Classement




Contenu populaire
Contenu avec la plus haute réputation dans 30/04/2020 Dans tous les contenus
-
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
Bonjour à tous, Je vous présente aujourd'hui sur les conseils de VAP38 la TENLOG DUAL TL-D6 60x60x60cm: C'est en fait la même machine que la TL-D3 mais avec un volume d'impression 8x plus grand...) Les seules différences techniques sont qu'elle possède deux alimentations de 350w (contre une seule pour la D3) et des renforts de portique pour la hauteur. Une Alim. exclusive pour les extrudeurs et une autre dédiée à la chauffe du plateau. La voici en photo: Après 3 mois d'attente, coronavirus oblige, le colis arrive en parfait état mais est gigantesque. En effet 50kg et 1mx1mx30cm... L'imprimante est super bien emballée/ protégée:


 1 point
1 point -
+1 Oui mais cela te permet de rajouté par mal d'options: /** * Configuration.h * * Basic settings such as: * * //#define STRING_CONFIG_H_AUTHOR =>Optionnelle * #define CUSTOM_VERSION_FILE Version.h =>Optionnelle * - Type of electronics * - Type of temperature sensor * - Printer geometry * - Endstop configuration * #define BLTOUCH ou TOUCH_MI * #define Z_HOMING_HEIGHT 10 =>Avec Capteur niveau * #define Z_SAFE_HOMING =>Avec Capteur niveau * #define AUTO_BED_LEVELING_BILINEAR =>Avec Capteur niveau * #define NOZZLE_PARK_FEATURE =>Avec Capteur filament et Capteur niveau * * - LCD controller * #define ZONESTAR_LCD =>d'origine * #define LCD_LANGUAGE fr =>Optionnelle * #define SLIM_LCD_MENUS =>Optionnelle/Gain de mémoire * - Extra features * //#define SDSUPPORT => Gain de mémoire * #define FILAMENT_RUNOUT_SENSOR =>Avec Capteur filament (avec petite modif hardware) * #define S_CURVE_ACCELERATION =>Optionnelle * * Advanced settings can be found in Configuration_adv.h * #define ADVANCED_PAUSE_FEATURE =>Avec Capteur filament * #define BABYSTEPPING =>Avec Capteur niveau qui permet d'affiner sa 1ere couche à la volée. * #define BABYSTEP_ZPROBE_OFFSET =>Avec Capteur niveau * //#define FWRETRACT =>Optionnelle * #define STATUS_CHAMBER_ANIM => Gain de mémoire pour LCD Graphic * #define LIN_ADVANCE =>Optionnelle */ #define CONFIGURATION_H_VERSION 020005 Sketch uses 117948 bytes (90%) of program storage space. Maximum is 130048 bytes. Global variables use 3654 bytes (22%) of dynamic memory, leaving 12730 bytes for local variables. Maximum is 16384 bytes. Avec #define ANET_FULL_GRAPHICS_LCD => Ecran LCD Graphic Avec #define REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER =>Possible mais cablage spécifique. Sketch uses 124054 bytes (95%) of program storage space. Maximum is 130048 bytes. Global variables use 4028 bytes (24%) of dynamic memory, leaving 12356 bytes for local variables. Maximum is 16384 bytes. Il reste encore de la place pour d'autres options1 point
-
Hello, petite update: j'ai solutionné mon pb ! J'ai désinstallé et réinstallé le pilote du périph dénommé USB2.0 serial dans le gestionnaire de périph, en indiquant le chemin de CH340 de la carte SD. Avant je m'acharnais sur le pilote dans le port COM mais j'étais leurré par les messages de "bonne version installée". J'ai été aidé en cela par Greg33, dans un autre thread que j'ai ouvert il y a quelques jours sur un autre sujet Voir ici >>>>> Portez-vous bien ! Cordialement à tous.1 point
-
eh oui... Heureusement que tu as proposé ce driver venu des US qui finalement, même s'il n'a pas fonctionné, m'a obligé à réinstaller le CH340. Il ne faut jamais lâcher, toujours espérer, et ce forum prouve une fois de plus son utilité.... Une chose bizarre: avant, quand ça ne marchait pas, dans le gestionnaire de périph, sur le port COM qui s'affichait, il apparaissait un mystérieux nom :RAMPS. Ça ne m'avait pas choqué. C'est à partir de cet endroit que je faisais mes désinstal/réinstal de pilote, en choisissant manuellement le chemin du CH340. Et à chaque fois, ça me disait que le pilote était correctement installé mais pourtant "il ne pouvait pas démarrer" Dans mon poste précédent, je parlais d'un périph USB2.0 serial qui apparaissait dans le gest de périph, en tête de liste. Je ne savais pas ce que c'était et ne m'en suis donc pas occupé... Eh bien cette fois-ci, c'est le pilote de ce périph que j'ai désinstallé et réinstallé avec CH340. Et ça a marché ! Maintenant, sur le port COM ouvert, je vois apparaitre le nom de CH340 ! Si qqn peut m'expliquer.... Et merci encore Greg33 !1 point
-
@Cyriaque Sartelet Bonjour, juste ce petit message pour dire que je ne pense pas que l'installation d'amortisseur sur le Z soit une bonne idée car cela risque de nuire a tes premières couches qui vont s'ecraser a cause du poid de l'axe. Pour la synchro Z regarde dans ma signature mon post sur ma cr10-s dans les dernières pages. il me semble que @fran6pl'a installé sur sa cr10S V21 point
-
Bonjour,. Pour le grincement de ton extrudeur je ne vois qu'u problème de graissage. Il m'est arrivé ce gente de problème sur l'axe des Y. J'avais graissé le moteur avec une huile en bombe spéciale (si tu veux les références tu n'as qu'à demander ) et le bruit à disparu comme par magie. Si cela ne fait pas bien cela ne fera pas de mal, je t'en parle par expérience. Remarque : arrête de me faire des compliments, tu me gènes ! De toute façon, demain c'est toi qui me donnera un coup de main. Et puis ce forum est fait pour ça.1 point
-
Salut @legired tu pourrais essayer par exemple LightBulb :1 point
-
Oui enfin quand je vois les demandes (visible sur ta capture), on est loin des personnels de santé. Les entreprises ont la responsabilité de protéger leurs employés, si elles n'en ont pas les moyens, elles doivent rester fermé et se tourner vers l'état. Potentiellement tous les actifs du territoire voudront une visière pour le 11 Mai... Il faut filtrer un minimum. Il y a des personnes qui doivent se faire des coui**es en or à l'heure qu'il est, et nous on est des pigeons idéalistes... Sinon je rajoute 3-4 machines et quelques bobines, en démarchant les entreprises du coin je peux largement tirer un bénéfice... Ah ben non, sans moi merci.1 point
-
Ce problème de changement de filament m'a turlupiné aussi pas mal. J'ai trouvé une solution qui permet de tout automatiser sur une I3. On balance le gcode qui a été modifié automatiquement pour la hauteur voulue. L'impression démarre puis le print se met en pause, la tête se met en position parking et le filament est éjecté de l'extrudeur automatiquement. Lors de la reprise, le filament est réinjecté jusqu'à la tête d'impression, il bave un peu, on sort la bavure à la pince et l'impression reprend où elle s'était arrêtée mais avec l'autre couleur. Je bosse là, mais je vais faire un tuto détaillé pour ce problème dès ce week end. Ceci permet de faire ça par exemple :
 1 point
1 point -
Moi je l'ai adopté et je le préfère. Le Core XY est bien entendu supporté. Il y a une autre fonctionnalité intéressante pour les cubiques avec plusieurs moteurs sur le Z: le z_tilt. S'ils sont commandés indépendamment ça permet de faire le réglage du plateau automatiquement!! Fini de galérer avec les vis, ressorts et le bout de papier. Pour que ça marche a 100% il faut 3 ou 4 moteurs. C'est déjà fonctionnel avec 2 moteurs par contre il faudra quand même prévoir un point de réglage manuel. Voici une démo de cette fonctionnalité: https://www.youtube.com/watch?v=ItAonH9IVy0 La commande des 3 moteurs Z ou plus indépendants peut nécessité l'achat d'une carte en plus si double extrusion, la SKR n'a "que" 6 emplacements: X - Y - Z - Z1 - Z2 - E. Perso je vais bidouiller une extension pour les 3 moteurs pour éviter de m'encombrer d'une carte complète mais ça nécessite quelques soudures et des notions de base en électroniques donc je ne le conseille pas forcément. Il y a assez de broches libres sur une SKR PRO pour tout brancher comme ça. Edit: @fran6p, merci pour l'info1 point
-
Hello, Pour ma part, j'ai modifié le modèle Verkstan en inscrivant "Offert par" puis le nom du groupe afin d'éviter de le retrouver sur LBC. Je rejoins un peu @Tircown sur l'abus de certains, surtout au niveau des grosses demandes. Sur le groupe où je suis il y a 2 demandes qui représentent autant que les 34 autres demandes. Je vais me cantonner à des demandes de proches ou de professionnels que j'ai envie d'aider. Sacrée aventure tout de même.1 point
-
Il y a même eu plus gonflé, on avait eu une alerte sur le groupe fb il y a quelques temps: des gens qui ont reçu des visières gratuitement les ont revendues sur lbc. Je fini d'imprimer 1kg et je m'arrête. Je considère que l'industrie aurait du prendre le relai depuis longtemps. Même si on est loin de ce que j'avais imaginé, c'est maintenant trouvable bien que les tarifs soient souvent discutables. Les grandes-surfaces et autres commerçants autorisés ont des rentrées d'argent en ce moment et, amha, peuvent investir pour leur sécurité et celles de leurs employés. Je ne vois pas pourquoi on aurait à équiper toute la France, d'ailleurs on fait de la concurrence déloyales pour les entreprises qui produisent et je ne serai pas surpris que ce soit répréhensible. Je continue d'en fournir gratuitement aux soignants, comme depuis le début. L'aspect gratuit permet de s'abolir de l'aspect administratif, budget, etc. long à obtenir dans ces structures. Ils peuvent être équipés bien plus rapidement ainsi. Pour les autres corps de métier, sauf cas très particulier, je ne veux plus en fournir. On commence même à voir des particuliers en demander, des retraités par exemples et là ça va trop loin pour moi. Ma logique est simple: s'ils veulent être équipés, ils n'ont qu'à payer les 5~15€ chez d'autres ou faire preuve de bon sens en restant hors de portée des postillons tout simplement.1 point
-
La CR10 V2 (pas de S comme pour point S ) d'origine n'en possède pas mais il est très facile d'ajouter un BLTouch (moyennant finance). Mes deux CR10 (Cr10 «améliorée» et CR10 V2) sont équipées de synchronisation des tiges filetées, une fois réglé, l'axe X ne se met jamais de travers. Le réglage distance plateau - buse n'en est que facilité CR10 CR10 V2 Pour compléter la sécurité avec ce type de lit en 230V, on peut aussi y ajouter un fusible thermique ou un «klixon» (au-delà d'une certaine température, il disjoncte)
 1 point
1 point -
Dans l'Ain et le Jura on a juste la plus forte concentration d'industrie du plastique en Europe https://fr.wikipedia.org/wiki/Plastics_Vallée Cet équipementier automobile n'oublie donc pas ses profits et ses actionnaire, c'est beau à voir autant de solidarité, j'en chialerais Le pire c'est qu'aux infos la dernière fois ils parlaient de je ne sais plus quel produit qu'on a recommencé à produire en France suite au confinement et il s'est avéré que ça coutait moins chère de le faire chez nous que de l'importer, cherchez l'erreur...1 point
-
regarde chez igus pour tes paliers lisses, ils sont assez qualitatif. sinon il y a aussi aliexpresse mais j'ai jamais expérimenté leur palier tu prends l'exemple d'une cr-10s, il y a 2 moteurs pour le Z. il peut très bien se faire un décalage entre chaque côté, suffit juste de tourné une des tiges filetées et tu auras un décalage ou même lorsque les moteurs passent sous tension. donc pour régler ce problème on fait une "synchro" des deux tiges filetés il faut bien se renseigner sur l'imprimante, même les récentes non pas forcément de bltouch (comme la cr-10s v2). Changez le ventilateur de tête c'est plus pour le confort ^^ en générale c'est des avions pour passer un bed au 220v, il faut un "silicone chauffant" ça se colle en dessous du plateau. pour le piloter il te faut un SSR: https://fr.aliexpress.com/item/32880595456.html?spm=a2g0s.9042311.0.0.27426c37cRgyyT tu câbles sur le input ta sortie bed de la carte. tu relis la masse du 220v au bed, tu relis le positif 220v sur le ssr et du ssr au bed. et ça marchera tout seul, suffit de faire un auto pid du bed pour calibré. il faut surtout pas oublier de relier le chassis et le plateau à la terre! c'est primordiale
 1 point
1 point -
Sûr que s'ils marquent, c'est qu'ils sont trop serrés1 point
-
Bon, je vais attendre que tu ais fini d'attendre puis j'attendrais ton retour d'expérience en attendant de prendre une décision, décision qui pourra attendre les beaux jours. Euh , va falloir que j’arrête d'attendre car à 62 ans, je ne vais pas pouvoir attendre trop longtemps avant qu'il soit trop tard.1 point
-
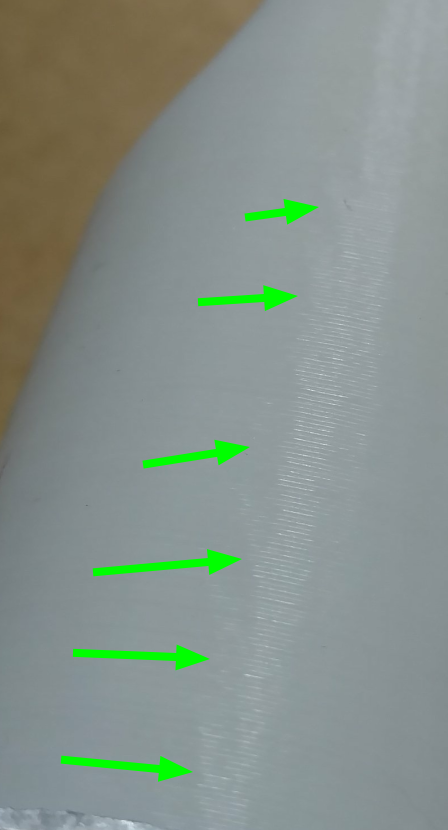
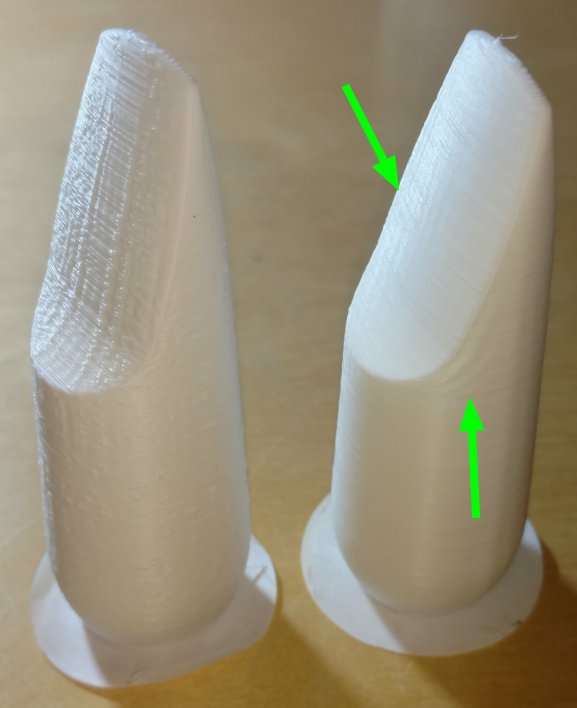
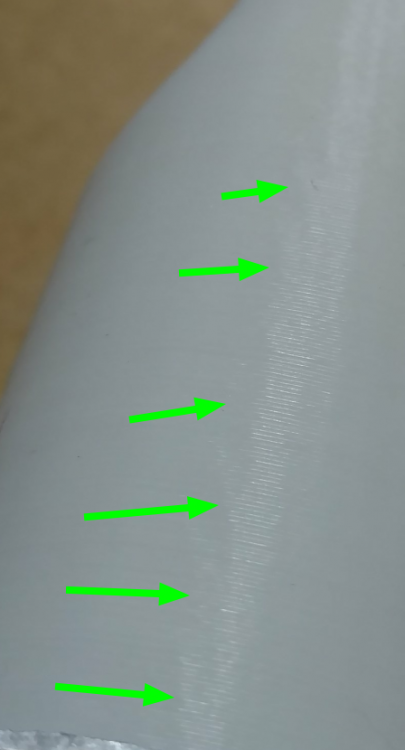
Bingo @Tircown ! Ce n'était pas le pneufit mais le ptfe ! 1 cm de moins a l'extrémité bien usée du ptfe et ça repart A côté de l'impression toute moche à 50mm/s la nouvelle à 100mm/s (remplissage et toutes les coques même le périmètre externe) ! Plus de blob, mais sans surprise pour moi un fort ghosting. Ma DiscoveryveryCustom-200 n'a pas perdue de boulon ! Bon l'autre côté avec l’écriture en incrustation c'est pas la même histoire... En bas des blobs (que là, bizarrement), au milieu l'incrustation n'a pas du tous aimée le 100mm/s, et elle laisse des traînées bien curieuses, mélange de ghosting et de je ne sais pas trop quoi... en haut du banding semble réapparaître (au passage cura 4.6.1 a fait très nettement ralentir l'impression sur le haut de la pièce). @8ouly Toujours pas de peau de saumon, mais tous de même un curieux artefact vertical bien visible sur toute la hauteur de le face le plus réussi. à gauche une dépression sur toute la hauteur à droite deux bosses sur toute la hauteur également, la première est très marquée. Dernière tentative, cette fois je tranche avec IceSL, je remplace le remplissage gyroïde à 20% par la "mouse aléatoire" polyFoam à 20% (même si avec 3 parois je doute que le remplissage puisse déformer le périmètre) Je diminue aussi la vitesse d'impression du périmètre externe à 50 mm/s je laisse le reste à 100 mm/s. Pour le haut de la pièce je demande un dégradé de la vitesse d'impression générale depuis 100 jusqu'à 50 mm/s. J'ai aussi diminué la température d'impression de 10° (mon ABS n'est pas trop casse pied j'aurais put baisser de 25° !) Très net bénéfice au périmètre en 50 mm/s (en bas). Le ghosting n'est plus du même côté Icesl et Cura n'ont pas imprimer le périmètre dans le même sens de rotation. Mais là attention les yeux @8ouly voici de la peau de saumon le long de l'espèce de plis sur toute la hauteur repéré sur l'impression précédente ! (Le plis est d’ailleurs symétrique sur les deux côtés de la pièce) C'est très difficile à voire sur les photos mais c'est bien là. Le ghosting est chez moi bien plus visible que la peau de saumon ! Whaou ! La précision de la mécanique (courroie, poulie, moteur) et de électronique (stepeur) rattrape celle de la modélisation et du tranchage ! Pas ridicule ma DiscoveryveryCustom-200 ! Pour faire disparaître ça je voie 3 pistes : - augmenter la précision côté logiciel de modélisation lors de l'export du modèle 3D vers le STL, et veiller à ce que le slicer aussi travail avec une haute précision. - post-traitement à la vapeur d'acétone si l'impression est en ABS (J'aime pas c'est dangereux) - post-traitement mécanique du genre https://www.thingiverse.com/thing:3666116, il en existe de multiples variations.





 1 point
1 point -
Moi, je vois juste l'impression d'un prototype pour faire des tests avant fabrication d'un moule pour une production en masse. En plus c'est expliqué dans la vidéo, donc il faut pas raconter n'importe quoi...1 point
-
bonjour, je regle mon plateau avec une feuille ou une cale rectifié je fais toujours un move Z de la valeur de l'épaississeur après avoir fait un home: j'utilise une cale de 20 mm rectifié je fais : home move Z 20mm je règle mon plateau pour que la buse lèche la cale J'utilise une feuille A4 qui fait 0.1 mm : home move Z 0.1 je règle le plateau pour que la buse lèche la feuille Voila c'est tout simple1 point
-
Bienvenue chez les imprimeurs fous confinés ! @abraracourcix Pense à ajouter le model de ton imprimante dans ton profil, ça nous permettra de mieux t'aider et plus rapidement1 point
-
Bienvenue chez les imprimeurs fous confinés ! @Deuxbierre Pense à ajouter le model de ton imprimante dans ton profil, ça nous permettra de mieux t'aider et plus rapidement1 point
-
j'ai modifié ton post pour que l'on puisse voir directement la vidéo1 point
-
les motos dans le salon sont passées comme une lettre à la poste alors l'imprimante, j'avais pas de souci à me faire.....1 point
-
Comme le dit @Forthman, ton prof est un malade (ou bien tu nous caches quelque chose...). Pas calé en orthographe, en plus, le prof. On ne peut pas prendre en main un logiciel de CAO, quel qu'il soit, en quelques jours. Tu n'as pas de contact avec d'autres élèves pour savoir comment ils font ? N'importe comment, nous ne pouvons pas faire ton devoir à ta place. Je t'ai donné une piste, mais c'est à toi de faire.1 point
-
Hello @edsp49 oui c'est normal car tu dois avoir une bordure ou une jupe de sélectionné dans "adhérence du plateau". Cura réduit les dimensions du plateau de la dimension nécessaire à faire la jupe ou la bordure. Si la base de ta pièce est bien plane et garantie donc une bonne accroche sur le plateau, tu peux te passer de bordure ou de jupe. Mets "aucun" comme choix et ta pièce va repasser en jaune. Autre solution, réduire la taille de la jupe ou de la bordure jusqu'à ce que cela passe dans les 220x220 (si ta pièce fait 215...ça va être juste). Pour rappel, la jupe, c'est le contour de quelques fils fait par la buse avant impression et qui n'est pas en contact avec la pièce. La bordure c'est la même chose mais elle est en contact avec la pièce et doit se détacher plus ou moins facilement de la pièce après impression. @rebelleidi, cela doit aussi répondre à ton problème Bonne impression !1 point
-
Les thunderbirds1 point
-
Pour les visières enfants Un facteur d'échelle à 80% et remettre des picos à la bonne taille1 point
-
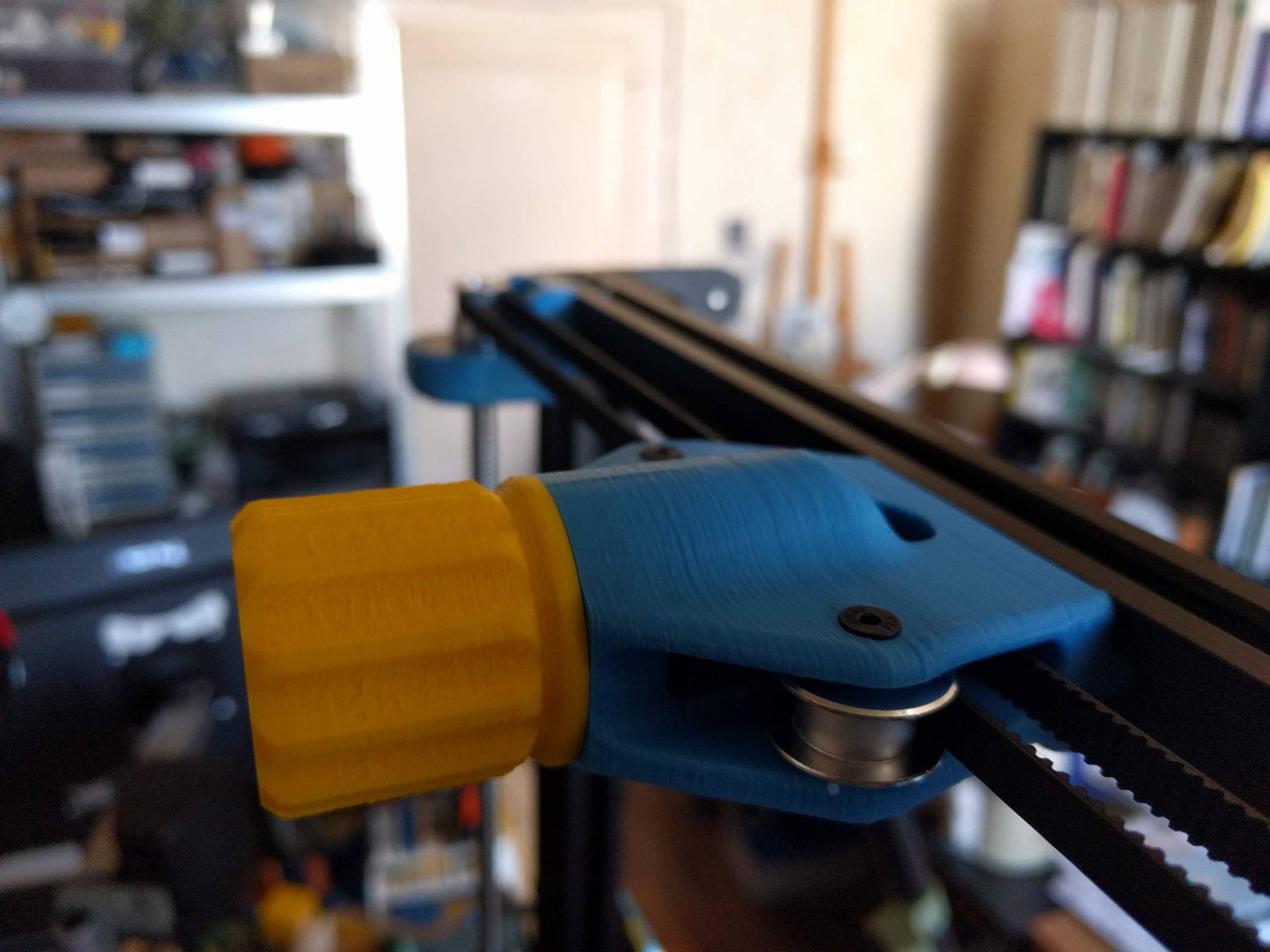
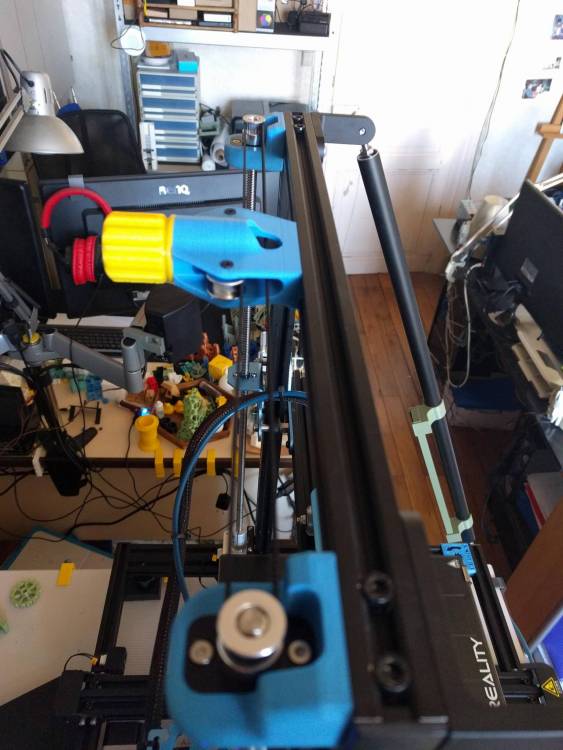
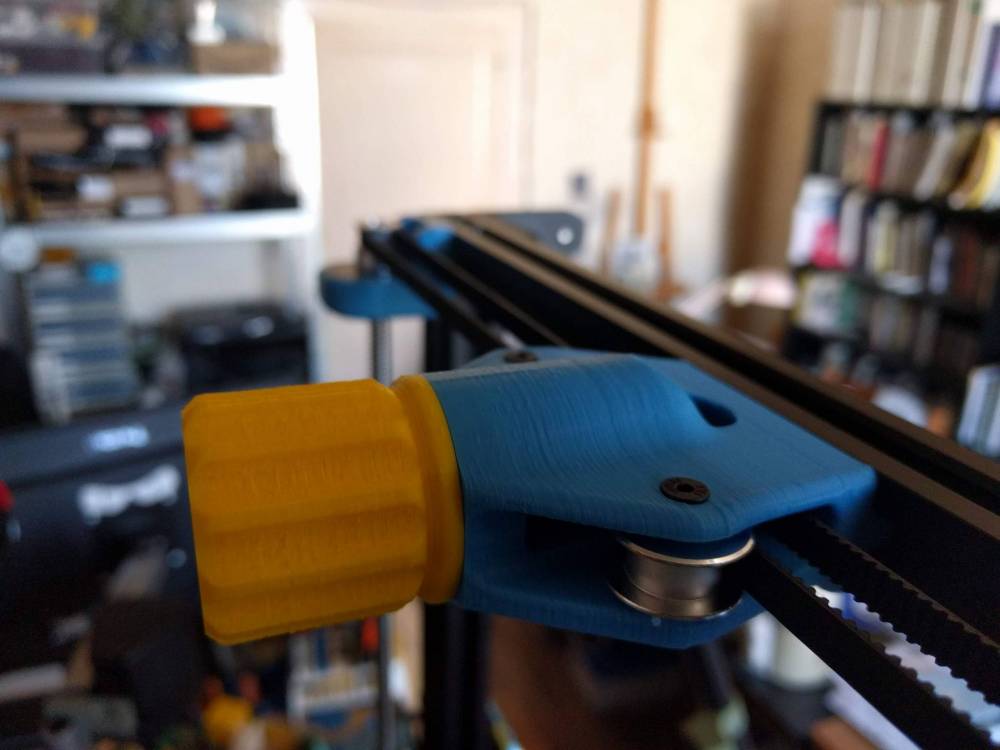
Synchronisation via courroie des deux tiges filetées :
 1 point
1 point -
Re, Voila tuto fini vous pouvez le voir à cette page :1 point
-
Désolé mais c'est sous Simplify 3D Oui, je me suis un peu emmêlé les crayons. Donc 0.34 majoré en hauteur de 120% et en largeur à 150% avec une vitesse à 50% et tu as une belle couche primaire.1 point
-
@fdorful, 0.20 + 0.08 ça fait plutôt 0.28 De mon coté j'ai modifié mon Marlin pour que lorsque je fais mon réglage plateau il se positionne à Z=0.1 au lieu de Z=0 et je règle la distance buse-plateau avec une cale de 0.1 On pourrait se dire ça va être nickel et bien non, si je laisse comme ça la première couche est trop écrasée et effectivement il faut que je rajoute 0.08 pour avoir une belle première couche nickel Je ne pense pas pas que ça vienne de mon plateau, j'ai une différence de 0.01 entre les bords et le centre. J’utilise PrusaSlicer, peut-être qu'il charge un peu la première couche pour l'adhérence. Du coup je rajoute des Z-offset, différents par type de filament. Pour une raison qui m'échappe encore il faut laisser un peu plus de 0.2 pour une bonne première couche à0.2. Mais attention au coup de la feuille de papier, chez moi une feuille A4 de 80g/m2 fait plutôt 0.12, je préfère régler avec une cale.1 point
-
Une feuille de papier fait 80 microns (0.08mm) et pas 100 ou plus Ce qui fait qu'avec une feuille de papier tu positionnes ta tête à 0,08. mm du plateau. Si tu as demandé une hauteur de couche de 0.20 à ton slicer Ton slicer positionne ton Z à 0,20 + 0.08. Donc pour un filament qui fait 0.4 on est à la moitié env. En plus et le plus souvent les slicers (si bien programmés) font une première couche à 120% de haut et 150% de large (il fait ça en jouant sur le débit et la vitesse) 120% de 0.208 ça donne 0.25 (arrondi) donc on est encore loin du 0.40 du diamètre du filament et tu déposes sur ton plateau un beau filament aplati de 0.25 de haut.1 point
-
Beaucoup de soignants ont mal aux oreilles à cause des élastiques qui tirent dessus depuis des semaines. Les ear savers c'est pour accrocher les masques derrière la tête plutôt que derrière les oreilles. C'est adaptable, en tension comme en placement. Ca passe avec les charlottes, queues de cheval, ou crânes rasés. Perso je l'utilise au plus court, derrière la nuque pour ne pas avoir d'élastique du tout sur les oreilles, chacun trouve sa position de confort. EDIT: Pour les tailles enfant, je ne crois pas avoir vu de visière, mais des ear savers raccourcis ça oui.1 point
-
Bienvenue chez les imprimeurs fous confinés ! @atreide Pense à ajouter le model de ton imprimante dans ton profil, ça nous permettra de mieux t'aider et plus rapidement1 point
-
On comprend mieux pourquoi tu as des problèmes d'impression... Ici faut plutôt s'abonner à :
 1 point
1 point -
C'est déjà un premier signe ! Si en réduisant la vitesse et les accélérations, à 50%, elle imprime, c'est un signe que le soucis est peut être un souci de vitesse et d'accélérations. Dans ce cas il y a une "astuce" à essayer : Tu tente d'imprimer 5 cubes disposé au 4 coins du plateau + 1 au centre. Cela augmentera les contraintes de déplacement. Ce qu'un avis perso mais : Si tu pouvais enmener toute la machine, chez toi, et ainsi de prendre tout le temps nécessaire pour regarder ce qui ne va pas. Je pense sans trop me tromper que cela serait la meilleure des solutions, et les membres du forum t'aideront beaucoup plus rapidement à résoudre le problème. Là... c'est peut être un peu exagéré nan ?! Bon... ok, ma CR-10S ne joue pas dans la même catégorie... mais pour un homme cela te fera un peu de muscu. Tu leur explique : Déplacement pour raison personnelle et tu précise que tu te trimballes une imprimante 3D pour répondre à la demande l’Hôpital une commande de visière de protection. Après, il y a quelques flics qui sont "très con". 10 minutes ?! C'est vraiment trop peu pour réellement déterminer la source du problème, et si tu ne peut pas rester à côté pour surveiller, cela ne servira pas à grande chose. Personnellement, je suit à la lettre les recommandations du @Bosco2509 : Imprimer, rester à proximité et ne jamais laisser sans surveillance.1 point
-
Bonjour, pourquoi tu ne fais pas l'essai avec un print que tu as déjà réaliser ?1 point
-
Ma CR10 (l'ancêtre ) avec sa carte mère originelle toujours fonctionnelle (celle avec le PCB noir et le cavalier à déplacer lors d'un flash) possède pourtant des radiateurs collés sur les A4988 . Dans un mois elle aura trois ans (et elle fonctionne toujours aussi bien mais ce n'est pas une S5 mais une S3 et n'est pas dans un caisson). Le moteur de l'axe Y sur les CR10 S5 est un Nema 17 de 60 mm (c'est aussi ce que j'ai mis sur ma CR10 S3 (Hanpose)). Comme @Kachidoki je m'orienterai vers un pilote / moteur qui chauffe trop et se met en sécurité et provoque des sauts de pas. Si tu peux vérifie la Vréf du A4988 sur la carte mère. Au bout de trois ans, la colle / pâte thermique entre le pilote et le radiateur ne joue peut être plus son rôle efficacement ou le ventilateur de 60 mm dans le boitier ne souffle plus ou insuffisamment ? …
 1 point
1 point -
Bon j'ai lu un peu en diagonal je l'avoue, donc si ça a déjà été proposé je m'en excuse d'avance. J'ai noté plusieurs points, dont notamment : L'utilisation d'une vitesse assez élevée, surtout pour une S5, j'ai vu du 100-120mm/s quelque part, et même du 5000mm/s² d'accélération. La rotation à 90° atténue le problème. La mécanique semble peu en cause car en place depuis longtemps et déjà archi contrôlée. Je propose donc (roulement de tambour) : Une surchauffe du driver Y. Je développe, le plateau de la S5 est lourd, c'est un fait, donc le moteur Y doit travailler pas mal, surtout dans les changements brusque de direction. Quand le modèle est orienté "normalement" il y a 2 longues lignes droites avec un demi-tour brutal pour Y, alors que quand il est orienté à 90°, c'est X qui prends cette charge, Y se retrouve assez allégé dans sa charge, aucun demi-tour brusque, que des arrondis bien gentils (hormis les tétons sur les premiers millimètres). Si en plus le modèle est imprimé un peu plus rapidement que d'habitude, tout colle. Donc, soit le moteur Y loupe des pas en surchauffe, soit plus probablement c'est son driver qui surchauffe. Est-ce qu'il y a des radiateurs ou une ventilation sur les stepper drivers ? Pour plus tard, il faut aussi penser au poids qui s'ajoutera lorsqu'il y aura 8 pièces sur le plateau à balader. Sur mes prusa je fais des empilements de 10, ce qui représente déjà 450 grammes de matière à trimbaler à haute vitesse (1h25 par visière). Je n'ai pas osé tester la double pile de 10 sur la prusa, ni la pile de 19 sur la CR-10 à cause de ça (une bobine complète sur le plateau déjà lourd avec la vitre).1 point
-
C'est curieux que tu aies dû mettre une jupe aussi importante pour que ça tienne au sol. Le modèle Prusa est très bien fait et n'en a pas besoin Perso je fais juste une bordure à distance, histoire de bien amorcer la pompe
 1 point
1 point -
Hello ER1C juste une info parmi tant d'autres. Pour l'impression de visières dont le modèle est très proche du tien, j'avais remarqué qu'en fonction de l'orientation de la pièce sur le plateau, le temps d'impression changeait sous Cura (je suis en version 4.4). D'habitude j'imprime // à l'axe X et en passant // à l'axe Y, je gagne 5 mn. Ce n'est pas grand chose mais toujours bon à prendre même si je ne m'explique pas la raison de ce gain puisque les vitesses de déplacement et accel en X et Y sont identiques. Résultat: léger décalage de couches à partir d'un certain niveau sur une partie de la pièce alors que aucun pb avant. Je fais le check classique -> tension courroies/ pts dur chariots: rien. deuxième essai: même défaut parfaitement identique. Je reviens à l'orientation initiale // à X: nickel. Ma conclusion: ???défaut de tranchage de Cura dans ce sens ? sensibilité de l'Ender aux longs déplacements Y (plus d'inertie qu'en X). Donc mon conseil avant de tout démonter, re flasher etc...il vaut mieux relancer suffisamment d'essais d'impressions pour mieux cerner le problème et tenter de faire la part des choses. Perso, si ta CR10 cumule des centaines d'heures sans problème et que d'un seul coup ça déraille sans que rien n'ai été touché, je vois plus un problème sur les éléments qui ont évolués comme le gcode/lecture carte SD ou alors à l’extrême un composant qui commence à lâcher.1 point
-
Est-ce du filament fibre de bois, si oui non adapté pour des visières. Quand on veut imprimer avec des vitesses améliorer il ne suffit pas d'augmenter la vitesse, il faut jouer sur la température de buse en l'augmentant, voir augmenter le flow...1 point
-
bonjour, avant la vitesse, c'est surtout l'accélération et le "jerk" qui sont critiques sur de telles machines pour indication : 500 et 10 sont des valeurs plutôt conservatives pour des machines plus petites l'option de "relevage de la buse lors de la rétraction" peut également causer des décalages de couches autre remarque non liée : ta première couche me semble un peu moche, as tu bien réglé la hauteur de ton plateau / calibré ton extrudeur ?1 point
-
Salut... Etant donné... qu'il s'agit d'une CR-10 S5... connu pour son plateau lourd et... *je trouve pas les mots* Je te suggère de regarder : La vitesse d'impression. Donc ma question : Tu vas à quelle vitesse ? Ou plus simplement : C'est quoi tes paramètres d'impression ? Le second point à regarder : La tension de la courroie du plateau (Axe Y). Faut qu'elle soit tendu ! Mais pas trop ! Alors la question : Elle est tendu comme il faut ? Ni trop ni pas assez ? Rappel : Si la courroie est trop tendu... elle va sauté ! Ensuite... 3e point : As-tu regardé la courroie et l'axe du moteur ? L'axe du moteur est-il marqué par la visse de blocage ? Pourquoi cette question ? C'est assez simple à comprendre : Si ta courroie est légèrement trop tendu... le moteur chauffe un peu car il peine... si le moteur chauffe, cela fait dilater la visse de blocage de la poulie... qui va faire sauter la poulie d'un tour. Si la visse a sauté... cela a laissé une marque sur l'axe du moteur...1 point
-
Pour ma part déjà remet la bonne avance/tours (enfin sur imprimante l'avance en pas/mm). Ensuite a quelle vitesse imprimes tu? Tu peux faire un récapitulatif des paramètres de ton trancheur? Équerrage du châssis? Sa rigidité? Tension des courroies? Courroie renforcée c'est à dire? Si elles sont composées d'une carcasse métallique c'est poubelle. Elles sont trop rigide et ne s'enroulent pas correctement sur les poulies GT2 (diamètre d'enroulement trop faible). Assure toi d'avoir une carcasse en fibre. Parce que 7/10mm d'écart c'est quand même pas mal... Edit : La mécanique, la physique, les mathématiques derrières sont universelles et reste donc les mêmes. Maintenant faite comme vous voulez mais pour ma part je préfère régler un problème que le masquer (pour le reporter ailleurs soit dit en passant). Jouer sur la totalité des paramètres de positionnements de la machine pour tenir seulement un hypothétique 20,0x20,0x20,0... Justement c'est pas un centre d'usinage dernier cri donc une machine à 130€ qui bosse à +/- 2/10 c'est déjà beau. Produit 5 pièces, les 5 seront différentes. Faut juste tenir compte des capacités de sa machine quand on conçoit. C'est " la cotation fonctionnelle" et on s'en sert pour tout. La tolérance défini le moyen de production. Si tu es à la scie +/- 2mm c'est pas mal. Si tu es sur une machine de découpe de tube laser là ça craint... Essais de réimprimer tes pièces avec les réglages stepp/mm de base.1 point
-
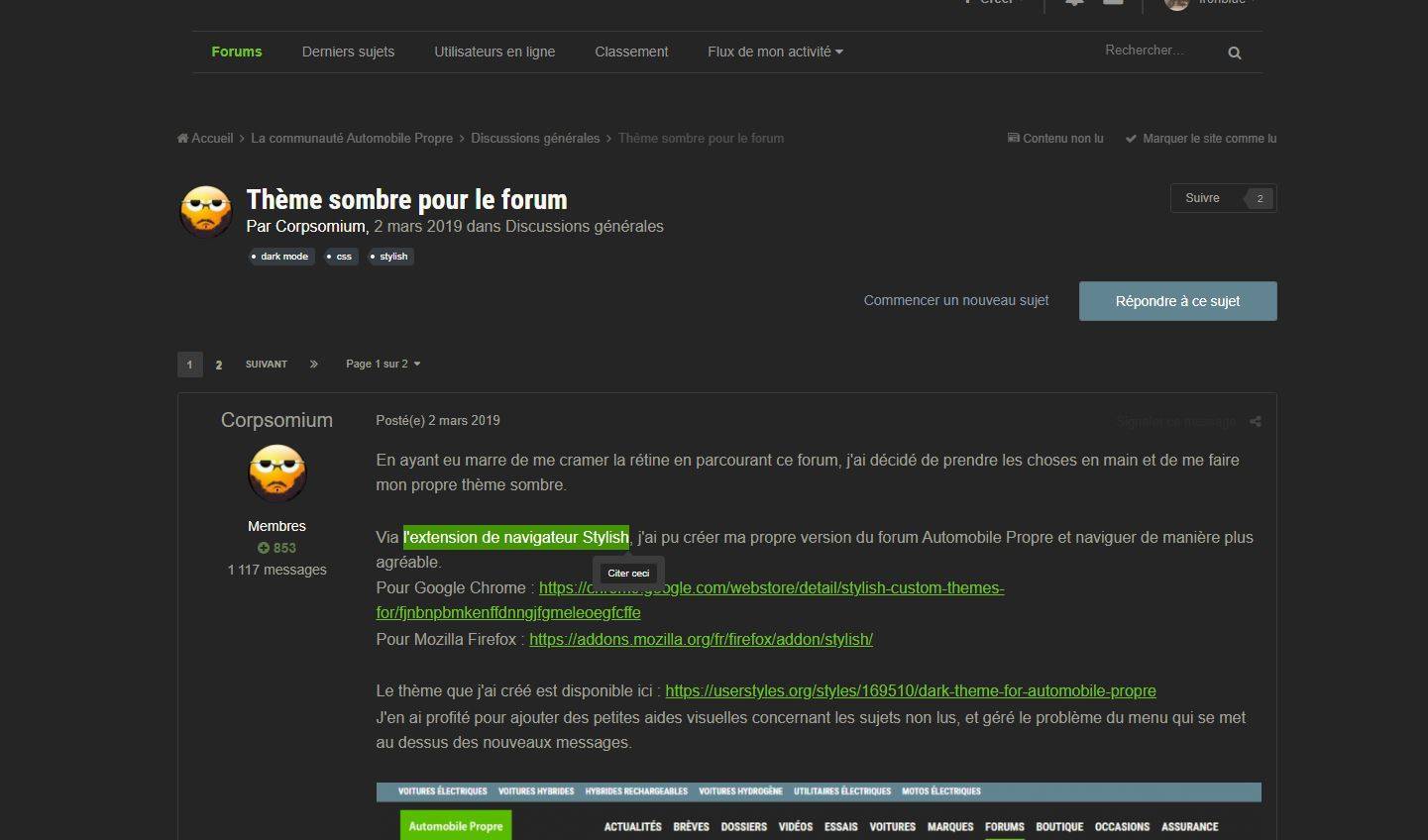
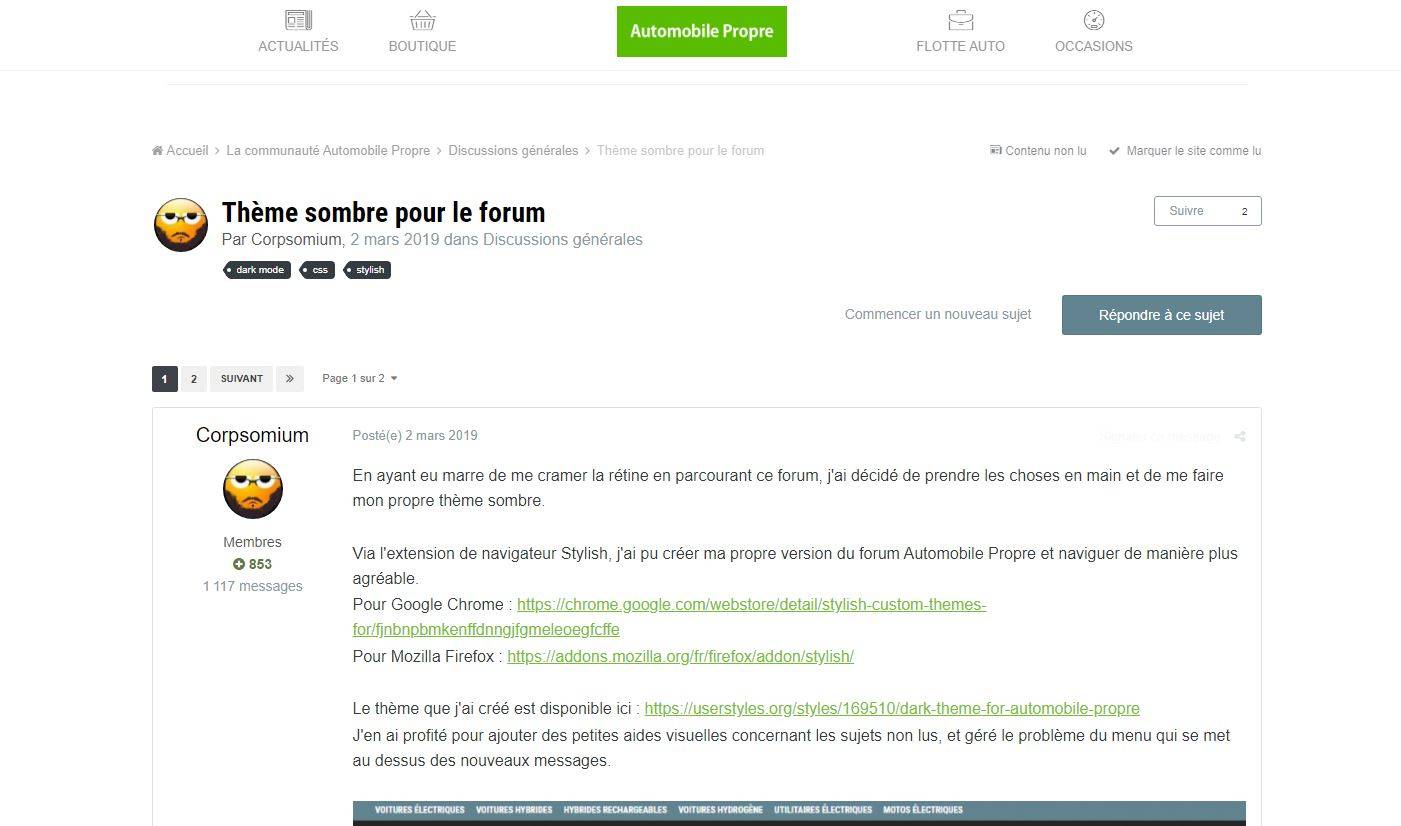
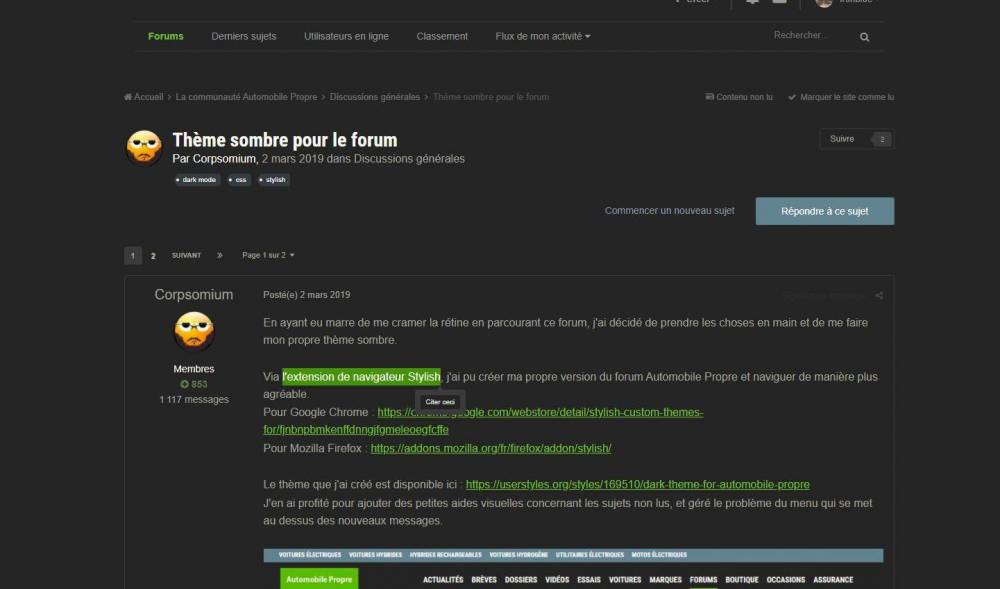
Sur un autre forum qui à pratiquement la même apparence que celui ci, un membre m'a fait découvrir l'extension de navigateur Stylish qui permet de transformer l'apparence de n'importe quel site dans le thème que l'on souhaite. C'est pas que je trouve moche l'apparence du forum mais le soir, le tout blanc c'est assez agressif Exemple sans Avec J'ai essayée d'en trouver un tout fait pour ici mais il n'y en a pas, j'ai aussi essayée d'en faire un mais là j'y comprends rien de rien donc je suis bloquée... Si l'un d'entre vous connait et sait comment créer un thème, ce serait bien car c'est fatiguant pour les yeux tout ce blanc et peut être que cela intéressera d'autres personnes que moi.
 1 point
1 point -
Bonjour, Super je vais essayer ça. Donc on peut se faire un script calibration plateau : G28 G29 M500 et remplacer le G29 du script de démarrage par : G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G1 X145 Y140 F4000 G28 Z0 ;move Z to min endstops M420 S1 ; rappel levelling M420 Z10 ; Arrete la compensation au dessus de 10mm. soit 2% par couche de 0.2 G1 F5000 G1 Z15 F9000 ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E40 ;extrude 40mm of feed stock G92 E0 ;zero the extruded length again M117 Printing... Merci lion021 point