selon le tableau fourni. Photo publicitaire : On s’approche un peu pour voir ce qu’il en est, extérieur : Intérieur : De tout près : Premiers commentaires, franchement c’est propre, y’a pas à dire la qualité d’usinage est bien là, même à l’intérieur, pas de bavure ou de résidus d’usinage. Le perçage est rond et bien centré, aucun problème de ce côté-là. L’intérieur est tellement lisse qu’on peut voir le reflet du trou de perçage et son cône sur les parois interne lorsque l'on manipule la buse (non visible sur les photos). Mesurons : Ah ! On est plutôt sur une buse de 150µm, allons vérifier le tableau : Bon on a tourné deux fois autour de la buse, aucune trace des deux points sur une face. Soit c’est un oubli à l'usinage et une buse 0.15 s’est faite passer pour une 0.25, soit c’est un problème étonnant, étant donné la qualité du reste de la pièce. @AlfiQue va contacter le vendeur pour tenter d’en savoir plus. Photo bonus, pas très fidèle : Passons donc au heatbreak pour se donner une seconde opinion. C’est un heatbreak All Metal photo commerciale : Voyons en réalité, quelques photos en vrac : Alors si jamais ce n’est pas flagrant pour vous, pour moi ça l’est, on est sur le même niveau de qualité d’usinage que pour la buse. Les états de surface sont très propres et sans bavure ni résidus. On va maintenant mesurer pour voir ce qu’il en est, en bas : En haut : Et aussi la largeur de la gorge en bonus : Bref, on est parfaitement conforme à la spec de ce point de vue. Mais ce qui nous intéresse vraiment maintenant, c’est l’état de surface intérieur, alors zoomons un peu plus de ce côté : Alors oui on voit plein de stries, oui ce n’est pas un polissage miroir, mais tout de même, c’est très bon. Je vais vous expliquer pourquoi en images. BONUS : Comparaison avec un heatbreak chinois basique (version avec PTFE) : Et l’intérieur : Vous voyez maintenant ce que je veux dire ? Cerise sur le gâteau, regardons le PTFE qui était dedans : Le PTFE coupé de biais se passe de commentaire… J'espère que vous aimez toujours ces photo-flood et à bientôt j’espère pour de nouveaux photo-reportages.







 1 point
1 point -
Ok @Tircown voilà ce que je croie comprendre. Si j'ose une image à base de plastique mou (ça tombe bien je trouve) et en prenant les choses à l'envers a partir d'un objet parfait géométriquement, mais ramollie à la base sur une hauteur de fade_start + fade_end, je le plaque sur mon plateau bosselé (quitte à déformer la partie mole de la pièce) de sorte qu'à l'endroit ou je fais le home en Z sur mon plateau (au centre) le point correspondant sur la base de l'objet soit à la hauteur de fade_target. Du coup les parties de la base de la pièce au dessus de creux qui ne touchent pas le plateau s’étirent sous l'effet de la gravité jusqu'à entrer en contact avec le plateau (l'étirement étant de moins en moins important plus on remonte dans la partie mole pour devenir nul à fade_start + fade_end, hauteur à laquelle mon objet ne se déforme plus) et inversement les parties de la base de la pièce au niveau des bosses se trouvent déformées par compression jusqu'à fade_start + fade_end. edit : Il y a des limites à l'image dans la façon dont le plastique mou se déforme, c'est pas très physique je trouve la linéarité de la déformation.0 points
-
Par hasard, je suis tombé (sans me faire mal, rassurez-vous) la-dessus hier : A 11'40, il explique qu'il utilise une résine alimentaire pour protéger le saladier Pascal0 points