

Toute l’activité
- La dernière heure
-
Parce que @hyoti est parfois «taquin» (bien moins que moi) : histoire de remettre une pièce et alimenter tes inquiétudes
-
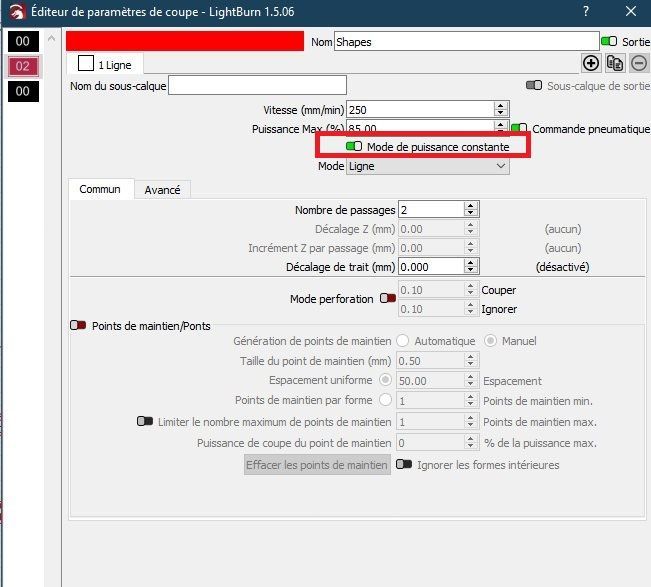
Après avoir modifié, tu as bien cliqué sur «écrire» pour que ce soit enregistré dans l'EEPROM (un clic sur OK ne valide pas les modifications… il me semble ) Procédure, dans cette fenêtre de réglage: lire (le contenu de l'EEPROM), faire des modifications, écrire (le contenu dans l'EEPROM), OK pour fermer la fenêtre. Si ça ne fonctionne toujours pas, il est possible que le firmware GRBL de ton laser n'ait pas été compilé avec l'option des interrupteurs de fin de course (ce qui serait une belle co…rie). Pour ton problème de MDF (je suppose car je ne connais pas le FDM ), c'est un matériau même à 3mm d'épaisseur hyper pénible à couper (il contient bien souvent plus de colle que de poussière de bois), il faut activer dans LB, pour le calque de coupe, le mode «puissance constante» (M3 voir ce lien LB) :
-

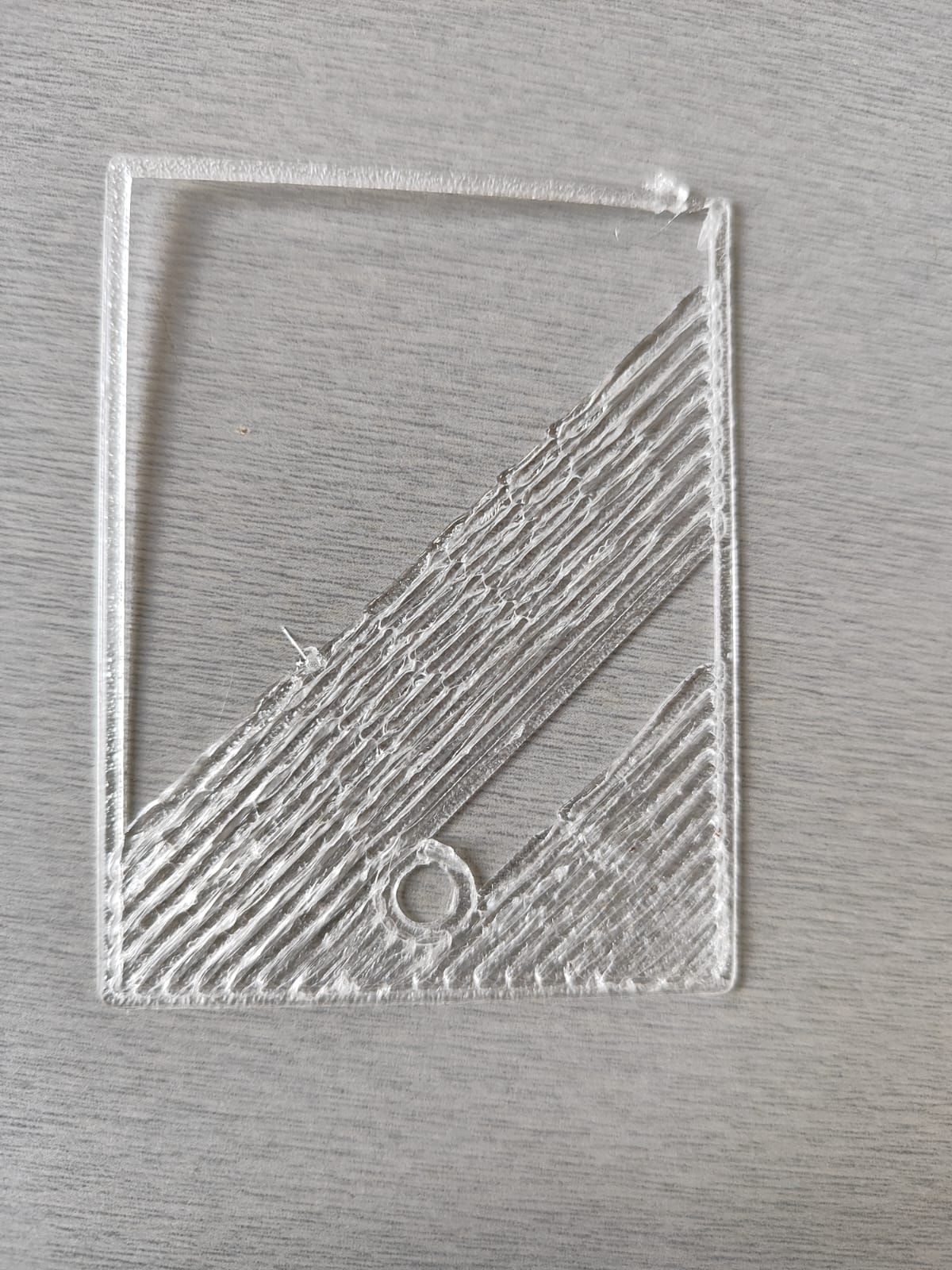
Chevauchement de la couche du dessous buse ø1
PPAC en réponse au topic de Tonio20 dans Entraide : Questions/Réponses sur l'impression 3D
Salutation. Tu semble en sur-extrusion et/ou la couche initiale est trop écrasé sur le plateau ( vérifier le Z-offset et/ou le réglage du plateau pour ajuster la distance entre la buse est le plateau ) -
Je n'ai pas la réponse. Le mieux serait de passer par le SAV (Olivia) et de poser la question. Pour compléter le filtrage de l'air interne, j'utilise une Bentobox (pas automatisé actuellement). En préparation, un Nevermore mini, qui utilisera des capteurs (BME280 + SGP40), filtre HEPA + Charbon actif et ventilateur 4028 (12V alimenté en 5V) pour filtrage air interne en recirculation. Pour l'extraction proprement dite, j'ai modifié le système originel (plus de charbon actif et filtre HEPA), celui décrit ici.

-

LightBurn, endstops et réglages ?
pascal_lb en réponse au topic de pascal_lb dans CNC / Graveur laser
j'ai essayé aussi mais ça ne donne rien Je pense que pour l'instant et faire des tests je vais partir sur Démarrer à partir de : position actuelle en bas à gauche et quand je maitriserai la machine et le soft je me repencherai dessus... Par contre je ne trouve toujours pas comment couper ce foutu FDM -
 Bonjour, je dois faire une impression 3D avec une buse ø1mm. Je rencontre un problème lors du chevauchement des couches du dessous. J'ai changé les paramètres de chevauchement mais ce ne change rien. Je souhaiterai obtenir des lignes biens propre collé les unes aux autres. Voici des photos de mon problème. Avez-vous une solution ? merciii
Bonjour, je dois faire une impression 3D avec une buse ø1mm. Je rencontre un problème lors du chevauchement des couches du dessous. J'ai changé les paramètres de chevauchement mais ce ne change rien. Je souhaiterai obtenir des lignes biens propre collé les unes aux autres. Voici des photos de mon problème. Avez-vous une solution ? merciii
.thumb.jpeg.c774f2d91c0b8e32664bbe3dcc3ee1f6.jpeg)
-
Merci, c'est étrange ces genres de clips qu'ils ont fait dessus laissant croire qu'une pièce vient s'y clipser. Pourquoi tu me posais cette question ?
-

TL-d3-pro recherche pinout liaison carte mere/carte fille version 2.3.
Phil-du-54 a posté un sujet dans Tenlog
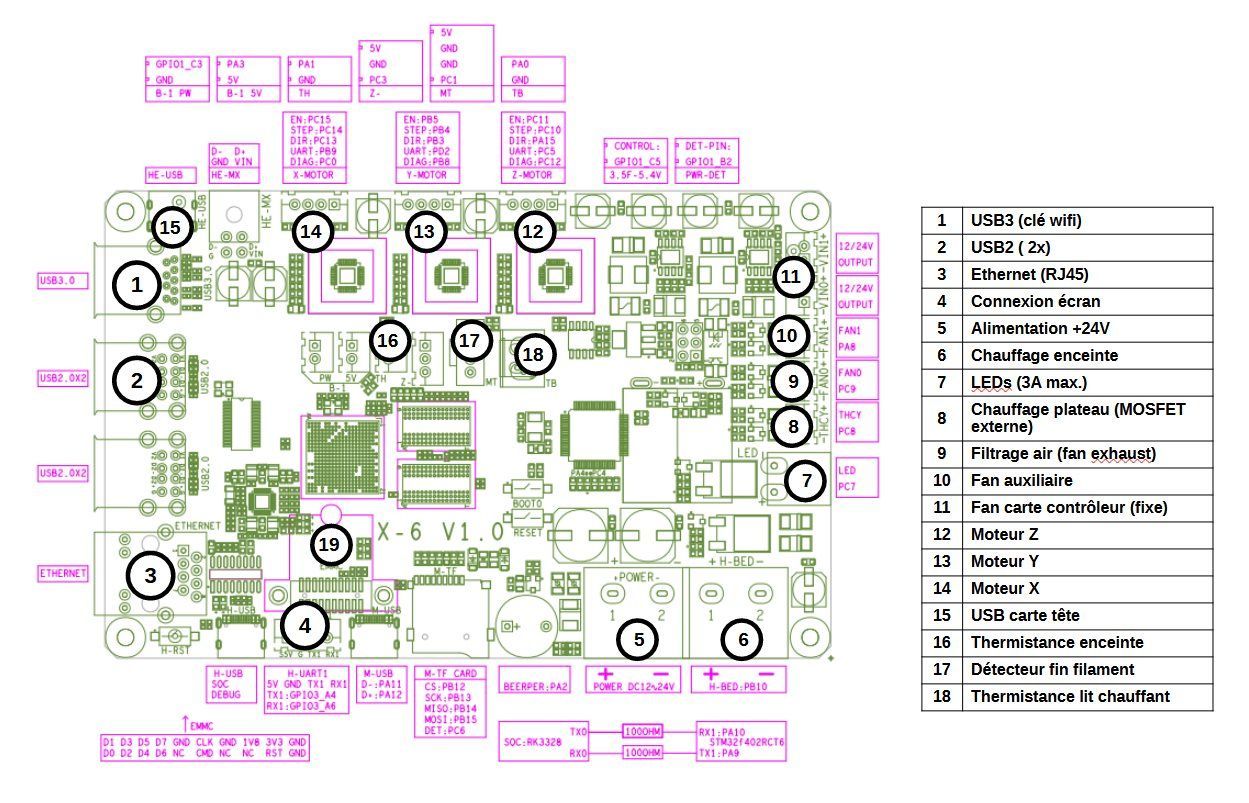
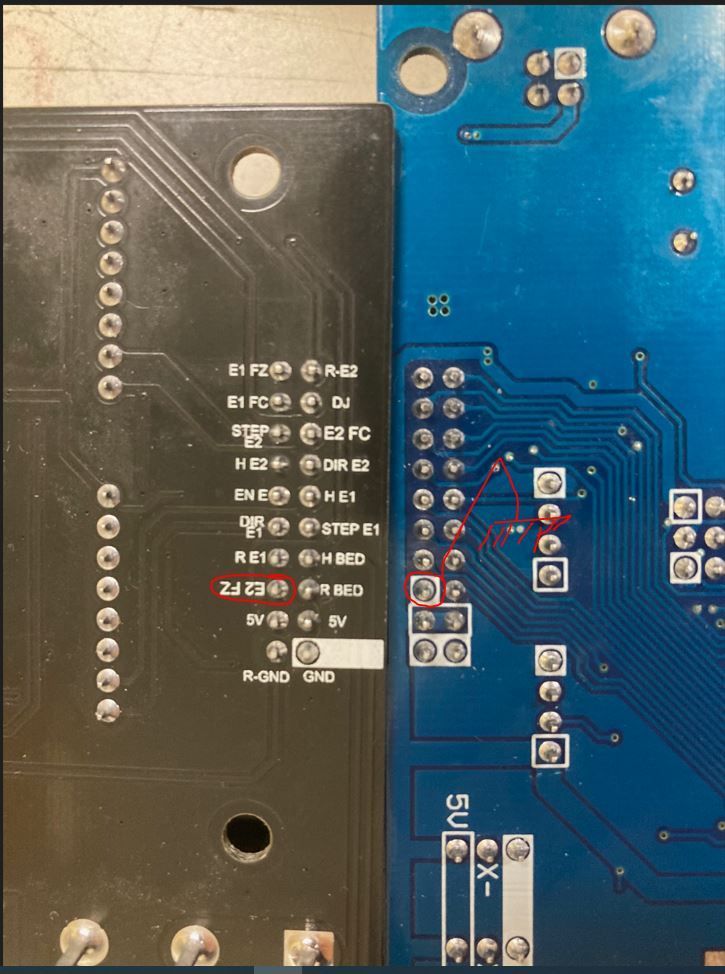
Bonjour à tous. L'histoire: J'achete une tl-d3 sur le coin, et à la mise en route je constate que le ventilo e2 tourne en permanence après le boot. Apres divers controle sur la carte fille je ne trouve rien de cramé et c'est là que je fait une grosse conn..., je rebranche le cable vga à chaud sur l'extrudeur et je fait un joli court circuit sur le blindage de la prise. L'imprimante s'allume mais ne redémarre pas. Après analyse des pinoches qui ont touchées, j'ai certainement envoyé du 24 volts dans l'atmega... Je change donc l'atmega et au redemarrage j'ai toujours l'e ventilo e2 qui demarre apres le boot et en plus quand je demande d'avaler le fil sur e2 , il ne le fait pas et les deux extrudeurs cherchent et trouventl'origine.??? (avant le flash e2 avalait le fil) Apres avoir chercher en vain un mauvais ressoudage du 2560 et fait du fil à fil, je finis par me rendre compte que les pinout carte mere et carte fille ne sont pas en phase. La carte mere et une v2.3, la carte fille et une v3.0, ont voit sur la photo que par exemple E2FZ sur carte fille et sur la masse carte mere. J'imagine qu'il y a peut etre autre chose. De même il y a visiblement deux masse séparé sur la carte fille, GND et R-GND, qui sont commune sur la carte mere... Pour ceux qui est de E2 qui ne fonctionne pas, je suppose qu'un des precedents proprietaires a pu adapté le pinout step/dir sur les sources firmaware tenlog, mais n'a pas corrigé E2FZ, mais je ne suis sur de rien. Pour pouvoir me depanner, je rechere le pinout de la nappe de la carte mere V2.3 pour l'adapter correctement à la carte fille V3. si il existe le pinout de la carte fille v2.3 me convient aussi. En vous remerciant. Philippe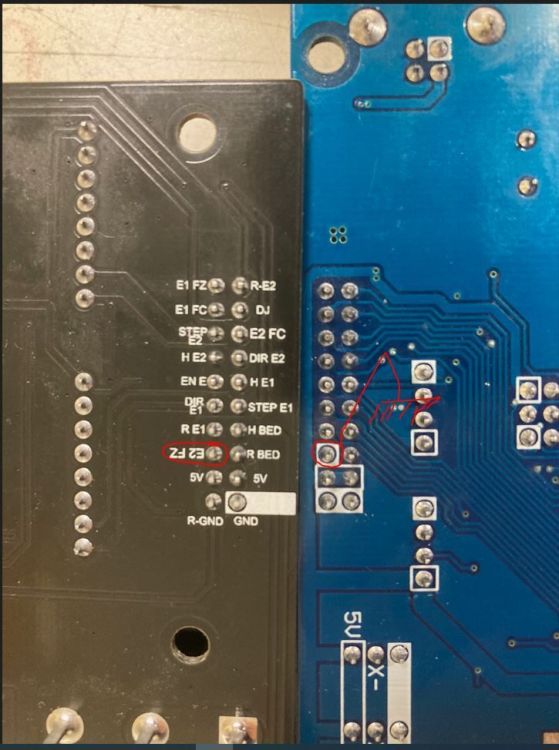
- Aujourd’hui
-
Concours sur "Makeronline" bêta (Anycubic)
PPAC en réponse au topic de PPAC dans Bons plans et crowdfunding
https://forum.makeronline.com/topic/Challenge Submission Rules and Evaluation Criteria -285.html -
Bonjour nialabert, C'est noté Un grand merci pour ton aide.
-

[TOPIC UNIQUE] Bambu Lab X1, X1-Carbon et AMS
electroremy en réponse au topic de Aezio dans Bambu Lab
Prusa proposait même des kits de mise à niveau Mais c'est lié à leur concept d'imprimantes en kit à monter soit même, on ne peut pas trop reprocher à Bambu de ne pas faire pareil puisqu'ils vendent des produits prêt à l'emploi sortit du carton. Se pose le problème de la garantie après mise à niveau impliquant un démontage et remontage par l'utilisateur... -
Bonjour, Phil du 54, 63 ans, bricoleur dans pas mal de domaine, mecanique, electronique, modelisme, programation... Mais là je suis coincé et j'ai besoin d'aide. J’espère pouvoir aider en retour. Phil
-
Phil-du-54 a rejoint la communauté
-
Bonjour je confirme qu'il n'y a pas de piece dessus. Les cables sont apparents A+
-
A minima, «Hard limits» ($21) devrait être activé pour que les interrupteurs de fin de course soient pris en compte.
-
LightBurn, endstops et réglages ?
pascal_lb en réponse au topic de pascal_lb dans CNC / Graveur laser
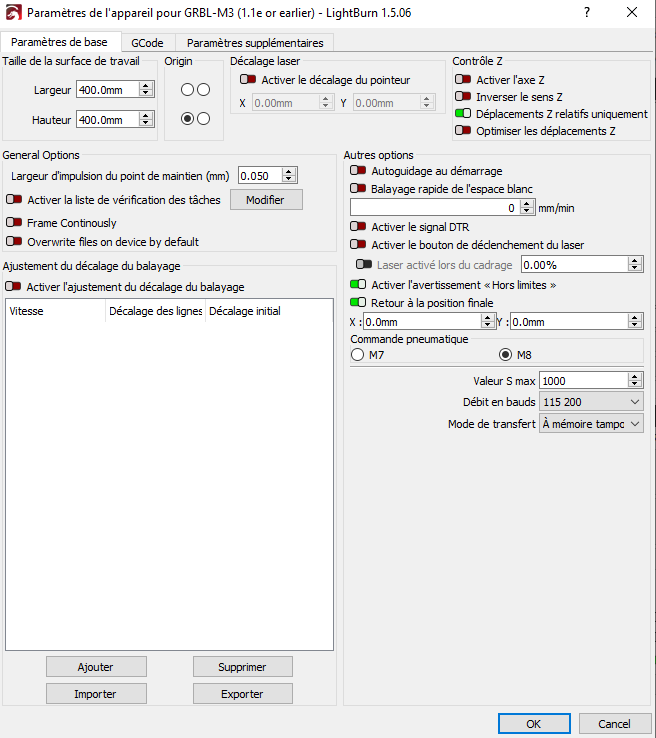
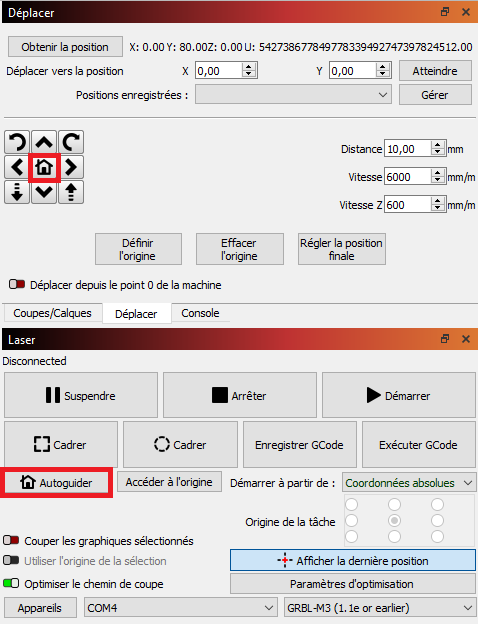
merci je vais regarder voici les images de mes réglages et je lance le home depuis les rectangles rouge ci dessous, la tète part vers les endstops et ne s'arrêtent pas les moteurs forcent et je suis obligé de couper l'alim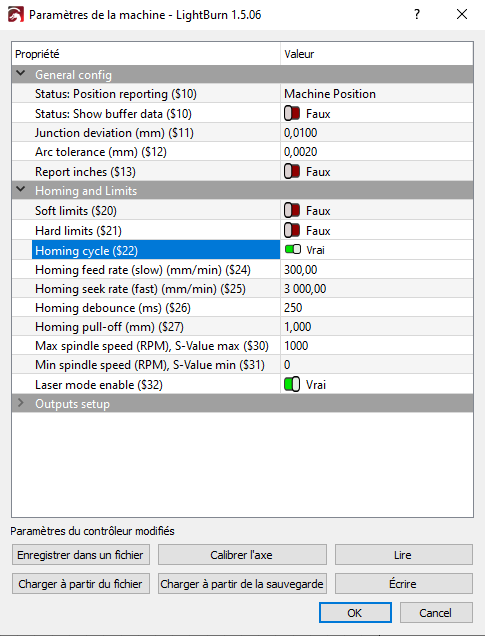
-
Je viens justement d'avoir un mail à ce sujet (revue des conditions d'utilisation) on peut y lire "Notre promesse inclut une fourniture garantie de cinq ans de mises à jour logicielles (depuis le lancement du produit), y compris des corrections de bogues cruciales et de nouvelles fonctionnalités intéressantes pour améliorer l'expérience utilisateur. Pendant la période de cinq ans, vous pouvez vous attendre à des mises à jour fréquentes qui ajoutent de nouvelles fonctionnalités. des fonctionnalités qui améliorent encore l'expérience utilisateur, tout en résolvant les bogues qui pourraient être présents. Après cette période, nous pouvons toujours apporter des mises à jour moins fréquentes contenant d'autres améliorations, si certaines fonctionnalités peuvent être intégrées et que les capacités de l'imprimante le prennent en charge. Conscient de l'évolution constante du paysage des menaces numériques et de l'importance de la sécurité, Bambu Lab s'engage également à assurer un minimum de sept ans de mises à jour de sécurité logicielles, un engagement qui s'étendra au-delà de cette période avec une couverture continue des mises à jour de sécurité tout au long du cycle de vie du produit si de nouveaux problèmes de sécurité sont identifiés et doivent être corrigés."
-
@pascal_lb Pour les fins de courses, n'en ayant pas sur le Sculpfun S9, je m'était aidé de ce lien qui regroupe de nombreuses informations sur ces matériels.
-

Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
MrMagounet en réponse au topic de MrMagounet dans Artillery
Tu as import le profil que j'ai mis a dispo ou tu as copier manuellement les paramettres ? conseil passe Orca en Francais -
ha ... zut ... Bon alors il nous faut plus d'infos ! ( Sauf si je dois sortir la boule de cristal ) le résultat d'un "$$" en citation et une capture d'écran du paramétrage de la machine et la description de ce qui se passe exactement ( genre minimum, les logs, et éventuellement une vidéo ) quand tu fait un "Home" et quelle commende g-code tu utilise pour faire le "Home". ( Et juste pour la blague comme le grand chef a pris le temps de changer le titre, je vais dire (mais je ne le ferait pas car c'est déjà la bonne section) que je vais déplacer le sujet dans une section plus adaptée )
-
LightBurn, endstops et réglages ?
pascal_lb en réponse au topic de pascal_lb dans CNC / Graveur laser
Effectivement mais c'est sympa d'avoir apporté ton témoignage -
Bonjour, pour info, ca ne vas malheureusement pas faire avancer les choses mais sur mon Atomstack X20 pro, les fins de courses (bas et gauche) sont parfaitement reconnus par Lightburn sans que je n'ai coché aucune case. Je trouve malheureusement dommage qu'il y ai pas de fin de course haut et droit car, lorsque on ne fait pas de home ou lorsque on n'est pas en coordonnées absolues, ou lorsque on bouge la tête manuellement avant de lancer une gravure, la tête viens taper sur les bords.
-
Bienvenue chez les imprimeurs fous
-
Oui, pourquoi ? D'ailleurs, il manque pas une pièce en plastique dessus ? Je me suis toujours posé la question. Je l'ai reçu comme ça, mais j'ai toujours trouvé bizarre d'avoir une pièce en plastique dessous mais pas dessus. D'autant plus qu'on voit des sortes de clips pour emboîter quelques choses dessus.
-

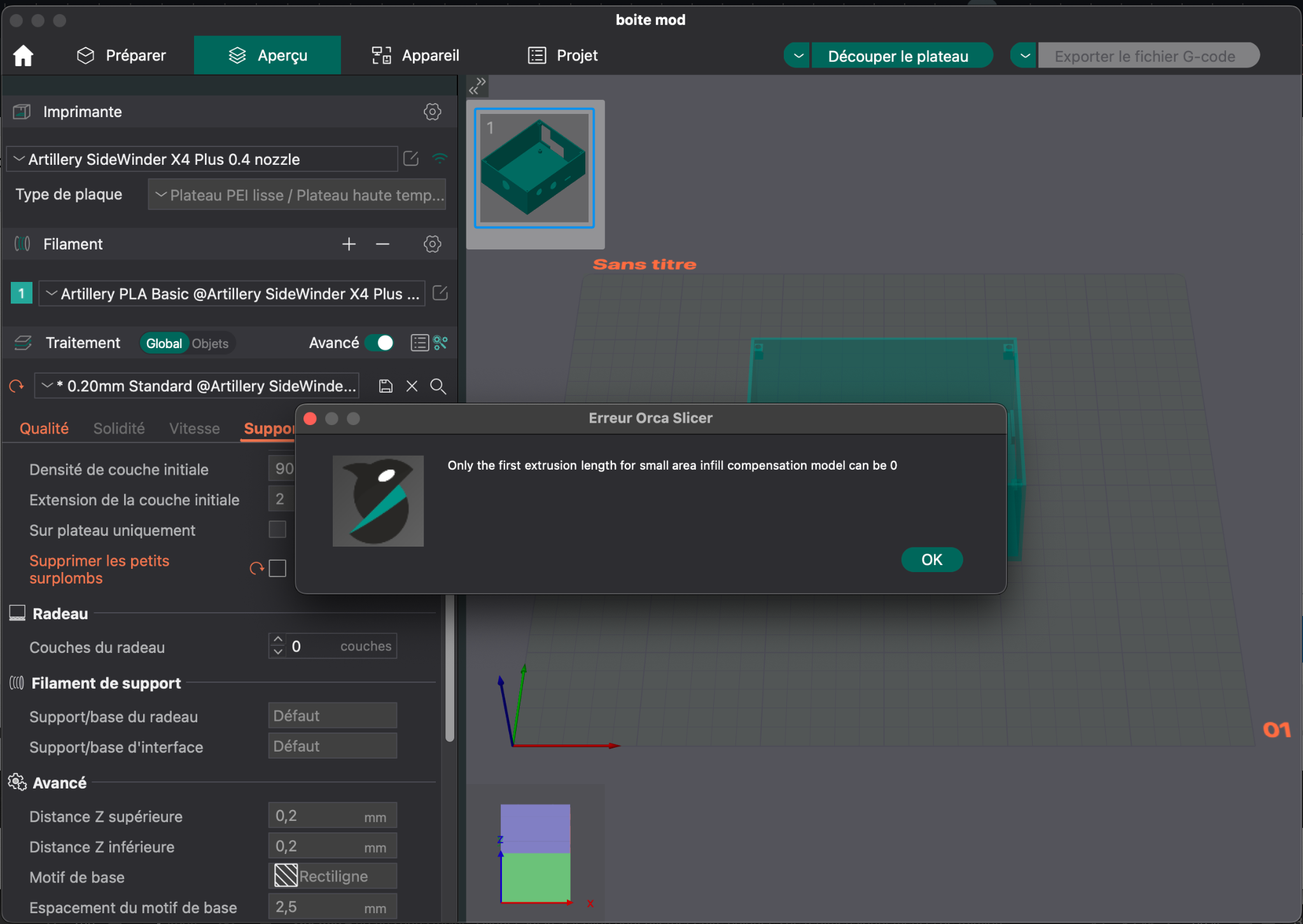
Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
babz en réponse au topic de MrMagounet dans Artillery
je me suis mis aussi à OrcaSlicer,j'ai rentré les paramètres que j'ai pris ici,lors du du tranchage ça me fait une erreur.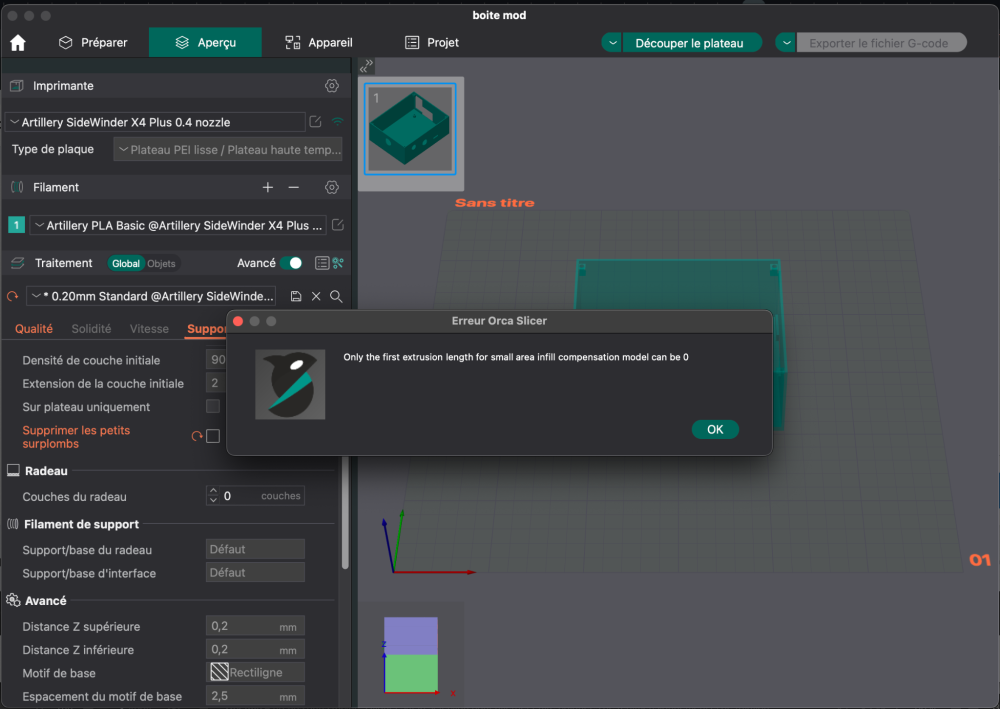
-
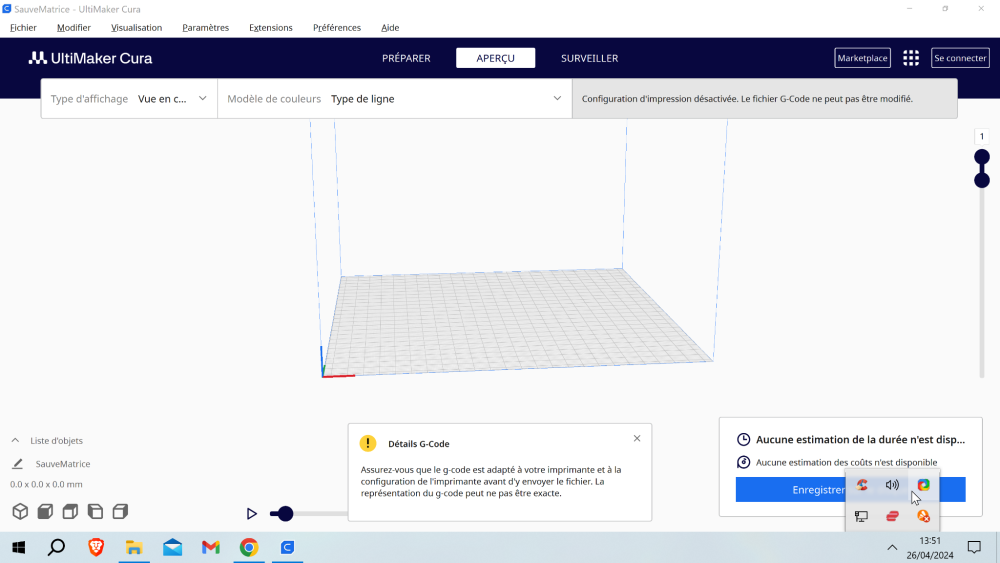
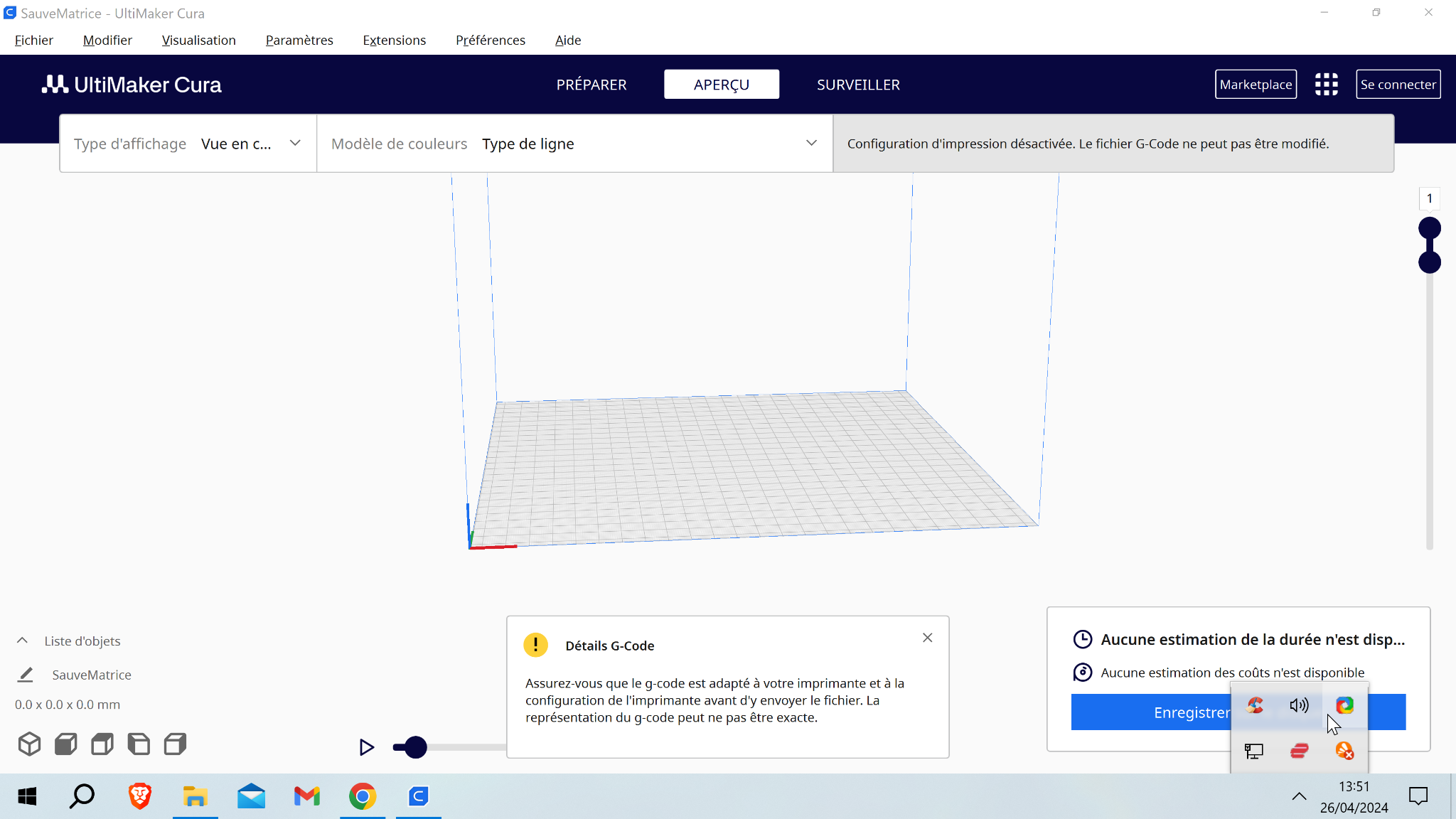
merci pommeverte je vais alors mettre la buse a chauffé .mais dans la video le gars chauffe aussi le bed a 60 apres je n ai pas compris la suite le G29 tu le tape ou sur cura ou pronterface. j ai telecharge ton fichier je l imprime comment si c est par cura il me dis ca j ai bien oublié de rajouter 0.10 pour la feuille .

.jpeg.04db6423c5fcc627b45849969f24a5b5.jpeg)








-
YouTube / Les Imprimantes 3D .fr
-
Qui est en ligne 22 membres, 0 anonyme, 230 invités (Afficher la liste complète)
-
Statistiques des membres
46 319
Total des membres6 937
Maximum en ligne
-
Statistiques des forums
50,9k
Total des sujets570,9k
Total des messages -
Sujets les plus vus





-
-
-



-
Images
-
Sujets récents
-
-
Contributeurs populaires
-
Sujets actifs
-
-
Sur le blog
-
Soutenir le forum




Les liens affiliés
Certains liens affichés sur le site et le forum sont affiliés. En tant que partenaire Amazon entre autres, nous pouvons recevoir une commission mais le prix que vous payez ne change pas, il reste au plus bas.








