

Toute l’activité
- La dernière heure
-
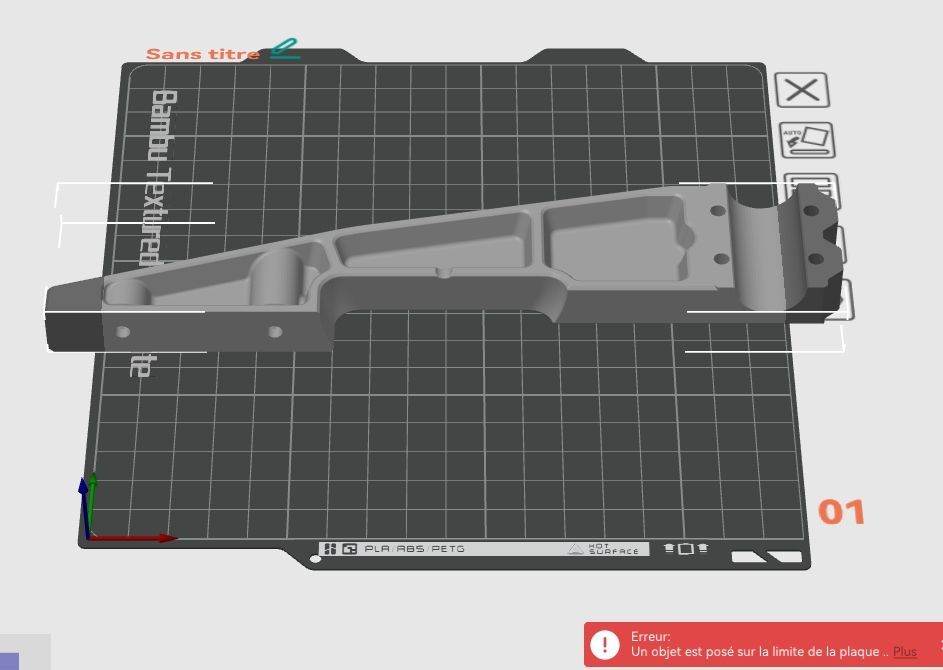
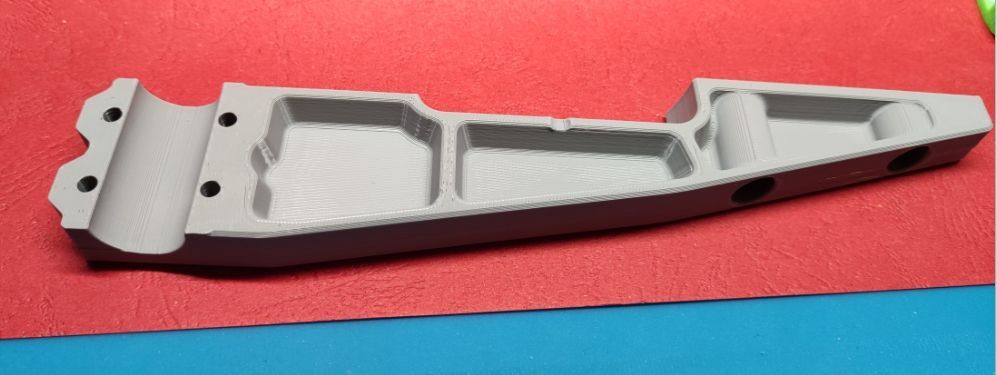
C'est mon copié/collé qui a oublié le M( j'ai rectifié). Je fonctionne comme ça sans problème sur ma Geeetech. @christophe1492 Comment ça tu ne peux pas imprimer le bras sur ta ender ? Je suis en ce moment même en train d'imprimer le bras sur ma A1mini qui n'a qu'un plateau de 180x80. Je l'ai imprimé en petg, ça résiste mieux à la chaleur. J'ai eu un leger warping sur le petit coté , sans conséquenc vu qu'elle que la pièce est suffisamment flexible pour que les trous de fixation soit à leur place.

-

Les projets de SilverTriple (modélisation et impression 3D)
silvertriple en réponse au topic de silvertriple dans Projets et impressions 3D
Ma femme m'a demandé si je pouvais faire des tire tiques pour le poney club... J'en ai trouvé un sur Printables ( https://www.printables.com/model/153838-tick-remover ). Il est facile à imprimer, et ma femme l'a déjà testé avec succès. Je l'ai retravaillé pour inclure le logo du club, et ajouté un trou pour le fixer à un anneau, et imprimé un prototype... -

[TOPIC UNIQUE] Bambu Lab X1, X1-Carbon et AMS
electroremy en réponse au topic de Aezio dans Bambu Lab
En fait c'est la situation normale pour beaucoup d'appareils et de machines. Avec l'impression 3D grand public nous avons eu la chance d'avoir de gros fabricants proposant quelque chose basé sur l'open source. Mes clients sont amenés à faire de la réparation ou du rétrofit d'anciennes machines. C'est souvent la galère lorsque le fabricant d'origine n'existe plus et que certaines pièces sont spécifiques. Cela se complique avec les cartes électroniques et composants programmables ; ce qui était purement mécanique avait l'avantage d'être plus facilement reconstruit à l'identique. La rétro ingénierie n'est pas facile à faire, y compris pour "seulement" maintenir une machine en l'état. Lorsque les machines fonctionnent en étant associées avec un logiciel ça peut être coton. Il faut avoir fait des sauvegardes, maintenir en état de fonctionnement un ancien PC avec un OS compatible, et lorsque le logiciel est protégé avec un dongle sur port parallèle, prier pour que celui-ci ne tombe pas en panne. Certains utilisateurs sont vraiment coincés car ils ont créé un gros volume de fichiers dans le format propriétaire d'un logiciel obsolète dont l'éditeur n'existe plus... perdre l'usage de ce logiciel signifie perdre toutes ses données. Nous sommes plutôt chanceux avec l'impression 3D. Et l'esprit open source de l'impression 3D s'est aussi mis en place sur les graveurs lasers et fraiseuses CNC amateur et semi pro, tant mieux pour nous. - Aujourd’hui
-

TL-d3-pro recherche pinout liaison carte mere/carte fille version 2.3.
Phil-du-54 en réponse au topic de Phil-du-54 dans Tenlog
Bonsoir Alama. J'ai fini par sortir l'oscillo et chercher la corespondance. Serigraphie sur la carte V3.0 (carte extrudeur) E1 E2 extrudeur 1 et 2 FC soufleur E1FC E2FC FZ ventilateur hot end E1FZ E2FZ R et H sont les 2fils de thermistance: Rbed Hbed pour le bed Re1 He1 thermistance extrudeur 1 Re2 He2 thermistance extrudeur 2 Step et Dir sont les signaux de controle des moteurs d'extrusion pour E1 et E2 DJ et la detection absence fil, commun aux deux extrudeur, actif quand les 2 filaments sont présents ENE et l'enable drivers, commun à E1 et E2 A noter que GND et RGND sont differencier, Rgnd va directement sur les masses des prises vga extrudeur. Par rapport à la carte mere V2.3 qui n'a pas de serigraphie: Gnd et rGnd sont commun, à priori ça ne pose pas de probleme. Par contre sur la carte mere , ene E1 et ene E2 sont differenciés, ça explique pourquoi mon extrudeur E2 ne tourne pas. Sur la carte mere, l'ene E2 se trouve en face de E2FC, de ce fait ça explique que lorsque je demande l'avance fil E2 le soufleur E2 qui tourne en permanence s'arrete et redemarre à la fin du temps de deplacement. Sur la carte mere V2.3, la commande des soufleurs et des fans hot end ne sont pas differencier pour E1 et E2, ils sont pilotés sur la broche E1FZ et E1FC. E2FZ etant sur une pinoche de masse sur la carte mere , il ne peut jamais tourner. J'ai recontacté le vendeur, qui est resté tres vague mais qui me confirme avair changé une carte, et comme l'extrudeur 2 fonctionnait quand j'ai reçu la machine, il y a du y avoir une correction dans le mapping des sorties; mais comme j'ai cramé et changé le 2560, le firmware implanté ne fonctionne pas. pour info j'ai à priori le dernier firmware V 1.0.36 carte mere et V1.3.16 pour l'ecran. Je vais faire une adaptation sur la nappe de liaison pour remettre tous les signaux en correspondance. Je ferai un tableau propre pour visualiser tout cela. Il reste un icone refroidissement dans le menu chauffage qui ne semble pas avoir d'effet..?? Voilà, si ça peut aider.. Phil -

Probleme dextrusion Artillery sidewinder x1
Gomez en réponse au topic de Gomez dans Entraide : Questions/Réponses sur l'impression 3D
Daccord merci jessaie cela demain , je vous retiens au courant -
Avant de poursuivre cette découverte de la Two Trees SK1 je vais vous expliquer mes déboires avec cette imprimante mais je tiens à signaler la réactivité du SAV qui m'a répondu sous 12 heures En premier j'ai eu l'anti-backslash de la tige hélicoïdale arrière qui a cassé, enfin qui a sans doute cassé pendant le transport, heureusement je l'ai démonté, dégraissé et recollé à la super glu et j'ai réussi à continuer mes impressions en attendant la pièce Deuxième problème, en pleine impression la SK1 s'arrête avec ce message d'erreur dans Fluidd Lost communication with MCU 'MKS_THR' Once the underlying issue is corrected, use the "FIRMWARE_RESTART" command to reset the firmware, reload the config, and restart the host software. Printer is shutdown Je redémarre la machine et sans rien faire après quelques minutes le message réapparait... Je pense à un problème de soft donc je recharge l'image du système sur l'EMMC, je recharge le firmware et le firmware de l'écran... au redémarrage même message J'ai remarqué également que comme la connexion ne se fait plus avec la tête, l'écran de la machine affiche les températures sont à 0° Je contacte le SAV de Two Trees qui m'informe que c'est un problème connu de connexion entre la carte mère et la carte MKS_THR (carte fille de la tête d'impression), c'est apparemment le câble de liaison qui est défectueux. Là par contre pas moyen de réparer à part peut-être fabriquer un câble... Donc pour l'instant j'attend les pièces détachées qui apparemment arrive à pied par la chine (je n'en sait rien mais c'était juste pour la contrepétrie )


-

Probleme dextrusion Artillery sidewinder x1
hyoti en réponse au topic de Gomez dans Entraide : Questions/Réponses sur l'impression 3D
C'est le nombre de pas que doit faire le moteur de l'extrudeur ( ou autre moteur pas à pas, le X, le Y celui du Z) pour sortir 1 mm de filament, pour les autres pour un déplacement de 1mm. On trouve ces réglages généralement dans un menu setting (sur la X1 je ne sais pas) par exemple sur le Creality type ender 3 v2 et s1 X et Y vers 80 steps/mm, Z vers 400. pour les extrudeurs type bowden vers 90 et 400 pour les directs drive. -

Enrouleur pour bobine Flashforge
Shrhulk en réponse au topic de Shrhulk dans Consommables (filaments, résines...)
J'ai utilisé spool rewinder pour la recherche, je creuse pour trouver un modèle qui rentre dans ma capacité d'impression. Le "Bambu lab" est pas mal mais le support dépasse mon volume d'impression, ou il faut que je trouve quelqu'un qui peut imprimer le châssis principal. J'ai déjà le moteur et le variateur d'un autre projet. -
Probleme dextrusion Artillery sidewinder x1
Gomez en réponse au topic de Gomez dans Entraide : Questions/Réponses sur l'impression 3D
Daccord merci , cest quoi steps/mm svp? -
Probleme dextrusion Artillery sidewinder x1
hyoti en réponse au topic de Gomez dans Entraide : Questions/Réponses sur l'impression 3D
Je ne connais pas cette imprimante, mais ton extrudeur est sale, tu as plein de copeaux de filament sur ta roue crantée, nettoyage (démontage) : causes potentielles tension de réglage de l'extrudeur sur le filament trop forte, ou/et buse partiellement bouchée. Mais sur ta première photo tu es visiblement en sous extrusion. As-tu fait le test d'extrusion des 100mm de filament ? Tu fais une marque sur ton filament à 120mm de l'entrée de l'extrudeur, tu demandes (buse à 200°C) l'extrusion de 100mm. si ta marque est 20 mm de l'entrée de l'extrudeur c'est bien, Autrement tu mesures à combien est ta marque et tu clacules l'écart à 100mm en plus ou en moins et tu corriges les steps/mm pour l'extrudeur. -

Enrouleur pour bobine Flashforge
Ironblue en réponse au topic de Shrhulk dans Consommables (filaments, résines...)
tu n'a pas du chercher avec le bon terme sur Yeggi car il y en a quant même un paquet... https://www.yeggi.com/q/respool/ -
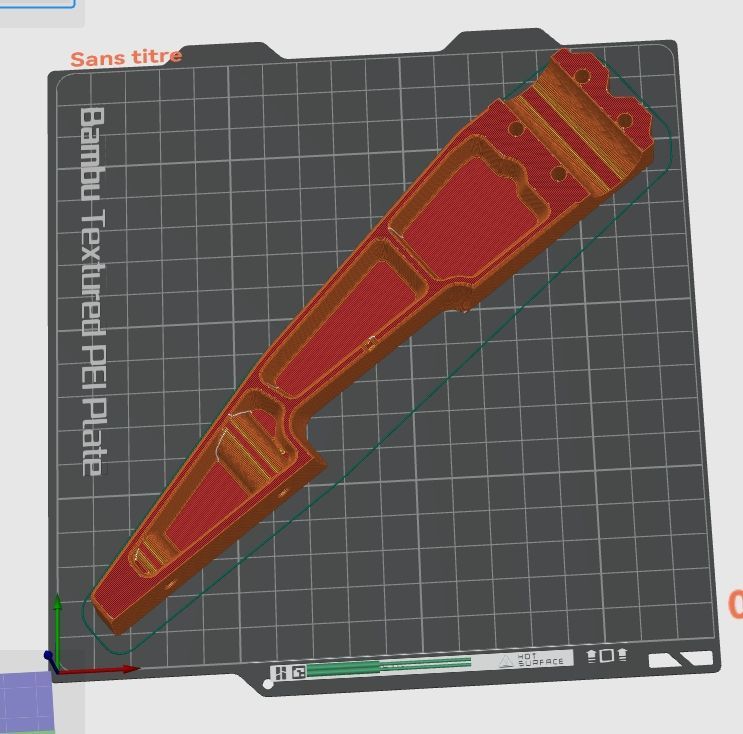
C'est clair que lorsqu'il n'y a pas de problème d'extrusion, le résultat est nettement mieux. Par contre, c'est au niveau de la rétraction qu'il y a un soucis. Est-ce dû aux paramètres de rétraction ou à ce maudit clapet anti-retour... bizarre parce que, quand je l'importe dans Cura avec ton imprimante, je peux même ajouter une bordure de 3mm. Donc en la tournant de 45° dans la diagonale, ça passe largement il y a quelques erreurs: ligne 23: il manque le "M" en début de ligne M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration il manque la compensation de hauteur de feuille qui a servi à déterminer le zoffset (M206 Z0.1) après la ligne 29 (G28) par sécurité, il serait bon d'ajouter un M82 en début de Gcode (après la ligne 18) pour passer en extrusion absolue lors de l'impression des 2 lignes de purge
-

LightBurn, endstops et réglages ?
pascal_lb en réponse au topic de pascal_lb dans CNC / Graveur laser
oui c'est ce que je fait je pense que c'est ça car j'ai même regardé dans le boitier électronique tout est bien branché "MDF est avant tout un acronyme de l'appellation anglophone Medium Density Fiberboard qui signifie en français panneau de fibres à densité moyenne" donc en français c'est bien du FDM effectivement c'est mieux à 200 mm/m et S=100% ça traverse en 4 passes je ne sais pas la puissance de ton laser, sur le mien c'est 6w et il me faut 2 passes à 100mm/m et il m'en faudrait une troisième pour traverser complètement, j'ai la grille nid abeille en dessous mais pas de air assist Voilà un essai
-
Bonsoir, Je ne sais pas si c'est le bon endroit pour poser ce pots, mais l'admin pourra le déplacer si besoin. En même temps cela concerne les filaments. J'utilise des bobines 1Kg Flashforge donc depuis le temps j'ai créé pas mal d'axe, de boite de stockage, un tube pour silice au diamètre des bobines, etc. Mais les couleurs étant limitée je me tourne vers d'autre fabricant. Je suis à la recherche d'un plan pour imprimer un enrouleur de bobine afin de basculer mes nouvelles bobines vers des Bobines Flasforge et ainsi continuer à les utiliser. Je n'ai pas trouvé grand chose sur Yeggi, les bons modèles dépassent le volume d'impression de ma Dreamer.
-
Oups, nouvelle version "officielle" en ligne/ https://github.com/QIDITECH/QIDISlicer/releases
-
Merci.
-
Bonsoir, J'ai démonté les extrudeurs, tout nettoyé et callé avec un reset complet de la Dreamer et cela semble être revenu dans l'ordre. Je vais lancer quelques impression avec support pour vérifier cela. En tout cas merci pour votre aide.
-
Tu fais la calibration (z-offset) avant chaque impression ? Si tu modifies le gcode de démarrage en rajoutant la ligne : SET_GCODE_OFFSET Z_ADJUST=-0.05 MOVE=1 il baissera le z-offset courant de -0.05mm ou de la valeur que tu mettras au z_ADJUST. Ceci ne sera valable que pour l'impression des pièces que tu auras tranchées après modif du gcode de démarrage. Pas les précédentes. Pour que l'on soit bien en phase. un Z-offset de -1.70mm tu ajoutes -0.05mm au z-offset, nouvelle valeur -1.70+(-0.05) -1.75. Si tu testes suit de près la première couche pour éventuellement rectifier en live.
-
Bienvenue chez les imprimeurs fous
-
non pas encore je vais le faire demain et aux niveau tarifs ca donnerai quoi merci
-
Probleme dextrusion Artillery sidewinder x1
Gomez en réponse au topic de Gomez dans Entraide : Questions/Réponses sur l'impression 3D
Oh non… personne va voir mon problème… -
Bonjour à tous, Je m'appelle Xavier, j'ai 45 ans et je vis dans le Finistère. J'ai découvert l'impression 3D il y a peu de temps avec une SOVOL SV01 qui a été modifiée par l'ancien propriétaire pour fonctionner sous Klipper. Elle fonctionne très bien mais est trop limitée. Je cherchais notamment une surface d'impression plus grande. Après plusieurs recherches, je suis tombé sur la Voron... Etant passionné par le DIY, j'ai commencer à chercher notamment ici. J'étais prêt à sourcer moi-même les pièces mais je suis tombé sur une annonce sur le coin coin. Un membre du forum, que je remercie, a mis en vente sa Voron dont il reste la partie électronique et la programmation à réaliser. Je suis conscient de la montagne qui se dresse devant moi mais j'aime bien les défis. Au plaisir d'échanger. Je vais essayer de vous présenter la bête ce WE.
-
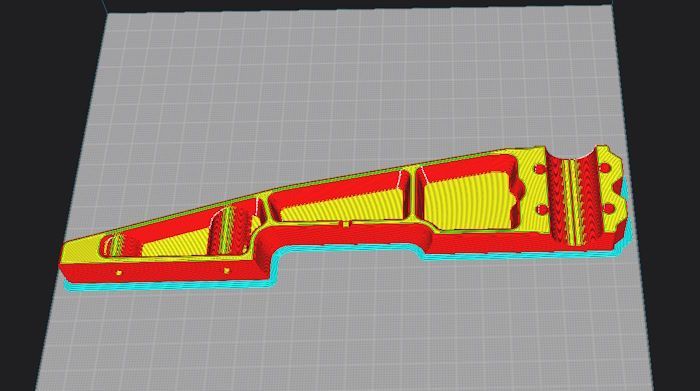
Je pense que je peux faire ça. Mais je te préviens, ça va te couter un bras, non... deux bras. T'as pas testé le fichier Gcode que j'ai tranché avec ideamaker ? 3DBenchyA20M.gcode
-
bon voila mon benchy déjà c est mieux que l autre il c est pas cassé la coque va bien juste dans la cabine que c est pas trop jolie mais déjà pour une 2 eme fois quand pensez vous ? et non quand je le mets le fichier dans cura pour les bras de support de l ender 5 ca dépasse du plateau


-
 Artichoow a rejoint la communauté
Artichoow a rejoint la communauté -

TL-d3-pro recherche pinout liaison carte mere/carte fille version 2.3.
Alama en réponse au topic de Phil-du-54 dans Tenlog
J'aimerais bien le connaître également, on peut essayer de deviner, il est certain que c'est la commande des Drivers des Extrudeurs et du bed, certaines pins sont faciles, mais d'autres pas évidentes, il y a moyen de se baser sur les pins de la tete qui fonctionne E1 et voir si on retrouve ses valeurs sur les pins équivalentes sur E2. Ce qui serait déjà un bon début. D'après les sérigraphie, chaque tete a 2 fans, un fan hotend et un soufleur. FZ est probalement un Fan, il faut tester la continuité entre cette pin et celle siturée sur la carte se trouvant dans l'extrudeur, etc Ou alors, simplement remplacer les 2 cartes par des neuves V2 / 32 bit. https://warm.fit/products/tenlog-dmp-7-axis-32-bit-motherboard-marlin-2-0-with-wi-fi-for-tl-d3-d5-d6 Avant tout ça, inverser les Extrudeurs si le problème suit l'extrudeur, il est en faute, sinon, les cartes sont en cause, ou les câbles. Aussi, peut être faire une mise à jour du firmware.










-
YouTube / Les Imprimantes 3D .fr
-
Qui est en ligne 7 membres, 0 anonyme, 161 invités (Afficher la liste complète)
-
Statistiques des membres
46 321
Total des membres6 937
Maximum en ligne
-
Statistiques des forums
50,9k
Total des sujets571k
Total des messages -
Sujets les plus vus





-
-
-



-
Images
-
Sujets récents
-
-
Contributeurs populaires
-
Sujets actifs
-
-
Sur le blog
-
Soutenir le forum




Les liens affiliés
Certains liens affichés sur le site et le forum sont affiliés. En tant que partenaire Amazon entre autres, nous pouvons recevoir une commission mais le prix que vous payez ne change pas, il reste au plus bas.









