
Toute l’activité
- La dernière heure
-
La flemme, j'avoue mais c'est parce que je connais autre chose de mieux comme experience. Je prendrai la spéciale K2, qui ne gêne pas la caméra elle apparait noire/sombre sur la vidéo . car la bleu pose soucis a la camera creality apparement. Surement frostbite qui sera texturée.
-

ABS ESD de chez nanovia
pjtlivjy en réponse au topic de laurent37 dans Consommables (filaments, résines...)
pas de souci @laurent37 on a tous été novice à un moment donné et le forum sert à ça tu vas voir après avoir affiné les réglages, tu vas pouvoir imprimer sereinement. C'est du temps au début mais ça a en fait gagner beaucoup par la suite et économiser de la matière car comme tu l'as dit plus haut, au prix de certains filaments on aime pas trop rater une impression ! -
Là c'est la flemme extrême C'est laquelle, la glacier ou la Frostbite que tu veux prendre ?
-
A nouveau sur la même machine, un shutdown pour un MCU Timer too close..... Ce qui est intéressant c'est que la log Klippy montre que la machine a d'abord eu un arrêt de la chauffe de la hotend bien avant le shutdown. klippy.log.2025-07-03.zip Les shutdown sur cette machine avec le ventilateur de 80 mm sont plus fréquents maintenant. Je pense que le souci vient de la charge / température de l'alimentation 24V (car la charge décroit à compter de 50°C). Ca expliquerait aussi que les soucis sont plus fréquents alors que la température de ma salle d'impression a augmenté depuis cet hiver. Peut-être des ventilos encrassés. Ou alors une charge de l'alimentation trop proche de la charge maxi.
-
moi je ne la sors que rarement, un coup d'alcool et zou
-

[TOPIC UNIQUE] Bambu Lab A1, A1 mini et AMS Lite
coucounain71 en réponse au topic de Motard Geek dans Bambu Lab
Bonjour, Merci pour votre réponse, j'avais plus ou moins trouvé hier en imprimant le bac à déchets. Sur Makerworld : quand une impression se fait sur deux plaques ou plus, l'imprimante s'arrête elle et prévient pour retirer l'impression et relance la suite ou faut il le faire manuellement ? Merci pour vos retour... -
Ben justement, avec produit vaisselle ça tient un ou deux prints et après décrochage donc pas le z offset pour moi, l'impression qu'elles suintent avec la chaleur. (les 2 creality officielles) Pas de meilleur résultats avec une plaque doré d'aliexpress... Vivement la plaque Biqu cryogrip.... je dégraisse classique sur la bambulab du boulot et ma longer avec un produit qui ne marche pas sur les plaques creality... Edit : c'est chiant de devoir sortir la plaque et la laver au produit vaisselle à chaque print !
-
Si tu as des problèmes sur plusieurs plateaux il faudrait peut-être voir du côté du Z offset Si tu nettoies avec du liquide vaisselle il faut éviter d'en avoir un avec additif pour avoir les mains douces Pour l’alcool isopropylique, si ton plateau est gras ça risque d'étaler mais pas de dégraisser complètement
- Aujourd’hui
-

Problème de décalage de l'axe Y après un gros bourrage
MrMagounet en réponse au topic de Papaz79 dans Artillery
Tu slicer ta pièce avec quel type de remplissage, la buse frotte elle sur ton remplissage par hasard ? -
ne soyez pas jaloux s'adressais a ceux pas nommé , car je n'ai cité que toi et carlito . Il intègre des fonction IA pour générer automatiquement depuis une photo un perso 3D via IA ou un logo 3D via IA, d'autre fonctionnalité arrive prochainement. Donc en dehors de résolution de bug la 6.2 est la pour mettre la part belle a l'IA générative comme la fait BBlab sur makerworld J'ai vue certain faire ce mod en effet si Sunlu décidais un jour de faire un capot dryer compatible avec le CFS la solution serait a la porter de tous . Pour les question d'accroche j'ai 0 soucis avec les plateau creality perso, après perso je nettoie toujours mes plateau a l'alcool IPA.
-
tu imprimes quel type de filament ? Si c'est du PLA : pas de caisson Si c'est de l'ABS : pas assez chaud Ta pièce s'est décollée sur le coint avant gauche, ce qui peut entrainer le décalage.
-

A-coup du lit Ender 3 V3 SE
kapounet a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, Je viens vers vous parce que je suis désespéré ... J'ai le lit de ma Ender 3 V3 SE qui fait des à-coups et je ne comprends pas pourquoi, d'autant que ça marchait plutôt bien jusqu'à avant hier. J'ai tenté de jouer sur la tension de la courroie mais rien n'y fait car soit je serre trop et ça fait de gros à-coups comme lorsqu'elle s'est mise à déconner, soit c'est trop "lâche". En intermédiaire, ça me fait des impressions dégueulasse à cause de ces mêmes à-coups mais qui sont presque imperceptible à l'oeil. J'ai même remarqué que la butée semble avoir changée et à présent (depuis les premiers à-coup), la buse sort presque du plateau lorsqu'on est à fond devant ! Par avance merci pour vos réponses. Kap PS : je sais pas si le sujet est au bon endroit. Si tel n'est pas le cas, merci de m'indiquer où je puis le créer. -
Bonjour, J'ai imprimé des cubes pas de problème J'ai imprimé un tube diamètre 22mm et 150mm de haut, pas de problème J'ai imprimé un "impossible benchmark" trouver sur printable pas de problème. Du coup je reprend mon fichier ou j'avais eu le gros bourrage, je le reslice au cas ou, et ja re décalage et une création artiste de l'imprimante A peu de chose près ça bug à la même hauteur!!! Je comprends plus. On m'avait parlé de température, l'imprimante est dans un caisson la température intérieure est 35° environ

-
Bon je me suis lancé dans le MOD du CFS pour y intégrer le séchage du Space pi Double, je vous tiendrais au jus si ça intéresse quelqu'un. J'ai repris un Space pi en promo chez geekbuying a 65€ qui me servira pour les TPU. Sinon j'ai toujours pleins de problème d'accroche avec tous mes plateaux, je vais recevoir de l’alcool isopropylique pour voir ce que ça donne, mais jusqu’à maintenant j'en avais jamais eu besoin.
-
Alors là pourquoi veux tu que je sois jaloux ? De qui , de quoi ? Pas compris désolé. Faut vraiment que j'installe cette 6.2 ce week end. Trop de mystères pour moi là dans vos propos sur cette version
-

ABS ESD de chez nanovia
laurent37 en réponse au topic de laurent37 dans Consommables (filaments, résines...)
Etant novice dans le domaine, je ne savais pas qu'il fallait faire ça Merci pour l'info je lance les tests aujourd'hui -
Sur le site de BambuLab dans filament - guide des filaments tu trouveras toutes les infos utiles que tu cherches
- Hier
-
 rixydsssa a rejoint la communauté
rixydsssa a rejoint la communauté -

Test de la FlashForge AD5X avec son IFS
NOX en réponse au topic de LesImprimantes3D.fr dans Les news du blog
Bon premier test sur une pièce simple en tpu bicolore ! Ça passe crème Je suis agréablement surpris A voir plus tard, sur des pièces plus complexe ....je ferai un retour avec plus de recul ! J'ai repris les réglages machine que j utilise et le profil tpu fourni dans orca flashforge ( juste modifié la température) . C'est satisfaisant... il y a moyen de gratter en finition.... mais franchement c'est plutôt propre sans calibrage .... à ce prix et si dans le temps la machine reste opérationnelle avec son isf sans bug ! C'est une pépite .... je reviendrai avec plus de recul ,pour faire un retour plus poussé...




-

Qui a dit que le PLA ne supportait pas la chaleur ?
electroremy en réponse au topic de pascal_lb dans Blabla
Je n'ai presque rien imprimé en PLA (surtout des pièces pour tester l'imprimante avant que je fasse mon enceinte). La plupart de mes pièces sont en ABS L'ABS est un peu moins rigide, moins cassant, et translucide même avec quelques mm d'épaisseur (utile pour les lithophanies) Un des avantages de l'ABS est qu'il se colle de façon durable et solide avec de la colle PVC, et on peut donc le coller sur du PVC, notamment tout ce qui est tuyaux d'évacuation ce qui est très pratique. Le lissage à l'acétone permet un super rendu mais il est difficile à maitriser pour ne pas avoir une pièce qui à la longue devient cassante ou qui se fissure Comme finition, je fais aussi du ponçage à l'eau. Ca rend bien, elles sont agréables à tenir en main, cet aspect peut être intéressant pour les pièces à vocation ergonomique comme des boutons ou des poignées. Finalement, plusieurs pièces que j'ai faites en ABS auraient pu être imprimées en PLA, c'est plus facile à imprimer et il y a beaucoup plus de choix en filaments. Je n'ai qu'une seule bobine de PLA... celle offerte avec mon imprimante (le fameux PLA Prusa gris). Il m'en reste encore la moitié -

Probleme d'impression sur mon imprimante elegoo mars 4 ultra
pascal_lb en réponse au topic de alfacraftt dans Les imprimantes 3D SLA
@alfacraftt je déplace dans la bonne section -

Probleme d'impression sur mon imprimante elegoo mars 4 ultra
alfacraftt a posté un sujet dans Les imprimantes 3D SLA
Bonjour, j'ai acheté mon imprimante en décembre et je n'avais eu aucun gros problème jusqu'à maintenant. Mais depuis quelques semaine chaque impression que je lance se loupe et je ne comprend pas pourquoi ( Rien ne sort sur le plateau). J'ai changer le FEP refait la configuration avec le papier et rien a changer, j ai cependant remarquer que le plateau ne descendais pas assez bas lors de ma reconfiguration il ne bloquais pas le papier même au maximum et je pense que le problème viens de la mais comment le régler ? Merci par avance -
alfacraftt a rejoint la communauté
-
Si il fait 60° dans la voiture, qu'elle soit blanche ou noire ça ne change pas grand chose, c'est un peu l'histoire du kilo de plume et du kilo de plomb Certes mais il faut aussi voir la qualité des filaments de cette époque qui n'était pas si mauvaise que ça
-
salut tous le mode voici mes premier print de la sd de ma toute nouvelle P1S AMS . le benshy a eu un problème nœud dans la bobine et la squishy torttle qui c'est très bien passer après avoir retirer le nœud


-
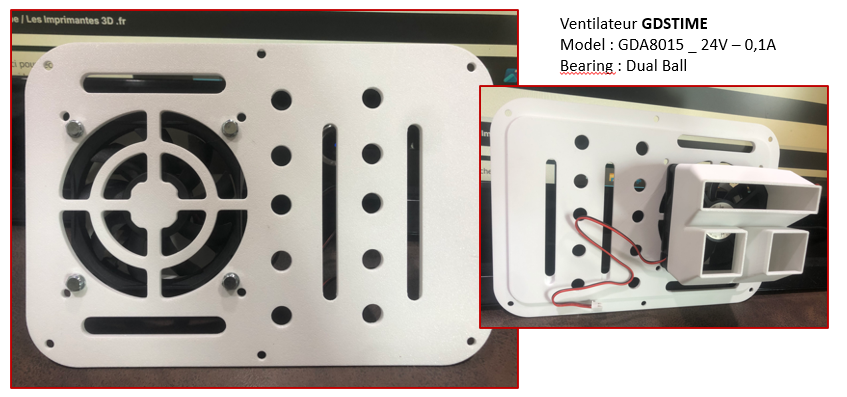
Bonsoir @vap38 Suite à nos divers échanges, j'ai imprimé les pièces que tu as mentionné et ayant reçu le ventilateur ce jour, j'ai assemblé le nouveau module pour le refroidissement adaptatif de la carte mère. Reste plus que l'implantation sur l'imprimante .. et la modification du fichier '' controller fan board ''. Un simple copier / coller, ça devrait le faire ! Juste à modifier le ligne '' target_temp: 50 '' devient '' target_temp: 46 '' suivant ton dernier message si j'ai bien compris. Ensuite je serai fin prés si la canicule arrive en Normandie .....
-
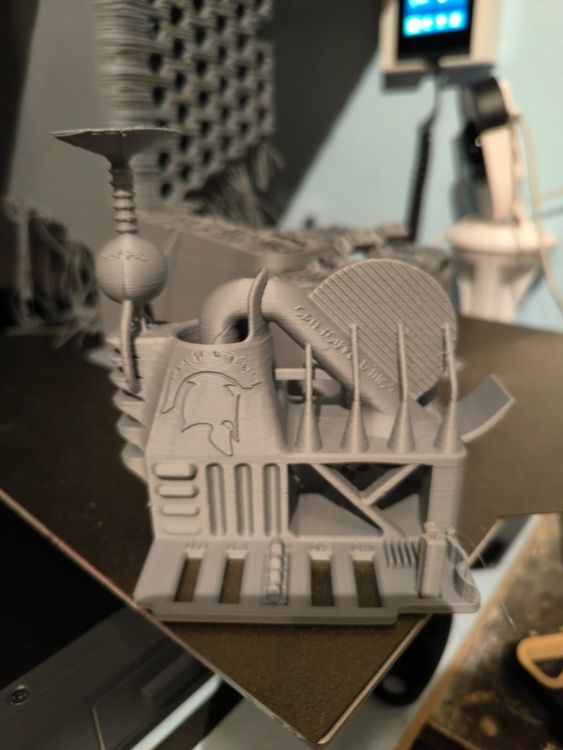
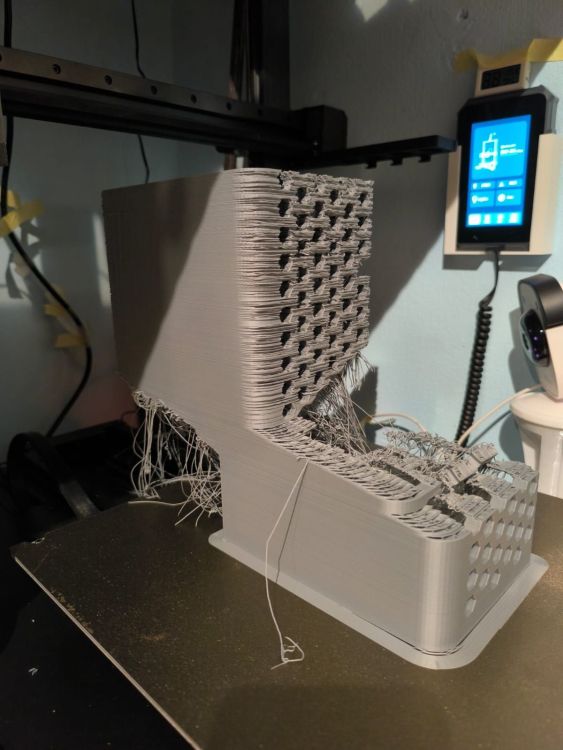
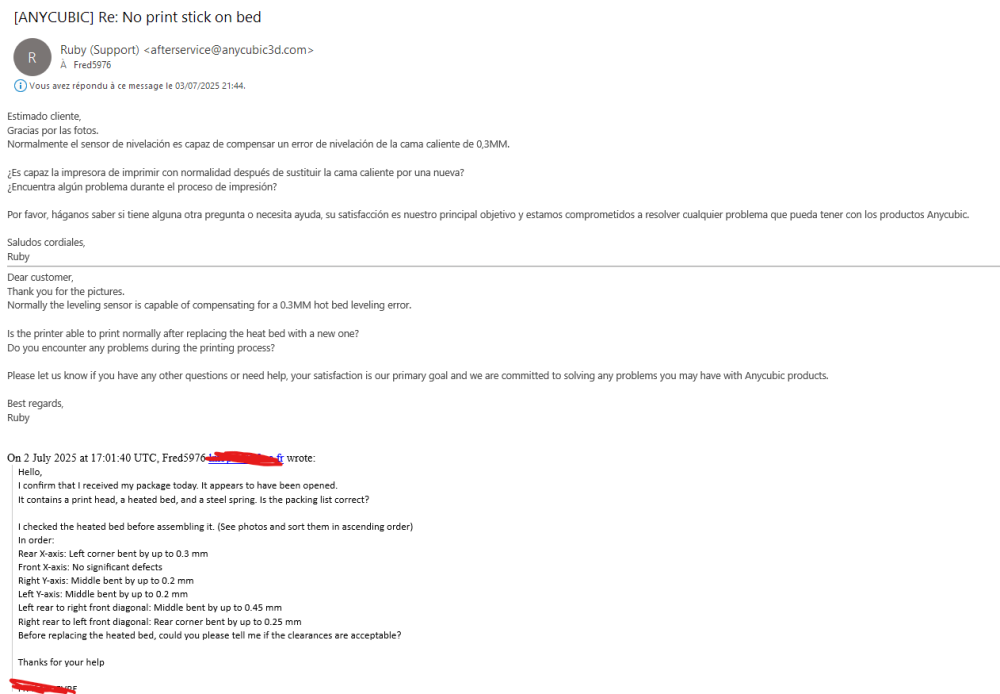
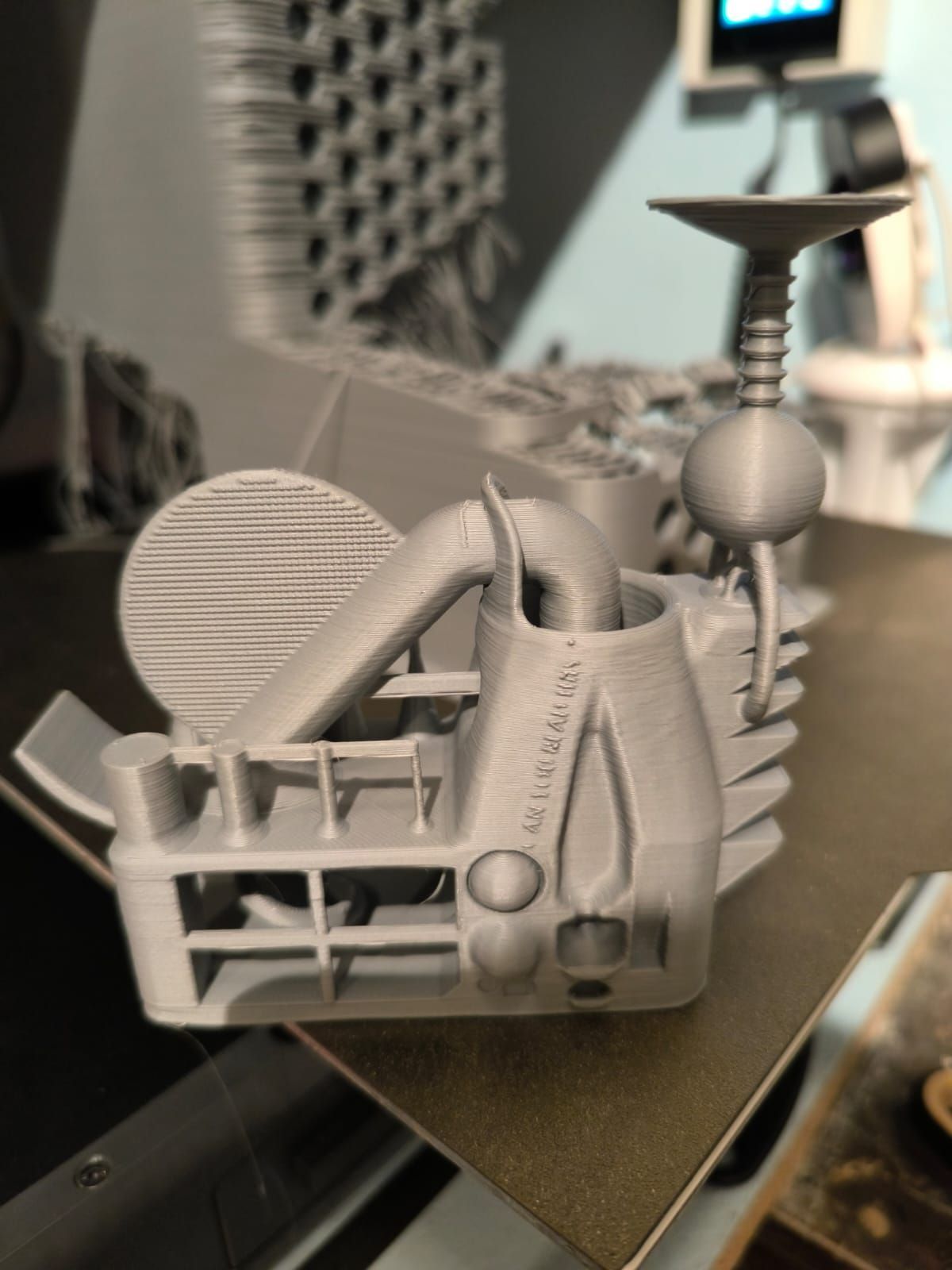
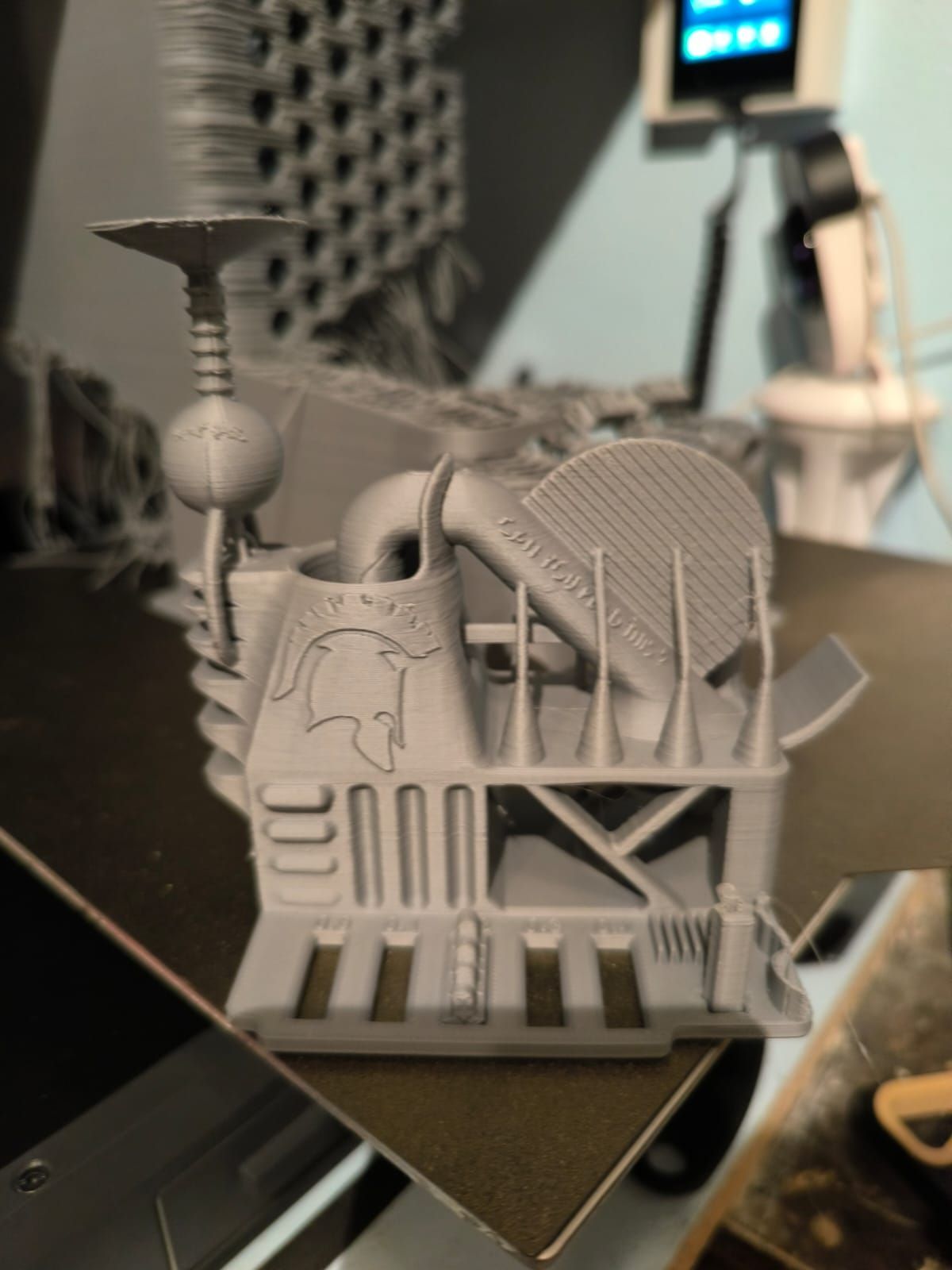
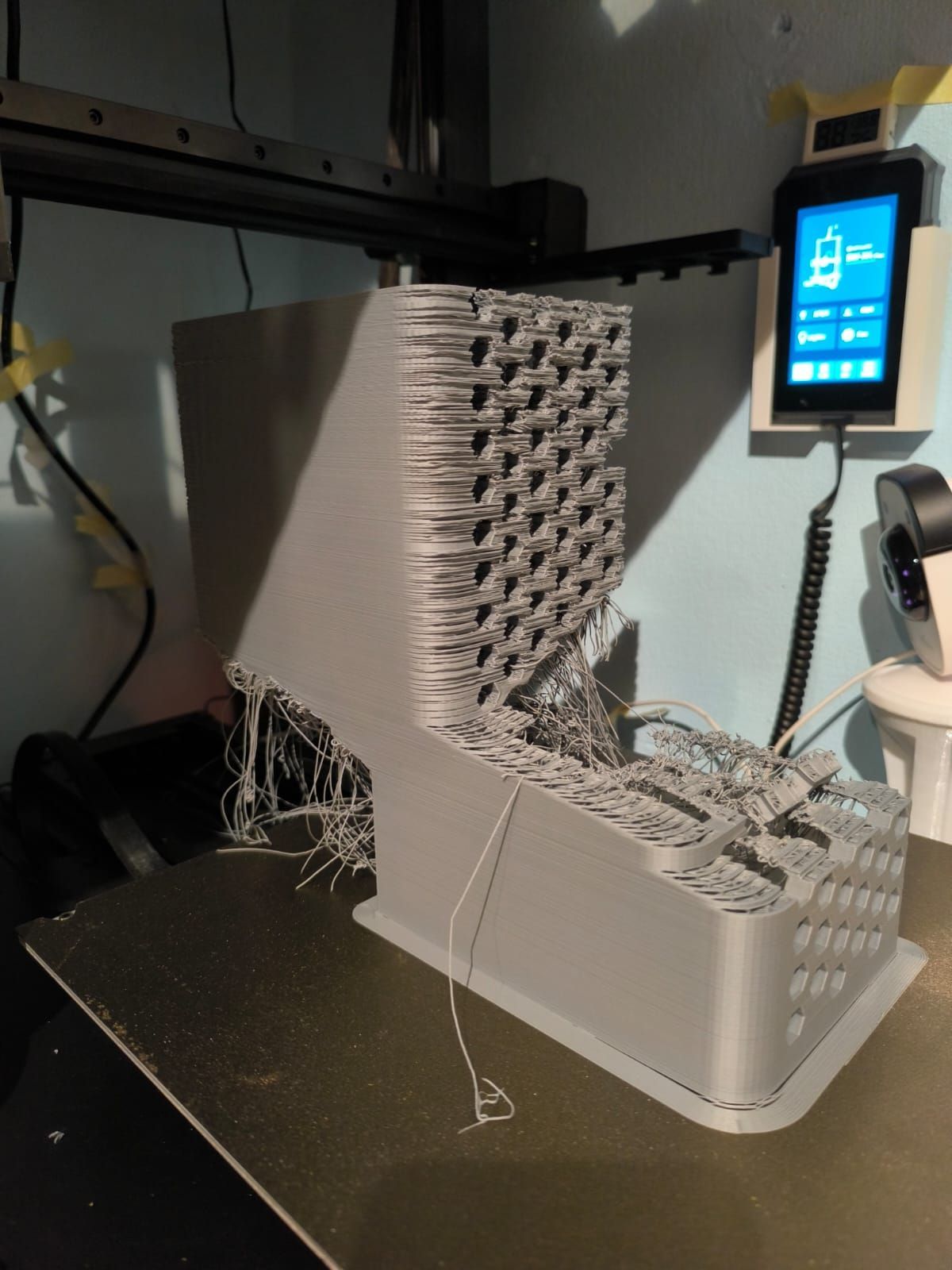
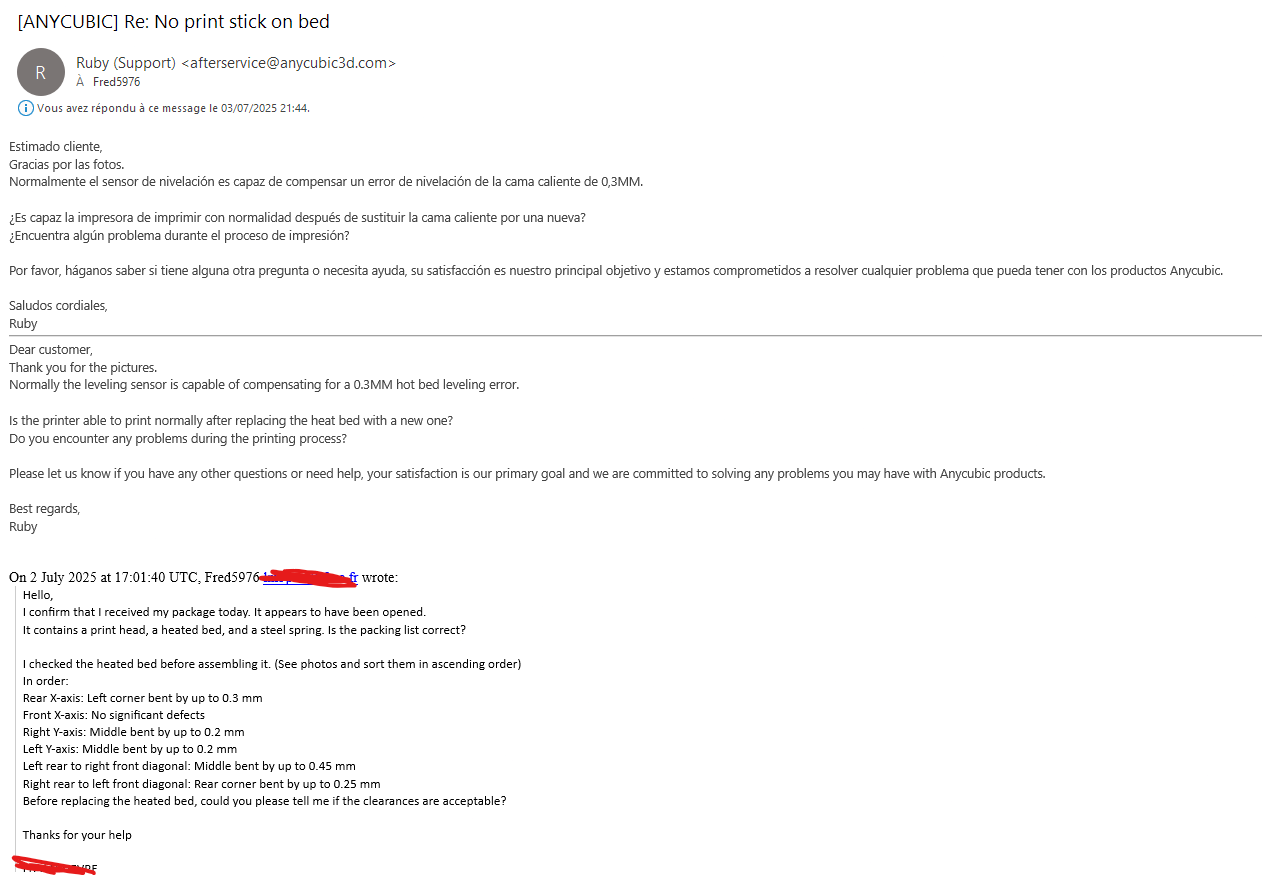
Petit retour. J'ai contacté le SAV pour leur faire part du souci de nivellement. Dans un premier temps (2 semaines de délai), ils m'ont envoyé un capteur Z. Bien sur, même résultat. Je leur envoie le résultat d'un test de nivellement de plateau. Ils me répondent de controler la planéité du plateau. Je récupère un réglé validé au boulot, je fais une série de photo avec les défauts max sur 6 axes (+X,-X,+Y,-Y, et diagonales), j'avais des défauts jusqu'à 0.55mm. Ils me répondent et m'envoient une tête complète et un plateau complet (2 semaines à attendre). Tout ce petit monde est arrivé hier. Mais avant de monter le nouveau plateau, je fais un controle de planéité à froid. Je prends des photos, et envois tout ça au SAV en leur demandant leur avis (j'avais un coin arrière avec un défaut de 0.45 au niveau du cable du plateau, le reste était plutot propre et des écarts inférieurs à 0.2mm). Ils me répondent que le système est capable de compenser 0.3mm de défaut (me demander pas pourquoi, ils m'ont répondu en espagnol ) Bref. J'ai monté le nouveau plateau, refait un calibrage complet et un print de test (1 couche de 0.2mm) pour vérifier la première couche. Alors que ça semblait mal barré (impression arrêté parce que l'IA détection a vu des spaghettis), je poursuis malgré tout l'impression (j'avais pas nettoyé le plateau, ni mis de laque). Résultat, épaisseurs presque uniforme entre 0.27mm et 0.3 et un pic dans le foutu coin arrière gauche à 0.37mm. Bon c'est mieux que ce que j'avais au début quand ça voulait coller et sans passer par fluidd pour corriger le z offset. A oui, j'oubliai, rinkhals s'est désinstallé lors de sa dernière mise à jour. Alors certes, je pinaille pour 0.1mm, mais par expérience avec d'autres matières (surtout l'ABS et le PC), si je n'ai pas la bonne première couche, ce n'est même pas la peine de commencer un print, c'est mort, il va se décoller. J'attends leur réponse à mon dernier compte rendu. Je reste perplexe quand à leur réponse au fait que le capteur Z est capable de compenser 0.3mm de défaut !?! Ca me semble plus que bizarre
















-
Statistiques des membres
49 192
Total des membres6 937
Maximum en ligne
-
Statistiques des forums
55,1k
Total des sujets622,1k
Total des messages -
Sujets les plus vus





-
-
-


-
Images
-
Sujets récents
-
-
Contributeurs populaires
-
Sujets actifs
-
-
Sur le blog
-
Soutenir le forum




Les liens affiliés
Certains liens affichés sur le site et le forum sont affiliés. En tant que partenaire Amazon entre autres, nous pouvons recevoir une commission mais le prix que vous payez ne change pas, il reste au plus bas.









