Classement



Contenu populaire
Contenu avec la plus haute réputation dans 08/05/2020 Dans tous les contenus
-
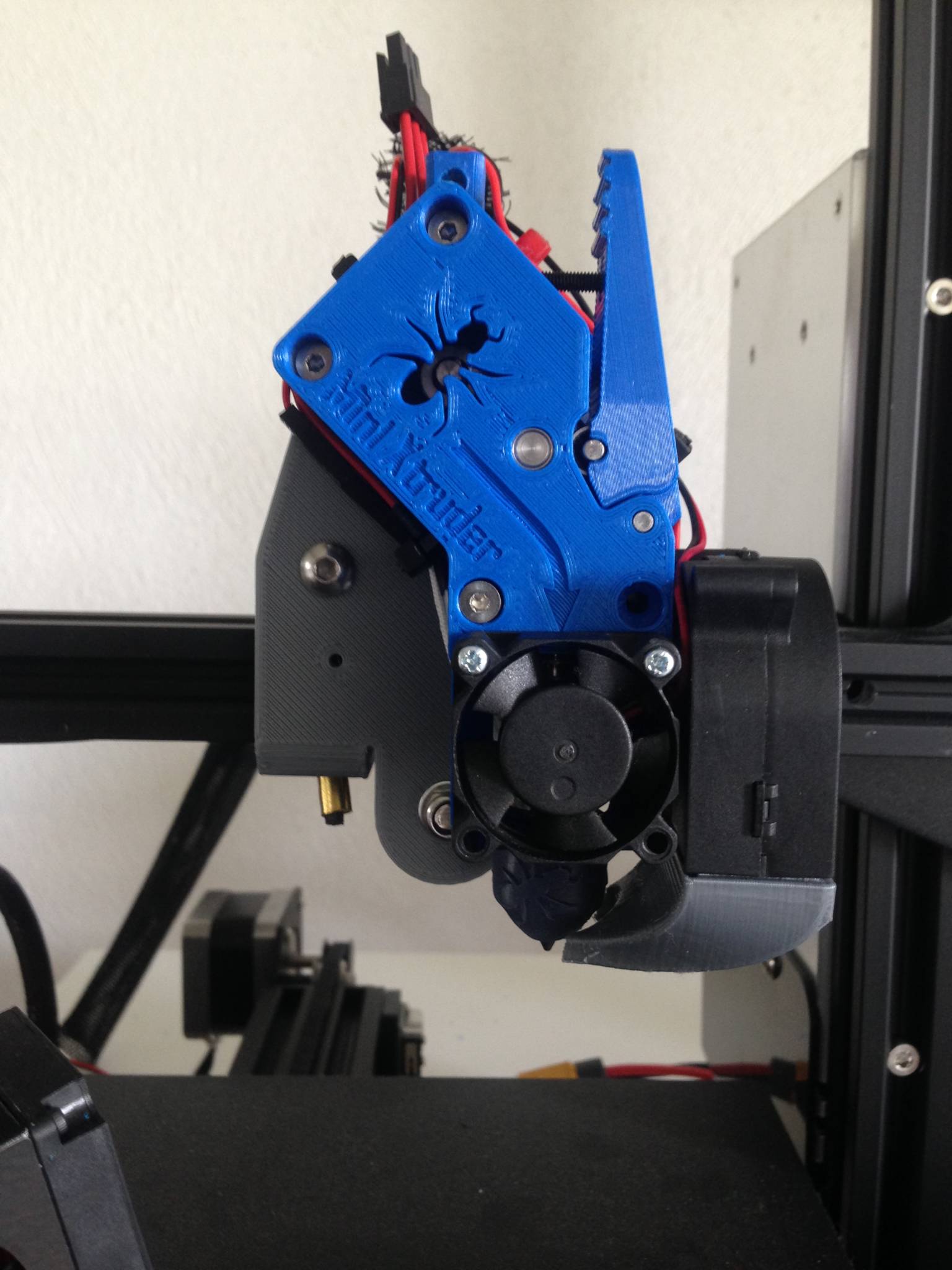
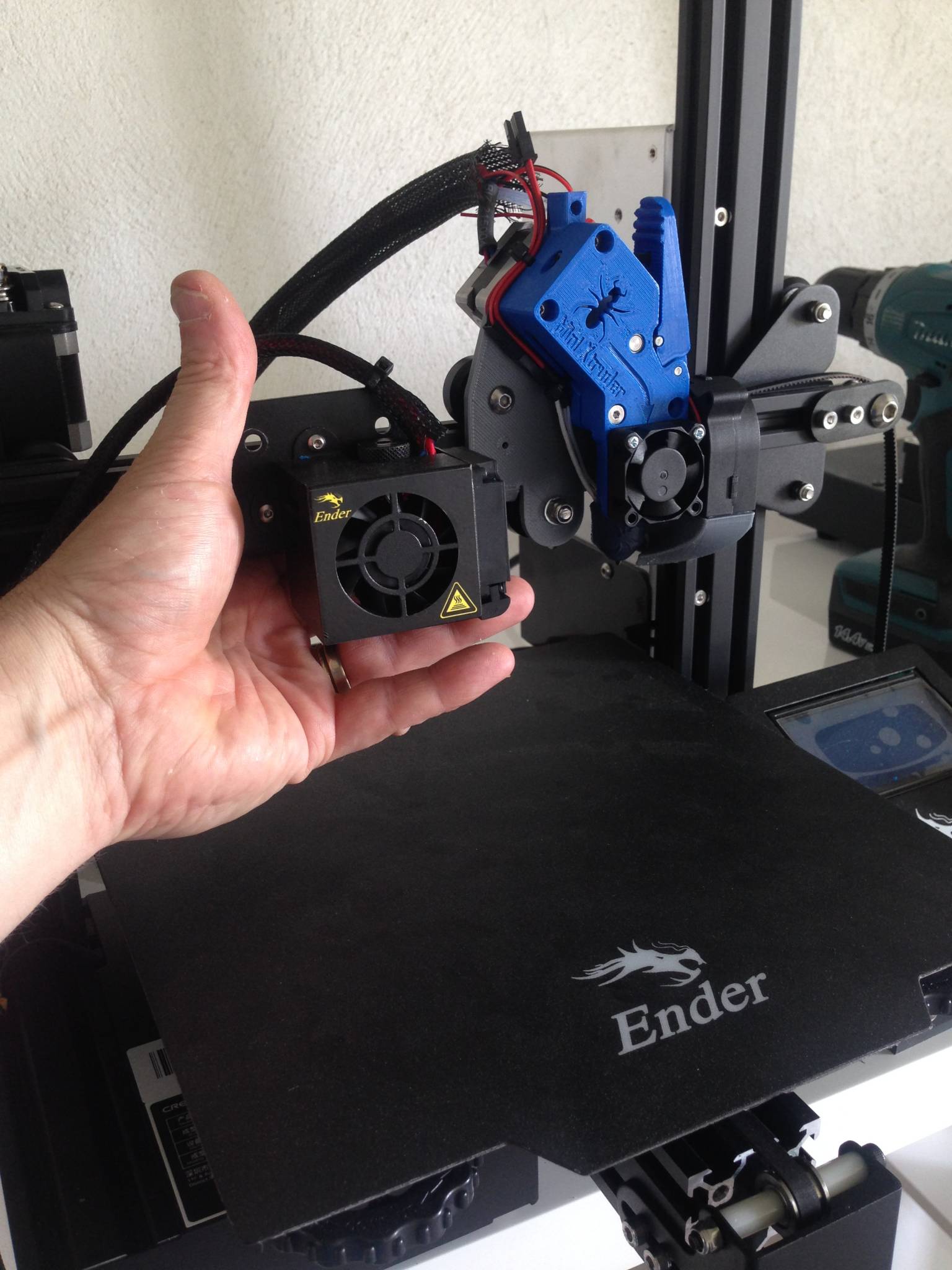
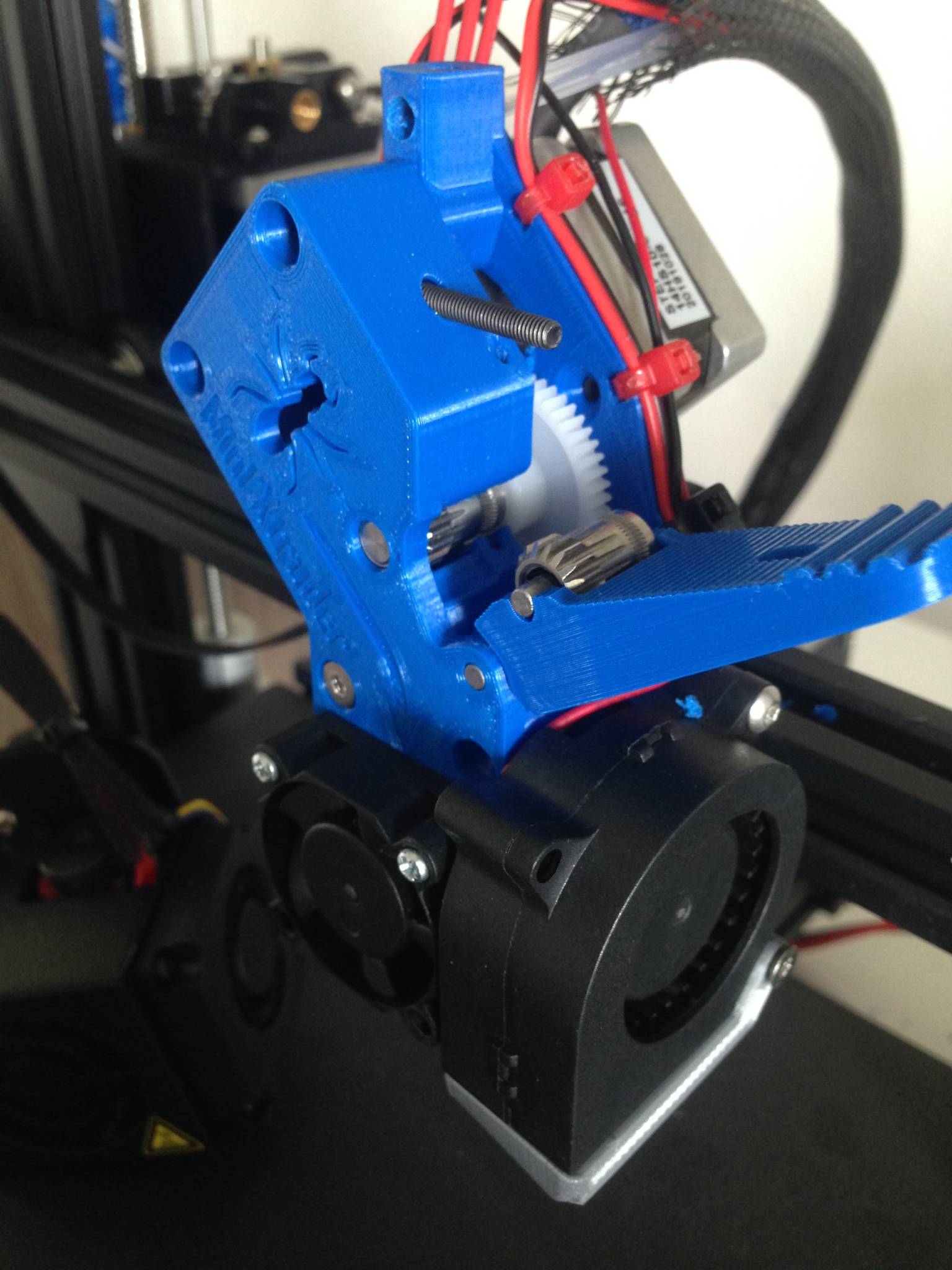
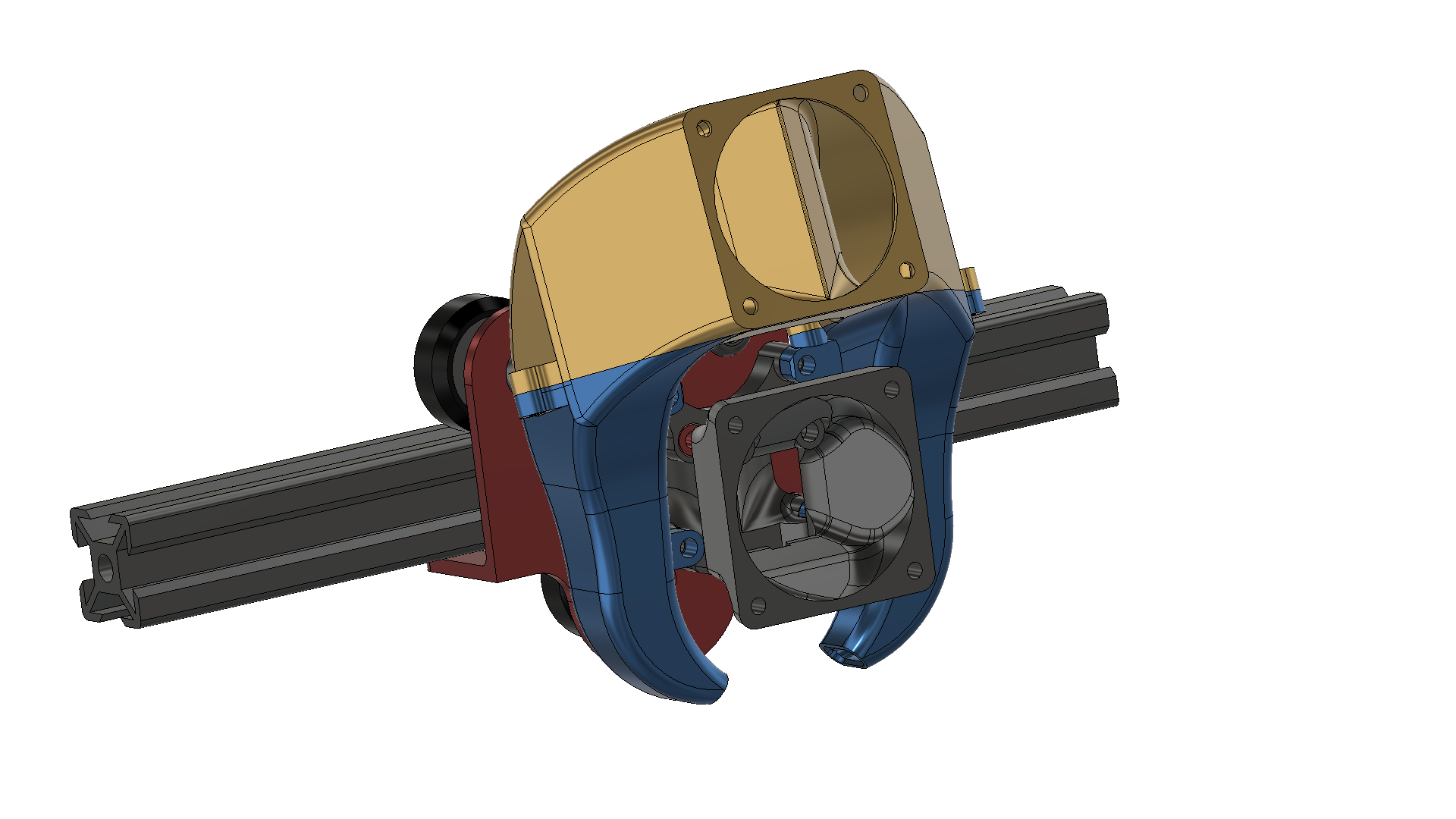
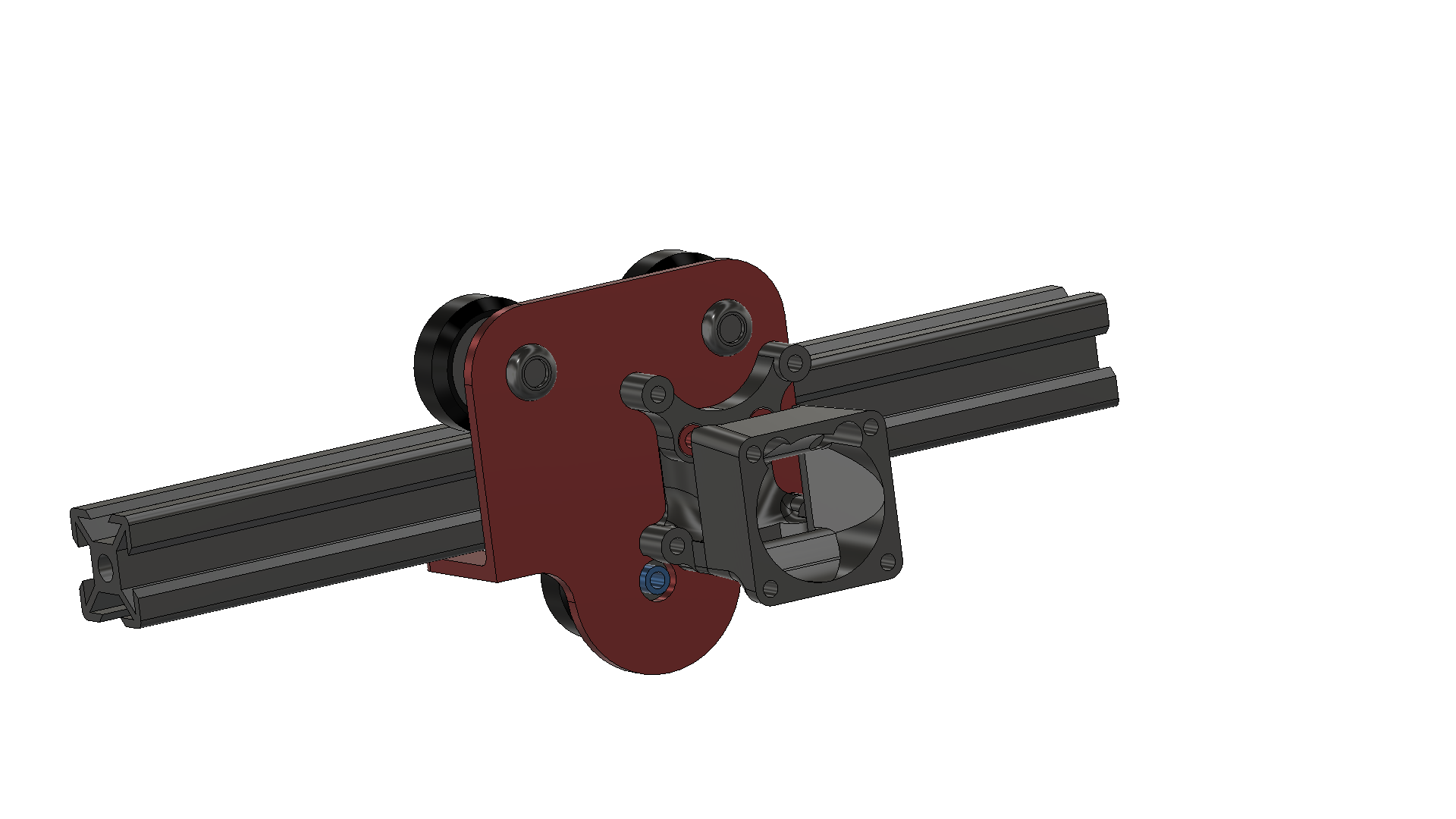
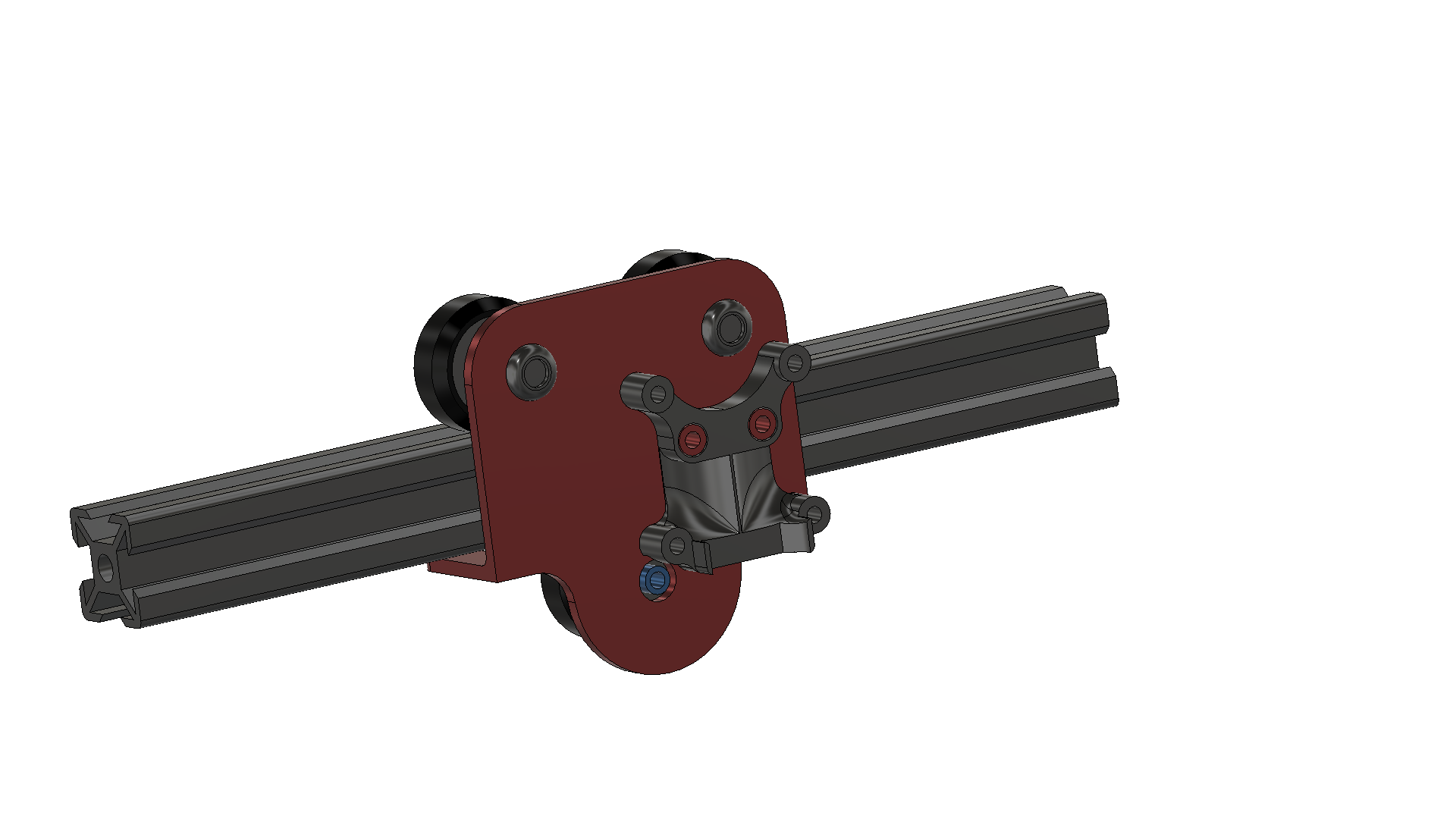
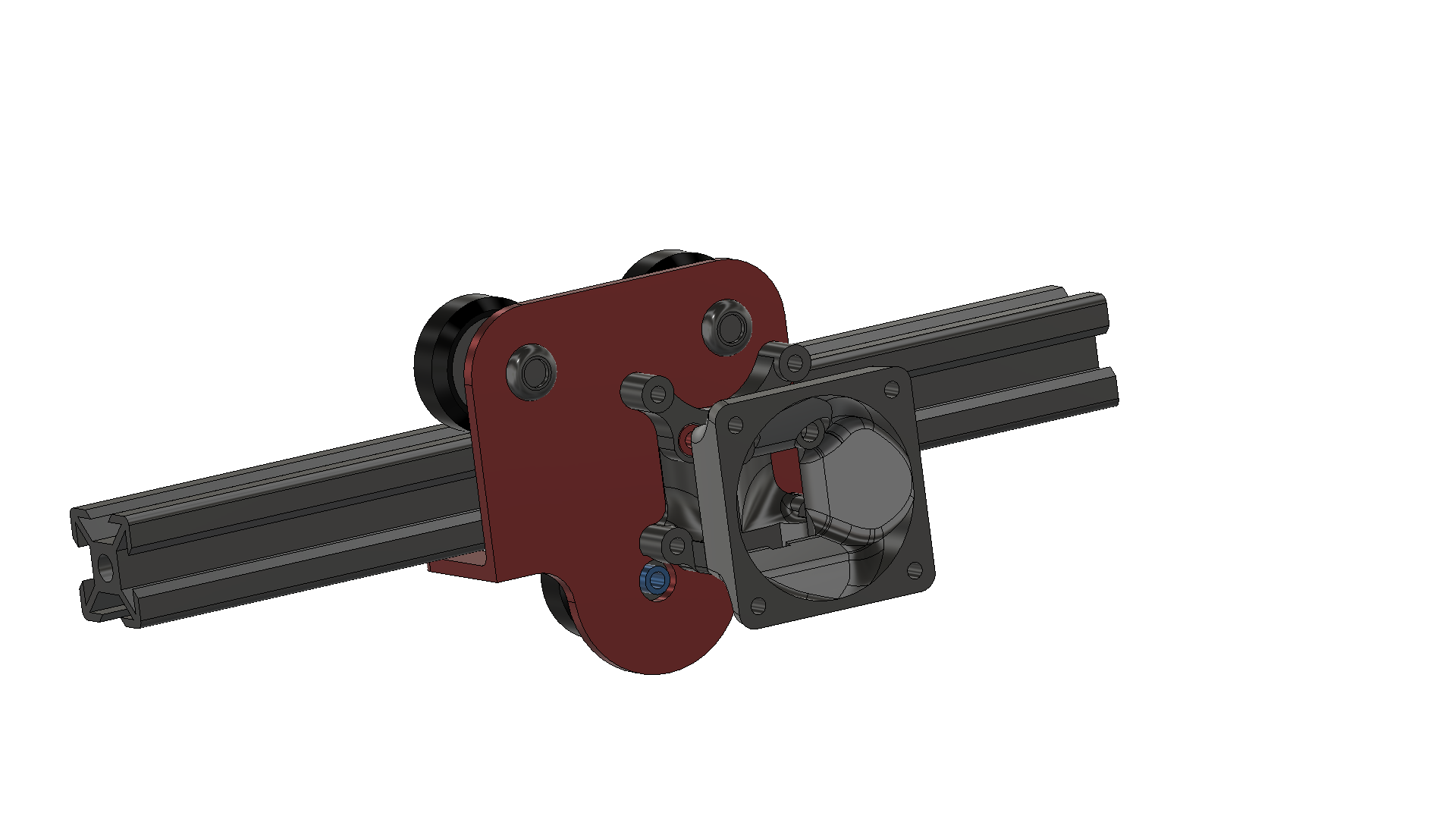
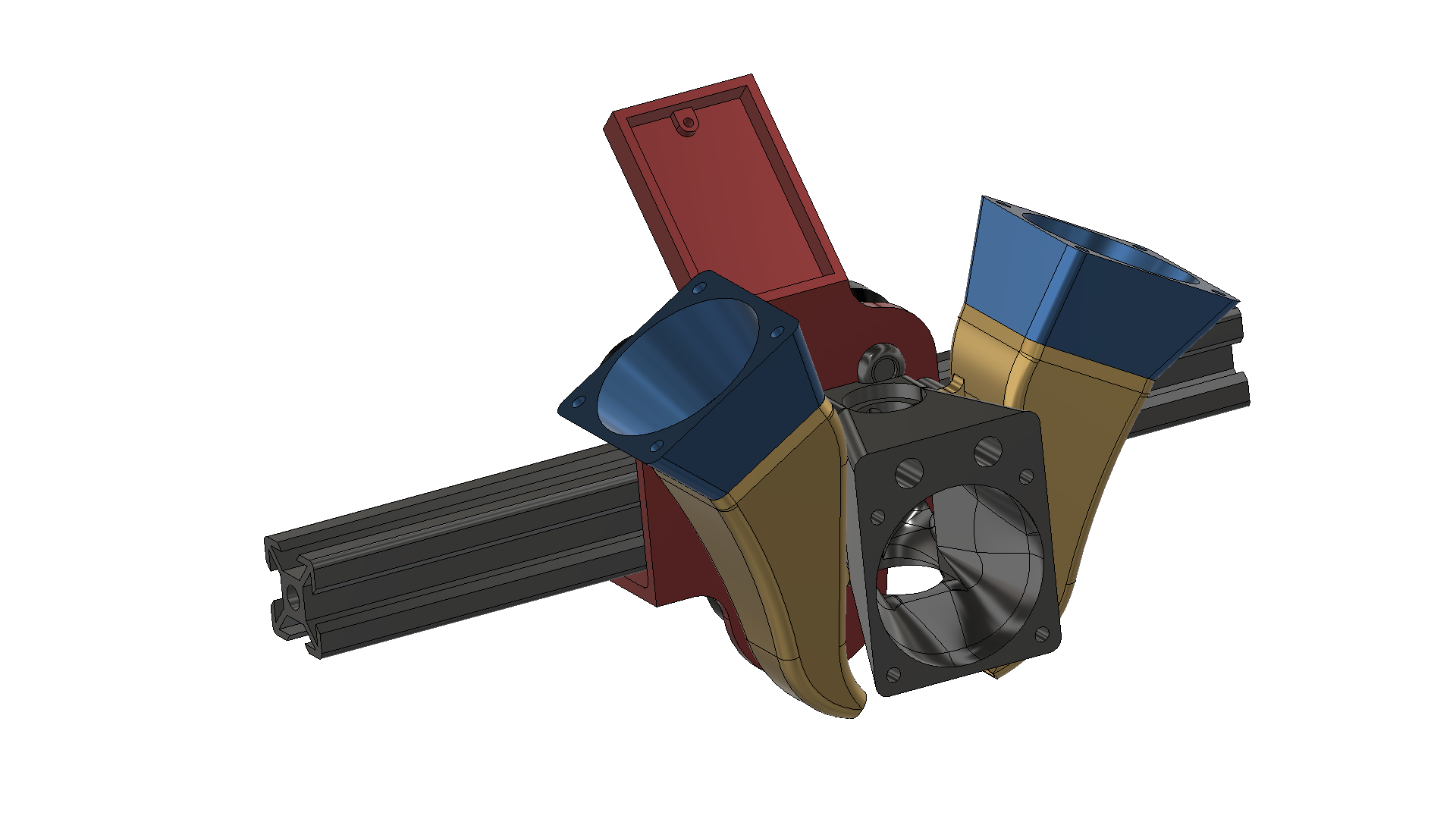
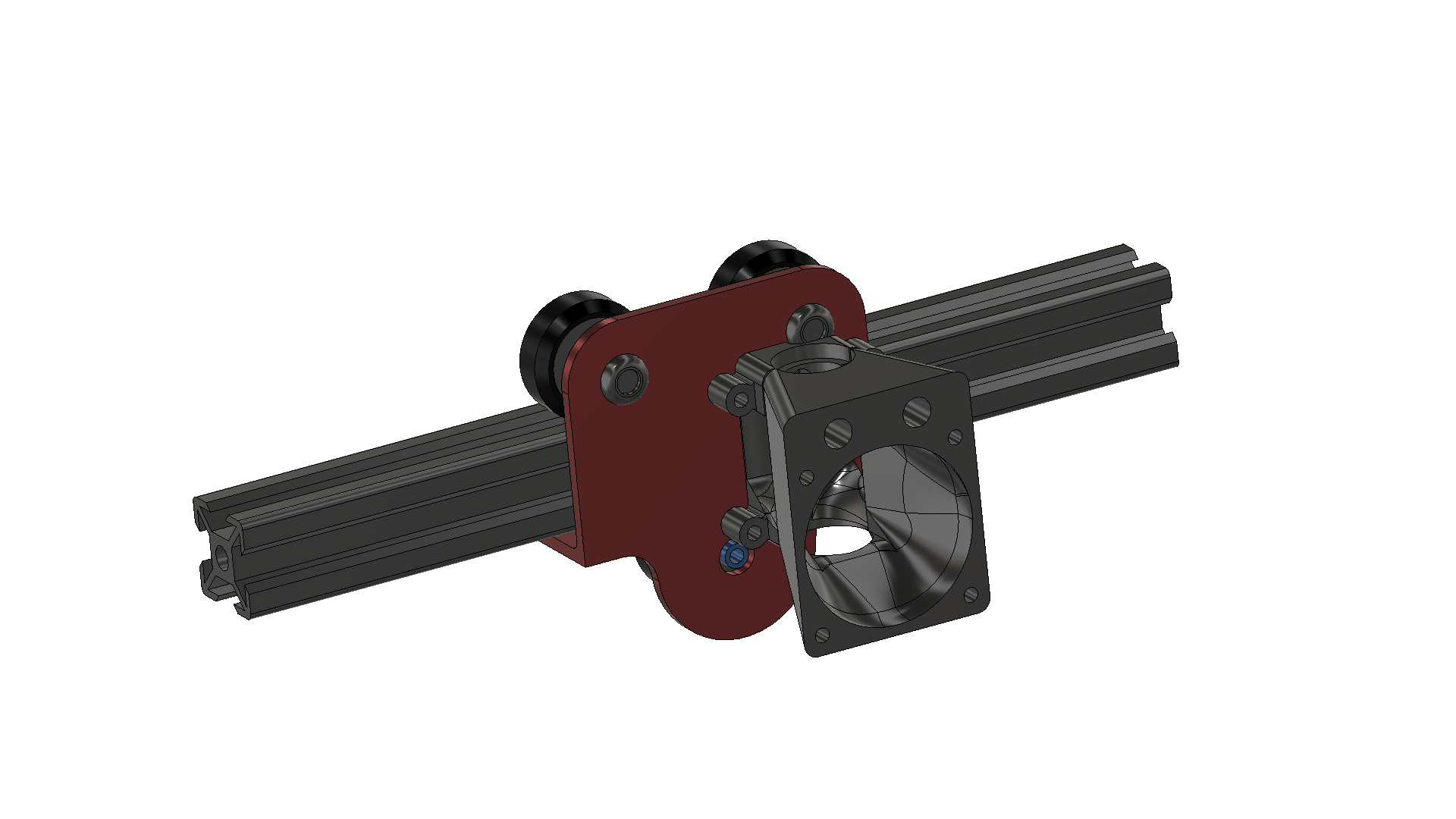
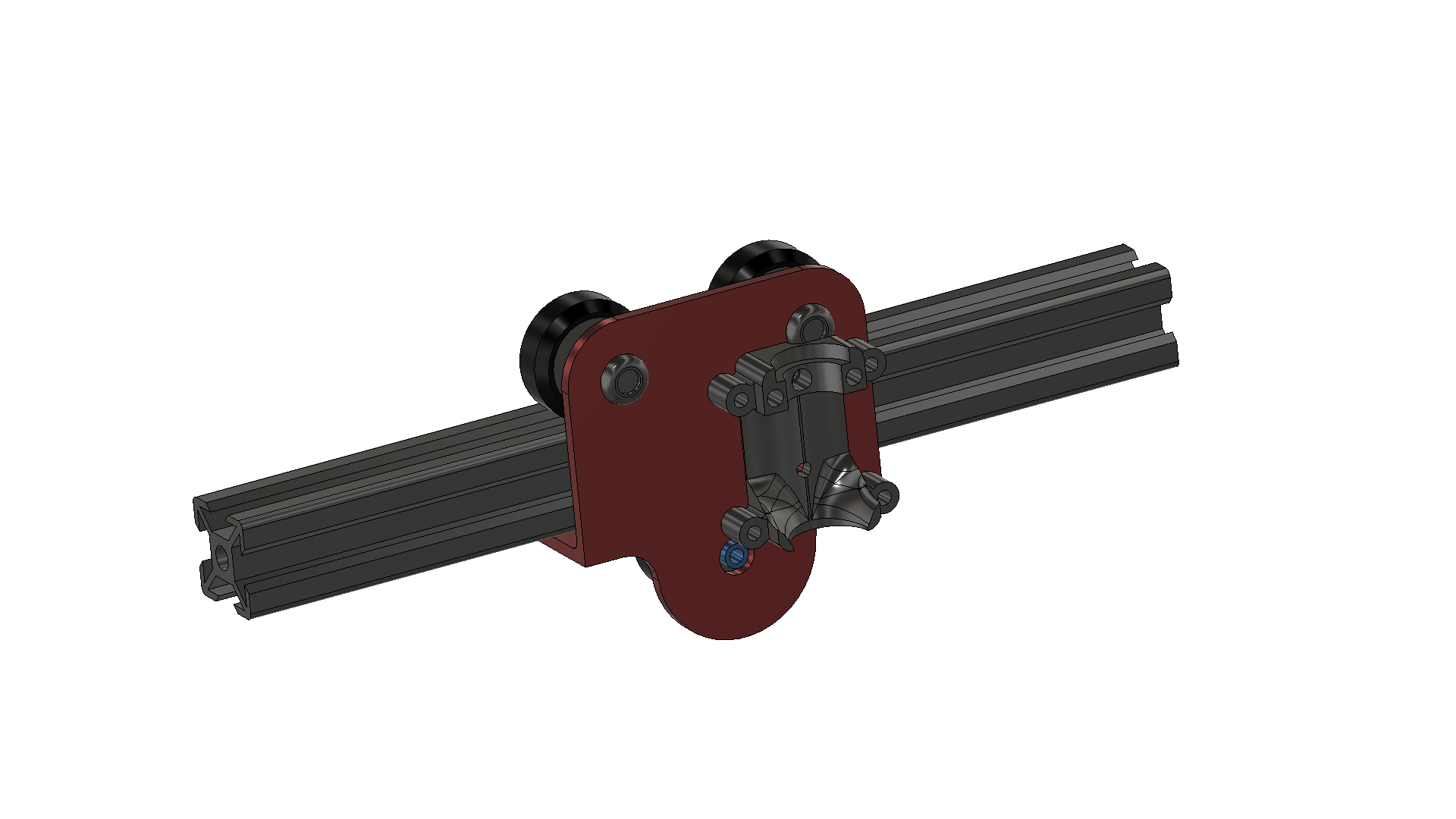
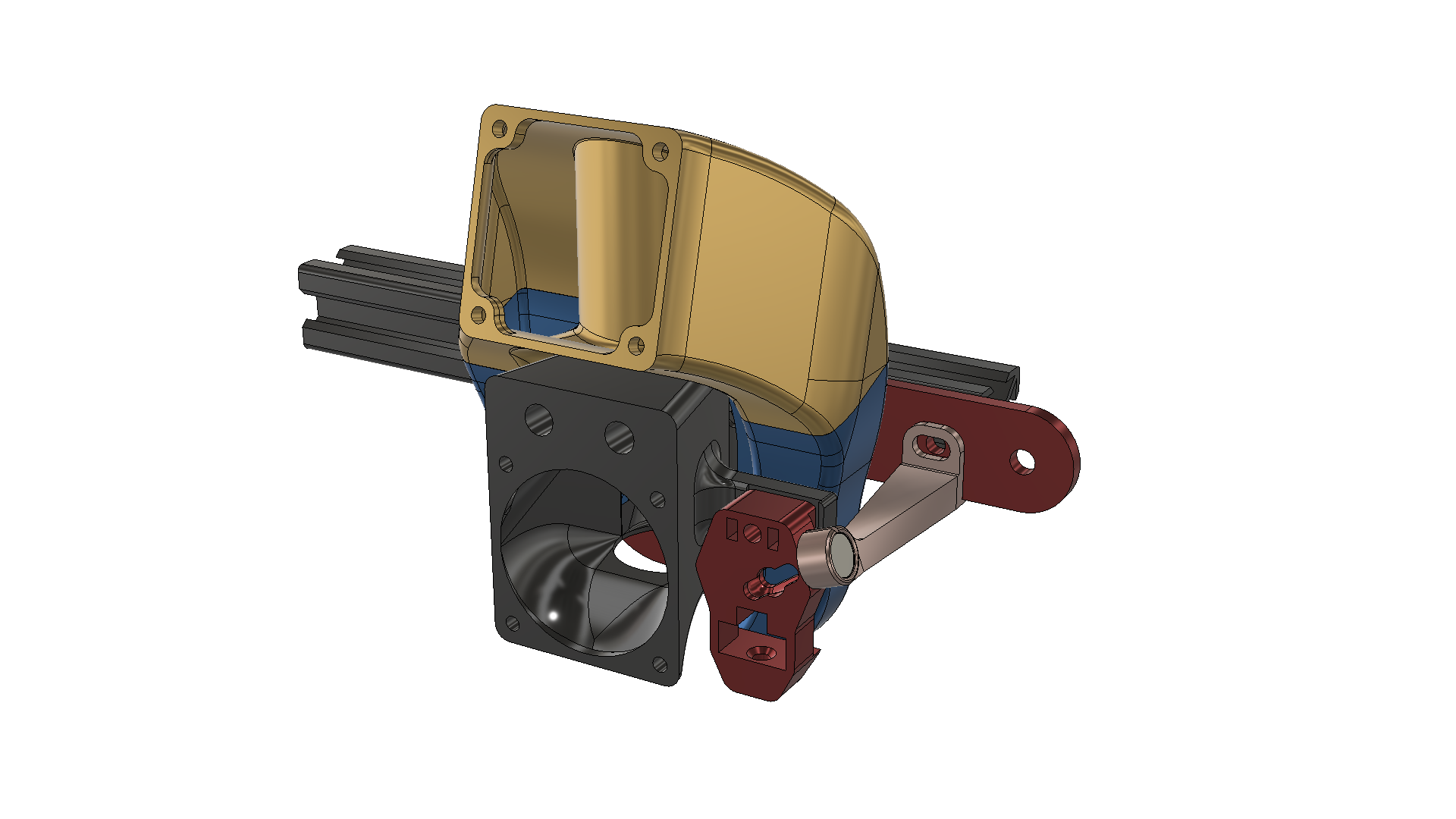
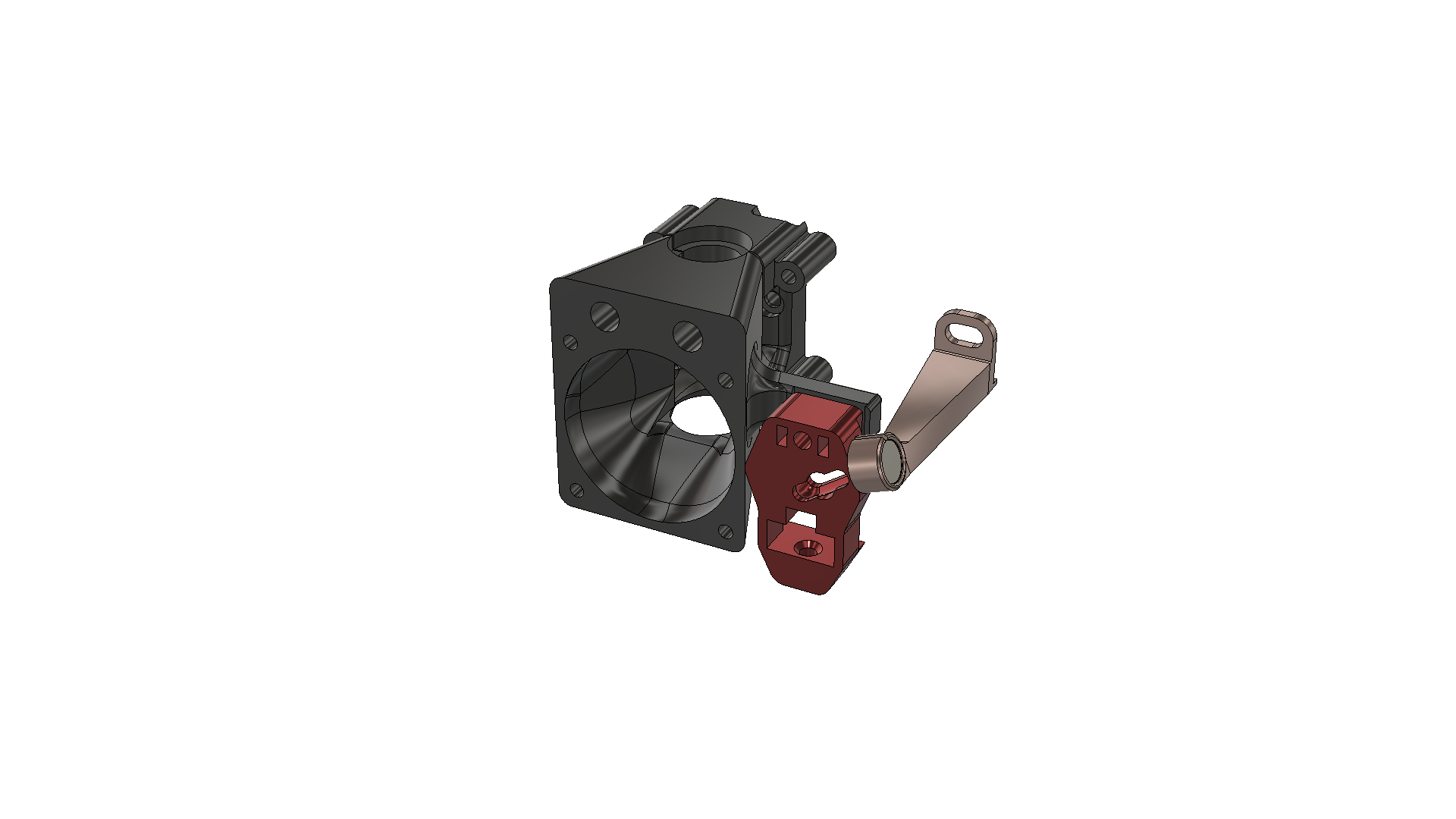
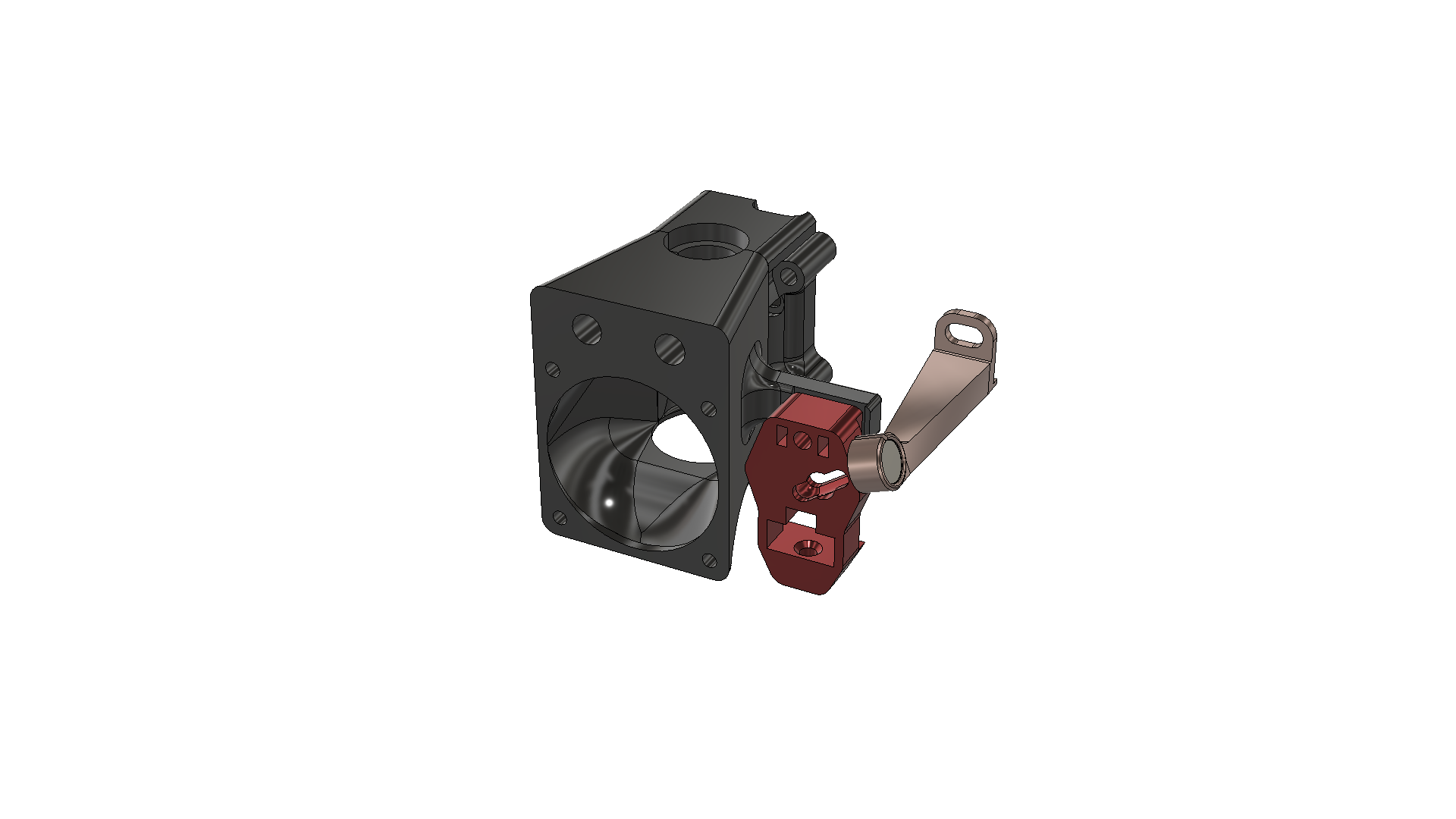
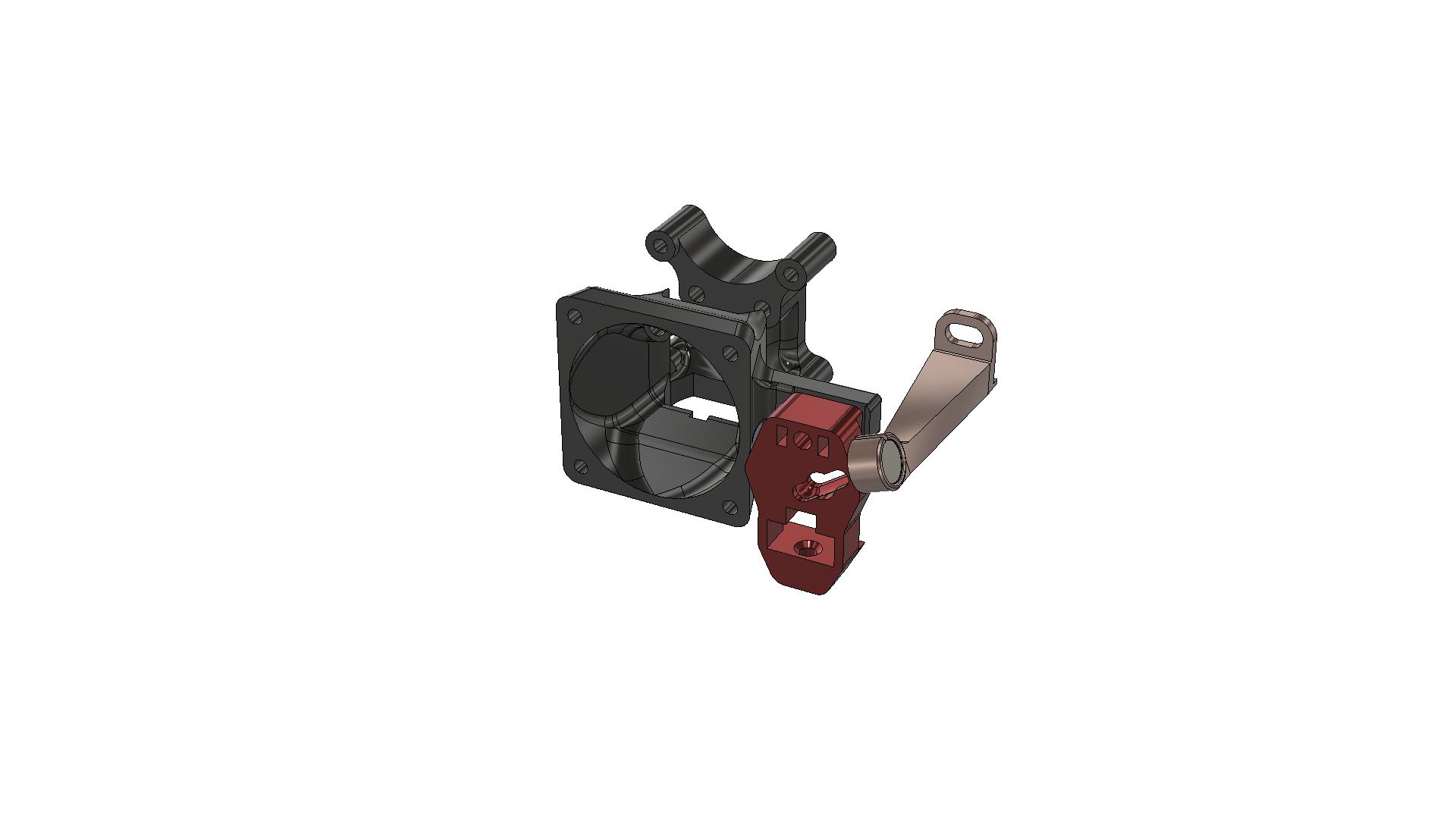
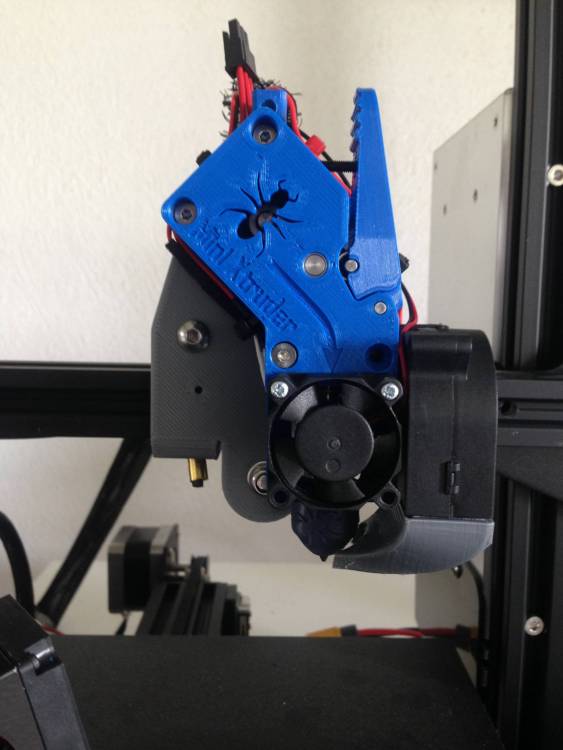
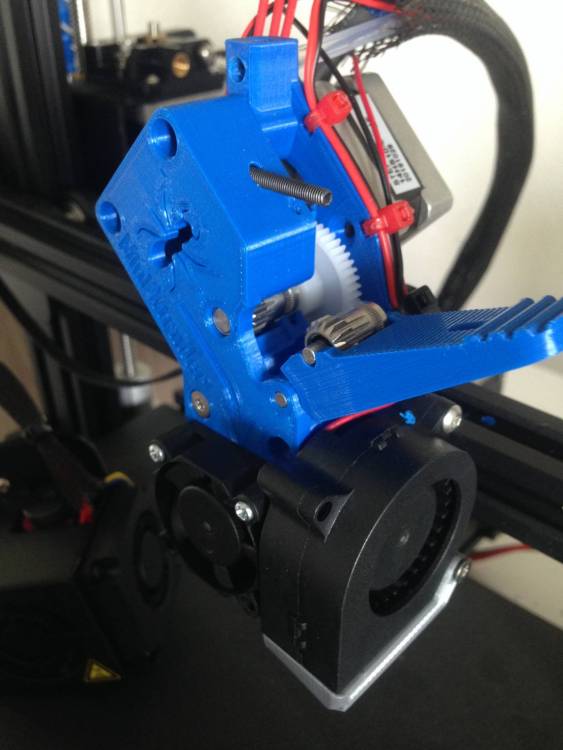
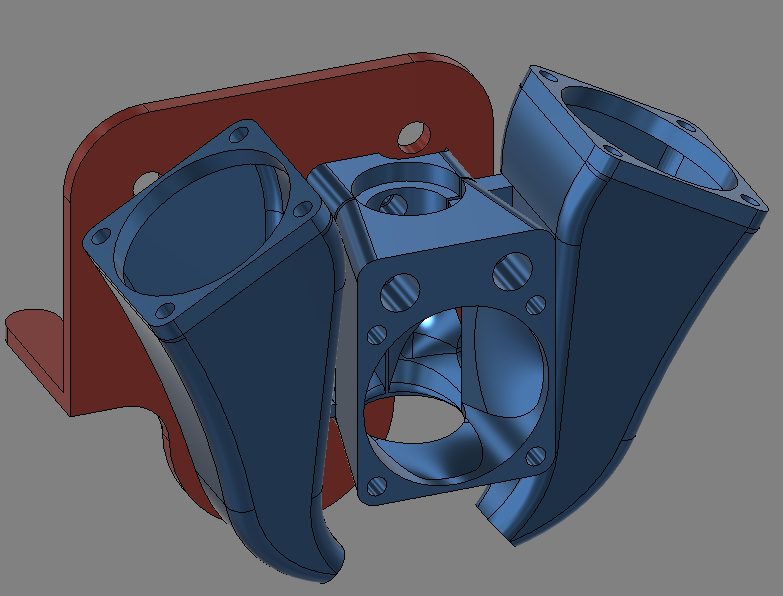
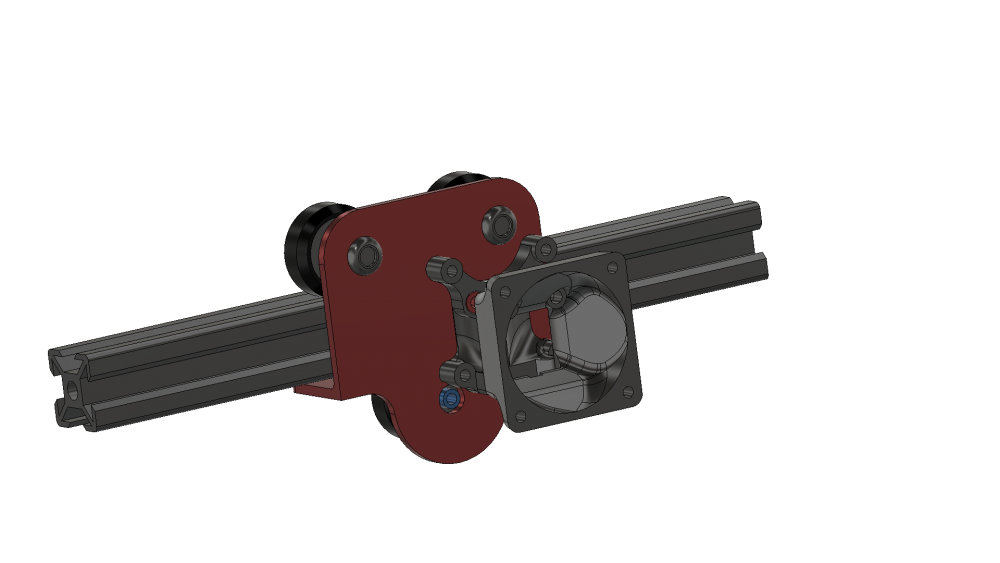
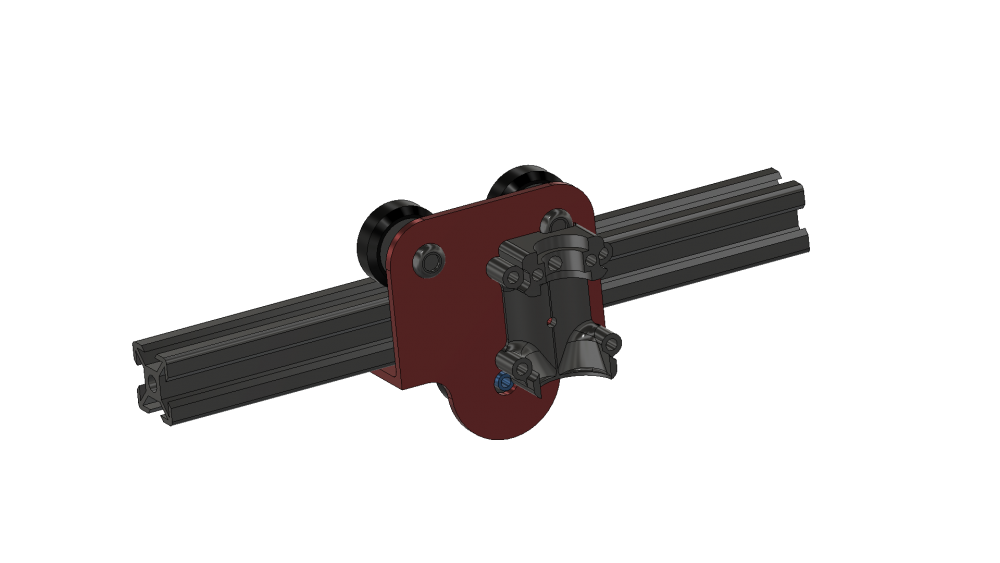
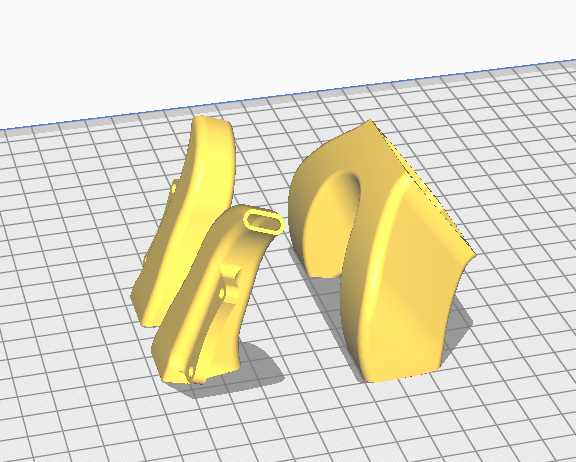
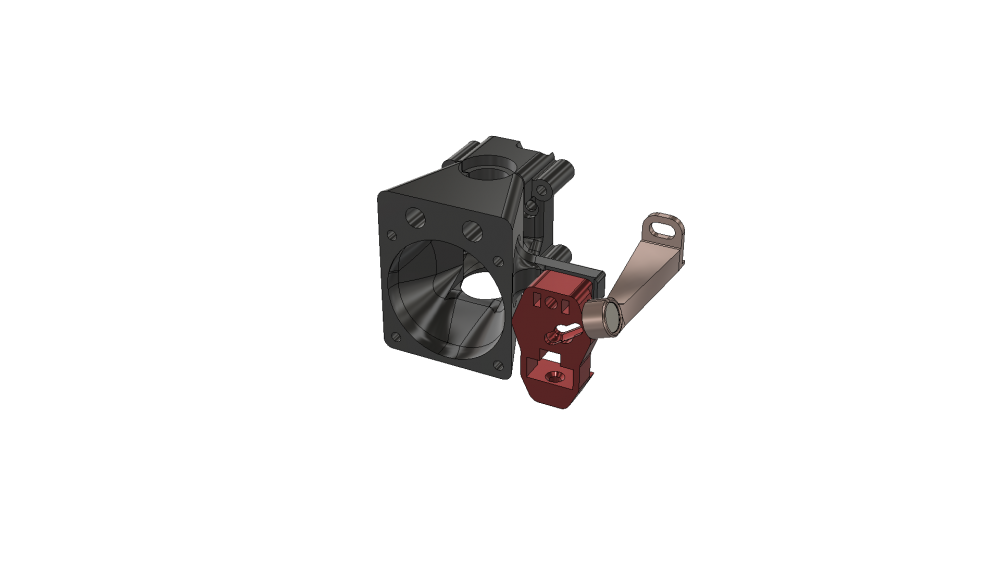
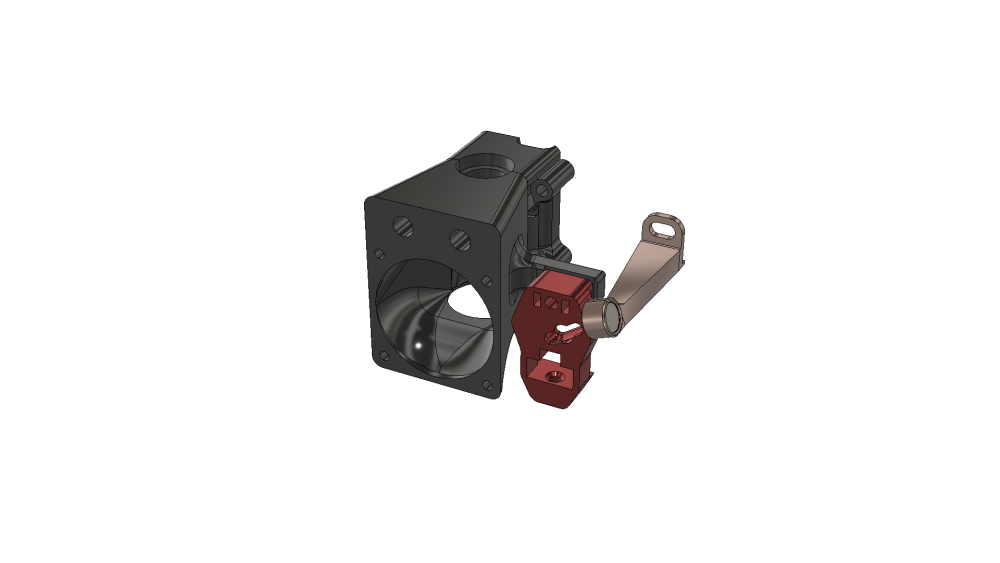
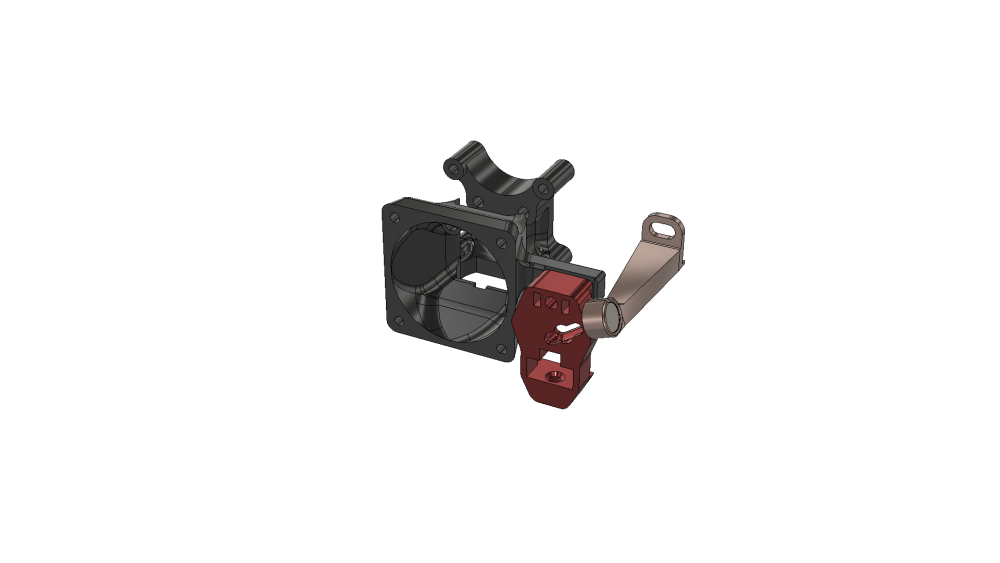
Bonjour, j'vous présente mon dernier concept ;) Mini extrudeur en Nema14 avec reduction 3:1, on essaye ça bientot, j'attends les platines! ça pourra se monter un peu partout, c'est la base du chariot Creality que l'on voit quasi partout Bon weekend et @ trés bientot pour voir si ça fonctionne !!!
 2 points
2 points -
Bonsoir à tous , Quelques photos de réalisations de taille intéressantes ... Pas vraiment de problème à signaler...





 2 points
2 points -
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
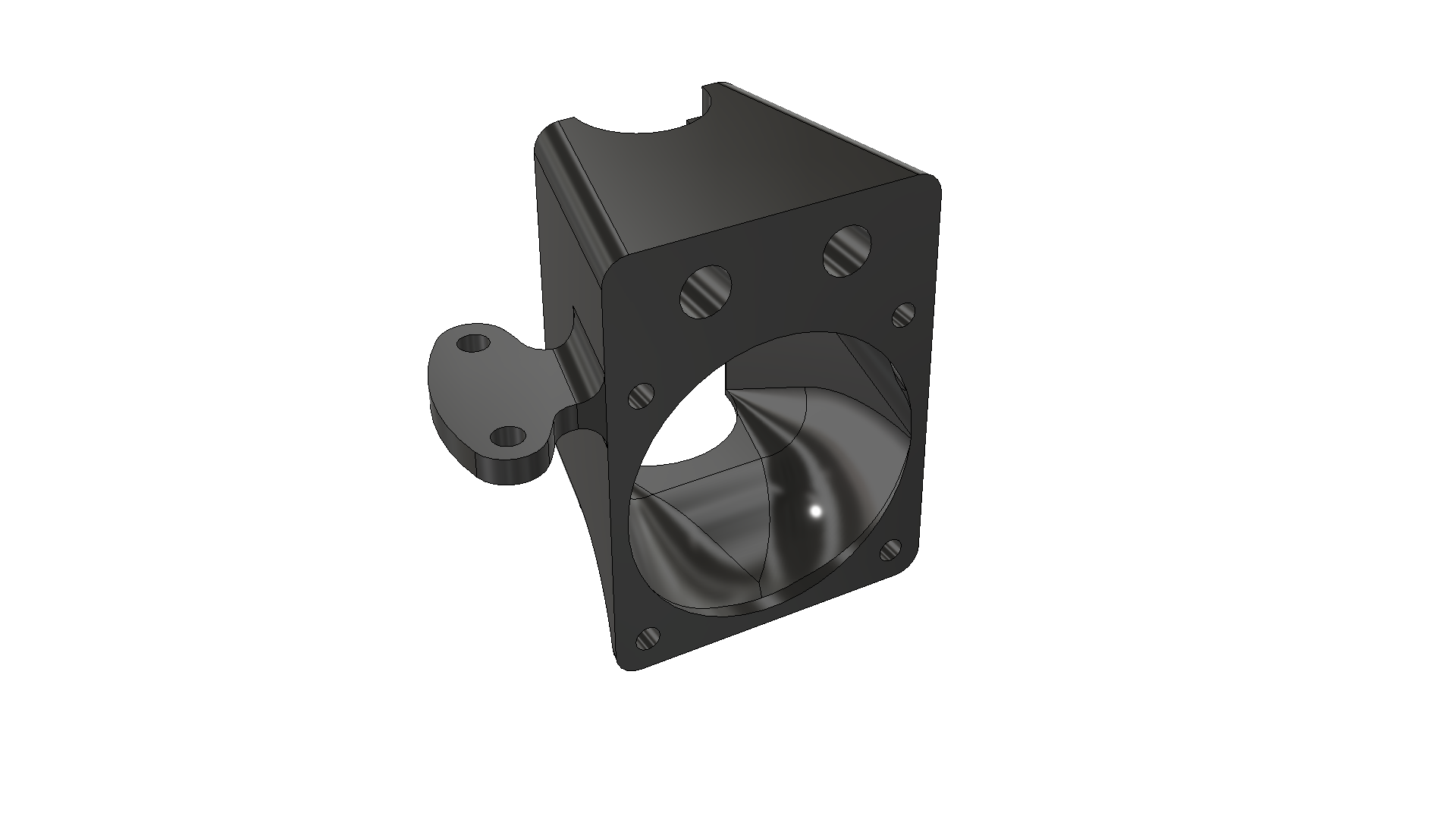
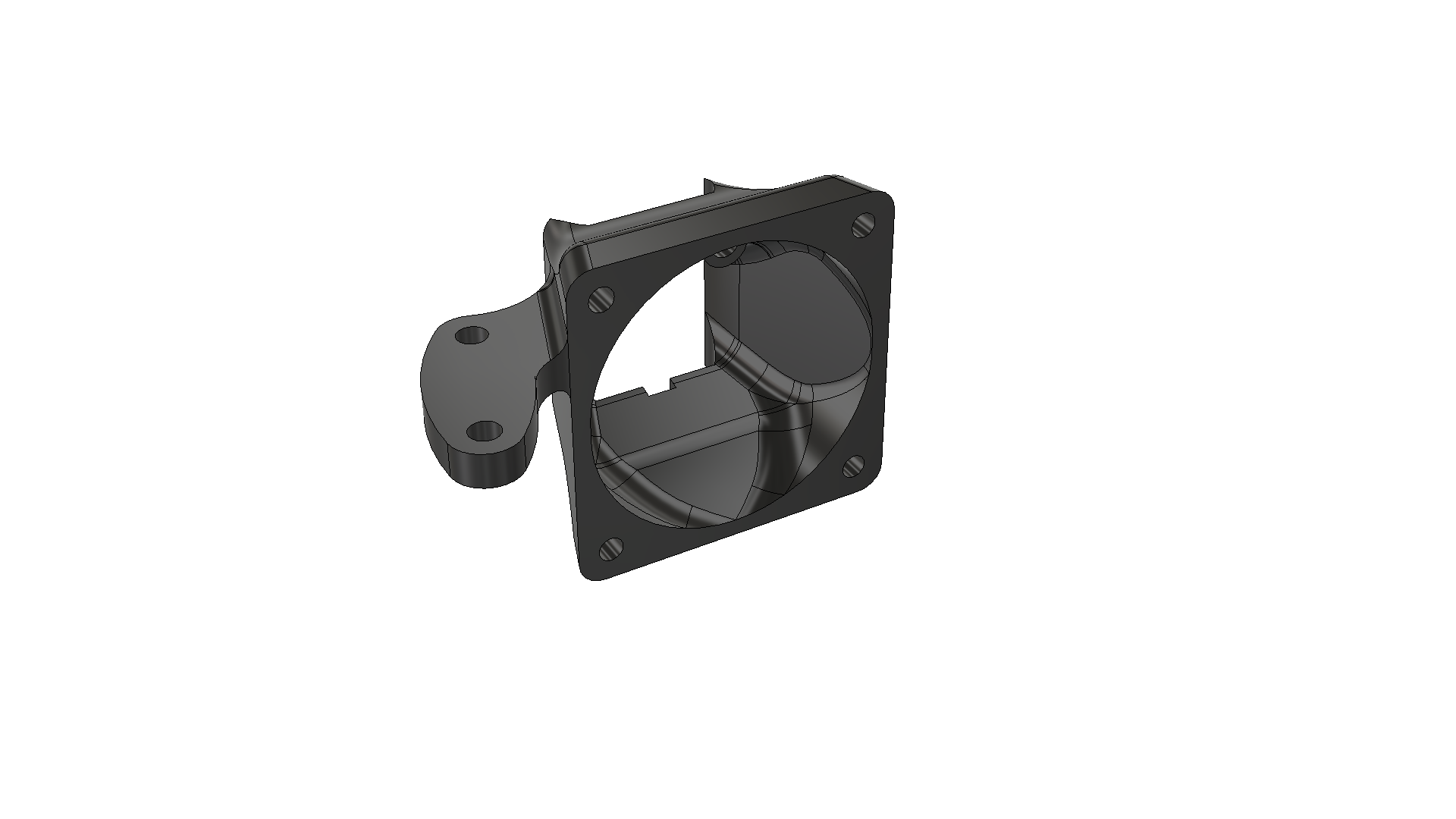
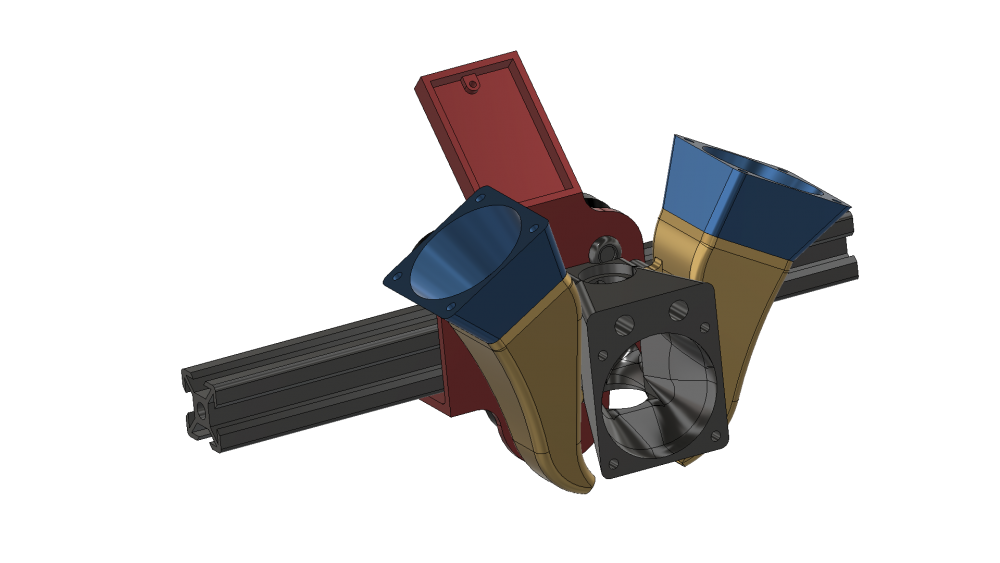
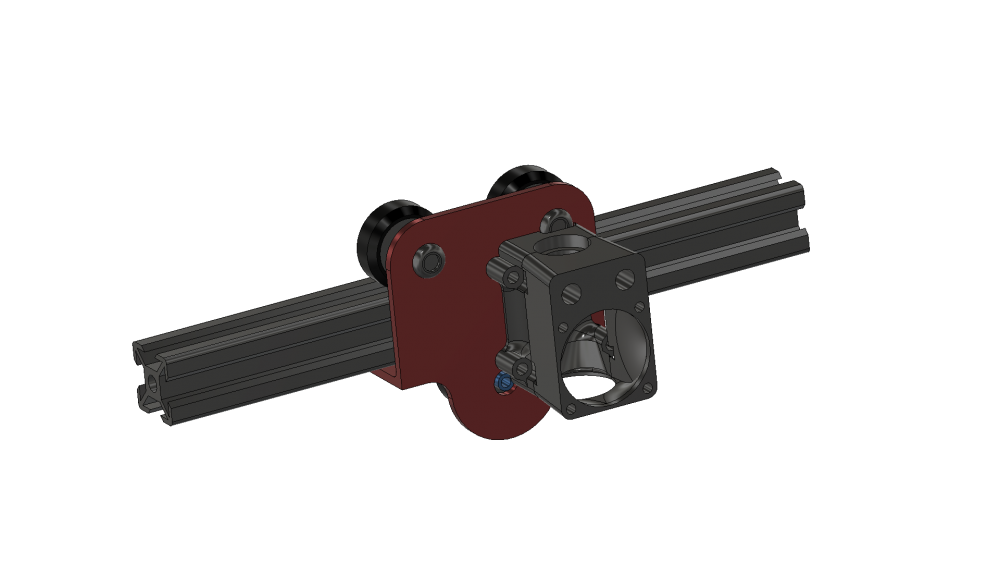
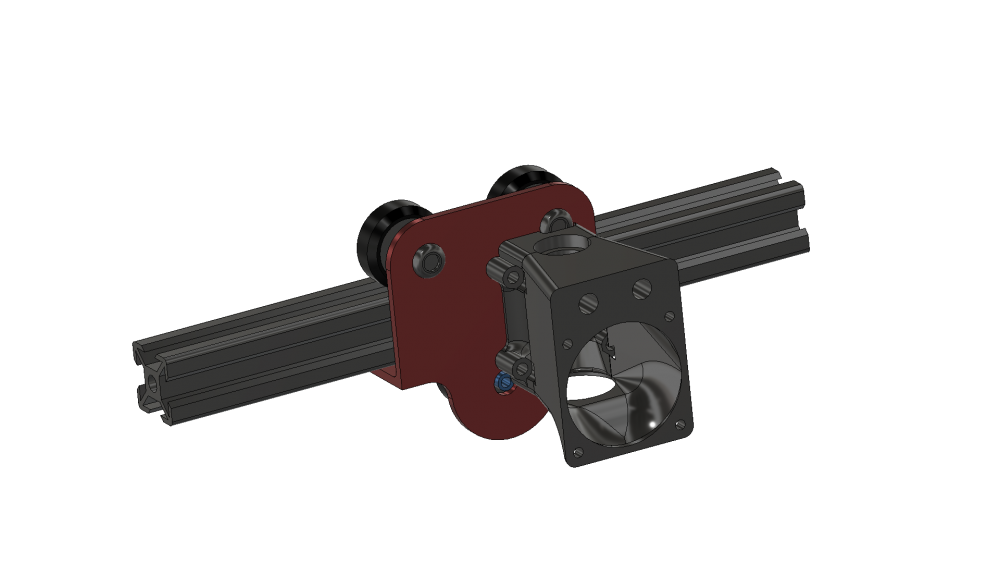
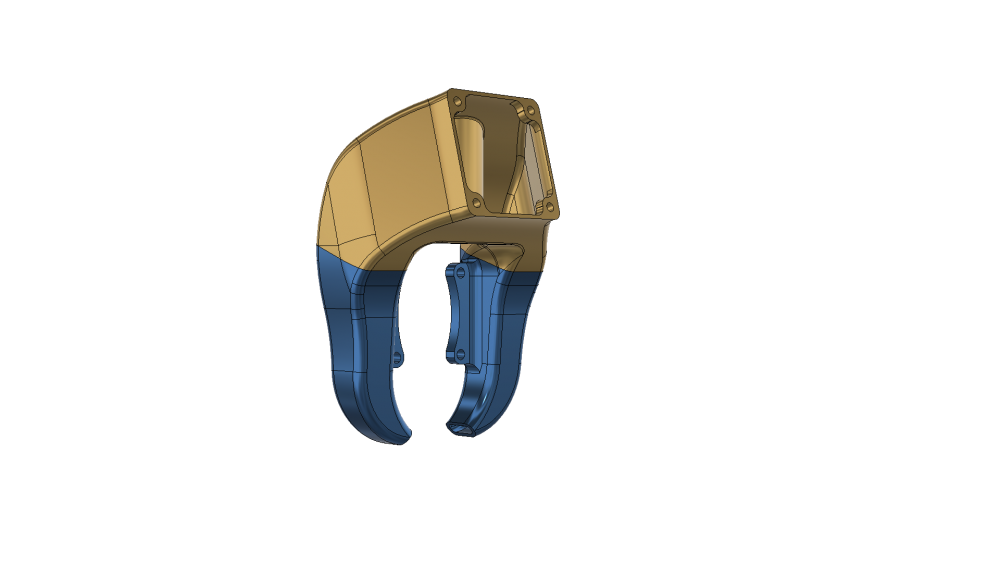
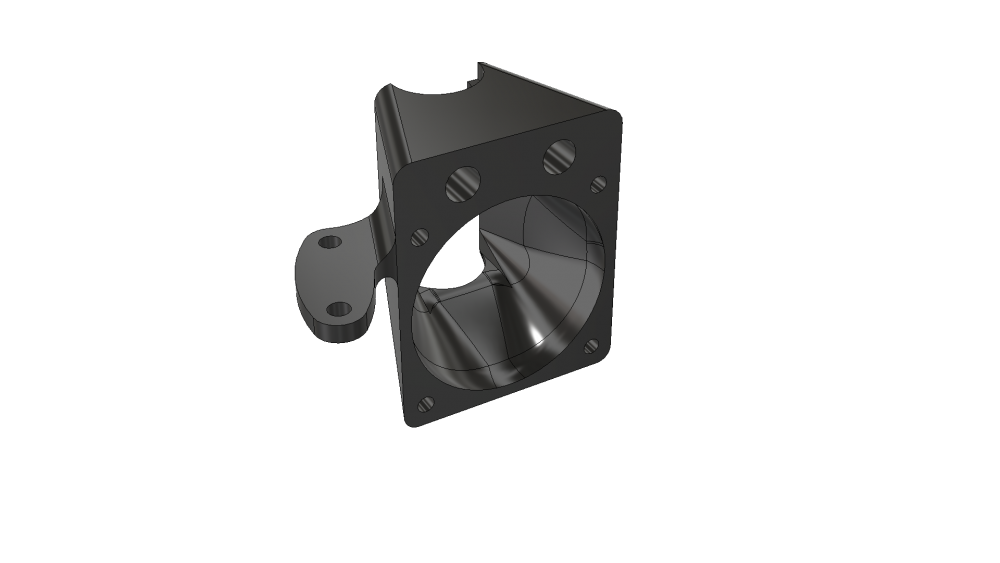
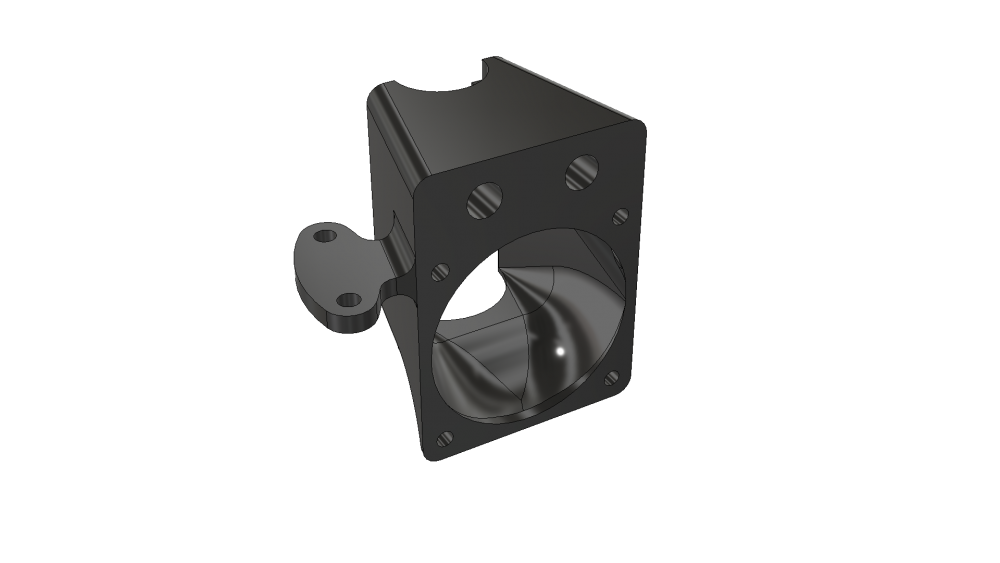
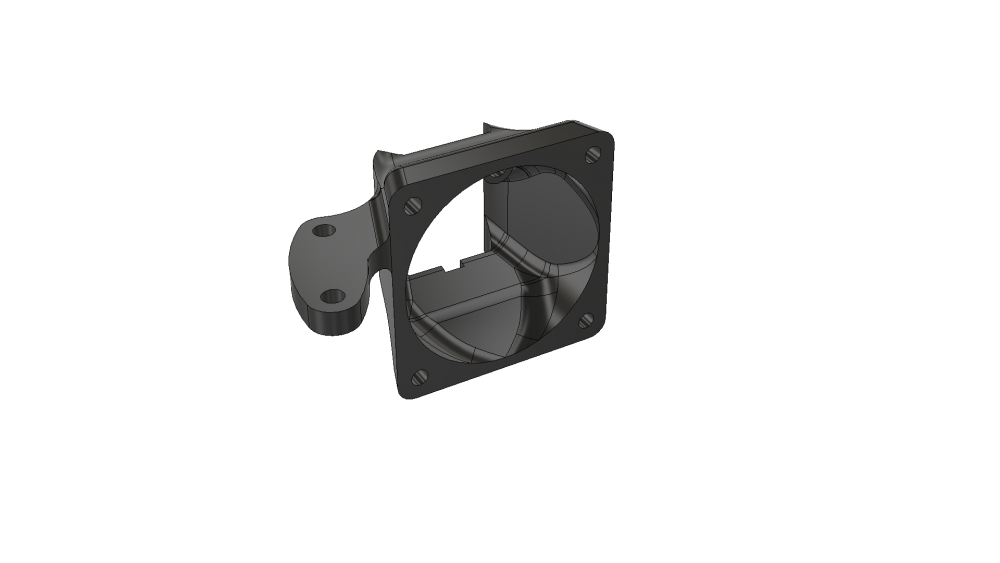
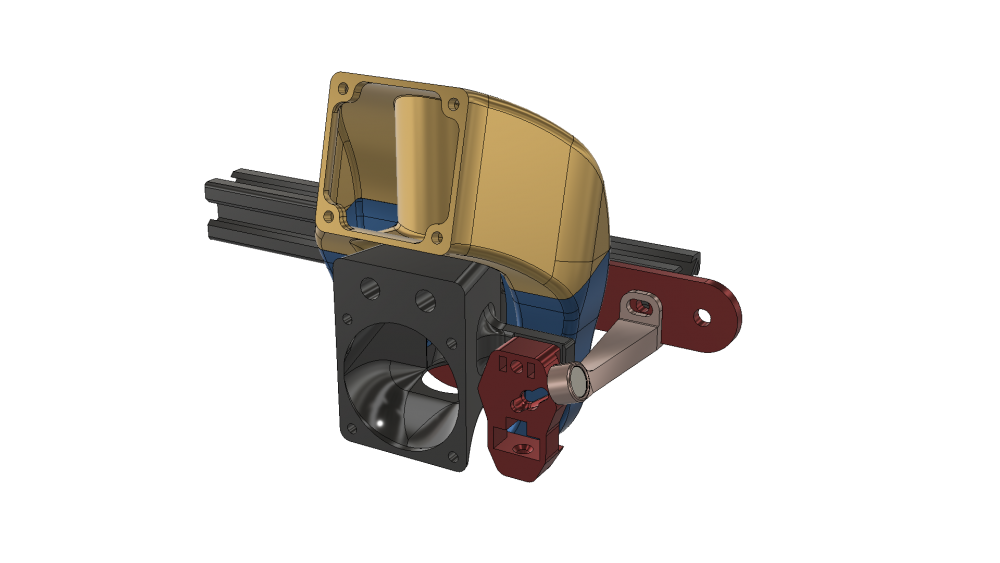
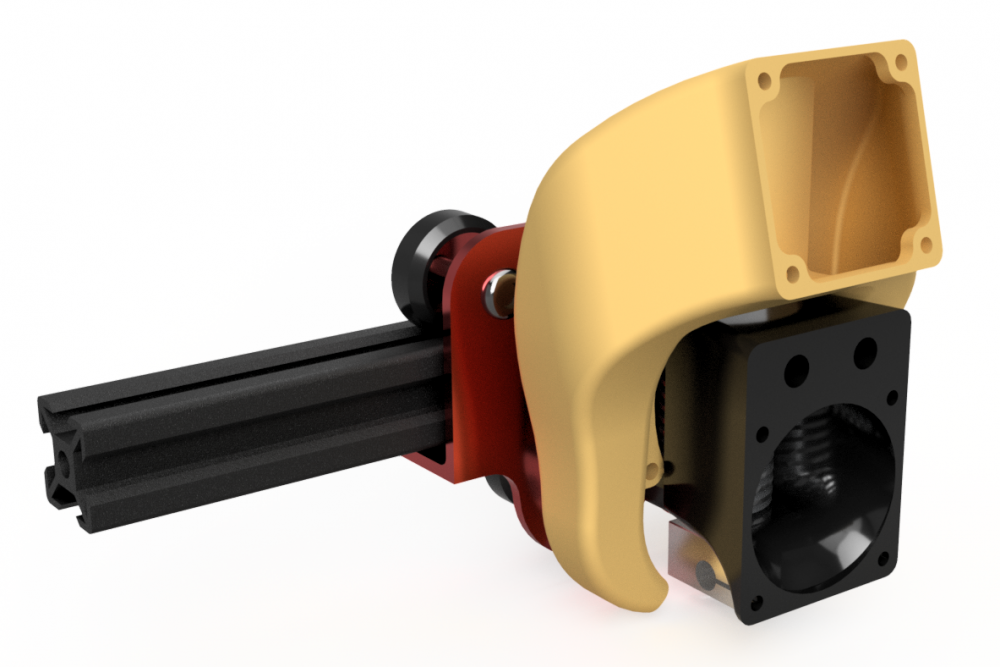
Bonjour à tous et bienvenue sur le topic officiel du fang modulable ! Les réponses à la plupart des questions concernant le montage, la visserie nécessaire, les paramètres d'impression ou les pièces à imprimer pour votre configuration se trouvent soit : DANS CE MESSAGE (cliquez sur "révéler le texte masqué" pour accéder à l'info qui vous intéresse) DANS LA NOTICE PDF (téléchargeable au bas de ce message) Donc merci de bien TOUT lire avant de poser des questions auxquelles vous avez déjà les réponses ! Origine du projet : MAJ 28/01/19 : Suite de l'aventure ! Entrons dans le vif du sujet ! Donc à ce jour nous avons plusieurs montages possibles qui vont du simple fang 40mm et support pour tête et ventilo d'origine : Au montage AiO/E3D et fang à double ventilos 30/40mm + BL-Touch/Touch-mi et support pour PCB de @Janpolanton : Tous les fangs sont compatibles avec tous les supports tête, toutes les têtes supportent le BL-Touch ainsi que le Touch Mi. Chaque support de tête possède quatre montages de ventilateur hotend différents : 1 support pour accueillir un ventilo 30mm 1 support pour un ventilo 40mm 1 support pour accueillir un ventilo 40mm + BL-touch. 1 support pour accueillir un ventilo 40mm + Touch Mi Concernant le BL-Touch/Touch-Mi, vous trouverez dans le dossier dédié un fichier texte qui précise les offset X et Y à indiquer dans marlin/smoothie pour votre modèle de tête ainsi que des instructions de montage. Tous les montages têtes amènent à un petit décalage du home sur l'axe Y (ente 6 et 9mm selon les modèles), il suffit pour palier à ce souci de déplacer un peu le endstop de l'axe Y de manière à ce que la tête tombe bien là ou elle le doit ! Pour ce qui est des liens de téléchargement, deux solutions s'offrent à vous : Un lien vers MEGA.NZ exclusif au forum, il contient en plus du fang 40mm une version double ventilos 30mm et les supports pour le PCB de @Janpolanton, de plus en passant par MEGA.NZ vous avez la possibilité de ne télécharger que ce dont vous avez besoin. Un lien vers la page Thingiverse du fang 40mm. CES LIENS SONT DISPONIBLES EN BAS DE CE MESSAGE ! Pour ceux qui ne sont pas à l'aise avec Mega.nz, quelques instructions : Illustrations des pièces dispo (je rappelle que les photos sont cliquables pour agrandir !) : Montage du Touch-Mi : MAJ 07/07/19 : Paramétrage de Marlin pour le TouchMi (par @sensei73) MAJ 10/03/19 : Nouvelle version du fang. Il existe deux versions du fang 40mm, une version "facile à imprimer" en trois partes et une version monobloc, plus difficile mais pas insurmontable ! Position et paramètres d'impression pour la version 3 pièces : Idem pour la version monobloc (par @jipee) LIENS DE TÉLÉCHARGEMENT : MEGA.NZ = >>>ICI<<< Thingiverse = >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- NOUVEAU ! Vous pouvez désormais acheter votre fang modulable imprimé en PLA 3D-870 chez CompoZan, ça se passe >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- INSTRUCTIONS DE MONTAGE FORMAT PDF : >>>ICI<<<. Voila, n’hésitez à laisser un petit like, ça fait toujours plaisir ! Enjoy !





 1 point
1 point -
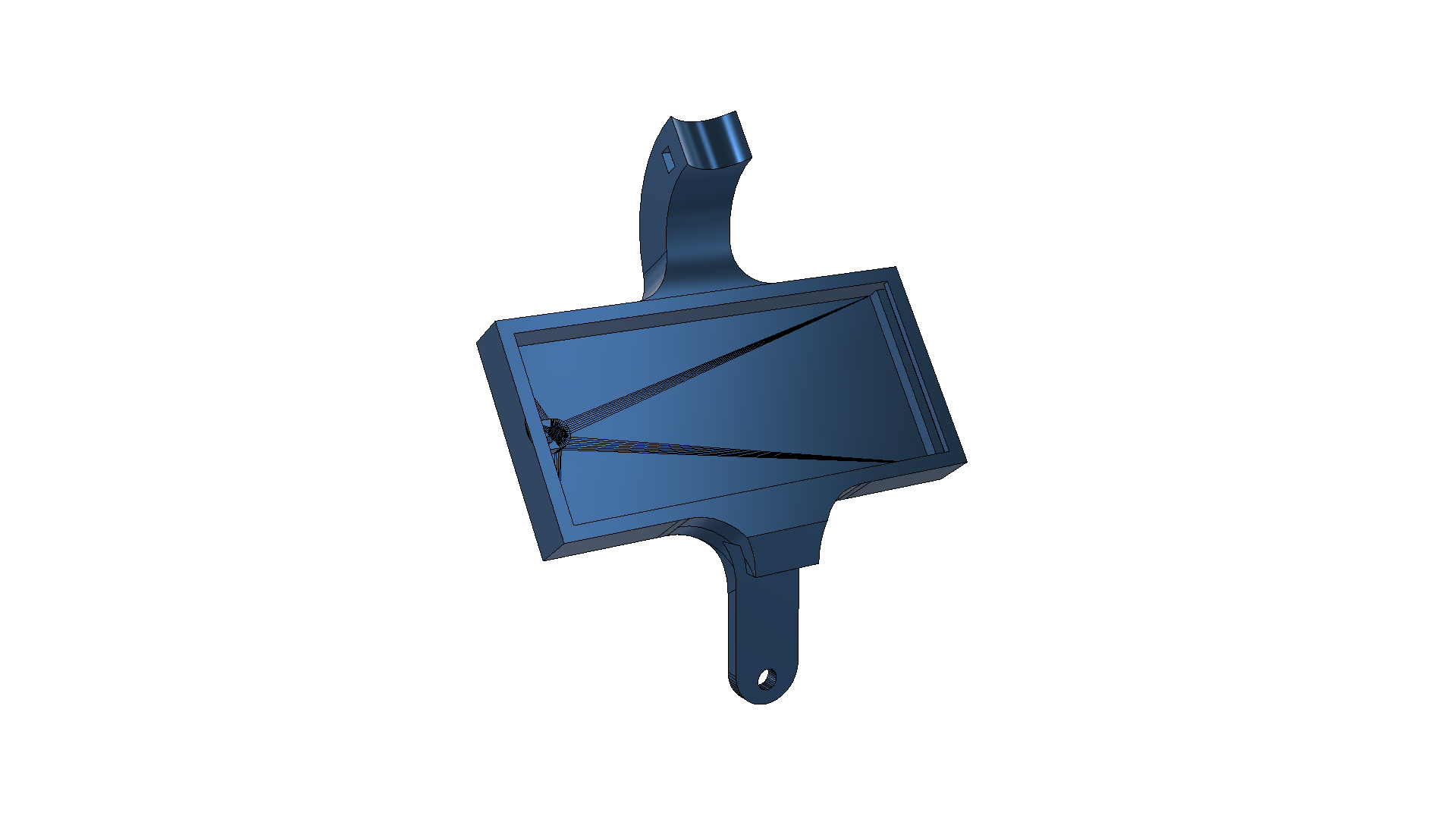
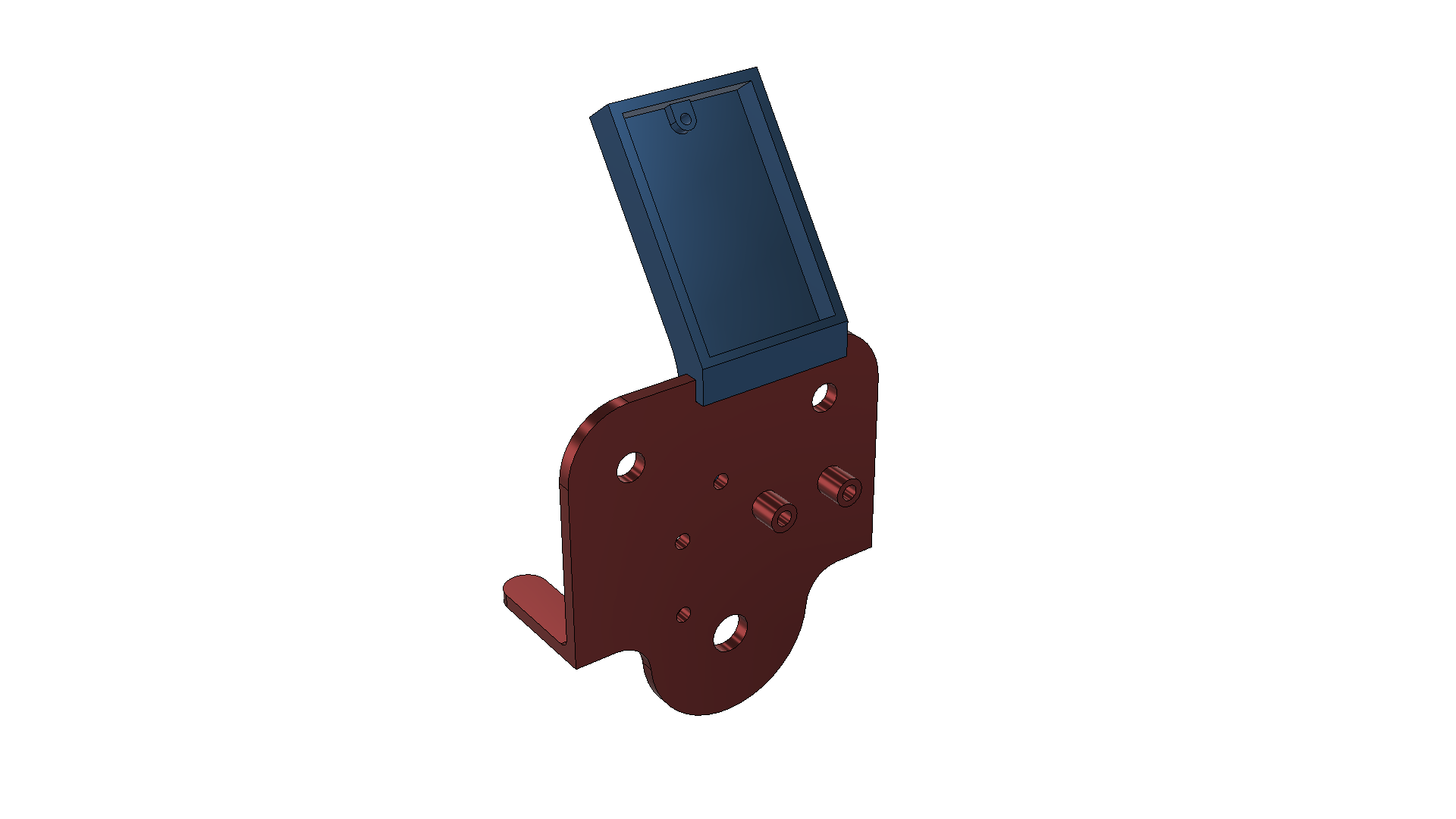
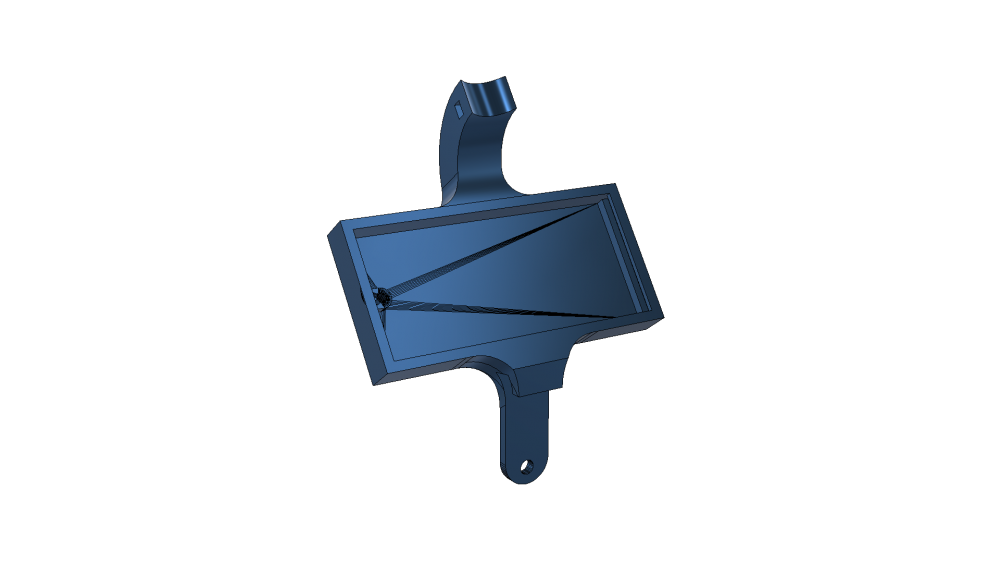
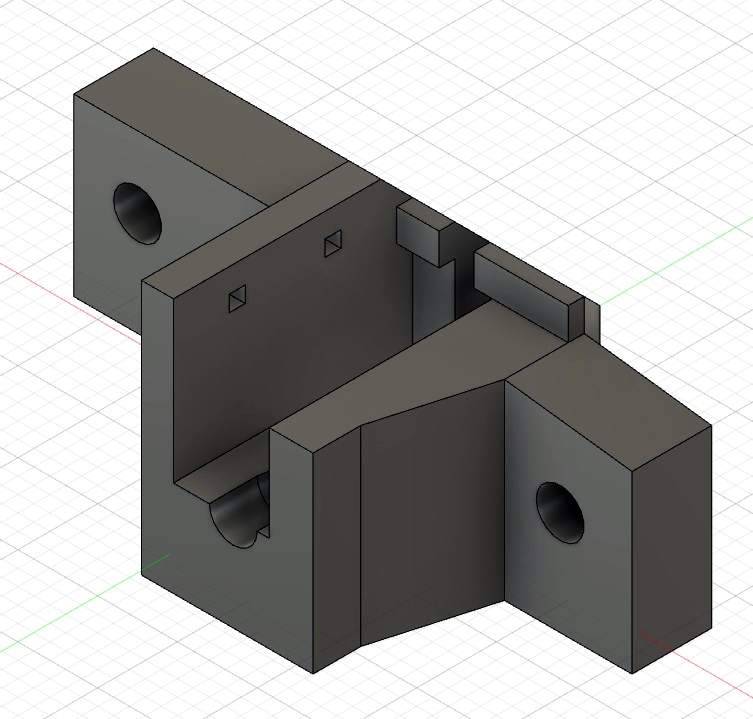
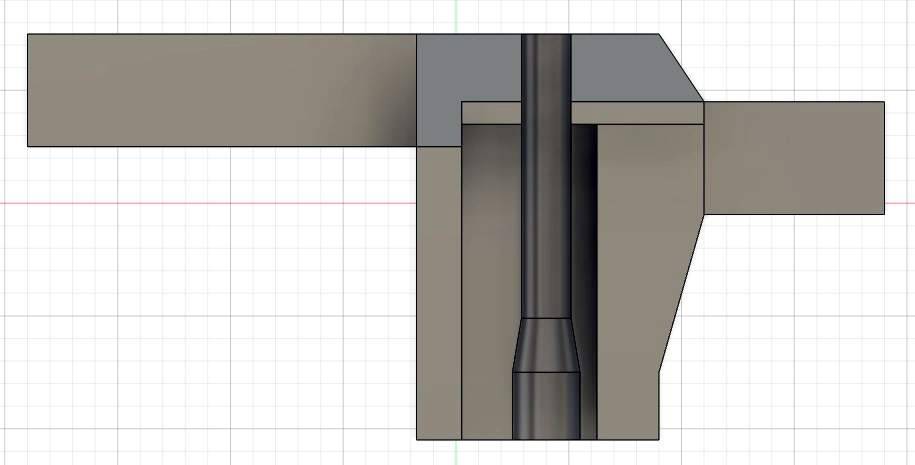
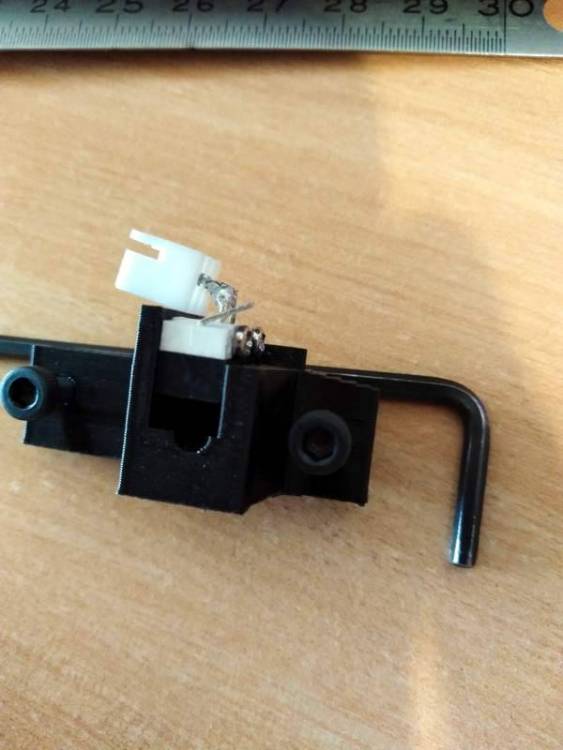
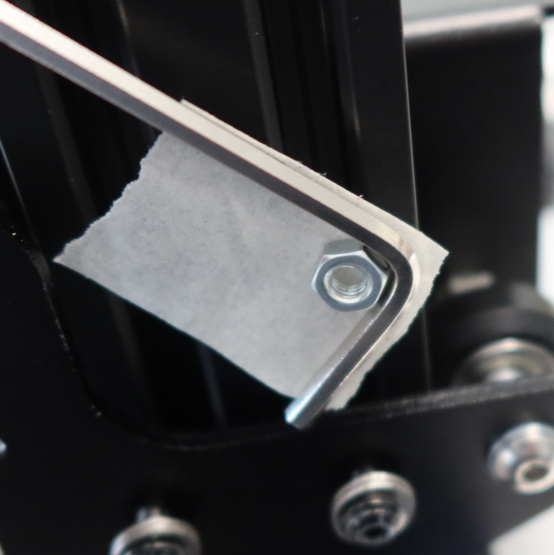
Salut les gars, comme beaucoup, mon détecteur de fin de filament a rendu l'âme... (très rapidement en ce qui me concerne d'ailleurs... ) Ve le tarif de la pièce (dans les 15€) je me suis dis qu'il y avait mieux à faire ! J'ai donc détourné un détecteur de fin de course en fabricant une pièce qui vient en lieu et place de l'origine. Les fin de course ont une languette en inox, donc, ils devraient beaucoup moins s'user Je vous mets le STL en P.J. Support de detecteur de filament.stl

 1 point
1 point -
Le nettoyage et le réglage du plateau par Titi78 Comme je suis sympa (si si c'est vrai!), voici comment je procède sur ma cr10-s avec un plateau en verre ou un plateau en verre avec un revêtement bleu collé dessus : Je nettoie le plateau avec UNE ÉPONGE PROPRE et de l'eau tiède avec un petit peu de liquide vaisselle sans en mettre partout (sinon ça va être ma fête). Je rince de la même manière et toujours avec UNE ÉPONGE PROPRE. J'essuie avec un chiffon propre et non pelucheux. Je remet le plateau sur la machine (car pour le nettoyer c'est plus pratique dans la cuisine) Je met en chauffe le plateau et la buse à température d'impression (buse montée assez haut pour ne pas toucher le plateau). Je nettoie le plateau avec un petit coup de vinaigre blanc et un chiffon propre et non pelucheux (ou alcool isopro trucbidul que je n'ai pas mais que d'autres utilisent car ils n'aiment pas l'odeur du vinaigre comme @fran6p ) J'attends 10 à 15 minutes que ce soit chaud et stabilisé pour la dilatation. Je prend une cale ( jeu de cale de réglage, morceau de métal rectifié, ou tout simplement un foret de ma perceuse ) Je prend mon pied (à coulisse numérique car il ne faut pas penser à autre chose en voyant le mot pied) Je mesure avec le pied à coulisse le diamètre de la queue (du foret bien sûr ). Cette cote sera ma valeur d’épaisseur cale étalon. Je fais un Home puis je monte le Z de la valeur de cette cale étalon . Je fais un Disable stepper pour pouvoir déplacer manuellement la tête au dessus des 4 molettes de réglage plateau Je règle mon plateau en utilisant les molettes pour que la buse vienne affleurer le plus précisément possible ma cale étalon (là on cherche le centième en jouant à trop haut trop bas) en repassant plusieurs fois sous les 4 molettes jusqu'à ne plus avoir besoin de régler les molettes. Je re nettoie le plateau sans appuyer dessus ni y mettre les doigts avec un chiffon propre et non pelucheux et du vinaigre blanc pour enlever le gras des doigts Voilà le plateau est réglé tip top et prêt pour lancer l'impression (qui commencera par un home et ramènera la buse à Z zéro donc sur le plateau. Pensez à mettre un petit j'aime ou merci avec l'icone en bas a droite : je sais maintenant y'a encore plus d’icônes .... et si en plus @fran6p pouvais épingler le sujet dans les tutos ce serais top !
 1 point
1 point -
Bonjour, Je ne suis me encore lancé dans le grand bain de l'impression 3D, mais c'est quelque chose qui me fait envie depuis un bon moment déjà. Mais pour cela, il me fallait avoir au moins un projet concret. Un projet avant tout strictement personnel, voire familial si mon frangin se lance dans l'aventure. Mon projet principal est donc d'imprimer des pièces alternative pour le jeu de circuit à bille gravitrax... on est fan avec ma fille, et j'ai déjà trouvé des plans intéressants sur le net comme ici https://www.yeggi.com/q/gravitrax/ A ce titre, je ne vise donc pas des grosses pièces, mais plutôt de petits objets. Mais avant tout, est ce vraiment rentable ? j'ai fais un test très basique... j'ai pris une bobine de PLA sur le net à 27 euros pour 1 kilo. J'ai fais un simple rapport au gramme, que j'ai multiplié par le poids moyen d'une pièce du jeu. Une pièce pesant environ 10 grammes (en plastique), j'ai estimé la conso de PLA sur 15 grammes, ne sachant pas réellement le rapport réel de consommation. Bref, j'obtiens un coût de matière première de 0,40 € (je n'ai pas inclus les frais annexes comme l'amortissement et l’électricité pour le moment). J'ai ensuite pris un boite officielle et j'ais un comparatif en norme d'éléments, en aboutissant à un rapport de 1 / 3 (6 € coût PLA / 18 € boite neuve). Mais oui il manque l'amortissement principalement de l'imprimante. C'est plus fragrant pour certaines pièces uniques qui sont vendues 9,90 € le bloc... J'ai aussi fait le test de devis sur le net pour des modèles alternatifs. Et à 6 € l'impression, ça me motive d'autant d'avoir ma propre machine. En parallèle, les pièces de lego peuvent être un projet secondaire pour que mon frangin rejoigne l'aventure. Voilà donc mon besoin . Je ne suis pas très bricoleur (même si j'ai réussi à monter tout mes meubles IKEA yahouu !), et je connais peu l’électronique. Je suis par contre développeur. En terme de machine maintenant, j'ai besoin d'une machine qui soit accessible aux débutants, pas trop complexe à régler. Comme je l'ai évoqué plus haut, je souhaite me concentrer sur les petites pièces, et principalement en plastique vu mes deux projets, expliquant mon choix du PLA. J'ai vu en effet pas mal de suggestions autour de la Creality CR-6 SE ou la Creality Ender 3 V2. Je précise que je ne suis pas pressé, et je peux largement attendre la sortie de la dite imprimante (la CR-6 SE). Mais puis-je participer au kickstarter sans risques, certains d'entres vous ont-il déjà participé ? l'imprimante n'a pas été testée encore, il faut donc faire confiance... les finitions m'interesse aussi, car les pièces gravitrax ont cet effet lissé assez sympa. Mais on ne peut pas tout avoir, alors... J'ai remarqué des suggestions autour des Dagoma... également. Merci de toute vos lumières1 point
-
En éspérant que demain soit une bonne journée!1 point
-
j'ai pris la LK4 pro personnellement pour la creality, c'est son âge aussi qui m'a fait peur, mais de ce que j'ai compris, le logiciel semble mieux suivre ... même si l'écran ne suit pas ... Et franchement, si ce n'étais pas ma première imprimante, je l'aurais peut être prise .... pour les dispo, elles reviennent de temps en temps sur aliexpress ... mais il faut aller vite ... sinon, chez compozan, cest dispo fin mai .1 point
-
Oui car si tu essayes de planter la buse à >200°c dans le PEI, tu vas avoir de jolis poinçons. Mais aussi parce que ce sont deux choses différentes. Quand on parle d'un sensorless Z homing, ça veut dire leveling manuel et pas de compensation des défauts du plateau. Je n'y vois un intérêt éventuel que pour des machines qui n'ont pas de capteur de leveling, simplement pour supprimer le endstop Z. De toute façon, le StallGuard des TMC n'est pas assez précis pour un réglage du Z-Offset car on ne détecte qu'une perte de pas complet, soit pour des tige trapézoïdales à 8mm par tour, une précision de 40 microns au mieux. Insuffisant pour une première couche parfaite.1 point
-
Bonsoir Senso98, Lorsque aucun axe sont en buté M119 doit indiquer OPEN pour X,Y,Z Maintenant appui avec le doit sur le endstop Z et envoi M119 sans relâcher le endstop, tu doit lire X:open Y:open Z: TRIGGERED donc si Z ne passe pas en triggered vérifie l'état du câble et la connexion sur la carte. Procède de la même manière pour tester X et Y. Pour les lettres X Y et Z qui clignotent et deviennent des points d’interrogation, c'est normal tant que les axe ne sont pas initialiser. Bon test.1 point
-
corrections de quelques couleurs et fonds (dans la page de profil principalement) . Par contre, j'ai eu le cas de ce topic : Du coup, j'ai fait le choix, que si la couleur du texte est "#00000" ou "black" (donc une couleur noire pure quoi), ça ajoute un fond blanc ... c'est vraiment pas top ... très limité, et si la personne mets un fonds d'une autre couleur, ça foire tout ... mais au moins c'est lisible . avant : après :
 1 point
1 point -
Bravo @Titi78, Ca a le mérite d'être très clair, et on devrait obliger les newbies à passer par là à l'inscription avant même de pouvoir poser une question... (à développer par le Patron ) Mais, après tout, les membres confirmés sont là pour répéter la souvent même chose.... Pour ma part, je préciserai que j'ai mis un miroir épaisseur 4mm, à la place du classique verre à vitre, lequel miroir j'ai copieusement émerisé au papier 150 en croisant les traits. ---> Ca permet de doubler la surface d'accrochage du filament et/ou d'y ajouter de la colle "AhA" (hihi !) que je ne touche plus pendant, au moins 30 impressions (confirmé par presque 2 mois d'impressions journalière de Visières Covid !!), et en plus le milieu n'est pas "creux ou bombé"... L'avantage du miroir, c'est qu'on voit bien mieux la buse, le filament et que ça renvoie bien l'éclairage que j'ai intégré à l'anneau de soufflage de ma vieille Anet A8 qui imprime vaille que vaille sa trentaine "P18 simplifié" en 8h. l'éclairage est constitué d'un anneau de leds 12V, issu d'un phare de Nissan, acheté chez l'ami-Ali pour qques € (Y 'faudrait que je retrouve la ref, si ça intéresse du monde...)1 point
-
Bonjour, personnellement j'attend que le bed refroidisse et ça se décolle tout seul. Cordialement . Jean-Marie1 point
-
J'ai cette machine (CR-10 V2) et ai commencé avec le profil CR-10/CR-10s qui est déjà configuré dans la liste de Creality Slicer 1.2.3. Peut-être que dans le profil personnalisé tu n'as pas mis tout ? La mise à jour du firmware s'en bien faite avec ce profil et le même fichier .hex que toi (CR-10 V2TF1.1.6.0BLTouchV3.1PowerLossContinueFilamentCheckEnglishandChinese.hex ) Mais maintenant j'utilise la dernière version de Cura 4.6.1 qui a bien plus d'options https://ultimaker.com/fr/software/ultimaker-cura1 point
-
Salut, il te faut les stl prévus pour MK81 point
-
J'en ai un de 200mA qui alimente mes 2 ventilos 120mm. Pas de problème même après 5 heures non-stop: il reste à environ 40°. Comme les ventilos tournent toujours à la même vitesse, une fois la température nécessaire au passage des électrons atteinte, elle n'augmentera pas. (Cela dit, mes petits convertisseurs doivent arriver le semaine prochaine. Je préfère cela au risque d'oublier d'allumer ces ventilos car il sont tellement silencieux que je passe la main de temps à autres devant les trous du boitier pour voir si de l'air sort toujours.)1 point
-
Salut, Pour tes calculs, ils faut prendre en compte une chose c'est le remplissage de la pièce que tu peut régler toi même, selon ton réglage ta pièce sera plus ou moins lourde, pareil selon la forme de la pièce tu aura besoin de support qui finiront a la poubelle par la suite par exemple cette pièce : https://www.thingiverse.com/thing:3818368/files (la yoyo.stl) remplie a 20% j'obtient un poids théorique de 18.6g et elle n'a pas besoin de supports, si on prend une pièce comme celle ci par exemple : https://www.thingiverse.com/thing:4056042 qui aura besoin de pas mal de support je monte a 28.9g toujours à 20% de remplissage Niveau imprimante je ne peut que te déconseiller Dagoma ... pour moi c'est vraiment le dernier choix si tu veux absolument une imprimante "made in France" (sachant que tous les composants électronique et tous c'est de la copie chinoise dessus ...) Après pour le reste, pour moi les alfawise / Creality / Anycubic et j'en passe c'est plus ou moins la même chose c'est a la préférence de chacun et leurs affinité avec la marque, c'est toujours plus ou moins le système mécanique les mêmes réglages etc... la plus part de ces machines arrivent déjà prémonté, par exemple mon alfawise u20 j'ai mis 8 vis, un réglage plateau et elle est direct partie pour 35h d'impression non stop Une chose qui serait à réfléchir aussi c'est ou tu va mettre l'imprimante, selon ou elle finira, tu voudra peut être un modèle pas trop bruyant (dans ces cas la une imprimante avec des TMC2208 ou 2209 serait un plus) Après j'me suis pas amusé a faire tous les modèles d'imprimante même si c'est vrais que j'en ai quelques unes x) donc je laisse les autres te donner des informations plus spécifique en fonction des machines1 point
-
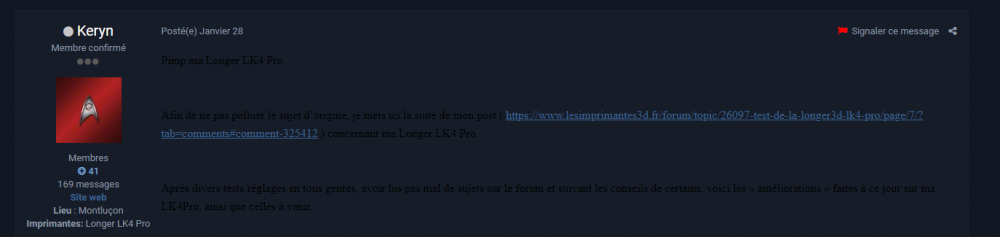
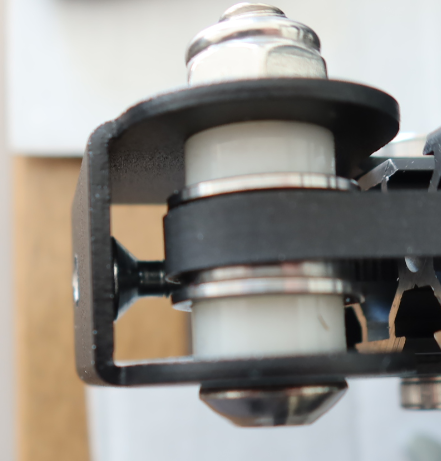
"Synchro z avec tendeur" made in @Titi78 installée !
 1 point
1 point -
Si tu pars sur une skr 1.4 , pas trop de problème à prévoir, c'est une évolution de la 1.3 qui à prouver sa fiabilité et la communauté est importante. De plus si tu pars avec des 2209 de même origine ,ils sont plug and play à 99%, la seul modif que tu auras éventuellement à faire est de shunté (coupé , tordre, dessoudé..) le pin du sensorless homing si tu ne veux pas l'utilisé, mais rien de problématique c'est bien indiqué dans la doc de chez Biqu/BigTreeTech. Les 2209 se configurent en UART avec des jumper à mettre aux bon endroits sur la carte, encore une fois c'est très bien indiqué dans la doc. Et à moins que tu ais de gros moteurs sur ton Z (+ de 40mm au lieu des 34mm habituel) tu n'as pas besoin de prendre un driver plus costaud sur le Z. Pour le sensorless homing, je l'utilise sur ma SKR PRO sur X et Y, attends toi à pas mal d'essais pour l'affiné mais une fois que c'est fait plus de problème à noté, c'est précis et il parait que la gestion c'est améliorer sur les dernières versions de Marlin (la mienne date du mois de novembre). Pour le sensorless homing sur le Z, oublie complètement, j'ai passer pas mal de temps à essayer et du fait de la démultiplication des vis trapézoïdales, à moins d'avoir un lit complètement rigide c'est impossible à régler.1 point
-
Je me souviens également avoir lu sur le site de Prusa qu'ils ne recommandaient pas l'usage d'un Pi Zero, trop léger pour cette utilisation, même si ça peut fonctionner assez bien si on fait l'impasse sur la caméra. Bizarrement je ne retrouve plus cette info, et d'autres utilisateurs sur reddit confirment la même chose. Prusa se dédouane partout en disant qu'ils offrent un support limité car ils ne développent ni Octoprint, ni les Raspberry Pi. De toute façon un Pi Zero avec octoprint, c'est minimum 5min de temps de démarrage, sauf à laisser la machine allumée tout le temps, c'est vite gonflant. Après il me semble avoir vu des mod qui réutilisent le port prévu sur la Einsy Rambo pour y mettre un RPi3, il faut évidemment un nouveau boitier (qui, je crois, est fixé au dessus de l'existant). Je ne sais plus s'ils apportaient une alimentation séparée où si celle fourni par la Einsy pour le Pi Zero W est suffisante.1 point
-
Autrement tu peux regarder chez keenovo qui est la référence en matière de lit chauffant, ils font aussi du sur mesure mais je ne sais pas si ça vaux vraiment le coût.1 point
-
Bonjour, Histoire de changer du bois, j'ai eu besoin de fabriquer des aiguilles pour remettre en service un vieux coucou de forêt noire (années 50). J'ai redessiné sous Autocad en suivant les formes d'origine traditionnelles (désolé Jean Claude que tu y voies une forme curieuse ) puis usiné cela dans un fond de boitier de CD avec une fraise à graver. Je vous joins le dxf à l'échelle 1 pour ceux que cela pourrait intéresser. Aiguilles ech 1.dxf
 1 point
1 point -
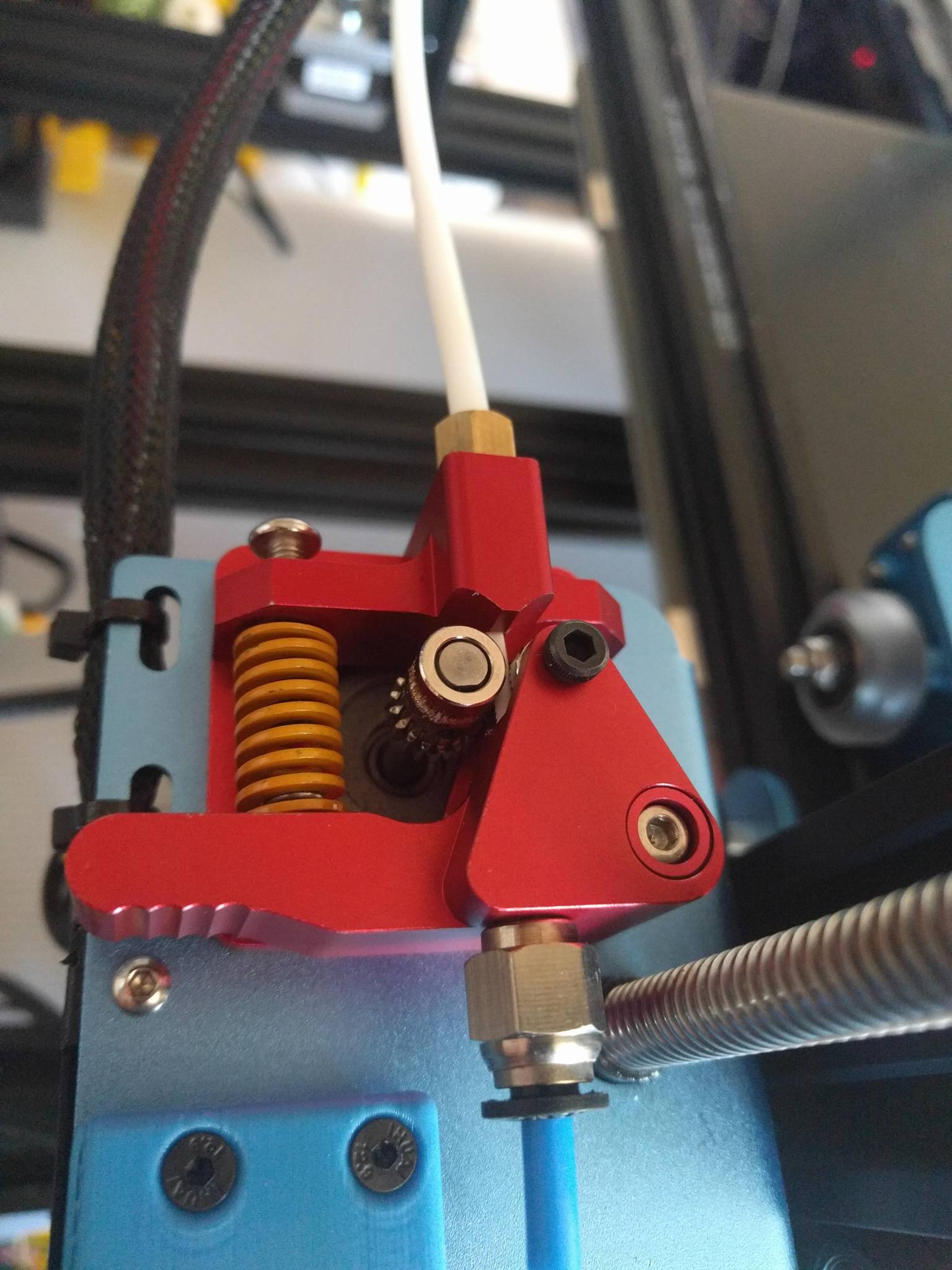
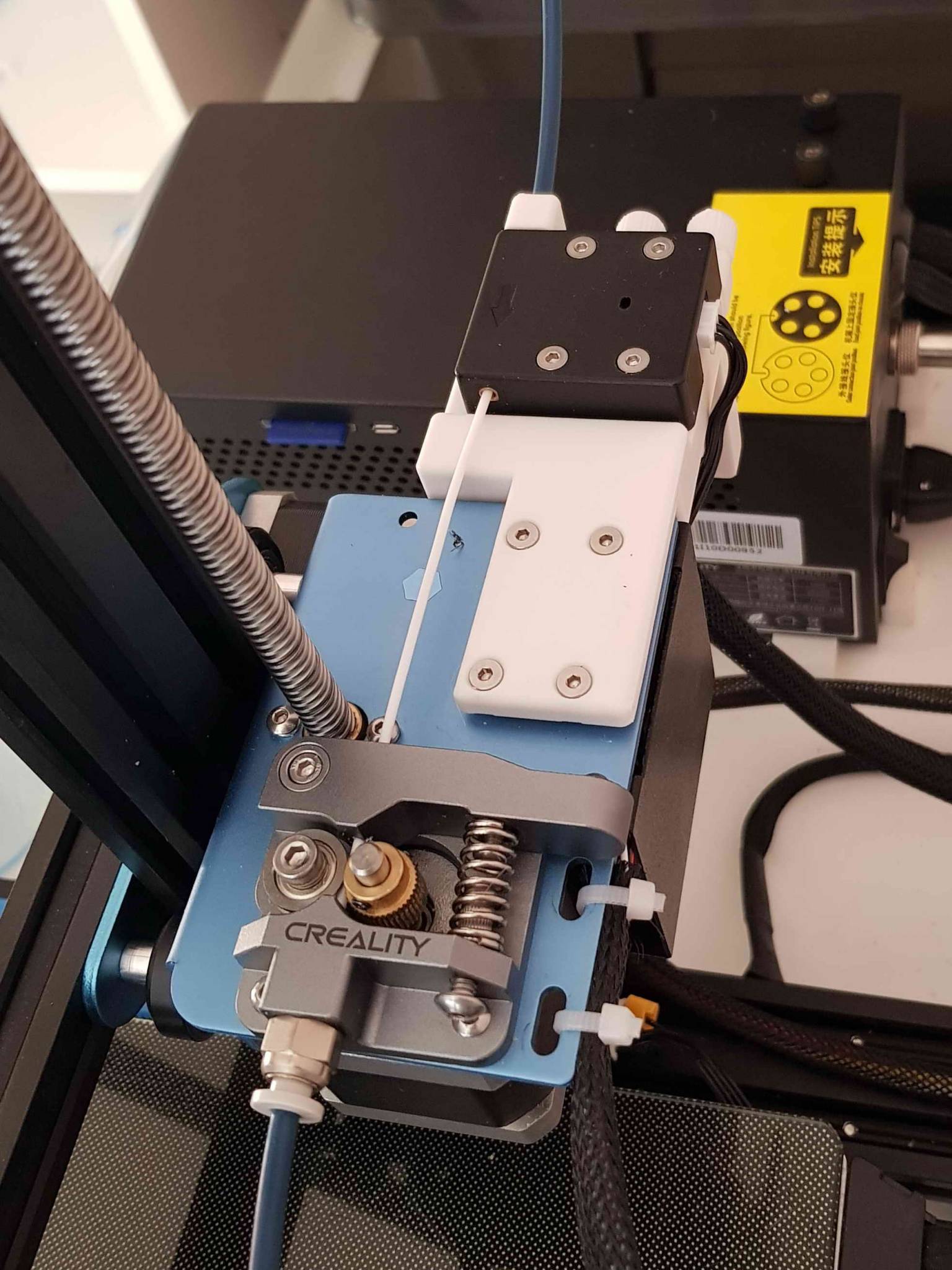
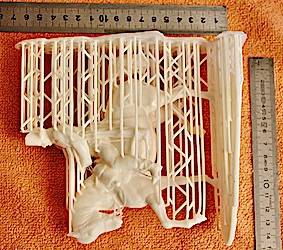
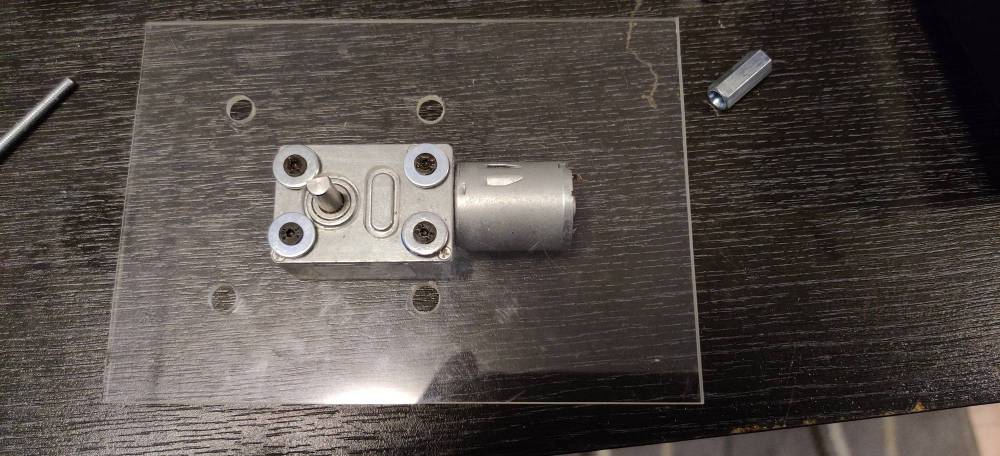
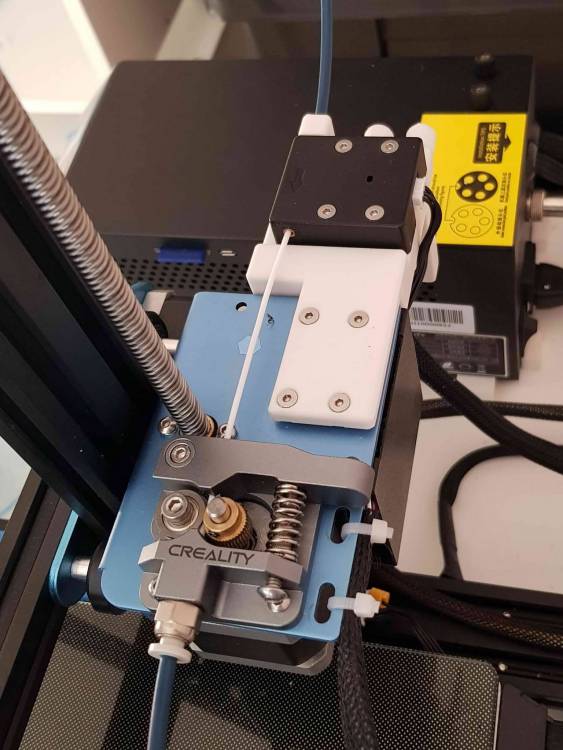
Non je n'ai pas calibré l'extrudeur, comment faire? Sinon je suis certain maintenant que le problème vient de la combinaison PLA - ptfe voir ptfe tout court, j'ai pris des bon marchés sur amazon (imitation capricorn bleu), je vais recommander des originaux. En tout cas avec ce systeme D (voir photo) de la petite eponge imbibée de decal tout fonctionne super bien!
 1 point
1 point -
@Yellow T-pot @ixi Merci pour cette éclaircissement sur le direct drive! Et merci pour l'astuce avec la clé! J'aimerais bien imprimer aussi du flex donc je suis le sujet avec attention..mais je ne sais pas si je vais pas passer simplement avec un double engrenage pour mon extrudeur...1 point
-
Laisses la ventilation en automatique. Si tu as cura la première couche elle doit être à 0 puis 33% puis 50 etc... Sur ta 2eme photo tu as un important décalage de couche donc soit un problème mécanique soit ta pièce bouge toute seule sur le plateau ^^. Pour une ender 3, 50/60mm/s en impression générale c'est bien ensuite le reste est calculé automatiquement. La première couche tu peux mettre 15/20/25 plus c'est lent mielleur sera l'adhérence et la qualité de la première couche. Tu es a combien en température buse, plateau (peut-être nous mettre un screenshot de tes paramètres de base)? ton filament ca fait longtemps qu'il traine dehors ? c'est bien du PLA ?1 point
-
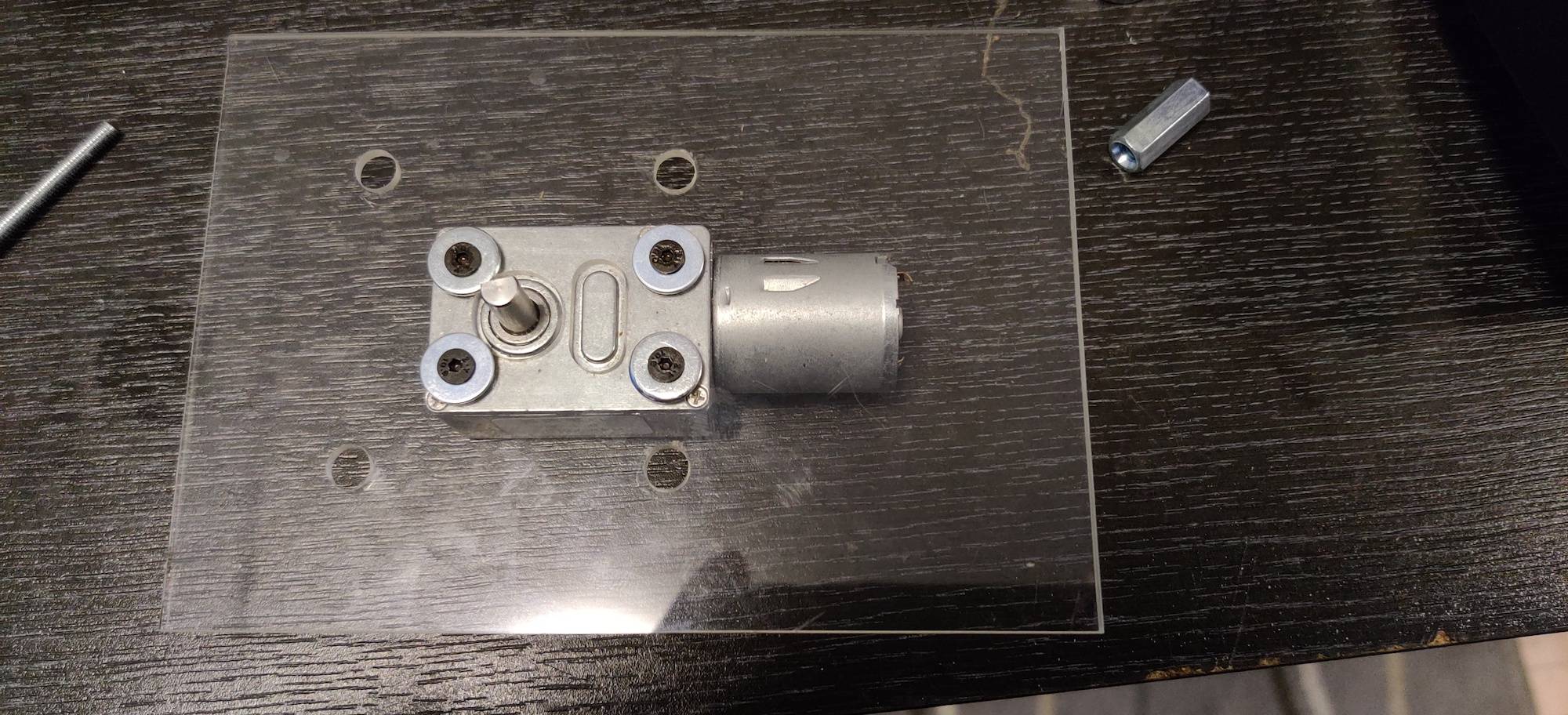
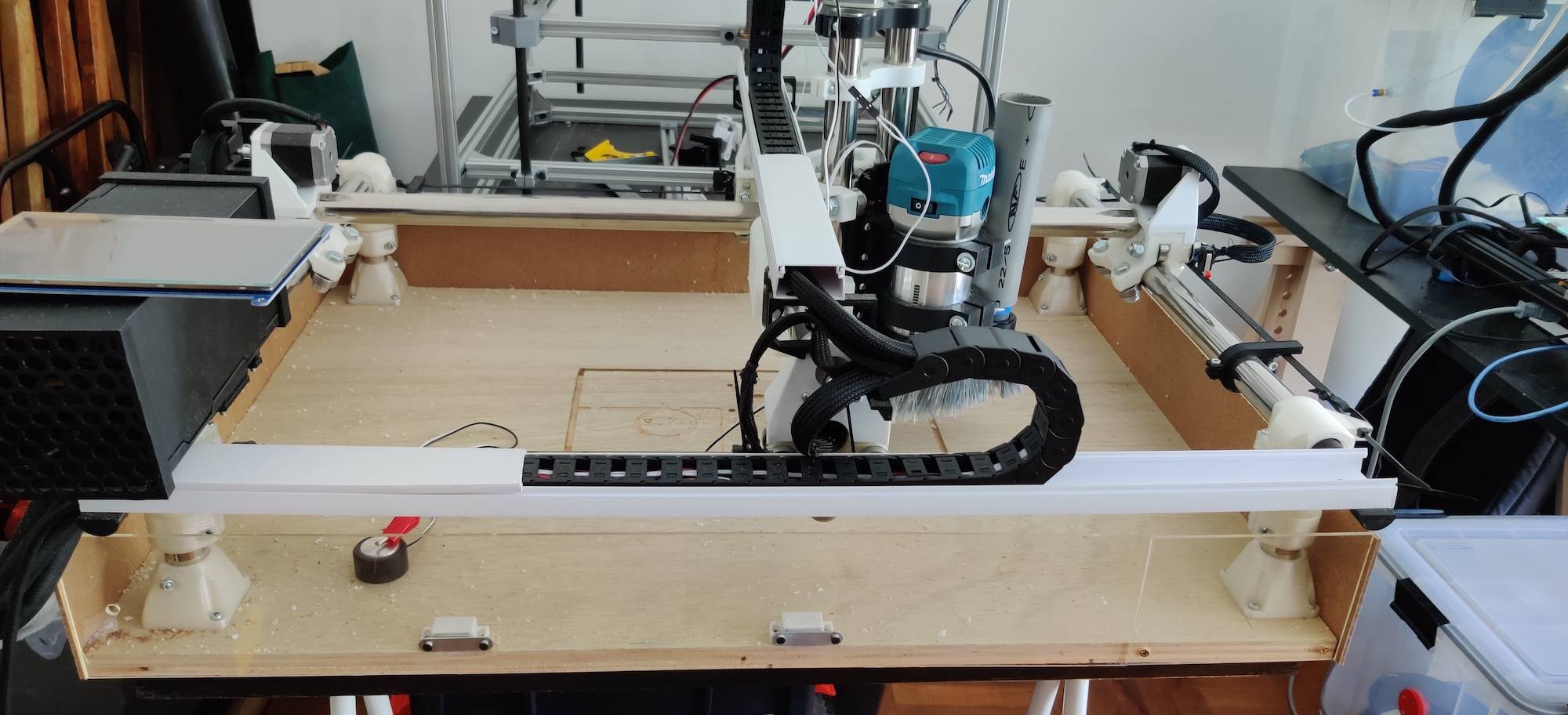
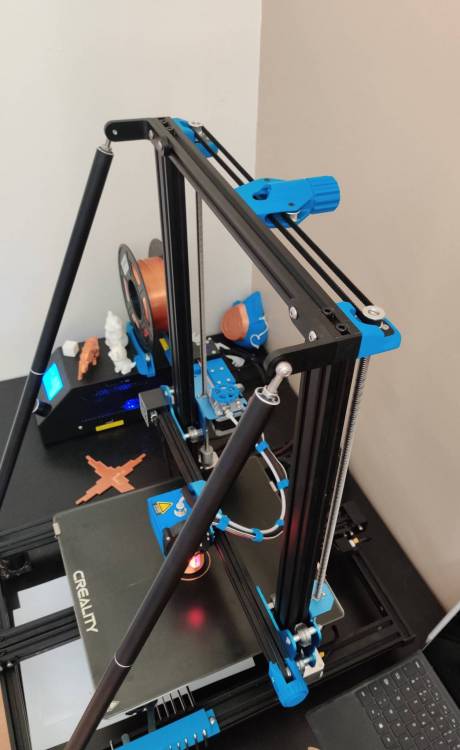
Salut, Petites nouvelles de ma MPCNC, elle fonctionne tres bien et me donne entiere satisfaction pour le moment. Bon je ne lui en demande pas trop non plus, je l'ai utilise une ou deux fois mais maintenant je sais qu'en cas de besoin j'ai l'outil disponible. Je suis revenu sur un firmware Marlin 2 et un pilotage par octoprint sur Rpi. Marlin peut gerer des imprimantes mais egalement des CNC. Le probleme que je voyais etait la gestion de plusieurs systemes de coordonnees mais en fait Marlin peut tout a fait gerer ca. Pour ceux que l'aventure tente voici comment je gere le changement d'outil et les sytemes de coordonnes. Demarrage de la machine et homing standard X,Y en min et Z en max Deplacement jusqu'a l'origine X et Y de la piece a usiner G54 (passage dans le 2nd systeme de coordonnes) et G92 X0 Y0. Donc maintenant j'ai un point de reference en X et Y pour demarrer l'usinage. G28 pour retourner en position home G30 pour palper la hauteur de l'outil G92 Z19.3 pour enregistrer la hauteur de l'outil G28 Z pour remonter l'outil et eviter les accidents lors des deplacements X et Y G0 X0 Y0 retour au point d'origine de la piece a usiner Ensuite il n'y a plus qu'a lancer le Gcode. Je me suis fait des commandes personnalisees pour gerer tout ca avec le pluggin "Custom control editor" sur octoprint Si il y a besoin de changer l'outil il suffit d'un nouveau palpage et G92 Z19.3 pour enregistrer la hauteur. D'ailleurs bizarrement dans ma config Marlin n'accepte de faire le palpage qu'en position home machine... Pour le moment je pilote avec l'ecran tactile, j'attend un petit clavier bluetooth pour ameliorer l'ergonomie. Je charge mes Gcode sur l'interface Octoprint de mon Mac et ensuite je gere tout le reste depuis l'ecran de la CNC (GRBL ne me permettaitpas le double controle MAC + ecran, seul un des 2 pouvait etre connecte a l'imprimante, c'est bizarre car en realite il n'y a qu'une seule cession de GRBL en fonctionnement). Sinon j'ai rajouter des bordures sur la machine avec celle de facade en plexi tranparent et fixee par des aimants. Ca limite beaucoup la projection de poussiere. J'ai egalement rajouter un dust shoe imprimer en 3D (of course), les poils viennent d'une balayette que j'ai mechamment epile. Pour la poussiere ca me convient, par contre cela reste bruyant, defonceuse+ aspirateur d'atelier, il faut le casque anti bruit. Voila une photo de la bete presque finie (il faut que je fasse un encadrement pour l'ecran), on voit que je me suis un peu loupe sur l'origine de la piece dans Fusion, j'ai pas mal bouffe la plaque martyre Une petite plaque pour fixer un moteur, c'est quand meme plus jolie que fait a l'arrache avec un outil a main (les percages). Voila, je reste un grand debutant en CNC mais je recommande la MPCNC, c'est bien concu et il y a une grande communaute pour aider en cas de besoin (english). Cdt LC
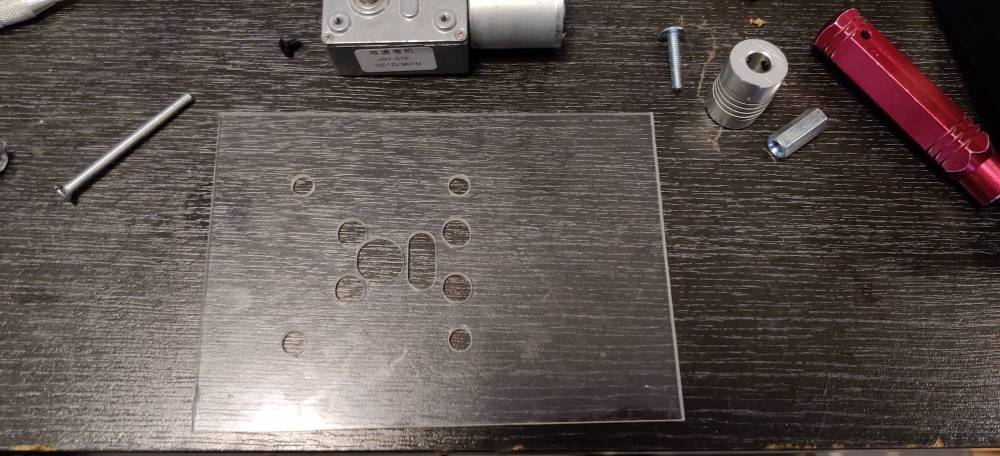
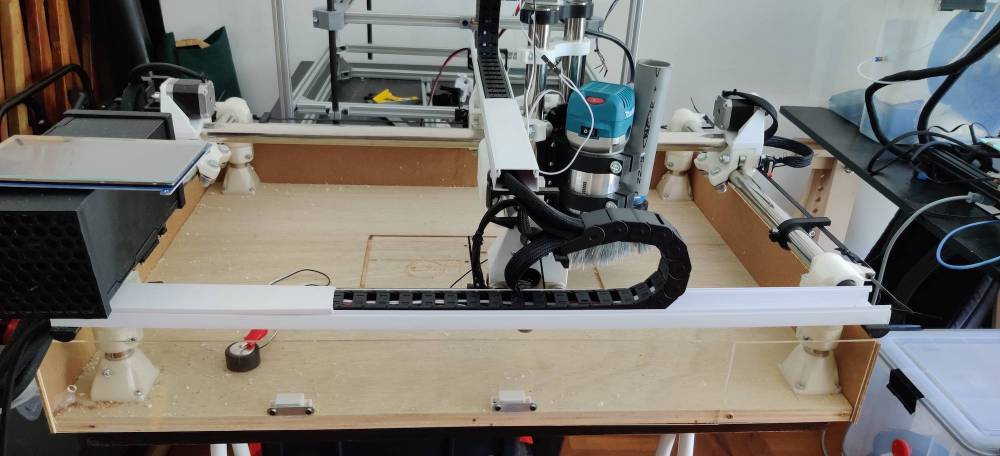 1 point
1 point -
@Nicoleyko si tu peux créer un post ou tu y mettrais des photos car si c'est d'origine pas normal de ne pas avoir de marge et attention il ne faut pas trop serrer les excentriques le plateau doit rester fluide.1 point
-
Merci @Raggasly la modif de l'axe X n'est pas compliquée à réaliser et comme expliqué, complètement réversible puisque dans le jeu de vis dispo en plus avec la Ender, il y a 2 vis M4x16. Donc même après avoir recoupé les deux vis à 9 mm, il y a ces deux vis en plus pour remonter comme à l'origine si on veut. Zéro risque ! Par contre, il faut avoir des rondelles avec les bonnes caractéristiques si on ne veut pas perdre trop de temps à les adapter. J'ai utilisé les rondelles inox dispo dans les boites qu'on peut trouver chez Lidl. Elles font exactement 10 mm de diamètre et 1 mm d'épaisseur. C'est le maxi pour passer dans la rainure du profilé 20x20. Derrière, un écrou M4 classique. Pour le mettre en place, j'ai utilisé une clé hexagonale avec un peu d'adhésif pour tenir l'écrou. Pour ta question sur la vitesse d'impression avec le direct drive, je vais te faire une réponse de normand...oui mais peut-être non . Pour le moment, dans la définition d'origine je n'ai pas dépassé les 60 mm/s (ce qui correspond à 150 mm/s dans les déplacements, 60 mm/s dans les remplissages et 30 mm/s dans les parois ). Avec ce poids en plus, ça a forcement un impact et il faudra peut-être réduire les vitesses les plus élevées donc en particulier les déplacements et travailler aussi les accélérations. Pour la vitesse d'impression des parois, ça ne doit pas changer grand chose. Je vais découvrir...et comme pour les autres modifs, c'est réversibles, si ça ne me plaît pas, retour à l'origine ou alors ne l'utiliser que pour de l'impression de filament flexible. Il y a une version 2 possible avec le Titan car les masses supplémentaires me semblent bien plus faibles.
 1 point
1 point -
@Yo' Comme ça ?1 point
-
Bonsoir, pour ma FLSUN et mes Creality j'utilise ceci https://www.amazon.fr/gp/product/B07TWFSFR3/ref=ppx_yo_dt_b_asin_title_o00_s00?ie=UTF8&psc=1 Mais malgres tout une alim exterieure est preconisée, a moins que vous soyez sur de vous, ce serai domage de cramer un truc1 point
-
pour moi, c'est une très mauvaise idée ... si ça n'existe pas, c'est que ça ne doit pas être possible . la question, c'est pourquoi as tu besoin de ça ? Dans quel cas tu aurais besoin de ça ? Juste pour rappel : - tu peux connecter ton imprimante à cura via octoprint (via le plugin octoprint), donc pas besoin du cable pc <=> printer - tu peux envoyer du gcode custom à ton imprimante via octoprint à la limite pour flasher ton firmware, mais en général tu ne fais pas ce genre de choses en même temps que tu es sur le raspb ... et au pire, tu peux accéder au raspberry pi depuis ton pc (VNC/ssh), et faire certains trucs comme ça .1 point
-
Salut, Quelle est ta vitesse mini d'impression? et as tu testé de baisser la vitesse de ventilation? On dirait que tes couches n'adhèrent pas bien entre elles...1 point
-
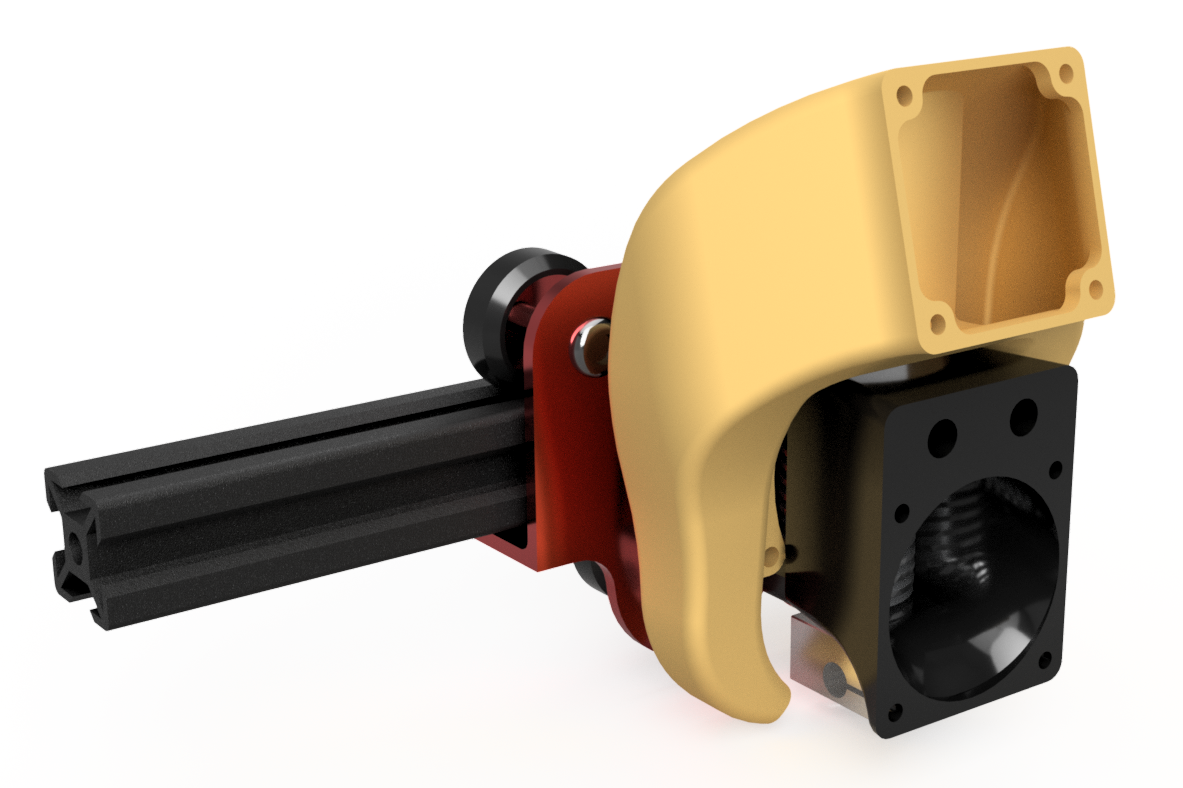
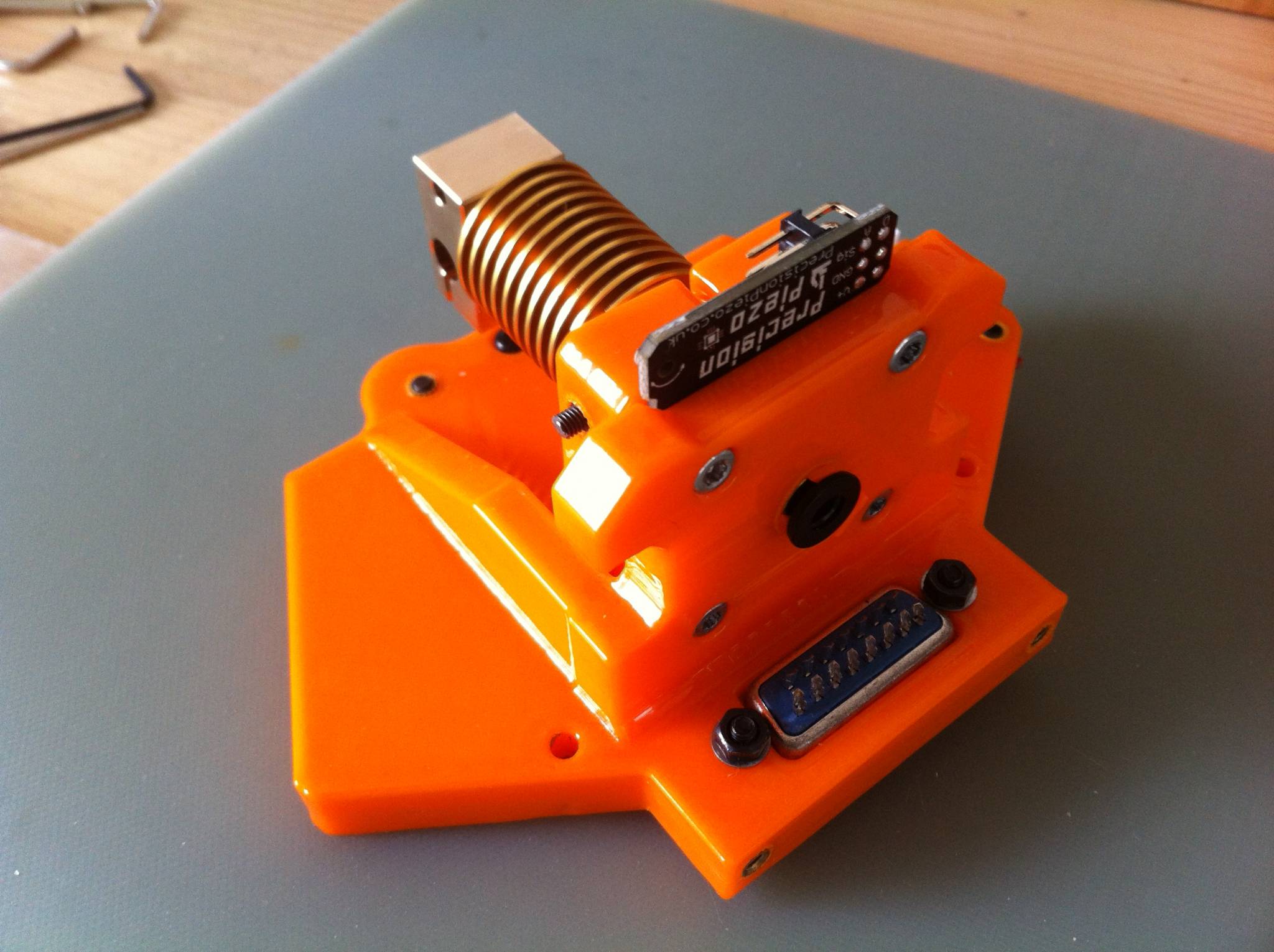
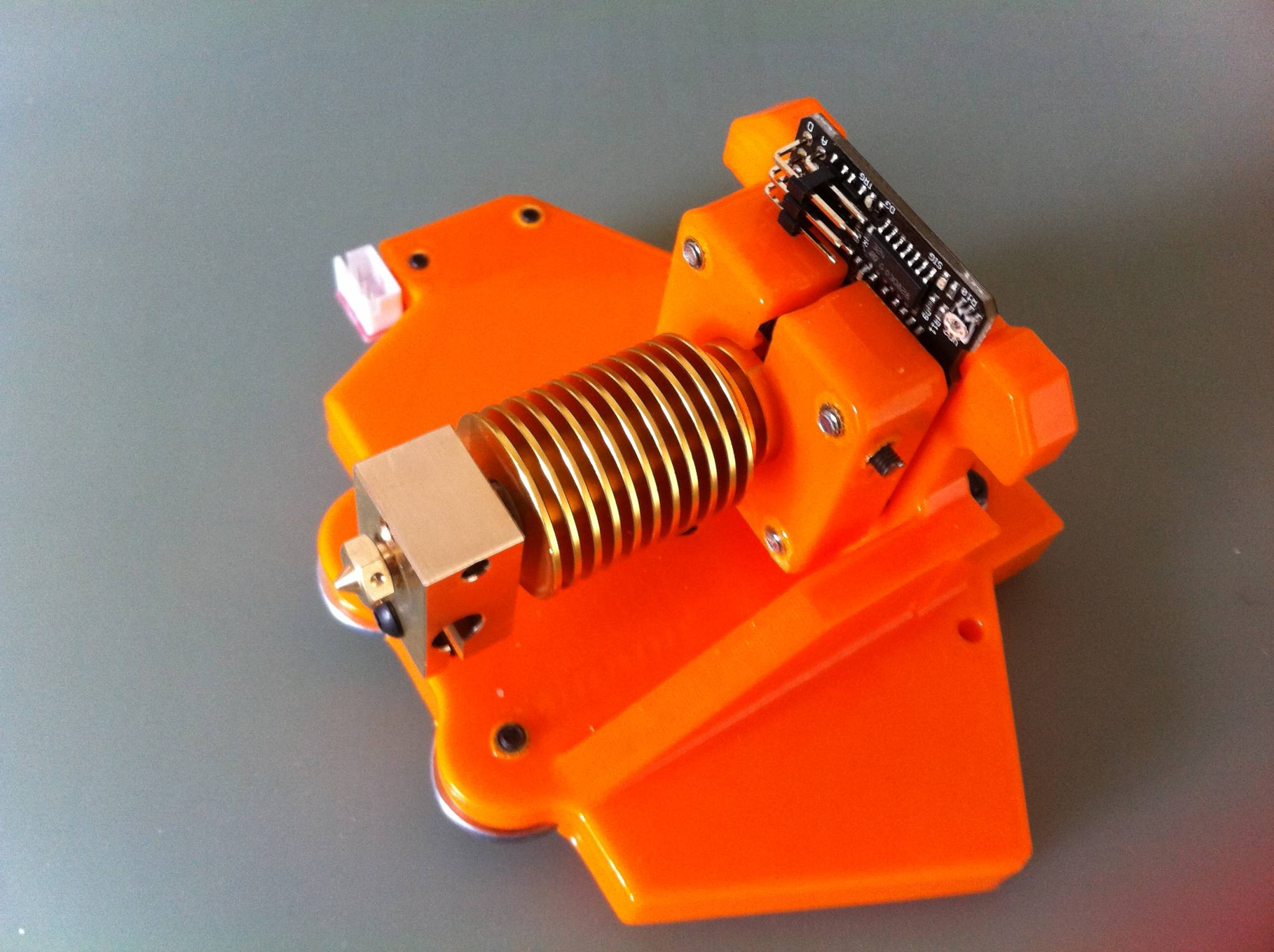
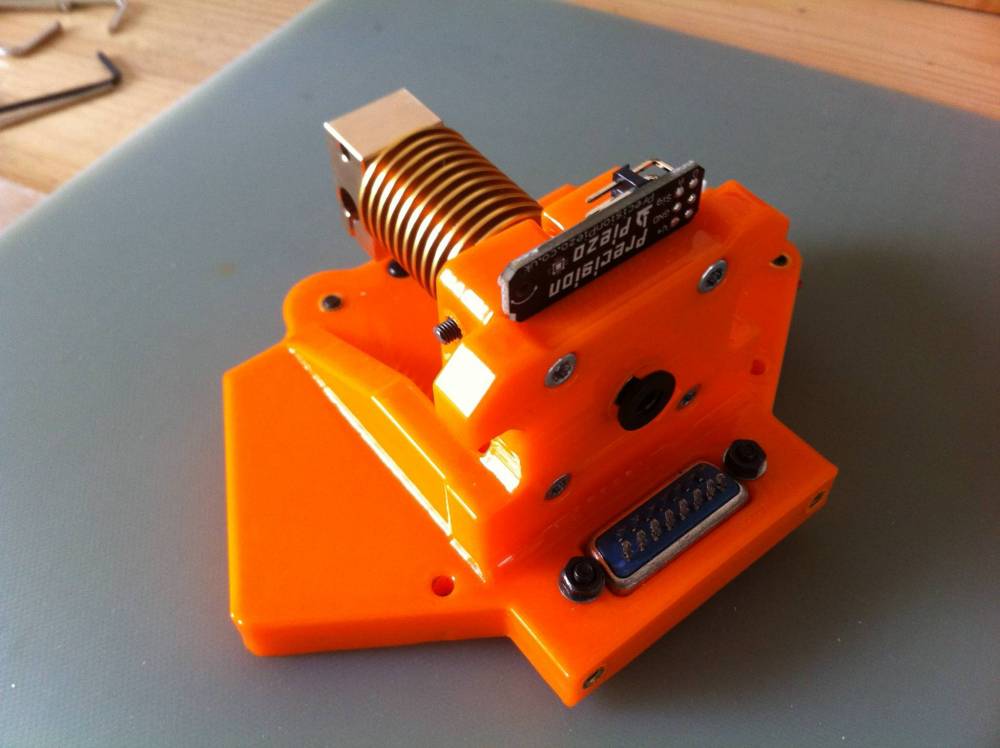
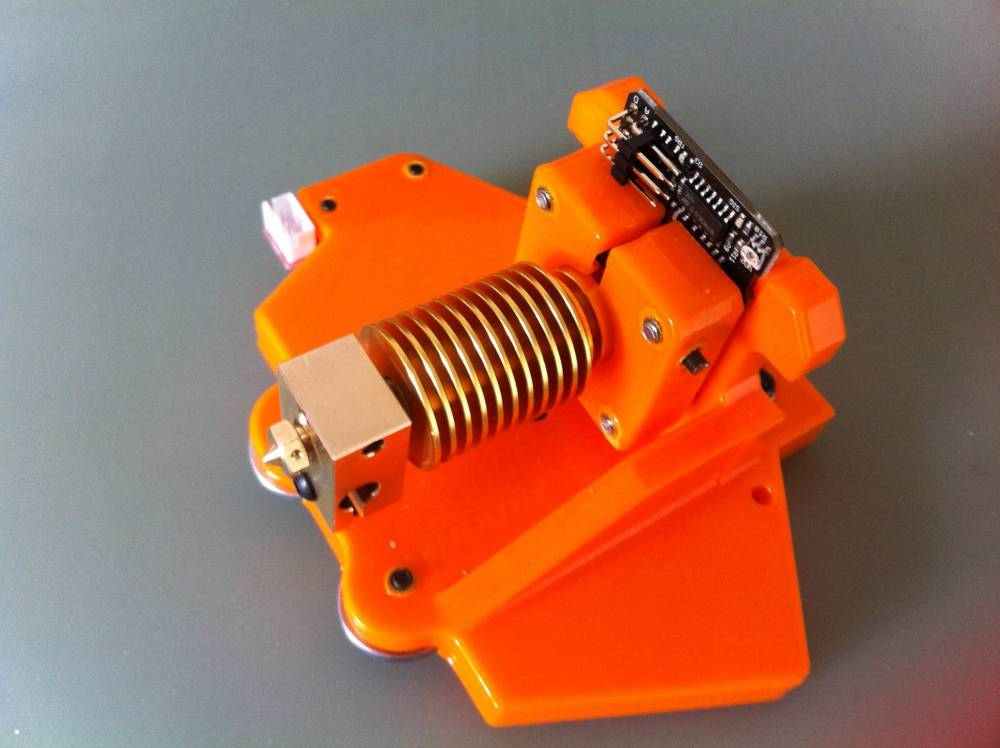
reçu la partie orion piezo
 1 point
1 point -
c est ceux la que j ai https://fr.aliexpress.com/item/32949737030.html?spm=a2g0s.9042311.0.0.27426c37JckVsK1 point
-
tu entends quoi par mettre "on"? tu parles de PIDTEMPBED? la commande M303 E-1 C8 S50 ne fonctionne pas? si c'est ça il faut avoir les fichiers marlin non compilé. un .hex ne peut pas être modifier.1 point
-
La prochaine étape de ce projet est de réussir à faire jouer le robot à partir d'images de la télé . J'ai donc mis à jour le design que j'ai basé sur un de mes perso de jeux préféré . Pour une foisj'ai fait l'effort de peindre (certaines) mes pièces . Maintenant y a plus qu'a programmer !


 1 point
1 point -
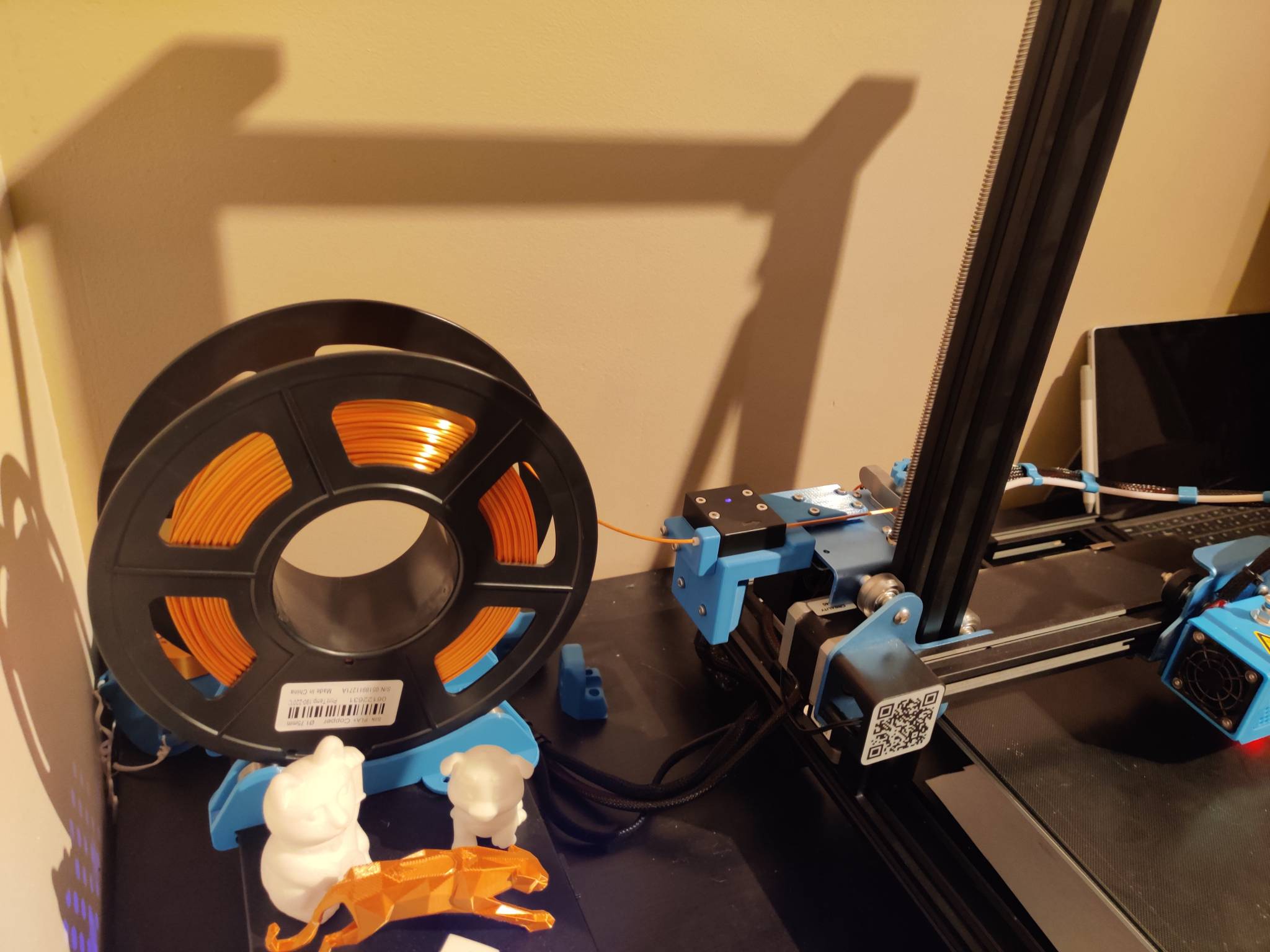
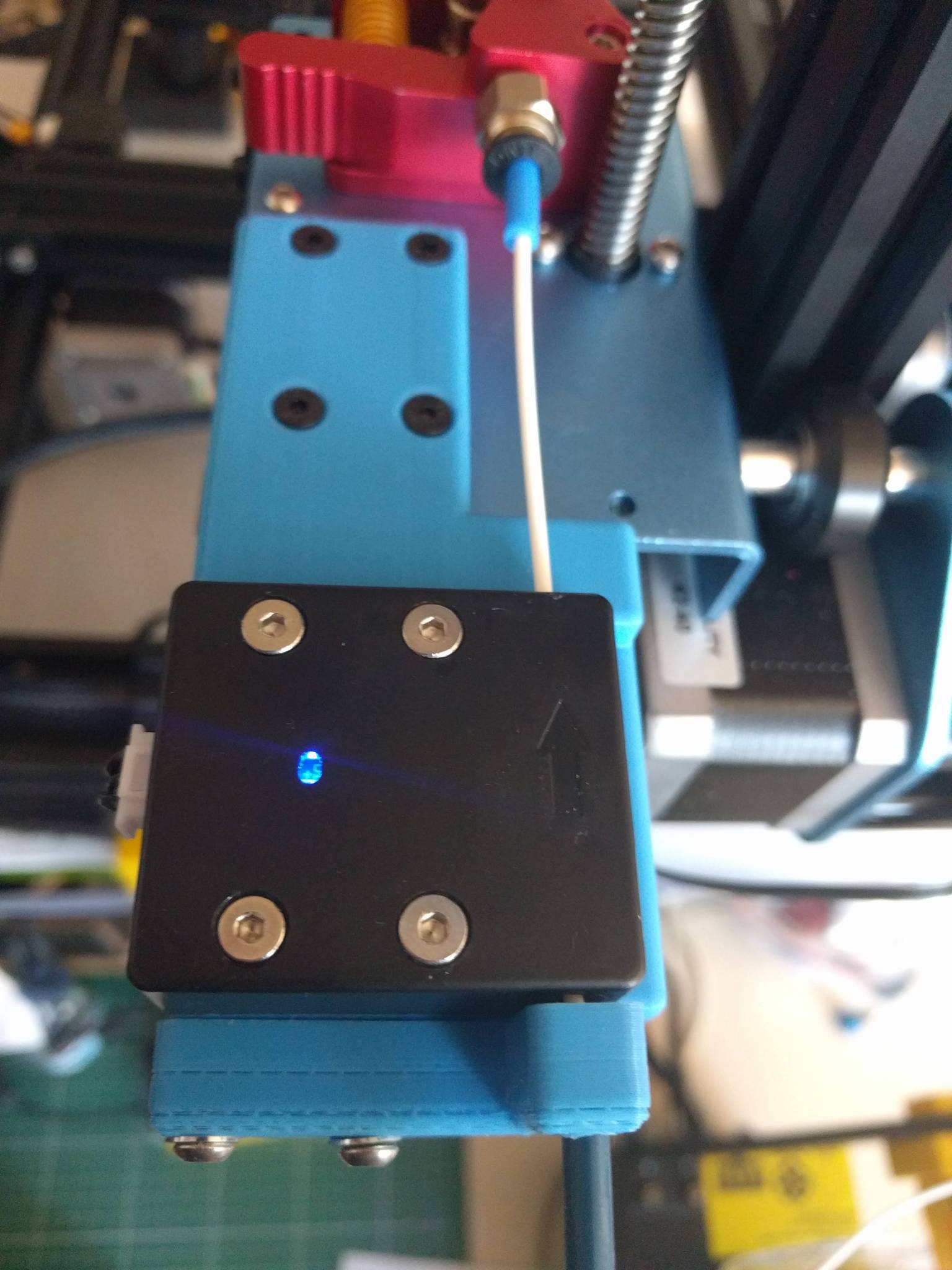
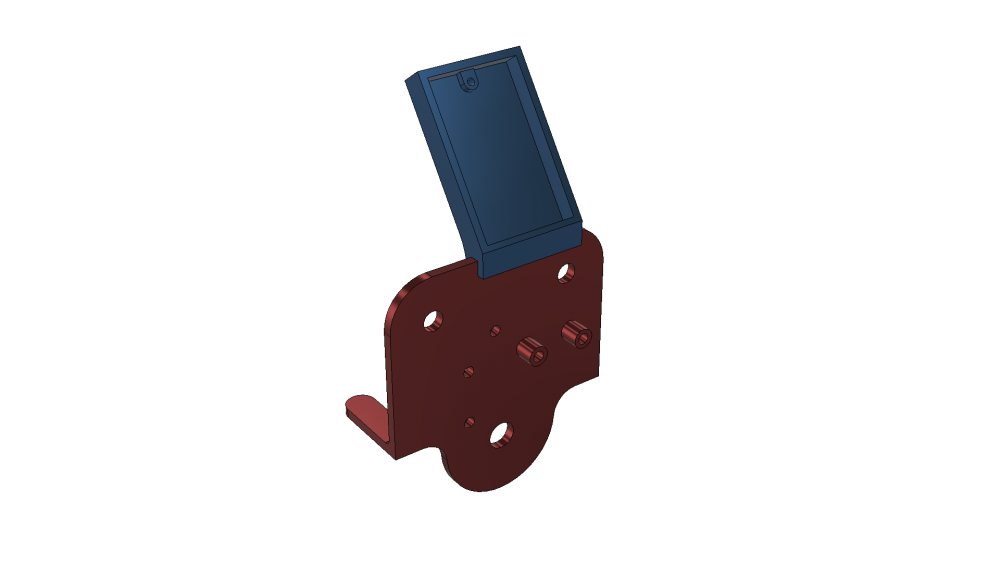
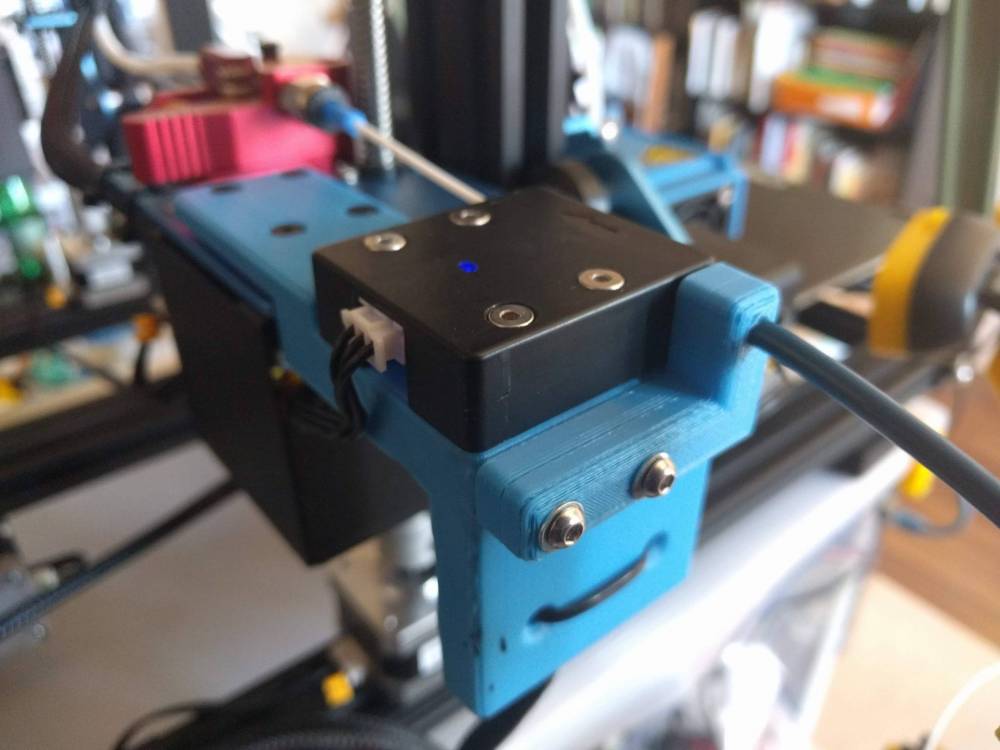
Support pour décaler le détecteur installé ! C'est quand même bien plus pratique d'avoir de l'espace entre la sortie du capteur et l'extrudeur
 1 point
1 point -
et surtout tu fais attention avec la pince de ne pas faire de court jus en touchant les fils de la résistance chauffante ou de la thermistance car sur le forum il y a pléthore de carte mère qui sont décédées comme cela...1 point
-
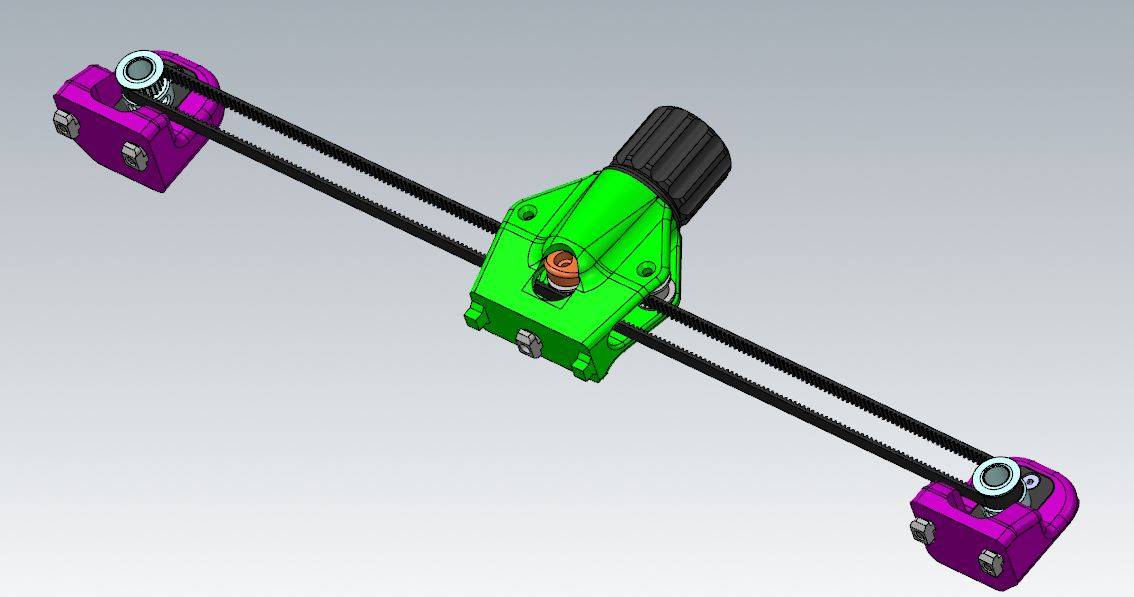
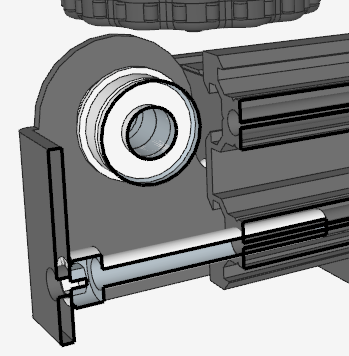
Modif3: tendeur de courroie Y un coup de taraud M5 dans le profilé 20x40 (le trou d'origine dans le profilé fait 4.2 donc c'est parfait) un trou de Ø 5 dans la chape dans l'axe de la vis. Une vis CHC de M5x40 (que je n'ai pas en stock pour le moment, donc remplacée par une vis à tête cruciforme mais qui sera remplacée plus tard) Ça fait le job ! Une petite vue numérique du principe:


 1 point
1 point -
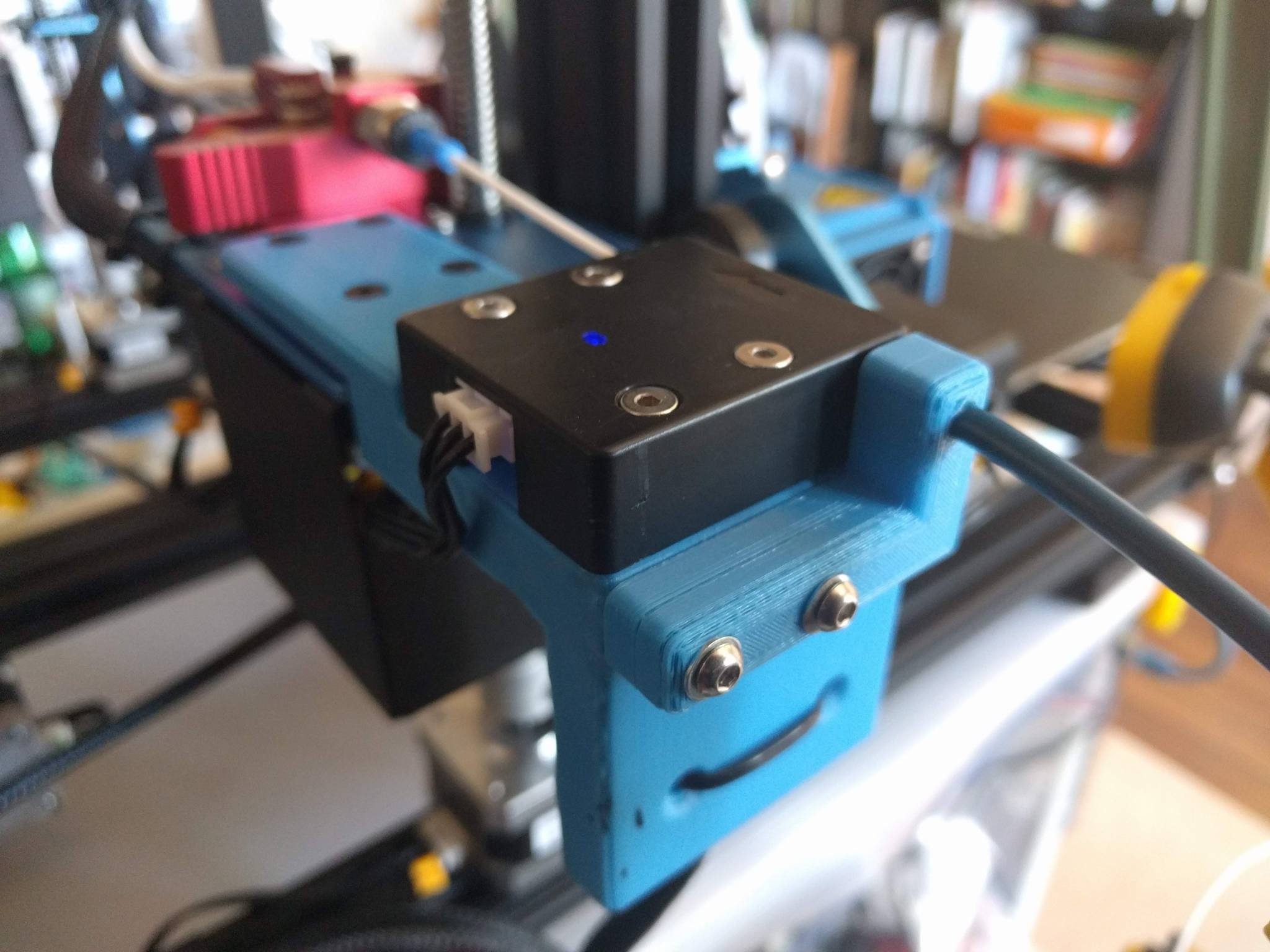
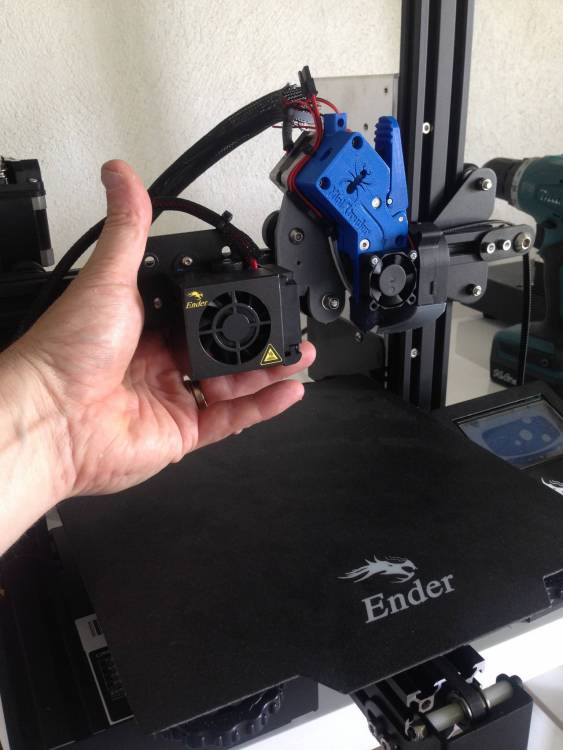
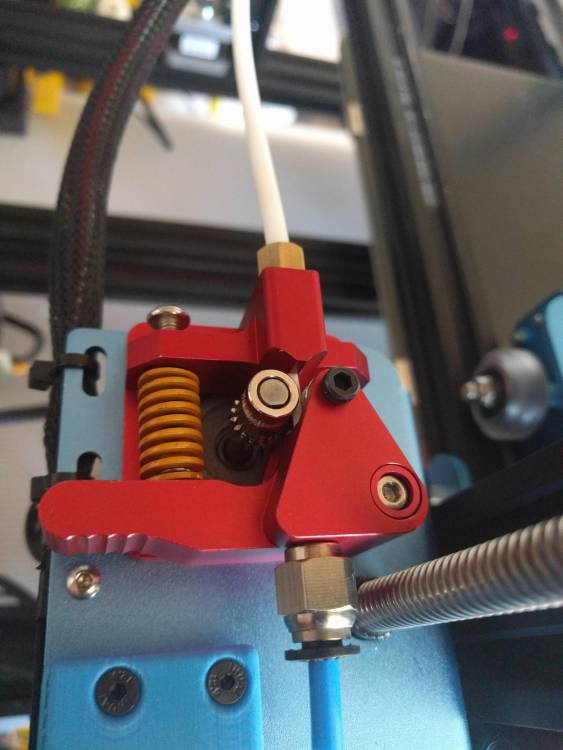
Impression, montage terminé du déport détecteur de fin de filament de @francois_uly. J'en ai profité pour changer l'extrudeur par le BMG sans réduction des CR10S Pro. Le pas est de 140 au lieu de 93 (calibrage effectué évidemment), le filament est mordu de chaque côté pour être entrainé dans le PTFE jusqu'à la buse. Pleinement satisfait de celui-ci (même si celui d'origine faisait pleinement son job), il envoie du bois . J'en ai aussi profité pour mettre à jour mon Marlin à partir du v2.0.5.3 officiel. J'ai prévu de faire un sujet (quand j'aurai le temps ) sur les paramètres activés / désactivés. Après plusieurs jours de tests, il fonctionne correctement. J'ai juste un seul problème pour lequel je n'ai pas trouvé encore de solution : après allumage de la machine si j'envoie un M420 S1 (activation de l'ABL), la machine se met en échec et nécessite une extinction / allumage. Si je fais un G29 au préalable alors tout fonctionne. Vraiment bizarre. EDIT: J'ai créé un nouveau sujet concernant la préparation / compilation / installation de Marlin sur ma machine :
 1 point
1 point -
Plus maintenant !

 1 point
1 point -
yop branchement moteur seulement et test
 1 point
1 point -
Le firmware est Open-source et tu peux modifier tout ce que tu veux sur la CNC. La seule obligation pour pouvoir la fabriquer, c'est l'achat des 2 cartes sur le site puisqu'elles ont été réalisées par Romain et ne se trouvent pas dans le commerce. Le prix de la machine est très variable suivant la taille et le matériel choisis pour sa réalisation. Romain annonce un prix d'environ 350 - 400 euros, mais certains ont monté une broche qui coûte 300 euros à elle seule !! Pour ma part, je n'ai pas regardé à la dépense. J'ai utilisé du filament de bonne qualité à 27 euros les 750 grammes et il en faut environ 3 kilos suivant les options et le taux de remplissage choisis. J'ai également réalisé ma CNC entièrement en inox que ce soit pour la visserie, les tubes carrés et les tiges rondes, etc... et ajouté quelques options. Je n'ai pas fait les comptes de façon précise, mais je dois être dans les 600 euros tels qu'on la voit sur les photos. Mon prix de revient va encore grimper parce que je trouve les fixations du plateau peu pratique et je vais le refaire en utilisant des rails en alu. Pourquoi parles-tu de Repetier, il n'y a pas besoin de ce logiciel pour faire fonctionner la RS-CNC ? A+++1 point
-
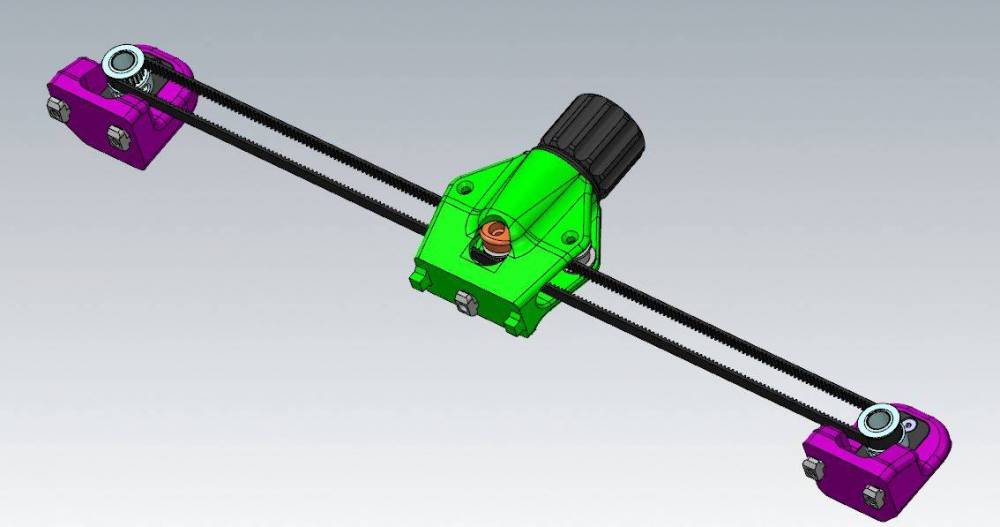
@LOLO710 Voici ma synchro Z : synchro-Z.zip 2 poulies GT2 20 dents 8mm pour Vis Z : https://www.amazon.fr/gp/product/B07CRKYJLS/ref=ppx_yo_dt_b_asin_title_o02_s00?ie=UTF8&psc=1 1 courroie GT2 dentée fermée 6 mm de largeur (760mm) : https://www.amazon.fr/gp/product/B0757L3SBH/ref=ppx_yo_dt_b_asin_title_o02_s01?ie=UTF8&th=1 1 poulie GT2 16 dents 3mm alésage : https://www.amazon.fr/gp/product/B06VSS4VQF/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1 2 poulie GT2 lisse 3mm alésage : https://www.amazon.fr/gp/product/B06VSC7XSV/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1 2 vis M3 L20 tete fraisée + ecrou 1 vis M3 L20 tete CHC + ecrou 1 vis M4 L20 tete fraisee + ecrou en T 4 vis M4 tete CHC + ecrou en T récupérer les couvercles, les roulements et les vis des supports d'origine pour les monter dans les 2 nouveaux supports. les roulements doivent pouvoir glisser dans les logements.
 1 point
1 point -
Ba en faite on avait mis direct le filament dans le tube en téflon et l'autre coté il allait direct dans la buse sans passé par la partie qui fait avancé le filament et detecte si il n'y en à plus. Ok c'est bête mais bon.... lol1 point
-
En priorité changer celui de la carte mère !! Et par la même occasion celui du Hotend ( il tourne en permanence) J'ai pas cherché midi à 14H j'ai tout remplacé ( Une fois le fer à souder sortie, la gaine thermo, on ce fait un bon chantier ) Tous mes ventillos sont des SUNON. Avantage de les trouver en 24V. ( il à fallu que j'imprime un nouveau Fan pour celui du hotend https://www.lesimprimantes3d.fr/test-longer-lk4-pro-20191226/) Et... Un meilleur refroidissement uniforme du filament en sortie de buse Pour celui de l'alim je ne l'ai trouvé qu'en 12V dans ces dimensions. Je suis donc passé par un p'tit module ( collé double face dans le boitier d'alim ) pour abaisser la tension. Et maintenant, le silence est casi d'or Tout ce trouve sur (hélas) Ramazone et pour des prix contenus. Ne pas oublier d'aller jeter un oeil aussi chez Compozan, ils disposent de tous ces modèles Ils sont vendeurs partenaire du premier shop mentionné. Alors, autant s'adresser à dieu plutôt qu'à ses saints et par la même occasion faire bosser un shop gaulois à taille humaine Bon, je retourne faire ma sieste près de mon imprimante qui travaille dure1 point
-
GT2560 = 256Ko GT1280 = 128Ko (Comme un bon vieux Amstrad 6128 !)1 point
-
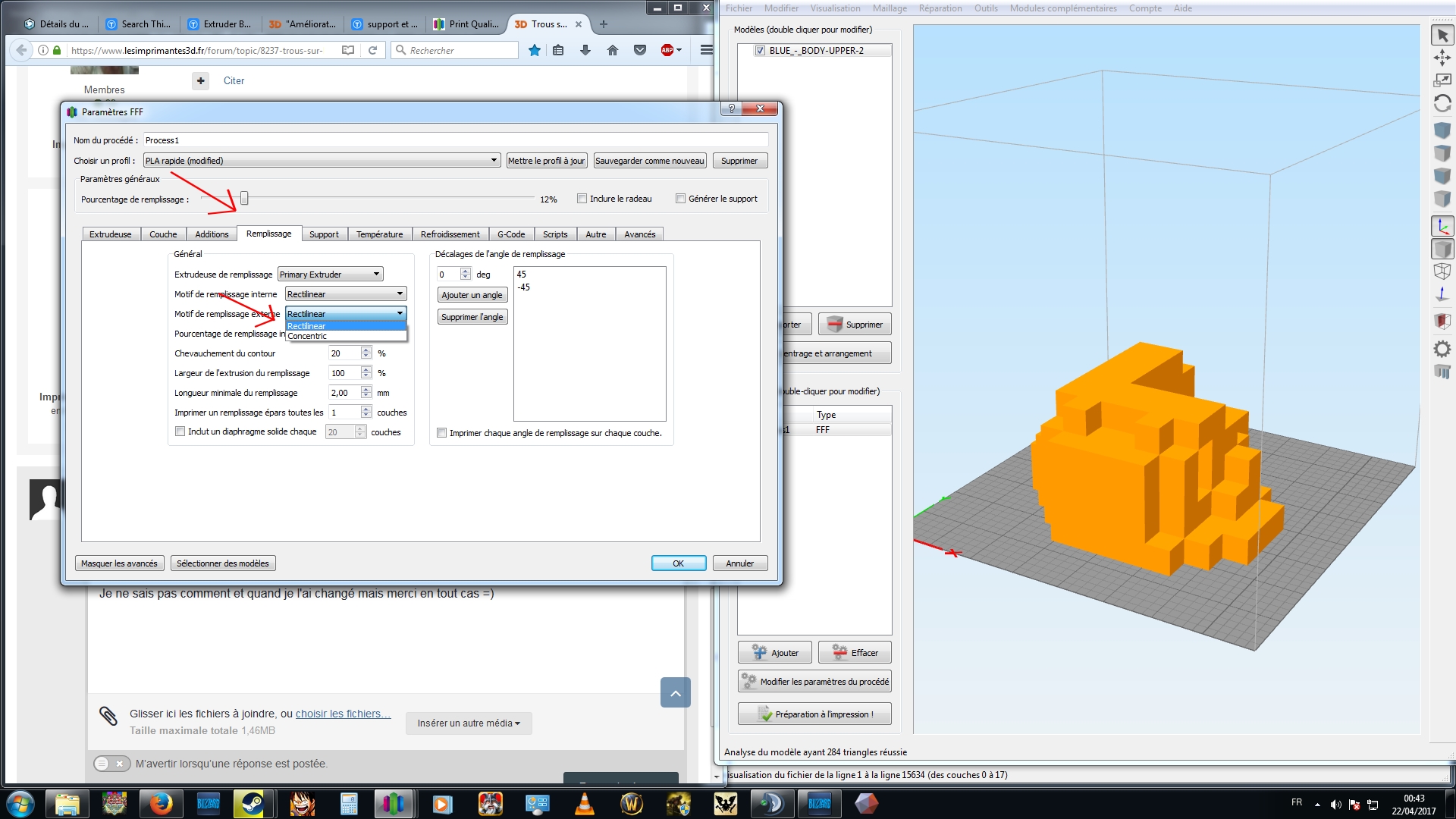
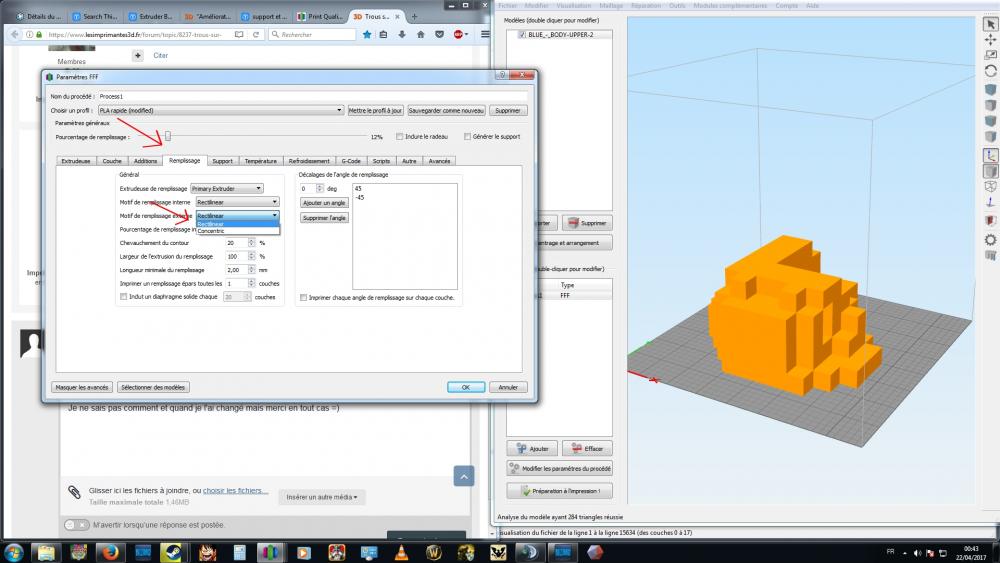
Effectivement c'était le paramètre de remplissage externe qui était en concentric plutôt que rectilinear. Je ne sais pas comment et quand je l'ai changé mais merci en tout cas =) je met la photo si jamais çà sert à quelqu'un d'autre
 1 point
1 point -
Bonjour, @Cyriaque Sartelet ne te vexe pas mais je crois que tu as fait beaucoup de modifications inutiles. Par contre il reste une modification à faire, et je m'y emploie, c'est de concevoir une tête d''impression (ou corps de chauffe) facilement amovible (en quelques secondes) pour deux raisons : -1- Assurer une maintenance plus facile et plus rapide. -2- Changer au moins de corps de chauffe quand on change de filament. J'ai fait d'autres modifications dont je vous ferai part ultérieurement.0 points